




Bahasa
Halaman
Hukum


Yanu, Ship Building Engineering 1
TPTL-41 TEKNOLOGI PENGELASAN (2 sks)
Uni
vers
itas
Han
g T
uah Tujuan : Mahasiswa mampu memahami proses pengelasan
manual, semi otomatis dan otomatis yang digunakan
dalam pembuatan konstruksi kapal, alat apung, mulai
dari proses penyalaan busur las sampai proses
metalurgi.
Materi : Proses metalurgi, pengenalan teknologi las, macam-
macam teknologi pengelasan, material dalam proses
pengelasan, peraturan dalam pengelasan,
perencanaan dalam sambungan las, persyaratan
klasifikasi dalam pengelasan, keselamatan
pengelasan, simbol-simbol pengelasan.

Yanu, Ship Building Engineering 2
Uni
vers
itas
Han
g T
uah
Cara mengajar : Kuliah dan responsi.
Prasyarat : Ilmu Bahan.
Referensi :
1. Soeweify,____, Diktat Kuliah Teknologi Las 1, FTK-ITS,
Surabaya.
2. Sumarto, HW., 1979, Teknologi Pengelasan Logam, PT.
Pradnya Paramitha, Jakarta.
3. _______, 1979, AWS Handbook, AWS Published.
4. _______, 1996, Peraturan Pengelasan Biro Klasifikasi, Biro
Klasifikasi Indonesia, Jakarta.

Yanu, Ship Building Engineering 3
Uni
vers
itas
Han
g T
uah

Yanu, Ship Building Engineering 4
Uni
vers
itas
Han
g T
uah
KLASIFIKASI PENGELASAN :
1. PENGELASAN CAIR
Pengelasan dimana sambungan yang akan dilas dipanaskan
lebih dahulu sampai mencair, dan sumber panasnya dari
busur listrik, semburan api gas yang terbakar atau sinar
laser.
2. PENGELASAN TEKAN
Pengelasan dimana sambungan dipanaskan dan ditekan
menjadi satu.
3. PEMATRIAN
Penyambungan logam dengan cara mengikat dengan logam
yang mempunyai titik cair rendah.

Yanu, Ship Building Engineering 5
Uni
vers
itas
Han
g T
uah

Yanu, Ship Building Engineering 6
Uni
vers
itas
Han
g T
uah
KEBAIKAN & KEBURUKAN KONSTRUKSI LAS :
1. Kebaikan
- Cara paling murah menyambung logam.
- Berat benda menjadi lebih ringan.
- Untuk macam-macam logam komersil.
- Bisa segala tempat dan posisi.
- Persiapan desain mudah.
- Kekuatan relatif sama.
2. Keburukan
- Hasil pengelasan sangat tergantung dari welder, mesin, material, prosedur.
- Perlu pemeriksaan baik secara Destructive Test maupun Non Destructive Test.
- Timbulnya cacat las baik metalurgi maupun dimensi.
- Adanya Stress Concentration Factor dan Stress Intensity Factor.
- Adanya Heat Affected Zone (HAZ) dan Residual Stress.
- Adanya Brittle Material.

Yanu, Ship Building Engineering 7
Uni
vers
itas
Han
g T
uah
PERALATAN
KEAMANAN LAS :

Yanu, Ship Building Engineering 8
Uni
vers
itas
Han
g T
uah
PERALATAN
PENGELASAN :

Yanu, Ship Building Engineering 9
Uni
vers
itas
Han
g T
uah
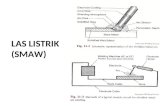
Shielded Metal Arc Welding (SMAW)
Pendahuluan
SMAW adalah proses pengelasan dengan menggunakan
proses panas yang dihasilkan dari panas busur listrik yang
terjadi di ujung elektrode dan logam induk.
Selama proses pengelasan berlangsung penyampuran logam
cair dilindungi oleh gas dan terak yang berasal dari selaput
elektrode yang terbakar.
Dibandingkan dengan cara pengelasan yang lain, pengelasan
dengan cara ini paling banyak digunakan.
Dalam penggunaan secara manual, pengelasan SMAW adalah
yang paling populer dan menguntungkan karena
pemakaiannya luas.
Selain dengan cara manual, ada juga yang digunakan
dengan cara semi otomatis dan otomatis.
Penggunaan dengan cara otomatis biasanya disebut dengan
“Gravity Welding”.

Yanu, Ship Building Engineering 10
Uni
vers
itas
Han
g T
uah
Dalam proses pengelasan SMAW terdiri beberapa material yang
menyatu membentuk sambungan las, antara lain :
1.Kawat las (filler metal)
2.Fluks (flux) dan gas pelindung
3.Logam induk (base metal)
4.Pengaruh lingkungan (environment)
Dalam aplikasinya las SMAW dapat digunakan untuk
pengelasan baja lunak (mild steel), baja kuat (HSLA), baja
tahan panas, baja tahan karat, besi cor, paduan tembaga,
paduan nikel, pelapisan keras dan lain-lain.
Pada proses pengelasan manual SMAW (shielded metal arc
welding) jumlah masukan panas (heat input) dapat diketahui
dengan cara memasukkan besarnya nilai variabel-variabel
pengelasannya, antara lain besarnya nilai arus listrik,
tegangan pengelasan serta kecepatan pengelasan yang
dimasukkan ke dalam rumus sebagai berikut :

Yanu, Ship Building Engineering 11
Uni
vers
itas
Han
g T
uah
Dimana : H = Jumlah masukan panas (joule/cm).
E = Tegangan pengelasan (volt).
I = Arus pengelasan (ampere).
V = Kecepatan pengelasan (cm/min).
fi = Efisiensi
Vi
f.I.EH
Jumlah masukan panas pada proses pengelasan akan
memberikan pengaruh terhadap kekuatan tarik dari hasil
pengelasan.
Masukan panas akan mempengaruhi struktur dari logam las
maupun pada daerah HAZ, difusi antara logam lasan dengan
logam induk serta akan berpengaruh terhadap tegangan sisa
yang terjadi akibat proses pengelasan dimana tegangan
tersebut berpengaruh terhadap kekuatan sambungan las.

Yanu, Ship Building Engineering 12
Uni
vers
itas
Han
g T
uah
Peralatan pokok :
− Mesin las
− Kabel elektrode
− Tang elektrode
− Elektrode
− Kabel masa
Peralatan bantu & keamanan :
− Kedok las
− Kacamata las
− Baju las
− Sarung tangan las
− Apok las
− Sepatu las
− Palu tetek
− Sikat kawat baja
− Tang las
Gambar 1. Mesin Las SMAW AC/DC
Gambar 2. Skema Pengelasan SMAW
Peralatan Las SMAW

Yanu, Ship Building Engineering 13
Uni
vers
itas
Han
g T
uah − Electric power : Static, rotating
− Controlling power : Variable, coupling tapswitch
− Welding current : AC (Alternating Current), DC (Direct
Current)
− Static volt ampere : Constant Current (CC), Constant
Voltage (CV)
− Maximum rating : 100 A, 160 A, 200 A, etc
− Duty cycle : 60 %, 80 %, 40 %, etc
Tipe Mesin Las SMAW
Catatan : “Duty cycle” adalah perbandingan waktu
pemakaian dan waktu istirahat dalam
penggunaan mesin las selama 10 menit.

Yanu, Ship Building Engineering 14
Uni
vers
itas
Han
g T
uah
Keunggulan :
− Peralatan sederhana.
− Tidak perlu investasi yang mahal.
− Lebih ekonomis dalam pemeliharaan.
− Mudah dalam pengoperasiannya.
− Pengelasan untuk semua posisi.
− Dapat digunakan untuk ketebalan pelat dari tipis hingga tebal.
− Elektrode las terbungkus langsung dengan fluks.
− Dapat dibawa kemana-mana sesuai kebutuhan.
Keunggulan dan Kelemahan SMAW
Kelemahan :
− Kecepatan las relatif lambat.
− Efektivitas hasil las relatif rendah.
− Sering start/stop cenderung menimbulkan cacat las.
− Spesifikasi elektrode las mengikuti pelat, jenis listrik dan
posisi pengelasan.
− Pemeliharaan elektrode las memerlukan pemanas.
− Kualitas hasil las-lasan kurang baik.

Yanu, Ship Building Engineering 15
Uni
vers
itas
Han
g T
uah
Prinsip Kerja Las SMAW
Short Circuit
b.
Base Metal
Electrode
a.
Necking
c.
d.
Weld Metal
- Untuk menyalakan busur las listrik dilakukan dengan
menyinggungkan elektrode dengan base metal (pelat) short
circuit.
- Elektrode ditarik sedikit hingga terjadi leher las (necking)
kepadatan arus listrik.
- Jika jarak elektrode dan base metal terlalu jauh maka tidak terjadi
leher las, tetapi malah putus sebelum terbentuk busur las.
- Dan apabila terlalu dekat atau terlambat mengangkat elektrodenya
maka akan terjadi hubungan pendek (lengket) sehingga akhirnya
mati.
- Jarak antara elektrode dengan base metal sekitar 3 mm dan
selanjutnya dijaga agar jarak tersebut tetap.
- Setelah leher las ini putus terdapat gas yang sudah terionisasi maka
lompatan elektron dapat terjadi dan membentuk busur listrik.

Yanu, Ship Building Engineering 16
Uni
vers
itas
Han
g T
uah
− Pemakaian arus lisrik yang besar akan menyebabkan butiran logam
las menjadi halus. Sedangkan pemakaian arus listrik yang rendah
akan menghasilkan butiran logam las menjadi besar.
− Juru las (welder) mengatur kecepatan dan arah pengelasan dan
posisi elektrode.
− Melakukan ayunan yang tepat pada elektrode sesuai dengan posisi
pengelasan.
− Pemilihan elektrode yang sesuai dengan material yang akan dilas.
Hal-hal yang harus diperhatikan dalam pengelasan SMAW : − Proses panas busur listrik
pada ujung elektrode dan
logam induk yang dihasilkan
dari hubungan singkat (short
circuit) antara elektrode
dengan logam induk.
− Pengumpanan disesuaikan
dengan diameter elektrode
( 3 mm) agar busur listrik
tetap terjaga.

Yanu, Ship Building Engineering 17
Uni
vers
itas
Han
g T
uah
Perpindahan Logam Las
Pencairan Logam Las
Pengaruh arus listrik terhadap pencairan logam (metal transfer) :

Yanu, Ship Building Engineering 18
Uni
vers
itas
Han
g T
uah
Polaritas Pengelasan
- Polaritas dalam pengelasan berpengaruh terhadap
kedalaman penetrasi yang dihasilkan dan kualitas pencairan
logam las ke dalam logam induknya.
- Pemilihan arus listrik searah DC maupun bolak-bailk AC
sangat menentukan kestabilan busur listrik.
- Setting arus listrik yang akan digunakan dalam pengelasan
harus disesuaikan dengan ketebalan pelat yang akan
disambung dan diameter elektrode yang akan digunakan.
- Tinggi rendahnya arus listrik yang digunakan juga harus
diperhatikan karena akan mengakibatkan besar butiran
logam cair elektrode yang akan dipindahkan ke logam induk.

Yanu, Ship Building Engineering 19
Uni
vers
itas
Han
g T
uah
- Pengelasan DCSP (direct current straight polarity),
- Pengelasan DCRP (direct current reverse polarity)
- Pengelasan AC (alternating current).
- Las DCSP dan DCRP dengan arus searah
- Las AC dengan arus bolak-balik.
- Dari jenis polaritas pengelasan tersebut masing-masing
mempunyai kelebihan dan kekurangan sehingga dapat dipilih
yang paling menguntungkan sesuai dengan kebutuhan.
Berdasarkan polaritasnya proses las dibagi tiga, yaitu :
Elektron
Ion
DCRP
Elektron
Ion
DCSP
Elektron
Ion
AC
Polaritas Pengelasan

Yanu, Ship Building Engineering 20
Uni
vers
itas
Han
g T
uah
Direct Current Straight Polarity (DCSP)
Mesin
Las
Elektron
Ion
Gas
Pengelasan DCSP menggunakan sumber arus listrik searah (DC),
kutub negatif dihubungkan dengan elektrode dan pada logam induk
dihubungkan dengan kutub positif.
Terjadi aliran elektron dari elektrode ke logam induk dan sebaliknya
aliran ion-ion positif dari logam induk ke elektrode.
Arus listrik searah bisa didapatkan dengan mengubah arus listrik
bolak-balik (AC) menjadi arus listrik searah (DC) Rectifier.
Menghasilkan penembusan yang dalam, busur las lebih stabil dan
cocok untuk pengelasan pelat-pelat tebal.

Yanu, Ship Building Engineering 21
Uni
vers
itas
Han
g T
uah
Direct Current Reverse Polarity (DCRP)
Mesin
Las
Elektron
Ion
Gas
Pengelasan DCRP hubungan listriknya kebalikan dari DCSP, kutub
positif dihubungkan elektrode dan kutub negatif ke logam induk.
Dengan kondisi ini ion-ion positif dari elektrode menuju ke logam
induk dan elektron negatif dari logam induk menuju ke elektrode.
Pada logam induk akan terjadi aksi pembersihan (cleaning action)
dan mengupas lapisan oksida untuk logam yang mempunyai
temperatur cair tinggi.
Menghasilkan penembusan yang dangkal pada logam induk (shallow
penetration).
Sumber arus listrik sama DCSP, busur las lebih stabil, lebih cocok
dipakai untuk pelat tipis.

Yanu, Ship Building Engineering 22
Uni
vers
itas
Han
g T
uah
Alternating Current (AC)
Mesin
Las
Elektron
Ion
Gas
Pengelasan dengan arus bolak-balik (AC) merupakan kombinasi antara
polaritas pada las DCSP dan DCRP ion-ion positif dan negatif yang
dihasilkan berbalik arah secara periodik ± 50 kali/det.
Pada kenyataannya arus AC sering tidak sama besar arusnya, karena
adanya lapisan oksida korosi pada permukaan logam induk dapat
menyebabkan ketidaksinambungan besar arus listrik ke logam induk.
Pengelasan AC busur las kurang stabil dibandingkan dengan DCSP dan
DCRP penembusan sedang sehingga cocok untuk bermacam-macam
ketebalan pelat.

Yanu, Ship Building Engineering 23
Uni
vers
itas
Han
g T
uah
Elektrode Las (electrode)
Elektrode adalah logam pengisi yang dilelehkan untuk mengisi celah-
celah (groove) material yang akan dilas.
Jenis elektrode tergantung dari material yang dilas, bentuk
pengelasan, posisi pengelasan dan lain-lain.
Pemilihan elektrode harus mempertimbangkan hal-hal berikut:
1. Jenis logam dan tebal pelat yang akan dilas.
2. Jenis sambungan las dan posisi pengelasan.
3. Spesifikasi teknis yang diharapkan.
4. Jenis arus listrik yang tersedia (AC atau DC).
5. Kecepatan pengelasan yang diharapkan.
Elektrode las SMAW terbuat dari campuran logam yang luarnya dilapisi
dengan serbuk yang disebut dengan fluks.
Fluks pada elektrode terdapat bermacam-macam jenis, diantaranya:
kapur (lime), rutile, cellulose dan bijih besi dengan bahan pengikat
seperti kalium silikat ataupun natrium silikat.
Sedangkan bahan dari fluks adalah: selulosa, lempung silikat, talek,
titanium oksida, ilmenit, feroksida, kalsium karbonat, ferro mangan,
mangan dioksida, pasir silisium, kalium silikat, natrium silikat.

Yanu, Ship Building Engineering 24
Uni
vers
itas
Han
g T
uah 1. Sumber gas yang melindungi logam cair dari kontaminasi udara.
2. Mengurangi timbulnya cacat las yang berupa pori-pori pada deposit
metal.
3. Sumber terak sebagai pelindung terhadap gas-gas di udara (terak
yang berasal dari oksidasi metal dan senyawa silikat).
4. Sebagai unsur/elemen pengionisasi sehingga busur yang terjadi lebih
stabil, terutama bila menggunakan mesin las AC.
5. Sumber elemen campuran yang dapat memperbaiki sifat deposit
serta menambah kekuatan.
6. Memperbaiki produktivitas logam las.
Peranan fluks sangat menentukan kualitas sambungan las, hal ini
dikarenakan fungsi dari fluks adalah sebagai berikut:

Yanu, Ship Building Engineering 25
Uni
vers
itas
Han
g T
uah
Lapisan elektrode mempunyai sifat sendiri-sendiri tergantung
dari materialnya, sebagai contoh : - Cellulose, membentuk gas sebagai reduktor terhadap banyaknya gas
yang terjadi pada proses pengelasan.
- Metal carbonat, mengatur terjadinya slag dan menghindarkan dari
pengaruh udara.
- Titanium dioxide, memperbaiki pengionisasian dan penstabil busur,
mengurangi pengaruh slag yang terlalu cepat dingin.
- Ferro manganesse dan ferro silicon, menghindari pengoksidasian dari
hasil pengelasan yang masih memijar dan mensuplai unsur manganesse
dan silikon untuk deposit metal.
- Clays dan gums (tanah liat dan lem), memperbaiki sifat elastis yang
membentuk selubung plastis pada material.
- Kalsium fluorida, membentuk gas pelindung, mengatur pembentukan
slag (terak), memperbaiki sifat cairan logam.
- Mineral silicate, memperbaiki terak dan memberi kekuatan.
- Nikel molybdenium dan chromium, memperbaiki sifat deposit metal.
- Iron dan manganesse oxide, mengatur sifat cairan logam dan bentuk
terak.
- Iron powder, menambah produktivitas.

Yanu, Ship Building Engineering 26
Uni
vers
itas
Han
g T
uah
Spesifikasi Elektrode Terbungkus (AWS A5.1-64T)
Item Fluks Posisi* Listrik
Kekuatan
Tarik
(kg/mm2)
Kekuatan
Luluh
(kg/mm2)
Perpan-
Jangan
(%)
Kekuatan tarik terendah setelah dilaskan 60.000 psi atau 42,2 kg/mm2
E6010 Natrium selulosa tinggi F,V,OH,H DC (+) 43,6 35,2 22
E6011 Kalsium selulosa tinggi F,V,OH,H AC/DC (+) 43,6 35,2 22
E6012 Natrium titania tinggi F,V,OH,H AC/DC (-) 47,1 38,7 17
E6013 Kalium titania tinggi F,V,OH,H AC/DC (±) 47,1 38,7 17
E6020 Oksida besi tinggi F
H-S
AC/DC (±)
AC/DC (-)
43,6 35,2 25
E6027 Serbuk besi, oksida besi F
H-S
AC/DC (±)
AC/DC (-)
43,6 35,2 25
Kekuatan tarik terendah setelah dilaskan 70.000 psi atau 49,3 kg/mm2
E7014 Serbuk besi, tinania F,V,OH,H AC/DC (±)
50,6 42,2
17
E7015 Natrium hidrogen rendah F,V,OH,H DC (+) 22
E7016 Kalium hidrogen rendah F,V,OH,H AC/DC (+) 22
E7018 Serbuk besi, hidrogen rendah F,V,OH,H AC/DC (+) 22
E7024 Serbuk besi, titania F,H-S AC/DC (±) 17
E7028 Serbuk besi,hirogen rendah F,H-S AC/DC (+) 22
* F=datar, V=vertikal, OH=atas kepala, H=horisontal, H-S=horisontal las sudut * (+)=polaritas balik, (-)=polaritas lurus, (±)=polaritas ganda

Yanu, Ship Building Engineering 27
Uni
vers
itas
Han
g T
uah
Identifikasi Elektrode
Dalam standar AWS (American Welding Society) huruf E dan
huruf D pada JIS (Japanese Industrial Standard) berarti
elektrode berlapis.
Dan 2 (dua) angka yang pertama baik pada AWS maupun JIS
menyatakan kekuatan tarik minimum dari weld metal
tersebut.
Pada AWS menggunakan satuan Psi, sedangkan pada JIS
menggunakan satuan kgf/mm2.
Sedangkan 2 (dua) angka yang paling belakang menunjukkan
posisi pengelasan dan jenis fluks yang digunakan.

Yanu, Ship Building Engineering 28
Uni
vers
itas
Han
g T
uah
1 Digit ketiga atau keempat menunjukkan posisi pengelasan
Angka 1 menyatakan untuk semua posisi (all position)
Angka 2 untuk pengelasan fillet horizontal dengan posisi datar
Angka 3 untuk pengelasan vertikal dengan gerakan menurun
6 Digit terakhir menunjukkan pemakaian jenis selaput (fluks)
Angka 0,1 menggunakan fluks cellulosa
Angka 2,3,4 menggunakan fluks rutile
Angka 5,6,8 menggunakan fluks low hidrogen
C2 Tanda bukan mild steel
Contoh pembacaan kode elektrode :
E. 7016.C2
70 Digit pertama dan kedua atau ketiga
100 menunjukkan kekuatan tarik minimum
AWS dalam Psi = 70.000 Psi
JIS dalam kgf/mm2 = 49 kgf/mm2
E.I Elektrode terbungkus (AWS), standar JIS. D.

Yanu, Ship Building Engineering 29
Uni
vers
itas
Han
g T
uah
Karakteristik Elektrode pada Pengelasan Baja Kapal :
Elektrode E.6010
- Menghasilkan sifat mekanik yang baik dan ketangguhan yang tinggi.
- Dapat digunakan untuk semua posisi (all position).
- Baik digunakan untuk pengelasan DCRP, busur las yang terjadi cukup
kuat, dan menghasilkan penembusan yang dalam (deep
penetration).
- Rigi-rigi las kasar, baik untuk root pass maupun multi pass.
- Hasil x-ray cukup baik.
- Bentuk manik las cenderung cembung.
- Fluks terbuat dari high cellulosa sodium (30 % cellulosa sodium,
titanium oksida, magnesium, aluminium silikat, dll).
- Gerakan pengelasan secara perlahan, menggunakan ayunan balik,
rawan terjadi cacat las undercut.
- Cocok digunakan pada pengelasan mild steel, galvanized, dan low
alloy steel.
- Sangat baik dipakai pada pengelasan tack welding karena
penembusannya yang dalam dan mempunyai sifat ductility tinggi.

Yanu, Ship Building Engineering 30
Uni
vers
itas
Han
g T
uah
Elektrode E.6011
- Disebut juga kawat las AC, meskipun baik juga dipakai pada
mesin las AC maupun DCRP.
- Fluks yang digunakan hampir sama dengan elektrode E.6010,
hanya saja dibuat lebih tebal sedikit dan termasuk dalam high
potasium cellulosa.
- Cocok untuk semua posisi dengan daya busur las cukup kuat,
menghasilkan penembusan yang dalam sama dengan elektrode
E.6010.
- Aplikasinya untuk pengelasan baja karbon, galvanis, dan paduan
rendah.

Yanu, Ship Building Engineering 31
Uni
vers
itas
Han
g T
uah - Pekerjaan las yang umum dan untuk semua posisi, bisa dipakai pada
mesin las AC maupun DCRP.
- Paling baik untuk posisi 1G dan 2G, jarang dipakai pada posisi 3G dan
4G.
- Pada pengelasan single pass dan posisi 2F gerakan elektrode harus
cepat karena arus listrik cukup tinggi.
- Hasil pengelasan baik meskipun kampuh las curam dan bentuk tidak
beraturan.
- Pengendaliannya mudah, rigi-rigi las cukup baik dan cembung.
- Salutan rutile, high titania sodium sehingga terak mudah dilepas,
natrium silikat untuk memperbaiki busur las DCSP.
- Daya busur listrik sedang, penembusan sedang.
- Banyak dipakai untuk baja paduan rendah dan baja karbon tinggi.
- Jika sambungan las kurang baik dengan elektrode E.6010, E6011
maka dapat diperbaiki dengan E.6012.
- Memperkecil terjadinya retak pada daerah HAZ.
Elektrode E.6012

Yanu, Ship Building Engineering 32
Uni
vers
itas
Han
g T
uah
Elektrode E.6013
- Hampir sama dengan elektrode E.6012.
- Spatter dan undercut yang terjadi sangat sedikit.
- Rigi-rigi las baik, datar, dan mulus.
- Busur las mudah dikendalikan.
- Mechanical properties lebih baik dari pada elektrode E.6012.
- Baik untuk posisi 3G dan 4G.
- Bisa dipakai pada mesin las AC maupun DCSP.
- Selaput dari rutile dan high titania sodium.
- Sedikit terjadi slag inclusion, dan porosity.
- Hasil x-ray cukup baik.
- Sifat busur menghasilkan penembusan dangkal, sehingga sangat baik
untuk pengelasan pelat tipis.
- Dalam aplikasinya digabung dengan elektrode E.6012 untuk root
pass, dan E.6013 untuk capping.
- Dengan arus tinggi untuk pengelasan posisi 3G dan 4G.

Yanu, Ship Building Engineering 33
Uni
vers
itas
Han
g T
uah
Elektrode E.6020
- Untuk las yang berkualitas baik pada posisi 2F dengan kecepatan
tinggi.
- Pada pengelasan posisi 1G bisa untuk mesin las AC, DCSP dan DCRP.
- Pancaran busur las kuat, terak menutup rapat pada permukaan las
dan mudah dibersihkan.
- Rigi-rigi las rata cenderung berbentuk cekung.
- Hasil radiografi cukup baik.
- Fluks mengandung oksida besi, oksida mangan, silikat, alluminium,
magnesium dan natrium yang berfungsi untuk mengeringkan terak.
- Banyak digunakan untuk las sudut, horisontal dan datar.
- Tidak cocok untuk pelat tipis karena deformasinya besar akibat
panas yang dihasilkan cukup tinggi.

Yanu, Ship Building Engineering 34
Uni
vers
itas
Han
g T
uah
Elektrode E.6027
- Sifat-sifatnya hampir sama dengan elektrode E.6020.
- Fluks mengandung 50% serbuk besi.
- Dirancang untuk las sudut dan las tumpul dengan kampuh las, pada
posisi 2F diperoleh hasil yang lebih memuaskan.
- Dapat digunakan untuk mesin las AC maupun DC.
- Sangat baik untuk pengelasan berlapis dengan kampuh las yang
curam.
- Bentuk rigi las datar sedikit cekung, halus dengan permukaan
merata.
- Hasil radiografi cukup bagus.
- Fluks mengandung serbuk besi dan oksida besi yang menghasilkan
terak cukup tebal, berlubang-lubang di bagian dalam dan mudah
dibersihkan.
- Pancaran busur las lemah dan menghasilkan penembusan sedang.
- Sangat cocok untuk pengelasan baja lunak (mild steel) dengan posisi
1F dan tidak cocok untuk posisi 3F dan 4F.

Yanu, Ship Building Engineering 35
Uni
vers
itas
Han
g T
uah
Elektrode E.7014 - Dua angka pertama menunjukkan kekuatan tarik minimum 70.000 Psi.
- Dapat digunakan untuk mesin las AC, DCSP dan DCRP.
- Fluks terbuat dari rutile, hampir sama elektrode E.6013, hanya lebih
tebal dan kandungan serbuk besi lebih tinggi (30% jumlah berat selaput).
- Sifat-sifat mekanik lebih baik.
- Terak las mudah dibersihkan, kadang-kadang mengelupas sendiri.
- Digunakan untuk pengelasan baja paduan rendah.
- Hasil kampuh las kotor dan mudah berkarat.
Elektrode E.7015 - Termasuk jenis kawat las low hydrogen.
- Untuk pengelasan DCRP, penembusan rendah.
- Dapat dipakai untuk pengelasan pada baja high sulphur steel, high
carbon steel, alloy steel, forced hardenable.
- Untuk baja-baja yang sulit harus dilakukan pre-heating dan post-heating.
- Pembakaran sedang tapi menghasilkan busur las yang dalam.
- Rigi-rigi las datar sedikit cekung.
- Elektrode las dengan diameter besar baik untuk posisi las 1G dan 2G.
- Busur las harus diusahakan pendek.

Yanu, Ship Building Engineering 36
Uni
vers
itas
Han
g T
uah
Elektrode E.7016 - Termasuk jenis kawat las low hydrogen.
- Dapat dipakai untuk las AC maupun DCRP.
- Logam inti dan sifat-sifatnya sama baik dengan elektrode E.7015.
- Fluks mengandung low hydrogen kalium.
- Kuat busur sedang, pembakaran sedang.
Elektrode E.7018 - Termasuk jenis kawat las low hydrogen.
- Dapat dipakai untuk las AC maupun DCRP untuk semua posisi.
- Fluks terdiri dari kalsium fluorida, kalsium karbonat, magnesium,
alluminium silikat, ferro alloy, natrium dan kalium silikat.
- Selaput termasuk jenis lime ferritic sehingga disebut juga fluks jenis
kapur (lime type), serbuk besi 24 40 %.
- Jarak busur las pendek, pembakaran tenang dan menghasilkan
penembusan yang dangkal cocok untuk capping.
- Sedikit sekali terjadi cacat las jenis undercut, tidak perlu pre-heating
dan post-heating.

Yanu, Ship Building Engineering 37
Uni
vers
itas
Han
g T
uah Elektrode E.7018
- Termasuk jenis kawat las low hydrogen.
- Dapat dipakai untuk las AC maupun DCRP untuk semua posisi.
- Fluks terdiri dari kalsium fluorida, kalsium karbonat, magnesium,
alluminium silikat, ferro alloy, natrium dan kalium silikat.
- Selaput termasuk jenis lime ferritic sehingga disebut juga fluks
jenis kapur (lime type), serbuk besi 24 40 %.
- Jarak busur las pendek, pembakaran tenang dan menghasilkan
penembusan yang dangkal cocok untuk capping.
- Sedikit sekali terjadi cacat las jenis undercut, tidak perlu pre-
heating dan post-heating.

Yanu, Ship Building Engineering 38
Uni
vers
itas
Han
g T
uah
Elektrode E.7024 - Baik untuk mengelas sudut dengan posisi 1F dan 2F.
- Untuk mesin las AC dan DC, bisa untuk pengelasan baja lunak, baja karbon
sedang dan baja karbon tinggi.
- Sangat baik dan istimewa untuk pengelasan sudut pada baja lunak.
- Busur las tenang, terjadinya spatter relatif sedikit.
- Penembusan dangkal, dapat dipakai pada kecepatan pengelasan tinggi.
- Fluks mengandung 50 % serbuk besi yang membantu mempertinggi kadar
endapan dan memungkinkan gerakan las lebih cepat.
- Cocok dipakai untuk pengelasan pelat tipis yang kurang dari ¼ inchi dengan
DCRP, dan untuk pelat tebal dengan DCSP.
- Baik untuk pengelasan baja lunak dengan posisi las 1G dan 2G, kurang baik
untuk posisi 3G dan 4G.
Elektrode E.7028 - Kawat las (filler metal) termasuk jenis mild steel, fluks-nya bersifat low
hydrogen mengandung 50 % serbuk besi.
- Deposit logam las lebih banyak, sehingga baik untuk pengelasan dengan
posisi 1F dan 2F pada baja lunak.
- Untuk mesin las AC dan DCRP.
- Pancaran busur las sedang, penembusan dangkal.

Yanu, Ship Building Engineering 39
Uni
vers
itas
Han
g T
uah
Karakteristik Elektrode Las untuk Baja Tahan Karat.
Yang diklasifikasikan ke dalam elektrode baja tahan karat adalah yang
mengandung chrom di atas 4 % dan nikel kurang dari 50 %.
Menurut spesifikasi AWS-ASTM diberi kode EXXX-XX
- Tiga digit pertama di belakang E menunjukkan baja tahan karat, menurut
spesifikasi SAE (Society of Automotive Engineer).
- Dua digit terakhir menunjukkan posisi pengelasan, jenis fluks dan arus listrik
yang digunakan.
Contoh pembacaan kode elektrode baja tahan karat :
E. 308-15
E.I Elektrode terbungkus (AWS), standar JIS. D.
308 Baja tahan karat mengandung 0,018% C, 18-21% Cr dan 9-11% Ni.
15 Fluks dari jenis lime (kapur) dengan pengikat natrium silikat,
mengandung hidrogen rendah, untuk semua posisi pengelasan, arus
listrik yang dipakai hanya DCRP.
Untuk menentukan jenis elektrode baja tahan karat, harus diketahui persentase
chrom equivalent dan persentase nikel equivalent.
Cr equivalent = % Cr + % Mn + (1,5 x % Si) + (0,5 x % Cr).
Ni equivalent = % Ni + (30 x % C) + (0,5 x % Mn).

Yanu, Ship Building Engineering 40
Uni
vers
itas
Han
g T
uah
Karakteristik Elektrode Las untuk Baja Paduan.
Klasifikasi yang diberikan AWS-ASTM hampir sama dengan elektrode
untuk baja karbon dengan tambahan komposisi kimia dibelakangnya.
Contoh : E.7015-Al, E.9015-Al.
Karakteristik Elektrode Las untuk Logam Aluminium.
Klasifikasi yang diberikan AWS-ASTM mendasarkan pada sifat mekanis
logam pengisi (filler metal) dan komposisi kimianya.
Contoh : Al-2, Al-3.
Karakteristik Elektrode Las untuk Logam Paduan Tembaga.
Klasifikasi yang diberikan AWS-ASTM mendasarkan pada jenis logam
paduan utama yang terkandung dalam logam pengisi (filler metal).
Contoh : E.Cu, E.Cu Si, E.Cu Su, E.Cu Ni, E.Cu Al.
Karakteristik Elektrode Las untuk Logam Paduan Nikel.
Didasarkan pada komposisi kimia dari elemen-elemen utama. Banyak
digunakan untuk pengelasan besi cor.
Contoh : E.Ni Fe-Cl, E.Ni Cu-3, E.Ni-Cl.

Yanu, Ship Building Engineering 41
Uni
vers
itas
Han
g T
uah
Karakteristik Elektrode Las untuk Mengeraskan Permukaan.
Digunakan untuk mengeraskan permukaan, supaya tahan abrasi,
tahan panas, tahan korosi, dll. Penggolongannya didasarkan pada
komposisi kimia.
Contoh : E.Fe Cr-Al, E.Fe Mn-3.
- Untuk merk Philip biasanya dikenal dengan kode: philip 250, philip
400, philip 600, philip 700 dan philip 850.
- Produk ESAB mengeluarkan elektrode hardfacing dengan kode: OK
83,28 atau OK 83,29 dan seterusnya.
Nilai-nilai untuk Menentukan Angka Elektrode Las
Untuk kualitas pengelasan yang baik harus dipilih terlebih dahulu
elektrode yang tepat sesuai dengan kebutuhan sebelum melakukan
proses pengelasan.
Agar pemilihan elektrode bisa tepat, maka harus diperhatikan tabel
berikut.

Yanu, Ship Building Engineering 42
Uni
vers
itas
Han
g T
uah
NO. VARIABLE FACTORS ELECTRODE CLASS
E.6010 E.6011 E.6012 E.6013 E.7016 E.7018 E.7020 E.6024 E.6027
1. Groove butt welds, flat 4 5 3 8 7 9 10 9 10
2. Groove butt welds all position 10 9 5 8 7 6 + + +
3. Fillet welds, flat or horisontal 2 3 8 7 5 7 10 10 7
4. Fillet welds, all position 10 9 6 7 8 6 + + +
5. Current +
DCRP
AC
DCRP
AC
DCSP
AC
DC
AC
DCRP
AC
DC
AC
DC
AC
DC
AC
DC
6. Thin material 5 7 8 9 2 2 + 7 +
7. Heavy plate of highly restrained joint 8 8 6 8 10 9 8 7 8
8. High sulphur or eff-analysis steel + + 5 5 10 9 + 5 +
9. Deposition rate 5 5 7 7 5 8 9 10 10
10. Depth of penetration 10 9 6 5 7 7 8 4 8
11. Appearance, undercutting 6 6 8 9 7 10 9 10 10
12. Soundness 6 6 3 5 10 8 9 8 8
13. Ductility 6 7 4 5 10 10 10 5 10
14. Low temperature impact strength 8 8 4 5 10 10 8 9 9
15. Low spatter less 1 2 6 7 6 8 9 10 10
16. Poor fit up 6 7 10 8 4 4 + 8 +
17. Welder appeal 7 6 8 9 6 8 9 10 10
18. Slag removal 10 8 6 8 4 7 8 8 8
Tabel 1. Nilai untuk Masing-masing Penggunaan Elektrode.

Yanu, Ship Building Engineering 43
Uni
vers
itas
Han
g T
uah
Contoh penggunaan untuk pengelasan :
Menentukan jenis elektrode las yang dipakai untuk suatu pekerjaan
pengelasan bila diketahui permintaan sebagai berikut :
1. Butt welding dilas dengan semua posisi dan menggunakan arus listrik AC.
2. Pelat-pelat tebal dengan kecepatan pengendapan yang tinggi.
3. Pemeriksaan dengan x-ray untuk soundness.
4. High ductility dikehendaki.
5. Tahan beban-beban impact pada temperatur rendah.
Dari data-data tersebut selanjutnya dapat ditentukan elektrode yang tepat
dengan melihat nilai pada masing-masing elektrode pada tabel 1.
Dari tabel tersebut yang perlu diperhatikan adalah poin nomor 2, 5, 7, 9, 12,
13 dan 14.
Pada tabel dapat dilihat bahwa elektrode E.7020, E.6024 dan E.6027 tidak
dapat digunakan untuk semua posisi, dan elektrode E.6010 tidak dapat
dipakai untuk arus listrik AC.
Sehingga dari sembilan pilihan elektrode yang ada, tinggal lima elektrode
yang mungkin bisa digunakan, yaitu: E.6011, E.6012, E.6013, E.7016 dan
E.7018.
Dari kelima elektrode ini kemudian dijumlahkan nilai-nilainya sesuai dengan
poin-poin yang telah ditentukan, yaitu nomor 2, 5, 7, 9, 12, 13 dan 14.
Dan hasil penjumlahannya adalah sebagai berikut:

Yanu, Ship Building Engineering 44
Uni
vers
itas
Han
g T
uah
E.6011 = 43 angka
E.6012 = 29 angka
E.6013 = 30 angka
E.7016 = 52 angka
E.7018 = 51 angka
Pilihan akan jatuh pada elektrode yang mempunyai nilai angka
tertinggi, yaitu elektrode E.7016 (52 angka) dan E.7018 (51 angka).
Jika pekerjaan pengelasan dititikberatkan pada kecepatan
pengelasan yang artinya memerlukan waktu cepat, maka harus
dipilih elektrode E.7016 yang mempunyai nilai 10 untuk kecepatan.

Yanu, Ship Building Engineering 45
Uni
vers
itas
Han
g T
uah
Posisi
Pengelasan

Yanu, Ship Building Engineering 46
Uni
vers
itas
Han
g T
uah
Ayunan Pada
Proses Pengelasan

Yanu, Ship Building Engineering 47
Uni
vers
itas
Han
g T
uah
Ayunan Pada
Proses Pengelasan

Yanu, Ship Building Engineering 48
Sekian dan Terima Kasih
Uni
vers
itas
Han
g T
uah
Top Related
Copyright © 2022 FDOKUMEN

