american society of sugar cane technologists - Forgotten Books

Published at “Developments in Chemical Engineering & Mineral Processing”, Curtin University of Technology, Australia, special issue on Practical Applications of Process Systems Engineering,
Volume 10, Numbers 1 and 2, 2002. ISSN 0969-1855
USE OF SIMULATION AND EXPERT SYSTEMS TO INCREASE THE ENERGY
EFFICIENCY IN CANE SUGAR FACTORIES
Osvaldo Gozá León1*, Héctor Pérez de Alejo Victoria1 ,
Marcel Rijckaert2
1 Sugar Research Group, Faculty of Chemical Engineering, ISPJAE, Marianao, Havana City, Cuba.
Email: [email protected], Fax: (537) 27 29 64 2 Expert Systems Applications Development Group, Chemical
Engineering Department, KU Leuven, Belgium. Email: [email protected], Fax: (32) 16 322999
Abstract. As part of a strategy to increase the energy efficiency of Cuban sugar factories, an automated method of analysis has been developed and is being applied, based on the use of STA and ANSTE programs. STA is a steady-state modular-sequential simulation program, aimed at evaluating energy systems in cane sugar factories. ANSTE is an expert system that based on calculations with STA program, and certain additional information, makes it easy to detect problems affecting the energy efficiency of the factory, and to make recommendations for solutions. In this document the strategy of these two programs is briefly discussed, and the main features of STA and ANSTE programs are presented. Some problems detected by the expert system and the conceptions of its knowledge base are described. An application in a real factory is presented. In this factory both programs were applied in the evaluation of the energy system and solutions proposed were accepted by managers. Keywords: Simulation, Expert system, Energy system, Sugar factory. * To whom all correspondence should be addressed
1. INTRODUCTION Process analysis is a very effective tool to increase the technical - economical efficiency of chemical industries, with the ever-increasing use of computers. Considering the existence of 156 sugar factories in Cuba, and the complexity of their thermal schemes, process simulation becomes a very valuable tool to evaluate the performance of these factories.
Simulation programs provide a great amount of information because they generate multiple alternatives and take many factors into account. This is why it is desirable to search for automated ways to analyze all of this information. * To whom all correspondence should be addressed

Energy systems in cane sugar factories have several features that make their analysis particularly complex:
• The behavior of the factory is strongly dependent on the characteristics of the feed raw material, the cane, which may vary in a wide range.
• There is a close link with the technological process, which demands considerable amounts of heat and power.
• These systems are highly interactive, with many different pieces of equipment and configurations.
On the other hand, the cane sugar industry has some features that make it very attractive for the search of greater efficiencies. The feed raw material brings the fuel needed, the bagasse, which should be not only be able to satisfy the energy needs of the factory but also have a surplus to be used for other purposes.
Cane sugar factories offer unique opportunities for the application of cogeneration technology. Depending upon cane quality, factory configuration and the degree of steam economy practiced, surplus bagasse can be produced for conversion into secondary products, commercial power generation being usually in great demand and normally very profitable. The immediate result of producing power from sugar cane is an improvement in revenue for the producer – a legitimate reward. But the long-term result will benefit the entire community, for every kilowatt-hour of electricity produced from bagasse and exported to the grid reduces the use of fossil fuel, which in turn will reduce atmospheric pollution and global warming, and replace the world's rapidly declining fossil fuel reserves with a renewable energy source. The main reason why cane sugar factories have such great potential for producing electricity is that the sugar manufacturing process is ideally suited for the sequential use of steam of different pressures, a highly efficient practice which greatly reduces the energy requirements for sugar production and releases steam for production of electricity. Under ideal conditions, a sugar factory can export as much as 80% of the energy it can generate from bagasse [1].
Historically, broad indices have been used to provide a general picture of a sugar factory's cogeneration system energy efficiency. But more precise measuring of sugar factory energy efficiency can boost financial returns when sugar factories start to sell excess electricity. However, as stated in [2], there are no recognized methodologies for measuring and comparing this efficiency amongst sugar mills. This has been the main reason why the International Cane Energy Network commissioned the preparation of the Sugar Factory Energy Data Protocol [3] which is still being validated; central to this effort is the identification of key indices for use in reporting raw-sugar factory energy consumption and energy efficiency in a standardized manner.
The need to make a better use of energy in sugar factories, along with the factors mentioned above, have been the reasons to elaborate and to present a general strategy of analysis of energy systems in cane sugar factories, and to implement an automated method of analysis, which combines the use of process simulation and an expert system [4].
2. AUTOMATED METHOD OF ANALYSIS The method of analysis of energy systems in cane sugar factories has been conceived in relation to a general strategy that has the following steps:
• Characterization of the factory. • Identification of problems that affect the energy efficiency. • Statement of alternative solutions. • Technical - economical selection of best alternatives. • Implementation and checking of alternatives chosen.
This strategy requires vast and diverse information. It should consider multiple alternatives, which would allow it to establish behavior trends of the system, and in conjunction with economic analysis, to establish the best ways to increase the efficiency of the energy system.
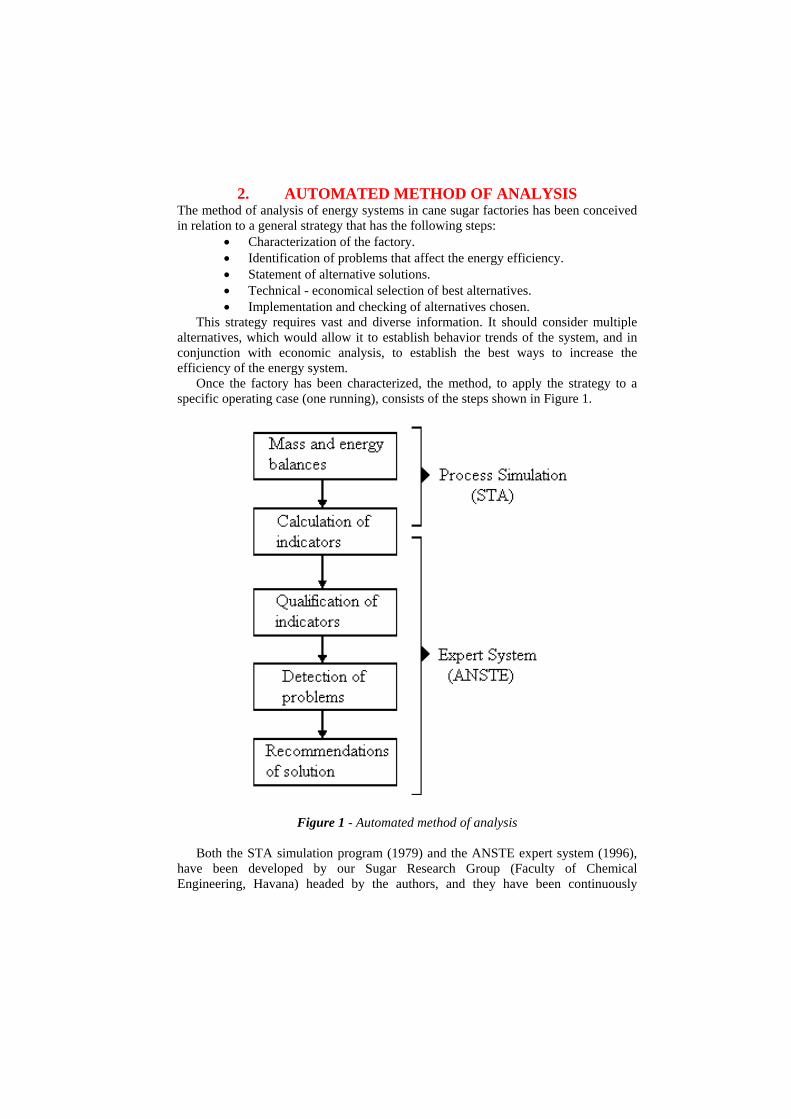
Once the factory has been characterized, the method, to apply the strategy to a specific operating case (one running), consists of the steps shown in Figure 1.
Figure 1 - Automated method of analysis
Both the STA simulation program (1979) and the ANSTE expert system (1996), have been developed by our Sugar Research Group (Faculty of Chemical Engineering, Havana) headed by the authors, and they have been continuously

improved. This paper aims at presenting the main features of both programs and its combined application, which have proven very useful for the Cuban sugar industry.
2.1 STA SIMULATION PROGRAM Process simulation is a powerful tool that is being extensively used by advanced chemical industries to maintain and increase its competitiveness [5], even more so when combined with other types of software like expert systems and process integration programs [6].
When solving energy saving related problems, it has been recognized that the applications of simulation are as broad as the fields of energy, being especially useful for the formulation of energetic strategies that take into account the varying costs of the energy and the varying costs of products.
The development of commercial simulators has not been focused on the sugar industry but on other industries like petrochemical and pulp and paper industries. In this regard, we can say that when ASPEN PLUS was tested for application to CSR refineries few models were available and much effort was needed to develop customized models [7]. Another relevant simulator like HYSYS lacks models oriented to the sugar industry [8]. To our knowledge, none of the existing commercial simulators use an expert system for the analysis of all the calculation results obtained in the simulation of an entire factory.
Some simulation programs have been developed for the sugar industry; among them are the one described in [9] for energy optimization in beet sugar factories, CANEPRO [http://www.winrock.org/reep/canepro.htm], for simulation of financial and economic performance of sugar mill cogeneration schemes, and Sugars [10], which is the world's most widely used sugar process simulator.
Since none of these simulation programs have been available in Cuba, Cuban specialists have developed some applications for the sugar industry, which is our main industry; some of the best-known ones are SIMFAD and STA [11].
The origin of the STA simulation program dates back to the late 1970s [12], it has been continuously improved ever since.
STA (Sistema TermoAzucar) is a steady-state modular-sequential simulation program, the only one of this kind developed in Cuba. It is aimed at evaluating energy systems in cane sugar factories, both raw sugar and refined sugar [13]. Owing to the modular sequential approach, it has a great flexibility to represent different schemes in the information flow diagram and the possibility to obtain a great amount of information both of the streams and of the equipment [14].
The simulation is based on the information flow diagram, which is built from the process flow diagram and constitutes the way the communication between user and program is established. The input information – provided by a data file – consists of the calculation order for modules, the parameters for input and recycle streams and the parameters for calculation modules.
The parameters of an information stream consist of 10 variables whose meanings are shown in Table 1.
STA has an executive program and a group of specific subroutines related to the calculation modules and the evaluation of physical and thermodynamic properties (enthalpy, density, heat capacity, boiling point elevation) of sugar streams (juice, syrup, liquor, molasses, crystalline sugar) and water (steam tables).
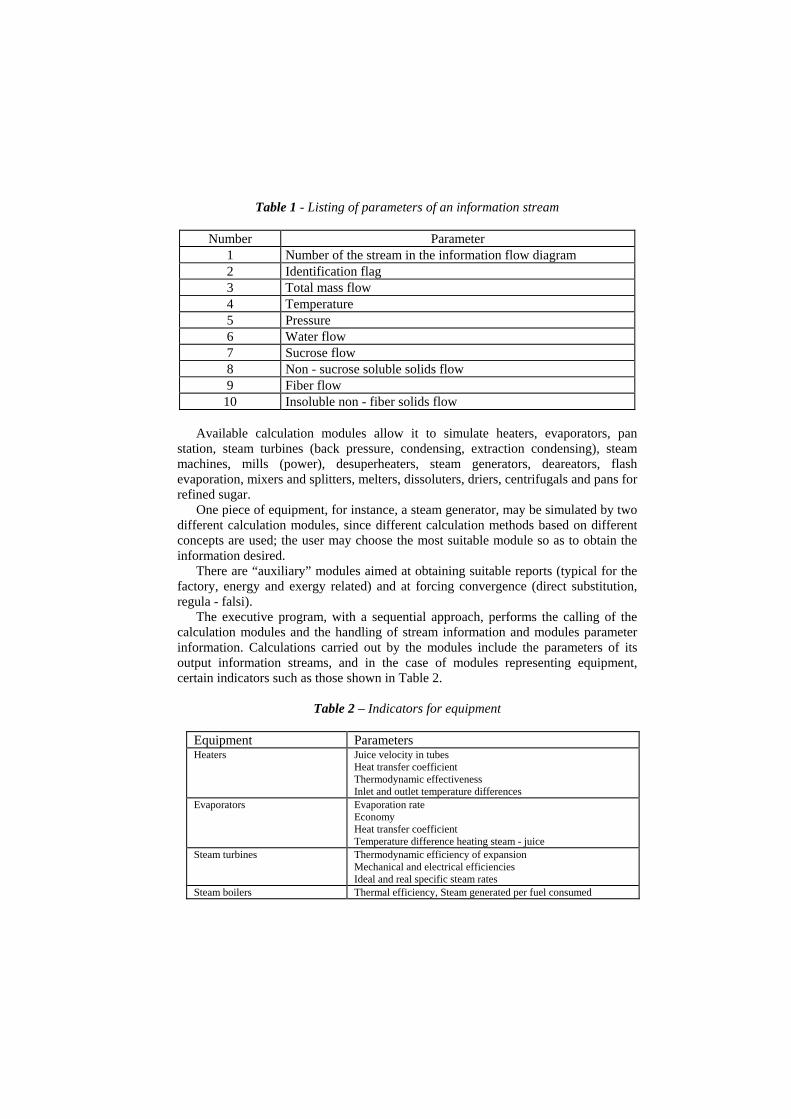
Table 1 - Listing of parameters of an information stream
Number Parameter
1 Number of the stream in the information flow diagram 2 Identification flag 3 Total mass flow 4 Temperature 5 Pressure 6 Water flow 7 Sucrose flow 8 Non - sucrose soluble solids flow 9 Fiber flow
10 Insoluble non - fiber solids flow Available calculation modules allow it to simulate heaters, evaporators, pan
station, steam turbines (back pressure, condensing, extraction condensing), steam machines, mills (power), desuperheaters, steam generators, deareators, flash evaporation, mixers and splitters, melters, dissoluters, driers, centrifugals and pans for refined sugar.
One piece of equipment, for instance, a steam generator, may be simulated by two different calculation modules, since different calculation methods based on different concepts are used; the user may choose the most suitable module so as to obtain the information desired.
There are “auxiliary” modules aimed at obtaining suitable reports (typical for the factory, energy and exergy related) and at forcing convergence (direct substitution, regula - falsi).
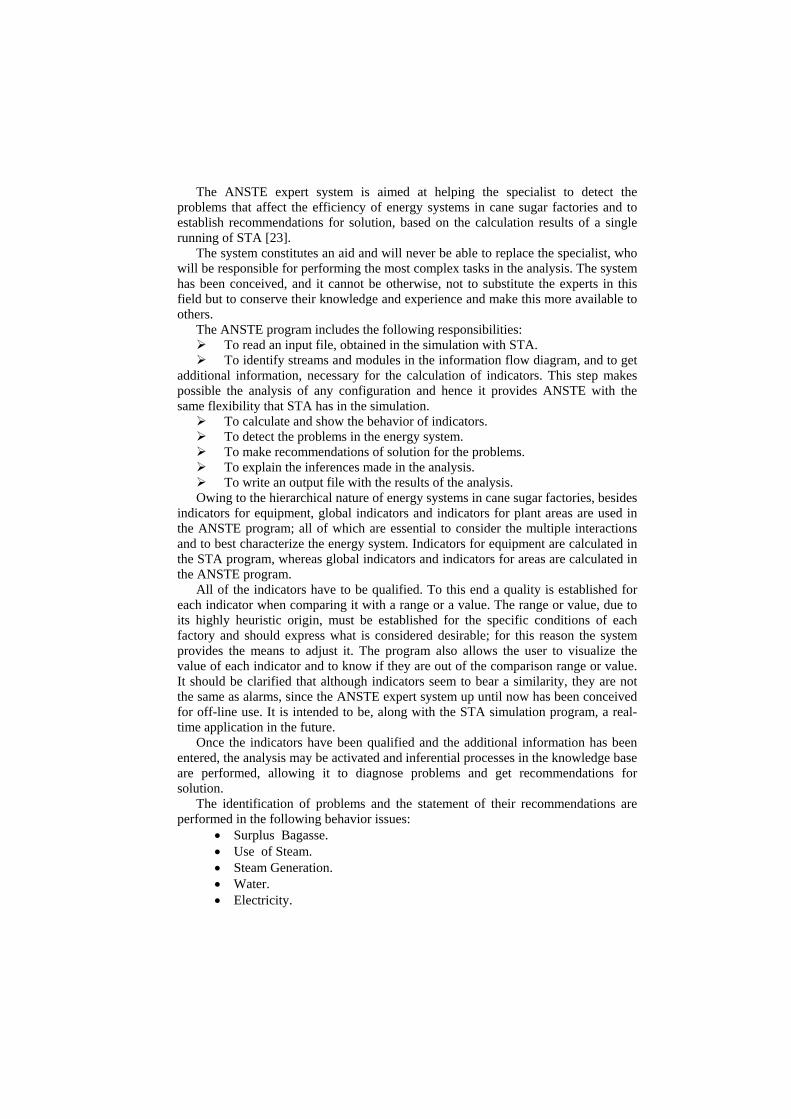
The executive program, with a sequential approach, performs the calling of the calculation modules and the handling of stream information and modules parameter information. Calculations carried out by the modules include the parameters of its output information streams, and in the case of modules representing equipment, certain indicators such as those shown in Table 2.
Table 2 – Indicators for equipment
Equipment Parameters Heaters Juice velocity in tubes
Heat transfer coefficient Thermodynamic effectiveness Inlet and outlet temperature differences
Evaporators Evaporation rate Economy Heat transfer coefficient Temperature difference heating steam - juice
Steam turbines Thermodynamic efficiency of expansion Mechanical and electrical efficiencies Ideal and real specific steam rates
Steam boilers Thermal efficiency, Steam generated per fuel consumed

The results of the calculations, given by the complete solution of mass and energy balances and the evaluation of indicators for equipment, may be obtained in different presentations for both display and printer, and saved in data files.
The modular - sequential approach enables the STA program to be open for future improvement and to have a great flexibility to represent different schemes both in raw sugar and refined sugar factories. This way, process integration studies of these industries are performed quickly and rigorously.
There have been versions of the STA program in Fortran, QuickBasic, Turbo Pascal and Borland Pascal. At present a version in Borland Delphi is being developed, including all of the benefits to a user that are available in the Windows environment, such as a full graphical interface and database storage.
The results of the calculations with the STA program are the main source of information for ANSTE program.
2.2 ANSTE EXPERT SYSTEM Expert Systems are among the most promising and frequently used Artificial Intelligence systems [15].
We are drowning in information but starved for knowledge. Artificial Intelligence will help relieve our information overload. But perhaps the most important aspect of Artificial Intelligence is that it will force or encourage the conversion of information into knowledge that can be applied to the solving of a problem or the making of a decision. The idea is not to replace human beings, but to provide us a more powerful tool to assist us in our work [16].
There is extensive literature on using expert systems in the chemical industry. Not many expert systems have been developed particularly related to the sugar industry; during the last decade such systems have been used mainly in industrial process operation and control [17, 18, 19, 20], diagnosis and prediction [21, 22]. None of these expert systems is either related to a process simulation program or aimed at analyzing cane sugar factories energy systems.
There are some factors that make the analysis of energy systems in cane sugar factories to be a very convenient task for the application of an expert system: The energy systems in cane sugar factories constitute a clear and restricted
domain. The analysis has a moderate level of complexity and requires expert
knowledge. The use of indicators of behavior allows the knowledge to be represented. There are few experts in Cuba in comparison with the 156 sugar factories
that exist. Many of these experts are going to retire in the near future and it would be very convenient to capture their knowledge and experience and make it available to a wider audience. Energy systems in cane sugar factories are very likely to change due to the
great potential for a better use of the energy available. The structure of an expert system allows it to update such changes easily. An expert system can help to overcome limitations in the analysis of energy
systems in cane sugar factories. The analysis could be done in a more rigorous and faster way, with a systemic approach.
The ANSTE expert system is aimed at helping the specialist to detect the problems that affect the efficiency of energy systems in cane sugar factories and to establish recommendations for solution, based on the calculation results of a single running of STA [23].
The system constitutes an aid and will never be able to replace the specialist, who will be responsible for performing the most complex tasks in the analysis. The system has been conceived, and it cannot be otherwise, not to substitute the experts in this field but to conserve their knowledge and experience and make this more available to others.
The ANSTE program includes the following responsibilities: To read an input file, obtained in the simulation with STA. To identify streams and modules in the information flow diagram, and to get
additional information, necessary for the calculation of indicators. This step makes possible the analysis of any configuration and hence it provides ANSTE with the same flexibility that STA has in the simulation.
To calculate and show the behavior of indicators. To detect the problems in the energy system. To make recommendations of solution for the problems. To explain the inferences made in the analysis. To write an output file with the results of the analysis.
Owing to the hierarchical nature of energy systems in cane sugar factories, besides indicators for equipment, global indicators and indicators for plant areas are used in the ANSTE program; all of which are essential to consider the multiple interactions and to best characterize the energy system. Indicators for equipment are calculated in the STA program, whereas global indicators and indicators for areas are calculated in the ANSTE program.
All of the indicators have to be qualified. To this end a quality is established for each indicator when comparing it with a range or a value. The range or value, due to its highly heuristic origin, must be established for the specific conditions of each factory and should express what is considered desirable; for this reason the system provides the means to adjust it. The program also allows the user to visualize the value of each indicator and to know if they are out of the comparison range or value. It should be clarified that although indicators seem to bear a similarity, they are not the same as alarms, since the ANSTE expert system up until now has been conceived for off-line use. It is intended to be, along with the STA simulation program, a real-time application in the future.
Once the indicators have been qualified and the additional information has been entered, the analysis may be activated and inferential processes in the knowledge base are performed, allowing it to diagnose problems and get recommendations for solution.
The identification of problems and the statement of their recommendations are performed in the following behavior issues:
• Surplus Bagasse. • Use of Steam. • Steam Generation. • Water. • Electricity.
• Installed Capacities. The use of these issues, in which the most significant factors that influence the
efficiency of energy systems in cane sugar factories are included, forces the strategy of having an integral and systemic approach in the analysis; there is a great amount of interaction among these issues of behavior which are taken into account.
It is considered that there is a problem related to an issue when an indicator or some indicators are out of the comparison range or value selected.
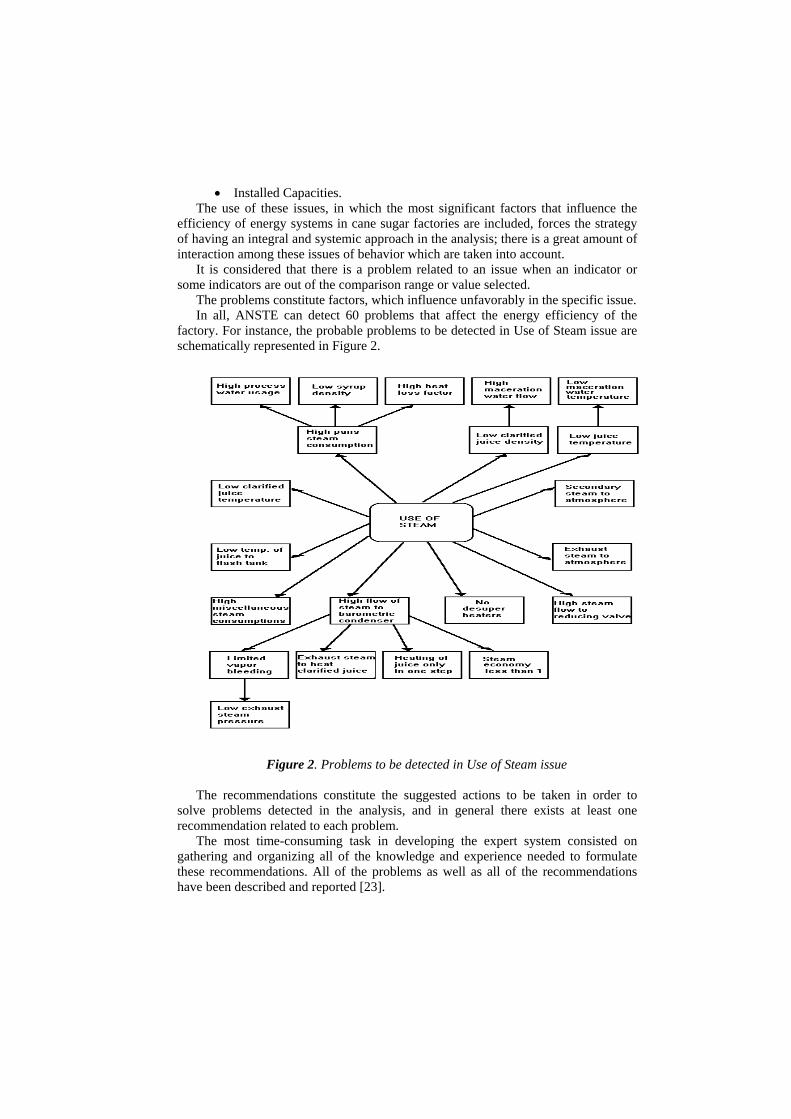
The problems constitute factors, which influence unfavorably in the specific issue. In all, ANSTE can detect 60 problems that affect the energy efficiency of the
factory. For instance, the probable problems to be detected in Use of Steam issue are schematically represented in Figure 2.
Figure 2. Problems to be detected in Use of Steam issue
The recommendations constitute the suggested actions to be taken in order to
solve problems detected in the analysis, and in general there exists at least one recommendation related to each problem.
The most time-consuming task in developing the expert system consisted on gathering and organizing all of the knowledge and experience needed to formulate these recommendations. All of the problems as well as all of the recommendations have been described and reported [23].
The recommendations are systemic, and whenever opportune, they point out interactions (favorable or not) with other problems or indicators, both inside one issue or among various issues; this way the system helps to emphasize the significant relations among the parts of the energy system and to transmit experience.
For instance, if the problem “high flue gas temperature” is detected in the Steam Generation Issue, a recommendation among others is to control and decrease the flue gas temperature via the installation of heating surfaces in boilers. At the same time, the program detects whether there is high electricity consumption in the Electricity Issue and alerts that the installation of heating surfaces is going to make the electricity consumption of the factory even higher.
In the design of ANSTE, the knowledge base was organized in 7 databases, which contain the inferences related to problems and recommendations, with 487 production rules in all.
The knowledge represented in these bases was mainly collected through interviews with experts and an extensive study of the literature; and takes also into account the experience accumulated by the authors in the evaluation of many energy systems in cane sugar factories.
The ease of maintenance of the expert systems knowledge base, allows the incorporation of knowledge and experience of further experts, who are still being consulted to improve the system.
To create the ANSTE expert system, the KADS (Knowledge Acquisition and Design Structuring) methodology [24] was applied and as a development tool, the SETDC (Sistema Experto de Tablas de Decisión Categorial) system [25] was used. Object oriented programming and hypertext were combined, which make the interface easy and friendly to use.
The programming of ANSTE was performed in Borland Pascal under the DOS environment, and utilities of SETDC were used to make inferences and develop the knowledge base. Presently a version of ANSTE programmed in Borland Delphi and embedded in the STA program is being implemented.
Further details on the ANSTE expert system have been presented in [26].
3. APPLICATIONS The strategy and the automated method of analysis have proven successful both in industry and in teaching.
In teaching it is an essential part of an integrating subject in the 4th year of Chemical Engineering in two universities, and of a subject in the Masters Program in “Sugar Technology” in the same two universities.
In industry there are applications in most factories of four Cuban provinces, and it is intended to use it in the rest.
An application of the automated method of analysis is now briefly presented. The factory selected has a capacity of 6820 tonnes cane per day and 1000 tonnes
refined sugar per day. Its thermal scheme, characterized by a high complexity, is shown in Figure 3.
Figure 3 – Thermal scheme of the sugar factory

The factory delivers bagasse for the production of board, steam to an oil factory, and electricity to the utility grid; hence there are multiple purposes to be satisfied by the energy system.
In order to evaluate the energy system, a “base case” was simulated with the STA program. The information flow diagram, which consisted of 53 modules and 121 information streams, is shown in Figures 4 and 5. A completely integrated model of the energy system in the factory was possible.
Figure 4 – Information flow diagram of the refined sugar section in the factory.
Figure 5 – Information flow diagram of the raw sugar section in the factory.
In the information flow diagram, the input information streams are 12, 68, 75, 97,
100, 108, 128, 130, 134 and 135; the recycle information streams are 22, 79 and 83 (all shown in large type).
The calculation modules used are as follows: DISOT (raw melter), DISOL (dissoluter), TACHO (refined sugar pan), CENTRI (centrifugal), ALFIL (water heating), SECA (drier), FLAG (identifier), COOL4 (heater), EVAP67 (single evaporator), COMP2 (convergence accelerator), DIF11 (subtraction), JUNC1 (mixer), PAN2 (raw sugar pan station), TURBO5 (steam turbine), SEPA1 (splitter) and ENER3 (steam generator). Each block with a number is a calculation module from STA that has been assigned a specific purpose. For example: block no. 12 is used to process liquor into A massecuite; block no. 34, 36, 37, 38 and 39 are used to simulate the quadruple effect evaporator.
With the calculation modules available in the STA program it has been possible to simulate any configuration of energy systems in all those cane sugar factories evaluated, something that has not been possible with other software developed in Cuba. STA is completely flexible because the calculation modules can be arranged in any order.
The lack of a graphical interface in the STA program makes the step of building the information flow diagram tedious and time-consuming and hence not friendly for users. This issue is going to be addressed in the new version that is being written for Windows.
Once the “base case” was validated, the ANSTE analysis was performed. Some calculation results obtained in the simulation of the “base case”, as well as
some indicators calculated by ANSTE, are shown in Table 3.
Table 3 – Calculation results for the “case base” Table 4 shows a review of problems detected by ANSTE.
Table 4 - Problems detected by ANSTE in the “base case” studied These results made easy to detect existing problems and their interactions, and
along with the recommendations given - which are too extensive to be presented here - were very helpful to define solution alternatives. Recommendations are related both to operational and configuration problems.

All users of the ANSTE program, even the experienced ones, recognize that just the presentation of all qualified indicators is of great help to analyze the vast and diverse information obtained in any simulation with the STA program in a faster and standardized way. Users, especially non-experts, also recognize that a very useful feature is its capability to perform the analysis with a systemic approach.
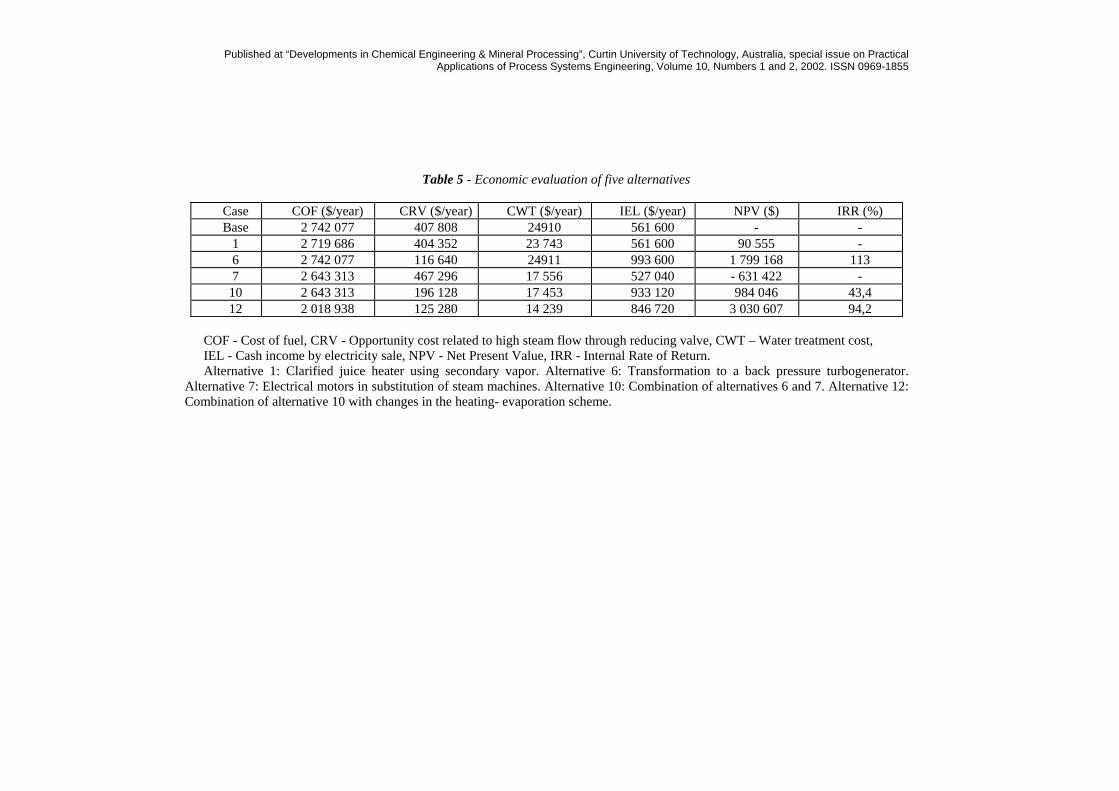
Based on the problems detected and the recommendations given by ANSTE, a study of 14 alternatives was performed [27]. These alternatives allowed the definition of behavior trends for the system as well as the determination of the best ways to increase its efficiency. The alternatives included changes in the configuration of the thermal scheme both in the high pressure area and in the process area, as well as changes in the parameters for equipment: heat recovery from condensates for heating mixed juice, usage of vapor bleedings in first, second and third effect of the evaporator to juice heaters and pans, variations of the grinding rate and refined sugar production, increase of the boiler feed water temperature and of the thermal boiler efficiency, changes of schemes in pan station, substitution of prime movers and changes of temperature in juice streams. Among all the alternatives studied, Table 5 shows the results obtained in the economic evaluation of only five of them, considering an economic life of 5 years and an interest rate of 15 %. These alternatives were the ones of greatest interest to the managers of the factory according to the status of the equipment and the possibilities for investment.
Table 5 - Economic evaluation of five alternatives
It can be observed that, except for Alternative 7, the alternatives analyzed are
profitable, and that Alternative 12 is the one with the greatest benefits. In Alternative 12 the fuel oil consumption is reduced from 13.5 m3/h to 10 m3/h and electricity delivered to the utility grid is increased from 6500 kW to 9770 kW, representing 26 % decrease and 50 % increase respectively in comparison with the “base case”.
The application of the strategy and the method of analysis allowed a rigorous characterization of the energy system to be performed, and the definition of a set of measures and recommendations to make better use of energy. According to what Engineers in the factory stated, for the first time it was possible to perform an analysis of the energy system integrating both the technological process and the steam and electricity generation areas. These measures have given the factory managers the possibility to ratify inversions, to undertake new inversions, and to set operational ways to achieve a greater cogeneration and a more rational use of bagasse and generated steam.
4. CONCLUSIONS A computerized method of analysis of energy systems in cane sugar factories has been initially implemented, which combines the use of process simulation and an expert system.
The main advantages of these techniques are used in two very useful tools that have been developed, the STA simulator and the ANSTE expert system. The use of a modular – sequential simulation program provides the method of analysis with great flexibility for the integral evaluation of many different configurations of energy systems in cane sugar factories. The use of an expert system provides the method with
the same flexibility for the analysis, which may be performed faster. The expert system is of great help, especially for non-experts, to achieve systematization, unification of criteria and a systemic approach in the analysis.
The results obtained in many applications guarantee the method of analysis as a valuable aid for the establishment of ways to allow the increase of the energy efficiency in cane sugar factories.
The use of a modular – sequential simulation program and an expert system as part of the method of analysis makes it open for future improvement with minor effort.
REFERENCES 1. Albert-Thenet, J. 1991. Steam economy in cane sugar factories. Proceedings of the International
Conference on Energy from Sugar Cane, Hawaii. 2. International Cane Energy News 1995. Newsletter of the International Cane Energy Network, August. 3. Kinoshita, C. M. 1996. Sugar Factory Energy Data Protocol, Published by International Cane Energy
Network, May. 4. Gozá, O. 1996. Estrategia de análisis para lograr un uso más eficiente de la energía en los centrales
azucareros. Tesis de Doctorado, ISPJAE, C.Habana. 5. Boston, J.F. 1995. AspenTech is integrating steady-state and dynamic modeling. The Aspen Leaf,
February, 2. 6. Dimian, A. 1994. Use process simulation to improve plant operations. Chemical Engineering
Progress, September, pp. 58 – 66. 7. Russell, L.W. 1994. The application of a modern process-modeling package to CSR refineries.
International Sugar Journal, March, Vol.96, No.1143. 8. HYSYS Documentation Suite CD ROM, AEA Technology. 9. Feltborg, G., R. Wimmerstedt 1994. Computer model and simulations on the energy situation in beet
sugar factories. Zuckerindustrie, Nr.1, pp.30-38. 10. Weiss, L. W. 1999. Cane Factory Process Modeling using Sugars™ for Windows®. American
Society of Sugar Cane Technologists, 29 th Annual Joint Meeting of the Florida and Louisiana Divisions, June 16 - 18, Ft. Walton Beach, Florida.
11. Sabadí, R. 1996. Aplicaciones informaticas en la industria azucarera. Revista ICIDCA Sobre los Derivados de la Caña de Azúcar, Vol.30, No.SPECIAL, pp.1-16.
12. Pérez de Alejo, H., P. Friedman 1979. Simulation of a sugar factory. International Sugar Journal, Vol. 81, pp. 67-71.
13. Gozá, O., H. Pérez de Alejo 1999. Simulación modular secuencial de los sistemas termoenergeticos en fábricas de azúcar refino. Revista de la Facultad de Ingeniería Química de la Universidad Autónoma de Yucatan, Número 36.
14. Gozá, O., H. Pérez de Alejo, L. Santos, J. Castellanos 1996. Manual de Usuario del programa TERMOAZUCAR (Resumen), Versión 3.1, ISPJAE-UCFGOS.
15. Crowe, E.R., C.A. Vassiliadis 1995. Artificial Intelligence: Starting to realize its practical promise. Chemical Engineering Progress, January, pp. 22 – 31.
16. Frenzel, L.E. Crash course in artificial intelligence and expert systems. SAMS. Edición fotorreproducida.
17. Alonso, C., C. Prada, J. A. Rico, F. Hernandez 1992. An expert system for a control coordination problem. Advanced control of chemical processes (ADCHEM '91): selected papers from the IFAC Symposium, Toulouse, France, 14-16 October 1991, pp.285-290.
18. Aldini, L. 1998. Utilization of fuzzy logic in diffusers. Industria Saccarifera Italiana, Vol.91, No.3, pp.83-87.
19. Filippini, F., S. Urbinati, M. Solimano 1992. An expert system for the prevention of malfunctions and technological optimization in a beet sugar plant. Sugar y Azúcar, Vol.87, No.7, pp.22-23, 26-27.
20. Pilgrim, A. C., T. Sewdass 1996. An expert system for the clarifier and evaporation station at a sugar factory. Proceedings of the West Indies Sugar Technologists XXV Conference, Belize, 18-21 April 1994, pp.342-351.
21. Watkins, C. S. 1993 Condition monitoring at Illovo with special emphasis on the expert system - Nspectr II. Proceedings of the Annual Congress - South African Sugar Technologists' Association, No.67, pp.170-175.

22. Dohnal, M., D. C. Walthew 1995. The use of fuzzy expert systems to examine vague and complex problems in sugar engineering. Proceedings of the Annual Congress - South African Sugar Technologists' Association, No.69, pp.186-190.
23. Gozá, O., H. Pérez de Alejo. 1996. Manual de Usuario del Sistema Experto ANSTE, Versión 1.0, ISPJAE.
24. Hickman, F. 1989. Analysis for knowledge based systems. A practical guide to the KADS methodology.
25. Medina, J.E. 1995. Sistema experto de tablas de decisión categorial. Tesis de Doctorado, ISPJAE, C.Habana.
26. Gozá, O., H. Pérez de Alejo, M. Rijckaert 2000. An Expert System for the Analysis of Energy Systems in Cane Sugar Factories. The New Review of Applied Expert Systems and Emerging Technologies, Volume 6, pp. 65-80.
27. Gozá, O., H. Pérez de Alejo, M. Rodríguez, B. Hernández 1999. Mejoras de la cogeneración en un central con refinería, Revista ATAC, Julio – Diciembre.
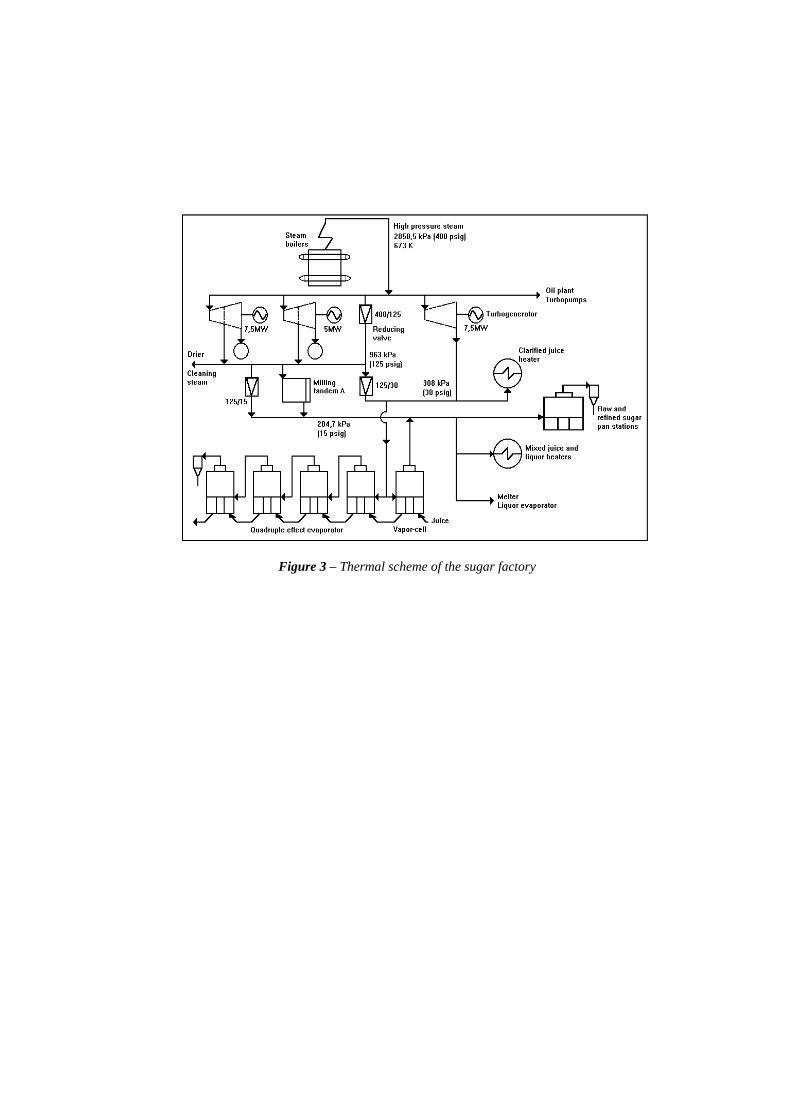
Figure 3 – Thermal scheme of the sugar factory

Figure 4 – Information flow diagram of the refined sugar section in the factory.
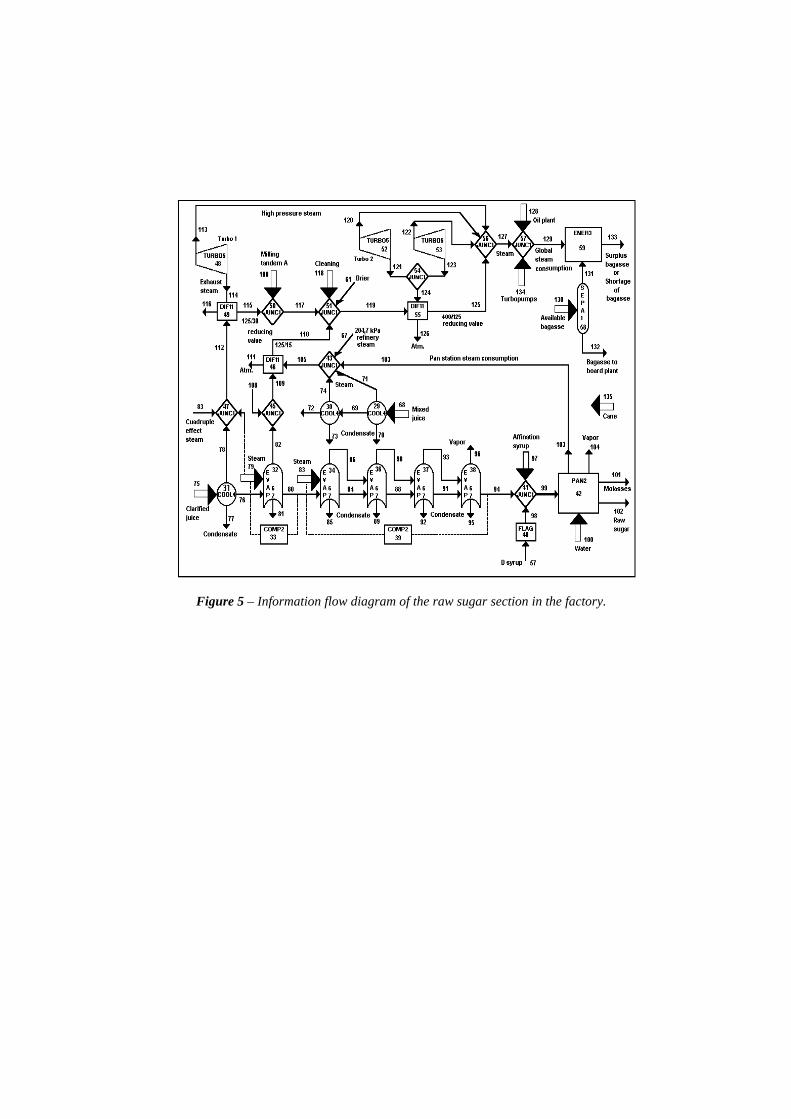
Figure 5 – Information flow diagram of the raw sugar section in the factory.
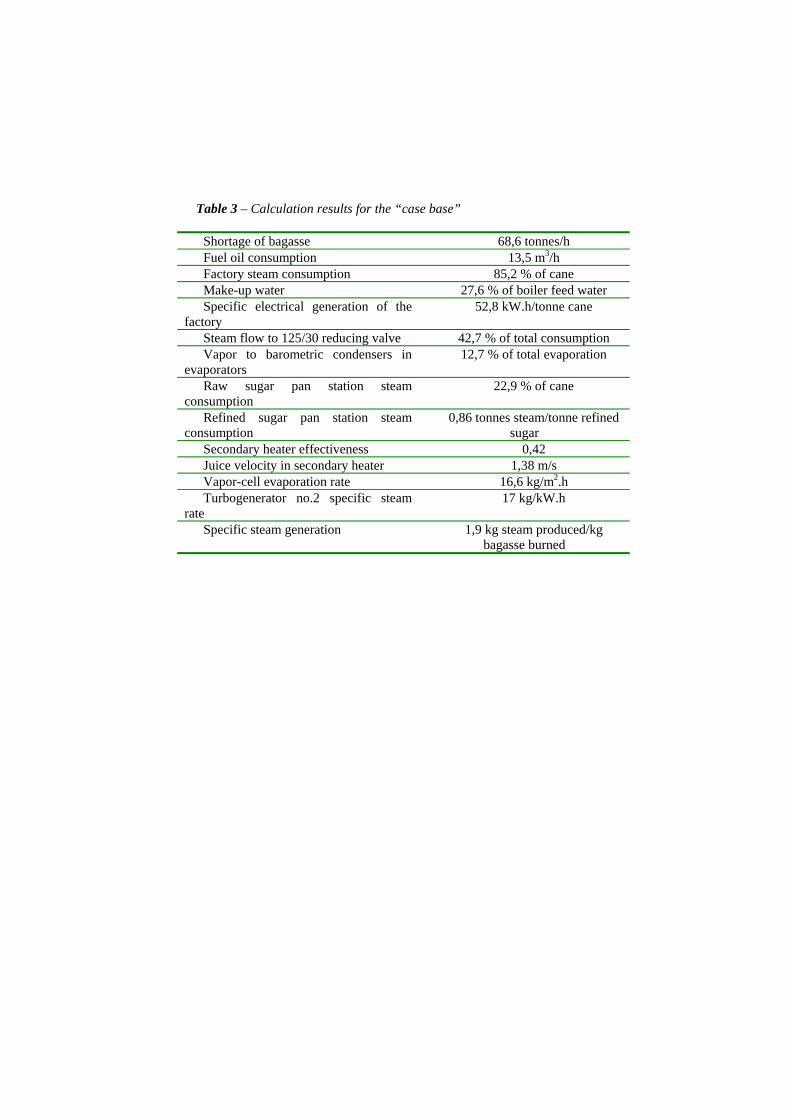
Table 3 – Calculation results for the “case base”
Shortage of bagasse 68,6 tonnes/h Fuel oil consumption 13,5 m3/h Factory steam consumption 85,2 % of cane Make-up water 27,6 % of boiler feed water Specific electrical generation of the
factory 52,8 kW.h/tonne cane
Steam flow to 125/30 reducing valve 42,7 % of total consumption Vapor to barometric condensers in
evaporators 12,7 % of total evaporation
Raw sugar pan station steam consumption
22,9 % of cane
Refined sugar pan station steam consumption
0,86 tonnes steam/tonne refined sugar
Secondary heater effectiveness 0,42 Juice velocity in secondary heater 1,38 m/s Vapor-cell evaporation rate 16,6 kg/m2.h Turbogenerator no.2 specific steam
rate 17 kg/kW.h
Specific steam generation 1,9 kg steam produced/kg bagasse burned
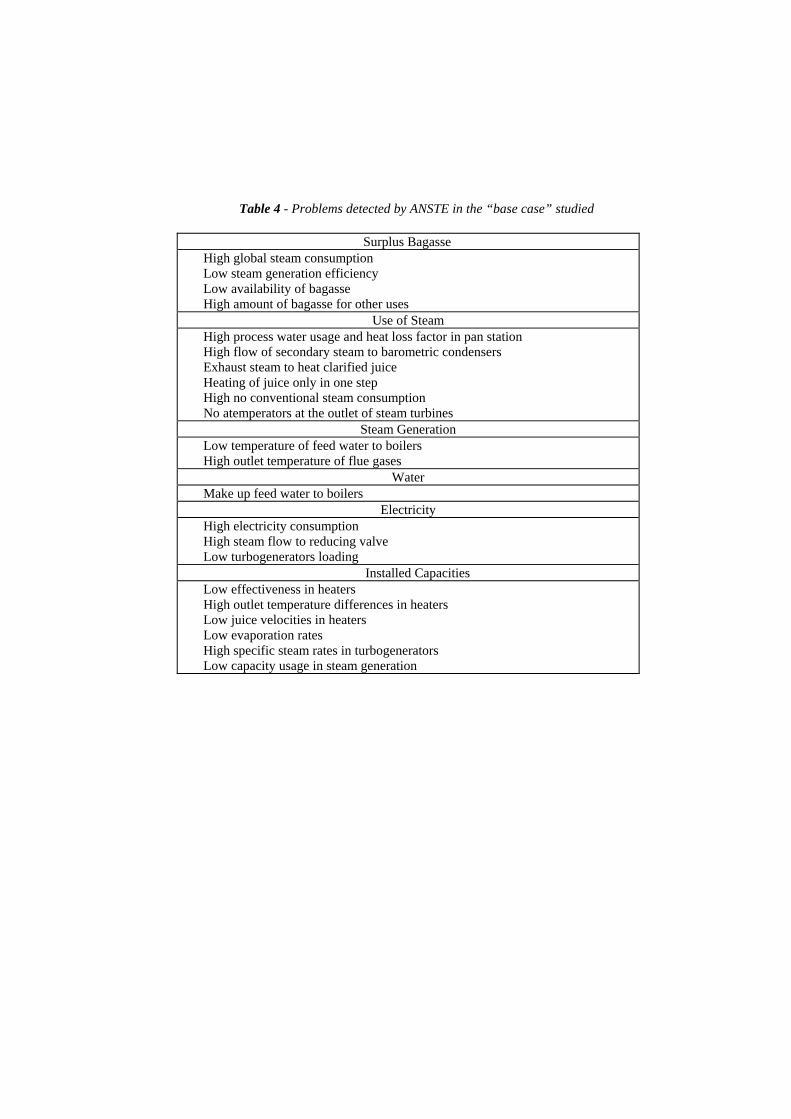
Table 4 - Problems detected by ANSTE in the “base case” studied
Surplus Bagasse
High global steam consumption Low steam generation efficiency Low availability of bagasse High amount of bagasse for other uses
Use of Steam High process water usage and heat loss factor in pan station High flow of secondary steam to barometric condensers Exhaust steam to heat clarified juice Heating of juice only in one step High no conventional steam consumption No atemperators at the outlet of steam turbines
Steam Generation Low temperature of feed water to boilers High outlet temperature of flue gases
Water Make up feed water to boilers
Electricity High electricity consumption High steam flow to reducing valve Low turbogenerators loading
Installed Capacities Low effectiveness in heaters High outlet temperature differences in heaters Low juice velocities in heaters Low evaporation rates High specific steam rates in turbogenerators Low capacity usage in steam generation
Published at “Developments in Chemical Engineering & Mineral Processing”, Curtin University of Technology, Australia, special issue on Practical Applications of Process Systems Engineering, Volume 10, Numbers 1 and 2, 2002. ISSN 0969-1855
Table 5 - Economic evaluation of five alternatives
Case COF ($/year) CRV ($/year) CWT ($/year) IEL ($/year) NPV ($) IRR (%) Base 2 742 077 407 808 24910 561 600 - -
1 2 719 686 404 352 23 743 561 600 90 555 - 6 2 742 077 116 640 24911 993 600 1 799 168 113 7 2 643 313 467 296 17 556 527 040 - 631 422 -
10 2 643 313 196 128 17 453 933 120 984 046 43,4 12 2 018 938 125 280 14 239 846 720 3 030 607 94,2
COF - Cost of fuel, CRV - Opportunity cost related to high steam flow through reducing valve, CWT – Water treatment cost, IEL - Cash income by electricity sale, NPV - Net Present Value, IRR - Internal Rate of Return. Alternative 1: Clarified juice heater using secondary vapor. Alternative 6: Transformation to a back pressure turbogenerator.
Alternative 7: Electrical motors in substitution of steam machines. Alternative 10: Combination of alternatives 6 and 7. Alternative 12: Combination of alternative 10 with changes in the heating- evaporation scheme.
Copyright © 2022 FDOKUMEN




















