3.Ta Rochmat Tri Wibowo 071067
106
1 BAB I PENDAHULUAN Latar Belakang Dalam usaha untuk pengembangan diri dengan adanya perkembangan teknologi yang sangat pesat dan untuk menunjang langkah kemajuan pendidikan pada khususnya, maka Akademi Teknologi Warga mempunyai 3 jurusan yang harus diambil yaitu teknik mesin, teknik elektro, dan teknik kimia. Berdasarkan keterangan tersebut diatas, maka Akademi Teknologi Warga mewajibkan mahasiswanya yang telah memenuhi persyaratan akademik untuk menempuh dan melaksanakan program untuk menyelesaikan kuliah tersebut baik teknik mesin, elektro, dan teknik kimia. Adapun program itu diantaranya dengan metode pembuatan alat, metode praktek kerja lapangan ( PKL) dan dengan metode pembuatan skripsi. Didalam pembuatan laporan ini penulis harus memilh salah satu program tersebut yaitu Praktek Kerja Lapangan ( PKL). Dan yang lebih penting, program PKL ini adalah merupakan salah satu syarat untuk memperoleh gelar Diploma III di Akademik Teknologi Warga Surakarta. Pada era globalisasi ini, perkembangan ilmu pengetahuan dan teknologi sangat berkembang pesat dan cepat. Kemajuan ilmu pengetahuan dan teknologi ini mendorong kita sebagai generasi muda agar lebih cerdas dan trampil untuk menjadikan manusia yang professional dalam mengembangkan teknologi. Sekarang kita dituntut agar lebih maju, agar tidak tertinggal oleh perkembangan ilmu pengetahuan dan teknologi ini.
Transcript of 3.Ta Rochmat Tri Wibowo 071067

1
BAB I
PENDAHULUAN
Latar Belakang
Dalam usaha untuk pengembangan diri dengan adanya perkembangan
teknologi yang sangat pesat dan untuk menunjang langkah kemajuan pendidikan
pada khususnya, maka Akademi Teknologi Warga mempunyai 3 jurusan yang
harus diambil yaitu teknik mesin, teknik elektro, dan teknik kimia.
Berdasarkan keterangan tersebut diatas, maka Akademi Teknologi Warga
mewajibkan mahasiswanya yang telah memenuhi persyaratan akademik untuk
menempuh dan melaksanakan program untuk menyelesaikan kuliah tersebut baik
teknik mesin, elektro, dan teknik kimia. Adapun program itu diantaranya dengan
metode pembuatan alat, metode praktek kerja lapangan ( PKL) dan dengan
metode pembuatan skripsi. Didalam pembuatan laporan ini penulis harus memilh
salah satu program tersebut yaitu Praktek Kerja Lapangan ( PKL). Dan yang lebih
penting, program PKL ini adalah merupakan salah satu syarat untuk memperoleh
gelar Diploma III di Akademik Teknologi Warga Surakarta.
Pada era globalisasi ini, perkembangan ilmu pengetahuan dan teknologi
sangat berkembang pesat dan cepat. Kemajuan ilmu pengetahuan dan teknologi
ini mendorong kita sebagai generasi muda agar lebih cerdas dan trampil untuk
menjadikan manusia yang professional dalam mengembangkan teknologi.
Sekarang kita dituntut agar lebih maju, agar tidak tertinggal oleh perkembangan
ilmu pengetahuan dan teknologi ini.

2
Dalam perkembangan ilmu pengetahuan dan teknologi suatu perusahaan
menggunakan mesin-mesin produksi yang harus memenuhi standar kualitas
internasional tak terkecuali di dunia industri tekstil. Mesin-mesin yang canggih
dan modern agar dapat bertahan lama tidak lepas dari perawatan yang professional
dari para maintenance perusahaan. Dalam dunia industri tekstil, teknologi yang
canggih dan modern sangatlah diperlukan untuk mencapai hasil yang diinginkan
dan untuk keselamatan kerja bagi para karyawan. Dari sinilah kita perlu banyak
belajar teknologi-teknologi yang canggih agar dapat diterapkan dalam dunia
industri perusahaan nanti kalau seandainya kita bekerja di suatu perusahaan.
Dengan adanya pendidikan yang berkualitas diharapkan para mahasiswa
dan peserta didik mampu bersaing untuk kemajuan bangsa pada umumnya, demi
upaya mengurangi keterbatasan sumber daya manusia dan melahirkan para
professional disegala bidang. Salah satu cara yang harus dilakukan mahasiswa
untuk menambah ilmu pengetahuan dan memberikan gambaran bagaimana
tentang dunia kerja yang sesungguhnya adalah dengan melaksanakan praktek
kerja lapangan (PKL), karena dengan melaksanakan praktek kerja lapangan
mahasiswa dapat mengaplikasikan teori-teori yang telah didapat selama kuliah ke
dalam dunia kerja.
Praktek kerja lapangan (PKL) ini bertujuan agar mahasiswa dapat
mengerti, memahami, mengoperasikan, memperbaiki, merawat, dan memelihara
berbagai jenis alat berat yang ada dan dipergunakan oleh PT. KUSUMAHADI
SANTOSA, yang bergerak dalam bidang tekstil. Dalam bidang industri tekstil
banyak lapangan kerja yang akan menyerap tenaga kerja yang siap pakai dan
mempunyai kemampuan tinggi dibidangnya. Di PT. Kusumahadi Santosa sangat
dibutuhkan tenaga-tenaga yang professional salah satunya untuk MAINTENANCE

3
MESIN STEAMER TYPE HS III-150. Dalam melaksanakan tugas
mengidentifikasi masalah yang timbul tidak semua orang bisa untuk
mengerjakanya. Penulis dengan ini memberikan wawasan tentang mesin tekstil
dan membagikan ilmu serta pengalaman di dunia industri tekstil pada saat praktek
kerja lapangan di PT. Kusumahadi Santosa, untuk menambah pengetahuan
tentang dunia tekstil dan membahas lebih lanjut tentang maintenance mesin
steamer merk stork type HS III-150, diharapkan bisa membantu mahasiswa
Akademi Teknologi Warga Surakarta agar lebih mengetahui berbagai macam-
macam mesin yang digunakan di dunia tekstil khususnya di PT. Kusumahadi
Santosa, oleh karena itu penulis menyusun sebuah laporan dengan mengambil
judul MAINTENANCE MESIN STEAMER TYPE HS III-150 DI PT.
KUSUMAHADI SANTOSA.
Alasan Pemilihan Judul
Dalam penyusunan laporan ini penulis mempunyai pertimbangan dalam
memilih judul “ MAINTENANCE MESIN STEAMER TYPE HS III-150 DI
PT. KUSUMAHADI SANTOSA ” sebagai judul laporan tugas akhir. Beberapa
pertimbangan tersebut antara lain :
a) Penulis ingin memperkenalkan dunia industri tekstil khususnya maintenance
mesin steamer type HS III-150 kepada mahasiswa Akademi Teknologi Warga
Surakarta dan seluruh pembaca.
b) Mesin Steamer merupakan salah satu bagian yang sangat penting karena
berperan sebagai alat untuk mengeringkan kain setelah di printing dan untuk
menguatkan warna kain.

4
c) Memberikan penjelasan tentang cara perawatan ( maintenance ) mesin
steamer type HS III-150 kepada mahasiswa Akademi Teknologi Warga
Surakarta dan seluruh pembaca.
d) Menambah bahan bacaan dan wawasan kepada mahasiswa Akademi
Teknologi Warga Surakarta dan pembaca dengan adanya tugas akhir yang
penulis buat ini.
e) Penulis ingin melengkapi kepustakaan di perpustakaan Akademi Teknologi
Warga Surakarta.
Pembatasan Masalah
Untuk menghindari kesalahpahaman dalam pengertian mengenai penulisan
laporan tugas akhir melalui jalur praktek kerja lapangan ini, maka penulis
memberikan batasan-batasan dalam penulisan laporan tugas akhir ini. Agar dapat
memberikan keterangan, gambaran yang jelas dan tidak terjadi kesimpangsiuran
dan kesalahpahaman pada laporan tugas akhir ini maka penulis memberi batasan-
batasan hanya pada hal-hal tentang MAINTENANCE MESIN STEAMER
TYPE HS III-150 DI PT. KUSUMAHADI SANTOSA.
Tujuan Yang Hendak Dicapai
Setiap penyusunan laporan tugas akhir diperlukan tujuan menyusun
laporan. Berdasarkan alasan-alasan tersebut diatas, maka penulis mempunyai
maksud dan tujuan sebagai berikut :
a) Sebagai salah satu syarat guna memperoleh gelar Diploma III (D3) Jurusan
Teknik Mesin di Akademi Teknologi Warga Surakarta.

5
b) Menambah wawasan dan pengalaman pada dunia kerja yang sangat berbeda
dengan ilmu yang dipelajari dibangku kuliah pada umumnya.
c) Memberikan masukan dan gambaran kepada mahasiswa Akademi Teknologi
warga mengenai pentingnya proses “ Maintenance Mesin Steamer Type HS
III-150 ”.
d) Menambah wawasan tentang dunia industri tekstil dan tentang mesin-mesin
di industri tekstil.
e) Sebagai dasar pertimbangan dalam meningkatkan dan memperluas daya
penalaran dalam pemecahan masalah.
f) Sebagai pendamping antara teori dan praktek yang diperoleh di bangku kuliah
dengan suasana kerja sesungguhnya.
Metode Pengumpulan Data
Dalam menyusun laporan tugas akhir ini penulis menggunakan beberapa
metode untuk mengumpulkan data–data sehubungan dengan tugas akhir ini yang
benar-benar akurat. Beberapa metode tersebut antara lain :
1. Praktek Kerja Lapangan.
Pada metode ini penulis langsung melaksanakan Praktek Kerja Lapangan di PT.
KUSUMAHADI SANTOSA selama dua bulan mulai tanggal 14 Juli s/d 14
September 2009 di Departement Printing.
2. Metode Observasi.
Pada metode ini penulis membuat dasar penyusunan dengan dasar melakukan
pengamatan dan terjun secara langsung ke lokasi obyek pengerjaan untuk
memperoleh data–data yang lengkap.

6
3. Metode Interview.
Pada metode ini penulis membuat dasar penyusunan dengan dasar melakukan
Tanya-jawab dan diskusi kepada mekanik, formen, dan supervisor yang
menangani pekerjaan tentang troubleshooting mesin steamer type HS III-150 ini
sehingga data yang diperoleh benar-benar sesuai dengan kenyataan yang ada.
4. Metode Literatur.
Pada metode ini penulis membuat dasar penyusunan dengan dasar melakukan
pengumpulan data dengan cara membaca shop manual, part book manual,
maintenance book di PT. Kusumahadi Santosa yang berkaitan dengan
troubleshooting mesin steamer type HS III-150, serta melakukan pengumpulan
data dari internet.
Sistematika Penulisan
Sesuai dengan masalah yang dibahas dan untuk mempermudah
cakupannya, dalam penyusunan laporan tugas akhir melalui jalur Praktek Kerja
Lapangan ini penulis menggunakan sistematika penulisan sebagai berikut:
BAB I. PENDAHULUAN
Latar Belakang
Alasan Pemilihan Judul
Pembatasan Masalah
Tujuan Yang Hendak Dicapai
Metode Pengumpulan Data
Sistematika Penulisan

7
BAB II. SEJARAH PERUSAHAAN
Mencakup tentang sejarah PT. Kusumahadi Santosa, Visi Dan Misi,
Struktur Organisai, Sistem Personalia, Tenaga Kerja Dan Kompensasi
Perusahaan.
BAB III. DASAR TEORI
Berisikan tentang Definisi Maintenance, Fungsi Maintenance, Definisi
Mesin Steamer Type HS III-150, Komponen Pendukung.
BAB IV. SAJIAN MATERI
Membahas Tentang Segala Hal Maintenance Mesin Steamer Type
HS III-150.
BAB V. PENUTUP
Kesimpulan
Saran
DAFTAR PUSTAKA
LAMPIRAN

8
BAB II
SEJARAH PERUSAHAAN
Sejarah Perusahaan PT. Kusumahadi Santosa
Di Indonesia pada umumnya dan Jawa Tengah khususnya banyak sekali
terdapat perindustrian yang bergerak dibidang pertekstilan, hal ini sangat sejalan
dengan petumbuhan perekonomian dalam arti luas. Di Jawa Tengah perindustrian
tekstil banyak mengalami kemajuan dan perkembangan yang cukup pesat dalam
memenuhi kebutuhan sandang baik untuk pemasaran local maupun ekspor,
sehingga perusahaan tekstil yang ada didorong untuk memenuhi kebutuhan akan
sandang tersebut.
Di Surakarta sendiri merupakan salah satu daerah yang banyak
perindustrian tekstil, salah satunya perusahan tekstil yang terkenal yaitu PT.
Kusumahadi Santoso berdiri pada tanggal 14 mei 1980 dengan akte notaris Maria
Theresia Budi Santoso, SH SK No. YA. 5/287/4 dengan alamat Jalan Raya Solo –
Tawangmangu Km 9,5 Jaten, Karanganyar, Surakarta. Perusahaan ini didirikan
oleh Bapak R. Hadi Santosa selaku direktur utama dan sebagai pemilik PT. Danar
Hadi. Sejak berdirinya perusahaan ini sudah berbentuk badan hukum Perseroan
Terbatas ( PT ) dan bersifat Penanaman Modal Dalam Negeri ( PMDN ) dengan
dasar hukum berdasarkan UU no. 6 tahun 1968 tentang PMDN. PT. Kusumahadi
Santosa merupakan perusahaan tekstil yang bergerak dalam proses pencapan
dengan metode hand print.

9
Sejak berdirinya PT. Kusumahadi Santosa pada tahun 1980, perusahaan
tekstil ini mengalami perkembangan dan kemajuan yang sangat pesat sehingga
pada tanggal 21 September 1982, PT. Kusamahadi Santosa diresmikan oleh
Menteri Tata Negara Republik Indonesia yaitu Bapak Soedomo, dengan fasilitas
yang dimilki saat ini yaitu :
a) Bangunan pabrik, perumahan karyawan dan fasilitasnya, bangunan
kantor dan peralatanya
b) Memilik delapan ( 8 ) mesin di departement weaving.
c) Memiliki enam belas ( 16 ) mesin di department finishing.
d) Sarana olahraga dan bangunan lain sebagai pelengkap.
Dengan adanya perkembangan yang cukup pesat dalam memproduksi kain
grey maka kebutuhan akan benang sebagai bahan baku dalam proses pertenunan
juga makin besar. Untuk mengatasi hal tersebut maka pada tahun 1987
didirikanlah PT. Kusumaputra Santosa yang terletak di sebelah utara PT.
Kusumahadi Santosa dan mulai berjalan pada bulan juli 1990. PT. Kusumaputra
Santosa merupakan pabrik pemintalan yang menghasilkan benang dari bahan baku
cotton, rayon, polyester dan serat lainnya sesuai dengan permintaan konsumen
atau pesanan. Adapun hasil produksi dari PT. Kusumaputra Santosa ini 60%
digunakan sebagai bahan baku oleh PT. Kusumahadi Santosa, sedangkan 40%
dipasarkan ke dalam negeri. Produk yang dihasilkan PT. Kusumaputra Santosa
yaitu antara lain benang rayon, katun dan benang campuran tetapi sekarang hanya
memproduksi katun dan rayon saja. PT. Kusumahadi Santosa juga mendirikan 2

10
buah department weaving yang hanya memproduksi kain jenis grey yang
kebanyakan untuk memenuhi kebutuhan ekspor.
Visi dan Misi Perusahaan
Tujuan mendirikan perusahaan merupakan hal utama yang mendasari
berdirinya suatu perusahaan. Demkian juga dengan PT. Kusumahadi Santosa
yang mempunyai beberapa tujuan yang hendak dicapai, diantaranya :
a) Menigkatkan Sumber Daya Manusia yang terlatih, disiplin yang tinggi,
mampu bekerja keras dalam menghadapi ketatnya persaingan dibidang
tekstil.
b) Ikut membantu pemerintah dalam menciptakan lapangan pekerjaan bagi
masyarakat untuk menguranggi angka pengganguran khususnya di
Surakarta.
c) Meningkatkan mutu dan kualitas agar dapat memenuhi permintaan
pelanggan sebaik mungkin agar pelangan merasa puas.
d) Melestarikan budaya batik di Surakarta serta menambah asset bangsa
Indonesia.
Struktur Organisasi
Struktur organisasi merupakan suatu kerangka atau bagan yang
menunjukkan suluruh aktivitas / kegiatan untuk mencapai suatu tujuan yang
diharapkan oleh semua perusahaan baik perusahaan kecil maupun perusahaan
besar. Struktur organisasi PT. Kusumahadi Santosa mempunyai kedudukan,
wewenang dan tanggung jawab tertinggi pada pemegang saham dan mengalir

11
kebawah sampai kedudukan yang terakhir / terendah yaitu operator. Adapun
tugas-tugas dan tanggung jawab / job description sebagai berikut :
a. Dewan Komisaris
Dewan komisaris merupakan badan tertinggi dalam suatu organisasi
perusahaan yang anggotanya diangkat dan diberhentikan oleh rapat umum
pemegang saham. Tugasnya antara lain : Mengatur dan mengkoordinir
kepentingan para pemegang saham sesuai dengan ketentuan yang ditetapkan
dalam kebijaksanaan umum perusahaan. Mengusahakan agar tujuan perusahaan
seperti yang tercantum dalam anggaran dapat tercapai. Menguasai dan
menertibkan peleksanaan tujuan perusahaan tersebut berdasarkan kebijaksanaan
umum yang telah ditetapkan.
b. Direktur Utama
Selain memimpin perusahaan tugas dari direktur utama, antara lain :
Mengawasi perusahaan. Menentukan kebijaksanaan pokok dalam perencanaan,
penyusunan, pengendalian dan pengembangan perusahaan. Mengkoordinasi dan
mengawasi kebijaksanaan. Melakukan pembinaan kegiatan dan menilai hasil dari
tujuan perusahaan yang dibantu oleh staff ahli pengawasan dan internal audit,
staff operasional, keuangan dan pemasaran.
c. Kepala Divisi
Tugas-tugas dari kepala divisi, antara lain : Membawahi manajer
produksi. Melakukan pengawasan. Sebagai koordinator utama para manajer.
Memberi laporan langsung kepada direktur utama.

12
Pada organisasi perusahaan tekstil ini kepala divisi dibagi menjadi 3
bagian yaitu : Kepala Divisi Umum dan Keuangan. Kepala divisi ini membawahi
5 (lima) manager, yaitu :
a) Manager EDP (Electronic Data Processing)
Memproses berbagai data yang ada dalam perusahaan.
b) Manager Logistik
Pengadaan kelancaran barang dan perbekalan untuk kebutuhan
perusahaan.
c) Manager keuangan
Mengurusi bidang keuangan (sirkulasi dalam perusahaan) dan
Melakukan pembayaran gaji kepada karyawan.
d) Manger akuntansi
Menyalin laporan keuangan bagi pihak yang bersangkutan dalam suatu
perusahaan.
e) Manager Umum dan Personalia
Tugas dari manager umum dan personalia, antara lain : Memperlancar
perkembangan suatu perusahaan dan kesejahteraan pegawai serta
menentukan urusan kepegawaian. Mencari dan menyeleksi tenaga
kerja yang sesuai dengan spesifikasi dan kebutuhan. Melakukan
administrasi kepegawaian. Melakukan pembayaran gaji pegawai.
Mengadakan hubungan dengan pihak luar untuk hal-hal tertentu,
misalnya PKL, penelitiaan dan lainya.

13
Kepala Divisi Produksi Membawahi asisten kepala divisi produksi I, asisten
kepala divisi produksi II dan manager utility.
Asisten kepala divisi produksi I, membawahi dua manager produksi yaitu :
a) Manager Spining
Tugas dari manager spining, antara lain : Bertanggung jawab atas
jalannya proses produksi pemintalan secara keseluruhan.
Merencanakan besar volume produksi. Bertanggung jawab atas jenis
dan kualitas produksi. Mengawasi pelaksanaan produksi menurut
standar.
b) Manager Weaving
Bertanggung jawab atas jalannya proses produksi pertenunan secara
keseluruhan.
Asisten kepala divisi produksi II, membawahi lima manager produksi yaitu:
a) Manager Finishing
Bertanggung jawab atas jalannya proses produksi kain putih (finishing)
secara keseluruhan.
b) Manager PsPn
Mempersiapkan segala proses persiapan di departemen printing.
c) Manager Printing
Bertanggung jawab atas produksi di pencapan dan pencelupan
secara keseluruhan.
d) Manager Desain Produksi
Bertanggung jawab atas pembuatan motif yang akan diproduksi.

14
Manager Utility, Bertanggung jawab atas pemeliharaan dan pengadaan
diesel dan listrik yang dipergunakan untuk operasi suatu produksi.
Kepala Divisi Pemasaran dibantu oleh asisten kepala divisi 6 bidang pemasaran:
a) Manager Eksport
Menangani masalah penjualan.
b) Sales Manager
Menanagani masalah pemasaran dan penjualan.
c) Sales I Manager Finishing
Menangani masalah penjualan produksi dari department finishing.
d) Sales II Manager Printing
Menangani masalah penjualan produsi dari departemen printing.
e) Manager Administrasi I
Menangani masalah administrasi PT. Kusumahadi Santosa.
f) Manager Administrasi II
Menangani masalah administrasi PT. Kusumaputra Santosa.
Sistem Personalia
Tenaga kerja di PT. Kusumahadi Santosa telah memenuhi ketentuan-
ketentuan ketenaga kerja yang diatur oleh Departemen Tenaga Kerja RI, antara
lain mengenai jam kerja, sistem kompensasi, jaminan sosial, dan lain-lain. Suatu
kebutuhan tenaga kerja akan dipenuhi bila seorang karyawan yang memiliki
keahlian atau kecakapan dari bidangnya maka karyawan tersebut akan
mendapatkan pengangkatan jabatan. Sistem karir sangat berlaku apabila
perusahaan akan menaikkan jabatan karyawan. Untuk bisa menduduki jabatan
yang lebih tinggi seorang karyawan akan dinilai kemampuannya, masa kerja,

15
pengabdiaan terhadap perusahaan, kualitas kerja, dan mentaati peraturan yang ada
diperusahaan.
PT. Kusumahadi Santosa memiliki tenaga kerja sebanyak 1717 orang,
yang yang terdiri atas berbagai departement yang ada di PT. Kusumahadi Santosa.
Adapun jumlah tenaga kerja khususnya di PT. Kusumahadi Santosa dapat dilihat
pada tabel dibawah ini.
Tabel 1. Jumlah karyawan di PT. Kusumahadi Santosa berdasarkan jenis
department
NO JENIS PEKERJAAN JUMLAH
1. Departement umum / staff 36 orang
2. Departement pemasaran 56 orang
3. Departement keuangan 21 orang
4. Department weaving I 697 orang
5. Department weaving II 226 orang
6. Department utility 54 orang
7. Department printing 392 orang
8. Department finishing 124 orang
9. Department logistic 15 orang
JUMLAH 1717 orang
Sumber data : PT. Kusumahadi Santosa

16
Tenaga Kerja dan Kompensasi
Karyawan yang bekerja di PT. Kusumahadi Santosa menerima gaji atau
upah sangat berbeda beda hal ini berdasarkan jenjang pendidikan atau pengalaman
kerja, jika jenjang pendidikanya rendah secara otomatis gaji yang didapat sangat
rendah hal ini sangat menyiksa bagi karyawan yang berlatang belakang
pendidikan rendah. Seiring berkembangnya jaman serta semakin ketatnya
persaingan di bidang perindustrian maka demi terciptanya karyawan yang
sejahtera maka Pemerintahan RI membuat peraturan tentang upah atau gaji yang
berisi tentang gaji UMR ( Upah Minimun Regional ). Dengan adanya upah
minimum regional ( UMR ) hal ini sangat membantu sekali bagi karyawan yang
mempunyai pendidikan yang rendah, PT. Kusumahadi Santosa dalam system
pengupahan karyawan tersebut dengan menerapkan UMR dengan sisitem
penggolongan karyawan.
Tabel 2. Penggolongan karyawan PT. Kusumahadi Santosa.
No. PENDIDIKAN KETERANGAN
1 SD PELAYANAN / PEMBERSIH
2 SMP PEKERJA BAGIAN PRODUKSI
3 SMA PEMBANTU UTAMA
4 SARJANA MUDA KEPALA URUSAN /
PENGAWAS
5 SARJANA KEPALA DEPARTEMENT
6 AHLI DIVISI

17
Disamping itu perusahaan masih memberikan berbagai macam tambahan
gaji bulanan seperti premi, bagi prestasi dalam bekerja sangat baik, kenaikan gaji
dapat dipercepat atau jenjang karirnya dinaikkan, sebaliknya apabila karyawan
memiliki prestasi kerja yang kurang baik, maka tidak dapat kenaikan gaji atau
bisa-bisa di keluarkan dari perusahaan tersebut atau dipecat secara tidak hormat.
Kenaikan gaji karyawan dapat dilihat berdasarkan prestasi peringatan-peringatan
dan kesalahan lainnya selanjutnya dapat diatur dengan PKB / peraturan
perusahaan.

18
BAB III
DASAR TEORI
Definisi Maintenance
Perawatan (maintenance) adalah Suatu kombinasi dari berbagai tindakan
yang dilakukan untuk menjaga suatu barang, memperbaikinya sampai pada suatu
kondisi yang dapat diterima. Merawat dalam pengertian “suatu kondisi yang
dapat diterima” antara suatu perusahaan berbeda dengan perusahaan lainnya.
Perawatan (maintenance) di suatu industri merupakan salah satu faktor
yang penting dalam mendukung suatu proses produksi yang mempunyai daya
saing di pasaran. Produk yang dibuat industri harus mempunyai hal-hal berikut:
1. Kualitas baik.
2. Harga pantas,
3. Di produksi dan diserahkan ke konsumen dalam waktu yang cepat.
Oleh karena itu proses produksi harus didukung oleh peralatan yang siap
bekerja setiap saat dan handal. Untuk mencapai hal itu maka peralatan-peralatan
penunjang proses produksi ini harus selalu dilakukan perawatan yang teratur dan
terencana.
Dibentuknya bagian perawatan dalam suatu perusahaan industri dengan tujuan :
1. Agar mesin-mesin industri, bangunan, dan peralatan lainnya selalu dalam
keadaan siap pakai secara optimal.
2. Untuk menjamin kelangsungan produksi sehingga dapat membayar kembali
modal yang telah ditanamkan dan akhirnya akan mendapatkan keuntungan.

19
Siapa yang berkepentingan dengan bagian perawatan :
1. Penanam modal (investor).
2. Manager.
3. Karyawan perusahaan yang bersangkutan.
Bagi investor perawatan penting karena :
1. Dapat melindungi modal yang ditanam dalam perusahaan baik yang berupa
bangunan gedung maupun peralatan produksi.
2. Dapat menjamin penggunaan sarana perusahaan secara optimal dan berumur
panjang.
3. Dapat menjamin kembalinya modal dan keuntungan.
4. Dapat menjamin kelangsungan hidup perusahaan.
5. Dapat mengetahui dan mengendalikan biaya perawatan dan mengembangkan
data-data operasi yang berguna untuk membantu menentukan anggaran biaya
dimasa yang akan datang.
Tiga Dasar Utama Dalam Maintenance
Terdapat tiga dasar utama dalam konsep dasar maintenance yaitu sebagai berikut :
1. Membersihkan
Merupakan pekerjaan utama yang paling mendasar dalam maintenance, dimana
peralatan dibersikan dari debu atau kotoran-kotoran lain yang dianggap tidak
perlu. Dalam melakukan pekerjaan ini memerlukan petunjuk sebagai berikut :
a) Bagaimana melakukan pekerjaan tersebut.
b) Kapan pekerjaan tersebut dilakukan.
c) Alat bantu apa saja yang diperlukan.

20
d) Hal-hal yang harus dihindari dalam melakukan pekerjaan tersebut.
2. Memeriksa
Pekerjaan kedua adalah memeriksa bagian-bagian dari peralatan yang dianggap
perlu dan dilakukan secara teratur mengikuti sesuatu jadwal tertentu yang dibuat
atas dasar pertimbangan-pertimbangan yang cukup mendalam antara lain :
a) Berdasarkan pengalaman yang lalu dalam suatu jenis pekerjaan yang
sama diperoleh informasi mengenai selang waktu dan frekuensi untuk
melakukan pemeriksaan seminimal dan seekonomis mungkin tanpa
menimbulkan resiko yang berupa kerusakan pada unit instalasi yang
bersangkutan.
b) Berdasarkan sifat operasinya yang dapat menimbulkan kerusakan setelah
unit instalasi beroperasi dalam selang waktu tertentu.
c) Berdasarkan rekomendasi dari pabrik pembuat unit instalasi yang
bersangkutan.
3. Memperbaiki
Dasar ketiga ini merupakan pekerjaan yang dilakukan untuk memperbaiki
bila terdapat kerusakan-kerusakan pada bagian unit instalasi sedemikian rupa
sehingga kondisi unit instalasi tersebut dapat mencapai standar semula dengan
usaha dan biaya yang wajar.
Fungsi utama maintenance (perawatan)
1. Untuk memperpanjang umur penggunaan asset.
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi
dan dapat diperoleh laba yang maksimum.

21
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan
dalam keadaan darurat setiap waktu.
4. Untuk menjamin keselamatan orang yang menggunakan peralatan tersebut.
Jenis Perawatan
Jenis-Jenis perwatan pada umumnya dilakukan dengan dua cara:
1) Perawatan setelah terjadi kerusakan (Breakdown maintenance).
2) Perawatan preventif (preventive maintenance).
3) Perawatan Korektiv.
1) Perawatan setelah terjadi kerusakan (Breakdown maintenance).
Perbaikan dilakukan pada mesin ketika mesinnya telah mengalami kerusakan.
Kerusakan pada mesin disebabkan antara lain karena:
a. Proses kerusakan komponen yang tidak dapat diperkirakan dan tidak dpat
dicegah.
b. Kerusakan yang terjadi berangsur-angsur dan berkurangnya kekuatan
komponen karena pemakaian/keausan.
Kejadian ini dapat diatasi dengan adanya inspeksi yang teratur dan mengetahui
cara pencegahannya. Dalam penanganan perawatan ini, perbaikan dilakukan
ketida mesin sedang tidak berfungsi dan departemen menyetuji adanya perbaikan
mesin tersebut.
Cara perawatan ini memakan biaya yang lebih tinggi karena adanya biaya
tambahan, membayar operator produksi yang menganggu, kemungkinan
membayar lembur bagi tenaga perawatan yang melakukan kerja perbaikan.
Perawatan ini merupakan perawatan yang tidak direncanakan.

22
2) Perawatan preventif (preventive maintenance).
Perawatan dilakukan dengan jadwal yang teratur, sehingga kadang-kadang disebut
sebagai ”perawatan yang direncanakan” atau ”perawatan yang dijadwal”. Fungsi
penting dari cara perawatan jenis ini adalah menjaga kondisi operasional peralatan
serta meningkatkan kehandalannya. Tujuannya adalah menghilangkan
penyebab-penyebab kerusakan sebelum kerusakan terjadi. Perawatan yang
terjadwal selalu lebih ekonomis daripada perawatan yang tidak terjadwal.
Pekerjaan perawatan preventif ini dilakukan dengan mengadakan inspeksi,
pelumasan dan pengecekan peralatan seteliti mungkin. Frekuensi inspeksi
ditetapkan menurut tingkat kepentingan mesin, tingkat kerusakan dan kelemahan
mesin. Inspeksi berkala ini sangat membantu pengecekan untuk menemui
penyebab-penyebab yang menimbulkan kerusakan, dan juga untuk mempermudah
usaha perbaikannya melalui tahapan-tahapannya.
Perawatan prefentif mempunyai tujuan sebagai berikut:
a. Untuk mencapai tingkat kesiapan industri yang maksimum dengan
mencegah kerusakan dan mengurangi periode waktu perbaikan menjadi
seminimum mungkin.
b. Menjaga kondisi mesin sebaik mungkin untuk mempertahankan produk
yang berkualitas tinggi.
c. Memperkecil tingkat kerusakan dan menjaga nama baik industri.
d. Menjamin keselamatan pekerja.
e. Menjaga industri pada tingkat efisiensi produksi yang maksimum.

23
f. Mencapai semua tujuan tersebut dengan cara yang sangat ekonomis.
Pekerjaan-pekerjaan dasar pada perawatan preventif adalah:
inspeksi, pelumasan, perencanaan dan penjadwalan, pencatatan dan analisis,
latihan bagi tenaga perawatan, serta penyimpanan suku cadang.
a) Inspeksi.
Pekerjaan inspeksi dibagi atas inspeksi bagian luar dan inspeksi bagian dalam.
Inspeksi bagian luar dapat ditujukan untuk mengamati dan mendeteksi kelainan-
kelainan yang terjadi pada mesin yang sedang beroperasi, misalnya: timbul suara
yang tidak normal, getaran, panas, asap dan lain-lain. Sedangkan inspeksi bagian
dalam ditujukan untuk pemeriksaan elemen - elemen mesin yang dipasang pada
bagian dalam seperti: roda gigi, ring, paking, bantalan dan lain-lain.
Frekuensi inspeksi perlu ditentukan secara sangat hati-hati, karena terlalu
kurangnya inspeksi dapat menyebabkan mesin kerusakan yang sulit untuk
diperbaiki dengan segera.
Sedangkan terlalu sering diadakan inspeksi dapat menyebabkan mesin
kehilangan waktu produktivitasnya. Dengan demikian frekuensi pelaksanaan
inspeksi harus benar-benar ditentukan berdasarkan pengalaman, dan jadwal
program untuk inspeksi perlu dipertimbangkan dengan matang.
Untuk inspeksi mesin dapat dikategorikan menjadi dua macam:
1. Kategori mesin yang penting.
Mesin-mesin dalam kelompok ini sangat besar pengaruhnya terhadap jalannya
produksi secara keseluruhan, sedikit saja terjadi gangguan akan memerlukan
waktu yang lama untuk memperbaikinya. Untuk itu perlu diberikan penekanan

24
yang lebih kepada inspeksi mesin-mesin tersebut.
2. Kategori mesin biasa.
Frekuensi inspeksi untuk kelompok ini tidak terlalu berpengaruh terhadap
jalannya produksi.
b) Pelumasan.
Komponen-komponen mesin yang bergesekan seperti roda gigi, bantalan dsb,
harus diberi pelumasan secara benar agar dapat bekerja dengan baik dan tahan
lama. Dalam pemberian pelumas yang benar perlu diperhatikan jenis pelumasnya,
jumlah pelumas, bagian yang diberi pelumas dan waktu pemberian pelumasnya
ini.
c) Perencanaan dan Penjadwalan.
Suatu jadwal program perawatan perlu disiapkan dan harus ditaati dengan baik.
Program perawatan harus dibuat secara lengkap dan teperinci menurut spesifikasi
yang diperlukan, seperti adanya jadwal harian, mingguan, bulanan, tiap tiga bulan,
tiap setengah tahun, setiap tahun dan sebagainya.
d) Pencatatan dan Analisis.
Catatan-catatan yang perlu dibuat untuk membantu kelancaran pekerjaan
perawatan ini adalah:
1. Buku manual operasi.
2. Manual instruksi perawatan.
3. Kartu riwayat mesin.
4. Daftar permintaan suku cadang.
5. Kartu inspeksi.

25
6. Catatan kegiatan harian.
7. Catatan kerusakan, dan lain-lain.
Catatan-catatan ini akan banyak membantu dalam menentukan perencanaan
dan keputusan-keputusan yang akan diambil.
e) Latihan Bagi Tenaga Perawatan.
Untuk berhasilnya program perawatan preventif dengan baik, perlu adanya latihan
yang mendasar bagi tenaga perawatan. Baik teknisi maupun pengawas harus
terlatih dalam menjalankan pekerjaan perawatan, inspeksi dan perbaikan-
perbaikan dengan cara yang sistematis.
f) Penyimpanan Suku Cadang.
Sistem penyimpanan suku cadang memegang peranan penting yang
berpengaruh terhadap efisiensi waktu produksi. Namun demikian berdasarkan
pertimbangan dan pengalaman, untuk order dalam jumlah besar perlu ditentukan
banyaknya suku cadang yang benar-benar dibutuhkan, karena penyimpanan suku
cadang yang terlalu banyak dapat menimbulkan biaya yang besar. Banyaknya
suku cadang yang dibutuhkan, ditentukan pula oleh faktor-faktor lain seperti
sumber penyalurnya, waktu pengantaran dan persediaan suku cadang di pasaran.
Keuntungan-keuntungan dari Perawatan Preventif
Berikut ini adalah beberapa keuntungan penting dari program perawatan preventif
yang dilaksanakan dengan baik.
Waktu terhentinya produksi menjadi berkurang.
Berkurangnya pembayaran kerja lembur bagi tenaga perawatan.
Berkurangnya waktu untuk menunggu peralatan yang dibutuhkan.

26
Berkurangnya pengeluaran biaya untuk perbaikan.
Penggantian suku cadang yang direncanakan dapat dihemat
kebutuhannya,
sehingga suku cadang selalu tersedia di gudang setiap waktu.
Keselamatan kerja operator lebih tinggi karena berkurangnya kerusakan.
Pekerjaan perawatan harus dilakukan berdasarkan pertimbangan dari
berbagai faktor yang aman dan menguntungkan. Berikut ini adalah suatu contoh
prosedur yang dapat dipakai untuk melakukan perawatan pada mesin :
“Perawatan harian dapat dilakukan oleh operatornya sendiri. Sebelum mulai
bekerja pada mesin, terlebih dahulu operator melakukan pembersihan dan
pelumasan terhadap mesin yang akan dipakainya. Untuk pelaksanaan ini, industri
mengeluarkan instruksi yang ditujukan kepada para operator untuk melakukan
perawatan mesin. Instruksi ini harus ditaati dengan sungguh-sungguh.
Sedangkan pelaksanaan perawatan periodiknya, bisa ditangani oleh tenaga
perawatan yang sudah dilatih secara khusus untuk tugas tersebut. Periode waktu
perawatan ini perlu ditentukan berdasarkan pengalaman terdahulu untuk
mempercepat keterangannya. Dalam hal ini instruksi pengoperasian mesin harus
diikuti dengan benar oleh operator. Adanya kejadian yang tidak normal atau
kelainan-kelainan yang timbul pada mesin dengan segera dilaporkan kepada
tenaga perawatan agar gangguan dapat cepat diatasi. Tindakan perbaikan harus
segera dilakukan, jangan sampai menunda waktu”.

27
3) Perawatan Korektif .
Perawatan korektif adalah tindakan perawatan yang dilakukan untuk
mengatasi kerusakan-kerusakan atau kemacetan yang terjadi berulang kali.
Prosedur ini diterapkan pada peralatan atau mesin yang sewaktu-waktu dapat
rusak. Dalam kaitan ini perlu dipelajari penyebabnya-penyebabnya, perbaikan apa
yang dapat dilakukan, dan bagaimanakah tindakan selanjutnya untuk mencegah
agar kerusakan tidak terulang lagi. Pada umumnya usaha untuk mengatasi
kerusakan itu dapat dilakukan dengan cara sebagai berikut:
Merubah proses.
Merancang kembali komponen yang gagal.
Mengganti dengan komponen baru atau yang lebih baik.
Meningkatkan prosedur perawatan preventif. Sebagai contoh,
melakukan pelumasan sesuai ketentuannya atau mengatur kembali
frekuensi dan isi daripada pekerjaan inspeksi.
Meninjau kembali dan merubah sistem pengoperasian mesin. Misalnya
dengan merubah beban unit, atau melatih operator dengan sistem operasi
yang lebih baik, terutama pada unit-unit khusus.
Perawatan korektif tidak dapat menghilangkan semua kerusakan, karena
bagaimanapun juga suatu alat atau mesin-mesin yang dipakai lambat laun akan
rusak. Namun demikian, dengan adanya tindakan perbaikan yang memadai akan
dapat membatasi terjadinya kerusakan.
Dalam pelaksanaan kerjanya, untuk mengatasi kerusakan dan mengambil

28
tindakan korektif yang diperlukan adalah tanggung jawab bersama dari bagian
teknik, produksi dan perawatan. Secara umum, pengelolaan dan
pengkoordinasian untuk penerapan program perawatan preventif adalah
tanggung jawab manajer teknik dan perawatan.
Urutan prosedur untuk pelaksanaan perawatan korektif adalah sebagai berikut:
Bagian pengoperasian membuat laporan kerusakan dengan deskripsi
mengenai
perawatan korektif yang diperlukan.
Sebagai penanggung jawab pengelolaan dan pengkoordinasian fungsi
perawatan
preventif, manajer teknik dan perawatan menerima serta memeriksa
semua laporan kerusakan. Sementara itu, aspek dari perawatan korektif
perlu mendapat perhatian dari bagian teknik dan perawatan.
Laporan kerusakan diarsip oleh departemen untuk dikonsultasikan
dengan manajer departemen secara khusus.
Setelah perencanaan dan penjadwalannya disetujui bersama oleh
perencana dan manajer departemen, kemudian langkah selanjutnya adalah
mengkoordinasikan pelaksanan perawatan korektif yang mencakup
persiapan lembar kerja yang diperlukan, dan apabila dibutuhkan
menentukan pula prioritas tugas pada pekerjaan.
Pada akhir bulan, laporan analisis kerusakan bulanan harus dibuat
dan didistribusikan sepuluh hari sebelum bulan berikutnya.

29
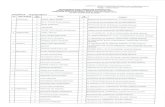
Definisi Mesin Steamer Type HS III-150
Gambar 1. Penampang Mesin Steamer Type HS-150
Mesin steamer adalah mesin bekerja dengan menggunakan uap / steam
sebagai pemanas, di industri tekstil mesin steamer berfungsi sebagai pamati /
mematikan pewarna pada kain setelah di print baik dari mesin rotary print maupun
dari mesin flat print. Proses steaming dibagi menjadi dua macam yaitu : N
( normal ) steaming dengan suhu sekitar 102oC sampai 103oC, dan H ( high ) – T
( temperature ) steaming dengan suhu sekitar 160oC sampai 180oC. Pembagian
proses steaming dikarenakan jenis kain yang digunakan berpengaruh pada
penggunaan obat pada proses pencapan / printing.

30
Dibawah ini adalah sedikit penjelasan tentang ketel uap yang dimana
komponen ini sangatlah penting dalam proses steaming.
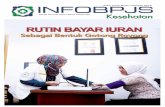
Ketel Uap
Ketel uap adalah sebuah alat untuk menghasilkan uap, dimana terdiri dari
dua bagian yang penting : dapur pemanasan, dimana yang menghasilkan panas
yang didapat dari pembakaran bahan bakar dan boiler proper, sebuah alat yang
mengubah air menjadi uap. Uap atau fluida panas kemudian disirkulasikan dari
ketel untuk berbagai proses dalam aplikasi pemanasan.
Gambar 2. Prinsip Dasar Ketel Uap
Untuk kebutuhan uap pengolahan, dibutuhkan ketel uap sebagai sumber
energi. Ketel uap yg dipergunakan adalah jenis ketel pipa air (Water Tube Boiler).
Ketahanan ketel uap tergantung pada mutu air umpan dan mutu air ketel. Agar

31
tidak terjadi pengapuran (Scalling) dan korosi air umpan dan air ketel harus
memenuhi persyaratan sebagai berikut :
Tabel 3. Tabel syarat kandundan air umpan dan air ketel
Cara mengoperasikan/Menghidupkan ketel uap
Ketel uap dapat dihidupkan bila telah memenuhi syarat sebagai berikut :
1. Tangki air umpan dalam keadaan penuh dengan mutu air menurut
persyaratan air umpan.
2. Pompa air umpan berada dalam kondisi yg baik (digerak-kan) oleh listrik
maupun uap.
URAIAN Satuan SYARAT-SYARAT Air Umpan Air Ketel
· pH
· Alkalinitas PI
· Alkalinitas PR
· Alkalinitas Total
· Kesodaan Total
· DM Valus
· TDS
· Silika (SiO2)
-
ppm
ppm
ppm
ppm
-
ppm
ppm
7,5 – 9,5
-
-
20
Max. 10
-
Max. 100
Max. 120
10,3-11,5
Max. 300
Max. 300
Max. 700
-
12 – 16
Max.
2500
-

32
3. Seluruh peralatan pengaman ketel uap dalam kondisi yg baik.
4. Tinggi permukaan air dlm ketel sesuai dengan batas yang ditentukan.
5. Dapur dalam keadaan bersih.
6. Bahan bakar cukup tersedia.
Urutan menghidupkan ketel adalah :
Setelah persyaratan tersebut di atas dipenuhi, maka ketel uap dapat dihidupkan
dengan urutan-urutansebagai berikut:
1. Buka kran buang udara pada drum superheater.
2. Spei air pada glas penduga (Peil Glas).
3. Hidupkan pompa air pengumpan dan buka kran buang-an air pada drum
(Blow Down) selama ± 1 menit.
4. Tutup kran tersebut, ketinggian air diatur sampai batas yang ditentukan.
5. Nyalakan api.
6. Setelah api cukup besar, hidupkan IDF (pintu dapur tertutup).
7. Hidupkan Konveyor bahan bakar.
8. Hidupkan FDF dan dijaga agar tekanan udara dalam ruang bakar 10 –
30mm Hg.
9. Pada tekanan 5 kg/cm2 pompa uap dicoba.
10. Pada tekanan 10 kg/cm2 air kondensat pada pipa di-buang dengan tekanan
10 kg/cm2. Air kondensat dlm pipa-pipa dibuang dengan membuka kran
selama ½ menit.

33
11. Tutup kran buang udara pada drum superheater danbuka kran uap induk
perlahan-lahan sampai terbuka penuh.
12. Naikkan tekanan ketel sampai tekanan kerja.
13. Menghentikan Ketel Uap
1. Hentikan fuel konveyor, fuel feeder, blower dan tarik api.
2. Turunkan takanan dengan mengadakan sirkulasi air dan blow down.
3. Buka kran buangan sampai pada superheater.
4. Buka kran kondensat.
5. Tutup kran uap induk.
6. Atur level air pada ketel dengan ketinggian 75 % pada glass penduga,
selanjutnya matikan pompa air dan Chemical Pump.
7. Tutup kran uap pada deaerator dan feed tank.
Pada garis besarnya Ketel Uap terdiri dari :
1. Ruang pembakar.
2. Drum atas.
3. Pipa uap pemanas lanjut (Superheater).
4. Drum Bawah.
5. Pipa-pipa air (Header).
6. Pembuangan abu (Ash Hopper).
7. Pembuangan gas bekas.
8. Alat-alat pengaman.
9. Dll.

34
RUANG PEMBAKAR (DAPUR)
Ruang bakar terbagi 2 (dua) bagian, yaitu :
1. Ruang pertama berfungsi sebagai ruang pembakaran, se-bagai pemanas yg
dihasilkan diterima langsung oleh pipa-pipa air yg berada di dlm ruangan
dapur tsb (pipa-pipa air) dari drum keheader samping kanan/kiri.
2. Ruang kedua merupakan ruang gas panas yg diterima dari hasil
pembakaran dlm ruang pertama.Dlm ruang ke dua ini sebagian besar panas
dari gas diterima oleh pipa-pipa air drum atas ke drum bawah. Dlm ruang
pembakaran pertama udara pembakaran ditiupkan oleh blower Forced
Draft Fan (FDF) melalui lubang-lubang kecil sekeliling dinding ruang
pembakaran dan melalui kisi-kisi bagian bawah dapur (Fire Grates).
Jumlah udara yg diperlukan diatur melalui klep (Air Draft Controller) yg
dikendalikan dari panel saklar ketel. Sedangkan dlm ruang kedua , gas panas
dihisap Blower (Induced Draft Fan) sehingga terjadi aliran panas dari ruangan
pertama ke ruang kedua dapur.
Pembakaran Di dlm ruang kedua dipasang sekat-sekat sedemikian rupa yg
dapat memperpanjang permukaan yg dilalui gas panas, supaya gas panas tersebut
dapat memanasi seluruh pipa air, sebagian permukaan luar drum atas dan seluruh
bagian luar drum bawah.

35
DRUM ATAS
Drum atas berfungsi sebagai tempat pembentukan uap yang dilengkapi
dengan sekatsekat penahan butir-butir air untuk memperkecil kemungkinan air
terbawa uap.
DRUM BAWAH
Drum bawah berfungsi sebagai tempat pemanasan air ketel yang di
dalamnya di pasang plat-plat pengumpul endapan lumpur untuk memudahkan
pembuangan keluar (Blow Down).
PIPA UAP PEMANAS LANJUT
Uap asal penguapan di dalam drum atas belum dapat dipergunakan untuk
turbin uap, oleh karenanya harus dilakukan pemanasan uap lanjut melalui pipa
uap pema-nas lanjut (Superheater Pipe), hingga uap benar-benar kering dengan
temperatur 260 – 280oC Pipa-pipa pemanas uap lanjut dipasang di dlm ruang
pembakaran kedua, hal ini mengakibatkan uap basah yang dialirkan melalui pipa
tersebut akan mengalami panas lebih lanjut.
PIPA AIR (HEADER)
Pipa-pipa air berfungsi sebagai tempat pemanasan air ketel yg dibuat sebanyak
mungkin hingga penyerapan panas lebih merata dengan efisiensi tinggi, pipa-pipa
ini terbagi dalam :

36
Pipa air yg menghubungkan drum atas dgn header muka atau belakang.
Pipa air yg menghubungkan drum dengan header samping kanan atau
samping kiri.
Pipa air yg menghubungkan drum atas dengan drum bawah.
Pipa air yg menghubungkan drum bawah dengan header belakang.
PEMBUANGAN ABU (Ash Hopper)
Abu yg terbawa gas panas dari ruang pembakaran pertama terbuang/jatuh
di dlm pembuangan abu yg berbentuk kerucut.
PEMBUANGAN GAS BEKAS
Gas bekas setelah ruang pembakaran kedua dihisap oleh blower isap
(Induce Draft Fan) melalui saringan abu (Dast Colector) kemudian dibuang ke
udara bebas melalui cerobong asap (Chimney) pengaturan tekanan di dlm dapur
dilakukan pada corong keluar blower (Exhaust) dengan katup yg diatur secara
otomatis oleh alat hidrolis (Furnace Draft Control).
ALAT PENGAMAN
Mengingat bahwa tekanan kerja dan temperatur ketel yg tinggi, maka ketel
harus dilengkapi dengan alat-alat pengaman sebagai berikut :

37
1. Katup Pengaman (Safety Valve)
Alat ini bekerja membuang uap apabila tekanan melebihi dari tekanan yg telah
ditentukan sesuai dengan penyetelan katup alat ini.Umumnya pada katup
pengaman tekanan uap basah (Saturated Steam) diatur pada tekanan 21 kg/cm2,
sedang pada katup pengaman uap kering tekanannya 20,5kg/cm2. Penyetelan
hanya dilakukan bersama dengan petugas setelah adanya pemeriksaan berkala.
2. Gelas Penduga (Sight Glass)
Gelas penduga adalah alat untuk melihat tinggi air di dlm drum atas, untuk
memudahkan pengontrolan air dalam ketel selama operasi. Agar tidak terjadi
penyumbatan-penyumbatan pada kran-kran uap dan air pada alat ini, maka perlu
diadakan penyepuan air dan uap secara periodic pada semua kran minimal setiap 3
(tiga) jam elas penduga ini dilengkapi dengan alat pengontrolan air otomatis yg
akan berbunyi bellnya dan lampu merah akan menyala pada waktu kekurangan
air. Pada waktu kelebihan air juga akan berbunyi dan lampu hijau yg akan
menyala.
3. Kran Spei air (Blow Down Valve)
Kran spei air ini dipasang 2 (dua) tingkat, satu buah kran buka cepat (Quick
Action Valve) dan satu buah lagi kran ulir. Bahan dari kedua kran ini dibuat dari
bahan yg tahan tekanan dan temperatur tinggi.

38
4. Pengukur Tekanan (Manometer)
Manometer adalah alat pengukur tekanan uap di dlm ketel yg dipasang satu buah
untuk tekanan uap panas lanjut dan satu untuk tekanan uap basah. Untuk menguji
kebenaran penunjukan alat ini, pada setiap manometer dipasang kran cabang tiga
yg digunakan untuk memasang manometer penara(Manometer Tera).
6. Kran Uap Induk
Kran uap induk berfungsi sebagai alat untuk membuka dan menutup aliran uap
ketel yg terpasang pada pipa uap induk. Alat ini dibuat dari alat tahan panas
dan tekanan tinggi.
6. Kran Pemasukan Air
Kran pemasukan air 2 (dua) buah yaitu satu kran ulir dan lainnya kran satu arah
(Non Return Valve).Kedua alat ini terbuat dari bahan yg tahan panas dan tekanan
tinggi.
7. Lain-lain
Perlengkapan lain yg diperlukan untuk ketel uap adalah :
Alat penghembus debu pada pipa air ketel (Mechanical Soot Blower).
Pemasukan air ketel otomatis (Automatic Feed Regulator).
Panel-panel listrik komplit dengan alat-alat ukur.

39
Meter pencatat tekanan dan temperature (manometer & temperatur
recorder).
Kran-kran buangan udara, air kondensat, header.
Hal-hal yg perlu diperhatikan pd saat operasi :
1. Untuk memperoleh pembakaran yg baik, pemasukan bahan bakar harus
diatur dengan merata.
2. Bahan bakar harus cukup kering dan perbandinganbahan bakar cangkang
dan ampas diatur 1 : 3.
3. Tinggi air dlm ketel uap diatur agar berada pada perte-ngahan gelas
penduga dan diusahakan tetap stabil.
4. Hindarkan udara dingin masuk dlm ruang pembakaran melalui pintu
depan.
5. Pintu-pintu dapur ketel tertutup.
6. Panas air umpan dijaga agar minimal 80 oC.
7. Pemakaian bahan kimia dlm ketel (Internal Water Treatment) secara terus
menerus selama ketel beroperasi dilakukan dengan dosis yg telah
ditentukan.
8. Lalukan peniupan abu setiap 3 [jam] sekali.

40
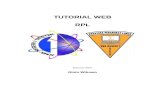
Steamer Type HS III-150
Gambar 3. Foto Mesin Steamer Type HS-150

41
Mesin steamer type HS III-150 dibuat pada tahun 1989 buatan Belanda.
Arti dari HS ( High Steaming ) adalah temperatur kerja maksimum mesin sampai
180oC, arti dari III adalah seri / model mesin,150 adalah lebar kain yang di
ijinkan 150cm. Listrik yang dibutuhkan sebesar 380V dengan daya 270KW.
Bagian Utama Mesin Steamer Type HS III-150
Gambar 4. Komponen Luar Mesin Steamer
Keterangan Gambar :
1. rod transport over rail
2. supporting rod
3. chain transport for lay-down
and pick-up of rod
4. various control poins
5. heated roller
6. automatic lubricating device
for locks, chain and rolls of
supporting rods
7. water supply system
8. chain tensioner
9. drive

42
10. chain guiding
11. control unit
12. distributor
13. door 14. transport chain
15. loopforming roller
16. roller with wrap protection
17. auxiliary drawin pipe
18. inlet trought
Gambar 5. Komponen Luar Mesin Steamer
Keterangan Gambar :
30. outlet of steamer.
31. guide roller in steamer.
32. overfill protection.
33. exhausting system for process
air.
34. exhausting system for inlet /
outlate.
35. spiral rollers.
36. drive system.
37. supply roller.

43
38. the parts mentioned in next
column apply to entire
installation.
39. fabric tensioners.
40. selvedge guides.
41. sealing of inlet and accessory
adjusting device.
42. device for adjustment of flap in
exhaust duct.
43. condensate return.
44. air supply system
45. ventilating fans.
46. steam and water injrction
system.
47. receiving mechanism.
49. protective appliance.
50. drive of plaiter.
51. plaiter.
53. steamer
Rangka / Body Mesin
Frame berfungsi menyangga body mesin dan sebagai tempat
part/perlengkapan mesin. Frame mesin steamer untuk infeed hanya terbuat dari
plat U begitu juga dibagian exit device. Dan untuk steamernya frame menggunkan
profil I dengan body terbuat dari stainless stell pada bagian pertama kemudian
dilapisi plat alumunium.

44
Infeed
Infeed berfungsi sebagai tempat / alat untuk memasukkan kain ke dalam
steam.
Gambar 6. Infeed
Keterangan Gambar : 4 - 1. shaft
4 - 2. pipe
4 - 5. ball bearing
4 - 6. bolt
9 - 1. pipe
9 - 5. bolt
11 - 1. cloth tensioner
11 - 8. wormgear box
11 - 9. shackle
11 - 10. crank
11 - 11. pipe
11 - 12. tensioning pin

45
11 - 13. bearing block
11 - 15. bolt
11 - 16. closing plate
11 - 17. bolt
28 - 1. roller
28 - 2. disc
28 - 3. disc
28 - 4. cover
28 - 14. grease nipple
28 - 15. bearing block
28 - 16. ball bearing
28 - 19. lock washer
28 - 20. lock washer
28 - 21. lock washer
28 - 22. key
28 - 23. key
30 - 2. threaded spindle
30 - 3. wheel
30 - 10. key
30 - 11. closing plate
30 - 12. bolt
32 - 2. shaft
32 - 3. pipe
32 - 15. ball bearing
35 - 17. bolt
40 - 2. chain
memiliki bagian-bagian sebagai berikut:
- Steamseal of steamer infeed
Steamseal of steamer infeed ini adalah tempat atau pintu masuknnya
kain ke steamer. Fungsi dari steamseal supaya uap tidak keluar dari dalam
steamer.

46
Gambar 7. Steamseal of steamer infeed
Keterangan Gambar :
3. roller
4. journal
5. journal
6. sealing
8. pipe
9. sprocket
10. sprocket
11. adjusting ring
12. ring
13. sealing ring
14. pipe
15. ring
16. sealing ring
17. packing
18. plate
19. ring
32. carrier
33. pin
34. spring
36. hose
50. bearing block
51. key
54. nut
55. bolt
56. adjusting screw
57. adjusting screw
70. grease nipple
71. nut
72. nut
18 - 1. sealing profile
18 - 2. sealing profile
20 - 3. arm
20 - 4. rod
20 - 5. threaded
spindle
20 - 6. nut

47
20 - 8. graduated ruler
20 - 9. bush
20 - 15. bolt
20 - 17. nut
20 - 18. nut
20 - 19. hand wheel
20 - 20. tensioning pin
20 - 22. clampBolt
- Motor
Yaitu penggerak atau sumber penggerak pada bagian-bagian infeed yaitu
menggerakkan spiral roll, roller dalam. Motor ini putarannya diteruskan
dengan menggunakan rantai gear, motor ini memiliki putaran 3750/menit.
- Expander
Yaitu untuk setting kain, expander pada steamer terdapat 4 expander dan
expander ini menggunakan prinsip kembali dengan pegas.
Gambar 8. Expander

48
Keterangan Gambar :
6 - 1. expander
complete left
6 - 2. expander
complete right
C2. roller
C3. shaft
C4. ball bearing
C5. cover
C6. lock washer
C7. lock washer
C8. cover
D2. roller
D3. shaft
D9. cover
D10. bolt
D12. ball bearing
D13. lock washer
D14. lock washer
D15. spring
D18. ring
E8. spring left
E9. spring right
E12. shaft
E13. roll
E14. ball bearing
E15. cover
E16. lock washer
E17. lock washer
F2a. driving box
F10. strip
F14. toothed rack /
shaft
F15. gear wheel
F16. gear wheel
F17. disc
F18. ball bearing
F25a. roll
F27. spring
F32. cover left
F33. cover right
F34. cover left
F35. cover right
F36. cover
F37. disc
Inside steamer
Yaitu tempat penguapan kain. Terdiri dari roller-roller pembawa kain, penggerak
rantai, pemanas, dan lain-lain.

49
Gambar 9. Part Inside Steamer
Keterangan Gambar :
202. window / door / manometer.
204. guide / supporting rods / lock
/ chain.
206. reversing wheel.
208. reversing wheel.
210. curve disc.
212. reversing wheel.
214. chain tensioner.
216. driving shaft.
218. loop - formation roller.
220. safety switch.
222. roller.
224. superheating instalation.
226. thermo oil piping diagram.
230. automatic lubrication.

50
Ini memiliki bagian / part antara lain:
- Reversing wheel
Yaitu gear rantai sebagai penghubung putaran antar roll.
Gambar 10. Reversing Wheel
Keterangan Gambar :
32. holder
33. cover
34. hub
35. sprocket
44. bolt
45. bolt
46. spring washer
47. washer
48. nut
49. lock washer
50. ball bearing
51. ball bearing
52. set of lamination
52 - 1. tensioning
device
52 - 2. strip
52 - 3. Strip
52 - 4. Hose

51
52 - 5. Bridge
52 - 6. Pipe
52 - 15. nut
52 - 16. screw
52 - 18. nut
52 - 19. nut
52 - 20. screw
52 - 21. bolt
52 - 23. elbow
52 - 24. elbow
52 - 25. nipple
- Curve disc
Yaitu berfungsi sebagai pembawa supporting rods dengan memasukkan ujung
supporting rods pada celah cam disc dan menguncinya.
Gambar 11. Curve Disc
Keterangan Gambar :
1. holder
2. hub
3. sprocket
4. cover
5. adjusting ring
6. pipe
10. ball bearing
11. nut
12. lock washer
13. tensioning pin
15. bolt
17. bolt
18. nut
19. set of laminations
20. adjusting screw
63 - 31. cam disc
63 - 32. toothed rack
63 - 33. toothed rack
63 - 40. bolt
63 - 42. nu

52
- Loop-formation roller yaitu tempat roller supporting.
Gambar 12. Loop-Formation Roller
Keterangan Gambar :
1. shaft
2. carrier
3. gland
4. sealing ring
5. sprocket
6. bearing block
15. clamping brush
17. adjusting ring
18. grease nipple
23. nut
24. key
25. adjusting screw
14 - 1. pipe
14 - 6. pin

53
14 - 7. bearing
14 - 8. adjusting ring
14 - 9. ring
14 - 10. compression spring
14 - 12. adjusting ring
14 - 13. clamp bolt
14 - 14. adjusting ring
14 - 15. adjusting screw
14 - 16. knob
14 - 17. O-ring
14 - 18. tensioning pin
14 - 19. tensioning pin
14 - 20. nut
14 - 21. nut
- Super heating installation
Yaitu instalasi pemanas dimana uap dilewatkan dari instalasi tersebut dan ini
terdapat blower yang degerakan motor dengan putaran 2890 – 3970 rpm.
Gambar 13. Superheating Installation

54
Keterangan Gambar :
9. sieve
21. cord
22. cord
103 - 2. rod
103 - 3. sealing ring
103 - 4. sealing ring
103 - 6. pipe
103 - 28. nut
103 - 29. tensioning pin
103 - 26. handwheel
112 - 31. thermo oil heat exchanger
112 - 32. thermo oil heat exchanger
112 - 33. thermo oil heat
exchanger
- Thermo oil piping yaitu sejumlah pipa untuk oil pemanas pada bagian
steam / pemanas.
Gambar 14. Thermo Oil Piping Diagram

55
Keterangan Gambar :
0531. motor control valve
0540. balancing resistance for
temperature control
0542. thermometer
0546. thermometer
0548. NW15 motor control valve
0549. pump
0549R. overhaul set for pump
01000. temperature control
81 - 16. bleed valve
106 - 21. bleed valve
133 - 1. stop valve
133 - 2. stop valve
133 - 7. stop valve
133 - 8. filter
134 - 11. stop valve
134 - 12. pressure gauge
135 - 4. stop valve
135 - 5. filter
- Guide / supporting rods yaitu perlengkapan yang digunakan membawa roller
berputar mengelilingi body mesin.
Gambar 15. Guide / Supporting Rods

56
Keterangan Gambar :
1 - 9 frame
46 - 0. supporting rod
48 - 0. right lock and left lock
48 - 1. lock right and lock left
48 - 2. ring right and ring left
48 - 3. connection part
48 - 3 - 3. grooved stud
48 - 4. spring
48 - 5. pin
48 - 6. came
48 - 13. ring
48 - 14. ball
48 - 15. spring washer
48 - 16. screw
48 - 17. spring
49 - 0. chain
- Automatic lubricator
Yaitu perlengkapan untuk pelumasan rantai yang membawa supporting. Ini
dapat membuka secara otomatis danujungnya ada brush yang mengenai
rantai.
Gambar 16. Automatic Lubricator

57
Keterangan Gambar :
020. valve
020R. coil for valve
32. pump
32R. owerhaulset for pump
34. air supply
42. pressure gauge
43. cuopling
44. sealing ring
45. coupling
47. coupling
47. socket
51. elbow
54. filter
123 - 1. manifold left and right
126 - 78. coupling
126 - 79. coupling
126 - 82. pipe
126 - 83. elbow coupling
126 - 65. ijection block
126 - 65R. overhaul set for injection
block
123 - 3. Brush
123 - 8. socket
126 - 62. packing
126 - 74. socket
126 - 76. coupling
126 - 77. T-coupling

58
- Chain tensioner yaitu penggerak curve dise.
Gambar 17. Chain Tensioner
Keterangan Gambar :
1. hinge
2. arm right and left
3. sprocket
4. hub
5. cover
6. bearing housing
7. closing plate
8. pipe
9. bearing
13. ball bearing
14. ball bearing
15. bolt
16. nut
17. reducing ring
20. bush
21. screw
22. O-ring
23. coupling
24. bolt
25. bolt
28. nut
29. lock washer
30. set of laminations
56 - 1. spring
56 - 2. lever
56 - 3. plate
56 - 4. bolt
56 - 10. nut
56 - 11. bolt
56 - 12. bolt
56 - 14. closing plate
128 - 9. hose

59
- Safety switch yaitu rantai saklar otomatis jika waktu proses kain kusut maka
safety switch ini akan bekerja dan mesin akan mati.
Gambar 18. Safety switch
Keterangan Gambar :
1. sensor
5. arm
6. ring
7. V-ring
9. packing
10. packing
11. holder
12. bracket
13. weight
16. tap bolt
19. adjusting ring
20. adjusting ring
21. lock washer
22. pin
25. bearing block
26. O-ring
019. initiator

60
- Window
Yaitu jendela untuk melihat bagian dalam mesin
Gambar 19. Window, Door, And Manometer
Keterangan Gambar :
023. lamp holder
023R. lamp
8 - 5. clamp bolt
8 - 6. clamp bolt
8 - 7. pin
8 - 16. nut
8 - 17. bolt
8 - 21. screw
8 - 22. adjusting screw
8 - 23. packing
8 - 24. packing
8 - 26. nut
9 - 14. packing
9 - 16. screw
9 - 17. bolt
10 - 5. pin
10 - 7. hinge
10 - 11. pin
10 - 16. nut
10 - 17. bolt
10 - 21. nut
10 - 22. bolt
10 - 24. screw
10 - 25. adjusting screw

61
10 - 26. packing
10 - 27. packing
10 - 28. screw
10 - 30. tensioning pin
22 - 6. pipe
22 - 8. pipe
22 - 12. tension spring
22 - 13. eye bolt
22 - 25. nut
22 - 26. HS 215
23 - 1. glass
73 - 1. tank
73 - 3. scala
73 - 6. pluf
73 - 12. elbow
73 - 14. hose
73 - 15. glass tube
73 - 17. screw
77 - 0. thermometer
- Roller yaitu roll-roll yang digunakan untuk membawa kain untuk di steam.
Gambar 20. Roller

62
Keterangan Gambar :
1. roller
2. sealing ring
3. sealing ring
5. sprocket
16. nut
17. adjusting ring
18. key
19. bearing block
- Exhausting system yaitu sebuah kipas untuk mengurangi uap yang ada di
dalam, ini berupa kipas yang digerakkan dengan motor yang memiliki putaran
2840 rpm.
Gambar 21. Exhaust Device
Keterangan Gambar : 031. fan 036. pressure switch 037. fan 038. fan 2. cover 3. shaft 4. handle
6. handle 7. packing 15. nut 17. bolt 19. nut 20. key 21. adjusting ring
22. packing 23. nut 24. clamp bolt 25. bolt 26. bolt 27. nut 29. adjusting screw

63
90 - 2. packing 90 - 10. scale / handle 91 - 49. packing 92 - 16. packing 92 - 17. packing 94 - 1. rod 94 - 2. threaded spindle
94 - 4. graduated ruler 94 - 5. nut 94 - 10. handwheel 94 - 11. tansioning pin 139 - 9. strainer 139 - 15. nut 139 - 16. elbow
139 - 17. hose 139 - 24. sealing profile 139 - 25. reducing ring 140 - 4. packing 140 - 20. packing
Discharge / exit device
Yaitu tempat atau bagian keluarnya kain hasil steaming / penguapan.
Gambar 22. Discharge
Keterangan Gambar :
0501. DC-motor
0505. micro switch
4 - 2. strip
4 - 3. block
4 - 5. sprocket
4 - 6. sprocket
4 - 7. v-belt
4 - 8. v-belt
4 - 10. bolt

64
4 - 14. bolt
4 - 15. nut
4 - 17. v-belt
4 - 19. wormgear box
4 - 19R. owerhaul set for
wormgear box
4 - 20. adjusting screw
5 - 2. roller
5 - 3. weight
5 - 4. disc
5 - 10. bearing block
5 - 11. bolt
5 - 13. bearing block
5 - 16. adjusting screw
5 - 18. grease nipple
7 - 1. disc
7 - 10. bolt
7 - 12. sprocket
7 - 13. bolt
8 - 1. disc
8 - 5. sprocket
8 - 6. washer
8 - 7. bolt
8 - 9. bolt
9 - 12. roller chain
9 - 13. roller chain
9 - 14. couple link
9 - 15. reducing link
145 - 11. roller chain
145 - 13. couple link
145 - 14. reducing link
146 - 1. shaft
146 - 2. sprocket
146 - 3. sprocket
146 - 6. bearing block
146 - 7. key
146 - 8. adjusting screw
146 - 9. bolt
147 - 1. roller
147 - 10. bearing block
147 - 11. bolt
148 - 1. shaft
148 - 2. sprocket
148 - 10. ball bearing
148 - 13. key
148 - 14. adjusting screw
Exit device ini memiliki bagian-bagian yaitu:
- Clotch cooling
Yaitu bagian pendingin kain setelah kain dipanaskan / masuk ke steamer agar
waktu keluar kain tidak panas.
- Steamseal of steamer discharge
Yaitu tempat / pintu keluar untuk kain setelah proses steamer.

65
Gambar 23. Steamseal Of Steamer Discharge
Keterangan Gambar :
4. sealing
5. sealing
8. packing
11. plate
14. hose
15. pipe
16. ring
17. packing
18. packing
19. plate
20. ring
36. nut
37. nut
38. nut
17 - 62. arm
17 - 63. rod
17 - 64. threaded spindle
17 - 65. nut
17 - 69. sealing
17 - 78. bolt
17 - 80. clamp bolt
17 - 81. nut
17 - 82. nut
17 - 83. hand wheel
17 - 84. tensioning pin

66
- Plainter
Roll bergerak atau berputar dan berayun, ini terdapat 3 buah roll dimana
ketiganya berhubungan dengan sabuk. dan digerakkan oleh motor listrik
yang putarannya harus sama dengan infeed.
Gambar 24. Plainter
Keterangan Gambar :
1. arm
2. roller
3. roller
5. sprocket
6. sprocket
7. rod
8. screw
9. bush
15. adjusting screw
19. nut
20. adjusting screw
25. lock washer
26. lock washer
27. key
28. key

67
29. besring block
30. bearing block
31. ball bearing
32. flat belt
33. grease nipple
3 -1. shaft
3 - 2. hub
3 - 3. hub
3 - 4. sprocket
3 - 5. screw tap
3 - 6. closing plate
3 - 15. bolt
3 - 19. key
3 - 20. bearing block
3 - 22. grease nipple
7 - 2. bolt
7 - 10. sprocket
7 - 12. nut
12 - 13. roller chain
12 - 17. coupler chain

68
Simbol-Simbol Pengontrol
Gambar 25. Steam Distribution / Water injection
Keterangan Gambar :
A1. shut-off valve : Pasokan air ke tangki.
A2. filter : Pasokan air.
A3. shut-off valve : Pasokan air ke injektor.
A4. shot-off valve : Mengatur jumlah dari penginjeksian air.
A5. flow meter : Penanda jumlah dari penginjeksian.
A7. manometer : Penanda tekanan uap dari sumber.
A8. reducing valve : Pengatur tekanan uap ke atap.
A9. shut-off valve : Pasokan air ke injektor.
A10. shut-off valve : Pengisian steamer dan pasokan uap langsung.
A11. pressostat : Mencegah beralih dari fiksiasi oleh uap ke udara, ketika
perlindungan tidak berfungsi.

69
A12. reducing valve : Pengaturan tekanan uap untuk atomisasi air.
A13. manometer : Penanda tekanan uap untuk atomisasi air.
A14. manometer : Penanda tekanan di dalam steamer.
A16. manometer : Penanda tekanan uap ke atap.
A17. shut-off valve : Pemanas atap.
A18. shut-off valve : Pemanas atap.
A19. shut-off valve : Pemanas di inlet dan outlet, setara dengan infeed roller.
Gambar 26. Switch Symbol

70
Keterangan Gambar :
B1. CONTROL VOLTAGE : Pilot lamp, menyala ketika kendali arus
dijalankan ( tombol B5 ).
B2. DRIVE ON : Pilot lamp, menyala ketika drive posisi on
( tombol B6 ).
B3. DISCHARGE : Pilot lamp, menyala segera setelah
overfow protection tertekan oleh
gulungan kain.
B4. LUBROCATION DEVICE : Dengan menekan tombol akan
menjalankan automatic lubrication untuk
chain dan locks.
B5. CONTROL VOLTAGE : tombol untuk kendali arus ; ON/OFF.
B6. DRIVE ON : tombol untuk menjalankan instalasi ; start
/ stop
B7. SPEED : Indikator digital pengatur kecepatan pada
instalasi.
B8. INFEED : Tombol untuk menjalankan motor dari
feeding device ; ON/OFF
B9. CLOTH TRANSPORT : Tombol untuk menjalankan motor steamer
ON/OFF
B10. PLAITER : Tombol untuk menjalankan motor
delivery device ; ON/OFF

71
B11. SPEED ADJUSMENT : Tombol untuk mempercepat dan
melambatkan instalasi.
B12. LOOP LENGTH : Potensiometer untuk pengontrol panjang
gulungan ( pengontrol kecepatan steamer )
B13. -5% +5% : Potensiometer untuk pengatur kecepatan
dari delivery device.
B14. TEMPERATURE CONTROL : Pengatur suhu untuk pertukaran panas
(superheating).
B15. TEMPERATURE CONTROL : Pengatur suhu untuk pertukaran panas
(superheating). Ini tidak tersedia di
steamer yang hanya memiliki 1 pertukaran
panas.
B16. TEMPERATURE CONTROL : Pengatur temperatur atap. ini hanya
tersedia di steamer dengan oil-heated roof.
B17. SUCTION FAN : Pilot lamp, menyala ketika tombol ( B23 )
dari exhaust fan posisi ‘ON’.
B18. CIRCULATION FAN : Pilot lamp, menyala ketika tombol ( B24 )
dari ventilating fan posisi ‘ON’.
B19. CLOTH COOLING : Polit lamp, menyala ketika tombol ( B25 )
dari kipas pendingin kain posisi ‘On’.
B21. FIXIATION BY AIR : Pilot lamp, menyala ketika tombol ( B27 )
dari exhaust fan untuk proses udara dan
kipas untuk pasokan udara dalam posisi

72
‘ON’, dan ini hanya tersedia jika steamer
dalam proses fiksiasi dengan udara.
B22. OILPUMP : Pilot lamp, menyala ketika tombol (B28)
dari oilpump posisi ‘ON’, dan ini hanya
tersedia di steamer yang dilengkapi oil-
heated roof.
B23. SUCTION FAN : Tombol exhaust fan untuk inlet dan outlet.
ON/OFF.
B24. CIRCULATION FAN : Tombol untuk ventilating fan. ON/OFF.
B25. CLOTH COOLING : Tombol untuk kipas pendingin kain.
ON/OFF. Tombol ini hanya terdapat pada
steamer dengan pendingin kain.
B27. FIXIATION BY AIR : Tombol untuk exhaust fan untuk proses
udara dan kipas untuk pasokan udara.
B28. OILPUMP : Tombol untuk oilpump di pemanas atap.
ON/OFF.
B30. LOOP LENGTH : Indikator digital untuk loop-length.
B32. CORRECTION - MATERIAL : Potensiometer untuk penyesuaian
kecepatan dari penggerak motor steamer
untuk memperoleh waktu tinggal yang
tepat pada kain didalam steamer.

73
B33. -2% +2% : Potensiometer untuk pengaturan
kecepatan dari kedua motor penggerak
plaiter.
B34. TEMPERATURE CONTROL : pengontrol temperatur “Normal
steaming”.
B35. EXPANDER : Tombol expander ON/OFF.
B36. EXPANDER : Tombol expander ON/OFF.
B37. DISCHARGE : Tombol untuk melepas motor penggerak.

74
Gambar 27. Various Control Elements
Keterangan Gambar :
C1. Handwheel untuk mengatur dari pembukaan outlet. Dalam prakteknya
tertutup. Ini harusnya terbuka sedikit hanya ketika terdapat masalah
pada outlet.
C2. Saluran pembuangan pada outlet.
C3. Ventilator pembuangan untuk membuang uap yang keluar dari inlet
maupun outlet.
C4. Saluran pembuangan pada inlet.
C5. Rantai untuk mengatur ketegangan kain antara persediaan dengan feed
roller. Ketegangan kain yang benar diperlukan untuk infeed yang benar
dari kain, dan spiral roller dapat bekerja dengan baik.
C6. Handwheel untuk mengatur engkol antara sealing profile dan heated
feed roller.
Ukuran dari engkol tergantung pada ketebalan kain, dan ini ditunjukkan
dalam mm pda skala.
C7. Handwheel untuk mengatur penutup yang berfungsi untuk menyetel
jumlah uap keluar yang mungkin keluar ke inlet.
C8. Penutup untuk mengatur uap baru yang dipasok ke steamer.
C9. Saluran untuk proses penguapan.
C10. Penutup untuk pasokan udara segar.
C11. Kipas untuk pasokan udara segar.
C12. kipas untuk proses pembuangan udara.

75
C13. Penutup untuk mengatur pembuangan dari jumlah proses penguapan
pada sisi outlet dari steamer yang keluar dari kain yang masih hangat.
C14. Kipas untuk mendinginkan kain. Kipas hanya terdapat pada steamer
yang dilengkapi cooling roller.
C16. tombol tekanan diferensial dimana tombol akan membuat mesin
berhenti sacara darurat karena kekurangan pasokan udara segar. Ini
hanya terjadi jika steamer dalam proses fixiation dengan udara.
C17. Handwheel untuk mengeluarkan pengaturan kecepatan kain kanan dan
kiri.
C18. Handwheel dengan salah satu jumlah sirkulasi udaranya dapat diatur,
untuk menghindari kain yang berkibar.

76
BAB IV
SAJIAN MATERI
Maintenance Mesin Steamer type HS III-150
Di PT. Kusumahadi Santosa
Lampu hijau di induk (1) switch (B) tidak menyala ketika saklar listrik
snitched pada. (2) Periksa tegangan suplai dan posisi saklar pemilih tegangan
listrik. Matikan (di switch) dan periksa sekering (C, G dan K) dalam unit kontrol
elektronik dan menggantikan mereka jika perlu. ”BAD-DRAIN” lampu alarm (3)
menyala
1. drain ini diblokir atau diameter pipa pembuangan terlalu kecil.
menyingkirkan penghalang tersebut atau menggunakan pipa drain yang
lebih luas.
2. Float pembuangan mungkin terjebak. Hal ini mungkin akibat dari deposito
mengotori atau skala. Cobalah untuk melonggarkan mengapung dengan
hati-hati memukul terhadap buffer saluran, membersihkan saluran
pembuangan float.AIR TEKANAN "lampu (2) adalah 1. Periksa tekanan
airmenyala. pasokan (1-10 Bar/14.5- 145 PSI).Mengurangi katup (M).
3. Periksa bahwa tekanan di pintu keluar pasokan air mengurangi katup
cukup tinggi dengan memutar tombol searah jarum jam sedangkan hijau
"ISI" lampu (8) menyala. Jangan lupa untuk kembali tombol ke posisi
semula jika ini tidak terbukti menjadi penyebabnya.

77
4. Periksa apakah katup (F) dan katup (V) terbuka dan apakah semua katup
lain telah ditutup selama pengisian (sehingga sementara lampu hijau "ISI"
menyala).
Bila tidak dari dua katup dibuka, periksa apakah ada 24V pada katup "ISI"
"KELEBIHAN-AIR" lampu (4) menyala
1) Periksa apakah semua nilai pengaturan, sepertitapi uap pasti waktu
pengukuran dan tingkat Rendahdari kualitas yang baik. (L) sensor
posisi masih benar.Jarak, arah vertikal, antara pusat-pusat Tinggi
dan tingkat rendah (L) sensor harus approx. 1,5 - 2 cm.
2) Periksa apakah tingkat rendah (L) sensor berfungsi dengan benar.
Untuk memeriksa ini, tempat strip logam sebelum sensor (antara
sensor dan ilinder). Ketika strip logam diselenggarakan sebelum
sensor LED di sensor harus menyala, ketika logam adalah
menghapus LED harus dipadamkan (float tidak harus dekat dengan
sensor karena ini mengaktifkan sensor juga). Ganti sensor jika
perlu.
3) "KELEBIHAN AIR" alarm mungkin disebabkan oleh kebocoran
pipa, sambungan, katup atau silinder.Jika pipa pasokan uap
terputus dan kopling masuk uap tertutup rapat, tingkat air tidak
harus drop selama waktu pengukuran. Jika level drop tidak ada
kebocoran. kebocoran ini dapat disebabkan oleh katup yang tidak
menutup dengan benar, misalnya sebagai akibat kekotoran atau
karena kesalahan dalam

78
4) Mengisolasi katup ini harus lebih baik dari tipe fullway. Semua
katup isolasi harus mampu dibuka perlahan-lahan.
5) Penghapusan Kondensat Pastikan bahwa pipewoik ini cukup
dikeringkan sehingga katup disediakan dengan uap kering.
Susunan ideal adalah untuk menyesuaikan pemisah dalam pasokan
uap. Jika dengan menutup katup mengisolasi hilir, maka pipa hilir
kemungkinan akan menjadi banjir, satu set trap harus dipasang
untuk membuang kondensat funning sebagai akibat kerugian
berseri-seri.
6) Mencegah Dirt katup harus dilindungi oleh pipa saringan ukuran
yang sama dengan pipewoik hulu dan dilengkapi dengan layar 100
mesh. saringan file harus dipasang pada sisinya untuk mencegah
akumulasi air.
7) Kontrolekanan pipa katup akan diberikan lengkap dengan
perakitan pipa kontrol menghubungkan sisi tubuh dengan sisi
ruang katup pilot.Ketika kontrol dekat tekanan dan / atau kapasitas
maksimum diperlukan, sebuah pipa tekanan eksternal kontrol harus
dipasang.Untuk menyesuaikan tekanan ini hilir alternatif
penginderaan pipa kontrol, hapus terlebih dahulu perakitan pipa
kontrol. Hasil t / a "bsp menekan di sisi tubuh harus blanked
menggunakan plug disediakan dalam kantong kain yang melekat
pada katup (yang juga berisi petunjuk-petunjuk pemasangan) I
lainnya / 8." Bsp menekan di sisi ruang katup pilot, harus blanked

79
off menggunakan steker dipasang dalam penyadapan yang
disediakan di depan ruang katup pilot. Ke dalam menekan terakhir,
sesuai dengan pas kuningan kompresi dengan kompresi cincin
kuningan yang juga terkandung dalam tas linen.
Ini cocok untuk pemasangan 6 min 0 / D pipa. Jika pipa cocok
adalah kerusuhan tersedia pemasangan kompresi dapat dilepas dan
1 / 8 "nominal dikenakan pipa baja screwed langsung ke ruang
katup pilot Pipa mengontrol tekanan harus dihubungkan ke atas
tekanan berkurang utama pada titik di mana baik. arah ada Pipa
panjang lurus tidak terganggu olehdiatur dengan penurunan positif
sehingga setiap kondensat dapat mengalir dari katup mengurangi.
Dimana ukuran tekanan berkurang utama membuat sulit untuk
mempertahankan jatuh ketika memasuki puncak utama, pipa
kontrol tekanan dapat dihubungkan ke sisi utama. Sebuah katup
stop harus dipasang untuk mengisolasi tujuan.
8) Tekanan gauge hal ini penting agar sesuai dengan alat pengukur
tekanan pada sisi hilir sehingga katup dapat dikonfigurasi dengan
tepat. Sebuah alat pengukur tekanan pada sisi hulu juga dapat
berguna.
9) Bypass jika penting untuk menjaga pasokan konstan uap dan
stasiun katup tidak termasuk mengurangi duplikasi atau peralatan
siaga, mungkin perlu untuk menginstal bypass untuk memastikan
kelanjutan dari pasokan bila katup mengurangi sedang dilayani.

80
Katup by-pass biasanya akan menjadi ukuran yang sama dengan
katup mengurangi. handwheel harus digembok untuk mencegah
penggunaan oleh anggota yang tidak sah, dan bila digunakan harus
di bawah pengawasan konstan. The pass-by dapat diatur di atas
atau ke samping majelis utama tetapi tidak pernah di bawahnya.
10) Katup pengamanaman katup ini dimaksudkan untuk melindungi
peralatan hilir dari tekanan yang berlebihan.Ini harus ditetapkan
untuk meniup bawah tekanan kerja yang aman dari peralatan hilir,
dan biasanya akan menjadi ukuran untuk melewati kapasitas penuh
dari IRV harus PRV yang gagal dalam posisi terbuka penuh. Tidak
harus ditetapkan terlalu dekat dengan pengaturan dari PH, dan
harus dibuang ke tempat yang aman
Gambar 28. Katup Pengaman
11) Pastikan gasket wajah yang bersih.
12) Periksa pegas katup utama kembali berada dalam posisi.
13) Fit gasket baru.
14) Ganti layar.

81
15) (DP17E) pasang perumahan pilot valve lengkap dengan perakitan
pegas perumahan dan mengencangkan mur dengan torsi yang telah
ditentukan. Pasang pilot valve perumahan lengkap dengan kontrol
udara blok dan mengencangkan mur untuk torsi.
16) Pasang kembali pipewofk dan ietighten serikat pekerja untuk
memastikan segel ketat.Bawa katup kembali ke komisi dengan
mengikuti langkah-langkah sebanyak yang diperlukan dalam
Bagian
Gambar 29. Pipewofk and Ietighten
Untuk memperbaiki Pilot Valve Diafragma mengisolasi katup dan nol
mengurangi tekanan. Ikuti langkah-langkah 15 19 kemudian lanjutkan.
17. Longgarkan dan menghapus perumahan musim semi, musim semi
plat bawah & diafragma tua.W 17 R)Longgarkan kacang dan
mengeluarkan udara blok kontrol dan diafragma.
18. Pasang kembali 2 baru diafragma memastikan bahwa
menghubungisemuawajahdibersihkan.
19. Ganti pelat bawah.

82
20. Pasang memperketat peanut Merakit blok kontrol udara dan
kencangkan kacang untuk torsi ditunjukkan pada Tabel 1.Bawa
katup kembali ke komisi dengan mengikuti langkah-langkah
sebanyak yang diperlukan dalam Bagian B.
Gambar 30. Blok Kontrol
21. Drop ruang diafragma jauh lebih rendah, kedua diafragma, plat
diafragma dan mendorong perakitan batang.
22. Bersihkan ruang diafragma rendah membuat wajah menghubungi
yakin bersih
Gambar 31. Diafragma

83
Pemeriksaan Awal
1.isolate katup dan nol mengurangi tekanan.locknut
2.Release dan putar penyesuaian sekrup searah jarum jam sampai kendur.
3.mengulang pengencangan pada pipewoik rilis.
4.Turn onsteam perlahan-lahan. Jika uap adalah pemakaian dari kopling katup
pilot gagal ke tempat duduk. Jika uap pemakaian dari pipewoik katup ini
menunjukkan bahwa katup utama adalah menyerah ke dudukan 90.
Tekanan Nol atau terlalu rendah
Jika tidak ada respon terhadap tekanan di sisi hilir atau jika tekanan ini di bawah
dasi diperlukan tekanan mengaturnya bisa disebabkan oleh salah satu dari berikut:
1. No uap tekanan tinggi mencapai katup mengurangi. Periksa uap yang
sudah dihidupkan kering yang saringan jelas. (Tekanan gauge dipasang
secara permanen pada sisi hulu akan membiarkan ini harus dilakukan
dengan cepat).
2. Tekanan penyesuaian musim semi rusak. perakitan .
3. Pipe ((P) pada halaman 19) diblokir Hapus oleh kacang serikat uncoupling
dan Cara menyeluruh untuk obstruksi jelas.
4. Control lubang diblokir. Lepaskan dari ruang diafragma lebih rendah dan
obstuction keluar jelas.
5. Utama diafragma retak..
6. Pilot katup plunger terlalu pendek. Periksa sebagaian.
7. Vaive mencukupi untuk kondisi hilir kapasitas.
Pertama, periksa bahwa tekanan hulu sudah benar. Jika rendah, kapasitas

84
katup akan berkurang.Kemudian memastikan bahwa tekanan hilir pipa
kontrol dipasang seperti yang direkomendasikan dalam Pasal 8 dan
perubahan yang diperlukan lebih dari perakitan kontrol pipa alternatif
yang cocok langsung ke tubuh.Jika tekanan hilir masih terlalu rendah,
maka katup yang lebih besar dengan kapasitas lebih diperlukan.Tekanan
terlalu tinggiJika tekanan pada sisi hilir dari dasi [mengurangi katup telah
meningkat di atas tekanan yang diperlukan ditetapkan bisa disebabkan
oleh salah satu dari berikut:
1) .Down stream kontrol tekanan pipa.
2) Control lubang (Al) onpage (19) diblokir. pipewoik Kendori dari
sisi tubuh dan membersihkan.Katup diafragma .
3) Pilot retak. Periksa dan ganti Katup .
4) Pilot (14) atau pilot valve plunger (13) adalah mencuat. Foli)
Sebuah langkah 21 sampai 25.
5) katup Utama atau katup pilot tidak duduk. Periksa sebagai Bagian
89.
6) push katup Utama keras menempel. Ikuti langkah-langkah 50-57.
7) Pilot katup plunger terlalu lama. Chuck sebagai bagian flat
lengkung mungkin bertepatan dengan variasi beban uap. Jika hal
ini terjadi, pemeriksaan berikut ini harus dilakukan sebelum
membongkar :
Check bahwa tekanan segera hulu katup benar dan itu stabil Jika
tekanan turun selama kondisi beban penuh, adalah mungkin bahwa

85
ada adalah penyumbatan bela diri hulu, atau bahwa pipework ujung
berukuran. Ini tekanan hulu rendah, efeknya akanmengurangi
kapasitas katup. Ini mungkin tidak kemudian dapat menjaga
tekanan ban hilir saat kondisi beban penuh. Jika tekanan hulu
adalah benar, dan stabil, matikan beban uap kering mengatur katup
pada kondisi buntu.Terapkan penuh beban untuk katup.Jika
tekanan downstrearn tetes berlebihan pada kondisi beban penuh,
kemungkinan bahwa katup yang berukuran, dalam hal ini harus
diganti.Setelah telah ditetapkan Ihat tekanan hulu adalah benar dan
stabil, dan bahwa katup benar berukuran, cek berikut ini harus
dilakukan pada katup: pasokan uap basah. The titik di mana pipa
tekanan eksternal disadap ke utama di daerah bergolak. Melihat
bahwa itu benar dipasang sebagai Bagian 8. Lepas perakitan pipa.
Blow hingga jelas. 6.Pilot katup atau katup plunger.
8) Main katup push rod (23) mencuat. Ikuti langkah-langkah 50-57.
Pilot B. diafragma atau diafragma utama menjadi kewalahan. Ini
hanya mungkin terjadi setelah lama pelayanan. Untuk mengganti,
lihat halaman 12 arrd 13.

86
Gambar 32. Katup Push Rod
9. Bersihkan ruang diafragma rendah, membuat wajah hubungi yakin bersih.
10. Ganti diafragma pelat dan perakitan mendorong batang kering longgar sesuai
ruang diafragma lebih rendah pada dua baut kedua sisi sambungan serikat untuk
mencari keran di reses.
11. Pasang kembali diafragma yang persis dengan cara yang sama seperti ketika
dibongkar.
Gambar 33. Pemasangan Diafragma
12. Push diafragma rendah ruang rumah untuk mencari di istirahat dan kacang
M12 mereparasi dan baut. Kencangkan ke torsi 90 Am.
13. kencangkankembali serikat lama untuk memastikan segel uap ketat.
Gambar 34. Mengencangkan Tutup Uap

87
Gambar 35. Memasang Katup Utama
14 Pasang kembali kepala katup utama.
15. Ganti katup musim semi kembali utama.
16. Fit gasket baru.
17. Ganti layar.
18. (DP 17 & DP 17 E)
Pasang perumahan pilot valve lengkap dengan perakitan perumahan Spring dan
kencangkan kacang untuk torsi ditunjukkan pada Tabel 1.(DP 17 R)Pasang pilot
valve perumahan lengkap dengan kontrol udara blok dan mengencangkan mur
untuk torsi ditunjukkan pada Tabel 1.83. pipa Pasang kembali dan kencangkan
serikat pekerja untuk memastikan segel ketat.Bawa katup kembali ke komisi
dengan mengikuti sebagai langkah kotor yang diperlukan dalam Bagian B.Untuk
layanan atau Renew Solenoid Valve(DP 17 E)Deppressurize Valve dan
mematikan catu daya listrik.
19. Lepaskan klip penahan dan slip kandang dari seluruh solenoid solenoid dasar
dan subassembly atau plugnut / tabung inti subassembly.
20. Buka kap mesin atau dasar solenoida sub-perakitan dan menghapus musim
semi inti, perakitan inti dan paking tubuh.

88
Semua bagian kini dapat diakses untuk membersihkan penggantian. Ganti bagian
yang aus atau rusak dengan Suku Cadang lengkap Kit untuk hasil terbaik.
21. Pasang kembali dengan urutan terbalik cermat memperhatikan pandangan
meledak disediakan.
Gambar 36. Pilot Valve
Penggantian Coil
Matikan catu daya listrik dan lepaskan kabel gulungan timah.
22. Lepaskan klip penahan, papan nama dan perumahan. Slip mesin cuci musim
semi, isolasi ring dan kumparan off solenoid perakitan sub-base.
Pasang kembali dengan urutan terbalik.
PERHATIAN : Solenoid harus sepenuhnya dipasang kembali sebagai perumahan
tersebut adalah bagian dari, dan melengkapi rangkaian magnetik.

89
Gambar 37. Solenoid
23. Pastikan gasket wajah yang bersih.
25. Periksa pegas katup utama kembali berada dalam posisi.
26. Fit gasket baru.
27. Ganti layar.
28. (DP 17 DP 17 E)
Pasang perumahan pilot valve lengkap dengan perakitan pegas perumahan dan
mengencangkan mur untuk torsi ditunjukkan pada Tabel 1(DP 17 R)Pasang pilot
valve perumahan lengkap dengan kontrol udara blok dan mengencangkan mur
untuk torsi ditunjukkan pada Tabel 1.
29. Pasang kembali pipewofk dan ietighten serikat pekerja untuk memastikan
segel ketat.
Bawa katup kembali ke komisi dengan mengikuti langkah-langkah sebanyak yang
diperlukan dalam Bagian B.

90
Gambar 38. Pemasangan Pipewofk Dan Ietighten
Hubungan listrik memeriksa saluran tegangan sesuai dengan plat unit :
Sinyal dan kontrol baris terpisah dari kabel listrik saat ini atau
menggunakan kabel terlindungmasukkan kabel (1,5 mm2) ke klem antihan
atau saluran pas Pg11
Terhubung kabel sesuai dengan diagram dengan power supply dimatikan
Dalam kasus discrepances wirings diagram di cover memiliki prioritas.
Setting arah: daya pada terminal 1 / 2 membuka bagian A-AB daya pada
terminal 1 / 3 membuka bagian B-AB untuk terminal arah perubahan
opposit 2 dan 3 Jika sebuah perangkat umpan balik apakah terpasang,
terminal potensiometer harus diubah juga instal ulang penutup dan
kencangkan sekrup.

91
Gambar 39. Potensio Meter
untuk lubrification dari sekrup lift menggunakan Molykote grease atau serupa di
awal kencangkankembali sambungan flensTanpa perawatan lebih lanjut
diperlukan saklar beban batas tergantung memiliki pabrik pengaturan dan tidak
boleh disadjusted
1. Informasi umum:
SINI dapat mengasumsikan hanya menjamin, jika diamati Instruksi secara
ketat untuk instalasi dan selama pengoperasian pompa. Dalam hal
informasi lebih lanjut diperlukan, silahkan, selalu menunjukkan data plat
nama pembuat dan Nomor dari pompa yang bersangkutan.
2. Keterangan
Pompa ZTI (gbr. 1) adalah single-stage, pompa sentrifugal non-
selfpriming. Mereka cocok untuk handlig minyak pembawa panas. Mereka
digerakkan oleh motor standar dengan ventilator.

92
Gambar 40. Pompa ZTI
max, kecepatan pelayanan casing maks tekanan diperbolehkan. layanan suhu
viskositas frekuensi switching diperbolehkan diperbolehkan poros sealingcooling
Gambar 41. Sealing Cooling
Sebelum menutup pabrik elemen mengatur dekat garis pembuangan untuk
mencegah dalam hal drainase sirkuit tertutup pompa dan garis hisap dan untuk
menjaga arus mulai dalam batas diterima.
PERHATIAN:
Bila mematikan pompa dalam kondisi panas, tidak pernah tutup pompa di sisi
penghisap dan pengeluaran, seperti dinyatakan pada rekening pengurangan

93
volume udara minyak menembus ke dalam pompa, bahaya yaituSetelah
menjalankan perusahaan-periode-kebutuhan pompa tetapi sedikit perhatian. Segel
mekanik bebas perawatan selama operasi. Leakiness ditandai dengan minyak
panas pembawa meninggalkan lubang kebocoran cairan yang disediakan untuk
tujuan U (gbr. 1). Pada pengiriman pompa lubang ini ditutup, pada pabrik kami
ruang diisi dengan perlindungan terhadap kering-berjalan. Ketika unscrewing
sekrup sejumlah kecil minyak akan bocor keluar. erlindungan kering-berjalan,
bagaimanapun, dipertahankan. Dalam kasus pompa dalam posisi horizontal
inferior lubang disediakan untuk kebocoran cairan. Setelah respct perbaikan.
pemasangan suku cadang ruang harus diisi dengan minyak, untukperlindungan
terhadap berjalan dalam keadaan kering (lihat Majelis Instruksi Nu 144,65803..)
yang bantalan lengan dalam, juga, tidak memerlukan pemeliharaan selama
operasi. Abrasive dalam medium yang akan ditangani, bagaimanapun,
menyebabkan keausan mengurangi masa kerja bantalan lengan
Kecepatan terlalu rendah casing, sil mekanik atau baris hisap bocor positif suction
head terlalu rendah clearance impeller terlalu lebar karena memakai rasa salah
putaran bagian macet di impeller viskositas terlalu tinggi. 'Positif hisap kepala
terlalu rendah distorsi unit karena kekuatan pipa bagian longgar atau tersangkut di
pompa bantalan antifriction dari motor rusak. Casing atau distorsi sil mekanik
bocor dari unit karena kekuatan pipa temperatur medium yang harus ditangani
untuk tinggi kotoran dalam media yang akan ditangani. Pompa beroperasi di
bawah kondisi luar daerah yang tercantum discharge membuka katup slide terlalu
banyak bagian longgar atau tersangkut di pompa viskositas terlalu tinggi.Suhu

94
medium untuk ditangani terlalu tinggi suhu lingkungan pada motor listrik terlalu
tinggi ventilator motor listrik tersumbat aliran udara dari ventilator terhambat.
Tandai posisi cincin lokasi. grub Kendurkan sekrup di lokasi ring 531. Lepaskan
hati-hati mencari cincin 531, sil mekanik 500 dengan perumahan segel penutup
poros 316 dari 200 poros. Tekan keluar kursi stasioner 501 dan 0-ring 502 dari
perumahan segel penutup poros 316 Jika perlu longgarkan grub screw 151 dan
tarik kipas 34 dari 200 poros. Longgarkan sekrup segi enam 171. Sekrup dua dari
mereka ke dalam membosankan benang braket bantalan 210 (sekrup
ekstraksi).Push pergi bracket bantalan poros 200 210 dengan dari motor listrik
106.Ambil cincin splash 196 dari poros. Mengambil circlip 263 dan dukungan
mesin cuci 261. Tekan keluar poros 200 dari sisi pompa braket bantalan 210 dan
jika perlu mengambil circlip 262 dan mesin cuci 260 dukungan dan pull off
bantalan antifriction 230 dengan 242 semak.sebuah bagian, periksa wajah
penyegel dan wajah berjalan untuk pakai jika perlu di suku
cadang.Eembly perakitan dilakukan dalam urutan terbalik dari pembongkaran
tersebut.Dorong bantalan anti gesekan 230 pada batang 200 dan aman dengan
dukungan mesin cuci circlip 260 dan 262.Masukkan semak 242 di bearing'bracket
210 dan lemak baik. Tekan di poros dengan bantalan antifriction 200, mount 230
dan menonton untuk fit tepat dan kunci dengan dukungan mesin cuci 261 dan 263.
Push cincin splash 196 pada 200 poros. Lengkap bracket bantalan poros mount
210 dengan 200 dan m otor listrik dan kencangkan dengan sekrup segi enam 171.
PERHATIAN : Jika selama pemasangan motor listrik, itu harus dipoles off
dengan kertas ampelas untuk membuatnya bergerak. Sebelum perakitan akhir

95
memberikan akhir poros dengan pelumas (molykote paste).
Push fan 34 di poros 200 dan kunci dengan sekrup grub di lubang buta disediakan.
Tekan di perumahan segel poros menutup-ring 316 0 502 dan 501 kursi stasioner.
Push poros perumahan segel sampul 316, sil mekanik 500 dan 531 menemukan
cincin ke poros. Mengunci lokasi ring dengan sekrup ke tempat yang ditandai
sebelumnya.
PERHATIAN: Jangan merusak segela. Menggeser sil mekanik 500 dengan
"minyak pelumas". Sambungan pipa ventilasi udara harus menunjukkan ke atas
dalam hal instalasi pompa horizontal. Untuk mendorong penggunaan sil mekanik
lengan pemasangan kerucut.Tekan bantalan semak lengkap dengan lengan baja ke
casing penutup 3 dan kemudian setelah itu memeriksa presisi berjalan benar (0,05
mm) yang berkaitan dengan tekanan casing.
Troubleshooting
Dan dibawah ini sedikit dijelaskan tentang kerusakan dan solusi perbaikan
Mesin Steamer Type HS-150 yang ada di PT.Kusumahadi Santosa.
Steamer Tidak Dapat Mulai Bekerja
Penyebabnya :
Rantai penggerak terdapat kotoran
Pelumasan kurang sempurna
Salah satu tombol pengaman terkunci.

96
Solusinya :
Periksa Locks ( terutama pada rod pick-up / rod lay-off )
Periksa suhu transport chains dan chain wheel yang terlumasi.
Jika perlu, nyalakan ulang dan lumasi kembali. Periksa tinggi
pelumas di bak penampung.
Periksa tombol pengaman
Steamer Berhenti Bekerja
Penyebabnya :
Saat mengisi kain pada mesin steamer, seseorang lupa untuk
menyalakan motor delivery device pada waktu tertentu, Karena
kain ini terdapat sekitar poros penggerak dari transport chains.
Sebagai konsekuensinya tombol pengaman dari pelindung draft
( pada delivery device ) akan menyebabkan instalasi berhenti.
Saat mengisi kain pada mesin steamer, seseorang lupa untuk
menyalakan motor delivery device setelah mencapai batas
maksimum daya muat kain. Karena kain ini berjalan lagi dengan
overflow protection, sehingga tombol pengaman dari overflow
protection akan menghentikan instalasi.
Jika gulungan terlalu panjang, kain dapat meregang sedemikian
rupa sehingga kemungkinan sinkronisasi tidak akan cukup.
Tombol pengaman dari overflow protection akan terkunci.
Pengaturan salah pada overflow protection ( sensor sayap )

97
Kain rusak di sekitar sopporting rod, karena berganti tombol
pengaman ke draft protection ( di delivery device ) maka
menyebabkan instalasi terhenti.
Solusinya :
Tunggu sampai waktu perbaikan daya muat steamer tercapai.
Kemudian biarkan mesin steamer dingin, dan segera lakukan
perbaikan.
Atur tombol ( B8 ) dan ( B9 ) pada posisi 0 dari inlet dan masing-
masing pemanas – dan posisikan I pada tombol ( B10 ) dari
outlet. Dengan menggunakan ( B6 ) kemudian mulai jalankan
dan menarik kelebihan kuantitas kain keluar dari mesin steamer.
Sekarang hentikan dengan ( B6 ) dan atur tombol ( B8 ) dan ( B9
) ke posisi I dari inlet dan masing-masing pemanas.
Setelah menjalankan motor dari perangkat pengumpan, pemanas
dan delivery device ( tombol ( B6 ) ). Kemudian atur kecepatan
tetap motor penggerak dari delivery device, dengan potensiometer
( B13 ).
Dengan potensiometer ( B12 ) meningkatkan kecepatan transport
chain untuk gulungan kain yang pendek. Konsekuensinya akan
merubah waktu perbaikan kain. Dengan tombol ( B11 )
mengurangi kecepatan instalasi sampai waktu perbaikan yang
dibutuhkan tercapai lagi.

98
Atur ulang overflow protection.
pertama coba untuk menarik keluar kain secara manual. Jika tidak
berhasil, tunggu sampai waktu perbaikan mesin steamer.
kemudian mencoba untuk mengeluarkan kain rusak dengan
batang melalui jendela atas di dinding belakang. Jika tidak
berhasil lagi, biarkan mesin singin kemudian atasi masalah yang
ada di mesin steamer.
Suhu Meningkat Selama Penguapan Netral
Penyebabnya :
Pasokan air untuk injektor terganggu
saluran keluar terbuka untuk uap yang disemprotkan dari tubuh
injektor tersumbat oleh endapan garam ( gangguan secara terus
menerus ).
Solusinya :
Periksa pasokan air pada tangki. Lepaskan saluran air pendingin
dari injector, dan periksa efek dari penghisapan. Bersihkan pipa
air di injektor ( mungkin tersumbat oleh endapan garam ).
Lepaskan dari flow meter ( A5 ) pipa air menuju injektor, dan
periksa aliran air yang keluar. Jika tidak ada air yang keluar,
periksa pipa air dengan penggunaan udara atau beri air bertekanan
pada pipa. Periksa juga shut off valve ( A4 ).

99
lepaskan penutup dari injektor dan bersihkan bagian dalam
injektor .
Gulungan Kain Terlalu Panjang
Penyebabnya :
Sistem rod-transport terganggu
Masalah pada transport chain.
Solusinya :
Periksa sistem rod-transport dan tutup mekanisme pengunci.
Periksa suhu transport chain dan chain wheel cukup dilumasi.
Periksa ketegangan transport chain.
Periksa penyesuaian dari sistem rantai pengatur ( chain wheel,
rail, bend, dan guide pulley ).
Infeed Roller Kurang Panas
Penyebabnya :
Penghubung untuk pasokan uap dan kondensat pengembali tidak
berfungsi.
Solusinya :
Periksa penghubung dan penghalang uap.
Uap Keluar Dari Saluran Masuk Kain
Penyebabnya :
Infeed kain membuka terlalu besar celah antara roller steamheated
dan penyegel profil.

100
Penyegel rusak atau aus.
Alat pembuangan uap tisak cukup.
Tekanan lebih pada mesin steamer terlalu tinggi.
Solusinya :
Dengan handwheel ( C6 dan ( atau ) C1 )
Mengurangi putaran masuk dan ( atau ) putaran keluar.
Perbaiki atau ganti penyegel.
Dengan handwheel ( C7 ) buka lebar penutup di saluran
pembuangan ( C4 ) di saluran masuk juga ( C13 ).
Dengan mematikan katup ( A10 ) untuk mengatur pasokan uap.
Uap Keluar Dari Jendela Dan Pintu
Penyebabnya :
Windowseal dan kerangka pintu kurang baik.
Solusinya :
Menyesuaikan kembali engsel
Perbaiki atau ganti penyegel.

101
BAB V
PENUTUP
Kesimpulan
Berdasarkan dari uraian isi laporan diatas mengenai Maintenance (perawatan)
pada suatu mesin sangatlah penting, karena untuk menjaga kondisi mesin agar
dapat bekerja dengan optimal dan tidak rentan terhadap kerusakan. Hal tersebut
dilakukan untuk menunjang kelancaran proses produksi. Walaupun setiap masing-
masing mesin mempunyai perawatan berbeda-beda tetapi inti dari Maintenance
(perawatan) adalah sama, yaitu meliputi; Cleaning (pembersihan), Inspection
(pemeriksaan), Replacement (penggantian), Repair (perbaikan), Overhaul
(pembongkaran secara menyeluruh). Mesin Steamer yang terdapat di PT.
KUSUMAHADI SANTOSA salah satunya adalah mesin Steamer type HS III-
150. Mesin Steamer ini berfungsi untuk mengeringkan kain dan menguatkan
warna kain (agar tidak mudah pudar) setelah proses Printing.
Saran – Saran
Mengingat pentingnya praktek kerja lapangan ini pada dunia pendidikan
pada khususnya dan dunia industri pada umumnya maka, penulis berharap
semoga para pembaca khususnya adik tingkat terpacu semangatnya dan
mempunyai kemauan yang keras.penulis juga berharap diantaranya :
a) melakukan perawatan berkala pada komponen mesin steamer shingga
memperoleh fungsi kerja yang optimal pada tiap-tiap komponen.
b) melakukan pemeriksaan pada system kelistrikan pada mesin steamer
shingga tidak terjadi kerusakan yang fatal pada mesinnya.

102
Penulis menyadari dalam penyusunan laporan ini masih banyak sekali
kekurangan .akan tetapi harapan penulis semoga dapat menghantarkan pembaca
menuju ke industri tekstil. Kritik dan saran membangun sangat diharapkan dari
pembaca, karena dengan demikian akan dicapai kemajuan yang lebih baik dan
sempurna baik materi dan susunanya. Sebagaimana kita ketahui bersama bahwa
lulusan Akademi Teknologi Warga Surakarta adalah tenaga kerja ahli madya yang
akan terjun di dunia industri, dimana bekerja pada perusahaan dituntut
kedisiplinan, kemampuan dan ketrampilan serta loyalitas, maka penulis
menyarankan segenap kemampuan mahasiswa dan lulusan Akademi Teknologi
Warga Surakarta senantiasa meningkatkan dan mempersiapkan diri dengan hal-
hal tersebut sehingga sanggup untuk memasuki persaingan di pasar tenaga kerja
nantinya yang semakin lama semakin berat sainganya.
Demi meningkatkan kualitas lulusan Akademi Teknologi Warga Surakarta
mohon untuk diadakan pelatihan psikotest dan interview dalam melamar
pekerjaan untuk melatih mental lulusan Akademi Teknologi Warga Surakarta.

103
DAFTAR PUSTAKA
Djufri, Rasyid, Ir. M.Sc., dkk. Teknologi Pengelantangan, Pencelupan dan
Pencapan. Bandung : Institut Teknologi Tekstil, 1976.
Lubis, Arifin, S.teks., dkk. Teknologi Pencapan Tekstil, Bandung : STTT, 1988.
Manual Book Stork HS III Manchine.
Bambang Teguh Baroto, ST. Teknik Perawatan. Surakarta : Akademi Teknologi
Warga Surakarta, 2010.
Suprapto dan Rosyida Ainur. Panduan Tugas Akhir. Surakarta : Akademi
Teknologi Warga Surakarta, 2000.

104
LAMPIRAN
Lampiran 1 : Surat Keterangan PKL

105
Lampiran 2 : Piagam Program Pengenalan Kehidupan Kampus (PPKK)

106
Lampiran 3. Transkrip Akademik