ANALISIS KUALITAS PRODUKSI PUPUK ZA III DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) (Studi...
13
Analisis Kualitas Produksi Pupuk ZA III di PT Petrokimia Gresik ANALISIS KUALITAS PRODUKSI PUPUK ZA III DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) (Studi Kasus: PT Petrokimia Gresik) Moh. Nur Faiz Ubaidillah S1 Pend Teknik Mesin, Fakultas Teknik, Universitas Negeri Surabaya e-mail : [email protected] Dyah Riandadari S1 Pend Teknik Mesin, Fakultas Teknik, Universitas Negeri Surabaya e-mail: [email protected] Abstrak Produksi pupuk ZA III merupakan salah satu produk dari PT. Petrokimia Gresik dengan jumlah produksi rata-rata 210.000 ton/tahun. Penelitian ini bertujuan untuk menganalisis tingkat defect pada pupuk ZA III, penyebab defect, serta perbaikan yang harus dilakukan oleh PT. Petrokimia Gresik Penelitian ini merupakan penelitian diskriptif kuantitatif, menggunakan metode Statistical Process Control (SPC), instrumen penelitian berupa interview, observasi, dan dokumentasi. Analisis data menggunakan checksheet, histogram, diagram pareto, diagram fishbone, dan peta kendali P chart. Hasil penelitian ini menunjukkan bahwa pengendalian produk pada pupuk ZA III masih belum terkendali, dengan tingkat defect sebesar 2,27 %. Jenis defect yang paling banyak terjadi adalah penggumpalan pupuk (cacking) sebesar 67,4 %, karung yang rusak/bocor 27,4 % dan lain-lain sebesar 5,2 %. Penyebab defect antara lain, materials, methods, personnel, machine,. Perbaikan materials yakni dengan meningkatkan pengawasan terhadap kualitas bahan baku, mengganti kayu palet alas karung pupuk yang sudah rusak dengan bahan baku plastik yang lebih tahan lama, perbaikan methods, yakni pengendalian persiapan sesuai standart dan pengawasan secara intensif, personnel, dengan melakukan pelatihan / training terhadap pegawai-pegawai baru, Perbaikan machine, dengan meningkatkan perawatan dan pemeliharaan pada mesin produksi di unit produksi ZA III PT. Petrokimia Gresik. Kata Kunci : Kualitas Pupuk, Statistical Process Control Abstract Pupuk ZA III is one of the products by PT. Petrokimia Gresik with the average total production for about 210.000 tons per year. This study aimed to analyze the defect level of Pupuk ZA III, the cause of the defect, and the improvement that should be done by PT. Petrokimia Gresik. This study is a quantitative descriptive study, using Statistical Process Control (SPC) method, with interview, observation, and documentation as the instruments of the study. The data analysis used check sheet, histogram, Pareto diagram, fishbone diagram, and P control chart. 1
-
Upload
alim-sumarno -
Category
Documents
-
view
121 -
download
30
description
Jurnal Online Universitas Negeri Surabaya, author : MOH. NUR FAIZ UBAIDILLAH
Transcript of ANALISIS KUALITAS PRODUKSI PUPUK ZA III DENGAN METODE STATISTICAL PROCESS CONTROL (SPC) (Studi...

Analisis Kualitas Produksi Pupuk ZA III di PT Petrokimia Gresik
ANALISIS KUALITAS PRODUKSI PUPUK ZA III DENGAN METODE STATISTICAL PROCESS CONTROL (SPC)
(Studi Kasus: PT Petrokimia Gresik)
Moh. Nur Faiz UbaidillahS1 Pend Teknik Mesin, Fakultas Teknik, Universitas Negeri Surabaya
e-mail : [email protected]
Dyah RiandadariS1 Pend Teknik Mesin, Fakultas Teknik, Universitas Negeri Surabaya
e-mail: [email protected]
AbstrakProduksi pupuk ZA III merupakan salah satu produk dari PT. Petrokimia Gresik dengan jumlah produksi rata-rata 210.000 ton/tahun. Penelitian ini bertujuan untuk menganalisis tingkat defect pada pupuk ZA III, penyebab defect, serta perbaikan yang harus dilakukan oleh PT. Petrokimia GresikPenelitian ini merupakan penelitian diskriptif kuantitatif, menggunakan metode Statistical Process Control (SPC), instrumen penelitian berupa interview, observasi, dan dokumentasi. Analisis data menggunakan checksheet, histogram, diagram pareto, diagram fishbone, dan peta kendali P chart.Hasil penelitian ini menunjukkan bahwa pengendalian produk pada pupuk ZA III masih belum terkendali, dengan tingkat defect sebesar 2,27 %. Jenis defect yang paling banyak terjadi adalah penggumpalan pupuk (cacking) sebesar 67,4 %, karung yang rusak/bocor 27,4 % dan lain-lain sebesar 5,2 %. Penyebab defect antara lain, materials, methods, personnel, machine,. Perbaikan materials yakni dengan meningkatkan pengawasan terhadap kualitas bahan baku, mengganti kayu palet alas karung pupuk yang sudah rusak dengan bahan baku plastik yang lebih tahan lama, perbaikan methods, yakni pengendalian persiapan sesuai standart dan pengawasan secara intensif, personnel, dengan melakukan pelatihan / training terhadap pegawai-pegawai baru, Perbaikan machine, dengan meningkatkan perawatan dan pemeliharaan pada mesin produksi di unit produksi ZA III PT. Petrokimia Gresik.Kata Kunci : Kualitas Pupuk, Statistical Process Control
AbstractPupuk ZA III is one of the products by PT. Petrokimia Gresik with the average total production for about 210.000 tons per year. This study aimed to analyze the defect level of Pupuk ZA III, the cause of the defect, and the improvement that should be done by PT. Petrokimia Gresik.This study is a quantitative descriptive study, using Statistical Process Control (SPC) method, with interview, observation, and documentation as the instruments of the study. The data analysis used check sheet, histogram, Pareto diagram, fishbone diagram, and P control chart. The result of this study showed that the product control of pupuk ZA III has not been well-controlled yet, with the defect level was about 2.27%. The most frequent types of defect were the product clumping (cacking) which reached 67.4%, the damaged/leaked sack which reached 27.4%, and the other matters which reached 5.2%. The defects were commonly caused by the materials, methods, personnel, and machine. The improvement of the materials were by increasing the level of control to the raw material’s quality, replacing the defective wooden pallet of fertilizer’s pedestal with the long-lasting plastic material, methods’ improvement such as standardized preparation control, intensive and personal superintendence, training for new employees, machine repairing, and by increasing the care and maintenance of production machine in ZA III production unit of PT Petrokimia Gresik.Keywords: Fertilizer Quality, Statistical Process Control
1

JTM, Volume 4 Nomor 01 Tahun 2015, Halaman 1-9
PENDAHULUANSuatu perusahaan tidak lepas dari konsumen serta produk yang dihasilkannya. Konsumen tentunya berharap bahwa barang yang dibelinya akan dapat memenuhi kebutuhan dan keinginannya sehingga konsumen berharap bahwa produk tersebut memiliki kondisi yang baik serta terjamin. Oleh karena itu perusahaan harus melihat serta menjaga agar kualitas produk yang dihasilkan terjamin serta diterima oleh konsumen serta dapat bersaing di pasar. Pengendalian kualitas pada perusahaan baik perusahaan jasa maupun perusahaan manufaktur sangatlah diperlukan. Dengan kualitas jasa ataupun barang yang dihasilkan tentunya perusahaan berharap dapat menarik konsumen dan dapat memenuhi kebutuhan serta keinginan konsumen. Kualitas produk yang baik dihasilkan dari pengendalian kualitas yang baik pula. Latar belakang munculnya Statistical Processing Control karena adanya perbedaan kualitas (quality dispersion) antara produk dengan tipe yang sama, urutan proses yang sama, diproduksi pada mesin yang sama, operator dan kondisi lingkungan yang sama, dan masalah ini selalu muncul pada perusahaan manufacturing yang berproduksi dalam jumlah banyak (batch/mass production). PT. Petrokimia Gresik merupakan salah satu produsen pupuk terbesar di Indonesia dan merupakan bagian dari PT Pupuk Indonesia Holding Company (Persero). Penelitian ini berfokus pada produksi pupuk ZA III (Ammonium Sulphate) yang berkapasitas 210.000 ton / tahun yang apabila terjadi defect pada produk akan menyebabkan kerugian dan menurunkan kualitas produksi. Dari hasil pengamatan dilapangan, jumlah produksi pupuk ZA III antara bulan Agustus 2014 – Juli 2015 yaitu 208.065,12 ton dengan persentase produk yang mengalami off spec sebesar 2,27 % dengan jumlah produk off spec 4718,15 ton. Dari persentase tersebut diperoleh nilai sigma pada pupuk ZA III mencapai 3,78 sigma (rata-rata industri di Indonesia) dengan nilai DPMO 11338,16, nilai ini masih jauh dari angka 6 sigma dengan DPMO 3,4 sehingga perlu dilakukan penelitian untuk menyelidiki penyebab cacat dan menemukan langkah-langkah yang harus dilakukan untuk meningkatkan nilai sigma. Berdasarkan uraian diatas dan mengingat pentingnya pengendalian kualitas hasil produksi pada sebuah perusahaan,maka penulis ingin melakukan penelitian dengan judul “ANALISIS KUALITAS PRODUKSI PUPUK ZA III DENGAN METODE
STATISTICAL PROCESS CONTROL (SPC) (Studi Kasus: PT Petrokimia Gresik)”.
Berdasarkan latar belakang, identifikasi masalah dan batasan masalah yang ada, maka dapat diketahui rumusan masalahnya yaitu : Berapakah tingkat defect pada produksi pupuk
ZA III di PT. Petrokimia Gresik ?. Faktor-faktor apa saja yang menyebabkan defect
pada pupuk ZA III di PT. Petrokimia Gresik ?. Apa langkah-langkah yang perlu dilakukan
untuk mengurangi tingkat defect pada produksi pupuk ZA III ?Adapun tujuan dari penelitian ini adalah sebagai
berikut : Untuk mengetahui tingkat defect pada produksi
pupuk ZA III.. Untuk mengetahui faktor-faktor penyebab defect
pada pupuk ZA III. Mengetahui langkah-langkah yang perlu
dilakukan untuk mengurangi tingkat defect pada produksi pupuk ZA III.
Adapun manfaat yang dapat diambil dari penelitian ini adalah sebagai berikut : Bagi Penulis. Sebagai penerapan teori yang di peroleh
dibangku kuliah dan dapat menambah pengetahuan serta wawasan tentang penggunaan metode SPC (statistical process control) untuk meningkatkan kualitas produk yang dihasilkan perusahaan.
Bagi Universitas Negeri Surabaya. Sebagai referensi tambahan dan perbendaharaan
perpustakaan agar berguna dalam pengembangan ilmu pengetahuan dan juga berguna sebagai pembanding bagi mahasiswa di masa yang akan datang.
Bagi Perusahaan. Diharapkan dapat memberikan masukan kepada
pabrik pupuk PT. Petrokimia Gresik sebagai bahan pertimbangan pengambilan keputusan tentang sistem pengendalian kualitas dalam upaya menjaga dan meningkatkan produk yang dihasilkan perusahaan.
METODE PENELITIAN Waktu dan Tempat PenelitianPenelitian ini dilaksanakan di PT. Petrokimia Gresik yang berada di Jln. Jendral Ahmad Yani , Gresik 61119 Jawa Timur, setelah proposal penelitian selesai dan dibahas dalam seminar proposal skripsi

Jenis PenelitianJenis penelitian ini yang dilakukan disini adalah penelitian deskriptif kuantitatif. Menurut Nurul Zuriah (2005:47)” Penelitian deskriptif adalah penelitian yang diarahkan untuk memberikan gejala-gejala, fakta-fakta atau kejadian-kejadian secara sistematis dan akurat mengenai sifat-sifat populasi atau daerah tertentu”. Sedangkan penelitian kuantitatif adalah penelitian ilmiah yang sistematis terhadap bagian-bagian dan fenomena serta hubungan-hubungannya.
Rancangan PenelitianTahapan pelaksanaan penelitian analisis kualitas produksi pupuk ammonium sulphate (ZA) dengan metode Statistical Process Control (SPC) yaitu survey pendahuluan, identifikasi masalah dan penetapan tujuan sampai pada tahap akhir yaitu pengambilan kesimpulan dan saran. Tahapan rancangan penelitian adalah sebagai berikut:
Gambar 1. Flowchart Penelitian
Survey PendahuluanSurvey pendahuluan ini sangat penting dilakukan untuk mengetahui kondisi nyata obyek yang akan diteliti agar tidak terjadi penyimpangan antara tujuan penelitian dengan kondisi obyek penelitian.
Studi Literatur
Mengumpulkan refrensi yang didapat dari buku-buku, jurnal, internet, maupun dari penelitian terdahulu yang berguna untuk mendukung tercapainya tujuan penelitian. Tujuan PenelitianBerdasarkan hasil observasi terhadap permasalahan yang ada di perusahaan selanjutnya dilakukan identifikasi masalah dan menetapkan tujuan agar dalam melaksanakan penelitian dapat tearah dan sesuai sasaran. Pengumpulan DataPengambilan data pada penelitian ini berasal dari perusahaan yang bersangkutan serta dari hasil observasi dan wawancara terhadap pegawai dan karyawan di perusahaan tersebut Analisis DataPengolahan data dilakukan dengan menggunakan alat bantu yang terdapat pada Statistical Process Control (SPC). Kesimpulan dan SaranBerisi rangkuman dan simpulan dari hasil penelitian serta rekomendasi atau usulan tindakan untuk melakukan perbaikan kualitas produksi.
Subjek PeneltianSubjek penelitian ini adalah jumlah cacat produksi pupuk Ammonium Sulphate (ZA) Di Unit Produksi ZA III PT. Petrokimia Gresik, yaitu yang mengalami penggumpalan, karung yang rusak / bocor.
Teknik Pengumpulan DataDalam pengumpulan data, data yang dikumpulkan antara lain: Data Primer
Metode yang digunakan dalam pengumpulan data primer adalah sebagai berikut:
o Wawancara/interview
Dalam penelitian ini, peneliti melakukan wawancara dengan pekerja, supervisor, manajer dan bagian lainnya untuk mendapatkan informasi jumlah produksi, jumlah cacat serta penyebab cacat dan proses pembentukannya.
o Observasi/pengamatan
Melakukan pengamatan ke objek yang diteliti, dalam hal ini proses produksi pupuk ZA III, hasil yang diperoleh dalam pengamatan ini meliputi: pemahaman secara mendetail proses produksi dari mulai proses perencanaan sampai hasil produksi.
Data Sekunder
3
JTM, Volume 4 Nomor 01 Tahun 2015, Halaman 1-9
Data sekunder dalam hal ini adalah jumlah dan jenis cacat pada produk pupuk ZA III selama 1 tahun yaitu ( Agustus 2014 – Juli 2015 ).
Teknik Analisis DataDalam penelitian ini, pengolahan data dilakukan dengan menggunakan alat bantu yang terdapat pada Statistical Processing Control (SPC). Adapun langkah-langkah yang dilakukan adalah sebagai berikut :
Mengumpulkan data produksi dan produk rusak (Check Sheet)
Data yang diperoleh dari perusahaan terutama data produksi dan data produk rusak kemudian diolah menjadi tabel secara rapi dan terstruktur. Hal ini dilakukan agar memudahkan dalam memahami data tersebut hingga bias dilakukan analisis lebih lanjut.
Membuat Histogram Agar mudah membaca atau menjelaskan data dengan cepat, maka data tersebut perlu untuk disajikan dalam bentuk histogram yang berupa alat penyajian data secara visual dalam bentuk grafis balok yang memperlihatkan distribusi nilai yang diperoleh dalam bentuk angka.
Membuat Diagram ParetoMenentukan prioritas perbaikan dengan Diagram Pareto, digunakan untuk membandingkan berbagai kategori kejadian yang disusun menurut ukurannya untuk menentukan pentingnya atau prioritas kategori kejadian – kejadian atau sebab – sebab kejadian yang akan dianalisis.
Mencari Faktor penyebab yang paling dominan dengan diagram sebab-akibat
Setelah diketahui masalah utama yang paling dominan dengan menggunakan histogram, maka dilakukan analisa faktor kerusakan produk dengan menggunakan fishbone diagram, sehingga dapat menganalisis faktor-faktor apa saja yang menjadi penyebab kerusakan produk. Membuat Peta Kendali P (P-chart) Dalam menganalisa data penelitian ini, digunakan peta kendali p (peta kendali proporsi kerusakan) sebagai alat untuk pengendalian proses secara statistik. Penggunaan peta kendali p ini adalah dikarenakan pengendalian kualitas yang dilakukan bersifat atribut, serta data yang diperoleh yang dijadikan sampel pengamatan tidak tetap dan produk yang mengalami kerusakan tersebut dapat diperbaiki lagi sehingga harus di tolak (reject) .
Adapun langkah-langkah dalam membuat peta kendali p sebagai berikut : o Menghitung persentase kerusakan
p=npn
Sumber : Jay Heizer dan Barry Render.2006 - Manajemen Operasi Keterangan : np : Jumlah gagal dalam sub grup n : jumlah yang diperiksa dalam sub grup subgroup : hari ke-
o Menghitung garis pusat/ Central Line (CL)
Garis pusat merupakan rata-rata kerusakan
produk ( p)p‾
CL=p=∑ np
∑ nSumber : Jay Heizer dan Barry Render.2006 - Manajemen Operasi Keterangan :
∑ np = Jumlah total yang rusak
∑ n = jumlah total yang
diperiksa
o Menghitung batas kendali atas Upper Control
Limit (UCL) Untuk menghitung batas kendali atas (Upper Control Limit/UCL) dilakukan dengan rumus :
UCL=p+3¿Sumber : Jay Heizer dan Barry Render.2006 - Manajemen Operasi
o Menghitung batas kendali bawah atau Lower
Control Limit (LCL) Untuk menghitung batas kendali bawah atau LCL dilakukan dengan rumus
LCL=p−3¿catatan : Jika LCL < 0 maka LCL dianggap = 0 Apabila data yang diperoleh tidak seluruhnya berada dalam batas kendali yang ditetapkan, maka hal ini berarti data yang diambil belum seragam. Hal tersebut menyatakan bahwa pengendalian kualitas yang dilakukan PT. Petrokimia Gresik masih perlu perbaikan. Hal tersebut dapat dilihat pada grafik p-chart, apabila ada titik yang berfluktuasi secara tidak beraturan yang menunjukkan bahwa proses produksi masih mengalami penyimpangan. Dengan peta kendali tersebut dapat diidentifikasi jenis-jenis kerusakan dari produk yang dihasilkan. Jenis-jenis kerusakan yang
terjadi pada berbagai macam produk yang dihasilkan.
Membuat Rekomendasi / Usulan perbaikan kualitas
Setelah diketahui penyebab terjadinya kerusakan produk, maka dapat disusun sebuah rekomendasi atau usulan tindakan untuk melakukan perbaikan kualitas produk.
KesimpulanKesimpulan merupakan hasil analisis pengolahan data yaitu metode mana yang terbaik untuk diterapkan pada perusahaan dan interpretasinya..
HASIL PENELITIAN DAN PEMBAHASAN
ChecksheetLangkah pertama yang dilakukan untuk menganalisis pengendalian kualitas secara statistik adalah membuat tabel (check sheet) jumlah produksi dan produk off spec / tidak sesuai dengan standar mutu. Pembuatan tabel (Check sheet) ini berguna untuk mempermudah proses pengumpulan data serta analisis.
Tabel 1 Checksheet
Gambar 1 Persentase jumlah produksi dan produk offspec
Histogram
Setelah check sheet dibuat, maka langkah selanjutnya adalah membuat histogram. Histogram ini barguna untuk melihat jenis kerusakan yang paling banyak terjadi. Berikut ini Histogram yang dibuat berdasarkan Tabel 4.1
Gambar 2 Histogram jumlah defect selama 1 tahun terakhir
Gambar 3 Histogram jumlah menurut jenis cacat
Dari histogram diatas, dapat kita lihat jenis defect yang paling sering terjadi adalah cakcing/penggumpalan pupuk dengan jumlah Sebanyak 3.180,03 ton . Jumlah karung bocor sebanyak 1.292,77 ton dan jumlah defect lain-lain sebanyak 245,34 ton.
Diagram ParetoUntuk menunjukan jumlah defect dan nilai persentase kumulatif pada produksi pupuk ZA III PT. Petrokimia Gresik.
Tabel 2 Perhitungan Persentase dan Persentase Kumulatif defect
5
JTM, Volume 4 Nomor 01 Tahun 2015, Halaman 1-9
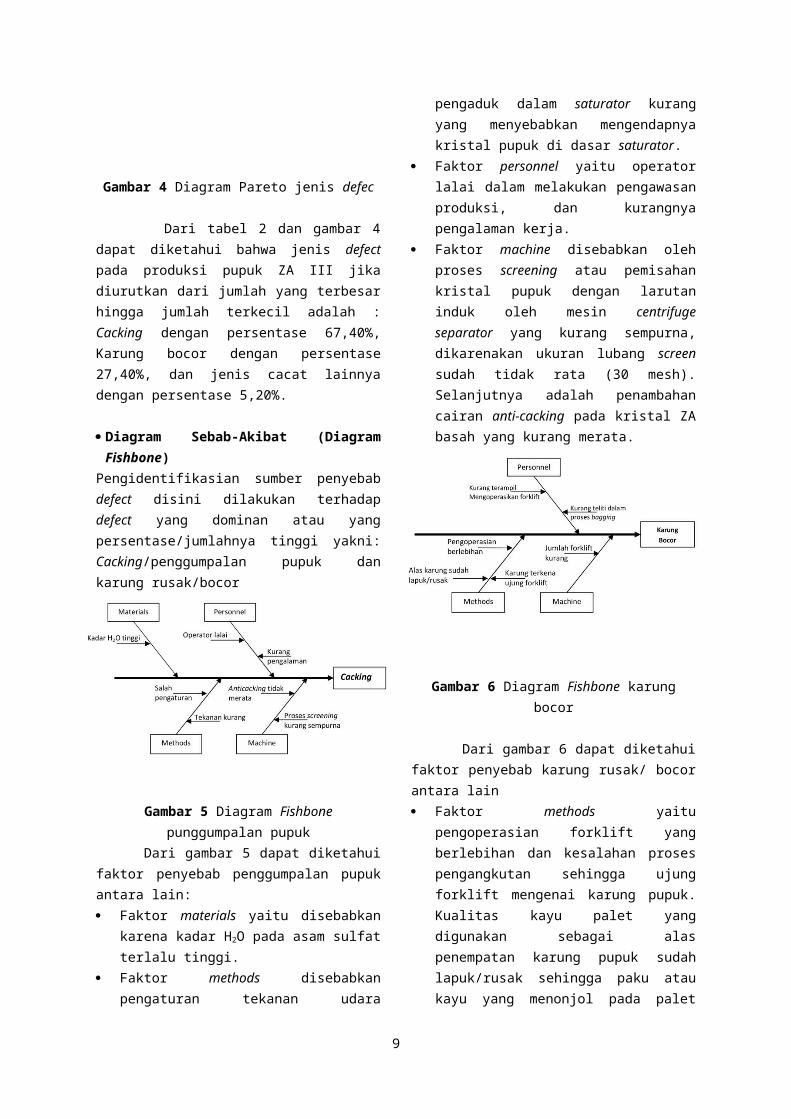
Gambar 4 Diagram Pareto jenis defec
Dari tabel 2 dan gambar 4 dapat diketahui bahwa jenis defect pada produksi pupuk ZA III jika diurutkan dari jumlah yang terbesar hingga jumlah terkecil adalah : Cacking dengan persentase 67,40%, Karung bocor dengan persentase 27,40%, dan jenis cacat lainnya dengan persentase 5,20%.
Diagram Sebab-Akibat (Diagram Fishbone)Pengidentifikasian sumber penyebab defect disini dilakukan terhadap defect yang dominan atau yang persentase/jumlahnya tinggi yakni: Cacking/penggumpalan pupuk dan karung rusak/bocor
Gambar 5 Diagram Fishbone punggumpalan pupukDari gambar 5 dapat diketahui faktor
penyebab penggumpalan pupuk antara lain: Faktor materials yaitu disebabkan karena kadar
H2O pada asam sulfat terlalu tinggi. Faktor methods disebabkan pengaturan tekanan
udara pengaduk dalam saturator kurang yang menyebabkan mengendapnya kristal pupuk di dasar saturator.
Faktor personnel yaitu operator lalai dalam melakukan pengawasan produksi, dan kurangnya pengalaman kerja.
Faktor machine disebabkan oleh proses screening atau pemisahan kristal pupuk dengan larutan induk oleh mesin centrifuge separator yang kurang sempurna, dikarenakan ukuran
lubang screen sudah tidak rata (30 mesh). Selanjutnya adalah penambahan cairan anti-cacking pada kristal ZA basah yang kurang merata.
Gambar 6 Diagram Fishbone karung bocor
Dari gambar 6 dapat diketahui faktor penyebab karung rusak/ bocor antara lain Faktor methods yaitu pengoperasian forklift
yang berlebihan dan kesalahan proses pengangkutan sehingga ujung forklift mengenai karung pupuk. Kualitas kayu palet yang digunakan sebagai alas penempatan karung pupuk sudah lapuk/rusak sehingga paku atau kayu yang menonjol pada palet akan menusuk/merobek karung pupuk.
Faktor personnel yaitu operator forklift kurang pengalaman dan kurang hati-hati dalam mengoperasikan forklift, begitu juga kurang telitinya operator bagging dalam menjalankan produksi.
Faktor machine yaitu kurangnya jumlah forklift mengakibatkan forklift bekerja secara berlebihan dalam mengangkut karung pupuk.
Peta Kendali P (P chart)Dari data yang diperoleh dihitung dengan menggunakan rumus (1) sampai (3) maka dapat ditentukan nilai upper control limit (UCL), control limit (CL) ,dan lower control limit (LCL) sebagai berikut o Hasil perhitungan control limit (CL) = p ,
presentase kerusakan
CL=p=∑ np
∑ n
¿ Total defectjumla hSampel
¿ 4.718,15208.065,12
=0,0226

o Hasil perhitungan uppercontrol limit (UCL)
UCL=p+3.√ p (1−p )n
¿0,0226+3.√ 0,0226(1−0,0226)17.228,26
= 0,0226 + 3. 0,001131= 0,0226 + 0,003392= 0,02606
o Hasil Perhitungan lower control limit (LCL)
LCL=p−3√ p (1−p )n
¿0,0226−3 .√ 0,0226(1−0,0226)17.228,26
= 0,0226 – 3 . 0,001131= 0,0226 – 0,003392= 0,01928
Dimana n = ∑ ¿n =
Jumlah produksiJumlah Sampel
=
208.065,1212
=17.228,26
Tabel 4.3 Perhitungan batas kendali pupuk ZA III
Gambar 7 Control chart produksi pupuk ZA III
Berdasarkan gambar 4.7 dapat dilihat bahwa masih ada titik-titik diluar batas kendali (UCL). Terdapat 2 titik diatas batas kendali (UCL) dan 10
titik berada didalam batas kendali serta bentuk titik yang berfluktuasi dan tidak beraturan, sehingga dapat dikatakan bahwa proses produksi pupuk ZA III dalam 1 tahun terakhir tidak terkendali, tingginya proporsi produk offspec pada bulan agustus terjadi karena adanya kerusakan pada salah satu mesin centrifuge separator sehingga dilakukan perbaikan selama satu minggu yang menyebabkan penurunan jumlah produksi pada bulan tersebut. Membuat Rekomendasi / Usulan perbaikan
kualitas Tabel 4.4 Penyebab defect dan usulan perbaikan
PembahasanUnit produksi pupuk ZA III merupakan salah satu unit produksi dengan kapasitas terbesar di PT. Petrokimia Gresik, oleh karena itu pengendalian kualitas produksi sangatlah diperlukan untuk menjaga produktivitas dan kepuasan konsumen terhadap produk yang dihasilkan. Di unit produksi ZA III pengendalian kualitas dilakukan dengan cara sampling, namun metode tersebut belum bisa mengatasi permasalahan yang ada pada saat proses produksi. Maka, diperlukan suatu metode pengendalian kualitas yang tepat dan sistemastis terhadap produk yang dihasilkan perusahaan. Statistik proses kontrol merupakan alat statistik yang bisa digunakan untuk melakukan pengendalian kualitas sekaligus dapat mengetahui prioritas kerusakan yang paling besar, mencari penyebab kerusakan dan menentukan batas kendali (Titop Dwiwarno, 2009).
7

JTM, Volume 4 Nomor 01 Tahun 2015, Halaman 1-9
Dari hasil penelitian dan analisisa data yang telah diperoleh selama di unit produksi ZA III PT. Petrokimia Gresik berdasarkan diagram P chart diketahui proses produksi pupuk ZA III belum berada dalam batas kendali, ini disebabkan karena masih ada beberapa defect dalam proses produksinya. Defect yang sering terjadi adalah penggumpalan pupuk (cacking) dan karung yang mengalami kebocoran / rusak, dimana factor-faktor penyebab defect yang terjadi antara lain, materials, methods, personnel, dan machine. Adapun usulan-usulan perbaikan yang dapat dilakukan untuk meningkatkan kualitas produksi dan meminimalisir terjadinya defect yaitu meningkatkan pengawasan terhadap proses produksi, memberikan pelatihan/training terhadap operator-operator baru, perawatan dan pemeliharaan pada mesin produksi di unit produksi ZA III PT. Petrokimia Gresik.
SimpulanSimpulan yang dapat diambil oleh peneliti dari hasil penelitian yang dilakukan di unit ZA III PT. Petrokimia Gresik adalah: Berdasarkan hasil penelitian dan analisa data
dari unit produksi pupuk ZA III PT. Petrokimia Gresik selama 1 tahun terakhir (Agustus 2014 – Juli 2015) persentase defect yang terjadi adalah sebesar 2,27 %. Defect yang paling sering terjadi adalah penggumpalan pupuk/cacking sebesar 67,4 %, karung yang mengalami kebocoran/rusak sebesar 27,4%, dan defect yang lainnya sebesar 5,2%.
Berdasarkan diagram sebab – akibat (fishbone diagram), ada beberapa faktor penyebab defect pada pupuk yakni:o Materials, yaitu kandungan H2O dalam
asam sulfat terlalu tinggi.o Methods, yaitu salah dalam mengatur
tekanan udara, pengoperasian forklift yang berlebihan, alas karung pupuk yang sudah rusak/lapuk.
o Personnel, kurangnya ketelitian dan
pengalaman kerja dari operator-operator baru
o Machine, Kondisi mesin yang kurang
optimal, kurangnya perawatan terhadap mesin produksi
Usulan perbaikan yang dapat dilakukan untuk meningkatkan kualitas produksi adalah sebagai berikut:o Perbaikan materials yakni dengan
meningkatkan pengawasan terhadap
kualitas bahan baku terutama kandungan asam sulfat sebelum masuk kedalam saturator, mengganti kayu palet alas karung pupuk yang sudah rusak dengan bahan baku plastik yang lebih tahan lama.
o Perbaikan methods, yakni pengendalian
persiapan sesuai standart dan pengawasan secara intensif.
o Perbaikan personnel, dengan melakukan
pelatihan / training terhadap pegawai-pegawai baru, dan meningkatkan pengawasan yang ketat terhadap kinerja pegawai.
o Perbaikan machine, dengan meningkatkan
perawatan dan pemeliharaan pada mesin produksi di unit produksi ZA III PT. Petrokimia Gresik
SaranAdapun saran yang ingin diberikan peneliti kepada unit produksi pupuk ZA III PT. Petrokimia Gresik adalah sebagai berikut: Proses pengendalian dan perbaikan diharapkan
dilakukan secara rutin dan berkesinambungan pada periode yang akan datang, serta meningkatkan pengawasan terhadap jalannya proses produksi.
Diharapkan usulan-usulan perbaikan dapat dilaksanakan dan dijadikan refrensi bagi perusahaan sebagai upaya untuk meningkatkan kualitas produksi.
Agar analisis kualitas produksi dengan metode SPC dapat digunakan sebagai acuan metode pengendalian kualitas produksi di periode mendatang.
DAFTAR PUSTAKA
Al Fakhri, Faiz. 2010. “Analisis Pengendalian Kualitas Produksi di PT. Masscom Graphy Dalam Upaya Mengendalikan Tingkat Kerusakan Produk Menggunakan Alat Bantu Statistik”. Diakses 15 September 2015 pukul 19.00 wib, dari e-library Undip.
Gasperz, Vincent. 2005. Total Quality Manajemen. Jakarta : PT.Gramedia Pustaka Utama.
Heizer, Jay dan Barry Render.2006. Manajemen Operasi ed7. Jakarta: Salemba Empat.
Kartika, Hayu. 2013. “Analisis Pengendalian Kualitas Produk CPE Film Dengan Metode Statistical Process Control Pada PT. MSI”. Diakses 15 September 2015 pukul 19.00 wib. Dari library gunadarma(http://library.gunadarma.ac.id/journal/view/7403/analisis-pengendalian-kualitas-prod-uk-cpe-film-dengan-metode-statistical-process-control-pada-pt-msi.html/)
Rimawan, Erry. 2009. “Analisa Pengendalian Kwalitas Produk Untuk Meningkatkan Produktivitas Dan Efisiensi Dengan Menggunakan Metode SPC”. Diakses 15 September 2015 pukul 19.00 wib1) (http://portal.kopertis3.or.id/handle/123456789/1083)2)
Sofjan Assauri. 1998. Manajemen Operasi Dan Produksi. Jakarta : LP FE UI.
Tim Penyusun. 2014. Buku Panduan Penulisan Skripsi Program Sarjana Strata Satu, Surabaya: Universitas Negeri Surabaya, Unipress
9