







Bahasa
Halaman
Hukum


THE MAGAZINE FOR FORWARD THINKING PRINTINGNOVEMBER/DECEMBER 2018
Explore more…Cover story Bluetree nails colours to inkjet mast.
Workflow We need to talk about MIS.
Inkjet It’s complicated… but well explained within.
Explore more at printbusiness.co.uk


www.printbusiness.co.uk November/December� 3
COMMENT
From the editorFacebook is the printer’s friend, perhaps even the industry’s greatest
friend at the moment. Facebook has published a printed magazine
to promote its services with propaganda about those that have
committed their marketing budgets to the social media channel.
It knows that to hit the real decision makers, the cut through of
print is essential. Likewise AirBnB, Amazon and others in Techland
are increasingly turning to atoms rather than bits to promote their
services. Print engages and print delivers.
Not only this, tech companies have been exposed for nefarious prac-
tices. Facebook enabled Cambridge Analytica’s scalping of personal
details, Google has admitted that perhaps video is not as popular with
the public as it told advertisers. And a report from Adobe reckons
that 28% of all web traffic is non human. Therefore, ad industry
guru Bob Hoffman calculates, that of a total ad spend online of $237
billion, $66 billion is likely to be fraudulent. As marketing grows so
does the waste of money on digital media.
Click farms, bots and the definition of what counts as a view have
undermined any trust in online advertising. Or it ought to have
done. Instead thousands of marketing lemmings have dutifully piled
millions into what is, at best, a dubious value exchange. And this is
without email which has been holed below the waterline by GDPR.
The pursuit of clicks, pandering to social media influencers and of
eyeball views has resulted in waste on a massive scale. Advertisers
are paying millions on the say so of untrustworthy data. Stupidly
the instant response or retweet that is just as instantly forgotten is
valued more than a run-of-press ad that sits amid engaging editorial
content.
In survey after survey, print is described as the most trusted medium,
that if it is in print then it is likely to be true and that if an advertiser
has bothered to send me a piece of direct mail, then I must have be
valued by that advertiser. But marketers, bewitched by vanity of
numbers, continue to throw money at digital. And the sales process
is complex, the result of many touchpoints along journey, not a flash
item on Facebook.
Printers are just as mesmerised instead of using this feast of statistics
to remind clients that digital is not what it claims. Because if we do
not tell them, then we can be sure that the digital marketing agencies
are not going to admit that they have been ripping brands off for
years. We know now which half of an advertising budget is wasted:
the half spent on website banners, on so-called influencers, on Face-
book, on all the digital charlatans that crawl and writhe across on the
face of the mediasphere.
Gareth Ward
Print Business goes out and talks to printers in their language in
their own factories to bring information, inspiration and insight to
the pages of the magazine. For this issue we went to Rotherham,
Edinburgh, Sutton Coldfield, the NEC, Foots Cray and Nottingham.
Now live…Out and about…
PackagingBusiness.co.uk examines the packaging sector
and how it is changing in response to technology and to the
requirements of retailers, brands and consumers.…at the Power of Print, London

4 November/December 2018 www.printbusiness.co.uk�
CONTENTS
PUBLISHINGPrint Business is published by Print Business Media Ltd Haymakers, Swamp Road, Romney Marsh TN29 9SQ • 01580 236456 [email protected] picture by Ray SchramPrinted by Stephens & GeorgePaper supplied by Lumipaperwww.storaenso.com /lumionline
EDITORIAL Editor Gareth [email protected] 236456 | 07866 470124Press releases should be sent to [email protected] Richard Gooding
COMMERCIAL Debbie Ward Business manager01580 236456 [email protected]
ADMIN & SALES SUPPORT01580 236500 [email protected]
MEDIA INFORMATIONThe Media Pack is available under the Information menu at printbusiness.co.uk
NEWSThe Monday morning News email is a popular collection of a handful of the week’s news, always going beyond the press release and often exclusive. GDPR by the letter and spirit. Sign up at printbusiness.co.uk/Register
SUBSCRIPTIONPrint Business is free to qualifying printers. Subscriptions for other interested parites are £120 pa. [email protected]
EVENTSPrint Business is the organiser of Forward Thinking Printing, round tables and more. Gareth Ward is in demand for hosting, chairing and generally being an accomplished ringmaster. Apply for details.
CONTENTContent is copyright © Print Business Ltd 2010-2018. All rights reserved.
ARCHIVEPrevious issues are available for a modest fee. See the Archive page at printbusiness.co.uk
TERMSApply for terms & conditions to [email protected]
THE INKJET ISSUE
Information/
Technology 6
Heidelberg’s deal to sign
MBO; Kall Kwik’s new
life begins at 40; Rapidity stays with digital in step up to B2; Xerox CEO
considers future of its
core technologies.
Bluetree stays ahead
with inkjet move 22
UK’s leading online printer
is shifting litho work with
Screen inkjet installation.
The story of inkjet’s
first decade 28
Inkjet technology has promised much, but
delivered relatively little. We explain why.
Reflections on trade finishing 32
Refections has evolved
over 25 years, changing to remain relevant.
Screen’s time is coming back 34
Screen printing is alive and well and opening new markets to print.
It all happened in Birmingham 36
There was enough to keep people coming back to the Print Show on its return to the NEC.
Print MIS takes new directions 41
With its head in the cloud and feet on the ground, MIS is trying to do both.
The China Syndrome hits paper 46
We find out what is driving the paper price.
There is life after digital for print 49
Print Power stages its most upbeat conference to date.

www.printbusiness.co.uk November/December� 5
COMMENTCOMMENT
Browse in peace in the uncluttered and calm environment of printbusiness.co.uk
Every Monday morning editor Gareth Ward offers his print thoughts. printbusiness.co.uk /Register
Wow! What an impact print makes!Two Sides summed up its Print Power confer-
ence in London last week with a press release
saying “Wow What a day!”. And for the first time
since the event began half a dozen years ago, this
optimism feels right. Previously there has been
an attitude that we had gathered to comfort each
other against the digital onslaught. Print was
defending its role. This time the whole event
simply felt more upbeat.
For a couple of years it has been clear that ebooks
were not about to kill off printed books. Now that
is spreading to other types of print, direct mail,
marketing collateral and more. Print achieves cut-
through against the digital noise; print is trusted
while digital is not; print engages through touch
as well as sight. And so on. A new day is coming.
This does not mean print is going to recapture mass
markets, but it has a valid role alongside and as part
of the digital media mix.
Of course this may be a false dawn. Despite the
clear advantages of ink and paper, agencies have
committed so much to digital, to targeted messag-
ing and more, that to admit that digital is not that
effective is so damaging to their self belief that they
will continue to deny what is now clear: print has
real power. If they can’t acknowledge this, printers
need to keeping driving the message home. Price is
important. But engagement is worth more. journey.
12 November
Size is not all that mattersThe deal for QuadGraphics to acquire LSC Commu-
nications is the strongest sign yet that fundamental
changes are underway in print. The failure of Pole-
star in the UK that has allowed Wyndeham to
acquire a dominant position was no surprise; the
consolidation in mainland Europe is equally explain-
able as print easily crosses borders and size matters.
This though is a stronger sign of market shrink-
age that anything in Europe. The collapse of major
retailers such as Toys R Us and the decision to
shutter the Sears catalogue both hit long run work
and are set against the growth of Amazon. Vanish-
ing newsstand sales and diminishing magazine
subscriptions add to the potent mix that meant a
debt funded business like LSC would find it hard
to reinvest. And with the announcement last week,
the inevitable has occurred.
But this is not a harbinger that the end for the
printing industry is in sight. Far from it. It indi-
cates perhaps that high volume, one size fits all
print is disappearing, and Quad’s promotion of
its marketing services strategy suggests that Quad
knows this. Instead print can flourish where it
can offer custom, personalised or versioned print
and has no time delays in production. Print that is
enhanced through striking colours, foils, varnishes
and other embellishments; print that lasts beyond
a one time reading has a power that will mean that
this type of print rather than print for print’s sake,
endures. So too will the printers that can deliver
the sorts of product that gives print its power.
05 November
The Halloween nightmare for printersThis week the streets will be filled with kids clutch-
ing buckets to collect sweets and dressed as ghosts,
goblins and zombies. None will be dressed as Pete
the Cut Price Printer, who is in reality just as scary
as anybody from a fictional horror story. Print is
experiencing something of a swing back from its
much touted extinction to a renewed appreciation
of its effectiveness as an advertising channel, of
printed books and specialist kick-back-and-relax
magazines. But if this applies to print, it does not
apply to printers. In the eyes of print buyers, too
many printers look like too many other printers,
just as one high street department store looks like
another high street department store. Pete the
Printer is dead.
Shoppers have switched away from the high
street to online channels. The experience of visit-
ing under invested stores is simply not enticing and
a click, a low price and the arrival of Dmitri from
DPD the next day is simply more convenient and
more appealing. Some shops will survive. These are
the ones that offer a bespoke tailoring service or have
created an image that extends beyond the goods that
are sold, which perhaps cannot be bought online or
are maybe too quirky for a would be Amazon. Just
as with overexpanded chains of concept restaurants
have found out, the middle of the road is not the
place to be.
Nor is it for print. The online model for speci-
fying and buying print is established and can only
continue to grow exponentially. The handful of
Saville Row printers, offering the highest quality
print, will also thrive. It is those that fail to under-
stand they need a valid reason to exist that must
suffer: They can remember when they used to be
important because they had the most advanced
printing press in the region, but that is no longer
enough. To today’s print buyers, these businesses are
now faceless, bland and destined to become zombies,
stumbling around, but dead from the neck up.
29 OctoberWo
rds
of
pri
nt
wis
do
m

INFORMATION/TECHNOLOGY
6 November/December 2018 www.printbusiness.co.uk�
MBO deal gives Heidelberg finishing with digital flavourHEIDELBERG HAS agreed to
buy MBO, producer of folders
and rival to its own Stahl port-
folio of folders, but will keep the
brand separate.
However, there are no plans
for changes to production
and distribution of the MBO
product line. Mark Bristow,
managing director of Friedheim
International, UK distributor
for MBO since that company
was started in 1967, says: “It’s
business as usual.”
Heidelberg plans to retain the
MBO brand, much as Muller
Martini has retained the Kolbus
brand following its acquisi-
tion of the German perfect
binder company earlier this
year. Muller Martini branded
machines will go to printers
with high levels of network
connectivity while Kolbus will
be the brand for trade finishers
where there is less need for this
level of integration.
Like that deal, this has the
potential to alienate some print-
ers and finishers: there are loyal
adherents for both brands,
printers seeming to prefer Stahl
folders to MBO.
With Heidelberg, MBO will
be the standalone brand with
fast set up between jobs, while
printers who want the inte-
grated systems approach will be
directed towards the Stahl port-
folio. But there is more to the
deal than simply this.
MBO builds the largest
sheet folders generally avail-
able, including the Herzog +
Heymann machines for pharma-
ceutical folding. This appeals to
Heidelberg’s strategy of expand-
ing into packaging markets.
More than 50% of its Anicolor
presses are sold to pharmaceuti-
cal packaging printers.
MBO also has a division
comprising reel handling tech-
nology, acquired from Ehret,
and Digifinisher technology that
delivers variable content mailers
from inkjet printed reels.
Heidelberg has steered clear of
any kind of webfed printing
since selling its commercial web
offset operations to Goss, but
has vowed to strengthen digital
printing.
Rainer Hundsdörfer, CEO of
Heidelberg, says: “By acquiring
MBO’s digital portfolio, we are
closing a gap for our custom-
ers and helping them achieve a
smooth industrial process in the
digital future. We also expect
to see synergies in our own
value added chain, which will
bring about tangible benefits for
customers, too.”
Adding such automated
finishing technology inline to
the Primefire 106 B1 inkjet press
would shift the press towards a
lights out operation.
The deal brings Heidelberg
450 staff, two production sites
in Germany and one in Portugal,
set up to producer folders more
cost effectively than was possible
in Germany. Heidelberg will be
able to make use of this capac-
ity to help productions of its
own folders.
Heidelberg adds MBO to its
own Stahlfolder portfolio.
Sussex�merger�across�the�Weald
HEATHFIELD company
Scantech has acquired Berforts
South West and will move all
its equipment to the Hastings
factory.
“They were strong in sales, we
are strong in assets. It makes this
a good marriage,” says Scantech
sales director Peter Feeder. “We
have come together to drive the
business in Hastings.”
Equipment from Heathfield
is already being moved to Hast
ings, with the aim of completing
the combination either by the
end of the year or early in 2019
he says. “It’s about bringing
everything under one roof.”
Scantech has large format
print and a Speedmaster XL75,
having evolved from a repro
business in the 1990s. It now
offers in addition digital and
display print, design and app
development and has built an
expertise in NFC technology.
Berforts has specialised in book
printing with a Komori Lithrone
SRA1 A37 HUV sheetfed press
and Xeikon 9800 for colour
book printing via an online
portal. There is also extensive
mono digital print and finishing.
This equipment is being
moved around in order to
accommodate the Heathfield
equipment, in particular the
XL75. The Hastings factory is
in need of some refurbishment
and this is being managed as
part of the move. “Otherwise
all that’s left in Heathfield now
is the large format and account
ants department,” he says.
“We decided that the best way
forward was to consolidate on
the Hastings site. When every
thing is in place there, we can
sell the Heathfield factory to
fund the investment.”
Gerald White, owner of
Berforts and former BPIF presi
dent, remains with the business
at least for the period of the
transition.
Dry�ground�drives�merger
A LANCASTER printer that
was flooded out by Storm
Desmond in 2015 has merged
with a Kendal company, occupy
ing ground beyond the reach of
the flood prone river Lune.
The merger between Pagefast
Print & Publishing and MTP
Media will also allow Keith
Simpson, who founded Page
fast in 1986, to retire. The move
will ensure that the business can
confident about maintaining
service levels to customers, even
if the river levels reach those
from three years ago.
Pagefast was out of action
for seven months as a result of
the flood and clean up activity.
It installed a pre owned Komori
S529 following the wash out, but
the company was not confident
that it could support customers
no matter what. And despite
plans to install a flood wall along
the river Lune, the experience
left scars and with Simpson
heading for 70, he has bowed to
pressure to retire.
The companies know each
other well. MTP Media was one
of the printers that handled …


INFORMATION/TECHNOLOGY
8 November/December 2018 www.printbusiness.co.uk�
Zenith opts for dual role Speedmaster ZENITH PRINT GROUP will
install a hybrid Speedmaster
in November, rounding off a
year in which the company has
upgraded its press room and
invested in finishing technology.
The new machine is a five-
colour plus coater Speedmaster
XL106-5+LX3 configured to run
both conventional inks and UV
inks with a twin-lamp system in
the extended delivery. It replaces
two five-colour Heidelberg
presses, a ten-year-old CD102
with UV and an XL105.
Autoplate Pro plate chang-
ing, Inpress Control for colour
and register automation and the
slight increase in sheet format
will mean there will be no drop
off in production capacity.
John Mooney, managing
director of the Zenith Group,
says: “We anticipate a split of
75-25% between conventional
and UV packaging work on this
press and an output of up to 40
million sheets a year.”
The press is configured with
separate lines and tanks for
blanket and roller wash and for
the coatings. Moving from one
set up to the other is a matter
of replacing the blankets for the
different chemistries and strip-
ping the ink from the rollers. A
full changeover will take around
an hour, says Heidelberg’s
Matt Rockley. The press will
run with combination rollers
able to take the UV as well as
conventional inks.
The press will be installed in
the Zenith Media press room
at Pontypool alongside a push
to stop eightcolour perfecting
XL106 which was installed over
the summer months, giving the
company with a high produc
tivity and one high flexibility
machine.
Zenith Print Group offers
both commercial printing and
through Zenith Media a pack
aging operation that focuses
on the needs of numismatists
and medal collectors. The
company has installed the UK’s
first Promatrix 106 FC foiling
die cutter this year, following
earlier investment in a Proma
trix 106 die cutting platen with
stripper and a Diana Smart 80
cartongluer.
The hybrid configuration is
something that more and more
companies are considering, says
Rockley. “We have done a few
in the last couple of years,” he
says. “Some of the carton print
ers like them to print with lower
cost conventional low migra
tion inks with a UV varnish to
provide the shelf appeal that
retailers and brands are looking
for with the cost of the UV low
migration inks.”
Zenith’s XL106 has both
conventional and UV drying.
work for Pagefast while it
was unable to print. It has a
fivecolour B2 Sakurai as well as
digital, both cut sheet and large
format printing.
There is little overlap of
customers. The Pagefast equip
ment is not moving with the
staff.
Roller�quality�guaranteed
KOENIG & BAUER UK is
introducing a Gold Star Roller
Service, to fit and maintain
rollers supplied by the press
manufacturer. The move
follows research to test demand
for something that skilled press
operators would previously
have done.
The company has found that
the requirement exists, part
of a trend to optimise press
performance with matched
consumables on machine. Roller
conditioning and setting is a
logical extension of this. First
customers have already signed up.
The requirement has grown
owing to increased calcium
build up on rollers, itself the
consequence of papermak
ers using calcium carbonate in
coatings. “The calcium hardens
the surface of the rollers and
affects performance,” says Craig
Bretherton, K&B UK product
marketing manager “This
increases demand for inspec
tions, conditioning to improve
overall roller life.”
The inspections can be
arranged during scheduled
downtime as part of a general
maintenance programme. It will
also fill a knowledge gap. Not
every minder has the skills to
set the rollers on print units, nor
perhaps the patience to carry
this out. However, the company
points out: “A press with rollers
in poor condition or incorrectly
set can cause major production
and quality problems for print
ers. Resolving these problems
can be time consuming and
requires an identical skill set
across all press crews.”
J�Thomson�Colour�boosts�binderyJ THOMSON COLOUR Print
ers is upgrading both saddle
stitching and perfect binding
at its Glasgow factory, placing
the double order with Muller
Martini.
The saddle stitcher, a Primera
MC, arrived at the start of
November. To accommodate it
and ensure that no production
is lost, the printer is moving
folders to a temporary home
during installation. Once the
new line is signed off, the old
Primera E140 will be removed
and the folding equipment
returned.
The Primera is a nineyear
old machine and is beginning
to show its age in terms of call
outs, says managing director
Kevin Creechan. “We have a
very robust investment policy
and even though both machines
were still performing to an
acceptable level, we felt that it
was time to upgrade our finish
ing capabilities,” he says. “It
made sense therefore to look at
a deal which involved replac
ing both machines at the same
time.”
The Alegro perfect binder
will replace an Acoro binding
line. This will be taken out first
and the new machine installed
in its place. This is due to take
place in January when there
is usually muted demand for
perfect binding. Any that is
needed will be handled by a
neighbouring printer.
The company anticipates “a
big uplift” from the new saddle
stitcher. J Thomson Colour will
run the Muller Martini Connex
control system to accelerate
make ready and to enable the
machines to be operated
…
K&B UK will offer roller
service.
…
INVEST TODAY.
ENJOY TOMORROW.
ifsl.uk.com
020 8997 8053
Automation at your fingertips.
FinishingStartsHere

INFORMATION/TECHNOLOGY
10 November/December 2018 www.printbusiness.co.uk�
Kall Kwik looks forward as it hits fortieth anniversaryFORTY YEARS after Moshe
Gerstenhaber introduced print
franchising to the UK through
the launch of Kall Kwik, the
organisation is still going strong.
Like nostalgia, it is not what it
was. At its peak there were more
than 100 Kall Kwik outlets and
another 180 Prontaprints under
the same group ownership,
while today there are 43 or so
Kall Kwiks and no Prontaprint
franchises left. However, the
model and the shops remain
relevant and, says franchisor
Nigel Toplis at a lunch to cele-
brate the anniversary, there is a
process of bringing in new fran-
chisees to replace those that have
bowed out.
As always there is a mix of
managed shops and owner
managed shops, but the set
configuration of small offset
press, finishing and on the spot
production has changed. Each
operation is likely to have a
mix of services driven by local
conditions and the customer
mix. Unlike Prontaprint, which
appealed to a walk up audience,
Kall Kwik has always focused on
B2B customers. If nothing else,
says Toplis, they are more likely
to return than a customer order-
ing invitations to a 50th birthday
party.
The smallest unit today would
be around 65m2 comprising a
small digital press and finishing
equipment. The print itself can
be outsourced either to a larger
printer or to another member of
the franchise family. The largest
Kall Kwik operation currently
is in Chiswick with 280m2 and
four-colour litho printing for
its own customers and serving a
number of others in the group.
Others will be strong in website
design, large format display
printing.
Basic business print, say busi-
ness cards, remains the core.
“We still print millions of busi-
ness cards,” says Toplis. “But
we think of them not as business
cards, but as communication
devices. We have to add value
through speed, through service
and through sensory impact.”
That might come through a
product like the Xerox Iridesse
or Duplo’s DuSense embellish-
ment printer. “Compared to
when we started, customers are
more demanding, more sophis-
ticated. Today customers come
in knowing what they want, so
the way that we service these
customers has changed.”
“The foundations of this
business are very sound. There’s
no reason why we can’t go on for
another 40 years.”
Nigel Toplis sees future for the print franchise.
from a single touch screen.
But there are no plans to link
this to a digital production
network.
The stitcher is a crucial
element of the production base
at the factory, handling runs
that can reach 1 million, though
more frequently at 5,000 to
10,000. “It is such an impor
tant part of our business,” says
Creechan.
Watkiss�sells�to�PlockmaticFIVE YEARS after buying
Morgana, Swedish company
Plockmatic has returned for
another slice of the UK print
equipment manufacturing
industry.
It has bought Watkiss Auto
mation for an undisclosed
sum, adding a high end inline
equipment specialist to the
offline technology supplied by
Morgana and the lighter weight
inline booklet makers sold by
Plockmatic.
In recent years, Watkiss
has achieved acclaim with its
PowerSquare inline booklet
makers. The PowerSquare 224
can produce a finished stitched
product with up to 224pp with a
flattened perfect bound. This is
greater than any booklet maker
that is currently available from
Plockmatic.
The PowerSquare 160 is at
the point of availability. This
is capable of handling a long
sheet, delivering an A4 land
scape product which has not
been possible with Plockmatic
machines. Both PowerSquare
machines are available as offline
as well as inline configurations
where deals with OEM press
suppliers will continue.
The connection between the
two UK companies runs deep.
Morgana started as an agent
for the Watkiss rotary collator
at the end of the 1970s and the
two have collaborated since,
notably with the Documaster
combining elements from both
companies.
Now the offline versions of
the PowerSquare machines will
be sold via the Morgana distri
bution channel while Plockmatic
will handle any inline sales that
do not come through supplier
arrangements.
Communisis�commits�to�greenCOMMUNISIS IS to source
all its energy from renewable
sources, cutting carbon emis
sions by the equivalent of 6,000
tonnes a year.
The company consumes
16.5MW across its factories
and offices in the UK and the
deal which came into effect last
month will uses electricity from
solar, wind and tidal sources.
This will be part of a move to
improve the environment foot
print of the business and will
appeal to clients in banking,
insurance and the utilities.
These are companies that
have adopted sustainable busi
ness practices and wish to work
with similar businesses. …
Watkiss has led the way with square back binding.
…
•
•
•

INFORMATION/TECHNOLOGY
12 November/December 2018 www.printbusiness.co.uk�
Rapidity sticks with digital for move up to B2RAPIDITY HAS taken deliv-
ery of an HP Indigo 12000 at
the former Lefa factory near
Sidcup it acquired at the start of
the year.
This was largely a litho busi-
ness and Rapidity had initially
planned to invest in litho
technology. Market condi-
tions through the year have
prompted a rethink. “We had
been thinking about LED UV,”
says managing director Paul
Manning. “We then mentioned
to HP that we would be think-
ing about the Indigo B2 press
in the new year, when they
mentioned that one had become
available if we took it before the
end of October. It was a very
good deal.”
The press joins two Indigos
installed in central London
where space constraints
prevented the B2 press being
put in there. Instead it will be
operational in Foot’s Cray for
the start of the new year. “It also
needs more power than we had
available in central London,”
Manning adds.
“A lot of our customers
have asked for B2 digital and a
lot of competition has already
installed the B2 Indigo. People
have come to expect it.”
There are thoughts about
printing lightweight packag
ing and work to link it to the
Tharstern MIS and workflow to
be able to move work between
the separate factories. The
investment will give Rapidity
a true disaster recovery facility
that is increasingly important
for customers looking to guar
antee a fast turnaround.
The speed of turnaround
demanded was one of the reasons
why Manning’s position on the
next investment shifted. Jobs can
come in, be printed and finished
the same day. The litho work
might need to sit overnight before
printing the reverse side and to sit
again before finishing. Customers
having become used to instant
response could not go back to a
multiday turnaround. “With
litho we print then wait, fold
and stitch it on the Muller; with
digital it’s print and finish imme
diately on a booklet maker.”
There was consideration of
B2 inkjet and again familiar
ity with the HP technology
and business model won out.
Manning explains: “It came
back to the click model. We
understand that. How could
we work with a press where,
because of changing coverage,
one job might be 1p a sheet, the
next 10p? We have to run a busi
ness and we know where we are
with the Indigo.
“Even this year the litho
market has become even more
cut throat. It does not make
investment in litho very appeal
ing. And it remains very difficult
to differentiate yourself when
everyone has a B2 litho press
competing for the same work.”
Huge�order�opens�way�to�digital�packagingEPAC FLEXIBLE Packaging,
a US printer that concentrates
solely on digital print, has placed
an order for 20 Indigo 20000
presses, the largest single order
for HP’s webfed machines.
The start up packaging busi
ness currently has eight of the
Indigo 20000 machines, having
only started in business in 2016
with a single digital press. The
company becomes the largest
user of the digital press for flexi
ble packaging. HP has an installed
base of 160 machines to date.
The company now operates
from eight locations across the
US. By the time the last of the
new presses is installed in 2020,
ePac will have 28 Indigo 20000
machines running in 15 sites. It
will take delivery of one machine
a month over the next 16 months.
EPac is focused on packaging
for energy and sports nutrition
foods, the majority using pouches.
Its strategy is to offer these busi
nesses a more flexible service than
is possible with conventional flexo
printing, as well as opportunities
for personalisation that come
with digital printing. CMO Carl
Joachim says: “These markets
happen to be great markets for us,
in part due to the nature of our
products and services, and in part
because these are rapidly growing
markets with quite a number of
SMBs that benefit from our value
proposition.”
“Our customers are bene
fitting from an improved
experience, including complet
ing orders within ten business
days, compared to six to 12
weeks for conventional printing,
as well as reduced environmental
impact and on demand customi
sation,” says CEO Jack Knott.
The company has the backing
of Arion Partners led by Knott,
a former CEO of Coveris and
one time partner at Sun Capital
Partners. The first plant was
in Wisconsin, the second in
Boulder, Colorado, chosen in
part because of the expansion
of the cannabis industry in the
state where the number of start
up businesses is high.
Picon�celebrates�with�the�past
HUNDREDS OF YEARS of
industry experience gathered at
Stationers Hall, to celebrate the
centenary of Picon, the associa
tion representing the interests
of machinery suppliers to the
printing industry.
Previous chief executives,
chairmen and current staff
raised a glass to the next 100
years, though what that might
look like is as impossible to
describe as it would have been
for the 33 founding companies
of the Association of British
Manufacturers of Machinery for
the Printing and Allied Trades.
This was to be become the
British Federation of Print
ing Machinery Suppliers in
1982, following a merger with
the British Paper Machinery
Manufacturers Association. It
had become Picon in order to
broaden the scope of member
ship still further, before …
Rapidity gets Indigo
12000.

The best is getting even better
www.imagineinkjet.com/PrintBusiness
The Jet Press 720S has changed the perception of what a digital press can achieve,
setting new standards in quality and performance. Now, our new, third generation
Jet Press 750S adds a speed of 3,600 sheets per hour and even better up-time, to
the same breathtaking quality. So don’t just upgrade your existing offset press,
take your business to the next level with the Jet Press 750S.

INFORMATION/TECHNOLOGY
14 November/December 2018 www.printbusiness.co.uk�
Healeys backs digital growth with Ricoh investmentHEALEYS HAS become
among the first in Europe to
install a pair of the latest Ricoh
Pro C presses. It has taken deliv-
ery of both a Pro C9200 and Pro
C7200, the one for high volume
four-colour digital printing, the
other for added value print with
Ricoh’s fifth-colour option.
They will join a Pro C9100 at
the factory in Ipswich.
Earlier this year managing
director Philip Dodd had been
considering investment in the
latest Kodak Nexpress model,
the Nexfinity, but found that the
Ricoh approach provided better
value for the business. The
company also has an Autobond
laminator on order, he says.
“It’s still fairly early on with
the machines,” Dodd says,
“and we have experienced some
teething problems which have
been dealt with by Ricoh in
Japan.
“Digital is growing very
quickly for us and we are
looking forwards to a record
year.” The end of the current
year is in sight at the end of this
month allowing Dodd to predict
sales will reach £4 million for
the year, up from £3.6 million in
2017. “And there will be a near
doubling of profits,” he says.
The company was kept busy
in the traditionally slow summer
months he says, attributing the
success of the business to people
working incredibly hard. “We
have a very very good team of
people” he says. There will be
a profit share bonus to recog-
nise their contribution, Dodd
adds.
The growing importance
of digital print to the business
means it accounts for 35% of
sales this year, while almost
twothirds remains litho print
ing. “That too has been really
buoyant for us in the last few
months. It has help us have a
really, really successful year,” he
adds. The Pro C9200 will add
to capacity while the additional
colour options on the Pro C7200
offer neons as well as white and
clear toner options.
selling the trade show it
owned, Ipex, to IIR in 2006. It
was a deal which has secured the
financial future of the association.
Two years later, through a merger
with the Association of Printing
Machinery Importers, represent
ing the likes of Heidelberg, Picon
became the body it is today.
Thanks to this, Heidelberg
had three representatives in the
hall: current Picon chairman
and Heidelberg UK CEO Gerard
Heanue, George Clarke and
Wolfgang Gorth who had retired
before the merger with the APMI.
Others present included Michael
Knight, Laurence Roberts,
Martin Rickards, Martyn Elmy,
Paul Foster and Keith Dalton.
Deanprint�receives�England’s�firstDEANPRINT HAS installed
the first MBO K80 folder in
England as the next piece in a
modernisation programme for
the Stockport business.
The company has based its
folding requirements around
two Shoeis. One has been
moved on, the second retained
as standby, but the MBO will
have more than enough capacity
to meet demand.
The reinvestment programme
has topped £1.2 million since
a management buyout six
years ago. This has included
a Wohlenberg Quickbinder
and trimmer and three guillo
tines, all supplied by Friedheim
International, and Aster sewer
and a DA260 casemaker from
Kolbus UK. It also maintains
an extensive range of traditional
finishing machinery enabling
it to handle jobs that others
cannot, especially in out of
format products.
These combine with more
conventional fare: it is the UK’s
largest supplier of hairdresser
appointment books and supplies
thousands of school diaries.
“It is being able to offer what
other people can’t do because
they don’t have the machines
and combining this with digital
print.” says operations director
Kevin Lee.
The new folder falls into this
strategy, offering a lot more flex
ibility thanks to fast set up, and
shifting bottlenecks to other
parts of the process. Set up time
is reduced by 60%, it reckons.
Oil�City�investment
CANVEY ISLAND printer
Design 4 Print & Signage has
swapped out a fiveyearold
Xerox iGen4 for two of the latest
Ricoh machines, the Pro C7200
offering versatility through
its fifth colour option and the
Pro C9200, its 130ppm press.
A Xerox DC7002, ending a
12year relationship between
printer and Xerox.
The company had been
considering a Xerox Iridesse, the
much discussed new press that
offers sixcolour printing. “But
we now have two machines for the
cost of that one press,” says print
manager Doug Prin. “These have
been in for a couple of weeks and
we have had no break downs, no
problems at all.”
This compares well against
the iGen4, which was proving
increasingly troublesome and
where consistency of output
was becoming problematic as
the machine aged and was over
taken by newer technology. The
lack of support from Xerox
Phil Dodd commits to Ricoh for digital expansion.
…
…
Kevin Lee likes the versatility of the MBO.
Design4Print invests in Ricoh.


INFORMATION/TECHNOLOGY
16 November/December 2018 www.printbusiness.co.uk�
Xerox considers product line up under new CEOSALES FROM high end produc-
tion equipment continued to fall
for Xerox in Q3, despite the
better than anticipated demand
for the Iridesse, the FujiXerox
developed digital press uniquely
able to print six colours.
But this failed to compensate
for a fall in demand for the iGen
presses which are built by Xerox
in the US and which carry both a
higher price tag and must repre-
sent a bigger margin for Xerox.
There was a 17% decline in
installations of high end colour
presses, both iGen and Versant
models. Only in the mid range
machines was there an increase
in sales. Overall equipment
revenue fell by 3.8% to $511
million compared to $531
million in 2017.
Total revenue for the quarter
was 5.8% lower at $2.35 billion
($2.50 billion), delivering a
pretax profit of $192 million
($167 million).
Presenting the first quar-
terly figures since becoming
CEO, John Visentin stressed
instead the improvements at
the lower end and on efforts to
increase revenues. “We were
disappointed in the revenue
in Q3. We have an action plan
to improve revenues that
include, among other things,
simplifying the organisational
structure, improving alignment
of compensation and evaluating
contracts that are not profit-
able,” he said in an analysts call.
This amounts to head count
reductions in IT as the company
reduces the number of software
systems it operates to bring costs
in line with a business of the size
it has become; it is also looking
at hiving off some its property
portfolio as well as rationalising
the product portfolio in order to
remove costs from the supply
chain “eliminating numerous
configurations of essentially the
same product and by employ-
ing a better design for efficiency
through an increased use of
common parts”.
Also under threat is inkjet.
Under previous CEO Jeff
Jacobson inkjet represented
the future for the company,
with the Brenva cut sheet and
Trivor continuous feed inkjet
presses in particular carrying
the Xerox flag. Now the new
CEO says that “We are examin-
ing our RD&E investments in
xerography and inkjet to ensure
that we maintain technology
leadership and that we have the
best approach to realise the high
rates of return that we require.”
Xerox already produces print
heads that are used in 3D print-
ing, hence the development of
a roadmap to participate in this
sector. “We are also accelerat-
ing market growth in emerging
innovation areas to more quickly
decide whether and how to
incubate and scale opportunities
for monetisation. One example
of this is the work we are doing
around smart tags and printed
electronics.”
or its distributor also told on
the business leaving it feeling
neglected, only calling when
it came to replace the press it
seems. In contrast Prin says:
“We have been very well served
by SmartPrint which supplied
the Ricohs.”
The company will supply
anything from a business card to
magazines, to vehicle wraps and
large format displays, serving
a customer base that stretches
well beyond Canvey Island and
South Essex to Devon and to
Norfolk. “We do work for a lot
of holiday companies,” he says.
Foilco�flourishFOILCO LAUNCHED its new
environmental policy at Luxe
Pack in Monaco. The campaign,
using six foiled cards on Fenner
Papers Redeem 100% recycled
material, aims to correct miscon-
ceptions about the use of foil and
how foil waste should be handled.
StudioDBD was commis-
sioned to create a memorable
design and so get the message
about the impact of foil across to
designers. With foil increasingly
popular for high end brands, the
choice of Luxe Pack to kick off
the campaign was deemed apt.
“The six cards, foiled on the
front and the reverse contain a
mix of humorous and sentimen-
tal messages which will resonate
closely with brands and crea-
tives. The idea of the messages
on the front is to draw attention
to the cards and encourage the
recipient to pick them up and
turn them over,” says Foilco
marketing manager Jamie Evans.
“We looked for a hook for
each of the subjects on the
cards reverse and feel we’ve
managed to achieve this by
using a distinctly playful tone
to create interest. We follow
this caption to the reverse of the
card, where further information
can be found and the recipient
will hopefully learn a little more
about our company’s position
and stance on that particular
subject matter.”
The cards were printed
by Pressision Creative Print
and Finishing in Leeds, with
Dreyer Cliché in Copenha-
gen providing the dies. The
cards are presented in a tear
strip wallet also containing the
We Are Foilco environmental
statement.
My�Way�to�printSINATRA MARKETING
Group is up and running at a
2,800m2 factory in Rayleigh,
Essex. This houses a tencolour
Heidelberg Speedmaster 102,
Heidelberg stitching, guillotine,
folder gluer inkjet mailing line,
Agfa platemaking and directors
Barry Knight and Gary Knight.
Both had worked at Anton
and at companies that had come
together together to form the
business which collapsed in 2017,
but had not been in charge of
running Anton either then or
when Malcolm LaneLey became
chief executive at the head of an
employee ownership trust. …
…
Sales of iGens continue to fall.
Foilco is stressing the green
credentials of foiling.

www.xeikon.com

INFORMATION/TECHNOLOGY
18 November/December 2018 www.printbusiness.co.uk�
Mega deal brings US web offset giants togetherQUADGRAPHICS WILL take
over LSC Communications,
the high volume print business
part of the former RR Donnel-
ley print business, to create
an $8 billion turnover print
powerhouse.
RR Donnelley was split in
three two years ago in order to
increase value to shareholders
and one arm is now subject to a
takeover by QuadGraphics: LSC
alone has sales of $3.9 billion
with 22,000 staff across 46
factories in the US and Mexico.
The move will put much of the
high volume magazine and cata-
logue print capacity in the arms
of a single company, raising
fears that publishers will need
to pay more for their print going
forwards.
The merger will also
strengthen Quad’s position in
book printing, retail inserts and
direct mail. Book publishers will
get an end to end service plat-
form to manage stock, online
ordering, digital print built on
HP PageWide T series presses
and integrated finishing lines for
greater scope for versioning and
slicing time to market.
It is also indicative of the
decline in circulation of the big
hitting magazines and retail
catalogues that dominated print
in the twentieth century. Quad
believes that these customers
can migrate to a more complete
communications offering
where print has a key role to
play but is not alone in deliv-
ering marketing messages. Its
services include content crea-
tion and media buying across
publications, television and
radio. On the print side it is
involved in instore signage for
retailers as well as catalogue
printing.
This is what it calls Quad
3.0, “our strategy to create
more value by leveraging our
strong print foundation as part
of a much larger, more robust
integrated marketing solu-
tions offering, deliver cost and
time savings opportunities for
our clients” according to Joel
Quadracci, CEO who sees the
opportunity for the business
to become a marketing solu-
tions partner. There will be
greater scope for cross selling
by exploiting LSC’s production
base, its customers and invest-
ments in workflow and data
management.
The move will result in
savings of $135 million within
two years says Quad, $60 million
coming from closing excess
capacity. The remainder will
come from eliminating dupli-
cation and administration. The
LSC plants are most likely to
suffer: they are less well invested
and with a different culture to
Quad.
Quad has experience in
consol idat ing mult i-s i te
print groups having brought
its own operations together
with World Color and later
Versus and Brown Printing.
It failed to buy book printer
Courier Corporation which
was instead purchased by LSC
Communications.
“We are a print and direct
mail marketing company,” says
Barry Knight, adding that he
does not have the ambition to
rebuild Anton.
The company took delivery of
the ten-colour Speedmaster with
CutStar, previously installed at
Headley Brothers, from DPM
earlier in the summer.
“We aim to be a little more
exclusive with a simple service
led outlook. We will focus on
quality and customer focus
concentrating on the niche
below what the big boys do. We
can produce one-piece mailers
and have achieved Royal Mail
approval,” he says.
Currently there are just five or
six full time staff led by Knight
and cousin Gary Knight. The
plant is working from Monday
to Saturday at the outset and is
busy. “And we can call on help as
and when we need to,” he adds.
“Currently the priority is not
about the numbers, it’s about
getting the right type of work.
We reckon to be in profit in 18
months, and then can start paying
back some of the money that we
have put in,” Knight explains.
“The space is there for when
we want to grow. We would like
to keep it controlled to between
£5-£10 million predictable turn-
over within these premises, and
we are not trying to take on the
big boys.
“We decided on the Sinatra
name. It’s a bit cheesy, but we
thought we had worked for our
fathers, we had worked for Mr
Lane-Ley. Now we decided let’s
try to do it our way.”
Datalase�delivers�no�touch�printDATALASE IS close to instal-
lation of its first photonic print
line, its no contact print technol-
ogy that was introduced at the
last Drupa.
The UK company showed
a technology where a laser
instigates a phase change in a
coating, changing it from clear
to black for date information,
batch numbers or for promo-
tional messaging. At the show
the business model was to
partner with the likes of Xerox
and Ricoh for implementation
of the technology.
However, the company was
acquired by Sato, providing the
resources to change strategy
and offer the market a complete
package of laser, software and
coatings under its own name.
“The first products will come
to market in 2019 and 2020,”
says sales and marketing officer
Mark Naples. “The proposi-
tion is about driving consumer
engagement.”
The first application will be
as part of a Sidel bottling line,
which will help reduce the
number of Skus that need to
be sorted through labels. The
Datalase photonics approach
will apply mandatory infor-
mation or foreign language
versions. It will also increase
productivity through reducing
changeovers.
A second application,
currently in prototype form,
Quad will create mega
printer through consolidation.
…
…

For more information, please contact OLIVER OFFSET LIMITED at:
OLIVER OFFSET LIMITED, B3 Deseronto, St Mary’s Road, Langley, Slough SL3 7EW
Telephone: 01753 590800 Email: [email protected] Web: www.oliveroffset.com
LITHO PRINTING REINVENTED
SPOT OR FULL UV COATING
LESS POWER CONSUMPTION
PRINT ON PLASTIC
NO WASH-UPS
NO DRY BACK
LED IS SAFE UV
INSTANT DRYING
NO STARCH SPRAYLED-U
V
A SAKURAI LED PRESS IS GUARANTEED TO INCREASE YOUR PROFITABILITY

INFORMATION/TECHNOLOGY
20 November/December 2018 www.printbusiness.co.uk�
Park Lane Press invests to boost finishing offerPARK LANE PRESS has
stepped up investment in its
finishing area to retain more
work in-house. It follows instal-
lation earlier this year of an HP
Indigo 7900.
Now the Corsham company
has taken its first steps into PUR
binding and boosted laminat-
ing capacity. The business has
been able to offer short run hot
melt binding and wire binding,
but not PUR. “We were always
outsourcing work,” says manag-
ing director Phil Sudwell.
Park Lane has also taken a
Horizon BQ470 four-clamp
binder from IFS along with an
HT30C three-knife trimmer.
The idea is to work with litho
sheets as well as pre-collated
work from the digital press. A
Col-Tec collator will act as a
gathering line for litho work.
And the set up is working well.
“We should have done this a
long time ago,” he says.
The laminator is Foliant
Mercury 530SF able to lami-
nate both sides of a B2 sheet
and replaces a less productive
Foliant. “We have big job that
needs a lot of lamination and
being able to laminate both
sides the number of jobs we do
has grown. It is proving to be
well worth the additional cost.
We have had a very good year
this year and are trying to keep
everything in-house where we
have full control.”
Alongside these investments,
the company has installed a
Kluge foiling machine which
can also be put to service the
growing volume of books
produced. It has specialised in
printing on uncoated papers
using a two B2 Komori config-
ured to print waterless and is one
of the few in the UK committed
to this process.
The BQ470 is a four-clamp
binder running at up to 1,350
books an hour, with automated
set up triggered through touch
screen operation. The HT30
complements the binder with
rapid set up to finish 200 perfect
bound books an hour, storing up
to 40 jobs in memory.
is to personalise a coffee cup
in store. The unit will print a
marketing message, personal-
ised salutation, or offer on the
side of a cup in a few seconds,
opening the way for brands to
communicate with customers
and encourage the use of an app
to engage with the consumer.
Witherbys�returns�for�XL75
NORTH LONDON commercial
printer Witherbys has ordered a
five-colour Speedmaster XL75
for installation in December.
The press will replace an
SM74, now almost eight years
old and a year beyond the normal
replacement cycle the 275-year-
old business likes to keep to.
“We always try to replace each
press after seven years,” says
director James Greene.
The company installed a six-
colour XL75 in 2016 and once
the new press is installed, the
company will once again find
it easier to split a job across two
presses using the same plate
format and inherently closer
colour matching.
The new press, like the first
XL75, will have Axis Control to
store and recall settings for spot
colours. Choosing to source all
consumables through Heidel-
berg also helps with consistency
and worry-free operation.
“It’s pretty much five-
colour out, five-colour in,”
says Greene. “We looked at the
Speedmaster CS92 model, but
felt it wasn’t really for us even
with the benefit of a smaller
footprint. It just makes sense
for us to make this invest-
ment.” Nor was the company
convinced by the idea of accel-
erated drying, remaining with a
conventional set up.
There will be a makeready
saving though the greater auto-
mation that the XL provides,
matching the increase in shorter
run work being handled. Two
years ago a Stahlfolder CH56
was installed to add an auto-
mated folder to help with short
run work, but there has been no
temptation to increase the scope
of its digital print department.
Irish�moveDUBLIN PRINTER Impress
Printing Works has become
the first printer in Ireland to
install the five-colour Komori
Lithrone GL29.
The company gains the ability
to handle heavier stock at a full
16,500iph and will be better
placed to serve its expanding
overseas client base. More than
20% of its customers are from
overseas, says managing director
Pat Cotter.
The business will mark its
30th anniversary in 2020 and
has held true to a strategy of
providing high quality four
colour printing with service to
the fore and with everything
produced under one roof.
“Our clients know we do not
compromise on quality and we
meet their deadlines every time.
That’s why they come back
and recommend us to other,”
he says.
The company visited other
users of the GL529 before
committing to the Komori.
“We considered other press
manufacturers,” Cotter says.
“But the GL529 was best
suited for our work profile and
press room.” This included
power consumption as well
as speed of makeready and
running costs. n
Phil Sudwell: investment will keep work in-house.
Witherbys is replacing the SM74 with an
XL75.
…

I N N O V A T I O NT R A I N I N G S U S T A I N A B I L I T Y
YOU CHALLENGED. WE DELIVERED.
N A M E Jim Whittington
R O L E Digital Sales Manager
Jim is our resident expert when it comes to all things digital print.
Having worked at Antalis for over 15 years, he has built a vast knowledge
of our extensive product portfolio and specialises in helping customers
target new market opportunities. See how Jim has helped our customers
find innovative product solutions to maximise the use of their digital hardware
at digital2business.co.uk, or contact us today with your challenges.
Submit your
digital print challenges
Antalis.co.uk/jim-whittington
H A R D W A R EM E D I A
IN
NO
VA
TI O
N

22 September/October 2018 www.printbusiness.co.uk�
COVER STORY BLUETREE GROUP
A NEW ERA OPENS UP AT BLUETREEThe UK’s fastest growing print company is Bluetree. It has been a pioneer of online printing. Now it is a pioneer in its application of inkjet technology to improve offset litho printing.
BLUETREE HAS SURPRISED PRETTY
much everyone in print this year. First
it surprised many in the industry when
announcing investment in a Screen True-
press 520HD, a continuous feed inkjet
press that would replace a good chunk of
litho printing when coupled with a Tecnau
inline sheeter and stacker. Then, when the
press was in place and operational, Bluetree
surprised even these suppliers by ordering a
second inkjet print production line.
The two lines are now in place and
running alongside three long perfecting litho
presses, four Xerox iGens, a Fuji Jetpress
and HP Indigo 12000. The line up is unique.
No other company anywhere is using a
webfed inkjet press to handle what has had
to be printed litho until now. However, for
Bluetree the logic of the move is impeccable,
backed by the quality that is possible with
the Screen press.
Bluetree burst onto the scene four years
ago with the merger between a former
screen printing business and Instantprint,
a start up that had discovered that people
want to buy simple print online and also
want next day delivery. From an office above
a car dealership in Newcastle lifelong friends
Adam Carnell and James Kinsella had been
pumping out flyers, business cards and the
like, all sold through a website.
In Rotherham, Bryan Shirley, owner of
the Bluetree display print business, had
been pondering how to do online printing,
but had limited his horizons to the display
graphics market he understood. When the
two sides met up to discuss colour manage-
ment and consistency problems that the
younger business needed to solve, the
conversation jumped to how the two could
help each other expand. “My thinking was
too limited,” says Shirley. “For me and for
them, it seemed an obvious fit. Culturally we
were very similar.”
The union was the spark that ignited one
of the fastest growing print businesses in
Europe at a time when overall demand for
print on paper has been declining. Bluetree
achieved the Sunday Times list of the fastest
growing companies in the UK three years on
the turn and only missed out on the recogni-
tion this last year because the threshold was
48% growth and it fell 2% short.
Constant investment has been neces-
sary to provide the platform to achieve this
growth. The company has spent £5 million
last year and close to that this year, more
than £30 million since 2012.
This has brought a vast new factory on the
edge of Rotherham; the continual invest-
ment in the printing technology above, plus
the finishing equipment to match; there

� www.printbusiness.co.uk September/October 2018� 23
BLUETREE GROUP COVER STORY
is investment in its internally developed
workflow and other software; in its people
and data analytics to continually refine how
Bluetree pitches the service to customers
and there is investment in the production
solutions to achieve the slickest most effi-
cient process possible. If people are wasted
pulling a pallet of finished work to the
dispatch area, then Bluetree has replaced
people power with a conveyor system.
It is a lean management approach that few
others have attempted. The idea is that as
much as possible nobody touches the orders
from the time they are placed to despatch.
“Reducing the labour and waste and squeez-
ing what we can from each job is vital for
us,” says Shirley, who stepped down from
the board a few months ago.
BLUETREE WORKS THROUGH differ-
ent brands supported by customer teams
that understand the knowledge (or lack of
it) that customers have.
Instantprint serves irregular customers
with simple flyers and business cards. They
may not understand the intricacies of the
printing process so can need more guidance
than customers of Bluetree’s second brand
Route1. These are the trade buyers, print-
ers and agencies who have understood the
advantages of working with a business able
to consolidate similar job and so achieve
economies of scale. Now Route1 Connect
targets more regular customers, print
management businesses that are demand-
ing more complex products, multi-section
brochures and books for example.
These types of work are channelled to
separate production cells that are finessed
for the most effective way of producing
print. The B2 Indigo 10000 press is linked
inline to a Horizon SmartStacker that spits
out stacks of single page print jobs that are
checked, wrapped and sent off to dispatch.
The B2 Jetpress 720S is dedicated to busi-
ness cards. Sheets can be sent through a
Harris and Bruno coater or Autobond lami-
nator before being loaded to a purpose built
Rollem cutter slitter that slices and dices the
cards into boxes for the same dispatch area.
A Scodix in the same glass panelled room can
add a touch of embellishment to cards now
and to brochures and books in the future.
The iGen room has four of the Xerox
machines, one with a Tecnau reel sheeter
fitted that allows the press to print 80,000
sheets without any need to refill its feed
trays. It means that the digital press can
run uninterrupted for several hours rather
than needing the paper bins filling every few
minutes. Costs are minimised through the
application of technology.
Tecnau is also instrumental in the latest
development. Through UK dealer IFS,
it has supplied unwind unit, sheeter and
stacker to both Screen lines. In the start up
phase earlier in the summer, the press ran
to a rewind unit though only as a temporary
step. Now the sheeter and stacker change on
the fly according to information about each
job retrieved through barcodes.
This technology is well established as
Tecnau is worldwide market leader in paper
handling systems for continuous feed digital
presses. What is new at Bluetree is the
stacker which introduces soft touch grip-
pers to lift and pull each sheet into the stack,
avoiding any marking on what can be sheets
with a heavy ink coverage.
It is an approach which has worked for
generations in litho printing but has been
unnecessary in the digital world while mono
printing has dominated. The stacker had
previously used belts to control each sheet,
raising the risk of marking.
The development means that Bluetree
can print with heavy ink coverage without
concern that the sheet will mark because the
sheet is being dragged across the surface of
another sheet or in contact with belts. The
ink should be dry, but may not be fully hard-
ened at this point.
The ink is the Screen SC ink, a rapidly
coagulating formulation that will sit on the
surface of a standard offset paper without a
protective coating. This feature was crucial
to Bluetree selecting the Screen inkjet press
and to its confidence that inkjet would be
able to match litho for quality and that this
would give inkjet the edge that the company
is now exploiting.
“IT’S ABOUT TAKING THE LEAST
profitable work from litho and putting it
on the inkjet press, which in turn frees up
capacity on the litho presses and so helps
margins,” says Shirley. This work is short
run multi-section brochures and perfect
bound books, fewer than 1,000 copies but
with an average of 500-600. On the litho
press this will mean multiple plate changes
and makereadies.
Even with the 35 sheets used before good
colour, a four-section book can add substan-
tially to the percentage of sheets in a short
run job. Moving this to a digital press with
no loss of quality will release the offset press
for longer runs and reduce the amount of
folding, pallets of work in progress waiting
for the job to finish printing and the stitching
as the final step. “We were spending more
time setting up our Muller Martini than
running the job,” says Carnell.
Now an inkjet press can feed flat sheets …
Adam Carnell says: “We were spending more time setting up our Muller Martini than running the job.”

24 September/October 2018 www.printbusiness.co.uk�
COVER STORY BLUETREE GROUP
THE�SCREEN�TRUEPRESSJET 520HD is the latest generation of a press that began as a joint development with Ricoh and that has started to diverge with subsequent models.
Screen Europe senior vice president of sales Bui Burke says the first users were in transactional print “where the pigment ink delivered great results
on expensive paper”. The technology then moved into books (and the first UK user of this press is book printer Printondemand-Worldwide), and now the door is open for commercial print. “This is the future, the next generation of inkjet,” he says.
The technology, particularly what
the ink represented, is also a game change for Cees Rem. He is now product marketing manager at Screen Europe, but was previously working for CVG, the Dutch paper mill that has made its name with inkjet optimised papers.
“I had been involved in develop-ment of these papers for many year, but realised on the day that I saw the impact of the SC inks on stand-ard papers that I would have to find another job.”
The SC ink is key to the break-through. It does not sink into the fibres of the paper causing cockling and resulting in a flat finish as other approaches have created. Screen is not saying much about the technol-ogy, Burke saying only “it coagulates like blood”.
This ability is vital to the success of inkjet printing: the cost of the inkjet specific papers is €300 a tonne more than a standard paper . “Transactional printers do not need to run offset papers, but in commercial printing
we cannot expect customers to move back from the range of papers that they have always offered to a handful of papers for inkjet,” says Rem.
The press uses piezo printheads able to print four droplet sizes at 1200x1200dpi. The press uses a heated drum, air knives and now an Adphos NIR dryer able to remove 90% of the water before it soaks into the paper. The ink comes in 18 litre containers with the option of working with 200 litre drums for high volume users.
At Bluetree the sweet spot has been identified as 500-600 copies of a multi-section job. If there is light ink coverage this can stretch to 1,000 or more, but the cost of the ink is only one factor to be considered. “It is about other efficiencies,” Burke says. “It’s about removing people and processes, from a production chain that uses numerous people and processes to two people and two processes at Bluetree.”
SCREEN TRUEPRESSJET CHANGES THE GAME
to a Horizon StitchLiner MkIII or to a
BQ480 perfect binder even before the job
has finished printing. Jobs can be printed
faster, with less disruption and everyone
benefits in a sector which is one of the fastest
growing for Bluetree.
If this is the logic, it only works if Blue-
tree can be confident in the technology to
meet quality considerations and printing
on the same papers. And with the Screen
TruepressJet 520HD, Bluetree has found
that press. What has delivered the solution
is a new type of ink seen in an early version
at Drupa in 2016 and perfected since then
with the announcement of the press and
commercial availability of the ink the next
year.
THE FIRST SAMPLES WERE distrib-
uted at the Hunkeler Innovation Days in
2017. Carnell picked up a copy of the calen-
dar used as a sample to demonstrate the
print quality. “This was the first time we
had seen inkjet technology applicable to our
own markets. We saw the potential there was
for it to really change how we worked and to
let us transfer a big chunk of production to
inkjet printing. And we had to understand
the connection with other equipment.
“Another element is in the software
because a digital solution is the combina-
tion of hardware and software to deliver
the results we need. This was a brand new
area of technology for us, so one of the key
considerations was to work with suppliers
we already rely on.”
The company has three Screen-made
platesetters. It has existing technology from
Horizon via IFS, which also supplies Tecnau
in the UK. “We were confident because
Tecnau is world leader in handling systems,”
he adds. Tecnau was as eager to work with
Bluetree. “Companies like Bluetree are our
customers of the future,” says Harm Jan
Hullerman, sales director covering central
Europe, the UK and middle east.
Bluetree had watched other inkjet provid-
ers, but the Screen was the first continuous
feed inkjet press able to print litho quality
on coated offset papers. Previously there has
been compromises, in quality, in speed or in
the paper options. Inkjet optimised papers
are expensive and do not match the feel and
look of coated papers.
Bluetree is keeping control on the papers
that it will run on the Screen presses, just as
it limits the choice of papers that its litho
presses use. Its business model is built on a
limited selection of papers and maintaining
a standardised approach to printing.
The two inkjet lines meet this criteria. One
is set up to print sections for saddle stitched
brochures, the other for perfect bound
products. Each prints in collated order, the
stacks of sheets being taken across the aisle
to either a Horizon StitchLiner MkIII or a
Horizon BQ480 perfect binder. The Stitch-
Liner is capable of running at 6,000 copies
an hour and of switching between formats
in seconds; the BQ480 is equally swift to set
up, a four-clamp binder able to produce run
of one books and brochures.
Once the decision had been taken on the
technology, the work began on getting the
workflow in place that would allow as much
automation as possible.
At this point covers are printed separately,
but they need to be the same size and to be
printed at the right time and delivered to the
finishing lines ready for completion of a job.
Next year these will be printed on the UK’s
first Landa S10P. Bluetree has built its own
automated workflow and the new produc-
tion unit needed to be integrated into the
workflow, making it simple for an operator
to call up a job knowing that all the profiles
are part of the workflow.
…
…
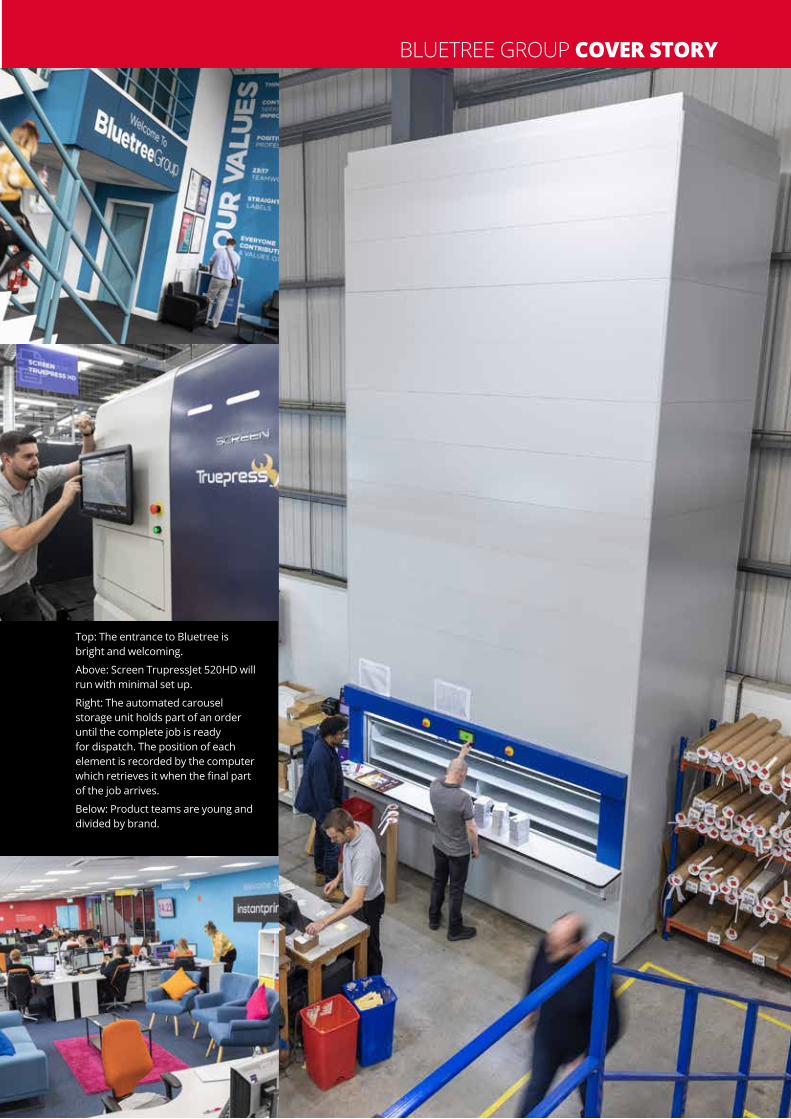
� www.printbusiness.co.uk September/October 2018� 25
BLUETREE GROUP COVER STORY
Top: The entrance to Bluetree is bright and welcoming.
Above: Screen TrupressJet 520HD will run with minimal set up.
Right: The automated carousel storage unit holds part of an order until the complete job is ready for dispatch. The position of each element is recorded by the computer which retrieves it when the final part of the job arrives.
Below: Product teams are young and divided by brand.

26 September/October 2018 www.printbusiness.co.uk�
COVER STORY BLUETREE GROUP
l
l
l
l
l
l
l
More from: Komori UK Limited. Tel : 0113 823 9200 e-mai l : sales@komori .co.uk
Komori UK Limited, Victoria Road, Seacroft, Leeds LS14 2LA
THE�PRESS� IS�ONLY�PART of the story for Bluetree. It needs the technology around the press to be equally slick and equally effective.
This means the Tecnau handling systems that deliver the paper into the press and collect it after and it means the Horizon equipment to process printed sheets into stitched booklets and perfect bound books. As with the press, Bluetree wanted to work with a partner it trusted, in this case IFS.
IFS had already supplied three StitchLiner MkIIIs to the company to handle litho sheets. It now has five. The systems have proved reli-able, versatile in terms of format and substrate, and are automated enough to make ready at the push of a button for almost instant set up from job data accessed through the barcode. This also helps track progress of the job and ensures its integrity.
Likewise the BQ480 four-clamp perfect binder was a known package. Bluetree has had a BQ470, so the step to the more automated machine linked to an HT1000V three-knife trimmed, was logical.
The BQ480 can cope with book of one production, switching in seconds between books of different lengths and thicknesses with measurements gained automatically.
Jason Seaber, technical director of IFS, says: “Bluetree is very much about fast turnaround. As everything has to go through finishing it could become a bottleneck, which is where they need automation.”
The Tecnau is somewhat different. The Italian manufacturer is specialist in handling systems for continuous feed web printing. It has taken this into its own book production lines. It has also developed a zero speed placer for digital web presses.
This will take away the down time spent replacing a reel when it it has run out by switching instantly to a new reel, much like a web offset press. In the digital world this unit
could enable a printer to switch between different types or weights of paper to cope with multiple short run jobs says Harm Jan Hullerman, sales director for central Europe, UK and Middle East.
“We have a wide portfolio of solutions around digital print,” he says. “Our ideas tend to come from customers and we will work with them to develop the products print-ers need.”
One of these developments is key to Bluetree. The ability to cut to different lengths and change this on the fly is well established and has helped Tecnau to its market leading position.
Now after sheeting, it has devel-oped a soft touch gripper to control the sheet into the delivery, much like the stacker on an offset press. It replaces a system of belts used to transport the paper with a no mark solution.
As inkjet moves into commercial printing with greater levels of ink coverage, the ability to move the paper in this way will be vital.
“We have previously sold into transactional and book printers. That market is there but it is not really growing and is no longer the biggest segment. Today digital print in the graphic arts is the biggest segment for us,” he says. “The gripper means that customers can run a wide range of media, including coated stock with heavy ink coverage.”
This requirement came up in the detailed presale conversations says Seaber, leading to the specifications of the Horizon finishing technology and for the Tecnau technology.
Adam Carnell says the choice for Tecnau was influenced by IFS and “the credit you give to the company that is world market leader in the transactional world”.
And for Hullerman the appeal is equally succinct. “Customers like Bluetree are the customers of the future – and we need to be part of that.”
FINISHING IS VITAL TO SUCCESS“It has not been an easy process,” says
Carnell, “though we believe that inline
production will pay off in the long term.”
The challenge for Bluetree now is to
manage the flow of covers to these machines.
And that will be solved next year with the
installation of the UK’s first Landa S10P
nano graphic press. “We knew it would
take a period of time. There are internal
complexities to the workflow that needed
to be sorted out, making sure covers were
correct took fine tuning but we could imme-
diately see clear benefits.
“The second press went in immediately
because of this. We had expected to run the
first for six to 12 months before buying the
second, but the benefits were so clear.”
The inkjet technology has proved highly
reliable, something that is needed for the
professionals who buy through Route1.
“They need to trust our reliability and
quality. Their expectations are that quality
from Route1 will be high and,” says
Carnell, “there have been very few adverse
comments.”
The company runs the presses at 50m/min
at a resolution of 1200x1200dpi. They will
run at 120m/min though at a lower resolution
and reduced ink coverage. New Adphos near
infra red dryers are waiting to be installed
on the presses. This will raise throughput to
75m/min, though not the 120m/min because
says Carnell at the 600x600dpi, the difference
in quality becomes noticeable. And while
that may not matter to the bulk of clients, to
switch between quality levels adds a decision
that operators will need to take rather than
run with the standard settings.
Work is also needed to better understand
the economics of ink coverage and costs to
ensure that the company’s workflow directs
jobs to the inkjet when that is best and to
litho when that is better. Inkjet fills the need
for the shorter run jobs. Longer runs will
stay litho. “The cost of paper per page is
why litho will always be part of the business
for a very very long time to come even as
economics will continue to shift the balance
with changes in the cost of ink for example,”
he continues.
There is also an environmental argument
for inkjet. The only chemistry needed to run
the press is a little cleaning fluid. In contrast
the litho process needs chemistry to process
plates, chemistry in the fount and to clean
down the press Carnell points out. Then
where the inkjet press is one or two person
operated, the litho workflow needs someone
in the plate room, two people on the press,
others to operate a guillotine then a folder.
All are cost factors both in terms of labour
and waste levels. n
…

Impremia IS29 inkjet digital printing system
Overturning digital conventions
Quality. Reliability. Stability.l Komori UV technology enables printing on the same
materials as offset.
l No special papers or pre-coating required.
l Sheet thickness range: 0.06-0.6mm simplex, 0.06-0.45mm duplex.
l Image quality to match offset.
l Digital<>offset colour simulation software system.
l UV inks cure instantly, enabling immediate finishing.
l Same high front-to-back register accuracy as offset.
More from: Komori UK Limited. Tel : 0113 823 9200 e-mai l : sales@komori .co.uk
Komori UK Limited, Victoria Road, Seacroft, Leeds LS14 2LA

28 November/December 2018 www.printbusiness.co.uk�
INKJET
Inkjet is knocking on the doorInkjet�is�on�a�long�journey�for�customer�acceptance�and�printers�have�to�understand�the�challenges�for�the�technology�before�widespread�adoption�is�possible.
INKJET IS HARD. Very hard. Logically
the billions of dollars of research and the
time since the Inkjet Drupa was declared
in 2008 ought to have resulted in a litho
replacement press by now. Such high quality
machines as exist are few and far between.
Printers are still buying litho presses, still
buying established electrophotographic
technologies. The only conclusion is that
building the perfect inkjet press is harder
than it first appeared and harder than most
anticipated.
Inkjet has transformed the display print
market with firstly solvent ink presses, more
recently latex or UV machines. No one in
this part of the market will be buying screen
presses again. Nor will book printers be
investing in new litho machines when inkjet
presses can deliver the runs, the quality and
the overall unit cost that publishers require.
Label printing is rapidly succumbing to the
appeal of inkjet. More digital presses were
sold in Europe last year than conventional
flexo presses according to labelling associa
tion Finat.
INKJET IS BEGINNING to deliver a
digital transformation to textile printers and
there are some extraordinary applications
for inkjet in electronics, embroidery, wall
papers, wood laminates and ceramic tiles
that are absolutely transformational.
But commercial printers are slow to be
convinced that inkjet can be the solution
to their problems. In part this is because
inkjet has to overcome not just the analogue
litho process but also established digital
processes. Printers cannot afford any let
up in quality simply because they are using
inkjet technologies. Printers do not want to
relinquish the advantages that conventional
technologies provide in terms of versatility
of format or substrate, or productivity.
But there are incursions. Fujifilm has a
handful of Jetpress 720S users in the UK; the
Lettershop Group is using a Kodak Prosper
to replace conventional printing on direct
mail; Screen has a couple of TruepressJet
520HD users to print what has been printed
using litho or electrophotographically until
now. But these are exceptions.
HP HAS A NUMBER OF PageWide
presses in direct mail and book printers,
but as yet none replacing Indigos; Canon
has both inkjet web presses for book and
transactional print and a limited number
of i300 users; Ricoh likewise has custom
ers for the VC60000, but not as yet the
VC70000; Xerox has samples of its continu
ous feed and cut sheet inkjet technology in
use. Heidelberg has yet to ship a B1 Prime
fire inkjet press to a UK customer, despite
its undoubted quality. There is no queue
of buyers. Perhaps the exception to this is
Landa, where the nano ink is applied using
an indirect inkjet process.
This is in all a poor payback for the
hype and excitement generated at succes
sive Drupas from 2008. By now inkjet
ought to be if not the dominant technol
ogy, at least one that every printer has to
consider. And the key reason is that inkjet is
tremendously hard.
ON PAPER IT IS A SIMPLE PROCESS.
There is no contact with the substrate, no
ink and water to balance, no plates to make
and load into position and on a web press,
no restrictions in terms of page format. It
should be the ideal printing process. The
inside of an inkjet press looks simple,
compared say to the inners of an Indigo. But
in reality there are numerous considerations
that printers and developers are still coming
to terms with.
The first is the nature of the ink and paper
mix. Inkjet ink has to be fluid enough to pass
through microscopically small nozzles able
to fire a 2.5pl droplet thousands of times
a second. This means using water as the
solvent to carry the colour to the paper. And
paper does not enjoy being soaked by what
can be 5 litres of water a minute. This has
to be dried and the vapour has to go some
where to leave the image on the paper.

INKJET
� www.printbusiness.co.uk November/December 2018� 29
…
Standard offset papers are designed to
absorb some water. Consequently results
with inkjet have not been good. Book
printing can get away with it because ink
coverage on the page is low, minimising the
water problem. The scramble to tackle this
has been the key to delivering an acceptable
technology and printed quality.
Papermakers like Mitsubishi or CVG have
come at the problem with special coatings to
absorb the shock of drowning without the
water penetrating into the fibres. Produc-
tion is relatively limited and the paper is
more expensive than an offset paper. And
the printers customers do not want to
compromise when migrating work from
offset to inkjet.
THE SECOND APPROACH is with a pre
coating on a standard offset paper. This can
be applied as a universal fluid using an anilox
system or where the ink will be applied. This
is the bonding agent that HP has used on its
PageWide machines. The bonding fluid is
only applied where the image will be so does
not affect the look and feel of the paper as an
overall coating might.
The pre and sometimes post coat
approach is one that many developers have
taken, though this can affect the cost of the
overall machine and introduces a further
process. But it brings down the cost of the
paper, because standard papers are used,
and enables easier acceptance of a new
technology.
The third approach is with the ink. If
the ink can be made to dry more quickly
on the paper, or perhaps be engineered so
that it creates its own protective layer, the
problem may be solved. This opens up the
various inkjet technologies. Kodak’s contin-
uous inkjet approach has advantages here
because the continual flow of ink through
the nozzles, whether needed on the paper
or not, keeps them open. A piezo approach-
where the nozzle fires “on demand” may
need agents in the ink that prevent the
nozzle being blocked or partially blocked
by dried ink. Glycol is a favourite addition
for this purpose, but creates other drying
issues on the paper. HP’s thermal inkjet
approach is also a drop on demand technol
ogy that is dependent on vaporising water to
expel a droplet of ink through the nozzle.
The aim is for the ink to sit on the surface
of the paper, without running around to
combine with other droplets. The most
successful approach to date is to include an
agent to promote rapid coagulation. Fujifilm
uses this on the Jetpress 720S and Landa also
creates a film for the pigments to sit in as
part of its nano ink.
Fujifilm uses a combination of the rapid
coagulating ink and a coating design to
enhance this characteristic. Konica Minolta,
also with a B2 sheetfed machine, is using a
UV ink instead of water. UV inks are more
viscous than water based inks so are harder
to push through the piezo nozzle. KM gets
around this by heating the ink to make it
more fluid through the print head with the
extra advantage that as the droplet flies the
1mm or so to the paper, it cools and holds
its shape better when it strikes the surface.
A fraction of a second later the UV energy
delivers the final cure.
DEVELOPMENT ON WEB presses is
towards an ink, not unlike the latex ink that
is used in large format printing, that is an ink
which contains its own coating to prevent
penetration of pigment into the paper. To
date, Screen’s SC ink for the TruepressJet
520HD is the best known example. Ricoh
has taken a similar approach for the ink on
its equivalent machine the VC70000. This is
only 50% water and delivers the lightfast
ness that is needed in display applications
and the density needed in commercial print
applications without the need to apply more
ink than is needed, which in turn creates
drying problems.
The drying issue is a big one for water
based inkjet. In labels and packaging appli
cations it has encouraged the development
of energy cured inks and presses, almost
always UV of some kind, but also now
including electron beam. The web is passed
through a modified Xray scanner to cure
at speed with no risk of the migration of
photo initiator particles that cause major
problems for food brands in particular. As
most labels are applied to the outside of an
already impermeable glass or plastic bottle,
this is not a great problem, but for flexible
packaging with films rather than glass, UV is
unwelcome. Inkjet print for flexible packag
ing, in Europe at least, must either be water
based and electron beam cured.
THIS IS NOT A SOLUTION for commer
cial printing however. And drying technology
has become a fascination for the different
suppliers. Even HP with the three differ
ent widths of press in its PageWide series
has three different approaches to drying
the web, partly explained by the different
centres that developed the machines.
Canon has also come up with different
approaches for each generation of machine
and as the demands on drying have increased
with greater ink coverage and demand to use
standard papers. It has used heated drums,
hot air knives and combinations of these.
With the ProStream 1000, its latest offset
replacement machine, it has adopted an
HP has been one of the most successful with inkjet printing with a stable print technology that has gained the trust of book and transactional printers.

30 November/December 2018 www.printbusiness.co.uk�
INKJET
… offset approach. The web is dried in what
is to all intents and purposes an oven from
a heatset web offset press. The web runs
unsupported through a long drying section
beneath the print heads.
The concept is that this dries the paper
more gently than a high heat approach and
avoids contact with rollers that may cause
unwanted marking. Ricoh’s VC70000 takes
almost the opposite approach. Its web path
winds around under IR dryers and then
around a heated drum. Again the purpose
is to dry the ink not cook the paper by using
the longest path possible and to keep the
paper smooth by eliminating any tendency
to cockling.
THE THIRD WAY, adopted by Kodak
initially and now by Screen is to use a near
infra-red technology. Adphos developed
the concept to use tune energy to evapo-
rate only the water molecules present in
the ink. There is almost no heating of the
paper which retains its shape without the
stretching and shrinking that is a risk when
dowsing the web with water.
In a Kodak Prosper there are NIR drying
units between the print colours, a configu-
ration that creates a design that is closer
to commercial heatset web press than to
a design originating in the laser printing
world. The design means that the press is
printing wet on dry rather than wet on wet.
An additional dryer is used for the highest
quality version of the press. As the Prosper is
currently the fastest press available, it needs
the most effective drying that can be found.
Now Screen is adopting Adphos for its
TPJ 520HD rather than rely on hot air and
heated drums. The drum approach dries
the ink through the paper so can have a
disproportionate impact on its stability. It
will allow the press to deliver dried paper
at 75m/min rather than 50m/min currently
and will go to 120m/min, though this will
men printing at 600x600dpi rather than
1200dpi or 1200x600dpi.
THE RESOLUTION QUESTION is one
that frequently confuses. While finer drop-
lets will mean higher quality, larger droplets
at 1200dpi for example confer little advan-
tage. Binary systems like the thermal inkjet
or continuous inkjet can fire only one size
of droplet, though HP addresses this by
having two print heads in one on its HDNA
heads, one firing a normal sized droplet and
a second array of nozzles to fire a half-sized
droplet to add smoothness or fine detail to
an image.
The piezo systems can be set to deliver
different sizes, perhaps three in a four-level
greyscale head according to the level of
detail required with larger droplets used for
greater efficiency. The resolution therefore is
not a de facto indicator of quality, but refers
to the addressable points on the substrate,
not the amount of ink at that point.
This has raised a further complication
to the development process. Higher ink
coverage means more water, meaning more
drying is needed. It makes sense therefore
to reduce ink without losing quality. In the
offset world this is achieved with under
colour removal, grey component removal or
similar technologies.
IN INKJET, WITHOUT screening mech-
anisms needed for an analogue process,
algorithms are needed to optimise quality
and avoid artefacts that can occur. This is
where Global Graphics is pitching Screen-
Pro, an ultrahigh speed screening engine
designed to overcome some of the unwanted
characteristics inherent to inkjet printing
at speed.
There are two versions, Pearl to tackle the
absorbency of the paper and Mirror which
tackles the orange peel effect that can afflict
uv inkjet printing on non absorbent mate
rials. It calls on a long background in Rips
and screening algorithms covering both AM
and as one of the early developers of FM
screening for digital imaging. With version
2 of the software announced earlier this
year, Global Graphics is taking on variations
that may be noticeable between printheads,
within a head due to wear, by addressing
individual nozzles regardless of the head
and the electronic systems used to integrate
the printhead into a printing press. This will
mean an end to banding issues. The baseline
densities that each head has can be compen
sated for in the software at high speed and by
crunching millions of calculations a second.
Simply put, that is not easy. It was perhaps
not accounted for when inkjet first arrived,
hence why it has become an issue now, ten
years on from the first machines. For all
the manufacturers the decade has perhaps
been an extended beta test for the different
approaches to delivering a reliable, produc
tive inkjet press that can replace offset litho
in future. Much needs to be done to refine
the process: lower costs would also help,
though those are a factor of business models
rather than trying to match litho in ink costs
for example.
THIS IS A LONG AND expensive game.
The potential remains vast even if some of
the early forecasts have proved way off the
mark. The slow development is putting a
strain on some of the smaller players. The
integrators will always find projects, solving
specific problems with a combination of
smart thinking, experience and the right
printheads. For a producer of print heads,
demand is dependent on the success and
speed of take up of the larger end customers.
Kodak’s next generation Ultrastream
technology for example ought to have
shipped a year or so ago. 18 months ago
the company fully expected to be able to
announce first partners for the heads at the
end of 2017. Those discussions continue
behind closed doors though Kodak remains
confident that something positive will
emerge from the kits that are now being
shipped. Commercial products will come in
2020 it said in its most recent results. Like
wise Xaar is holding its breath for its thin
film technology print heads and uptake in
new high volume applications in commer
cial print, packaging and textile. CEO Doug
Edwards has said that the company might
need to find a larger partner to achieve this.
The predictions for the long term remain
extremely positive, and perhaps on the
high side to judge by recent experience.
The opportunity continues to attract the
dollars. At Ricoh, head of production print
Peter Williams has said that the company
is constantly being approached about new
opportunities for its piezo printheads: “We
might be approached about 300 projects. We
filter those so that 200 may receive a test kit
and then 100 will get our detailed support.”
And those projects may be in textiles, in
printing the threads used in embroidery, in
printing large format, in printing direct to
shape. All may be less demanding that the
graphic arts applications that will replace
offset printing. Inkjet is hard. n
Kodak’s Prosper is the fastest inkjet press currently available.
The Ricoh VC60000 is joined by the VC70000 with a new ink to print on non pre treated offset papers.
Canon’s
sheetfed
VarioPrint
i300 press.
Professional quality. Maximum flexibility.

Plockmatic Group | 0800 1381 882|
The PowerSquareTM range of booklet makers gives you a professional ‘perfect bound’ look.
Make booklets up to 370mm x 310mm or A4 landscape and up to 8mm thick (160 pages)
with the NEW PowerSquareTM 160.
With the PowerSquareTM 224 you can make ‘multiple up’ booklets up to approx 10mm thick
(224 pages x 70gsm) and with extraordinary precision, perfect for high paginations or for
heavier stocks.
Quite simply, we turn stacks of printed paper into the beautifully finished documents
with a sharp SquareBackTM finish!
PowerSquareTM
Landscape A4 booklets with the PowerSquareTM 160. Up to 224 pages with the PowerSquareTM 224
Professional quality. Maximum flexibility.

32 November/December 2018 www.printbusiness.co.uk�
FINISHING FOILING
Value added on ReflectionsReflections�can�foil�its�own�silver�anniversary�literature,�or�laminate�it,�varnish�and�apply�a�compete�range�of�special�finishes.
IF THE FUTURE OF PRINTING is about
added value special effects, the future of
printing can be found in Foots Cray. It is
an historic village on the fast flowing river
Cray, once home to numerous paper mills
along its banks, now swallowed up in South
London’s sprawl where the Lefa Business
Park is over shadowed by a vast highly auto-
mated bottling plant for Coca-Cola. Yet on
the industrial estate is a trade finisher as
adept at creating inspiring effects as Willy
Wonka was a devising sweets to fire a child’s
imagination.
This is Reflections, a company now cele-
brating 25 years in business and one that
has changed and developed through the
decades as what printers look for in trade
supplier has evolved. Managing director
Luke Hastings does not reference Roald
Dahl’s character, but does mention Harry
Potter. One arm of the business is repairing
and rebinding ancient books from the Law
Courts of London that would not look out
of place in the Hogwarts library, he says.
“There are texts from the 1600s and that
law still exists,” he says. “And it’s something
that will never be digitised. Every week we
receive volumes to be repaired, reclothed
and rebound.”
THIS FALLS UNDER THE J Muir Book-
binders operation. Muir has an even longer
pedigree than Reflections, and had been
one of London’s leading book binders. It
operated from a factory in Blackheath that
the landlord thought would look splendid
redeveloped for residential use. The trade
binder had struggled in recent years and this
seemed the last straw.
“We had always sent them our PUR and
sewn bound work; they sent use foiling,
laminating and embossing,” says Hastings.
It was less of a marriage made in heaven than
one from either end of the A20. Around 18
months ago, J Muir moved into the 3,300m2
factory along with a Kolbus binder, Muller
Martini sewers and 15 staff skilled in the arts
of book creation and preservation.
It has worked well, coinciding with a
growth in the value of the printed word
between two pieces of greybeard, enhanced
with foil or a laminated film.
Lamination is where the Reflections
story began. Hastings’ father, having
served an apprenticeship in print, and then
having worked for Ultrachem, spotted an
opportunity with the then new thermal
laminating technology.
AT THAT TIME, lamination was either
solvent based or required vast machines
to perform aqueous lamination. Thermal
seemed to offer a more responsive, cleaner
and more affordable alternative. Reflections
was a swift success, adding spot UV varnish-
ing before expanding to six sites across south
east England. Luke Hastings and his brother
Paul had built careers in the City, but when
their father fell ill, came to look after the
business and then were swallowed up by it.
“We wanted to spend more time with
our father, and to support whatever deci-
sion he needed to make about the business,”
says Luke. “After a few months wondering
whether to sell it, we came to realise we quite
liked it, and if we took it on that we could
do something with it. Dad was very proud
of that.”
DURING THE FIRST DECADE of the
century, Reflections had become a big busi-
ness, employing 200 and running trucks
around the region to pick up and drop
off work. Then came 2008 crash and the
slow years that followed. The industry has
contracted from 10,000 printers to what
Hastings says is around 4,000 now. The
overheads had to be trimmed. Sites closed
and people left, but the business remained.
“We just about held it together,” he says.
It was a shock and prompted the realisa-
Luke Hastings and his brother took over from their father who
had started Reflections 25 years ago.

� www.printbusiness.co.uk November/December 2018� 33
FOILING FINISHING
tion that Reflections would have to diversify
to survive. Printers were starting to invest in
thermal lamination for at least some of their
work, digital thinking has meant shorter
runs and the fast turnarounds that suit in
house applications.
Fortunately now digital thinking also
means more value added processes and
applications. Foil can be any colour you like,
including silver and gold; laminating foils
can be soft to touch or rough to handle as
well as gloss, silk or matt. Many are the sorts
of films that few printers will stock. A half-
finished roll after a job is delivered is money
tied up in a material that might not be used
for some months or more.
Dies for foiling need to be sent out for most
printers: Reflections has a digitally controlled
CNC machine to cut magnesium or brass dies
and can instantly respond if one breaks. It
has the UK’s only Heidelberg Speedmaster
Duo, a litho press adapted into a coating
machine that can also emboss and die cut
at 14,000sph. There are laminating lines,
including a water based machine that runs
with an adhesive that the company developed
internally and which is sold into Germany.
There are Sakurai screen presses to create
the high gloss all over varnish or spot varnish
and effects that are possible using litho
consumables and dryers. There are guillo-
tines, B1 die cutting platen for carton work
and a Vega folder gluer line.
CARTON PRINTERS LIKE TO RUN
volumes of standard cartons on their own
glueing lines and will send out four and six
corner crash lock boxes which are compli-
cated to produce. Needless to say a high value
perfume bottle container will carry embellish-
ment using foils and varnishes to produce the
sought after shelf appeal, all possible under
the Foots Cray roof.
“We really focus on three key areas: the
customers, who when they tell us to jump,
we say ‘how high?’; the staff we have and
who share the vision of the business and are
prepared to turn their hand to anything; and
the suppliers because having suppliers that
understand what we need to achieve for our
customers and react the way that we have
to. This has been the secret for our little bit
of success.”
The company does not yet have digital
embellishment. It has unsurprisingly been
approached by Scodix and MGI and has so
far been able to resist their arguments. The
quality is appealing but Hastings says that it
is not possible to calculate an ROI.
Scodix further needs target registration
marks to be printed on the sheet, something
that suits a printer who can have full control
over origination as well as printing, but not
a trade house that has to work with what
comes off the pallet.
“We have watched developments in this
area for a long time,” he says. “These are
very expensive machines and getting the
ROI is difficult. We might spend £500,000
and find it’s worth £50,000 in five years’ time
when everyone wants the new version.”
Currently, the digital aspect aside, Reflec-
tions can achieve the effects from a digital
embellishment machine through screen
printing.
The varnishes it can apply include glit-
ters, textures, soft touch, pearlescent as
well as applying more unusual fluids for
thermochromic response, opaque white or
fluorescent inks, latex scratch off and reseal
glue, scratch and sniff and glow in the dark
effects that are currently beyond the reach of
digital print or embellishment technologies.
It adds up to a palette of creative effects
and finishes that can create the impact
designers are increasingly seeking. It is also
a marketing challenge for Reflections. It
cannot go over the head of its direct custom-
ers to appeal to their clients “That’s always
very difficult,” Hastings says. Instead there
are samples in the post to help the printer
sell on to his customer base. “We can do so
many combinations of weird and wonder-
ful effects and will send out samples to show
good ideas of what can be done with print.
“We want to be the inspirational trade
finisher, working on special projects and
bespoke jobs,” he says. Some have come
following the acquisition of J Muir, produc-
ing the hand finished history of every
thoroughbred racecourse in the country
for example. Spending similar amounts of
money on a yacht, apartment or car will
result in a high quality printed and embel-
lished brochure.
These are not the sorts of luxury items
that are sold through websites. Even a piece
of foiling for a carton on a supermarket shelf
creates an impression of luxury he points out.
THE FOCUS ON SPECIALITY and high
value jobs has ensured the survival of the
business while many trade finishers that
focused on high volume but low margin fold
stitch trim work have been squeezed out by
vanishing margins and by printers bringing
the work in house. They continue to do so
for short run laminating or digital foiling,
says Hastings, “where it makes no sense to
carry the set up costs we have.
“We will invest hundreds of thousands of
pounds on a big laminator that can run for
24 hours a day. And as a trade house, we will
always get the complicated stuff that people
do not want to tackle.” n
Reflections stocks many variety of foils for blocking and it makes its own dies.
Books arrive from the Law Courts for rebinding each week.
The
company
has taken
in J Muir
Bookbinders
with its
Kolbus and
its book
restoration
business.

SCREEN PRINTING
Big screen opportunities for printScreen�printing�is�perhaps�the�forgotten�process,�but�as�its�role�in�display�printing�fades,�now�opportunities�are�continuing�to�open�up.
SCREEN PRINTING HAS frequently
been considered the least subtle of print-
ing processes. Ink, or perhaps a varnish, is
forced through a mesh to reach the substrate
beyond. It was associated with large display
posters, the 48-sheet and bigger advertis-
ing hoardings that dot the motorways, city
centres and railway land up and down the
UK. That market has gone, lost to large
format inkjet printing and where it remains,
for the application of large areas of solid
colours – red for a sale say, or a fluorescent
which is hard to deliver with inkjet – nobody
is investing in screen presses. Only they are.
These are not the great brutes of
machines handling full out quad format
sheets, but high precision presses able to
print with fluids that are beyond litho or
inkjet let alone flexo and gravure; able to
print on substrates that are equally beyond
the conventional processes and designed for
work that is frequently outside the experi-
ence of the commercial printer.
The applications in industrial printing
in short are booming and Sakurai is enjoy-
ing the results. Its rotary screen presses
are designed for precise register, using the
same sort of gripper and side lay systems
that its offset presses employ to achieve the
sub millimetre precision that was beyond
the old Svecia machines where the print
was to be viewed from 100 yards away, or
at best, from across the railway tracks.
Precise registration was not needed. But for
producing touch panels, dashboard displays,
part numbers and so on, precision is crucial.
There is plenty of print in the average
new car, well beyond the brochure and the
owner’s manual, and Sakurai’s machines will
be responsible for it.
The commercial printer is not ignored,
though it is in finishing rather than ink on
paper that Sakurai’s screen press excels.
The screen technology can apply a deeper
layer of high gloss or matt varnish than any
other process. It can apply those metal-
lic and fluorescent inks and now it can
apply foils more effectively than other
technologies.
THE FOIL APPLICATION, THE Liquid
Metal Embosser, was revealed in Europe at a
recent open house where it was put through
its paces with solid area and filigree enhance-
ment across the full width of a sheet. It is
an extra module that fits in the embellish-
ment line, pressing the foil into a screen
applied varnish. To this extent it is similar in
approach to the foiling attachments to lami-
nators, but without the limitations of paper
The Sakurai open house concentrated on applications for screen printing, half about enhancement for print, half for specific industrial applications.

� www.printbusiness.co.uk November/December 2018� 35
SCREEN PRINTING
or cost effective production run. In this
sense it slips between the ultra short runs
tackled by the combination of digital press
and laminator and the dedicated hot foiling
press. There is no expensive die to produce,
no heating up or cooling down between
production runs, and a way of deliver-
ing high impact enhancement for short to
medium runs for book jackets, folders, high
end brochures and more. While the costs are
not disclosed, the cost of ownership will be
less than an MGI or Scodix, though there
is the additional step of making a screen to
create the mask for the foil.
AT ITS HOUNSLOW showroom, Sakurai
has installed a Grunig system to demon-
strate how painless this is. There is none
of the heady smell that used to identify a
screen print operation, nor any of the messy
washing down area. Sakurai has the facility
set up for training as well as demonstrations.
“It is screen printing without the smell,”
says country manager Claudio Moffa. “The
LQM should appeal to an existing customer
currently doing a spot varnish and to offset
printers who want to take this work in house.
“It is also very clean for the sorts of printer
with experience of digital printing. We know
we have to make the process easier for these
customers. To that extent it’s like a Scodix.
We have the partners in place to supply the
ink, varnish and the foil and the experience to
help customers achieve the high build effects
as well as the fine details which can be created
in screen printing.”
And the screen process is more cost effec-
tive than the digital alternatives: inkjet
ink and varnish is undoubtedly expensive.
There are also limits to the amount of liquid
that can be applied in one pass. To achieve
high builds, inkjet must apply successive
layers of fluid for example. A screen print
varnish can cost €7 a kilo, the inkjet version
can be ten times as much, with a significant
impact on cost per sheet.
Moffa continues: “We will also provide
an instructor, which is something that is
normal in offset printing, but which is revo-
lutionary in screen printing.”
FOR THE INDUSTRIAL customers, this
also means running training courses in Houn-
slow and acceptance tests. It means that when
the press is delivered and installed, the user is
ready to go into immediate production. This
is because the customer has a defined appli-
cation and demand to meet, rather than the
traditional modus operandi of the commer-
cial printer of making the installation and
then trying to develop a market for it.
Stefan Keseler joined Sakurai in June as
technical sales manager for the screen busi-
ness. He began his career with four years
studying print in Switzerland 25 years ago.
“When I started I thought that screen print-
ing was dying. The graphic display market
had gone. But this is not so.
“Screen printers are smart people and
they are adept at finding applications which
will survive. Today screen printing is more
about applying industrial layers where you
can control the inks and the layers, printing
with UV sensitive inks, thermally responsive
inks and pressure sensitive inks. There are
applications in electronics where printing
conductive silver inks on films has replaced
copper wiring. Screen printing is a very
underrated form of printing.”
The printed electronic circuits end up
in vehicles. There are touch panels while
traditional dials used by automotive manu-
facturers are printed on screen presses
because of the density of the inks that are
possible on films. As printed instrumental
panels are being replaced by programma-
ble displays, screen printing has moved into
production of the touch panels and sensors
that cars now bristle with.
“In 25 years of working in screen print-
ing I have not seen all the applications yet,”
he says. “There are quite a few applications
using the technology that I haven’t thought
about. Screen printing is now part of a
completely industrial process.
“This means that we are selling to process
engineers who ask about the performance of
the machine and what are the parameters that
you can achieve. There can be three or four
days of conversation about these parameters
and about the specific process questions that
they want to have answered: provide the right
answers and you are in. We are not selling a
machine, we are selling a solution.”
AFTER PRODUCTION OF THE touch
panels, applying the layers of conductive
materials that will allow the software and
the user to display whatever information is
required, there will be a vast numbers of
sensors to print as a step towards autono-
mous driving. Even the fuel cells that will
power the car of the future can be part
produced by screen printing he adds.
This diversification has been good for the
company as sales to the commercial printing
industry have stagnated. This sector of the
market is very much a replacement business,
though there are printers bringing more
finishing in house and a growing demand
for value add finishing with spot varnishes,
high build varnishes and foiling. A deal like
this was struck on the eve of the open house
and the event attracted a number of print-
ers as well as trade finishers. Carton printers
are investigating the options particularly as
luxury packaging concepts grow. “Everyone
is looking for something special,” he adds.
AND WITH SOMETHING special there
is a requirement for absolute consistency.
This is delivered through the Maestro 102
NS, a screen press conceived as an inspec-
tion machine. Four high quality cameras
sit above the sheet and check for flaws, for
colour consistency and for marks that would
render the box unsaleable. Inspection avoids
very costly mistakes.
The scanning of the entire sheet will
pick up flaws any bigger than 50 microns
and takes place while the sheet is held in the
front lays, consequently speed is restricted
to 4,000 sheets an hour. It is a machine that
was only introduced last year and to date ten
have been sold in Japan where buyers are
fanatical about quality. A version that uses
the cameras to scan at lower quality while
the sheet is moved on a conveyor is less
expensive and faster. Any sheets that come
up short are rejected so that those in the
delivery have the ticket to prove they have
achieved the right quality.
The big opportunity is in the industrial
print markets and where opportunities
extend to biotech as well as printed elec-
tronics. “There are applications which we
have never imagined, that we never knew
existed. This market is is fast moving, it’s
changing and that’s what makes screen print
so very interesting,” says Keseler. n
The screen process can deliver the
finest quality print, say delicate foiling, as well as printing with high impact printing inks.
Stefan Keseler
says that even
after 25 years
in the sector
he still comes
across new
applications for
screen printing.

36 November/December 2018 www.printbusiness.co.uk�
EXHIBITIONS PRINT SHOW
Print Show delivers audience of cautious optimism THE NUMBERS attending the
Print Show set new levels for the
fourth outing of the now estab-
lished annual event. There were
perhaps some eyebrows raised
and others wondered whether
some of the esports enthusiasts
attending an event in the next
hall had been counted as they
wandered past, but ultimately
the absolute numbers are less
important than the experience.
And to compare with the
last print exhibition held at the
NEC, the visitor experience was
incomparably better.
Whether this means they will
return on numbers next year
cannot be predicted: there is
Brexit for example while on the
other hand there will be no other
exhibitions for UK commercial
printers next year.
Inevitably there were areas of
the hall which were more densely
populated than others and some
dark areas at the far side from the
entrance. And the trend towards
digital equipment was very much
continued. It is simply not cost
effective to install a litho press
for a few days when pretty much
every printer in the country has
been identified, analysed and
listed by press suppliers. The
disappointment was perhaps
that neither was there any litho
focused consumable pres-
ence: almost nothing from the
growing field of LED UV, for
example. Here might have been
a good opportunity to discuss a
commercial opportunity for hard
pressed litho printers.
Exel Machinery was a valiant
presence for litho presses,
Benford for the UV area, but no
inks, no plate supplier to discuss
the advantages of process-free
or chemistry-free plates.
There were new products to
view for those interested in digital
printing, with the Xerox Iridesse
vying with HP’s R2000 flatbed
latex printer for the biggest draw
at the show. There was also a
strong presence from the MIS
sector. The pressure to cut costs
and handle shorter production
runs is stoking new interest in
IT and a move away from MIS as
estimating and stock control into
true business administration.
And there was plenty to poke
and prod in the print enhance-
ment space. If printers could
recognise the competitive
advantages of boosting margins
through extra varnishing,
foiling, laser cutting and lamina-
tion, then the NEC in September
was a good place to be.
The Print Show drew a record audience, the organiser claims.
Morgana�offers�a�little�extra
MORGANA FLEW under a
Box Clever slogan during the
Print Show and offered one of
the most popular products at the
show.
This was the RDC, Morga-
na’s rotary die cutter, for
producing small runs of
cartons, cards and other
value added print samples.
The simple to operate unit
comprises feeder into the die
cutter itself and then to the
delivery, the scrap having been
removed.
The die is produced from
a digital file, usually with a
24-hour turnaround, and loaded
on to the cylinder, held in posi-
tion by powerful magnets. A
deep pile feeder will hold B3
sheets to 380gsm. Accuracy
of registration is assured with
correction of skew and timing
into the cutting cylinder by
adjusting the position of the
feedboard.
This has bearer to bearer
guides to ensure pressure across
the sheet while the unwanted
material is left behind as the cut
and creased blank is ejected to
the delivery table at a rate up to
4,500cph.
Morgana had positioned the
die cutter on the edge of the
stand to attract passing custom-
ers. Another innovation was
rather more hidden. The Flexo
Seal builds on the same charac-
teristics of toner printing that
has enabled digital foiling on top
of film lamination.
In this product the mailer
is printed with a deep black
border. As the sheet is folded,
and perforated to create the tear
off edges that open the mailer,
heat applied softens the black
toner which adheres to the toner
on the opposite face and creates
a strong bond without any need
for a pressure seal adhesive.
Clean�counting�adds�up
HARLOW PRINTING, South
Shields, had the honour of
placing the first order of the
Print Show, signing for two
Vacuumatic machines before
noon on the first day.
The two Viscount sheet
counters will ensure that what is
shipped to customers is precisely
what they have ordered. With
shorter runs and a focus on
reducing waste, represented by
printing too many overs, being
able to accurately count what
goes out, becomes an essential

� www.printbusiness.co.uk November/December 2018� 37
PRINT SHOW EXHIBITIONS
facet of the lean manufacturing
strategy.
The counting machines earn
their keep at the other end too.
Vacuumatic was able to demon-
strate that what a printer had
received in a ream from the
paper supplier had only 497
sheets, the next ream 498 and
so on through hundreds of
reams of paper. Each fell a few
sheets short, culminating in a
significant shortfall on what was
ordered.
Duplo�plays�hand�of�three
DUPLO HAD TAKEN the
largest stand in Hall 9 of the
NEC and had filled it with
examples of existing machinery
as well as three new products
and a return of the DuSense
which received its formal launch
at the same event 12 months ago.
“We have exciting new prod-
ucts to share and wanted to
raise awareness,” says Duplo
International managing director
Andy Benson. The DC516 is a
new unit for the multifinisher
range, taking a slightly differ-
ent approach. While the new
machine can crease, perforate and
slit like the larger machines in the
range, it is limited in functions
and is intended to be used for a
limited number of product types.
Typical would be a company
producing large volumes of busi-
ness cards where the artwork
changes rather than the format.
The DC516 includes inter-
changeable cassettes for the
different functions, switch-
ing to creasing where it will be
twice as fast as the more sophis-
ticated machines. “It is more
affordable because there is less
automation,” says Benson. “It
suits a customer with volumes
of three or four product types.
It is a semi automated dedicated
product type machine.”
The same simplicity is applied
to the PFI2100 PUR perfect
binder, a replacement for the
PFI2000. It uses the same closed
tank PUR unit where the glue
is applied through a circular
opening which closes to prevent
air ingress immediately the
glue is applied. This minimises
maintenance and cleaning. Glue
is supplied in blocks which are
melted on the top of the binder.
It is intended as an entry level
machine for PUR that any busi-
ness can adopt with minimal
experience. “PUR has previ-
Sewing delivers more than perfect finishPERFECT BINDERY Solutions
gave a worldwide debut to the
latest Smyth sewer, the FF70.
This replaces the older model of
short run sewing machine says
PBS managing director Steve
Giddins.
The big difference comes with
a rotary feeder which is capable
of handling lightweight paper
to 30gsm, and ensuring that the
lap opens correctly to land on
the saddle leading to the sewing
head. This has a thread break
detector.
It will cash in on the growth
in demand for case bound books
Giddins believes, handling
volumes to a maximum of
520x350mm at speeds up to 120
copies a minute. While the rotary
feeder is designed for litho papers,
the FF70 is capable of handling
digitally printed material via an
extension to the saddle to include
a folder to turn the flat sheet into a
16 or 32pp folded signature.
Combining both flat sheet
feed and rotary feeder can
deliver a hybrid publication,
marrying variable content
printed digitally with fixed
content pages produced on the
litho press and pre folded. This
might combine digitally printed
text with pre-printed colour
sections he explains.
The finished sewn block can
be applied to covers in a perfect
binder or to a casing in line. At
the show, PBS had options for
both styles of binding. There
was a single clamp Smyth-
Risetec binder running PUR on
the spine and EVA glue on the
side. This is the BR3 running
a book from a minimum of
120x120mm to 440x320mm,
to a thickness of 50mm at 300
cycles an hour.
Casing in was absent.
However, PBS showed an auto-
mated unit for producing the
boards for a case. The DC904
will cut the end board, the spine
board and the second end board
in sequence and with precision
each time. It might be set to
run spine boards ahead of time,
confident that each is precisely
the same size.
Cutting on a guillotine can
never be as accurate, says Giddins,
and it will quickly wear the blade
whereas the shearing action of
the DC 904 will continue oper-
ating far longer without the
burring that is a tell-tale indica-
tion of a guillotine action. “One
company that has been using the
manual version of this machine
has not changed or sharpened
the blades in more than a year,”
he says.
The boards can be a minimum
of 6mm across and are limited to
420mm deep. Its computer will
hold 19 cutting sequences.Smyth caters for demands for short run sewn binding.
New iSaddleX received NEC launch.
…

38 November/December 2018 www.printbusiness.co.uk�
EXHIBITIONS PRINT SHOW
ously been restricted to larger
printers,” says Benson. “This
democratises PUR binding.”
The most significant intro-
duction is the iSaddle X, an
upgraded version of the saddle
stitcher that offers greater
agility in terms of switching
between formats. It will switch
quickly between A4 portrait and
landscape formats, down to A6
and across the paper types. The
focus will be to help commer-
cial printers take on the online
printers who are able to offer low
prices on standard format prod-
ucts thanks to the volume of
jobs they can attract. A commer-
cial printer will need to offer
something a little different to
customers to maintain his appeal.
“We can also run five differ-
ent paper stocks in a single
product and different page sizes
in the same booklet,” Benson
says. The new machine will use
barcodes to record every page
that it handles to provide an
audit trial for clients where such
integrity is an essential part of
the offering.
Iridesse�brings�the�sparkleTHE XEROX IRIDESSE
attracted a constant flow of
inquiries to Xeretec, the leading
concessionaire for Xerox at the
show and able to introduce the
six-colour toner press to the UK
market.
The press has garnered
attention both for the quality
of four-colour printing and
extended component life, but
especially for being able to print
silver, gold and clear toners well
as four-colour process. A white
was expected to be introduced
as early as US exhibition Print
18. A long sheet capability is
also in the works.
“The Iridesse has drawn a
huge amount of interest,” says
marketing manager Rhian-
non Phelan. “We have been
showing it to existing custom-
ers as well as to potential new
customers. They understand
that they need to invest to
find new revenue streams and
this opens up new creative
opportunities.”
The company had enjoyed
good feedback from two previ-
ous appearances at the Print
Show, but could have been
nothing compared to the inter-
est being shown in the much
hyped new press.
Demonstrations by Xerox
staff highlighted the new
features for delivering consist-
ent colour as well as showing
how simple it is to switch from
one additional colour to another.
IFS opens new approach to lay flat conundrumIFS IS TO HANDLE UK distri-
bution and sales for VPaper,
a development by Belgian
company Peleman Industries.
The company is best known
for the Unibind glue binding
system for dissertations and
photobooks, but produces far
more paper related products
than this. Now it has come up
with a way of delivering a stay
open book using perfect binding
and a way of creating a hinge in
the pages of the book so they
loose any tendency to spring
back and close the book.
This results in a book that is
bound in the conventional way
and which opens easily at the
point of side glue application.
Only a single additional process
is required, otherwise there is no
change in materials or workflow
procedures when making the
book.
The unit itself is a tower
which takes a sheet up to B3 in
format, lifts it to the apex of the
tower applying a score, crease
and fold along one side of the
paper and the same process on
the reverse of the sheet as it
descends to the delivery. The
second hinge line is 3mm from
the first to cope with differ-
ing thicknesses of the finished
volume.
The paper is scored first, then
folded by a plow head turning
the edge of the sheet which
then passes through a nip roller
before opening out and twisting
the sheet for the second pass.
The gentle but firm approach
means that the fibres in the
paper are not damaged unduly
leaving the paper.
The process can be applied
either post printing or ahead
of printing using plain paper,
or after the sheet has been
printed. It can then be bound
in a limp cover or between
hardback covers. The result
is a more attractive product
than a straightforward perfect
bound book, that has had
negligible impact on produc-
tion. The VPaper runs at 6,000
sheets an hour on paper from
70-250gsm.
“Our challenge now is to
make people aware of the
product because nobody knows
that this is possible,” says
sales director Luc Augustinus.
The VPaper was first shown
some 12 months ago leading to
installations in the US, Nether-
lands, France and Spain as well
as in Belgium. There is as yet
no installation in the UK, but
that will change as IFS becomes
responsible for distribution and
support in this country.
IFS will handle VPaper distribution.
…
Iridesse was put through its paces at the show.
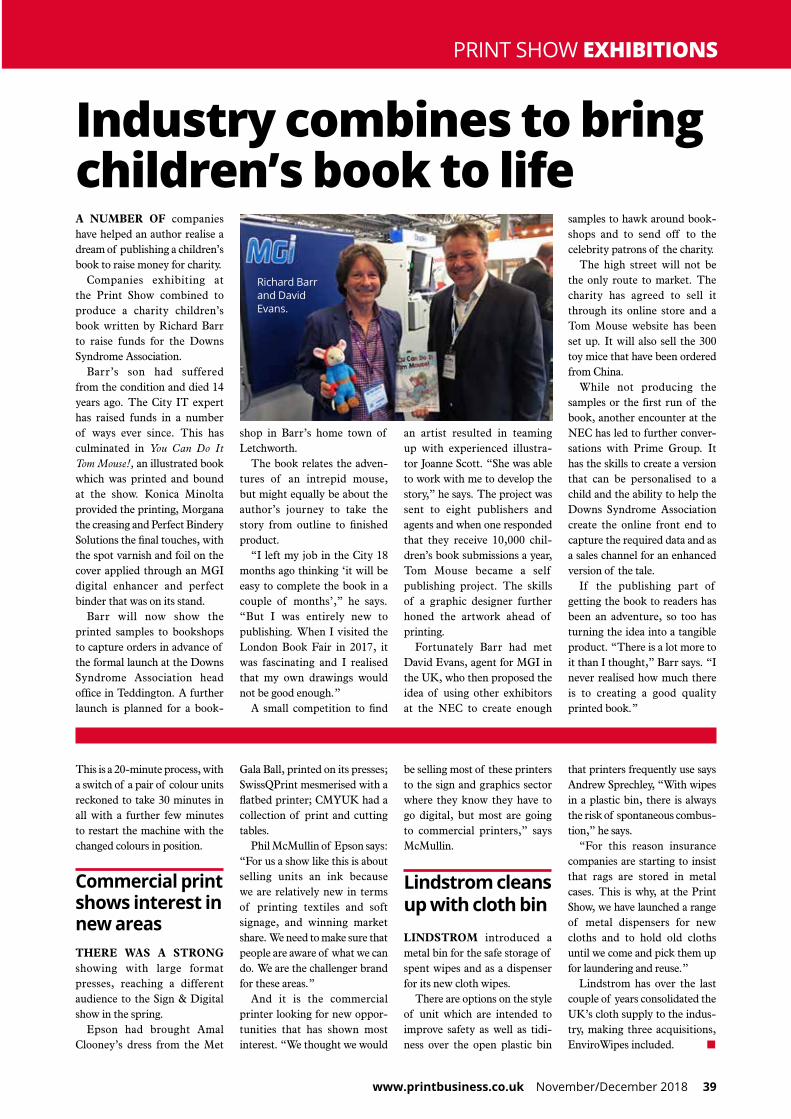
� www.printbusiness.co.uk November/December 2018� 39
PRINT SHOW EXHIBITIONS
Industry combines to bring children’s book to lifeA NUMBER OF companies
have helped an author realise a
dream of publishing a children’s
book to raise money for charity.
Companies exhibiting at
the Print Show combined to
produce a charity children’s
book written by Richard Barr
to raise funds for the Downs
Syndrome Association.
Barr’s son had suffered
from the condition and died 14
years ago. The City IT expert
has raised funds in a number
of ways ever since. This has
culminated in You Can Do It
Tom Mouse!, an illustrated book
which was printed and bound
at the show. Konica Minolta
provided the printing, Morgana
the creasing and Perfect Bindery
Solutions the final touches, with
the spot varnish and foil on the
cover applied through an MGI
digital enhancer and perfect
binder that was on its stand.
Barr will now show the
printed samples to bookshops
to capture orders in advance of
the formal launch at the Downs
Syndrome Association head
office in Teddington. A further
launch is planned for a book-
shop in Barr’s home town of
Letchworth.
The book relates the adven-
tures of an intrepid mouse,
but might equally be about the
author’s journey to take the
story from outline to finished
product.
“I left my job in the City 18
months ago thinking ‘it will be
easy to complete the book in a
couple of months’,” he says.
“But I was entirely new to
publishing. When I visited the
London Book Fair in 2017, it
was fascinating and I realised
that my own drawings would
not be good enough.”
A small competition to find
an artist resulted in teaming
up with experienced illustra-
tor Joanne Scott. “She was able
to work with me to develop the
story,” he says. The project was
sent to eight publishers and
agents and when one responded
that they receive 10,000 chil-
dren’s book submissions a year,
Tom Mouse became a self
publishing project. The skills
of a graphic designer further
honed the artwork ahead of
printing.
Fortunately Barr had met
David Evans, agent for MGI in
the UK, who then proposed the
idea of using other exhibitors
at the NEC to create enough
samples to hawk around book-
shops and to send off to the
celebrity patrons of the charity.
The high street will not be
the only route to market. The
charity has agreed to sell it
through its online store and a
Tom Mouse website has been
set up. It will also sell the 300
toy mice that have been ordered
from China.
While not producing the
samples or the first run of the
book, another encounter at the
NEC has led to further conver-
sations with Prime Group. It
has the skills to create a version
that can be personalised to a
child and the ability to help the
Downs Syndrome Association
create the online front end to
capture the required data and as
a sales channel for an enhanced
version of the tale.
If the publishing part of
getting the book to readers has
been an adventure, so too has
turning the idea into a tangible
product. “There is a lot more to
it than I thought,” Barr says. “I
never realised how much there
is to creating a good quality
printed book.”
Richard Barr and David Evans.
This is a 20-minute process, with
a switch of a pair of colour units
reckoned to take 30 minutes in
all with a further few minutes
to restart the machine with the
changed colours in position.
Commercial�print�shows�interest�in�new�areasTHERE WAS A STRONG
showing with large format
presses, reaching a different
audience to the Sign & Digital
show in the spring.
Epson had brought Amal
Clooney’s dress from the Met
Gala Ball, printed on its presses;
SwissQPrint mesmerised with a
flatbed printer; CMYUK had a
collection of print and cutting
tables.
Phil McMullin of Epson says:
“For us a show like this is about
selling units an ink because
we are relatively new in terms
of printing textiles and soft
signage, and winning market
share. We need to make sure that
people are aware of what we can
do. We are the challenger brand
for these areas.”
And it is the commercial
printer looking for new oppor-
tunities that has shown most
interest. “We thought we would
be selling most of these printers
to the sign and graphics sector
where they know they have to
go digital, but most are going
to commercial printers,” says
McMullin.
Lindstrom�cleans�up�with�cloth�bin
LINDSTROM introduced a
metal bin for the safe storage of
spent wipes and as a dispenser
for its new cloth wipes.
There are options on the style
of unit which are intended to
improve safety as well as tidi-
ness over the open plastic bin
that printers frequently use says
Andrew Sprechley, “With wipes
in a plastic bin, there is always
the risk of spontaneous combus-
tion,” he says.
“For this reason insurance
companies are starting to insist
that rags are stored in metal
cases. This is why, at the Print
Show, we have launched a range
of metal dispensers for new
cloths and to hold old cloths
until we come and pick them up
for laundering and reuse.”
Lindstrom has over the last
couple of years consolidated the
UK’s cloth supply to the indus-
try, making three acquisitions,
EnviroWipes included. n
LEARN: • Why automated workflows break
and how to fix them permanently.
• Why you need to adopt a ‘Shift Left’
culture to automation.
• What the leading printers are doing.
MIS
www.printbusiness.co.uk November/December 2018� 41
Time to talk about MISThere is more to MIS than selecting the software provider. Printers
need also to think about who will be using it and where, whether an
in-house server approach is better, or a hosted approach in the cloud.
SUDDENLY EVERYONE IS interested in
MIS, if not actually committing to an invest-
ment. Pressure on margin, on coping with a
growing number of jobs, and on automation
is why a new MIS is moving up the shopping
list. At one time few would contemplate
moving to a new MIS, much as customers
stayed loyal to their bank unless compelled
to move. Now printers are prepared to suffer
the pain of shifting databases and calculat-
ing a new set of costs if the current system
has become a backwater in technical terms.
The MIS has to be simple to operate
because account handlers and others are
expected to know how to generate a quote
and track a job through production. It
has to be built around the latest operating
systems, preferably cloud computing if
that is what a customer wants, but certainly
something that is built on open systems for
ease of maintenance. It has to spread from
creating an accurate estimate, stock control
and raising an invoice, into an overlap with
prepress workflow and online job flows.
And it needs to be able to flex as the user
grows and develops new areas of busi-
ness, perhaps interfacing with other third
party applications as what is a Management
Information System becomes a Business
Information System. This means support for
open interfaces, through a published API,
support for cloud computing and support
for remote working. This evolution should
of course be a lot easier than when MIS tran-
sitioned from MS-DOS operating systems
into Windows of some type.
AND ALONGSIDE THE technology
targeted at commercial printers there are
specialist MIS for labels, for cartons, for
large format and for corrugated. Now there
are new providers coming to the UK. …
Printers will use tablet computers
to track and communicate with
their MIS or production workflow as with Heidelberg.

42 November/December 2018 www.printbusiness.co.uk�
MIS
Crispy Mountain is the German devel-
oper with an entirely cloud based system
that launched at The Print Show. And New
Zealand is on the act with PrintIQ heading
to the UK having established a user base in
Australia and the US. This too is a modular
system built around the cloud and developed
to be fast to implement modular system that
cuts the time to get up and running.
THESE ARE NOT THE FIRST. Optimus
Dash was a complete rethink of the MIS that
had served well in the commercial printing
industry (and still does). It was developed to
suit businesses that were non traditional in
their products and diverse in their experi-
ence and skill levels. It is icon led to allow
a non expert to build a quote and hosted in
the cloud to ease the installation and support
requirements.
The decision whether to run a cloud based
MIS or one with a server is says sales direc-
tor Steve Richardson largely cultural. “We
have clients that are mindful of data integ-
rity want a box on their premises; others
that insist the MIS is hosted in the cloud.
The decision is based very much around the
available bandwidth,” he says.
For a secure system there may need to be
multiple entry points for a WiFi connec-
tions, though as 5G technologies roll out
this may become less important. This is no
different from ensuring that the server based
MIS is backed up securely. And with live
connectivity to the internet, data and cyber
security increases in importance. “It sounds
great, but there is a wider business consid-
eration as to what is offered and to ensure
that the MIS is only accessed by the right
people,” he says.
The wider availability of the MIS is one
of the key drivers for cloud computing. With
cloud hosting, access will be to anyone with
a web browser and the necessary passwords
and privileges. A manager on the road, or on
the proverbial beach in Corfu, will be able to
generate an estimate or communicate via the
MIS with customers.
This is how Dean Anderson, techni-
cal director of Imprint MIS pictures some
customers behaving. Imprint has been
working on cloud versions of its software for
the last couple of years he says, creating the
API that allows others to integrate with the
MIS. All the recently developed functional-
ity and features are available in versions for
the cloud. “Everything from now on will
run in the Microsoft Azure Web Services
platform, hosted behind a firewall,” he says.
This is arguably more secure than an instal-
lation including a server.
ONE OF THE ADVANTAGES of the cloud
is that life becomes easier for the software
provider because version control is more
secure and the company moves away from
regular upgrades to almost invisible changes
that can happen without causing disrup-
tion. It is not failsafe. Imprint MIS uses
TeamViewer to support customers to guide
users and to take control remotely. “Team-
Viewer is good for us,” says Anderson. “But
not long ago everybody was offline for a day
while TeamView underwent a complete
upgrade.”
There are he says some cultural issues to
overcome, the production manager is freed
from a study of spreadsheets used to manage
the business and schedule production.
Worse still is the position of IT manager
who may fear emasculation if the server is
removed and replaced with something he
can’t tinker with.
The MIS then is accessible to all with a
laptop or tablet computer, enabling someone
to go on a beach holiday without losing
contact with the office. This may or may
not be a benefit, but it is coming Anderson
reckons. “The API has already allowed us
to improve functionality and we are putting
a lot of work in to bring applications and
modules across.”
It will also lead to a series of Apps to
enable users to interact with the system.
Imprint is working with an App developer
to apply an Imprint green logo on the home
screen or a smart phone or tablet computer.
THARSTERN ALSO MAKES the MIS
accessible through a mobile device and the
cloud. “Users can access it where they want
to access it. There is a final server, it just
happens to be in the cloud rather than some-
thing that you have in a dedicated room,”
says business development manager Ross
Edwards. “The actual cost may end as more,
but it’s worth any extra cost because you do
not have to manage and look after the server.
The hosted server approach is ideal for a
business running across a number of loca-
…
Dave
Wigfield has ambitions to
take EFI into
larger sites.
Tharstern will use the cloud where
appropriate but many customers
prefer an in-house server.
Optimus Dash has
always conceived
to use the cloud.
…

MIS
www.printbusiness.co.uk November/December 2018� 43
tions. Everyone is working with the same set
of data. There may not be a great call for this
in the UK, but “now that we are in the US,
rather than maintaining lots of computers
you have one server that links everyone is
running on the same platform. There is a lot
of interest in this.”
This is not surprising. More and more
equipment suppliers, from Heidelberg
down, are collecting data on the cloud. The
mass of data will be useful to identify trends
between companies, to interrogate machines
to uncover any training and maintenance
needs for example. And there is the ability
to compare the performance of the same
machine in different locations from around
the world.
The cloud provides an easier way to apply
new capacity than adding an extra server as
the number of jobs multiples in coming years.
Along with familiarity from other applica-
tions that are hosted in the cloud, this more
than anything will direct users to the easier to
upgrade approach. In theory companies will
be able to flex the capacity they use, adding
capacity during busy periods and removing it
when the industry is quiet.
THE BIGGEST OF THE INDUSTRY’S
MIS providers is EFI thanks to pulling
together different MIS companies either
for the technology they had developed or
for a customer base in a particular sector
or country. In those days the company was
very US centric and anyone using one of
the conquered softwares was expected to
convert to one of the core platforms that EFI
had developed.
Even before the new CEO Bill Muir gets to
work, the attitude is softening. If EFI wants
to expand it realises it has to pay attention to
regional tastes and ways of working. “Now
we are using local know-how, expertise and
knowledge,” says Paul Cooper. And this is
having an impact. EFI’s software business is
growing “and we are performing better than
we did before” he adds.
The opportunity is there. The market
is reckoned to be growing 6% in Europe,
4.5% in the US, driven by the new pres-
sures that printers face. “We still have MIS
applications for every type of printer,” says
Dave Wigfield. But the opportunity for
EFI is with the larger companies and more
sophisticated demand. It will not be able to
match the price of a localised MIS supplier
with a limited number of customers.
“And we are seeing consolidation among
those smaller customers, especially in the
publication space across Europe.” This is
bringing EFI up against the BIS platforms
from the likes of SAP, Oracle and so on.
These are more general business systems
that have grafted on a print management
module without necessarily understanding
the intricacies of the print industry.
EFI wants to head in the opposite direc-
tion. It starts with the print industry
knowledge and wants to be the specialist
element of a procurement and planning
system that starts with the enterprise soft-
ware providers and feeds to print. It will be
an organic expansion says Cooper, “some-
thing of a first for EFI where we have grown
by acquisition until now.
“We know there’s a demand that we
haven’t provided solutions for them. This is
a huge opportunity going forwards.”
AND IN LINE WITH THE approach that
BIS technology is headed, the cloud will be a
key element of a future focused approach to
managing a print business. It is an inevitabil-
ity. Not only does it suit the MIS developers,
managed services is a key focus for those
providing computer hardware, whether
IBM, HP, Microsoft or Amazon.
But there will no immediate switch to the
cloud. The industry is simply too conserv-
ative for that. Richardson at Optimus
comments: “There are still printers that
cannot pull themselves away from T card
production planning. Others will trust the
data and they want more automation. It is
always down to the human aspect.”
How�to�benefit�from�bottlenecks
UDI ARIELI HAS DEVISED Total Global
Optimisation as the theory that describes
how every print company operates, and how
every print company can improve.
Every business needs a theory. It’s the
lodestar by which the company takes deci-
sions: perhaps lean manufacturing, perhaps
the Theory of Constraints, perhaps six
sigma. Ever since Adam Smith’s The Wealth
of Nations described the division of labour
in making pins, manufacturing has been
about finding the right theory to fit the
business.
The discipline really took off with
Henry Ford’s production lines then Edward
Deming’s Total Quality Management
which has spurred Japanese concepts like
Kaizan, Kanban and continual improve-
ment. In recent years the Theory of
Constraints, described in Eli Goldratt’s
book The Goal, has been popular in the
printing industry. It emphasises the elimina-
tion of efficiency sapping bottlenecks which
act as a constraint on production efficiency.
But this not suitable enough for the printing
industry says Udi Arieli.
He says bottlenecks could help not hinder
efficiency. Arieli, who met Goldratt, and
discussed business optimisation theories
with him, prefers the Theory of Global
Optimisation, which was specially devel-
oped for the printing industry to the more
generic TOC.
TGO IS ARIELI’S OWN THEORY and
explanation for how to manage a print busi-
ness and the task of juggling many different
jobs, papers, delivery times and machinery
in order to achieve a greater efficiency and
profit.
“The printing industry is a job shop or
tailor-made industry and needs its own
theories to handle the bespoke nature of
every job,” he says.
The visible manifestation of TGO is
PrintFlow, a smart, automated, dynamic
scheduling application that is part of
EFI’s Productivity Software portfolio.
Indeed it is the heart of EFI’s different
MIS products, pumping the jobs around
a plant and ensuring that these are
processed in the most effective way.
Udi Arieli believes bottlenecks could
help not hinder efficiency.
…

44 November/December 2018 www.printbusiness.co.uk�
MIS
There is a need to distinguish between
constraints and bottlenecks, these are not
the same. A bottleneck in itself is not a
problem, he argues, provided it does not
become a constraint, at which point action
will need to be taken. But a bottleneck, at
say the press (of any kind, analog or digital),
will allow a manager/scheduler to chose jobs
from the queue to sequence and group jobs
that share the same sheet size paper, format,
colour or any other variable.
“The more similar jobs we include
in groups, the less time is needed for
makeready. This means the switchover
between jobs is reduced, less waste and more
efficient production,” he explains. Like all
his ideas it is blinding common sense; but he
is battling the received wisdom of genera-
tions of printers and the shibboleths of the
printing industry. These need to be disman-
tled in order for a new way of thinking to
take hold. Arieli has a set of presentations,
adjusted to fill the time available, which bust
the myths of the printing industry, up to 40
of them if there is the time.
AND THEY HAVE NOT been devised in
a dusty university office, but from observa-
tions on the shop floor and put into practice.
His petrie dish was the print shop in Israel
that his grandfather and father owned where
he saw first hand how a printing business is
making different products at different times
for different customers. The lessons and
insights formed the basis for the TGO –
Theory of Global Optimisation.
As it suggests, the idea is not to polish one
part of the process, say investment in a super
quick sheetfed press able to make ready in an
instant, if finishing retains the ancient anti-
quated machinery it purchased 20 years ago.
The production problem becomes exacer-
bated because the end to end system is not
optimised. As in quantum physics, in the
Theory of Global Optimisation, everything
is linked.
Arieli has gained converts to the TGO
approach from across the world, perhaps not
as many as the approach deserves. But where
runs are becoming shorter, turnaround
faster and margins tighter, new thinking is
needed. He says: “The problems a printer
faces is how to increase retained margin
when labour and overheads are 50% of the
cost of running the business and material
can be 40%. This means margin is at best
6-8%. Printers have to increase through-
put using the same resources. Consequently
everyone is looking for the silver bullet: what
can I do that will change everything?”
If TGO is not the bullet, it is certainly
the gun. Automated equipment alone is
not enough and by itself is not the silver
bullet many are looking for as many strug-
gling printers have discovered, nor is a
shift to digital printing the silver bullet as
digital printing can be at least as complex
to manage. Nor for that matter is JDF
(not withstanding its limitations) the silver
bullet. “You need all the pieces of the
puzzle to solve the problem of productivity
and profitability, like modern new theories,
modern new equipment, modern software
to manage the business from A-Z ,” Arieli
says. “In print you need to make the plates
or create the files before you can print or
cut and fold. Some processes are serial, but
many can be operated in parallel.
IT IS NOT ABOUT ASSIGNING cost to
cost centre A or B, nor to customer 1 or
customer 2. You have to push for end to end
continuous improvement and as demands
and processes keep changing, continuous
improvement never ends. Job costing like
this gained traction as it was something
that can be counted. However, says Arieli,
“The profit of the company is created by
the sum of all its jobs, not the theoretical
profit on one job. Throughput of all jobs is
more important, so increasing throughput
using the same or less resources is the most
productive way to make a profit. The wider
perspective of a printer should prevail over
the narrow focus on a single job.”
These ideas up end a number of the
standard processes that MIS and printers
follow in making day to day decisions about
what and how to print.
THE SOFTWARE MANIFESTATION
of this is PrintFlow, the application that
Arieli and his team at EFI developed, and
which is now a key part of EFI’s produc-
tivity software suite. MIS is not replaced;
that calculates the price and costs. “Print-
flow will take the least constrained way of
production, and maximise throughput ” he
says. “Scheduling is key to everything. In
slow times, you need to optimise capacity
even more so in order to gain from labour
and material waste reduction, closing down
under utilised cost centres and moving
people to people where they can be the most
productive.
“At times overtime is not a problem, but
can be the most cost effective way of coping,
not in a constrained cost centre which needs
dealing with.
“Then there is the saying ‘if it ain’t
broken don’t fix it’ which is a mistake that
many companies make. Everything else is
changing, the equipment available, the type
of jobs. You have to continue to change to
maximise business potential.”
In some circumstances it will make sense
to print a four-colour job on a six-colour
press if there is a queue of four-colour jobs
waiting to go on press. This puts scheduling
at the forefront, something that many have
ignored or pushed to one side. However,
according to Arieli: “Scheduling affects
everything and is the key tool to turn nega-
tive trends into positive ones.” It is as they
say, something worth thinking about.
Mountain in the cloud
CRISPY MOUNTAIN’S KEYLINE MIS
is typical of a new breed built around open
applications, standard interfaces and calcu-
lations in the cloud.
Three years ago one of the most talked
about MIS systems today did not exist. The
company behind the Keyline MIS is German
software house Crispy Mountain and it was
wrestling with improving logistics systems.
Then came the idea about porting this
experience into helping the automation
of the printing industry. In Germany and
across Europe that is a growing user base
from small shops to the 300-seat system at
Livonia, the largest book printer in Lithu-
ania. In the UK, Paul Warren spotted the
…
Udi Arieli believes bottlenecks could
help not hinder efficiency.Crispy Mountain’s Keyline MIS is built around open applications, standard interfaces
and calculations in the cloud.

MIS
www.printbusiness.co.uk November/December 2018� 45
potential and Cloud to Print has been selling
the technology to printers in the UK. It took
a stand at the Print Show where Colourfast
was announced as the first UK customer,
and a second deal was completed on the final
day at the C2 Group was the second. More
will follow.
KEYLINE IS STILL A YOUNG platform
that is not yet 100% comprehensive. There
is no ganging function for example, but
many MIS systems that have been around
for more than 30 years do not offer a fully
fledged ganging function. There is enough
in place already for it to be worth a look.
Joint managing director Christian Weyer
is cut from the mould of tech entrepreneurs.
He is a neuro scientist by training, who wears
his knowledge of the workings of the human
brain lightly, when introducing the software.
He runs through the way that technology is
seen, at first in terms of the technology it
threatens before shedding those clothes to
emerge as a paradigm changing technology.
Thus the desktop computer sat in an office
to replace a typewriter – hence the paperless
office predictions – before coming of age.
In terms of the personal computer this was
the introduction of iPhone. “This was the
computer as it should be used,” he says.
BY IMPLICATION MANY of the MIS
systems in use in print still belong to the
pre-iPhone era. Keyline doesn’t. It is hosted
in the cloud, giving the developer the ability
to update the software several times a day
without impacting user data. It is built
around open APIs, enabling straightforward
connectivity to third party applications.
That to Salesforce was completed within a
few hours.
This is not the lengthy process that has
handicapped the widespread adoption of
JDF (a format set in the pre iPhone age).
Data is presented in a highly visual way,
making it easy to understand where a job is.
Most importantly though, for Weyer, the
arrival of Keyline is timely. “Thirty years
ago, the industry was characterised by large
orders and slow turnarounds. Over the last
20 years runs have been getting shorter and
shorter and printers have to handle many
more orders but without increasing the
overall administration costs. In that period
there have been numerous improvements
in production technology, but the business
has not been automated because printers
are using the same software as they did 30
years ago.”
The connectivity of Keyline and the
systematic approach that underpins its
technology is the response. “Standardisa-
tion is needed, not of the product, but of
the process,” Weyer says.
STANDARDISATION ALSO requires
agreed semantics, what he described as a
taxonomy, a structure to describe any job
which becomes more precise the deeper into
the description that you get. “Semantics is
the foundation for automation, it is what
is needed for a computer to interpret the
data.” For Keyline this means a consistent
way to enter data, and to build the templates
that define the processes, resources and
materials needed for any job.
“It’s hard work and takes time, but once
you have gone through this, you can auto-
mate pretty easily,” says Weyer.
As the job proceeds, the status is changed
by adding a simple adjective. Thus ‘plates’
become ‘exposed plates’ and a resource that
is available to the next step in the process
that would not be available until being quali-
fied as ‘exposed’. By parsing the stage that
each job is at and what is entailed for each
job, it becomes possible to decide the best
method to produce each job, and when to do
so, batching by job type for example.
There is allowance for the non productive
time, that needed for cleaning a coating unit
for example, which takes a press offline, and
there is appreciation too for time that each
task might take: lamination taking longer
than folding the same number of sheets.
A very experienced production manager
might understand this intuitively, assigning
T cards to the planning board as jobs are
booked in. But the flow today is too fast and
the rules about how long jobs take and what
equipment is used to match the job definition
needs to be distributed across the business.
These are the rules that can be defined by the
user and which are used to build the produc-
tion paths. These can be straightforward says
Weyer: “If the paper specified goes beyond
300gsm, then use this press, for example. We
try to get printers to use the simplest formula
that is possible,” he says. In Germany this can
be a challenge. No printer has yet suggested
that relative humidity becomes a variable that
needs to be understood, but it is only a matter
to time,” he jokes.
Statistics comparing the schedule against
the reality, the costs compared to the esti-
mate, are retained for comparison and to
adjust for the next comparable job. It is
not artificial intelligence, Weyer insists,
but application of smart algorithms. “It’s
not artificial and it’s not intelligent. Our
competitors might claim this is artificial
intelligence but it’s just algorithms, we can
call it machine learning.”
Most tasks that a printers handles are
repetitive “90% don’t need to be intelli-
gent” he says. “We want to free people from
doing the stupid tasks to allow them to do
the intelligent work.”
This opens the way to automation, both
of pricing and especially of scheduling.
During a presentation at the Print Show, he
asked printers present to raise their hand if
the schedule planned at the start of a day was
completed exactly as conceived. Nobody did.
WITH FEEDBACK FROM direct inter-
faces or from iPads if a direct interface is
not available to enter simple data (job at
makeready, running, stopped or finished)
the software can adjust the schedule on the
fly accommodating rush jobs, or those where
artwork has not been signed off or where the
paper has not yet arrived. “Our MIS looks
at planning every five minutes,” he says.
Not even the most obsessed lean manage-
ment maven can do this, let alone during the
turmoil of a typical day of production with
the pressure to deliver overnight. This is the
logistics problem where Crispy Mountain
cut its teeth, where the cloud provides the
ideal vantage point to monitor everything
that is going on in a print business. n
Colourfast celebrates the purchase.

46 November/December 2018 www.printbusiness.co.uk�
PAPER CHINA ANALYSIS
The great wall of ChinaChina’s decision to ban imports of waste from
the west is having consequences for the price
that a printers have to pay for their paper in
Europe.
NOBODY HAS ESCAPED PAPER price
increases this year. It seems to have been
a trend to hike the cost every few months
regardless as if the paper industry is on
some kind of retribution for the years when
printers have used market conditions to keep
paper prices lower than mills and merchants
would like. Simply there has been overca-
pacity in certain grades, an overcapacity that
seems to be coming to an end.
There is no question that paper
consumption is falling, at least that is paper
consumption for printing papers. At the
same time demand for packaging materials
is soaring, particularly for corrugated boxes
spurred by the explosion in online shopping.
This has also encouraged investment in
digital machines to print on corrugated.
While paper companies have scrambled to
covert mills producing graphical papers to
making either carton boards or corrugateds.
This is at it starkest with StoraEnso. In
the summer it announced plans to convert
coated paper production at its Oulu mill in
Finland to produce carton boards. Around
1 million tonnes of coated paper would be
removed from the European market at a
stroke. This is in itself around 13% of total
European production and close to what
is estimated to be the amount of excess
capacity in this part of the world. Only 15
years ago mills producing 250,000tpa were
only marginally profitable and were closed,
a trend which all but wiped out the UK
production of this style of paper. Now mills
need to produce 1 million tea and then are
not assured of continuing support.
That review is ongoing, but there seems
little doubt that it will uphold the original
decision. The only chink of light is that
revenues and margins from paper increased
in Q3, but its packaging division reported a
record busting quarter and the giant forest
products company has already committed
to a €9 million development of a corrugated
plant in Latvia.
StoraEnso’s plans are just part of a wave
of conversions and investments. Paper
industry consultants at Euwid reckon that
for 2019 and 2020 there are already projects
underway that will add 4 million tonnes a
year of new capacity for corrugated.
This is without the conversion projects
that are also in place. So far the amount of
new capacity coming on stream has been
balanced by growing demand, now it seems
that capacity is out running demand and the
familiar paper industry pendulum where
everyone jumps into a segment resulting in
a massive increase is production and supply
without the demand for the material, is back
in play.
The Chinese
government has
decreed that the
country should no
longer be acting as the
recycling centre for
western economies,
with a knock on effect for paper prices.

CHINA ANALYSIS PAPER
www.printbusiness.co.uk November/December 2018� 47
Whether this will save Oulu is moot. Nor
will sentiment that suggests a move back
to print and paper from online marketing.
Printers must brace themselves for more
price increases and perhaps even supply
shortages in some grades in the next couple
of years.
But this has not been the cause of price
increases this year. For that we have to look
east. At China. The Chinese government has
put in place a policy of not accepting waste
from western countries in July last year.
It took effect at the start of this year. The
country wants to eliminate all imports of
recycled material by 2020.
THIS IS CAUSING PROBLEMS in the
plastics industry, and it is causing a massive
problem in paper. Vast quantities of paper
have been sent to China for recycling,
turning into pulp and then carton materi-
als and corrugated. Without this supply of
fibre, China has had to turn to world markets
for its pulp. There is not enough forest cover
in the country to meet demand for pulp and
such as there is is already accounted for.
At the recent EMGE conference this was
spelled out by a number of speakers. EMGE
started as a consultancy for office papers
and now also runs one of the most success-
ful independent conferences for paper in
Europe.
Two-thirds of China’s paper making
industry is dependent on recycled fibre,
amounting to 60 million tonnes, 50 million
tonnes of which has been imported, 12%
of that from the UK alone. This is putting
pressure on the UK recycled paper sector as
it has to find alternative outlets for its raw
material closer to home.
For the Chinese industry there will be
an increase in fibre collection domestically
(one of the strategies behind the policy) an
increase in demand for pulp from recycled
fibres, an increase in imports of paper and
board and a large increase in demand for
virgin fibre pulp. It is the latter two that are
driving up paper prices in the UK.
One way around this is for Chinese
companies to invest in recycled fibre capacity
outside China and use these to produce the
pulp it needs and a number of such projects
are underway. Another factor comes into
play for the US at least. The Trump admin-
istration is levying extra duties on papers
from China, something that is blamed for
the collapse of a web offset print in Hawaii.
recently. And should the trade war continue
and hit imports into the US, there will be an
impact on demand for corrugated.
Berry Wiersum, CEO of Sappi Europe,
provided the view from a European paper
making, looking further into the future than
merely the next 12 months. His presentation
took in the effects of climate change: more
than 20 million cubic metres of spruce trees
in Germany died as a result of this year’s
long hot summer, and if these conditions are
to become the norm, the impact on available
fibre will increase.
At the same time industries are looking to
greater use of trees as a renewable resource
rather than fossil fuels. The current policies
and practices will not be enough to stave off
climate change he warned, bringing it home
by comparing the average temperatures in
the 1950s when his mother was a child and
the conditions when his daughter retires in
2060. Under the current scenario he said
the average temperature will be 7ºC higher.
This will cause major changes to climate and
living conditions.
BUT THE KEY INFLUENCE ON current
price levels has been what is happening in
China. The price of softwood pulp has risen
from less than $1,000 a tonne to more than
$1,250, with Sappi and other papermakers
expecting it to oscillate around the $1,200
level for the next few years. The current
round of paper price rises it seems will stick.
As sustainable alternatives for fossil based
plastics are developed demand for cellu-
lose derived from wood pulp will increases
changing perception of the pulp and paper
industry from one that is responsible for the
destruction of forests and other environ-
mental damage to the saviour of the world’s
consumption led economies.
Consequently packaging in paper and
board is becoming more popular and will
continue to expand, hence the conversion
of capacity that was dedicated to commer-
cial print magazines and catalogues to carton
boards and corrugated.
Globally this also driven by the maturing
economies in Asia and South America where
urbanisation creates demand for more pack-
aging, both to preserve food and for retail
convenience.
GIVEN THESE CONDITIONS IT IS
perhaps surprising that the paper price
has not increased more than it has, a func-
tion of the over capacity that exists as the
traditional printing and publishing industry
declines. And the rise in the price of paper
may hasten that decline. At least one offset
printer has been told that by one publisher
customer that the increase is going to lead
to the closure of some magazine titles in the
new year.
There is hope as Wiersum told the EMGE
delegates, just as those attending the Print
Power conference heard. Print is underval-
ued in terms of influence and as fake news,
spam and concerns abut privacy increase,
print is regarded as a more important and
influential channel.
It always has been for luxury brands that
have understood that they need to stand out
through their choice of paper and quality
of printing. Others will discover this.
Peak digital is coming, perhaps by 2023
when consumers can give no more time to
connected devices and as people turn away
from screen time in favour of a digital detox
each week.
BUT THE PRICE OF PAPER WILL NOT
fall to accommodate this. Instead printers
will need to learn to manage paper better,
opting for slightly lower weights and higher
bulk papers, specifying sizes from merchants
that do not leave trim on the cutting room
floor.
EBB has plans to stock Sappi’s GalerieArt
in a greater choice of weights and formats
from the new year when Sappi becomes its
sole supplier of coated papers. Denmaur
will provide advice to printer on how to
manage paper better. Ultimately however
prices will have to be passed on to custom-
ers. We can thank the Chinese for that. n
Paper mills in China are dependent on recycled
material from the west as a key source of fibre.

The Risetec Super D pre-formed pile de-stacker features
• fully automated management and conveyance of the piles into the system• barcode/datamatrix code controls for automated adjustment to book block
thickness and format• manual input option for products with non-varying dimensions • automatic delivery of the individual book blocks downstream• conveyors with traction gear gravity rollers for gentle handling• electronic components from SIEMENS• touch-screen control panel• processing speeds of up to 2,000 units/hour – uniform format• processing speeds of up to 1,000 units/hour – variable formats
automatic and flexiblefor uninterrupted
production
Tel: 01993 840077 | Email: [email protected]
Web: www.binderysolutions.co.uk
Innovative solutionsfor 21st Century print production
AUTOMATED DE-STACKING SYSTEM
Separates pre-glued /sewn book blocksfor individual downstream processing
* Ideal for reel-fed
print engines with
integrated post-
print paper
management
systems
SUPER Ddesigned, engineered and assembled in Italy by specialist manufacturers for the global graphic arts sector
*

PRINT POWER CONFERENCE
www.printbusiness.co.uk November/December 2018� 49
The pendulum swings backPrint has proved its value against digital in the books sector; interest
is�now�growing�from�the�advertising�and�marketing�sector.�But�first�the facts need to get through to the brands and marketing decision
makers this year’s Print Power conference in London was told.
EARLY IN HIS PRESENTATION Whistl
Door Drop managing director Mark Davies
provided an inadvertent image for the day.
He showed a graph of spend on door drops
over the last decade by one of his clients.
It had flatlined at zero for most of that
time until a spike in 2017 and what will end
up as a larger spike this year. It was as if
someone had applied a defibrillator to the
printing industry and jolted it back into life.
Speaker after subsequent speaker continued
the theme: print had appeared to be a dead
medium wiped away by online and digital
channels, now it was alive. Print may never
again be the only game in town for most
brands, but at least it had found a place.
Davies was not the only speaker to use the
same graph showing the decline in spending
on print for marketing purposes and demon-
strating that spending on digital has rocketed
in that time. It is now forecast to account for
more than 50% of ad spend said the day’s
final speaker Kathrine Punch from August
Media. And with television accounting for
a further 40%, the amount to be shared by
print based media is thin indeed.
BUT BY FOLLOWING the trends the
broadsword approach of print, with no
metrics, no way of measuring the ROI of
a piece of print or print ad, compared to
the rapier precision of digital where agen-
cies can satisfy data hungry clients with click
rates, response times and Facebook activity,
would have no chance. Print should have
become a curiosity, like steam engines.
However, it seems that the digital evan-
gelists have over played their hand. Even
without the quasi-fraudulent numbers used
by social media brands to promote their
effectiveness, there is a consumer backlash.
Davies pointed to the increasing number of
ad blockers in use, the failure of program-
matic advertising to deliver the right
message. It has led to Proctor & Gamble
turning sharply away from digital market-
ing. Its product managers, many digital
zealots, now sit alongside a business analyst
able to see what is really effective. And that is
the door drops and putting product samples
into the hands of a consumer rather than a
‘like’ on a social media channel.
He attributed a renewed interest in the
door drop to GDPR and concerns about
misuse of personal data. A door drop uses
anonymised data and demographic infor-
mation to reach households and consumers
in tightly targeted groups, probably not
qualified customers of the brand. Door
drop becomes an effective tool for customer
acquisition. “It is at the intersection between
reach and effectiveness,” he told the Station-
ers’ Hall delegates.
Equally print had not yet regained
its strength and as digital consumption
and access continues to grow, it cannot
be ignored. Print needs to use the same
language and arguments that have helped
digital gain its dominant position. The
industry has begun to do this, cooperating
on research to prove that something arriving
through the letterbox is read multiple times
and hangs around for 18 days before reach-
ing the recycling bin.
THE SAME RESEARCH underlined how
door drops followed by a piece of direct
mail can magnify the return over both used
separately. It gives the agencies evidence to
support print. The problem though is not
with the agencies. The creative characters,
whether at director or intern level, love print
and enjoy it – the Sunday papers in a country
pub, the look and feel of an effective …
Audience in Stationers’ Hall was rapt by
presentations about print’s effectiveness at all points in the purchasing cycle.

CONFERENCE PRINT POWER
50 November/December 2018 www.printbusiness.co.uk�
piece, and they think print according to
Punch’s work to understand why agencies
and their clients are not as in love with print
as their personal experience suggests they
should be.
The blame, she says, lies with their
clients, the brands that want to say that any
campaign elicited measurable results in the
short term. “And clients are obsessed with
‘share of voice’ compared to their competi-
tors,” she said. “Because of this very few
are prepared to step out and do something
different.”
It means that agencies have their hands
tied when making recommendations. At its
most extreme, one agency, supposed to be
advising how to make an impact through
most effective choice of media was told that
billboard sites had been booked in March,
six months before the content and message
of the campaign had been decided. When
the internet first arrived, using websites and
banners was considered daring and print was
the safe option. Now it appears that print
carries the risk.
BUT THE SHEER VOLUME of content
flowing through websites, emails, SMS and
social media channels like Facebook is creat-
ing so much noise, that some are finding that
print is best able to achieve cut though.
Dan Davey, CEO of Progressive Content,
has been on this journey. His was a story
about the growth of customer publications
as an alternative to major magazines, and
then wholesale adoption of digital media,
able to target individuals with negligible
cost other than the ongoing costs of creating
content (where his business steps in). “Why
send a piece of direct mail, when you could
send an email for close to free?” he said was
the universal question a decade ago. “But
now things are changing. Print is being
recognised as offering a real difference – real
value that digital can’t always match.”
AND THE GIANTS OF THE digital world
have recognised this: Facebook’s publication
of Grow, a magazine focused at business
decision makers about why they ought to use
print; Google’s Think publication and others
from AirBNB and even Amazon’s bricks and
mortar supermarket to be joined by Google’s
pop up shop in London.
“Companies need to do more to get
people’s attention and print can easily do
that,” he explained. And when those people
are on the top floor, executives making
decisions about major investments, a piece
of print is valued and trusted, that the
publisher thinks enough of the reader to
go to the trouble and cost of printing and
mailing a magazine or book. “These people
are digital weary and digital wary,” Davey
said.
According to surveys quoted several times
during the day, print is trusted above digital
channels by people across the age spectrum.
There are the tactile advantages of print.
It is a medium without distractions for the
growing number of consumers that want to
switch off from the digital haze. That adver-
tisers dislike this will be another factor in a
renewed interest in print.
However, facts are necessary, said Vanessa
Clifford, CEO of Newsworks, a body to
deliver the facts about advertising in news-
papers. This was not about the exclusive
use of newspapers to the detriment of other
channels, but how the right message using the
right medium can have a multiplying effect on
a consumer’s intention to make a purchase.
HER RESEARCH WAS THOROUGH,
calling on a wide range of analysis, even
studies promoting television and radio, to
show that planners and buyers underesti-
mate the power of print. Consumer research
finds that newspapers are the third most
important influencer and magazines fourth;
the same questions posed to agencies found
that newspapers are ranked eighth and
magazines tenth. Online video was rated
highly by agencies even though Facebook
has admitted that very few people actually
view the majority of these films.
The result is a piece of work that can
place any advertiser within a matrix for how
it ought to divide its budget across the chan-
nels to achieve the greatest return and profit.
The sweet spot for a supermarket’s market-
ing spend is between 19.4% and 31.3%
towards newspapers. Above this there is
little marginal gain. In 2013, supermar-
kets were directing 23.2% of their budget
to newspapers: in 2016 this had fallen to
16.2%. Spread across all sectors, inefficient
use of print means that brands are losing out
on £3 billion of profit she said. “It’s what
print can do,” she pointed out.
In truth, the case for print is about a
slower burn, about brand building rather
than a call to action where the speed of
digital holds sway. Few consumers can recall
digital advertising and the limited format of
a mobile phone restricts creativity and the
message. The instant response of the Face-
book like (not a click through because as one
speaker pointed out “you are more likely to
survive a plane crash or climb Everest than
click through a banner ad”) has distracted
the agencies, what Davey called ‘vanity
metrics’. “Each channel does something
unique and we need to prove what that was,”
said Clifford.
Scott Barclay, Williams Lea TAG,
produced a graph to show the consumer
journey from awareness to purchase and
which media delivers the influence at that
point in the journey. “Print remains a
significant channel: it’s a vital and enduring
part of the communications method.” In
the days of bots, Russian bloggers and click
farms in the Philippines “print side steps
these issues. And it has the high value that
online can’t give you”.
THIS SUMMATION COULD NOT be
bettered, a message that 200 delegates could
take away and employ across their own busi-
nesses. And there were practical examples
of the power of print from cancer care
charity Macmillan, where millions of infor-
mation booklets are consumed each year.
These provide clear, concise, accurate and
trusted information that those receiving an
unwelcome diagnosis require. In the confu-
sion of differing opinions found on websites,
blogs and forums, there could be no better
example of just how important print in real
life actually continues to be. n
…
BPIF CEO Charles
Jarrold hosted the
morning sessions,
pointing out that
printed books
have made a very
welcome return
to popularity.
BCF SEMINAR LED UV
www.printbusiness.co.uk November/December 2018� 51
The silver lining to LED UV printingThe BCF staged seminars in Edinburgh and Birmingham to bridge
the knowledge gap that is evident in LED UV for litho and label
printing. For any hard pressed printer or converter, there are multiple
advantages, speaker after speaker explained.
THE RISE IN INTEREST in LED UV
curing is unstoppable. There are more than
500 installations of the technology, some
retrofitted to sheetfed litho presses world-
wide, numerous installed as new since 2008,
and in addition there are around 250 narrow
web label presses with LED fitted. In addi-
tion the technology is beginning to make
inroads into newspaper and heatset web
offset printing.
But as the first UK Shining the Light on
LED UV seminar organised by the British
Coatings Federation revealed, there is still a
yawning information gap. This can lead to
misleading information both in favour and
against the technology and certainly about
what is what is not possible with light emit-
ting diodes.
Even during presentations some stated
that LEDs were available only at the
365-395 nanometer wavelengths that create
UV-A energy for a penetrating cure and
are used in printing. This is very differ-
ent from the broad spectrum UV that is
created by conventional mercury vapour
lamps and which includes UV-C for a strong
surface cure.
THE LIMITED RANGE OF UV ENERGY
limits the abilities of the chemists at ink
companies to deliver inks and coatings that
meet the requirements that printers have.
If LEDs with different wavelengths could
be combined, a new set of photoinitiators
might be used and new applications open
up. This are not yet available said speakers
from Sun and IST.
But they are responded Phoseon. The US
company has supplied more LEDs than any
other (100,000 diodes for printing according
to Rob Carson) and now has a 210nm version
in its catalogue. It might be too costly, not
powerful and enough and not yet readily
available. But it exists and over time, a short
time, these issues will surely be solved.
It is an indication that LED UV is still a
relatively immature technology where inter-
actions are not fully understood. Richard
Wilson, a consultant who has a formidable
expertise in retrofitting LED technology,
says that the technology has been applied
to presses from narrow web to a Heidelberg
Speedmaster XL162.
“ALL THE MAIN PRESS manufactur-
ers support the technology. And it will
break into packaging. It has done this at a
heatset web offset printer where the conven-
tional dryer has been switched off and the
company is running LED UV with no emis-
sions,” he said.
This will be a spur to adoption in commer-
cial web offset. In many countries legislation
is restricting emissions that industry can
create, particularly in urban areas where
many printers in Europe and the US are
located. In Japan where such installations are
not unusual, the impetus towards LED has
been about saving energy as well as reducing
emissions.
Wilson also called for better information.
“We need best practice guidelines: the toler-
ance for running a litho press is a lot tighter
than with conventional inks. UCR is essen-
tial: ink coverage should be no more than
320%. This is because UV inks can feed
back and blend into the yellow ink resulting
in a dirty image.”
To remedy this he suggests that printers
consider changing the lay down sequence of
inks and keeping a close check on density
measurements which will also differ from
those a printer may be used to. Matched
fount solutions, roller coverings and blan-
kets are essential.
AND WHILE ONE OF THE BENEFITS
of running with UV is that it becomes much
easier to print on uncoated papers and non
standard substrates (both highly absorbent
and non-absorbent), it is not an automatic
win-win. Rougher papers where there can
be abrasion of the surface or on silk papers
where the coating may flake from the paper.
A lick of seal will stop this.
“Don’t just buy a lamp unit, put it and run
because you will come up against problems,”
said the consultant who has been adviser on a
large number of retrofit projects.
This means that inks, founts, rollers and
press settings need to be taken into consider-
ation. Nick Ivory, Sun Chemical, explained
that ink makers are hampered by the limited
number of photoinitators that operate in the
spectrum of LED UV energy.
And when they do there is a tendency to
yellow: not noticeable in dark colours, but
obvious in clear coatings. “And as 395nm
is very close to visible light, UV products
are prone to ambient light curing,” he said.
“We would suggest duct covers or filter- …
IST believes
that LED will boost demand.

LED UV BCF SEMINAR
52 November/December 2018 www.printbusiness.co.uk�
ing films, treatment to the lighting in the
pressroom to prevent this.”
There is also the risk of oxygen at the
surface of the ink inhibiting the curing
action by reacting with the free radical
compounds before they can link up. This is a
greater risk for low viscosity flexo inks than
litho paste inks.
Inkmakers could research new photoini-
tiators, but the process of having these
assessed for safety and then registered for
use, is lengthy and expensive. Few suppli-
ers want to endure the trial. “We would like
to use UV diodes at 250-365nm so expand
the range to one very similar to conventional
mercury lamps. It is easier to wait for LED
providers to deliver their technology – it will
be faster than waiting for new photo initia-
tors to be approved.”
The solution to the yellowing problem he
suggested is a combination of LED to cure
the process colours and a conventional lamp
after the coating unit and running a stand-
ard UV coating. Lamp design has leaped
forward as energy output has increased. The
first units needed to be close to the substrate
with relatively low ink coverage. Now an
IST unit can be positioned 80mm above the
sheet and will deliver a peak power of 40W/
cm2. “But the distance above the substrate
and the optics will bring that down to 13W/
cm2,” says Chris Schofeld, joint managing
director of IST UK.
For narrow web and digital press applica-
tions, the diodes are close to the substrate
so little help is needed. For sheetfed litho,
reflectors and optics are needed to deliver
enough power across a swathe of each sheet
in order for the press to run at 18,000sph.
This is well below the energy consumed
by the hot air dryers on a litho press and
below the energy needed by a standard UV
system. Craig Bretherton, K&B product
marketing manager, explained that a B1
press with two inter deck lamps and three
in the delivery will use 107kW/hr; a single
LED array will run at 14kW/hr.
The press manufacturer has two UK
installations and takes a holistic view over
the economic viability of LED. “We don’t
just look at the ink costs. There’s lots of
areas are not considered: non productive
time while waiting for sheets to dry, the
saving from reprints, reduced costs in the
finishing department from faster running
and the well documented ability to print on
uncoated substrates.” It amounts to LED
UV having a cross over point with conven-
tional litho at around 7,000 sheets.
Nevertheless Kevin Creechan, manag-
ing director at J Thomson Colour, one of
K&B customers, told the delegates that the
calculations alone were not convincing. He
presented one of two case studies, explain-
ing that the investment in a six-colour LED
UV press alongside a ten colour perfector
was “a leap of faith” as the figures were not
clear.
“We asked ourselves could we afford not
to do it?” When the company looked at the
time it spent cleaning down the coating
unit on the existing six-colour press which
would no longer be needed when printing
UV. Suddenly 12 hours of production time
were freed up each week.
“IT’S THE BEST THING WE HAVE ever
done,” he says. “I’m still not convinced we
would do it on the ten-colour press. It’s for
the high quality work, for difficult substrates
and we can turn jobs the same day.”
Creechan admits that the printer is
cautious but found each of the press suppli-
ers it spoke were advocating some kind of
UV printing leading to further investigation
of the technology. “But we didn’t want to go
with anything but LED, thinking that other
forms of UV will be not be viable three years
down the line,” he says.
The figures, however, did not add up for
the ten-colour press. This is the machine
for the longer run work, which by impli-
cation have a longer turnaround time. The
six-colour is handling more work than
anticipated because of the clear production
benefits beyond the press.
It is also using a 1% dusting of spray
powder, used not for drying but to prevent
any risk of blocking. A lick of coating is
applied to silk coated papers, not for any
problem with the printing process, but to
add a protective film to stop the paper’s
surface flaking off when finished brochures
were stacked against each other in the deliv-
ery box.
THE BIGGEST IMPACT, HE SAYS, has
been on one regular job printed on Natura-
lis. “We would print one side and leave that
for two days before printing the reverse side;
then it would sit for another two days before
thinking about finishing. Now it takes one
hour to do the whole job,” Creechan says.
Dave Stones, sales and marketing direc-
tor at B&B Press, was equally enthusiastic.
The LED UV goes hand in hand with setting
a new platform for print, changing the
perception in the minds of the 25-30-year-
olds that are charged with designing and
buying print. “We do what we say we are
going to deliver to them,” he says.
It has created the Be Brilliant club to
widened the discussion around print and
inviting buyers into a working place where
jobs are printed cleanly without spray,
where there is no waiting time and where the
consumables are sustainable. “It took us six
months to get the chemistry right,” he says.
THERE WAS ALSO A LEARNING curve
for operators and to understand how LED
affects the quality of a job. Creechan had
noted this being called in to a client to explain
why a reprint looked different compared to
the initial run. “I pointed it out that it looked
better,” he says. J Thomson Colour has
subsequently won all that customer’s busi-
ness. This would not have been part of the
…
Ink manufacturers have a restricted palette of ingredients to select from.
BCF SEMINAR LED UV
www.printbusiness.co.uk November/December 2018� 53
business plan, nor would there have been a
figure against the energy savings from using
the instant drying system rather than hot air
or IR units. Stones says that this amounted
to a 75% reduction.
INSTANT DRYING HAS AN IMPACT
on colour behaviour on press. Where Stones
had been buying spot colours to achieve the
result customers want, it has shied away
from purchasing spot colours sensitive to
LED UV. These are expensive, says Stones.
“but the colour gamut is much better so
we buy very little spot colour. Just because
you can does not mean that you should and
customers accept the colours that come from
CMYK.
“The biggest frustration is trying to teach
and engage people about why they should
pay a little more for a quality product that
we believe is worth paying a little more for.”
This can mean running comparison
sheets between the processes to highlight
the difference. It has also attracted other
work. A greetings card publisher needed
bespoke envelopes to match the cards and
B&B supplies flat sheets printed on enve-
lope paper, responding a lot faster than the
customer had been able to print previously.
“It means that they can work on making
envelopes immediately they receive the
sheets from us,” he says.
As with Wilson, Stones believes that
education is needed and not just in bring-
ing together the different elements of the
technology. Many printers remain in the
dark about LED UV, let alone the custom-
ers. Suppliers need to work with the printers
on projects to educate the clients in order to
get the word out.
This is also the case in label printing.
Mark Andy has installed countless LED UV
presses around the world, far more in North
America than in Europe. This is because
Phil Baldwin mused, label printers in
Europe had already converted to UV flexo,
but using standard mercury vapour lamps.
In North America it was a bigger leap from
water based inks to UV and it made sense
to leap the chasm to the newest technology.
Keith Redmond from Flint Narrow
Web puts the global base of LED UV label
machines at 250, 160 of which are in the US
and 40 in Europe. Many are also swapping a
conventional lamp for an LED version and
running hybrid press set up. This will enable
some energy savings, but may compromise
the ability to run thinner films or highly
heat sensitive products that is a key part
of the appeal for label converters and their
customers.
A thinner film will mean less environ-
mental impact and many more labels on a
reel and a longer run time on press without
stopping to change the reel. There are also
no moving parts as the lamps are either on
or off, cutting the need to shutter lamps or
for cooling down and warming up periods.
Companies like IST UV have responded
with systems that are hot swappable between
conventional and LED arrays. The switch
from one to the other takes only minutes.
The same switch on a sheetfed litho press
will take a little longer, but the same ethos
of changing the lamp unit only and keeping
control cabinets, applies.
It is a step forwards towards a mature
market. Before that the implications for
the technology, whether offset or flexo, are
about educating the market that here is a
technology that brings many of the bene-
fits associated with digital printing with
the known advantages of litho and other
analogue printing technologies. n
The quality alternative to OEM perfecting jackets.
• Guaranteed for +36 million impressions
• Independent engineers available for installation
• Over 1,800 successful installations worldwide
Available for most Litho Offset presses.Including Heidelberg SX102, SX74 & SX52
Contact Bluprint UK LTD
[email protected] | 01375 679700www.bluprintuk.com
SCAN FOR OURNEW CATALOGUE
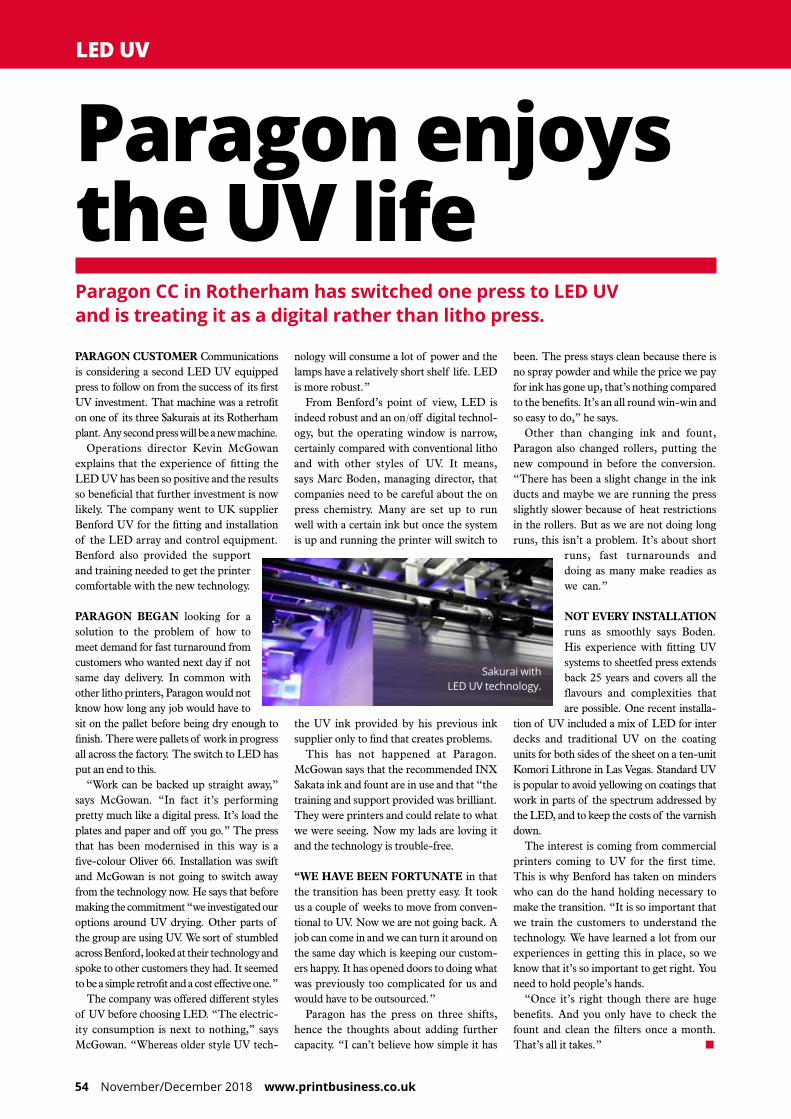
54 November/December 2018 www.printbusiness.co.uk�
LED UV
Paragon enjoys the UV lifeParagon�CC�in�Rotherham�has�switched�one�press�to�LED�UV�and�is�treating�it�as�a�digital�rather�than�litho�press.
PARAGON CUSTOMER Communications
is considering a second LED UV equipped
press to follow on from the success of its first
UV investment. That machine was a retrofit
on one of its three Sakurais at its Rotherham
plant. Any second press will be a new machine.
Operations director Kevin McGowan
explains that the experience of fitting the
LED UV has been so positive and the results
so beneficial that further investment is now
likely. The company went to UK supplier
Benford UV for the fitting and installation
of the LED array and control equipment.
Benford also provided the support
and training needed to get the printer
comfortable with the new technology.
PARAGON BEGAN looking for a
solution to the problem of how to
meet demand for fast turnaround from
customers who wanted next day if not
same day delivery. In common with
other litho printers, Paragon would not
know how long any job would have to
sit on the pallet before being dry enough to
finish. There were pallets of work in progress
all across the factory. The switch to LED has
put an end to this.
“Work can be backed up straight away,”
says McGowan. “In fact it’s performing
pretty much like a digital press. It’s load the
plates and paper and off you go.” The press
that has been modernised in this way is a
five-colour Oliver 66. Installation was swift
and McGowan is not going to switch away
from the technology now. He says that before
making the commitment “we investigated our
options around UV drying. Other parts of
the group are using UV. We sort of stumbled
across Benford, looked at their technology and
spoke to other customers they had. It seemed
to be a simple retrofit and a cost effective one.”
The company was offered different styles
of UV before choosing LED. “The electric-
ity consumption is next to nothing,” says
McGowan. “Whereas older style UV tech-
nology will consume a lot of power and the
lamps have a relatively short shelf life. LED
is more robust.”
From Benford’s point of view, LED is
indeed robust and an on/off digital technol-
ogy, but the operating window is narrow,
certainly compared with conventional litho
and with other styles of UV. It means,
says Marc Boden, managing director, that
companies need to be careful about the on
press chemistry. Many are set up to run
well with a certain ink but once the system
is up and running the printer will switch to
the UV ink provided by his previous ink
supplier only to find that creates problems.
This has not happened at Paragon.
McGowan says that the recommended INX
Sakata ink and fount are in use and that “the
training and support provided was brilliant.
They were printers and could relate to what
we were seeing. Now my lads are loving it
and the technology is trouble-free.
“WE HAVE BEEN FORTUNATE in that
the transition has been pretty easy. It took
us a couple of weeks to move from conven-
tional to UV. Now we are not going back. A
job can come in and we can turn it around on
the same day which is keeping our custom-
ers happy. It has opened doors to doing what
was previously too complicated for us and
would have to be outsourced.”
Paragon has the press on three shifts,
hence the thoughts about adding further
capacity. “I can’t believe how simple it has
been. The press stays clean because there is
no spray powder and while the price we pay
for ink has gone up, that’s nothing compared
to the benefits. It’s an all round win-win and
so easy to do,” he says.
Other than changing ink and fount,
Paragon also changed rollers, putting the
new compound in before the conversion.
“There has been a slight change in the ink
ducts and maybe we are running the press
slightly slower because of heat restrictions
in the rollers. But as we are not doing long
runs, this isn’t a problem. It’s about short
runs, fast turnarounds and
doing as many make readies as
we can.”
NOT EVERY INSTALLATION
runs as smoothly says Boden.
His experience with fitting UV
systems to sheetfed press extends
back 25 years and covers all the
flavours and complexities that
are possible. One recent installa
tion of UV included a mix of LED for inter
decks and traditional UV on the coating
units for both sides of the sheet on a tenunit
Komori Lithrone in Las Vegas. Standard UV
is popular to avoid yellowing on coatings that
work in parts of the spectrum addressed by
the LED, and to keep the costs of the varnish
down.
The interest is coming from commercial
printers coming to UV for the first time.
This is why Benford has taken on minders
who can do the hand holding necessary to
make the transition. “It is so important that
we train the customers to understand the
technology. We have learned a lot from our
experiences in getting this in place, so we
know that it’s so important to get right. You
need to hold people’s hands.
“Once it’s right though there are huge
benefits. And you only have to check the
fount and clean the filters once a month.
That’s all it takes.” n
Sakurai with LED UV technology.

INFORMATION/TECHNOLOGY LARGE FORMAT
� www.printbusiness.co.uk November/December 2018� 55
KM joins large format sector with hybrid pairKONICA MINOLTA has intro-
duced its first self developed
large format inkjet printer for
display graphics under its own
name at the Print 18 show in
Chicago.
Previously the company has
had a deal to sell EFI Vutek
machines, but while there are
Konica Minolta inkjet printers
for textiles, there has been none in
the commercial and display print
space. That is changing with the
introduction of the AccurioWide
160 and AccurioWide 200, 1.6
metre wide and 2.0 metre wide
hybrid machines respectively.
Both operate with Konica
Minolta 1024i printheads giving
a resolution of 1440x720dpi.
The printhead is in widespread
use in other sectors and uses
a high pigment ink which is
claimed to give a thinner ink
layer and reduce overall ink
volumes required.
Speed is dependent on reso-
lution. The AccurioWide 160
comes in a four-colour plus
white or six-colour versions,
while the AccurioWide 200
offers six-colour plus white
printing. Both combine LED
UV and conventional UV curing
for speed across the range of
substrates.
The AccurioWide 160 will
print at 63m2/hr in draft mode,
falling to 7m2/hr in finest
quality. It will print on most
media including rigid sheets to
45mm thick.
Konica Minolta will link the
machines to its FD-9 scanning
spectrometer and both FD-5
and FD-7 hand held spectropho-
tometric colour measurement.
These link to the AccurioPro
WideDirector workflow appli-
cation. This automates step
and repeat image placement,
nesting colour profiling and
offers suggestions about optimal
settings having analysed and run
a preflight check on the incoming
digital file. It will balance produc-
tion across multiple printers.
The move comes hard on the
heels of Ricoh’s first flatbed/
hybrid printer the Pro T7210,
which is now available in the
UK. This is in a different class
with a 50m2/hr standard mode
and twice that in draft mode.
It also offers primer and clear
ink channel and is config-
ured as a flatbed rather than a
hybrid printer.
Rocket�takes�off�with�new�Vutek
ROCKET GRAPHICS has taken
on an additional unit, installed a
3.2metre Vutek hybrid printer
and increased its cutting capacity
with a 3.2metre Zund to accom
pany the printer. The extra space
adds 30% taking floor space to
2,600m2.
Sales director Antony Rider
explains that the extra capacity
will allow the Watford company
to keep ahead of demand. “The
Vutek will let us produce what
used to take 15 hours on our
Mimakis in six hours with no
loss of quality and the same
versatility,” he says.
The Vutek LX3 UV hybrid
printer joins a 5 metre wide
Vutek GS5000r roll to roll
printer and a 3.2 metre MTex
dye sublimation fabric printer.
There are also five Mimaki roll
printers, the most recent of
which is a JV300 1.6 metre wide
LED UV print.
And the boost in capacity is
needed. The company recently
delivered wraps and graphics
for the Ryder Cup near Paris,
producing the structures and
mounting for 42 sponsors in on
site hospitality pavilions. This
required more than 3 km of
fabric, printed, mounted and
delivered to the course near
Paris in two weeks.
“We have to have the equip
ment to be able to react quickly,”
says Rider. Equally important
is accurate colour matching
across all the devices. Rocket
purges every machine every day
“so that we can guarantee the
quality” he adds.
The extra floor space will be
used in a variety of ways, build
ing the structures to support the
fabrics stretched over them, or
bringing in 100 vans for wrap
ping as it did for a recent project.
“We specialise in experi
ential jobs for events, some
bespoke retail: most work is for
agency customers where we can
add value rather than supply
commodity print. That comes
through adding our ideas and
prior experience. It’s this that
helps us to grow.”
The new cutting table, a Zund
G3, provides greater automa
tion and expands the maximum
width processed to 3.2 metres
from 2.2 metres. it will increase
throughput of print work that
needs cutting down before
shipping.
Demo�time��at�Zund
NICKI KAY has taken over as
managing director of Zund UK
in time for a twoday open house
at the UK demonstration centre
in St Albans.
She fills a gap left when
Stuart Cole stepped because
of ill health earlier this year.
Her career to date has been in
manufacturing and component
supplier, but outside printing. A
first task will be integration of
ERP and CRM in the UK with
the Swiss head office.
The open house was a show
case for G3, S3 and D3 flatbed
cutters running display print and
leather cutting applications.
KM’s AccurioWide 160 prints 1.6 metres wide at 1440x720dpi.
New Vutek in the new space at Rocket.
Zund open house showcased
G3, S3 and D3 flatbed cutters.
…

LARGE FORMAT INFORMATION/TECHNOLOGY
56 November/December 2018 www.printbusiness.co.uk�
HP introduces flatbed latex to UK usersHP’S R2000 hybrid latex
printer made its UK debut at
the Print Show. The R1000 was
launched at Fespa, too late for
the Sign & Digital event earlier
this year.
These are the first two hybrid
machines which will replace
existing UV ink flatbed and
as with the original roll to roll
latex printers expand into an
extensive portfolio. The advan-
tages of latex ink come with its
flexibility, its minimal environ-
mental footprint (because it is
water based) and its broad range
of applications, including criti-
cal areas like children’s rooms,
restaurants and hospitals.
The challenge for flatbed
printing is to manage the water
based inks and achieve adhesion
on non porous rigid substrates,
something which has help propel
the popularity of UV ink.
Without being specific, Ignasi
Avellaneda Malgosa, HP tech
nical consultant, explains that
there have been slight changes to
the ink to achieve this. Whatever
these are, it has worked. The ink
moves with the material as it is
bent with no signs of flaking or
cracking.
Operation of the printer
has drawn from a wide range
of experience to make this as
simple as possible. It is largely
maintenance free using auto
mated routines to minimise
intervention. There is touch
screen control designed to be
highly intuitive to use, following
on from the roll to roll versions.
The belt under the heads has
a vacuum to hold materials in
place and to pull the roll mate
rial through the press without
skewing, something that can
limit the performance of hybrid
machines. On the R2000, the
roll can be left to print overnight
he says.
“UV printing has been
around for 20 years and is well
established,” Malgosa contin
ues. “But it is limited in quality
and in coping with flexibility
and versatility of media. With
UV, because the ink is dried
on the surface there is always a
raised image.
“In contrast we print with
a very thin layer of ink which
because it is transparent takes
on the characteristics of the
surface media, whether matt or
gloss, smooth or textured. And
these colours have been show to
be very bright using latex giving
a larger colour gamut than four
colour UV.”
White ink has been added in
response to customer demand.
Again this will take on the prop
erty of the media being printed
he says and “it is not a white that
will become yellow”.
The white print unit can
be completely removed when
not in use and plugged in
again without fear that the
nozzles have become clogged.
In use, the white ink is
constantly being circulated to
prevent this. “There is never
any need to purge the white,”
he adds.
R2000 attracts attention at the Print Show.
Lighting�up�opportunities
LEACH IMPACT has unveiled
its latest display panel, the
Vision Lightwall, to appeal to
retailers aiming to make a high
impact in a small space.
The panel is a self assembly
lightweight pop up unit with
various lighting options includ
ing built in video screens, LED
edge lighting and backlighting.
There are three main formats
to a maximum of 2 metres tall by
3 metres wide. And while aimed
at giving a striking impact to
hard pressed retailers, the Vision
Lightwall has also attracted the
attention of events businesses
and the company is hoping the
reusable unit will appeal. “The
level of waste left behind at
trade shows and conferences is
staggering,” says head of inno
vation Mike Willshaw.
Atlantic�bolsters�service
ATLANTIC Tech has extended
service coverage for both HP
and Mimaki solvent and latest
large format printers.
The company has taken in
Stuart McBride and Graham
Harvey from Hybrid Services
to strengthen the service team
with experience of the Mimaki
rolled and flat bed printers and
from McBride’s experience with
Art Systems, deep knowledge of
HP’s machines also.
Dale�widens�outlook�with�AnapurnaDALE STUDIOS has upped
capacity and is looking for a
business transformation after
installation of an Agfa Anapurna
H3200i LED, supplied by
dealer iSub.
Creative director Ben Millard
says that the company chose the
3.2 metre wide hybrid press
rather than dedicated roll to
roll printer to cope with over
flow and additional flatbed work
from its existing machines.
The Anapurna has plugged
into an existing Caldera work
flow. Millard says: “Our growth
over the last ten years has been
rapid and with the addition of
the new Agfa, we fully expect to
keep this going.” n
Ben Millard with i-Sub’s Emma Plant.
Portable lightwave product.
WE MAKE INNOVATIVE
USE OF TECHNOLOGY
AND CREATIVE PROBLEM
SOLVING TO BRING YOUR
WORK TO LIFE.
0 1 1 4 2 9 4 5 0 2 6
s a l e s @ r o u t e 1 p r i n t . c o . u k
w w w . r o u t e 1 p r i n t . c o . u k

58 November/December 2018 www.printbusiness.co.uk�
ONLINE PRINTING INFORMATION/TECHNOLOGY
Cats delivers solutions for personalised productsCats Solutions has found its personalisation workflow software is a solution that retailers have been looking for.
GREG SMITH HAS been quiet of late.
The managing director of Cats Solutions in
Swindon has simply been too busy handling
inquiries from the sorts of brands and clients
that other printers would give their eye teeth
to work for.
He brought the reason for the interest to
the Print Show at the NEC with a corner
stand under the Emagination brand. It
demonstrated that pretty much anything can
be printed, and that if it can be printed then
it can be personalised with print. Conse-
quently there were chocolate bar wrappers,
phone cases, even greetings cards featur-
ing a Mr Potato Head cartoon figure that
can be generated in millions of potential
combinations.
The secret is not in the printing, that is
relatively straightforward and a case of
fitting the required object in a jig for the
Canon Arizona flatbed UV inkjet printer.
Nor is it in the storefront applications that
enable consumers to place orders for the
personalised paraphernalia. The secret is in
the software that links the order received at
the front end to the job queue on the printer
with minimal touch points.
It solves the production problems that
personalisation has bumped up against.
“The brands tell us ‘we know there’s a
market place that we can identify, but we
don’t know how to do it. We can’t find the
easy to use software and we have no clue
what to do’,” says Smith. In short, online
retailers can capture personal details and
payments but cannot manufacture and
deliver.
On the production side in Swindon,
incoming jobs are fed through automatically,
ganging up similar work on the same print
run. It’s about organising the workflow by
the media used, not by the customer, Smith
points out, and being able to assign the
finished jobs to their destinations.
WHERE CATS CANNOT produce the
job on its own equipment it will find the
way to do so. At the Print Show, Smith was
proud of a knitted scarf that is produced on
demand and fully personalised, not a poor
quality product that has been over printed.
He points to stationery set where all compo-
nents, pencils, ruler and so on, carry the
name of the girl who will receive it as a
birthday present.
Any existing software for this is at best
clunky Smith explains. His business has
called on its years of experience in deliver-
ing overnight digitally printed work through
automated processes for a wide spread of
customers to do the same with new styles
of print. “This is on demand production of
printed products,” he says. “We have the
app designers and have been able to plug
into the retailers’ websites or to a white
label site. The retailers can send the order
for existing suppliers to produce or we can
supply what they want.”
For the Mr Potato Head card for example
this can include one of a possible 30 million
designs and the image on each card is
repeated on the envelope being sent out.
“It’s the next level of product innovation,”
Smith says.
THE INTERACTION WITH brands and
retailers has led to pop up print operations in
stores for peak season to deliver on the spot
personalisation, often using OKI printers.
“Now the brands and retailers are getting
on board with this. They don’t know how
to go about it and we can solve their prob-
lems,” he says.
Early on Smith had to decide whether to
lock down the software and handle all the
work internally or else to licence the appli-
cation so open up the market. The first
option would have meant creating the largest
warehouse in Swindon to accommodate all
manner of products to be personalised, and
becoming a distribution business. He chose
the second route.
Now the software is available to others
who want to tap into the rapidly expanding
opportunity. There were dozens of leads
to follow up from the exhibition to show
that this seems to have been the right call.
And there were thoughts to ponder for the
company’s next move. When it becomes
possible to make the products, using 3D
technology, as well as to print on them,
expect Greg Smith to be there. n
Greg Smith and software screens.
•
•
•

PAPER INFORMATION/TECHNOLOGY
60 November/December 2018 www.printbusiness.co.uk�
EBB strengthens position with Sappi for 2019EBB HAS STRENGTHENED
its three year old partnership
with Sappi. From the start of
the new year, the merchant
will concentrate purely on
Sappi as supplier of coated
woodfree papers, in sheet and
CutStar reels.
EBB had switched to Sappi
when Antalis took on distri
bution of the MSC range of
papers four years ago. Now it is
dropping distribution of Lecta
and Burgo papers in favour of
Sappi’s GalerieArt brand.
Sappi is the largest paper
maker specialising in woodfree
coated papers in Europe and at
the Gratkorn mill in Austria, it
produces around 1 million tonnes
a year. The move will assure EBB
of continuing supply of coated
paper as moves elsewhere are
likely to change the supply in the
coming 12 months. And EBB
is the UK’s largest supplier of
coated woodfree papers.
EBB will expand the range of
sizes and weights of the Sappi
substrate to cover gaps that had
been filled with product from
other suppliers says sales and
marketing manager Kevin Smith.
“There is no need to double what
we hold in the warehouse, but we
will be making sure that we have
everything covered but stock
ing in greater depth,” he says,
“including more short grain
product.”
“We had initially considered
moving from three coated paper
suppliers to two, but followed
the logic and decided to go with
one.” Having a single supplier
eliminates the costs associated
with double stocking and with
modern production, there is little
to distinguish one brand from
another. “Sappi is the supplier
that creates fewest complaints
from printers,” Smith adds.
StoraEnso has proposed
switching its Oulu mill in
Finland from coated printing
papers to packaging grades,
which would remove some
1 million tonnes a year from
the market. Burgo has also
been investing in packaging
grades and while Sappi has also
switched to speciality packaging
papers, it remains committed to
coated woodfree papers, invest
ing to improve productivity at
the Gratkorn mill.
Sappi Gratkorn mill in Austria is
its largest coated paper producer.
Warren�adds�IP�board
WARREN IS TAKING on
distribution of International
Paper’s well regarded Pro
Design digital paper.
The FSC certified paper is
available from 100350gsm and
in A4, SRA3 and SRA2 sizes.
The high white sheet also offers
HP’s ColorLok technology. The
paper has been produced at the
Saillat mill in France for more
than 15 years.
Paper�is�star�of�Stora’s�third�quarter��FINNISH WOOD products
group Stora Enso claimed a
seventh successive quarter of
sales growth helped by strong
growth from the paper division.
The company is still inves
tigating the potential of
converting its Oulu mill in
Finland from production of
coated printing paper to pack
aging grades. And during the
fourth quarter production of
uncoated papers at Nymölla
was hit by a low water levels
in a local lake which forced
restrictions in production. This
is expected to result in a €10
million hit in the final quarter
of the year.
But for Q3 the results across
the board were looking upwards.
Its sales in the quarter rose
3% to €2585 million (€2,509
million) and operating profit
increased 23.4% to €358 million
(€290 million). In the mean
time both packaging and paper
produced increased sales and
profits to help the group achieve
the reported growth.
CEO KarlHenrik Sondström
highlights the contribution from
paper: “Paper stands out with
strong sales growth, solid prof
itability and cash flow,” he says.
However, it is unlikely to deter
the company from its switch to
packaging grades at Oulu where
an environmental impact assess
ment is ongoing.
Investment at Nymölla will
create energy from the waste
effluent at the mill, while there is
a spend of €9 million to expand
corrugate board production in
Latvia. Packaging enjoyed an
all time high quarter with sales
reaching €330 million (€316
million).
Work to introduce a replace
ment for fossil fuel derived
plastics is being accelerated and
the company is expecting to be
able to launch its first products
in Q1 next year.
The paper division increased
sales to €779 million (€727
million), up 7.2% while Ebit
rose to €65 million (€29 million).
While pulp prices increased
again in the quarter, it did not
harm the rise in paper prices
Stora has been able to achieve.
At the group level, paper’s
importance is diminishing and
is considered a cash generat
ing operation to underwrite
the transformation of the busi
ness into a renewable materials
growth company.
The company has agreed a
further environmental target, to
cut carbon emissions per tonne
of paper or wood produced by
31% of the 2010 level by 2030.
Germans�unitePapier Union, the German
merchant belonging to the Portu
guese Inapa group, is taking
over Papyrus Deutschland in a
further move towards consolida
tion of the distribution network.
The new business will have
sales of €900 million with 1,000
staff in Germany and sales
of more than €1,400 million
with 1,900 employees across its
operations. n
Oulu mill is heading towards
conversion to producing
packaging grades.
18_0285
For more information
please go to:
www.denmaur.com/
Fine-Wine-Competition
CompetitionFINE WINE

PEOPLE WHO, WHAT AND WHERE
62 November/December 2018 www.printbusiness.co.uk�
Michael Passmore, Mr Litho of Kent, dies aged 90MICHAEL PASSMORE, head
of one the last of the UK’s print
dynasties, has died aged 90.
He joined the family company,
which had been founded by his
great grandfather in 1844, as a
training letterpress operator in
1948. He rose through sales and
estimating to become managing
director of the Alabaster Pass-
more and Sons business in Tovil,
near Maidstone, in 1963.
He introduced the factory to
litho printing and in the 1980s
to heatset web offset printing
with Albert, Baker Perkins and
Harris heatset presses. Unfor-
tunately the factory was built
into a hillside that meant opera-
tion on several levels, which
limited efficiency and restricted
the potential for further expan-
sion (it is now a housing
development).
This led in 1982 to the acqui-
sition of Ambassador Press in
Radlett, equipped with short
cut off Solna web presses to cope
with a regular contract for an
evangelical magazine. It made
Passmore International one of
the leading printers of medium
run web offset magazines, espe-
cially for business publications
and earning the Queen’s Award
for Export Achievement.
Meetings were held in a
boardroom at Tovil, overlooked
by portraits of the previous
Passmore generations. In 1990
Michael retired leaving three
children, Chris, Stella and
Stephen to take on the business
while he set up a small letterpress
shop at his house in Barming, just
a few miles from the Tovil factory.
He ran this for a further 25 years.
Michael had been an enthusi-
astic supporter of the industry’s
associations: the Young Master
Printers and Trafalgar Club; the
BPIF and Stationers’ Company;
Wynkyn de Worde, the Insti-
tute of Print, National Printing
Heritage Trust, British Printing
Society and Kent Printers Guild.
Michael Passmore has died aged 90
Simpson�prepares�for�growthSIMPSON GROUP has made
four appointments as part of a
move to strengthen customer
relationships.
Kevin Wills become finance
director having served in
accountancy roles across a
number of sectors, including
for Sunderland printer Edward
Thompson.
Dale Havens and Nigel
Lawton join the business devel-
opment team to look after new
and existing accounts. Adam
McNall is coming back to the
company as trainee regulatory
compliance officer having spent
the last year at the London
North Eastern Railway.
FlyerAlarm�finds�Mr�UK
LUKE STONEHAM has joined
FlyerAlarm as the lead executive
for the UK, filling a gap that has
existed for the last year.
Stoneham has been instrumen-
tal in setting up the Print Show,
where he first came into contact
with FlyerAlarm and Divyesh
Chotai, its international sales
director. When began looking to
fill the gap this summer, Stone-
ham was approached.
“I am now key account
manager for the UK,” he says,
speaking at the end of a week-
long bedding in session in
Germany. “My aim is to expand
the UK market and really start
educating the UK market about
what FlyerAlarm can offer.” and
that, he explains, is the largest
spread of printed marketing
related products available in
Europe and supplied by a busi-
ness with nine sites in Germany
and sales of €340 million.
PCS�strengthens�teamPLASTIC CARD SERVICES
has named Paul Hansford as
sales director and Louise Ray
as director of marketing and
communications. Hansford has
worked for PCS for 20 years,
Ray for three years. Their new
positions come as a result of
ambitious growth plans needing
the management team to be
strengthened.
YM�Group�picks�development�manTOM KILROY has been made
group business development
director at YM Group as part of
the senior leadership team.
His remit includes support
and development to internal
teams to help grow the business.
He joins the web offset group
from the post and delivery
sector. He was sales and business
development director at Secured
Mail – The Delivery Group and
at Royal Mail before that.
Of prime importance is the
paper wrap development at
TLG at a time when plastic wrap
is under pressure from custom-
ers wanting to increase their
sustainability.
Zünd�targets�growthDEAN ASHWORTH has joined
Zünd UK as sales and market-
ing manager working with and
expanding the current customer
base. His appointment follows
on from Nicki Kay joining the
business as managing director.
Ashworth has a background in
leather and footwear, an area that
Zünd has targeted for growth.
More recently he has worked at
Morgan Advanced Materials in
its ceramics division.
Boore�joins�in�strategic�roleTIM BOORE has become digital
sales consultant at CMYUK
following 19 years helping to
convert ImageFactory to digital
operation as head of digital
technologies. He will focus on
building long term strategic
partnerships with customers,
particularly in integration and
automation projects. n
Dale Havens (left) and Kevin Wills
Ultimateperformance for digital printingInspired by the purity of the snowy Finnish winter, it is incredibly white making it ideal for showcasing your creations. With its exceptional print quality, Lumi is the perfect choice for all digital printouts.
Lumi is redefining business in terms of sustainability, printability and performance.
Learn more about Lumi papers on www.storaenso.com/lumi
Stora Enso UK – Lumi Paper Phone 01449 765553E-mail: [email protected]

DO YOU ALWAYS
GO FOR THE CHEAPEST
OUTSOURCE PRINT PARTNER?
*Correct as of 09-11-18
“Excellent” 9.8 out of 10
Copyright © 2022 FDOKUMEN

