0020 peraturan pos un smp,sma, smk dan unpk tahun 2013 _4 feb 2013_- edit bsnp

Analisa Produk, Proses dan Kapasitas Produksi
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 1
Sritomo Wignjosoebroto
Laboratorium Ergonomi & Perancangan Sistem Kerja
Jurusan Teknik Industri – Fakultas Teknologi Industri
Institut Teknologi Sepuluh Nopember - SURABAYA

ANALISA PRODUK
Sebelum analisa proses dilakukan maka analisa mengenai produk yang akan diproduksi harus sudah dilakukan terlebih
dahulu Specification a.Dimension, Weight, Material &
Drawing
b.Quality of product
c.Specific requirement
Volume Production quantity & variation
Part’s
Breakdown
a.Flow process.
b.Assembly process.
c.Processing time.
d.Machine, jig, tool and other. Analisa Produk, Proses dan Kapasitas 2 Sritomo W.Soebroto

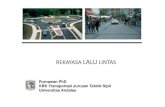
Struktur Produk dan Spesifikasinya
• Produk terdiri atas S-1 dan S-2
• S-1 dan S-2 dibentuk dari SS-1, SS-2 dan SS-3
• SS-1, SS-2, dan SS-3 dibentuk dari komponen C-1 … C-7.
• C-1 s/d C-7 dibentuk dari komponen R-1 … R-8
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 3
Produk
S-1 S-2
SS-1 SS-2 SS-3
C-1 C-2 C-3
R-1 R-3 R-2 R-4
C-4 C-5
R-5 R-6
C-6
R-7 R-8
C-7

Analisa Produk
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 4
“What kind of product should be made?”

• ANALISA PRODUK
• PENENTUAN OPERASI
• PERANCANGAN PROSES PRODUKSI
• PENENTUAN MACAM MESIN DAN PERALATAN
(TOOLS, JIGS & FIXTURES)
• PENENTUAN KAPASITAS
Analisa Produk, Proses dan Kapasitas 5 Sritomo W.Soebroto
TAHAPAN ANALISA PRODUK & PROSES

Gambar Struktur Produk
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 6
POWARM
(DONGKRAK)

GAMBAR PRODUK 2 DIMENSI
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 7

Bill of Materials (Daftar Komponen)
• Berisikan daftar komponen (part list) dari suatu produk lengkap yang memuat nama komponen, jenis material, spesifikasi, jumlah/volume, nilai/harga, dll.
• Diaplikasikan untuk melakukan analisa buat/beli (make or buy analysis).
Analisa Produk, Proses dan Kapasitas 8 Sritomo W.Soebroto
Part List
Nama : Dongkrak Mekanis (Mechanical Jack)
No
Part Nama Part/Komponen
Jumlah per
Unit
Nomor Gambar : 561
Spesifikasi Materiall Keterangan
1
2
3
4
5
Penyangga (Jack Stand)
Poros Ulir (Screw)
Tuas (Handle)
Tutup Ulir (Screw Cup)
Cincin (Washer)
1
1
1
1
1
Besi Tuang
Besi Tuang
Buat
Buat
Buat (Proses cor
disub-kontrakkan)
Buat
Buat
St 1020 (dia. 2”)
St 1020 (dia. 1-3/8”)
St 1020 (dia. 5/8”)

Analisis Beaya Proses • Beaya proses terdiri atas beaya tetap dan
beaya variabel. • Beaya tetap – beaya yang tidak tergantung
dari jumlah benda yang dibuat. Misalnya beaya penyiapan mesin, beaya perancangan produk, beaya pembuatan alat bantu, dll.
• Beaya variabel – adalah beaya yang besarnya tergantung dari jumlah benda yang dibuat. Misalnya beaya bahan baku, beaya yang terkait dengan waktu operasi (energi listrik, biaya/upah karyawan langsung, dll).
• Beaya total = beaya tetap + beaya variabel per unit x jumlah unit produk yang dibuat.
• Beaya proses untuk masing-masing alternatif proses dihitung dan dibandingkan untuk mendapatkan beaya proses minimal (konsep BE Analysis).
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 9
# unit output
To
tal C
osts
(R
p)
Na Nb Nc

Break-Even Analysis
• A standard approach to choosing among alternative processes or equipment
• Model seeks to determine the point in units produced (and sold) where we will start making profit on the process or equipment
• Model seeks to determine the point in units produced (and sold) where total revenue and total cost are
equal
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 10

Break-Even Analysis (Continued)
This formula can be used to find any of its components algebraically if the other parameters are known
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 11
Break-even Demand=
Purchase cost of process or equipment
Price per unit - Cost per unit
or
Total fixed costs of process or equipment
Unit price to customer - Variable costs per unit

Break-Even Analysis (Continued)
• Example: Suppose you want to purchase a new computer that will cost $5,000. It will be used to process written orders from customers who will pay $25 each for the service. The cost of labor, electricity and the form used to place the order is $5 per customer. How many customers will we need to serve to permit the total revenue to break-even with our costs?
• Break-even Demand: = Total fixed costs of process or equip. Unit price to customer – Variable costs =5,000/(25-5)
=250 customers
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 12

Analisa Proses Produksi
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 13

Types of Processes
• Conversion (ex. Iron to steel)
• Fabrication (ex. Cloth to clothes)
• Assembly (ex. Parts to components)
• Testing (ex. For quality of products)
Analisa Produk, Proses dan Kapasitas 14 Sritomo W.Soebroto

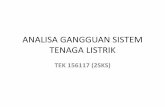
Process Flow Structures
• Job shop (ex. Copy center making a single copy of a student term paper)
• Batch shop (ex. Copy center making 10,000 copies of an ad piece for a business)
• Assembly Line (ex. Automobile manufacturer)
• Continuous Flow (ex. Petroleum manufacturer)
Analisa Produk, Proses dan Kapasitas 15 Sritomo W.Soebroto

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 16
IV.
Continuous
Flow
III.
Assembly
Line
II.
Batch
I.
Job
Shop
Low
Volume,
One of a
Kind
Multiple
Products,
Low
Volume
Few
Major
Products,
Higher
Volume
High
Volume,
High
Standard-
ization
Commercial
Printer
French Restaurant
Heavy
Equipment
Automobile
Assembly
Burger King
Sugar
Refinery
Flexibility (High)
Unit Cost (High)
Flexibility (Low)
Unit Cost (Low)
These are
the major
stages of
product and
process life
cycles

Analisa Proses : Rekayasa Proses (Process Engineering)
• Rekayasa proses (process engineering) terkait dengan perancangan proses untuk pembuatan suatu produk.
• 6 langkah yang perlu diperhatikan : Menentukan struktur (komponen) produk dan
spesifikasinya.
Menelaah bagaimana masing-masing komponen dapat dibuat.
Menyusun alternatif proses-proses pembuatan komponen.
Menilai beaya masing-masing alternatif.
Menentukan urutan proses pembuatan.
Membuat dokumentasi proses.
Analisa Produk, Proses dan Kapasitas 17 Sritomo W.Soebroto

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 18
Karakteristik Mass Production Job Order Proyek
1. Produk Akhir Baku/Sama Banyak Variasi Spesifik
2. Jumlah produksi Besar Kecil Biasanya hanya satu
3. Jenis Peralatan Special & Kompleks General Purpose General Purpose
4. Susunan peralatan By Product By Process By Process
5. Material Handling Conveyor Alat pemindah (alat berat) Alat pemindah (alat berat)
6. Inventory Level Rendah Tinggi Tinggi untuk item tertentu
7. Labor Skill Rendah Relatif Tinggi Tinggi
8. Tingkat Kesulitan Mudah Sulit Sangat Sulit
9. Keluwesan Sangat sedikit Tinggi Tinggi
10. Nilai product per
satuan
Rendah Tinggi Sangat tinggi
Contoh : - Perakitan Mobil - Bengkel Mesin - Riset/Penelitian
- Pabrik kain - Pabrik perkakas mesin - Pembuatan Jalan
- Pabrik Gula - Pembangunan Gedung
Karakteristik Proses Produksi

Langkah-Langkah Operasi Kerja dalam Sebuah Aktivitas Produksi
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 19
O1 O2 On
Storage
Bahan Baku
Storage
Limbah
(Waste)
Produk
Akhir
Informasi
Services
Tenaga Kerja
Mesin &
Fasilitas
Produksi
Energi
Informasi
Operasi-Operasi Kerja
(Sistem Manusia-Mesin)

Inventory
Suppliers$ $$
Material
Manufacturing Manufacturing
Manufacturing Inventory
Quality Assurance
Distribution
CACAT
RECYCLE
RECYCLE
CACAT
CACAT
RECYCLECACAT
WIP Stotage WIP Stotage WIP Stotage
Analisa Produk, Proses dan Kapasitas 20 Sritomo W.Soebroto
DESKRIPSI SEDERHANA PROSES PRODUKSI

Tahapan Perancangan Proses
Rencanakan operasi Tetapkan langkah-langkah
Proses Tentukan alternatif yang
terbaik Tentukan Mesin dan
Peralatan Tetapkan standard-
standard produksi
Analisa Produk, Proses dan Kapasitas 21 Sritomo W.Soebroto

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 22
PERANCANGAN PROSES
OPERASI
Langkah-langkah dalam membuat produk atau jasa
PROSES
Suatu urutan dari operasi dan kegiatan yang berkaitan
RANCANGAN PROSES
Pekerjaan yang melibatkan analisa produk atau jasa dan
penentuan proses dan peralatan yang diperlukan
TUJUAN
Menentukan proses-proses dan peralatan yang dibutuhkan
dan bagaimana pola aliran bahan/material akan terjadi

Process Sheet & Bill of Material (Route Sheet)
Route Sheet – merupakan urutan pengerjaan suatu produk (flow of sequences). Memberikan informasi tentang tata-cara dan prosedur yang harus dilakukan
untuk melaksanakan proses produksi. Informasi yang diuraikan meliputi macam proses, mesin yang dipakai & spesifikasinya, tools, standard waktu, dan lain-lain.
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 23
Production Routing
Nama Benda Kerja : Jack Stand Nomor Gambar : 562
Jenis Material : Besi Tuang Kelabu
No. Operasi
Kerja Operasi Kerja Nama Mesin
Tools, Jigs &
Fixtures
Waktu Std
(jam/unit)
01
02
03
Membuat permukaan atas, mem- buat
Lubang senter dengan Center Drill.
Membubut/menghaluskan bagian atas,
bawah dan sisi samping.
Melebarkan lubang, membuat ulir dalam
Dan counter bore.
Turret Lathe
820 Logan Lathe
2L Gisholt Lathe Square Thread
Boring
Chuck
Chuck,
Form Tools
0.019
0.064
0.048

Process Sheet & Bill of Material (Process Chart)
Process Chart – penggambaran langkah-langkah pengerjaan dengan menggunakan peta proses (process chart) dengan mengaplikasikan simbol-simbol yang telah distandardkan oleh ASME (American Society of Mechanical Engineering). Merupakan alat untuk menganalisa kondisi kerja, baik yang bersifat produktif (operasi & inspeksi) maupun tidak produkstif (idle/delay, material handling, dll). Beberapa macam peta yang dikenal antara lain Operation Process Chart (OPC), Flow Process Chart (FPC), Flow Diagram, Assembly Chart, dll.
Analisa Produk, Proses dan Kapasitas 24 Sritomo W.Soebroto
Simbol Operasi
Simbol Inspeksi
Simbol Transportasi
(Material Handling)
Simbol Idle/Delay
Simbol Penyimpanan
(Storage)
Simbol Aktivitas Ganda
(Operasi & Inspeksi)
Simbol-Simbol ASME

Simbol-Simbol ASME
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 25
Operation
Transportation
Inspection
Delay
Storage

Peta Kerja (Process Chart)
• Penggambaran urut-urutan kegiatan yang terjadi dalam proses operasional penyelesaian suatu aktivitas dari awal (bahan baku) sampai ke proses akhir (produk jadi).
• Penggambaran dilakukan dengan mengguna kan simbol-simbol tertentu yang telah distan dardkan.
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 26

Relationships Between Process Charts
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 27
Material Flow
Process Chart
Flow
Diagram
Man Flow
Process-Chart
String
Diagram
Multiple
Activity Chart
Operation
Process Chart
Multi-Product
Process Chart
Critical Path
Schedule
Man-Machine
Chart
Gang Process
Chart
Right-and-Left Hand
Chart
Simo Chart
Incr
easi
ng D
etai
l

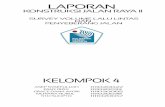
PETA PROSES OPERASI (OPERATION PROCESS CHART)
• Peta proses operasi (OPC) : langkah-langkah secara kronologis dari semua operasi inspeksi, waktu longgar dan bahan baku yang digunakan dalam proses manufacturing (mulai dari datangnya bahan baku sampai pada proses pengemasan)
• Peta ini akan mendeskripsikan peta operasi dari seluruh komponen-
komponen dan dari sub-assembly sampai dengan main assembly. • Dalam OPC digunakan dua simbol ASME yaitu simbol operasi dan
simbol inspeksi. • Garis vertikal Menggambarkan aliran umum dari proses yang dilakukan • Garis horizontal (menuju kearah garis vertikal) Menunjukkan adanya material yang akan bergabung dengan komponen
yang akan dibuat.
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 28

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 29
Material y ang dibeli
Sub-ass embly
atau komponen
y a n g a k a n
d i r a k i t k a n
d e n g a n
komponen atau
s ub-as sem bly
lainny a
Sub-ass embly
atau komponen
y a n g a k a n
d i r a k i t k a n
d e n g a n
k o m p o n e n
utama
Material y ang dibeli
Material dimana kegiatan
dilaksanakan
Material y ang dibeli Material y ang dibeli
Material dimana kegiatan
dilaksanakan
Material dimana kegiatan
dilaksanakan
Material y ang dibeli
Ko
mp
on
en
(p
rod
uk
) d
en
ga
n ju
mla
h o
pe
ras
i
pe
ng
erja
an
ny
a t
erb
an
ya
k
Arah material yang masuk ke dalam proses produksi
La
ng
ka
h-l
an
gk
ah
op
era
si
ya
ng
dia
tur
se
su
ai
de
ng
an
uru
tan
ny
a

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 30
Aturan Dasar dalam Pembuatan OPC
1. Pada baris paling atas dituliskan “PETA PROSES OPERASI” dan
identifikasi kerja lainnya seperti : nama obyek, nomot gambar kerja, dll.
2. Nama dan spesifikasi material yang akan diproses diletakkan diatas
garis horizontal yang menunjukkan bahwa material tersebut masuk
dalam proses operasi kerja.
3. Simbol ASME ditetapkan dalam arah vertikal secara berurutan yang
menunjukkan terjadinya perubahan proses untuk setiap simbolnya.
4. Penomoran operasi diberikan secara berurutan sesuai urutan proses.
Penomoran untuk kegiatan inspeksi diberikan tersendiri.
5. Produk yang memerlukan langkah proses paling banyak dipetakan
pertama kali disisi paling kanan dengan arah vertikal.

Analisa Produk, Proses dan Kapasitas 31 Sritomo W.Soebroto
DONGKRAK
MEKANIK
1. Peyangga
2. Poros Ulir
3. Tuas
4. Tutup Ulir
5. Cincin (Washer)
1
2
3
45

O-20
Tuas (4)
1201-12011
Pemotongan
O-21
O-22
Pembentukan ujung
Penghalusan
O-16
Cincing (5)
1202-11201
Perautan
diameter
luar
O-17
O-18
Pembuatan
lubang
Pemotongan
O-12
Tutup Ulir (3)
1203-14202
Drill
&penghalusan
permukaan
O-13
O-14
Perataan
permukaan
Perautan
diameter
O-15Pembuatan Celah
O-4
Tutup Ulir (3)
1204-12211
Centre dill
permukaan
O-5
O-6
perautan diameter
& knurling
Penghalusan &
Pembuatan Celah
O-7Pembuatan Ulir
O-8Pembuatan
lubang
O-1
Penyangga (1)
1205-24102
Perataan
permukaan &
pembuatan
lubang
O-2
O-3
Pembubutan,
pembuatan ulir
dan perataan
bagian sisi
Pelebaran lubang
& penghalusan
ulir
O-9Perakitan I
O-10Perataan
permukaan
O-11Perautan
diameter luar
O-19Perakitan II
O-23Inspeksi,
Pengemasan,
Penyimpanan
Analisa Produk, Proses dan Kapasitas 32 Sritomo W.Soebroto
PE
TA
PR
OS
ES
OP
ER
AS
I

Flow Process Chart
Peta aliran proses ini digambarkan secara lebih detail dibandingkan dengan OPC yang hanya menampilkan aktivitas-aktivitas produktif (operasi dan inspeksi). Peta aliran proses juga menggambarkan aliran perpindahan material (transportasi/material handling) dan proses-proses tidak produktif lainnya yang terjadi selama proses operasional/produksi berlangsung (idle, delay, WIP dan storage). Semua simbol-simbol ASME diaplikasikan dalam penggambaran FPC.
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 33

Flow Process Chart
10
1. Landasan
digudang
20 ke mesin
30
dimesin
40bubut muka
bawah
20 ke pengangkutAssembly
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 34

DIAGRAM ALIRAN (FLOW DIAGRAM)
Diagram aliran bukan saja menampil kan peta aliran proses akan tetapi juga layout/denah sebenarnya dari proses produksi.
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 35

MESIN FRAIS MESIN BUBUT
MESIN BORMESIN BOR
MEJA
PEN
ERIM
AA
NPE
NYI
MPA
NA
N
ALA
T
MEJ
A
PER
AK
ITA
N
Peluncur
Bahan
Peluncur
Bahan
PEMANGGANG
PAIN
TIN
G
PEN
GEM
ASA
N
Peluncur
Bahan
Peluncur
Bahan
Peluncur
Bahan
Peluncur
Bahan
Peluncur
Bahan
Peluncur
Bahan
Peluncur
Bahan
1
1
2
2
1
3
MEJA
3
3
2
5
4
6
3
65
7
68
4
9
5
11 7
12
8
13
6
14
9
15
7
10
16 17
11
18
8
18
12
20
13
PEN
GIR
IMAN
FINISHINGASSEMBLING
GU
DAN
G
DIAGRAM ALIR (FLOW DIAGRAM)
Analisa Produk, Proses dan Kapasitas 36 Sritomo W.Soebroto

Kapasitas Produksi
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 37

PENENTUAN KAPASITAS
• Kapasitas Produksi diperhitungkan dari output maksimum susunan unit-unit fisik yang terpasang dalam proses produksi.
• Aliran proses yang kompleks dapat menimbulkan ‘bottleneck’ akibat adanya perbedaan kapasitas dari tiap mesin. Sehingga diperlukan pengaturan keseim-bangan lintasan/aliran, working process storage atau pemasangan aliran paralel.
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 38

INFORMASI PENUNJANG dalam menentukan kapasitas
• Target Investasi
• Market Demand dan Competitors Current Supply
• Data kapasitas mesin
• Tipe teknologi (Tipe aliran dan automati - sasi peralatan)
• Process bottleneck
• Kebijakan Sentralisasi/Desentralisasi
• Sub-Kontrak
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 39

Efisiensi Proses (E)
H : Running time per periode
D : Lama waktu kerja per periode (8 jam/hari
untuk satu shift kerja)
DT : Down Time
ST : Set up Time per periode
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 40
)1(D
SD
D
HE TT

Perhitungan Jumlah Mesin (N)
P : Output produk per periode
Pg : Output produk yang tidak cacat (Inspection OK)
T : Total waktu produksi
D : Waktu kerja
p : Persentase produk cacat (%)
Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 41
DxE
Px
TN
60
)1( p
PP
g

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 42
Proses Mesin Jam
Kerja
(jam)
Waktu
Produksi
(menit)
Down
Time
(menit)
Set up
Time
(menit)
% cacat
I Bubut 8 15 70 16 6
II Frais 8 40 80 12 4
III Drill 8 20 40 8 9
CONTOH PERHITUNGAN KEBUTUHAN JUMLAH MESIN
Jika diketahui informasi jam kerja dan waktu proses seperti tabel berikut ini :

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 43
Efisiensi Proses :
860
167011
xD
SDE II
I
;
860
16701
xEII
;
860
16701
xEIII
EI = 0.82 ; EII = 0.81 ; EIII = 0.90
Output proses :
P3 = 150/ (1-0,09) = 164,84 165 pcs
P4 = 165/ (1-0.04) = 171,88 172 pcs
P5 = 172/ (1-0.06) = 182,98 183 pcs

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 44
Jumlah Mesin :
unitx
xN I 797,682,08
183
60
15
;
unitx
xN II 1869,1781,08
172
60
40
unitx
xN III 864,790,08
165
60
20

Sritomo W.Soebroto Analisa Produk, Proses dan Kapasitas 45
Po = 183P1 = 172
P2 = 165 P3 = 1502
13
1
1
7
1
5
Aliran Proses Produksi
Copyright © 2022 FDOKUMEN