







Bahasa
Halaman
Hukum

Producing deaerated water Methods, design considerations and operational implications
John Kyle Dorton Competence Center Manager
Thermal & Process Modules
Alfa Laval Copenhagen A/S
• Uses of deaerated water in the brewing process
• What is and why use deaerated water
• DAW production methods
• Operational & design considerations
• Maintenance & cost of ownership
2
Agenda
Uses of deaerated water in the brewing process
3
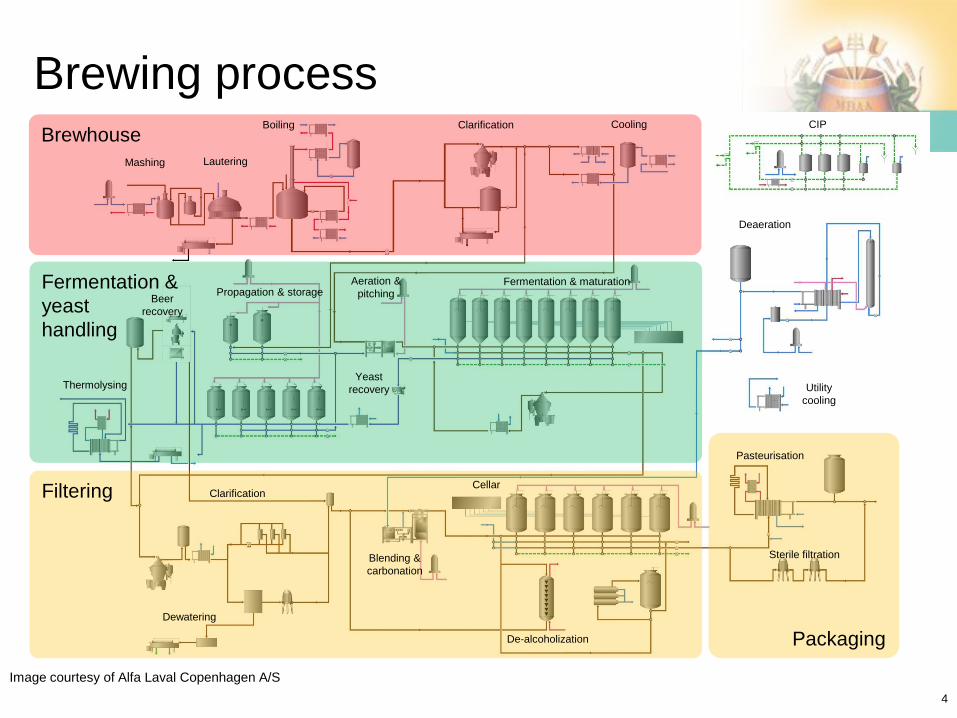
Brewhouse
Mashing Lautering
Boiling Clarification Cooling
Fermentation &
yeast
handling
Propagation & storage
Thermolysing
Beer
recovery
Aeration &
pitching Fermentation & maturation
Yeast
recovery
Filtering
Blending &
carbonation
Clarification Cellar
Dewatering
De-alcoholization Packaging
Pasteurisation
Sterile filtration
Deaeration
CIP
Utility
cooling
4
Brewing process
Image courtesy of Alfa Laval Copenhagen A/S
5
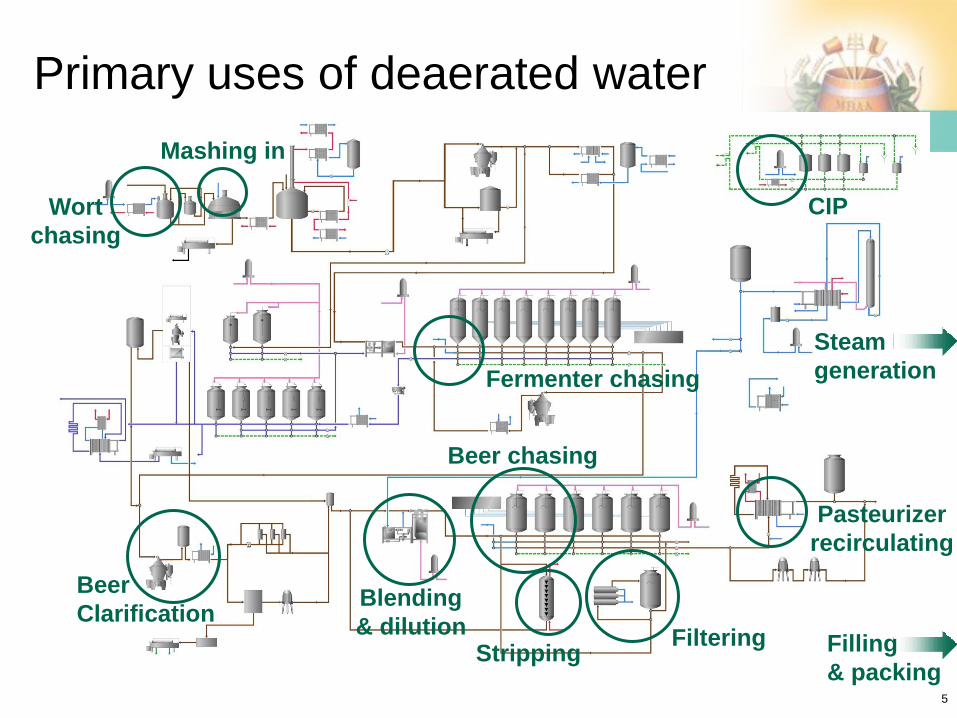
Primary uses of deaerated water
Blending
& dilution Filtering
Beer chasing
Pasteurizer
recirculating
Fermenter chasing
Wort
chasing
Mashing in
Stripping
Steam
generation
Filling
& packing
CIP
Beer
Clarification
What is and why use
deaerated water
6
7
What is deaerated water?
2
Water
Typical
water
Dissolved
gasses
2
2
Dissolved
gasses
2
2
8
What is deaerated water?
2
Water
Deaerated
water
(DAW)
9
Why use DAW?
Flavour changes
+
Haze formation
+
Shelf life issues
+
… 2 Beer
10
Why use DAW?
Oxide degradation
+
Acid corrosion
+
Steam line
degradation
+
…
2
2 Image courtesy of Alfa Laval Copenhagen A/S
Boiler
11
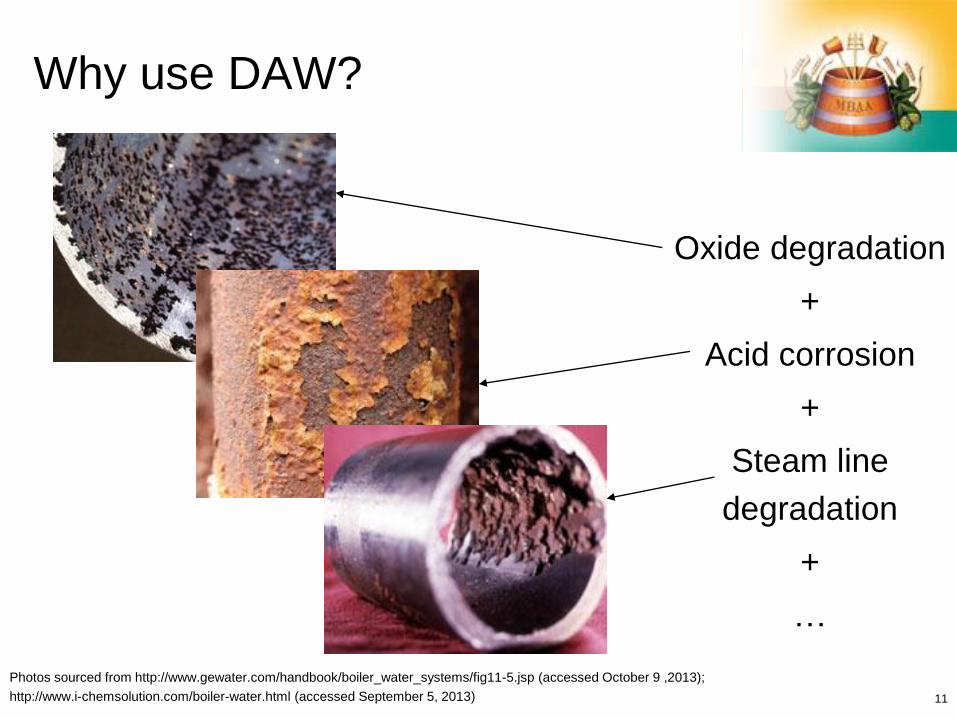
Why use DAW?
Photos sourced from http://www.gewater.com/handbook/boiler_water_systems/fig11-5.jsp (accessed October 9 ,2013);
http://www.i-chemsolution.com/boiler-water.html (accessed September 5, 2013)
Oxide degradation
+
Acid corrosion
+
Steam line
degradation
+
…
DAW
production methods
12
13
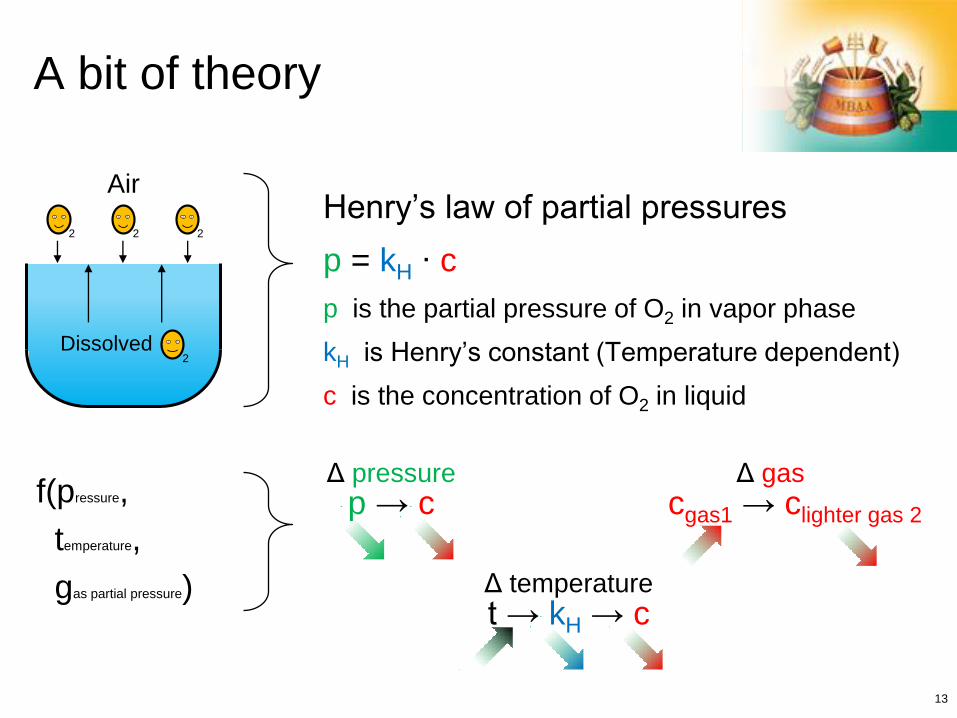
A bit of theory
f(pressure,
temperature,
gas partial pressure)
Henry’s law of partial pressures
p = kH ∙ c
p is the partial pressure of O2 in vapor phase
kH is Henry’s constant (Temperature dependent)
c is the concentration of O2 in liquid
Dissolved
Air
2
2 2 2
p → c
Δ pressure
t → kH → c
Δ temperature
cgas1 → clighter gas 2
Δ gas
14
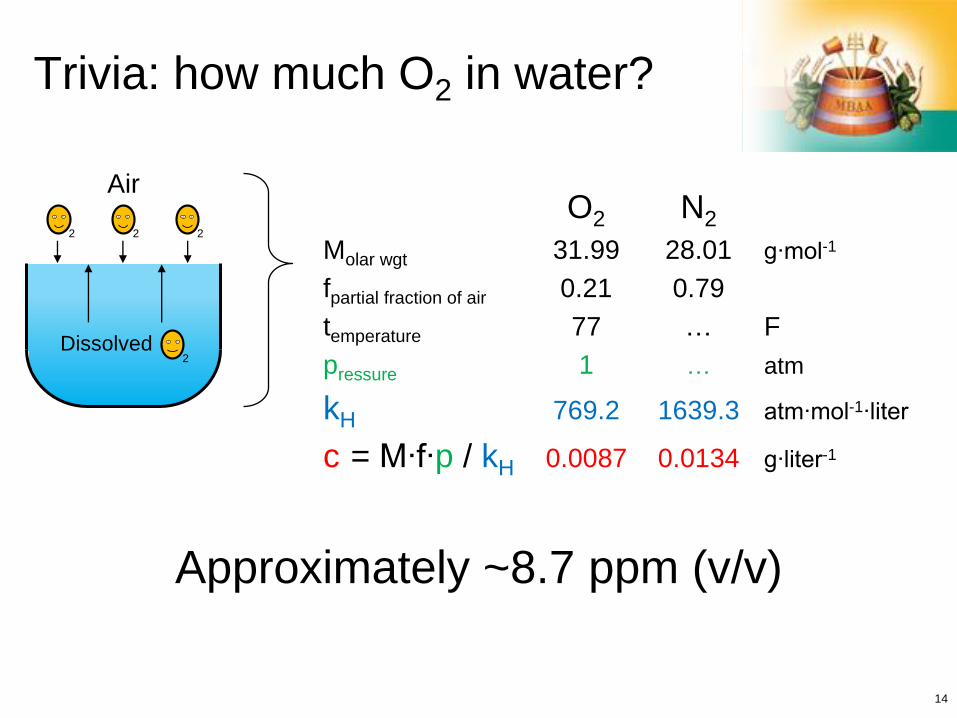
Trivia: how much O2 in water?
O2 N2
Molar wgt 31.99 28.01 g∙mol-1
fpartial fraction of air 0.21 0.79
temperature 77 … F
pressure 1 … atm
kH 769.2 1639.3 atm∙mol-1∙liter
c = M∙f∙p / kH 0.0087 0.0134 g∙liter-1
Dissolved
Air
2
2 2 2
Approximately ~8.7 ppm (v/v)
Δ p
ressure
Δ t
em
pera
ture
Δ g
as
Pros Cons
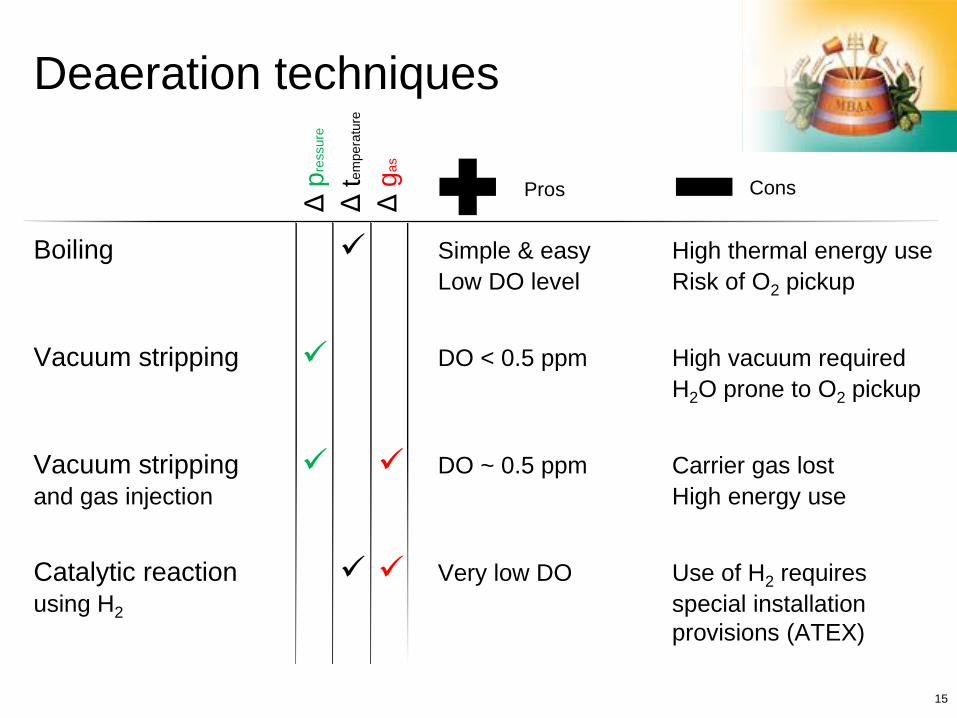
Boiling Simple & easy High thermal energy use
Low DO level Risk of O2 pickup
15
Deaeration techniques
Vacuum stripping DO < 0.5 ppm High vacuum required
H2O prone to O2 pickup
Vacuum stripping DO ~ 0.5 ppm Carrier gas lost
and gas injection High energy use
Catalytic reaction Very low DO Use of H2 requires
using H2 special installation
provisions (ATEX)
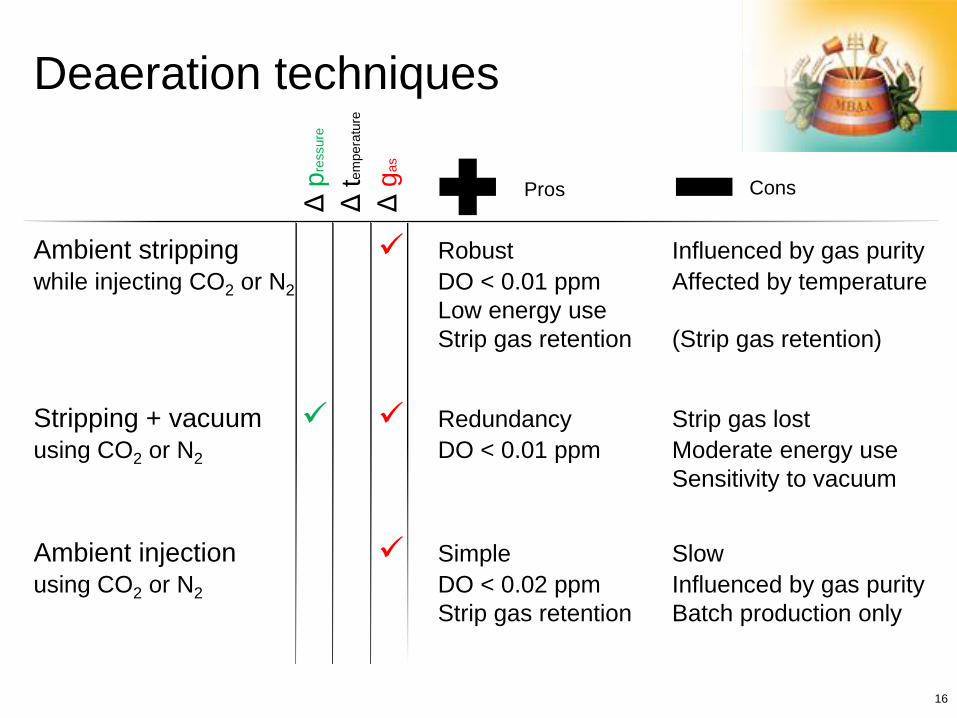
Δ p
ressure
Δ t
em
pera
ture
Δ g
as
Pros Cons
Ambient stripping Robust Influenced by gas purity
while injecting CO2 or N2 DO < 0.01 ppm Affected by temperature
Low energy use
Strip gas retention (Strip gas retention)
16
Deaeration techniques
Stripping + vacuum Redundancy Strip gas lost
using CO2 or N2 DO < 0.01 ppm Moderate energy use
Sensitivity to vacuum
Ambient injection Simple Slow
using CO2 or N2 DO < 0.02 ppm Influenced by gas purity
Strip gas retention Batch production only
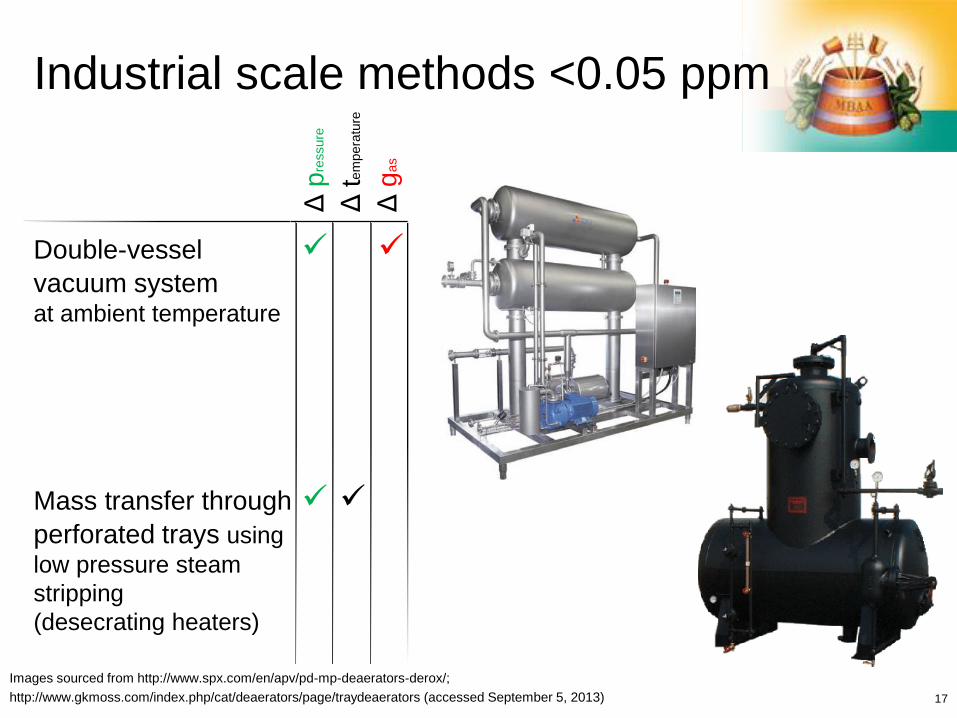
Δ p
ressure
Δ t
em
pera
ture
Δ g
as
Double-vessel vacuum system at ambient temperature
17
Industrial scale methods <0.05 ppm
Mass transfer through perforated trays using
low pressure steam
stripping
(desecrating heaters)
Images sourced from http://www.spx.com/en/apv/pd-mp-deaerators-derox/;
http://www.gkmoss.com/index.php/cat/deaerators/page/traydeaerators (accessed September 5, 2013)
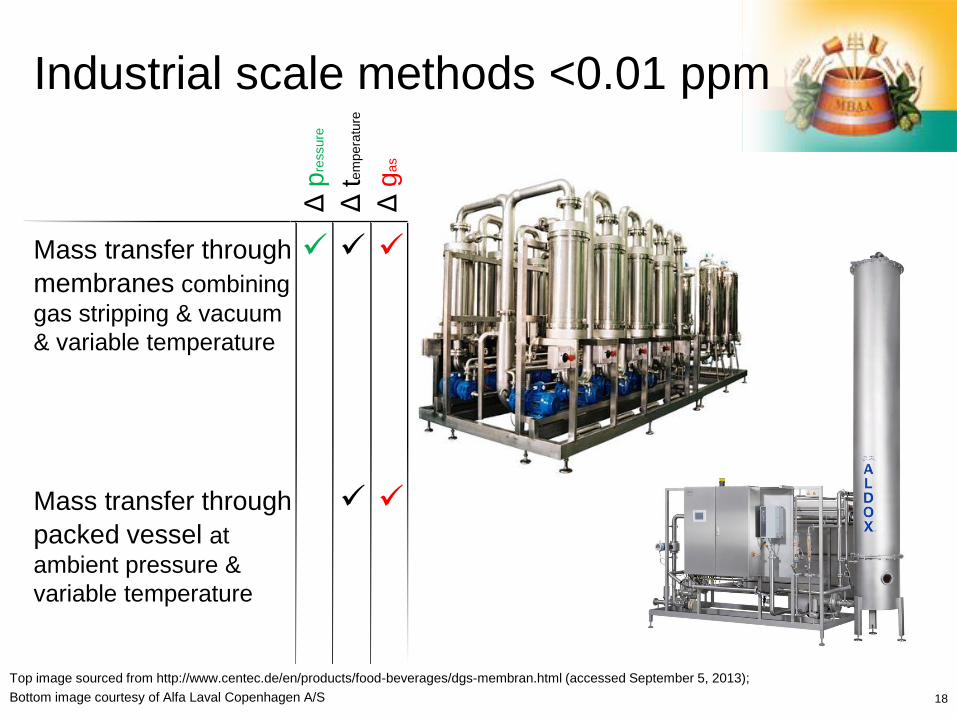
Δ p
ressure
Δ t
em
pera
ture
Δ g
as
Mass transfer through
membranes combining
gas stripping & vacuum
& variable temperature
18
Industrial scale methods <0.01 ppm
Mass transfer through
packed vessel at
ambient pressure &
variable temperature
Top image sourced from http://www.centec.de/en/products/food-beverages/dgs-membran.html (accessed September 5, 2013);
Bottom image courtesy of Alfa Laval Copenhagen A/S
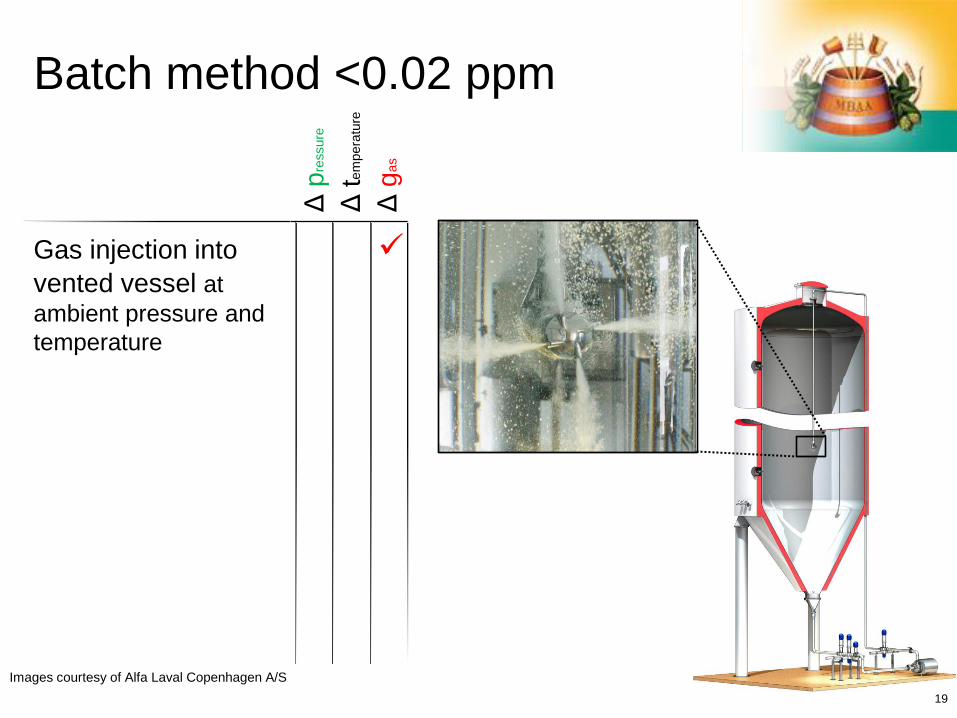
Δ p
ressure
Δ t
em
pera
ture
Δ g
as
Gas injection into vented vessel at
ambient pressure and
temperature
19
Batch method <0.02 ppm
Images courtesy of Alfa Laval Copenhagen A/S
Operational & design
considerations
20
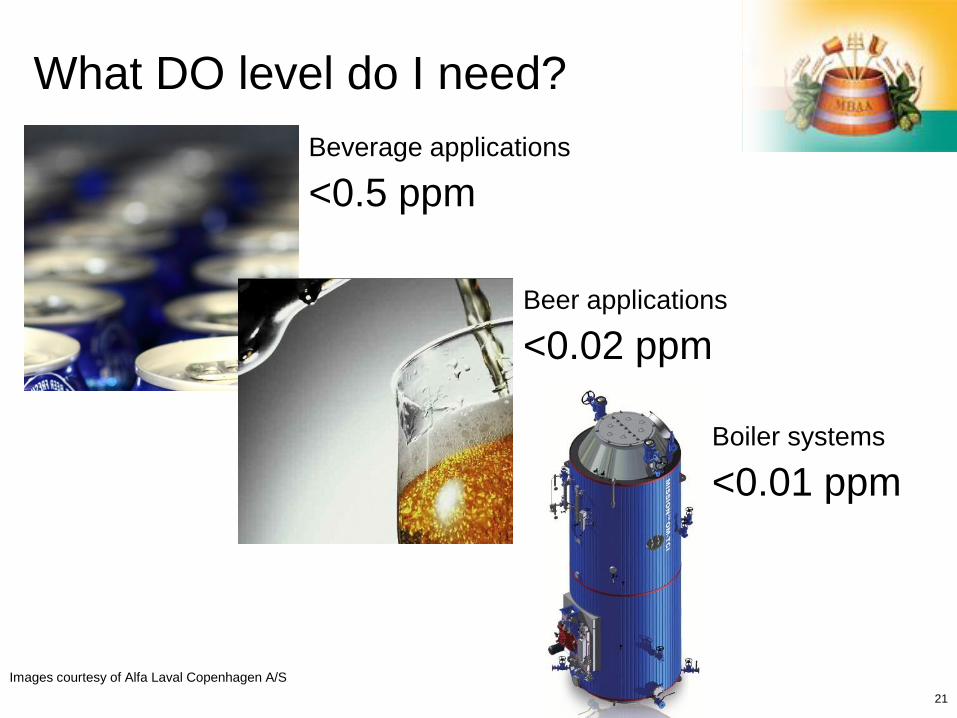
Beverage applications
<0.5 ppm
21
What DO level do I need?
Beer applications
<0.02 ppm
Boiler systems
<0.01 ppm
Images courtesy of Alfa Laval Copenhagen A/S
22
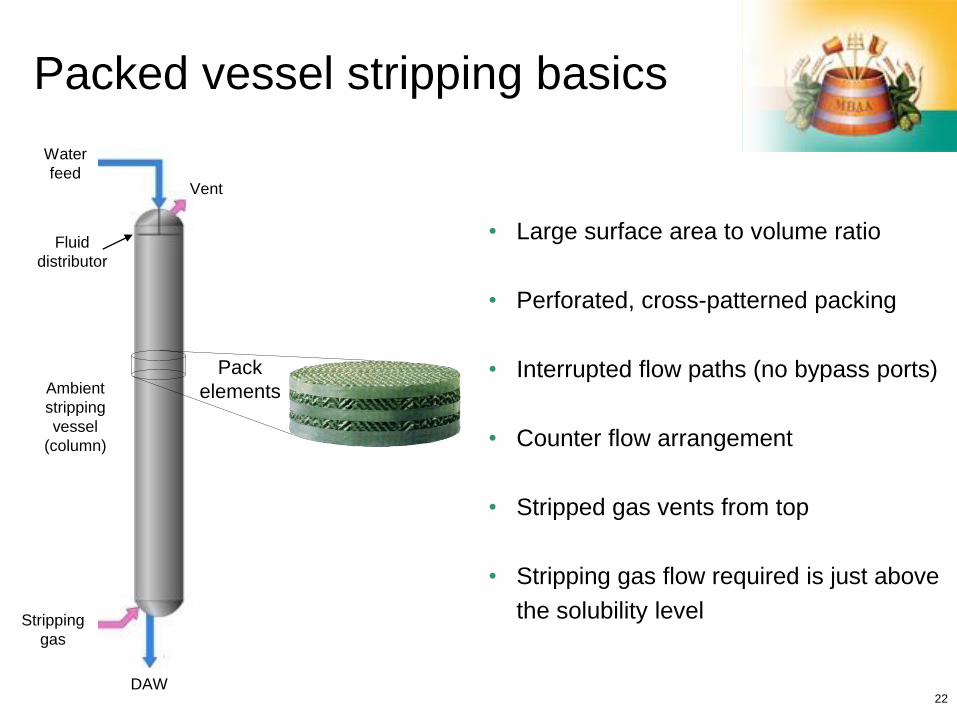
Packed vessel stripping basics
Water
feed
Stripping
gas
Ambient
stripping
vessel
(column)
DAW
Vent
Pack
elements
Fluid
distributor
• Large surface area to volume ratio
• Perforated, cross-patterned packing
• Interrupted flow paths (no bypass ports)
• Counter flow arrangement
• Stripped gas vents from top
• Stripping gas flow required is just above
the solubility level
23
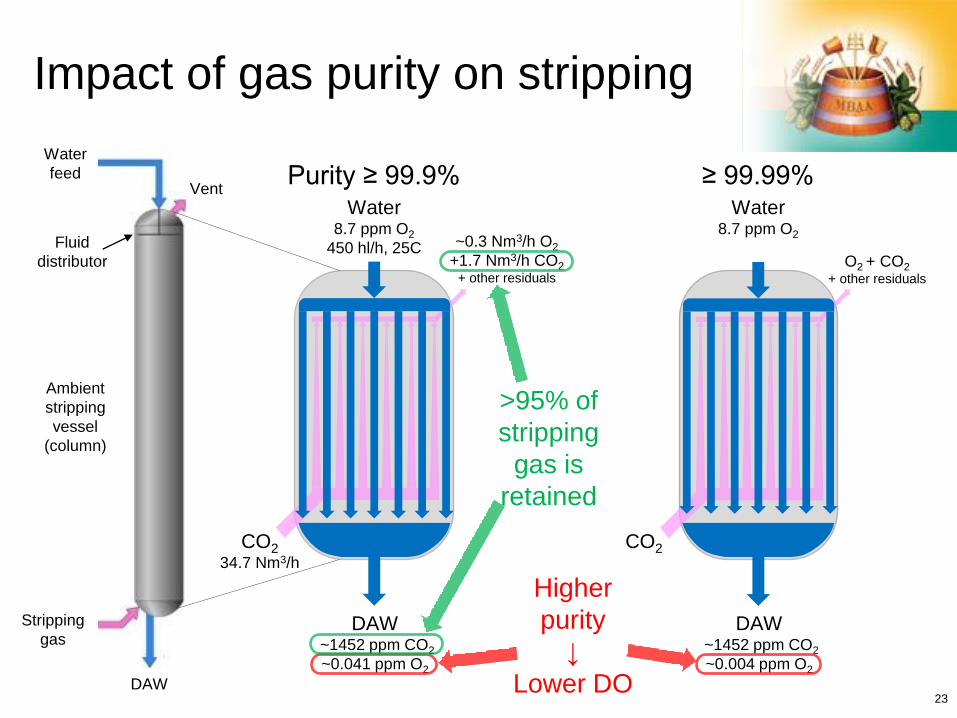
Impact of gas purity on stripping
Water
feed
Stripping
gas
Ambient
stripping
vessel
(column)
DAW
Vent
CO2 34.7 Nm3/h
~0.3 Nm3/h O2
+1.7 Nm3/h CO2
+ other residuals
Purity ≥ 99.9%
Fluid
distributor
Water 8.7 ppm O2
450 hl/h, 25C
DAW ~1452 ppm CO2
~0.041 ppm O2
≥ 99.99%
Water 8.7 ppm O2
CO2
DAW ~1452 ppm CO2
~0.004 ppm O2
O2 + CO2
+ other residuals
Higher
purity
↓
Lower DO
>95% of
stripping
gas is
retained
24
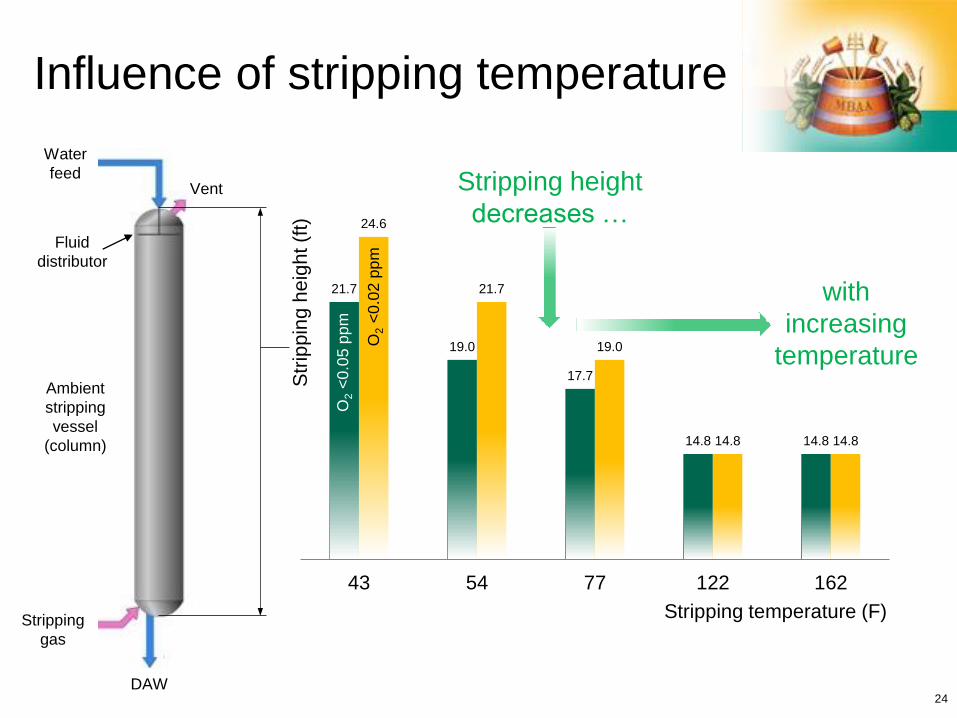
Influence of stripping temperature
Water
feed
Stripping
gas
Ambient
stripping
vessel
(column)
DAW
Vent
Fluid
distributor
Stripping height
decreases …
with
increasing
temperature
21.7
19.0
17.7
14.8 14.8
24.6
21.7
19.0
14.8 14.8
43 54 77 122 162
Str
ipp
ing
he
igh
t (f
t)
Stripping temperature (F)
O2 <
0.0
2 p
pm
O2 <
0.0
5 p
pm
25
Feed water quality
Free of
particles
50 to 77F (10 to 25oC)
Clear &
purified
26
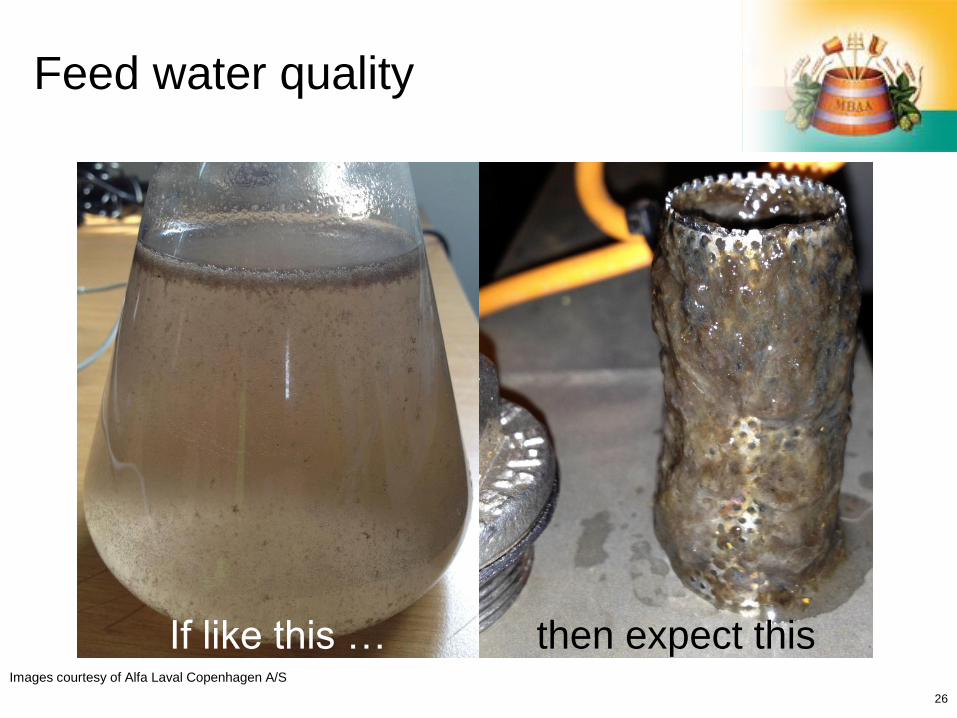
Feed water quality
If like this … then expect this Images courtesy of Alfa Laval Copenhagen A/S
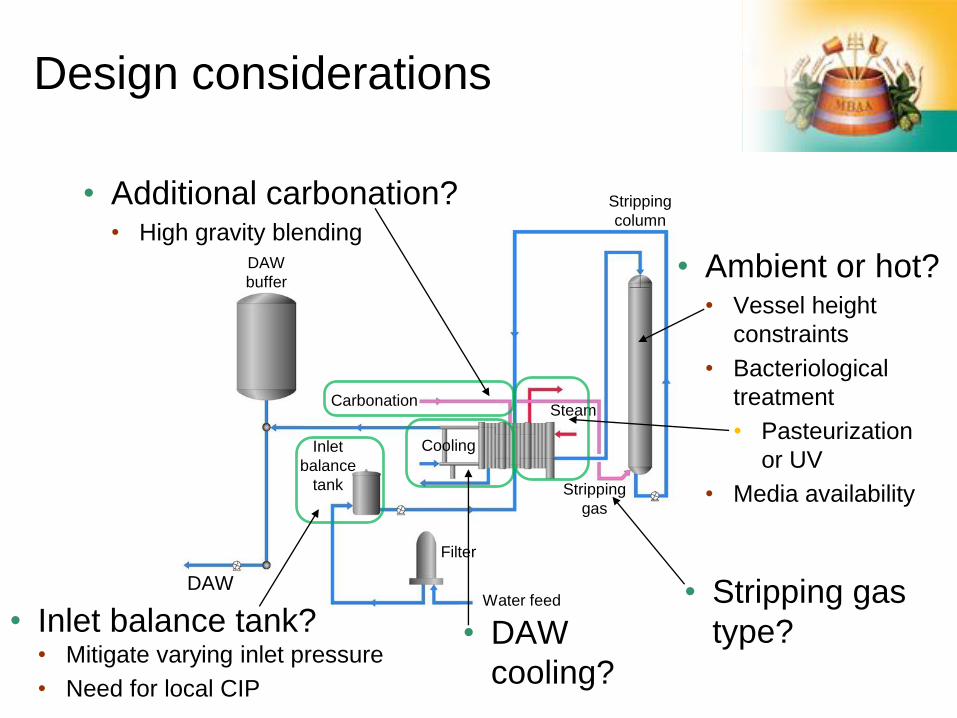
Design considerations
DAW
buffer
Water feed
Inlet
balance
tank Stripping
gas
Carbonation
Filter
Steam
Cooling
Stripping
column
DAW • Stripping gas
type?
• Ambient or hot? • Vessel height
constraints
• Bacteriological
treatment
• Pasteurization
or UV
• Media availability
• Additional carbonation? • High gravity blending
• DAW
cooling?
• Inlet balance tank? • Mitigate varying inlet pressure
• Need for local CIP
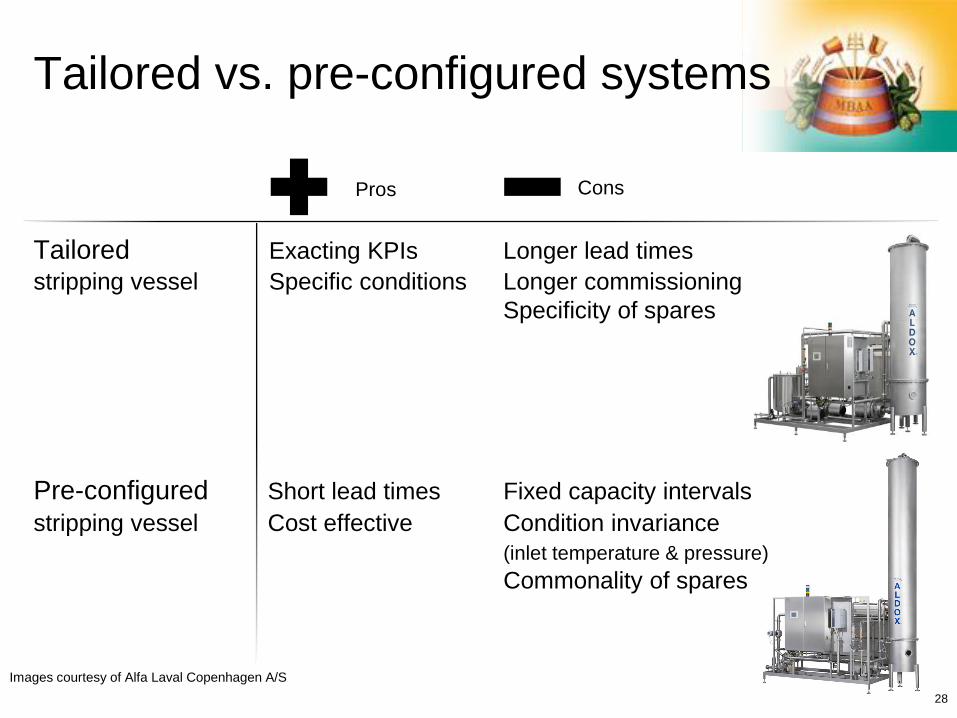
Pros Cons
Tailored Exacting KPIs Longer lead times
stripping vessel Specific conditions Longer commissioning
Specificity of spares
28
Tailored vs. pre-configured systems
Pre-configured Short lead times Fixed capacity intervals
stripping vessel Cost effective Condition invariance
(inlet temperature & pressure)
Commonality of spares
Images courtesy of Alfa Laval Copenhagen A/S
Maintenance and
cost of ownership
29
30
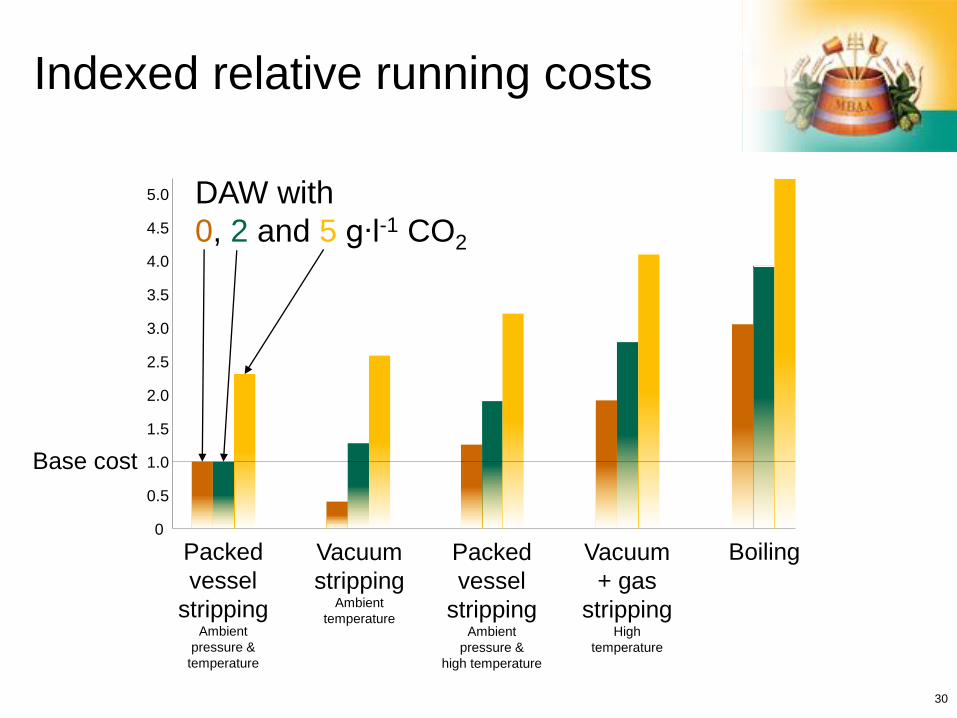
Indexed relative running costs
0.5
1.0
1.5
2.0
2.5
3.0
3.5
4.0
4.5
Boiling Packed
vessel
stripping Ambient
pressure &
high temperature
Vacuum
+ gas
stripping High
temperature
0
Packed
vessel
stripping Ambient
pressure &
temperature
Vacuum
stripping Ambient
temperature
DAW with
0, 2 and 5 g∙l-1 CO2
5.0
Base cost

Packed vessel < 0.001 0.018 (0.015) 1.06 (0.41)
stripping 5 min 2.2 lbs (1 kg)
Ambient startup per start
pressure &
Temperature
31
Normalized utility usage (77F)
Vacuum stripping 0.014 0.035 (0.03) 1.22 (0.47)
using membranes ≤ 213 bbl (250 hl) ~25 min 66.2 lbs (30 kg)
Ambient temperature per start; startup per start
4.4 gpm (10 hl∙h-1)
sealing H2O
Batch stripping - 0.062 (0.053) 1.29 (0.5)
Start after < 2.2 lbs (1 kg)
tank is filled per start
Condition
272.7 bbl (320 hl)
2.2 hours stripping
DO ~0.02 ppm
CO2 purity 99.99%
2 g∙l-1 carbonation
Conditions
596 bbl∙h-1 (700 hl/h)
Water at 77F (25oC)
DO ~0.005 ppm
CO2 purity 99.99%
4 g∙l-1 carbonation
kW∙bbl-1
(kW∙hl-1)
Electricity
2
bbl∙bbl-1
Water
lbs∙h-1∙bbl-1
(kg∙h-1∙hl-1)
Gas
2
32
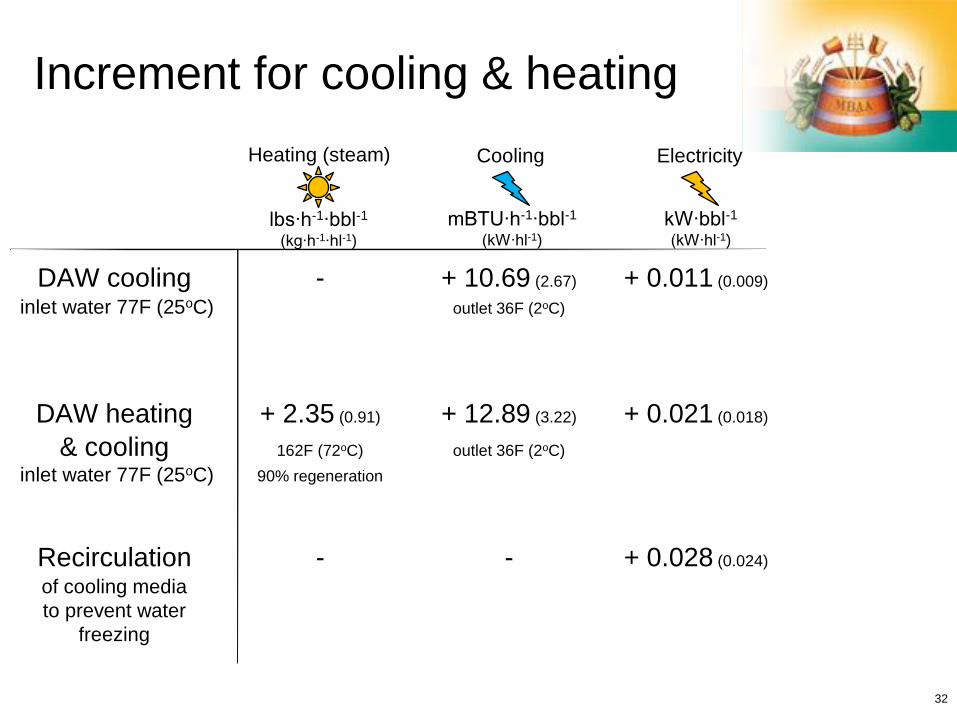
Increment for cooling & heating
DAW cooling - + 10.69 (2.67) + 0.011 (0.009)
inlet water 77F (25oC) outlet 36F (2oC)
DAW heating + 2.35 (0.91) + 12.89 (3.22) + 0.021 (0.018)
& cooling 162F (72oC) outlet 36F (2oC)
inlet water 77F (25oC) 90% regeneration
lbs∙h-1∙bbl-1
(kg∙h-1∙hl-1)
Heating (steam)
Recirculation - - + 0.028 (0.024)
of cooling media
to prevent water
freezing
kW∙bbl-1
(kW∙hl-1)
Electricity
mBTU∙h-1∙bbl-1
(kW∙hl-1)
Cooling
33
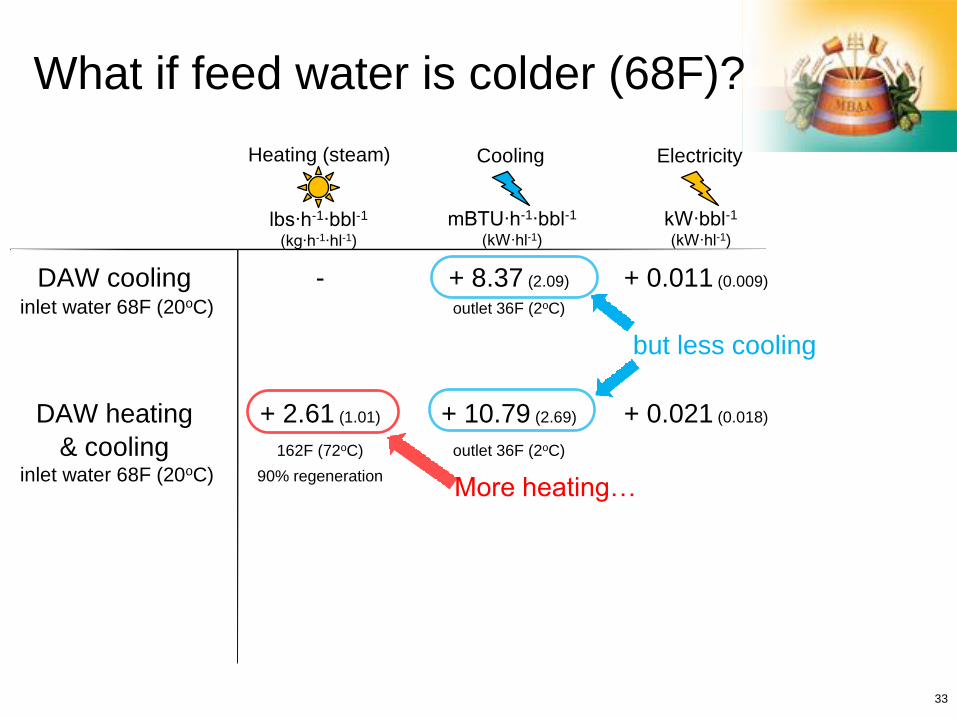
What if feed water is colder (68F)?
DAW cooling - + 8.37 (2.09) + 0.011 (0.009)
inlet water 68F (20oC) outlet 36F (2oC)
DAW heating + 2.61 (1.01) + 10.79 (2.69) + 0.021 (0.018)
& cooling 162F (72oC) outlet 36F (2oC)
inlet water 68F (20oC) 90% regeneration
lbs∙h-1∙bbl-1
(kg∙h-1∙hl-1)
Heating (steam)
kW∙bbl-1
(kW∙hl-1)
Electricity
mBTU∙h-1∙bbl-1
(kW∙hl-1)
Cooling
More heating…
but less cooling
34
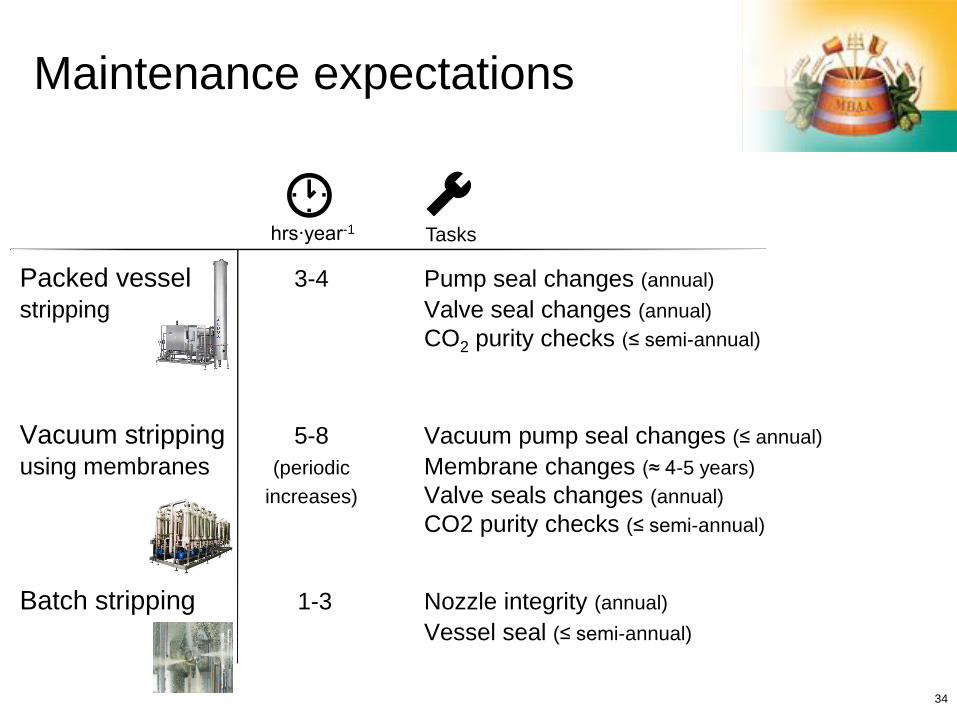
Maintenance expectations
Packed vessel 3-4 Pump seal changes (annual)
stripping Valve seal changes (annual)
CO2 purity checks (≤ semi-annual)
Vacuum stripping 5-8 Vacuum pump seal changes (≤ annual)
using membranes (periodic Membrane changes (≈ 4-5 years)
increases) Valve seals changes (annual)
CO2 purity checks (≤ semi-annual)
Batch stripping 1-3 Nozzle integrity (annual)
Vessel seal (≤ semi-annual)
hrs∙year-1 Tasks

35
CIP requirements
Packed vessel Prior to start Water sterilization (> 200F, 95oC) after stop (>12 hr)
stripping ≤ Weekly Standard CIP recipe (flush–caustic–flush)
Monthly Acid cleaning
Vacuum stripping Prior to start Water sterilization (< 176F, 80oC) after stop (>12 hr)
using membranes ≥ Weekly Membrane flushing with purity CIP recipe
Batch stripping Prior to batch Standard CIP (locally mixed) (if infrequent)
Frequency Type
Closing remarks
36
• Uses of deaerated water in the brewing process
• What is and why use deaerated water
• DAW production methods
• Operational & design considerations
• Maintenance & cost of ownership
37
Closing remarks
38
Ask a brewer, “why DAW?”
Stable flavour
profiles
+
Less haze
formation
+
Improved
shelf life 2 Beer
Top Related
Copyright © 2022 FDOKUMEN

