






Bahasa
Halaman
Hukum


RING PACK TO HDD ENGINES FOCUSED ON LOW FUEL CONSUMPTION
Rafael Antonio Bruno1, Andre Ferrarese
1, Daniel Lopez
2 and Eduardo Nocera
1
1MAHLE Metal Leve S.A.
2MAHLE GmbH
E-mails: [email protected], [email protected],
[email protected], [email protected],
ABSTRACT
Low fuel consumption is a target for all engine developers. This demand is aligned with many
others: high power output, improved mechanical efficiency, low emissions etc. These
demands are linked to economic, politic and environmental aspects and they all come to a
key-demand: low friction components.
Low friction concept is based not only in materials with low friction coefficient. It is also
given through low friction designs. This work will present and discuss the possibilities of
doing it for a piston ring pack applied in a Heavy Duty Diesel (HDD) engine without
jeopardizing the performance on blow-by and lube oil consumption.
Basically the sum of tangential force of the ring pack divided by the bore diameter is a factor
able to express the friction potential of the ring pack. Today engines on Euro 4 and Euro 5
versions present this value between 0.9 and 1.1 N/mm. The use of low friction concepts like
low width, materials with low friction coefficient and optimized oil ring design enables to
reach the level of 0.5 and 0.6 N/mm, i.e. almost 50% of potential friction reduction. Fuel
consumption in a preliminary dyno test showed around 0.4% reduction using optimized ring
pack compared to Euro 5.
This paper presents the main achievements on low friction ring pack on HDD engines using
rig and dynamometer tests. It is used and presented results on engines focused on Euro 5 and
Euro 6 versions.
1. INTRODUCTION
Global environmental concerns are driving internal combustion engine designs to higher
efficiency. New legislations are setting up milestones to reach commercial vehicle emission
goals and limit NOx and particulate material emission levels to achieve more environmentally
friendly engines. Latest developments are heavily focused on the reduction of pollutant
emissions through the improvement of the combustion efficiency or the introduction of after
treatment systems. However, the using of low friction components as a means to reach fuel
economy and, consequently low emission targets, seems to be not so explored so far. But such
application could represent a significant potential. Figure 1 shows an overview of the
legislations concerning NOx and Particulated Material (PM) and how it is spread on several
regions. Meeting these emission targets will require the introduction of new Power Cell Unit
(PCU) technologies and a more detailed system understanding. Low friction Power Cylinder
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

Units (PCU) can contribute to lower engine fuel consumption. On the other hand, the
introduction of a low friction PCU in modern engines must not jeopardize the lubricant
control (oil consumption), combustion gas sealing (blow-by), wear and/or scuff resistance,
especially for the piston rings.
Figure 1 - Emission legislation map for HDD engines.
Following this trend, this paper presents the development of an advanced piston ring pack that
applies innovative technology. It enables the engine to present similar lube oil consumption
with reductions on total ring pack load up to 50%.
In Section 2, the new operational environment of the ring pack is explored. Section 3 presents
the potential of friction reduction from rings in a HDD engine. The discussions about the ring
design and technologies to achieve low friction, as well as the innovative concepts are
presented in Section 4. Then engine tests validating the proposed design to reduce fuel
consumption are shown in Section 5, following conclusions in Section 6.
2. TECHNOLOGICAL CHALLENGES FOR RING PACKS IN MODERN HEAVY
DUTY DIESEL ENGINES
To successfully implement a low FMEP (Friction Mean Effective Pressure) PCU in Heavy
Duty Diesel (HDD) engines, it is critical to identify the major existing or future engine
technologies that will significantly influence the piston ring pack environment. Figure 2
shows the major technological evolutions affecting the PCU that must be considered as
additional constraints in the efforts to reduce ring pack friction power losses.
They can be classified in three categories: those related to engine technology, fuel and
lubricant. The increase of thermal and mechanical loads that results in higher power density
demands higher piston ring durability. This loading also leads to higher cylinder bore
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

deformations which requires high ring conformability properties [4]. This increase on engine
load also affects piston grooves and lands, which demands specific ring design features to
guarantee optimum management of gas and oil in the piston ring belt area. It helps to maintain
an acceptable blow-by level and to avoid excessive carbon build-up.
Figure 2 - Engine technological evolutions and their impact on Power Cell Unit.
The piston ring pack lubrication is necessary to maintain its efficiency over the engine
lifetime, which is also greatly affected by several new engine solutions. Protective lubricant
properties already challenged by higher operating temperatures are further degraded due to
fuel interactions that frequently result in higher fuel dilution levels (post-injection strategy for
particulate filter regeneration...). The latest combustion strategies and the extensive use of
exhaust gas recirculation to reduce NOx emissions also pollute the oil with increased levels of
soot and mixed combustion products. The challenge to develop future power cylinders
consists of reducing friction power losses and weight while maintaining traditional
functionality such as gas sealing, oil control, and durability. Identifying solutions might
require compromises in component design that only a system approach and a full
understanding of the engine boundary conditions will allow.
3. MECHANICAL LOSSES IN A HDD ENGINE
Mechanical losses in a diesel internal combustion engine represents about 4 – 15% from the
consumed fuel, depending on the engine type and the loading operation regime. It is
noticeable the contribution of the piston and the piston ring pack in this loss, once 1/3 of this
value is attributed to these components (see Fig.3).
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

Figure 3 - Friction loss in HDD engines [1].
According to [2], as presented in Fig. 4, there is certain relation of friction reduction and fuel
consumption. From the Fig. 4, it is possible to get a simple rule in Diesel engines that every
3% reduction in friction can lead to 1% of fuel consumption. Considering that ring pack
friction is proportional to the total ring pack load, reducing 50% on ring pack load can lead to
50% of ring pack friction which means 5 to 12% of friction reduction. In this way, there will
be an expected fuel consumption reduction around 1.5 to 4% depending on the engine and its
operation conditions.
Figure 4 - Fuel saving estimative due to friction reduction in an ICE @ 2000rpm [2].
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

4. MINIMIZING ENGINE MECHANICAL LOSSES TROUGH A LOW FRICTION
RING PACK
As basic rules to reduce ring pack Friction Mean Effective Pressure (FMEP) [5 and 6], the
design changes needed are the following:
- Ring pack tension reduction.
- Ring axial width reduction.
- Use of coatings or treatments with small coefficients of friction and high wear
resistance.
- Use of optimized ring profiles to enhance hydrodynamic lubrication with cylinder
bores.
Following these directions without considering the engine architecture, its operating
conditions, or the other components of the PCU system, there will be limited potential of
FMEP savings once the traditional ring pack functions are jeopardized.
The multiple interactions between the components of the system require the implementation
of a suitable methodology for the development of low friction ring packs. Combining
investigation techniques and tools, environment understanding, and component expertise is
essential. Figure 5 shows the ring pack boundary conditions and the affected ring properties.
It is important to differentiate characteristics like cylinder pressure, bore distortion and
temperature that are defined by the engine OEM’s during the early stage of the engine
development from those such as bore topography and piston deformation that are part of the
PCU system, allowing for component design synergies and compromises for optimization. A
suitable low friction ring pack design methodology should divide the analysis of the system
into two parts. One is related to the optimization of the entire ring pack in terms of ring
dynamics, combustion gas flows and blow-by. The other is related to oil transport in the PCU.
Figure 5 - System Analysis – Ring Pack Boundary Conditions and its affected properties.
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY
The lubrication function of the ring pack is to supply a controlled amount of oil to areas of
critical surface interfaces, namely the liner and the piston groove. A minimum liner oil film
thickness is required to allow hydrodynamic lubrication and therefore limit friction and wear.
Oil is also needed in the first piston groove to lubricate the ring and groove contact surfaces to
avoid excessive wear. High temperatures limit the residence time of oil in the top ring groove
and increase the risk of carbon deposits and ring sticking. Lubrication refreshment should be
done with a continuous oil supply to the groove. This quantity should be limited and
controlled in order to avoid oil loss and therefore excessive oil consumption. Optimization of
the entire PCU system must be done by controlling oil supply and release in each region of
influence to achieve efficient lubrication while minimizing friction power losses.
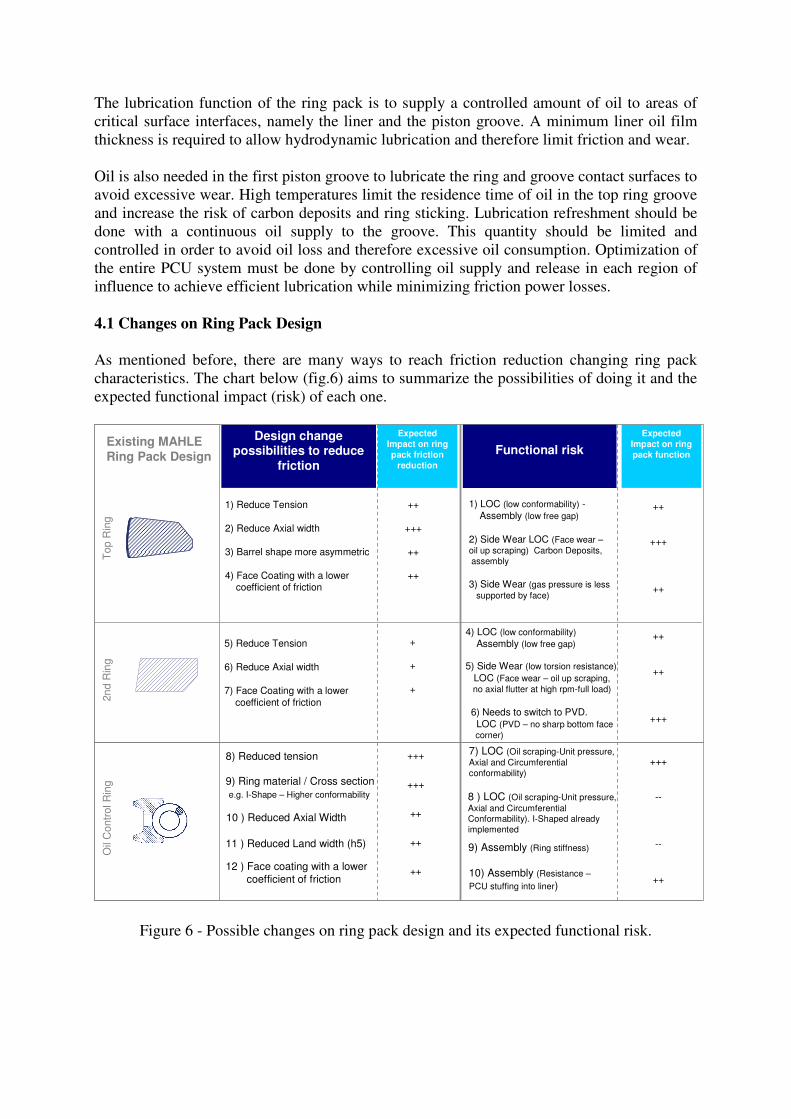
4.1 Changes on Ring Pack Design
As mentioned before, there are many ways to reach friction reduction changing ring pack
characteristics. The chart below (fig.6) aims to summarize the possibilities of doing it and the
expected functional impact (risk) of each one.
Figure 6 - Possible changes on ring pack design and its expected functional risk.
Design change possibilities to reduce
friction
1) Reduce Tension
2) Reduce Axial width
3) Barrel shape more asymmetric
4) Face Coating with a lower coefficient of friction
Functional risk
Expected Impact on ring pack friction
reduction
Existing MAHLE Ring Pack Design
Top
Rin
g2n
d R
ing
5) Reduce Tension
6) Reduce Axial width
7) Face Coating with a lower
coefficient of friction
1) LOC (low conformability) -
Assembly (low free gap)
2) Side Wear LOC (Face wear –
oil up scraping) Carbon Deposits,
assembly
3) Side Wear (gas pressure is less
supported by face)
4) LOC (low conformability)
Assembly (low free gap)
5) Side Wear (low torsion resistance)
LOC (Face wear – oil up scraping,
no axial flutter at high rpm-full load)
6) Needs to switch to PVD.
LOC (PVD – no sharp bottom face
corner)
++
+++
++
++
++
+++
++
++
++
+++
+
+
+
Expected Impact on ring pack function
Oil
Contr
olR
ing
+++
+++
++
++
++
+++
--
--
++
8) Reduced tension
10 ) Reduced Axial Width
11 ) Reduced Land width (h5)
12 ) Face coating with a lower coefficient of friction
9) Ring material / Cross section
e.g. I-Shape – Higher conformability
7) LOC (Oil scraping-Unit pressure,
Axial and Circumferential
conformability)
10) Assembly (Resistance –
PCU stuffing into liner)
9) Assembly (Ring stiffness)
8 ) LOC (Oil scraping-Unit pressure,
Axial and Circumferential Conformability). I-Shaped already
implemented
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

4.1.1 Ring Pack Tangential Load
Ring pack tangential load is the most evident parameter to be minimized when friction
reduction is pursued. However, as friction reduction was not considered an explicit need for
HDD engines so far, historically we can not observe any kind of improvement on this
characteristic, mainly because the strategies chosen to reduce emissions based in after
treatment systems and exhaust gas recirculation methods. Fig. 7 shows an overview of the
ring pack tangential load of the engines from different legislations. The ring pack tangential
load is presented divided by the bore diameter. As the plot suggests, by the opposite it is
noticed a slight trend to increase the ring pack tangential load.
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0,70
0,80
0,90
1,00
1,10
1,20
1,30
1,40
EU 04 EU 05 EU 06
Su
m o
f F
t / d
1 (
N/m
m)
Figure 7 - Ring Pack tangential load for engines from different emission legislations.
MAHLE proposed ring pack presents a tangential load 37% lower than EU05 engines. The
main contribution for this is the using of V-shape Oil Control Ring (to be better explained
ahead).
Figure 8 - MAHLE Ring Pack solution for low friction HDD engines.
0.20 max
Oil Ring Design:“V”-Shape – Nitrided Steel
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1 2 3
To
tal
Rin
g T
en
sio
n (
N)
/ B
ore
Dia
mete
r (m
m)
1 2 3 4 5Benchmark
Series HD Applications
EU06Friction optimized
EU05
- 37 %
Oil Ring Design:“V”-Shape – Nitrided Steel
( ~ 50 % reduction of Ft)
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

4.1.2 Ring Pack Width
Ring axial width is a quite effective way to reduce friction in ring pack, mainly when applied
to the top ring, but with noticeable effects in other grooves also. The challenge on reducing
the top ring axial width is to support the mechanical load due to high PCP levels. Benchmark
does not show a significant trend of reduction in HDD engines.
4.1.3 Ring Material
For top rings, the well-known chrome-ceramic plating has been a typical solution until now
[7]. Nevertheless with the above-discussed challenges imposed by the diesel engine
technology this coating is now in its application limit. For the coming years MAHLE has
invested in the development and in production capacity to supply PVD (Physical Vapor
Deposition) coating technology to the market.
The PVD coating is composed of a 100% ceramic chromium nitride (CrN) with hardness up
to 1,600 HV0.05 and very low friction coefficient. The 30 to 50 micrometers thick coating is
deposited onto a nitrided 17wt% chrome stainless steel substrate with a pure chrome
interlayer to improve adhesion [8].
It is known that the excessive radial wear brings many drawbacks to ring performance, as Ft
reduction, gap increase and elimination of the original ring barrel shape profile. All these
effects contribute to blow-by increase and Lube Oil Consumption (LOC) increase too.
Durability tests in HDD engines has proven the higher wear resistance of the PVD coating
with values up to 4 times lower than the usual chromium as presented in [8]. For higher
durability it is provided a nitrided case as a secondary running layer. Beside the benefits for
the running face, the nitrided layer also provides protection to avoid damage to the lateral
sides of the ring.
Besides the excellent wear resistance, the PVD coating presents as well a high scuffing
resistance [9] and great compatibility with the main liner materials and surface finishing [8],
which leads to minimized wear to the tribological pair (Fig. 9).
Figure 9 shows the running face aspect of top rings of different materials when run against
different liner materials. The results went from 300h engine tests (12L, PCP of 180bar, Power
density of 29kW/L).
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

Perl
itic
CI
( la
me
lla
r)
Perl
itic
CI
( ve
rnic
ula
r)
Ba
init
icC
I
(la
me
llar)
Lin
er
Mate
rials
Top Ring Coatings
GDC50 Competitor MCR236 Cr-Ceramic MIP230 PVD MIP230 PVD
Ste
el
Lin
er
Ste
el
Lin
er
(nit
rid
ed
)
Lin
er
Mate
rials
Figure 9 - CrN (PVD) showed the best compatibility and bearing pattern with all tested
materials.
The plot in Fig. 10 was built with results from field test (engine 14.8L HDD, PCP 220bar) and
express the liners wear at the region of top dead center. This region is mainly affected by the
top ring material.
0
5
10
15
20
25
30
35
40
45
0 50000 100000 150000 200000 250000 300000 350000
Mileage km
TD
C w
ea
r m
ax
µ
m
Competitor Diamond Cr- Coating
MAHLE PVD Coating
Figure 10 - Diamond-Cr (competitor) showed higher liner wear (higher system wear) and
some functional borderlines.
4.2 Cylinder Honing
Liners finishing tend to be smoother for the next years [3, 10 and 11]. Smoother finishing led
to lower oil retention, and thus the lube oil consumption is decreased. Based on that, it is
necessary to provide robustness on ring’s characteristics to get a safe performance, especially
for top rings, which are additionally under high thermal and mechanicals loads. In [8], was
showed results from 500h HDD engine tests were performed with PVD on different cylinder
honing combined with higher EGR (around 20%). Besides reaching significant reduction on
LOC, it was observed a very good compatibility in terms of ring and liner wear.
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

4.3 New OCR Profile
In Heavy Duty Diesel (HDD) engines, the reduction of the oil ring tension shows a big
potential to reduce ring pack FMEP, since this effect keep constant during all operation
conditions of the engine. For a successful application of low friction oil rings, high
conformability oil rings with narrow and highly wear resistance outer diameter contact
surfaces are needed to conform to distorted bores and apply reasonable unit pressure with a
low tension. MAHLE developed a friction optimized oil ring to fulfill these new
requirements: The V-Shape Ring. See Figure 11.
min10°
Cross Section @ 180°
Typical
0,12 – 0,15 mm
Detail of land
Cross Section @ 180°
Typical
0,12 – 0,15 mm
Detail of land
Figure 11 - MAHLE low Friction Oil Ring Design: V-Shape for HDD Engines.
Reduced widths, as well as axially narrower OCRs contribute to increase the conformability
of the oil ring. This property is essential to ensure the ring will fit properly the cylinder even
with the distortions caused by thermo-mechanical loads. Another way to increase ring
conformability is increasing ring tangential load, which goes against the low friction needs.
Fig. 12 illustrates how the ring width reduction (and consequently some radial dimension
reduction) can contribute to increase the ring conformability. Another important parameter of
the OCR is its unitary pressure (P0), which means the nominal pressure applied against the
cylinder wall to scrap the oil film. As long as the ring touch the cylinder properly (good
conformability), the higher unitary pressure, the higher OCR scraper efficiency. The demand
for scrapping is directly linked to the type of finishing (honing) applied to the liner. Unitary
pressure depends on Ft, ring diameter and the land size. The best way to increase P0 is to
reduce ring land size (h5) and this effect is illustrated by Fig. 13.
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

Figure 12 - Ring width influence on conformability (k-Factor).
0,4
1,2
2
2,8
3,6
4,4
5,2
30 40 50 60 70 80 90
Tangential Force (N)
Un
ita
ry P
res
su
re-
P0
(N
/mm
2)
Cylinder Honing
h5= 0,15
h5= 0,20
h5= 0,32
Baseline
Figure 13 - Influence of land width on tangential force reduction vs. unitary pressure.
0,2
0,6
1,0
1,4
1,8
2,2
2,6
30 40 50 60 70 80 90
Tangential Force (N)
k-F
ac
tor
( )
Bore Distortion
(reduced land)
Baseline
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

V-Shape Ring provides lower contact width allowing proper unit pressure to guarantee a good
oil film control between the ring and cylinder wall while reducing its tension and hence
friction power losses. The design combines higher tapered angle lands at the contact face
(minimizing the radial wear effect) with special finishing operations process such as
brushing/lapping to provide good oil control during engine “break-in” period and ensure a
homogeneous contact pattern.
The concept allows the combination of a nitrided base material with reduced cross section for
a better conformability, and reducing lands contact surface width to values below 0.2 mm,
without creating an over nitrided case of the lands, that could result in fragile surface with
subsequent risk of land breakage, especially during PCU assembling. With the V-Shape
concept lower land width contact can be ensured, by keeping a robust design with reduced
stress concentration.
Furthermore, the symmetric orientation of lands maintain the ring/bore contact net force
aligned with ring gravitational center improving axial conformability and avoiding negative
effects of operating down-tilt (temperature effect) that might lead to differentiate contact force
between upper and lower lands.
This type of profile allows significant tension reduction (and hence FMEP) while maintaining
good oil control. Higher wear resistant coatings like PVD are available if the durability needs
to be increased.
In a first approach, a reduction of 50% tangential force in the oil ring was successfully applied
by using the V-Shape Design, keeping the same oil consumption levels and piston cleanliness
compared to the base line. The concept allowed a total reduction of the ring pack tangential
force of around 37% compared to the baseline. Figure 14 shows an example in the evolution
of ring packs according to emissions levels, and the improvements achieved in terms of Total
Ring Tension/Bore diameter in the EU6 application compared to its EU5 predecessor by
applying the V-Shape Design in a low friction optimized ring pack.
Figure 14 - Optimized MAHLE ring pack design to Euro 6 applications.
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

5. ENGINE TEST RESULTS
It was performed an engine test (800h) overload cycle (PCP 215 bar) in a 13L engine
(340kW) in order to assess oil consumption and oil ring performance. As general comment,
all rings showed a very good appearance and very regular contact pattern after test. Oil
consumption results were satisfactory (similar to baseline assembly), which can be confirmed
by piston visual aspect (see fig. 15).
Figure 15 - Piston cleanliness after 800h engine test.
Figure 16 shows the running face aspect (5 positions) of a V-Shape oil control ring used in
this engine test. It is noticeable that the ring presented a very good contact pattern.
Top
max
. 0.2
0
10
°
3.0
or 3
.5m
ax
. 0.2
0m
ax
. 0.2
0
10
°
3.0
or 3
.5
0o 90o 180o 270o 360o Figure 16 - V-Shape OCR running face after 800h engine test.
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY
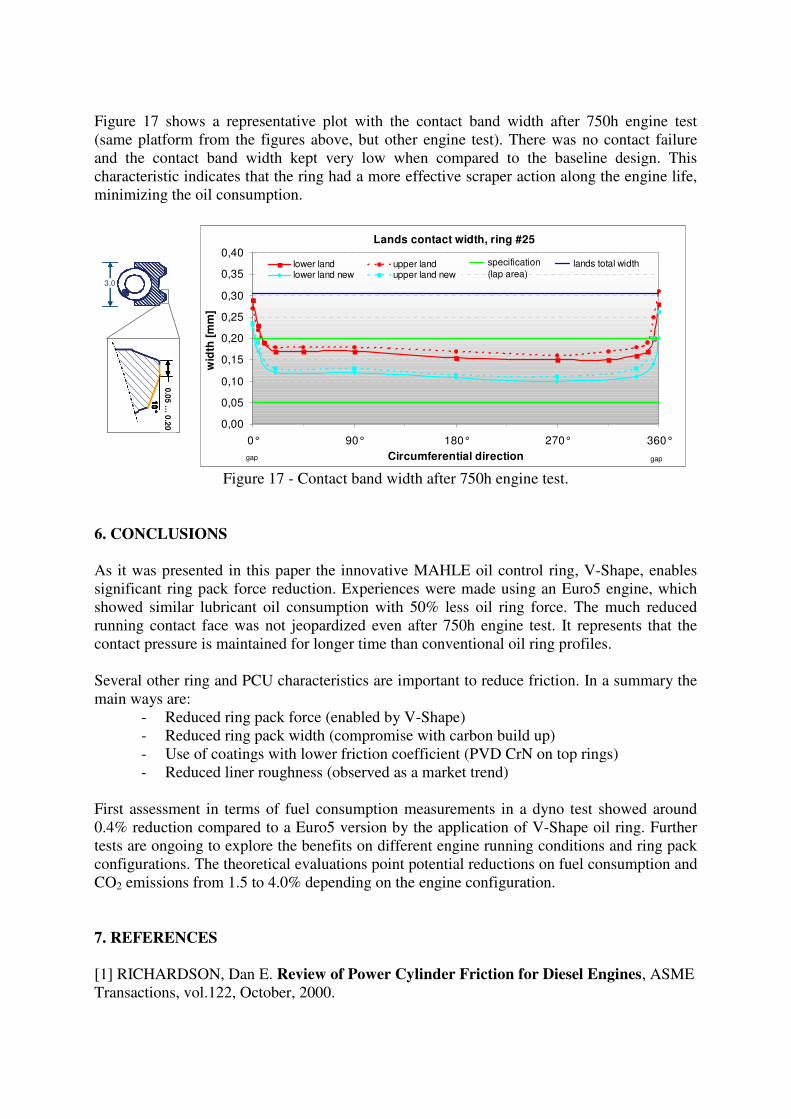
Figure 17 shows a representative plot with the contact band width after 750h engine test
(same platform from the figures above, but other engine test). There was no contact failure
and the contact band width kept very low when compared to the baseline design. This
characteristic indicates that the ring had a more effective scraper action along the engine life,
minimizing the oil consumption.
Lands contact width, ring #25
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0° 90° 180° 270° 360°
Circumferential direction
wid
th [
mm
]
lower land upper landlower land new upper land new
lands total widthspecification
(lap area)
gap gap
3.0
0.0
5 …
0.2
0
10
°
3.03.0
0.0
5 …
0.2
0
10
°
0.0
5 …
0.2
0
10
°
0.0
5 …
0.2
0
10
°
Figure 17 - Contact band width after 750h engine test.
6. CONCLUSIONS
As it was presented in this paper the innovative MAHLE oil control ring, V-Shape, enables
significant ring pack force reduction. Experiences were made using an Euro5 engine, which
showed similar lubricant oil consumption with 50% less oil ring force. The much reduced
running contact face was not jeopardized even after 750h engine test. It represents that the
contact pressure is maintained for longer time than conventional oil ring profiles.
Several other ring and PCU characteristics are important to reduce friction. In a summary the
main ways are:
- Reduced ring pack force (enabled by V-Shape)
- Reduced ring pack width (compromise with carbon build up)
- Use of coatings with lower friction coefficient (PVD CrN on top rings)
- Reduced liner roughness (observed as a market trend)
First assessment in terms of fuel consumption measurements in a dyno test showed around
0.4% reduction compared to a Euro5 version by the application of V-Shape oil ring. Further
tests are ongoing to explore the benefits on different engine running conditions and ring pack
configurations. The theoretical evaluations point potential reductions on fuel consumption and
CO2 emissions from 1.5 to 4.0% depending on the engine configuration.
7. REFERENCES
[1] RICHARDSON, Dan E. Review of Power Cylinder Friction for Diesel Engines, ASME
Transactions, vol.122, October, 2000.
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY

[2] BASSHUYSEN, Richard van; SCHAFER, Fred. Internal combustion Engine
Handbook, SAE International, 2004.
[3] JOCSAK, Jeffrey. et al. The effects of cylinder liner finish on piston ring-pack friction,
ASME ICEF2004-952, Sacramento, USA, 2004.
[4] TOMANIK, Eduardo. Improved Criterion for Ring Conformability Under Realistic
Bore Deformation, SAE 2009-01-0190, Sao Paulo, Brazil, 2009.
[5] FERRARESE, André; TOMANIK, Eduardo. Low Friction Ring Pack for Gasoline
Engines, ASME ICEF2006-1566, Sacramento, USA, 2004.
[6] EHNIS, Holger; DEUß, Thomas.; FREIER, Rudolf. Friction Mapping –
Reibleistungsmessungen am befeuerten Vollmotor. In: Tagungshandbuch 11. Symposium
Dieselmotorentechnik, Technische Akademie Esslingen, 2008.
[7] SOARES, Edmo; et al. NanoBor - Reinforced Chromium Top Ring Coating for Diesel
Engines Application, SAE2009-36-0179, Sao Paulo, Brazil, 2009.
[8] WARKENTIN, Thomas; NOCERA, Eduardo; BANFIELD, Robert. New Ring Pack for
Heavy Duty Diesel Engines, SAE2007-01-2846, Sao Paulo, Brazil, 2007.
[9] MAIER, Olaf; BINDER, Ingolf. Burning Mark Test for Piston Rings with High Speed
Diesel and Gasoline Engines - An Engine Test Procedure to Rate the Scuff Resistance,
SAE2008-36-0072, Sao Paulo, Brazil, 2008.
[10] UEHARA, Samantha. Overview of the New Surface Finishings for SI Bores,
SAE2007-01-2823, Sao Paulo, Brazil, 2007.
[11] TOMANIK, Eduardo. Friction and wear bench tests of different engine liner surface
finishes, Tribology International Vol.41 No.11, p1032, Elsevier, November, 2008.
DESTROY THIS DOCUMENT AFTER ITS USE. THE ORIGINAL IS IN THE MAHLE LIBRARY
DESTRUA ESTE DOCUMENTO APÓS SEU USO. O ORIGINAL ENCONTRA-SE NO MAHLE LIBRARY
Copyright © 2022 FDOKUMEN

