







Bahasa
Halaman
Hukum


* Corresponding author e-mail: [email protected] Journal access: www.ijesft.com Tel.: +91 9924242150 © 2015 A D Publication. All rights reserved
ID:IJESFT20150101002 January 2015
International Journal of
Engineering Science and Futuristic Technology A Peer-reviewed journal ISSN : 2454-1125 IJESFT 01 (2015) 010-019
Mass and heat balance for duplex stainless steel production by conarc
process R B Patel *,1,S M Patel2
1,2Department of Mechanical Engineering, R C Technical Institute , Ahmedabad , Gujarat, India
A B S T R A C T : Mass balance and heat balance calculations are carried out for estimating inflow and outflow of materials and energy respectively in a process. Such calculations are required to get accurate composition of product with available raw materials. CONARC is a new electric steel making process using a twin shell electric arc furnace (EAF) which can handle raw materials input of solid steel scrap and hot metal in varying proportions. In the present study an attempt has been made to develop a mathematical model for mass and heat balance for duplex stainless steel production by CONARC process. Case studies have been carried out by varying the amount of hot metal in the charge from 0% to 100%. Such variation shows proportionate increase in the amount of oxygen required, lime consumption and amount of slag formed along with the increase in chemical energy available for the process. However, electrical energy consumption reduces for SAF 2205 and 3RE60 duplex stainless steel production. On the basis of the above case studies, it has been found that increased amount of hot metal increases the available chemical energy for the process and in turn it reduces the electrical energy requirement of CONARC process, ultimately leading to reduction in the power consumption and overall production cost.
© 2015 A D Publication. All rights reserved
Keywords:
Mass and Heat balance, Steel Production, CONARC process, Energy saving
1. Introduction
Stainless steels may be defined as alloy steels containing at least 12% chromium with or without other elements. It has been customary to include with those stainless steel alloys that contain as little as 4 % chromium. Together, these steels form a family known as stainless and heat resisting steels. Few of these contain more than 30% chromium [1].The corrosion resistance and ability to remain been attributed to the passive film formed on the surface. Passivity is due to the formation of a thin tenacious protective oxide layer on the surface of the metal. The serious mode of attack on stainless steel concerned with breakdown of the passivity, resulting in the localized attack such as pitting, crevice, inter granular corrosion and stress corrosion cracking (SCC) [2].
Stainless steels, according to their name and applications to the phenomena of passivity. This being a condition of negligible corrosion inspire of a tendency of the metal to react with its environments. Apart from this other combination of properties with respect to mechanical strength, fabricability, corrosion resistance and cost effectiveness has made the stainless steel the special case of materials for a variety of general to diversified applications.
2. Stainless Steel Production India and world scenario presently, the demand for stainless steel is increasing world over. By late seventies
Indian steel production was limited to 15000 tons per year (TPY) progressively it has increased to 2 Mt per year

11 R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology
Nomenclature BOF Basic oxygen furnace EAF Electric arc furnace IF Induction Furnace UHP Ultra high power
by 2003-04. The per capita consumption in India is lowest in the world around 0.66 kg as compared to 10 to 18 kg. For developed countries. Processes for Stainless Steel making New technologies are available and also under development for meeting ever increasing demands of stainless steel making so as to achieve the following goals[8]
1. Saving on the material cost. 2. Reducing the energy consumption 3. Increasing the productivity 4. Improving the product quality 5. Reducing environmental emissions 6. Introducing automation, computer aided quality control and production planning 7. Reducing the investment costs. Two types of processes are developed for stainless steel making as follows. I Duplex processes (EAF/IF - AOD/VOD) II Triplex processes (EAF/IF - Converter - VOD/LRF) In either case initially charge is melted in primary unit (EAF / IF) and then further refined in secondary unit
(Vessel/Converter /Laddle). Development of EAF Steelmaking Massive growth of electric arc furnace (EAF) based steel making plants has taken place throughout the world
[10] due to its merits like smaller or capital investment, Shorter installation period and ready market for the products. The world’s steel making has grown from 87.5 Mt (14.7%) in 1970 to about 331.4 Mt (40%) in 2000. During the same period Indian EAF Steel production has increased from 0.86 Mt (13.7%) to 8.9 Mt (33%).
The electric arc furnace (EAF) was farther developed for the economical recycling of scrap in order to produce structural steel. In the 60s the increased demand for such qualities led to the development of ultra high power EAF (UHP-EAF) introducing foamy slag and long arc practice, water cooler wall panels and roof burners as well as slag-free tapping. Increasing the productivity, resulted in reduced tap-to-tap time as well as reduced energy consumption. The rapid growth of EAF steel making processes has created a growing demand for steel scrap, as a result of which the scrap is in short supply throughout the world in general and in particular for India. Also, rising costs unreliable supply of electrical power in India is a matter of great concern to EAF operators. These problems can be overcome by using hot metal from mini blast furnace (MBF) as iron bearing charge materials in EAF. The use hot metal offers the possibility of producing steel at lower costs than in traditional scrap based EAFs.[11]Use hot metal in EAF steel making has resulted in major cost saving, (including power) increased productivity and independence from steel scrap shortage and its price fluctuations. Recently, Jindal steel and power ltd. Raigarh is installing a BF of 351 m3volume for production of hot metal to be used in EAF for steel making. This furnace is rated to produce 0.238 Mt / year of hot metal / pig iron. [12]
CONARC process
Today the world steel production is shared by two major processes namely, basic oxygen furnace and electric
arc furnace i.e. BOF and EAF in an approximate ratio of 70: 30.
Though the basic chemistry of steel making is nearly same in both of these technologies, they differ from one
another in several ways.
BOF Process is characterized by:
1. Short tap-to-tap time, thus high productivity,

R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology 12
2. Ability to generate heat energy within itself for meeting process requirement,
3. Hot metal and scrap as burden material.
EAF Process is characterized by:
1. Productivity is slightly lower than that of BOF,
2. Requirement of external electrical energy,
3. Solid scrap and / or DRI as common burden materials.
These two dissimilar technologies have undergone a convenient merger under a set of circumstances giving
birth of a new technology, which is half-EAF and half-BOF, technically termed as Electroxy or CONARC process.
[13]
CONARC process employs a twin shell EAF, Which can economically handle raw material input of solids and
hot metal in varying proportion. [10]
CONARC principle
The CONARC is combining the conventional converter-process with electric arc steel making in one furnace
unit with two vessels as per Figure 1. The furnace is equipped with the transformer which can be moved from one
vessel to other.
Fig. 1 CONARC process
Figure 1 CONARC process Oxygen is guided into the melt via a water-cooled top lance system, which can
also be moved from one vessel to the other. The left vessel is working as a converter and the right one as an
electric arc furnace.
The steel making process in the CONARC can be divided in two steps.
1. Converter step: The hot metal poured into the hot heel is decarburized by oxygen blown via top lance.
2. Electric arc furnace step: The cold charged materials (DRIor scrap) are melted and the tapping temperature
is adjusted by electric energy.
The CONARC process starts with charging of hot metal into a liquid heel, small part of the previous melt kept
in the furnace. As soon as the top-lance is being brought only the position, the oxygen blowing is initiated, during
the converter phase; the content of carbon, silicon; manganese and phosphorus in the bath are reduced. The
reactions are exothermic, so large amount of heat energies are generated. Then cold charge materials like DRI or
scrap is added to the furnace to utilize this enormous heat energy and thus to avoid overheating of the bath. After
completion of the decarburization process, the top lance is moved away and the electrodes are brought into

13 R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology
operating positions. In the arcing phase, the remaining solid charge material like scrap or DRI is fed into the bath
to achieve the tapping weight. The temperature of the bath is adjusted and the heat is tapped into laddle.
The CONARC process offers the process flexibility with regard to the furnace operation as well as the
possible use of the entire raw material range from 100% scrap to 100% hot metal.
Raw-materials for CONARC process
Hot metal.
Hot metal is defined as the iron produced by the reduction and smelting of iron ore in blast furnace. Basically
blast furnace reduce hot metal (liquid) / pig iron (solid) either in basic grade for steel making or in foundry grade
for production castings.
According to the Bureau of Indian Standards (BIS) pig iron can be produced to fulfill any of the following
specifications.15
¾ IS: 224 / 79 for foundry grades
¾ IS: 2841/ 78 for malleable iron
¾ IS: 2842/80 for steel making
IS: 2842/80 specifies basic pig iron meant for steel making in two range of silicon content namely- 0.75% to
1.25% & 1.25% to 1.75% with varying manganese content.
DRI / Sponge iron
Sponge iron means porous iron produced by direct reduction process which is a solid –solid reaction process
by which removable oxygen is removed from the iron ore below the melting and fusion point of the lump ore or
agglomerates of fine ore. The shape of ore remains unchanged. Due to honey combed microstructure remains, so
it is known as sponge iron.
Steel scrap
The steel scrap is an extremely crucial raw material for steel making especially for EAFs and IFs the steel
scrap is traded globally. The growth of secondary steel sector continues around the world, which has resulted in
fluctuating steel scrap prices and its short fall. World steel dynamics predicts that the global steel scrap short fall
will increase from 46 Mt in 2005 to 115 Mt in 2010.
CONARC process in India
In India, Ispat industries, Dolvi is working on CONARC process, where hot metal from a MBF together with
DRI from their Midrex unit and own return scrap (or purchased scrap and own produced solid pig iron) is use in
twin shell CONARC furnace.
Today increasing number of mini steel plants is charging hot metal into EAFs. The high energy value of the
hot metal is used to reduce costs and consumption of elective power and to increase productivity. The CONARC
process offers the use of hot metal as well as scrap produced within the plant. Use of DRI, liquid hot metal and
solid pigs in CONARC process help in the dilution of impurities in the melt brought in the production circle by the
scrap.
Technical data for Ispat industries, Dolvi, India.

R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology 14
Furnace type: Ac-twin shell CONARC
Furnace bottom diameter: 7600 mm
Tapping weight: 18 t.
Liquid heel: > 30 t.
Top lance oxygen capacity: 200 Nm3/ min.
Tapping system: Slide gate
Transformer rating: 137 MVA
Primary voltage: 33 KV
Literature Survey
J. Mukharji [17]studied the heat and mass balance for CONARC process for the production of low carbon
steels. He varied the amount of hot metal charge from 30 % to 70 % and due to that increase in the oxygen
requirement, lime consumption and amount of slag formation however amount of electrical energy requirement
decreased.
V. B. Patel [18]studied the heat and mass balance for production of Austenitic stainless steel 201, 304L and
316L by IF – RK – LRF route. He varied the amount of DRI charge and studied the effect on power consumption,
slag formation and oxygen requirement.
S. M. Patel [19]also studied heat and mass balance for duplex stainless steels production by IF- MRK – AOD
route. He varied amount of DRI charge and concluded that by increasing amount of DRI charge (which is cheaper
then steel scrap) overall production cost decreases but energy consumption and production cost increases.
3. Results, discussion and summary Table 1 shows the mass balance for SAF 2205 and Table 2 shows mass balance for 3RE60 duplex stainless
steels production
Table 1 Mass Balance for SAF 2205
15 R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology
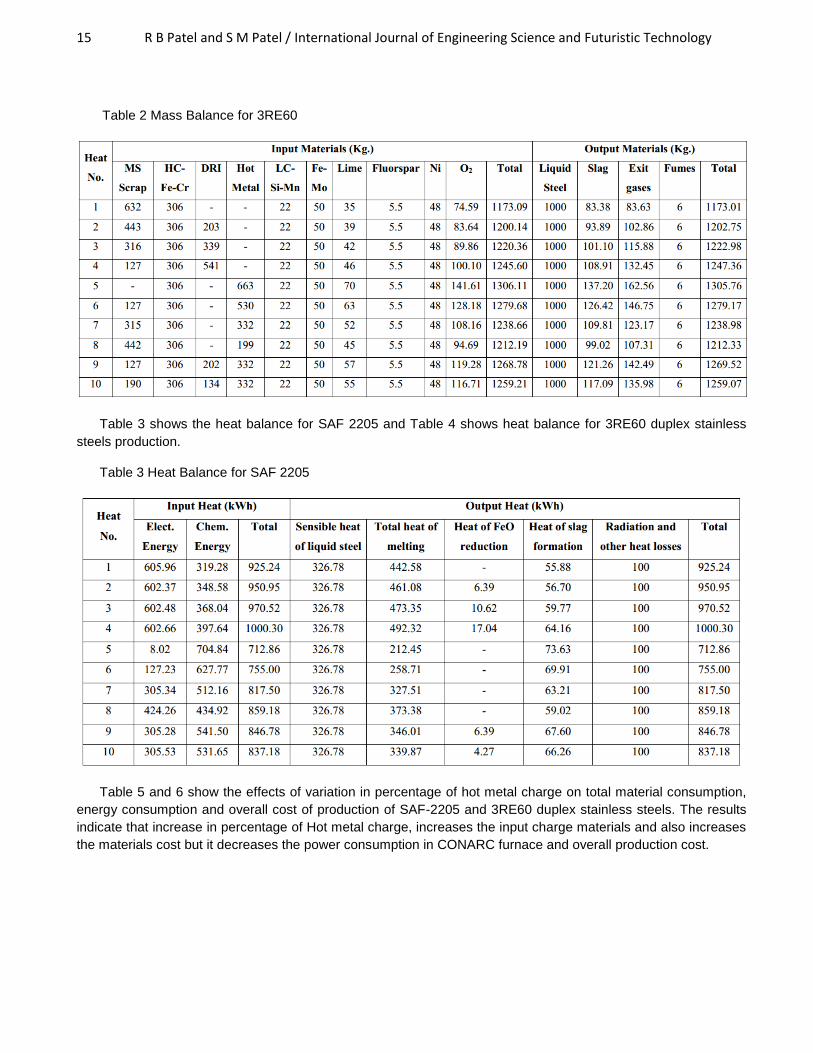
Table 2 Mass Balance for 3RE60
Table 3 shows the heat balance for SAF 2205 and Table 4 shows heat balance for 3RE60 duplex stainless
steels production.
Table 3 Heat Balance for SAF 2205
Table 5 and 6 show the effects of variation in percentage of hot metal charge on total material consumption,
energy consumption and overall cost of production of SAF-2205 and 3RE60 duplex stainless steels. The results
indicate that increase in percentage of Hot metal charge, increases the input charge materials and also increases
the materials cost but it decreases the power consumption in CONARC furnace and overall production cost.

R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology 16
Table 4 Heat Balance for 3RE60
Table 5 Material and Energy Cost for SAF-2205 (for production of 1ton steel)

17 R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology
Table 6 Material and Energy Cost for 3RE60 (for production of 1 ton steel)
Figure 2 shows decrease in power consumption from 605.96 kWh to 8.02 kWh for SAF-2205 duplex stainless
steel production.
Fig 2 Power Consumption Variation With % Of Hot Metal for SAF 2205
This is due to increase in input heat energy with increase in hot metal percentage and hence, decrease in
electrical energy requirement.

R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology 18
Figure 3 shows decrease in power consumption from 656.32 kWh to 5.02 kWh for 3RE60 duplex stainless
steel production.
Fig 3 Power Consumption Variation With % Of Hot Metal for 3RE60
This is due to increase in input heat energy with increase in hot metal percentage and hence, decrease in
electrical energy requirement.
Conclusion
The aim of mass and heat balance calculations is to estimate the inflow and outflow of mass and heat energy
respectively in a process. Such exercise is required for obtaining accurate composition of a product with available
raw materials. CONARC is a new electric steel making process using a twin shell electric arc furnace which can
handle raw materials input of steels scrap and hot metal in varying proportions.
Based on the studies of mass and heat balance of the CONARC steel making process for duplex stainless
steel production using hot metal as one of the charge materials, It has been observed that due to increase in the
amount of the hot metal charge from 0 % to 100 %, the oxygen requirement, lime consumption and amount of
slag formation during the process show a more or less proportionate increase together with increase in chemical
energy available for the process. This leads towards the drastic decrease in electrical energy requirement in the
furnace, so as to maintain the heat balance of the process, which ultimately reduces the electric power cost and
total production cost. From the above case studies, it has been observed that as the percentage of the hot metal
charge increases from 0 % to 100 %, the electrical energy consumption decreases from 605.96 kWh to 8.02 kWh
for SAF 2205 and from 656.32 kWh to 5.02 kWh for 3RE60 duplex stainless steel per ton of steel production.
Reference
[1] Shanti Swarup and V. K. Jain: Souvenir of NSSS – 2001, Vadodara, P – 45.
[2] H. S. Gadiyar and C. K. Gupta: NSSS – Dec. – 2001, P – 23.
[3] B. K. Shah and G. L. Goswami Int conference on stainless steels, Bombay – 1989.
[4] ASM spatiality, Hand Book of stainless steels the materials information society OH 1994, P – 3.
[5] Jaeques Charles: NSSS – 2001, P – 40.
[6] Girish Pandkar: NSSS – 2001, Vadodara.
[7] M. N. Patel, S. K. Dutta and A. B. Lele : NSSS – 2001, P – 56.
[8] S. K. Dutta and A. B. Lele : Iran & Steel review Nov. – 1999, P – 56
[9] Ramesh R. Gopal : NSSS – 2001, Vadodara
[10] S. K. Dutta and A. B. Lele : IE(1) J – MM – Vol. – 82 April – 2001, P-1

19 R B Patel and S M Patel / International Journal of Engineering Science and Futuristic Technology
[11] W. Pirklbaker and R. Simm Steel times int.vol. 23 (1) January 1999, P – 18
[12] News, JPC Bulletin July 2002, P – 34
[13] R. K. Bhattacharya, Iron & steel review Vol. 40 April – 1997, P – 11
[14] G. Kleinschmidt, G. Walter : 38 th National Metallurgist day Nov. – 2000, India.
[15] Industry Profile, Indian foundry journal vol. 46 Dec. 2000, P – 66
[16] S. K. Dutta and P. J. Roy Chaudhary : IE (1) Journal MM – Vol. 66 (2) March – 86, P – 91
[17] J. Mukharji : M. E. thesis, Metallurgy department M. S. University, 2002 - 03
[18] V.B.Patel : M. E. thesis, Metallurgy department M. S. University, 2002 - 03
[19] S. M. Patel : M. E. thesis, Metallurgy department M. S. University, 2003 - 04
[20] A. Ghosh and H. S. Ray : Principle of Extractive Metallurgy, 2nd Edition, 1991, Wiley Eastern Ltd., New Delhi, P – 35
[21] Foundry News : Vol. XVII, P- 5, March / April 2005
[22] B. M. Sarnagi and P. C. Mishra : Conference proceeding on direct reduction and direct smelting, October – 2001,
Jamshedpur, P – 151.
Top Related
Copyright © 2022 FDOKUMEN

