







Bahasa
Halaman
Hukum


2 TINJAUAN PUSTAKA
2.1 Manajemen Rantai Pasok
Manajemen rantai pasok (Supply Chain Management) merupakan
pendekatan untuk mengintegrasikan seluruh mata rantai pengadaan barang mulai
dari hulu ke hilir, yang terlibat secara langsung dan bersama-sama bekerja
mengelola aliran barang, aliran uang dan aliran informasi untuk memproduksi dan
mendistribusikan barang ke pemakai akhir. Pendekatan manajemen rantai pasok
mengkordinasikan dan mengintegrasikan semua aktifitas proses dalam satu
kesatuan, sehingga keseluruhan rantai bekerja bersama agar menjadi lebih
kompetitif (Levi et al. 2003; Chopra dan Meindl, 2001; Vokura et al., 2002)
Tujuan penerapan pendekatan manajemen rantai pasok menurut Levi et al.
(2002) adalah pengelolaan sumber daya secara efisien yang mengintegrasikan
suppliers, manufacturers, warehouses and store, sehingga barang dapat
diproduksi dan didistribusikan dalam jumlah yang tepat, pada lokasi dan waktu
yang tepat untuk meminimumkan biaya sistem secara keseluruhan (systemwide)
dan memenuhi tingkat pelayanan (service level) yang diinginkan. Penurunan
biaya diantaranya berupa biaya transportasi, biaya penyimpanan dan biaya karena
terjadinya idle capacity.
Sistem rantai pasok adalah jaringan perusahaan-perusahaan yang terlibat
secara langsung dan bersama-sama bekerja dari hulu ke hilir mengelola aliran
barang, aliran uang dan aliran informasi untuk menciptakan dan mengantarkan
produk ke tangan pemakai akhir. Manajemen rantai pasok merupakan
pendekatan terintegrasi dari upstream yaitu pemasok atau downstream yaitu
konsumen. Aktifitas rantai pasok dibedakan ke dalam inbound logistic yaitu aliran
material dan jasa dari pemasok ke produsen dan outbound logistic yaitu aliran
barang atau jasa dari produsen ke konsumen. Kegiatan-kegiatan logistik masuk
(in-bound logistics) diantaranya prakiraan kebutuhan dan pembelian, sedang
bagian logistik ke luar (out bound logistics) berkaitan dengan kegiatan
perencanaan distribusi dan transportasi (Blanchard, 2004 ; Rutner, 2007).
Keberhasilan perusahaan besar dalam menerapkan SCM memungkinkan
terjadinya kompetisi antar supply chain bukan lagi antar perusahaan, melainkan
8
antar jaringan. Prinsip utama dalam SCM adalah saling berbagi (sharing)
terhadap aliran material, aliran informasi yang menggabungkan keseluruhan
elemen dalam rantai pasok. Menurut Frazelle (2001) dan Croxton et.al (2001)
manajemen rantai pasok mengacu pada berbagai trade-off dalam cara mengelola
delapan proses bisnis kunci yaitu :
1. Pengelolaan hubungan dengan konsumen ( customer relationship management)
2. Pengeloaan layanan konsumen (customer service management)
3. Pengelolaan permintaan (demand management)
4. Pemenuhuan pesanan (order fulfilment)
5. Pengelolaan aliran manufaktur (manufacturing flow management)
6. Pengadaan ( procurement)
7. Komersialisasi pengembangan produk (product development
commercialization)
8. Pengembalian (return)
2.2 Pengkuran Kinerja Rantai Pasok
Untuk membangun kinerja yang efektif diperlukan suatu sistem
pengukuran dalam manajemen rantai pasok untuk mencapai perbaikan secara
berkelanjutan. Sistem pengukuran kinerja dibutuhkan untuk melakukan
pemantauan dan pengendalian, menentukan arah perbaikan untuk menciptakan
keunggulan bersaing. Beberapa metode yang telah dikembangkan untuk
penerapan manajemen rantai pasok, salah satu pendekatan tersebut adalah
Model Supply Chain Operations Reference (SCOR) yang dikembangkan oleh
kelompok perusahaan yang bergabung dalam Supply Chain Council (Pujawan,
2005 ; Aranyam et al., 2006 ; Bolstorff, 2007).
SCOR adalah suatu kerangka untuk menggambarkan aktiftas bisnis antar
komponen rantai pasok mulai dari hulu (suppliers) ke hilir (customers) untuk
memenuhi permintaan pelanggan dan tujuan dari rantai pasok. Model ini terdiri
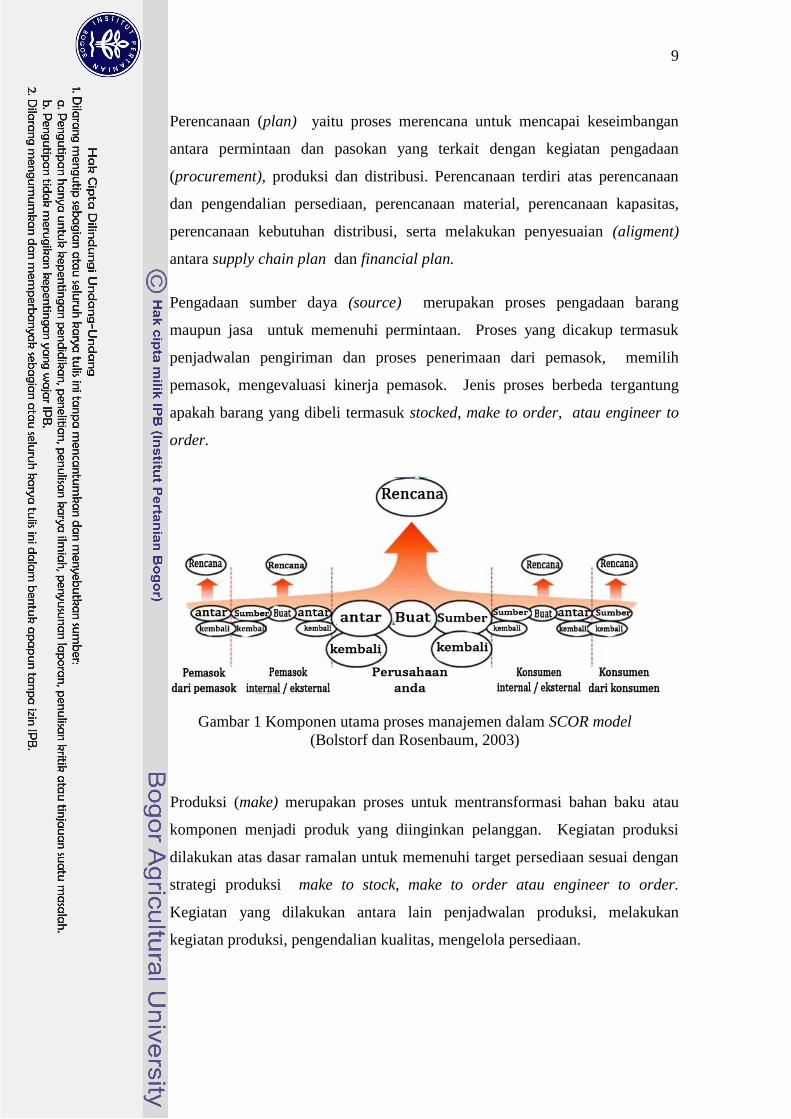
atas 5 komponen utama dalam mengelola proses yaitu : perencanaan (plan),
sumber daya (source), proses produksi (make), pengiriman (deliver) dan
pengembalian (return) seperti yang disajikan pada Gambar 1. Fungsi dari ke lima
proses inti dalam model SCOR dijelaskan sebagai berikut :
9
1. Perencanaan (plan) yaitu proses merencana untuk mencapai keseimbangan
antara permintaan dan pasokan yang terkait dengan kegiatan pengadaan
(procurement), produksi dan distribusi. Perencanaan terdiri atas perencanaan
dan pengendalian persediaan, perencanaan material, perencanaan kapasitas,
perencanaan kebutuhan distribusi, serta melakukan penyesuaian (aligment)
antara supply chain plan dan financial plan.
2. Pengadaan sumber daya (source) merupakan proses pengadaan barang
maupun jasa untuk memenuhi permintaan. Proses yang dicakup termasuk
penjadwalan pengiriman dan proses penerimaan dari pemasok, memilih
pemasok, mengevaluasi kinerja pemasok. Jenis proses berbeda tergantung
apakah barang yang dibeli termasuk stocked, make to order, atau engineer to
order.
Gambar 1 Komponen utama proses manajemen dalam SCOR model
(Bolstorf dan Rosenbaum, 2003)
3. Produksi (make) merupakan proses untuk mentransformasi bahan baku atau
komponen menjadi produk yang diinginkan pelanggan. Kegiatan produksi
dilakukan atas dasar ramalan untuk memenuhi target persediaan sesuai dengan
strategi produksi make to stock, make to order atau engineer to order.
Kegiatan yang dilakukan antara lain penjadwalan produksi, melakukan
kegiatan produksi, pengendalian kualitas, mengelola persediaan.
10
4. Pengiriman (delivery) merupakan proses untuk memenuhi permintaan
pelanggan, meliputi pengelolaan pesanan, transportasi dan distribusi. Proses
yang terlibat diantaranya menangani pesanan pelanggan, memilih perusahaan
jasa pengiriman dan mengirim tagihan kepada pelanggan
5. Pengembalian (return) yaitu proses yang meliputi kegiatan menerima
pengembalian produk dari pelanggan karena berbagai alasan, mengidentifikasi
kondisi produk, meminta otorisasi pengembalian produk, penjadwalan serta
melakukan pengiriman kembali.
Kerangka SCOR menyediakan berbagai variasi ukuran kinerja untuk
mengevaluasi rantai pasok yang disusun dalam beberapa tingkatan metrik ukuran
yang berasosiasi pada salah satu dari atribut kinerja yaitu 1) reliability berkaitan
dengan keandalan dalam pemenuhan pesanan, 2) responsiveness berkaitan dengan
kecepatan waktu respon dalam memenuhi pesanan, 3) flexibility berkaitan dengan
fleksibilitas dalam beradaptasi terhadap perubahan, 4) cost berkaitan dengan
biaya-biaya dalam pengelolaan proses rantai pasok 5) asset berkaitan dengan
efektifitas dalam mengelola asset untuk mendukung kepuasan konsumen (Bolstorf
dan Rosenbaum, 2003; Marimin et al. 2011). Salah satu ukuran yang dapat
dikembangkan untuk mengukur kegiatan perencanaan yang mengacu pada metrik
fleksibilitas dan realibilitas adalah bullwhip effect.
2.3 Bullwhip Effect
Menurut Pujawan (2005) dan Wang (2006) bullwhip effect atau efek
cambuk adalah suatu keadaan yang terjadi dalam rantai pasok dimana pergerakan
informasi permintaan dari sisi hilir (pelanggan) mengalami distorsi dan
teramplifikasi sehingga terdapat variansi nilai yang cukup signifikan ketika
informasi sampai pada rantai di sisi hulu. Distorsi informasi tersebut
mengakibatkan serangkaian efek yang akan mengacaukan rantai pasok.
Kekacauan ini disebabkan oleh terjadinya amplifikasi yang berakibat pada
variabilitas permintaan dari hulu ke hilir. Diantara penyebab utama dari bullwhip
effect adalah penyesuaian prakiraan permintaan (demand forecast updating) dan
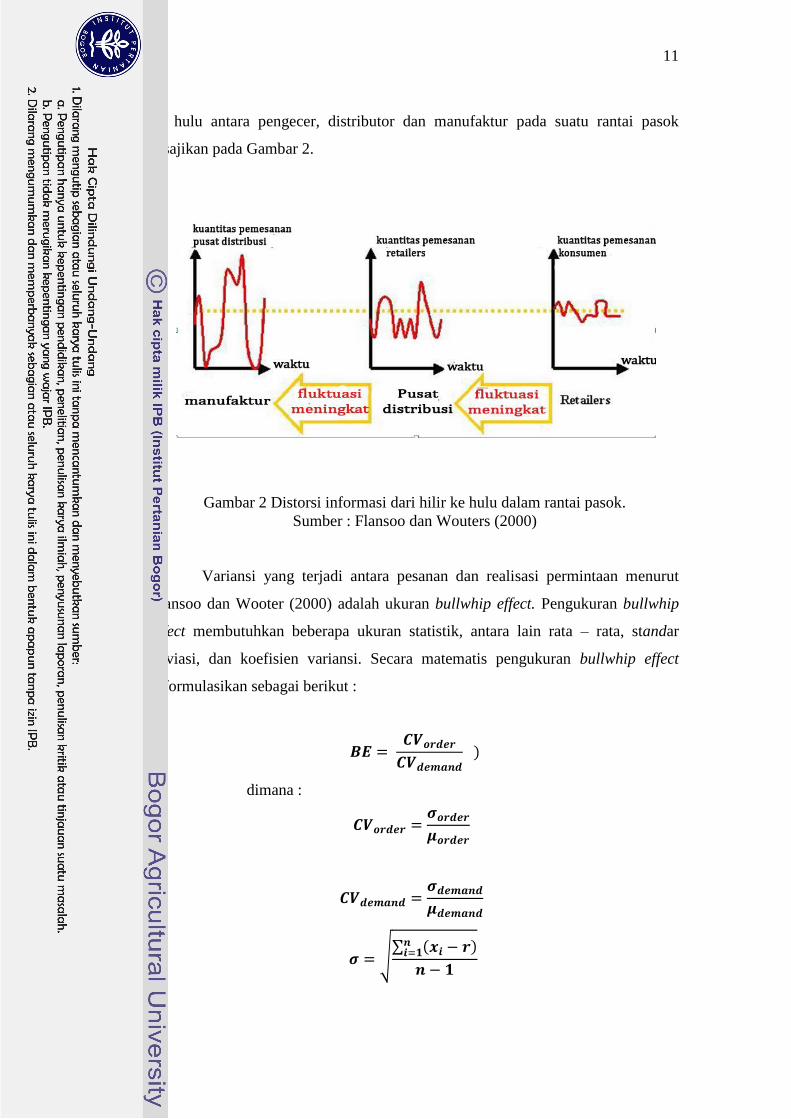
fluktuasi harga. Ilustrasi terjadinya distorsi informasi dalam rantai pasok dari hilir
11
ke hulu antara pengecer, distributor dan manufaktur pada suatu rantai pasok
disajikan pada Gambar 2.
Gambar 2 Distorsi informasi dari hilir ke hulu dalam rantai pasok.
Sumber : Flansoo dan Wouters (2000)
Variansi yang terjadi antara pesanan dan realisasi permintaan menurut
Flansoo dan Wooter (2000) adalah ukuran bullwhip effect. Pengukuran bullwhip
effect membutuhkan beberapa ukuran statistik, antara lain rata – rata, standar
deviasi, dan koefisien variansi. Secara matematis pengukuran bullwhip effect
diformulasikan sebagai berikut :
dimana :
12
Keterangan :
CV = Koefisien variansi
σ = Standar deviasi
µ = Rata – rata
xi = Data ke – i
n = jumlah data/sampel
Koefisien Bullwhip Effect (BE) yang lebih besar dari 1 (satu)
mengisyaratkan bahwa terjadi amplifikasi permintaan untuk sebuah produk.
Sedangkan untuk koefisien bullwhip effect yang kurang dari 1 ( satu )
mengisyaratkan adanya penghalusan pola pesanan pada produk yang
bersangkutan. Menurut Pujawan (2005) terdapat dua tantangan langsung yang
harus dihadapi dalam mengelola rantai pasok, yaitu kompleksitas struktur rantai
pasok dan ketidakpastian.
a. Kompleksitas struktur rantai pasok
Sistem rantaipasok sangat kompleks, melibatkan banyak pihak di dalam
maupun di luar perusahaan. Kompleksitas suatu rantai pasok juga dipengaruhi
oleh perbedaan bahasa, zona waktu, dan budaya antara satu perusahaan
dengan perusahaan lain.
b. Ketidakpastian (uncertainty)
Ketidakpastian merupakan sumber utama kesulitan pengelolaan suatu rantai
pasok Ketidakpastian menimbulkan ketidakpercayaan diri terhadap rencana
yang telah dibuat. Sebagai akibatnya, perusahaan sering menciptakan
pengamanan di sepanjang rantai pasok. Berdasarkan sumbernya, ada tiga
klasifikasi utama ketidakpastian pada rantai pasok, yaitu : 1) ketidakpastian
permintaan, 2) ketidakpastian pasokan, 3) ketidakpastian lingkungan internal.
Pengurangan bullwhip effect bisa dilakukan apabila penyebabnya
dimengerti dengan baik oleh pihak – pihak pada rantai pasok. Beberapa
pendekatan yang diyakini bisa mengurangi bullwhip effect adalah : 1) information
13
sharing, 2) memperpendek atau mengubah struktur rantai pasok, 3) pengurangan
biaya tetap 4) menciptakan sabilitas harga, dan 5) pemendekan lead time
2.4 Perencanaan Produksi
Perencanaan produksi merupakan proses untuk merencanakan aliran bahan
dari suatu sistem produksi sehingga permintaan dapat dipenuhi dalam jumlah
yang tepat, waktu yang tepat dengan biaya produksi minimum. Perecanaan
produksi dilakukan dengan maksud menentukan arah tindakan dalam berproduksi
dengan cara mengatur, menganalisa, mengorganisasi dan koordinasi bahanm
mesin, peralatan, tenaga kerja dan tindakan lain yang dibutuhkan. Salah satu
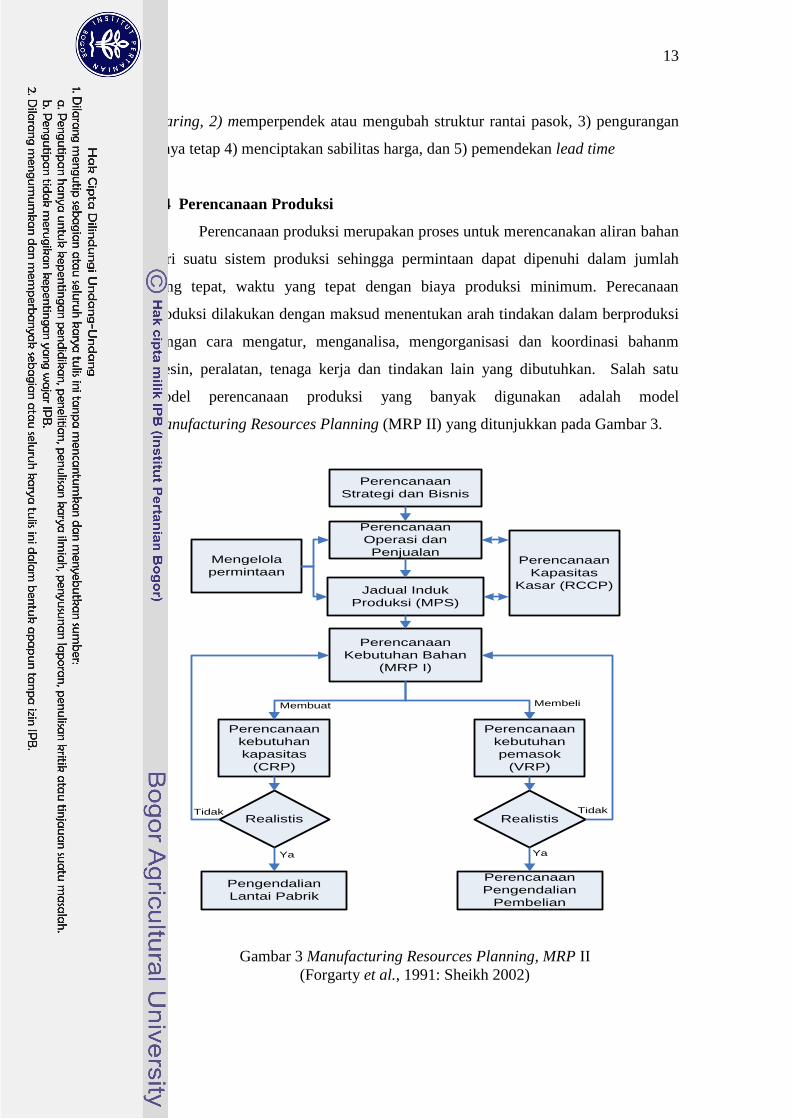
model perencanaan produksi yang banyak digunakan adalah model
Manufacturing Resources Planning (MRP II) yang ditunjukkan pada Gambar 3.
Gambar 3 Manufacturing Resources Planning, MRP II
(Forgarty et al., 1991: Sheikh 2002)
Perencanaan
Strategi dan Bisnis
Mengelola
permintaanPerencanaan
Kapasitas
Kasar (RCCP)Jadual Induk
Produksi (MPS)
Perencanaan
kebutuhan
kapasitas
(CRP)
Perencanaan
kebutuhan
pemasok
(VRP)
Perencanaan
Kebutuhan Bahan
(MRP I)
Perencanaan
Operasi dan
Penjualan
Realistis Realistis
Perencanaan
Pengendalian
Pembelian
Pengendalian
Lantai Pabrik
Membuat Membeli
Tidak Tidak
Ya Ya
14
Teknik MRP II merupakan pengembangan dari teknik MRP I (Material
Requirement Planning. Teknik MRP II merupakan metode perencanaan seluruh
sumber daya yang dikembangkan pada industri manufaktur. Pendekatan yang
digunakan adalah keterkaitan antara perencanaan pada 1) tingkat strategis yaitu
perencanaan strategis dan bisnis, 2) perencanaan pada tingkat taktis yaitu
pengelolaan permintaan dan 3) perencanaan operasional yang terkait dengan
keputusan rencana produksi dan perencanaan kebutuhan material.
Hasil perencanaan produksi untuk diimplementasikan pada tahap produksi
perlu disusun dalam bentuk rencana kebutuhan material. Pendekatan yang banyak
digunakan adalah Material Requirements Planning (MRP I) merupakan
pendekatan untuk menjamin agar produk dibuat tepat waktu dan tepat jumlah.
Input utama MRP adalah jadwal induk produksi sedangkan output MRP adalah
Planned Order Release (rencana pemenuhan pesanan).
Masalah yang biasa ditemui dalam pengoperasian sistem MRP adanya
overstated MPS, yaitu kondisi jadwal induk produksi yang memiliki kuantitas
lebih besar daripada kapasitas yang dimiliki. Hal ini akan menyebabkan
persediaan bahan baku dan jumlah persediaan dalam bentuk WIP (Work In
Process) meningkat yang mengakibatkan penambahan biaya. Kerangka yang
menunjukkan hubungan aktifitas perencanaan dan pengendalian produksi pada
MRP I yang banyak diterapkan pada industri manufaktur merupakan kegiatan
perencanaan sumber daya, perencanana kapasitas hingga aktifitas pengendalian
pada lantai produksi.
Untuk memeriksa kelayakan hasil rencana produksi agar dapat dilanjutkan
pada tahap keputusan memproduksi atau membeli, perlu dilakukan verifikasi
kelayakan melalui proses validasi dengan metode Rough Cut Capacity Planning
(RCCP). Perencanaan kebutuhan kapasitas yang baik menjamin tersedianya
sumber daya pada saat dibutuhkan.
2.5 Kapasitas Produksi
Rencana produksi pada umumnya disusun dalam bentuk Jadwal Induk
Produksi Master Production Sheduling. MPS berfungsi untuk memberikan input
utama kepada sistem perencanaan kebutuhan material dan kebutuhan kapasitas
15
(MRP dan CRP), menjadwalkan pesanan produksi dan pembelian, memberikan
landasan untuk penentuan kebutuhan sumber daya dan kapasitas serta
memberikan dasar untuk pembuatan janji tentang penyerahan produk kepada
pelanggan. Kapasitas adalah suatu ukuran kemampuan produktif dari suatu
fasilitas per unit waktu. Kekurangan maupun kelebihan kapasitas memberikan
dampak yang merugikan, sehingga diperlukan perencanaan kapasitas .
Perencanaan kapasitas yang efektif adalah perencanaan yang menyediakan
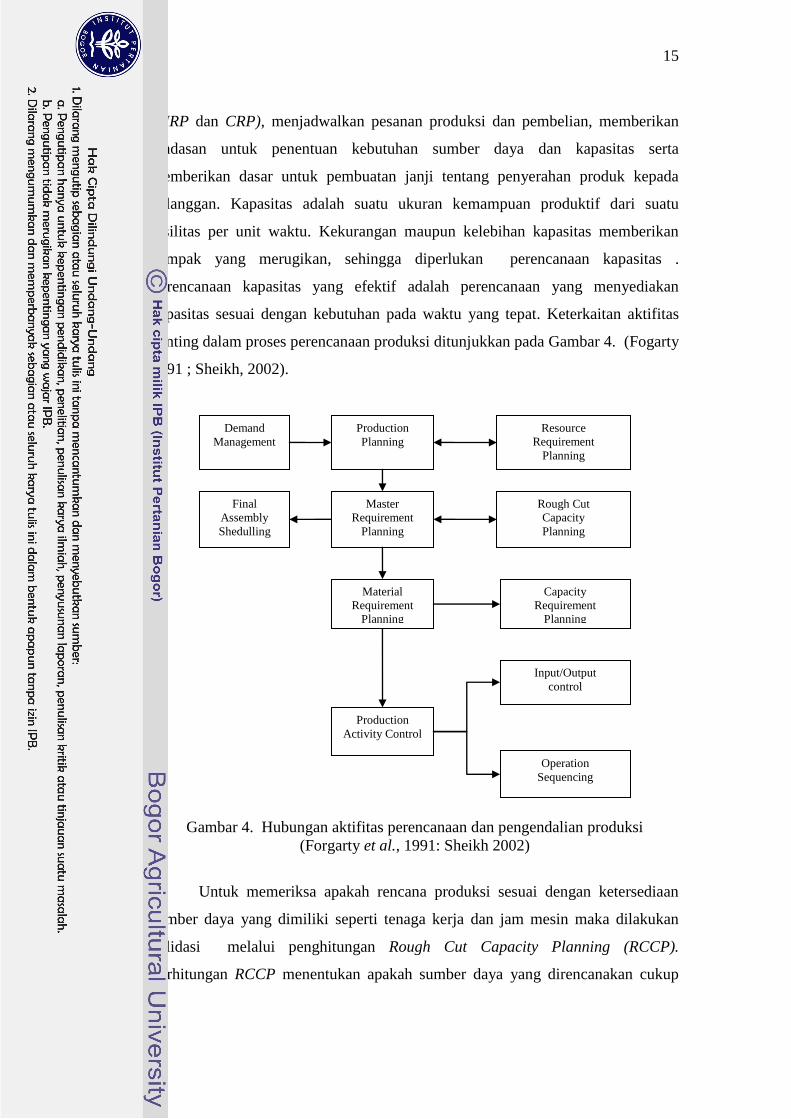
kapasitas sesuai dengan kebutuhan pada waktu yang tepat. Keterkaitan aktifitas
penting dalam proses perencanaan produksi ditunjukkan pada Gambar 4. (Fogarty
1991 ; Sheikh, 2002).
Gambar 4. Hubungan aktifitas perencanaan dan pengendalian produksi
(Forgarty et al., 1991: Sheikh 2002)
Untuk memeriksa apakah rencana produksi sesuai dengan ketersediaan
sumber daya yang dimiliki seperti tenaga kerja dan jam mesin maka dilakukan
validasi melalui penghitungan Rough Cut Capacity Planning (RCCP).
Perhitungan RCCP menentukan apakah sumber daya yang direncanakan cukup
Demand
Management
Production
Planning
Material
Requirement
Planning
Final
Assembly
Shedulling
Rough Cut
Capacity
Planning
Master
Requirement
Planning
Resource
Requirement
Planning
Capacity
Requirement
Planning
Production
Activity Control
Input/Output
control
Operation
Sequencing
16
untuk melaksanakan jadwal induk produksi. RCCP merupakan langkah
menghitung beban untuk semua item yang dijadwalkan dan dalam periode waktu
yang aktual. Jika proses RCCP mengindikasikan bahwa MPS layak dilaksanakan
maka MPS akan diteruskan ke proses MRP guna menentukan bahan baku atau
material, komponen dan subassemblies yang dibutuhkan.
Tahapan dalam melakukan RCCP dimulai dengan mengidentifikasi
sumber daya utama, seperti work center, tenaga kerja atau material kritis,
kemudian menentukan kebutuhan tiap sumber daya untuk memenuhi MPS setiap
periode. Tahap selanjutnya perhitungan kapasitas nominal (Calculated Capacity)
sumber data yang tersedia setiap periode lalu melakukan perbandingan terhadap
beban sumber daya, apakah terjadi underload atau overload. Penyesuaian
kapasitas atau jadwal MPS harus dilakukan ketika beban sumber daya overload.
Langkah yang diperlukan untuk melaksanakan RCCP, yaitu:
1. Memperoleh informasi tentang rencana produksi dari MPS.
2. Memperoleh informasi tentang struktur produk dan waktu tunggu (lead time).
3. Menentukan bill of resources.
4. Menentukan sumber daya spesifik dan membuat laporan RCCP.
Hasil RCCP ditampilkan dalam suatu diagram yang dikenal sebagai load
profile untuk menggambarkan kapasitas yang dibutuhkan dibandingkan dengan
kapasitas yang tersedia. Analisis ini dilakukan untuk menguji ketersediaan
kapasitas fasilitas produksi yang tersedia di dalam memenuhi jadwal induk
produksi yang telah disesuaikan, karena telah memberikan ketersediaan kapasitas
untuk memenuhi jadwal induk produksi yang telah ditetapkan. Proses pengolahan
data ini menghasilkan jadwal induk produksi yang telah disesuaikan, karena telah
memberikan gambaran tentang ketersediaan kapasitas untuk memenuhi target
produksi yang disusun dalam jadwal induk produksi.
Menurut Fogarty (1991) dan Sheikh (2002) selain MPS, sumber daya yang
terdapat dalam pabrik (jumlah tenaga kerja, mesin dan waktu yang tersedia)
dalam melakukan RCCP dibutuhkan informasi-informasi lain, yaitu utilisasi dan
efesiensi. Utilisasi adalah faktor yang mengukur performansi aktual dari pusat
kerja relatif terhadap standar yang diterapkan. Sedangkan efisiensi adalah pecahan
yang menggambarkan persentase waktu yang tersedia dalam pusat kerja yang
17
secara aktual digunakan untuk produksi berdasarkan pengalaman lalu. Dapat
dijelaskan dengan rumus sebagai berikut:
jadwalmenurut tersediayang jam
produksiuntuk digunakan yang jamUtilisasi
Penerapan RCCP juga membutuhkan data-data jumlah mesin yang
digunakan, jam kerja per hari, jumlah shift per hari, dan jumlah hari kerja
perbulan. Data-data tersebut diperlukan untuk menentukan jumlah kapasitas yang
tersedia di dalam pabrik menggunakan rumus berikut :
Keterangan :
AC : Kapasitas yang tersedia (jam/bulan)
T : Waktu yang tersedia (jam/bulan)
M : Jumlah Mesin
S : Jumlah shift per hari
H : Jumlah jam kerja per hari
W : Jumlah hari kerja per bulan
U : Utilisasi
E : Waktu Efektif (%)
Pengujian kelayakan kapasitas dalam konsep MRP dapat dilakukan dengan
beberapa metode berikut :
1. Capacity Planning Using Overall Factors (CPOF)
CPOF merupakan perencanaan yang memerlukan input berupa MPS,
waktu total pabrik untuk memproduksi satu item tertentu dan proporsi historis.
Pendekatan ini membutuhkan data dan teknik perhitungan yang paling sedikit
dibandingkan teknik lainnya, sehingga pendekatan ini paling mudah
terpengaruh bila terjadi perubahan dalam volume produk maupun jumlah
waktu yang diperlukan untuk menyelesaikan suatu produk.
Perhitungannya dengan mengalikan proporsi historis dengan total
kuantitas MPS pada periode tertentu untuk masing-masing stasiun kerja. Dari
hasil perhitungan ini nantinya diperoleh waktu total yang diperlukan, total
waktu ini kemudian dirata-ratakan dan dibandingkan dengan waktu kapasitas.
AC = T * U * E
T = M * S * H * W
18
Data yang dibutuhkan rencana produksi dan waktu proses (unit/satuan waktu)
pada setiap stasiun kerja. Rumus yang digunakan untuk perhitungan proporsi
historis adalah :
T
ii
WP
WPPH
Dimana :
PHi : Proporsi Historis pada work center ke i
WPi : Waktu proses pada work center ke i
WPT : Total waktu proses.
Perhitungan untuk masing-masing stasiun kerja adalah perkalian proporsi
historis masing-masing stasiun kerja dengan kapasitas total yang dibutuhkan :
KBij = PHT * KBj
Keterangan :
KBij : Kebutuhan Kapasitas stasiun kerja i pada periode j
PHT : Proporsi historis pada stasiun kerja i
KBj : Kapasitas yang dibutuhkan pada periode j
2. Bill of Labor Approach (BOL)
Bill of Labor Approach didefinisikan sebagai suatu daftar yang berisi
jumlah tenaga kerja yang dibutuhkan untuk memproduksi suatu item. BOL
bukan merupakan routing, melainkan suatu alat untuk memperkirakan
kebutuhan agar dapat digunakan item atau kelompok item-item yang yang
telah terjadwal untuk menentukan kebutuhan kapasitas. Pendekatan dengan
teknik ini menggunakan data yang rinci mengenai waktu baku setiap produk
pada sumber-sumber utama dan masukan yang dibutuhkan adalah MPS.
Pendekatan BOL membutuhkan data rencana produksi dan data waktu standar
dalam masing-masing stasiun kerja dengan cara perhitungan sebagai berikut :
Perhitungan kapasitas total pada tiap periode yaitu:
KBj = WPT * RPj
Perhitungan kebutuhan kapasitas untuk stasiun kerja i pada periode j yaitu:
KBij = WPi * RPj
19
3. Resources Profile Approach
Teknik perhitungan resource profile hampir sama dengan dua metode
sebelumnya yang menggunakan pendekatan data waktu baku. Selain itu juga
membutuhkan data lead time yang diperlukan pada stasiun-stasiun kerja
tertentu. Pendekatan ini membutuhkan input due date untuk tiap-tiap stasiun
kerja. Due date merupakan waktu dimana suatu pekerjaan harus selesai.
2.6 Prakiraan dan Pengelolaan Permintaan
Berbagai definisi dan pemahaman tentang prakiraan (forecasting) telah
dikembangkan, secara garis besar prakiraan adalah proses menganalisis data
historis (masa lalu) yang diproyeksikan ke dalam sebuah model untuk
meperkirakan keadaan di masa yang akan datang (Groover, 2001). Teknik
prakiraan dikelompokkan atas ; 1) metode kualitatif dan 2) metode kuantitatif.
Peramalan dengan metode kualitatif adalah peramalan dengan melibatkan
pendapat pribadi dan pakar. Metode kuantitatif dibedakan menjadi dua kategori
yaitu; 1) model deret waktu (time series) yang, dan 2) metode kausal yaitu
didasarkan pada hubungan sebab akibat.
Metode time series relatif banyak digunakan dalam melakukan prakiraan
untuk menyusun rencana produksi, beberapa metode time series adalah, 1)
metode pemulusan terdiri atas rata-rata bergerak, pemulusan eksponensial, 2)
metode ARIMA yaitu gabungan metode autoregresif dan rata-rata bergerak. 3)
metode Fourier, dan 4) metode jaringan syaraf tiruan.
Beberapa hal yang perlu dipertimbangkan dalam mengimplementasikan
hasil prakiraan adalah nilai kesalahan peramalan dan jangka waktu (periode)
prakiraan. Prakiran pasti mengandung kesalahan, besarnya nilai kesalahan dapat
dihitung sebagai selisih antara nilai prakiraan dengan nilai sesungguhnya yang
dikenal dengan istilah error (kesalahan). Menurut Groover (2001) dan
Makridarkis et al. (1998), besarnya nilai error dapat digunakan untuk menganalisa
ketepatan metode yang digunakan. Formula umum perhitungan nilai kesalahan
prakiraan adalah :
et = xt - Ft
20
dimana :
et : kesalahan pada periode ke-i
xt : nilai sesungguhnya pada periode ke-i
Ft : nilai hasil prakiraan pada periode ke-i
Ukuran nilai kesalahan sebagai ukuran bias atau selisih tidak efektif untuk
menghitung jumlah kesalahan. Untuk menghindari kondisi saling menetralkan
antara nilai kesalahan positif dan negatif sehingga ada kemungkinan nilai
kesalahan menjadi nol, pada umunya digunakan perhitungan nilai kesalahan
adalah Mean Square Error (MSE) dengan formula :
Nilai kesalahan hasil prakiraan menunjukkan kemampuan model prakiraan
mengurangi ketidakpastian yang terjadi. Panjang periode prakiraan menentukan
akurasi hasil peramalan, prakiraan untuk perioe yang lebih pendek lebih akurat
karena faktor-faktor yang mempengaruhi permintaan relatif masih konstan.
Periode yang lebih panjang mengkibatkan semakin besarnya kemungkinan
terjadinya perubahan faktor-faktor yang mempengaruhi permintaan (Santoso,
2009). Terjadinya perubahan pada faktor-faktor yang mempengaruhi permintaan,
mengakibatkan hasil prakiraan memiliki bias yang tinggi, sehingga diperlukan
penyesuaian pada hasil prakiraan sehingga adaptif terhadap perubahan. Menurut
Hanna (2009) prakiraan adalah kunci untuk menyeimbangkan antara kelebihan
atau kekurangan pada tingkat produksi atau pasokan.
Pada umumnya perencanaan produksi disusun berdasarkan hasil prakiraan
permintaan. Prakiraan permintaan merupakan bagian dari aktifitas pengelolaan
permintaan (demand management). Pada dekade 30 tahun yang lalu prakiraan
permintaan dianggap suatu aktifitas yang kurang penting. Era berkembangnya
kekuatan bersaing melalui keberhasilan pengelolaan rantai pasok, demand
management menjadi salah satu faktor penting untuk menciptakan keunggulan.
Berbagai metode dikembangkan sehingga terjadi sinkronisasi dan kolaborasi
antara sisi permintaan dan pasokan dalam sistem rantai pasok. Gambaran evolusi
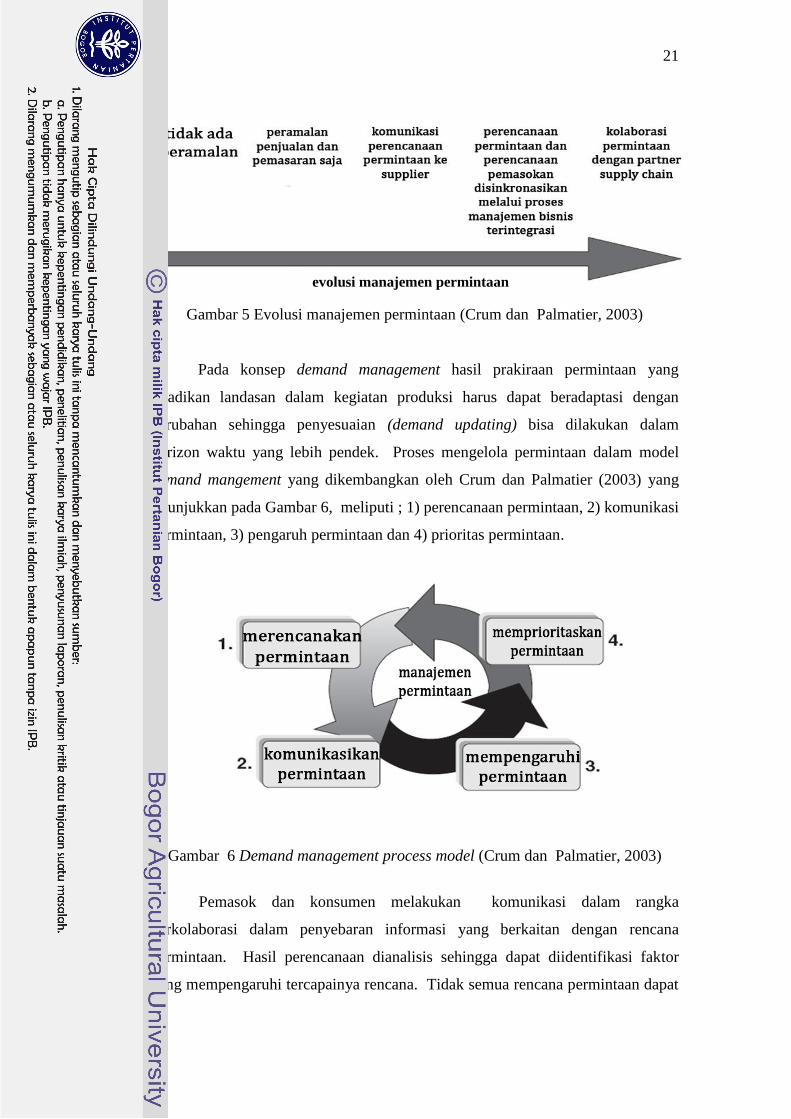
dari konsep demand management disajikan pada Gambar 5.
21
Gambar 5 Evolusi manajemen permintaan (Crum dan Palmatier, 2003)
Pada konsep demand management hasil prakiraan permintaan yang
dijadikan landasan dalam kegiatan produksi harus dapat beradaptasi dengan
perubahan sehingga penyesuaian (demand updating) bisa dilakukan dalam
horizon waktu yang lebih pendek. Proses mengelola permintaan dalam model
demand mangement yang dikembangkan oleh Crum dan Palmatier (2003) yang
ditunjukkan pada Gambar 6, meliputi ; 1) perencanaan permintaan, 2) komunikasi
permintaan, 3) pengaruh permintaan dan 4) prioritas permintaan.
Gambar 6 Demand management process model (Crum dan Palmatier, 2003)
Pemasok dan konsumen melakukan komunikasi dalam rangka
berkolaborasi dalam penyebaran informasi yang berkaitan dengan rencana
permintaan. Hasil perencanaan dianalisis sehingga dapat diidentifikasi faktor
yang mempengaruhi tercapainya rencana. Tidak semua rencana permintaan dapat
evolusi manajemen permintaan
22
direalisasi, namun diperlukan suatu proses penyesuaian berdasarkan skala tingkat
kepentingan sehingga pengelolaan permintaan ini dapat mengurangi faktor-faktor
ketidakpastian.
2.7 Pendekatan Sistem
Pendekatan sistem merupakan pendekatan terpadu sebagai metodologi
pemecahan masalah yang kompleks dan bersifat interdisiplin dalam suatu sistem.
Ciri-ciri pendekatan sistem adalah memiliki suatu metodologi perencanaan dan
pengelolaan, bersifat multidisiplin terorganisir, menggunakan model matematik,
berpikir secara kualitatif serta dapat diaplikasikan dengan komputer.
Menurut Eriyatno (1999) persyaratan suatu substansi yang dikaji melalui
pendekatan sistem adalah : 1) kompleks yang menggambarkan interaksi antar
elemen yang cukup rumit, 2) dinamis dalam arti terdapat faktor yang berubah
menurut waktu dan ada pendugaan ke masa depan, 3) probabilistik yaitu
diperlukan suatu fungsi peluang didalam inferensi kesimpulan maupun
rekomendasi.
Sistem dapat didefinisikan sebagai suatu gugus dari elemen yang saling
berhubungan dan terorganisasi untuk mencapai suatu tujuan atau merupakan suatu
gugus dari tujuan-tujuan. Tahapan pemecahan masalah dalam pendekatan sistem
dimulai dengan analisis kebutuhan, identifikasi sistem dan formulasi masalah
dari suatu sistem nyata. Pengkajian masalah menggunakan pendekatan sistem
didasari alasan 1) memastikan bahwa pandangan menyeluruh telah dilakukan, 2)
mencegah analis menyajikan secara dini definisi masalah yang spesifik, 3)
mencegah analis menerapkan secara dini model tertentu, 4) memastikan
lingkungan masalah didefinisikan secara luas sehingga berbagai kebutuhan yang
relevan dapat dipenuhi (Simatupang 1995; Eriyatno, 1999).
2.8 Sistem Manajemen Ahli
Sistem Manajemen Ahli (SMA) merupakan integrasi dari Sistem
Penunjang Keputusan (SPK) dan Sistem Pakar (Turban, 2001). SPK didefinisikan
sebagai sistem berbasis komputer interaktif yang membantu para pengambil
keputusan untuk menggunakan data dan berbagai model untuk memecahkan
23
masalah-masalah tidak terstruktur (Gorry dan Scott Morton, 1971 dalam Turban,
2001). Sedangkan sistem pakar adalah suatu sistem yang menggunakan
pengetahuan manusia yang tersimpan pada suatu komputer untuk menyelesaikan
masalah yang membutuhkan keahlian pakar. Dalam proses pengambilan
keputusan, banyak masalah tidak terstruktur dan bahkan semi terstruktur yang
sangat kompleks sehingga solusinya memerlukan keahlian yang dapat diberikan
oleh suatu sistem pakar. Banyak SPK canggih yang dilengkapi dengan satu
komponen yang disebut sub sistem manajemen berbasis pengetahuan. Komponen
ini dapat menyediakan keahlian yang diperlukan untuk memecahkan beberapa
aspek masalah dan memberikan pengetahuan yang dapat meningkatkan operasi
komponen SPK yang lain (Turban, 2001).
Selanjutnya Turban (2001) menyatakan integrasi sistem pakar dengan SPK
dapat berupa memasukkan sistem pakar ke dalam komponen-komponen SPK atau
dengan membuat sistem pakar sebagai komponen yang terpisah dari SPK. Nama
lain untuk integrasi sistem pakar dengan SPK adalah SPK intelejen dan Sistem
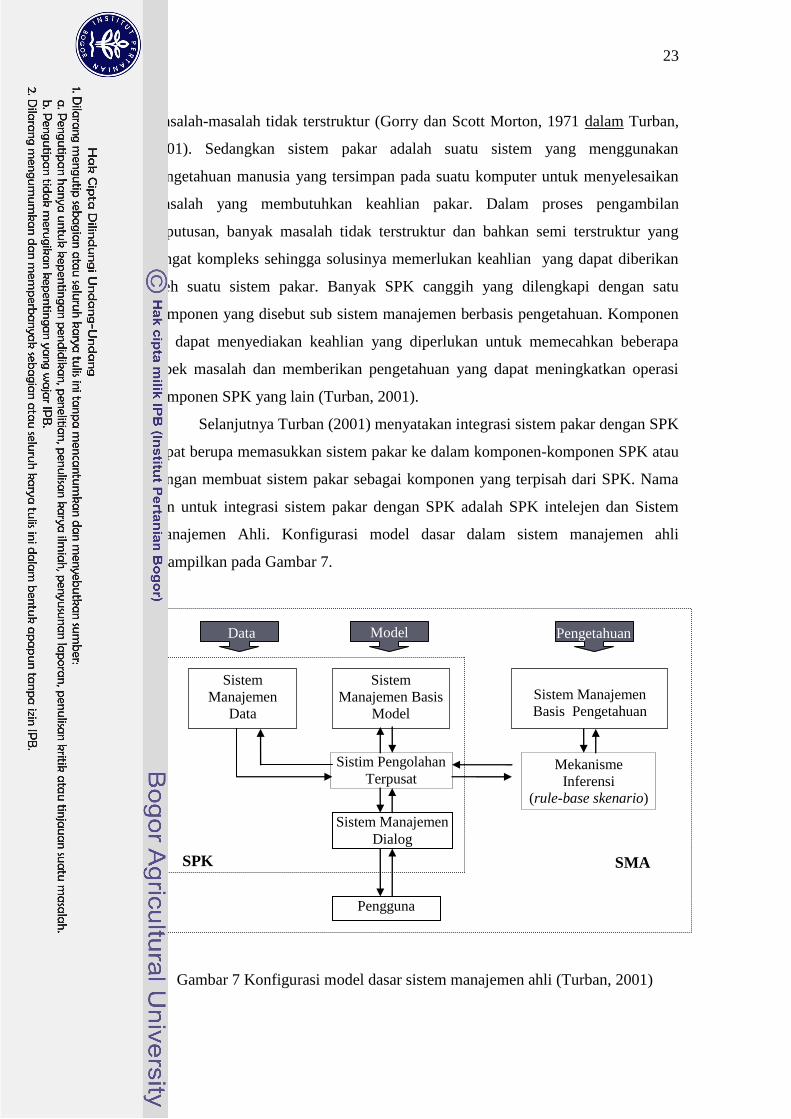
Manajemen Ahli. Konfigurasi model dasar dalam sistem manajemen ahli
ditampilkan pada Gambar 7.
Gambar 7 Konfigurasi model dasar sistem manajemen ahli (Turban, 2001)
Sistim Pengolahan
Terpusat
Sistem Manajemen
Dialog
Model
Sistem
Manajemen Basis
Model
SMA
Mekanisme
Inferensi
(rule-base skenario)
Pengetahuan
Sistem Manajemen
Basis Pengetahuan
Data
Sistem
Manajemen
Data
Pengguna
SPK
24
Tujuan perancangan sistem pakar adalah untuk mempermudah kerja atau
bahkan mengganti tenaga ahli, penggabungan ilmu dan pengalaman dari beberapa
tenaga ahli. Pada prinsipnya sistem pakar tersusun dari beberapa komponen yang
mencakup (Marimin, 2005) :
1. Fasilitas akuisisi pengetahuan
2. Sistem berbasis pengetahuan (knowledge based system)
3. Mesin inferensi (inference engine)
4. Fasilitas untuk penjelasan dan justifikasi
5. Penghubung antara pengguna dan sistem pakar (user interface)
Fasilitas akuisisi pengetahuan digunakan sebagai alat untuk mengisi atau
mendapatkan pengetahuan, fakta, aturan dan model yang diperlukan oleh sistem
pakar dari berbagai sumber. Tahap akuisisi pengetahuan merupakan tahap
penting, kritis dan sangat menentukan keberhasilan sistem pakar yang akan
dikembangkan untuk pemecahan persoalan yang biasanya dapat diselesaikan oleh
seorang pakar.
Sistem basis pengetahuan merupakan bagian yang memuat obyek-obyek
pengetahuan serta hubungan yang dimiliki antar obyek-obyek tersebut. Basis
pengetahuan merupakan sumber kecerdasan sistem dan hal ini dimanfaatkan oleh
mekanisme inferensi untuk mengambil kesimpulan. Basis pengetahuan dapat
dilakukan dengan cara jaringan semantik, ekspresi logika, obyek-atribut-nilai,
frame, script, kaidah produksi, jaringan neural, representasi fuzzy dan pattern
invocked program.
Mesin inferensi merupakan komponen sistem pakar yang memanipulasi
dan mengarahkan pengetahuan dari basis pengetahuan sehingga tercapai
kesimpulan. Penarikan kesimpulan dilakukan melalui pemilihan aturan –aturan
yang ada pada basis pengetahuan yang dianggap sesuai dengan fakta yang
dimasukkan oleh pengguna. Mekanisme inferensi juga dapat memberikan
prioritas kepada setiap aturan yang dipilih dari basis pengethauan.Terdapat dua
strategi dalam mesin inferensi yaitu strategi penalaran dan strategi pengendalian
(Marimin, 2005).
Fasilitas penjelasan merupakan bagian yang menerangkan penalaran, aksi
ataupun rekomendasi yang dilakukan oleh sistem pakar. Interaksi manusia-mesin
25
merupakan bagian fisik dari hardware terutama yang berkaitan dengan
kemudahan pengguna berkomunikasi dengan sistem masukan atau keluaran
(Leary, 1985 dalam Marimin, 2005). Penghubung antara pengguna dengan sistem
pakar (user inerface) merupakan tampilan sistem pakar, merupakan bagian
dimana pengguna dan dan sistem pakar dapat saling berkomunikasi.
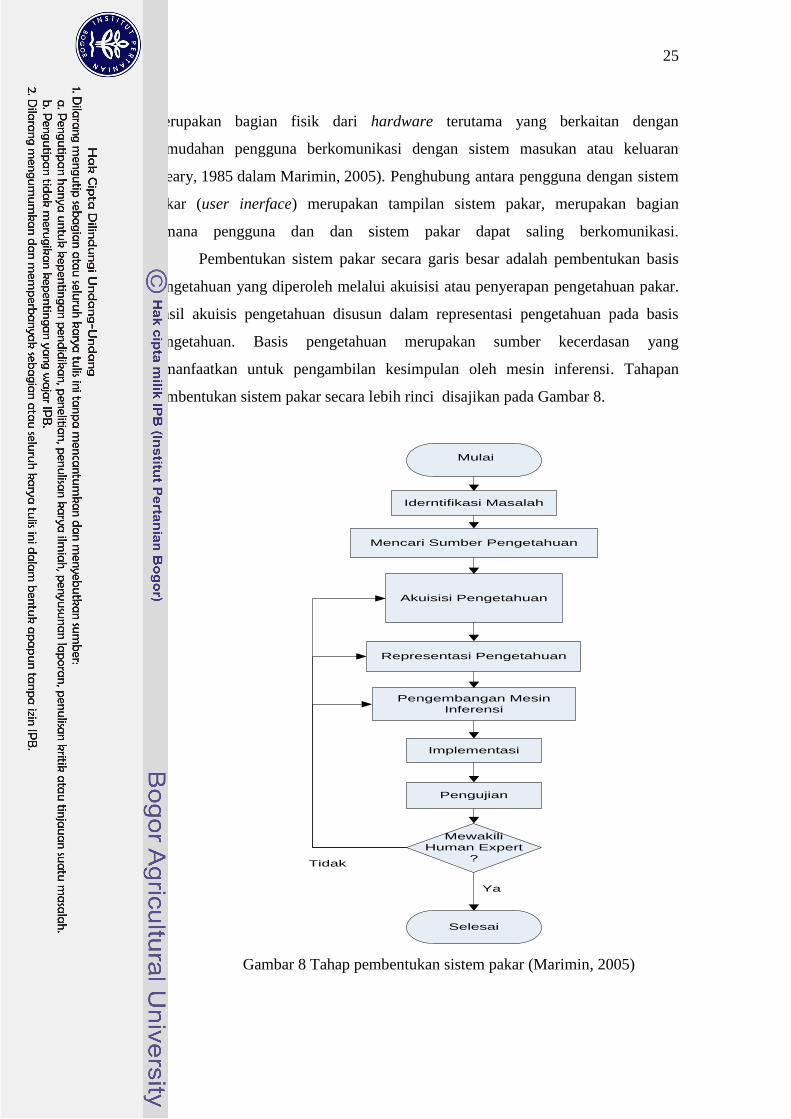
Pembentukan sistem pakar secara garis besar adalah pembentukan basis
pengetahuan yang diperoleh melalui akuisisi atau penyerapan pengetahuan pakar.
Hasil akuisis pengetahuan disusun dalam representasi pengetahuan pada basis
pengetahuan. Basis pengetahuan merupakan sumber kecerdasan yang
dimanfaatkan untuk pengambilan kesimpulan oleh mesin inferensi. Tahapan
pembentukan sistem pakar secara lebih rinci disajikan pada Gambar 8.
Iderntifikasi Masalah
Representasi Pengetahuan
Implementasi
Pengujian
Pengembangan Mesin
Inferensi
Akuisisi Pengetahuan
Mencari Sumber Pengetahuan
Mulai
Mewakili
Human Expert
?
Selesai
Ya
Tidak
Gambar 8 Tahap pembentukan sistem pakar (Marimin, 2005)
26
Sistem pakar akan menyimpan dan mengolah pengetahuan atau keahlian
dari seorang pakar. Pakar adalah seseorang yang mempunyai keahliah khusus
dalam suatu bidang tertentu. Selain itu pengetahuan juga dapat diperoleh dari
buku atau sumber tertulis lainnya, sehingga sistem pakar sering juga disebut
sebagai sistem berbasis pengetahuan.
2.9 Sistem Kecerdasan Buatan
Artificial Intelegence System atau sistem kecerdasan buatan merupakan
bagian ilmu komputer yang membuat mesin (komputer) dapat melakukan
pekerjaan seperti dan sebaik manusia, dengan meniru cara berpikir manusia.
Sistem ini dikembangkan oleh John Mc Charty pada tahun 1956 dari
Massachussets Institute of Technology. Karakteristik sistem ini adalah
pemrograman yang cenderung bersifat simbolik ketimbang algoritmik, bisa
mengakomodasi input yang tidak lengkap, dapat melakukan inferensi dan adanya
pemisahan antara kontrol dan pengetahuan.
Seiring dengan kemajuan teknologi maka sisem kecerdasan buatan
dibangun dengan menggunakan soft computing. Definisi soft computing
merupakan gabungan atau koleksi yang bertujuan untuk mengeksploitasi adanya
toleransi terhadap ketidaktepatan, ketidak pastian dan kebenaran parsial untuk
dapat diselenggarakan dengan mudah, robustness, dengan biaya penyelesaian
yang murah (Kusumadewi, 2004).
Soft computing merupakan inovasi sistem cerdas yang memiliki keahlian
seperti manusia pada domain tertentu, mampu beradaptasi dan belajar agar dapat
bekerja lebih baik jika terjadi perubahan pada lingkungan. Unsur-unsur pokok
dalam soft computing adalah :
1. Sistem Fuzzy (mengakomodasi ketidaktepatan)
2. Jaringan syaraf (menggunakan pembelajaran)
3. Probabilistic Reasoning ( mengakomodasi ketidakpasian)
4. Evolutionary computing (optimasi)
Keempat unsur dalam sistem kecerdasan buatan ini dapat melengkapi antara
satu sama lain, dan digunakan secara sinergis yang menghasilkan solusi yang
lebih baik, dibanding digunakan secara sendiri-sendiri.
27
2.9.1 Sistem Fuzzy Logic
Sistem fuzzy merupakan sistem yang dikembangkan dengan menggunakan
suatu fungsi dengan logika fuzzy. Logika fuzzy merupakan bagian dari logika
Bolean yang digunakan untuk mengekspresikan derajat kebenaran dari suatu
informasi yang mengandung unsur ambiguity , yang dinyatakan alam suatu
ukuran verbal dan lnguistik.
Menurut Kusumadewi (2003), gugus fuzzy dikembangkan oleh Prof. L.A.
Zadeh pada tahun 1965 dari Barkeley, gugus fuzzy merupakan pengembangan
dari gugus biasa. Beberapa hal yang perlu dipahami berkaitan dengan sistem fuzzy
yaitu :
1. Variabel fuzzy
Variabel fuzzy merupakan variabel yang dibahas dalam sistem fuzzy.
2. Himpunan fuzzy
Merupakan kelompok yang mewakili suatu kondisi tertentu dari variabel fuzzy.
3. Semesta Pembicaraan
Merupakan keseluruhan nilai yang diperbolehkan untuk dioperasikan dalam
variabel fuzzy.
4. Domain
Merupakan keseluruhan nilai yang diperbolehkan dalam semesta pembicaraan
dan boleh dioperasikan dalam suatu himpunan fuzzy.
Dalam logika fuzzy terdapat beberapa proses , yaitu penentuan gugus fuzzy ,
penerapan aturan if-then dan proses inferensi fuzzy. Gugus atau himpunan fuzzy
merupakan gagasan untuk memperluas jangkauan fungsi karakteristik sedemikian
hingga fungsi tersebut akan mencakup bilangan real pada interval [ 0, 1]. Teori
gugus fuzzy mendefinisikan derajat dimana elemen x dari gugus universal X
berada dalam suatu gugus fuzzy A. Fungsi yang memberikan derajat terhadap
sebuah elemen mengenai keberadaannya dalam sebuah gugus disebut fungsi
keanggotaan ( µ = derajat keanggotaan). Nilai atau derajat keanggotaan pada
interval [0, 1] sering dinyatakan dalam bentuk sebagai berikut :
μA (x1) = 1, dibaca : nilai keanggotaan untuk elemen x1 pada gugus fuzzy A
bernilai 1.
28
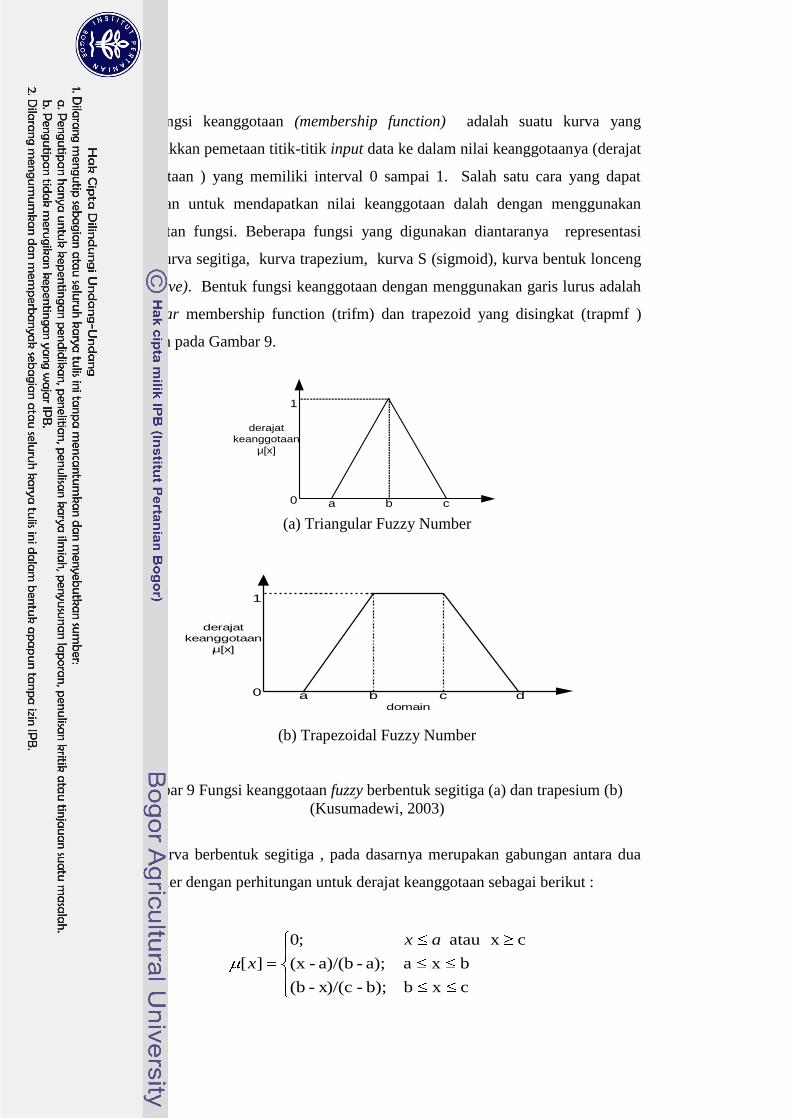
Fungsi keanggotaan (membership function) adalah suatu kurva yang
menunjukkan pemetaan titik-titik input data ke dalam nilai keanggotaanya (derajat
keanggotaan ) yang memiliki interval 0 sampai 1. Salah satu cara yang dapat
digunakan untuk mendapatkan nilai keanggotaan dalah dengan menggunakan
pendekatan fungsi. Beberapa fungsi yang digunakan diantaranya representasi
linier, kurva segitiga, kurva trapezium, kurva S (sigmoid), kurva bentuk lonceng
(bell curve). Bentuk fungsi keanggotaan dengan menggunakan garis lurus adalah
triangular membership function (trifm) dan trapezoid yang disingkat (trapmf )
disajikan pada Gambar 9.
(a) Triangular Fuzzy Number
0 a b
1
domain
c d
derajat
keanggotaan
u[x]
(b) Trapezoidal Fuzzy Number
Gambar 9 Fungsi keanggotaan fuzzy berbentuk segitiga (a) dan trapesium (b)
(Kusumadewi, 2003)
Kurva berbentuk segitiga , pada dasarnya merupakan gabungan antara dua
garis linier dengan perhitungan untuk derajat keanggotaan sebagai berikut :
cxbb);-x)/(c-(b
bxaa);-a)/(b-(x
catau x ;0
][
ax
x
0 a b
1
c
derajat
keanggotaan
u[x]
29
Sedangkan kurva berbentuk trapesium, merupakan pengembangan kurva
segitiga hanya pada beberapa titik mempunyai nilai keanggotaan 1. Fungsi
keanggotaan untuk kurva trapesium sebagai berikut :
dx
ax
x
c);-x)/(d-(d
cxb1;
bxaa);-a)/(b-(x
datau x ;0
][
Sejak ilmu logika samar (fuzzy logic) dikembangkan telah banyak
penelitian-penelitian mengenai aplikasi dari logika samar ini ke berbagai bidang,
misalnya proses pengambilan keputusan yang melibatkan adanya informasi yang
samar (vagueness) atau tidak tepat (imprecision). Sistem logika samar juga
memungkinkan untuk menggunakan informasi dan data-data yang diperoleh dari
pakar berdasarkan pengetahuan pakar tersebut. Pada perencanaan produksi
dalam industri, biasanya melibatkan proses pengambilan keputusan yang
kompleks dan tidak pasti serta operasinya biasanya bergantung kepada
pengetahuan dan keahlian manajer dan operator produksi. Aplikasi dari metode
fuzzy sesuai untuk digunakan pada perencanaan produksi.
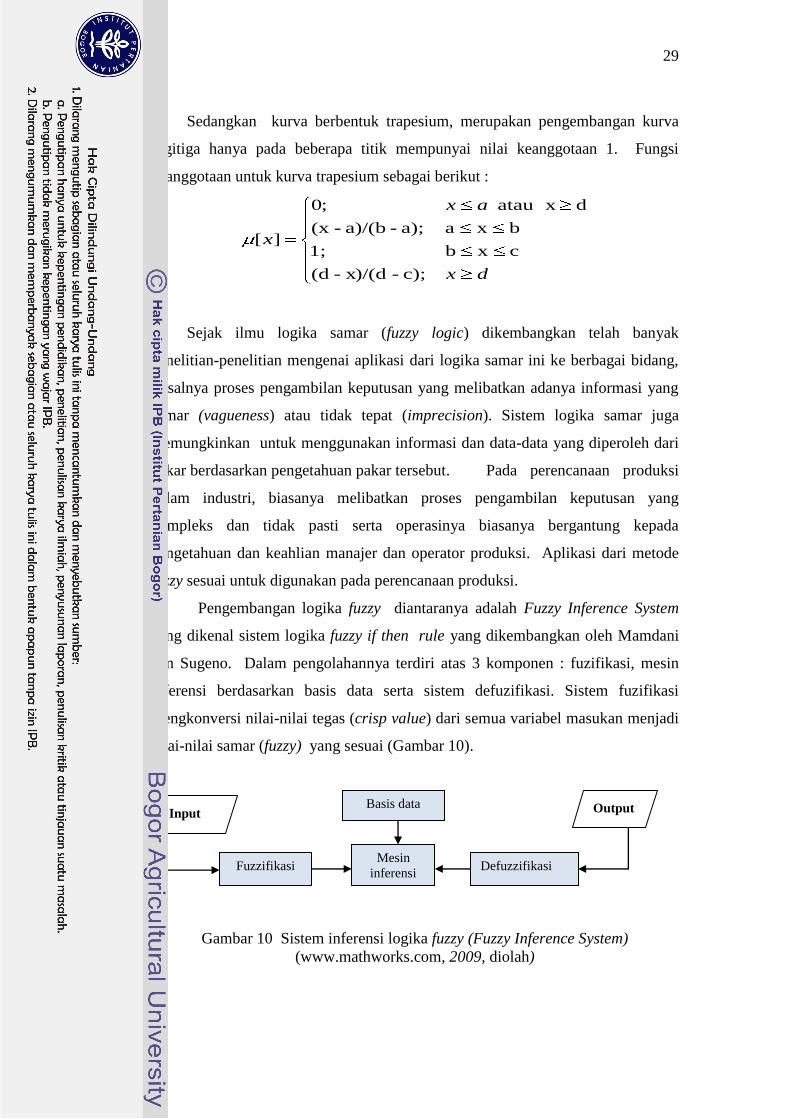
Pengembangan logika fuzzy diantaranya adalah Fuzzy Inference System
yang dikenal sistem logika fuzzy if then rule yang dikembangkan oleh Mamdani
dan Sugeno. Dalam pengolahannya terdiri atas 3 komponen : fuzifikasi, mesin
inferensi berdasarkan basis data serta sistem defuzifikasi. Sistem fuzifikasi
mengkonversi nilai-nilai tegas (crisp value) dari semua variabel masukan menjadi
nilai-nilai samar (fuzzy) yang sesuai (Gambar 10).
Gambar 10 Sistem inferensi logika fuzzy (Fuzzy Inference System)
(www.mathworks.com, 2009, diolah)
Basis data
Fuzzifikasi
Output
Defuzzifikasi Mesin
inferensi
Input
30
Inti dari sistem logika ini adala mesin inferensinya dengan basis kaidah
(rule base) yang mendefinisikan hubungan antara variabel input dengan output.
Kaidah yang paling banyak digunakan ialah kaidah “if - then” Langkah terakhir
ialah menterjemahkan himpunan nilai keluaran yang bersifat samar menjadi nilai-
nilai yang tegas Beberapa metode dapat didigunakan dalam proses defuzifikasi,
salah satu metode yang umum dipakai adalah metode centroid (center of area).
Metode ini menggambarkan pusat area dari fungsi keanggotaan.
2.9.2 Jaringan Syaraf Tiruan
Artificial Neural Network (Jaringan Syaraf Tiruan, JST) menurut ( Faucett,
1994; Kahforoushan, 2010) adalah sistem pengolahan informasi yang memiliki
kinerja dan proses pembelajaran seperti jaringan syaraf pada otak manusia.
Pengembangan JST digunakan dalam rangka melakukan generalisasi pemodelan
matematika dari cara bekerja jaringan syaraf tiruan dengan asumsi :
1. Terdapat sejumlah sel syaraf (neuron) yang melakukan proses pengolahan
informasi.
2. Melalui sambungan penghubung, terjadi pergerakan sinyal dari satu neuron ke
neuron lainnya. Setiap sambungan penghubung mempunyai bobot yang
memiliki kemampuan memperkuat sinyal yang ditransmisikan.
3. Neuron menggunakan fungsi aktivasi untuk melakukan proses transformasi
dari input untuk menentukan sinyal output.
Menurut Faucett (2004), Siang (2005) jaringan syaraf terdiri dari beberapa
neuron, yang mentransformasikan informasi yang diterima melalui sambungan
keluarnya menuju neuron yang lain. Pada jaringan syaraf , hubungan ini dikenal
dengan bobot, sehingga informasi tersebut disimpan pada suatu nilai tertentu pada
bobot tersebut. Neuron tiruan mempunyai karakteristik bahwa setiap neuron tiruan
menerima satu set input. Setiap input di kalikan dengan bobot yang analog dengan
kekuatan sinaptik-nya (synaptic strength) Jumlah dari semua input yang diberi
bobot tersebut, menunjukkan derajat pelepasan sinyal yang disebut tingkat
pengaktifan (activation level).
Sinyal input kemudian di proses oleh suatu fungsi aktivasi untuk
menghasilkan sinyal output. Jika output tersebut tidak sama dengan nol, akan
31
ditranmisikan. Fungsi pengkatifan dapat berupa suatu fungsi batas (threshold)
atau suatu fungsi lainnya seperti fungsi sigmoid atau fungsi tangen hyporbolik.
Jaringan syaraf tiruan digambarkan oleh suatu set simpul (node) dan tanda arah
(panah). Simpul berkaitan dengan neuron sedangkan tanda arah menyatakan arah
aliran sinyal diantara neuron dalam model matematis, suatu neuron
mereprensentasikan suatu elemen pemroses (processing element). Elemen
pemroses menangani fungsi dasar seperti mengevaluasi sinyal input,
menjumlahkan sinyal dan membandingkannya dengan suatu nilai batas
(threshold) untuk menentukan nilai ouputnya.
Setiap elemen pemroses dapat menerima banyak sinyal input secara
simultan, tetapi hanya terdapat satu sinyal output yang tergantung kepada sinyal
input, bobot dana nilai batas untuk elemen pemroses tersebut. Beberapa model
jaringan mempunyai suatu input ekstra yang disebut sebagai bias, yang
merupakan pengaruh dari luar jaringan.Jaringan syaraf tiruan terdiri dari sejumlah
elemen pemroses sederhana yang menyerupai neuron dan sejumlah penghubung
diantara elemen-elemen neuron. Setiap penghubung, menghubungkan satu simpul
ke simpul yang lainnya dan dikaitkan dengan uatu bobot. Bobot dari penghubung
menggambarkan pengetahuan dari suatu jaringan.
Dasar-dasar komputasi jaringan syaraf tiruan menurut Faucett (1994) dan
Siang (2005) mulai dari jaringan, input, hidden layer, output, bobot, fungsi
penjumlahan sampai dengan fungsi aktivasi, dengan penjelasan sebagai berikut :
1. Jaringan
Suatu JST terdiri atas kumpulan neuron yang terhubung, dan dikelompokkan
dalam lapisan-lapisan (layers). Struktur jaringan dalam JST dibedakan atas
dua struktur dasar yaitu (1) Struktur dua lapisan yang terdiri atas input dan
output (2) Struktur tiga lapisan yang terdiri atas input, intermediate (hidden)
dan ouput.
2. Input
Jaringan dapat dirancang untuk menerima sekumpulan nilai input yang berupa
nilai biner atau kontinyu. Jika masalah bersifat kualitatif dan berupa grafik,
maka informasi harus dirubah kedalam suatu nilai numerik yang ekivalen
sebelum dapat diinterpretasikan oleh Jaringan Syaraf Tiruan.
32
3. Output
Tujuan dari suatu jaringan adalah menghitung nilai output sebagai solusi dari
masalah. Dalam JST supervised, output awal dari jaringan biasanya tidak
tepat dan jaringan harus disesuaikan sampai diperoleh output yang benar.
4. Hidden layer
Pada arsitektur multi layered, hidden layers tidak berinteraksi secara langsung
dengan dunia luar, tetapi menambah tingkat kompleksitas dalam JST. Hidden
layer menambah sebuah representasi internal dari masalah, sehingga
menjadikan jaringan mampu memecahkan masalah yang kompleks dan non
linier.
5. Bobot (weight)
Bobot menunjukkan kekuatan relatif (nilai matematis) dari berbagai
koneksiyang mentransfer data dari lapisan ke lapisan. Bobot merupakan
kepentingan relatif dari setiap input ke dalam elemenproses (neuron). Bobot
sangat penting dalam JST karena dengan bobot ini jaringan disesuaikan secara
berulang untuk menghasilkan output yang diinginkan.
6. Fungsi penjumlahan
Fungsi penjumlahan (summation function) menghitung rata-rata bobot dari
suatu elemen input , dimana summation input (Xj ) dengan bobot (W ij)
dijumlahkan untuk mendapatkan weigted sum (Si), dengan formula :
1i
iii WXS
7. Fungsi Transfer (Aktivasi)
Fungsi transfer/aktivasi yang dipakai dalam metode belajar backpropagation ,
harus memiliki sifat kontinyu dan dapat diturunkan. Pemakaian fungsi aktivasi
ditentukan oleh aplikasi yang dirancang, hal yang paling penting adalah fungsi
transfer yang digunakan mudah dihitung turunannya sehingga dapat
menggunakan algoritma backpropagation.
Menurut Krose (1996), Siang (2005) pendekatan belajar dalam JST
dibedakan atas supervised learning (terawasi) dan unsupervised learning (tidak
terawasi). Supervised learning menggunakan sekumpulan input dengan output
33
yang telah diketahui. Perbedaan output aktual dan output yang diinginkan
digunakan untuk menghitung nilai koreksi pada bobot jaringan syaraf. Dalam
unsupervised learning, jaringan syaraf mengorganisasikan dirinya untuk
menghasilkan kategori dimana kumpulan iput akan termasuk kedalamnya.
Metode backpropagation merupakan algoritma pembelajaran yang terawasi
dan biasanya digunakan oleh perceptron dengan banyak lapisan untuk mengubah
bobot-bobot yang terhubung dengan sel syaraf yang ada pada lapisan tersembunyi
(Patuelli, 2006). Algoritma backpropagation menggunakan error output untuk
mengubah nilai bobot-bobotnya dalam arah mundur (backward). Untuk
mendapatkan error ini, tahap perambatan maju (forward propagation) harus
dikerjakan terlebih dahulu. Pada saat perambatan maju, sel-sel syaraf diaktifkan
dengan menggunakan fungsi aktivasi Sigmoid Biner atau fungsi aktivasi Sigmoid
Bipolar.
Metode backpropagation adalah metode turunan gardien (gradient descent
method) untuk meminimalkan total squared error dari output yang dihasilkan
jaringan. Fungsi kinerja yang sering digunakan adalah mean square error.
Karakteristk dari jaringan backpropagation dapat digunakan untuk menyelesaikan
berbagai masalah yang melibatkan pemetaan suatu input terhadap output tertentu
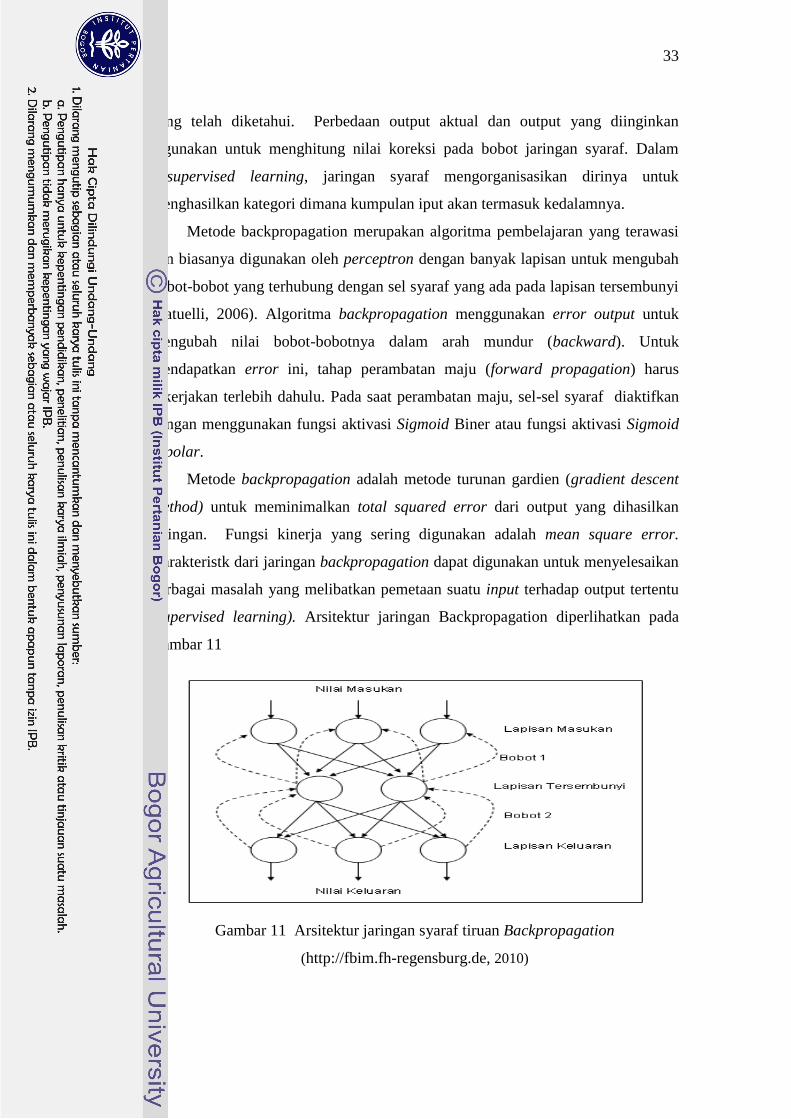
(supervised learning). Arsitektur jaringan Backpropagation diperlihatkan pada
Gambar 11
Gambar 11 Arsitektur jaringan syaraf tiruan Backpropagation
(http://fbim.fh-regensburg.de, 2010)
34
Menurut Munakata (2008) penggunaan JST dalam memecahkan masalah
memiliki kekurangan dan kelebihan. Diantara kelebihannya adalah :
1. Memiliki kemampuan belajar, melalui penyesuaian bobot dalam struktur
jaringan untuk setiap proses pembelajarannya.
2. Memiliki kemampuan generalisasi sehingga mampu mempelajari pola baru
mengacu pada pola pembelajaran yang dberikan.
3. Mampu menyelesaikan masalah nonlinier yang sulit diselesaikan dengan model
matematis, selama jaringan mampu mempelajari pola non linier yang
dilatihkan.
4. Memiliki kehandalan dalam menangani sejumlah noise pada input, bahkan jika
terjadi kerusakan dalam arsitektur jaringan, JST masih dapat melakukan
tugasnya dalam batas tertentu.
Selain keunggulan, menurut Munakata (2008 jaringan syaraf tiruan juga
memiliki beberapa kekurangan sebagai berikut :
1. Secara menyeluruh jaringan belum benar-benar dapat meniru cara kerja
jaringan syaraf manusia sehingga masih perlu kajian dan pengembangan lebih
lanjut.
2. Bobot sebagai hasil proses pelatihan jaringan dalam pengenalan pola belum
menyajikan informasi yang jelas.
3. Iterasi sebagai proses penghitungan berulang untuk mempelajari pola sering
memakan waktu yang lama, namun jika jaringan sudah terlatih dengan mudah
dapat digunakan untuk memperkirakan suatu pola berdasrkan pola yang telah
dipelajari.
4. Jika dilakukan peningkatan skala (scale-up) dengan meningkatkan jumlah
neuron yang sudah terlatih, maka perlu dilakukan proses pelatihan dari awal.
Penerapan JST dalam melakukan prakiraan menurut Rurkhamet (1998)
memiliki beberapa kelebihan diantaranya ; 1) kemampuan memproses banyak
variabel, 2) kemampuan mempelajari perilaku data tanpa mengidentifikasi sebagai
masukan, 3) hasil cenderung lebih akurat dan 4) mampu beradaptasi pada saat
parameter atau data dirubah.
35
Kemampuan JST dalam melakukan prakiraan (forecasting) telah banyak
diterapkan dalam penelitian. Kamaruzzaman dan Sarker (2003) melakukan
perbandingan kemampuan antara metode Jaringan Syaraf Tiruan dan ARIMA
dalam memprediksi harga di pasar mata uang asing di Australia. Penelitian
menunjukkan Jaringan Syaraf Tiruan dengan metode pembobotan standard
backpropagation lebih baik dalam melakukan prediksi. Kinerja prediksi diukur
dengan membandingkan nilai normalized mean square error (NMSE), mean
absolute error (MAE) dan directions symetry (DS) antara nilai prediksi dan nilai
aktual. Hasil penelitian Zhang (2003) menunjukkan penerapan neural network
sebagai metode baru dalam menangani masalah prakiraan kebutuhan dan
pemilihan pemasok.
Penerapan JST dengan propagasi balik lapisan tunggal (single layer
backpropagation) dalam bidang agroindustri minyak atsiri digunakan untuk
memprediksi harga dan permintaan berdasarkan data masa lalu oleh Indrawanto
(2007). Kemampuan JST dengan metode propagasi balik lapisan jamak (multiple
layer backpropagation) digunakan dalam memprediksi harga tapioka dan prediksi
pasokan bahan baku pada agroindustri tapioka (Astuti, 2010).
2.10 Posisi Penelitian
Tinjauan penelitian terdahulu yang terkait dalam penelitian ini
dikelompokkan kedalam tiga kajian, yaitu penelitian; 1) pengembangan
agroindustri karet spesifikasi teknis, 2) manajemen rantai pasok yang berkaitan
dengan perencanaan produksi dan, 3) penerapan kecerdasan buatan dalam
merancangbangun sistem manajemen ahli.
Penelitian yang berkaitan dengan pengembangan agroindustri karet
spesifikasi teknis dilakukan oleh Utomo (2008). Hasil penelitian berupa
rancangbangun proses produksi karet spesifikasi teknis berbasis produksi bersih,
yang berkaitan dengan pemenuhan standar mutu bahan olah karet sehingga
menghasilkan penghematan penggunaan air. Kajian ini dapat digunakan untuk
memperoleh informasi berkaitan dengan proses produksi karet spesifikasi teknis.
Penelitian Haris (2006), menghasilkan suatu rancangbangun model aliansi
strategis sistem agroindustri karet spesifikasi teknis. Model ini menghasilkan
36
suatu rancangan bentuk kelembagaan kerjasama jangka panjang yang
menempatkan petani karet dan pengusaha agroindustri sebagai pelaku utama yang
dijembatani oleh lembaga ekonomi petani. Model kelembagaan ini menjadi
pendorong terciptanya akses petani terhadap simpul pengolahan dan pemasaran
produk karet spesifikasi teknis sehingga menjamin kontinuitas pasokan bahan
baku. Hasil penelitian ini digunakan untuk kajian pengelolaan rantai pasok dan
bentuk kelembagaan dalam pengelolaan rantai pasok agroindustri. Penelitian
yang berkaitan dengan prakiraan produksi karet alam di India dilakukan oleh
Chawla dan Jha (2009). Penggunaan beberapa metode prakiraan time series
menunjukkan bahwa metode Winters lebih baik dalam melakukan prakiraan
produksi karet alam di India dibanding metode ARIMA, metode trends dan
metode Holts.
Berkaitan dengan perancangan sistem keputusan dan sistem manajemen
ahli dalam pengelolaan produksi rantai pasok agroindustri diantaranya dilakukan
oleh Hadiguna (2009), untuk mengelola rantai pasok minyak sawit kasar. Hasil
penelitian ini digunakan sebagai acuan untuk pemilihan metode dan integrasi
model perencanaan produksi ke dalam sistem manajemen ahli. Wang dan Yeh
(2009) mengembangkan suatu sistem pengambilan keputusan yang terintegrasi
dalam menyusun prakiraan. Galasso et al. (2006) membangun sistem pendukung
keputusan dalam menyusun perencanaan produksi dengan mempertimbangkan
fleksibilitas permintaan berdasarkan pola permintaan masa lalu namun belum
dikaitkan dengan faktor yang mempengaruhi permintaan.
Kusters (2006) meneliti berbagai pengembangan perangkat lunak untuk
melakukan prakiraan dan menyimpulkan bahwa model prakiraan perlu
dirancangsesuai dengan jenis data dan kebutuhan industri. Prakiraan dengan
menggunakan data time series yang lebih panjang menghasilkan prakiraan yang
lebih akurat. Kamaruzzaman dan Sarker (2003), Zhang (2003) melakukan
penelitian prakiraan dengan metode jaringan syaraf tiruan. Hasil penelitian
menunjukkan jaringan syaraf tiruan dengan metode pembobotan standard
backpropagation lebih baik dalam melakukan prediksi.
Penerapan konsep perencanaan dan pengendalian produksi dengan
pendekatan Manufacturing Resources Planning, dari berbagai penulusuran
37
penelitian pada umumnya digunakan untuk industri manufaktur. Pengembangan
MRP dengan menerapkan kecerdasan buatan dilakukan oleh Noori et al. (2008).
Wacker dan Sheu (2006) mengembangkan ukuran kinerja sistem perencanaan
produksi dalam lingkungan manufaktur diantaranya manufacturing lead time
pengiriman tepat waktu dan rata-rata keterlambatan.
Penerapan fuzzy logic dalam menggambarkan prilaku sistem digunakan
dalam penelitian model dinamika antara konsumen, produsen dan pekerja (Chang
et.al, 2006). Unahabhokha et al. (2007) menggunakan pendekatan fuzzy dalam
mengembangkan sistem pakar untuk memprediksi kinerja operasional delivery
lead time. Penelitian ini digunakan untuk mengembangkan metode fuzzy untuk
membantu pengambilan keputusan perencanaan produksi dalam sistem
manajemen ahli.
Penerapan pendekatan manajemen rantai pasok dalam agroindustri terus
berkembang, dengan lingkup kajian yang bevariasi dan ragam produk agroindustri
yang berbeda. Berdasarkan kajian pustaka yang dilakukan, belum ditemukan
penelitian yang berkaitan dengan pengembangan metode perencanaan produksi
terintegrasi pada rantai pasok agroindustri karet spesifikasi teknis.
Jenis kebaruan (novelty) dalam suatu penelitian di bidang teknologi
industri pertanian menurut Sukardi (2009) dapat berbentuk penemuan (invention),
peningkatan (improvement) dan bantahan (refutation). Mengacu kepada hasil
kajian terhadap beberapa penelitian terdahulu serta jenis kebaruan maka penelitian
ini dapat dikategorikan sebagai peningkatan (improvement). Kebaruan dari
penelitian dapat ditinjau dari aspek berikut :
1. Mengembangkan model perencanaan produksi yang mampu mengintegrasikan
dinamika aktifitas rantai pasokan bahan baku pada sisi hulu, kemampuan
produksi pada unit pengolah dan dinamika permintaan di sisi hilir.
2. Mengembangkan metode prakiraan permintaan, prakiraan harga dan prakiraan
pasokan bahan baku dengan menggunakan metode jaringan syaraf tiruan yang
digabungkan dengan metode fuzzy inference system sehingga memungkinkan
melakukan penyesuaian rencana produksi dalam periode waktu yang lebih
singkat.
38
3. Menghasilkan sistem manajemen ahli untuk perencanaan produksi karet
spesifikasi teknis yang dilengkapi dengan sistem pengukuran kinerja untuk
mengukur tingkat kesesuaian rencana dengan realisasi produksi.
Top Related
Copyright © 2022 FDOKUMEN

