Alat Ukur Untuk Mengukur Kebulatan Atau Silinder
3
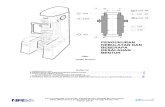
NAMA: FIRIZKI ALFALAH NRP: 112.12.0007 TUGAS PENGUKURAN TEKNIK ALAT UKUR UNTUK MENGUKUR KEBULATAN ATAU SILINDER Metode 3 point Pengukuran kebulatan menggunakan metode 3 point, membutuhkan V-block, sebuah saddel gage atau tripod gage seperti di tujukan pada gambar berikut (a) benda kerja di dukung pada dua point dengan v block. Dial indicator menyentuh benda kerja pada dua bidang sudut terbentuk oleh dua wadah dari bentuk v block .Benda kerja dirotasikan dan kebulatan di tentukan sebagai perbedaan maksimum antara pembacaan indicator. (b) Saddle gage di gunakan untuk mengukur besarnya diameter benda kerja dan (c) tripod gage di gunakan untuk diameter dalam. Bagaimana pun ketepatan pengukuran dengan metode 3 point tergantung dari sudut v block dan bentuk profil benda kerja. DIAL INDIKATOR Pengukuran kebulatan dilakukan dengan memutar benda ukur sejauh 360 derajat dan sensor menyentuh permukaan benda ukur yang diukur kebulatannya.Pengukuran ini dilakukan untuk menemukan penyimpangan kebulatan benda ukur terhadap lingkaran sempurna.Hal tersebut merupakan hal yang sangat esensial dalam kontrol TEKNIK MESIN
-
Upload
dalearchgod -
Category
Documents
-
view
418 -
download
12
description
alat ukur kebulatan
Transcript of Alat Ukur Untuk Mengukur Kebulatan Atau Silinder
NAMA: FIRIZKI ALFALAHNRP: 112.12.0007TUGAS PENGUKURAN TEKNIKALAT UKUR UNTUK MENGUKUR KEBULATAN ATAU SILINDERMetode 3 pointPengukuran kebulatan menggunakan metode 3 point, membutuhkan V-block, sebuah saddel gage atau tripod gage seperti di tujukan pada gambar berikut (a) benda kerja di dukung pada dua point dengan v block. Dial indicator menyentuh benda kerja pada dua bidang sudut terbentuk oleh dua wadah dari bentuk v block .Benda kerja dirotasikan dan kebulatan di tentukan sebagai perbedaan maksimum antara pembacaan indicator. (b) Saddle gage di gunakan untuk mengukur besarnya diameter benda kerja dan (c) tripod gage di gunakan untuk diameter dalam. Bagaimana pun ketepatan pengukuran dengan metode 3 point tergantung dari sudut v block dan bentuk profil benda kerja.
DIAL INDIKATORPengukuran kebulatan dilakukan dengan memutar benda ukur sejauh 360 derajat dan sensor menyentuh permukaan benda ukur yang diukur kebulatannya.Pengukuran ini dilakukan untuk menemukan penyimpangan kebulatan benda ukur terhadap lingkaran sempurna.Hal tersebut merupakan hal yang sangat esensial dalam kontrol produksi mekanik.Dalam pengukuran kebulatan alat ukur yang digunakan adalah Dial Indikator.
TEKNIK MESIN