STATISTICAL QUALITY CONTROL - repositori.usu.ac.id
73
ANALISIS KUALITAS KONTROL DALAM MEMINIMALISIR PRODUK CACAT PADA PEMBUATAN ROTI DI PT. MAJESTYK BAKERY & CAKESHOP DENGAN METODE STATISTICAL QUALITY CONTROL SKRIPSI AFNI FAHTIMA 150803024 DEPARTEMEN MATEMATIKA FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA MEDAN 2019 UNIVERSITAS SUMATERA UTARA
Transcript of STATISTICAL QUALITY CONTROL - repositori.usu.ac.id

ANALISIS KUALITAS KONTROL DALAM MEMINIMALISIR PRODUK CACAT PADA PEMBUATAN ROTI DI
PT. MAJESTYK BAKERY & CAKESHOP DENGAN METODE STATISTICAL
QUALITY CONTROL
SKRIPSI
AFNI FAHTIMA 150803024
DEPARTEMEN MATEMATIKA FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA MEDAN
2019
UNIVERSITAS SUMATERA UTARA

ANALISIS KUALITAS KONTROL DALAM MEMINIMALISIR PRODUK CACAT PADA PEMBUATAN ROTI DI
PT. MAJESTYK BAKERY & CAKESHOP DENGAN METODE STATISTICAL
QUALITY CONTROL
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
AFNI FAHTIMA
150803024
DEPARTEMEN MATEMATIKA FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA MEDAN
2019
UNIVERSITAS SUMATERA UTARA

PERNYATAAN ORISINALITAS
ANALISIS KUALITAS KONTROL DALAM MEMINIMALISIR PRODUK CACAT PADA PEMBUATAN ROTI DI
PT. MAJESTYK BAKERY & CAKESHOP DENGAN METODE STATISTICAL
QUALITY CONTROL
SKRIPSI
Saya mengakui bahwa skripsi ini adalah hasil kerja saya sendiri, kecuali beberapa
kutipan dan ringkasan yang masing – masing disebutkan sumbernya.
Medan, 25 Juni 2019
Afni Fahtima 150803024
UNIVERSITAS SUMATERA UTARA

PENGESAHAN SKRIPSI
Judul : Analisis Kualitas Kontrol Dalam Meminimalisir Produk Cacat Pada Pembuatan Roti di PT. Majestyk Bakery & Cake Shop Dengan Metode Statistical Quality Control
Kategori : Skripsi
Nama : Afni Fahtima
Nomor Induk Mahasiswa : 150803024
Program Studi : Sarjana Matematika
Departemen : Matematika
Fakultas : MIPA – Universitas Sumatera Utara
Disetujui di Medan, 25 Juni 2019
Ketua Departemen Matematika Pembimbing
Dr. Suyanto, M. Kom Drs. Laurentina P., M.S. NIP. 19590813 1986011 002 NIP. 19570803 1983032 002
i
UNIVERSITAS SUMATERA UTARA

ANALISIS KUALITAS KONTROL DALAM MEMINIMALISIR PRODUK CACAT PADA PEMBUATAN ROTI DI
PT. MAJESTYK BAKERY & CAKESHOP DENGAN METODE STATISTICAL
QUALITY CONTROL
ABSTRAK
Kualitas kontrol suatu produk sangat berperan penting untuk diterapkan agar level kecacatan secara umumnya mendekati nol. Penelitian ini bertujuan untuk mengetahui bagaimana pelaksanaan metode statistical quality control bermanfaat dalam upaya mengendalikan tingkat kerusakan produk di perusahaan PT. Majestyk Bakery & Cake Shop. Analisis pengendalian kualitas dilakukan menggunakan teknik pengontrolan kualitas berupa check sheet, p chart, dan Pareto chart. Check sheet digunakan untuk menyajikan data agar memudahkan dalam memahami data untuk keperluan analisis selanjutnya. p chart digunakan untuk memonitor produk yang rusak apakah masih berada dalam kendali statistik atau tidak. Kemudian dilakukan identifikasi terhadap jenis cacat yang dominan dan menentukan prioritas perbaikan menggunakan Pareto chart. Langkah selanjutnya adalah memperbaiki kecacatan yang ada dengan mengembalikan pada SOP kerja yang telah ditetapkan secara mendetail. Hasil analisis peta p chart menunjukkan bahwa proses berada dalam keadaan tidak terkendali atau masih mengalami penyimpangan. Hal ini dapat dilihat pada grafik kendali dimana 5 titik yang keluar dari batas kendali sehingga dibutuhkan pemeriksaan total dan dibutuhkan skema kontrol yang direvisi seperlunya. PT. Majestyk Bakery & Cake Shop menghasilkan roti dengan data cacat selama Januari 2019 sebesar 7% dari total produksi 36763 produk. Berdasarkan diagram pareto, prioritas perbaikan yang perlu dilakukan adalah untuk jenis kecacatan yang dominan yaitu gosong (4%), bantat (2%) dan patah/penyok (1%). Dari hasil wawancara dapat dilakukan perbaikan dengan melakukan pengontrolan terhadap mesin maupun resep produk serta melakukan pemeriksaan rutin selama proses produksi berlangsung yang bertujuan untuk menekan tingkat kecacatan dan meningkatkan kualitas produk.
Kata kunci:
Cacat, Kualitas kontrol, Metode statistical quality control, Teknik pengontrolan statistik.
ii
UNIVERSITAS SUMATERA UTARA

Analysis of Quality Control to Minimizing Defective
Products in Bread Making with Statistical Quality
Control Method in PT. Majestyk Bakery & Cake Shop.
ABSTRACT
Quality control of a product is very important to do that levels approaching zero defect generated. This study aims to determine the damage level of the PT. Majestyk’s products and quality control of the PT. Majestyk’s by using statistical quality control method. Thus, the PT. Majestyk can take precautionary and improvement measures to decline in the number of visible defect and improve product quality. Analizing the quality control of product of the company can be done by using quality control techniques, its consist of check sheet, p-charts and pareto charts. In order to facilitate better understanding for the further analysis, Check sheet is used in data presentation. P-charts is used to monitor whether the defective product is still in statistical control or not. Pareto charts is used to identify the dominant types of defects and to determine the improvement priority. Thus, to improve the existing defect level by returning to the detailed approved work of standar operational procedure (sop). P-charts analysis results show that the process is in a uncontrollable state or still in deviate state. This can be seen from the control graph, where five points on the graph are out from control limit. Hence the need for total overhaul and the revised control schemes as appropriate. PT. Majestyk produce bread with a data defect during January 2019 as much as 7% of the total production of 36763 pcs. Based on pareto diagram, the improvement priority which need to be done are damage in the form of scorched (4%), partially cooked (2%) and broked/dented (1%). The form of interviews shows that corrective actions can be carried out by controlling the machine or product recipe and carrying out routine checks during the production process.
Keywords: Defect, Quality control, Quality control techniques, Statistical quality
control method. \
iii
UNIVERSITAS SUMATERA UTARA

PENGHARGAAN
Terimakasih hanya kepada Allah SWT yang senantiasa memberikan rahmat
serta karunia-Nya sehingga penulis dapat menyelesaikan skripsi yang berjudul
“Analisis Kualitas Kontrol Dalam Meminimalisir Produk Cacat Pada
Pembuatan Roti di PT. Majestyk Bakery & Cake Shop Dengan Metode
Statistical Quality Control” dengan baik, guna melengkapi syarat memperoleh
gelar S1 Matematika pada Fakultas Matematika dan Ilmu Pengetahuan Alam di
Universitas Sumatera Utara. Shalawat beriring salam selalu ditujukan kepada Nabi
Muhammad SAW beserta keluarga dan sahabat.
Dalam kesempatan ini, penulis ingin mengucapkan terima kasih yang
sebesar-besarnya kepada semua pihak yang telah membantu dan membimbing
penulis dalam penyusunan skripsi ini, ucapan terima kasih penulis sampaikan
kepada:
1. Bapak Prof. Dr. Runtung Sitepu, S.H. M.Hum selaku Rektor USU serta
semua wakil Rektor USU.
2. Bapak Dr. Kerista Sebayang, MS Selaku Dekan FMIPA USU serta
semua Wakil Dekan FMIPA USU.
3. Bapak Dr. Suyanto, M.Kom. dan Bapak Drs. Rosman Siregar, M.Si.
selaku ketua dan Sekretaris Departemen Matematika FMIPA USU.
4. Ibu Dra. Laurentina P., M.S. selaku Dosen Pembimbing atas segala
waktu dan arahan yang diberikan selama penyusunan skripsi ini.
5. Ibu Dr. Esther Sorta M Nababan, M.Sc. dan bapak Drs. Agus Salim
Harahap, M.Si. selaku Dosen Pembanding atas segala saran dan masukan
yang diberikan dalam penyelesaian skripsi ini.
6. Semua Dosen pada Departemen Matematika FMIPA-USU dan pegawai
di FMIPA-USU.
7. Rahmat Ardianto selaku kepala tim produksi dan karyawan PT. Majestyk
Bakery & Cake Shop.
iv
UNIVERSITAS SUMATERA UTARA

8. Ayahanda Hariyanto, Ibunda Hanim Rambe, Kakak Anggi Hasari dan
Asni Nurjannah serta keluarga yang memberikan doa, pengertian,
perhatian, kasih sayang, semangat dan dorongan yang luar biasa dan tiada
hentinya bagi penulis.
9. Sahabat-sahabat penulis di SUJ USU, Sahabat Muslimah, serta teman-
teman Halaqoh yang selalu mendukung penulis dalam penulisan skripsi ini
dan memberikan motivasi kepada penulis.
10. Seluruh teman jurusan Matematika khususnya stambuk 2015.
Semoga Allah SWT membalas seluruh dukungan dan doa yang diberikan Bapak,
Ibu, dan teman-teman seluruhnya. Penulis menyadari bahwa masih terdapat
banyak kekurangan dalam penulisan skripsi ini. Maka dari itu, diperlukan kritik
dan saran dari pembaca untuk penyempurnaan skripsi ini.
Medan, 25 Juni 2019
Afni Fahtima
v
UNIVERSITAS SUMATERA UTARA

vi
DAFTAR ISI
Halaman
PENGESAHAN LAPORAN TUGAS AKHIR i
ABSTRAK ii
ABSTRACT iii
PENGHARGAAN iv
DAFTAR ISI vi
DAFTAR TABEL viii
DAFTAR GAMBAR ix
DAFTAR LAMPIRAN x
BAB 1
PENDAHULUAN
1.1 Latar Belakang 1 1.2 Rumusan Masalah 3 1.3 Batasan Masalah 3 1.4 Tujuan Penelitian 4 1.5 Manfaat Penelitian 4
BAB 2
LANDASAN TEORI
2.1 Quality Control (QC) 5 2.2 Statistical Quality Control (SQC) 6 2.3 Barang Cacat 7 2.4 Teknik Pengontrolan dalam SQC 7 2.4.1 Check Sheet (Lembar Pemeriksaan) 7 2.4.2 Pareto Chart (Diagram Pareto) 7 2.4.3 Control Chart (Grafik Pengendali) 8 2.4.3.1 Grafik Pengendali Variabel (Variables
Control Charts) 10
2.4.3.2 Grafik Pengendali Atribut (Attributes
Control Charts) 10
2.5 Distribusi Binomial 12
UNIVERSITAS SUMATERA UTARA

vii
2.6 Grafik Pengendali 𝑝 (𝑝 − 𝑐ℎ𝑎𝑟𝑡) 16 2.7 Program SPSS 18 2.7.1 Mengoperasikan SPSS 18.0 18
2.7.2 Bagian-bagian SPSS 18.0 19
BAB 3
METODE PENELITIAN
3.1 Persiapan Penelitian 21 3.2 Pelaksanaan Penelitian 21 3.3 Perancangan Sistem 21 3.3.1 Analisis Data 22
3.3.2 Simulasi Data dengan Program SPSS 18.0 23
3.3.2.1 Pembuatan diagram kontrol p (𝑝
𝑐ℎ𝑎𝑟𝑡)
23
3.3.2.2 Pembuatan diagram Pareto (Pareto chart) 26
BAB 4
HASIL DAN PEMBAHASAN
4.1 Analisis kecacatan produksi roti PT. Majestyk Bakery &
Cake Shop 30
4.2 Analisis untuk menentukan control limit pada proses
produksi roti PT. Majestyk Bakery & Cake Shop
menggunakan grafik pengendali 𝑝 (𝑝-chart)
32
4.3 Tindakan perbaikan yang dilakukan dalam membenahi
kecacatan produk PT. Majestyk Bakery & Cake Shop 39
BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan 41 5.2 Saran 42
DAFTAR PUSTAKA 43 LAMPIRAN 44
UNIVERSITAS SUMATERA UTARA

viii
DAFTAR TABEL
Nomor Tabel
Judul Halaman
4.1 Persentase kecacatan pada proses produksi roti di PT. Majestyk
Bakery & Cake Shop terhadap jumlah yang cacat 31
4.2 Persentase kecacatan pada proses produksi roti di PT. Majestyk
Bakery & Cake Shop terhadap jumlah produksi
31
UNIVERSITAS SUMATERA UTARA

ix
DAFTAR GAMBAR
Nomor Gambar
Judul Halaman
2.1 Diagram Pareto 8
2.2 Grafik pengendali 9
2.3 Tampilan worksheet SPSS 18.0 19
3.1 Menu Analyze 24
3.2 Kotak dialog control charts 25
3.3 Kotak Dialog 𝑝,𝑛𝑝: Cases Are Subgroups 25
3.4 Kotak Dialog p, np: Options 26
3.5 Worksheet SPSS tampilan variable view 26
3.6 Worksheet SPSS tampilan data view 27
3.7 Tampilan menu Analyze 27
3.8 Kotak Pareto Charts 28
3.9 Kotak dialog Define Simple Pareto 28
3.10 Diagram Alur Kerja 29
4.1 Bagan Pareto presentase masing-masing kecacatan 32
4.2 Grafik pengendali p produksi roti perhitungan awal 35
4.3 Grafik pengendali 𝑝 produksi roti revisi 39
UNIVERSITAS SUMATERA UTARA

x
DAFTAR LAMPIRAN
Nomor Lampiran
Judul Halaman
1 Data Hasil Produksi Roti PT Majestyk Bakery & Cake Shop
Januari 2019 45
2 Perhitungan Proporsi, CL, UCL, LCL dari Hasil Produksi Roti
PT. Majestyk Bakery & Cake Shop Selama Bulan Januari 2019
56
3 Perhitungan Proporsi, CL, UCL, LCL dari Hasil Produksi Roti
PT. Majestyk Bakery & Cake Shop Setelah Revisi Selama
Bulan Januari 2019
57
4 Lembar Pertanyaan Wawancara kepada Bagian Produksi PT.
Majestyk Bakery & Cake Shop
58
5 Surat Persetujuan Penelitian 60
UNIVERSITAS SUMATERA UTARA

BAB 1
PENDAHULUAN
1.1 Latar Belakang
Memasuki era globalisasi dengan dimulainya perdagangan bebas maka persaingan
bisnis antar perusahaan di seluruh dunia akan semakin ketat, terutama persaingan
untuk menarik konsumen dalam memperebutkan pangsa pasar. Kebutuhan konsumen
terhadap barang dan jasa bukan hanya dari segi kuantitas tetapi juga kualitas atau
mutu. Kualitas hasil produksi menjadi salah satu dasar keputusan konsumen akan
kepuasan produk yang di beli sesuai dengan keinginan dan harapannya. Kontrol
kualitas sangat diperlukan dalam memproduksi suatu barang untuk menjaga
kestabilan mutu. Tiap produk mempunyai sejumlah unsur yang bersama-sama
menggambarkan kecocokan penggunanya. Parameter-parameter ini biasanya
dinamakan ciri-ciri kualitas. Ciri-ciri kualitas ada beberapa jenis yakni :
1. Fisik, contohnya panjang, berat, kekentalan
2. Indera, contohnya rasa, penampilan, warna
3. Orientasi waktu, yakni keandalan (dapat dipercaya), dapat dipelihara, dapat
dirawat (Montgomery, 1990).
Ciri-ciri kualitas dapat dimaksimalkan dengan diberlakukannya pengontrolan
kualitas. Jika proses produksi berada dalam kontrol maka memberikan jaminan
terhadap konsumen bahwa barang yang dibeli memiliki kualitas yang baik dan layak
dikonsumsi. Hal ini memberikan banyak keuntungan ke produsen karena omset
penjualan meningkat.
Raheem et al. (2016) mengemukakan bahwa kualitas dapat didefinisikan
sebagai kesesuaian dengan persyaratan atau harapan dan kebutuhan pelanggan. Di
sisi lain, kontrol adalah perangkat untuk mengoperasikan, mengatur, menguji
(membatasi) dan menjaga aktivitas/proses dalam urutan. Menariknya, menyelesaikan
masalah yang berhubungan dengan kualitas tidak ditangani secara memadai tanpa
menerapkan alat khusus tersebut sehingga dapat membantu membuat keputusan
kualitas yang tepat. Jadi, perlu adanya metode statistik, yang dikenal sebagai
Statistical Quality Control yang membantu mengidentifikasi sumber variasi dalam
proses produksi produk itu sendiri.
UNIVERSITAS SUMATERA UTARA

2
Ahyari (2000) mengemukakan Statistical Quality Control merupakan suatu
aktivitas (manajemen perusahaan) untuk menjaga dan mengarahkan agar kualitas
produk dan jasa perusahaan dapat dipertahankan sebagaimana yang telah
direncanakan. Tujuan pokok pengendalian statistik adalah menyidik dengan cepat
sebab-sebab terduga atau pergeseran proses sehingga dapat segera dilakukan
tindakan perbaikan sebelum terlalu banyak unit yang tidak sesuai diproduksi lagi.
Pengawasan terhadap barang-barang yang akan dipasarkan harus dilakukan secermat
mungkin karena diharapkan setelah produksi berada dipasaran akan memberikan
kepuasan kepada konsumen.
Kualitas menentukan peranan penting dalam penjualan dan hasil yang akan
diterima perusahaan. Supriana et al (2016) mengemukakan bahwa untuk
menghasilkan produk yang baik maka kontrol kualitas menjadi syarat yang mutlak
dalam pelaksanaan produksi dan penting dilakukan perusahaan terhadap produk yang
dihasilkan harus sesuai dengan standar yang telah ditetapkan dan pengelolaan
standarisasi kualitas tentunya juga harus sesuai dengan apa yang diharapkan
konsumen. Oleh karena itu diperlukan adanya teknik statistik yang berguna dalam
jaminan kualitas. Metode statistika mutlak dibutuhkan sebagai peralatan analisis dan
interpretasi data kuantitatif. Walaupun perusahaan selalu berusaha dengan baik
dalam menghasilkan produk atau jasa, namun tetap saja masih ada kecacatan antara
produk yang dihasilkan dengan yang diharapkan. Oleh karena itu diperlukan adanya
quality control. Quality control merupakan aktivitas keteknikan dan manajemen,
yang dengan aktivitas itu dapat diukur cirri-ciri kualitas produk, membandingkannya
dengan spesifkasi atau persyaratan, dan mengambil tindakan penyehatan yang sesuai
apabila ada perbedaan antara penampilan yang sebenarnya dan yang standar
(Montgomery, 1990).
Berdasarkan uraian di atas dan untuk menerapkan Metode Statistical Quality
Control, maka akan diadakan penelitian di PT. Majestyk Bakery & Cake Shop yang
bergerak dalam industri pangan yaitu pembuatan roti dan bolu. Dalam proses
produksi oleh PT. Majestyk Bakery & Cake Shop masih ditemukan kecacatan hasil
produksi. Kecacatan yang ada tersebut akan diketahui apakah menyebabkan kerugian
begitu besar pada perusahaan atau masih berada di dalam kontrol kualitas sehingga
produksi dapat berjalan terus seperti yang diharapkan.
UNIVERSITAS SUMATERA UTARA

3
Oleh karena itu, untuk menekan tingkat kerusakan produk dan
mempertahankan kualitas produk maka penulis melakukan penelitian dengan judul
Analisis Kualitas Kontrol dalam Meminimalisir Produk Cacat Pada Pembuatan
Roti PT. Majestyk Bakery & Cake Shop dengan Metode Statistical Quality
Control.
1.2 Rumusan Masalah
Berdasarkan latar belakang tersebut, yang menjadi permasalahan dalam penelitian ini
adalah :
1. Jenis kecacatan apa yang sering terjadi pada produk yang di produksi PT.
Majestyk bakery & Cakeshop, manakah yang lebih mendominasi dari jumlah
keseluruhan kecacatan yang ada ?
2. Bagaimana hasil analisis Metode Statistical Quality Control pada proses
produksi dengan grafik pengendali proporsi 𝑝 (p-chart) ?
3. Bagaimana tindakan perbaikan yang perlu dilakukan dalam membenahi
kecacatan produk yang terjadi selama proses produksi ?
1.3 Batasan Masalah
Batasan masalah dalam penelitian ini adalah sebagai berikut:
1. Data yang diambil adalah data hasil produksi roti PT. Majestyk Bakery &
Cake Shop Jl. Brigjen Katamso Medan.
2. Data yang diambil sesuai dokumentasi pada bulan Januari tahun 2019 yang
diperoleh dari PT. Majestyk Bakery & Cake Shop .
3. Karakteristik yang diselidiki adalah banyaknya produk roti yang cacat.
4. Analisis data yang dilakukan adalah dengan cara manual dan software SPSS
versi 18.0 yang dipakai untuk membantu membuat grafik pengendalian.
5. Grafik pengendali yang digunakan adalah grafik pengendali proporsi (p-chart)
dengan limit 3𝜎.
6. Data kecacatan yang diambil yaitu pada produk roti yang bantat, gosong, dan
patah/penyok.
UNIVERSITAS SUMATERA UTARA

4
1.4 Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Mengetahui jenis kecacatan yang terjadi dan paling sering terjadi pada
produk yang di produksi PT. Majestyk Bakery & Cake Shop .
2. Mengetahui hasil analisis dari penerapan Metode Statistical Quality Control
dengan menggunakan grafik pengendalian proporsi (p-chart).
3. Untuk mengetahui tindakan perbaikan yang perlu dilakukan dalam
membenahi kecacatan produk yang terjadi selama proses produksi.
1.5 Manfaat Penelitian
Manfaat dari penelitian ini adalah :
1. Untuk penulis dan pembaca
a. Mendapatkan pengetahuan tentang aplikasi teori pengendalian kualitas
proses produksi.
b. Sebagai pengalaman praktik dalam menganalisis suatu data dengan
menggunakan penerapan teori-teori yang diperoleh di bangku
perkuliahan.
c. Sebagai tolak ukur sejauh mana dapat menganalisis suatu masalah secara
ilmiah dan menguji serta mempertajam berfikir analitis.
d. Memperoleh gambaran mengenai keefektifan sistematika Metode
Statistical Quality Control dalam menganalisis produk cacat.
2. Untuk perusahaan
Peneliti berharap hasil penelitian ini dapat memberi sumbangan sebagai
bahan pertimbangan bagi perusahaan dalam pengambilan keputusan yang
berkaitan dalam produksi roti, bolu dan kue basah untuk mencapai upaya
pengendalian kualitas.
UNIVERSITAS SUMATERA UTARA

BAB 2
LANDASAN TEORI
2.1 Quality Control (QC)
Dalam kamus bahasa Inggris-Indonesia kata Quality yang bermakna kualitas atau
mutu dan kata Control yang bermakna pengendalian atau pengontrolan. Jadi Quality
Control bermakna Pengendalian Kualitas. Quality Control (QC) merupakan aktivitas
keteknikan dan menejemen yang mengukur ciri-ciri kualitas produk dengan
membandingkannya pada spesifikasi atau persyaratan dan mengambil tindakan
penyehatan yang sesuai apabila ada perbedaan antara penampilan yang sebenarnya
dan yang standar (Montgomery, 1990).
Pengendalian kualitas merupakan salah satu usaha untuk menemukan faktor-
faktor penyebab yang menyebabkan kurang lancarnya fungsi dalam proses produksi.
Dalam mengendalikan proses akan berusaha dalam menyelidiki dengan cepat bila
terjadi gangguan proses dan tindakan pembetulan dapat segera dilakukan sebelum
terlalu banyak unit yang tak sesuai diproduksi kembali (Prawirosentono, 2001).
Menurut Sudjana (2002), pengontrolan kualitas adalah pengontrolan terhadap
kualitas produksi yang langkah-langkah dan kesimpulan-kesimpulannya dibuat
dengan motode statistik. Jadi, pengendalian kualitas dalam penelitian ini adalah suatu
upaya atau usaha mengendalikan keadaan suatu proses produksi dengan melakukan
tindakan pembenahan apabila terdapat ketidaksesuaian pada proses produksi yang
berakibat pada hasil produksi.
Barang yang dihasilkan antara lain ditentukan kualitasnya berdasarkan pada
pengukuran ataupun penilaian karakteristik-karakterisik tertentu. Hasil pengukuran
yang dipakai untuk penentuan kualitas barang harganya berubah-ubah dari produk
yang satu ke produk yang lainya meskipun kondisi proses produksi dapat diusahakan
sama. Konsep kendali kualitas secara statistik telah lama dikenal dalam sebuah
industri. Ini dilatarbelakangi oleh perkembangan industri yang sudah mengarah pada
industri masal, sehingga diperlukan pengawasan yang lebih efisien. Walau demikian
pengendalian kualitas seperti ini hanya terbatas pada bagian produksi dan tidak pada
masalah kualitas secara menyeluruh. Oleh karena itu, berbagai peneliti juga selalu
membuat inovasi baru untuk selalu merancang akan kesempurnaan produk. Atas
UNIVERSITAS SUMATERA UTARA

6
dasar itu pula, sangat dibutuhkan pengendalian kualitas barang (produk) untuk benar-
benar bisa menghasilkan produk kualitas tinggi.
2.2 Statistical Quality Control
Statistical Quality Control yang mempunyai arti Pengendalian Kualitas Statistik
merupakan penerapan metode statistik untuk pengukuran dan analisis variasi proses
produksi. Ariani mengemukakan (2004) bahwa Statistical Quality Control adalah
teknik penyelesaiaan masalah yang digunakan sebagai pemonitor, pengendaliaan,
penganalisis, pengelolaan dan memperbaiki proses menggunakan metode-metode
statistik. Statistical Quality Control merupakan penerapan metode-metode statistik
untuk pengukuran dan analisis varian process. Hubungan varian process dan
Statistical Quality Control yaitu Statistical Quality Control sebagai metode untuk
mendeteksi adanya sebab khusus dalam variasi atau kesalahan proses melalui analisis
data.
Proses dikatakan dalam pengendalian statistik apabila penyebab khusus dari
penyimpangan atau variasi tersebut seperti penggunaan alat, kesalahan operator,
kesalahan dalam penyiapan mesin, kesalahan perhitungan. Sementara itu, untuk
menentukan apakah proses berada dalam pengendalian, maka Statistical Quality
Control menggunakan alat grafik pengendali (control chart) (Ariani, 2004). Dengan
pengendalian proses statistik maka dapat dilakukan analisis dan meminimalkan
penyimpangan atau kesalahan, mengkualifikasikan kemampuan proses dan membuat
hubungan antara konsep dan teknik yang ada untuk mengadakan perbaikan proses.
Keberhasilan dalam pengendalian proses statistik sangat dipengaruhi oleh tiga faktor,
yakni sistem pengukuran, sistem pelatihan yang tepat, dan komitmen menejemen
(Ariani, 2004).
Proses pengendalian statistik dapat dilakukan dengan menganalisis dan
meminimalkan penyimpangan atau kesalahan, mengkuantifikasikan kemampuan
proses dan membuat hubungan antar konsep dan teknik yang ada untuk mengadakan
perbaikan proses produksi (Sudjana, 2002). Menurut Besterfield, Statistical Quality
Control adalah salah satu teknik yang digunakan untuk mengendalikan dan
mengelola proses baik manufaktur maupun jasa melalui penggunaan metode statistik.
Tujuan pokok Statistical Quality Control adalah menyidik dengan cepat terjadinya
UNIVERSITAS SUMATERA UTARA

7
sebab-sebab terduga atau pergeseran proses sedemikian hingga penyelidikan
terhadap proses itu dan tindakan pembetulan dapat dilakukan sebelum terlalu banyak
unit yang tidak sesuai diproduksi (Mason, R.D. dan Lind. D.A., 1996).
2.3 Barang Cacat
Barang yang tak sesuai adalah barang yang dalam beberapa hal gagal memenuhi satu
atau lebih spesifikasi yang ditetapkan. Setiap barang yang tidak sesuai, berisi satu
atau lebih ketidaksesuaian (Grant dan Leavenwort, 1993).
Bagian tak sesuai merupakan perbandingan banyak benda yang tak sesuai
dalam suatu populasi dengan banyak benda keseluruhan dalam populasi. Apabila
benda tidak sesuai dengan standar dalam satu atau beberapa karakteristik, maka
benda itu diklasifikasikan sebagai tak sesuai dan dinyatakan dengan pecahan desimal
atau persen tak sesuai (Montgomery, 1990).
2.4 Teknik Pengontrolan dalam Statistical Quality Control
2.4.1 Check Sheet (Lembar Pemeriksaan)
Check Sheet merupakan alat pokok pertama dalam rangka peningkatan mutu sebagai
alat bantu dalam pengumpulan data untuk mencatat kegiatan atau kejadian dengan
susunan yang sudah dipersiapkan dahulu. Tujuan digunakannya alat ini adalah untuk
mempermudah proses pengumpulan data bagi tujuan-tujuan tertentu dan
menyajikannya dalam bentuk yang komunikatif sehingga dapat dikonversi menjadi
informasi (Tjiptono dan Diana, 2003).
2.4.2 Pareto Chart (Diagram Pareto)
Dikenal adanya prinsip Pareto, diambil dari penemunya yakni Alfredo Pareto “Vital
View and Useful Many”, sedikit tapi menentukan dan memberi nilai tinggi. Grant
dan Leavenwort (1993) mengemukakan bahwa diagram Pareto menggambarkan
masalah yang paling banyak terjadi ditunjukkan oleh grafik batang pertama yang
tertinggi serta ditempatkan pada sisi paling kiri dan seterusnya sampai masalah yang
paling sedikit ditunjukkan oleh grafik batang terakhir yang terendah dan ditempatkan
pada sisi paling kanan yang bertujuan untuk mengidentifikasi tipe-tipe yang tak
sesuai.
UNIVERSITAS SUMATERA UTARA

8
Ariani (2004) mendefenisikan bahwa diagram Pareto merupakan suatu
gambar yang mengurutkan klasifikasi data dari kiri ke kanan menurut urutan ranking
tertinggi ke terendah. Diagram pareto juga dapat mengidentifikasi masalah yang
paling penting yang mempengaruhi usaha perbaikan kualitas dan memberikan
petunjuk dalam mengalokasikan sumber daya yang terbatas untuk menyelesaikan
masalah.
Gambar 2.1 Diagram Pareto
2.4.3 Control Chart (Grafik Pengendali)
Control chart adalah alat untuk menggambarkan teknik pengendali proses pada jalur
yang digunakan secara luas yang biasanya digunakan untuk menaksir parameter
suatu proses produksi, menentukan kemampuan dan memberikan informasi yang
berguna dalam meningkatkan proses produksi (Montgomery, 1990).
Untuk menentukan apakah proses berada dalam pengendalian, Statistical
Quality Control menggunakan alat yang disebut control chart yang merupakan
gambar sederhana dengan tiga garis di mana garis tengah (center line) merupakan
target nilai pada beberapa kasus, dan kedua garis lainnya merupakan batas
pengendali atas (upper control limit) dan batas pengendali bawah (lower control
limit).
UNIVERSITAS SUMATERA UTARA

9
Gambar 2.2 Grafik pengendali
Dari Gambar 2.2 di atas terdapat garis mendatar yang melukiskan nomor sampel
yang diteliti. Sumbu tegak menyatakan karakteristik yang diteliti, misalnya rata-rata,
persentase dan sebagainya. Grafik di atas memuat tiga garis mendatar yang sejajar,
yaitu:
a. Batas Pengendali Atas/ Upper Control Limit (UCL)
Merupakan garis batas kendali atas untuk suatu penyimpangan yang masih dapat
ditolerans.
b. Garis Tengah/ Central Line (CL)
Merupakan garis yang melambangkan tidak adanya penyimpangan dari
karakteristik sampel.
c. Batas Pengendali Bawah/ Lower Control Limit (LCL)
Merupakan garis batas kendali bawah untuk suatu penyimpangan dari
karakteristik suatu sampel.
Sebuah grafik pengendalian memiliki sebuah garis tengah (CL) dan batas-batas
pengendalian baik atas maupun bawah. Garis tengah (CL) merupakan nilai rata-rata
karakteristik kualitas yang berkaitan dengan keadaan terkontrol. Batas pengendalian
atas (UCL) dan batas pengendalian bawah (LCL) dipilih sedemikian hingga apabila
proses terkendali, hampir semua titik-titik sampel akan jatuh diantara kedua garis itu.
Jika titik-titik terletak di dalam batas-batas pengendalian (in of statistical control),
proses dianggap dalam keadaan terkendali. Ini berarti proses berlangsung atau
UNIVERSITAS SUMATERA UTARA

10
beroperasi di bawah penyebab wajar sebagaimana diharapkan atau berjalan karena
penyebab sistem tetap yang sifatnya probabilistik, dan tidak perlu tindakan
penyelidikan dan perbaikan untuk mendapatkan dan menyingkirkan sebab-sebab
yang menyebabkan tidak baik. Meskipun semua titik-titik terletak di dalam batas
pengendalian, apabila titik-titik itu bertingkah secara sistematik atau tak random,
maka ini merupakan petunjuk bahwa proses tak terkendali (Montgomery, 1990).
Menentukan batas pengendali adalah salah satu putusan yang penting yang
harus dibuat dalam merancang grafik pengendali. Apapun distribusi karakteristik
kualitas, merupakan standar pelaksanaan di Amerika Serikat untuk menentukan batas
pengendali sebagai kelipatan deviasi standar statistik yang digambar grafiknya.
Kelipatan yang dipilih adalah 3, sehingga batas 3-sigma (3𝜎) biasa digunakan dalam
grafik pengendali (Ariani, 2004).
Secara umum, control chart dapat diklasifikasikan ke dalam dua jenis, yakni:
2.4.3.1 Grafik Pengendali Variabel (Variables Control Charts)
Banyaknya karakteristik kualitas yang dapat dinyatakan dalam bentuk ukuran angka.
Misalnya diameter bantalan poros dapat diukur dengan menggunakan mikrometer
dan dinyatakan dalam milimeter. Suatu karakteristik kualitas yang dapat diukur,
seperti dimensi, berat atau volume dinamakan variabel (Montgomery, 1990).
Variables Control Charts terbagi menjadi :
a. Grafik Pengendali rata-rata (𝑋 𝑐ℎ𝑎𝑟𝑡) dan range (𝑅 chart), grafik ini digunakan
untuk mengetahui rata-rata pengukuran antar subgroup dan range dalam
subgroup yang diperiksa.
b. Grafik pengendali rata-rata (𝑋 𝑐ℎ𝑎𝑟𝑡) dan standar deviasi (𝑆 chart), grafik ini
digunakan untuk mengetahui rata-rata pengukuran antar subgroup dan standar
deviasi dalam subgroup yang diperiksa.
(Montgomery, 1990).
2.4.3.2 Grafik Pengendali Atribut (Attributes Control Charts)
Montgomery mengemukakan (1990) bahwa Grafik pengendali untuk karakteristik
dinamakan grafik pengendali sifat (atribut). Banyak karakteristik kualitas yang tidak
diukur dengan skala kuantitatif, dalam keadaan ini kita dapat menilai tiap unit produk
sebagai sesuai atau tidak sesuai atas dasar apakah produk itu memiliki atau tidak
memiliki sifat tertentu, atau dapat mencacah banyak yang tidak sesuai yang tampak
UNIVERSITAS SUMATERA UTARA

11
pada suatu unit produk. Jadi dapat disimpulkan bahwa grafik pengendali atribut
digunakan untuk jumlah cacat dalam produk atau bagian cacat dalam suatu produk.
Untuk menyusun grafik pengendalian proses statistik untuk data atribut
diperlukan beberapa langkah sebagai berikut.
a. Menentukan sasaran yang akan dicapai
Sasaran ini akan mempengaruhi jenis grafik pengendalian kualitas proses statistik
data atribut mana yang harus digunakan. Hal ini tentu saja dipengaruhi oleh
karakteristik kualitas suatu produk dan proses proporsi atau banyaknya kecacatan
dalam sampel atau sub kelompok, ataukah kecacatan dari suatu unit setiap kali
mengadakan observasi.
b. Menentukan banyaknya sampel dan banyaknya observasi
Banyaknya sampel yang diambil akan mempengaruhi jenis grafik pengendalian
di samping karakteristik kualitasnya.
c. Mengumpulkan data
Data yang dikumpulkan tentu disesuaikan dengan jenis grafik pengendalian.
Misalnya suatu perusahaan atau organisasi menggunakan 𝑝 − 𝑐ℎ𝑎𝑟𝑡, maka data
yang dikumpulkan juga harus diatur dalam bentuk proporsi kesalahan terhadap
banyaknya sampel yang diambil.
d. Menentukan garis tengah dan batas-batas pengendalian
Pada masing-masing grafik pengendalian biasanya mengunakan 3𝜎 sebagai
batas-batas pengendalian.
e. Merevisi garis tengah dan batas-batas pengendalian
Revisi terhadap garis tengah dan batas-batas pengendalian dilakukan apabila
dalam grafik pengendalian kualitas proses statistik untuk data atribut terdapat
data yang berada di luar batas pengendalian statistik (out of statistical control)
dan diketahui kondisi tersebut disebabkan karena penyebab khusus. Demikian
pula, data yang berada di bawah garis pengendalian bahwa apabila ditemukan
penyebab khusus di dalamnya tentu juga diadakan revisi (Ariani, 2004).
Grafik pengendali atribut dibagi menjadi empat jenis yaitu :
(1) Grafik pengendali 𝑝 (𝑝 𝑐ℎ𝑎𝑟𝑡), yaitu grafik pengendali untuk proporsi unit cacat
(sample size varies). Digunakan untuk menganalisis banyaknya barang yang
UNIVERSITAS SUMATERA UTARA

12
0
ditolak yang ditemukan dalam pemeriksaan atau sederetan pemeriksaan terhadap
total barang yang diperiksa.
(2) Grafik pengendali 𝑛𝑝 (𝑛𝑝 𝑐ℎ𝑎𝑟𝑡), yaitu grafik pengendali untuk proporsi unit
cacat dengan jumlah sampel yang sama (sample size must be a constant).
Digunakan untuk menganalisis banyaknya barang yang ditolak per unit.
(3) Grafik pengendali 𝑐 (𝑐 𝑐ℎ𝑎𝑟𝑡), yaitu grafik pengendali untuk jumlah cacat suatu
unit dengan jumlah sampel yang sama. Digunakan untuk menganalisis dengan
cara menghitung jumlah produk yang mengalami ketidaksesuaian dengan cara
spesifikasi.
(4) Grafik pengendali 𝑢 (𝑢 𝑐ℎ𝑎𝑟𝑡), yaitu grafik pengendali untuk jumlah cacat suatu
unit dengan jumlah sampel berbeda. Digunakan untuk menganalisa dengan cara
menghitung jumlah produk yang mengalami ketidaksesuaian per unit
(Montgomery, 1990).
2.5 Distribusi Binomial
Distribusi binomial merupakan asas-asas statistik yang melandasi grafik pengendali
untuk bagian tak sesuai. Adapun uraian binomial untuk setiap bilangan asli n,
berlaku :
(𝑎 + 𝑏)𝑛 = 𝐶𝑥𝑛𝑎𝑥𝑏𝑛−𝑥𝑛
𝑥=0 ; 𝑎, 𝑏 riil (2.1)
Apabila diambil 𝑎 = 𝑝 dan 𝑏 = 1 − 𝑝 dengan 0 ≤ 𝑝 < 1, maka probability density
function (pdf) :
𝑓 𝑥 = 𝐶𝑥𝑛𝑝𝑥(1− 𝑝)𝑛−𝑥 , 𝑥 ∈ {0,1,2,… ,𝑛}
, 𝑥 ∉ {0,1,2,… ,𝑛} (2.2)
sebab :
(a) 𝑓(𝑥) ≥ 0 untuk setiap 𝑥 = 0, 1, 2,… ,𝑛
(b) 𝑓 𝑥 = 𝐶𝑥𝑛𝑝𝑥(1− 𝑝)𝑛−𝑥𝑛
𝑥=0 = {𝑝 + 1− 𝑝 }𝑛 = 1𝑛𝑥=0
𝑓(𝑥) yang merupakan pdf dari peubah acak 𝑋, dikatakan berdistribusi binomial
dengan parameter 𝑛 dan 𝑝 dinotasikan dengan 𝑋~𝐵 𝑛,𝑝 .
Distribusi binomial adalah suatu model matematika yang dapat digunakan untuk
mengkaji eksperimen acak yang dilakukan berulang-ulang secara independen
sebanyak 𝑛 kali, dimana :
UNIVERSITAS SUMATERA UTARA

13
(a) Pada setiap pengulangan, hanya ada dua hasil yang mungkin yaitu “sukses” dan
“gagal”.
(b) Pada setiap pengulangan, peluang sukses sama harganya. Misalnya 𝑝, jadi 𝑝 = 𝑃
(sukses) dan 1 − 𝑝 = 𝑃 (gagal) .
(Djauhari, 1990)
Sebelum menentukan mean dan variansi dan 𝑋~𝐵 𝑛,𝑝 maka harus mengetahui
moment generating function (mgf).
Teorema : Jika 𝑋~𝐵(𝑛,𝑝) maka mgf dari 𝑋 adalah 𝑀 𝑡 = {(1− 𝑝) + 𝑝𝑒𝑡}𝑛
Bukti :
𝑀 𝑡 = 𝐸 𝑒𝑡𝑥
= 𝑒𝑡𝑥𝑛
𝑥=0𝐶𝑥𝑛𝑃𝑥(1− 𝑝)𝑛−𝑥
= 𝐶𝑥𝑛(𝑝𝑒𝑡)𝑥(1− 𝑝)𝑛−𝑥
𝑛
𝑥=0
= { 1− 𝑝 + 𝑝𝑒𝑡}𝑛 (2.3)
Dengan menggunakan teorema diatas, dapat diperoleh mean dan variansi dari
𝑋~𝐵(𝑛,𝑝). Karena 𝑀 𝑡 = { 1− 𝑝 + 𝑝𝑒𝑡}𝑛 , maka
𝑀′ 𝑡 =𝑑{ 1− 𝑝 + 𝑝𝑒𝑡}𝑛
𝑑𝑡
= 𝑛𝑝𝑒𝑡{ 1− 𝑝 + 𝑝𝑒𝑡}𝑛−1
𝑀′′ 𝑡 =𝑑(𝑛𝑝𝑒𝑡{ 1− 𝑝 + 𝑝𝑒𝑡}𝑛−1)
𝑑𝑡
= 𝑛𝑝𝑒𝑡{ 1− 𝑝 + 𝑝𝑒𝑡}𝑛−1 + 𝑛𝑝𝑒𝑡 𝑛 − 1 𝑝𝑒𝑡( 1− 𝑝 + 𝑝𝑒𝑡}𝑛−2
= 𝑛𝑝𝑒𝑡{ 1− 𝑝 + 𝑝𝑒𝑡}𝑛−1 + 𝑛 𝑛 − 1 (𝑝𝑒𝑡)2{ 1− 𝑝 + 𝑝𝑒𝑡}𝑛−2
Akibatnya, mean dari 𝑋 adalah
𝜇 = 𝐸 𝑋
= 𝑀′ 0
= 𝑛𝑝𝑒0( 1− 𝑝 + 𝑝𝑒0)𝑛−1
= 𝑛{ 1− 𝑝 + 𝑝}𝑛−1𝑝
= 𝑛(1)𝑛−1𝑝
= 𝑛𝑝 (2.4)
dan variansi dari 𝑋 adalah
𝜎2 = 𝐸 𝑋2 − [𝐸(𝑋)]2
UNIVERSITAS SUMATERA UTARA

14
= 𝑀′′ 0 − 𝜇2
= 𝑛𝑝 + 𝑛 𝑛 − 1 𝑝2(1− 𝑝 + 𝑝)𝑛−2 − (𝑛𝑝)2
= 𝑛𝑝 + 𝑛 𝑛 − 1 𝑝2 − 𝑛2𝑝2
= 𝑛𝑝 − 𝑛𝑝2
= 𝑛𝑝(1− 𝑝) (2.5)
Jadi mean dan variansi dari 𝑋~𝐵 𝑛,𝑝 masing-masing adalah 𝜇 = 𝑛𝑝 dan 𝜎2 =
𝑛𝑝 1− 𝑝 . Jika 𝑋1,𝑋2,𝑋3,… ,𝑋𝑛 adalah sampel acak berukuran 𝑛 dari 𝑋~𝐵(𝑛,𝑝)
maka mean dari 𝑋 adalah
𝜇𝑥 = 𝐸(𝑋 )
= 𝐸 1
𝑛 𝑋𝑖𝑛𝑖=1
= 1
𝑛𝐸 𝑋𝑖
𝑛𝑖=1
=1
𝑛 𝐸(𝑋𝑖)
𝑛
𝑖=1
Karena 𝐸(𝑋𝑖) = 𝜇 untuk semua 𝑖 = 1,2,3,… ,𝑛 maka
𝜇𝑥 =1
𝑛 𝜇
𝑛
𝑖=1
= 1
𝑛𝑛𝜇
= 𝜇
Karena 𝜇 = 𝑛𝑝 maka :
𝜇𝑥 = 𝑛𝑝 (2.6)
Sedangkan variansi dari 𝑋 adalah
𝜎𝑥 2 = 𝑉𝑎𝑟𝑋
= 𝑉𝑎𝑟 1
𝑛 𝑋𝑖𝑛𝑖=1
=1
𝑛2𝑉𝑎𝑟 𝑋𝑖
𝑛
𝑖=1
=1
𝑛2 𝑉𝑎𝑟(𝑋𝑖)
𝑛
𝑖=1
Karena 𝑉𝑎𝑟 𝑋𝑖 = 𝜎2 untuk semua 𝑖 = 1,2,3,… ,𝑛 maka
UNIVERSITAS SUMATERA UTARA

15
𝜎𝑥 2 =
1
𝑛2 𝜎2
𝑛
𝑖=1
=1
𝑛2𝑛𝜎2
=𝜎2
𝑛
Karena 𝜎2 = 𝑛𝑝(1− 𝑝) maka :
𝜎𝑥 2 =
𝑛𝑝 (1−𝑝)
𝑛
= 𝑝(1− 𝑝) (2.7)
Jadi mean dan variansi dari 𝑋 masing-masing adalah 𝜇𝑥 = 𝑛𝑝 dan 𝜎𝑥 2 = 𝑝 1− 𝑝 .
Distribusi binomial kerap kali digunakan untuk quality control. Ini adalah model
probabilitas yang sesuai untuk pengambilan sampel dari populasi yang besar tak
berhingga (Montgomery, 1990). Suatu peubah acak yang kerap kali timbul dalam
pengendalian kualitas statistik adalah
𝑝 =𝑋
𝑛
dimana 𝑋 adalah banyak item yang tak sesuai yang terdapat dalam sampel acak 𝑛
item. 𝑋 berdistribusi binomial dengan parameter 𝑛 dan 𝑝, dengan 𝑝 sebagai
perbandingan banyak item yang cacat atau tak sesuai dalam sampel dengan ukuran
sampel itu atau dinamakan bagian cacat sampel atau bagian tak sesuai sampel
(Montgomery, 1990). Distribusi peubah acak 𝑝 dapat diperoleh dari distribusi
binomial. Sehingga, menentukan mean dan variansi 𝑝 adalah
𝜇𝑝 = 𝐸 𝑝
= 𝐸 𝑋
𝑛
=1
𝑛𝐸 𝑋
=1
𝑛𝑛𝑝
= 𝑝 (2.8)
dan
𝜎𝑝 2 = 𝑉𝑎𝑟(𝑝 )
= 𝑉𝑎𝑟 𝑋
𝑛
UNIVERSITAS SUMATERA UTARA

16
=1
𝑛2𝑉𝑎𝑟 𝑋
=1
𝑛2𝑛𝑝 1− 𝑝
=𝑝(1−𝑝)
𝑛 (2.9)
Jadi mean dan variansi dari 𝑝 masing-masing adalah 𝜇𝑝 = 𝑝 dan 𝜎𝑝 2 =
𝑝(1−𝑝)
𝑛
2.6 Grafik Pengendali 𝒑 (𝒑 − 𝒄𝒉𝒂𝒓𝒕)
𝑝 𝑐ℎ𝑎𝑟𝑡 adalah grafik pengendali proporsi kesalahan dan digunakan untuk
mengukur kecacatan dari item-item dalam kelompok yang sedang diinspeksi.
Dengan demikian, 𝑝 𝑐ℎ𝑎𝑟𝑡 digunakan untuk hal-hal yang berhubungan dengan
proporsi dari produk yang tidak sesuai spesifikasi kualitas atau proporsi produk yang
cacat dalam suatu proses produksi. Proporsi yang tidak sesuai dengan spesifikasi
didefenisikan sebagai rasio banyaknya item yang tidak sesuai spesifikasi dalam suatu
populasi terhadap total banyaknya item dalam populasi.
Distribusi binomial merupakan asas-asas statistik yang melandasi grafik
pengendali untuk bagian tak sesuai. Probabilitas bahwa sesuatu unit akan
ketidaksesuaian spesifikasi adalah 𝑝, dan unit yang diproduksi berurutan adalah
bebas artinya antara produk yang satu tidak tergantung pada produk yang lain.
Proporsi ketidaksesuaian atau cacat pada sample untuk setiap kali melakukan
observasi adalah
𝑝 =𝑑
𝑛 (2.10)
𝑝 = proporsi cacat dalam setiap sampel
𝑑 = banyaknya produk yang cacat dalam setiap sampel
𝑛 = banyaknya sampel yang diambil pada setiap observasi
(Raheem et al., 2016)
Apabila proporsi sebenarnya dari unit-unit yang tidak memenuhi syarat telah
diketahui dalam produksi, atau nilai standar telah dispesifikasikan oleh manajemen
yaitu sebesar 𝑝, maka pengendali 𝑝 dapat ditentukan sebagai berikut:
𝑈𝐶𝐿 = 𝑝 + 3𝜎𝑝
𝐶𝐿 = 𝑝 (2.11)
𝐿𝐶𝐿 = 𝑝 − 3𝜎𝑝
UNIVERSITAS SUMATERA UTARA

17
dengan,
𝜎𝑝 = 𝑝(1−𝑝)
𝑛 (2.12)
Banyaknya sampel yang bervariasi grafik pengendali 𝑝 dapat dilakukan
dengan cara menggunakan grafik pengendali harian atau individu. Grafik pengendali
model harian atau individu dibuat untuk setiap kali observasi. Oleh karenanya,
perusahaan akan mempunyai batas pengendali atas dan batas pengendali bawahnya
dalam proporsi kecacatan untuk kualitas proses produksinya. Bagian tak sesuai atau
𝑝 jarang diketahui dengan pasti, maka 𝑝 dapat ditaksir atau diduga melalui observasi
atau pengamatan. Prosedur yang biasa diterapkan adalah memilih 𝑚 sampel dengan
masing-masing sampel berukuran 𝑛. Jika Xi menyatakan yang tidak sesuai spesifikasi
(cacat) dalam sampel ke-𝑖 (𝑖 = 1,2, . . . ,𝑛), maka untuk menghitung rata-rata
proporsi banyaknya sampel bervariasi adalah
𝑝 = 𝑑𝑖𝑛𝑖=1
𝑛𝑖𝑛𝑖=1
(2.13)
𝑛𝑖 = Banyaknya sampel yang diambil pada observasi ke-𝑖
𝑑𝑖 = Banyaknya cacat dalam setiap sampel observasi ke-𝑖
𝑝 = Garis tengah grafik pengendali proporsi cacat
(Montgomery, 1990)
Sedangkan batas pengendali atas (UCL), garis tengah (CL) dan batas
pengendali bawah (LCL) grafik pengendali 𝑝 model harian untuk banyaknya sampel
bervariasi adalah
𝑈𝐶𝐿 = 𝑝 + 3 × 𝑝 (1−𝑝 )
𝑛𝑖
𝐶𝐿 = 𝑝 (2.14)
𝐿𝐶𝐿 = 𝑝 − 3 × 𝑝 (1−𝑝 )
𝑛𝑖
𝑛𝑖 = Banyaknya sampel yang diambil pada setiap kali observasi ke-𝑖 yang selalu
bervariasi
𝑝 = Garis tengah grafik pengendali proporsi cacat
(Montgomery, 1990)
UNIVERSITAS SUMATERA UTARA

18
2.7 Program SPSS
SPSS pertama kali dikenalkan pada tahun 1960 sebagai perangkat lunak untuk sistem
statistik komputer Mainframe oleh Norman H. Nic. Hadlay dan Dalt Bent dari
Stanford University pada tahun 1984 dikeluarkan SPSS atau PC+ untuk personal
komputer (PC), sedangkan untuk versi windows di release pada tahun 1992. Sesuai
dengan perkembangannya antara tahun 1994 s/d 1999 SPSS mengakuisi beberapa
perusahaan sehingga menambah daya saingnya yaitu BMPP Statistical Software,
Jandel Scientific Software, Intuitive Technologies ALS Integral Solution, Ltd, dan
Vento Software.
Pada tahun 2000 SPSS banyak digunakan dalam memberikan solusi analisis
atas keinginan pelanggan karena dapat memprediksi apa yang mereka inginkan untuk
dikerjakan. SPSS dapat memberikan solusi dalam berbagai bidang diantaranya
analisis pemasaran, pelanggan dan data operasional, telekomunikasi, kesehatan,
perbankan, lembaga keuangan, asuransi retail, penelitian pemasaran, sektor publik
dan barang-barang konsumtif.
SPSS yana dahulunya merupakan singkatan dari Statistical Package for
Social Science merupakan paket program statistik yang paling populer dan paling
banyak digunakan diseluruh dunia. Hal inilah yang membuat kepanjangan dari SPSS
saat ini adalah Statistical Product and Service Solution. Dengan SPSS semua
kebutuhan pengolahan data dapat diselesaikan dengan mudah dan cepat.
2.7.1 Mengoperasikan SPSS
a. Jika pada desktop sudah ada ikon SPSS, klik ganda pada ikon tersebut. Jika
tidak ada ikon SPSS, maka langkah yang harus di tempuh adalah:
1) Klik Start.
2) Klik All Program.
3) Klik SPSS for Windows
4) Klik SPSS ver. 18.0 sesuai dengan versi SPSS yang Anda pakai.
Bila proses berjalan maka akan muncul logo SPSS dan sekaligus menunjukan
versi yang digunakan.
b. Akan muncul tampilan SPSS dengan Command window pada layar bagian
UNIVERSITAS SUMATERA UTARA

19
atas yang terdiri dari: File, Edit, View, Data, Transform, Analize, Graph,
Direct Marketing, Utilities, Windows dan Help. Bagian bawah terdiri dari
Data View dan Variabel View.
c. SPSS siap dioperasikan dengan langkah pertama meng-input pada worksheet.
Gambar 2.3 Tampilan worksheet SPSS 18.0
2.7.2 Bagian-bagian SPSS 18.0
Dalam SPSS 18 window dibagi menjadi 2 yaitu:
1. Data Editor
Window pada data editor merupakan menu utama SPSS yang terdiri dari:
a. File, berisi fasilitas-fasilitas yang berhubungan dengan pengolahan
atau manajemen data dan file.
b. Edit, berkaitan dengan operasi perbaikan atau perubahan nilai data,
sekaligus dapat digunakan untuk mengatur setting pada sub menu
options.
c. View, menu ini digunakan untuk mengatur toolbar.
d. Data, digunakan untuk manajemen pengolahan data.
e. Transform, digunakan untuk memanipulasi data.
f. Analyze, digunakan untuk menganalisis data.
g. Direct Marketing, menu bar yang digunakan untk analisis pemasaran
untuk mengoptimakan suatu bisnis.
h. Graphs, digunakan untuk memvisualkan data.
UNIVERSITAS SUMATERA UTARA

20
i. Utilities, digunakan berkaitan dengan utilities.
j. Window, digunakan untuk mengatur ukuran jendela semua window
atau perpindahan dari jendela lainnya. SPSS 18.0
k. Help, merupakan menu terakhir yang ada pada SPSS for window
digunakan untuk memberikan fasilitas bantuan informasi yang
berkaitan dengan SPSS.
2. Output Window mempunyai menu yang hampir sama dengan menu pada
editor, tetapi mempunyai tambahan pada menu insert dan format yang
akan dijelaskan sebagai berikut:
a. Insert, menu ini digunakan untuk menambah kan judul, teks, judul
halaman grafik ataupun objek,
b. Format, digunakan untuk mengatur tampilan huruf apakah rata kiri,
rata kanan, ataupun ditengah-tengah.
UNIVERSITAS SUMATERA UTARA

BAB 3
METODE PENELITIAN
3.1 Persiapan Penelitian
Persiapan penelitian dimulai dengan studi pustaka. Studi pustaka merupakan
penelaahan akan sumber pustaka yang relevan yang digunakan untuk mengumpulkan
informasi yang diperlukan dalam penelitian . Melakukan telaah pustaka dari berbagai
referensi yang ada dan melakukan konfirmasi dan konsultasi dengan dosen
pembimbing akan membuahkan gagasan untuk menuliskannya dalam bentuk skripsi.
Dari kajian tersebut sehingga memunculkan ide/gagasan yang pada akhirnya
menjadi landasan teori untuk melakukan penelitian. Disisi lain, studi literatur perlu
dilakukan dengan mempelajari teori-teori yang berkaitan dengan pengendalian
kualitas statistik, kemudian menerapkannya pada data hasil penelitian yang mana
studi kasus dilakukan penulis dengan mengambil data sekunder pada proses produksi
di PT. Majestyk Bakery & Cake Shop.
3.2 Pelaksanaan Penelitian
Dalam penelitian ini data yang diambil adalah data sekunder, data yang telah ada dari
PT. Majestyk Bakery & Cake Shop, yaitu melibatkan data jenis dan jumlah
kecacatan produk serta jumlah produk yang di produksi pada bulan Januari 2019.
Disamping itu, dalam melengkapi hasil penelitian maka dilakukan tahap wawancara
dengan cara melakukan tanya jawab secara langsung oleh pihak yang terkait dan
berkepentingan langsung dengan obyek pembahasan skripsi. Narasumber disini
meliputi tenaga kerja yang berhubungan dengan proses produksi.
3.3 Perancangan Sistem
3.3.1 Analisis Data
Dalam tahap ini akan dilakukan pengkajian data berdasarkan teori-teori yang
ada khususnya yang berkaitan statistical quality control. Analisis data yang
akan dilakukan adalah dengan mencari nilai proporsi setiap harinya, mencari
nilai garis tengah dan mencari batas pengendalinya secara manual dan
UNIVERSITAS SUMATERA UTARA

22
kemudian digambar dengan bantuan software SPSS 18. Adapun tahapan-
tahapan analisis data secara manual yaitu sebagai berikut:
1. Mengumpulkan data jumlah barang yang akan diperiksa dan jumlah
produk cacat.
2. Menghitung proporsi produk cacat dengan rumus:
𝑝 =𝑑
𝑛
3. Menghitung garis tengah grafik pengendalian proporsi produk cacat
dengan rumus:
𝐶𝐿 = 𝑝 = 𝑑𝑖𝑛𝑖=1
𝑛𝑖𝑛𝑖=1
4. Menghitung batas pengendalian masing-masing observasi dengan
𝑈𝐶𝐿 = 𝑝 + 3 × 𝑝 (1− 𝑝 )
𝑛𝑖
𝐿𝐶𝐿 = 𝑝 − 3 × 𝑝 (1− 𝑝 )
𝑛𝑖
5. Menggambarkan grafik pengendalian kualitas statistik menggunakan
SPSS versi 18.0.
6. Merevisi garis tengah dan batas pengendalian apabila dalam grafik
pengendalian kualitas statistik terdapat data yang berbeda di luar batas
pengendalian statistik (out of statistical control).
3.3.2 Simulasi Data dengan Program SPSS 18.0
3.3.2.1 Pembuatan diagram kontrol p (𝒑 − 𝒄𝒉𝒂𝒓𝒕)
Adapun langkah-langkah dalam anlisis data dengan SPSS 18.0 adalah sebagai
berikut :
a. Langkah-langkah memasukan data di worksheet SPSS 18.0
1) Klik File.
2) Klik New.
3) Klik Data sehingga muncul Data Editor.
4) Klik Commands window bagian bawah Variable View. Cara pengisian
variabel yaitu:
UNIVERSITAS SUMATERA UTARA

23
Variabel 1
a) Name, letakan pointer di bawah kolom Name, lalu ketik hari_ke.
b) Type, oleh karena variabel ini berisi data rasio, maka biarkan saja
default numerik yang sudah ada.
c) Weidth, untuk keseragaman ketik 8.
d) Decimals, karena tidak membutuhkan angka desimal maka ketik
0.
e) Kolom-kolom yang lainnya diabaikan.
Variabel 2
a) Name, letakan pointer di bawah hari_ke, lalu ketik jlh_produksi.
b) Type, oleh karena variabel ini berisi data rasio, maka biarkan saja
default numerik yang sudah ada.
c) Weidth, untuk keseragaman ketik 8.
d) Decimals, karena tidak membutuhkan angka desimal maka ketik
0.
e) Kolom-kolom yang lainnya diabaikan.
Variabel 3
a) Name, letakan pointer di bawah jlh_produksi, lalu ketik
jlh_cacat.
b) Type, oleh karena variabel ini berisi data rasio, maka biarkan saja
default numerik yang sudah ada.
c) Weidth, untuk keseragaman ketik 8.
d) Decimals, karena data ini tidak berbentuk desimal maka dipilih
0.
e) Kolom-kolom yang lainnya diabaikan.
5) Klik pada Data View.
6) Mengisi data sesuai yang diinginkan.
b. Langkah-langkah pelaksanaan
1) Setelah mengisi data, pilih menu Analyze
UNIVERSITAS SUMATERA UTARA

24
Gambar 3.1 Menu Analyze
2) Pilih Quality Control lalu pilih control charts, akan muncul tampilan
seperti Gambar 3.2
Gambar 3.2 Kotak dialog control charts
UNIVERSITAS SUMATERA UTARA

25
3) Pilih p, np, dan pada Data Organization, pilih Cases are subgroups.
4) Klik Define sehingga kotak dialog p, np: Cases Are Subgroups muncul
seperti Gambar 3.3
Gambar 3.3 Kotak Dialog 𝑝,𝑛𝑝: Cases Are Subgroups
5) Masukan jlh_Cacat pada kotak Number Nonconforming, variable
hari_ke pada kotak Subgroups Labelled by, pada Sample Size pilih
variable dan masukkan variabel jlh_produksi. Pada Chart pilih p
(Proportion nonconforming).
6) Klik tombol Options untuk menetapkan menetapkan level sigma (3
sigma) seperti pada Gambar 3.4
Gambar 3.4 Kotak Dialog p, np: Options
UNIVERSITAS SUMATERA UTARA

26
7) Klik Continue.
8) Klik OK.
3.3.2.2 Pembuatan diagram Pareto (Pareto chart)
a. Mengisi data pada worksheet SPSS bagian bawah yaitu variable view isi
pada variabel name dengan gosong, lalu dibawah gosong isi dengan
varibel bantat dan isi dengan variabel patahpenyok. Seperti terlihat pada
Gambar 3.5 berikut :
Gambar 3.5 Worksheet SPSS tampilan variable view
b. Isi data cacat sesuai pada kode jenis kecacatan sehingga seperti tampilan
Gambar 3.6 berikut.
Gambar 3.6 Worksheet SPSS tampilan data view
UNIVERSITAS SUMATERA UTARA

27
c. Setelah mengisi data, pilih menu Analyze lalu pilih Quality Control dan
klik Pareto Chart. Tampak seperti Gambar 3.7:
Gambar 3.7 Tampilan menu Analyze
d. Pilih diagram simple, dan pada kotak dialog data in chart area pilih sums
of separate variables sehingga akan tertampil Gambar 3.8 berikut.
Gambar 3.8 Kotak Pareto Charts
UNIVERSITAS SUMATERA UTARA

28
e. Setelah itu pilih define, pada kotak dialog define simple pareto masukkan
variabel gosong,bantat dan patahpenyok pada kotak variables. Akan
tampak pada Gambar 3.9.
Gambar 3.9 Kotak dialog Define Simple Pareto
f. Selanjutnya klik Ok.
Berikut alur yang menggambarkan kerja pada penelitian ini terdapat pada
Gambar 3.10.
UNIVERSITAS SUMATERA UTARA

29
Gambar 3.10 Diagram Alur Kerja
Persiapan Penelitian
Permasalahan
Studi Literatur Konsultasi Dosen Pembimbing
Pelaksanaan Penelitian
Perizinan Pengambilan Data
Wawancara
Perancangan Sistem
Pengolahan Data Analisis Data
Program SPSS 18.0 Secara Manual
Hasil
Kesimpulan
Data Sekunder
UNIVERSITAS SUMATERA UTARA

BAB 4
HASIL DAN PEMBAHASAN
Dalam proses produksi pembuatan roti PT. Majestyk Bakery & Cake Shop sangat
memperhatikan kualitas produknya. Terbukti dengan adanya pengawasan pendataan
produk cacat terhadap proses produksi. Namun dalam beberapa kasus masih terdapat
beberapa kecacatan yang menyebabkan produk tidak dapat dipasarkan. Berdasarkan
lembar wawancara pada Lampiran 4 dan berdasarkan data yang berpedoman pada
spesifikasi yang ditetapkan oleh bagian produksi PT. Majestyk Bakery & Cake Shop
(Lampiran 1), pada proses pembuatan roti bulan Januari 2019 terdapat beberapa jenis
kecacatan yang terjadi yaitu gosong sebanyak 1491 roti, bantat sebanyak 795 roti,
dan patah/penyok sebanyak 395 roti. Dari ketiga jenis kecacatan tersebut, cacat
dengan roti yang gosong paling banyak terjadi sebanyak 55% dari jumlah
keseluruhan yang cacat. Berikut adalah uraian lengkap analisis statistical quality
control dengan proporsi kesalahan dan menggunakan program SPSS 18.0 serta
tindakan preventif yang telah dilakukan oleh perusahaan dalam rangka
meminimalkan kecacatan yang terjadi.
4.1 Analisis kecacatan produksi roti PT. Majestyk Bakery & Cake Shop
Dalam menganalisis data yang diperoleh, dilakukan dalam dua tahapan, yaitu dengan
membuat Check Sheet dan Pareto Chart.
1. Check Sheet
Dalam memecahkan masalah pengendalian kualitas, langkah pertama yang
dilakukan adalah dengan membuat check sheet. Check sheet berguna untuk
mempermudah proses pengumpulan data serta analisis. Kemudian nota-nota
tersebut direkap sedemikian hingga menjadi lembar pemeriksaan yang lebih
mudah diolah. Hasil pengumpulan data yang telah ada untuk hasil produksi roti
di PT. Majestyk Bakery & Cake Shop dilihat pada Lampiran 1. Dari check sheet
tersebut, dapat diambil kesimpulan bahwa setiap harinya jumlah produksi
berbeda-beda. Terdapat tiga jenis kecacatan produk yang terjadi yaitu cacat
gosong, cacat bantat dan cacat patah/penyok. Data tersebut akan diolah dengan
menggunakan proporsi kesalahan sampel bervariasi karena jumlah produksi
setiap harinya berbeda-beda.
UNIVERSITAS SUMATERA UTARA

31
2. Pareto Chart
Untuk membuat diagram pareto, terlebih dahulu disusun sebuah tabel yang berisi
tentang jumlah kecacatan setiap jenis dari hasil penelitian yang telah dilakukan.
Tabel ini merupakan tabel dari persentase kecacatan yang diurutkan berdasarkan
jumlah mulai dari yang terbesar hingga yang terkecil dan dibuat persentase
kumulatifnya. Tabel 4.1 berisi presentase masing-masing kecacatan terhadap
jumlah cacat, sedangkan Tabel 4.2 berisi presentase kecacatan terhadap jumlah
produksi.
Tabel 4.1 Persentase kecacatan pada proses produksi roti di PT. Majestyk Bakery
& Cake Shop terhadap jumlah yang cacat
No Jenis
kecacatan
Jumlah
cacat
Persentase
cacat (%)
Persentase
kumulatif
1 Gosong 1491 55 55
2 Bantat 795 30 85
3 Patah/Penyok 395 15 100
Jumlah cacat 2681 100
Tabel 4.2 Persentase kecacatan pada proses produksi roti di PT. Majesty Bakery
& Cake Shop terhadap jumlah produksi
No Jenis kecacatan Jumlah cacat Persentase cacat (%)
1 Gosong 1491 4
2 Bantat 795 2
3 Patah/Penyok 395 1
Jumlah Cacat 2681 7
Jumlah Produksi 36763
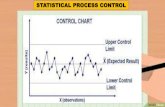
Berdasarkan Tabel 4.2, dapat disusun dalam Pareto chart seperti pada Gambar 4.1
berikut ini.
UNIVERSITAS SUMATERA UTARA

32
Gambar 4.1 Bagan Pareto presentase masing-masing kecacatan
Dari tabel dan bagan Pareto di atas terlihat jenis kecacatan yang paling sering
terjadi yaitu kecacatan pada roti yang gosong sebanyak 1491 dengan persentase
kecacatan sebesar 55,5 %. Sedangkan persentase total kecacatan pada proses
produksi roti terhadap jumlah produksi adalah 7 %.
4.2 Analisis untuk menentukan control limit pada proses produksi roti di PT.
Majestyk Bakery & Cake Shop menggunakan grafik pengendali p (𝒑-chart)
Dalam menganalisis statistical quality control pada PT. Majestyk Bakery & Cake
Shop, penulis hanya menganalisis kualitas produk roti saja. Untuk dapat
menganalisis apakah roti yang di produksi sesuai standar spesifikasi yang ditetapkan
oleh perusahaan dan masih berada dalam control limit atau tidak maka dilakukan
perhitungan dengan menggunakan grafik pengendali p dengan batas 3𝜎, karena
tingkat keyakinannya (α) sebesar 0,05 dan batas ini biasa dipakai dalam setiap grafik
pengendali. Dari data tabel hasil proporsi kecacatan central line ( 𝑝 ), Upper Control
Limit (UCL) dan Lower Control Limit (LCL), diperoleh sebagai berikut.
UNIVERSITAS SUMATERA UTARA

33
a. Perhitungan awal
Proporsi untuk hari ke-1 sampai dengan hari ke-31 adalah sebagai berikut (Lampiran
2) .
Berikutnya akan dihitung proporsi rata-rata kecacatan keseluruhan sample yaitu.
𝑑𝑖31𝑖=1 = 2681, menunjukkan jumlah kecacatan 1 bulan.
𝑛𝑖31𝑖=1 = 36763, menunjukkan jumlah produksi 1 bulan.
Nilai pada central line (𝑝 ) dihitung menggunakan persamaan (2.13)
𝑝 = 𝑑𝑖
31𝑖=1
𝑛𝑖31𝑖=1
=2681
36763= 0,07293
Dengan diperolehnya nilai 𝑝 = 0.07293 maka nilai proporsi dari UCL dan LCL
dapat dihitung dengan persamaan (2.14). Control limit untuk hari pertama dengan
produksi 1385 roti adalah sebagai berikut.
𝑈𝐶𝐿 = 𝑝 + 3 × 𝑝 1− 𝑝
𝑛1
𝑈𝐶𝐿 = 0,07293 + 3 × 0,07293 1− 0,07293
1385
𝑈𝐶𝐿 = 0,07293 + 3 × 0,07293 0,92707
1385
Hari ke Jumlah produksi (𝑛) Jumlah cacat (𝑑) 𝑝 =
𝑑
𝑛
1 1385 93 0,06715
2 811 83 0,10234
3
.
.
.
31
1132
.
.
.
1306
99
.
.
.
98
0,08746
.
.
.
0,07504
UNIVERSITAS SUMATERA UTARA

34
𝑈𝐶𝐿 = 0,07293 + 0,02096
𝑈𝐶𝐿 = 0,09389
untuk batas bawahnya yaitu,
𝐿𝐶𝐿 = 𝑝 − 3 × 𝑝 1− 𝑝
𝑛1
𝐿𝐶𝐿 = 0,07293 − 3 × 0,07293 1− 0,07293
1385
𝐿𝐶𝐿 = 0,07293 − 3 × 0,07293 0,92707
1385
𝐿𝐶𝐿 = 0,07293 − 0,02096
𝐿𝐶𝐿 = 0,05197
Control limit untuk hari kedua dengan sampel 811 roti adalah sebagai berikut.
𝑈𝐶𝐿 = 𝑝 + 3 × 𝑝 1− 𝑝
𝑛2
𝑈𝐶𝐿 = 0,07293 + 3 × 0,07293 1− 0,07293
811
𝑈𝐶𝐿 = 0,07293 + 3 × 0,07293 0,92707
811
𝑈𝐶𝐿 = 0,07293 + 0,02739
𝑈𝐶𝐿 = 0,10032
untuk batas bawahnya yaitu,
𝐿𝐶𝐿 = 𝑝 − 3 × 𝑝 1− 𝑝
𝑛2
UNIVERSITAS SUMATERA UTARA

35
𝐿𝐶𝐿 = 0,07293 − 3 × 0,07293 1− 0,07293
811
𝐿𝐶𝐿 = 0,07293 − 3 × 0,07293 0,92707
811
𝐿𝐶𝐿 = 0,07293 − 0,02739
𝐿𝐶𝐿 = 0,04554
Perhitungan dilakukan sampai pada hari ke-31 (𝑛1,𝑛2,𝑛3 , . . . 𝑛31) sehingga
akan diperoleh upper control limit (UCL) dan lower control limit (LCL) untuk setiap
𝑛 yang hasilnya dapat dilihat pada Lampiran 2 berupa hasil proporsi, CL, UCL dan
LCL. Nilai proporsi akan dibandingkan dengan control limit, apakah melebihi atau
kurang dari kedua control limit masing-masing hari. Hasil perhitungan tersebut dapat
digambarkan pada diagram kontrol proporsi 𝑝 (𝑝 − 𝑐ℎ𝑎𝑟𝑡) dengan bantuan program
SPSS 18.0 sebagai berikut.
Gambar 4.2 Grafik pengendali p produksi roti perhitungan awal
UNIVERSITAS SUMATERA UTARA

36
Pada Gambar 4.2 hasil proporsi kecacatan CL, UCL dan LCL terlihat bahwa ada 5
titik yang out of control yaitu titik pada nomor sampel 2, 5, 7, 9, 25. Ini menunjukkan
bahwa proses dalam keadaan pengendalian kurang maksimal yang disebabkan oleh
faktor mesin dengan mengontrol dan mengecek kembali mesin pengapian untuk
panggangan roti dan crosscheck atas resep-resep roti yang harus sesuai dengan
standar operational procedure (SOP) yang telah ditetapkan perusahaan.
Sebab–sebab terduga tersebut dapat ditanggulangi dengan melakukan
perawatan mesin secara berkala, pengawasan yang lebih ketat terhadap jalannya
proses produksi roti serta meningkatkan kehati-hatian kepada karyawan ketika proses
produksi berlangsung. Setelah diadakan tindakan penanggulangan terhadap jalannya
proses produksi roti, kemudian dilakukan pemeriksaan terhadap central line (CL)
dan control limit. Hal ini dilakukan dengan pemeriksaan tiap titik kendali, sehingga
perlu adanya revisi terhadap CL dan control limit yang dihitung hanya menggunakan
titik - titik sisanya. Setelah dikurangi 5 titik yang out of control maka sisanya
terdapat 26 titik yang siap dilakukan perhitungan revisi pertama. Langkah ini
dilakukan sampai mendapatkan kondisi yang semua titiknya berada di dalam batas
pengendali (in of control) dan bertujuan untuk mendapatkan kondisi yang dapat
digunakan sebagai acuan perencanaan statistical quality control untuk bulan
berikutnya.
b. Pehitungan Revisi
Proporsi untuk hari ke-1 sampai dengan hari ke-26 adalah sebagai berikut (Lampiran
3).
Hari ke Jumlah produksi (n) Jumlah cacat (d) 𝑝 =
𝑑
𝑛
1 1385 93 0,06715
2 1132 99 0,08746
3
.
.
.
26
1047
.
.
.
1306
61
.
.
.
98
0,05826
.
.
.
0,07504
Berikutnya akan dihitung proporsi rata-rata kecacatan keseluruhan sample yaitu.
UNIVERSITAS SUMATERA UTARA

37
𝑑𝑖26𝑖=1 = 2303, menunjukkan seluruh jumlah kecacatan roti.
𝑛𝑖26𝑖=1 = 31019, menunjukkan seluruh jumlah produksi roti.
Nilai pada central line (𝑝 ) dihitung menggunakan rumus
𝑝 = 𝑑26𝑖=1
𝑛𝑖26𝑖=1
=2303
31019= 0,07424
Dengan diperolehnya nilai 𝑝 = 0.07424, maka nilai proporsi dari UCL dan LCL
dapat dihitung dengan persamaan (2.14). Control limit untuk hari pertama dengan
produksi 1385 roti adalah sebagai berikut.
𝑈𝐶𝐿 = 𝑝 + 3 × 𝑝 1− 𝑝
𝑛1
𝑈𝐶𝐿 = 0,07424 + 3 × 0,07424 1− 0,07424
1385
𝑈𝐶𝐿 = 0,07424 + 3 × 0,07424 0,92576
1385
𝑈𝐶𝐿 = 0,07293 + 0,02133
𝑈𝐶𝐿 = 0,09538
Untuk batas bawahnya yaitu,
𝐿𝐶𝐿 = 𝑝 − 3 × 𝑝 1− 𝑝
𝑛1
𝐿𝐶𝐿 = 0,07424 − 3 × 0,07424 1− 0,07424
1385
𝐿𝐶𝐿 = 0,07424 − 3 × 0,07424 0,92576
1385
𝐿𝐶𝐿 = 0,07293 − 0,02113
𝐿𝐶𝐿 = 0,05311
UNIVERSITAS SUMATERA UTARA

38
Control limit untuk hari kedua dengan sampel 1132 roti adalah sebagai berikut.
𝑈𝐶𝐿 = 𝑝 + 3 × 𝑝 1− 𝑝
𝑛2
𝑈𝐶𝐿 = 0,07424 + 3 × 0,07424 1− 0,07424
1132
𝑈𝐶𝐿 = 0,07424 + 3 × 0,07424 0,92576
1132
𝑈𝐶𝐿 = 0,07293 + 0,02338
𝑈𝐶𝐿 = 0,09762
Untuk batas bawahnya yaitu,
𝐿𝐶𝐿 = 𝑝 − 3 × 𝑝 1− 𝑝
𝑛2
𝐿𝐶𝐿 = 0,07424 − 3 × 0,07424 1− 0,07424
1132
𝐿𝐶𝐿 = 0,07424 − 3 × 0,07424 0,92576
1132
𝐿𝐶𝐿 = 0,07293 − 0,02338
𝐿𝐶𝐿 = 0,05087
Perhitungan dilakukan sampai pada hari ke-26 (𝑛1,𝑛2,𝑛3 , . . . 𝑛26) sehingga
akan diperoleh upper control limit (UCL) dan lower control limit (LCL) untuk setiap
𝑛 yang hasilnya dapat dilihat pada Lampiran 3 berupa hasil proporsi, CL, UCL dan
LCL. Nilai proporsi akan dibandingkan dengan control limit, apakah melebihi atau
kurang dari kedua control limit masing-masing hari. Hasil perhitungan tersebut dapat
digambarkan pada diagram kontrol proporsi 𝑝 (𝑝 − 𝑐ℎ𝑎𝑟𝑡) dengan bantuan program
SPSS 18.0 sebagai berikut.
UNIVERSITAS SUMATERA UTARA

39
Gambar 4.3 Grafik pengendali 𝑝 produksi roti revisi
Dari data pada Lampiran 3 dan Gambar 4.3 di atas, terlihat bahwa tidak ada
lagi titik yang berada di luar batas pengendali atas maupun bawah (in of control). Ini
menunjukkan bahwa analisis proses produksi roti PT. Majestyk Bakery & Cake Shop
sudah berada dalam batas pengendali statistik dengan melakukan satu kali revisi.
sehingga dapat disimpulkan bahwa proses produksi sudah dalam keadaan terkendali
pada UCL dan LCL dengan 𝑝 = 0,07424 dengan batas 3𝜎. Dengan kondisi seperti
ini dapat digunakan sebagai acuan perencanaan statistical quality control bulan
berikutnya.
4.3 Tindakan perbaikan yang dilakukan dalam membenahi kecacatan produk
PT. Majestyk Bakery & Cake Shop
Untuk mengatasi ketidaksesuaian yang terjadi, PT. Majestyk Bakery & Cake Shop
telah melakukan tindakan perbaikan atau untuk meminimalkan kecacatan tersebut.
Berdasarkan hasil wawancara dengan kepala produksi yang tertuang dalam lembar
wawancara pada Lampiran 4 terdapat beberapa tindakan perbaikan yang dilakukan,
UNIVERSITAS SUMATERA UTARA

40
yaitu dikembalikan lagi pada SOP kerja. Dimana harus diperhatikan secara merinci
dan lebih detail seperti :
a. Melakukan pemeriksaan yang rutin selama berlangsungnya proses produksi
b. Mengontrol dan mengecek resep-resep produk
c. Crosscheck mesin pengovenan seperti menstabilkan suhu produk dalam
pengovenan, melakukan perawatan mesin kue/roti serta mengendalikan waktu
produk saat produksi berlangsung dalam pengovenan.
UNIVERSITAS SUMATERA UTARA

BAB 5
KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Jenis ketidaksesuaian yang terjadi dalam proses produksi roti PT. Majestyk
Bakery & Cake Shop adalah cacat pada roti yang gosong, bantat, dan
patah/penyok. Presentase dari masing-masing kecacatan yakni cacat pada roti
yang gosong sebesar 55%, cacat pada roti yang bantat sebesar 30%, dan cacat
pada roti yang patah/penyok sebesar 15%. Jadi, jenis kecacatan produksi roti
yang paling sering terjadi yaitu pada roti yang gosong dengan persentase 55%
dari total kecacatan. Sedangkan kecacatan terhadap jumlah produksinya sebesar
7%.
2. Berdasarkan analisis metode Statistical Quality Control (SQC) dengan
menggunakan p-Chart dapat disimpulkan bahwa proses produksi roti PT.
Majestyk Bakery & Cake Shop pada Januari 2019 disetiap harinya terdapat data
yang tidak terkendali secara statistik dan perlu dilakukan revisi 1 kali. Hal ini
terlihat dari adanya titik-titik yang out of control yang terjadi pada hari ke-2, 5, 7,
9, dan hari ke-25. Maka dilakukan tindakan perbaikan dengan mencari sebab-
sebab terjadinya kecacatan agar titik-titik yang out of control berada dalam
control limit UCL dan LCL (in of control) sehingga proses produksi dapat
dikatakan terkendali secara statistik.
3. Tindakan perbaikan yang harus dilakukan PT. Majestyk Bakery & Cake Shop
dalam memperbaiki kecacatan yang terjadi dalam proses produksi roti yaitu harus
sesuai pada SOP kerja yang telah ditetapkan. Beberapa hal yang harus
diperhatikan dalam proses produksi seperti :
a. Melakukan pemeriksaan yang rutin selama berlangsungnya proses produksi
b. Mengontrol dan mengecek resep-resep produk
c. Crosscheck mesin pengovenan seperti menstabilkan suhu produk dalam
pengovenan, melakukan perawatan mesin kue/roti serta mengendalikan
waktu produk saat produksi berlangsung dalam pengovenan.
UNIVERSITAS SUMATERA UTARA

42
5.2 Saran
1. Hasil penelitian diharapkan mampu memberikan masukan sebagai dasar
pertimbangan bagi perusahaan dalam tiap-tiap pengambilan keputusan terutama
yang berhubungan dengan upaya pencapaian kualitas suatu produk agar produk
cacat dapat diperkecil jumlahnya.
2. Bagi penelitian selanjutnya sebaiknya dilakukan analisis pada sumber-sumber
terduga untuk mengetahui faktor-faktor mendominasi yang menyebabkan proses
tidak terkendali secara statistik.
UNIVERSITAS SUMATERA UTARA

43
DAFTAR PUSTAKA
Ahyari Agus, 2000. Manajemen Produksi Perencanaan Sistem Produki Buku II. Yogyakarta: BPFE Yogyakarta.
Ariani D. W, 2004. Pengendalian Kualitas Statistik (Pendekatan Kuantitatif dalam
Manajemen Kualitas). Yogyakarta: Andi. Assauri Sofjan, 1993. Manajemen Produksi dan Operasi Edisi 4. Jakarta: Universitas
Indonesia LPFE. DeGroot M. H, Schervish, M. J, 2012. Probability and Statistics (fourth Edition).
Boston: Pearson Education. Djauhari, 1990. Statistika Matematika. Bandung : ITB. Feigenbaum AV, 1992. Kendali Mutu Terpadu Edisi 3. Jakarta: Erlangga. Gaspersz. V, 2001. Metode Analisis Untuk Peningkatan Kualitas. Jakarta: PT.
Gramedia Pustaka Utama. Grant EL, R. S. Leavenworth. 1993. Statistical Quality Control. Fourth Edition. New
York : McGraw-Hill. Gryna FM, 2001. Quality Planning and Analysis From Product Development
Through Use (fourth Edition). New York: Mc-Graw Hill. Mason RD, Lind DA, 1996. Teknik Statistika Untuk Bisnis Dan Ekonomi. Alih
Bahasa: Wihanya. U. Soetjipto, W. dan Sugiharso. Penerbit Erlangga. Jakarta.
Montgomery DC, 1990. Introduction to Statistical Quality Control. New York:
John Wiley & Sons. Praptono, 1986. Buku Materi Pokok Statistika Pengawasan Kualitas. Jakarta:
Universitas Terbuka. Prawirosentono Suyadi, 2001. Manajemen Mutu Terpadu. Jakarta : PT. Bumi
Aksara. Raheem Maruf Ariyo, Aramide Titilayo Gbolahan, Itohowo Eseme Udoada. 2016.
Application of Statistical Process Control in a Production Process. Science Journal of Applied Mathematics and Statistics, 4(1): 1-11.
Sudjana, 2002. Metode Statistik. Bandung : Tarsito.
UNIVERSITAS SUMATERA UTARA

44
Supriana Nanang, Muhammad Ali Akbar, Osep Hijuzaman. 2016.Analysis Of Quality Control Connecting Rod With Statistical Process Control (SPC) Method in PT. XYZ. International Journal of Science and Research, Volume 5 Issue 5.
Tjiptono F, Diana, A, 2003. Total Quality Management (TQM). Yogyakarta.: Andi Triadji W, 2007. Perbaikan Kualitas dengan Metode SPC. Jakarta : Universitas Bina
Tama.
UNIVERSITAS SUMATERA UTARA

45
LAMPIRAN – LAMPIRAN
Lampiran 1. Data Hasil Produksi Roti PT Majestyk Bakery & Cake Shop Januari 2019
UNIVERSITAS SUMATERA UTARA

46
UNIVERSITAS SUMATERA UTARA

47
UNIVERSITAS SUMATERA UTARA

48
UNIVERSITAS SUMATERA UTARA

49
UNIVERSITAS SUMATERA UTARA

50
UNIVERSITAS SUMATERA UTARA

51
UNIVERSITAS SUMATERA UTARA

52
UNIVERSITAS SUMATERA UTARA

53
UNIVERSITAS SUMATERA UTARA

54
UNIVERSITAS SUMATERA UTARA

55
UNIVERSITAS SUMATERA UTARA

56
Lampiran 2. Perhitungan Proporsi, CL, UCL, LCL dari Hasil Produksi Roti PT. Majestyk Bakery & Cake Shop Selama Bulan Januari 2019
Hari ke -
Jlh Produksi gosong bantat patah/penyok Jlh Cacat proporsi CL UCL LCL
1 1385 53 27 13 93 0.06715 0.07293 0.09389 0.05197 2 811 49 24 10 83 0.10234 0.07293 0.10032 0.04554 3 1132 62 25 12 99 0.08746 0.07293 0.09612 0.04974 4 1047 39 11 11 61 0.05826 0.07293 0.09704 0.04882 5 1273 35 8 15 58 0.04556 0.07293 0.09479 0.05107 6 1337 58 32 16 106 0.07928 0.07293 0.09426 0.05160 7 1208 34 9 14 57 0.04719 0.07293 0.09537 0.05049 8 935 30 13 15 58 0.06203 0.07293 0.09844 0.04742 9 1300 22 33 10 65 0.05000 0.07293 0.09457 0.05129
10 977 36 18 14 68 0.06960 0.07293 0.09789 0.04797 11 757 30 20 10 60 0.07926 0.07293 0.10128 0.04458 12 1136 51 22 16 89 0.07835 0.07293 0.09607 0.04979 13 1132 52 20 19 91 0.08039 0.07293 0.09612 0.04974 14 1131 37 16 17 70 0.06189 0.07293 0.09613 0.04973 15 1328 46 24 13 83 0.06250 0.07293 0.09434 0.05152 16 1018 25 12 21 58 0.05697 0.07293 0.09738 0.04848 17 1733 60 30 12 102 0.05886 0.07293 0.09167 0.05419 18 1233 53 24 13 90 0.07299 0.07293 0.09515 0.05071 19 1187 61 38 5 104 0.08762 0.07293 0.09557 0.05029 20 1230 61 40 8 109 0.08862 0.07293 0.09517 0.05069 21 1230 53 40 10 103 0.08374 0.07293 0.09517 0.05069 22 1288 49 35 12 96 0.07453 0.07293 0.09467 0.05119 23 1152 45 28 15 88 0.07639 0.07293 0.09591 0.04995 24 1246 43 25 10 78 0.06260 0.07293 0.09503 0.05083 25 1152 71 37 7 115 0.09983 0.07293 0.09591 0.04995 26 1170 60 36 15 111 0.09487 0.07293 0.09574 0.05012 27 1037 43 18 11 72 0.06943 0.07293 0.09715 0.04871 28 1101 48 34 10 92 0.08356 0.07293 0.09644 0.04942 29 1326 56 28 15 99 0.07466 0.07293 0.09435 0.05151 30 1465 76 36 13 125 0.08532 0.07293 0.09331 0.05255 31 1306 53 32 13 98 0.07504 0.07293 0.09452 0.05134
Total 36763 1491 795 395 2681
UNIVERSITAS SUMATERA UTARA

57
Lampiran 3. Perhitungan Proporsi, CL, UCL, LCL dari Hasil Produksi Roti PT. Majestyk Bakery & Cake Shop Setelah Revisi Selama Bulan Januari 2019
Hari
ke -
Jlh
Produksi gosong bantat patah/penyok
Jlh
cacat CL Proporsi UCL LCL
1 1385 53 27 13 93 0.07424 0.06715 0.09538 0.05311
2 1132 62 25 12 99 0.07424 0.08746 0.09762 0.05087
3 1047 39 11 11 61 0.07424 0.05826 0.09855 0.04994
4 1337 58 32 16 106 0.07424 0.07928 0.09575 0.05274
5 935 30 13 15 58 0.07424 0.06203 0.09997 0.04852
6 977 36 18 14 68 0.07424 0.06960 0.09941 0.04908
7 757 30 20 10 60 0.07424 0.07926 0.10283 0.04566
8 1136 51 22 16 89 0.07424 0.07835 0.09758 0.05091
9 1132 52 20 19 91 0.07424 0.08039 0.09762 0.05087
10 1131 37 16 17 70 0.07424 0.06189 0.09763 0.05086
11 1328 46 24 13 83 0.07424 0.06250 0.09583 0.05266
12 1018 25 12 21 58 0.07424 0.05697 0.09890 0.04959
13 1733 60 30 12 102 0.07424 0.05886 0.09314 0.05535
14 1233 53 24 13 90 0.07424 0.07299 0.09664 0.05185
15 1187 61 38 5 104 0.07424 0.08762 0.09707 0.05142
16 1230 61 40 8 109 0.07424 0.08862 0.09667 0.05182
17 1230 53 40 10 103 0.07424 0.08374 0.09667 0.05182
18 1288 49 35 12 96 0.07424 0.07453 0.09616 0.05233
19 1152 45 28 15 88 0.07424 0.07639 0.09742 0.05107
20 1246 43 25 10 78 0.07424 0.06260 0.09653 0.05196
21 1170 60 36 15 111 0.07424 0.09487 0.09724 0.05125
22 1037 43 18 11 72 0.07424 0.06943 0.09867 0.04982
23 1101 48 34 10 92 0.07424 0.08356 0.09795 0.05054
24 1326 56 28 15 99 0.07424 0.07466 0.09584 0.05265
25 1465 76 36 13 125 0.07424 0.08532 0.09479 0.05370
26 1306 53 32 13 98 0.07424 0.07504 0.09601 0.05248
Total 31019 1280 684 339 2303
UNIVERSITAS SUMATERA UTARA

58
Lampiran 4. Lembar Pertanyaan Wawancara kepada Bagian Produksi PT. Majestyk Bakery & Cake Shop Narasumber : Rahmat Ardianto Jabatan : Kepala Produksi PT. Majestyk Bakery & Cake Shop Cab. Brigjen Katamso, Medan
No
Daftar Pertanyaan
Jawaban
1 Jenis produk apa saja yang diproduksi PT.
Majestyk?
Adapun produk yang diproduksi oleh Majestyk ini yaitu Aneka roti, bolu
dan kue basah.
2
Bagaimana proses pengendalian kualitas yang
selama ini diterapkan oleh PT. Majestyk?
Selama ini proses pengendalian berjalan sesuai dengan apa yang telah
ditetapkan oleh perusahaan, yaitu mengikuti SOP kerja (Standar
Operational Procedure). Baik mulai dari proses pengadukan, pengovenan
sampai pada tahap akhir produksi.
3 Jenis kecacatan apa yg sering terjadi pada proses
produksi PT. Majestyk?
Kecacatan yang sering terjadi untuk roti yaitu adanya roti yang bantat,
gosong serta roti yang patah/penyok. Sementara untuk bolu juga sama
yaitu gosong, dan bantat saja. Kalau kue basah jarang menghasilkan
produk cacat karna pada PT. Majestyk cabang ini, tidak banyak produksi
kue basah tapi yang paling sering terjadi kendala kue basah ini pada
proses pengolahan yang terkadang ada beberapa kue yang saat di
rebus/dikukus terkadang pecah.
UNIVERSITAS SUMATERA UTARA

59
4 Bagaimana tindakan perbaikan yang dilakukan
dalam membenahi kecacatan yang terjadi selama
proses produksi?
Dalam membenahi produk untuk mengurangi kecacatan yang terjadi tentu
kita kan kembalikan lagi pada SOP kerja. Dimana harus diperhatikan
secara merinci dan lebih seperti :
a. Melakukan pemeriksaan yang rutin selama berlangsungnya proses
produksi
b. Mengontrol dan mengecek resep-resep produk
c. Crosscheck mesin pengovenan seperti menstabilkan suhu produk
dalam pengovenan, melakukan perawatan mesin kue/roti serta
mengendalikan waktu produk saat produksi berlangsung dalam
pengovenan.
5 Apa saja kendala yang menyebabkan kerusakan
atau kecacatan pada saat memproduksi roti/kue di
PT. Majestyk?
Biasanya jika pesanan/permintaan dari konsumen yang sangat besar tentu
akan semakin besar pula produk cacat yang dihasilkan, disamping itu juga
bahan baku yang terkadang terbatas, mesin-mesin kue yang terkadang
bermasalah ataupun terkendala pada kedisiplinan karyawan.
UNIVERSITAS SUMATERA UTARA

Lampiran 5. Surat Persetujuan Penelitian
UNIVERSITAS SUMATERA UTARA