







Bahasa
Halaman
Hukum


2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering PYROLISYS FURNACES OPTIMIZATION – EFFECT OF DILUTION
STEAM AND HYDROCARBON RATIO (DS/HC) Ana Carolina C. Viana1*, Ricardo A. Kalid2
1 Unidade de Olefinas - Insumos Básicos - Braskem S. A. - Petroquímica. 2Escola Politécnica - Universidade Federal da Bahia
Abstract. This work considers the application of techniques of optimization in the system of pyrolysis furnaces in a petrochemical plant of ethylene. In the olefins plants, the pyrolysis furnaces are responsible for the thermal reactions, origin of the main products of the petrochemical industry, mainly the ethylene. The performance of the section of pyrolysis furnaces is important for the economic performance of an olefins plant. The main restriction of the optimization problem of the pyrolysis furnaces is the gradual formation of a complex of carbon and hydrogen, called coke, in the coils of the furnaces. Operation with high severity, even so increases the production of nobler products, implies in a bigger generation of coke and consequence shortening of the run length. The present work developed a model, adjusted the collected data of process of the industrial unit, with the objective to determine the excellent condition of operation of the Pyrolysis furnaces from the previous knowledge of the naphtha and products prices, with emphasis in the effect of the DS/HC (ratio dilution steam and naphtha) gotten in the optimization problem. The case of study of this work is the Olefins Plant of Braskem, located in Camaçari-Bahia. The main results demonstrate the success of the application of techniques of optimization in the pyrolysis furnaces with increments of up to 17% in the hourly profit of this equipment in relation to the current condition of operation of the furnace.
Keywords: pyrolisys furnaces, ethylene plant, optimization.
1. Introduction Since 1930 a new Industry was developed in the United States and it expanded for the world in the main
industrialized countries; the Industry of the Ethylene had began. Today it represents millions of tons of products
per year and is strong present in the modern life, with wide application in the diverse sectors, as of clothes,
automobile, the hospital one, and others as much.
The pyrolysis of hydrocarbons is one of the most important processes of the chemical industry. Products as
the ethylene, propylene and C6-C8 compounds are produced through these reactions. In the pyrolysis furnaces
the reactions of thermal cracking occurs, using feed likes ethane through gasoil, passing for naphtha, origin of
the main products of the petrochemical industry, mainly the ethylene.
The best profile of the products to be gotten in the operation of the pyrolysis furnaces is related to the quality
of naphtha, prices of these products in the market. Normally, the light olefins as the ethylene and the propylene
are the main demands of the petrochemical market and the operational conditions demanded to maximize these
products are extremely severe.
A great restriction in the operation of the pyrolysis furnaces is the gradual formation of a complex of carbon
that is called coke, in the coils of the radiation section of the furnace.
* To whom all correspondence should be addressed. Address: Rua Eteno, 1561 – Pólo Petroquímico de Camaçari – Bahia – Brazil
E-mail: [email protected] 1
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering Normally the runlenght is defined by the maximum temperatures that the walls of the pipes of the radiation
section reach during the operation, caused for the coke deposition during the thermal cracking in conditions of
high severity.
Operation with high severity, even so increases the production of nobler products, implies in a bigger
generation of coke and consequence shortening of the runlenght and causing a loss of production. Thus, the
excellent point is determined by the operational profit, being this the main objective of this work: the
determination of the best point of operation of the pyrolysis furnaces for one naphtha.
2. Process Description
The Section of Pyrolysis has an objective to react hydrocarbons, in presence of the dilution steam, for the
production of ethylene, propylene and other by-products and fuels.
The economic viability of Olefins Plant is determined in the operation of the furnaces for the characteristic of
incomes of the products or for the energy efficiency of these equipment. The raw material is fed for the furnace
through the convection section, where it is preheated by the effluent gases of the combustion. The liquid raw
material feeding partially is pulverized by the steam (DS), used to reduce the partial pressure of the
hydrocarbons. The control of the dilution steam ratio (DS/HC) is basic to minimize the tax of formation of the
coke in the coils and to determine the selectivity of the pyrolysis reactions.
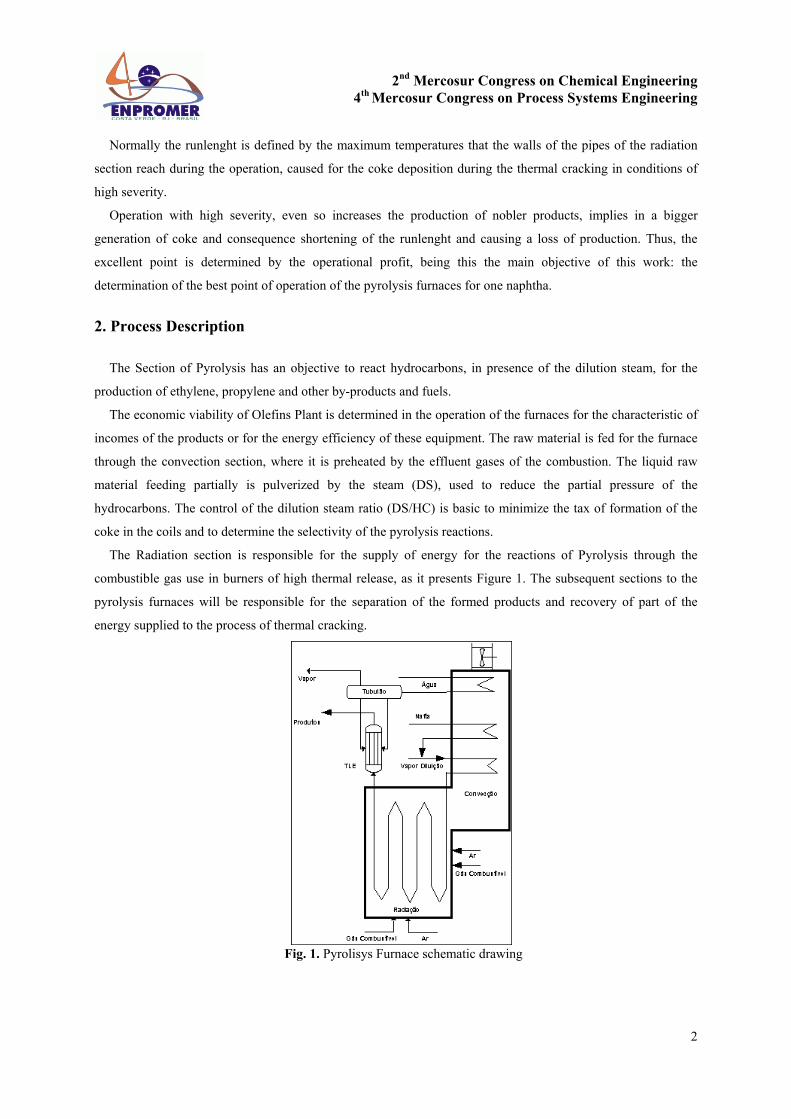
The Radiation section is responsible for the supply of energy for the reactions of Pyrolysis through the
combustible gas use in burners of high thermal release, as it presents Figure 1. The subsequent sections to the
pyrolysis furnaces will be responsible for the separation of the formed products and recovery of part of the
energy supplied to the process of thermal cracking.
Fig. 1. Pyrolisys Furnace schematic drawing
2

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
3. Optimization Problem The optimization of a pyrolysis furnace is related to the specter of products gotten in the thermal cracking of
hydrocarbons. The interest in maximizing the products of high aggregate value is important for the success of
this business, being taken itself in consideration the restrictions of formation of coke in the coils of the furnaces.
The optimization problem can be summarized in the Eq. (1) as the maximum of the function profit of a
pyrolysis furnace, considering the variable of decision temperature of reaction (COT), dilution steam and
naphtha ratio (DS/HC) and the outlet flow of naphtha (Naphtha).
Max: f(COT, DS/HC, Naphtha) = L
S.a constrains (1)
The profit of furnace Eq. (l) is determined by the income (R) generated by the products minus the Operating
costs (Cvar), see Eq. (2) and Eq.(3). The costs with raw material (Cmp), fuel gas (Cgc), dilution steam (Cvd)
and other costs of operation (Cop) as electric energy and water compose the costs, as presented in the Eq. (4).
varCRL −= (2)
∑ ×=i
ii QPR (3)
opvdgcmp CCCCC +++=var (4)
The maximum of the function profit should consider some restrictions mainly related to the coke formation
in the coils and TLE's ( transfer line exchanger) and the demands of products imposed for the market:
Minimum time of permissible runlenght: coils and TLE
Minimums and maximums of the formed products and raw material availability
Minimums and maximums of the dilution steam flow (DS/HC)
Minimums and maximums of the fuel gas flow
Minimums and maximums of the temperature of reaction (COT)
4. Model optimization
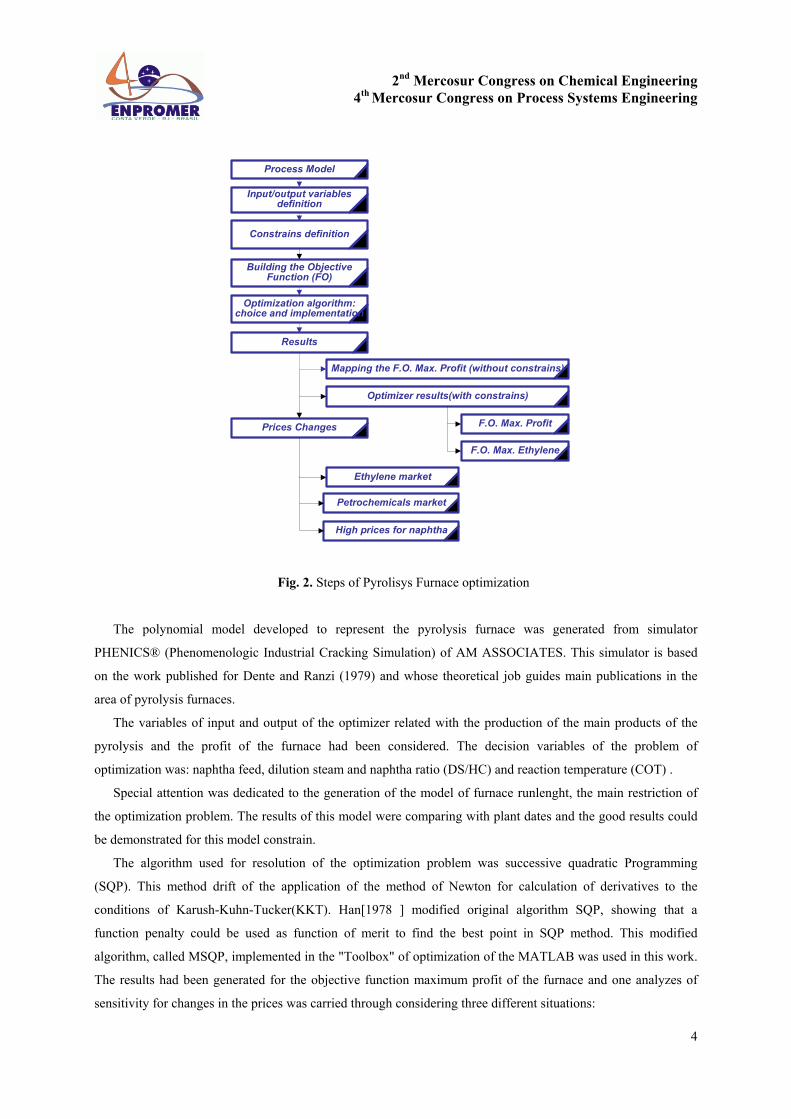
Figure 2 follows a schematic representation of the stages carried through in the development of the optimizer.
3
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
Process Model
Building the ObjectiveFunction (FO)
Optimization algorithm:choice and implementation
Results
Prices Changes
Constrains definition
Input/output variablesdefinition
Mapping the F.O. Max. Profit (without constrains)
Optimizer results(with constrains)
F.O. Max. Profit
F.O. Max. Ethylene
Ethylene market
Petrochemicals market
High prices for naphtha
Fig. 2. Steps of Pyrolisys Furnace optimization
The polynomial model developed to represent the pyrolysis furnace was generated from simulator
PHENICS® (Phenomenologic Industrial Cracking Simulation) of AM ASSOCIATES. This simulator is based
on the work published for Dente and Ranzi (1979) and whose theoretical job guides main publications in the
area of pyrolysis furnaces.
The variables of input and output of the optimizer related with the production of the main products of the
pyrolysis and the profit of the furnace had been considered. The decision variables of the problem of
optimization was: naphtha feed, dilution steam and naphtha ratio (DS/HC) and reaction temperature (COT) .
Special attention was dedicated to the generation of the model of furnace runlenght, the main restriction of
the optimization problem. The results of this model were comparing with plant dates and the good results could
be demonstrated for this model constrain.
The algorithm used for resolution of the optimization problem was successive quadratic Programming
(SQP). This method drift of the application of the method of Newton for calculation of derivatives to the
conditions of Karush-Kuhn-Tucker(KKT). Han[1978 ] modified original algorithm SQP, showing that a
function penalty could be used as function of merit to find the best point in SQP method. This modified
algorithm, called MSQP, implemented in the "Toolbox" of optimization of the MATLAB was used in this work.
The results had been generated for the objective function maximum profit of the furnace and one analyzes of
sensitivity for changes in the prices was carried through considering three different situations:
4

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
Market of ethylene - characterized by the valuation of the price of the ethylene in detriment of the other
products of the furnaces.
Market of petrochemical - characterized by the valuation not only of the ethylene, but also of the
propylene and benzene.
Market of high prices of naphtha - characterized by the high price of naphtha, normally in function of
international problems in the producing region of this derivative of the oil. Normally in the Brazilian
market this rise of the price of naphtha is immediate in these occasions, even so the price of the
petrochemical products does not follow this rise, characterizing a situation of reduced profit.
5. Results
5.1. Effect of DS/HC in the Objective Function
The water steam injection in the process of thermal cracking that occurs in the pyrolysis furnaces has
significant impact in the profile of products formed in the furnace and the tax of coke formation in the coils.
According to Edwin and Balchen (2001), the water steam added in the pyrolysis process acts as inert gas and has
the intention to increase the selectivity in olefins and to reduce the coke formation for the reduction of the partial
pressure of hydrocarbons. Figure 3 presents the effect of the addition of dilution steam in the profit of the
furnace, considering of naphtha feed of 1.115 and isotherms 1,024, 1,036, 1,049 and 1.061.
Fig. 3. Effect of DS/HC in the furnace profit
The improvement in the furnace profit for increments in ratio DS/HC is justified by the selectivity for the
products of highest value like ethylene, propylene and butadyne instead of the heavy compounds of lesser value
in the market of petrochemical, as it can be observed in the Fig.4 for the products ethylene and propylene.
5

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
Fig. 4. Effect of DS/HC in ethylene and propylene yield
5.2. Effect of COT in the Objective Function
The temperature of reaction has an important effect on the pyrolysis products profile and formation of the
coke. The high value of activation energy in the main reactions of thermal cracking becomes the influence of the
temperature extremely important. Normally, an increase at temperature results in a rise of the lightest products,
especially the ethylene, methane and hydrogen. Figure 5 presents the influence of temperature (COT) in furnace
profit, demonstrating the existence of a maximum point for different DS/HC ratio.
Fig. 5. Effect of COT in the furnace profit
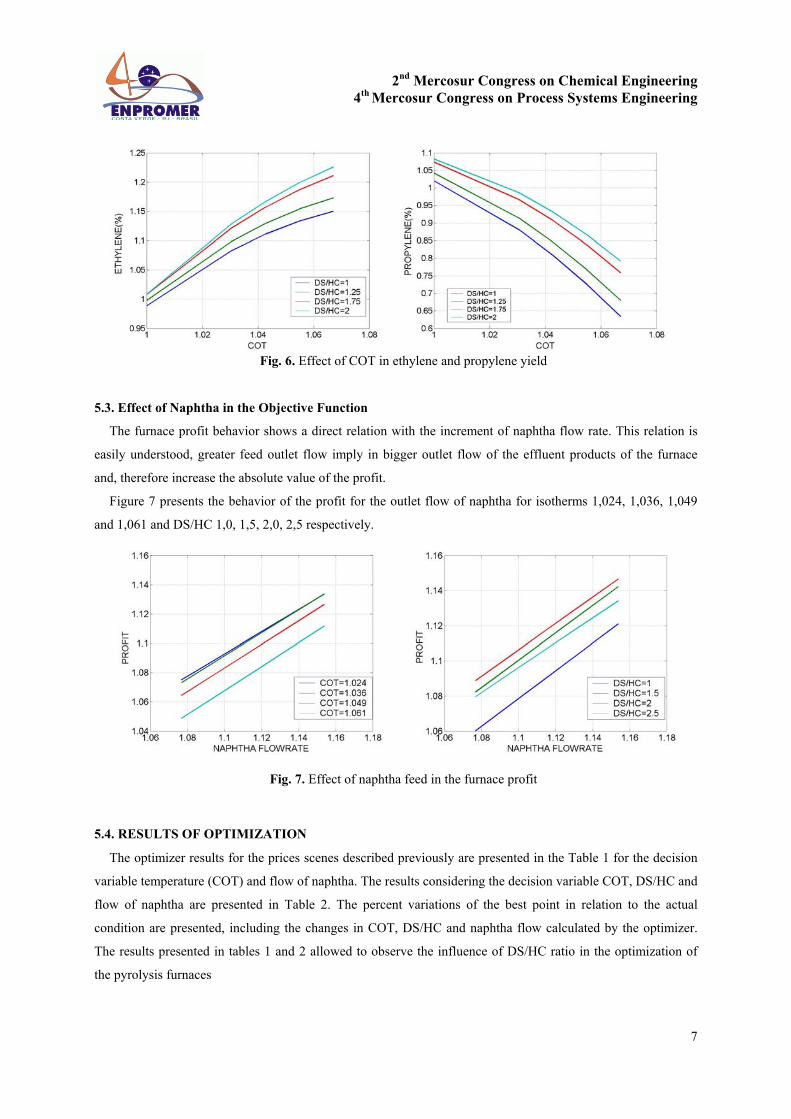
Figure 6 presents the behavior of the main products of the pyrolysis for an increment in the temperature of the
reactor. The ethylene yield and propylene are presented, considering dilution steam and naphtha ratio of 1.0,
1.5,2.0 and 2.5.
6
2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
Fig. 6. Effect of COT in ethylene and propylene yield
5.3. Effect of Naphtha in the Objective Function
The furnace profit behavior shows a direct relation with the increment of naphtha flow rate. This relation is
easily understood, greater feed outlet flow imply in bigger outlet flow of the effluent products of the furnace
and, therefore increase the absolute value of the profit.
Figure 7 presents the behavior of the profit for the outlet flow of naphtha for isotherms 1,024, 1,036, 1,049
and 1,061 and DS/HC 1,0, 1,5, 2,0, 2,5 respectively.
Fig. 7. Effect of naphtha feed in the furnace profit
5.4. RESULTS OF OPTIMIZATION
The optimizer results for the prices scenes described previously are presented in the Table 1 for the decision
variable temperature (COT) and flow of naphtha. The results considering the decision variable COT, DS/HC and
flow of naphtha are presented in Table 2. The percent variations of the best point in relation to the actual
condition are presented, including the changes in COT, DS/HC and naphtha flow calculated by the optimizer.
The results presented in tables 1 and 2 allowed to observe the influence of DS/HC ratio in the optimization of
the pyrolysis furnaces
7

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
Table 1. Optimizer results - variables COT and Naphtha flow
Price scene COT (%) Naphtha flow (%) Profit variation (%) Ethylene market 0.2 3.4 2.79
Petrochemicals market -2.7 3.4 5.45 High prices of naphtha -0.9 -10.3 1.29
Table 2. Optimizer results - variables COT, Naphtha flow and DS/HC
Price scene COT (%) Naphtha flow (%) DS/HC (%) Profit variation (%) Ethylene market 0.2 3.4 40.4 3.55 Petrochemicals
market -1.8 3.4 42.0 5.91
High prices of naphtha -0.7 -10.3 60.1 17.79
Ethylene Market. The results for ethylene market price scene demonstrated that an increase in temperature
of reaction increases the furnace profit in relation to the reference condition of operation, as presented in table 1.
The temperature of reaction has an important effect on the pyrolysis furnace profile and formation of coke.
Normally, a temperature increase results in a rise of the products lightest, especially methane, ethylene and
hydrogen, as it can be seen in figure 8 for the ethylene. The increment of the dilution steam and naphtha ratio
(DS/HC), as presented in table 2, is justified by the influence of the steam in the process of thermal cracking that
occurs in the pyrolysis furnaces and has significant impact in the profile of products formed in the furnace.
Fig. 8. Effect of COT and dilution steam and naphtha ratio (DS/HC) in ethylene and propylene yield
This scene of optimization has a potential profit of 2.79% in relation to the current condition of operation of
the furnace. The addition of DS/HC as decision variable of the optimization problem allows an increment of
3.55%, demonstrating the importance of the use of this variable in the optimization of the process.
Petrochemical Market. The results for Petrochemical Market indicate a similar behavior to the presented
for the ethylene market. It can be observed for this scene that an increase in DS/HC increases the furnace profit 8

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering
when compared with the reference case, as it presents in table 2. This behavior is justified for selectivity for
nobler products like the ethylene.
The temperature of reaction (COT) presents a behavior of reduction in its value when compared with the
reference case. This reduction in the COT based on the characteristic of this scene of valuation of products is
justified as the propylene and the benzene whose generation is favored by the lesser temperatures of reaction, as
can be observed in Figure 9 for the propylene.
Increases in naphtha flow rate demonstrated the same behavior presented for ethylene market, when the flow
of the effluent products of the furnace increases. This scene of optimization has a potential profit of 5.45% in
relation to the current condition of operation of the furnace. The addition of DS/HC as variable decision of the
optimization problem allows an increment of 5.91%.
Fig. 9. Effect of COT and dilution steam and naphtha ratio (DS/HC) in propylene yield
High price of Naphtha. The results for high price of naphtha scene, as presented in table 1, are
characterized by the minimum raw material flow to reduce the operational costs. An increase in DS/HC and
temperature of reaction (COT) presented in Table 2 increases the selectivity of the reactions for the valued
products. This scene is characterized by the depression of the profit in relation to the other scenes, in a
conjuncture where the objective is to reduce the consumption of naphtha and on the other hand to raise the
selectivity in the noble products to compensate the loss of outlet flow. This scene of optimization presents a high
potential of increment in the profit, approximately 1,29% when it considers only COT and outlet flow of
naphtha and 17,7% when DS/HC is used as presented in Table 2.
6. Conclusions In this work an optimizer was developed to determine the excellent point of operation of a pyrolysis furnace.
The main variable of impact in the operation of the furnace had been considered, and determined the operational
conditions of the system: temperature of reaction, naphtha flow rate and dilution steam and hydrocarbon ratio
(DS/HC) that maximize the profit of the equipment, respecting itself the constrains of the system.
9

2nd Mercosur Congress on Chemical Engineering
4th Mercosur Congress on Process Systems Engineering The use of optimizer presents benefits in relation to the current condition of operation of the furnace. The
economic scene ethylene market presents profits of up to 3.55%. The scene petrochemical market also was
evaluated and benefits of up to 5.9% had been calculated. Profits of up to 17.79% had been registered for the
scene of high prices of naphtha, considering that the products of the pyrolysis do not follow this high of prices,
characterizing a scene of reduced profit.
The results demonstrated the influence of the addition of dilution steam as variable decision of optimization
problem of the furnace. Increments of up to 16 percent points had been registered, in scenes of naphtha high
prices, when it considers the dilution steam in the optimization problem.
The opening of the market of naphtha in Brazil reaffirms the importance of a tool for determination of the
best operational conditions of the furnace by means of different scenes of prices and quality of naphtha.
References
Albright, L. F. ; Crynes, B. F.; Corcoran, W. H.. Pirolysis: Theory and Industrial Practice. Academic Press, New
York,1983.
Edwin,E.; Balchen, J. Dynamic optimization and production planning of thermal cracking operation. Chem. Eng. Science, v.
56, p.989-997, 2001.
AM Assotiates. Phenics(Phenomenologic Industrial Cracking Simulation) – User Guide, Haia(HOL). The Scientific Press,
s.ed.,1991.
Dente, M..; Ranzi, E.. Detailed prediction of olefin yields from hidrocarbon pyrolysis trough a fundamental simulation
model. Chem. and. Chemical Engineerind, v. 3, p.61-75, 1979.
Han, S.P. A globally convergent method for nonlinear programming. J. Optimization theory and applications, v. 22, p.297,
1977.
Acknowledgments
The authors thank Braskem S.A for the support provided.
10
Top Related
Copyright © 2022 FDOKUMEN

