







Bahasa
Halaman
Hukum

BAB 2
LANDASAN TEORI
2.1 Pengendalian Kualitas
2.1.1 Defenisi Pengendalian Kualitas
Kualitas dalam suatu perusahan industri sangatlah penting apalagi semakin
banyaknya industri-industri baru yang tumbuh maka tingkat persainganpun bertambah,
untuk itu industri-industri tersebut haruslah mulai memperhatikan kualitas dari produk
yang dihasilkannya, karena kualitas telah menjadi alat strategis perusahaan untuk
mendapatkan posisi pasar dalam menempatkan produknya. Hal ini didukung oleh
pernyataan Brooks (1982) bahwa kualitas sesungguhya berawal dari penetapan pikiran
tingkat manajemen yang paling tinggi. Dari pendapat tersebut dapat diketahui bahwa
kualitas merupakan ujung tombak perusahaan dalam melakukan proses produksi.
Pengertian kualitas secara luas adalah bahwa kualitas merupakan kesesuaian
terhadap suatu pernyataan atau spesifikasi. Pendapat para ahli lainnya tentang kualitas
adalah :
1. Crossby (1979) yang berpendapat bahwa pengaturan kualitas yang memadai
mengharuskan kita untuk melakukan pengukuran terhadap kualitas itu sendiri.
2. Juran (1974) mengemukakan bahwa kualitas adalah kemampuan yang digunakan.
Persyaratan atau spesifikasi mewujudkan kemampuan untuk digunakan ke dalam
jumlah yang terukur.
28
Suatu lembaga yang mempelajari standar pengukuran, American National
Standards Institute (ANSI), menerbitkan suatu dokumen yang memberikan
pembahasan yang meliputi banyak hal mengenai kualitas yaitu ANSI/ASQC A3
(1978). Didalamnya dikemukakan suatu pengertian bahwa kualitas adalah
keseluruhan ciri- ciri dan karakteristik produk atau pelayanan yang berhubungan
dengan kemampuannya untuk memenuhi kebutuhan yang ingin diberikan.
Selanjutnya pengertian kualitas ini dapat dikelompokkan berdasarkan dua sudut
pandang yang berbeda dari para ahli berikut. Dua pendapat pertama
mengemukakan bahwa kualitas produk terbentuk pada proses pembuatannya. Ini
berarti bahwa kualitas produk terbentuk pada proses pembuatannya. Ini berarti
pengertian kualitas bersifat absolut dan hanya ditinjau dari sudut pandang
pembuatannya (produsen).
Everret E. Adam Jr dan Ronald J. Ebert (1982) mengemukakan bahwa
kualitas adalah derajat kesesuaian produk dengan spesifikasi desain. Sedangkan
James L. Riggs (1976) mengemukakan bahwa kualitas produk adalah hasil
spesifikasi desain yang teliti, kesesuaian dengan spesifikasi dan umpan balik
tentang performansi atau kinerja produknya. Sementara itu, beberapa pendapat
berikut mengemukakan hal yang bertentangan dengan pendapat dari kelompok
pertama, bahwa kualitas bukanlah sifat yang mempunyai arti absolut, dimana
pengertian kualitas juga ditinjau dari sudut pandang pemakainya.
J.M. Juran dan F.M. Gryna (1979) mengemukakan bahwa kualitas suatu
produk berdasarkan kemampuannya untuk digunakan, dinilai oleh konsumen.
29
Pendapat ini menempatkan perhaitan kepada keterlibatan aspek ekonomi dalam
menentukan kualitas, kecuali pada perancangan kualitras tersebut.
Genichi Taguchi (1982) mengembangkan definisi tersebut dengan
menyatakan bahwa suatu produk mempunyai kualitas yang ideal ketika mencapai
target performansinya setiap saat produk itu digunakan, dibawah kondisi yang
diinginkan serta selama waktu pemakaiannya yang diharapkan.
Philip J. Ross (1989) mengembangkan pendapat Taguchi itu dengan
menambahkan bahwa kualitas suatu produk diukur berdasarkan semua
karakteristiknya dan suatu produk dengan kualitas yang jelek akan menimbulkan
kerugian masyarakat pemakainya selama siklus hidup produk tersebut.
K.S. Stephens (1979) menjelaskan bahwa kualitas tidak perlu kualitas
yang baik, tetapi merupakan suatu hal yang diinginkan pemakai dan dapat
disediakan oleh pembuatnya. Spesifikasi harus didasarkan pada apa dihasilkan
oleh suatu proses secara ekonomis dengan suatu pengendalian yang layak. Untuk
itu produsen dan pemakai harus bekerjasama untuk menempatkan suatu
spesifikasi kualitas yang praktis, layak dan ekonomis.
Berdasarkan pengertian pengendalian dan pengertian kualitas diatas, dapat
ditarik kesimpulan bahwa yang dimaksud dengan pengendalian kualitas adalah
kegiatan yang bertujuan agar produk yang dihasilkan dapat memenuhi spesifikasi
yang telah ditetapkan, sehingga jika terjadi penyimpangan dapat diambil tindakan
perbaikan sehingga penyimpangan itu tidak terjadi lagi pada proses produksi
berikutnya. Hal ini sesuai dengan pengertian pengendalian kualitas yang
30
dikemukakan oleh J.M. Juran (1979) bahwa pengendalian kualitas adalah proses
pengaturan berkala mengukur kualitas hasil aktual, membandingkannya dengan
standar, dan bertindak jika ada penyimpangan.
Pendapat lain oleh John F. Biegel (1987) mengenai kualitas ini yaitu
bahwa pengendalian kualitas adalah suatu tanggung jawab untuk menentukan
kualitas bahan baku, bahan dalam proses serta barang jadi sehingga produk akhir
sesuai dengan spesifikasi atau persyaratan produk yang telah ditetapkan dalam
penggunaannya.
Di dalam ANSI/SQC Standard A3 (1978) dikemukakan bahwa
pengendalian kualitas adalah teknik-teknik dan kegiatan-kegiatan operasional
yang memungkinkan kualitas suatu produk atau pelayanan dapat memenuhi
kebutuhan yang ingin diberikan
2.1.2 Pentingnya Pengendalian Kualitas
2.1.3 Persaingan Produk Pasar
Dengan semakin meningkatnya perkembangan ilmu pengetahuan dan
teknologi berbagai macam produk dengan berbagai macam kualitas dan harga
yang tersedia dipasaran. Hal ini mendorong konsumen untuk selalu tanggap dan
selektif dalam memilih barang yang dikonsumsinya.
Kualitas produk dari barang merupakan salah satu faktor bagi konsumen
untuk membeli. Kualitas produk tersebut sudah dikatakan baik apabila konsumen
yang mengkonsumsinya ataui yang menggunakannya sudah merasakan yang
31
namanya customer satisfaction (kepuasan konsumen). Harapan konsumen
mengenai kualitas mengalami peningkatan berarti berkaitan dengan performansi,
kemampuan, daya tahan, harga, ketersediaan dan pengiriman produk yang dibeli.
Keadaan ini menyebabkan persaingan berbagai macam produk di pasaran tidak
dapat dihindarkan. Salah satu usaha yang dapat dilakukan perusahaan adalah
dengan mempertahankan kualitas produk yang dihasilkan agar sesuai dengan
standar kualitas yang diinginkan, sehingga diharapkan dapat menempatkan
produk pada posisi pasar yang lebih kompetitif. Dengan demikian produk yang
dihasilkan mampu bersaing dengan produk sejenis dari perusahaan pesaing.
2.1.4 Kualitas Produk Yang Jelek Menimbulkan Kerugian
Sebenarnya kerugian itu terdiri dari dua komponen; Perusahaan rugi jika
ada produknya yang rusak atau tidak memenuhi target performansinya dan
kemungkinan perusahaan harus memperbaikinya, sedangkan pembeli rugi karena
kehilangan uang, mengalami hal yang tidak enak, atau menghadapi resiko dalam
penggunaan produk tersebut. Karena untuk menghindari kerugian itu, jaminan
kualitas harus dimulai sebelum proses produksi itu berjalan dimana produk dan
proses produksi dirancang agar menghasilkan performansi, kualitas dan ongkos
yang optimal.
2.2 Langkah-langkah Dalam Pengendalian Proses
Agar kualitas suatu produk tetap terjaga, maka perlu dilakukan suatu metode
atau langkah-langkah dalam mengendalikan proses, dimana metode ini sampai
32
sekarang masih digunakan dengan pendekatan berdasarkan pola Daur Deming,
yang mempunyai langkah-langkah pengerjaan sebagai berikut :
1. Plan (Rencanakan)
Akan sangat menyulitkan bagi kita untuk mengetahui adanya penyimpangan,
apabila dari semula tidak diketahui apa yang dijadikan sasaran. Bahkan dapat
saja dikatakan tidak ada penyimpangan karena memang tidak ada sasaran
yang jelas. Sasaran merupakan bagian dari rencana yang menjelaskan secara
kuantitatif tentang apa yang akan dicapai, sehingga akan jelas bagi pelaksana
seberapa besar hasil yang harus dicapai dan merupakan pernyataan yang
terukur tentang apa yang mampu dicapai selama kegiatan berlangsung.
Penjabaran sasaran didasarkan atas hasil yang akan dicapai dan batas sumber
daya yang dimiliki. Sasaran yang telah dijabarkan tidak akan ada artinya tanpa
disertai petunjuk bagaimana mencapainya dan siapa yang akan bertanggung
jawab.
2. Do (Laksanakan)
Sasaran dengan cara ini harus dimengerti oleh pelaksana agar tidak terjadi
salah penafsiran. Peran serta pimpinan sangat diperlukan dalam memberikan
latihan maupun pengarahan bagi pelaksana, agar penerapan selaras dengan
rencana.
3. Check (Periksa)
Pimpinan tidak hanya memberikan perintah dan melakukan program latihan
pada bawahan, tetapi juga bertanggung jawab memeriksa hasil kerja. Masalah
33
itu timbul apabila ada satu penyimpangan dari standar yang berarti
merangsang kita untuk melakukan tindakan. Masalah dapat dipecahkan
menjadi dua yaitu :
- Masalah yang sebabnya sudah diketahui.
- Masalah yang membutuhkan analisis sebab akibat.
1. Action (Tindakan Koreksi)
Tindakan koreksi dilakukan tidak sekedar usaha untuk memperkecil akibat,
tetapi juga berusaha mengatasi penyebab timbulnya masalah. Dengan tindakan
koreksi diharapkan adanya peningkatan prestasi kerja sehingga dapat mengarah
kearah kemajuan. Hal-hal yang sudah diperbaiki dilakukan penelitian ulang
agar dapat dibuat suatu standar baru dari kondisi yang sudah dicapai.
2.2 Sasaran Pengendalian Kualitas
Pada bagian implementasi pengendalian kualitas hal-hal yang diharapkan
akan implementasi tersebut adalah sebagai berikut :
1. Agar produk yang dihasilkan sesuai dengan apa yang diharapkan, sehingga
dapat memberikan kepuasan terhadap konsumen.
34
2. Penggunaan biaya produksi serendah-rendahnya.
3. Untuk mengetahui apakah semua sesuai dengan rencana yang ada.
4. Proses produksi selesai tepat dengan waktunya.
Apabila tujuan dari pelaksanaan kegiatan pengendalian kualitas dapat
tercapai, maka perusahaan yang bersangkutan akan mendapat keuntungan karena
pengendalian kualitas yang baik berarti :
1. Meningkatkan kualitas produk dan pelayanan.
2. Menaikkan produktivitas pada proses manufaktur.
3. Mengurangi ongkos pembuatan produk dan pelayanan.
4. Menentukan serta meningkatkan kemampuan pasar dari produk dan
pelayanan.
5. Meningkatkan dan atau menjamin serta ketersediaan yang tepat waktu.
6. Membantu pengaturan perusahaan.
2.4 Teknik-teknik Pengendalian Kualitas
2.4.1 Inspeksi
Inspeksi adalah kegiatan penerapan kualitas yang utama yang harus
dilakukan setiap waktu. Produk harus selalu diperiksa agar sesuai dengan standar
kualitas yang ditetapkan agar satuan-satuan yang rusak dapat disingkirkan
sehingga perusahaan dapat menghemat berbagai biaya. Sebelum inspeksi
dilakukan, ada beberapa faktor yang perlu diperhatikan oleh pihak manajemen,
yaitu :
1. Kegunaan dari produk yang dihasilkan.
35
2. Bagian dari proses produksi dimana inspeksi perlu dilakukan.
3. Orang yang melakukan inspeksi.
4. Sistem yang akan digunakan untuk menentukan pemeriksaan, jumlah sampel
yang harus diambil sehingga keseluruhan inspeksi dapat memberikan
informasi yang sebenarnya tentang keadaan suatu produk.
Tujuan utama dari inspeksi ini adalah penerimaan produk, yaitu
menempatkan produk berdasarkan kualitasnya. Penempatan ini melibatkan tiga
keputusan, yaitu :
1. Keputusan mengenai kesesuaian
2. Untuk mengambil keputusan ini, operator produksi harus di organisir serta
dilatih untuk memahami sifat produk, standar dan peralatan yang digunakan.
Mereka diberi kekuasaan untuk menentukan apakah suatu produk diterima
atau tidak. Identifikasi ini kemudian diinformasikan dengan menyatakan
produk yang bersangkutan dapat dilakukan prosedur proses selanjutnya.
Dengan tanpa pengecualian, produk yang sesuai dengan spesifikasi adalah
produk yang mempunyai kemampuan untuk digunakan.
3. Keputusan bahwa produk mempunyai kemampuan untuk digunakan
4. Pada produk yang tidak sesuai dengan spesifikasi yang ditetapkan, pertanyaan
akan timbul apakah produk yang mempunyai kemampuan untuk digunakan.
Pada sebagian besar kasus, jawaban akan pertanyaan ini sangat jelas, bahwa
produk yang tidak sesuai dengan spesifikasi tidak layak untuk digunakan.
36
Karenanya produk itu harus dibuang atau diperbaiki atas dasar pertimbangan
proses produksi dan biaya yang dikeluarkan.
5. Keputuasan yang berhubungan dengan komunikasi
6. Inspeksi tidak hanya membuat keputusan akan produk yang besangkutan,
tetapi juga membangkitkan data yang dapat diolah menjadi informasi yang
penting bagi berbagai tujuan. Sumber informasi ini adalah keputusan
mengenai kesesuaian dan kemampuan untuk digunakan. Komunikasi kedalam
dan keluar sangat diperlukan ketika suatu produk yang tidak sesuai dikirimkan
sebagai produk yang layak digunakan.
Inspeksi harus bersifat pencegahan, bukan hanya mencari komponen yang
tidak memenuhi standar. Tujuannya adalah untuk menghentikan pembuatan
komponen-komponen yang rusak. Kegiatan ini memerlukan tenaga kerja yang
melakukan pemeriksaan yang lalu bertugas untuk melaporkan hasil
pemeriksaannya kepada manajer agar para manajer dapat merencanakan tindakan
perbaikan.
Apabila inspeksi yang dilakukan digunakan untuk menyaring produk
berdasarkan standar kualitas, sering dijumpai bahwa setiap produk diperiksa
dalam suatu usaha untuk mencegah produk yang rusak jatuh ke tangan konsumen,
atau dengan kata lain dilakukan pemeriksaan dengan inspeksi 100%. Walaupun
telah dilakukan pemeriksaan 100% seringkali masih ada produk yang lolos
kurang dari 100%. Hal ini disebabkan oleh tugas pemeriksaan yang cenderung
37
monoton dan membosankan, sehingga tingkat ketelitian pemeriksaan tidak dapat
diandalkan untuk pemeriksaan secara jangka panjang.
Karena hal tersebut, maka inspeksi dilakukan pada bagian-bagian tertentu
dari proses produksi. Jelas disini bahwa pengendalian kualitas dengan mendeteksi
kualitas rendah dengan melakukan inspeksi pada pasca produksi tidak dapat
dipercaya, boros dan merugikan. Sistem pengendalian ini harus diganti dengan
strategi yang berbeda yaitu melalui pencegahan kegagalan kualitas.
Pada proses produksi ada tempat dimana inspeksi dapat dan harus
diadakan. Secara umum inspeksi dilakukan tiga tahap yaitu saat bahan diterima,
pada saat proses dan pada tahap pemeriksaan produk akhir.
Inspeksi pada tahap masukan perlu untuk menjamin adanya kualitas
bahanyang baik. Bahan yang buruk mungkin akan dikembalikan ke pemasok,
dibuang. Jika inspeksi pada tahap ini berfungsi dengan baik maka perusahaan
akan mampu mengurangi masalah pada proses produksi dan menghemat biaya.
Inspeksi pada proses berarti memeriksa bagaimana proses itu bekerja. Dua
tujuan yang berbeda terlihat disini. Yang pertama ada kemungkinan penggunaan
informasi mengatur proses dan mengurangi produk yang buruk. Sedangkan kedua
adalah kemungkinan membuang produksi yang buruk dan memilih atau
mengembalikan bagian-bagian untuk diproses ulang sebelum biaya pemrosesan
itu terjadi.
Inspeksi pada keluaran perlu dilakukan untuk mengurangi biaya resiko
lolosnya produk dengan kualitas yang buruk ke tangan konsumen. Jika jaminan
38
akan produk baik dapat tercapai, perusahaan akan mempunyai kekuatan untuk
melawan keluhan dari konsumen. Produk yang ditolak mungkin dibuang, dijual
sebagai produk yang berkualitas jelek, atau dipisahkan dari produk yang baik dan
mengganti bagian yang cacat dari produk tersebut.
2.4.2 Pengendalian Kualitas Secara Statistik
Statistical Process Control atau SPC merupakan salah satu cabang ilmu
turunan dari Statistical Quality Control (SQC), Statistical Process Control (SPC)
adalah suatu terminologi yang mulai digunakan sejak tahun 1970-an untuk
menjabarkan pengunaan teknik-teknik statistikal (statistical techniques) dalam
memantau dan meningkatkan performansi proses menghasilkan produk
berkualtas. Pada tahun 1950-an samapai 1960-an digunakan terminologi
Pengendalian Kualitas Statistikal (Statistical Qualtity Control) yang memiliki
pengertian yang sama dengan SPC.1
Pengendalian kualitas merupakan aktivitas teknik dan manajemen, melalui
mana kita mengukur karakteristik kualitas dari output (barang/jasa), kemudian
membandingkan hasil itu dengan spesifikasi output yang diinginkan oleh
pelanggan, serta mengambil tindakan perbaikan yang tepat apabila ditemukan
perbedaan antara perfomansi aktual dan standar.
Berdasarkan uraian diatas, kita boleh mendefinisikan pengendalian proses
statistikal (SPC) sebagai suatu metodologi pengumpulan dan analisis data
1 Manajemen Operasi, (Jay Heizer 286-287) Statistical Proses Control, (0vincent gaspersz)
39
kualitas, serta penentuan dan interpretasi pengukuran-pengukuran yang
menjelaskan tentang proses dalam suatu sistem industri, untuk meningkatkan
kualitas dari output guna memenuhi kebutuhan dan ekspetasi pelanggan. Dalam
SPC terminologi kualitas diartikan sebagai konsistensi peningkatan atau
perbaikan dan penurunan variasi karakteristik dari suatu produk (barang/jasa)
yang dihasilkan, agar memenuhi kebutuhan yang dispesifikasikan, guna
meningkatkan kepuasan pelanggan internal maupun eksternal.
Berdasarkan dari terminologi kualitas yang telah disampaikan maka mutu
menurut SPC adalah bagaimana baiknya suatu output (barang/jasa) itu memenuhi
spesifikasi dan toleransi yang ditetapkan oleh bagian desain dari suatu
perusahaan.
2.4.3 Definisi Variasi dalam Konteks SPC
Dalam konteks pengendalian proses statistikal, penting juga untuk
mengetahui bagaimana suatu proses itu bervariasi dalam menghasilkan output
sehingga dapat diambil tindakan-tindakan perbaikan terhadap proses itu secara
tepat. Variasi adalah ketidakseragaman dalam sistem produksi atau opersional
sehingga menimbulkan perbedaan dalam kualitas output (barang/jasa) yang
dihasilkan. Pada dasarnya dikenal dua sumber atau penyebab timbulnya variasi,
yang diklarifikasikan sebagai berikut:
1. Variasi Penyebab-Khusus (special causes variation)
adalah kejadian-kejadian di luar sistem yang mempengaruhi variasi dalam
sistem. Penyebab khusus dapat bersumber dari faktor-faktor: manusia,
40
peralatan, material, lingkungan, metode kerja, dll. Penyebab khusus ini
mengambil pola-pola nonacak sehingga dapat diidentifikasikan/ditemukan,
sebab mereka tidak selalu aktif dalam proses tetapi memiliki pengaruh yang
lebih kuat pada proses sehingga menimbulkan variasi. Dalam konteks
pengendalian proses statistikal menggunakan peta-peta kendali atau kontrol,
jenis variasi ini sering ditandai dengan titik-titik pengamatan yagn melewati
atau keluar dari batas-batas pengendalian yang didefinisikan.
2. Variasi Penyebab-Umum (common causes variation)
adalah faktor-faktor di dalam sistem atau yang melekat pada proses yang
menyebabkan terjadinya variasi dalam sistem serta hasil-hasilnya. Penyebab
umum sering disebut juga sebagai penyebab acak (random causes) atau
penyebab sistem (system causes). Karena penyebab umum ini selalu melekat
pada sistem, untuk menghilangkannya kita harus menelusuri elemen-elemen
dalam sistem itu dan hanya pihak manajemen yang dapat memperbaikinya,
karena pihak menejemenlah yang mengendalikan sistem itu. Dalam konteks
pengendalian proses statistikal dengan menggunakan peta-peta kendali atau
kontrol (control charts), jenis variasi ini sering ditandai dengan titik-titik
pengamatan yang berada dalam batas-batas pengendalian yang didefinisikan.2
2 Statistical Proces Control (Vincent Gaspersz, 29 )

41
2.4.4 Definisi tentang Data dalam Konteks SPC
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun
yang bersifat kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak.
Berdasarkan data, kita mempelajari fakta-fakta yang ada dan kemudian
mengambil tindakan yang tepat berdasarkan pada fakta itu. Dalam konteks
pengendalian proses statistikal dikenal dua jenis data, yaitu:
Tabel 2.1 Jenis Data dan Peta Kendalinya
Jenis Data Jenis Peta kendali
Data Atribut
♦ Peta p
♦ Peta np
♦ Peta u
♦ Peta c
Data Variabel
♦ Peta X-bar dan R
♦ Peta X-bar dan MR
♦ Peta X-bar dan S
1. Data Atribut
yaitu data kualitatif yang dapat dihitung untuk pencacatan dan analisis.
Contoh dari data attribut karakteristik kualitas adalah: ketiadaan label pada
kemasan produk, kesalahan proses administrasi buku tabungan nasabah,
banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat
Statistical Proces Control (Vincent Gaspersz ,2 )
42
karena corelap, dll. Data atribut biasanya diperoleh dalam bentuk unit-unit
nonkonformans atau ketidaksesuaian dengan spesifikasi atribut yang
ditetapkan.
2. Data Variabel
merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari
data variabel kuantitas adalah: diameter pipa, ketebalan produk kayu lapis,
berat semen dalam kantong, banyaknya kertas setiap rim, konsentrasi
elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi,
diameter, volume biasanya merupakan data variabel.
2.5 Alat Pengendali Kualitas1
Alat-alat pengendalian dalam lingkungan pengawasan secara statistik
umumnya diterapkan dalam dua teknik, yaitu :
1. Peta Kontrol (Control Chart)
Peta ini adalah suatu diagram yang menunjukkan batas-batas dimana hasil
pengamatan masih dapat ditolerir dengan tertentu yang menjamin bahwa
proses produksi masih berada dalam keadaan baik.
Peta ini terdiri dari dua jenis yaitu :
Peta Kontrol Atribut
Digunakan untuk mengendalikan karakteristik-karakteristik untuk yang
tidak terukur misalnya warna, baik, buruk dan lain sebagainya.
Yang termasuk peta kontrol atribut ini adalah :

43
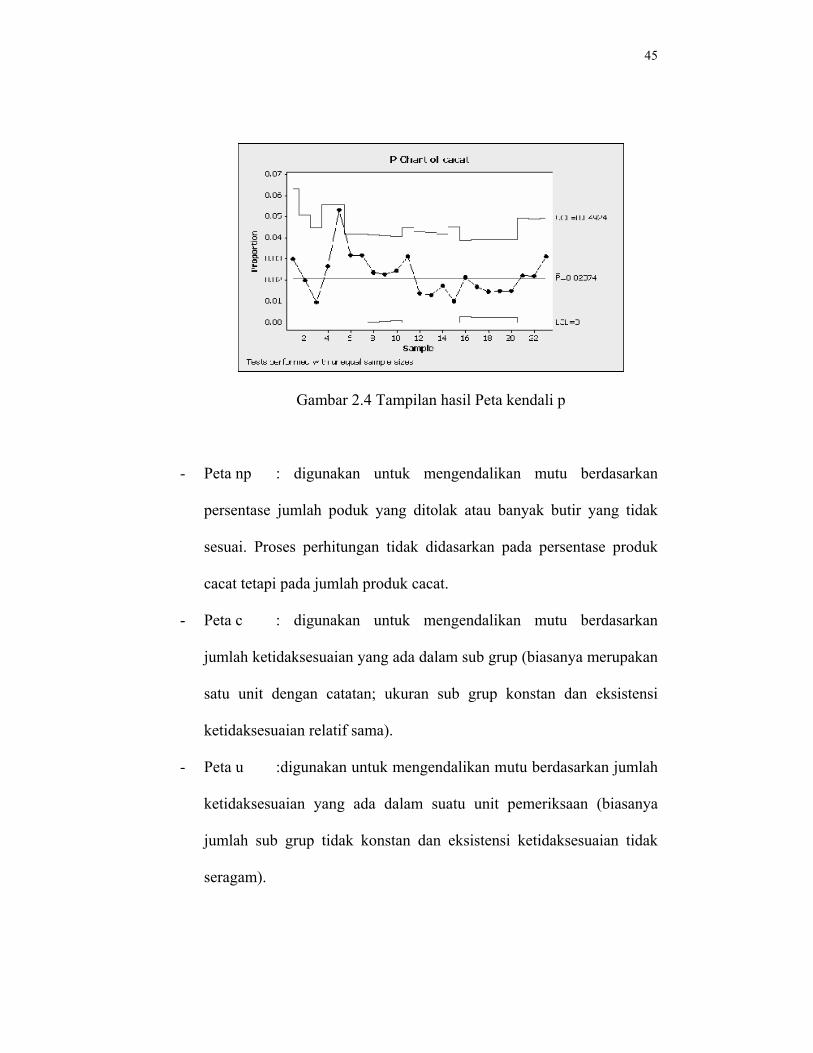
- Peta P : digunakan untuk mengendalikan mutu berdasarkan
presentasi jumlah produk yang ditolak karena tidak sesuai dengan
spesifikasi atau untuk peta kontrol dengan bagian (prosentase) yang
tidak memenuhi syarat/gagal (defect). Berikut adalah langkah-langkah
pembuatan peta kendali p
Hitung untuk setiap subgroup nilai proporsi unit cacat
Hitung rata-rata dari p
Hitung batas kendali untuk peta kendali p, dengan rumus dibawah
Ini
Plot data proporsi unit cacat dan amati apakah data itu berada dalam
pengendalian statistical atau tidak.
Penggunaan Software Minitab 14
1. Masukkan data proses dalam tabel
ni)p-1(p
3-p=LCL
ni)p-1(p
3+p=UCL
p=CLoduksiPr JumlahΣ
cacatΣ=p
44
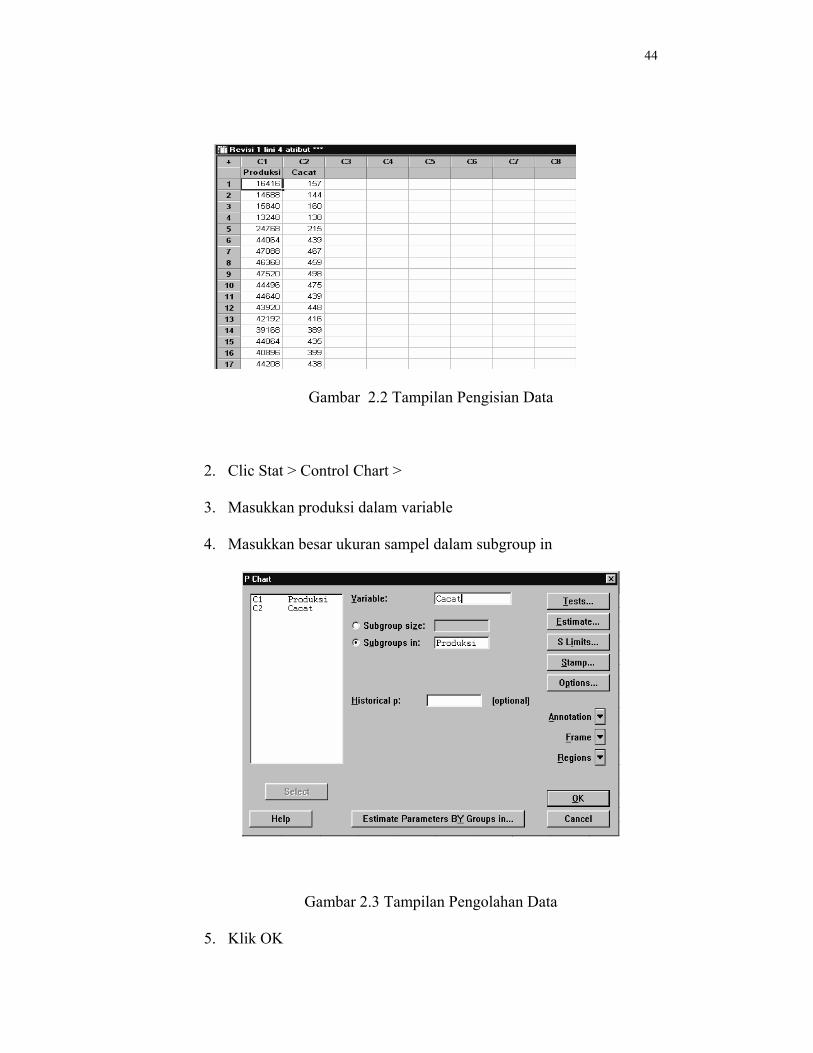
Gambar 2.2 Tampilan Pengisian Data
2. Clic Stat > Control Chart >
3. Masukkan produksi dalam variable
4. Masukkan besar ukuran sampel dalam subgroup in
Gambar 2.3 Tampilan Pengolahan Data
5. Klik OK
45
Gambar 2.4 Tampilan hasil Peta kendali p
- Peta np : digunakan untuk mengendalikan mutu berdasarkan
persentase jumlah poduk yang ditolak atau banyak butir yang tidak
sesuai. Proses perhitungan tidak didasarkan pada persentase produk
cacat tetapi pada jumlah produk cacat.
- Peta c : digunakan untuk mengendalikan mutu berdasarkan
jumlah ketidaksesuaian yang ada dalam sub grup (biasanya merupakan
satu unit dengan catatan; ukuran sub grup konstan dan eksistensi
ketidaksesuaian relatif sama).
- Peta u :digunakan untuk mengendalikan mutu berdasarkan jumlah
ketidaksesuaian yang ada dalam suatu unit pemeriksaan (biasanya
jumlah sub grup tidak konstan dan eksistensi ketidaksesuaian tidak
seragam).
46
Peta Kontrol Variabel
Digunakan untuk mengendalikan karakteristik mutu yang diukur seperti
dimensi (berat, panjang, volume, besarnya tegangan dan lain-lain).
Yang termasuk peta kontrol variabel adalah :
- Peta X
- Peta R
- Peta r
2.6 Tujuh Macam Alat-alat dalam Quality control
2.6.1 The Traditional QC Tools
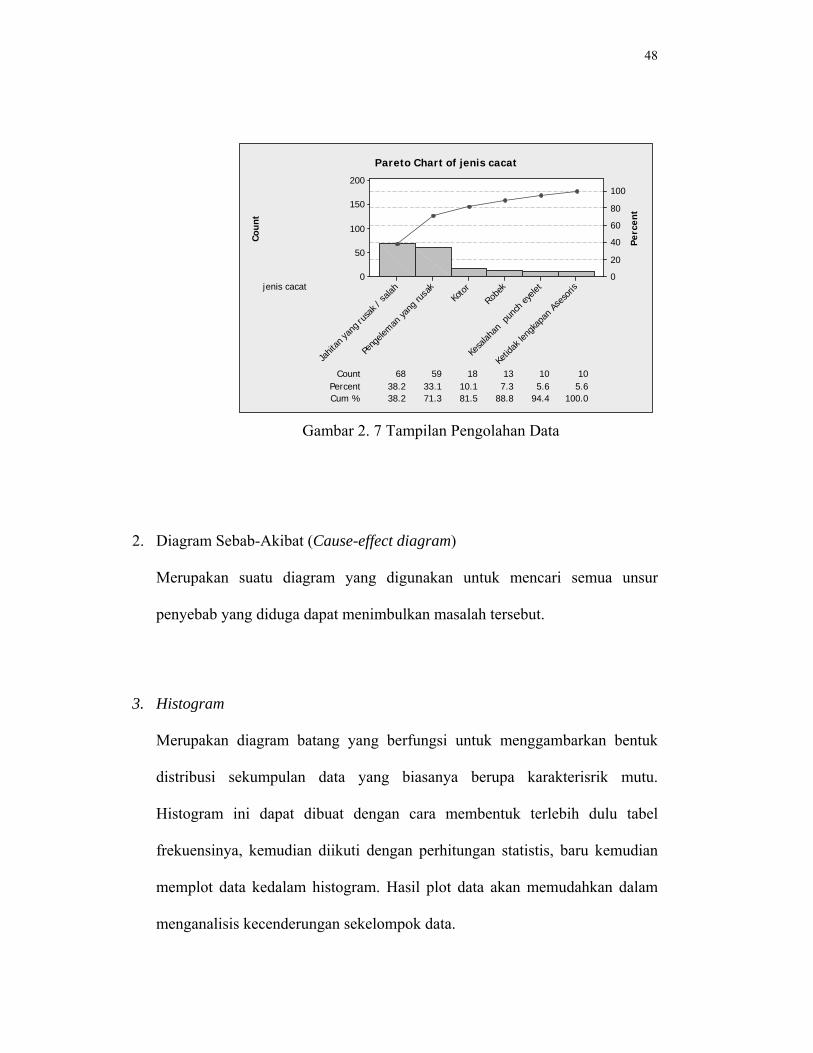
1. Diagram Pareto
Suatu diagram/grafik yang menjelaskan hirarki dari masalah-masalah yang
timbul, sehingga berfungsi untuk menentukan prioritas penyelesaian masalah.
Urut-urutan prioritas perbaikan untuk mengatasi permasalahan dapat
dilakukan dengan memulai pada masalah dominan yang diperoleh dari
diagram pareto ini. Setelah diadakannya perbaikan dapat dibuat diagram
pareto baru membandingkan dengan kondisi sebelumnya.
Penggunaan Sofware Minitab 14
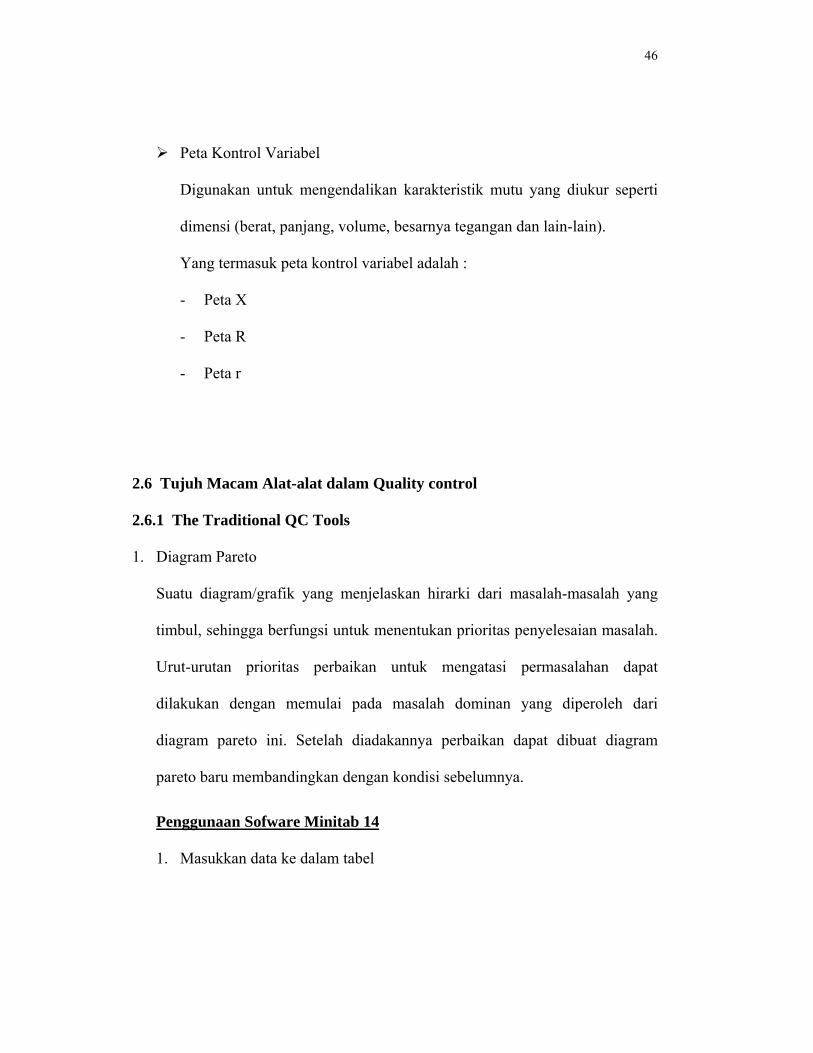
1. Masukkan data ke dalam tabel
47
Gambar 2. 5 Tampilan Pengisian Data
2. Klik Stat > Quality Tools > Pareto Chart
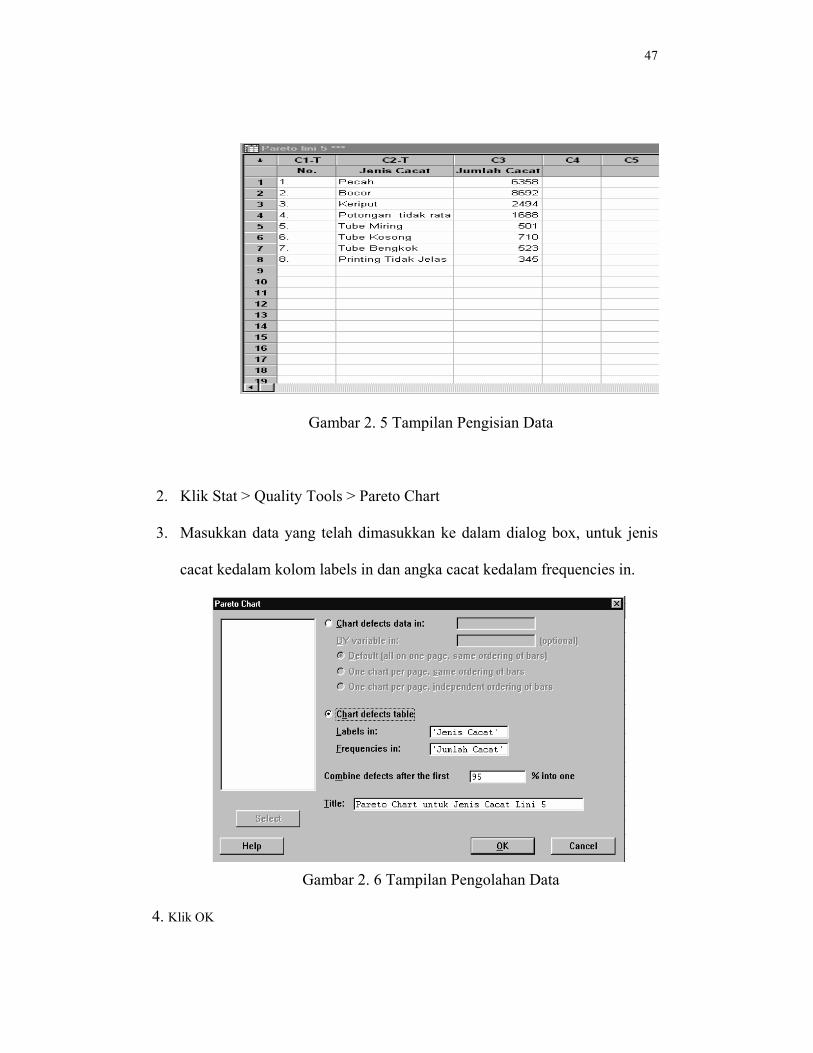
3. Masukkan data yang telah dimasukkan ke dalam dialog box, untuk jenis
cacat kedalam kolom labels in dan angka cacat kedalam frequencies in.
Gambar 2. 6 Tampilan Pengolahan Data
4. Klik OK
48
Coun
t
Perc
ent
jenis cacat
Count33.1 10.1 7.3 5.6 5.6
Cum % 38.2 71.3 81.5 88.8
68
94.4 100.0
59 18 13 10 10Percent 38.2
Ketid
ak le
ngka
pan A
seso
ris
Kesa
lahan
pun
ch ey
elet
Robek
Kotor
Peng
eleman
yang
rusa
k
Jahit
an ya
ng ru
sak /
salah
200
150
100
50
0
100
80
60
40
20
0
Pareto Chart of jenis cacat
Gambar 2. 7 Tampilan Pengolahan Data
2. Diagram Sebab-Akibat (Cause-effect diagram)
Merupakan suatu diagram yang digunakan untuk mencari semua unsur
penyebab yang diduga dapat menimbulkan masalah tersebut.
3. Histogram
Merupakan diagram batang yang berfungsi untuk menggambarkan bentuk
distribusi sekumpulan data yang biasanya berupa karakterisrik mutu.
Histogram ini dapat dibuat dengan cara membentuk terlebih dulu tabel
frekuensinya, kemudian diikuti dengan perhitungan statistis, baru kemudian
memplot data kedalam histogram. Hasil plot data akan memudahkan dalam
menganalisis kecenderungan sekelompok data.
49
4. Stratifikasi
Merupakan suatu usaha untuk mengelompokan kumpulan data (data
kerusakan, phenomena, sebab-sebab, dsb) kedalam kelompok-kelompok yang
mempunyai karakteristik sama.
5. Diagram Tebar (scatter Diagram)
Suatu diagram yang menggambarkan hubungan antara dua faktor dengan
memplot data dari kedua faktor tersebut pada suatu grafik. Dengan diagram
ini kita dapat menentukan korelasi antara suatu sebab dengan akibatnya.
6. Check Sheet (lembar Periksa)
Alat ini berupa lembar pencatatan data secara mudah dan sederhana sehingga
menghindari kesalahan-kesalahan yang mengkin terjadi dalam pengumpulan
data tersebut. Umumnya ckeck sheet ini berisi pertanyaan-pertanyaan yang
dibuat sedemikian rupa sehingga pencatat cukup memberikan tanda pada
kolom yang telah tersedia dan/atau memberikan keterangan seperlunya.
7. Grafik dan Peta Kendali (Graph and Control Chart)
Grafik adalah suatu bentuk penyajian data yang terdiri dari garis-garis yang
menghubungkan dua besaran tertentu.
Grafik terdiri dari tiga jenis yaitu :
Garis (Line Graph)
Batang (Bar Graph)
Lingkaran (circle Graph)
50
Peta kendali adalah suatu bentuk grafik dengan batasan-batasan yang berguna
dalam menetapkan pengambilan keputusan dalam pengendalian mutu secara
statistik.
2.7 Metode FMEA (Failure Mode and Effect Analysis)3
FMEA atau Analisis mode kegagalan dan efek adalah suatu prosedur
terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin mode
kegagalan. Suatu metode kegagalan adalah apa saja yang termasuk dalam
kecacatan/kegagalan dalam desain, kondisi diluar batas spesifikasi yang
ditetapkan, atau perubahan-perubahan dalam produk yang menyebabkan
terganggunya fungsi dari produk itu. Dengan menghilangkan mode kegagalan,
maka FMEA akan meningkatkan keandalan dari produk sehingga meningkatkan
kepuasan pelanggan yang menggunakan produk tersebut. Langkah-langkah dalam
membuat FMEA:
1. Mengidentifikasi proses atau produk/jasa.
2. Mendafatarkan masalah-masalah potensial yang dapat muncul, efek dari
masalah-masalah potensial tersebut dan penyebabnya. Hindarilah masalah-
masalah sepele.
3. Menilai masalah untuk keparahan (severity), probabilitas kejadian
(occurrence) dan detektabilitas (detection). 3 Pedoman Implementasi Program Six Sigma (Gaspersz, 246-252)
51
4. Menghitung “Risk Priority Number”, atau RPN yang rumusnya adalah dengan
mengalikan ketiga variabel dalam poin 3 diatas dan menentukan rencana
solusi-solusi prioritas yang harus dilakukan.
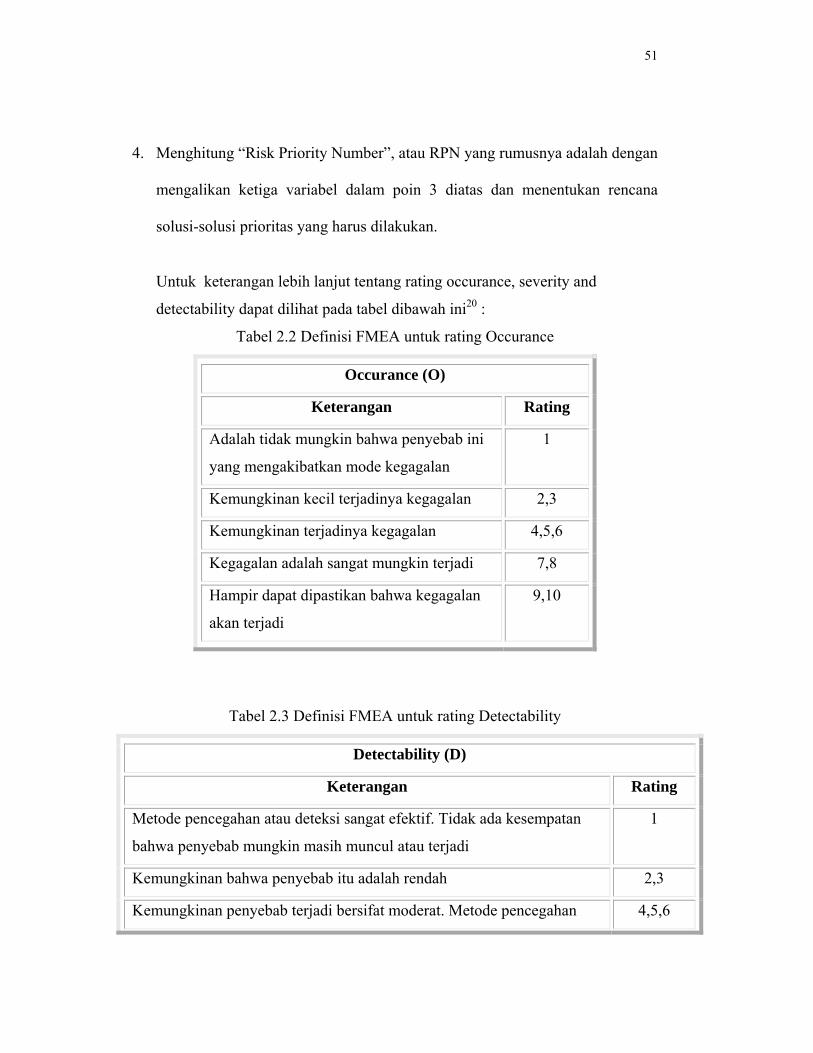
Untuk keterangan lebih lanjut tentang rating occurance, severity and
detectability dapat dilihat pada tabel dibawah ini20 :
Tabel 2.2 Definisi FMEA untuk rating Occurance
Occurance (O)
Keterangan Rating
Adalah tidak mungkin bahwa penyebab ini
yang mengakibatkan mode kegagalan
1
Kemungkinan kecil terjadinya kegagalan 2,3
Kemungkinan terjadinya kegagalan 4,5,6
Kegagalan adalah sangat mungkin terjadi 7,8
Hampir dapat dipastikan bahwa kegagalan
akan terjadi
9,10
Tabel 2.3 Definisi FMEA untuk rating Detectability
Detectability (D)
Keterangan Rating
Metode pencegahan atau deteksi sangat efektif. Tidak ada kesempatan
bahwa penyebab mungkin masih muncul atau terjadi
1
Kemungkinan bahwa penyebab itu adalah rendah 2,3
Kemungkinan penyebab terjadi bersifat moderat. Metode pencegahan 4,5,6
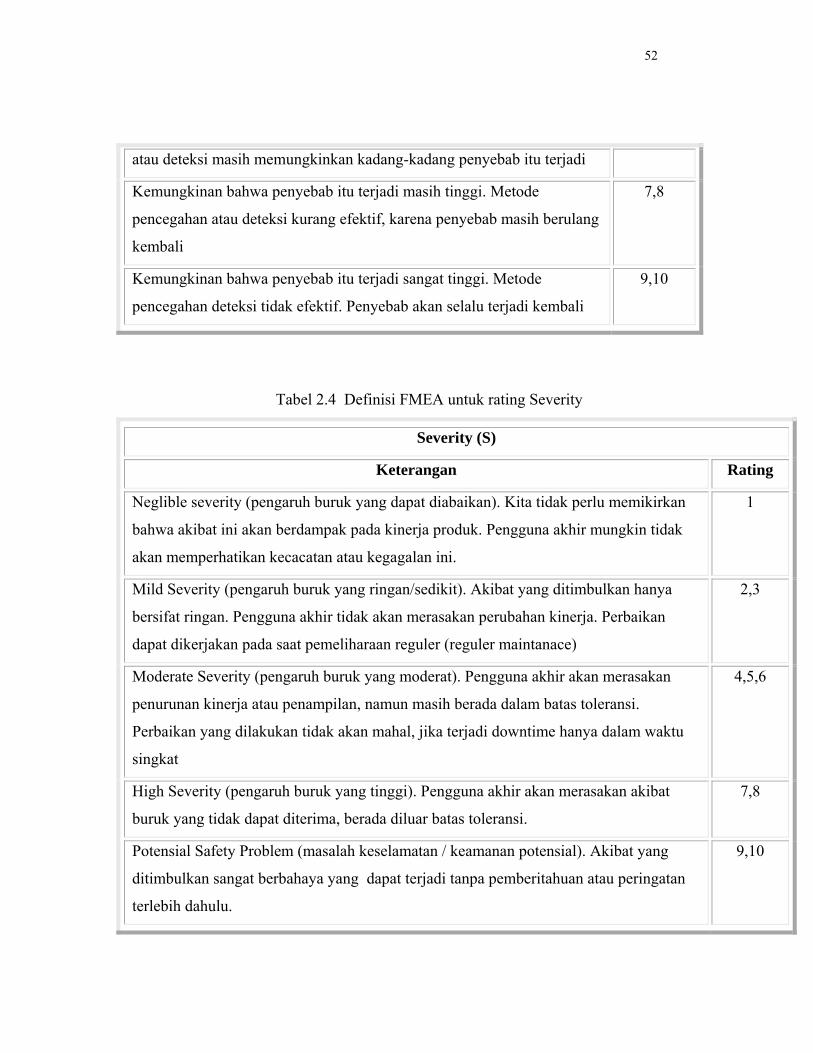
52
atau deteksi masih memungkinkan kadang-kadang penyebab itu terjadi
Kemungkinan bahwa penyebab itu terjadi masih tinggi. Metode
pencegahan atau deteksi kurang efektif, karena penyebab masih berulang
kembali
7,8
Kemungkinan bahwa penyebab itu terjadi sangat tinggi. Metode
pencegahan deteksi tidak efektif. Penyebab akan selalu terjadi kembali
9,10
Tabel 2.4 Definisi FMEA untuk rating Severity
Severity (S)
Keterangan Rating
Neglible severity (pengaruh buruk yang dapat diabaikan). Kita tidak perlu memikirkan
bahwa akibat ini akan berdampak pada kinerja produk. Pengguna akhir mungkin tidak
akan memperhatikan kecacatan atau kegagalan ini.
1
Mild Severity (pengaruh buruk yang ringan/sedikit). Akibat yang ditimbulkan hanya
bersifat ringan. Pengguna akhir tidak akan merasakan perubahan kinerja. Perbaikan
dapat dikerjakan pada saat pemeliharaan reguler (reguler maintanace)
2,3
Moderate Severity (pengaruh buruk yang moderat). Pengguna akhir akan merasakan
penurunan kinerja atau penampilan, namun masih berada dalam batas toleransi.
Perbaikan yang dilakukan tidak akan mahal, jika terjadi downtime hanya dalam waktu
singkat
4,5,6
High Severity (pengaruh buruk yang tinggi). Pengguna akhir akan merasakan akibat
buruk yang tidak dapat diterima, berada diluar batas toleransi.
7,8
Potensial Safety Problem (masalah keselamatan / keamanan potensial). Akibat yang
ditimbulkan sangat berbahaya yang dapat terjadi tanpa pemberitahuan atau peringatan
terlebih dahulu.
9,10
Copyright © 2022 FDOKUMEN

