







Bahasa
Halaman
Hukum

LAPORAN PROSES PRODUKSI MESIN CNC HURCO VMX 24
DI BLKI SURAKARTA
Disusun sebagai salah satu persyaratan Akademik
Program Studi Teknik Industri
Di susun oleh
Amin Multolib NIM 1050200004
Ryan Muryanto NIM 1050200004
Yohanes Alfian Kurnia Putra NIM 1050200018
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS VETERAN BANGUN NUSANTARA
SUKOHARJO
2014

LAPORAN PROSES PRODUKSI MESIN CNC HURCO VMX 24
DI BLKI SURAKARTA
Disusun sebagai salah satu persyaratan Akademik
Program Studi Teknik Industri
Di susun oleh
Febry Andika NIM 1050200016
Tofan Dwi Hermawan NIM 1050200001
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS VETERAN BANGUN NUSANTARA
SUKOHARJO
2014

LEMBAR PENGESAHAN
Laporan praktikum proses produksi Mesin CNC HURCO VMX 24
disetujui untuk diajaukan kepada Program Studi Teknik Industri Fakultas Teknik
Universitas Veteran Bangun Nusantara Sukoharjo sebagai salah satu persyaratan
untuk menempuh mata kuliah Proses Produksi.
Sukoharjo, November 2014
Mengetahui MenyetujuiKetua Program Studi
Teknik IndustriPengampu Mata Kuliah
Praktikum Proses Produksi
Darsini, ST, M. SiNIP. 19731208 200009 2 149
Suprapto, S.T., M.EngNIP. 19701026 20009 1 150

A. TUJUAN
Tujuan praktikum proses produksi yaitu membuat benda kerja menyerupai
asbak polygon dengan mesin CNC HURCO VMX 24 yang merupakan mesin
cnc 3 axsis.
B. ALAT DAN BAHAN
Alat : Mesin CNC HURCO VMX 24 yang memiliki spesifikasi mesin cnc 3
axsis.
Menawarkan: Mesin CNC HURCO VMX 24Pabrikan: HURCOTipe: VMX 24Tahun konstruksi: 2004Menawarkan jenis: Digunakan mesin menawarkanMesin lokasi: FranceData teknis: HURCO VMX 24
Yom: 2004 (first installation 2005)CNC: ULTIMAX 4Courses XYZ: 760 x 510 x 610 mmTable: 1020 x 510 mmSpindle speed: 10 000 tr/mnSpindle power: 11 kWTools changer: 24 positions BT 40Rapid feeds XYZ: 30/30/20 m/mnWeight: 4.5 TDimensions: 3.5 x 2.2 x 2.8 mCoolant throught spindle
Menambahkan nomor: A1781525
Bahan : logam duralium yang telah dipotong dengan dimensi 50 x 50 x 20mm
C. URAIAN PRAKTIKUM MESIN CNC (Computer Numerically Controlled)
1. Definisi

CNC adalah kependekan dari Computer Numerical Control. Mesin
Milling CNC adalah mesin milling dimana pergerakan meja mesin (sumbu
X dan Y) serta spindle (rumah cutter) dikendalikan oleh suatu program.
Program tersebut berisi langkah-langkah perintah yang harus dijalankan
oleh mesin CNC. Program tersebut bisa dibuat langsung pada mesin CNC
(huruf per huruf, angka per angka) atau computer aided manufacturing
(CAM), yang hasil programnya disebut dengan program Numerical Control
(NC), atau dibuat menggunakan PC plus software khusus untuk membuat
program Numerical Control (NC) yang biasa disebut dengan computer
aided design (CAD).
Dalam praktek kali ini bantuk yang akan di proses seperti Gambar
1.1 dengan mesin CNC HURCO VMX 24 dengam material bahan
pembuatnya logam duralium yang telah dipotong dengan ukuran
50x50x20mm. Untuk mengoperasikan mesin CNC HURCO VMX 24
sebelumnya dibuat Numerical Control (NC) program yang dibuat pada
software Mastercam Design X4 yang nantinya Numerical Control (NC)
akan di input ke mesin CNC HURCO VMX 24. Dalam pembuatan
Numerical Control (NC) di soft ware Mastercam Design X4 terlebih dahulu
membuat gambar (Lampiran 1) selanjutnya di convert ke dalam bentuk
Numerical Control (NC).
Gambar 1.1. Gambar Kerja

Berikut hasil proses produksi dengan mesin CNC HURCO VMX 24
(Gambar hasil 1.2.)
Gambar hasil 1.2. Hasil Proses Produksi dengan mesin CNC HURCO VMX
24

Lampiran 1. Proses Pembuatan kode program menggunakan software
Mastercam Design X4.
Untuk mengawali pengoperasian terlebih dahulu membuka jendela software
Mastercam Design X4 di desktop dengan doble klik.
1. Proses dimulai setelah master cam X di buka, kita setting dulu supaya ukuran
menjadi metric, karena default dari master cam yang saya pakai masih inch atau
english.
2. Silahkan klik pada setting lalu masuk konfigurasi, maka akan muncul kotak
dialog seperti diatas,
3.
kemudian anda tinggal merubah pada bagian bawah yaitu cuuret, pindah pada
metric, maka kalau di ok akan ganti metric.

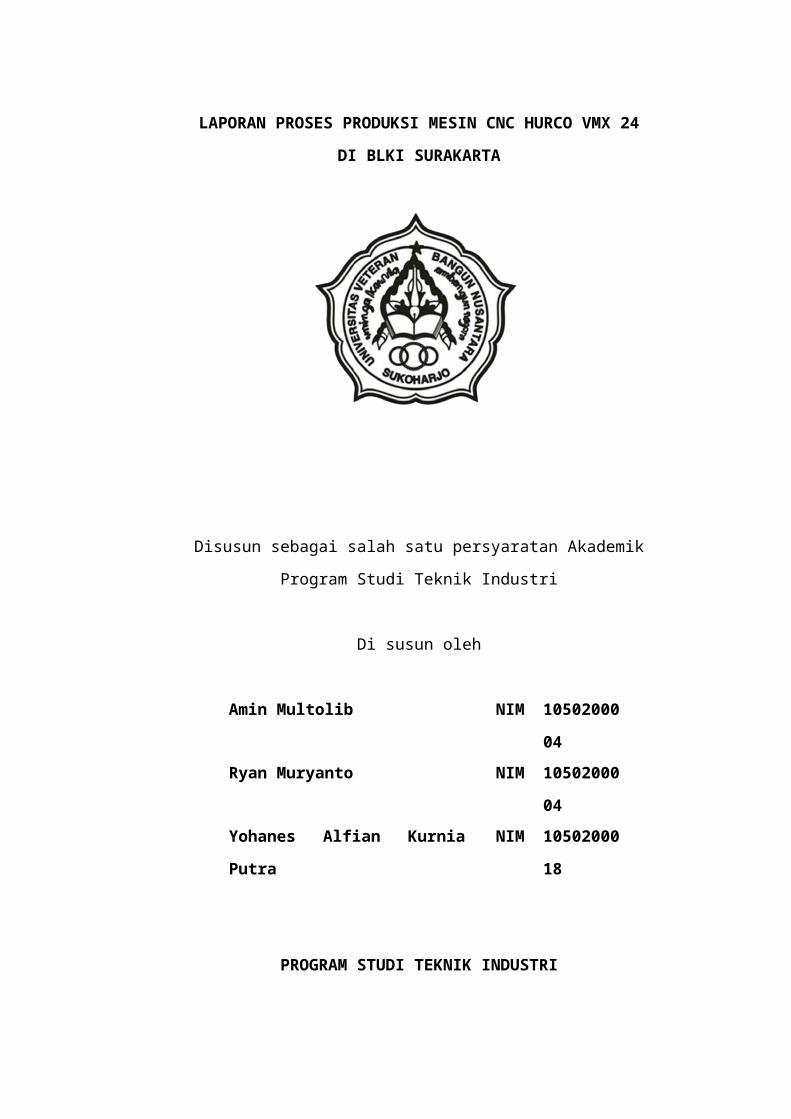
4. Selain itu, anda juga dapat merubah warna layar/ backgroun dengan cara seperti
diatas, dengan klik pada bagian pilihan color, lalu klik grapich background
color, lalu tinggal sesuaikan warna yang diinginkan :
5. Klik icon “ ” selanjutnya pilih/klik “ Creat retangle”
6. Isikan angka pada kolom “X” dan ”Y” dengan angka 50 yang berarti 50mm
dan pilih“”pilih “Origin” lalu di Enter.

7. Setelah selesai maka akan muncul di bidang gambar yang berbentuk persegi
maka klik kanan dan pilih “Fit” / “ ”
8. Klik “ Create” pada menu bar lalu pilih “Polygon” Pada layar sudah terbentuk
“Polygon”yang sebelumnya kolom “X” dan Kolom “Y” diisi dengan angka 25
yang berarti 25 mm yang telah diakhiri dengan enter dan selanjutnya muncul
perintah pengisian kolom “ ” di isi dengan angka 6 dan “ ” diisi
dengan angka 21
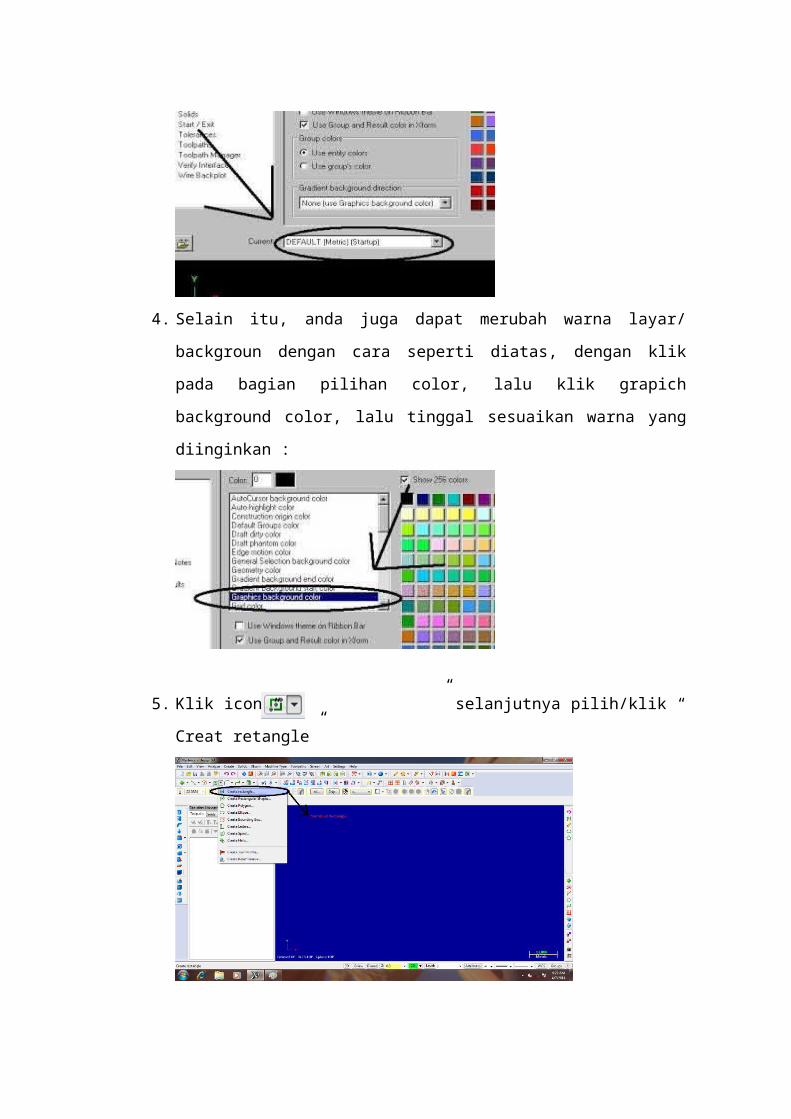
9. Klik icon “ ” dan pilih “ Create Elips Center Point.
10. Maka akan terbentuk Circle dan kolom “X” dan Kolom “Y” diisi dengan
angka 25 yang berarti 25mm dan Enter.

11. Klik “Machine Type” pada menu bar , pilih “Mill” lalu pilih 1 C:/MCAMX/
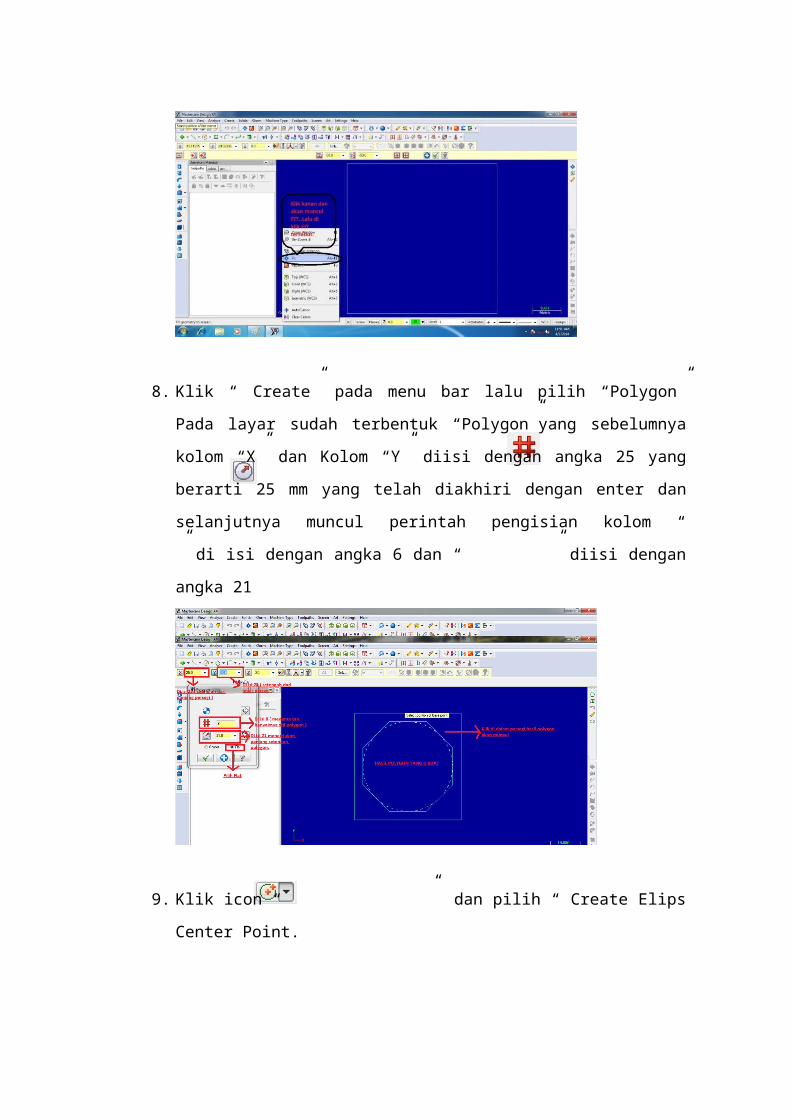
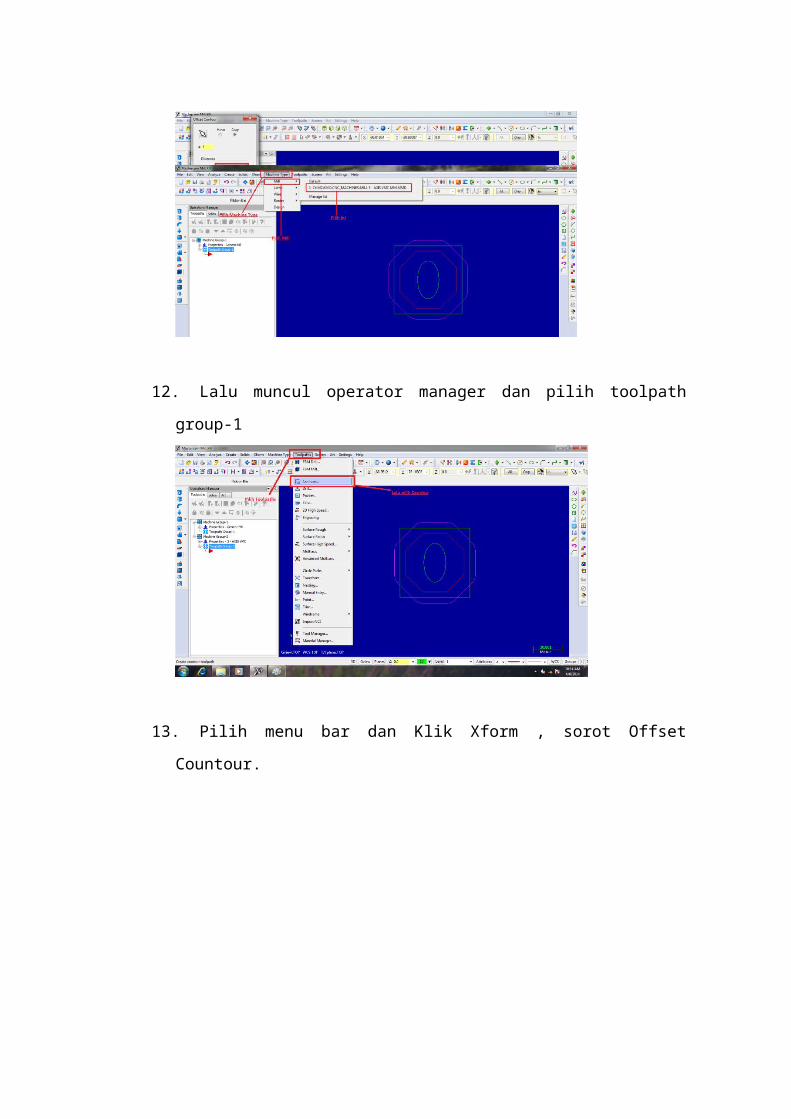
12. Lalu muncul operator manager dan pilih toolpath group-1
13. Pilih menu bar dan Klik Xform , sorot Offset Countour.
14. Lalu akan muncul menu chaining dan sentuh garis polygon lalu klik tanda
ceklis “OK’’
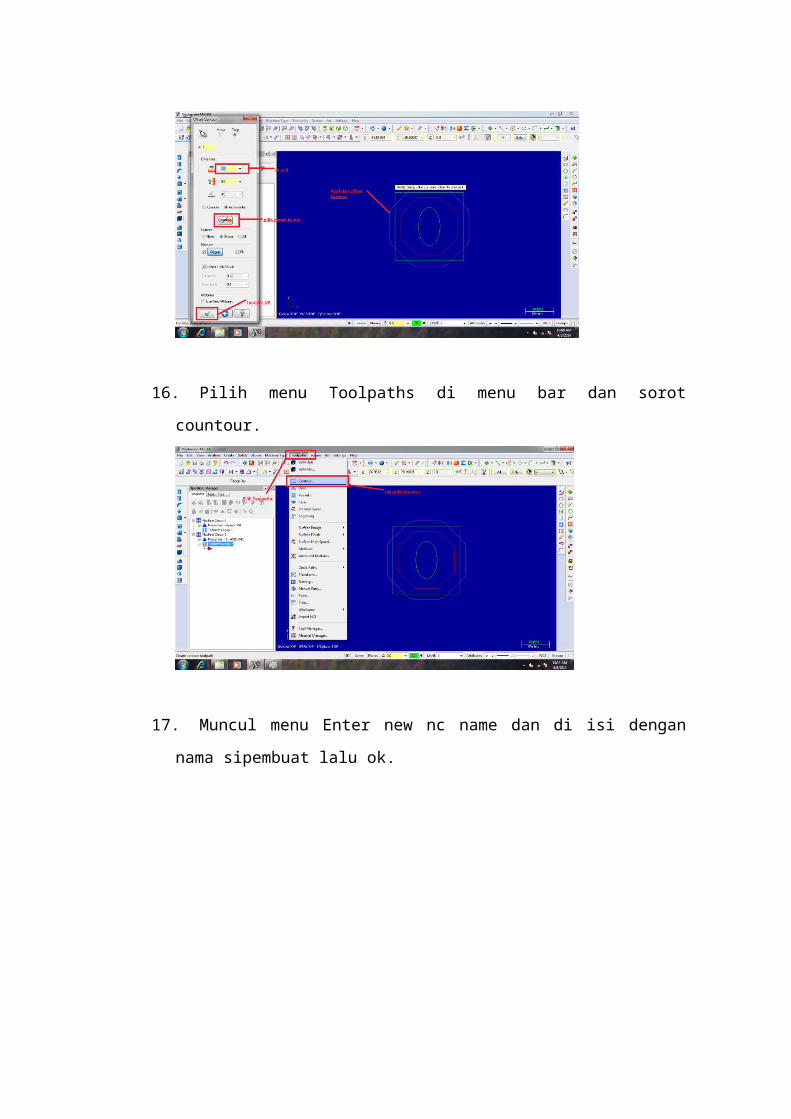
15. Munu Offset Countour dan diisi kolom 8.0 klik garis bantu luar polygon lalu
klik tanda ceklist atau OK.
16. Pilih menu Toolpaths di menu bar dan sorot countour.

17. Muncul menu Enter new nc name dan di isi dengan nama sipembuat lalu ok.
18. Pilih lalu sorot atau sentuh garis luar dan OK
19. Muncul toolpaths – Type dan pilih tool dan Create new tool
20. Lalu isi kolom yang ada di define tool – machine group-1. Feed rate 500,
plunge rate 20, retract rate 800 dan spindle speed 2500. Pilih carbide pada
Material lalu OK
21. Lalu masuk ke menu define tool machine group 2.
22. Pilih Depth Cuts, beri ceklist dan isi kolom Max rough step dengan ukuran 0.25
lalu Finish step 0. OK

23. Setelah mengisi Depth cuts lalu mengisi kolom yang ada di linking parameters
dan isi kolom depth dengan ukuran -1.0. dan OK
24. Kemudian pilih Stock setup untuk melihat mata pisau sudah memakan pada
benda kerja yang diharapkan.
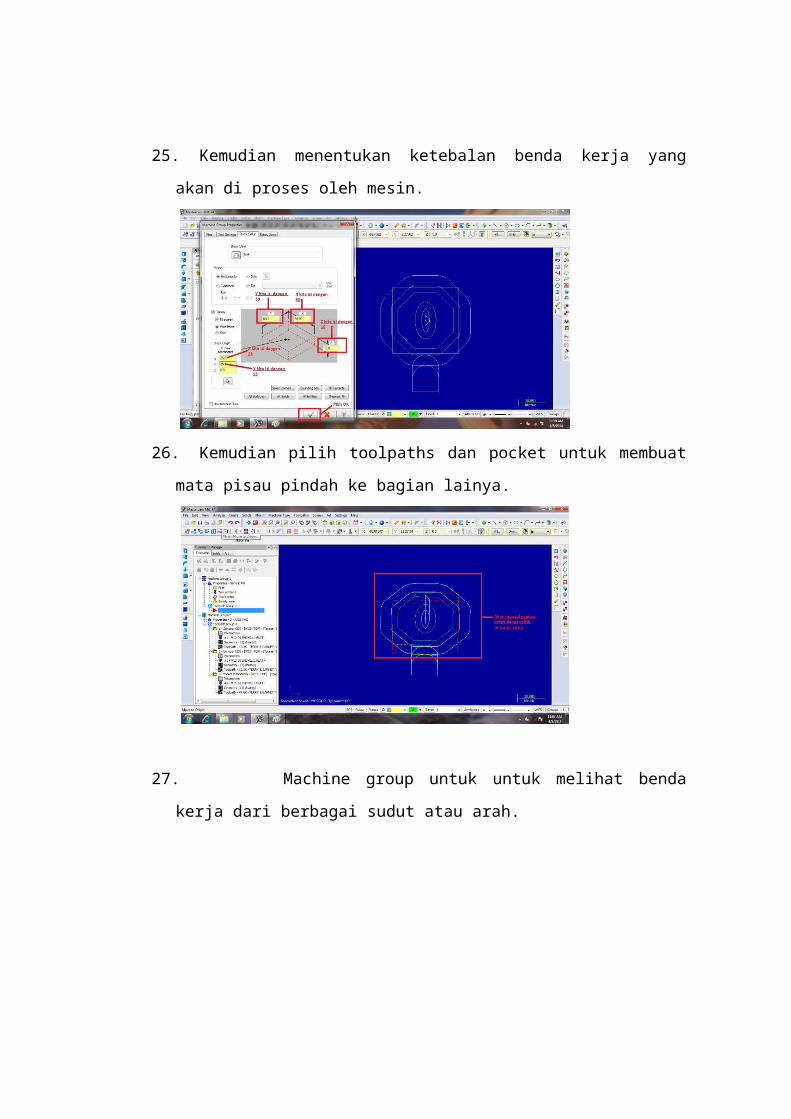
25. Kemudian menentukan ketebalan benda kerja yang akan di proses oleh mesin.
26. Kemudian pilih toolpaths dan pocket untuk membuat mata pisau pindah ke
bagian lainya.
27. Machine group untuk untuk melihat benda kerja dari berbagai sudut atau arah.
28. Pilih Verify untuk memutar gambar proses pebubutan, dan atur kecepatan
sesuai keinginan operator.

29. Tunggu sampai selesai lalu OK.
30. Save in : Save NC Code pada Folder anda, misal Folder PRG File Name:
Nama NC Code, misal PRG1> Close MastercamX Editor > dengan Window
Explore buka NC Code tersebut dengan Notepad / Wordpad
31. Posisikan kursor ke PRG1 > Klik kanan > Posisikan kursor ke PRG1 > Klik
kanan> Open with > Choose Program

32. Pilih note pad
33. Sehingga PRG1 muncul dalam format Notepad Editlah awalan NC Code /
Program sedemikian rupa sehingga dapat ditransfer dan dijalankan pada mesin
EDUMILL (Sinumerik) Awalan program
N_007_MPF ;$PATH=/_N_MPF_DIR 07: misal nama program. Tambahkan
G94 S1000 M3 F700 Jika NC Code sudah di-Edit > File > Save Program siap
ditransfer ke EDUMILL Sinumerik dengan Cimco Edit atau Software lain.

Lampiran 2. Panduan mesin cnc hurco vmx 24
LANGKAH 1 : MENGHIDUPKAN MESIN
a. Nyalakan tombol instalasi listrik (untuk Hurco dan Kompresor)
b. Angkat tuas kompresor untuk menyalakan kompresor
c. Nyalakan Mesin Hurco VMX 24 dengan memposisikan tombol putar pada
posisi ON (merah).Prosedur Setelah Power On
d. Tunggu sampai tampilan monitor muncul
e. Apabila kondisi tombol EMERGENCY STOP tertekan, maka lepaslah
dengan cara memutar tombol searah jarum jam.
f. Tekan tombol manual pada MACHINE MODE.
g. Tekan tombol POWER ON pada CONSOLE, kemudian tekan tombol
START CYCLE.
h. Tekan CALIBRATE MACHINE, lalu tekan tombol START CYCLE, dan
semua axis akan kembali pada posisi (0) ZERO secara otomatis
i. Setelah selesai kalibrasi mesin, tombol START CYCLE akan berkedip
untuk perintah kalibrasi TOOL MAGAZINE.
j. Tekan tombol START CYCLE maka posisi magazine berada pada pocket
nomor 1.
k. Tekan F1 pada monitor, untuk identifikasi TOOL yang terpasang pada
spindle, bila pada spindle tidak terdapat tool maka option TOOL IN
SPINDLE harus diidentifikasikan sebagai tool no. 0, artinya tool pada
spindle 0 (nol).
l. tekan WARM UP MACHINE soft key no F5, lalu tekan tombol START
CYCLE. Untuk warming up, tool pada spindle harus 0 (zero).
m. Lamanya proses warm up machine adalah 15 menit, untuk menghentikan
proses, tekan tombol CYCLE STOP.
LANGKAH 2 : IMPORT FUNCTION
Tekan Aux menu > input screen > import function.Klik import from
conversational file > pilih file *.NC
LANGKAH 3 : MEMBUKA
G – CODESimpan file g-code dari PC / laptop (g – code biasanya dalam format
berekstensi : *.txt,*.tap, *fnc, *.hnc atau *.NC) ke dalam flashdisk, lalu
tancapkan flashdisk ke USB port dibelakang mesin.Tekan Aux menu >
Program Manager > open file g-code anda.Dan inilah wujud file G – Code nya
setelah diimport.
LANGKAH 4 : ZERO POINT ADJUST (PART SETUP)
a. Setelah G – Code berhasil diimport, maka langkah selanjutnya adalah
menentukan titikreferensi tool (zero point).Klik manual pada machine mode
> tool management > pilih tool 1 > enter > klik auto pada toolchanger >
start cycle. Maka tool nomor 1 (jika g-code menggunakan tool 1) akan
keluar dari slot magazine.Tekan Aux menu > part setup > spindle mode :
onTITIK XPutar switch ke X > tekan “ 100x” >tempelkan mata pahat ke
bagian depan benda kerja > store position ditambah setengah diameter mata
pahat (misal jika diameter pahat 20 mm, maka ditambah10 mm) 5
b. TITIK YPutar switch ke Y > tekan “ 100x” >tempelkan mata pahat ke
samping benda kerja store position ditambah setengah diameter benda
kerja dan setengah diameter tool (misal jika diameter pahat 20 mm, maka
ditambah 10 mm)

c. TITIK ZPutar switch ke Z > tekan “ 100x” >tempelkan ujung bawah mata
pahat ke bagian permukaan atas benda kerja >store position tidak perlu
ditambah setengah diameter tool.Selanjutnya klik manual pada machine
mode > tool management > retract tool > startcycle. Ini akan
mengembalikan tool 1 pada posisi start.
LANGKAH 5 : MENJALANKAN MESIN DAN MEMBUATPRODUK
a. Tekan tombol auto pada machining mode > pilih file G-Code anda > pilih
check for error CHECK FOR ERROR RUN PROGRAM
b. Jika sudah tidak terdapat error pilih run program start cycleUntuk
menghentikan proses pemesinan, tekan tombol STOP CYCLE. Stop Cycle
LANGKAH 6 : MEMATIKAN MESIN
a. Pada saat akan mematikan mesin, pastikan pada spindle tidak terdapat tool,
jika pada spindle terdapat tool, tekan tombol manual pada machine mode >
tool management > clear tool in spindle.
b. Tekan soft key no F4 (PARK MACHINE), pada tombol manual. Lalu tekan
tombol START CYCLE.
c. Setelah proses PARK MACHINE selesai, untuk keamanan tekan tombol
EMERGENCY STOP.
d. Tekan aux menu > utility screen > shut down control > yes > OK.
e. Putar tombol utama mesin ke posisi OFF (hijau).
f. Matikan kompresor.- Matikan tombol instalasi listrik.
Top Related
Copyright © 2022 FDOKUMEN

