







Bahasa
Halaman
Hukum

1
HTL-280B/280C/280D/280E High Speed
Automatic Pillow Type Packing Machine
USE MANUAL
JIANGSU HAITEL MACHINERY CO.,LTD
Address: Taidong Industrial Zone,Dongtai city,Jiangsu Province,P.R.China
Tel:0086-515-85216388 Fax:0086-515-85270398
Mobl Tel:0086-13901416768 E-mail:[email protected]
Http://www.bm198.com www.usahaitel.com
2
Content Preamble
Ⅰ.Uses and characteristics……………………………………...3
1.Application………………………………………………………3
2.Main technical parambers…………………………………….….3
Ⅱ.Installation and debugging…………………………………...3
1.Installation and debugging……………………………………….4
2.Power supplying………………………………………. ………..4
3.Testing machine………………………………………………….4
Ⅲ.Normal starting machine steps………………………………5
Ⅳ.Adjusting and operation………………………………………6
1.Control panel…………………………………………………….6
2.Instruction of control panel………………………………………6
3.Setting paper length………………………………………………7
4.Paper-loaded and debugging……………………………….……..8
(1)Paper-load steps……………………………………….………8
(2)Adjusting membrance forming………………………….…….9
(3)Adjusting of center sealing part………………………….……9
5.Using photoelectric trcking sisterm………………………………10
Adjusting methods and steps…………………………………….10
6.Adjusting horizontal sealing knife speed…………………………11
7.Adjusting horizontal sealing knife frame…………………………12
8.Adjusting horizontal sealing knife block and cutting……………..12
9.Adjusting packing production position(feeding) ………………....13
Ⅴ.Using machine attention…………………………………….....13
Ⅵ.Maintenance and checking……………………………..….….14
1.Maintain and clean every day or every class……………………...14
2.Maintain and clean every month………………………………….15
3.Checking machine reference half-year……………………………15
Ⅶ.Breakdown & Removal…………………………………..…15
Ⅷ.Electric tenet diagramm1……………………………………18

3
Preamble
Before uusing this model packing machinery ,please you have an
intimate knowledge of all substances for this machine 《Operation
guide》 .It will help you unserstand HTL-280B/280C/280D/280E
characteristics , construction, operation ,and maintenance ,help you
how to operate machine rightly, make it do best efficiency ,reduce
breakdown, extend tenure of using.
When test run,operaters should read this instruction carefully ,and
start machine with our enterprise staff helping, master using this
machine quikly.

4
Ⅰ.Uses and characteristics:
1. Application
This machine is applicable to all kinds of solid regular articles packing for biscuit,
bread, instant noodles, ice cream, cakes, soft others. Other categories such as : soaps,
wind Oil, a pocket-sized notebook, pen boxes, tape,splice belt,and regular shaping
drug etc.
The machine has good sealing, sealing clear, clean, flexible, fast, compact, smooth
operating, low noise characteristics etc.
2.Main technical
s
t
a
n
d
a
r
s
Model HTL-280B/280C/280D/280E
Packing speed(bag/min) 60-350
Membrance width(mm) ≤180
Bag length(mm) 50-115 or 45-90
Bag width(mm) 30-80
Power(kw) 2.5
Weight(kg) 650
Dimension(L*W*H) 4000*950*1450
Machine noise(DB) ≤75
Rate of packing(percentage) ≥98%
Voltage (v) 220V 50Hz
Packing materials OPP、PE、PVC、OPP/CPP、PT/PE、
KOP/CPP、Aluminum membrance etc.
Instructions: In the above form , the main technical parameters and specifications
for standars machine are our the enterprises. If excess packaging products within the
scope , need to replace ecorresponding quipment parts, belong to the non-standard
configuration .If your parts belong to the non-standard configuration of the machines,
please look technical parameters of the outcome and not on the pages listed or in the
table below is not mentioned
Ⅱ.Installation and adjusting
1 Install machine
Stop at the following locations to install machines, otherwise it may affect the normal
use of machinery and equipment.
(1) Non - horizontal position
When you put the machine installed in a horizontal position, by transport plane
5
products making machinery installation in level . To install machine in the reference
plane (transfer product plane) of a standard device conditioner; adjust at the bottom of
the six-screw, keep product plane in the level. If necessary production line with the
other machines or processes match ,for example:the machine maching with
transmission belt ,so should calculate the height machine so that the process of
transmission products is not smooth.
(2) Under the sun
Put machines in sunlight or strong light,photoelectric switche will failure.
(3) The temperature is too high or too low, the space is too narrow
The machines meet the operating environment temperature : 0-45 oC. Temperature :
none condensed water ,10-90%RH data.
(4) Vibration place
(5) Near the ventilation and air-conditioning equipment
(6) Corrosive gases or dust is not suitable for the location of machines
2. Supply power
(1) Connect power
Put end of power cable’s rapiding cylindrical plug into the right total socket of an
electrical box ,another end of cable plug insert supplying power socket.
Attention:this manchine use power is 220 V AC power, prohibit connecting 380V AC
power or not suitable for requirement power. To guarantee the safety, electrical install
by a professional person to complete.
(2) Turn on main power switch
Turn on total power switch of machine electrical box control panel
3. Testing machine
After turn on power ,checking machine as follows:
1) Checking the work surface ,conveyor system, sealing knife debris , must not have
the tools or other articles, observe any unusual around machines.
2) Ensure the speed of adjustment knob in the lowest place,close point button of
control panel(first point stopping and then point starting),checking as if machine
normal working and other unusual phenomenon.
3) Checking machine operation
Ensure t around the machines safely,turn on “ON” button,the machine is starting and turn “OFF” button ,stopping work. Ⅲ.Normal starting machine steps:

6
Through these processes, adjustment, the machine can carry out normal
production,bur before normal producting ,need have some check and test working.
1. Safety inspection
Inspect nothing on conveyor, the working face,horizontal sealing knife block and
nobody operate machine.
2.Turn on total power and heating switch
Turn on total power and turn on heat switch on operation panel ,examine each
temperatures of the temperature controller, the heating temperature by the paper
materials, packaging speed, and change the indoor environment.
3. Setting paper length and adjusting realistic paper length
According to the length of packaging membrance, set paper length,working machine
without packing paper,let realistic paper length equal setting paper length .
4. Paper-loaded, go with it, adjust horizontal knife block gear center and horizontal
knife Block line speed and photoelectric eye.
Paper-loaded, the paper putting in order, the packaging speed adjust to the lowest,
starting machine and adjust the forming-bag device in high or low ,right or left
positions and width(at the moment need consider be packed production height and
width ,feeding hand can’t touch membrance when through forming-bag
device ),adjusting horizontal knife block gear center and production height center in
the same high,adjusting horizontal sealing knife block line speed (called knife
speed )and membrance line speed about the same speed,that isn’t cumulative paper and draw paper.let paper membrance walking normally,and then adjusting
photoelectric eye.
5.Feeding adjusting
Packaging products were placed and adjustment, let it in the exact location .
6.Testing process
Starting machine,accelerate the speed of packaging watch next steps of adjusting
whether normal or not ,if formal ,should comtinous adjusting forward steps ,if
normal,setting packing speed in right .checking packing appearance and sealing
whether suitable for custermer requirements(when the speed is increasing ,the
regenerator temperature corresponding do it)
7.Normal producing
Above adjustings are all complete ,can normal producing.
Ⅳ. Adjusting and operation

7
1. Instruction of operation panel(see fig 2)
2. A. (Bag)paper length showing (mm)
Upper left corner of computer screen
3. B.Adjusting packing speed (unit: bag/min)
Operation: Rotating Control Panel " Frequency Control button " until the computer
screen "speed data" as requirement,show the number is packing speed , Clockwise
faster ,and counterclockwise slowly. Each stopping machine, the Knob position must
be transferred to the minimum to avoid running too fast when the next stating
machine and becoming dangerous. This process required for the operation.
C. Aggregate packing showing (unit:bag)
(1) Operation: Computer sreen “aggeragte packing quanlity” corresponding figures are aggeragte packing numerical .Renew Zero ,please look over suggestion.
(2) Compensation button and instructions
Function: Manual and automatic compensation drawing shows
When the machines in working, if your packaging membrance need some distance
forward or backward movement, according to the two buttons can be achieved. The
two buttons are point operation.
Baoma food packaging
machinery plant
宝马
C o m p u t e r s c r e e e n

8
The two buttons with lights, normal use machines, two lights green, the red light will
turn flickered. indicated that they are automatically compensation and tracking.
(3) Center sealing of temperature Controller
Function:Controlling certer sealing temperature controler
(4)Horizontal sealing of temperature Controller
Function: Controlling horizontal sealing temperature controller
Temperature controller's using and operation : Temperature controler equipment is
used to control temperature, the numerical available 0-339 oC scope for adjustment,
setting numerical depending on the speed of packaging, the thickness packing paper
and of the high and low temperature environment.the best setting numerical is the
packing productions two sealings (horizontal and center sealing)without No leaking
air and creasing .
This machine horizontal and center sealing are independent control,must clear them
when adjustment.
(5) Center sealing controler power switch
Main function: connecting or canceling power of center controler
(6) Horizontal sealing controler power switch
Main function: connecting or canceling power of horizontal controler
3.(bag) setting paper length (unit: mm)
Operation: please use computer screen ways
If you are model B type machine, using paper length "automatic adjustment"
procedures ‘please adjusting paper length way as follows: First , setting paper length on the computer screen of numbers,and then starting
machine without paper-loaded,let machine working , it will automatically adjust paper
length procedures , When the control panel shows the actual paper length equal the
standard paper length,spopping machine, paper length automatic adjustments
completed .
If use model A machine ,please use front-end machine manually adjustment wheel,
please do not exceed the scope .
Attention: (1) Please move photoelectric eye in not working position when
adjusting paper length.
9
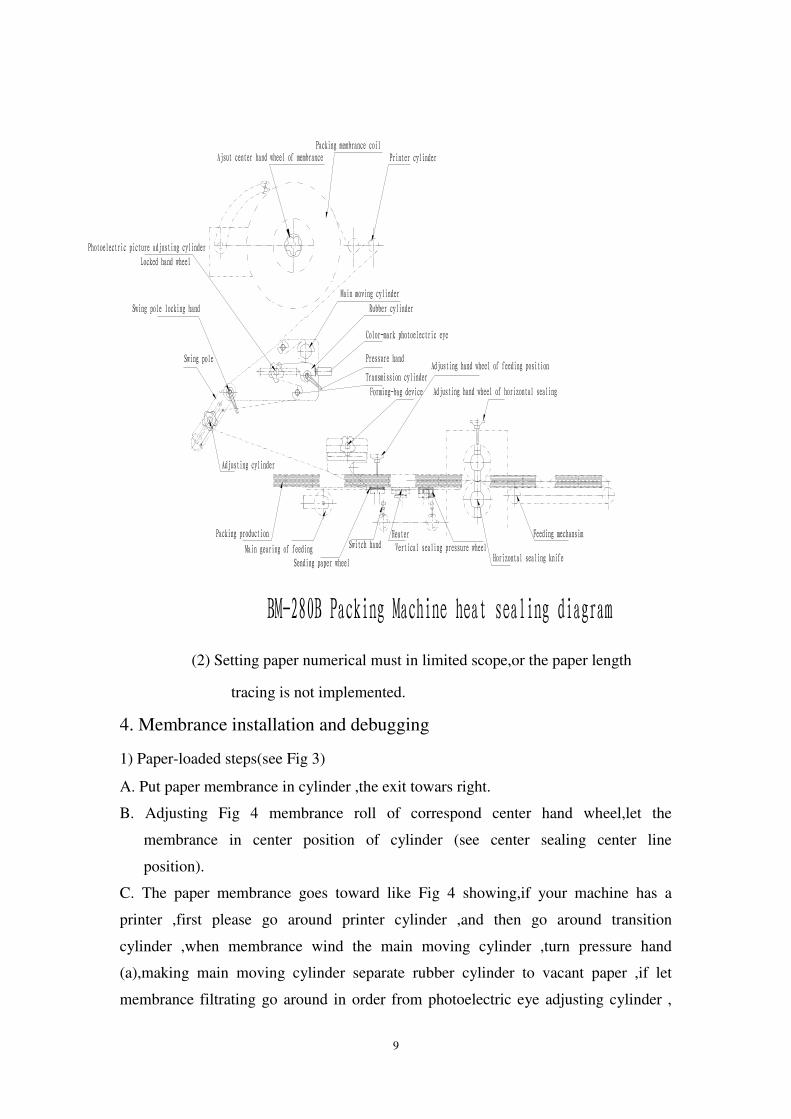
(2) Setting paper numerical must in limited scope,or the paper length
tracing is not implemented.
4. Membrance installation and debugging
1) Paper-loaded steps(see Fig 3)
A. Put paper membrance in cylinder ,the exit towars right.
B. Adjusting Fig 4 membrance roll of correspond center hand wheel,let the
membrance in center position of cylinder (see center sealing center line
position).
C. The paper membrance goes toward like Fig 4 showing,if your machine has a
printer ,first please go around printer cylinder ,and then go around transition
cylinder ,when membrance wind the main moving cylinder ,turn pressure hand
(a),making main moving cylinder separate rubber cylinder to vacant paper ,if let
membrance filtrating go around in order from photoelectric eye adjusting cylinder ,

10
transition cylinder,swing cylinder ,into forming-bag device,and open center sealing
switch hand ,let paper go around drawing paper wheel, heating pressure wheel,and
then close the switch hand,continous push point buttom of main motor to let packing
membrance go around vertica sealing pattern knife ,full paper-loaded finished.
(2) Paper membrance forming adjustment
Paper membrance pass forming-bag device ,if drawing power not uniform, result in
feeding paper not smoothly ,must after adjusting and then turn on machine ,
Adjustments ways as follows:
A. Both two sides of membrance tight center is loose,or one side is tight ,another side
is loose,these all formal ,at this mement ,swing angle pole or cylinder of up and down
angle pole, change angle and height between the cylinder and forming-bag to make
drawing power uniform.
B. After drawing uniform ,can start machine ,as heat and pressure sealing together,if
started machine , before forming- bag device ,the paper membrance (hand contact) is
too loose or too tight(as iron plane center sealing , such that situation will not
arise ),adjusting by micro-adjusting hand wheel.(this hand wheel in front of electric
box ). Clockwise rotate hand wheel is loose paper membrabce,unclockwise rotate is
tight.
C. As iron plane of center sealing ,if find amass paper or draw paper between draw
papper wheel and pressure wheel ,you can adjusting by micro-adjusting hand wheel to
alter(this hand wheel in front of electric box). Clockwise rotate hand wheel is loose
paper membrabce,unclockwise rotate is tight.
Some machines not this function .
D .If the packing production center sealing no alignment,should adjust correnponding
center hand wheel(clockwise towards is go ahead ,unclockwise is opposite ),every a
adjusring not too big(Because the effects are not immediately reflected).until both
sides ofcenter sealing the same size.The hand wheel scope from o~30mm,the first
paper-loaded should in center position!
(3) Adjusting of center sealing parts attentions:
Center sealing(membrance vertical towards sealing) effects is not leak air,or should
adjust it.Adjustments have several methods as follows:
E. Take two white paper squeezing a copy paper into between two pressure wheels
and turn around ,and then see the tracing whether clear, uniform
or not.Adjusting methods: as iron plane center sealing ,loose front main pressure

11
wheel ,tapped the bearing by piece wood(with adjusting center bearing,near operation
bearing),then observation for indentation ,
repeated this adjustment,until the tracing on copy paper up to requirements. adjusting
must have patience and prohibit direct hitting.The highest of two wheels can’t touch the panel(general 0.5-1mm from the ground).
F. Patterned adjust well, also need suitable temperature ,on the condition of these,if
sealing not ideal, adjusting compress adjustment screw to the two wheels tightly or
loosely,until the sealing perfect.
Attention: Ex-factory machines have already adjusted center sealing
parts,generally ,needn’t to adjustment.
5. Using of photoelectric switche tracking sisterm
Photoelectric switche tracking sisterm including advanced CPU controler, color
photoelectric eyes, differential, corrective motor and cutter proximity switch etc.It’s main function to monitor the accuracy of the length of each package.No color-mark
membrance is not monitored ,the color- mark must be deep color,black color is
best,the specification of color-mark horizontal towards 8-10mm,vertical towards
1-5mm.See Fig 4.
Picture 4 Color-mark cutting position and color-mark specification
(1) Adjusting methods and steps:
A. Keep accurate distance between the two color-mark by rubber.
B.Adjusting the length of paper you need numerical(See P6 Third setting paper)
C.Paper-loaded ,point starting ,waiting paper through cutting knife and stopping
machine ,push point buttom on control panel,let color-mark move and facing cutting
knife position,relax the locking screw of photoelectraic eye adjusting roller,rotate
hand wheel ,make the color-mark facing toward the light from the photoelectric eye(at
then the light will off, otherwise it will light, meanwhile there will be action )
And then fastening locking screw ,starting machine ,this way reduce waste.
D.After starting machine,the photoelectric eye tracking ,if the cutting knife in the

12
position of Fig 4 AA ,adjusting the cylinder move right a little , if the cutting knife
in the position of Fig 4 BB ,adjusting the cylinder move left a little , each adjusting
not too big ,until the position is right .Operation completed ,must lock the
locked-screw tightly.
Attention: Normal working ,the two lights of compensation show lights turn
scintillation intermittently,showing automation compensation and normal tracking .If
the lights turn the same derection scintillation ,push AT key in the computer
screen ,automation determination, there will be red and green lights turned
scintillation but not frequent,adjustments to help see the computer screen introdution
6 Adjusting of horizontal sealing knife speed
Regarding packing of different length , horizontal sealing knife speed should be
adjusted ,or the sealing is not well. Adjustment principle of horizontal knife block line
speed (Pressing wheel), the same packing membrance line speed velocity,the cutting
knife cut paper without accumulation paper and drawing paper .If accumulation
paper ,the cutting speed too fast ,should adjust the hand wheel of horizontal sealing
knife speed (Fig 5) clockwise rotating,if drawing paper ,knife speed too high ,should
adjust hand wheel of horizontal sealing knife speed(Fig 5) unclockwise rotating ,until
it becomes synchronous.
.

13
7. Adjusting of horizontal sealing knife block
In the process of packing, center of mesh height of cutting block knife and the center
packing products has been the same high.see Fig 6 showing ,
the packaging effect is beautiful, neat and attractive .if center of mesh height of
cutting block knife and the center packing products has been more difference
height,knife sealing part height must be re-adjusting
Adjusting methods : first relax four bolts of knife sealing sidewall (outside six angels
screw),and adjust six angles screw of center knife block red cover (clockwise
rotate ,all knife parts go up ,unclockwise rotate,all knofe block pars go down),let
center of mesh height of cutting block knife and the center packing products has been
the same.Operation completed ,must asure fasten all parts and then starting machine.
8. Adjusting cutting of horizontal sealing knife block
A. Adjusting horzintal sealing knife block:
Horzintal sealing knife block good or bad quality is key of horizontal sealing good or
bad.Knife has been a serious adjustment and stricter inspection befor ex-workshop,it
isn’t lose position in normal working, therefore, we should not easily adjust knife
block. If we really want to adjust it,use two paper squeezing a copy paper to checking
its pressure lines,if the lines clear and tracing uniform(Fig 6 shoe),needn’t adjusting. If no clear lines and no uniform of the tracing ,need adjusting .If two knife block is
the same situation dislocation ,should relax the six angels screw (M8) of hold tray of
above bearing back end cylindrical gear,and then turn a little angles for knife block
lightly,until up to ideal adjustment,at last locking the hold screw tightly.If two knife
block isn’t the same situation dislocation,need adjusting alonely. First relax M10
screw in knife block ,and then stick the knife block (right or left)lightly,until up to
Right Wrong
Picture 7 Adjust cutting knife block diagram

14
ideal adjusting,final screw up the M10screw.Adjusting knife block without heating
conditions. This possibility does not exist.
B.Adjusting cutting knife
Cutting knife cann’t cut off the paper membrance need to adjust.Adjusting methods
generally put a copper under,Adjusting criterion accurate cut off paper without
noise.If however adjusting well,should change new cutting knife,On condition of
change cutting knife ,must do in heating (100 oC).Must asure fasten all parts before starting
machine.
9.Packing production position (feeding position adjusting) adjusting
First,put a packing artcle in end of frame,adjusting distance of both sides of mobile
plate,make the packed production moving smoothly by pusher,and then adjusting
forming-bag width as customer’s requirements(loosing packing or tight packing), then
point starting machine ,to packing product into packing paper,until stopping in front
of horizontal sealing knife block.If the position like above Fig 8 showing ,needn’t adjusting,if like below Fig 8 shoeing or contrary of that ,need adjusting,replace
packing production of different length ,also need to re-adjusting packing place.
Adjusting methods: Turn on hand wheel (Fig 3) clockwise or unclockwise rotate a
single,the production position forward or back little distance,point starting discover
the biscuit position ,adjustment in right place once,should repeated several times until
the exact location of products.
Attention: Prohibit other person touch machine after adjusting perfectly!
Picture 8 Feeding adjustment diagram
Ⅴ.Safe attention before sarting machine
Right Wrong
Picture 7 Adjust cutting knife block diagram

15
1. Before sarting machine once time ,should checking working panel、transmission
belt、sealing cutting knife block without any tools and other articles,formal around
machine.
2.Before sarting machine once time,asure the packaging speed adjustment knob at the
lowest position.
3. The machine is working ,prohibit hand and head touching working parts.
4. The machine is working,prohibit hand and head into horizontal sealing knife block.
5. The machine is normal working ,prohibit change operation buttom frequently,forbit
change setting numerical randm frequently.
6. Prohit beyond normal working time.
7. when servals person operate、debugging、maintain ,must consult well ,and operater
give singal to other persons when operation,would better turn off power.
8.Checking、maintan electrical control circuit,forbit working when power turn on !
Must turn off power ! Musr professional person to complete, the machines process
the function of protection and prohibit changing .
9.When operaters have drink wind and tired or nor clear-headed ,prohibit operating 、
degging or maintance.
10.Prohibir change and reform machine without our factory permitting,no operation
machine out appoint environment
Warning: For you and your machine safety ,please operate above requirements .As
unexpected accidents as result of no observe above instruction reqirmenrs,our
enterprise have not right for it.
Ⅵ.Maintenance and checking
1.Mantenance and cleaning machine every day or every class
(1) Cleaning machine after packing completed
(2) Turn off power before cleaning machine
(3) Forbit watering or steam toward the machine derectly while cleaning.
(4) Main parts need cleaning
1) If the product pits accumulated in product transmission line,should use
compressed air or other means to clear up.
2) If the membrance pits stick sealing panel of sealing device,should use steel
wire with lubricant to bush it.
3) Erase control panels, safety covers, paint surface waters by soft towel.

16
4) Conductive central of temperature controller: use sandpaper back clearing it
when turn off power every one or two weeks.
2.Maintenance and checking every month
(1) Daub grease on the bearingof end of sealing device(knife sealing parts)
(2) Daub grease on gears and chains (wheels).
(3) Checking whether drawing of chains and belt of transmission parts or not,if
loosing ,should change new ones.
(4) Checking whether loose for tight screw and nut of all parts or not,if
loosing ,should pressure tightly.
3.Checking machine reference every half-year.
(1) Checking whether wear and tear of transmission belt or not ,if wearing
serious ,should change new one.
(2) Checking whether wear and tear of rubber cylinder or not,if it effects sending
paper ,should change new one.
(3) Adjusting braking device of holding paper cylinders to drawing properly.
(4) Checking all easy wear and tear parts,pay attention to change in time.
(5) Checking whether firm for wires of electric panel,if loosing ,fasten it ,and
checking frequency conversion , procedure controller, there was dust or
waste on electric panels, use compressed air clear up.
Our enterprise hope machine user insist on cleanning and maintain every
day ,regular maintenance,making machine play the best efficiency,safe
produce,keep long period stable performabce.Thanks!
Ⅶ.Breakdown & Removal
Ordinary
trouble The reason The method
1. Out of position of
paper
1. The paper membrance in center
2. The drawing of paper is not adjust
well
3. Forming-bag device in the lowest
and pusher touch paper
4. Forming-bag device is narrowing
5. Feeding paper speed too fasr or too
slow
1. Adjust membrance hand wheel
positive or negative position to
center
2. Reference Page 6
3. Raise forming-bag device not to
touch the paper
4. Adjust hand wheel of forming-bag
width ,let it width
17
5. Reference Page 6
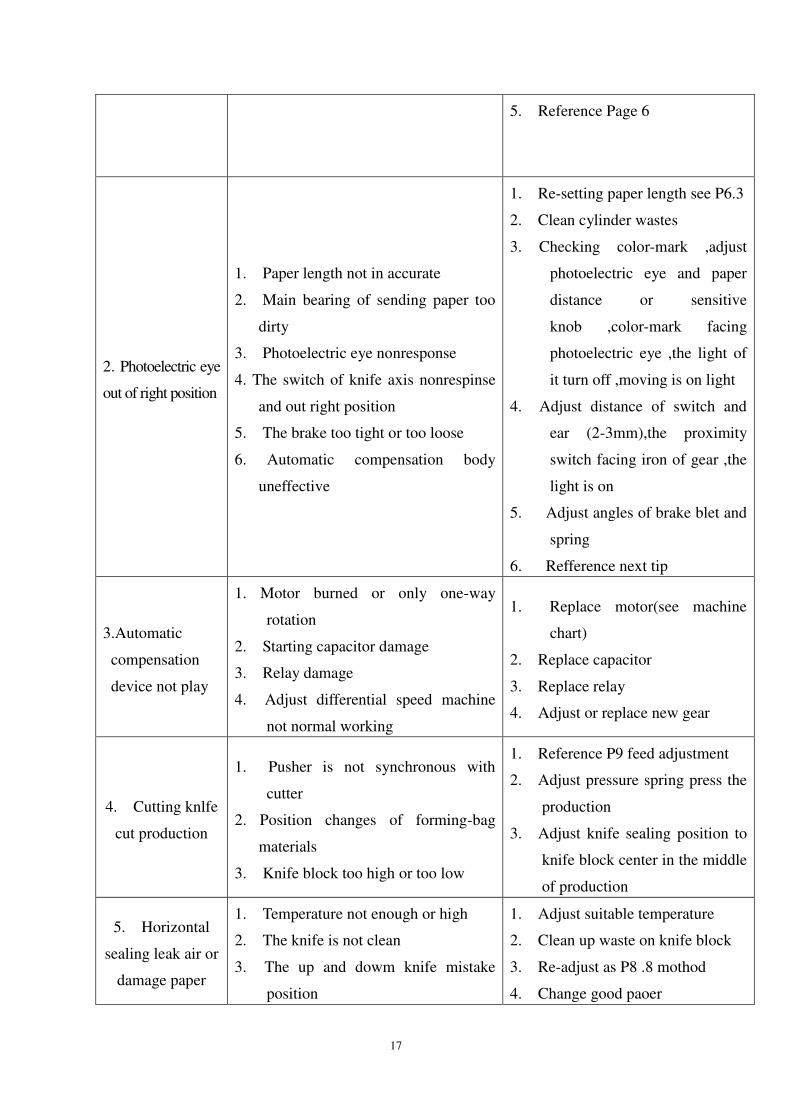
2. Photoelectric eye
out of right position
1. Paper length not in accurate
2. Main bearing of sending paper too
dirty
3. Photoelectric eye nonresponse
4. The switch of knife axis nonrespinse
and out right position
5. The brake too tight or too loose
6. Automatic compensation body
uneffective
1. Re-setting paper length see P6.3
2. Clean cylinder wastes
3. Checking color-mark ,adjust
photoelectric eye and paper
distance or sensitive
knob ,color-mark facing
photoelectric eye ,the light of
it turn off ,moving is on light
4. Adjust distance of switch and
ear (2-3mm),the proximity
switch facing iron of gear ,the
light is on
5. Adjust angles of brake blet and
spring
6. Refference next tip
3.Automatic
compensation
device not play
1. Motor burned or only one-way
rotation
2. Starting capacitor damage
3. Relay damage
4. Adjust differential speed machine
not normal working
1. Replace motor(see machine
chart)
2. Replace capacitor
3. Replace relay
4. Adjust or replace new gear
4. Cutting knlfe
cut production
1. Pusher is not synchronous with
cutter
2. Position changes of forming-bag
materials
3. Knife block too high or too low
1. Reference P9 feed adjustment
2. Adjust pressure spring press the
production
3. Adjust knife sealing position to
knife block center in the middle
of production
5. Horizontal
sealing leak air or
damage paper
1. Temperature not enough or high
2. The knife is not clean
3. The up and dowm knife mistake
position
1. Adjust suitable temperature
2. Clean up waste on knife block
3. Re-adjust as P8 .8 mothod
4. Change good paoer

18
4. Paper quanlity too bad
5. The speed of knife too fast or slow
5. Adjust suitable speed of knife
6. The paper
length showing
not in setting
position
1. Photoelectric eye problem
2. Knife block for proximity switch
problem
3. If the machine working ,the
parambers of photoelectric eye
tracking sisterm not ideal ,if the
machine can’t go paper ,the reson
is belt transmission box damage
1. Change new photoelectric eye
2. Change new proximity switch
3. Re-adjusr parambers ,mend
transmission box ,re-adjust
photoelectric eye
7. The length of
paper not
showing
1. Photoelectric eye is dirty
2. Photoelectric eye and gear not in
right position
3. Knife block for proximity switch
problem or not right position
1. Clean photoelectric eye or
change new one
2. Adjust photoelectric eye and
gear position
3. Replace proximity switch or
adjust well
8.The temperature
controller can’t control
temperature or
not showing
1. Heater damage
2. Solid relay damage
3 Thermocouple damage
4 Temperature controller damage due
to the voltage too high or not stable
1. Replace new Heater
2. Replace new relay
3. Replace new thermocouple
4. Replace new temperature
controller

19
Ⅷ.Electric tenet diagram

20
Color touch screen controller Pillow Packaging Machine Manual
1、Main technical parameters
1.1 The use of the latest generation 5.7-inch color
touch screen, elegant interface, clear instructions
1.2 Automatic measurement of the length of the
packaging, no manual participation in setting the
length of packaging film, saving debugging time
1.3 Electronic color code positioning function, you
can easily click the touch screen mobile
photoelectric eye to replace manual

21
1.4 Adopted by the special optical head and intelligent
error correction technology to greatly enhance the
accuracy of photoelectric, 3 packets will be able to
accurately track the color code.
1.5 Can store 8 kinds of products commonly used
parameters, the future production of a direct call
1.6 Card is expected to automatically move the cutter
down and back
1.7 Function of the number of stands will be to
facilitate the manual discharge
1.8 Packing speed minimum 10 packs / minute, the
maximum speed of 800 packaging bags / minute (4 knife)
1.9 Color touch screen and controller integration,
structure is more simple, less point of failure
1.10 Membrane using a servo motor, the accuracy greatly
enhanced the scope of the packaging length greater
1.11 Conversion in both Chinese and English menu, apply
to the international market
1.12 Intelligent fault diagnosis and location of the
Chinese show an error (such as: photo error, error
itinerary, etc.)
1.13 All the control software program to facilitate
22
the function of restructuring and technological
upgrading
1.14 The production of motherboards using chip
technology, more stable performance
2、The basic touch-screen operation
The system uses a color touch screen display machines working conditions and working parameters, such as bag length,
the number of packaging and packaging, such as the speed of information, and can see the contents of the touch operation,
fingers gently touch you want to understand or modify the text there is a corresponding parameters showed that in order to
carry out the corresponding operation.
The proper use of touch-screen method:
1,With the index finger or middle finger gently touch
the screen to display text or pictures
2,Touch text or image as much as possible central
location
3,touch-time of 0.3 seconds to 1 seconds
4,Can not use sharp touch screen, touch screen in
order to avoid permanent damage to

23
3、Run automatically
Open the packaging machine power supply, display
screen is shown below:
Product number displayed on this page, bag length, speed packaging, packaging, quantity, status and other real-time
information on the packaging machine and start / stop, point moving, photoelectric switch, color positioning, the number
of cleared and links to other pages operation.
Following is a Quick Start procedure:
3.1、 Touch Packaging machine is running,

24
this button will become ,Start the status
bar shows that the packing machine is running. Began
to count the number of columns, column shows the speed
of the speed of the current package, you can use this
understanding of the machine of the packaging
production per minute.
3.2、When to switch to a different length of the subject
color printed packaging films, the time may not cut
cutter marked in color, you can touch “ ”or“ ”
Button to adjust the cutter position, so that cutter
just cut marked in color.
3.3、 Displays the current state of
photoelectric eyes work, it will be in touch "on" or
"off" between changes. When the standard color
printed packaging films, be sure to switch to "open",
otherwise it is impossible to carry out
electro-optical tracking. This button generally only
temporarily closed when debugging purposes
photoelectric eye, normal work, do not touch the keys.
3.4、When the number need to be cleared to start
counting when you touch ,The number of columns
Photoelectri
CLE

25
will show 0.
3.5、Packaging machine to be running them to stop
working when you touch ,Machine to stop
working.
Important safety reminder: In the event of an
emergency need to quickly stop the machine when the
machine immediately press the "stop" button (usually
red mushroom head shape), rather than on the touch
screen ,Press machine because "Stop" button
when shorter.
3.6、The four keys below the screen for the operation
of links to other pages, for the amendments to the
product parameters, please touch
To enter the "product parameters" page.
4、Product parameters
Touch in the page ,Display screen are
as follows:
Products
Products

26
In order to facilitate the customers to switch products in different types of packaging, the system design of the "product
parameters" storage function. Can store 8 kinds of products commonly used parameters, the future production can be
directly called. Touch the right side of its digital products to select the appropriate products, in the digital box will be
marked below the check mark.
4.1 In the first when a new product packaging for the
following parameters need to be adjusted, first of
all, choose a product number, such as: In the past,
have two kinds of packaging products, and the
parameters stored in the "1" and "2" product
parameters, the time should choose "3" products to
its product parameter storage products to the 3
parameters and not covered in the previous 1 and 2

27
product parameters. Then you can modify the
parameters of the screen display.
4.2 The back of the parameter names shown in black in
white is the current parameter values, it will touch
black white region shows the numeric keypad (except
for electro-optical tracking), the following chart:
Touch the "small keyboard" can be obtained on the number of parameters required, such as "long bag set" 168 on the touch
of three keys and then press 1-6-8 on the amendments to confirm the length of 168 bags.
Digital input in the process of changes have been required to enter the figures can be cleared before a single digit, such as
do not want to save the data entered may be "abandoned" from the small keyboard.
4.3 The specific meaning of the parameters explained:
4.3.1、"Lenght" refers to the need for packaging bags
28
length in mm (mm) such as: 150mm on the input 150.
The system has a fully automatic measurement of the
length of the function, when you use the standard
color printed packaging films can be neglected This
step-by-step operation.
Directly by the "auto page" of the "measuring"
button the system will automatically measuring the
length of packaging film, and automatically adjusts
the speed of membrane motor running.
4.3.2、"Electro-optical tracking" refers to the use of
photoelectric eyes, when you use the standard color
printed packaging film of this switch must be set to
"on", otherwise it is impossible to track the package
to color code; When you use the subject of the
packaging film is colorless white membrane when this
switch is set to "off", the system will be in
accordance with the above "long bag set" the length
of fixed-length packaging.
4.3.3"Color code location" means the cutting knife in
a bag position, the general cut in the color black
spots on the subject. Values range from 0 to the length
of the value of packaging, a value representative of
29
1 mm, a corresponding increase or decrease the cutter
up or down position 1 mm. This feature and the
"auto-run" page "color code location" 30
Have the same role.
4.3.4"Inflatable location" when referring to
inflation in order to close up for the zero Cutter,
360-degree adjustable.
4.3.5"Inflatable location" when referring to
inflation in order to close up for the zero Cutter,
360-degree adjustable.
4.3.6"Quantitative shutdown" means the number of
packaging pre-arrival when the number of automatic
shutdown, while the status bar shows "quantitative
downtime." Range 0-9999 package, this parameter is
set to 0:00, "Quantitative shutdown" function is
invalid. The following two kinds of situations can
use this function:
① When the need for manual compared discharge
time, discharge rate of the minimum can not keep up
with the packaging machine speed, can be filled

30
manually goods conveyor belt, set the corresponding
"quantitative down" the number of start to start
packing machine packing, when packets End items on
the conveyor belt after the packaging the opportunity
to automatically stop, and then again filled conveyor
goods.
② When a package only a certain number of batches
can be set to "quantitative down" the number of
arrival of the default values will automatically
shutdown to avoid artificial waiting time.
Note: half-way down by the stop button does not
clear quantitative packed, but by the "zero count"
would have been packed in clear quantitative;
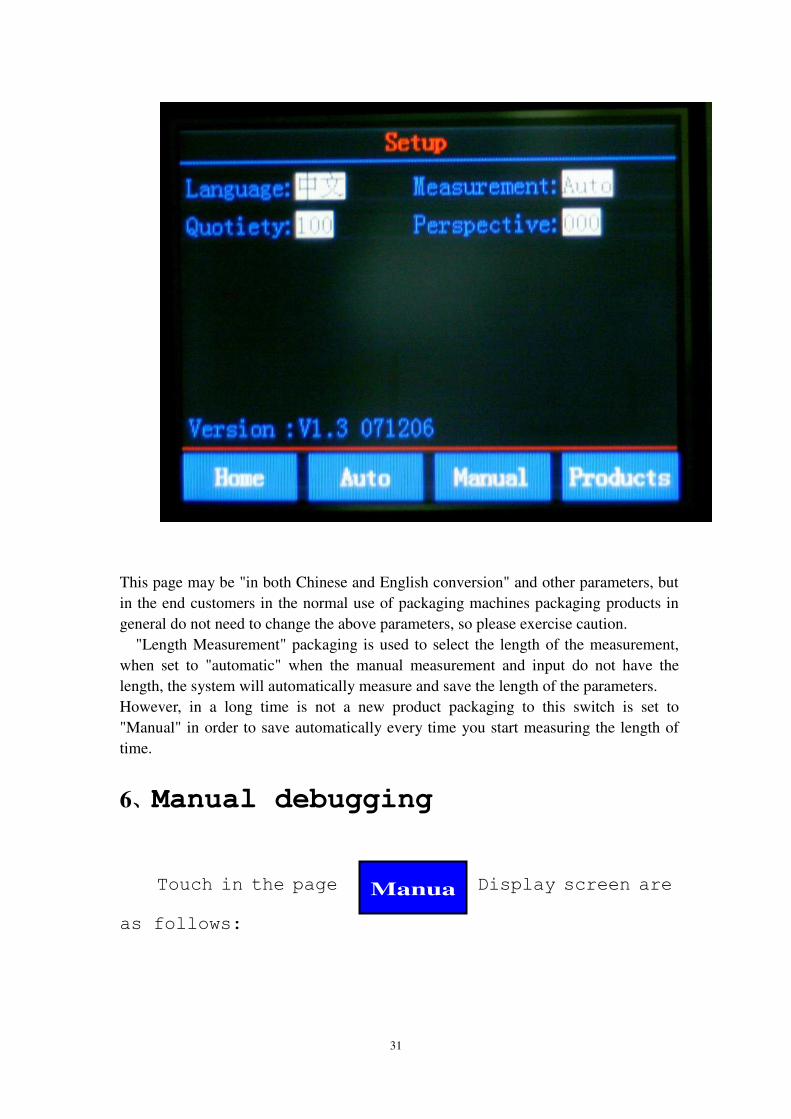
5、System Settings
Touch in the page ,Display screen are
as follows:
setup
31
This page may be "in both Chinese and English conversion" and other parameters, but
in the end customers in the normal use of packaging machines packaging products in
general do not need to change the above parameters, so please exercise caution.
"Length Measurement" packaging is used to select the length of the measurement,
when set to "automatic" when the manual measurement and input do not have the
length, the system will automatically measure and save the length of the parameters.
However, in a long time is not a new product packaging to this switch is set to
"Manual" in order to save automatically every time you start measuring the length of
time.
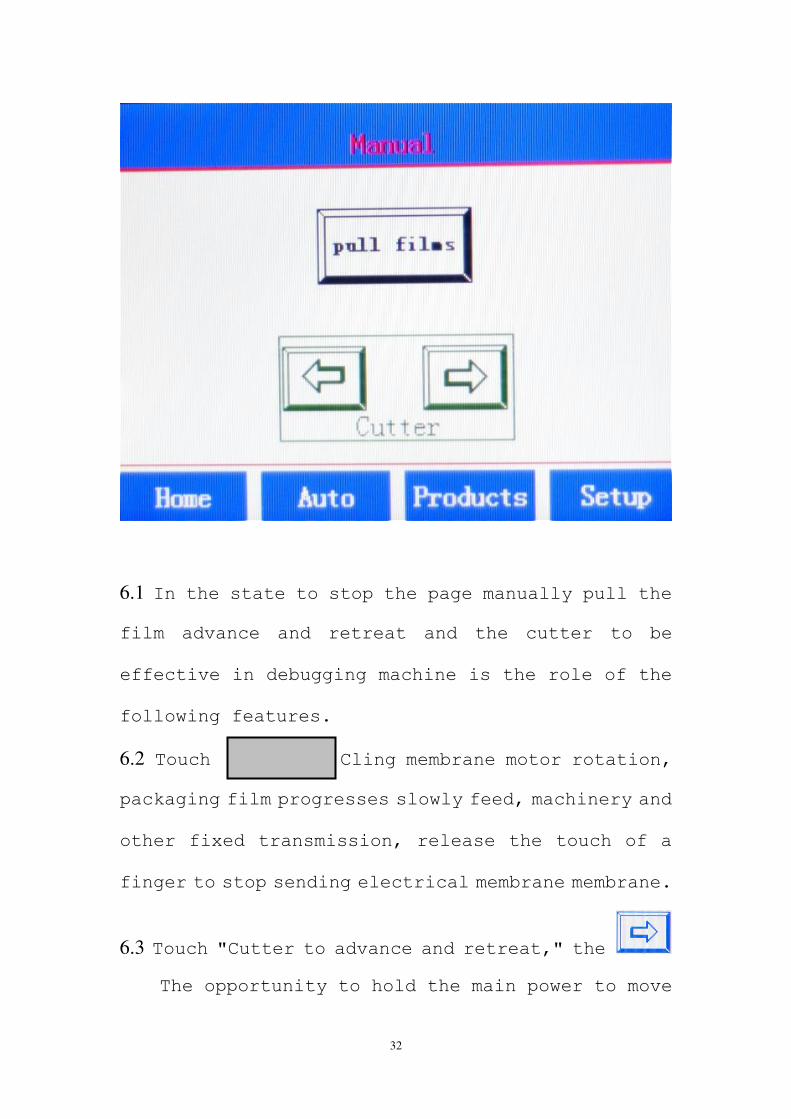
6、Manual debugging
Touch in the page ,Display screen are
as follows:
Manua
32
6.1 In the state to stop the page manually pull the
film advance and retreat and the cutter to be
effective in debugging machine is the role of the
following features.
6.2 Touch Cling membrane motor rotation,
packaging film progresses slowly feed, machinery and
other fixed transmission, release the touch of a
finger to stop sending electrical membrane membrane.
6.3 Touch "Cutter to advance and retreat," the
The opportunity to hold the main power to move
Pull films

33
forward, Cutter is transferred, release the touch
of a finger to stop the main motor and the rotating
cutter.
6.4 Touch "Cutter to advance and retreat," the
The opportunity to hold the main power to move back,
Cutter reverse, release the touch of a finger to stop
the main motor and the rotating cutter. Cut in cut
stuck to the packaging of goods, the result of too
much electrical resistance can not move forward at
this time this feature can be used to achieve Cutter
Cutter open back so that in order to remove the items.
Safety Tips: The items should be removed with care
to ensure safety, it is strongly recommended after
the closure of the packaging machine to get the power
items.
7、Home
When you need packaging machine manufacturers,
services, can touch the page
Display screen are as follows: Auto

34
Based on the bottom left of your screen to display phone, web site and other
information with the packaging machine manufacturer contact.
8、Common error message and approach
8.1 Photoelectric error
① When the status bar shows "photoelectric
error!" And with "drip - drip -" when the alarm
sound, please adjust the sensitivity of
photoelectric eyes, tune the sensitivity of
photoelectric eyes are too high, too low will
cause the above fault.
② Set the length of the value of the packaging
and the actual length of the bag will not cause
the above fault, but the system design of the
"Automatic measurement of the length function",
when you use bags printed with the cursor, the

35
recommended first "auto" page Touch the "
measuring" system will automatically
measuring the length of packaging, packing
length can be set to avoid error.
③ When you do not use color printed packaging film
when the subject of your "photovoltaic" is set
to customs.
8.2 Card materials or slow down
When the status bar shows "card feed or slow
down!" And with "drip - drip -" When the alarm
sound, please check the following points:
① card to the goods whether Cutter.
② Does the speed potentiometer to the minimum.
③ check the main electrical installation of the
encoder and the question of whether there is any
connection.
8.3 Quantitative downtime
Failure phenomenon: after a certain number of packing down in the packaging and in the status bar shows "quantitative
downtime!." Make sure you are using "quantitative shutdown" function, such as not your "product parameters" page down
quantitative values can be revised to 000 to solve the problem.
Stated: as a result of the different models and control systems and continuous
improvement of software updates, the actual Manual operation and content of the
above areas may be different individual, please forgive me!

36
Thank you for using the system!

37
Copyright © 2022 FDOKUMEN

