united nations - Basel Convention
192
220319 UNITED NATIONS BC UNEP/CHW.14/INF/9 Distr.: General 18 March 2019 English only Conference of the Parties to the Basel Convention on the Control of Transboundary Movements of Hazardous Wastes and Their Disposal Fourteenth meeting Geneva, 29 April–10 May 2019 Item 4 (b) (i) of the provisional agenda Matters related to the implementation of the Convention: scientific and technical matters: technical guidelines Compilation of comments received from Parties and others on the draft updated general technical guidelines and four newly developed technical guidelines on wastes consisting of, containing or contaminated with persistent organic pollutants Note by the Secretariat 1. As is mentioned in the note by the Secretariat on technical guidelines (UNEP/CHW.14/7), the annexes to the present note set out the compilation of comments received from Parties and others on the draft new and updated technical guidelines as per paragraphs 5 and 6 of decision OEWG-11/3. Comments were received from the European Union and its Member States, the European Automobile Manufacturers' Association (ACEA), Bromine Science Environmental Forum (BSEF), Confederation of European Waste-to-Energy Plants (CEWEP), Research and Education Center for Developent (CREPD), European Electronics Recyclers Association (EERA), European HBCD Industry Working Group (HBCD IG), Hazardous Waste Europe and IPEN. 1 2. Annex I contains comments regarding document UNEP/CHW.14/7/Add.1; Annex II contains comments regarding document UNEP/CHW.14/7/Add.2; Annex III contains comments regarding document UNEP/CHW.14/7/Add.3; Annex IV contains comments regarding document UNEP/CHW.14/7/Add.4; and Annex V contains comments regarding document UNEP/CHW.14/7/Add.5. 3. The present note, including its annexes, has not been formally edited. UNEP/CHW.14/1. 1 The comments provided are also available on the Convention website: http://www.basel.int/Implementation/POPsWastes/TechnicalGuidelines/CommentsbeforeCOP14/tabid/7958/Defa ult.aspx
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of united nations - Basel Convention

220319
UNITED NATIONS
BC
UNEP/CHW.14/INF/9
Distr.: General
18 March 2019
English only
Conference of the Parties to the Basel Convention
on the Control of Transboundary Movements of
Hazardous Wastes and Their Disposal
Fourteenth meeting
Geneva, 29 April–10 May 2019
Item 4 (b) (i) of the provisional agenda
Matters related to the implementation of the
Convention: scientific and technical matters:
technical guidelines
Compilation of comments received from Parties and others on
the draft updated general technical guidelines and four newly
developed technical guidelines on wastes consisting of,
containing or contaminated with persistent organic pollutants
Note by the Secretariat
1. As is mentioned in the note by the Secretariat on technical guidelines (UNEP/CHW.14/7), the
annexes to the present note set out the compilation of comments received from Parties and others on
the draft new and updated technical guidelines as per paragraphs 5 and 6 of decision OEWG-11/3.
Comments were received from the European Union and its Member States, the European Automobile
Manufacturers' Association (ACEA), Bromine Science Environmental Forum (BSEF), Confederation
of European Waste-to-Energy Plants (CEWEP), Research and Education Center for Developent
(CREPD), European Electronics Recyclers Association (EERA), European HBCD Industry Working
Group (HBCD IG), Hazardous Waste Europe and IPEN.1
2. Annex I contains comments regarding document UNEP/CHW.14/7/Add.1; Annex II contains
comments regarding document UNEP/CHW.14/7/Add.2; Annex III contains comments regarding
document UNEP/CHW.14/7/Add.3; Annex IV contains comments regarding document
UNEP/CHW.14/7/Add.4; and Annex V contains comments regarding document
UNEP/CHW.14/7/Add.5.
3. The present note, including its annexes, has not been formally edited.
UNEP/CHW.14/1. 1 The comments provided are also available on the Convention website:
http://www.basel.int/Implementation/POPsWastes/TechnicalGuidelines/CommentsbeforeCOP14/tabid/7958/Defa
ult.aspx

UNEP/CHW.14/INF/9
2
Annex I
Compilation of comments regarding document
UNEP/CHW.14/7/Add.1 (General technical guidelines)
1. The Secretariat has received comments regarding document UNEP/CHW.14/7/Add.1 from:
the European Union and its Member States, from European Automobile Manufacturers' Association
(ACEA), Confederation of European Waste-to-Energy Plants (CEWEP), Research and Education
Center for Developent (CREPD), European Electronics Recyclers Association (EERA), European
HBCD Industry Working Group (HBCD IG), Hazardous Waste Europe and IPEN.
2. Comments from the EU and its Member States, ACEA, CEWEP, HBCD IG and Hazardous
Waste Europe are presented in the draft technical guidelines themselves.
3. Comments from CREPD, EERA and IPEN follow in a separate section after the technical
guidelines.
UNEP/CHW.14/INF/9
3
1. Comments from the European Union and its Member States, ACEA,
CEWEP, HBCD IG and Hazardous Waste Europe
Draft updated general technical guidelines on the environmentally sound
management of wastes consisting of, containing or contaminated with
persistent organic pollutants
(Draft of 8 November 2018)
General comments
The European Union and its Member States have a few comments shown highlighted in yellow.
We would like to flag that we do not have comments on the low POP contents at this stage. As to
the low POP contents, we would like to draw attention to a study commissioned by the European
Commission which is available at:
http://ec.europa.eu/environment/waste/pdf/Study_POPS_Waste_final.pdf

UNEP/CHW.14/INF/9
4
Contents
Abbreviations and acronyms ................................................................................................................ 6
Units of measurement ........................................................................................................................... 7
I. Introduction ................................................................................................................................ 8
A. Scope ....................................................................................................................................... 8 B. About POPs and POP wastes ............................................................................................... 11
II. Relevant provisions of the Basel and Stockholm conventions .............................................. 11 A. Basel Convention .................................................................................................................. 12
1. General provisions .................................................................................................... 12 2. POP-related provisions ............................................................................................. 13
B. Stockholm Convention ......................................................................................................... 13 1. General provisions .................................................................................................... 13 2. Waste-related provisions .......................................................................................... 14
III. Issues under the Stockholm Convention to be addressed cooperatively with the Basel
Convention ................................................................................................................................ 15
A. Low POP content .................................................................................................................. 15 B. Levels of destruction and irreversible transformation........................................................ 18 C. Methods that constitute environmentally sound disposal .................................................. 18
IV. Guidance on environmentally sound management (ESM) ................................................... 19
A. General considerations ......................................................................................................... 19 B. Legislative and regulatory framework ................................................................................ 19
1. Phase-out dates for production and use of POPs .................................................... 20 2. Transboundary movement requirements ................................................................. 20 3. Specifications for containers, equipment, bulk containers and storage sites
containing POPs ........................................................................................................ 21 4. Health and safety ...................................................................................................... 21 5. Specification of acceptable procedures for sampling and analysis of POPs ......... 21 6. Requirements for hazardous waste treatment and disposal facilities .................... 21 7. General requirement for public participation .......................................................... 21 8. Contaminated sites .................................................................................................... 22 9. Other legislative controls ......................................................................................... 22
C. Waste prevention and minimization .................................................................................... 22 D. Identification of wastes ........................................................................................................ 23
1. General considerations ............................................................................................. 23 2. Inventories ................................................................................................................. 24
E. Sampling, analysis and monitoring ..................................................................................... 25 1. Sampling .................................................................................................................... 25 2. Analysis ..................................................................................................................... 26 3. Monitoring ................................................................................................................. 28
F. Handling, collection, packaging, labelling, transportation and storage ............................ 29 1. Handling .................................................................................................................... 29 2. Collection .................................................................................................................. 30 3. Packaging .................................................................................................................. 31 4. Labelling .................................................................................................................... 32 5. Transportation ........................................................................................................... 32 6. Storage ....................................................................................................................... 32
G. Environmentally sound disposal .......................................................................................... 34 1. Pre-treatment ............................................................................................................. 34 2. Destruction and irreversible transformation methods ............................................ 36 3. Other disposal methods when neither destruction nor irreversible transformation
is the environmentally preferable option ................................................................. 55 4. Other disposal methods when the POP content is low ........................................... 57
H. Remediation of contaminated sites ...................................................................................... 57 1. Contaminated site identification .............................................................................. 57 2. Environmentally sound remediation ........................................................................ 58
UNEP/CHW.14/INF/9
5
I. Health and safety .................................................................................................................. 59 1. Higher-risk situations ............................................................................................... 59 2. Lower-risk situations ................................................................................................ 60
J. Emergency response ............................................................................................................. 61 K. Public participation ............................................................................................................... 61
Annex I: International instruments ................................................................................................... 63
Annex II: Examples of pertinent national legislation ....................................................................... 64
Annex III: Bibliography ..................................................................................................................... 67
UNEP/CHW.14/INF/9
6
Abbreviations and acronyms
AOAC Association of Official Analytical Chemists (United States of America)
ASTM American Society for Testing and Materials
BAT best available techniques
BCD base-catalysed decomposition
BDE bromodiphenyl ether
BEP best environmental practices
CEN European Committee for Standardization
CFCs chlorofluorocarbons
CHD catalytic hydrodechlorination
DDT 1,1,1-trichloro-2,2-bis(4-chlorophenyl)ethane (dichlorodiphenyltrichloroethane)
DE destruction efficiency
DRE destruction removal efficiency
DRI
ECD
direct reduced iron
electron capture detector
EPA Environmental Protection Agency (United States of America)
ESM environmentally sound management
ESWI
EU
Expert Team to Support Waste Implementation
European Union
FAO Food and Agriculture Organization of the United Nations
FRTR Federal Remediation Technologies Roundtable (United States of America)
GAC
GEMS
granular activated carbon
Global Environment Monitoring System
GEF Global Environment Facility
GHS
GPCR
Globally Harmonized System of Classification and Labelling of Chemicals
gas-phase chemical reduction
HASP
HBB
HBCD
health and safety plan
hexabromobiphenyl
hexabromocyclododecane
HCB
HCBD
HCH
Hexachlorobenzene
hexachlorobutadiene
hexachlorocyclohexane
HRGC high-resolution gas chromatography
HRMS high-resolution mass spectrometry/spectrometer
IATA International Air Transport Association
ICAO International Civil Aviation Organization
ILO
IMO
International Labour Organization
International Maritime Organization
IPCS International Programme on Chemical Safety
ISO International Organization for Standardization
JESCO Japan Environmental Storage & Safety Corporation
LRMS low-resolution mass spectrometry/spectrometer
LTTD low-temperature thermal desorption
LWPS liquid waste pre-heater system
MSW
NFM
municipal solid waste
non-ferrous metal
NIP national implementation plan (Stockholm Convention)
OECD Organisation for Economic Co-operation and Development
OEWG Open-ended Working Group of the Basel Convention
PAH polycyclic aromatic hydrocarbon
PBB polybrominated biphenyl
PBDD
PBDE
PBDF
polybrominated dibenzo-p-dioxin
polybrominated diphenyl ethers (may also contain BDE that are not listed in the
Stockholm Convention)
polybrominated dibenzofuran
PCB polychlorinated biphenyl
PCDD polychlorinated dibenzo-p-dioxin
PCDF
PCP
polychlorinated dibenzo-furan
pentachlorophenol
PCT polychlorinated terphenyl
Pd/C
PeCB
PFOS
palladium on carbon
pentachlorobenzene
perfluorooctane sulfonic acid
POP persistent organic pollutant
POP-BDE brominated diphenyl-ethers listed in the Stockholm Convention: tetra-BDE, penta-
BDE, hexa-BDE, hepta-BDE, deca-BDE
QA quality assurance
UNEP/CHW.14/INF/9
7
QC quality control
SCCPs short-chain chlorinated paraffins
SCWO supercritical water oxidation
SOP standard operational procedure
TEAP
TEQ
Technology and Economic Assessment Panel (of the Montreal Protocol)
toxicity equivalence
TRBP thermal reduction batch processor
UNECE United Nations Economic Commission for Europe
UNIDO United Nations Industrial Development Organization
UNEP United Nations Environment Programme
WHO
XRF
World Health Organization
X-ray fluorescence
Units of measurement
μg/kg microgram(s) per kilogram. Corresponds to parts per billion (ppb) by mass.
kg
kW
kWh
mg
mg/kg
kilogram
kilowatt
kilowatt-hour
milligram
milligram(s) per kilogram. Corresponds to parts per million (ppm) by mass.
MJ
ms
ng
megajoule
millisecond
nanogram
Mg megagram (1,000 kg or 1 tonne)
Nm3 normal cubic metre; refers to dry gas, 101.3 kPa and 273.15 K

UNEP/CHW.14/INF/9
8
I. Introduction
A. Scope
1. The present general technical guidelines provide guidance on the environmentally sound
management (ESM) of wastes consisting of, containing or contaminated with persistent organic
pollutants (hereinafter referred to as “POP wastes”), pursuant to several decisions of multilateral
environmental agreements on chemicals and wastes.1 This document supersedes the Updated
generalGeneral technical guidelines for the environmentally sound management of wastes consisting of,
containing or contaminated with persistent organic pollutants (POPs) of May 20152017.
2. These technical guidelines servesserve as an “umbrella” document and should be used in
conjunction with the following specific technical guidelines on wastes consisting of, containing or
contaminated with the following POPs:
(a) Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with Ppolychlorinated biphenyls (PCBs), polychlorinated terphenyls
(PCTs), polychlorinated naphthalenes (PCNs), and hexabromobiphenyl (HBB), these technical
guidelines also cover polychlorinated terphenyls (PCTs) and or polybrominated biphenyls (PBBs) other
thanincluding hexabromobiphenyl ( HBB), which are subject to the Basel Convention but are not POPs
subject to the Stockholm Convention (PCBs technical guidelines) (UNEP, 2017a);
(b) The pesticide POPs Technical guidelines on the environmentally sound management of
wastes consisting of, containing or contaminated with the pesticides aldrin, alpha
hexachlorocyclohexane, beta hexachlorocyclohexane, chlordane, chlordecone, dieldrin, endrin,
heptachlor, hexachlorobenzene (HCB), hexachlorobutadiene, lindane, mirex, pentachlorobenzene
(PeCB), pentachlorophenol and its salts, perfluorooctane sulfonic acid, technical endosulfan and its
related isomers or toxaphene or HCB as an industrial chemical (Pesticide POPs technical guidelines)
(UNEP, 2017b);
(c) Technical guidelines for the environmentally sound management of wastes consisting of,
containing or contaminated with 1,1,1-Trichloro-2,2-bis(4-chlorophenyl)ethane (DDT) (DDT technical
guidelines) (UNEP, 2006a);
(d) Unintentionally produced polychlorinated dibenzo-p-dioxins (PCDDs), polychlorinated
dibenzofurans (PCDFs), HCB, PCBs, PeCB and PCNs (Unintentional POPs technical guidelines)
(UNEP, 2017c);
(e) Hexabromodiphenyl ether (hexaBDE) and heptabromodiphenyl ether (heptaBDE), or
tetrabromodiphenyl ether (tetraBDE) and pentabromodiphenyl ether (pentaBDE) (POP-BDEs technical
guidelines) (UNEP, 2015b);
(d(f) Hexabromocyclododecane (HBCD) (HBCD technical guidelines) (UNEP, 2015c);
(g) Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with Pperfluorooctane sulfonic acid (PFOS), its salts and perfluorooctane
sulfonyl fluoride (PFOSF), or other PFOS-related substances that are precursors of PFOS (PFOS
technical guidelines) (UNEP, 2015d);
(e) Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with Hhexabromodiphenyl ether (hexaBDE) and heptabromodiphenyl ether
(heptaBDE), or tetrabromodiphenyl ether (tetraBDE), and pentabromodiphenyl ether (pentaBDE),
andor decabromodiphenyl ether (decaBDE) (POP-BDEs technical guidelines) (UNEP, 2015b [to be
updated]);
1 Decisions IV/17, V/26, VI/23, VII/13, VIII/16, IX/16, BC-10/9, BC-11/3, BC-12/3, BC-13/4 and BC-13/414… of
the Conference of the Parties to the Basel Convention on the Control of Transboundary Movement of Hazardous
Wastes and Their Disposal; decisions I/4, II/10, III/8, IV/11, V/12, VI/5, VII/8, OEWG-8/5, OEWG-9/3, OEWG-
10/4 and OEWG-10/411/3… of the Open-ended Working Group of the Basel Convention; resolution 5 of the
Conference of Plenipotentiaries to the Stockholm Convention on Persistent Organic Pollutants; decisions INC-6/5
and INC-7/6 of the Intergovernmental Negotiating Committee for an International Legally Binding Instrument for
Implementing Action on Certain Persistent Organic Pollutants; and decisions SC-1/2, SC-2/6, SC-3/7, SC-4/10-18,
SC-5/3, SC-6/13, SC-7/12, SC-7/13, SC-7/14, SC-8/10, SC-8/11 and SC-7/148/12 of the Conference of the Parties
to the Stockholm Convention on Persistent Organic Pollutants.

UNEP/CHW.14/INF/9
9
(f) Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with Hhexabromocyclododecane (HBCD) (HBCD technical guidelines)
(UNEP, 2015c);
(g) Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with Ppentachlorophenol (PCP) and its salts and esters (PCP technical
guidelines) (UNEP, 2017e);.
(h) Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with Hhexachlorobutadiene (HCBD) (HCBD technical guidelines) (UNEP,
2017d [to be updated]); and
(i) Pentachlorophenol (PCP) and its salts and esters (PCP [Technical guidelines on the
environmentally sound management of wastes consisting of, containing or contaminated with Sshort-
chain chlorinated paraffins (SCCP technical guidelines) (UNEP, 2017e).201X); and]
(j) Technical guidelines on the environmentally sound management of wastes containing or
contaminated with Uunintentionally produced polychlorinated dibenzo-p-dioxins (PCDDs),
polychlorinated dibenzofurans, hexachlorobenzene, polychlorinated biphenyls, pentachlorobenzene,
polychlorinated naphthalenes or hexachlorobutadiene(PCDFs), HCB, PCBs, PeCB, PCNs, and HCBD
(Unintentional POPs technical guidelines) (UNEP, 2017c [to be updated]).
3. The purpose of the general technical guidelines is to:
(a) Provide overarching and common guidance on the ESM of POP wastes; and
(b) Address provisions referred to in Article 6, paragraph 2 of the Stockholm Convention (see
subsection II.B.2 of the present guidelines on waste-related provisions of the Stockholm Convention)
on:
(i) The levels of destruction and irreversible transformation;
(ii) The methods that are considered to constitute environmentally sound disposal; and
(iii) The concentration levels to define low POP content.
4. The guidelines also provide guidance on reducing or eliminating POP releases to the
environment from waste disposal and treatment processes. Considerations pertaining to the
environmentally sound disposal of POP wastes discussed in these guidelines include choices of pre-
treatment since pre-treatment may be important when determining a disposal method.
5. It should be noted that guidance on best available techniques (BAT) and best environmental
practices (BEP) as they apply to the prevention or minimization of the formation and release of
unintentional POPs from the anthropogenic sources listed in Annex C to the Stockholm Convention is
provided under the Stockholm Convention. Guidelines on BAT and provisional guidance on BEP
relevant to Article 5 and Annex C to the Stockholm Convention were adopted by the Conference of the
Parties to the Convention at its third meeting, in 2007.
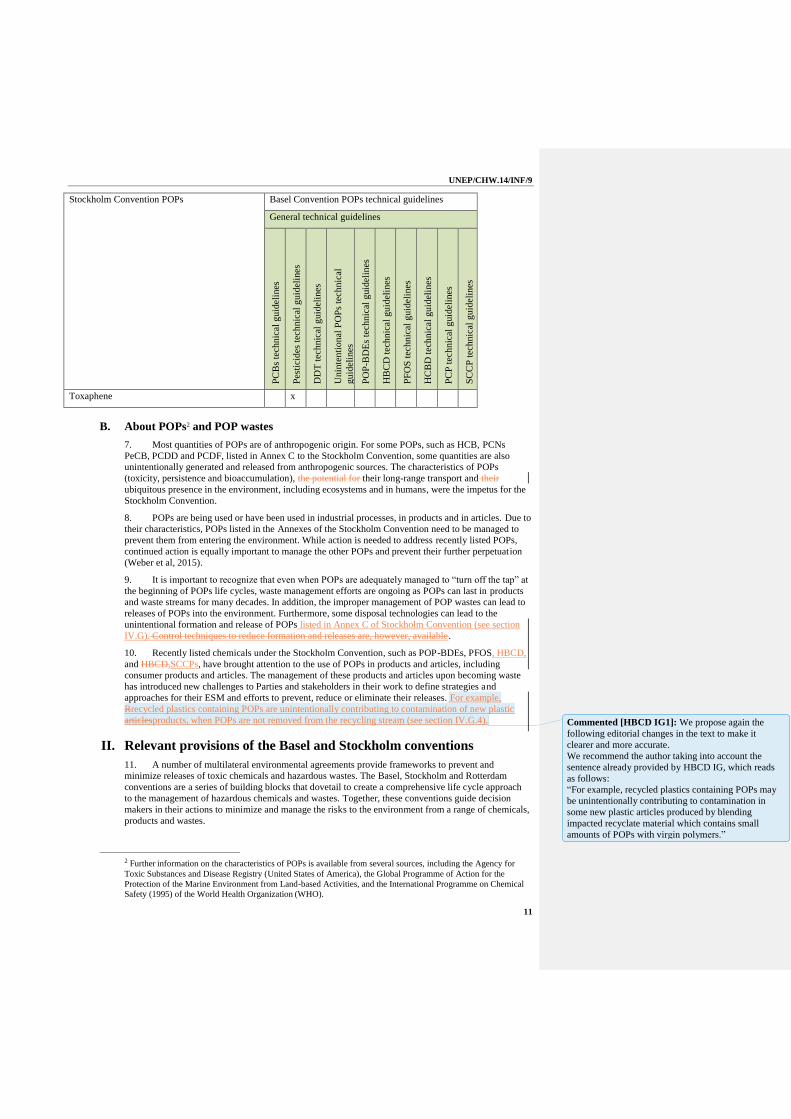
6. Table 1 indicates which specific POPs technical guidelines address each of the 2628 POPs listed
in Annex A, B or C to the Stockholm Convention.
Table 1: Stockholm Convention POPs listed in Annex A, B or C addressed by specific technical
guidelines under the Basel Convention
Stockholm Convention POPs
Basel Convention POPs technical guidelines
General technical guidelines

UNEP/CHW.14/INF/9
10
PC
Bs
tech
nic
al g
uid
elin
es
Pes
tici
des
tec
hn
ical
gu
idel
ines
DD
T t
ech
nic
al g
uid
elin
es
Un
inte
nti
on
al P
OP
s te
chn
ical
gu
idel
ines
PO
P-B
DE
s te
chn
ical
gu
idel
ines
HB
CD
tec
hn
ical
gu
idel
ines
PF
OS
tec
hn
ical
gu
idel
ines
HC
BD
tec
hn
ical
gu
idel
ines
PC
P t
ech
nic
al g
uid
elin
es
SC
CP
tec
hn
ical
gu
idel
ines
Aldrin x
Chlordane x
Chlordecone x
Decabromodiphenyl ether (BDE-209) present in
commercial decabromodiphenyl ether
(decaBDE)
x
Dieldrin x
1,1,1-Trichloro-2,2-bis(4-chlorophenyl)ethane
(DDT)
x
Endrin x
Heptachlor x
Hexabromobiphenyl (HBB) x
Hexabromodiphenyl ether (hexaBDE) and
heptabromodiphenyl ether (heptaBDE)
x
Hexabromocyclododecane (HBCD) x
Hexachlorobenzene (HCB) x x
Hexachlorobutadiene (HCBD) x x x
Alpha hexachlorocyclohexane (alpha-HCH) x
Beta hexachlorocyclohexane (beta-HCH) x
Lindane x
Mirex x
Pentachlorobenzene (PeCB) x x
Pentachlorophenol (PCP) and its salts and esters x x
Perfluorooctane sulfonic acid (PFOS), its salts
and perfluorooctane sulfonyl fluoride (PFOSF)
x x
Polychlorinated biphenyls (PCBs) x x
Polychlorinated dibenzo-p-dioxins (PCDDs) x
Polychlorinated dibenzofurans (PCDFs) x
Polychlorinated naphthalenes (PCNs) x x
Short-chain chlorinated paraffins (SCCP) x
Technical endosulfan and its related isomers x
Tetrabromodiphenyl ether (tetraBDE) and
pentabromodiphenylether (pentaBDE)
x
UNEP/CHW.14/INF/9
11
Stockholm Convention POPs
Basel Convention POPs technical guidelines
General technical guidelines
PC
Bs
tech
nic
al
guid
elin
es
Pes
tici
des
tec
hnic
al g
uid
elin
es
DD
T t
ech
nic
al g
uid
elin
es
Un
inte
nti
onal
PO
Ps
tech
nic
al
guid
elin
es
PO
P-B
DE
s te
chnic
al g
uid
elin
es
HB
CD
tec
hnic
al g
uid
elin
es
PF
OS
tec
hnic
al g
uid
elin
es
HC
BD
tec
hnic
al g
uid
elin
es
PC
P t
ech
nic
al g
uid
elin
es
SC
CP
tec
hnic
al g
uid
eli
nes
Toxaphene x
B. About POPs2 and POP wastes
7. Most quantities of POPs are of anthropogenic origin. For some POPs, such as HCB, PCNs
PeCB, PCDD and PCDF, listed in Annex C to the Stockholm Convention, some quantities are also
unintentionally generated and released from anthropogenic sources. The characteristics of POPs
(toxicity, persistence and bioaccumulation), the potential for their long-range transport and their
ubiquitous presence in the environment, including ecosystems and in humans, were the impetus for the
Stockholm Convention.
8. POPs are being used or have been used in industrial processes, in products and in articles. Due to
their characteristics, POPs listed in the Annexes of the Stockholm Convention need to be managed to
prevent them from entering the environment. While action is needed to address recently listed POPs,
continued action is equally important to manage the other POPs and prevent their further perpetuation
(Weber et al, 2015).
9. It is important to recognize that even when POPs are adequately managed to “turn off the tap” at
the beginning of POPs life cycles, waste management efforts are ongoing as POPs can last in products
and waste streams for many decades. In addition, the improper management of POP wastes can lead to
releases of POPs into the environment. Furthermore, some disposal technologies can lead to the
unintentional formation and release of POPs listed in Annex C of Stockholm Convention (see section
IV.G). Control techniques to reduce formation and releases are, however, available.
10. Recently listed chemicals under the Stockholm Convention, such as POP-BDEs, PFOS, HBCD,
and HBCD,SCCPs, have brought attention to the use of POPs in products and articles, including
consumer products and articles. The management of these products and articles upon becoming waste
has introduced new challenges to Parties and stakeholders in their work to define strategies and
approaches for their ESM and efforts to prevent, reduce or eliminate their releases. For example,
Rrecycled plastics containing POPs are unintentionally contributing to contamination of new plastic
articlesproducts, when POPs are not removed from the recycling stream (see section IV.G.4).
II. Relevant provisions of the Basel and Stockholm conventions
11. A number of multilateral environmental agreements provide frameworks to prevent and
minimize releases of toxic chemicals and hazardous wastes. The Basel, Stockholm and Rotterdam
conventions are a series of building blocks that dovetail to create a comprehensive life cycle approach
to the management of hazardous chemicals and wastes. Together, these conventions guide decision
makers in their actions to minimize and manage the risks to the environment from a range of chemicals,
products and wastes.
2 Further information on the characteristics of POPs is available from several sources, including the Agency for
Toxic Substances and Disease Registry (United States of America), the Global Programme of Action for the
Protection of the Marine Environment from Land-based Activities, and the International Programme on Chemical
Safety (1995) of the World Health Organization (WHO).
Commented [HBCD IG1]: We propose again the
following editorial changes in the text to make it
clearer and more accurate.
We recommend the author taking into account the
sentence already provided by HBCD IG, which reads
as follows:
“For example, recycled plastics containing POPs may
be unintentionally contributing to contamination in
some new plastic articles produced by blending
impacted recyclate material which contains small
amounts of POPs with virgin polymers.”

UNEP/CHW.14/INF/9
12
12. A full list of international instruments related to POPs is listed in annex I. The following sections
present a brief explanation and description of relevant Articles of the Basel and Stockholm conventions
to illustrate their complementarity in addition to key obligations of their Parties.
13. Provisions of the Stockholm Convention complement the provisions for the management of
hazardous wastes under the Basel Convention to form a comprehensive regime for managing POP
wastes. Provisions from the two conventions are to be applied to POP wastes in making decisions about
their ESM.
A. Basel Convention
1. General provisions
14. The Basel Convention, which entered into force on 5 May 1992, aims to protect human health
and the environment against the adverse effects resulting from the generation, management,
transboundary movements and disposal of hazardous and other wastes. It does this via a set of
provisions on the transboundary movement of wastes and their ESM. In particular, the Basel
Convention stipulates that any transboundary movement (export, import or transit) of wastes is
permissible only when the movement itself and the planned disposal of the hazardous or other wastes
are environmentally sound.
15. A set of provisions of the Basel Convention lays out Parties obligations to ensure the ESM of
POP wastes. These are listed in paragraphs 16 to 18 below.
16. In Article 2 (“Definitions”), paragraph 1, the Basel Convention defines wastes as “substances or
objects which are disposed of or are intended to be disposed of or are required to be disposed of by the
provisions of national law”. Paragraph 4 defines disposal as “any operation specified in Annex IV” to
the Convention. Paragraph 8 defines the ESM of hazardous wastes or other wastes as “taking all
practicable steps to ensure that hazardous wastes or other wastes are managed in a manner which will
protect human health and the environment against the adverse effects which may result from such
wastes.”
17. Article 4 (“General obligations”), paragraph 1, establishes the procedure by which Parties
exercising their right to prohibit the import of hazardous wastes or other wastes for disposal shall
inform the other Parties of their decision. Paragraph 1 (a) states: “Parties exercising their right to
prohibit the import of hazardous or other wastes for disposal shall inform the other Parties of their
decision pursuant to Article 13.” Paragraph 1 (b) states: “Parties shall prohibit or shall not permit the
export of hazardous or other wastes to the Parties which have prohibited the import of such wastes,
when notified pursuant to subparagraph (a).”
18. Article 4, paragraphs 2 (a) – (e) and 2 (g), contains key provisions of the Basel Convention
directly pertaining to ESM, waste prevention and minimization and waste disposal practices aimed at
mitigating adverse effects on human health and the environment:
Paragraphs 2 (a) – (e) and 2 (g): “Each Party shall take appropriate measures to:
(a) Ensure that the generation of hazardous wastes and other wastes within it is
reduced to a minimum, taking into account social, technological and economic aspects;
(b) Ensure the availability of adequate disposal facilities, for the environmentally
sound management of hazardous wastes and other wastes, that shall be located, to the extent
possible, within it, whatever the place of their disposal;
(c) Ensure that persons involved in the management of hazardous wastes or other
wastes within it take such steps as are necessary to prevent pollution due to hazardous wastes
and other wastes arising from such management and, if such pollution occurs, to minimize the
consequences thereof for human health and the environment;
(d) Ensure that the transboundary movement of hazardous wastes and other wastes is
reduced to the minimum consistent with the environmentally sound and efficient management
of such wastes, and is conducted in a manner which will protect human health and the
environment against the adverse effects which may result from such movement;
(e) Not allow the export of hazardous wastes or other wastes to a State or group of
States belonging to an economic and/or political integration organization that are Parties,
particularly developing countries, which have prohibited by their legislation all imports, or if it
has reason to believe that the wastes in question will not be managed in an environmentally
sound manner, according to criteria to be decided on by the Parties at their first meeting;”
UNEP/CHW.14/INF/9
13
“(g) Prevent the import of hazardous wastes and other wastes if it has reason to
believe that the wastes in question will not be managed in an environmentally sound manner.”
Paragraph 8: “Each Party shall require that hazardous wastes or other wastes, to be exported, are
managed in an environmentally sound manner in the State of import or elsewhere.”
2. POP-related provisions
19. Article 1 (“Scope of the Convention”) defines the types of waste that are subject to the Basel
Convention. Subparagraph 1 (a) of that article sets forth a two-step process for determining whether a
“waste” is a “hazardous waste” subject to the Convention: first, the waste must belong to any category
contained in Annex I to the Convention (“Categories of wastes to be controlled”), and second, the waste
must possess at least one of the characteristics listed in Annex III to the Convention (“List of hazardous
characteristics”).
20. For a list of Annex I and Annex II wastes that may consist of, contain or be contaminated with a
specific POP, refer to the specific technical guidelines pertaining to that POP.
21. Annex I wastes are presumed to exhibit one or more Annex III hazardous characteristics, which
may include H4.1 “Flammable solids”, H6.1 “Poisonous (Acute)”, H11 “Toxic (Delayed or chronic)”,
H12 “Ecotoxic”, or H13 “Capable, by any means, after disposal, of yielding another material, e.g.,
leachate, which possesses any of the characteristics listed above”, unless, through “national tests”, they
can be shown not to exhibit such characteristics. National tests may be useful for identifying a particular
hazardous characteristic listed in Annex III until such time as the hazardous characteristic is fully
defined. Guidance papers for Annex III hazardous characteristics H11, H12 and H13 were adopted on
an interim basis by the Conference of the Parties to the Basel Convention at its sixth and seventh
meetings.
22. List A of Annex VIII to the Convention lists wastes that are “characterized as hazardous under
Article 1, paragraph 1 (a), of this Convention.” However, designation of a waste on Annex VIII does
not preclude the use of Annex IIIList of hazardous characteristics” to demonstrate that a waste is not
hazardous (Annex I, paragraph (b)). List B of Annex IX lists wastes that “will not be wastes covered by
Article 1, paragraph 1 (a), of this Convention unless they contain Annex I material to an extent causing
them to exhibit an Annex III characteristic.”
23. For a list of Annex VIII waste characteristics that are applicable to a specific POP, refer to the
specific technical guidelines pertaining to that POP.
24. As stated in Article 1, paragraph 1 (b), “Wastes that are not covered under paragraph (a) but are
defined as, or are considered to be, hazardous wastes by the domestic legislation of the Party of export,
import or transit” are also subject to the Basel Convention.
B. Stockholm Convention
1. General provisions
25. The Stockholm Convention on Persistent Organic Pollutants (POPs) is a global treaty aimed at
protecting human health and the environment from persistent organic pollutants.
26. The objective of the Stockholm Convention, which entered into force on 17 May 2004, is set
forth in Article 1 (“Objective”): “Mindful of the precautionary approach as set forth in Principle 15 of
the Rio Declaration on Environment and Development, the objective of this Convention is to protect
human health and the environment from persistent organic pollutants.”
27. The Stockholm Convention differentiates between two categories of POPs:
(a) Intentionally produced POPs, whose production and use are to be:
(i) Eliminated in accordance with the provisions of Article 3 and Annex A; or
(ii) Restricted in accordance with the provisions of Article 3 and Annex B; and
(b) Unintentionally produced POPs, for which Parties are required to take measures, in
accordance with Article 5 and Annex C, to reduce total releases derived from anthropogenic sources
with the goal of their continuing minimization and, where feasible, ultimate elimination.
28. Article 3 also provides that parties may continue producing or using POPs listed in Annexes A
and/or B for specific exemptions or acceptable purposes, if such have been specified by the Conference
of the Parties upon listing.

UNEP/CHW.14/INF/9
14
28.29. Article 5, paragraph (a) (i), of the Stockholm Convention requires the development and
maintenance of source inventories and release estimates for unintentionally produced POPs.
29.30. Article 5, paragraph (b) promotes the application of available, feasible and practical measures
that can expeditiously achieve a realistic and meaningful level of release reduction or source
elimination.
30.31. Under Article 7 (“Implementation plans”), paragraph 1, the Convention requires each Party to:
“(a) Develop and endeavour to implement a plan for the implementation of its obligations
under this Convention;
(b) Transmit its implementation plan to the Conference of the Parties within two years of the
date on which this Convention enters into force for it; and
(c) Review and update, as appropriate, its implementation plan on a periodic basis and in a
manner to be specified by a decision of the Conference of the Parties.”
2. Waste-related provisions
31.32. Article 6 (“Measures to reduce or eliminate releases from stockpiles and wastes”) sets forth
waste-related provisions as follows:
“1. In order to ensure that stockpiles consisting of or containing chemicals listed either in
Annex A or Annex B and wastes, including products and articles upon becoming wastes,
consisting of, containing or contaminated with a chemical listed in Annex A, B or C, are
managed in a manner protective of human health and the environment, each Party shall:
(a) Develop appropriate strategies for identifying:
(i) Stockpiles consisting of or containing chemicals listed either in Annex A or
Annex B; and
(ii) Products and articles in use and wastes consisting of, containing or
contaminated with a chemical listed in Annex A, B or C;
(b) Identify, to the extent practicable, stockpiles consisting of or containing chemicals
listed either in Annex A or Annex B on the basis of the strategies referred to in subparagraph
(a);
(c) Manage stockpiles, as appropriate, in a safe, efficient and environmentally sound
manner. Stockpiles of chemicals listed either in Annex A or Annex B, after they are no longer
allowed to be used according to any specific exemption specified in Annex A or any specific
exemption or acceptable purpose specified in Annex B, except stockpiles which are allowed to
be exported according to paragraph 2 of Article 3, shall be deemed to be waste and shall be
managed in accordance with subparagraph (d);
(d) Take appropriate measures so that such wastes, including products and articles
upon becoming wastes, are:
(i) Handled, collected, transported and stored in an environmentally sound
manner;
(ii) Disposed of in such a way that the persistent organic pollutant content is
destroyed or irreversibly transformed so that they do not exhibit the
characteristics of persistent organic pollutants or otherwise disposed of in
an environmentally sound manner when destruction or irreversible
transformation does not represent the environmentally preferable option or
the persistent organic pollutant content is low, taking into account
international rules, standards, and guidelines, including those that may be
developed pursuant to paragraph 2, and relevant global and regional
regimes governing the management of hazardous wastes;
(iii) Not permitted to be subjected to disposal operations that may lead to
recovery, recycling, reclamation, direct reuse or alternative uses of
persistent organic pollutants; and
(iv) Not transported across international boundaries without taking into account
relevant international rules, standards and guidelines;

UNEP/CHW.14/INF/9
15
(e) Endeavour to develop appropriate strategies for identifying sites contaminated by
chemicals listed in Annex A, B or C; if remediation of those sites is undertaken it shall be
performed in an environmentally sound manner.
2. The Conference of the Parties shall cooperate closely with the appropriate bodies of the
Basel Convention on the Control of Transboundary Movements of Hazardous Wastes and Their
Disposal to, inter alia:
(a) Establish levels of destruction and irreversible transformation necessary to ensure
that the characteristics of persistent organic pollutants as specified in paragraph 1 of Annex D
are not exhibited;
(b) Determine what they consider to be the methods that constitute environmentally
sound disposal referred to above; and
(c) Work to establish, as appropriate, the concentration levels of the chemicals listed
in Annexes A, B and C in order to define the low persistent organic pollutant content referred to
in paragraph 1 (d) (ii).”
32.33. Article 3, paragraph 2 (a) (i), pertaining to imports, stipulates: “Each Party shall take measures to
ensure that a chemical listed in Annex A or Annex B is imported only for the purpose of
environmentally sound disposal as set forth in paragraph 1 (d) of Article 6.” Similarly, Article 3,
paragraph 2 (b) (i), requires that: “Each Party take measures to ensure that a chemical listed in Annex A
for which any production or use specific exemption is in effect or a chemical listed in Annex B for
which any production or use specific exemption or acceptable purpose is in effect, taking into account
any relevant provisions in existing international prior informed consent instruments, is exported only for
the purpose of environmentally sound disposal as set forth in paragraph 1 (d) of Article 6.”
33.34. Annex C, Part II, outlines industrial source categories that have the potential for comparatively
high formation and release to the environment of POPs listed in Annex C. Part III outlines source
categories from which POPs listed in Annex C may be unintentionally formed and released. Part V
outlines general guidance on BAT and BEP.
III. Issues under the Stockholm Convention to be addressed cooperatively
with the Basel Convention
A. Low POP content
34.35. As stated in Article 6, paragraph 2 (c), of the Stockholm Convention, the Conference of the
Parties to the Stockholm Convention shall cooperate closely with the appropriate bodies of the Basel
Convention to “work to establish, as appropriate, the concentration levels of the chemicals listed in
annexes A, B and C in order to define the low persistent organic pollutant content referred to in
paragraph 1 (d) (ii).”
35.36. Under the Stockholm Convention, POP wastes are, in accordance with Article 6, paragraph 1 (d)
(ii), to be disposed of in such a way that the POP content is destroyed or irreversibly transformed so that
they do not exhibit the characteristics of POPs or otherwise disposed of in an environmentally sound
manner when destruction or irreversible transformation does not represent the environmentally
preferable option, or the POP content is low, taking into account international rules, standards, and
guidelines, including those that may be developed pursuant to paragraph 2, as well as relevant global
and regional regimes governing the management of hazardous wastes.
36.37. The low POP content described in the Stockholm Convention is independent from the provisions
on hazardous waste under the Basel Convention.
37. Under the Stockholm Convention, wastes with a POP content at or above the defined low POP
content must be disposed of in such a way that the POP content is destroyed or irreversibly transformed
in accordance with the methods described in section IV.G.2. They should otherwise be disposed of in an
environmentally sound manner whenIf destruction or irreversible transformation does not represent the
environmentally preferable option in accordance with the methods described in section IV.G.3., they
could otherwise be disposed of in an environmentally sound manner.
38. Wastes with a POP content at or below the defined low POP content should be disposed of in
accordance with the methods referred to in section IV.G.4.
39.38. Low POP content definitions should be established taking into account the main objectives
objective of the Basel Convention and the Stockholm conventionscConvention, which areis the

UNEP/CHW.14/INF/9
16
protection of the environment and human health, mindful of the precautionary approach as set forth in
the Principle 15 of the Rio Declaration on Environment and Development. The following have been
recognized in the determination of low POP content (See European Commission, 2011, German Federal
Environment Agency, 2015, UNEP/CHW/OEWG.9/INF/9/Add.13 and /Add.24, and
UNEP/CHW.13/INF/665):
(a) Environmental and human health considerations;
(b) Availability of adequate capacity for analysis;
(c) Range of concentrations in articles, materials and waste;
(d) Limit values within national legislation;
(e) Availability of treatment capacity;
(f) Limitations of knowledge and data; and
(g) Economic considerations.
40.39. The provisional definitions of low POP content contained in table 2 below should be applied,
determined in accordance with national or international methods and standards, except for PCDDs and
PCDFs.
3 Draft updated general technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with persistent organic pollutants: supporting document for the development of section
III of the general technical guidelines for the environmentally sound management of wastes consisting of,
containing or contaminated with persistent organic pollutants. 4 Draft updated general technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with persistent organic pollutants: methodology for establishing low persistent organic
pollutant content and its application in the European Union. 5 Supporting information on the concentration levels to define the low persistent organic pollutant content values for
persistent organic pollutants listed in Annexes A, B and C to the Stockholm Convention.

UNEP/CHW.14/INF/9
17
Table 2: Provisional definitions of low POP content6
POP Low POP content
Aldrin 50 mg/kg
Alpha-HCH, beta-HCH and lindane 50 mg/kg as a sum7
Chlordane 50 mg/kg
Chlordecone 50 mg/kg
DDT 50 mg/kg
Dieldrin 50 mg/kg
Endrin 50 mg/kg
HBB 50 mg/kg
HBCD 100 mg/kg or 1000 mg/kg
HCB 50 mg/kg
HCBD 100 mg/kg
Heptachlor 50 mg/kg
[OPTION 1: Decabromodiphenyl ether (BDE-209)
present in commercial decabromodiphenyl ether]8
[50 mg/kg]
Hexabromodiphenyl ether and heptabromodiphenyl
ether and tetrabromodiphenyl ether and
pentabromodiphenyl ether
50 mg/kg or 1000 mg/kg as a sum9
[OPTION 2: Hexabromodiphenyl ether and
heptabromodiphenyl ether and tetrabromodiphenyl
ether and pentabromodiphenyl ether and
decabromodiphenyl ether (BDE-209) present in
commercial decabromodiphenyl ether]
[[50 mg/kg] [1000 mg/kg] as a sum10]
Mirex 50 mg/kg
PCBs 50 mg/kg
PCDDs and PCDFs11 [1 g TEQ/kg]15 g TEQ/kg
PCNs 10 mg/kg
PCP and its salts and esters 100 mg/kg
PeCB 50 mg/kg
PFOS, its salts and PFOSF 50 mg/kg
SCCPs [100 mg/kg] [10 000 mg/kg]
6 It is noted that work towards a review of the provisional low POP content values will be undertaken in accordance
with decision BC-13/4. 7 The limit value has been set for the sum of lindane and its by-products alpha- and beta-HCH, because they may be
contained together in pesticides and production wastes. 8 The current limit values for tetra-, penta-, hexa-, and hepta-BDE BDEs may be kept, if an individual value for
decaBDE is agreed, or no agreement is reached with respect to decaBDE. 9 The limit value has been set for the sum of tetra-, penta-, hexa-, and hepta-BDE, because commercial mixtures
have varying congener composition (see section I.B.1 of the POP-BDE guidelines), and for analytical efficiencies. 10 The limit value has been set for the sum of tetra-, penta-, hexa-, and hepta- and decaBDEBDE, because
commercial mixtures have varying congener composition (see section I.B.1 of the POP-BDE guidelines), and for
analytical efficiencies. 11 TEQ as referred to in Annex C, part IV, paragraph 2, to the Stockholm Convention, but only for PCDDs and
PCDFsbut only for PCDDs and PCDFsincluding coplanar PCBs.
Commented [ACEA2]: Please take into consideration the findings of the latest EU-Study “to support the review of waste related issues in Annexes IV and V of POP-Regulation” (http://ec.europa.eu/environment/waste/pdf/Study_POPS_Waste_final.pdf): “According to the evaluation of the limitation criteria, an appropriate LPCL can be set in a range between 200 and 1,000 mg/kg.” For a value below 200 ppm no analytical method is available. For inhomogeneous waste streams very low limit values cannot be monitored and enforced. Several considerations are relevant when considering a value within the proposed range including the precautionary principle, economic, technical and practical feasibility and efficiency. To allow resource efficiency and having the newly fixed UTC of the EU POP-Regulation of 500 ppm as a sum in mind, the LPC from our perspective should be between 500 ppm – 1,000ppm
Commented [ACEA3]: see comment above
Commented [EU/MS4]: Correction in the footnote
Formatted: Complex Script Font: 10 pt, Highlight

UNEP/CHW.14/INF/9
18
POP Low POP content
Technical endosulfan and its related isomers 50 mg/kg
Toxaphene 50 mg/kg
B. Levels of destruction and irreversible transformation
41.40. Destruction efficiency12 (DE) is the percentage of originating POPs destroyed or irreversibly
transformed by a particular method or technology. Destruction removal efficiency13 (DRE) only
considers emissions to air and is the percentage of original POPs irreversibly transformed and removed
from gaseous emissions.
42.41. The provisional definition set out in paragraph 43 442 below recognizes the following:
(a) Both DE and DRE are a function of the initial POP content and do not cover any fraction
of other unintentionally produced POPs during destruction or irreversible transformation;
(b) DE is an important criterion to assess technologies performance for destruction and
irreversible transformation, but can be difficult to measure in a reproducible and comparable manner;
(c) BAT and BEP are available in order to ensure the anticipated environmental performance
is achieved, including expected DE; and
(d) Pertinent national legislation14, international rules, standards and guidelines apply to these
operations.
43.42. The following provisional definition for levels of destruction and irreversible transformation,
based upon absolute levels (i.e., waste output streams of treatment processes) should be applied:
(a) Atmospheric emissions:
(i) PCDDs and PCDFs: 0.1 ng TEQ/Nm3;15
(ii) All other POPs: pertinent national legislation and international rules, standards and
guidelines, examples of pertinent national legislation can be found in annex II;
(b) Aqueous releases: pertinent national legislation and international rules, standards and
guidelines, examples of pertinent national legislation can be found in annex II;
(c) Solid residues: POP contents should be below the low POP contents defined in section A
of this chapter. However, if the POP content is above the low POP content defined in section A, the
solid residues should be treated in accordance with section IV.G.
44.43. In addition, technologies for destruction and irreversible transformation should be operated in
accordance with BAT and BEP.
C. Methods that constitute environmentally sound disposal
45.44. Section G of chapter IV below contains a description of methods that are considered to constitute
environmentally sound disposal of POP wastes.
12 Calculated on the basis of the mass of the POP content within the waste, minus the mass of the remaining POP
content in the gaseous, liquid and solid residues, divided by the mass of the POP content within the waste, i.e.,
DE = (POP content within waste – POP content within gas, liquid and solid residual) / POP content within the
waste. 13 Calculated on the basis of the mass of the POP content within the waste, minus the mass of the remaining POP
content in the gaseous residues (stack emissions), divided by the mass of the POP content within the wastes, i.e.,
DRE = (POP content within waste – POP content within gas residual) / POP content within the waste. 14 For example, in Japan, the Ministry of the Environment in 2010 issued a “Technical Guideline for the
Environmentally Sound Treatment of PFOS Wastes”, which states that destruction levels for PFOS and its salts
must be over 99.999 per cent (Ministry of the Environment of Japan, 2013b). 15 TEQ as referred to in Annex C, part IV, paragraph 2, to the Stockholm Convention, but only for PCDDs and PCDFs. Nm3 refers to dry gas,
101.3 kPa and 273.15 K. Standardization at 11 per cent O2. Standardization at 10 per cent O
2 for cement kilns co-incineration.

UNEP/CHW.14/INF/9
19
IV. Guidance on environmentally sound management (ESM)
A. General considerations
46.45. ESM is a broad policy concept that is understood and implemented in various ways by different
countries, stakeholders and organizations. The provisions and guidance documents pertaining to ESM
of hazardous wastes as it applies to POP wastes within the Basel and Stockholm conventions, together
with performance elements produced by the Organisation for Economic Co-operation and Development
(OECD), core performance elements provide for a common understanding and international guidance to
support and implement the ESM of hazardous wastes and other wastes.
47.46. The 2013 Framework for the environmentally sound management of hazardous wastes and other
wastes (“ESM framework”) 16 (UNEP, 2013a) was adopted at the eleventh meeting of the Conference of
the Parties to the Basel Convention. The framework establishes a common understanding of what ESM
encompasses and identifies tools and strategies to support and promote the implementation of ESM. It is
intended as a practical guide for governments and other stakeholders participating in the management of
hazardous wastes and other wastes and constitutes the most comprehensive guidance on ESM to
complement the Basel technical guidelines.
48.47. As presented in paragraph 17 18 of this document, Article 4 of the Basel Convention contains
provisions related to the ESM of hazardous wastes and other wastes. ESM is also the subject of the
following declarations:
(a) The 1999 Basel Declaration on Environmentally Sound Management, which was adopted
at the fifth meeting of the Conference of the Parties to the Basel Convention calls on the Parties to
enhance and strengthen their efforts and cooperation to achieve ESM, including through prevention,
minimization, recycling, recovery and disposal of hazardous and other wastes subject to the Basel
Convention, taking into account social, technological and economic concerns, and through further
reduction of transboundary movements of hazardous and other wastes subject to the Basel Convention;
(b) The 2011 Cartagena Declaration on the Prevention, Minimization and Recovery of
Hazardous Wastes and Other Wastes, which was adopted at the tenth meeting of the Conference of the
Parties to the Basel Convention and reaffirms that the Basel Convention is the primary global legal
instrument for guiding the ESM of hazardous wastes and other wastes and their disposal.
49.48. Under the Stockholm Convention, the term “environmentally sound management” is not defined.
Environmentally sound methods for disposal of POP wastes are, however, to be determined by the
Conference of the Parties in cooperation with the appropriate bodies of the Basel Convention.
50.49. The OECD has adopted a recommendation on ESM of wastes which includes various items,
inter alia core performance elements of ESM guidelines applying to waste recovery facilities, including
elements of performance that precede collection, transport, treatment and storage and also elements
subsequent to storage, transport, treatment and disposal of pertinent residues (OECD, 2004).
51.50. Parties should develop a range of measures (strategies, policies, legislation, regulations and
programmes) and monitor their implementation to support the meeting of ESM objectives. The
implementation of national strategies, policies and programmes are effective tools to complement the
implementation of legislation and regulations; monitoring and enforcement; incentives and penalties;
technologies; and other tools in which all key stakeholders participate and cooperate (UNEP, 2013a).
The following sections should be taken into account when establishing, implementing or evaluating
ESM.
B. Legislative and regulatory framework
52.51. Parties to the Basel and Stockholm conventions should examine their national strategies,
policies, controls, standards and procedures to ensure that they are in agreement with the two
conventions and with their obligations under them, including those that pertain to ESM of POP wastes.
53.52. Most countries already have in place some form of legislation that outlines broad environmental
protection principles, powers and rights. Such legislation should make ESM operational and include
requirements for protection of both human health and the environment. Such enabling legislation can
16 ESM framework :
http://www.basel.int/Implementation/CountryLedInitiative/EnvironmentallySoundManagement/ESMFr
amework/tabid/3616/Default.aspx
UNEP/CHW.14/INF/9
20
give governments the power to enact and enforce specific rules and regulations on hazardous wastes,
conduct inspections and establish penalties for violations.
54.53. Such legislation on hazardous wastes should also define hazardous wastes. Waste with a POP
content above the low POP content specified in the definition referred to in section III.A should be
included in the definition, as appropriate.
55.54. The legislation could define ESM and require adherence to ESM principles, ensuring that
countries satisfy provisions for ESM of POP wastes, including their environmentally sound disposal as
described in the present guidelines and the Stockholm Convention. Specific components or features of a
regulatory framework that would meet the requirements of the Basel and Stockholm conventions and
other international agreements are discussed below.17
1. Phase-out dates for production and use of POPs
56.55. Legislation and voluntary commitments, as applicable, should differentiate between the phase-
out dates for the production of POPs and their use 18 in products and articles (downstream manufacturer)
and the date by which the POPs (whether in pure form or in mixtures), products or articles should be
disposed of once they have become waste. In addition, they should set a time limit for the disposal of
POP wastes, taking into account that such products and articles may have long service lives, so as to
prevent the creation of stockpiles that have no clear phase-out dates. Examples of pertinent national
legislation can be found in annex II.
2. Transboundary movement requirements19
57.56. Hazardous wastes and other wastes should, as far as is compatible with their ESM, be disposed
of in the country where they were generated. Transboundary movements of such wastes are permitted
only under the following conditions:
(a) If conducted under conditions that do not endanger human health and the environment;
(b) If exports are managed in an environmentally sound manner in the country of import or
elsewhere;
(c) If the country of export does not have the technical capacity and the necessary facilities to
dispose of the wastes in question in an environmentally sound and efficient manner;
(d) If the wastes in question are required as a raw material for recycling or recovery
industries in the country of import; or
(e) If the transboundary movements in question are in accordance with other criteria decided
by the Parties.
58.57. Any transboundary movements of hazardous and other wastes are subject to prior written
notification from the exporting country and prior written consent from the importing and, if appropriate,
transit countries. Parties shall prohibit the export of hazardous wastes and other wastes if the country of
import prohibits the import of such wastes. The Basel Convention also requires that information
regarding any proposed transboundary movement be provided using the accepted notification form and
that the approved consignment be accompanied by a movement document from the point where the
transboundary movement commences to the point of disposal.
59.58. Furthermore, hazardous wastes and other wastes subject to transboundary movements should be
packaged, labelled and transported in conformity with international rules and standards.20
60.59. When a transboundary movement of hazardous and other wastes to which consent of the
countries concerned has been given cannot be completed, the country of export shall ensure that the
wastes in question are taken back into the country of export for their disposal if alternative
arrangements cannot be made. In the case of illegal traffic (as defined in Article 9, paragraph 1), as the
17 Further guidance on Basel Convention regulatory frameworks can be found in the following documents: Manual for the Implementation of the Basel
Convention (UNEP, 2015f) and Basel Convention: Guide to the Control System (UNEP, 2015g). Parties to the Stockholm Convention should also
consult the Guidance for Developing a National Implementation Plan for the Stockholm Convention on Persistent Organic Pollutants (UNEP,
2014).
18 Note that Annex A, parts I and II, and Annex B to the Stockholm Convention contain references to the elimination and restriction of production and use
of POPs.
19 This applies only to the Parties to the Basel Convention.
20 In this connection, the United Nations Recommendations on the Transport of Dangerous Goods (Model Regulations) of 2003 (UNECE, 2003a ) or
later versions should be used.

UNEP/CHW.14/INF/9
21
result of conduct on the part of the exporter or the generator, the country of export shall ensure that the
wastes in question are taken back into the country of export for their disposal or otherwise disposed of
in accordance with the provisions of the Basel Convention (as per Article 9, paragraph 2).
61.60. No transboundary movements of hazardous wastes and other wastes are permitted between a
Party and a non-Party to the Basel Convention unless a bilateral, multilateral or regional arrangement
exists as required under Article 11 of the Convention.
3. Specifications for containers, equipment, bulk containers and storage sites containing POPs
62.61. To meet the requirements of ESM and specific clauses in the Basel and Stockholm conventions
(for example, Basel Convention Article 4, paragraph 7, and Stockholm Convention Article 6,
paragraph 1), Parties may need to enact specific legislation that describes the types of containers and
storage areas that are acceptable for particular POPs and their relevant waste streams.21 Parties should
ensure that containers that may be transported to another country meet international standards such as
those established by the International Air Transport Association (IATA), the International Maritime
Organization (IMO) and the International Organization for Standardization (ISO).
4. Health and safety22
63.62. A legislative approach should be taken to protect workers from possible exposure to POPs.
These provisions should include requirements for the proper labelling of products and the identification
of appropriate disposal methods. While neither the Basel nor the Stockholm Convention specifically
requires Parties to have worker health and safety legislation, the protection of human health underpins
many of the objectives of both conventions.
64.63. Most countries have existing worker health and safety provisions either in general labour
legislation or in specialized human health or environmental legislation. Parties should re-examine their
existing legislation to ensure that POPs are adequately addressed and that relevant aspects of
international agreements are integrated into such legislation. Worker health and safety is a relatively
mature field and a great deal of guidance and literature is available to assist in the planning and revision
of legislation, policy and technical guidance.
65.64. In its Article 10 (“Public information, awareness and education”), paragraph 1 (e), the
Stockholm Convention calls upon Parties to promote and facilitate the training of workers, scientists,
educators and technical and managerial personnel. National health and safety legislation should include
provisions for the safe handling and storage of POP wastes.
5. Specification of acceptable procedures for sampling and analysis of POPs
66.65. Various methods and protocols for sampling and analysis have been developed for a range of
purposes. Reliable and useful data can be generated only when sampling and analytical methods
appropriate to the waste are used. Parties to the Basel and Stockholm conventions should have
legislation or strong policy guidelines identifying the acceptable sampling and analytical methods for
each POP waste, including the form in which it occurs and the matrix in which it is found. The
procedures specified should be agreed and accepted before any sampling or analysis takes place. The
use of internationally accepted procedures is recommended. This should ensure that the reported results
are acceptable and comparable. See section E of this chapter for further details.
6. Requirements for hazardous waste treatment and disposal facilities
67.66. Most countries have legislation that requires waste treatment and disposal facilities to obtain
some form of approval to commence operations. Approvals can outline specific conditions that must be
maintained in order for such approvals to remain valid. It may be necessary to add requirements specific
to POP wastes to meet the requirements of ESM and to comply with specific requirements of the Basel
and Stockholm conventions.
7. General requirement for public participation
68.67. Public participation is a core principle of the 1999 Basel Declaration on Environmentally Sound
Management and many other international agreements. Public participation as referred to in
section IV.K below may be addressed in legislation or policy.
21 Parties should consult the guidelines pertaining to the storage of pesticides and pesticide waste that have been produced by the Food and Agriculture
Organization (FAO) of the United Nations (FAO, 1996).
22 See section IV.I.

UNEP/CHW.14/INF/9
22
8. Contaminated sites
69.68. Provisions enabling the development of an inventory of contaminated sites and remediation of
sites in an environmentally sound manner (Article 6, paragraph 1 (e), of the Stockholm Convention)
may be specified in legislation.
9. Other legislative controls
70.69. Examples of other aspects of the life-cycle management of POP wastes that could be regulated
through legislation include:
(a) Siting provisions and requirements relative to the storage, handling, collection and
transport of wastes;
(b) Decommissioning requirements, including:
(i) Inspection prior to and during decommissioning;
(ii) Procedures to be followed to protect worker and community health and the
environment during decommissioning;
(iii) Post-decommissioning site requirements;
(c) Emergency contingency planning, spill and accident response, including:
(i) Cleanup procedures and post-cleanup concentrations to be achieved;
(ii) Worker training and safety requirements; and
(d) Waste prevention, minimization and management plans.
C. Waste prevention and minimization
71.70. The prevention and minimization of POP wastes are the first and most important steps in the
overall ESM of such wastes. In Article 4, paragraph 2, the Basel Convention calls on Parties to “ensure
that the generation of hazardous wastes and other wastes is reduced to a minimum”. Waste prevention
should be the preferred option in any waste management policy. According to the framework for the
ESM of hazardous wastes and other wastes, the need to manage wastes and/or the risks and costs
associated with doing so are reduced by not generating wastes and by ensuring that generated wastes are
less hazardous (UNEP, 2013a).
72.71. According to the Basel ESM framework, companies that generate wastes (waste generators) are
responsible for ensuring the implementation of BAT and BEP when undertaking activities that generate
wastes. In doing so, they act to minimize the wastes generated by ensuring research, investment in
design, innovation and development of new products and processes that use fewer resources and energy
and that reduce, substitute or eliminate the use of hazardous materials.
73.72. Waste generators and significant downstream industrial users (e.g., pesticide formulators) of
products and articles containing POPs could be required to develop waste management plans. Such
plans should cover all hazardous wastes and all POP wastes.
74.73. Elements of a waste prevention and minimization programme include the following:
(a) Identification of processes possibly unintentionally producing POPs (e.g., incineration)
and determination of whether Stockholm Convention guidelines on BAT and BEP are applicable;
(b) Identification of processes that use POPs and generate POP wastes:
(i) To determine whether process modifications, including updating of older
equipment or material, could reduce POP waste generation; and
(ii) To identify alternative processes that are not linked to the production of POP
wastes;
(c) Identification of products and articles consisting of, containing or contaminated with
POPs and non-POP alternatives; and
(d) Minimization of the volume of POP wastes generated:
(i) By regular maintenance of equipment to increase efficiency and prevent spills and
leaks;
(ii) By prompt containment of spills and leaks;

UNEP/CHW.14/INF/9
23
(iii) By decontamination of containers and equipment containing POP wastes;
(iv) By isolation of POP wastes in order to prevent contamination of other materials;
and
(v) By adoption of appropriate procedures for decommissioning of facilities.
75.74. The mixing and blending of wastes with POP contents above a defined low POP content with
other materials solely for the purpose of generating a mixture with a POP content at or below the
defined low POP content is not environmentally sound. Nevertheless, the mixing or blending of
materials prior to waste treatment may be necessary in order to enable treatment or to optimize
treatment efficiency.
D. Identification of wastes
1. General considerations
76.75. The identification of POP wastes is the starting point for their effective ESM. POP wastes can be
generated via a range of processes and activities that can occur during the whole life cycle of POPs, for
example:
(a) During their intentional manufacture (production facilities);
(b) As by-products of industrial and other processes using these POPs (e.g., manufacturing
facilities of products and articles such as plastics, upholstery, textiles, packaging materials,
electrical/electronic equipment, masterbatches, pellets, expanded polystyrene materials, paints,
adhesives, etc.);
(c) Through contamination of materials or the environment as a result of accidents or leakage
that may occur during production, sale, use, decommissioning, removal, transfer or disposal;
(d) Through contamination of materials during handling, use of products and articles, such as
containers, clothing and in some cases personal protective equipment (hazmat suits, boots, respirators,
etc.) that have been contaminated through contact with a POP;
(e) When products or articles consisting of, containing or contaminated with POPs are used,
become off-specification, are unfit for their original use or have been banned, or when registrations for
such products have been withdrawn; or
(f) When products or articles consisting of, containing or contaminated with POPs are
disposed of (e.g. incineration resulting in ash contaminated with unintentionally produced POPs).
77.76. POP wastes occur as solids and liquids (aqueous, semi-aqueous, solvent-based and emulsions)
and can be released as gases (actual gases, as a liquid dispersion or aerosols), or adsorbed onto
atmospheric pollutants. Examples of such wastes are presented in table 3.
Table 3: Physical forms and types of POP wastes generated
Physical form of the wastes Type of waste
Liquid 1. Obsolete liquid stockpile of pure POPs
2. Industrial wastewater
3. Municipal wastewater
4. Landfill leachate
5. Industrial liquid (e.g., solvent)
6. Liquid household products
7. Liquid fluids (e.g., insulating oils, lubricants, metalworking
and hydraulic fluids)
8. Industrial sludge
9. Municipal sludge
Solid 1. Obsolete solid stockpile of POPs
2. Soil, sediment, rock and mine aggregates
3. Industrial sludge
4. Municipal sludge
5. ResiduesOther residues from wastewater cleaning (e.g.,
activated carbon treatment)
6. Residues from air pollution control system (e.g., fly ashes)
7. Waste incineration residues (e.g. bottom ashes), other than

UNEP/CHW.14/INF/9
24
Physical form of the wastes Type of waste
those from air pollution control system23
7.8. Dust
8.9. Upholstery, textile, carpets, rubber, leather
9.10. Electrical and electronic equipment
10.11. Containers and packaging material
11.12. Contaminated material (e.g., clothing, personal protective
equipment)
12.13. Vehicle and shredder vehicle fluff
13.14. Plastic, paper, metal, wood
14.15. Demolition material (painted materials, resin-based
flooring, sealants, sealed glazing units, insulation boards)
15.16. Fire suppression foam equipment
Gas 1. Landfill gas
2. Gas from incineration facilities
3. Gas from recycling facilities
4. Gas from certain (industrial) processes
78.77. In Article 6, paragraph 1, the Stockholm Convention requires each Party to:
(a) Develop appropriate strategies for the identification of stockpiles consisting of or
containing chemicals listed either in Annex A or Annex B and of products and articles in use and wastes
consisting of, containing or contaminated with a chemical listed in Annex A, B or C; and
(b) Identify, to the extent practicable, stockpiles consisting of or containing chemicals listed
either in Annex A or Annex B on the basis of the strategies referred to in subparagraph (a).
79.78. The list of source categories provided in Annex C to the Stockholm Convention can assist
industrial managers and government regulators, and the general public, in identifying unintentionally
produced POP wastes.
2. Inventories
80.79. Inventories are an important tool for identifying, quantifying and characterizing POP wastes.
81.80. Stockholm Convention articles 5, paragraph (a), 6, paragraph 1(a), and 11, paragraph 1, provide
elements that contribute to the identification of waste-related sources of POPs. For the purpose of the
ESM of wastes, a more specific and complete inventory may be needed. .
82.81. When developing an inventory, priority should be given to the identification of important waste
streams in terms of high volume and high POP concentrations. National inventories may be used:
(a) To establish a baseline quantity of products, articles and POP wastes;
(b) To establish an information registry to assist with safety and regulatory inspections;
(c) To obtain the accurate information needed to draw up plans for site stabilization;
(d) To assist with the preparation of emergency response plans; and
(e) To track progress towards minimizing and phasing out POPs.
83.82. For further information on the development of national inventories, consult the Methodological
guide for the development of inventories of hazardous wastes and other wastes under the Basel
Convention (UNEP, 2015j). The guide focuses on the actions recommended to develop the national
information systems that produce the information needed to assist countries in fulfilling their reporting
obligations under the Basel Convention.
84.83. Guidance documents for the inventory of specific POPs are also available (e.g., PCBs, PFOS
and, POP-BDEs, and HBCD),24 as is guidance for developing release inventories of unintentionally
generated POPs (see Toolkit for Identification and Quantification of Releases of Dioxins, Furans and
23 European Commission, 2005, Wang et al., 2010.
24 Drafts of guidance documents for the inventory of these specific POPs are available and can be consulted at:
http://chm.pops.int/Implementation/BATandBEP/Guidance/tabid/3636/Default.aspx and
http://chm.pops.int/Implementation/NIPs/Guidance/tabid/2882/Default.aspx.
Commented [CEWEP5]: We would like to propose
generic formulation:
7 Waste combustion residues (e.g. bottom ashes), other
than those from air pollution control system.
UNEP/CHW.14/INF/9
25
Other Unintentional Persistent Organic Pollutants under Article 5 of the Stockholm Convention
(UNEP, 2013b)).
85.84. In addition, it should be noted that the 2003 Protocol on Pollutant Release and Transfer Registers
(PRTR) to the 1998 United Nations Economic Commission for Europe (UNECE) Convention on
Access to Information, Public Participation in Decision-making and Access to Justice in Environmental
Matters (Aarhus Convention) includes provisions pertaining to inventories that may be applicable to
POPs. Moreover, it should be noted that, the Regional Agreement on Access to Information, Public
Participation and Justice in Environmental Matters in Latin America and the Caribbean (ECLAC)
establishes that each Party shall take steps to establish a PRTR covering air, water, soil and subsoil
pollutants, as well as materials and waste in its jurisdiction. Reporting on POPs in waste transfers can
take place in PRTRs at national level.25
E. Sampling, analysis and monitoring
86.85. Sampling, analysis and monitoring are important activities in the management of POP wastes
enabling the manager of the wastes and those who regulate its management to identify the concentration
of POPs in some waste streams and select the appropriate management method. The activities may also
be necessary to monitor if the methods of destruction chosen are operating within the set standards and
to ensure that POPs are not released into the environment. Monitoring and surveillance serve as
elements for identifying and tracking environmental concerns and human health risks. Information
collected from monitoring programmes feeds into science-based decision-making processes and is used
for the evaluation of the effectiveness of risk management measures, including regulations.
87.86. Sampling, analysis and monitoring should be conducted by trained professionals in accordance
with a well-designed programme and using internationally accepted or nationally approved methods,
carried out using the same method each time over the time span of the programme. They should also be
subjected to rigorous quality assurance and quality control measures. Mistakes in sampling, analysis or
monitoring, or deviation from standard operational procedures, can result in meaningless data or even
programme-damaging data.
88.87. Each Party should identify its sampling, analysis and monitoring needs and ensure it has
laboratory capacity that will meet the required operating standards. Training and protocols should be in
place to ensure that these standards can be met and that quality data and meaningful results can be
obtained. Building this capacity may be necessary in some countries if none exists.
89.88. Different analytical methods can be used depending on the purpose of the sampling or
monitoring activity and the physical form of the waste. For information on good laboratory practices the
OECD series (OECD, various years) and the Handbook on Good Laboratory Practices (WHO, 2009)
may be consulted; on general methodological considerations, the Guidance for a Global Monitoring
Programme for Persistent Organic Pollutants (UNEP, 2015a) may be used. Further information on
POPs analysis may be obtained from the UNEP/Global Environment Facility (GEF) project on capacity
needs for analyzing POPs at https://www.thegef.org/project/assessment-existing-capacity-and-capacity-
building-needs-analyze-pops-developing-countries
1. Sampling26
90.89. The overall objective of any sampling activity is to obtain a sample that can be used for the
targeted purpose, e.g., waste characterization, compliance with regulatory standards or suitability of
proposed treatment or disposal methods. This objective should be identified before sampling is started.
It is indispensable that quality requirements for equipment, transportation and traceability be met.
91.90. Standardized sampling procedures should be established and agreed upon before the start of the
sampling campaign (both matrix- and POP-specific). Elements of these procedures include the
following:
(a) The number of samples to be taken, the sampling frequency, the duration of the sampling
project and a description of the sampling method (including quality assurance procedures put in place,
e.g., field blanks and chain-of-custody);
25 Such reporting is part of PRTR in the Czech Republic (MŽP, 2017). Integrated Pollutants Releases Register.
Retrieved 12-10-2017, 2017, from http://www.irz.cz (in Czech). 26 Further information on sampling is available in RCRA Waste Sampling Draft Technical Guidance (United States Environmental Protection Agency
(EPA), 2002, and Nordtest method).
UNEP/CHW.14/INF/9
26
(b) Selection of location or sites and time of sample-taking (including description and
geographic localization);
(c) Identity of the person who took the sample and conditions during sampling;
(d) Full description of sample characteristics – labelling;
(e) Preservation of the integrity of samples during transport and storage (before analysis);
(f) Close cooperation between the sampler and the analytical laboratory; and
(g) Appropriately trained sampling personnel.
92.91. Sampling should comply with specific national legislation, where it exists, or with international
regulations and standards. In countries where regulations do not exist, qualified staff should be
appointed. Sampling procedures include the following:
(a) Development of a standard operational procedure (SOP) for sampling each of the
matrices for subsequent POPs analysis;
(b) Application of well-established sampling procedures such as those developed by ISO, the
American Society for Testing and Materials (ASTM), the European Union, the United States
Environmental Protection Agency (EPA), the Global Environment Monitoring System (GEMS), and the
European Committee for Electrotechnical Standardization (CENELEC) (See Standard on Collection,
logistics and treatment requirements for WEEE (Waste Electrical and Electronic Equipment) – Part 1:
General Treatment Requirements, in particular specifications for de-pollution), and the European
Committee for Standardization (CEN) (see EN 14899:2005 Characterization of waste - Sampling of
waste materials - Framework for the preparation and application of a sampling plan and the series of
CEN/TR 15310 1-5: 2006 Characterization of waste - Sampling of waste materials).
(c) Establishment of quality assurance and quality control (QA/QC) procedures.
93.92. All these steps should be followed for a sampling programme to be successful. Similarly,
documentation should be thorough and rigorous.
94.93. Types of waste matrices typically sampled for POPs include solids, liquids and gases:
(a) Liquids:
(i) Leachate from dumpsites and landfills;
(ii) Liquid collected from spills;
(iii) Water (surface water, drinking water and industrial and municipal effluents);
(b) Solids:
(i) Stockpiles, products and formulations consisting of, containing or contaminated
with POPs;
(ii) Solids from industrial sources and treatment or disposal processes (fly ash, bottom
ash, sludge, still bottoms, other residues, clothing, etc.);
(iii) Containers, equipment or other packaging materials (rinse or wipe samples),
including the tissues or fabric used in the collection of wipe samples;
(iv) Soil, sediment, rubble and compost;
(v) Consumer articles and products.
(c) Gases:
(i) Air (indoor);
(ii) Air (emissions).
2. Analysis
95.94. Typically, POPs analysis is performed in a dedicated laboratory. In some situations, for example
in remote areas, testing in the field can be made possible using test kits designed for screening purposes
in the field.
96.95. For analysis in laboratories, there are several analytical methods available, although for some
POPs analytical methods may still be in development. Therefore, Parties should verify the availability
and costs of methods for the POP they want to monitor before developing their monitoring and
UNEP/CHW.14/INF/9
27
sampling programme. Methods of analyzing the various matrices for POPs have been developed by
ISO, the European Committee for Standardization (CEN), EPA, AOAC and ASTM. Most in-house
methods are variations of these, and such in-house methods are also acceptable after validation.
97.96. The identification of a POP can be a difficult task, particularly when the POP consists of a
number of congeners or even isomers.
98.97. A tiered approach for the analysis (for the purpose of identification and quantification of a POP)
is recommended; this would begin with simple steps and thereafter involve more sophisticated methods.
The first step is to identify wastes that potentially contain POPs in order to reduce the number of
samples (and subsequently the amounts of waste to be disposed). The screening methods are especially
valuable in situations where decisions need to be taken rapidly, or where there is a limited capacity, and
also to reduce costs. In general, there are three steps, which sequentially include:
(a) Coarse screening for presence of halogens contained in a POP; these are chlorine (Cl),
bromine (Br) or fluorine (F). The purpose of this step is to identify from a large amount of samples
those that contain chlorine, bromine or fluorine. Hand-held instruments are available to test for these
halogens without “destroying” the sample; e.g., X-ray fluorescence (XRF) has the advantage of being
non-destructive, multi-elemental, fast and cost-effective. XRF is applicable to a wide range of
concentrations, fromalthough it is currently not validated for concentrations below 100 mg/kgper cent to
a few parts per million (ppm);; its main disadvantage is that analyses are generally restricted to elements
heavier than fluorine (Br, Cl) and cannot detect a specific substance.
(b) Biological or chemical screening methods (applied if a sample is positive under step 1):
Test kits o r simple detection methods with less costly instrumentation are available to further reduce
the number of samples which may contain POPs listed in the Stockholm Convention. The determination
of organic chlorine with the DEXSIL27 test kits or the L2000 analyzer28 is well established, as both
methods are able to analyse POPs in oil or soil samples. Bioanalytical methods, such as CALUX,29 are
recognized for the detection of dioxin-like toxic equivalents. Also, fast extraction methods and use of
short GC columns and a simple detector can be used to identify chlorinated POPs.
(c) The final step is the confirmation of the chemical analysis, which is typically required for
all samples that result positive under step 2. Such analysis is done in chemical laboratories, which often
are specialized for a certain group of POPs (e.g., pesticide POPs, dioxin-like POPs, POP brominated
flame retardants, PFOS) and specialized to a certain matrix. Confirmatory chemical analytical methods
have been developed by international and national organizations and include:
(i) For pesticide POPs and PCBs: capillary gas chromatography (GC) + electron
capture detector (ECD), mass spectrometry (MS), or tandem mass spectrometry
(MS/MS);
(ii) For POP-BDEs, dioxin-like POPs: capillary GC + MS (for dioxin-like
preferentially high-resolution);
(iii) For PFOS: liquid chromatography (LC) + (MS/MS);
(iv) For HBCD: GC/MS, LC-MS and HPLC-MS. GC-FID (flame ionization detector)
using a HBCD reference is also able to identify and quantify HBCD. This method
is validated for concentrations above 1000 mg/kg;
(v) For HCBD: GC/MS and GC+ECD;
(vi) For PCP and its salts and esters: Typical analytical detection uses GC+ECD,
GC/MSmass selective detectors, as well as LC/MS methods;
(vii) For PCNs: GC/MS for water analysis.;
(viii) For SCCPs: GC with either high or low resolution electron capture negative ion
mass spectrometry (GC/ECNI-MS), time-of-flight MS (TOF-MS),
deuterodechlorination combined with high resolution GC – high resolution MS
(HRGC-HRMS).
99.98. It is important that the steps described in subsections (a) and (b) of paragraph 98 97 above do not
generate false negatives and that any method comply with the level of interest for the analysis.
27 Information can be found at: DEXSIL test kits: http://www.dexsil.com/products/. 28 L2000 Analyzer http://www.dexsil.com/products/detail.php?product_id=13. 29 CALUX: http://www.crl-freiburg.eu/dioxin/bioanalytical.html.
Commented [HBCD IG6]: We have checked again
the work carried out by the IEC111 WG, and the
conclusion is that XRF method is appropriate for levels
between 500 ppm and 1000 ppm, but it has been
validated only for levels above 1000ppm. Therefore,
we recommend the author taking into account the
proposed comment:
“XRF is applicable to a wide range of concentrations
and appropriate for levels between 500 ppm and 1000
ppm. However, XRF is currently not validated for
concentrations below 1000ppm”.

UNEP/CHW.14/INF/9
28
100.99. Analysis refers to the extraction, purification, separation, identification, quantification and
reporting of POPs concentrations in the matrix of interest. To obtain meaningful and acceptable results,
the analytical laboratory should have the necessary infrastructure (housing) and proven experience with
the matrix and the POP (e.g., successful participation in international intercalibration assessments).
Accreditation of the laboratory in accordance with ISO 17025 or other standards by an independent
body is important. Indispensable criteria for obtaining high-quality results include:
(a) Specification of the analytical technique used;
(b) Maintenance of analytical equipment;
(c) Validation of all methods used (including in-house methods); and
(d) Training of laboratory staff.
101.100. Typically, POPs analysis is performed in a dedicated laboratory. For specific situations, test
kits are available that can be used in the field for screening purposes.
102.101. For laboratory POPs analysis, there is no single analytical method available. Methods of
analyzing the various matrices for POPs have been developed by ISO, the European Committee for
Standardization (CEN), EPA, AOAC and ASTM. Most in-house methods are variations of these, and
after validation such in-house methods are also acceptable.
103.102. In addition, procedures and acceptance criteria for handling and preparation of the sample in
the laboratory, e.g., homogenization, should be established.
104.103. The individual steps in the analytical determination include:
(a) Extraction, e.g., by Soxhlet, pressurized solvent extraction, liquid-liquid, etc.;
(b) Purification, e.g., by column chromatography or with Florisil. Purification should be
efficient enough so that chromatographic retention is not influenced by the matrix;
(c) Separation by capillary gas chromatography (HRGC), which will provide sufficient
separation of analytes;
(d) Identification by suitable detectors such as an ECD or a mass-selective detector, or by
either low-resolution mass spectrometry (LRMS) or high-resolution mass spectrometry (HRMS);
(e) Quantification in accordance with internal standard methodologies (for reference, see
UNEP, 2015d and UNEP, 201706b); and
(f) Reporting in accordance with regulation(s).
3. Monitoring
105.104. In Article 10 (“International Cooperation”), paragraph 2 (b), the Basel Convention requires
Parties to “cooperate in monitoring the effects of the management of hazardous wastes on human health
and the environment”. In Article 11, paragraph 1, the Stockholm Convention requires Parties, within
their capabilities, at the national and international levels, to encourage and/or undertake appropriate
monitoring pertaining to POPs.
106.105. Monitoring programmes should be implemented for facilities managing POP wastes, as they
provide an indication of whether a hazardous waste management operation is functioning in accordance
with its design and environmental regulations.
107.106. In environmental and human monitoring programmes, both biotic and abiotic matrices may be
included:
(a) Plant materials and food;
(b) Fish and wildlife
(c) Biological fluids (e.g. human breast milk , blood, urine);
(d) Air (ambient, wet or dry deposition such as snow, ice, dust);
(e) Water (e.g., leachate, wastewater);
(f) Soil;
(g) Sediment.
108.107. The information from the monitoring programme should be used to:
UNEP/CHW.14/INF/9
29
(a) Detect any releases to or changes in the quality of the surrounding environment;
(b) Ensure that different types of hazardous wastes are properly managed by the waste
management operation; and
(c) Identify potential issues relating to possible release or exposure and determine whether
adjustments to the management approach might be appropriate.
109.108. By implementing a monitoring programme, governments, regulators, municipalities and
recycling and waste facility managers can identify problems and take appropriate measures to remedy
them. Further information on monitoring can be found in the following documents: Monitoring and
research under the Chemicals Management Plan (Government of Canada, 2011; Environment Canada,
2011); General Principles of Monitoring (European Commission, 2003); Guidance for a Global Monitoring Programme for Persistent Organic
Pollutants (UNEP, 2015a); Ministry of the Environment of Japan, 2013a; and German Federation/Länder
Dioxin Database (German Federal Environment Agency Dessau-Roßlau, 2014).
F. Handling, collection, packaging, labelling, transportation and storage
110.109. Handling, collection, packaging, labelling, transportation and storage are critically important
steps as the risk of a spill, leak or fire can be as great as at other stages of the life cycle of a POP.
111.110. Considerations and provisions unique to POP waste streams are presented in the specific POP
technical guidelines when appropriate. A tailored approach for certain POP waste streams (e.g. articles
and products that have become waste) is desirable considering their various sources, waste types,
volumes and POP concentrations. This allows decision makers to consider the risks that various waste
streams may pose at different stages of their management, and the appropriate actions that may be
necessary to prevent, eliminate or minimize their impact on the environment. Best management
practices are, in some cases, in the early stages of being developed or documented.
112.111. Where appropriate, procedures and processes for managing hazardous wastes should be
considered for handling, collecting, packaging, labelling, transporting and storing wastes with a POP
content above the low POP contents referred to in section III.A in order to prevent spills and leaks
resulting in worker exposure, releases to the environment or exposure of the community.
113.112. Relevant information regarding the hazardous characteristics and risks of POP wastes should
be collected and analysed in order to plan for the proper handling of such wastes, for example by
consulting and following the instructions given on the chemicals they contain and related safety data
sheets. For labelling and packaging, the United Nations Globally Harmonized System of Classification
and Labelling of Chemicals (GHS) should be taken into account, accordingly
114.113. For transport and transboundary movement of POP wastes meeting the criteria of hazardous
wastes, the following documents should be consulted to determine specific requirements:
(a) Manual for the Implementation of the Basel Convention (UNEP, 2015h);
(b) International Maritime Dangerous Goods Code (IMO, 2002);
(c) International Civil Aviation Organization (ICAO) Technical Instructions for the Transport
of Dangerous Goods by Air; and
(d) United Nations Recommendations on the Transport of Dangerous Goods Model
Regulations.30
115.114. For the following sections (1–6), detailed information can be obtained from destruction and
decontamination technologies for PCBs and other POP waste under the Basel Convention: A training
manual for hazardous waste project managers (UNEP, 2002a).
1. Handling31
115. The main concerns when handling POP wastes are human exposure, accidental releases to the
environment and contamination of other waste streams with POPs. POP wastes should be handled
separately from other types of waste in order to prevent contamination of other waste streams.
30 European Agreement concerning the International Carriage of Dangerous Goods by Road (ADR); European
Agreement concerning the International Carriage of Dangerous Goods by Inland Waterways (ADN); Regulations
concerning the International Carriage of Dangerous Goods by Rail (RID). 31 Examples of guidelines on the safe handling of hazardous materials and accident prevention include those prepared by the International Labour
Organization (ILO, 1999a and 1999b) and OECD (OECD, 2003).
Commented [HBCD IG7]: We would like to reiterate
the comment made in the draft Technical Guidelines
circulated in March 2018, related to the observation
that the recommendations included in Section F address
primarily liquid waste. We suggest including separate
general recommendations for handling solid bulky
POP-containing waste (see for example Technical
Guidance for HBCD).

UNEP/CHW.14/INF/9
30
116. The management handling of liquid wastes streams and waste from articles and products, in
particular, and other wastes streams as appropriate should include the following recommended
practices:
(a) Inspecting containers for leaks, holes, rust or high temperatureto detect aging and loss of
containment, and appropriate repackaging and relabelling as necessary;
(b) Handling wastes at temperatures below 25°C, if possible, because of increased volatility at
higher temperatures;
(c) Ensuring that spill containment measures are adequate and would contain liquid wastes if
spilled;
(d) Placing plastic sheeting or absorbent mats under containers before opening them if the
surface of the containment area is not coated with a smooth surface material (paint, urethane or epoxy);
(e) Removing liquid wastes either by removing the drain plug or by pumping with a
peristaltic pump and suitable chemical-resistant tubing;
(f) Using dedicated pumps, tubing and drums, not used for any other purpose, to transfer
liquid wastes;
(g) Cleaning up any spills with cloths, paper towels or absorbent;
(h) Triple rinsing of contaminated surfaces with a solvent;
(i) Treating all absorbents and solvent from triple rinsing, disposable protective clothing and
plastic sheeting as wastes containing or contaminated with POPs when appropriate;
(j) In the handling of wastes of articles and products containing POPs, care should be taken
not to release POPs into the environment from such wastes; and
(jk) Training staff in the correct methods of handling POP wastes.
The management of solid waste streams (i.e. waste streams of articles and products containing
POPs) should, as appropriate, include the following recommended practices:
(a) A set of best practice procedures should be prepared by each organization that handles
POP wastes and workers should be trained in the procedures;
(b) In the handling of POP-containing wastes, care should be taken not to release POPs into
the environment from articles and products;
(c) During the treatment of waste, appropriate measures should be taken to protect the human
health and the environment from potential exposure to POPs; and
(d) The waste streams containing POPs should be kept separated from those waste streams
that do not contain POPs to facilitate environmentally sound waste management
2. Collection
117. Although large industries may be responsible for the proper management of the POP wastes that
they generate or own, many smaller entities also possess such wastes. The POP waste possessed by
small entities may, in addition to wastes from articles and products containing POPs (see para 121119
below), include household- or commercial-size pesticide containers, PCB fluorescent light ballasts,
small containers of pentachlorophenol-based wood preservatives with PCDD and PCDF contamination,
small amounts of “pure” POPs in laboratories and research facilities, and pesticide-coated seeds used in
agricultural and research settings. To deal with this scattered assortment of hazardous wastes, many
governments have established depots where small quantities of these wastes can be deposited by the
owner at no charge or for a nominal fee. These depots may be permanent or temporary in nature, or may
be located at existing commercial hazardous waste transfer stations. Waste-collection depots and
transfer stations may be set up on a regional basis by groups of countries or may be provided by a third
party to a developing country.
118. Care should be taken in establishing and operating waste collection programmes, depots and
transfer stations:
(a) To advertise the programme, depot locations and collection time periods to all potential
holders of POP wastes;
Formatted: Highlight
UNEP/CHW.14/INF/9
31
(b) To allow enough time of operation of collection programmes for the complete collection
of all potential POP wastes;32
(c) To include, to the extent practical, all POP wastes in the programme;
(d) To make acceptable containers and safe-transport materials available to waste owners for
those waste materials that may need to be repackaged or made safe for transport;
(e) To establish simple, low-cost mechanisms for collection;
(f) To ensure the safety both of those delivering waste to depots and workers at the depots;
(g) To ensure that the operators of depots are using an accepted method of disposal;
(h) To ensure that the programme and facilities meet all applicable legislative requirements;
and
(i) To ensure the separation of POP wastes from other waste streams.
119. Solid POP waste streams (i.e. waste streams ofWastes from articles and products containing
POPs) should be collected separately from those wastes that do not contain POPs. Concerning waste
electrical and electronic equipment that contains plastics containing POP-BDEs or HBCD, see section
IV.F.2 of the POP-BDEs technical guidelines. Concerning HBCD wastes like The insulation materials,
packaging textile waste containing HBCD, see section IV.F.2 of the HBCD guidelines. Concerning
waste containing SCCPs like PVC plastics, see section IV.F.2 of the SCCP technical guidelines and
other solid waste containing POPs from households can be exempt when these wastes, depending on the
POPs content, are incinerated or otherwise managed according to section IV.G of these guidelines.
120. Waste electrical and electronic equipment (WEEE) may contain plastics containing POPs. For
further information, see section IV.F.2 of the POP-BDEs technical guidelines. In Europe, Technical
Specification (TS) 50625-3-1 Collection logistics treatment requirements for WEEE is currently under
development, describing a sampling method for WEEE.
121. CollectionsCollection depots should not become long-term storage facilities for solid POPs
wastes.
3. Packaging
119.122. POP wastes, whether hazardous or not, should be properly packaged for ease of transport and
as a safety measure to reduce the risk of leaks and spills.
120.123. Packaging of hazardous wastes falls into two categories: packaging for transport and
packaging for storage. Packaging for transport is often controlled by national dangerous goods
transportation legislation. For packaging specifications for transport, the reader should consult reference
materials published by IATA, IMO, UNECE, GHS and national governments.
121.124. Some general precepts for the packaging of liquid POP wastes for storage are as follows:
(a) POPs waste should be properly packaged before transport or storage; however, wastes
from products and articles containing POP-BDEs or HBCD that are typically used by consumers do not
need specific packaging;
(ab) Packaging that is acceptable for transport is, in most cases, suitable for storage, unless
more stringent storage requirements are specified;
(bc) Such wastes in their original product containers are generally safe for storage if the
packaging is in good condition;
(cd) POP wastes should never be stored in product containers that were not intended to contain
such wastes or that have labels on them that incorrectly identify their contents;
(de) Containers that are deteriorating or are deemed to be unsafe should be emptied or placed
inside a sound outer package (overpack). When unsafe containers are emptied, the contents should be
placed in appropriate new or refurbished containers. All new or refurbished containers should be clearly
labelled as to their contents;
(ef) Smaller containers can be packaged together in bulk by placing them in appropriate or
approved larger containers containing absorbent material;
32 Complete collection may require the depots to operate either continuously or intermittently over several years.
UNEP/CHW.14/INF/9
32
(fg) Out-of-service equipment containing POPs may or may not constitute suitable packaging
for storage. The determination of its safety should be made on a case-by-case basis.
Some general precepts for the packaging and containment of solid POP waste streams (i.e. waste
streams of articles and products containing POPs) for storage are as follows:
(a) Such waste should be properly packaged before storage or transport as a means to facilitate
transport and as a safety measure to reduce the risk of spills;
(b) Articles containing POPs are typically consumer products and do not need specific packaging
requirements.
4. Labelling33
122.125. Labelling or registration of products containing POPs may be a necessary measure in order to
effectively manage the products upon becoming wastes.
123.126. Labelling of POP wastes containers is a basic safety feature for liquid POP waste and
important for the success of any waste management system. Each waste container should be labelled to
identify the container (e.g., ID number), the chemical, and the POP present and its hazard level.
5. Transportation
124.127. POP wastes should be transported in an environmentally sound manner to avoid accidental
spills and to track their transport and ultimate destination appropriately. Before transport, contingency
plans should be prepared in order to minimize environmental impacts associated with spills, fires and
other emergencies that could occur during transport. During transportation, such wastes should be
identified, packaged and transported in accordance with the “United Nations Recommendations on the
Transport of Dangerous Goods: Model Regulations (Orange Book)”. PersonsIn case the waste
containing POPs is qualified as hazardous waste, persons transporting such wastes should be qualified
and certified as carriers of hazardous materials and wastes.
125.128. Transportation of dangerous goods and wastes is regulated in most countries and the
transboundary movement of wastes is controlled, in particular by the Basel Convention.
126.129. Companies transporting hazardous wastes within their own countries should be certified as
carriers of hazardous materials and wastes, and their personnel should be qualified.
127.130. Guidance on the safe transportation of hazardous materials can be obtained from IATA, IMO,
UNECE and ICAO.
6. Storage34
128.131. According to Annex IV, sections A and B, of the Basel Convention, storage (operations
D5D15 and R13) is a temporary operation that precedes other disposal operations. POP wastes, after
having been appropriately packaged (see subsection IV.F.3 on packaging) should be stored safely,
preferably away from drinking water winning areas, and in dedicated areas away from other materials
and wastes. However, they could be stored together with other wastes if they were destined for a similar
disposal operation as listed under section IV.G. Storage areas should be designed to prevent the release
of POPs into the environment by any route. Storage rooms, areas and buildings should be designed by
professionals with expertise in the fields of structural design, waste management and occupational
health and safety or can be purchased in prefabricated form from reputable suppliers as approved by the
authorities, as appropriate.
129.132. Where necessary, POP wastes should be segregated at the source to ensure appropriate
arrangements for collection, including the use of collection tanks, taking into account their hazardous
characteristics and the risk of exposure that they present.
130.133. Some basic principles of safe storage of liquid POP wastes are as follows:
(a) Storage sites inside multi-purpose buildings should be in a locked dedicated room or
partition that is not in an area of high use;
33 International standards have been developed for the proper labelling and identification of wastes. Guidelines on the proper labelling and identification
of hazardous materials have been produced by UNECE (2003b). See also FAO, 2001; UNEP, 2015h; and UNEP, UNIDO et al, 2012.
34 Further information can be found in Storage of Hazardous Materials: A Technical Guide for Safe Warehousing of Hazardous Materials (UNEP, 1993) and
Pesticide Storage and Stock Control Manual (FAO, 1996). For full references, see annex III (bibliography) below.
UNEP/CHW.14/INF/9
33
(b) Outdoor dedicated storage buildings or containers (shipping containers are often used for
storage) should be stored inside a lockable fenced enclosure;
(c) Separate storage areas, rooms or buildings may be required for each type of POP waste,
unless specific approval has been given for joint storage;
(d) Such wastes should not be stored at or near sensitive sites such as hospitals or other
medical care facilities, schools, residences, food processing facilities, animal feed storage or processing
facilities, agricultural operations, or facilities located near or within environmentally sensitive sites;
(e) Storage rooms, buildings and containers should be located and maintained in conditions
that minimize volatilization, including cool temperatures, reflective roofs and sidings, a shaded location,
etc. When possible, particularly in warm climates, storage rooms and buildings should be maintained
under negative pressure with exhaust gases vented through carbon filters, bearing in mind the following
conditions:
(i) Ventilating a site with carbon filtration of exhaust gases may be appropriate when
exposure to vapours of those who work at the site and those living and working in
the vicinity of the site is a concern;
(ii) Sealing and venting a site so that only well-filtered exhaust gases are released to
outside air may be appropriate when environmental concerns are paramount;
(f) Dedicated buildings or containers should be in good condition and made of hard plastic or
metal, not wood, fibreboard, drywall, plaster or insulation;
(g) The roofs of dedicated buildings or containers and the surrounding land should be sloped
to provide drainage away from the site;
(h) Dedicated buildings or containers should be set on asphalt, concrete or durable
(e.g., 6 mm) plastic sheeting;
(i) The floors of storage sites inside buildings should be concrete or durable (e.g., 6 mm
plastic sheeting). Concrete should be coated with a durable epoxy polymer;
(j) Storage sites should have fire alarm systems;
(k) Storage sites inside buildings should have (preferably non-water) fire suppression
systems. If the fire suppressant is water, then the floor of the storage room should be curbed and the
floor drainage system should not lead to the sewer or storm sewer or directly to surface water but should
have its own collection system, such as a sump;
(l) Liquid wastes should be placed in containment trays or in curbed, leak-proof areas. The
liquid containment volume should be at least 125 per cent of the liquid waste volume, taking into
account the space taken up by stored items in the containment area;
(m) Contaminated solids should be stored in sealed containers such as barrels or pails, steel
waste containers (lugger boxes) or in specially constructed trays or containers. Large volumes of
material may be stored in bulk in dedicated shipping containers, buildings or vaults so long as they meet
the safety and security requirements described herein;
(n) A complete inventory of such wastes in the storage site should be created and kept up to
date as waste is added or disposed of;
(o) The outside of the storage site should be labelled as a waste storage site;
(p) The site should be subjected to routine inspection for leaks, degradation of container
materials, vandalism, integrity of fire alarms and fire suppression systems and general status of the site;.
(q) The storage area for POP wastes should have reasonable access roads for transportation
vehicles.
Some basic principles for the safe storage of solid waste streams (i.e. waste streams of articles
and products containing POPs) are as follows:
(a) POP wastes should be stored in designated sites, with appropriate measures taken to
prevent the scatter, the release, the underground seepage and the spread of odors;
(b) Appropriate measures, such as the installation of partitions or labelling, should be
taken to avoid contamination by POP waste;
(c) The storage area for POP wastes should have reasonable access roads for
transportation vehicles.

UNEP/CHW.14/INF/9
34
G. Environmentally sound disposal
134. The methods for destruction or irreversible transformation of the POP content of wastes with a
POP content at or above the defined low POP content are described in subsection 2. The methods for
disposal other than destruction or irreversible transformation of the POP content of wastes with a POP
content at or above the defined low POP content, when destruction or irreversible transformation does
not represent the environmentally preferable option, are described in subsection 3.
135. The methods for disposal other than referred to above for wastes with a POP content below the
defined low POP content are described in subsection 4.
1. Pre-treatment35
131.136. This section presents some of the pre-treatment operations that may be required for the proper
and safe operation of the disposal technologies described in subsections 2 and 3 below. There are other
pre-treatment operations that may be applied. Pre-treatment operations prior to disposal in accordance
with subsections IV.G.2 and IV.G.3 should be performed only if the POPs that are isolated from the
waste during pre-treatment are subsequently disposed of in accordance with subsection IV.G.2. When
only part of a product or waste, such as waste equipment, contains or is contaminated with POPs, it
should be separated and then disposed of as specified in subsections IV.G.1–4, as appropriate.
(a) Adsorption and absorption
132.137. “Sorption” is the general term for both absorption and adsorption processes. Sorption is a
pre-treatment method in which solids are used for removing substances from liquids or gases.
Adsorption involves the separation of a substance (liquid, oil, gas) from one phase and its accumulation
at the surface of another (activated carbon, zeolite, silica, etc.). Absorption is the process whereby a
material transferred from one phase to another interpenetrates the second phase; for example, when
contaminants are transferred from liquid phase onto granular activated carbon (GAC). GAC is widely
applied in the removal of organic contaminants in wastewaters because of its effectiveness, versatility
and relatively low-cost.
133.138. Adsorption and absorption processes can be used to extract contaminants from aqueous wastes
and from gas streams. The concentrate and the adsorbent or absorbent may require treatment prior to
disposal.
(b) Blending
134.139. The blending of waste to create a homogeneous feedstock prior to waste treatment may be
appropriate in order to enable treatment or to optimize treatment efficiency. However, the blending of
wastes with POP contents above a defined low POP content with other materials for the purpose of
generating a mixture with a POP content at or below the defined low POP content is not
environmentally sound.
(c) Desorption
135.140. Desorption includes chemical desorption and thermal desorption. Thermal desorption (e.g.,
through vacuum thermal recycling or the use of a toroidal bed reactor or a liquid waste pre-heater) is a
technology that utilizes heat to increase the volatility of contaminants such that they can be removed
(separated) from a solid matrix (typically soil, sludge or filter cake). Direct fired and indirect fired
desorbers exist. Thermal desorption processes are also categorized into high temperature thermal
desorption (HTTD) and low-temperature thermal desorption (LTTD) processes. In HTTD, wastes are
heated between 320cC and 550cC and in LTTD between 90cC and 350cC. LTTD, also known as low-
temperature thermal volatilization, thermal stripping and soil roasting is used for volatile and semi-
volatile compounds and elements (most commonly light petroleum hydrocarbons) from contaminated
media (most commonly excavated soils). Such processes have been used for the decontamination of
non-porous surfaces of electrical equipment, such as transformer carcasses that formerly contained
PCB-containing dielectric fluids, or fluorescent lamps that contained mercury. Thermal desorption of
POP wastes may result in the unintentional formation of POPs which may require additional treatment
of treated waste or off-gas released.
35 Further information on pre-treatment can be found in the Basel technical guidelines on hazardous wastes-
Physico-Chemical Treatment/Biological Treatment. UNEP, 2000a.
UNEP/CHW.14/INF/9
35
(d) Dewatering
136.141. Dewatering is a pre-treatment process in which water is partially removed from the wastes to
be treated. Dewatering can be employed for disposal technologies that are not suitable for aqueous
wastes. For example, water will react explosively with molten salts or sodium. Depending on the nature
of the contaminant, the resulting vapours may require condensation or scrubbing and further treatment.
(e) Dismantling/disassembling
137.142. Dismantling or disassembling is a pre-treatment in which equipment, components or
assemblies are taken apart to separate materials to increase options for reuse, refurbishment, recycling,
recovery and final disposal.
(f) Dissolution
138.143. Pre-treatment by which a waste (liquid, solid or gas) is dissolved into a solvent.
(g) Distillation
139.144. A process which separates a solvent from a mixture by applying thermal energy and vaporising
components and then condensing that vapour in a subsequent stage. Through this process, the solvent is
separated, thereby allowing for subsequent recovery of the solvent and the reduction of the volume of
waste destined for final disposal using other processes.
(h) Drying
140.145. Drying is a pre-treatment that removes water or a solvent by evaporation from a solid, semi-
solid or liquid waste. In general, a gas stream, e.g., air, applies the heat by convection and carries away
the vapor as humidity. Vacuum drying can also be used when heat is supplied by conduction or
radiation (or microwaves), while the vapor produced can be removed with a vacuum system.
(i) Mechanical separation
141.146. Mechanical separation can be used to remove larger-sized debris from the waste stream or for
technologies that may not be suitable for both soils and solid wastes.
(j) Membrane filtration
142.147. Membrane filtration is a thin film separation of two or more components in a liquid and is used
as an option for conventional wastewater treatment. It is a pressure- or vacuum-driven separation
process in which contaminants may be rejected by an engineered barrier, primarily through a size-
exclusion mechanism. Different classifications of membrane treatment applicable to POPs include
nanofiltration and reverse osmosis.
(k) Mixing
143.148. Mixing materials, without blending, prior to waste treatment may be appropriate in order to
enable treatment or to optimize treatment efficiency. However, the mixing of wastes with POP contents
above a defined low POP content with other materials (including other waste with POP content below
the defined low POP content) solely for the purpose of generating a mixture with a POP content at or
below the defined low POP content is not environmentally sound.
(l) Oil-water separation
144.149. Some treatment technologies are not suitable for aqueous wastes, while others are not suitable
for oily wastes. Oil-water separation can be employed in these situations to separate the oily phase from
the water. Both the water and the oily phase may be contaminated after separation and both may require
treatment.
(m) pH adjustment
145.150. Some treatment technologies are most effective over a defined pH range and in these situations
alkali, acid or CO2 are often used to control pH levels. Some technologies may also require pH
adjustment as a post-treatment step.

UNEP/CHW.14/INF/9
36
(n) Sedimentation
146.151. Sedimentation is a physical process whereby particles settle by gravity. Chemical agents can
be added to facilitate the settling process.
(o) Size reduction
147.152. Some technologies can be used to process wastes only within a certain size limit. For example,
some technologies may be used to handle POP-contaminated solid wastes only if they are less than 200
mm in diameter. Size reduction can be used in these situations to reduce the waste components to a
defined diameter. Size reduction can include crushing, shearing and grinding. Other disposal
technologies require slurries to be prepared prior to injection into the main reactor. It should be noted
that facilities may become contaminated when reducing the size of POP wastes. Precautions should
therefore be taken to prevent subsequent contamination of POP-free waste streams.
(p) Solvent washing
148.153. Solvent washing can be used to remove POPs from electrical equipment such as capacitors and
transformers. This technology has also been used for the treatment of contaminated soil and sorption
materials used in adsorption or absorption pre-treatment.
(q) Stabilization and solidification
149.154. Stabilization and solidification are to be used in conjunction for them to be environmentally
sound. The stabilization of waste refers to the chemical conversion of the hazardous constituents in the
waste to less soluble, mobile or toxic materials. The solidification of waste refers to changes in the
physical properties of the waste to increase its compressive strength, decrease its permeability and
encapsulate its hazardous constituents. Many waste streams require pre-treatment or special additives
prior to stabilization and solidification. Applicability trials and durability tests prior to both stabilization
and solidification are advisable.
(r) Vaporization
150.155. The conversion of liquid or solid substances into a gaseous state prior to waste treatment may
be appropriate in order to enable or optimize treatment efficiency.
(s) Volume reduction
151.156. The reduction of waste volume through compression or compaction to make the waste more
condensed may be appropriate to facilitate waste handling, transport, storage and disposal.
For polystyrene foam (EPS and XPS) wastes containing HBCD, a series of pre-treatment steps
can be applied to separate HBCD from polystyrene for subsequent destruction of the POP. The relevant
pre-treatments operations include volume reduction, size reduction, dissolution, sedimentation, and
distillation. In the case of XPS waste containing HBCD and which may also contain ozone depleting
substances controlled by the Montreal Protocol on Substances That Deplete the Ozone Layer, measures
should be taken to prevent the release of ODS to the environment during these pre-treatment operations.
2. Destruction and irreversible transformation methods
152.157. The following disposal operations, as provided for in Annex IV, sections A and B, of the Basel
Convention, should be permitted for the purpose of destruction and irreversible transformation of the
POP content in wastes when applied in such a way as to ensure that the remaining wastes and releases
do not exhibit the characteristics of POPs:
(a) D9: Physico-chemical treatment;
(b) D10: Incineration on land;
(c) R1: Use as a fuel (other than in direct incineration) or other means to generate energy;
and
(d) R4: Recycling/reclamation of metals and metal compounds, but restricted to activities of
primary and secondary metallurgy described in (k) below.
153.158. POPs that are isolated from a waste stream during pre-treatment should subsequently be
disposed of in accordance with operations D9 and D10.
Commented [HBCD IG8]: As paragraph 157 was
removed by the author, we recommend including a
reference to the Technical Guidelines on HBCD for
polystyrene foam (EPS and XPS) wastes containing
HBCD.
UNEP/CHW.14/INF/9
37
159. Subsections (a) to (k) below describe commercially available operations for the environmentally
sound destruction and irreversible transformation of the POP content in wastes that are capable of
achieving the levels of destruction and irreversible transformation referred to in section III.B.36 Table 4
below provides an overview of these operations [whereby the contents in this table on POPs reflects the
information from the paragraphs on waste types, in the subsections (a) to (k)].)]. Table 4 should be used
in conjunction with the following subsections to gain a more fulsome understanding of the many factors
to consider before making decisions concerning the use of destruction and irreversible transformation
methods. It should be noted that pertinent national legislation applyapplies to these operations and that
the operations should be used in accordance with the BAT and BEP standards developed under the
Stockholm Convention, as presented in the Guidelines on best available techniques and provisional
guidance on best environmental practices relevant to Article 5 and Annex C of the Stockholm
Convention on Persistent Organic Pollutants (UNEP, 2007). Consequences of not conducting the
operations according to the standards outlined in the BAT and BEP guidance can lead to the formation
and release of POPs into the environment.37
160. Available information on the technologies, especially for more recent ones, is constantly
evolving. Each facility operator may determine if an appropriate level of destruction and irreversible
transformation will be achieved using a particular technology in given conditions.
154.161. Emerging technologies are not described in this subsection because their commercial
availability and their performance with regard to destruction and irreversible transformation of POPs are
not documented.
162. For assessing the performance of the operations in subsections (a) to (k) below, a minimum DE
of 99.999 per cent, with 99.9999 per cent of DRE as a supplement requirement where applicable,
provides practical benchmark parameters for assessing disposal technology performance. Higher
demonstrated DEs may be preferred on a case-by-case basis. DE and DRE should be used together to
demonstrate a level of destruction and irreversible transformation; Aas neither DE nor DRE take into
account the potential transformation of the original POP to an unintentionally produced POP, potential
releases of unintentionally produced POPs should be considered when choosing a particular operation.
36 Further information regarding these current and emerging technologies can be found in: UNEP, 2004a; volumes A and B of UNEP, 2002a
(currently being updated) and at STAP, 2011; UNEP, 2007. For full references, see annex III (bibliography) below.
37 For example, a contamination of the food chain in the surrounding of a cement kiln co-incinerating HCB wastes
and a hazardous waste incinerator that incinerated HCB wastes have occurred (Weber et al. (2015).
Formatted: Highlight
Commented [EU/MS9]: According to our
understanding, this text has been agreed in the SIWG
meeting in October 2018; the square brackets should
therefore be lifted.
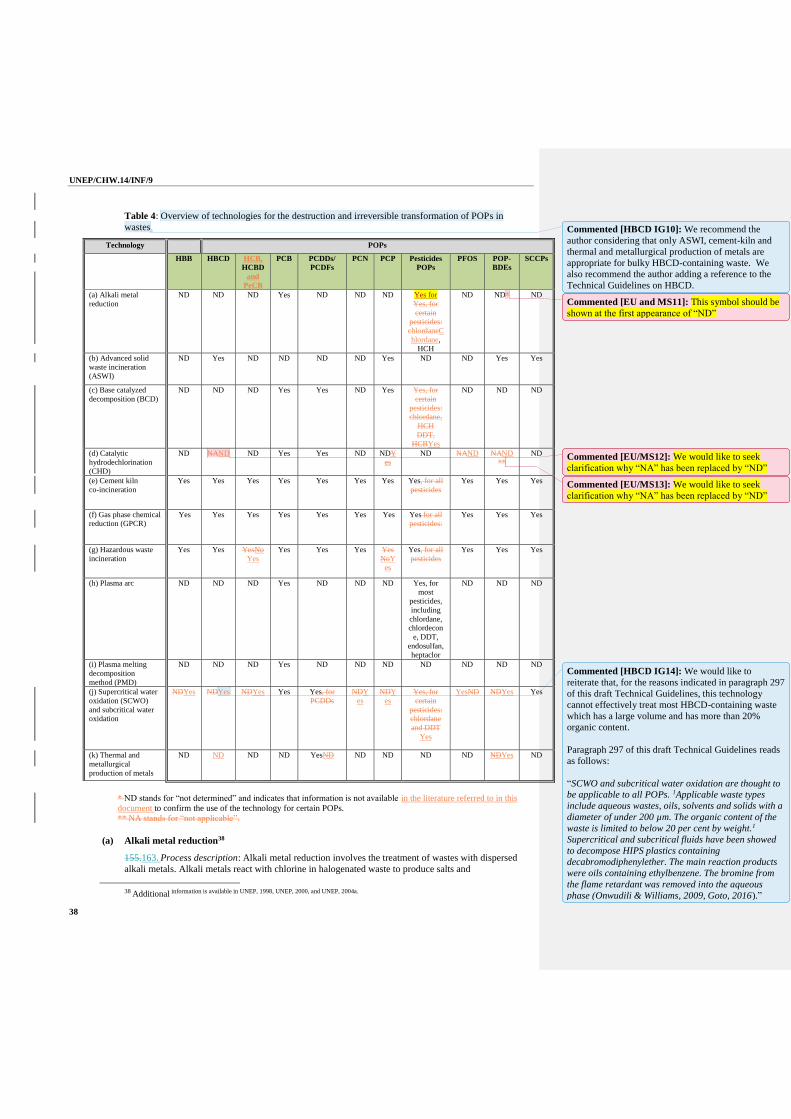
UNEP/CHW.14/INF/9
38
Table 4: Overview of technologies for the destruction and irreversible transformation of POPs in
wastes.
Technology POPs
HBB HBCD HCB,
HCBD
and
PeCB
PCB PCDDs/
PCDFs
PCN PCP Pesticides
POPs
PFOS POP-
BDEs
SCCPs
(a) Alkali metal
reduction
ND ND ND Yes ND ND ND Yes for
Yes, for
certain
pesticides:
chlordaneC
hlordane,
HCH
ND ND* ND
(b) Advanced solid
waste incineration
(ASWI)
ND Yes ND ND ND ND Yes ND ND Yes Yes
(c) Base catalyzed
decomposition (BCD)
ND ND ND Yes Yes ND Yes Yes, for
certain
pesticides: chlordane,
HCH
DDT,
HCBYes
ND ND ND
(d) Catalytic
hydrodechlorination
(CHD)
ND NAND ND Yes Yes ND NDY
es
ND NAND NAND
**
ND
(e) Cement kiln
co-incineration
Yes Yes Yes Yes Yes Yes Yes Yes, for all
pesticides
Yes Yes Yes
(f) Gas phase chemical reduction (GPCR)
Yes Yes Yes Yes Yes Yes Yes Yes for all pesticides:
Yes Yes Yes
(g) Hazardous waste
incineration
Yes Yes YesNo
Yes
Yes Yes Yes Yes
NoY
es
Yes, for all
pesticides
Yes Yes Yes
(h) Plasma arc ND ND ND Yes ND ND ND Yes, for
most
pesticides,
including
chlordane, chlordecon
e, DDT,
endosulfan,
heptaclor
ND ND ND
(i) Plasma melting
decomposition
method (PMD)
ND ND ND Yes ND ND ND ND ND ND ND
(j) Supercritical water
oxidation (SCWO)
and subcritical water oxidation
NDYes NDYes NDYes Yes Yes, for
PCDDs
NDY
es
NDY
es
Yes, for
certain
pesticides: chlordane
and DDT
Yes
YesND NDYes Yes
(k) Thermal and
metallurgical
production of metals
ND ND ND ND YesND ND ND ND ND NDYes ND
* ND stands for “not determined” and indicates that information is not available in the literature referred to in this
document to confirm the use of the technology for certain POPs.
** NA stands for “not applicable”.
(a) Alkali metal reduction38
155.163. Process description: Alkali metal reduction involves the treatment of wastes with dispersed
alkali metals. Alkali metals react with chlorine in halogenated waste to produce salts and
38 Additional information is available in UNEP, 1998, UNEP, 2000, and UNEP, 2004a.
Commented [HBCD IG10]: We recommend the
author considering that only ASWI, cement-kiln and
thermal and metallurgical production of metals are
appropriate for bulky HBCD-containing waste. We
also recommend the author adding a reference to the
Technical Guidelines on HBCD.
Commented [EU and MS11]: This symbol should be
shown at the first appearance of “ND”
Commented [EU/MS12]: We would like to seek
clarification why “NA” has been replaced by “ND”
Commented [EU/MS13]: We would like to seek
clarification why “NA” has been replaced by “ND”
Commented [HBCD IG14]: We would like to
reiterate that, for the reasons indicated in paragraph 297
of this draft Technical Guidelines, this technology
cannot effectively treat most HBCD-containing waste
which has a large volume and has more than 20%
organic content.
Paragraph 297 of this draft Technical Guidelines reads
as follows:
“SCWO and subcritical water oxidation are thought to
be applicable to all POPs. 1Applicable waste types
include aqueous wastes, oils, solvents and solids with a
diameter of under 200 µm. The organic content of the
waste is limited to below 20 per cent by weight.1
Supercritical and subcritical fluids have been showed
to decompose HIPS plastics containing
decabromodiphenylether. The main reaction products
were oils containing ethylbenzene. The bromine from
the flame retardant was removed into the aqueous
phase (Onwudili & Williams, 2009, Goto, 2016).”
UNEP/CHW.14/INF/9
39
non-halogenated waste. Typically, the process operates at atmospheric pressure and at temperatures of
between 60°C and 180°C.39 Treatment can take place either in situ (e.g., in the case of
PCB-contaminated transformers), or ex situ in reaction vessels. There are several variations of this
process (Piersol, 1989). Although potassium and potassium-sodium alloy have been used as reducing
agents, metallic sodium is the most commonly used reducing agent. The information discussed in the
remainder of this subsection is based on experiences with the use of metallic sodium.
156.164. Efficiency: Destruction efficiencies (DEs) of more than 99.999 per cent and destruction
removal efficiencies (DREs) of 99.9999 per cent have been reported for chlordane, HCH and PCBs
(Ministry of Environment of Japan, 2004). The sodium reduction process has also been demonstrated to
meet regulatory criteria in Australia, Canada, Japan, South Africa, the United States of America and the
European Union for PCB transformer oil treatment, i.e., less than 2 mg/kg in solid and liquid residues
(UNEP, 2004b).
157.165. Waste types: Sodium reduction has been demonstrated with PCB-contaminated oils containing
concentrations up to 10,000 mg/kg. Some vendors have claimed that this process is capable of treating
whole capacitors and transformers (UNEP, 2004a). It is also reported that alkali metal reduction is
applicable to chlordane and HCH as waste pesticides (Ministry of the Environment of Japan, 2004).
158.166. Pre-treatment: Ex-situ treatment of PCBs can be performed following solvent extraction of
PCBs. Treatment of whole capacitors and transformers could be carried out following size reduction
through shearing. Pre-treatment should include dewatering by phase separation, evaporation, or other
method (UNIDO, 1987) to avoid explosive reactions with metallic sodium. Equipment should be
washed with organic solvents. Similarly, the POPs that are in a solid or adsorbed form would need to be
dissolved to the required concentration or extracted from their matrices (Piersol, 1989 and UNEP,
2004a).
159.167. Emissions and residues: Air emissions include nitrogen and hydrogen gas. Emissions of
organic compounds are expected to be relatively minor (Piersol, 1989). It has been noted, however, that
PCDDs and PCDFs can be formed from chlorophenols under alkaline conditions at temperatures as low
as 150°C (Weber, 20042004b). Residues produced during the process include sodium chloride, sodium
hydroxide, polyphenyls and water. In some variations, a solidified polymer is also formed (UNEP,
2000). According to UNEP (2006d) emissions of dioxin (PCDD), furan (PCDF) and dioxin-like PCBs
to air and water were very low, in the order of <0.002 ng TEQ/m3N in air and 0.00005–0.0001 ng
TEQ/L in waste water. Levels in solid residues were also low (1.7–54 µg/kg for PCB and 0.0018 µg
TEQ/kg for PCDD/PCDF/dioxin-like PCBs).
160.168. Release control and post-treatment: After a reaction, the resulting by-products can be
separated out from the oil through a combination of filtration and centrifugation. The decontaminated
oil can be reused, the sodium chloride can either be reused or disposed of in a landfill, and the solidified
polymer can be disposed of in a landfill (UNEP, 2000), with no or minimal post-treatment required.
Depending on the technology used, the combination of filtration and centrifugation can include off-gas
treatment and neutralization or conservation of residuals. The excess sodium, if not neutralized, may
need to be recovered. Liquid products, if not reused, and solidified polymeric products should be
usually burnt in incinerators, and inorganic salts would require disposal. Minor quantities of volatile
organic compounds in emissions can be captured with the use of activated carbon (UNIDO, 2007).
161.169. Energy requirements: Immediate energy requirements are expected to be relatively low owing
to the low operating temperatures associated with the sodium reduction process.
162.170. Material requirements: Sodium is required to operate this process (UNEP, 2004a).
163.171. Portability: The process is available in transportable and fixed configurations (UNEP, 2000).
164.172. Health and safety: Dispersed metallic sodium can react violently and explosively with water,
presenting a major hazard to operators. Metallic sodium can also react with a variety of other substances
to produce hydrogen, a flammable gas that is explosive in admixture with air. Great care must be taken
in the process design and operation to exclude any water (and certain other substances, e.g., alcohols)
from the waste and to prevent any contact of water (or certain other substances) with the metallic
sodium.
165.173. Capacity: Mobile facilities are capable of treating 15,000 litres per day of PCB-contaminated
transformer oils (UNEP, 2000).
166.174. Other practical issues: Sodium reduction used for in-situ treatment of PCB-contaminated
transformer oils may not destroy all the PCBs contained in the porous internals of the transformer.
39 Ariizumi et al, 1997.
UNEP/CHW.14/INF/9
40
Some authors have noted that there is a lack of information on the characterization of residues (UNEP,
2000).
167.175. State of commercialization: Alkali metal reduction has been used commercially for about
25 years and is still in use today. In Japan, three commercial-scale facilities were installed in 2004,
2005 and 2009 and are currently in operation (JESCO, 2009a; JESCO, 2009b; JESCO, 2013). Plants are
also in France, Spain and Iran, Russian Federation, and Spain.
(b) Advanced Solid Waste Incineration (ASWI)
176. Process description: There are many different types of municipal waste incinerators and not all
municipal waste incinerator technologies or facilities are able to properly destroy POPs in waste.
Advanced solid waste incinerators are designed to safely treat the contaminants present in municipal
solid waste (MSW) and similar commercial and industrial waste, usually in grate furnaces operating at
high temperatures, and incorporating state-of-the-art pollution-control methods. Advanced solid waste
incineration processes involve maintaining a minimum temperature of 850˚C in the combustion
chamber(s) with a residence time in the gas phase of at least two seconds. There are also incineration
facilities dedicated to wood waste that are able to incinerate wood waste containing or contaminated
with PCP under similar conditions as described above (European Commission, 2011)., SEPA 2009), but
the available data suggests the temperature should be 910-1025˚C. The conditions and operating
requirements of the processes described above should be stringent and meet the levels of destruction
and irreversible transformation set out in subsection IV.G.2. Some countries have included such
requirements in their national legislation.40
177. There are also incineration facilities dedicated to wood waste that are able to incinerate wood
waste containing or contaminated with PCP. PCP treated wood combusted at 910-1025°C resulted in no
detectable chemicals in the off-gas (European Commission, 2011). According to the Swedish
Environmental Protection Agency (2009), the controlled combustion conditions under which most
wood and wood based materials are incinerated in Sweden destroy dioxins and other chlorinated
aromatic substances in the treated timber., SEPA 2009), but the available data suggests the temperature
should be 910-1025˚C.
177bis. The conditions and operating requirements of the processes described in paragraphs 176 and
177 above should be stringent and meet the levels of destruction and irreversible transformation set out
in subsection IV.G.2. Some countries have included such requirements in their national legislation. 41
168.178. In order to properly destroy the HBCD contained in waste a temperature higher than 850˚C is
necessary. In the case of a full scale test trial of the treatment of polystyerene foam (EPS and XPS)
waste containing HBCD in the Würzburg Municipal Solid Waste Incinerator (Germany), where the
input contained 1-2 weight-per cent of such foam waste containing 6,000 to 21,000 mg/kg of HBCD,
the necessary combustion temperature was 900–1,000°C (Mark et al, 2015). Similarly, PBDEs have
been found in bottom ashes from combustion of MSW indicating that PBDE is not completely
destroyed (Wang et al 2010) in the combustion chamberIn the case of a full scale test trial of the
treatment of e-waste in the Tamara Municipal Solid Waste Incinerator (Germany), where the input
contained 20.5-3.51% of bromine including POP-BDEs, the temperature was 1,000°C (Vehlow, et al.,
2002). These trial results were confirmed by a full scale facility study conducted in Norway, where total
input of brominated flame retardants was less than 500 g/h (Borgnes & Rikheim, 2005. 0, 5, 10 and
20% of brominated flame retardants containing waste containing brominated flame retardants was fed
into a municipal solid waste incinerator at levels of 0, 5%, 10% and 20% brominated waste
(corresponding to approximately 0.05, 0.1 and 0.2% bromine) (Borgnes & Rikheim, 2005). Increasing
the brominated waste content gave no significant increase in the emissions of chlorinated dioxins, or
either brominated and chlorinated/brominated dioxins in the study. The emission measurement results
indicate that the incineration efficiency and the operating conditions of the APC systems are of greater
importance to the resulting emission levels of dioxins, rather than the bromine content level. In the case
of incineration or co-incineration of hazardous waste with a content of more than 1 per cent of
halogenated organic substances expressed as chlorine, a temperature of at least 1,100˚C is required.
40 See EU Directive 2010/75/EU on industrial emissions, chapter 4. The directive succeeded Directive 2008/1/EC
(integrated pollution prevention and control) and is aimed at minimizing pollution from various industrial sources
throughout the European Union. Operators of industrial installations engaged in activities covered under Annex I to
the Directive are required to obtain an integrated permit from the authorities of EU countries. 41 See EU Directive 2010/75/EU on industrial emissions, chapter 4. The directive succeeded Directive 2008/1/EC
(integrated pollution prevention and control) and is aimed at minimizing pollution from various industrial sources
throughout the European Union. Operators of industrial installations engaged in activities covered under Annex I to
the Directive are required to obtain an integrated permit from the authorities of EU countries.
Formatted: Highlight
Formatted: Strikethrough, Highlight
Formatted: Strikethrough, Highlight
Formatted: Strikethrough, Highlight
Commented [EU and MS15]: Moved to para. 177bis
(and slightly amended) because this text should also
apply to para 177
Formatted: Strikethrough, Highlight

UNEP/CHW.14/INF/9
41
Cable waste (PVC) containing chlorinated paraffins was co-incinerated with ordinary municipal solid
waste in a municipal solid waste incineration plant in Hamburg. Chlorinated paraffins were completely
destroyed in the combustion chamber (~850 °C) (PE Europe GmbH, 2010).
169.179. During incineration, flue gases are released that contain most of the available fuel energy as
heat. The organic substances in the waste burn as soon as they reach the ignition temperature. It is noted
that it may be necessary to add other fuels in order to adjust the temperature during incineration as well
as during the starting up and shutting down of furnaces.
170.180. It should be noted that residual waste typically contains small amounts of heavy metals,
sulphur and chlorine and may contain small amounts of flame retardants in plastic or textile waste.
These substances are found in practically all fractions of residual waste and in a variety of chemical
compounds. For this reason, the requirements for technical systems ensuring safe residual waste
treatment are highly complex.42
171.181. The guidance on BAT/BEP developed by the Stockholm Convention relevant to Article 5 and
Annex C should be used and applied to this technology (UNEP, 2007).
172.182. Efficiency: Under appropriate combustion conditions, organic compounds are destroyed during
incineration.43 Reports by the Technology and Economic Assessment Panel (TEAP) of the Montreal
Protocol on Substances that Deplete the Ozone Layer, in particular a 2002 report of the TEAP Task
Force on Destruction Technologies (TFDT), has shown the high destruction efficiency of ASWI for
halogenated substances such as CFCs and HCFCs in polystyrene foams.
173.183. In the full-scale test trial at the Würzburg Municipal Solid Waste Incinerator it was shown that
ASWI was able to destroy HBCD with a DE of 99.999 per cent for EPS and XPS foams.44 In a mass-
balance study using commercial scale industrial waste incineration plants (Kajiwara et al., 2017), DE of
99.999% was achieved with XPS/waste mixing ratios of up to approximately 3 % (w/w).n a pilot-scale
test in Japan, it was calculated that HBCDs were destroyed in the whole incineration process with DE of
more than 99.9999 for both of EPS and XPS (Takigami et al., 2016). Controlled combustion is
demonstrated to achieve a DE greater than 99.9 and 99.99 per cent for treated wood containing PCP.45
DE for PBDEs in ASWI was calculated at 99.99% (Borgnes and Rikheim, 2005, Mark et al., 2006).
174.184. Waste types: Advanced solid waste incinerators are designed to incinerate MSW, including
residual waste, but can also treat some waste from industry and commerce.46 A full-scale test trial
showed that an ASWI was suitable for the incineration of polystyrene foam (EPS and XPS) waste
containing HBCD.47 ASWI has been demonstrated to treat waste containing POP-BDEs (Borgnes &
Rikheim, 2005; Vehlow, 2002; OECD, 1998; European Commission, 2011).) as well as SCCPs (PE
Europe GmbH, 2010). Wood waste containing or contaminated with PCP can be incinerated in
incineration facilities dedicated to wood waste (European Commission, 2011, German Federal
Environment Agency, 2015).
175.185. Pre-treatment: Waste should be mixed in a bunker in order to keep its calorific value constant.
Volume reduction (crushing or shredding) is needed for bulky waste.
186. Emissions and residues: Emissions include carbon dioxide, water vapour, hydrogen chloride,
hydrogen fluoride, sulphur-dioxide and other oxides of sulphur, particulates, nitrogen oxides, total
organic carbon (TOC), PCDD/PCDF, heavy metals and carbon monoxide,48 and could also include
PBDD/PBDF (UNEP, 2007). Other emissions include hydrogen bromide and PXDD/PXDF (Mark et
al.,2015)49. Incinerators applying BAT that, inter alia, are designed to operate at high temperatures, to
minimize the reformation of PCDDs and PCDFs and to remove PCDD and PCDF (e.g., with the use of
activated carbon filters) have led to very low PCDD and PCDF emissions to air and discharges to
water.50 Increasing the brominated waste content caused no significant increase in the emissions of
chlorinated dioxins, or either brominated and chlorinated/brominated dioxins (Borgnes & Rikheim,
2005). The emission measurement results indicate that the incineration efficiency and the operating
42 See Austrian Federal Ministry of Agriculture, Forestry, Environment and Water Management, 2010. 43 See BiPRO GmbHEuropean Commission, 2005. 44 See Mark et al., 2015.
45 European Commission, 2011, Lee & Valenti, 1998, respectively. 46 See European Commission, 2006. 47 See Mark et al., 2015. 48 See European Commission, 2006. 49 See Mark et al., 2015. 50 See UNEP, 2001.
Commented [CEWEP16]: This sentence makes no
sense if this is deleted.

UNEP/CHW.14/INF/9
42
conditions of the air pollution control systems are of greater importance to the resulting emission levels
of dioxins, rather than the bromine content level.
176.187. Brominated flame retardants have been found in the bottom and fly ash of the incineration
plants. Wang et al. (2010) found PBDEs (78 ng/g) PBDEs were found in bottom ash when BFRs containing waste iswas
incinerated (Wang et al. 2010). The fly ashes in Wang´s study contained substantially lower concentrations of PBDEs than the
bottom ash. In the mass flow analysis of HBCD destruction in commercial-scale industrial waste
incineration plants, a large part of undecomposed HBCD ended up in the bottom ash (Kajiwara et al.,
2017).
177.188. In residues, PCDDs and PCDFs are mainly found in fly ash and flue gas cleaning residues, in
the range from 0.0008 to 35 ng TEQ/g, while bottom ash (representing the largest mass flow of residues
from waste incineration) and scrubber water sludge contain a comparably small amount of PCDDs and
PCDFs.51 According to the facility study conducted in Norway, emission to air of polybrominated
diphenyl ethers was 3,5 ng/Nm3 (Borgnes & Rikheim, 2005).
178.189. Release control and post-treatment: Process gases usually require treatment to remove
hydrogen chloride and fluoride, sulphur and nitrogen oxides, heavy metals and particulate matter, and to
prevent the formation of, or remove, unintentionally produced POPs. This can be achieved through the
combined use of cleaning equipment, including electrostatic precipitators, fabric filters, scrubbers,
selective catalytic or non-catalytic reduction, and carbon adsorption. Depending upon their
characteristics including POPs concentrations, bottom and fly ashes may require disposal within a
specially engineered landfill or permanent storage in underground mines and formations, or may be
used for backfilling in salt mines.52
179.190. Energy requirements: The amount of combustion fuel required depends on the composition of
the waste to be treated and the flue gas treatment technologies to be applied.
180.191. Material requirements: Material requirements may include lime, sodium bicarbonate,
activated carbon and other suitable materials for the removal of acid gases and other pollutants.
181.192. Portability: ASWI facilities are fixed units.
182.193. Health and safety: To ensure that appropriate health and safety measures are taken, ASWI
facilities should be designed and operated in accordance with to the relevant chapters of EU Directive
2010/75/EU on industrial emissions (integrated pollution prevention and control) and the European
Commission Best Available Techniques Reference Document (BREF) on Waste Incineration (See
section 2.8.5 on “overview of safety devices and measures.”) (European Commission, 2006)
183.194. Capacity: Each ASWI facility can treat between 30,000 and more than 1,000,000 tonnes of
waste per year. Due to the high volume of HBCD-containing PS foams (which have a high volume and
densities between 15 and 40 kilogram/cubic meters), the use of 1-2 per cent by weight of such foams,
which corresponds to about 15 per cent to 30 per cent by volume, is recommended (Mark et al, 2015).
184.195. Other practical issues: There are no practical issues to report at this time.
185.196. State of commercialization: There is a long history of experience with municipal waste
incineration.53 Currently, some ASWI facilities are operating in Europe.
(c) Base-catalysed decomposition (BCD)54
186.197. Process description: The BCD process involves treatment of wastes in the presence of a
reagent mixture consisting of a hydrogen-donor oil, an alkali metal hydroxide and a proprietary catalyst.
When the mixture is heated to above 300 °C, the reagent produces highly reactive atomic hydrogen. The
atomic hydrogen reacts with the waste to remove constituents that confer toxicity to the compounds.
187.198. Efficiency: DEs of 99.99–99.9999 per cent have been reported for DDT, HCB, PCBs, PCDDs
and PCDFs (UNEP, 2000), HCH and PCP (UNEP, 2004c). DEs greater than 99.999 per cent and DREs
greater than 99.9999 per cent have also been reported for chlordane and HCH (Ministry of the
Environment of Japan, 2004). It has also been reported that reduction of chlorinated organics to less
than 2 mg/kg is achievable (UNEP, 2001).
51 See BiPRO GmbHEuropean Commission, 2005. 52 See European Commission, 2006. 53 See European Commission, 2006. 54 Additional information is available from CMPS&F – Environment Australia, 1997; Costner, Luscombe and Simpson, 1998; Danish Environmental
Protection Agency (EPA), 2004; Rahuman, Pistone, Trifirò and Miertu, 2000; UNEP, 1998; UNEP, 2001; UNEP, 2004a; and Vijgen, 2002.
Commented [CEWEP17]: We would like to suggest to add more relevant and factual information from this study: “The EF of PBDEs in flue gas (84.5 μg/ton-waste)
estimated in this study were 2 to 21 times lower than
that determined from e-waste (e.g., waste TV housing)
incineration processes in Japan (1200 to 1800 μg/ton)
and were rather small when compared to those from
other processes (including manufacturing of PBDEs,
dismantling and crushing, textile processing, and
plastics processing) (Sakai et al., 2006). Furthermore,
PBDEs were identified in the stack flue gases of sinter
plants revealed that PBDEs can form during the
combustion processes through the similar formation
conditions of PCDD/Fs (Wang et al., 2010b). It has
been indicated that the metallurgical facilities are not
only important PCDD/F but also significant PBDD/F
and PBDE emission sources to the environment. Since
the total emission factor of PBB in the whole MSWI
(12.4 μg/ton-waste) was lower than those from the
processes mentioned above, the influence of PBB
emissions form the investigated MSWI to the
environment should be minor.”
Commented [CEWEP18]: We would like to suggest to add more relevant and factual information from this study: “At all the plants, the HBCD DEs exceeded the value of 99.999% recommended by the Basel Convention technical guidelines, and the DEs for five of the nine plants exceeded 99.9999%. The highest DE (99.999998%) was obtained at Plant H, which has a fluidized-bed furnace and the lowest combustion temperature (880 °C) among all the test plants. This series of incineration tests demonstrated that HBCDs could be efficiently decomposed when end-of-life XPS insulation foam was co-incinerated with ordinary industrial wastes at XPS/waste mixing ratios of up to 3 wt %, which is equivalent to HBCDs concentration of 1,100 mg/kg in the source materials. Furthermore, the type of furnace, the
incineration temperature (880–1210 °C), the APC
system, and the mixing ratio had no practical impact on DEs under the test conditions.”

UNEP/CHW.14/INF/9
43
188.199. Waste types: BCD should be applicable to other POPs in addition to the ones listed in the
previous paragraph (i.e., DDT, PCBs, PCDDs and PCDFs) (UNEP, 2004a and Vijgen, 2002). BCD
should be capable of treating wastes with a high POP concentration, with demonstrated applicability to
wastes with a PCB content of above 30 per cent by weight (Vijgen, 2002). Although there have been
reports that the formation of salt within the treated mixture could limit the concentration of halogenated
material that could be treated with BCD, more recent reports suggest that this problem has been
overcome (see paragraph 202201210 below).
189.200. Pre-treatment: Soils may be treated directly. Different types of soil pre-treatment may be
necessary:
(a) Larger particles may need to be removed by sifting and crushed to reduce their size; or
(b) pH and moisture content may need to be adjusted.
190.201. Thermal desorption has also been used in conjunction with BCD to remove POPs from soils
prior to treatment. In these situations, the soil is pre-mixed with sodium bicarbonate prior to being fed
into the thermal desorption unit. Water will need to be evaporated from aqueous media, including wet
sludge, prior to treatment. Capacitors can be treated following size reduction through shredding. If
volatile solvents are present, as is the case with pesticides, they should be removed by distillation prior
to treatment (CMPS&F – Environment Australia, 1997).
191.202. Emissions and residues: Air emissions are expected to be relatively minor. The potential to
form PCDDs and PCDFs during the BCD process is relatively low. However, it has been noted that
PCDDs can be formed from chlorophenols under alkaline conditions at temperatures as low as 150 °C
(Weber, 20042004b). Other residues produced during the BCD reaction include sludge containing
primarily water, salt, unused hydrogen-donor oil and carbon residue. The vendor claims that the carbon
residue is inert and non-toxic. For further details, refer to the literature produced by BCD Group Inc.
According UNEP (2006d) levels of emissions of PCDD/PCDF to air in two different plants were <0.01
ng TEQ/m3N at a small plant treating 10kg/4 hours of high (10%) concentrations of PCB. In another
plant the residual amounts of PCDD/PCDF in the output oil were less than 0.016 ng TEQ/g and
hexachlorobenzene (HCB) <0.2 µg/g. Levels of PCDD/PCDF in the process off-gas (combined off-gas
from soil treatment and BCD reactors) ranged between 0.013 and 0.031 ng TEQ/m3N; for PCBs
between 0.005 and 0.0014 ng TEQ/m3N; for HCB between <6.7 and 187 ng/m3N; and for total∑ of
organochlorine pesticides, between 17 and 235 µg/m3N.
192.203. Release control and post-treatment: Depending on the type of hydrogen-donor oil used, the
slurry residue may be treated in different ways. If No. 6 fuel oil has been used, the sludge may be
disposed of as a fuel in a cement kiln. If more refined oils are used, these may be removed from the
sludge by gravity or centrifuge separation. The oils can then be reused and the remaining sludge can be
further treated for use as a neutralizing agent, or disposed of in a landfill (UNEP, 2004a). In addition,
BCD facilities are equipped with activated carbon traps to minimize releases of volatile organic
compounds in gaseous emissions.
193.204. Energy requirements: Energy requirements are expected to be relatively low owing to the low
operating temperatures associated with the BCD process.
194.205. Material requirements:
(a) Hydrogen-donor oil;
(b) Alkali or alkaline earth metal carbonate, bicarbonate or hydroxide, such as sodium
bicarbonate. The amount of alkali required is dependent on the concentration of the halogenated
contaminant contained in the medium (CMPS&F – Environment Australia, 1997). Amounts range from 1 per cent to
about 20 per cent by weight of the contaminated medium; and
(c) Proprietary catalyst amounting to 1 per cent by volume of the hydrogen donor oil.
195.206. The equipment associated with this process is thought to be readily available (Rahuman et al,
2000).
196.207. Portability: Modular, transportable and fixed facilities have been built.
197.208. Health and safety: In general, the health and safety risks associated with operation of this
technology are thought to be low, although a BCD facility in Melbourne, Australia, was rendered
inoperable following a fire in 1995. The fire is thought to have resulted from the operation of a storage
vessel without a nitrogen blanket. Some associated pre-treatments such as alkaline pre-treatment of
capacitors and solvent extraction present significant risks of fire and explosions, but those risks can be
minimized through the application of appropriate precautions (CMPS&F – Environment Australia, 1997).

UNEP/CHW.14/INF/9
44
198.209. Capacity: BCD can process up to 2,500 gallons of waste per batch and can treat two–four
batches per day (Vijgen, 2002).
199.210. Other practical issues: Since the BCD process involves stripping chlorine from the waste
compound, the treatment process may result in an increased concentration of lower-chlorinated species.
This can be of potential concern in the treatment of PCDDs and PCDFs, where lower-chlorinated
congeners are more toxic than higher-chlorinated congeners. It is therefore important that the process be
appropriately monitored to ensure that the reaction reaches completion. In the past, it was reported that
the BCD process was unable to treat high-concentration wastes because of salt build-up (CMPS&F –
Environment Australia, 1997). More recently, however, it has been reported that this problem has been overcome
(Vijgen, 2002 and UNEP, 2004a).
200.211. State of commercialization: BCD has been used at two commercial operations in Australia, one
of which is still operating. Another commercial system has been operating in Mexico since 1999. In
addition, BCD systems have been used in projects in Australia, Czech Republic, Spain, and the United
States of America.
(d) Catalytic hydrodechlorination (CHD)
201.212. Process description: CHD involves the treatment of wastes with hydrogen gas and a palladium
on carbon (Pd/C) catalyst dispersed in paraffin oil. Hydrogen reacts with chlorine in halogenated waste
to produce hydrogen chloride (HCl) and non-halogenated waste. In the case of PCBs are transformed
into , biphenyls and hydrochloric acid (Murena et al., 2000) is the main product. The process operates at
atmospheric pressure and at temperatures of between 180°C and 260°C (Sakai, Peter and Oono, 2001;
Noma, Sakai and Oono, 2002; and Noma, Sakai and Oono, 2003a and 2003b).
202.213. Efficiency: DEs of 99.98–99.9999 per cent have been reported for PCBs. It has also been
reported that a reduction of the PCB content to less than 0.5 mg/kg is achievable.
203.214. Waste types: CHD has been demonstrated with PCBs removed from used capacitors. PCDDs
and PCDFs contained in PCBs as impurities have also been dechlorinated. A vendor has also claimed
that all chlorinated wastes in liquid state or dissolved in solventscompounds can be treated using CHD
(McNamara, 2016).
204.215. Pre-treatment: PCBs and PCDDs/PCDFs must be extracted using solvents or isolated by
vaporization. Substances with low boiling points such as water or alcohols should be removed by
distillation prior to treatment.
205.216. Emission and residues: No emissions would occur during the dechlorination reaction because
it takes place in the closed hydrogen circulation system. HCl is not discharged from the reaction
because it is collected with water as hydrochloric acid within the circulation system. Biphenyl isolated
after the reaction by distillation does not contain any toxic materials. The emissions of
PCDD/PCDF/dioxin-like PCBs to air are very low (0.0001 ng TEQ/m3) and no discharge to water, as
the main product is biphenyl, which has levels of PCDD/PCDF/dioxin-like PCBs of around 0.00001-
0.0001 ng TEQ/g (UNEP, 2006d).
206.217. Release control and post-treatment: Biphenyl, the main product, is separated out from the
reaction solvent by distillation after the reaction, and the catalyst and reaction solvent are reused in the
next reaction.
207.218. Energy requirements: Energy requirements are expected to be relatively low owing to the low
operating temperatures associated with the CHD process.
208.219. Material requirements: The CHD process requires the same number of atoms of hydrogen as
those of chlorine in the PCBs, and also 0.5 per cent by weight of catalyst.
209.220. Portability: CHD is available in fixed and transportable configurations depending on the
volume of PCBs to be treated.
210.221. Health and safety: The use of hydrogen gas requires adequate controls and safeguards to
ensure that explosive air-hydrogen mixtures are not formed.
211.222. Capacity: In Japan, a facility capable of treating 2 Mg tonnes PCB per day using the CHD
process was constructed and is in operation. Facilities are also operated in Canton, United States of
America, and Young, Australia. There is no information on the treatment capacities of those
facilities.Bomen, Australia. Reportedly the 2016 capacity of the US plant in Canton iswas 45 million
litres per year and that of the Bowen Australia plant 6.5 million litres per year (Hydrotec, 2018).

UNEP/CHW.14/INF/9
45
212.223. Other practical issues: There are many reports about PCB dechlorination using CHD.
Generally, Pd/C catalysts show the largest degradation rates compared to the other supported metal
catalysts. Reaction temperatures can be increased to 260°C when paraffin oil is used as a reaction
solvent.
213.224. State of commercialization: In Japan, a commercial-scale facility was constructed at the Japan
Environmental Storage & Safety Corporation (JESCO) Osaka facility in 2006 and PCB extracted from
transformers and capacitors are treated using the CHD process (JESCO, 2009c).
(e) Cement kiln co-incineration55
214.225. Process description: Cement kilns typically consist of a long cylinder of 50–150 metres in
length, inclined slightly from the horizontal (3 per cent to 4 per cent gradient), which is rotated at about
1-4 revolutions per minute. Raw materials such as limestone, silica, alumina and iron oxides are fed into
the upper or “cold” end of the rotary kiln. The slope and rotation cause the materials to move toward the
lower or “hot” end of the kiln. The kiln is fired at the lower end of the kiln, where material temperatures
reach 1,400°C–1,500°C. As the materials move through the kiln, they undergo drying and
pyroprocessing reactions to form clinker. The length of the kiln ensures a sufficient residence time of
the incineration gases at high temperatures: about 8 s at temperatures above 1200 ◦C (Vermeulen et al.,
2011).
215.226. Cement kilns treating wastes may require kiln modifications.56 Adequate feed points should
be selected according to the characteristics of the waste, including its physical, chemical and
toxicological properties. For example, combustible toxic compounds found in some hazardous waste,
such as halogenated organic substances, need to be completely destroyed through proper temperature
and residence time. In preheater/precalciner kilns, hazardous waste should generally be fed through
either the main or the secondary burners. Halides (e.g. chlorides, bromides and fluorides) have an
impact on the quality of the cement so their presence must be limited. Chlorine can be found in all raw
materials used in cement manufacture, so total halogen (e.g. chlorine, bromine and fluorine) levels in
the hazardous waste can be critical (European Commission, 2013). However, if they are blended down
sufficiently, cement kilns can treat highly chlorinated hazardous waste.
216.227. The potential feed pointpoints for supplying waste would be:
(a) The main burner at the rotary kiln outlet end;
(b) A feed chute at the transition chamber at the rotary kiln inlet end (for lump fuel);
(c) Secondary burners to the riser duct;
(d) Precalciner burners to the precalciner;
(e) A feed chute to the precalciner/preheater (for lump fuel);
(f) A mid-kiln valve in the case of long wet and dry kilns (for lump fuel) (UNEP, 2004b).
217.228. The guidance on BAT/BEP developed by the Stockholm Convention relevant to Article 5 and
Annex C on cement kiln firing hazardous waste should be used and applied to this technology (UNEP,
2007).
218.229. Efficiency: DREs greater than 99.99998 per cent have been reported for PCBs in several
countries. A facility should demonstrate its capability to destroy (through combustion) or remove
(through settling in ductwork or air pollution control devices) at least 99.9999 per cent of targeted
POPs.57 Reported DE and DRE values for DDT are in the range of 99.9335-99.9998 per cent and
99.9984-99.9999 per cent, respectively (Yan et al, 2014) and DRE greater than 99.9999% per cent (Li et
al., 2012). Considering very high temperaturesA study reported DREs of 99.9997% and long residency
time found99.9998% for deca-BDE in state of the artcontaminated soil treated in a cement kiln co-
incineration facilities, it is expected that PCN, PCP and HCBD would also be destroyed (German
Federal Environment Agency, 2015(Yang et al. 2012). Process operating constraints may become
significant when certain compounds, for example circulating volatile elements such as chlorine, sulphur
or alkalis, are present in excessive quantities (Karstensen, 2008). The destruction efficiency of POP-
PBDEs in the waste depends to a significant extent on the feeding point in the kiln. Stable molecules
55 Additional information is available from CMPS&F – Environment Australia, 1997; Costner et al., 1998; Danish Environmental Protection Agency,
2004; Karstensen, 2001; Rahuman et al., 2000; Stobiecki et al., 2001 and UNEP, 1998. In addition, information on BAT and BEP with respect to cement kilns
firing hazardous waste is available from the European Commission. 56 See CMPS&F – Environment Australia, 1997 and UNEP, 2004b. 57 Karstensen et al, 2009.

UNEP/CHW.14/INF/9
46
need to be fed at the “hot end” of the kiln into the burner flame with temperature up to 2000°C and
residence time of more than 2 seconds which can guarantee a high destruction efficiency. This also
assures the destruction of POP-PBDEs in secondary fuels (UNEP, 2017g).
219.230. Waste types: Virtually any organic compound can be destroyed at the minimum temperature
of 1,400°C of a properly operating cement kiln (UNEP, 2002a). Cement kilns are capable of treating
both liquid and solid wastes.58 In addition upgrading and purification of automotive shredder residue
ASR is required before it is usedits use as fuel substitute in high percentages in a cement kiln
(Vermeulen et al., 2011)
220.231. Pre-treatment: Pre-treatment can involve:
(a) Thermal desorption of solid wastes;
(b) Homogenization of solid and liquid wastes through drying, shredding, blending, mixing
and grinding;
(c) Volume reduction; and
(d) Blending.
221.232. Emissions and residues: Cement kiln co-incineration of hazardous wastes is listed as an
industrial source category that has the potential for comparatively high formation and release of the
unintentionally formed POPs listed in Annex C to the Stockholm Convention. Emissions may include,
inter alia, nitrogen oxides, carbon monoxide, sulphur dioxide and other oxides of sulphur, metals and
their compounds, hydrogen chloride, hydrogen fluoride, ammonia, PCDDs, PCDFs, benzene, toluene,
xylene, polycyclic aromatic hydrocarbons, chlorobenzenes and PCBs (UNEP, 2004b) and PCN (Liu et
al, 2016)., German Federal Environment Agency, 2015) and PBDD/Fs (Du Bing et al. 2011). It should
be noted that cement kilns can comply with PCDD and PCDF air emission levels below 0.1 ng
TEQ/Nm3 although waste with high chlorine levels should be fed together with other wastes to avoid
adversely affecting emission levels, particularly in wet and (long) dry kilns59. Residues include cement
kiln dust captured by the air pollution control systems.
222.233. Release control and post-treatment: Process gases must be treated to remove cement kiln dust
and organic compounds, sulphur dioxide and nitrogen oxide; they must also be heated so that the
formation of PCDDs and PCDFs is minimized. Treatments include the use of preheaters, electrostatic
precipitators, fabric filters and activated carbon filters.60 Recovered cement kiln dusts should be put
back into kilns to the maximum extent practicable, while the remainder may require disposal in a
specially engineered landfill or permanent storage in an underground mine or formation.
223.234. Energy requirements: For new facilities and major upgrades using dry process kiln with
multistage preheating and precalcination, the BAT-associated energy consumption is 2,900-3,200
MJ/tonne clinker under normal (excluding, e.g. start-ups and shutdowns) and optimised operational
conditions (not applying to facilities producing special cement or white cement clinker that require
significantly higher process temperatures due to product specifications). The production capacity has an
influence on the energy demand, with higher capacities providing energy savings and smaller capacities
requiring more energy. Energy consumption also depends on the number of cyclone preheater stages,
with more cyclone preheater stages leading to lower energy consumption of the kiln process. The
appropriate number of cyclone preheater stages is mainly determined by the moisture content of raw
materials (European Commission, 2013).
224.235. Material requirements: Cement manufacturing requires large amounts of materials, including
limestone, silica, alumina, iron oxides and gypsum.
225.236. Portability: Cement kilns are available only in fixed configurations.
226.237. Health and safety: Treatment of wastes in cement kilns can be regarded as relatively safe
provided that kilns are properly designed and operated.
227.238. Capacity: Cement kilns that co-incinerate waste as fuel must normally not meet more than
40 per cent of their heat requirements with hazardous waste. It has been noted, however, that cement
kilns with high throughput can potentially treat significant quantities of waste (CMPS&F – Environment Australia,
1997).
58 See CMPS&F – Environment Australia, 1997; Rahuman et al., 2000 and Karstensen et al, 2006. 59 In exceptional cases, emission levels from cement kilns co-incinerating wastes has been reported at 136 ng
TEQ/m3 (UNEP 2007). 60 See CMPS&F – Environment Australia, 1997; Karstensen et al., 2006 and UNEP, 2004b.
Commented [HWE19]: Indeed all feed points are not
equivalent from the point of view of temperature and
destruction efficiency of POPs. The guidance should at
least mention that the raw mix feed point is not
appropriatete for introducing soils contaminated with
POPs or other POP containing waste. If introduced at
this feed point, POPs (as well as other organic
pollutants) are likely to distillate before reaching the
high temperature section. As the gas flow and the
material flow are counter-current, these POPs and other
organic distillates would be emitted to the atmosphere
through the stack.

UNEP/CHW.14/INF/9
47
228.239. State of commercialization: Cement kilns in the United States, some European countries and a
number of developing countries have been and are used to treat wastes contaminated with POPs
(World Business Council, 2004: Formation and Release of POPs in the Cement Industry and
Karstensen, 2006).
229.240. Additional information: See the UNEP Technical guidelines on the environmentally sound co-
processing of hazardous wastes in cement kilns (UNEP, 2011) and the Commission implementing
decision 2013/163/EU establishing the best available techniques (BAT) conclusions under Directive
2010/75/EU on industrial emissions for the production of cement, lime and magnesium oxide,
(European Commission, 2013b). High levels of HCB was released from a cement kiln incinerating
HCB contaminated waste when the operators failed to follow technology requirements in order to
destroy the POP content (Kundi, 2015).
(f) Gas-phase chemical reduction (GPCR)61
230.241. Process description: The GPCR process62 involves the thermochemical reduction of organic
compounds. At temperatures greater than 850 °C and at low pressures, hydrogen reacts with chlorinated
organic compounds to yield primarily methane, hydrogen chloride (if the waste is chlorinated), and
minor amounts of low molecular weight hydrocarbons (benzene and ethylene). The hydrochloric acid is
neutralized through the addition of caustic soda during the initial cooling of the process gas, or can be
taken off in acid form for reuse. The GPCR technology can be broken down into three basic unit
operations: a front-end system (where the contaminants are transformed into a suitable form for
destruction in the reactor), a reactor (which reduces the contaminants, at this stage in gas phase, using
hydrogen and steam), and a gas scrubbing and compression system.
231.242. Efficiency: DEs of 99.9999 per cent have been reported for DDT, HCB, PCBs, PCDDs and
PCDFs.63 DEs of more than 99.999999 per cent have been reported for PCBs, 99.999% for PCDD
contained in waste oils containing PCBs (UNEP, 2000), as well as DE ofabove 99.9999938 % for HCB
and chlorobenzenes (Kümmling et al., 2002, Arnold, 2003)in mixed waste together with HCBD and
hexachloroethylene (Arnold 2003, European Commission, 2017).
232.243. Waste types: GPCR is expected to be able to treat all POP wastes,64 including aqueous and oily
liquids, soils (USEPA, 2010), sediments, sludges, transformers and capacitors.65
233.244. Pre-treatment: Contaminants must be in gaseous form for a GPCR reactor to reduce them.
While liquid wastes can be preheated and injected directly into the reactor on a continuous basis,
contaminants on solids must first be volatilized from the solids. Depending on the waste type, one of the
following three pre-treatment units is currently used to volatilize wastes prior to treatment in a GPCR
reactor:
(a) Thermal reduction batch processors (TRBPs) for bulk solids, including those in drums;
(b) Toroidal bed reactors for contaminated soils and sediments, but also adapted for liquids;
(c) Liquid waste pre-heater systems (LWPSs) for liquids.66
234.245. In addition, other pre-processing is required for large capacitors and building rubble. Large
capacitors are punctured and drained, while rubble and concrete must be reduced in size to less than one
square metre.67
235.246. Emissions and residues: In addition to hydrogen chloride and methane, low molecular weight
hydrocarbons may be emitted. Residues from the GPCR process include used liquor and water. Solid
residues will also be generated from solid waste inputs.68 Since the GPCR process takes place in a
reducing atmosphere, the possibility of PCDD and PCDF formation is considered limited.69 No ash is
produced. According to UNEP (2006d), a Danish Environmental Protection Agency (2004) review from
61 Additional information is available from CMPS&F – Environment Australia, 1997; Costner et al., 1998; Danish Environmental Protection Agency,
2004; Kümmling et al, 2001; Rahuman et al., 2000; Ray, 2001; UNEP, 2001; UNEP, 2004a; and Vijgen, 2002. 62 The process can also be called hydrogenation (European Commission, 2017).
63 See CMPS&F – Environment Australia, 1997; Kümmling et al., 2001; Rahuman et al., 2000; UNEP, 2004a and Vijgen, 2002. 64 See CMPS&F – Environment Australia, 1997; UNEP, 2004a and Vijgen, 2002. 65 Ibid. 66 See CMPS&F – Environment Australia, 1997; Kümmling et al., 2001; UNEP, 2001; UNEP, 2004a. 67 See CMPS&F – Environment Australia, 1997. 68 See UNEP, 2004a and Vijgen, 2002. 69 See CMPS&F – Environment Australia, 1997; and Rahuman et al., 2000.
Formatted: Strikethrough, Highlight
UNEP/CHW.14/INF/9
48
2004 noted that eEmissionsemissions of PCDD/PCDF from the gas phase chemical reduction process to
all media were lower than those from the base catalysed decomposition (Danish Environmental
Protection Agency (2004)) process.
236.247. Release control and post-treatment: Gases leaving the reactor are scrubbed to remove water,
heat, acid and carbon dioxide.70 Scrubber residue and particulate will require disposal off site.71 Solid
residues generated from solid waste inputs should be suitable for disposal in a landfill.72
237.248. Energy requirements: Methane produced during the GPCR process can provide much of the
fuel needed in the process.73 It has been reported that electricity requirements range from 96 kWh per
ton of soil treated to around 900 kWh per ton of pure organic contaminants treated.74
238.249. Material requirements: There is a need for hydrogen supplies, at least during start-up. It has
been reported that methane produced during the GPCR process can be used to form enough hydrogen to
operate the process thereafter.75 The hydrogen production unit was plagued, however, by reliability
problems in the past.76 Other material requirements include caustic for the acid scrubber.77
239.250. Portability: GPCR is available in fixed and transportable configurations.78
240.251. Health and safety: Use of hydrogen gas under pressure requires suitable controls and
safeguards to ensure that explosive air-hydrogen mixtures are not formed.79 Operating experience
gained to date has indicated that the GPCR process can be undertaken safely.80 GPCR is used to treat
sewage sludge by converting the waste into clean water and a clean hydrogen enriched methane gas
while chemically destroying all pathogens and pharmaceuticals and recovering phosphorous. There are
no fugitive methane emissions in the process.
241.252. Capacity: GPCR process capacity is dependent on the capacities of the following three
pre-treatment units, as specified below:
(a) TRBPs have a capacity of up to 100 tonnes of solids per month or up to four litres per
minute of liquids. Two TRBPs can be used in parallel to double capacity;
(b) Toroidal bed reactors have a capacity of up to 5,000 tonnes of soils and sediments per
month, although these pre-treatment units are still in the development stage; and
(c) LWPSs have a capacity of three litres per minute (UNEP, 2004a and Vijgen, 2002).
242.253. Other practical issues: Contaminants such as sulphur and arsenic were found to inhibit
treatment in earlier development stages, although it is unclear whether this problem persists.81
243.254. State of commercialization: Commercial-scale GPCR facilities have operated in Canada and
Australia. The GPCR facility in Kwinana, Western Australia operated for more than five years until
2000 by which time it has treated most of the PCB stockpiles for that state and a significant quantity of
POPs wastes from other Australian states.82 In the United States, there is a plan to build a GPCR
synthetic diesel facility in Fauquier County, Virginia, with a daily processing capacity of 200 Mg.
70 See Kümmling et al., 2001; CMPS&F – Environment Australia, 1997; and Rahuman et al., 2000. 71 See Rahuman et.al, 2000 and Vijgen, 2002. 72 See UNEP, 2004a. 73 See CMPS&F – Environment Australia, 1997; Rahuman et al., 2000; UNEP, 2001; UNEP, 2004a; and Vijgen, 2002. 74 CMPS&F – Environment Australia, 1997. 75 See CMPS&F – Environment Australia, 1997; Rahuman et al., 2000; UNEP, 2004a; and Vijgen, 2002. 76 See CMPS&F – Environment Australia, 1997. 77 See UNEP, 2004a. 78 See UNEP, 2001; UNEP, 2004a; and Vijgen, 2002. 79 See CMPS&F – Environment Australia, 1997. 80 See CMPS&F – Environment Australia, 1997 and UNEP, 2004a. 81 See CMPS&F – Environment Australia, 1997. 82 See CMPS&F – Environment Australia, 1997; Kümmling et al., 2001; Ray, 2001; UNEP, 2004a and Vijgen, 2002.
UNEP/CHW.14/INF/9
49
(g) Hazardous waste incineration83
244.255. Process description: Hazardous waste incineration uses controlled flame combustion to treat
organic contaminants, mainly in rotary kilns. Typically, a process for treatment involves heating to a
temperature greater than 850°C or, if the waste contains more than 1 per cent of halogenated organic
substances expressed as chlorine, to a temperature greater than 1,100°C, with a residence time greater
than two seconds under conditions that ensure appropriate mixing. Dedicated hazardous waste
incinerators are available in a number of configurations, including rotary kiln incinerators and static
ovens (for liquids with low contamination). High-efficiency boilers and lightweight aggregate kilns are
also used for the co-incineration of hazardous wastes.
245.256. The guidance on BAT/BEP developed by the Stockholm Convention relevant to Article 5 and
Annex C for waste incinerator should be used and applied to this technology (UNEP, 2007).
246.257. Efficiency: DREs greater than 99.9999 per cent have been reported for treatment of PCBs,
PCDDs and PCDFs, chlordane and HCB. 84DEs greater than 99.999 and DREs greater than 99.9999 per
cent have been reported for aldrin, endrin, HCH, DDT and PFOS (Ministry of the Environment of
Japan, 2004 and, 2013b). DE and DRE were reported for PCN at 99.9974 and 99.9995 per cent,
respectively (Yamamoto et al., 2016). State-of-the-art incineration reaches destruction rates of more
than 99.9 per cent for HCBD and PCP and between 99.32 and 99.96 for PCNs. (Germany Federal
Environment Agency, 2015). DE greater than 99.999% is reported (Kajiwara et al., 2017).
247.258. Waste types: Hazardous waste incinerators are capable of treating wastes consisting of,
containing or contaminated with POPs (UNEP, 2002a); Incinerators can be designed to accept wastes in
any concentration or physical form, i.e., as gases, liquids, solids, sludges or slurries.85
248.259. Pre-treatment: Depending upon the configuration, pre-treatment requirements may include
blending and size reduction of wastes.86
249.260. For polystyrene foam (EPS and XPS) wastes containing HBCD, a series of steps can be
applied to separate HBCD from polystyrene and subsequently destroy HBCD in hazardous waste
incinerators. The relevant pre-treatments operations include volume reduction, size reduction,
dissolution, sedimentation, and distillation87. In the case of XPS waste containing HBCD and which
may also contain ozone depleting substances controlled by the Montreal Protocol on Substances That
Deplete the Ozone Layer88, measures should be taken to prevent the release of ODS to the environment
during these pre-treatment operations.
250.261. Emissions and residues: Emissions include carbon monoxide, carbon dioxide, HCB, hydrogen
chloride, particulates, PCDDs, PCDFs and PCBs, heavy metals and water vapour.89 Incinerators
applying BAT that, inter alia, are designed to operate at high temperatures, to prevent the re-formation
of PCDDs and PCDFs and to remove PCDD and PCDF (e.g., with the use of activated carbon filters),
have led to very low PCDD and PCDF emissions to air and discharges to water.90 In residues, PCDDs
and PCDFs are mainly found in fly ash and salt, and to some extent in bottom ash and scrubber water
sludge. Levels of PCDD/Fs in fly ash from hazardous waste incinerators can be in the range from
0.0002 to 124.5 ng TEQ/g 91.
251.262. Release control and post-treatment: Process gases may require treatment to remove hydrogen
chloride and particulate matter and to prevent the formation of, and remove unintentionally produced,
POPs (sulphur and nitrogen oxides, heavy metals and organic micro pollutants such as PAHs, like
83 Additional information is available from Danish Environmental Protection Agency, 2004; Federal Remediation
Technology Roundtable (FRTR), 2002; Rahuman et al., 2000; UNEP, 1995b; UNEP, 1998; UNEP, 2001; and
United States Army Corps of Engineers, 2003. In addition, information on BAT and BEP with respect to hazardous
waste incinerators is available from UNEP, 2015.
84 See FRTR, 2002; Rahuman et al., 2000; UNEP, 1998 and UNEP, 2001. 85 See UNEP, 1995b. 86 See UNEP, 1995b; UNEP, 1998 and UNEP, 2004b. 87 http://polystyreneloop.org/ 88 http://ozone.unep.org/en/treaties-and-decisions/montreal-protocol-substances-deplete-ozone-layer 89 See UNEP, 1995b; UNEP, 1998 and UNEP, 2004b. 90 UNEP, 2001. 91 BiPRO GmbHEuropean Commission, 2005; Petrlik, J. and R. Ryder (2005). After Incineration: The Toxic Ash
Problem. Available at: http://ipen.org/sites/default/files/documents/ipen_incineration_ash-en.pdf. Prague,
Manchaster, IPEN Dioxin, PCBs and Waste Working Group, Arnika Association: 59.; Cobo, M., A. Gálvez, J.
Conesa and C. Montes de Correa (2009). "Characterization of fly ash from a hazardous waste incinerator in
Medellin, Colombia." Journal of Hazardous Materials 168: 1223-1232. Noma et al., 2006.

UNEP/CHW.14/INF/9
50
carbon monoxide, are being used as an indicator of combustion efficiency). This can be achieved
through a combination of types of post-treatments, including the use of cyclones and multi-cyclones,
electrostatic filters, static bed filters, scrubbers, selective catalytic reduction, rapid quenching systems
and carbon adsorption.92 Depending upon their characteristics, bottom and fly ashes may require
disposal within a specially engineered landfill or permanent storage in underground mines and
formations.93
252.263. Energy requirements: The amount of combustion fuel required will depend upon the
composition and calorific value of the waste and also upon the flue gas treatment technologies applied.
253.264. Material requirements: Material requirements include cooling water and lime or another
suitable material for removal of acid gases and other pollutants like active carbon.
254.265. Portability: Hazardous waste incinerators are available in both portable and fixed units.mobile
and fixed units. However, mobile units without air pollution control cannot be used for
environmentally-sound destruction of POPs waste.
255.266. Health and safety: Health and safety hazards include those associated with operations
involving high temperatures.94
256.267. Capacity: Hazardous waste incinerators can treat between 30,000 and 100,000 tonnes of waste
per year.95
257.268. Other practical issues: None to report at this time.
258.269. State of commercialization: There is a long history of experience with hazardous waste
incineration.96
(h) Plasma Arc97
259.270. Process description: The waste, as a liquid or gas, is injected directly into the plasma and is
rapidly (<1 ms) heat up to about 3,100°C and pyrolysed for about 20 ms in the water-cooled reaction
chamber (flight tube). The high temperature causes compounds to dissociate into their elemental ions
and atoms. Recombination occurs in a cooler area of the reaction chamber, followed by a quench,
resulting in the formation of simple molecules.98 The plasma arc system requires a mono-nitrogen
oxides (NOx) abatement device, as important amounts of NOx are produced by the high temperature
flame.
260.271. The guidance on BAT/BEP developed by the Stockholm Convention relevant to Article 5 and
Annex C should be used and applied to this technology (UNEP, 2007).
261.272. Efficiency: Bench-scale tests with oils containing 60 per cent PCBs have achieved DREs
ranging from 99.9999-99.999999 per cent.99 A DE of 99.9999 per cent is achievable for most pesticide
POPs, including chlordane, chlordecone, DDT, endosulfan and heptachlor.
262.273. Waste types: Plasma arc system facilities have been used to treat a wide range of PCBs,
pesticide POPs, halons and chlorofluorohydrocarbons. Waste types to be treated must be liquid or gas,
or solid if the waste is contained in a fine slurry that can be pumped. Very viscous liquids or sludges
thicker than 30–40 weight motor oil cannot be processed without pre-treatment. Other solid wastes
cannot be treated unless some form of pre-treatment is undertaken.100
263.274. Pre-treatment: Pre-treatment is not required for most liquids. Solids such as contaminated
soils, capacitors and transformers can be pre-treated using thermal desorption or solvent extraction.101
92 UNEP, 2004b. 93 See United States Army Corps of Engineers, 2003. 94 Ibid. 95 See UNEP, 2004b. 96 See UNEP, 2001. 97 Additional information is available from CMPS&F – Environment Australia, 1997; Costner et al., 1998;
Rahuman et al., 2000; Ray, 2001; UNEP, 1998; UNEP, 2000; UNEP, 2001 and UNEP, 2004a. 98 See CMPS&F – Environment Australia, 1997.
99 See Rahuman et al., 2000 and UNEP, 2004a. 100 See CMPS&F – Environment Australia, 1997 and UNEP, 2004a.
101 Ibid.
UNEP/CHW.14/INF/9
51
264.275. Emissions and residues: Emissions include gases consisting of argon, carbon dioxide and
water vapour. Residues include an aqueous solution of inorganic sodium salts, such as sodium chloride,
sodium bicarbonate and sodium fluoride. Traces of PCDD and PCDF have been detected in effluent gas
from plasma arc systems. These traces are at a concentration of less than 0.01 ng TEQ/Nm3. POP
concentrations in solid residues are unknown.102 In the Plascon™ process that was operating in
Australia the levels of PCB in effluent discharge to waste water were less than 2 ppb (UNEP, 2006d).
265.276. Release control and post-treatment: Currently, there is little information available regarding
post-treatment requirements.
266.277. Energy requirements: A 150 kW plasma arc system unit requires 1,000–3,000 kWh of
electricity per tonne of waste treated.103
267.278. Material requirements: Currently, there is little information available regarding material
requirements. It has been noted, however, that this process requires argon gas, oxygen gas, caustic and
cooling water.104
268.279. Portability: Plasma arc systems are available in both portable and fixed units.105
269.280. Health and safety: Since the plasma arc system process has a low throughput, there is a low
risk associated with the release of partially treated wastes following process failures.106 Currently, there
is little additional information available regarding health and safety.
270.281. Capacity: A 150 kW plasma arc system unit can process 1–3 Mg of waste per day.107
271.282. Other practical issues: It should be noted that metals or metal-like compounds (e.g., arsenic)
may interfere with catalysts or cause problems in disposing of residues. For example, arsenicals in
pesticide waste exported from Pacific islands for disposal in Australia using the plasma arc system
process have presented problems.
272.283. State of commercialization: BCD Technologies Pty Ltd. operatesThere are two plasma facilities
operating in Australia: one in Brisbane Laverton, Victoria as part of an agricultural chemical plant and
one in Narangba, Queensland. for PCBs and other POPs and another one in Melbourne for treating
CFCs and halons. BCD Technologies Pty Ltd. also operates a BCD facility for low-level PCBs and
POPs and has two thermal desorbers for treating contaminated solids.
(i) Plasma Melting Decomposition Method
273.284. Process description: The plasma melting decomposition method (PMD) is a thermal
destruction method for solid waste containing or contaminated with PCBs. Solid waste containing or
contaminated with PCBs is canned directly into containers, such as drums or pails, without shredding or
disassembling. In a plasma furnace, a plasma torch generates high temperature plasma gas (air) so that
the furnace temperature is maintained to melt the waste together with the container itself. All the
organic substances, including PCBs, are decomposed into CO2, H2O and HCl under the high
temperature conditions of the plasma furnace, and inorganic materials, including metals, are oxidized to
become molten slag. The plasma furnace temperatures exceed 1,400˚C (Tagashira et al., 2006).
274.285. Efficiency: In Japan, a pilot PMD facility was tested for PCB treatment in 2006. The result
showed DEs ranging from 99.9999454-99.9999997 per cent and DREs ranging from 99.9999763-
99.9999998 per cent (Tagashira et al., 2006).
275.286. Waste types: In commercial scale facilities in Japan, solid waste containing or contaminated
with PCBs, such as fluorescent light ballasts, sludge, carbonless paper and secondary contaminants, can
be treated using PMD (JESCO, 2009a2013).
276.287. Pre-treatment: Japan’s commercial-scale facilities uses containers such as drums and pails in
which PCB-contaminated waste is mixed with basicity-controlling agents like limestone or silica sand,
as needed, and pushed into the plasma furnace (JESCO, 2009a, JESCO, 2013).
277.288. Emissions and residues: The JESCO plasma melting treatment facility can comply with
dioxins air emission levels below 0.1 ng TEQ/Nm3 (JESCO, 2009). Air emission levels of dioxins were
102 Ibid 91. 103 See CMPS&F – Environment Australia, 1997. 104 See CMPS&F – Environment Australia, 1997 and UNEP, 2004a. 105 See UNEP, 2004a. 106 See CMPS&F – Environment Australia, 1997 and UNEP, 2004a.
107 Ibid.

UNEP/CHW.14/INF/9
52
0.0000043-0.068 ng TEQ/Nm3 in a pilot scale facility (Tagashira et al., 2006). Together with an
enhanced gas treatment system, dioxin emission levels can be controlled within a range of 0.00001-
0.001 ng TEQ/Nm3 (Tagashira et al., 2007).
278.289. Release and control and post-treatment: In Japan, as exhaust gas pollution control, two-stage
bag filters with lime and pulverized activated carbon injection remove dust, acid gas such as HCl and
SOx and dioxins, while catalyst towers with NH3 gas injection remove NOx. Activated carbon is
installed at the last stage (Tagashira et al., 2006).
279.290. Material requirements: PMD is reported to require lime and pulverized activated carbon
supply (Tagashira et al., 2006). To improve molten slag fluidity, basicity-controlling agents such as
silica sand or limestone may also be required.
280.291. Portability: PMD is available only in fixed units (JESCO, 2009a).
281.292. Capacity: In Japan, it has been demonstrated that the two JESCO plasma melting treatment
facilities operating there are capable of treating 10.4 tonnes and 12.2 tonnes of PCB-containing waste
per day, respectively (JESCO, 2009a; JESCO, 2013).
282.293. State of commercialization: In Japan, the JESCO plasma melting treatment facility in
Kitakyushu has used PMD technology treatment of 10.4 tonnes of PCB waste per day on a commercial
scale since July 2009 (JESCO, 2009a) and ; the same type of facility in Hokkaido has having the
capacity to treat 12.2 tonnes of PCB waste per day and was expected to commencehas also been in
commercial operations in the Autumn ofsince 2013 (JESCO, 2013).
283.294. Additional information: See the following website for further information:
http://www.jesconet.co.jp/eg/pdf/plasma.pdf.
(j) Supercritical water oxidation (SCWO) and subcritical water oxidation108
284.295. Process description: SCWO and subcritical water oxidation treat wastes in an enclosed system
using an oxidant (such as oxygen, hydrogen peroxide, nitrite, nitrate, etc.) in water at temperatures and
pressures above the critical point of water (374°C and 218 atmospheres) and below subcritical
conditions (370°C and 262 atmospheres). Under these conditions, organic materials become highly
soluble in water and are oxidized to produce carbon dioxide, water and inorganic acids or salts.
285.296. Efficiency: DEs greater than 99.999 per cent and DREs greater than 99.9999 per cent have
been reported for chlordane, DDT and PCBs for SCWO (Ministry of the Environment of Japan, 2004).
DEs greater than 99.999999 per cent and DREs of greater than 99.9999999 per cent have been reported
for subcritical water oxidation (Ministry of the Environment of Japan, 2004). DREs as high as
99.9999 per cent have also been demonstrated for PCDDs in bench-scale tests.109 SCWO has been
shown to be effective in the treatment of toxic chlorinated chemicals such as PCBs, pesticides and flame
retardants (Marrone and Hong, 2007). Overall, SCWO usually has a DE greater than 99.99 per cent for
a wide range of organic compounds (Marrone and Hong, 2007).
286.297. Waste types: SCWO and subcritical water oxidation are thought to be applicable to all POPs. 110Applicable waste types include aqueous wastes, oils, solvents and solids with a diameter of under
200 µm. The organic content of the waste is limited to below 20 per cent by weight.111 Supercritical and
subcritical fluids have been showed to decompose ABS and HIPS plastics containing
decabromodiphenylether decaBDE decabromodiphenyletherbrominated flame retardants. The main
reaction products were oils containing ethylbenzene. The bromine from the flame retardant was
removed into the aqueous phase (Onwudili & Williams, 2009, Goto, 2016).
287.298. Pre-treatment: Concentrated wastes may have to be diluted prior to SCWO treatment in order
to reduce their organic content to below 20 per cent by weight. If solids are present, they must be
reduced to less than 200 µm in diameter. Other processing options include addition of fuel to low
concentration wastes, co-processing of dilute and concentrated wastes and partial sludge dewatering,
among others. In the case of subcritical water oxidation, the dilution of wastes is not necessary.
288.299. Emissions and residues: Under operating conditions above the critical range of 500°C–650°C
and 25 MPa with reactor residence times of under one minute for complete destruction PCDD/PCDF,
108 Additional information is available from CMPS&F – Environment Australia, 1997; Costner et al., 1998;
Rahuman et al., 2000; UNEP, 2001; and UNEP, 2004a. 109 See CMPS&F – Environment Australia, 1997; Rahuman et al., 2000; and Vijgen, 2002. 110 See UNEP, 2004a.
111 See CMPS&F – Environment Australia, 1997; Rahuman et al., 2000; and Vijgen, 2002.
UNEP/CHW.14/INF/9
53
NOx and other toxic by-products are not formed in SCWO (Marrone, 2013). However, during
laboratory-scale PCB destruction, it was has been shown that the SCWO technology has the potential to
form high concentrations of PCDFs during PCB degradation in experiments below 450°C (Weber,
20042004a). It has been reported that emissions contain no oxides of nitrogen or acid gases such as
hydrogen chloride or oxides of sulphur and that process residues consist of water and solids if the waste
contains inorganic salts or organic compounds with halogens, sulphur or phosphorus.112 Limited
information has been reported regarding potential concentrations of undestroyed chemicals.113 The
process is designed so that emissions and residues can be captured for reprocessing if needed.114
Commercial use of SCWO demonstrated emissions of PCDD/PCDF/dioxin-like PCBs to air of 0.00009
ng TEQ/m3 and to water of 0.0006–0.004 ng TEQ/L.(UNEP, 2006d), well below emission standards
usually used for waste incineration.
289.300. Release control and post-treatment: Currently, there is no specific information available
regarding post-treatment requirements.
290.301. Energy requirements: Energy requirements are expected to be relatively high because of the
combinations of high temperatures and pressures. It has been claimed, however, that as long as
relatively high hydrocarbon content is present in the feed, no energy input is required to heat the feed to
supercritical temperatures.115
291.302. Material requirements: SCWO and subcritical water oxidation reaction vessels must be
constructed of materials capable of resisting corrosion caused by halogen ions.116 Material corrosion can
be severe at the temperatures and pressures used in the SCWO and subcritical water oxidation
processes. In the past, the use of titanium alloys has been proposed to tackle this problem. Current
vendors claim to have overcome this problem through the use of advanced materials and engineering
designs.117
292.303. Portability: The SCWO and subcritical water oxidation units are currently used in fixed
configurations, but are thought to be portable.118
293.304. Health and safety: The high temperatures and pressures used in SCWO and subcritical water
oxidation processes require special safety precautions.119
294.305. Capacity: Current SCWO demonstration units are capable of treating 500 kg0.5 t/h, while full-
scale units can be designed to treat up to 10,000 kg t/h (Marrone 2013).
295.306. Other practical issues: Earlier designs were plagued by reliability, corrosion and plugging
problems. Current vendors claim to have addressed these problems through the use of special reactor
designs and corrosion-resistant materials.120
296.307. State of commercialization: A full-scale SWCO commercial facility with the capacity to treat 2
tonnes of waste per day was installed in 2005 and is in operation in Japan (JESCO, 2009d). In addition,
the SCWO process has been approved for full-scale development and use in the chemical-weapon
destruction programme of the United States There are plants in commercial operation also in France and
Korea (Marrone et al, 2013).
(k) Thermal and metallurgical production of metals
297.308. Process description: The processes described below are primarily designed for the recovery of
iron and non-ferrous metals (NFM), e.g., aluminium, zinc, lead, and nickel from ore concentrates as
well as from secondary raw materials (intermediates, wastes, scrap). However, due to their nature, the
processes are in some cases also used on a commercial basis for the destruction of the POP content of
appropriate wastes (see paragraph 303311). A general description of some of the following processes
may also be found in the European BAT reference documents for NFM industries (European
Commission, 2001a and 2001b):
112 See CMPS&F – Environment Australia, 1997. 113 See CMPS&F – Environment Australia, 1997 and UNEP, 2004a. 114 See UNEP, 2004a. 115 See Rahuman et al., 2000. 116 See Vijgen, 2002. 117 Ibid. 118 See UNEP, 2004a and Vijgen, 2004. 119 See CMPS&F – Environment Australia, 1997. 120 Ibid.

UNEP/CHW.14/INF/9
54
(a) Processes that are relevant for the destruction of the POP content in iron-containing
wastes use certain types of blast furnaces, shaft furnaces or hearth furnaces. All these processes operate
under reducing atmospheres at high temperatures (1,200°C–1,450°C). The reducing atmospheres and
high temperatures destroy PCDDs and PCDFs contained in the wastes and avoid de novo synthesis. The
blast furnace and shaft furnace processes use coke and small amounts of other reducing agents to reduce
the iron-containing input to cast iron. There are no direct emissions of process gas, as gas is used as a
secondary fuel. In the hearth furnace process, the iron-containing material is charged to a multi-hearth
furnace together with coal. The iron oxide is directly reduced to solid direct reduced iron (DRI). In a
second step, the reduced iron is melted in an electric arc furnace to produce cast iron.
(b) Processes that are relevant for the destruction of the POP content in wastes containing
NFMs are the Waelz rotary kiln process and bath melting processes using vertical or horizontal
furnaces. These processes are reductive, reach temperatures of 1,200°C and use rapid quenching, so
PCDDs and PCDFs are destroyed and de novo synthesis is avoided. In the Waelz process,
zinc-containing steel mill dusts, sludges, filter cakes, etc. are pelletized and smelted together with a
reductant. At a temperature of 1,200°C, the zinc volatizes and is oxidized to “Waelz Oxide”, which is
collected in a filter unit. In the vertical bath furnace process, copper-containing residues are used as a
catalyst and smelted at temperatures of at least 1,200°C. The filter dust is used for the production of
zinc and zinc compounds. In the horizontal bath furnace process, lead-containing residues and ore
concentrates are charged continuously into a smelting bath which has an oxidizing zone and a reducing
zone with temperatures of between 1,000°C and 1,200°C. The process gas (sulphur dioxide
concentration above 10 per cent) is used for sulphuric acid production after heat recovery and de-
dusting. The dust from the process is recycled after cadmium leaching.
298.309. The guidance on BAT/BEP developed by the Stockholm Convention relevant to Article 5 and
Annex C for thermal processes in the metallurgical industry should be used and applied to this
technology (UNEP, 2007.)
299.310. Efficiency: According to information provided by industry, results from spot tests from 2010 in
a thermal metallurgical process (bath melting) using printed circuit board as input material indicate a
destruction efficiency for the PBDEs above 99.99 % (European Commission, 2011).Data on DE or
DRE are not available.
300.311. Waste types: The processes described in paragraph 3080 above are specific to the treatment of
the following wastes:
(a) Residues from iron- and steel-making processes such as dusts or sludges from gas
treatment or mill scale that may be contaminated with PCDDs and PCDFs;
(b) Zinc-containing filter dusts from steelworks, dusts from gas cleaning systems of copper
smelters, etc., and lead-containing leaching residues of NMF production that may be contaminated with
PCDDs and PCDFs; and
(c) Waste electrical and electronic equipment that may contain POP-BDEs (Brusselaers et al,
2006) and HBCD (UNEP, 2015c); and.
(d) Automotive shredder residue that may contain POP-BDEs (Oeko Institut, 2018).
301.312. Pre-treatment: Iron-containing materials recycled by the conventional blast furnace process
require pre-treatment in an agglomeration facility. For the shaft furnace (“Oxycup” furnace) process the
iron-containing waste is briquetted. Briquetting is a cold process in which a binder and water are added
to the fines, which are then pressed to briquettes, dried and hardened. Generally, no pre-treatment is
necessary for the multi-hearth furnace process, although in some special cases the fine solids may have
to be pelletized. Pelletizing involves the addition of water and the formation of pellets in a drum.
Special pre-treatment of materials contaminated with POPs is not usually necessary for NFMs.
302.313. Emissions and residues: In iron and NFM production, PCDDs and PCDFs may be emitted
during the process itself or downstream in the flue gas treatment system. Application of BAT should,
however, prevent or at least minimize such emissions. When the processes described in paragraph 300
308 above are used for the destruction of POP content in wastes, appropriate release control and post-
treatment techniques are required (see paragraph 306 314 below). Slags are in many cases used for
construction purposes. For iron metals, emissions can occur from pre-treatment in an agglomeration
facility and also in the off-gas from melting furnaces. Residues from de-dusting systems are mainly
used in the NFM industry. The off-gas of multi-hearth furnaces is de-dusted by a cyclone, underlies a
post-combustion, and is quenched and cleaned with the addition of adsorbent and the use of a bag filter.
The off-gas of melting furnaces also underlies post-combustion and is quenched before it is mixed up

UNEP/CHW.14/INF/9
55
with the off-gas of multi-hearth furnaces for the joint adsorbance step. For NFMs, residues include filter
dusts and sludges from wastewater treatment.
303.314. Release control and post-treatment: Control of temperatures and rapid quenching are often
suitable means of minimizing PCDD and PCDF formation. Process gases require treatment to remove
dust that consists mainly of metals or metal oxides as well as sulphur dioxide when smelting sulphidic
materials. In the ferrous metals industry, waste gases from agglomeration facilities are treated by an
electrostatic precipitator followed by further flue gas treatment, e.g., with the use of adsorption
techniques followed by an additional bag filter. The off-gases from multi-hearth furnaces are de-dusted
by a cyclone and subjected to treatment by post-combustion, quenching and further cleaning by the
addition of adsorbent followed by the use of a bag filter. The off-gases from melting furnaces also
require post-combustion and quenching and are then combined with the off-gas stream from multi-
hearth furnaces for further treatment with the addition of absorbent followed by the use of a bag filter.
In NFM production, suitable treatment techniques include the use of, inter alia, fabric filters,
electrostatic precipitators or scrubbers, sulphuric acid plants, and adsorption techniques with activated
carbon.
304.315. Energy requirements: Production processes for iron and NFM are energy-intensive with
significant differences between different metals. The treatment of the POP content in wastes within
these processes requires little additional energy.
305.316. Material requirements: For the production of metals, raw materials (ores, concentrates or
secondary material) are used together with additives (e.g., sand, limestone), reductants (coal and coke)
and fuels (oil and gas). Temperature control to avoid de novo synthesis of PCDDs and PCDFs requires
additional water for quenching.
306.317. Portability: Metal smelters are large and fixed installations.
307.318. Health and safety: The treatment of wastes within thermal processes can be regarded as safe if
properly designed and operated.
308.319. Capacity: The metal smelters described above have feedstock capacities above 100,000 tonnes
per year. Current experience with the addition of wastes contaminated with POPs to the feedstock
involves much smaller quantities but the capability for treating larger quantities may well exist and is
being explored.
309.320. Other practical issues: None.
321. State of commercialization: Cast iron production from iron-containing materials of iron and steel
production in a conventional blast furnace has been in operation for some years in Germany
(http://www.dk-duisburg.de),://www.dk-duisburg.de), where a shaft furnace (“Oxycup” furnace) has
been in operation since 2003 (http://www.thyssenkrupp.com).://www.thyssenkrupp.com). The hearth
furnace process has been in operation on an industrial scale in Luxembourg, since 2003
(www.paulwurth.com), and in Italy (www.lucchini.it).(www.paulwurth.com), and in Italy
(www.lucchini.it). The Waelz rotary kiln process is well-established and is covered by BAT that are in
operation at different sites in Europe (http://www.befesa-steel.com).(http://www.befesa-steel.com). The
vertical bath melting process is in operation in Germany (http://www.aurubis.com), as is the horizontal
bath melting process (www.berzelius.de).(www.berzelius.de).
3. Other disposal methods when neither destruction nor irreversible transformation is not the
environmentally preferable option
310.322. [When] neither destruction nor irreversible transformation is not the environmentally
preferable option for wastes with a POP content at or above the low POP content referred to in
subsection A of section III above, countries maycould [otherwise] allow such wastes to be disposed of
in an environmentally sound manner through methods other than those referred to in subsection IV.G.2.
311.323. Wastes containing or contaminated with POPs where such other disposal methods may be
considered include, but are not limited to:
(a) Wastes from power stations and other combustion facilities (except those listed in
subparagraph (d) below), wastes from the iron and steel industry and wastes from aluminium, lead, zinc,
copper and other non-ferrous thermal metallurgy. Such wastes include bottom ash, slag, salt slags, fly
ash, boiler dust, flue gas dust and other particulates and dust, solid wastes from gas treatment, black
drosses, wastes from treatment of salt slags and black drosses, dross and skimmings;
(b) Carbon-based and other linings and refractories from metallurgical processes;
(c) The following construction and demolition wastes:

UNEP/CHW.14/INF/9
56
(i) Mixtures of, or separate fractions of, concrete, bricks, tiles and ceramics;
(ii) The inorganic fraction of soil and stones, including excavated soil from
contaminated sites; and
(iii) Construction and demolition wastes containing PCBs, excluding equipment
containing PCBs;
(d) Wastes from the incineration or pyrolysis of waste, including solid wastes from gas
treatment, bottom ash, slag, fly ash and boiler dust; and
(e) Vitrified wastes and waste from vitrification, including fly ash and other flue gas
treatment wastes and non-vitrified solid phase wastes.
312.324. The relevant authority of the country concerned should be satisfied that neither destruction nor
irreversible transformation of the POP content, performed using best environmental practices or best
available techniques, is the environmentally preferable option.
313.325. Other disposal methods when neither destruction nor irreversible transformation is the
environmentally preferable option include those described below.
(a) Specially engineered landfill121
314.326. Any landfilling should be carried out in a way that minimizes the potential of the POP content
to enter the environment. This may be achieved through pre-treatment, e.g., a suitable solidification
process. A specially engineered landfill should comply with requirements regarding location,
conditioning, management, control, closure and preventive and protective measures to be taken against
any threat to the environment in both the short and long terms. In particular, measures should prevent
the pollution of groundwater through leachate infiltration into the soil. Protection of soil, groundwater
and surface water should be achieved through a combination of a geological barrier and a synthetic
bottom liner system during the operational phase and through a combination of a geological barrier and
a top liner during the closure and post-closure phases. Measures should be taken to prevent and reduce
the production of gases and, as appropriate, introduce landfill gas collection and control systems.
315.327. Chemicals, including POPs, found in leachate and discharged into the receiving environment
can have an impact on the environment and human health. Landfill leachate on-site treatment
technologies should be in place to reduce and prevent toxic leachate from entering the environment.
Leachate can be treated through the use of physico-chemical and biological treatments or advanced
treatment technologies such as active carbon filtration, reverse osmosis and nanofiltration, among
others.
316.328. In addition, a uniform waste acceptance procedure based on a classification procedure for
acceptable waste, including standardized concentration limit values, should be introduced. Moreover,
monitoring procedures during the operation and post-closure phases of a landfill should be established
in order to identify and prevent any possible adverse environmental effects of the landfill and take the
appropriate corrective measures. A specific permit procedure should be introduced for the landfill.
Permits should include specifications regarding the types and concentrations of wastes to be accepted,
leachate and gas control systems, monitoring, on-site security, and closure and post-closure.
317.329. The following wastes containing or contaminated with POPs are not suitable for disposal in
specially engineered landfills:
(a) Liquids and materials containing free liquids;
(b) Biodegradable organic wastes;
(c) Empty containers, unless they are crushed, shredded or similarly reduced in volume; and
(d) Explosives, flammable solids, self-heating spontaneously combustible materials, water-
reactive materials, pyrophoric solids, self-reactive wastes, oxidizers, organic peroxides, and corrosive
and infectious wastes.
121 Further information is available in UNEP, 1995c, National Guidelines for Hazardous Waste Landfills (Canadian Council of
Ministers of the Environment, 2006), Landfill Guidelines (Centre for Advanced Engineering, 2000), Environmental
Guidelines/ Solid waste landfills. (State of NSW, 2016) and in pertinent national legislation, such as European Council Directive
1999/31/EC of 26 April 1999 on the landfill of waste.

UNEP/CHW.14/INF/9
57
(b) Permanent storage in underground mines and formations
318.330. Permanent storage in facilities located underground in geohydrologically isolated salt mines
and hard rock formations is an option for separating hazardous wastes from the biosphere for geological
periods of time. A site-specific security assessment conducted in accordance with pertinent national
legislation, such as the provisions contained in European Council Decision 2003/33/EC of 19 December
2002 (establishing criteria and procedures for the acceptance of waste at landfills pursuant to Article 16
of and Annex II to Council Directive 1999/31/EC), Annex, appendix A, should be performed for every
planned underground storage facility.
319.331. Wastes should be disposed of in a manner that excludes any undesirable reaction between
different wastes or between wastes and storage linings, through, among other things, the storage of
wastes in chemically and mechanically secure containers. Wastes that are liquid, gaseous, emit toxic
gases or are explosive, flammable or infectious should not be stored underground in mines. Operational
permits should define waste types that should be generally excluded.
320.332. The following should be considered in the selection of permanent storage for disposal of POP
wastes:
(a) Caverns or tunnels used for storage should be completely separated from active mining
areas and areas that may be reopened for mining;
(b) Caverns or tunnels should be located in geological formations that are well below zones
of available groundwater or in formations that are completely isolated by impermeable rock or clay
layers from water-bearing zones;
(c) Caverns and tunnels should be located in geological formations that are extremely stable
and not in areas subject to earthquakes.
4. Other disposal methods when the POP content is low
321.333. If wastes with a POP content [at or] below the [defined] low POP content referred to in
subsection A of section III above are not disposed of using the methods described above, they should be
disposed of in an environmentally sound manner in accordance with pertinent national legislation and
international rules, standards and guidelines, including specific technical guidelines developed under the
Basel Convention.
322.334. Depending on, inter alia, the type of waste stream in question, the appropriate disposal method
should be chosen to manage the waste in an environmentally sound manner. For example, technical
guidelines on the ESM of a number of waste streams have been developed under the Basel Convention
and are available from www.basel.int.
323.335. Examples of pertinent national legislation are given in annex II to the present guidelines.
H. Remediation of contaminated sites
1. Contaminated site identification
324.336. Poor handling and storage practices in particular may lead to releases of POPs at sites storing
these chemicals122, resulting in contamination of the site with high levels of POPs that may pose serious
environmental and health concerns. Identification of such sites is the first step in addressing potential
concerns.
325.337. Identification of such sites can be undertaken using a phased approach, including:
(a) Identification of suspected sites, such as sites presently or historically involved in:
122 The identification of contaminated sites should also include those where POPs precursors have been used and
stored (e.g. the use of sulfuramid as a pesticide which is a PFOS precursor).
UNEP/CHW.14/INF/9
58
(i) Manufacture of POPs;
(ii) Other processes listed in Annex C to the Stockholm Convention leading to the
creation of unintentional POPs;
(iii) Formulation of pesticides and filling and retrofilling of transformers;
(iv) Usage and storage of POPs, such as application of pesticides and placement of
transformers; and and usage of PFOS-containing fire-fighting foams;
(v) Disposal of POP wastes;
(vi) Manufacture of equipment, materials, articles (transformers, capacitors, etc)
containing POPs;
(vii) Accidents including fires with liquids and other materials containing or polluted
with POPs; and
(viii) Sites for the maintenance of equipment containing POPs.
(b) Review of current and historical information pertaining to the suspected site;
(c) An initial testing programme to confirm the presence or absence of suspected
contaminants and to characterize the physical conditions of the suspected site; and
(d) A detailed testing programme to identify the nature of the site contamination and gather
any additional information required.
326.338. Information on contaminated site identification is widely available. For example, the United
Nations Industrial Development Organization (UNIDO) Expert Group on POPs has developed a
comprehensive toolkit aimed at assisting developing countries with the identification, classification and
prioritization of POP-contaminated sites and with the development of suitable technologies for land
remediation, in accordance with best available techniques and best environmental practices (BAT/BEP)
(UNIDO, 2010). Other information can be found in the Reference manual for assessing soil contamination (FAO, 2000) and
the Guidance document on the management of contaminated sites in Canada (Canadian Council of Ministers of the Environment, 1997).),
Assessment and management of contaminated sites (Department of Environment Regulation, 2014) and
Brownfields Road Map to Understanding Options for Site Investigation and Cleanup. Sixth Edition (US
EPA, 2017).
2. Environmentally sound remediation
327.339. Contaminated site criteria developed by Governments using risk assessment techniques are
used as general targets in site remediation. Separate criteria can be developed or adopted for soil,
sediment and groundwater. Often, a distinction is made between soil quality criteria depending on the
use of the site: industrial (least stringent criteria), commercial, residential or agricultural (most stringent
criteria) soils. Examples of such criteria can be found in the German Federal Soil Protection and
Contaminated Sites Ordinance, the Swiss Soil Burden Ordinance and the Canadian Environmental
Quality Guidelines. 123 124 and the Austrian Standard ÖNORM S 2088-2 and in European Commission
(2007).125
328.340. Information on methods currently used for the remediation of sites contaminated with POPs,
including guidance on site assessment, remediation programs and risk assessment, is available from a
variety of sources, including:126
(a) Canadian Council of Ministers of the Environment, 1997. Guidance Document on the Management of
Contaminated Sites in Canada. Available from: www.ccme.ca and Canadian Federal Contaminated
Sites Action Plan. Available from
http://www.federalcontaminatedsites.gc.ca/default.asp?lang=en&n=BAC292EB-1
(b) Europe:
http://www.umweltbundesamt.at/en/umweltschutz/altlasten/projekte1/international1/
123 See https://www.ccme.ca/en/resources/canadian_environmental_quality_guidelines/ Canadian Council
of Ministers of the Environment, 2002, and annex II (examples of pertinent national legislation) below.
124 See Canadian Council of Ministers of the Environment, 2002, and annex II (examples of pertinent national
legislation) below.
125 See Canadian Council of Ministers of the Environment, 2002, and annex II (examples of pertinent national
legislation) below.
126 For full references, see annex III (bibliography) below.

UNEP/CHW.14/INF/9
59
http://www.eugris.info
http://www.nicole.org
https://esdac.jrc.ec.europa.eu/themes/soil-contamination
https://www.eea.europa.eu/data-and-maps/indicators/progress-in-management-of-
contaminated-sites-3/assessment
(b)(c) FAO, 2001. Training manual on inventory taking of obsolete pesticides, Pesticide
Disposal Series No. 10. Available from: www.fao.org.
(c)(d) Federal Remediation Technology Roundtable (FRTR), 2002. Remediation Technologies
Screening Matrix and Reference Guide, Version 4.0. Available at www.frtr.gov/matrix2/top_page.html.
(de) United States Environmental Protection Agency (EPA):
http://www.epa.gov/superfund/
http://www.epa.gov/oswer/riskassessment/risk_superfund.htm
http://www.epa.gov/superfund/cleanup/pasi.htm,
http://www.epa.gov/superfund/policy/remedy/sfremedy/rifs.htm,
http://www.epa.gov/superfund/cleanup/rdra.htm
https://clu-in.org/
(ef) United States Army Corps of Engineers, 2003. Safety and Health Aspects of HTRW
Remediation Technologies. Available at: http://140.194.76.129/publications/eng-manuals/EM_1110-1-
4007_sec/EM_1110-1-4007.pdf; and
(fg) Vijgen, 2002. “NATO/CCMS Pilot Study: Evaluation of Demonstrated and Emerging
Technologies for the Treatment of Contaminated Land and Groundwater.” Available at:
https://www.clu-in.org/download/partner/2001annualreport.pdf.
I. Health and safety127
329.341. In general, there are three main ways to protect workers and members of the public from
chemical hazards (in order of preference):
(a) Keep workers and members of the public away from all possible sources of
contamination;
(b) Control contaminants so that the possibility of exposure is minimized; and
(c) Protect workers by ensuring that they use personal protective equipment.
330.342. Information on health and safety is also available from ILO (ILO, 1999a and 1999b), WHO
(WHO, 1995 and 1999), IPCS INCHEM (various dates) the United Kingdom Health and Safety
Executive (See Protection of workers and the general public during the development of contaminated
land, Guidance Note HS (G) 66-H HMSO) and in the Guidance Manual for Hazardous Waste Site
Activities (NIOSH, 1985). Examples of practical implementation can be found in UNEP, 2001.
331.343. Health and safety plans should be in place at all facilities that handle POP wastes to ensure the
protection of every person in and around such facilities. The health and safety plan for each specific
facility should be developed by a trained health and safety professional with experience in managing
health risks associated with the specific POPs at the facility.
332.344. All health and safety plans should adhere to the above principles and recognize local or
national labour standards. Most health and safety programmes recognize various levels of safety, with
risk levels depending on the site in question and the nature of the contaminated materials found there.
The level of protection provided to workers should correspond to the level of risk to which they are
exposed.
333.345. Different POP waste streams can present significantly different risks depending upon toxicity
and exposure. Levels of risk should be established and each situation should be evaluated by health and
safety professionals. Two types of situations are discussed below: higher-risk and lower-risk situations.
1. Higher-risk situations
127 Further information on health and safety is available from ILO, 1999a and 1999b; WHO, 1995 and 1999; IPCS INCHEM, no date. For full
references, see annex III (bibliography) below.
UNEP/CHW.14/INF/9
60
334.346. Higher-risk situations occur where high concentrations of POPs or high volumes of POP
wastes are found and a high potential for exposure of workers or the general population exists. In such
situations, particular efforts should be made to minimize public exposure. In addition, guidance should
be provided to ensure that the public is aware of the potential risk and of the measures to be taken in
cases of exposure.
335.347. Specific technical guidelines on POP wastes will identify higher-risk situations relevant to the
specific POPs that they cover.
336.348. There is no international quantitative definition of high volume or high concentration. Workers
and employers can be guided by the advice and input of health and safety professionals, labour
representatives, scientific literature and government authorities. Higher-risk situations may occur:
(a) At sites producing, handling and/or using POPs;
(b) At stockpile and large-volume storage sites for chemicals or POP wastes;
(c) At facilities for the treatment or disposal of POP wastes;
(d) At sites contaminated with high concentrations of POPs at or near the surface.
337.349. At a minimum, POPs health and safety planning for higher-risk situations should include the
following elements:
(a) A written health and safety plan (HASP) should be developed and posted at each site;
(b) Workers who are to have access to the site should read the HASP and sign a statement
confirming that they have read it and understood it;
(c) The HASP may be written to encompass all hazards at the site but should have a section
or chapter specifically detailing procedures for POPs;
(d) Workers should be present at the site only when necessary for servicing or inspecting
equipment or stored materials;
(e) Workers entering the site should have appropriate health and safety and operational
training for chemical, physical and biological hazards;
(f) Health and safety training should be performed annually;
(g) Routine air monitoring should be carried out to detect the presence of POP contaminants;
(h) Collective protective measures such as active wet control system (e.g., to prevent
contaminated dust from becoming airborne) and passive covering systems (e.g., sealed impermeable
high-density polyethylene (HDPE) sheets to reduce dust and vapour diffusion), may be advisable;
(i) When appropriate, workers entering the site should wear appropriate respiratory
protection, and impermeable fabrics should cover their entire bodies (i.e., coveralls with hoods, face
shields, gloves and boot covers, or full body suits);
(j) Spill clean-up kits and personal decontamination materials should be present in all areas
containing POPs;
(k) Workers who are or are expected to be routinely entering sites or working with POPs
should undergo medical monitoring, including a baseline medical examination;
(l) When POPs are to be handled in an open system or when it is reasonably expected that
the protective clothing of a worker may be contaminated with POPs, a contaminant reduction zone
should be established where workers can be decontaminated and remove their protective equipment;
(m) The HASP and general work procedures should be reviewed at least annually and revised
if necessary to enhance health and safety at the site.
2. Lower-risk situations
338.350. As with high volume or high concentration, there is no international quantitative definition of
low volume or low concentration. The terms should thus be defined by comparing contaminant levels
with government guidelines or by conducting site-specific risk assessments. Lower-risk situations may
occur:
(a) At sites that contain materials contaminated with POPs in small quantities or at low
concentrations;
(b) In controlled storage rooms that contain small quantities of POPs; and
UNEP/CHW.14/INF/9
61
(c) At sites contaminated with low concentrations of POPs or where the contamination
cannot come directly into contact with people.;
(d) In cases where the POP concentration is low and the chemicalPOP is inside a polymer.
339.351. Despite the low level of risk that the situations described above present, some health and safety
measures should be taken to minimize exposure, including health and safety training of personnel who
are likely to come into contact with POPs.
J. Emergency response128
340.352. Emergency response plans should be in place for all POPs in production, use, storage and
transport or at disposal sites, in line with the exposure and risk profiles of each specific POP. While
emergency response plans can vary for each situation and each type of POP, the principal elements of
an emergency response include:
(a) Identifying all potential hazards, risks and accidents;
(b) Identifying relevant local and national legislation governing emergency response plans;
(c) Planning for anticipated emergency situations and possible responses to them;
(d) Maintaining a complete up-to-date inventory of all POPs on site;
(e) Training personnel in response activities, including simulated response exercises, and first
aid;
(f) Maintaining mobile spill response capabilities or retaining the services of a specialized
firm for spill response;
(g) Notifying fire departments, the police and other government emergency response
agencies of the location of POPs and their routes of transport;
(h) Installing mitigation measures such as fire suppression systems, spill containment
equipment, fire-fighting water containment, spill and fire alarms, and firewalls;
(i) Installing emergency communication systems, including signs indicating emergency
exits, telephone numbers, alarm locations and response instructions;
(j) Installing and maintaining emergency response kits containing sorbents, personal
protective equipment, portable fire extinguishers and first aid supplies;
(k) Integrating facility plans with local, regional, national and global emergency plans, if
appropriate; and
(l) Regularly testing emergency response equipment and reviewing emergency response
plans.
341.353. Emergency response plans should be prepared jointly by interdisciplinary teams that include
emergency response, medical, chemical and technical personnel and labour and management
representatives. When applicable, representatives of potentially impacted communities should also be
included.
K. Public participation
342.354. Public participation is a core principle of the 1999 Basel Declaration on Environmentally
Sound Management and many other international agreements. It is essential that the public and all
stakeholder groups have a chance to participate in the development of policy related to POPs, the
planning of programmes, the development of legislation, the review of documents and data, and
decision-making on local issues related to POPs. Paragraphs 6 (g) and (h) of the Basel Declaration
reflect an agreement to enhance and strengthen efforts and cooperation to achieve environmentally
sound management with regard to the enhancement of information exchange, education and awareness-
raising in all sectors of society; and cooperation and partnership at all levels between countries, public
authorities, international organizations, industry, non-governmental organizations and academic
institutions.
128 Further guidance on emergency response plans can be found in other guidelines developed by international organizations, such as the OECD Guiding
Principles for Chemical Accident Prevention, Preparedness and Response, second edition (2003), or by national, regional or local governments or agencies
(such as civil defence and emergency coordination agencies and fire departments).
UNEP/CHW.14/INF/9
62
343.355. The Stockholm Convention, in Article 10, paragraph 1 (d), calls on each Party, within its
capabilities, to promote and facilitate public participation in addressing POPs and their health and
environmental effects and in developing adequate responses, including by providing opportunities for
public input at the national level regarding the implementation of the Convention.
344.356. Articles 6, 7, 8, and 9 of the UNECE 1998 Convention on Access to Information, Public
Participation in Decision-making and Access to Justice in Environmental Matters (Aarhus Convention)
require the Parties to conduct fairly specific types of activities regarding public participation in specific
government activities, the development of plans, policies and programmes and the development of
legislation, and call for access to justice for the public with regard to the environment.
345.357. The participation of the public in the adoption of standards and regulations on POPs is
essential. Any Government planning new or changed regulations or policies should have an open
process for soliciting comment from any and all persons or groups. This means that a general invitation
to comment should be given through regular media outlets, the Internet, or by direct invitation. The
individuals and groups who should be considered for direct invitation to comment are:
(a) Individual citizens who have expressed an interest in POPs;
(b) Local citizens groups, including local environmental groups, for local issues;
(c) Groups of highly vulnerable people, such as women, children and the least educated;
(d) Regionally, nationally or globally organized environmental groups;
(e) Individual industries and businesses with a stake in the process;
(f) Business associations;
(g) Trade unions and associations;
(h) Professional associations;
(i) Other levels of government.
346.358. A public participation process may have several phases. Groups may be consulted before any
changes or programmes are considered, during the policy development process and after each draft
policy document is prepared. Comments may be invited in person, in writing or through an Internet
website.
347.359. An example of public consultation regarding the development of POPs management plans can
be found in the Australia Department of the Environment and Heritage document titled “A case study of
problem solving through effective community consultation.”129
129 See Australia Department of the Environment and Heritage, 2000.

UNEP/CHW.14/INF/9
63
Annex I to the technical guidelines
International instruments
In addition to the Stockholm and Basel conventions, there are other international instruments or
systems that contain provisions pertaining to POPs or POP wastes, including130:
(a) 1998 Protocol on Persistent Organic Pollutants to the UNECE 1979 Convention on
Long-range Transboundary Air Pollution;
(b) 2003 Protocol on Pollutant Release and Transfer Registers to the UNECE 1998
Convention on Access to Information, Public Participation in Decision-making and Access to Justice
in Environmental Matters (Aarhus Convention);
(c) 1991 Bamako Convention on the Ban of the Import into Africa and the Control of
Transboundary Movement and Management of Hazardous Wastes within Africa;
(d) 1995 Convention to Ban the Importation into Forum Island Countries of Hazardous and
Radioactive Wastes and to Control the Transboundary Movement and Management of Hazardous
Wastes within the South Pacific Region (Waigani Convention);
(e) OECD Council Decision C (2001) 107/FINAL Concerning the Control of
Transboundary Movements of Wastes Destined for Recovery Operations;
(f) Rotterdam Convention on Prior Informed Consent Procedure for Certain Hazardous
Chemicals and Pesticides in International Trade (1998); and
(g) Globally Harmonized System of Classification and Labelling of Chemicals (GHS).
130 The reference is made to the most recent version of the instruments, taking into account the possible
amendments.
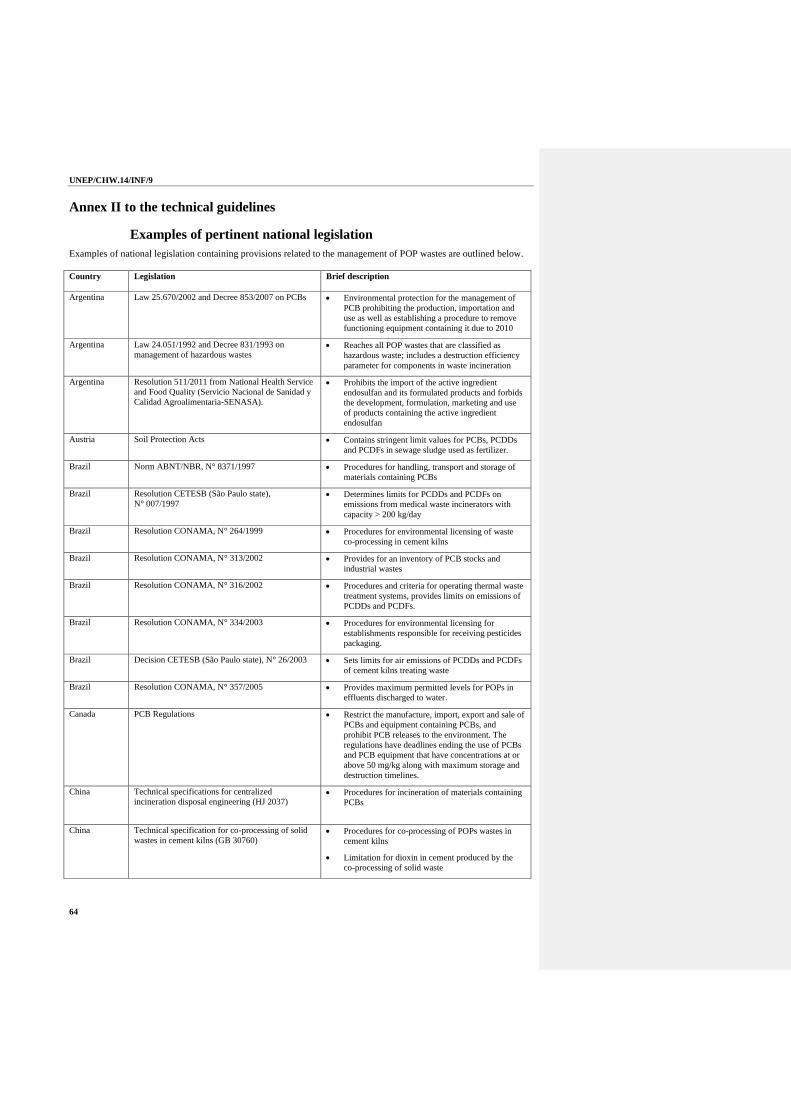
UNEP/CHW.14/INF/9
64
Annex II to the technical guidelines
Examples of pertinent national legislation
Examples of national legislation containing provisions related to the management of POP wastes are outlined below.
Country Legislation Brief description
Argentina Law 25.670/2002 and Decree 853/2007 on PCBs • Environmental protection for the management of
PCB prohibiting the production, importation and
use as well as establishing a procedure to remove
functioning equipment containing it due to 2010
Argentina Law 24.051/1992 and Decree 831/1993 on
management of hazardous wastes • Reaches all POP wastes that are classified as
hazardous waste; includes a destruction efficiency
parameter for components in waste incineration
Argentina Resolution 511/2011 from National Health Service
and Food Quality (Servicio Nacional de Sanidad y
Calidad Agroalimentaria-SENASA).
• Prohibits the import of the active ingredient
endosulfan and its formulated products and forbids
the development, formulation, marketing and use
of products containing the active ingredient
endosulfan
Austria Soil Protection Acts • Contains stringent limit values for PCBs, PCDDs
and PCDFs in sewage sludge used as fertilizer.
Brazil Norm ABNT/NBR, N° 8371/1997 • Procedures for handling, transport and storage of
materials containing PCBs
Brazil Resolution CETESB (São Paulo state),
N° 007/1997 • Determines limits for PCDDs and PCDFs on
emissions from medical waste incinerators with
capacity > 200 kg/day
Brazil Resolution CONAMA, N° 264/1999 • Procedures for environmental licensing of waste
co-processing in cement kilns
Brazil Resolution CONAMA, N° 313/2002 • Provides for an inventory of PCB stocks and
industrial wastes
Brazil Resolution CONAMA, N° 316/2002 • Procedures and criteria for operating thermal waste
treatment systems, provides limits on emissions of
PCDDs and PCDFs.
Brazil Resolution CONAMA, N° 334/2003 • Procedures for environmental licensing for
establishments responsible for receiving pesticides
packaging.
Brazil Decision CETESB (São Paulo state), N° 26/2003 • Sets limits for air emissions of PCDDs and PCDFs
of cement kilns treating waste
Brazil Resolution CONAMA, N° 357/2005 • Provides maximum permitted levels for POPs in
effluents discharged to water.
Canada PCB Regulations • Restrict the manufacture, import, export and sale of
PCBs and equipment containing PCBs, and
prohibit PCB releases to the environment. The
regulations have deadlines ending the use of PCBs
and PCB equipment that have concentrations at or
above 50 mg/kg along with maximum storage and
destruction timelines.
China Technical specifications for centralized
incineration disposal engineering (HJ 2037) • Procedures for incineration of materials containing
PCBs
China Technical specification for co-processing of solid
wastes in cement kilns (GB 30760) • Procedures for co-processing of POPs wastes in
cement kilns
• Limitation for dioxin in cement produced by the
co-processing of solid waste
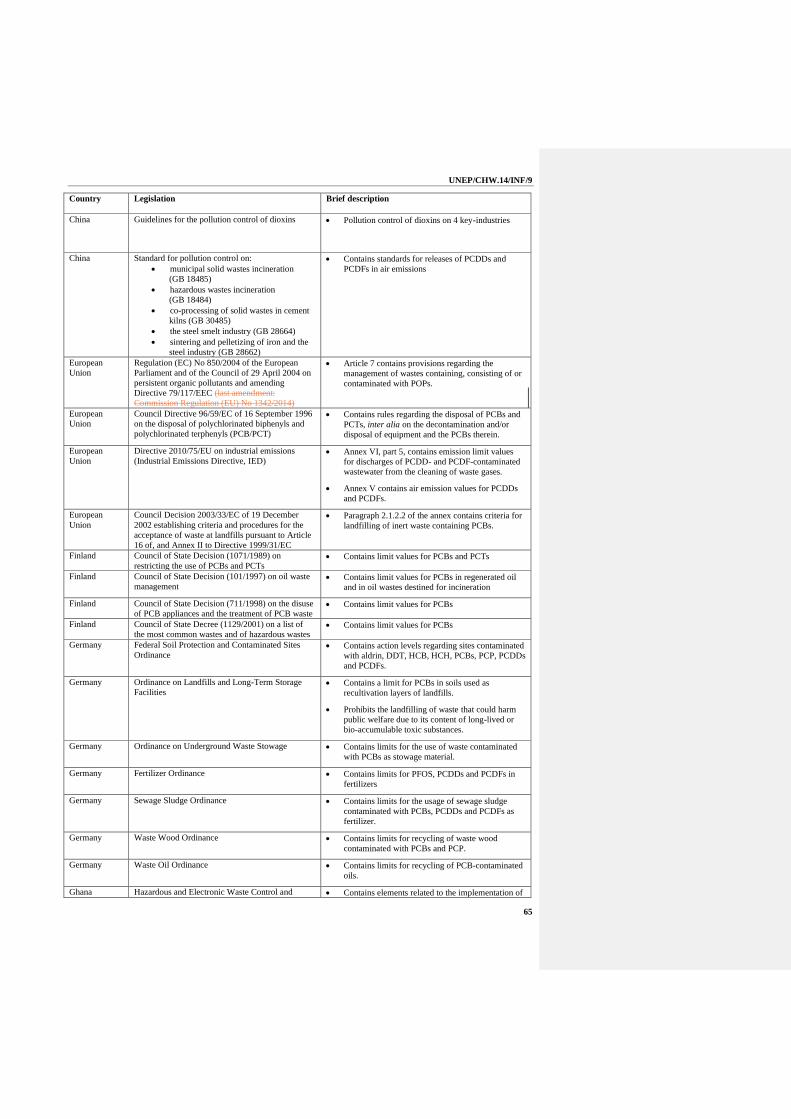
UNEP/CHW.14/INF/9
65
Country Legislation Brief description
China Guidelines for the pollution control of dioxins • Pollution control of dioxins on 4 key-industries
China Standard for pollution control on:
• municipal solid wastes incineration
(GB 18485)
• hazardous wastes incineration
(GB 18484)
• co-processing of solid wastes in cement
kilns (GB 30485)
• the steel smelt industry (GB 28664)
• sintering and pelletizing of iron and the
steel industry (GB 28662)
• Contains standards for releases of PCDDs and
PCDFs in air emissions
European
Union
Regulation (EC) No 850/2004 of the European
Parliament and of the Council of 29 April 2004 on
persistent organic pollutants and amending
Directive 79/117/EEC (last amendment:
Commission Regulation (EU) No 1342/2014)
• Article 7 contains provisions regarding the
management of wastes containing, consisting of or
contaminated with POPs.
European
Union
Council Directive 96/59/EC of 16 September 1996
on the disposal of polychlorinated biphenyls and
polychlorinated terphenyls (PCB/PCT)
• Contains rules regarding the disposal of PCBs and
PCTs, inter alia on the decontamination and/or
disposal of equipment and the PCBs therein.
European
Union
Directive 2010/75/EU on industrial emissions
(Industrial Emissions Directive, IED)
• Annex VI, part 5, contains emission limit values
for discharges of PCDD- and PCDF-contaminated
wastewater from the cleaning of waste gases.
• Annex V contains air emission values for PCDDs
and PCDFs.
European
Union
Council Decision 2003/33/EC of 19 December
2002 establishing criteria and procedures for the
acceptance of waste at landfills pursuant to Article
16 of, and Annex II to Directive 1999/31/EC
• Paragraph 2.1.2.2 of the annex contains criteria for
landfilling of inert waste containing PCBs.
Finland Council of State Decision (1071/1989) on
restricting the use of PCBs and PCTs • Contains limit values for PCBs and PCTs
Finland Council of State Decision (101/1997) on oil waste
management • Contains limit values for PCBs in regenerated oil
and in oil wastes destined for incineration
Finland Council of State Decision (711/1998) on the disuse
of PCB appliances and the treatment of PCB waste • Contains limit values for PCBs
Finland Council of State Decree (1129/2001) on a list of
the most common wastes and of hazardous wastes • Contains limit values for PCBs
Germany Federal Soil Protection and Contaminated Sites
Ordinance • Contains action levels regarding sites contaminated
with aldrin, DDT, HCB, HCH, PCBs, PCP, PCDDs
and PCDFs.
Germany Ordinance on Landfills and Long-Term Storage
Facilities • Contains a limit for PCBs in soils used as
recultivation layers of landfills.
• Prohibits the landfilling of waste that could harm
public welfare due to its content of long-lived or
bio-accumulable toxic substances.
Germany Ordinance on Underground Waste Stowage • Contains limits for the use of waste contaminated
with PCBs as stowage material.
Germany Fertilizer Ordinance • Contains limits for PFOS, PCDDs and PCDFs in
fertilizers
Germany Sewage Sludge Ordinance • Contains limits for the usage of sewage sludge
contaminated with PCBs, PCDDs and PCDFs as
fertilizer.
Germany Waste Wood Ordinance • Contains limits for recycling of waste wood
contaminated with PCBs and PCP.
Germany Waste Oil Ordinance • Contains limits for recycling of PCB-contaminated
oils.
Ghana Hazardous and Electronic Waste Control and • Contains elements related to the implementation of

UNEP/CHW.14/INF/9
66
Country Legislation Brief description
Management-Act, 2016, Act 917 the Basel, Rotterdam and Stockholm Conventions,
especially on all waste which include POP wastes.
Italy Part of the Environmental Frame Law concerning
waste and soil remediation (Part IV of
Legislative Decree No. 152 of 3 April 2006)
• Contains limits for the regeneration and the co-
incineration of PCB/PCT contaminated oils
• Contains action levels regarding sites (residential,
industrial commercial soil and groundwater)
contaminated with aldrin, alfa, beta and gamma
HCH, chlordane, dieldrin, endrin, DDT, HCB,
PCBs, PCDDs and PCDFs.
Italy Regulations for waste recovery with exemption
from permit requirements (simplified
administrative procedures) (Ministerial Decree
5/02/1998)
• Contains limits for PCBs, PCTs and PCDDs in
specific types of waste as conditions for exemption
from permit requirements
Japan Law Concerning Special Measures Against
Dioxins • Contains tolerable daily intake environmental
standards for ambient air, water quality (including
sediment) and soil, emission and residue standards
for gas, effluent, ash and dust regarding PCDDs,
PCDFs and dioxin-like PCBs.
Japan Law Concerning Special Measures for Promotion
of Proper Treatment of PCB Wastes (PCB Special
Measures Law)
• Contains standards for the treatment of plastics and
metals contaminated with PCBs.
Japan Soil Contamination Countermeasures • Contains standards for the treatment of soil
contaminated with PCBs.
Japan Waste Management and Public Cleansing Law • Contains criteria of hazardous wastes containing
PCBs, PCDDs, PCDFs and dioxin-like PCBs.
Japan Water Pollution Control Law • Contains emission standards for effluent containing
PCBs.
Mexico Norm NOM-098 of 2004 • Contains emission and destruction efficiency
standards for waste incinerators.
Mexico Norm NOM-133 of 2001 • Contains regulations regarding handling of PCBs
and a programme for the preparation of inventories.
New Zealand Hazardous Substances and New Organisms Act
1996 • Prohibits the import, manufacture, use or storage of
POPs (sections 25A – 25D, Schedule 1AA,
Schedule 2A).
New Zealand National Environmental Standards for Air Quality
(Resource Management (National Environmental
Standards for Air Quality) Regulations 2004)
• Contains standards banning activities discharging
significant quantities of dioxins and other toxics
into the air, and standards for ambient (outdoor) air
quality.
Norway Norwegian Product Regulations, Chapter 2 on
Regulated substances, preparations and
products.
• Contains a ban on the production, use, import and
export of PCBs, including PCB-containing
capacitors.
Norway Norwegian Waste Regulations, Chapter 14 on
Discarded insulating glass units containing
PCBs
• Lays down requirements for the producers to
collect and handle obsolete windows that contain
PCBs.
Norway Norwegian Pollution Regulations, Chapter 2 on
Clean-up of contaminated soil • Contains limit values below which a soil is
considered to be clean and suitable for use in
sensitive areas.
Switzerland Soil Burden Ordinance • Contains actions levels regarding sites
contaminated with PCBs, PCDDs and PCDFs.
United States
of America
EPA 40 CFR 63 Subpart EEE National Emission
Standards for Hazardous Air Pollutants from
Hazardous Waste Combustors
• Contains standards for releases of PCDDs and
PCDFs within air emissions.
United States
of America
40 CFR 268.48 Universal Treatment Standards for
Hazardous Wastes • Contains standards for the treatment of hazardous
waste prior to land disposal and aqueous waste
prior to release.
United States
of America
40 CFR 761.70 Standards for incineration of PCBs • Contains standards for air emissions when
incinerating PCBs.
UNEP/CHW.14/INF/9
67
Annex III to the technical guidelines
Bibliography
Agency for Toxic Substances and Disease Registry (United States of America), Toxicological Profile
Information Sheets. Available from: www.atsdr.cdc.gov.
Ariizumi, A et al, 1997. “Dechlorination and decomposition behaviour of PCBs by the sodium
dispersion process”, J. Environ. Chem., vol. 7, pp. 793–799.
Arnold, F. T. (2003). Gas Phase Chemical Reduction - Proven Technology for Safe and Complete
Treatment of Legacy and Non-Legacy POPs Waste. International Workshop on Non-Combustion
Technologies for Destruction of POPs - January 16, 2003. IPEN, Arnika and UNIDO. Upper Chamber
of the Czech Parliament Building (Valdstejn Palace) Prague, Arnika Association. 304 p.
Available at: http://english.arnika.org/publications/international-workshop-on-non-combustion-
technologies-for-destruction-of-pops: 209.
Australia Department of the Environment and Heritage, 2000. A Case Study of Problem Solving
Through Effective Community Consultation. Available at:
http://www.ntn.org.au/cchandbook/library/documents/problem%20solving.pdf.
Austrian Federal Ministry of Agriculture, Forestry, Environment and Water Management, 2010.
Waste-to-Energy in Austria. White Book – Figures, Data, Facts, 2nd edition. Available at:
http://www.uvp.at/publications/whitebook/
Borgnes.D and Rikheim.B. 2005. Emission Measurements During Incineration of Waste Containing
Bromine”.Norden, 2005. Available at: http://norden.diva-
portal.org/smash/get/diva2:702261/FULLTEXT01.pdfAvailable at:
http://norden.diva-portal.org/smash/get/diva2:702261/FULLTEXT01.pdf
BiPRO GmbH, 2005. “Study to facilitate the implementation of certain waste related provisions of the
Regulation on Persistent Organic Pollutants (POPs): Final Report for the European Commission.”
Brussels, Munich. Available at:
http://ec.europa.eu/environment/waste/studies/pdf/pops_waste_full_report.pdf
Brusselaers J., Mark F.E. and Tange L., 2006. “Using Metal-Rich WEEE Plastics as Feedstock Fuel
Substitute for an Integrated Metals Smelter”, Plastics Europe, Umicore and EFRA.
Canadian Council of Ministers of the Environment, 1997. Guidance Document on the Management of
Contaminated Sites in Canada. Available from: www.ccme.ca.
Canadian Council of Ministers of the Environment, 2002. Canadian Environmental Quality
Guidelines. Available from: www.ccme.ca.
Canadian Council of Ministers of the Environment, 2006. National Guidelines for Hazardous Waste
Landfills. PN 1365. https://www.ccme.ca/files/Resources/waste/hazardous/pn_1365_e.pdf
Centre for Advanced Engineering, 2000. Landfill Guidelines. University of Canterbury Christchurch.
New Zealand. ISBN 0-908993-23-4. https://www.mfe.govt.nz/sites/default/files/4139_landfill.pdf
CMPS&F – Environment Australia, 1997. Appropriate Technologies for the Treatment of Scheduled
Wastes: Review Report Number 4. Available from: www.deh.gov.au.
Cobo, M., A. Gálvez, J. Conesa and C. Montes de Correa (2009). "Characterization of fly ash from a
hazardous waste incinerator in Medellin, Colombia." Journal of Hazardous Materials 168: 1223-1232.
COHIBA (2011). COHIBA Guidance Document No.8 for short chain chlorinated paraffins (SCCP) and medium
chain chlorinated paraffins (MCCP). Control of hazardous substances in the Baltic Sea region, COHIBA. 56 p.
http://www.isi.fraunhofer.de/isi-wAssets/docs/n/en/publikationen/SCCP-MCCP_1.pdf
Costner, P., Luscombe D. and Simpson M., 1998. “Technical Criteria for the Destruction of Stockpiled
Persistent Organic Pollutants”, Greenpeace International Service Unit.
Danish Environmental Protection Agency, 2004. Detailed review of selected non-incineration and
incineration POPs Elimination Technologies for the CEE Region. 186 p.
https://www2.mst.dk/udgiv/publications/2005/87-7614-543-3/pdf/87-7614-544-1.pdfAvailable from:
www.mst.dk/publications/.
Commented [EU and MS20]: In Add. 4 and Add. 5,
this text has been left out in before the Bibliography.
Please make consistent
UNEP/CHW.14/INF/9
68
Danish Environmental Protection Agency, 2014. Survey of short chain and medium chain chlorinated
paraffins. Part of the LOUS-review. Environmental project No. 1614. 168 p. ISBN no. 978-87-93283-
19-0. https://www2.mst.dk/udgiv/publications/2014/11/978-87-93283-19-0.Pdf
Department of Environment Regulation. 2014. Assessment and management of contaminated sites.
Contaminated sites guidelines. Western Australia.
https://www.der.wa.gov.au/images/documents/your-environment/contaminated-
sites/guidelines/Assessment_and_management_of_contaminated_sites.pdf
Du Bing, Y.-r. Huang, A.-m. Liu, T. Zhang, Z.-g. Zhou, N. Li, L.-l. Li, Y. Ren, P.-j. Xu and L. Qi
2011. "Selected Brominated UP-POPs from Cement Kiln Co-processing Hazardous Waste."
Organohalogen Compounds 73.
Environment Canada, 2011. Environmental monitoring and surveillance in support of the chemical
management plan. Available from: http://www.ec.gc.ca.
EPA, 1993. Technology Alternatives for the Remediation of PCB-Contaminated Soil and Sediment.
Available from: www.epa.gov.
EPA, 2002. RCRA Waste Sampling Draft Technical Guidance. Available at www.epa.gov.
EPA, 2017. Brownfields Road Map to Understanding Options for Site Investigation and Cleanup.
Sixth Edition. Office of Land and Emergency Management. EPA 542-R-17-003.
www.epa.gov/brownfields/brownfields-roadmap
European Commission, 2001a. Reference Document on Best Available Techniques in the Non Ferrous
Metals Industry. Available from: http://eippcb.jrc.ec.europa.eu/reference/nfm.html.
European Commission, 2001b. Reference Document on Best Available Techniques on the Production
of Iron and Steel. Available at:
http://eippcb.jrc.ec.europa.eu/reference/BREF/IS_Adopted_03_2012.pdf.
European Commission, 2003. Reference Document on the General Principles of Monitoring.
Available from: http://eippcb.jrc.ec.europa.eu/reference/mon.html.
European Commission, 2005. Study to facilitate the implementation of certain waste related provisions
of the Regulation on Persistent Organic Pollutants (POPs): Final Report for the European
Commission. BiPRO GmbH, Munich. Available at:
http://ec.europa.eu/environment/waste/studies/pdf/pops_waste_full_report.pdf
European Commission, 2006. Reference Document Best Available Techniques for Waste Incineration.
Available from: http://eippcb.jrc.ec.europa.eu/reference/wi.html.Available from:
http://eippcb.jrc.ec.europa.eu/reference/wi.html.
European Commission, 2007. Derivation methods of soil screening values in Europe. A review and
evaluation of national procedures towards harmonization. European Commission, Joint Research
Centre, Ispra, EUR 22805-EN. 306 p.
European Commission, 2011. Study on waste related issues of newly listed POPs and candidate POPs.
(prepared by the Expert Team to Support Waste Implementation, ESWI). Available at:
http://ec.europa.eu/environment/waste/studies/pdf/POP_Waste_2010.pdf.
European Commission, 2013. Best Available Techniques (BAT). Reference Document for the
Production of Cement, Lime and Magnesium Oxide. Joint Research Centre. Institute for prospective
technological studies.
European Commission, 2013b. Decision 2013/163/EU establishing the best available techniques
(BAT) conclusions under Directive 2010/75/EU on industrial emissions for the production of cement,
lime and magnesium oxide. Available at: http://eur-lex.europa.eu/legal-
content/EN/TXT/PDF/?uri=CELEX:32013D0163&from=EN
European Commission, 2017. Best Available Techniques (BAT) Reference Document for Waste
Treatment - Final Draft. Industrial Emissions Directive 2010/75/EU (Integrated Pollution Prevention
and Control). Sevilla. 858 p.
http://eippcb.jrc.ec.europa.eu/reference/BREF/WT/WT_Final_Draft1017.pdf
FAO, 1996. Pesticide Storage and Stock Control Manual. Pesticide Disposal Series No.3. Available
from: http://www.fao.org/agriculture/crops/obsolete-pesticides/resources0/en/.
FAO, 2000. Assessing Soil Contamination: A Reference Manual. Pesticide Disposal Series No. 8.
Available from: www.fao.org/agriculture/crops/obsolete-pesticides/resources0/en/.

UNEP/CHW.14/INF/9
69
FAO, 2001. Training manual for inventory taking of obsolete pesticides. Pesticide Disposal Series No.
10. Available from: www.fao.org/agriculture/crops/obsolete-pesticides/resources0/en/.
Federal Remediation Technology Roundtable (FRTR), 2002. Remediation Technologies Screening
Matrix and Reference Guide, Version 4.0. Available at: www.frtr.gov/matrix2/top_page.html.
German Federal Environment Agency, 2014. Federation/Länder Dioxin Database, Umweltbundesamt
Dessau-Roßlau. Available at: http://www.dioxindb.de/index-e.html.
German Federal Environment Agency, 2015. Identification of potentially POP-containing Wastes and
Recyclates – Derivation of Limit Values. Available at:
http://www.umweltbundesamt.de/publikationen/identification-of-potentially-pop-containing-wastes
German Federal Ministry for the Environment, 2005. Waste Incineration – A Potential Danger?
Bidding Farewell to Dioxin Spouting. Available at: http://www.bmub.bund.de/fileadmin/bmu-
import/files/english/pdf/application/pdf/muellverbrennung_dioxin_en.pdf.
Global Programme of Action for the Protection of the Marine Environment from Land-based
Activities. GPA clearing-house mechanism. Available from: http://pops.gpa.unep.org.
Globally Harmonized System of Classification and Labelling of Chemicals (GHS). Available from:
http://www.unece.org/trans/danger/publi/ghs/ghs_welcome_e.html
Goto, M. 2016. "Subcritical and Supercritical Fluid Technology for Recycling Waste Plastics." Journal
of the Japan Petroleum Institute 59(6): 254-258.
Government of Canada, 2011. Document on monitoring and research under the chemical management
plan. Available from: http://www.chemicalsubstanceschimiques.gc.ca.
Hydrotec Group plc, 2018. Annual Report & Financial Statements. 86 p.
http://www.hydrodec.com/~/media/Files/H/Hydrodec/investor-docs/results-and-presentations/annual-
report-accounts-and-notice-of-agm-2016.PDF (Accessed 17 May, 2018)
IATA. Dangerous Goods Regulations (DGR). Available from:
http://www.iata.org/publications/dgr/Pages/index.aspx.
ICAO, 2013. Technical Instructions For The Safe Transport of Dangerous Goods by Air (Doc 9284) .
Available at: http://www.icao.int/safety/DangerousGoods/Pages/technical-instructions.aspx.
ILO, 1999a. Basics of Chemical Safety. Available from: www.ilo.org.
ILO, 1999b. Safety in the use of chemicals at work: Code of Practice. Available from: www.ilo.org.
IMO, 2002. International Maritime Dangerous Goods Code. Available from: www.imo.org.
IPCS INCHEM, various dates. Health and Safety Guides (HGSs). Available from:
http://www.inchem.org/pages/hsg.html.
JESCO (Japan Environmental Safety Corporation), 2009a. Kitakyushu PCB Waste Treatment Facility,
Available at: www.jesconet.co.jp/eg/facility/kitakyushu.html.
JESCO, 2009b. Toyota PCB Waste Treatment Facility. Available at:
www.jesconet.co.jp/eg/facility/toyota.html.
JESCO, 2009c. Osaka PCB Waste Treatment Facility. Available at:
www.jesconet.co.jp/eg/facility/osaka.html.
JESCO, 2009d. Tokyo PCB Waste Treatment Facility. Available at:
www.jesconet.co.jp/eg/facility/tokyo.html.
JESCO, 2013. Hokkaido PCB Waste Treatment Facility. Available at:
www.jesconet.co.jp/eg/facility/hokkaido.html.
Kajiwara, N., Noma, Y., Sakai, S. 2017. Environmentally sound destruction of
hexabromocyclododecanes in polystyrene insulation foam at commercial-scale industrial waste
incineration plants. Journal of Environmental Chemical Engineering 5 (2017) 3572–3580
Karstensen, K.H., 2001. “Disposal of obsolete pesticides in cement kilns in developing countries.
Lessons learned – How to proceed”, 6th International HCH & Pesticides Forum Book, pp. 291-301.
Available from: http://www.hchforum.com/6th/forum_book/.
Karstensen, K.H. et al., 2006. “Environmentally sound destruction of obsolete pesticides in developing
countries using cement kilns”, Environmental Science & Policy, vol. 9 No. 6, pp. 577–586.
UNEP/CHW.14/INF/9
70
Karstensen, K.H., 2008. Guidelines for treatment of hazardous wastes and co-processing of AFRs in
cement kilns. Prepared for the Department for Environmental Affairs and Tourism, Republic of South
Africa. Available at: http://sawic.environment.gov.za/documents/461.pdf.
Karstensen, K.H. et al. 2009. “Test burn with PCB–oil in a local cement kiln in Sri Lanka”,
Chemosphere, vol. 78 No. 6, pp. 717-723.
Kundi, M. H., H-P., Moshammer H., Wallner P., Shelton, J., Scharf S., Oberleitner I. E. and Kohlweg,
B. 2015. Hexachlorobenzene Contamination in an Austrian Alpine Valley. 27th Conference of the
International Society for Environmental Epidemiology 30th August-3rd September 2015. Sao Paolo,
Brazil.
Kümmling, K. et al, 2001. “Gas-phase chemical reduction of hexachlorobenzene and other chlorinated
compounds: Waste treatment experience and applications”, 6th International HCH & Pesticides Forum
Book, pp. 271-275. Available from: http://www.hchforum.com/6th/forum_book/.
Kümmling, K. E., Gray D.J., Power J.P., Woodland S.E., 2002. Gas-phase chemical reduction of
hexachlorobenzene and other chlorinated compounds: Waste treatment experience and applications,
6th Int. HCH & Pesticides Forum, 20-22 March 2001, Poznan, Poland, February 2002.
http://www.hchforum.com/6th/forum_book/A.5.6.pdf
Lee, S.Y, Valenti, J.C. 1998. Products of Incomplete Combustion from Direct Burning of
Pentachlorophenol-treated Wood Wastes. United States Environmental Protection Agency, Office of
Research and Development, Air Pollution Prevention and Control Division. 5 p.
Li,Y et al, 2012. Disposal of obsolete pesticides including DDT in a Chinese cement plant as blueprint
for future environmnetally sound co-processing of hazardous waste including POPs in cement
industry, Procedia Environmental Sciences, vol. 16, pp 624-627.
Liu, G. et al, 2016. Distributions, profiles and formation mechanisms of polychlorinated naphthalenes
in cement kilns co-processing municipal waste incinerator fly ash, Chemosphere, vol. 155, pp 348-357.
Lundin, L..& Jansson, S. 2017. A desktop study on Destruction of Persistent Organic Compounds in
Combustion systems. Umeå University. 35 p.
https://www.diva-portal.org/smash/get/diva2:1155115/FULLTEXT01.pdf
Mark, F. E., H. Dresch, B. Bergfeld, B. Dima, M. M. Fischer, W. Grüttner, F. Kleppmann, K. Kramer,
T. Lehner and J. Vehlow (2006). Large Scale Demonstration of the Treatment of Electrical and
Electronic Shredder Residue by co-incineration in the Würzburg Municipal Solid Waste Incinerator. A
Technical Report produced by: Plastics Europe, Association of Plastics Manufacturers, Plastics
Europe.
Mark, F.E., Vehlow, J., Dresch, H., Dima, B., Gruttner, W., Horn, J. Destruction of the flame retardant
hexabromocyclododecane in a full-scale municipal solid waste incinerator. Waste Management &
Research. 2015, 33, 165-174.
Marrone, P. A. 2013. "Supercritical water oxidation—Current status of full-scale commercial activity
for waste destruction." J. of Supercritical Fluids 79: 283-288.
Marrone, P.A. and Hong, J.T., 2007. “Supercritical Water Oxidation”, in Environmentally Conscious
Materials and Chemicals Processing,” Myer Kutz, ed., John Whiley & Sons, Inc., pp. 385-453.
Ministry of the Environment of Japan, 2004. Report on study of the treatment standards for POPs
waste in fiscal year 2003.
Ministry of the Environment of Japan, 2013a. Environmental Monitoring of Persistent Organic
Pollutants in East Asian Countries. Available at: www.env.go.jp/en/chemi/pops/eaws.html,
http://www.env.go.jp/chemi/pops/3rd/mat02.pdf
Ministry of the Environment of Japan, 2013b. Summary of the Guideline on the Treatment of Wastes
Containing Perfluorooctane Sulfonic Acid (PFOS), and Its Salts[,] in Japan. Available at:
www.env.go.jp/en/focus/docs/files/201304-89.pdf.
Murena, F., Schioppa, E., Gioia, F. 2000. Catalytic Hydrodechlorination of a PCB Dielectric Oil.
Environ. Sci. Technol. 2000, 34, 20, 4382-4385. https://pubs.acs.org/doi/pdf/10.1021/es000015x
Marrone, Philip A.MŽP. 2017. "Integrovaný registr znečišťování. (Integrated Pollutants Releases
Register)." Retrieved 12-10-2017, 2017, from http://www.irz.cz.
2013. Supercritical water oxidation—Current status of full-scale commercial activity for waste
destruction. The Journal of Supercritical Fluids, vol. 79, pp 283-288.
UNEP/CHW.14/INF/9
71
Marrone, P.A. and Hong, J.T., 2007. “Supercritical Water Oxidation”, in Environmentally Conscious
Materials and Chemicals Processing,” Myer Kutz, ed., John Whiley & Sons, Inc., pp. 385-453.,
Mark, F.E. et al, 2015. “Destruction of the flame retardant hexabromocyclododecane in a full-scale
municipal solid waste incinerator”, Waste Management & Research, vol. 33 No. 2, pp. 165–174.
National Institute for Occupational Safety and Health (NIOSH), Occupational Safety and Health
Administration (OSHA), U.S. Coast Guard (USCG), U.S. Environmental Protection Agency (EPA),
Occupational Safety and Health. October 1985. Guidance Manual for Hazardous Waste Site
Activities. Available at: https://www.osha.gov/Publications/complinks/OSHG-HazWaste/all-in-
one.pdf
Noma Y., Sakai. S., Oono M., 2002. “Dechlorination pathways of PCBs by photochemical reaction
and catalytic hydro-dechlorination”, Organohalogen Compounds, vol. 56, pp. 413–416.
Noma Y., Sakai. S., Oono M., 2003a. “Dechlorination pathways and kinetics in photochemical
reaction and catalytic hydro-dechlorination”, Organohalogen Compounds, vol. 63, pp. 276–279.
Noma Y., Sakai. S., Oono M., 2003b. “Pathways for the degradation of PCBs by palladium-catalyzed
dechlorination”, Fresenius Environmental Bulletin, vol. 12 No. 3, pp. 302–308.
Noma, Y., T. Yamamoto, R. Giraud and S. Sakai 2006. "Behavior of PCNs, PCDDs, PCDFs, and
dioxin-like PCBs in the thermal destruction of wastes containing PCNs." Chemosphere 62(7): 1183-
1195.
Nordic Council of Ministers, 2005. Emission Measurements During Incineration of Waste Containing
Bromine. Available from: http://www.norden.org/en/publications/order.
OECD, multiple years. OECD Series on Principles of Good Laboratory Practice and Compliance
Monitoring (multiple volumes). Available from: www.oecd.org.
OECD, 1997. Principles on Good Laboratory Practice (as revised in 1997). Available from:
www.oecd.org/.
OECD, 1998. Waste Management Policy Group: “Report on incineration of products containing
brominated flame retardants", Environment Policy Committee. Available from: www.oecd.org.
OECD, 2003. Guiding Principles for Chemical Accident Prevention, Preparedness and Response,
second edition. Available from: www.oecd.org.
OECD, 2004. Recommendation of the Council on the Environmentally Sound Management (ESM) of
Waste C(2004)100. Adopted 9 June 2004. Available from: www.oecd.org.Petrlik, J. and R. Ryder
(2005). After Incineration: The Toxic Ash Problem. Prague, Manchaster, IPEN Dioxin, PCBs and
Waste Working Group, Arnika Association: 59; Available at:
http://ipen.org/sites/default/files/documents/ipen_incineration_ash-en.pdf.
Oeko-Institut, 2018: Effects on ELV waste management as a consequence of the decisions from the
Stockholm Convention on decaBDE.
Onwudili, J.A. & Williams, P.T. 2009. Degradation of brominated flame-retarded plastics (Br-ABS
and Br-HIPS) in supercritical water. J. of Supercritical Fluids 49 (2009) 356–368
PE Europe GmbH, 20109. Final Report: PVC Recovery Options Concept for Environmental and
Economic System Analysis. Commissioned by VINYL 2010. 144 p.
http://www.pvc.org/upload/documents/PE_Recovery_Options.pdf
Piersol, P. 1989. The Evaluation of Mobile and Stationary Facilities for the Destruction of PCBs.
Environment Canada Report EPS 3/HA/5, May 1989.
Rahuman, M.S.M. et al, 2000. “Destruction Technologies for Polychlorinated Biphenyls (PCBs)”,
ICS-UNIDO. Available from: https://clu-in.org/download/remed/destruct_tech.pdf
Ray, Ian D., 2001. “Management of chlorinated wastes in Australia”, 6th International HCH &
Pesticides Forum Book, pp. 523-526. Available from: http://www.hchforum.com/6th/forum_book/.
Sakai S., Peter. A. B. and Oono M., 2001. “PCB destruction by catalytic hydrodechlorination (CHD)
and t-BuOK method: Combinatorial bio/chemical analysis”, Organohalogen Compounds, vol. 54, pp.
293–296.
Scottish Environment Protection Agency, 2002. Guidance on LanEAdfill Gas Flaring. Version 2.1.
Bristol - Stirling, Environment Agency (UK), Scottish Environment Protection Agency: 56.

UNEP/CHW.14/INF/9
72
Swedish Environmental Protection Agency, 2009. The role of pentachlorophenol treated wood for
emissions of dioxins into the environment. Report 5935. January 2009. 46 p.
STAP (Scientific and Technical Advisory Panel of the Global Environment Facility), 2011. Selection
of Persistent Organic Pollutant Disposal Technology for the Global Environment Facility: A STAP
Advisory Document. Global Environment Facility, Washington, D.C.
State of NSW, 2016. Environmental Guidelines/ Solid waste landfills. Environment Protection
Authority. Second edition, www.epa.nsw.gov.au
Stobiecki, S. et al, 2001. Disposal of pesticides as an alternative fuel in cement kiln: project outline. 6th
International HCH & Pesticides Forum Book, pp. 285-289. Available from:
http://www.hchforum.com/6th/forum_book/.
Tagashira, S. et al, 2006. “Plasma Melting Technology of PCB-contaminated Wastes”, Proceedings of
the 4th International Conference on Combustion Incineration/Pyrolysis and Emission Control,
September 26-29, 2006, Kyoto, Japan, pp. 519-522.
Tagashira S., Takahashi M., Shimizu Y., Osada M., Mikata N., Yamazaki R., 2007. “Plasma Melting
technology of PCB-contaminated Wastes”, Organohalogen Compounds, vol. 69, pp. 662-665.
Takigami, H., Watanabe, M., Kajiwara, N. 2014. Destruction behavior of hexabromocyclododecanes
during incineration of solid waste containing expanded and extruded polystyrene insulation foams.
Chemosphere 116 (2014) 24–33
UNECE, 1998. Convention on Access to Information, Public Participation in Decision-Making and
Access to Justice in Environmental Matters (Aarhus Convention). Available from:
http://www.unece.org/env/pp/treatytext.html
UNECE, 2003a. Recommendations on the Transport of Dangerous Goods (Model Regulations) .
Available from: www.unece.org.
UNECE, 2003b. Protocol on Pollutant Release and Transfer Registers (to the Aarhus Convention).
Available at: http://www.unece.org/env/pp/prtr/docs/prtrtext.html.
UNEP, 1993. Storage of Hazardous Materials: A Technical Guide for Safe Warehousing of Hazardous
Materials. Available at: http://www.unep.fr/shared/publications/pdf/WEBx0063xPA-
SafeWarehousing.PDF.
UNEP, 1995a. Model National Legislation on the Management of Hazardous Wastes and Other
Wastes as well as on the Control of Transboundary Movements of Hazardous Wastes and Other
Wastes and their Disposal. Available from: www.basel.int.
UNEP, 1995b. Technical Guidelines on Incineration on Land (D10). Available from: www.basel.int.
UNEP, 1995c. Technical Guidelines on Specially Engineered Landfill (D5). Available from:
www.basel.int.
UNEP, 1998. Inventory of Worldwide PCB Destruction Capacity. Available from:
www.chem.unep.ch.
UNEP,2000. Survey of Currently Available Non-Incineration PCB Destruction Technologies.
Available from: www.chem.unep.ch.
UNEP.2000a.Basel technical guidelines on hazardous wastes-Physico-Chemical Treatment/Biological
Treatment. Available from: www.basel.int.
UNEP, 2001. Destruction and Decontamination Technologies for PCB and Other POP waste Part III.
Technology Selection Process. Available from:
http://archive.basel.int/meetings/sbc/workdoc/techdocs.html.
UNEP, 2002a. Destruction and decontamination technologies for PCBs and other POP waste under
the Basel Convention: A training manual for hazardous waste project managers (Volume c . Available
from: http://chm.pops.int/Implementation/PCBs/DocumentsPublications/tabid/665/Default.aspx.
UNEP, 2002b. Report of the Technology and Economic Assessment Panel [of the Montreal Protocol
on Substances that Deplete the Ozone Layer], Volume 3B: Report of the Task Force on Collection,
Recovery and Storage. Available at:
http://ozone.unep.org/Assessment_Panels/TEAP/Reports/Other_Task_Force/TEAP02V3b.pdf.
UNEP/CHW.14/INF/9
73
UNEP, 2004a. Review of the Emerging, Innovative Technologies for the Destruction and
Decontamination of POPs and the Identification of Promising Technologies for Use in Developing
Countries. Available at: archive.basel.int/techmatters/review_pop_feb04.pdf .
UNEP, 2004b. POPs Technology Specification Data Sheet: Hazardous Waste Incineration. Available
at: http://www.ihpa.info/docs/library/reports/Pops/June2009/DEFSBCLogo_Inciner_180608_.pdf.
UNEP, 2004c. Inventory of Worldwide PCB Destruction Capacity. Second issue. Available from:
http://www.unep.org/publications/contents/pub_details_search.asp?ID=2477.
UNEP, 2005. UNEP/GEF project on existing capacity and capacity building needs for analyzing
POPs in developing countries. Available from: www.chem.unep.ch/pops/laboratory/default.htm.
UNEP, 2006a. Technical guidelines for the environmentally sound management of wastes consisting
of, containing or contaminated with 1,1,1-trichloro-2,2-bis(4-chlorophenyl)ethane (DDT). Available
at: http://www.basel.int/Implementation/Publications/TechnicalGuidelines/tabid/2362/Default.aspx
UNEP, 2006b. Draft Guidance for Analysis of Persistent Organic Pollutants (POPs).
AvailableatAvailable at: www.chem.unep.ch/pops/laboratory/default.htm.
UNEP., 2006c. Expert Group on Best Available Techniques and Best Environmental Practices.
Second meeting. Report of the second meeting of the Expert Group on Best Available Techniques and
Best Environmental Practices. Available at: http://www.pops.int/documents/meetings/
UNEP, 2006d. Report of the second meeting of the Expert Group on Best Available Techniques and
Best Environmental Practices. UNEP/POPS/EGBATBEP.2/4.
http://chm.pops.int/Implementation/BATandBEP/Meetings/2ndExpertMeeting2006/tabid/311/mctl/Vi
ewDetails/EventModID/875/EventID/15/xmid/1102/Default.aspx
UNEP, 2007. Guidelines on best available techniques and provisional guidance on best environmental
practices relevant to Article 5 and Annex C of the Stockholm Convention on [POPs]. Available at:
http://chm.pops.int/Implementation/BATandBEP/Guidance/tabid/3636/Default.aspx.
UNEP, 2011. Technical guidelines on the environmentally sound co-processing of hazardous wastes
in cement kilns. UNEP/CHW.10/6/Add.3/Rev.1. Available at:
http://www.basel.int/Implementation/Publications/TechnicalGuidelines/tabid/2362/Default.aspx
UNEP, 2014. Guidance for Developing a National Implementation Plan for the Stockholm Convention
on Persistent Organic Pollutants (updated in 2014 to include the POPs listed in 2009 and 2011).
Available at:
http://chm.pops.int/Implementation/NIPs/Guidance/GuidanceforDevelopingNIP/tabid/3166/Default.as
px.
UNEP, UNIDO et al., 2012. Labelling of products or articles that contain POPs – Initial
Considerations. Available at:
https://www.unido.org/fileadmin/user_media/Services/Environmental_Management/Stockholm_Conv
ention/Guidance_Docs/UNEP-POPS-GUID-NIP-2012-LabellingConsiderations.En.pdf.
UNEP, 2013a. Framework for the environmentally sound management of hazardous wastes and other
wastes. UNEP/CHW.11/3/Add.1/Rev.1.Available at:
http://www.basel.int/Implementation/CountryLedInitiative/EnvironmentallySoundManagement/ESMF
ramework/tabid/3616/Default.aspx
UNEP, 2013b. Toolkit for Identification and Quantification of Releases of Dioxins, Furans and Other
Unintentional POPs under Article 5 of the Stockholm Convention. Available at:
http://chm.pops.int/Implementation/UnintentionalPOPs/ToolkitforUnintentionalPOPs/Overview/tabid/
372/Default.aspx.
UNEP, 2015a. Guidance for a Global Monitoring Programme for Persistent Organic Pollutants,
UNEP Chemicals. Available at: www.chem.unep.ch/gmn/GuidanceGPM.pdf.
Reference to be updated once finished:
UNEP, 2015b.[…to be updated]. Technical guidelines on the environmentally sound management of
wastes consisting of, containing or contaminated with hexabromodiphenyl ether and
heptabromodiphenyl ether, or tetrabromodiphenyl ether and pentabromodiphenyl ether or
decabromodiphenyl ether.
UNEP, 2015c. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with hexabromocyclododecane.

UNEP/CHW.14/INF/9
74
UNEP, 2015d. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with perfluorooctane sulfonic acid, its salts and perfluorooctane
sulfonyl fluoride.
UNEP, 2015h. Manual for the Implementation of the Basel Convention. Available from:
www.basel.int.
UNEP, 2015i. Basel Convention: Guide to the Control System. Available from: www.basel.int.
UNEP. 2015j. Methodological guide for the development of inventories of hazardous wastes and other
wastes under the Basel Convention. Available from: www.basel.int.
UNEP, 2017. Draft Guidance on Sampling, Screening and Analysis of Persistent Organic Pollutants
(POPs) in Products and Articles. Available at:
http://chm.pops.int/Implementation/NIPs/Guidance/guidanceonsampling,screeningetcofPOPs/tabid/53
33/Default.aspx .
UNEP, 2017a. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with polychlorinated biphenyls, polychlorinated terphenyls,
polychlorinated naphthalenes or polybrominated biphenyls including hexabromobiphenyl. Available
at: http://basel.int/Implementation/Publications/LatestTechnicalGuidelines/tabid/5875/Default.aspx
UNEP, 2017b. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with the pesticides aldrin, alpha hexachlorocyclohexane, beta
hexachlorocyclohexane, chlordane, chlordecone, dieldrin, endrin, heptachlor, hexachlorobenzene,
hexachlorobutadiene, lindane, mirex, pentachlorobenzene, pentachlorophenol and its salts,
perfluorooctane sulfonic acid, technical endosulfan and its related isomers or toxaphene or with
hexachlorobenzene as an industrial chemical. Available at:
http://basel.int/Implementation/Publications/LatestTechnicalGuidelines/tabid/5875/Default.aspx
UNEP, 2017c.[to be updated…]. Technical guidelines on the environmentally sound management of
wastes containing or contaminated with unintentionally produced polychlorinated dibenzo-p-dioxins,
polychlorinated dibenzofurans, hexachlorobenzene, polychlorinated biphenyls, pentachlorobenzene,
or polychlorinated naphthalenes or hexachlorobutadiene. Available at:
http://basel.int/Implementation/Publications/LatestTechnicalGuidelines/tabid/5875/Default.aspx
UNEP, 2017d.[to be updated…]. Technical guidelines on the environmentally sound management of
wastes consisting of, containing or contaminated with hexachlorobutadiene. Available at:
http://basel.int/Implementation/Publications/LatestTechnicalGuidelines/tabid/5875/Default.aspx
UNEP, 2017e. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with pentachlorophenol and its salts and esters. Available at:
http://basel.int/Implementation/Publications/LatestTechnicalGuidelines/tabid/5875/Default.aspx
UNEP, [201X…]. Technical guidelines on the environmentally sound management of wastes
consisting of, containing or contaminated with short-chain chlorinated paraffins. Available at: […]
UNEP, 2017g. Guidance on best available techniques and best environmental practices for the
recycling and disposal of wastes containing polybrominated diphenyl ethers (PBDEs) listed under the
Stockholm Convention on Persistent Organic Pollutants. Updated January 2017. Available at
http://chm.pops.int/Implementation/NIPs/Guidance/GuidanceonBATBEPfortherecyclingofPBDEs/tabi
d/3172/Default.aspx. Geneva: 114.
UNIDO, 2007. Non-combustion Technologies for POPs Destruction: Review and Evaluation.
Available at: https://institute.unido.org/wp-content/uploads/2014/11/23.-Non-combustion-
Technologies-for-POPs-Destruction-Review-and-Evaluation.pdf.
UNIDO, 2010. Persistent organic pollutants: contaminated site investigation and management toolkit.
Available from: http://www.unido.org/index.php?id=1001169.
United States Army Corps of Engineers, 2003. Safety and Health Aspects of HTRW Remediation
Technologies: Engineer Manual. Available at: http://140.194.76.129/publications/eng-
manuals/EM_1110-1-4007_sec/EM_1110-1-4007.pdf
USEPA, 2010. Reference Guide to Non-combustion Technologies for Remediation of Persistent
Organic Pollutants in Soil, Second Edition – 2010. United States Environmental Protection Agency.
EPA 542-R-09-007. 103 p.
https://nepis.epa.gov/Exe/ZyPDF.cgi/P1008PKH.PDF?Dockey=P1008PKH.PDF

UNEP/CHW.14/INF/9
75
Juergen Vehlow, et al: “Vehlow, J., Bergfeldt, H., Jay, K., Mark, FE, Tange, L., Drohmann, D., Fisch,
H. 2002.: Recycling of bromine from plastics containing brominated flame retardants in state-of the-
art combustion facilities",. Forschungszentrum Karlsruhe, Plastics Europe & EBFRIP, 2002. 20 p.
Available at: http://www.cefic-efra.com/images/stories/IMG-BROCHURE-2.4/Tamara.pdf
http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.525.3905&rep=rep1&type=pdf
Vermeulen I., Van Caneghem J., Block C., Baeyens J., Vandecasteele C. 2011. Automotive shredder
residue (ASR): reviewing its production from end-of-life vehicles (ELVs) and its recycling, energy or
chemicals' valorisation. J Hazard Mater.190, 8-27.
Vijgen, J., 2002. “NATO/CCMS Pilot Study: Evaluation of Demonstrated and Emerging Technologies
for the Treatment of Contaminated Land and Groundwater.” Available at: https://www.clu-
in.org/download/partner/2001annualreport.pdf.
Weber, Roland, 2004.Wang, M.-S., S.-J. Chen, Y.-C. Lai, K.-L. Huang and G.-P. Chang-Chien
(2010). "Characterization of persistent organic pollutants in ash collected from different facilities of a
municipal solid waste incinerator." Aerosol Air Qual. Res 10: 391-402.
http://www.aaqr.org/files/article/1207/10_AAQR-10-01-OA-0001_391-402.pdf
Weber, R, 2004a. Relevance of PCDD/PCDF formation for the evaluation of POPs destruction
technologies. - PCB destruction by Super Critical Water Oxidation (SCWO)." Organohalogen Compd
66: 1263-1269.
Weber, R, 2004b. “Relevance of PCDD/PCDF Formation for the Evaluation of POPs Destruction
Technologies – Necessity and Current Status”, Organohalogen Compounds, vol. 66, pp. 1282–1288.
Weber, R., M. Schlumpf, T. Nakano and J. Vijgen (2015). "The need for better management and
control of POPs stockpiles." Environmental Science and Pollution Research 22(19): 14385-14390.
WHO, 1995. Global Strategy on Occupational Health for All: The Way to Health at Work. Available
at: http://www.who.int/occupational_health/globstrategy/en/.
WHO International Programme on Chemical Safety, 1995. A Review of the Persistent Organic
Pollutants – An Assessment Report on: DDT, Aldrin, Dieldrin, Endrin, Chlordane, Heptachlor,
Hexachlorobenzene, Mirex, Toxaphene, Polychlorinated Biphenyls, Dioxins and Furans . Available at:
http://www.pops.int/documents/background/assessreport/.
WHO, 1999. Teacher’s guide on basic environmental health. Available from:
http://www.who.int/occupational_health/publications/tgbeh/en/.
WHO, 2009. Handbook: Good Laboratory Practice (GLP) – Quality practices for regulated non-
clinical research and development. Available at: http://www.who.int/tdr/publications/documents/glp-
handbook.pdf.
Yamamoto, T., Noma, Y., and Sakai, S. (2016). “Thermal destruction of wastes containing
polychlorinated naphthalenes in an industrial waste incinerator”. Environmental Science and Pollution
Research, pp. 1-9.
Yan, D., Peng, Z., Karstensen, KH., Ding, Q., Wang, K., and Wang, Z. (2014). “Destruction of DDT
wastes in two preheater/precalciner cement kilns in China”, Science of the Total Environment, vol.
476-477, pp. 250-257.
Yang, Y., Huang, Q., Tang, Z., Wang, Q., Zhu,X, Liu, W. 2012. Deca-Brominated Diphenyl Ether
Destruction and PBDD/F and PCDD/F Emissions from Coprocessing deca-BDE Mixture-
Contaminated Soils in Cement Kilns. Environ. Sci. Technol. 2012, 46, 13409−13416.
http://or.nsfc.gov.cn/bitstream/00001903-5/301851/1/1000014692833.pdf
Zitko, V., Arsenault, E. 1974. Chlorinated Paraffins: Properties, Uses and Pollution Potential (Environ.
Canada, Fish. Mar. Serv. tech. Rep. No. 491), St Andrews, New Brunswick, Fisheries and Marine
Services, pp. 1-38. http://www.dfo-mpo.gc.ca/Library/22633.pdf

UNEP/CHW.14/INF/9
76
2. Comments from CREPD
Centre de Recherche et d’Education pour le Développement
Research and Education Centre for Development
B.P : 2970 Yaoundé / Tel: +237 242 8250 94 / +2376 77202271
Déclaration d’Association No 000408/RDA/J06/BAPP
Email : [email protected]; website :www.crepdcameroun.org
COMMENTS FROM CREPD ON SUGGESTED LPCLS IN THE DRAFT GENERAL
TECHNICAL GUIDELINES FOR POPs WASTE
The Centre de Recherche et d’Education pour le Développement (CREPD), a public interest non governmental organisation overseeing the work of other public interest NGOs on chemicals and waste in more than 30 (thirty) countries in Francophone Africa, welcome the draft technical guidelines to be prepared after the OEWG-11 meeting and would like to provide the comment below from the standpoint of African context. Cameroon as well as all the countries in Francophone Africa have many products and articles in circulation that content POPs. Some of them are already at the end of their useful life time. The POP waste legislation regime in many African countries is limited to PCB waste due to the recent international effort to eliminate PCBs in developing countries. Still, there is no capacity to manage those PCBs waste in our countries. We have few pilot case studies documenting the occurrences of flame-retardant POPs in large consumer articles and products (mostly deriving from recycled plastic) including children toys and in free range chicken eggs (CREPD’s study (2018)) along site with dioxins from around a medical waste incinerator. This raises high health and environmental concerns as it will take long time for our governments to build national capacities for destruction or irreversibly transformation of POPs in wastes accumulating in the country. Unlike developed countries that already have domestic regulations and capacities outside of the Basel Convention to deal with the POP wastes, developing countries relay on the Basel technical guidelines on POP to guide the first generation of their national regulations on POP wastes definition. Therefore, as public interest NGO supporting the genuine implementation of chemicals and waste conventions, we strongly recommend adoption of the following stricter LPCLs proposed in the current draft general technical guidelines to determine POP wastes: 50 mg/kg (ppm) for sum of PBDEs including deca-BDE;
100 mg/kg (ppm) for HBCD;
100 mg/kg (ppm) for SCCPs; and
1 ug TEQ/kg (ppb) for PCDD/Fs.
These strict limits will contribute to stop transboundary movements of e-waste and fly ashes (with the most negative impacts on developing countries); prevent toxic recycling; and enable green circular economy.
110
101
011
011
_
110
_
101
_
100
001
010
111
111
__
111
_
111
_

UNEP/CHW.14/INF/9
77
3. Comments from EERA

UNEP/CHW.14/INF/9
78
4. Comments from IPEN

UNEP/CHW.14/INF/9
79
UNEP/CHW.14/INF/9
80

UNEP/CHW.14/INF/9
81

UNEP/CHW.14/INF/9
82
UNEP/CHW.14/INF/9
83

UNEP/CHW.14/INF/9
84
Annex II
Compilation of comments regarding document
UNEP/CHW.14/7/Add.2 (Technical guidelines on SCCP)
The Secretariat received comments regarding document UNEP/CHW.14/7/Add.2 from the European
Union and its Member States.

UNEP/CHW.14/INF/9
85
Draft technical guidelines on the environmentally sound management of wastes
consisting of, containing or contaminated with short-chain chlorinated paraffins
(Draft of 1 November 2018)
General Comments
The European Union and its Member States have a few editorial comments shown highlighted in
yellow.
UNEP/CHW.14/INF/9
86
Contents
Abbreviations and acronyms ....................................................................................................................... 87
Units of measurement .................................................................................................................................. 87
I. Introduction ....................................................................................................................................... 88 A. Scope ..................................................................................................................................... 88 B. Description, production, use and wastes ......................................................................... 88
1. Description ................................................................................................................ 88 2. Production ................................................................................................................. 90 3. Use ............................................................................................................................. 91 4. Wastes........................................................................................................................ 93
II. Relevant provisions of the Basel and Stockholm Conventions ..................................................... 97 A. Basel Convention ................................................................................................................ 97 B. Stockholm Convention ....................................................................................................... 99
III. Issues under the Stockholm Convention to be addressed cooperatively with the Basel
Convention ..................................................................................................................................... 100 A. Low POP content ............................................................................................................. 100 B. Levels of destruction and irreversible transformation .............................................. 100 C. Methods that constitute environmentally sound disposal ......................................... 100
IV. Guidance on environmentally sound management (ESM) ......................................................... 100 A. General considerations ................................................................................................... 100 B. Legislative and regulatory framework ......................................................................... 100 C. Waste prevention and minimization ............................................................................. 101 D. Identification of wastes ................................................................................................... 101
1. Identification .......................................................................................................... 101 2. Inventories .............................................................................................................. 102
E. Sampling, analysis and monitoring............................................................................... 102 1. Sampling ................................................................................................................. 102 2. Analysis .................................................................................................................. 103 3. Monitoring .............................................................................................................. 104
F. Handling, collection, packaging, labelling, transportation and storage ................. 104 1. Handling ................................................................................................................. 104 2. Collection ............................................................................................................... 105 3. Packaging ............................................................................................................... 105 4. Labelling ................................................................................................................. 105 5. Transportation ........................................................................................................ 105 6. Storage .................................................................................................................... 105
G. Environmentally sound disposal ................................................................................... 105 1. Pre-treatment .......................................................................................................... 105 2. Destruction and irreversible transformation methods ......................................... 105
3. Other disposal methods when destruction or irreversible transformation is not the
environmentally preferable option ......................................................................................... 105 4. Other disposal methods when the POP content is low ........................................ 105
H. Remediation of contaminated sites ............................................................................... 106 I. Health and safety ............................................................................................................. 106
1. Higher-risk situations ............................................................................................ 106 2. Lower-risk situations ............................................................................................. 106
J. Emergency response ........................................................................................................ 106 K. Public participation ......................................................................................................... 106
Annex I: Synonyms and trade names of commercial formulations that contain or may have contained
SCCPs addressed by Stockholm Convention on POPs ............................................................... 107
Annex II: Consumer products containing SCCPs on the EU market 2013-2017 . Error! Bookmark not
defined.
Annex III: Bibliography ............................................................................ Error! Bookmark not defined.

UNEP/CHW.14/INF/9
87
Abbreviations and acronyms BAT best available techniques
BEP best environmental practices
CA polychlorinated n-alkanes
CAS Chemical Abstracts Service
CP Chlorinated paraffins
EC European Commission
ESM environmentally sound management
EU European Union
EVA ethylene-vinyl acetate
I-TEQ International Toxic Equivalent
LCCP long-chain chlorinated paraffins based on C18-C20 (liquids), C>20 (liquids) and C20 wax
grades (average carbon chain length approximately C25)
MCCP
NOEC
medium-chain chlorinated paraffins based on C14-C17 paraffin
No-Observed Effect Concentration
OECD Organization for Economic Co-operation and Development
PCB polychlorinated biphenyl
PCDD polychlorinated dibenzo-p-dioxin
PCDF polychlorinated dibenzofuran
POP
POPRC
persistent organic pollutant
Persistent Organic Pollutants Review Committee
PVC polyvinylchloride
SCCPs Short-chain chlorinated paraffins, with straight-chain chlorinated hydrocarbons with
chain lengths ranging from C10 to C13 and a content of chlorine greater than 48 per cent
by weight
TEQ toxic equivalent
UNEP United Nations Environment Programme
XRF X-ray fluorescence
Units of measurement
mg milligram (10-3 gram)
mg/kg milligram(s) per kilogram. Corresponds to parts per million (ppm) by mass
µg microgram (10-6 gram)
µg/kg microgram(s) per kilogram. Corresponds to parts per billion (ppb) by mass

UNEP/CHW.14/INF/9
88
I. Introduction
A. Scope
1. Short-chain chlorinated paraffins (SCCPs), defined as straight-chain chlorinated
hydrocarbons with chain lengths ranging from C10 to C13 and a content of chlorine greater than 48
per cent by weight, were listed in Annex A (elimination) to the Stockholm Convention in 2017,
through an amendment that entered into force in 2018. Additionally, a limit for the presence of
SCCPs in other chlorinated paraffin (CP) mixtures was set at 1% by weight.
2. The present technical guidelines should be used in conjunction with the General technical
guidelines on the environmentally sound management of wastes consisting of, containing or
contaminated with persistent organic pollutants” (UNEP, […]) (hereinafter referred to as “General
technical guidelines”). The General technical guidelines are intended to serve as an umbrella guide
for the ESM of wastes consisting of, containing or contaminated with persistent organic pollutants
(POPs).
B. Description, production, use and wastes
1. Description
3. SCCPs belong to a larger group of chlorinated paraffins (CPs), or polychlorinated n-alkanes
(CA), which are complex mixtures of substances with the general molecular formula CxH(2x-y+2)Cly.
CPs are characterised by the carbon-chain length range of their n-alkanes and by the chlorine content
of the product. An average chain length for the hydrocarbon feedstock or an average molecular
weight is often stated as well. For example, a chlorinated paraffin referred to as C12, 60% chlorine,
would be a product with an average chain length of 12 carbons with approximately 60% chlorine.
(IARC, 1990, Glüge et al, 2016).
4. The chain lengths of commercial paraffin products are between ten and 38 carbon atoms and
chlorine contents between 10 and 72% by weight. According to their chain length, CPs are divided
into short-chain CPs (short chain CPs, C10–C13131), medium-chain CPs (MCCPs, C14–C17) and long-
chain CPs (LCCPs, C17–C30) (IARC, 1990, Glüge et al, 2016).
5. In Annex A to the Stockholm Convention, only short chain CPs with chain lengths ranging
from C10 to C13 and a content of chlorine greater than 48 per cent by weight (see structural formula
of an example in Figure 1) are listed.
Figure 1: Example of a molecule that can be found within a SCCP mixture (2,3,4,5,6,8-
hexachlorodecane, C10).
6. Because of the complex nature of CPs, it is not always possible to separate SCCPs from other
CPs in chemical references. Commercial SCCP products consist of mixtures of isomers and
congeners, and the chlorine content of a product does not allow for identification of compounds
present in the mixture (Danish Environmental Protection Agency, 2014). CAS numbers, which are
commonly used to identify chemicals, often cover both POP-CPs as well as non-POP-CPs such as
short chain CPs with less than 48% chlorine or MCCPs. Annex A to the Stockholm Convention
contains examples of substances that may contain short-chain chlorinated paraffins with chlorine
content greater than 48% by weight (Table 1). In addition, the POPRC risk profile
(UNEP/POPS/POPRC.11/10/Add.2) mentions other CAS numbers, which contain SCCPs e.g. CAS
No 63449-39-81. The EU Regulation on POPs132 addresses short-chain chlorinated paraffins with
131 Please note that outside the scope of these guidelines, this definition may also cover other short chain
chlorinated paraffins than those covered by the Stockholm Convention restrictions, i.e. C10-C13 with
chlorination degree of 48% or below. 132 Regulation (EC) No 850/2004 of the European Parliament and of the Council of 29 April 2004 on Persistent
Organic Pollutants and Amending Directive 79/117/EEC, see http://eur-lex.europa.eu/legal-
content/EN/TXT/PDF/?uri=CELEX:02004R0850-20160930&qid=1512650945378&from=FI.
Commented [EU/MS21]: Correction; SCCPs are
defined in para. 2; here all short chain CPs are meant,
not only the ones referred to in para. 2. This was agreed
in the SIWG meeting
UNEP/CHW.14/INF/9
89
CAS number 85535-84-8. This CAS number represents the commercial SCCPs product that is
produced by the chlorination of a single hydrocarbon fraction consisting of n-alkanes that have a
carbon chain length distribution consisting of 10, 11, 12 and 13 carbon atoms; however, this CAS
number # does not specify the degree of chlorination of the SCCPs and may therefore include
substances which are not included in Annex A to the Stockholm Convention. Examples of trade
names of SCCPs products are contained in Annex I.
Table 1: Examples of CAS numbers that may contain SCCPs according to the Stockholm
Convention Annex A.
CAS number Description
85535-84-8 Alkanes C10-C13, chloro
68920-70-7 Alkanes, C6-C18, chloro
71011-12-6 Alkanes, C12-C13, chloro
85536-22-7 Alkanes, C12-C14, chloro
85681-73-8 Alkanes, C10-C14, chloro
108171-26-2 Alkanes, C10-C12, chloro
7. The physical and chemical properties of the SCCPs are determined by the chlorine content
(typically 49-70% for commercial substances). There are a wide number of possible chlorinated
paraffins (of different chain length, degrees of chlorination and position of the chlorine atoms along
the carbon chain) present in any given commercial product. Thus, care has to be taken when
interpreting some of the physico-chemical data. Increasing the chlorine content leads to an increase
in viscosity and a decrease in volatility. SCCPs are relatively inert substances, which are resistant to
chemical attack and are hydrolytically stable. They possess good thermal stability. However, if held
at high temperatures (>200C) for long periods they will darken and release detectable quantities of
hydrogen chloride (ECB, 2000). CPs, including short chain CPs, are practically insoluble in water,
lower alcohols, glycerol and glycols, although they can form emulsions and/or suspensions. They
are soluble in chlorinated solvents, aromatic hydrocarbons, ketones, esters, ethers, mineral oils and
some cutting oils (IARC, 1990, Fiedler, 2010). Measured water solubilities of individual C10-C12
chlorinated alkanes ranged from 400 - 960 µg/L (Drouillard et al. 1998,
UNEP/POPS/POPRC.11/10/Add.2), while estimated solubilities of C10 and C13 chlorinated alkane
mixtures ranged from 6.4 - 2370 µg/L (BUA 1992, UNEP/POPS/POPRC.11/10/Add.2).
8. SCCPs are persistent, bioaccumulative, and toxic, particularly to aquatic organisms, and
undergo long range environmental transport. SCCPs have been measured in sediments also in Arctic
lakes. Although concentrations in water in remote areas are low, SCCPs are measured in Arctic biota
at levels comparable to known POPs indicating widespread contamination. Notably, SCCPs are
present in Arctic terrestrial and marine mammals, which are in turn food for northern indigenous
people. SCCPs are measured in human breast milk both in temperate and Arctic populations. SCCPs
have also been detected in food (e.g. in Denmark, Germany, France, Italy, Japan, the UK, the USA).
(UNEP/POPS/POPRC.11/10/Add.2).
9. According to the Stockholm Convention Persistent Organic Pollutants Review Committee
(POPRC) risk profile (UNEP/POPS/POPRC.11/10/Add.2) SCCPs both empirical (laboratory and
field) and modelled data indicate that SCCPs can accumulate in biota. High concentrations of
SCCPs in upper trophic level organisms, notably in marine mammals and aquatic freshwater biota
(e.g., beluga whales, ringed seals and various fish), is additional evidence of bioaccumulation.
SCCPs are particularly toxic to aquatic invertebrates, with a reported chronic No-Observed Effect
Concentration (NOEC) of 5 µg/L for Daphnia magna and a chronic NOEC of 7.3 µg/L for the
mysid shrimp. Severe liver histopathology has been observed in trout, with Lowest Observed Effect
Concentrations ranging from 0.79 to 5.5 µg/g in whole fish tissue. The International Agency for
Research on Cancer considers some SCCPs (average C12, average 60% chlorination) to be possible
carcinogens (groups 2B), although questions have been raised regarding the mechanisms for
induction of tumors and the relevance for human health of the studies on which this classification
was derived. The EU risk assessment from 2008 concludes that effects on the liver, thyroid, and
kidney have been shown to occur in mammalian species exposed to SCCPs. The effects are
manifested as organ weight increases and histological changes after exposure for weeks or months,
but may turn into carcinomas and adenomas after chronic exposure (ECB, 2008,
UNEP/POPS/POPRC.11/10/Add.2).

UNEP/CHW.14/INF/9
90
2. Production
10. Parties to the Stockholm Convention shall prohibit and/or eliminate the production of SCCPs,
unless they have notified the Secretariat of their intention to produce it for the time-limited specific
exemptions listed in Annex A to the Convention. In addition, Parties for which the amendment did
not enter into force automatically may continue to produce SCCPs for any purpose until they have
ratified the amendment through which the chemical was listed in Annex A. Information on
production of SCCPs can be found in the register of specific exemptions of the Stockholm
Convention on the Convention website (www.pops.int). Information on the status of ratification by
the Parties of the amendment listing SCCPs in the Stockholm Convention can be found on the
website of the Treaty Section of the United Nations (https://treaties.un.org/).
11. Chlorinated paraffins, including SCCPs, have been produced commercially since the 1930s.
Production took place only in the USA until 1977, when the production began in Europe as well as
Japan (Glüge, 2016). Ordinary commercial chlorinated paraffins are not single compounds but
mixtures, each containing several homologous n-alkanes corresponding to their manufacture from n-
paraffin fractions with several different degrees of chlorination. There are a wide number of possible
CPs of different chain length, degrees of chlorination and position of the chlorine atoms along the
carbon chain present in any given commercial product (ECB, 2000).
12. The mixtures of chlorinated n-alkanes are produced by reacting normal paraffin fractions
obtained from petroleum distillation with gaseous chlorine exothermically at 80-1200° C in the
liquid phase. Ultraviolet light is often used to promote chlorination, particularly at higher chlorine
levels. The linings of the reactor vessels must be inert (e.g., glass or steel) to avoid the formation of
metal chlorides, which cause darkening of the product by decomposition. Additional procedures
include solvent stripping and grinding of the products as necessary (Zitko & Arsenault, 1974, IARC,
1990).
13. Confirmed SCCP production has taken place at least in Italy, Germany, Romania, Slovakia
and the UK (German Federal Environment Agency, 2015). According to the information collected
by POPRC in 2015, CPs of various chain lengths were produced in the Russian Federation, India,
China, Japan and Brazil. (UNEP/POPS/POPRC.11/10/Add.2).
14. Sverko et al. (2012) indicated total production estimates for SCCPs in the United States and
Europe ranging from 7 500 to 11 300 t per year. Information submitted to POPRC in 2007 indicated
that 150 t/year of SCCPs was produced in Brazil. (UNEP/POPS/POPRC.11/10/Add.2). Glüge et al
(2016) estimated the current worldwide production of SCCPs at 165 000 t/year, whereas the global
production of all CPs was estimated at 1 million tonnes. Share of SCCPs from total CP production
was estimated at 15-20 %.
15. Information on production often includes paraffins of all chain-lengths and degrees of
chlorination and it may therefore not be possible to specifically address the production of SCCPs.
For example, in industrial mixtures from China, distinctions between CPs are made based on
chlorination degrees rather than on carbon chain lengths (UNEP/POPS/POPRC.11/10/Add.2).
Therefore, the figures often include short-chained paraffins (C10-C13), but also other chain-length
paraffins such as medium-chained chlorinated paraffins (MCCPs), which are often used as
alternatives to SCCPs. Nevertheless, as the reported environmental concentrations of SCCPs are
higher in China than in other regions, it can be assumed that SCCPs are produced in China (van
Mourik et al, 2016, Zhang et al., 2017).
16. Currently the largest volume producer of CP is China (UNEP/POPS/POPRC.11/10/Add.2)
with 120 CP manufacturers, and it was estimated that China produced approximately 20%-30% of
the total global CPs between 2007-2013 (Jiang et al., 2017, Glüge et al., 2018). The CPs produced
by Chinese manufacturers are mixtures of SCCPs, MCCPs, and LCCPs defined by their degree of
chlorination rather that the chain-length (Glüge et al., 2016, Yin, 2016, Glüge et al., 2018). The
estimated annual production increased from 600 000 t (metric tonnes) in 2007 (Fiedler, 2010) to
1000 000 t/year in 2009 (Chen et al. 2011). European production estimates for all chlorinated
alkanes in 2010 was 45 000 t. The USA reported production volumes for 2007 at 45 000 t, including
both SCCPs and MCCPs. The Chlorinated Paraffins Industry Association (CPIA) submitted Annex
E (2010) information on the yearly production of CPs in North America from 2000 to 2009.
Production was approximately 3700 t in 2000, peaked at approximately 4 000 t in 2001, and steadily
declined to approximately 800 tonnes in 2009. (UNEP/POPS/POPRC.11/10/Add.2).
UNEP/CHW.14/INF/9
91
3. Use133
17. Parties to the Stockholm Convention shall prohibit and/or eliminate the use of SCCPs, unless
they have notified the Secretariat of their intention to use SCCPs for a time-limited specific
exemption listed in Annex A to the Convention. In addition, Parties for which the amendment did
not enter into force automatically may continue to use SCCPs for any purpose until they have
ratified the amendment through which the chemical was listed in Annex A. Information on use of
the exemptions can be found in the register of specific exemptions of the Stockholm Convention on
the Convention website (www.pops.int). Information on the status of ratification by the Parties of
the amendment listing SCCPs in the Stockholm Convention can be found on the website of the
Treaty Section of the United Nations (https://treaties.un.org/).
18. CPs are chemicals with different carbon lengths and degrees of chlorination, which give
different properties and because of their versatility, they are used for a wide range of applications.
Uses have varied between countries and over time, but main SCCP applications have been for
polyvinylchloride (PVC), metal-working fluids, paints, coatings, sealants, rubber, and textiles, as a
fire-retardant, plasticizer, or water-repellent. They have also been used in leather production.
SCCPs have been used to replace PCBs, and many of the uses are similar. However, SCCPs have
been reported to not be suitable for uses requiring high heat stability (e.g., capacitors, transformers)
(Howard et al., 1975).
19. SCCPs are used as secondary plasticizers for PVC in applications such as electrical cables
when the inherently low inflammability of PVC would be impaired by primary plasticizers (e.g.,
dioctyl phthalate) (IARC, 1990, ECB, 2000, USEPA, 2009). The majority of flexible PVC is
believed to be used in flooring, wall covering, upholstery and insulation of wire and cables (ECB,
2008). In Western Europe, the main use (50 %) in the 1970’s was in PVC and other plastics
production (Schenker, 1979, as quoted in IPCS, 1996 (original source could not be located). SCCPs
were still used in PVC in the EU in the 1990’s (ECB, 2008). In the USA, the second largest use of
SCCPs after metal-working was either as plasticizer or flame retardant in plastics (USEPA, 2009).
20. SCCPs are used as flame retardants in rubber products, also in conjunction with other flame
retarding additives such as antimony trioxide and aluminum hydroxide (ECB, 2000). Rubber
containing SCCPs has been used in conveyor belts for underground mining, sound-insulating
materials in hoses as well as seals in the electrical installation and in vehicles. Among the different
types of conveyor belts, use of SCCPs has been confirmed in mono-ply (solid woven) conveyor
belts (the most modern type) (Danish Environmental Protection Agency, 2014). It is preferred to use
SCCPs, because of their higher degree of chlorination per weight compared to MCCPs and therefore
higher flame retardancy (German Federal Environment Agency, 2015). In 2007, 300 tonnes of
SCCPs was used in Brazil for the purposes of flame retardant in rubber, car carpet and accessories
(UNEP/POPS/POPRC.11/10/Add.2).
21. SCCPs have been used as extreme-pressure additives in metal-machining fluids (lubricants
and coolants), engineering and metal working operations such as drilling, machining/cutting,
drawing and stamping e.g. in the automobile industry, precision engineering industry and in
machinery construction since around 1930 (IPCS, 1996, ECB, 2000). The short chain chlorinated
paraffins (typically 49-69 % chlorine) are blended with other additives including corrosion
inhibitors, emulsifiers, biocides and surface-active agents and can be used either in straight oil
applications (in solution in a hydrocarbon) or in soluble oil emulsions dispersed in water (ECB,
2000). In the EU, 9380 tonnes (70% of all use) of SCCPs were used as metal working lubricants in
1994 (RPA, 2010), until the prohibition in 2003 (ECB, 2008). Similarly, nearly all use of SCCPs in
Canada was related to metalworking (Environment Canada, 2008). IARC (1990) estimated that
approximately 50% of the CPs consumed in the USA was used as extreme-pressure lubricant
additives in the metal working industry. Also in the USA, the largest use of SCCPs was as a
component of lubricants and coolants in metal cutting and metal forming operations (USEPA, 2012).
22. As a plasticizer or binder additive to paints, coatings and sealants, and to improve resistance
to water and chemicals, SCCPs have been used as alternatives to PCBs (ECB, 2000, USEPA, 2009,
UNEP/POPS/POPRC.11/10/Add.2, German Federal Environment Agency, 2015). The paints are
used mainly in industrial/specialist applications such as marine primer paints and fire retardant
paints (ECB, 2000, RPA, 2010). The SCCPs are mixed into the paint during the formulation step
and becomes physically entrained in the coating once applied (ECB, 2008). Other applications
include road marking paints, anti-corrosive coatings for metal surfaces, swimming pool coatings,
133 “Use” covers the use of SCCPs mixtures for the production of products and articles, as well as the use of
those products and articles.

UNEP/CHW.14/INF/9
92
decorative paints for internal and external surfaces, and primers for polysulfide expansion joint
sealants, SCCPs may also be used in cross-linkable polyester systems with peroxides for the
production of long-term road markings and it may be found in unsaturated polyester resin which is
used in the production of fibre reinforced composites (RPA 2010, European Commission, 2011).
Two main materials onto which SCCP-containing paints and varnishes were applied are metal and
concrete. The sealant uses include rubber and chlorinated rubber coatings, polysulphide,
polyurethane, acrylic and butyl sealants used in building and construction and in sealants for double
and triple glazed windows. (IARC, 1990, WHO, 1996, ECB, 2008, Danish Environmental
Protection Agency, 2014, German Federal Environment Agency, 2015).
23. SCCPs have been used in the production of flame-resistant, water repellent and rot-
preventing textile finishes in sail cloths and industrial protective clothing and tarpaulins (ECB,
2000). The major historical use of chlorinated paraffins was in military tenting and other textile
applications where fire risk must be controlled (Zitko & Arsenault, 1974). According to ECB (2008)
SCCPs were mainly applied as a flame retardant for backcoating of textiles in the EU and less for
waterproofing. Typical applications for back-coated textiles potentially included furniture
upholstery, seating upholstery in transport applications, and interior textiles such as blinds and
curtains as well as industrial protective clothing (RPA, 2010).
24. RPA (2010) suggested that use in the impregnation of commercial and military tents (to
provide a flame retardant, waterproof and rot-proof finish – ‘dry proofing’ of heavy textiles) was
still ongoing in the EU in 2010, and SCCPs were used in polyester-cotton, cotton or linen-flax.
According to European Union (2011), tents were the only application of relevance to SCCPs in the
EU.
25. SCCPs have been used in the leather industry as fat liquoring agents (European Commission,
2011). They show better adhesion to the animal skin than natural oils, with similar fattening and
softening properties. They also impart better washability to the leather than natural oils. They are
usually applied to the moist dressed leather in the form of a 10-30% emulsion or are added to
sulphated or sulphonated oil or synthetic emulsifying agents. (ECB, 2000).
26. As SCCPs have been used in materials such as plastics, textiles, leather, rubbers, inks, paints,
adhesives and surface coatings, that are used to produce apparel, footwear and accessories, they are
commonly found in materials and consumer articles (German Federal Environment Agency, 2015,
KEMI, 2016, Table 2). The articles containing SCCPs are mainly soft plastic items made of PVC
(i.a. toys, beauty cases, exercise mats made of PVC plastic, stickers for wall decoration, dress
costumes, etc.) (BTHA, 2016). In Europe SCCPs have not been used for PVC since 2008 (ECB,
2008), but there are plenty of examples of articles containing SCCPs at present in the EU market
(see Annex II). It has also been reported that hand blenders used for food preparation in Sweden
were found to release chlorinated paraffins under normal use. It has also been demonstrated that the
presence of CPs in household appliances can contaminate food during preparation and is an
unexpected exposure pathway and should be addressed (Strid et al.2014).
27. SCCPs of different chain-lengths and degrees of chlorination have different properties, and
have therefore been used for different applications. In metal machining fluids, pastes, emulsions and
lubricants, chlorinated paraffin grades with good solubility in mineral oils (SCCPs as well as
MCCPs (C10-C17)) and chlorine contents of 40-60% are preferred. For flame-retardant applications,
chlorinated paraffins with approximately 70% chlorine are used; the chain length depends on the
substrate: SCCPs have been used for rubber and soft plastics (Zitko & Arsenault, 1974), but this is
likely not the case anymore.
28. The use of CPs in general (including SCCPs) has only been reported in the USA between
1944-1977, although they may have been used in other countries during this period as well (Danish
Environmental Protection Agency, 2014, Glüge et al. 2016). Since then the use of SCCPs in Europe
and Japan increased significantly, until the use in Europe started to decrease in the early 2000’s
(ECB, 2008, European Union, 2011, Glüge et al. 2016). Since 2000, China has been the largest
consumer of CPs (share of SCCPs not specified), with approximately 500 000 t annually (Glüge et
al. 2016). Use of SCCPs in metalworking and for fat liquoring of leather was prohibited in the EU in
2003. From 13 000 t per year in 1994 (EU-15), the use decreased to estimated 530 t per year in 2010
in EU-27 (RPA, 2010). In 2012 the use of SCCPs in the EU was further restricted to use as fire
retardants in rubber used in conveyor belts in the mining industry, as fire retardants in dam sealants.
The US prohibited use of SCCPs in 2013 (van Mourik et al., 2016). Japanese industry discontinued
the use in metalworking voluntarily in 2007 (UNEP/POPS/POPRC.11/10/Add.2). In Canada, the
production of chlorinated paraffins had stopped by 2008 (Environment Canada 2008), and the use of
SCCPs were prohibited in 2013 (Government of Canada 2013).

UNEP/CHW.14/INF/9
93
29. CPs, including SCCPs, have been used for other purposes, which are apparently no longer
relevant. These include use as a solvent in a nasal spray, component in clear lacquers for wood and
hardboard, fire-proofing of wood, paper-sizing, antistatic agents on nylon, soot inhibitor for fuel oil,
and coating for tableted calcium hypochlorite, used in the treatment of sewage and swimming pool
waters. Chlorinated paraffin sulfonic acids were also used as emulsifiers for biocidal concentrates
(as quoted in Zitko & Arsenault, 1974).
30. SCCPs have been under scrutiny for their health and environmental impacts, and restrictions
have been implemented in Albania, Canada, EU, Norway and the United States
(UNEP/POPS/POPRC.12/11/Add.3). Norway banned SCCPs in 2002 and Canada banned the
manufacture, use, sale, offer for sale or import in 2013 (Government of Canada, 2013). In the EU
use of SCCPs was limited to use as flame-retardant in mining conveyor belts and dam sealants in
2012.
Table 2: Examples of concentrations of SCCPs in materials and articles.
Material SCCP content (mg/kg) Source
As secondary plasticizer
in PVC
Up to 100 000 BTHA, 2016
KEMI, 2016
EVA foam Up to 70 000 (found in yoga mats) BTHA, 2016, Annex II
Metal working, cutting
fluids
70 000-90 000
50 000-100 000 in oil-based cutting
fluids
<10 000 in emulsion-based cutting
fluids
20 000-100 000, up to 800 000
Koh et al, 2002
European Commission, 2011
-“-
ECB, 2000
Rubber 10 000-40 000, can be up to 150 000
100 000-170 000 in conveyor belts
100 000 in conveyor belts, 100 000-
170 000 for other rubber products
The concentration of SCCPs depends
on the rubber type used
ECB, 2008
-“-
RPA, 2010
European Commission, 2011
Coatings 25000-100 000 in intumescent coatings
100 000-150 000 in anti-corrosive and
protective coatings
RPA, 2010
Textiles Potential flame retardant in cellulosic
textiles
40 000-150 000 in backcoating of
textiles
BTHA, 2016
RPA, 2010
Leather Maximum of 10 000 in leather
20 000 mean
200 000 in fat-liquoring mix
ECB, 2000
RPA, 2010
European Commission, 2011
Paints 50 000-200 000 (after drying)
20 000 (road markings)
10 000-100 000 in road markings
ECB, 2008
European Commission, 2011
RPA, 2010
Adhesives and sealants 50 000-140 000
200 000-300 0000
ECB, 2008
Danish Environmental
Protection Agency, 2014
Paper 130 mg/A4 sheet German Federal
Environment Agency, 2015
4. Wastes
31. Action aimed at waste streams of importance in terms of volume and concentration will be
essential to eliminating, reducing and controlling the environmental load of SCCPs from waste
management activities. In that context, the following should be recognized:
(a) Compared to most other POPs, historical production and use of SCCPs are much
higher. Therefore, also the amount of waste can be expected to be high. However, as the use started
already in the 1930s and hazardous waste management capacity and practices were not developed
until 1970s, it can be assumed that a large amount of wastes containing SCCPs have already been
disposed of;
UNEP/CHW.14/INF/9
94
(b) Many applications of SCCPs have long service-lives (for example conveyor belts,
cooling oils, sealants, paints, adhesives and floorings used in construction sector). European
Commission (2011) cites service-life of a conveyor belt at 2-30 years. Therefore, waste originating
from currently prohibited uses can still be found. On the other hand, metal and leather processing
fluids and also the treated leather products have relatively short product life cycles. It can therefore
be assumed that the used processing fluids, as well as the treated leather products will soon be
disposed of after prohibition (German Federal Environment Agency, 2015);
(c) SCCPs have been used worldwide as a fire retardant or plasticiser in materials, such as
plastics (PVC and EVA), rubbers, fabrics, inks, paints, adhesives and surface coatings and leather,
that are used to produce e.g. equipment, pipes, apparel, clothing, footwear, and accessories. SCCPs
have been found in construction waste and consumer articles in levels of up to 7 000 mg/kg;
(d) SCCPs may be released from products and articles during the service life as well as
after their disposal, unless properly managed. European Commission (2011) assumes that about 8 %
of the SCCPs in sealants is emitted during lifetime. Also landfill leachates and sludges from waste
water treatment contain SCCPs (Danish Environmental Protection Agency, 2014);
(e) There is recent evidence on consumer products (toys, sports accessories, electric
cables of kitchen equipment) containing several thousands of mg/kg SCCPs which are commonly
found on the EU market (KEMI, 2016, BTHA, 2016, see Annex II). It is not possible to identify the
SCCP-containing consumer products without laboratory analysis and there are considerable
uncertainties related to analyses;
(f) Second major use is as an additive in metal-working and machining lubricants and
coolants. In regions where this use has ended due to prohibitions, and there is likely not much waste
containing SCCPs being generated, except where longer chain chlorinated paraffins contain SCCPs;
(g) Many materials containing SCCPs have been recycled or reused (e.g. plastics, rubber
and textiles, building joint sealants). Elevated SCCP concentrations have been found in biota near
an e-waste recycling site in China (Luo et al., 2017, Yuan et al., 2017). Conveyor belts have been
recycled by reduction to powder and subsequent manufacture of new belts, curtains, mats and
building materials (European Commission, 2011);
(h) Use of MCCPs may lead to high concentrations of SCCPs in the products and articles
(the EU limit for unintentional trace contamination was set at 1 500 mg/kg in articles to allow for
continued use of MCCPs). MCCPs containing up to 1% by weight SCCPs,134 are commonly used as
alternatives to SCCPs. Also, possible recycling of metal-working oils may have led to SCCPs being
present in unintended applications.
32. Wastes may contain variable concentrations of SCCPs, depending on the quantities in which
they were originally present in specific products and the quantities released during product use and
waste management. Waste consisting of, containing or contaminated with SCCPS (hereinafter
referred to as “SCCP wastes”) may be found as:
(a) SCCP chemicals:
(i) Pure SCCPs;
(ii) Technical CPs mixtures containing varying levels of SCCPs depending on the
starting material;
(iii) Obsolete SCCPs which can no longer be used;
(b) Packaging materials of SCCP formulations;
(c) Preparations and articles which have been produced using SCCPs:
(i) Metal working lubricants and coolants, swarf from metal cutting
operations;
(ii) Lubricants, in particular for automobile engines, electric generators,
wind power facilities;
(iii) Lubricants in oil production and refining: oil drilling and gas
134 According to the European chlor-alkali industry association Eurochlor, the short carbon chain constituents in
MCCPs are not likely SCCPs as defined in REACH Regulation and the detection of chains below C14 in an
MCCP product does not mean that the product contains SCCPs (http://www.eurochlor.org/chlorinated-
alkanes-(casg)/education-spotlight.aspx, accessed 3 December, 2017).
UNEP/CHW.14/INF/9
95
exploration, petroleum refining to produce diesel oil;
(iv) Dried sludges from user process such as paper coating;
(v) Flexible polyvinylchloride (PVC) and ethylene-vinyl acetate (EVA);
(vi) Paints, adhesives, floorings and coatings;
(vii) Sealants, such as fire retardant dam sealants, building sealants, window
sealants;
(viii) Fire-retardant rubber, such as in transmission and conveyor belts;
(ix) Fire-retardant back-coated textiles, such as upholstery, tents;
(x) Leather that has been fat-liquored with SCCPs;
(xi) Other articles made of rubber or soft plastics, i.a. toys, sports
accessories and kitchen equipment;
(d) Contaminated soils;
(e) Municipal and industrial sludge (e.g. leather industry) and landfill leachate.
33. The most important SCCP waste streams in terms of potential volume are expected to be:
(a) PVC and EVA plastics in flooring, wall covering, wire and cable insulation;
(b) Construction waste contaminated with SCCPs in paints, sealants, adhesives and
flooring;
(c) Metal working lubricants and coolants;
(d) Lubricants and coolants in oil and gas exploration and drilling;
(e) Back-coated textiles, including upholstery;
(f) Transmission belts and conveyor belts.
34. The most important SCCP waste streams in terms of potential releases or concentration of
SCCPs are expected to be:
(a) SCCP formulations;
(b) PVC and other plastics with SCCPs as plasticizer;
(c) Rubber containing SCCPs;
(d) Lubricants and coolants in oil and gas exploration and drilling;
(e) Oily waste from metal working;
(f) Paints, adhesives and coatings;
(g) Plasticiser condensates;
(h) Water based mixtures and emulsions;
(i) Consumer articles made of plastics and rubber containing SCCPs;
(j) Leather and textiles.
35. SCCP wastes can be generated in a diverse range of applications, at different stages of life
cycle and through different release media. Knowledge of release media guides the analysis and
choice of methods that may be used to manage such wastes. Table 3 provides an overview of
relevant information regarding the life cycle of wastes containing SCCP. In Europe and North
America some of the applications are believed to have ceased decades ago but may be such
materials could still be in use or disposed of.
Table 3: Overview of the production and application of SCCPs and their release media into the
environment (based on UNEP/POPS/POPRC.11/10/Add.2, ECB, 2000, ECB, 2008, KEMI, 2016).
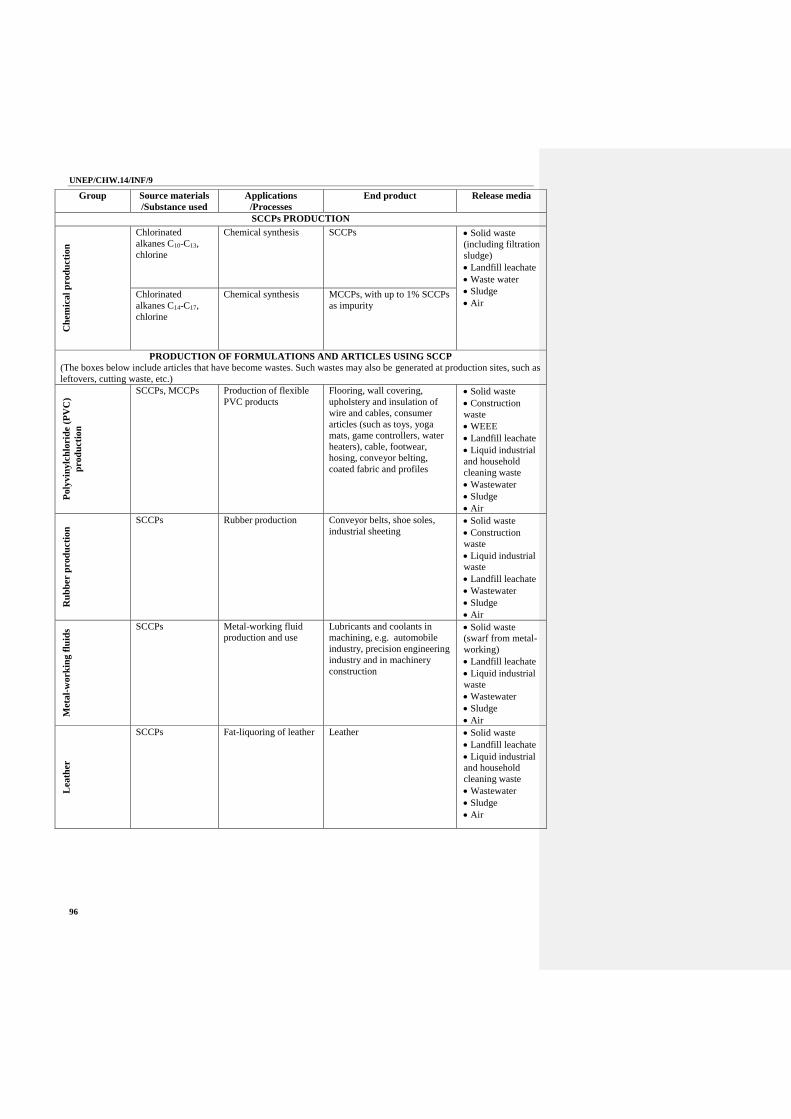
UNEP/CHW.14/INF/9
96
Group Source materials
/Substance used
Applications
/Processes
End product Release media
SCCPs PRODUCTION
Ch
em
ical
prod
ucti
on
Chlorinated
alkanes C10-C13,
chlorine
Chemical synthesis SCCPs • Solid waste
(including filtration
sludge)
• Landfill leachate
• Waste water
• Sludge
• Air Chlorinated
alkanes C14-C17,
chlorine
Chemical synthesis MCCPs, with up to 1% SCCPs
as impurity
PRODUCTION OF FORMULATIONS AND ARTICLES USING SCCP
(The boxes below include articles that have become wastes. Such wastes may also be generated at production sites, such as
leftovers, cutting waste, etc.)
Poly
vin
ylc
hlo
rid
e (
PV
C)
pro
du
ctio
n
SCCPs, MCCPs Production of flexible
PVC products
Flooring, wall covering,
upholstery and insulation of
wire and cables, consumer
articles (such as toys, yoga
mats, game controllers, water
heaters), cable, footwear,
hosing, conveyor belting,
coated fabric and profiles
• Solid waste
• Construction
waste
• WEEE
• Landfill leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air
Ru
bb
er p
rod
ucti
on
SCCPs Rubber production Conveyor belts, shoe soles,
industrial sheeting • Solid waste
• Construction
waste
• Liquid industrial
waste
• Landfill leachate
• Wastewater
• Sludge
• Air
Met
al-
work
ing
flu
ids SCCPs Metal-working fluid
production and use
Lubricants and coolants in
machining, e.g. automobile
industry, precision engineering
industry and in machinery
construction
• Solid waste
(swarf from metal-
working)
• Landfill leachate
• Liquid industrial
waste
• Wastewater
• Sludge
• Air
Lea
ther
SCCPs Fat-liquoring of leather Leather • Solid waste
• Landfill leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air

UNEP/CHW.14/INF/9
97
II. Relevant provisions of the Basel and Stockholm Conventions
A. Basel Convention
36. Article 1 (“Scope of the Convention”) defines the waste types subject to the Basel
Convention. Subparagraph 1 (a) of that Article sets forth a two-step process for determining if a
“waste” is a “hazardous waste” subject to the Convention. First, the waste must belong to any
category contained in Annex I of the Convention (“Categories of wastes to be controlled”). Second,
the waste must possess at least one of the characteristics listed in Annex III of the Convention (“List
of hazardous characteristics”).
37. Annex I and II lists some of the wastes which may consist of, contain or be contaminated
with SCCPs:
(a) Y6: Wastes from the production, formulation and use of organic solvents;
(b) Y9: Waste oils/water, hydrocarbons/water mixtures, emulsions;
(c) Y12: Wastes from production, formulation and use of inks, dyes, pigments, paints,
lacquers, varnish;
(d) Y13: Wastes from production, formulation and use of resins, latex, plasticizers,
Tex
tile
s a
nd
fa
bri
c SCCPs,
polyester-cotton,
cotton or linen-flax
Production of
waterproof and fire-
retardant textiles and
fabric
Tents, camouflage nets,
professional clothing
• Solid waste
• Landfill leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air
Ad
hesi
ves
an
d s
eala
nts
SCCPs Adhesive production,
building and
construction sealant
production
Polysulphide, polyurethane,
acrylic and butyl sealants used
in building and construction
and in sealants for double and
triple glazed windows
• Solid waste
• Construction
waste
• Liquid industrial
and household
waste
• Landfill leachate
• Wastewater
• Sludge
• Air
Pain
ts
SCCPs Paint production Road marking paint • Solid waste
• Liquid industrial
and household
waste
• Landfill leachate
• Wastewater
• Sludge
• Air
Pap
er c
oa
tin
g
SCCPs Paper production Carbonless copy paper • dried sludges
from paper coating
• Solid waste
• Liquid industrial
and household
waste
• Landfill leachate
• Wastewater
• Sludge
• Air

UNEP/CHW.14/INF/9
98
glues/adhesives;
(e) Y18: Residues arising from industrial waste disposal operations;
(f) Y45: Organohalogen compounds other than substances referred to in this Annex I
(e.g., Y39, Y41, Y42, Y43, Y44);
(g) Y46: Wastes collected from households.
38. Annex I wastes are presumed to exhibit one or more Annex III hazard characteristics, which
may include H11 “Toxic (Delayed or chronic)”; H12 “Ecotoxic”; or H13 “Capable, by any means,
after disposal, of yielding another material, e.g. leachate, which possesses any of the characteristics
listed above”, unless, through “national tests,” they can be shown not to exhibit these characteristics.
National tests may be useful for identifying a particular hazardous characteristic in Annex III of the
Convention until such time as the hazardous characteristic is fully defined. Guidance documents for
Annex III hazardous characteristics H11, H12 and H13 were adopted on an interim basis by the
Conference of the Parties to the Basel Convention at its sixth and seventh meetings.
39. List A of Annex VIII of the Convention describes wastes that are “characterized as hazardous
under Article 1, paragraph 1 (a), of this Convention.” However, “their designation of a waste on this
Annex does not preclude, in a particular case, the use of Annex III (“List of hazardous
characteristics”) to demonstrate that a waste is not hazardous” (Annex I, paragraph (b)). List A of
Annex VIII includes a number of wastes or waste categories that have the potential to contain or be
contaminated with SCCP, including:
(a) A1090: Ashes from the incineration of insulated copper wire;
(b) A1100: Dusts and residues from gas cleaning systems of copper smelters;
(c) A1190: Waste metal cables coated or insulated with plastics containing or
contaminated with coal tar, PCB, lead, cadmium, other organohalogen compounds or other Annex I
constituents to an extent that they exhibit Annex III characteristics;
(d) A3040: Waste thermal (heat transfer) fluids;
(e) A3050: Wastes from production, formulation and use of resins, latex, plasticizers,
glues/adhesives excluding such wastes specified on list B (note the related entry on list B B4020);
(f) A3110: Fellmongery wastes containing hexavalent chromium compounds or biocides
or infectious substances (note the related entry on list B B3110);
(g) A3120: Fluff-light fraction from shredding;
(h) A4060: Waste oils/water, hydrocarbons/water mixtures, emulsions;
(i) A4070: Wastes from the production, formulation and use of inks, dyes, pigments,
paints, lacquers, varnish excluding any such wastes specified on list B (note the related entry on list
B B4010);
(j) A4130: Waste packages and containers containing Annex I substances in
concentration sufficient to exhibit Annex III hazard characteristic);
(k) A4140: Waste consisting of or containing off specification or outdated chemicals
corresponding to Annex I categories and exhibiting Annex III hazard characteristics;
(l) A4160: Spent activated carbon not included on list B (note the related entry on list B
B2060).
40. List B of Annex IX lists wastes that will not be wastes covered by Article 1, paragraph 1 (a),
unless they contain Annex I material to an extent causing them to exhibit an Annex III characteristic.
List B of Annex IX includes a number of wastes or waste categories that have the potential to
contain or be contaminated with SCCP, including:
(a) B1110 Electrical and electronic assemblies;135
(b) B3010: Solid plastic waste;136
(c) B3020: Paper, paperboard and paper product wastes;137
135 Refer to Annex IX of the Basel Convention for a full description of this entry. 136 Ibid 6. 137 Ibid 6.

UNEP/CHW.14/INF/9
99
(d) B3030: Textile waste;138
(e) B3035: Waste textile floor coverings, carpets;
(f) B3080: Waste parings and scrap of rubber;
(g) B3090: Paring and other wastes of leather or of composition leather not suitable for
the manufacture of leather articles, excluding leather sludges, not containing hexavalent chromium
compounds and biocides (note the related entry on list A A3100);
(h) B3100: Leather dust, ash, sludges or flours not containing hexavalent chromium
compounds or biocides (note the related entry on list A A3090);
(i) B3110: Fellmongery wastes not containing hexavalent chromium compounds or
biocides or infectious substances (note the related entry on list A A3110);
(j) B4010: Wastes consisting mainly of water-based/latex paints, inks and hardened
varnishes not containing organic solvents, heavy metals or biocides to an extent to render them
hazardous (note the related entry on list A A4070);
(k) B4020: Wastes from production, formulation and use of resins, latex, plasticizers,
glues/adhesives.139
41. For further information, see section II.A of the General technical guidelines.
B. Stockholm Convention
42. The present guidelines cover intentionally-produced SCCP, whose production and use are to
be eliminated in accordance with Article 3 and part I of Annex A to the Stockholm Convention.
43. Annex A defines SCCPs as follows:
“Short-chain chlorinated paraffins (Alkanes, C10-13, chloro) +: straight-chain chlorinated
hydrocarbons with chain lengths ranging from C10 to C13 and a content of chlorine greater
than 48 per cent by weight”.
44. In addition, examples have been added in Annex A as follows:
“For example, the substances with the following CAS numbers may contain short-chain
chlorinated paraffins:
CAS No. 85535-84-8;
CAS No. 68920-70-7;
CAS No. 71011-12-6;
CAS No. 85536-22-7;
CAS No. 85681-73-8;
CAS No. 108171-26-2”
45. Production of SCCPs is allowed for Parties who have notified the Secretariat of their
intention to produce them for the time-limited specific exemptions listed in Annex A to the
Convention for which Parties may continue using SCCPs:
(a) Additives in the production of transmission belts in the natural and synthetic rubber
industry;
(b) Spare parts for rubber conveyor belts in the mining and forestry industries;
(c) Leather industry, in particular fat liquoring in leather;
(d) Lubricant additives, in particular for automobile engines, electric generators, wind
power facilities, drilling in oil and gas exploration and petroleum refining to produce diesel oil;
(e) Tubes for outdoor decoration bulbs;
(f) Waterproofing and fire-retardant paints;
(g) Adhesives;
(h) Metal processing;
138 Ibid 6. 139 Ibid 6.
UNEP/CHW.14/INF/9
100
(i) Secondary plasticizers in flexible polyvinyl chloride, except in toys and children’s
products.
46. Furthermore, Annex A specifies in Note (vii) that quantities of SCCPs that occur in mixtures
at concentrations greater than or equal to 1 per cent by weight, cannot be considered unintentional
trace contaminants, as outlined for other chemicals in Note (i). This is flagged by a plus sign (“+”) in
the definition (see paragraph 44 above).
47. Further information on the register of specific exemptions for SCCPs is available from:
www.pops.int.
48. For further information, see section II.B of the General technical guidelines.
III. Issues under the Stockholm Convention to be addressed
cooperatively with the Basel Convention
A. Low POP content
49. The provisional definition of low POP content for SCCPs is [100] [10 000] mg/kg.140
50. The low POP content described in the Stockholm Convention is independent from the
provisions on hazardous waste under the Basel Convention.
51. Wastes with a content of SCCPs at or above [100] [10 000] mg/kg must be disposed of in
such a way that the POP content is destroyed or irreversibly transformed in accordance with the
methods described in subsection IV.G.2. Otherwise, they may be disposed of in an environmentally
sound manner when destruction or irreversible transformation does not represent the
environmentally preferable option in accordance with the methods described in subsection IV.G.3.
52. Wastes with a content of SCCPs below [100] [10 000] mg/kg should be disposed of in
accordance with the methods referred to in subsection IV.G.4 of the General technical guidelines
(outlining disposal methods when POP content is low), taking into account section IV.I.1 below
(pertinent to higher-risk situations).
53. For further information on low POP content, refer to section III.A of the General technical
guidelines.
B. Levels of destruction and irreversible transformation
54. For the provisional definition of levels of destruction and irreversible transformation, see
section III.B of the General technical guidelines.
C. Methods that constitute environmentally sound disposal
55. See section IV.G below and section IV.G of the General technical guidelines.
IV. Guidance on environmentally sound management (ESM)
A. General considerations
56. For further information, see section IV.A of the General technical guidelines.
B. Legislative and regulatory framework
57. Parties to the Basel and Stockholm Conventions should examine their national strategies,
policies, controls, standards and procedures to ensure that they are in agreement with the two
conventions and their obligations under them, including those that pertain to ESM of SCCP wastes.
58. Elements of a regulatory framework applicable to SCCPs should include measures to prevent
the generation of wastes and to ensure the ESM of generated wastes. Such elements could include:
(a) Environmental protection legislation establishing a regulatory regime, setting release
limits and establishing environmental quality criteria;
(b) Prohibitions on the production, sale, use, import and export of SCCPs, except in the
140 Determined according to national or international methods and standards.
UNEP/CHW.14/INF/9
101
case of Parties that have notified the Secretariat of their intention to use or produce SCCPs in
accordance with the time-limited specific exemption listed in Annex A to the Stockholm
Convention;
(c) A requirement that best available technologies (BAT) and best environmental practices
(BEP) be employed in the production and use of SCCPs, in cases where Parties have notified the
Secretariat of their intention to use or produce SCCPs in accordance with the time-limited
exemption listed in Annex A to the Stockholm Convention;
(d) Measures to ensure that SCCP wastes cannot be disposed of in ways that that may lead
to recovery, recycling, reclamation, direct reuse or alternative uses other than those exempted in
Annex A to the Stockholm Convention;
(e) Adequate ESM controls to separate materials containing SCCPs from materials that
can be recycled (e.g., plastics, oils, rubber, construction materials);
(f) Transportation requirements for hazardous materials and waste;
(g) Specifications for containers, equipment, bulk containers and storage sites for obsolete
unused SCCP;
(h) Specification of acceptable analytical and sampling methods for SCCPs;
(i) Requirements for waste management and disposal facilities;
(j) Definitions of hazardous waste and conditions and criteria for the identification and
classification of SCCP wastes as hazardous wastes;
(k) A general requirement for public notification and review of proposed government
waste-related regulations, policies, certificates of approval, licences, inventory information and
national releases and emissions data;
(l) Requirements for identification, assessment and remediation of contaminated sites;
(m) Requirements concerning the health and safety of workers;
(n) Legislative measures on, e.g., waste prevention and minimization, inventory
development and emergency response.
59. For further information, see section IV.B of the General technical guidelines.
C. Waste prevention and minimization
60. Both the Basel and Stockholm conventions advocate waste prevention and minimization. The
production and use of SCCPs is to be eliminated under the Stockholm Convention, unless they fall
under the exemptions listed in part I of Annex A to the Convention.
61. Quantities of waste containing SCCPs should be minimized through isolation and separation
of those wastes from other wastes at source in order to prevent their mixing with, and contamination
of, other waste streams.
62. The mixing and blending of wastes with SCCPs content at or above [10 000] mg/kg with
other materials solely for the purpose of generating a mixture with an SCCPs content below [10 000]
mg/kg are not environmentally sound. Nevertheless, the mixing or blending of materials as a pre-
treatment method may be necessary in order to enable treatment or to optimize treatment efficiency.
63. For further information, see section IV.C on waste prevention and minimization of the
General technical guidelines.
D. Identification of wastes
64. Article 6, paragraph 1 (a), of the Stockholm Convention requires each party to, inter alia,
develop appropriate strategies for the identification of products and articles in use and wastes
consisting of, containing or contaminated with POPs. The identification of wastes containing SCCPs
is the starting point for their effective ESM.
65. For general information on identification and inventories, see section IV.D of the General
technical guidelines.
1. Identification
66. SCCP wastes can be found:

UNEP/CHW.14/INF/9
102
(a) In residues from SCCPs production and at sites where such chemicals were produced,
formulated and stored;
(b) In storage facilities and at sites where SCCPs were used or applied, e.g., at PVC, EVA
and rubber production facilities, construction material production, construction sites, metal-working,
paint, fabric, textile and leather production;
(c) In contaminated materials, including protective clothing, application equipment and
accessories, empty packaging materials, containers, floors, walls and windows;
(d) In facilities for the collection, recycling and waste management of PVC and other
plastics, textiles, rubber, construction materials, metal-working oils, etc;
(e) In soils, sediments and sewage sludges and in water that has been contaminated by, for
example, spills;
(f) In retail of products containing SCCPs, such as products and articles made of flexible
PVC (cable, footwear, hosing, conveyor belts, coated fabric and profiles), paints, sealants and
adhesives, construction materials;
(g) At dumpsites and in landfills.
67. It should be noted that even experienced technical personnel may not be able to determine the
nature of an effluent, substance, container or piece of equipment by its appearance or markings.
Consequently, Parties may find the information on production, use and types of waste provided in
section I.B of the present guidelines useful in identifying articles and mixtures containing SCCPs.
2. Inventories
68. When developing inventories on SCCP wastes, it is important to consider the service lives of
articles where they have been used and the timing of their placement on the market in relation to
restrictions.
69. The main uses of SCCPs differ from region to region as well as their timing. In several
countries, many historical applications of SCCP have ceased already due to national restrictions or
introduction of alternatives. Therefore, a thorough consideration of potential uses is important to
focus the inventory activities correctly, noting that it may be difficult to estimate whether SCCPs is
present in imported commercial products.
70. Although estimating SCCP waste volumes is difficult due to variety of uses, long service
lives and long history, a few good approaches have been made in the European Union, for example
in Denmark and Germany (European Commission, 2011, Danish Environmental Protection Agency,
2014, German Federal Environment Agency, 2015).
E. Sampling, analysis and monitoring
71. For general information on sampling, analysis and monitoring, see section IV.E of the
General technical guidelines.
72. Sampling, analysis and monitoring procedures, should be established for articles that may
contain SCCPs.
1. Sampling
73. Sampling serves as an important element for identifying and monitoring environmental
concerns and human health risks.
74. Standard sampling procedures should be established and agreed upon before the start of the
sampling campaign. Sampling should comply with specific national legislation, where it exists, or
with international regulations and standards.
75. Types of matrices that are typically sampled for include:
(a) Liquids:
(i) SCCP formulations;
(ii) Oil- and water-based liquids: metal-working fluids, cooking oil;
(iii) Leachates from landfills, water;
(iv) Biological fluids (blood, maternal milk);

UNEP/CHW.14/INF/9
103
(b) Solids:
(i) Production wastes;
(ii) Biological tissue samples;
(iii) Soils, sediments and municipal and industrial sludges;
(iv) Materials where SCCPs have been used: e.g. PVC, plastic products, rubber,
construction products, paints, textiles, leather, conveyor belts;
(v) Indoor dust.
2. Analysis
76. Analysis refers to the extraction, purification, separation, identification, quantification and
reporting of SCCPs in the matrix of interest. In order to obtain meaningful and acceptable results,
analytical laboratories should have the necessary infrastructure (housing) and proven experience.
77. The development and dissemination of reliable analytical methods and the accumulation of
high-quality analytical data are important to understand the environmental impact of hazardous
chemicals, including POPs. In addition, they are needed to determine whether the waste is classified
hazardous.
78. Analysis of SCCPs is extremely difficult because of the poor description of the reference
materials and their complex compositions with thousands of isomers and homologues (Koh et al,
2002, Bayen et al., 2006, Gao et al., 2016).
79. No fully validated routine analytical method is available yet and only semi-quantitative
analysis is possible (van Mourik et al. 2015). The results from all the methods used are dependent to
some extent on the substance(s) used as reference (ECB, 2000, Bayen et al., 2006). CP
manufacturers (Eurochlor, 2017) list several difficulties related to quantification of CPs, thus
including SCCPs:
(a) It is not currently possible to accurately quantify individual CA components;
(b) State-of-the-art CA analysis techniques can qualitatively identify groups of CA
isomers by carbon chain length and chlorination level, although this remains difficult;
(c) Instrument detector response is affected by both chlorine content and distribution of
chlorine atoms on the carbon chain;
(d) Reference substances matching commercial products are currently unavailable. These
are necessary for more accurate individual congener quantification;
80. In the absence of more complete characterizations of the mixtures and suitable individual
standards, quantification is usually based on a technical product, introducing major uncertainties if
compositions of the sample and the standard do not match (Bayen et al. 2006,
UNEP/POPS/POPRC.11/10/Add.2, Vorkamp & Riget 2014).
81. Detection limits for SCCPs are higher than for most other POPs. The European Commission
(2011) concluded that a detection limit of 10 mg/kg would be realistically achievable in relevant
waste matrices. German Federal Environment Agency (2015) reported detection limit of 1 mg/kg in
the waste materials studied. The German Federal Environment Agency (2015) also reported price
for analysis at 190-370 EUR/sample.
82. Three International Standards Organization (ISO) methods address the standardized analyses
of SCCPs in water, sediment, sewage sludge, suspended matter and leather. A new standard for
analysis of SCCPs in textiles is under development. The methods are:
ISO 12010:2012
Determination of the sum of SCCPs in unfiltered surface water, ground water, drinking water
and wastewater using gas chromatography-mass spectrometry with electron capture negative
ionization (GC-ECNI-MS)
ISO 18635:2016
Water quality -- Determination of short-chain polychlorinated alkanes (SCCPs) in sediment,
sewage sludge and suspended (particulate) matter -- Method using gas chromatography-mass
spectrometry (GC-MS) and electron capture negative ionization (ECNI)
ISO 18219:2015

UNEP/CHW.14/INF/9
104
Chromatographic method to determine the amount of SCCPs in processed and un-processed
leathers.
ISO/NP 22818 (under development)
Textiles- Determination of SCCP and MCCP in textile products out of different matrices by
use of GC-ECNI-MS
83. The most advanced technique in CPs, which includes SCCPs, detection is 2-dimensional gas
chromatography combined with electron capture detection. The method is able to qualitatively
identify groups of CP isomers by carbon chain length and chlorination level. Currently, the most
commonly used method of detection and quantification used in the literature is gas chromatography
followed by either high or low resolution electron capture negative ion mass spectrometry
(GC/ECNI-MS) (UNEP/POPS/POPRC.11/10/Add.2, Wang et al, 2013).
84. While GC/ECNI-MS remains the most commonly applied technique, novel and promising
use of high resolution time of flight Mass Spectrometry (TOF-MS) has also been reported (van
Mourik et al. 2015). In addition, improved cleanup procedures have been found to remove
interfering compounds, and new instrumental techniques, which distinguish between MCCPs and
SCCPs, have been developed. The study also states that new CP quantification methods have
emerged, including the use of mathematical algorithms, multiple linear regression and principal
component analysis. Gao et al. (2016) developed a novel analytical method, deuterodechlorination
combined with high resolution gas chromatography – high resolution mass spectrometry (HRGC-
HRMS), to determine the congener compositions of SCCPs in commercial chlorinated paraffins and
environmental and biota samples. Internal standard quantification of individual SCCP congeners
was achieved, and the relative standard deviations for quantification of total SCCPs were within
10% (Gao et al. 2016).
85. For more information on analytical methods, see Bayen et al, 2016.
3. Monitoring
86. Monitoring and surveillance serve as means for identifying and tracking environmental
concerns and human health risks. Information collected from monitoring programmes feeds into
science-based decision-making processes and is used for the evaluation of the effectiveness of risk
management measures, including regulations.
87. Monitoring programmes should be implemented in facilities producing and/or using SCCP as
well as wastes containing SCCP.
F. Handling, collection, packaging, labelling, transportation and storage
88. For general information on handling, collection, packaging, labelling, transportation and
storage, see section IV.F of the General technical guidelines.
89. In cases where SCCP wastes are considered hazardous wastes, they should be handled,
collected, packaged, labelled, transported and stored as such in accordance with applicable
provisions of national legislation. Individuals involved in the handling, collection, packaging,
labelling, transportation and storage of hazardous waste should receive proper training.
90. In cases where waste containing SCCPs was a constituent of a product or article (e.g.,
textiles, leather, PVC plastic item), specific handling, collection, packaging, labelling, transportation
and storage considerations may not be required; such waste should be handled, collected, packaged,
labelled, transported and stored in accordance with the environmentally sound management
provisions of national legislation for that type of waste.
1. Handling
91. The main concerns when handling SCCP wastes are human exposure, accidental releases to
the environment and contamination of other waste streams with SCCPs. SCCP wastes should be
handled separately from other waste types in order to prevent contamination of other waste streams.
92. When conducting repairs in or renovation or demolition of buildings, renovators and
contractors should pay attention to the possibility of SCCPs being contained in sealants, paints,
coatings, flooring, double-glazed windows, upholstery and textiles. Should these materials contain
SCCPs, they should be carefully removed and isolated to prevent dust from spreading to surrounding
areas. SCCPs may also be present in electronic and electric appliances, such as in WEEE recycling.
The work should be conducted wearing appropriate protective equipment such as suitable gloves,
disposable coveralls, protective goggles and respiratory protection masks that meet international
standards.

UNEP/CHW.14/INF/9
105
93. Organizations handling waste containing SCCPs should have in place a set of procedures for
handling such wastes and workers should be trained in such procedures.
2. Collection
94. Collection arrangements that include depots for SCCP wastes should provide for the
separation of SCCP wastes from other wastes. In case the country has existing arrangement for
separate collection of PVC plastics, these may also receive SCCP wastes. Some of SCCP wastes,
however, may be difficult to identify as containing SCCPs.
95. Collections depots should not become long-term storage facilities for SCCP wastes.
3. Packaging
96. In cases where SCCP wastes are considered hazardous wastes they should be properly
packaged in accordance with the applicable provisions of national legislation.
97. SCCP wastes should be placed into leak-proof, sealed drums, where appropriate after
draining.
4. Labelling
98. In cases where SCCP wastes are considered hazardous wastes, every container should be
clearly labelled with a hazard warning label and a label providing details of the container and a
unique serial number. Such details should include container contents (e.g., exact counts of
equipment, volume, weight, type of waste carried), the name of the site from which the waste
originated so as to allow its traceability, the date of any repackaging and the name and telephone
number of the person responsible for the repackaging operation.
5. Transportation
99. In cases where SCCP wastes are considered hazardous wastes, they should be transported in
accordance with applicable provisions of national legislation.
6. Storage
100. SCCP wastes should be stored in designated sites and appropriate measures should be taken
to prevent the scattering, release and underground seepage of SCCPs, and to control the spread of
odors.
101. Appropriate measures, such as the installation of partitions, should be taken to avoid
contamination of other materials and wastes with SCCPs.
102. Storage areas for SCCP wastes should have adequate access roads for vehicles.
103. SCCP wastes in storage should be protected from fire.
G. Environmentally sound disposal
1. Pre-treatment
104. SCCPs are poorly water soluble, and water-based liquid mixtures or emulsions containing
liquid SCCPs principally from metal forming/deforming but also including used leather textile
treatment liquors, should be processed to remove oil and SCCP before being discharged. Eurochlor
(2016) lists three techniques: chemical splitting, aqueous evaporation and ultrafiltration. Recovery
treatments are strongly recommended by the manufacturers (European Commission, 2008).
105. Liquid SCCPs can also be adsorbed onto solids for further treatment (Eurochlor, 2016).
106. Swarf contaminated with SCCPs from metal cutting operations can be degreased and
separated from solvent or incinerated/re-smelted (Eurochlor, 2016).
107. For further information, see subsection IV.G.1 of the General technical guidelines.
2. Destruction and irreversible transformation methods
108. For further information, see subsection IV.G.2 of the General technical guidelines.
3. Other disposal methods when destruction or irreversible transformation is not the
environmentally preferable option
109. For information, see subsection IV.G.3 of the General technical guidelines.
4. Other disposal methods when the POP content is low

UNEP/CHW.14/INF/9
106
110. For information, see subsection IV.G.4 of the General technical guidelines.
H. Remediation of contaminated sites
111. Soil contamination can take place over a long period of operation by accumulation and also
from spills events. Application of sewage sludge to soil or irrigation by wastewater may be a source
of SCCP loadings to soil (Zeng et al. 2011, 2012, UNEP/POPS/POPRC.11/10/Add.2).
112. For information, see section IV.H of the General technical guidelines.
I. Health and safety
113. For information, see section IV.I of the General technical guidelines.
1. Higher-risk situations
114. For general information, see subsection IV.I.1 of the General technical guidelines.
115. Higher-risk situations occur at sites where high concentrations or high volumes of SCCP
wastes are found and a high potential for exposure of workers or the general population exists.141
Direct dermal exposure to and inhalation of fine dust or particles containing SCCP in the workplace
or home are of particular concern. Exposure to vapour is generally considered insignificant due to
the low vapour pressures involved. However, there is a potential for significant inhalation exposure
to SCCPs during the formulation of hot melt adhesives and in the use of metal working fluids. Local
exhaust ventilation can be used to control inhalation exposure in the hot melt adhesive
manufacturing sector. In the metal working sector, inhalation exposure to mists/aerosols of metal
working fluids can be controlled by using anti-mist additives in the formulation and by enclosing the
workpiece using splash guards (ECB, 2000)
116. While articles containing SCCPs are not documented to exhibit specific risks to the
environment and human health during their handling, collection, transportation and storage, it is
important to bear in mind that large quantities of such wastes, even if properly stored, are more
likely to present risks than smaller quantities scattered over large areas.
117. Higher-risk situations specific to SCCPs may occur:
(a) At sites where SCCPs are produced or used due to spills, facility wash-down and
storm water runoff (Environment Canada, 2008);
(b) At sites where recycling of plastics containing SCCPs takes place. Polymer-
incorporated CPs could be released during recycling of plastics, which may involve processes such
as chopping, grinding and washing (Environment Canada, 2008);
(c) At sites where metal-working/cutting fluids containing SCCPs are used. They may
also be released into aquatic environments from drum disposal, carry-off and spent bath use (ECB,
2000, European Commission, 2011, Environment Canada, 2008);
(d) At facilities using SCCPs for fat-liquoring of leather;
(e) When consumer products containing SCCPs are used.
2. Lower-risk situations
118. For information on lower-risk situations, see subsection IV.I.2 of the General technical
guidelines.
J. Emergency response
119. Emergency response plans should be in place at sites where SCCPs are produced (where
allowed), used, stored, transported or disposed of. Further information on emergency response plans
is given in section IV.J of the General technical guidelines.
K. Public participation
120. Parties to the Basel or Stockholm Convention should have open public participation
processes. For further information see section IV.K of the General technical guidelines.
141 For example, health impacts were identified for workers of organochlorine production facility in Brazil
(ACPO, 2004).

UNEP/CHW.14/INF/9
107
Annex I to the technical guidelines
Synonyms and trade names of commercial formulations that contain
or may have contained SCCPs addressed by Stockholm Convention
on POPs
Synonyms for SCCPs:
Alkanes, chlorinated; alkanes (C10-C13), chloro (60%); alkanes (C10-C13), chloro (50-70%); chlorinated
alkanes; chlorinated alkanes, chlorinated paraffins; chloroalkanes; chlorocarbons; paraffin, chlorinated;
paraffins, chloro; paroils, chlorinated; polychlorinated alkanes; polychloroalkanes
The synonyms are general in nature.
Tradenames for CPs, potentially SCCPs
The following generic trade names are usually accompanied by a suffix indicating a specific product
(IARC, 1990): A 70; A 70 (wax); Adekacizer E; Arubren; Cereclor; Chlorinated paraffins (CPs);
Chlorcosane; Chlorez; Chlorofin; Chloroflo; Chlorparaffin; Chlorowax, Chlorowax 500AO; Chlorowax
45AO, Chlorowax 52AO; Cloparin; Cloparol; Clorafin; CP F; CW; Diablo; Derminolfett; Derminolöl;
EDC-tar; Electrofine; Enpara; FL X; Hordaflam; Hordaflex; Hordalub; Hulz; KhP; Meflex; Monocizer;
Paroil; Poliks; Tenekil; Toyoparax; Unichlor.

UNEP/CHW.14/INF/9
108
Annex III
Compilation of comments regarding document
UNEP/CHW.14/7/Add.3 (Technical guidelines on POP-BDEs)
The Secretariat received comments regarding document UNEP/CHW.14/7/Add.3 from: the European
Union and its Member States, the European Automobile Manufacturers' Association (ACEA) and the
Bromine Science Environmental Forum (BSEF). These comments are presented in the draft technical
guidelines themselves.

UNEP/CHW.14/INF/9
109
Draft updated technical guidelines on the environmentally sound
management of wastes consisting of, containing or contaminated with
hexabromodiphenyl ether and heptabromodiphenyl ether, or
tetrabromodiphenyl ether and pentabromodiphenyl ether or
decabromodiphenyl ether
(Draft of October 2018)
General comments
The European Union and its Member States have a few editorial comments shown
highlighted in yellow.

UNEP/CHW.14/INF/9
110
Contents
Abbreviations and acronyms .................................................................................................................... 111
Units of measurement ............................................................................................................................... 112
I. Introduction .................................................................................................................................... 113 A. Scope .................................................................................................................................. 113 B. Description, production, use and wastes .......................................................................... 113
1. Description ............................................................................................................. 113 2. Production .............................................................................................................. 114 3. Use .......................................................................................................................... 115 4. Wastes..................................................................................................................... 116
II. Relevant provisions of the Basel and Stockholm conventions ................................................... 120 A. Basel Convention ............................................................................................................... 120 B. Stockholm Convention ...................................................................................................... 123
III. Issues under the Stockholm Convention to be addressed cooperatively with the Basel
Convention ..................................................................................................................................... 125 A. Low POP content ............................................................................................................... 125 B. Levels of destruction and irreversible transformation..................................................... 125 C. Methods that constitute environmentally sound disposal ............................................... 125
IV. Guidance on environmentally sound management (ESM) ......................................................... 126 A. General considerations ...................................................................................................... 126 B. Legislative and regulatory framework ............................................................................. 126 C. Waste prevention and minimization ................................................................................. 127 D. Identification of wastes ..................................................................................................... 127
1. Identification .......................................................................................................... 127 2. Inventories .............................................................................................................. 128
E. Sampling, analysis and monitoring .................................................................................. 128 1. Sampling ................................................................................................................. 128 2. Analysis .................................................................................................................. 129 3. Monitoring .............................................................................................................. 130
F. Handling, collection, packaging, labelling, transportation and storage ......................... 130 1. Handling ................................................................................................................. 131 2. Collection ............................................................................................................... 131 3. Packaging ............................................................................................................... 131 4. Labelling ................................................................................................................. 131 5. Transportation ........................................................................................................ 131 6. Storage .................................................................................................................... 132
G. Environmentally sound disposal ....................................................................................... 132 1. Pre-treatment .......................................................................................................... 132 2. Destruction and irreversible transformation methods ......................................... 132 3. Other disposal methods when neither destruction nor irreversible transformation
is the environmentally preferable option .............................................................. 132 4. Other disposal methods when the POP content is low ........................................ 132
H. Remediation of contaminated sites ................................................................................... 133 I. Health and safety ............................................................................................................... 133
1. Higher-risk situations ............................................................................................ 133 2. Lower-risk situations ............................................................................................. 133
J. Emergency response .......................................................................................................... 133 K. Public participation ............................................................................................................ 133
Annex: Bibliography ................................................................................................................................. 134
UNEP/CHW.14/INF/9
111
Abbreviations and acronyms
ABS acrylonitrile-butadiene-styrene
ATSDR Agency for Toxic Substances and Disease Registry
BAT best available technology
BDE brominated diphenyl ether
BDE-209 decabromodiphenyl ether congener 209
BEP best environmental practice
BFR brominated flame retardant
CAS Chemical Abstracts Service
CENELEC National Committees of the European Committee fFor Electrotechnical Standardization
C-decaBDE commercial decabromodiphenyl ether
C-octaBDE commercial octabromodiphenyl ether
C-pentaBDE commercial pentabromodiphenyl ether
decaBDECAS Chemical Abstracts Servicedecabromodiphenyl ether (BDE-209) present in c-decaBDE
EEE electrical and electronic equipment
ELV end-of-life vehicles
EPDM ethylene propylene diene monomer ESM Environmentally sound management
EVA ethylene, vinyl acetate
GC gas chromatography
HeptaBDE heptabromodiphenyl ether
HexaBDE hexabromodiphenyl ether and HeptaBDE heptabromodiphenyl ether
HIPS high-impact polystyrene
ILO International Labor Organization
ISO International Organization for Standardization MAC mobile air-conditioning
MS mass spectrometry
NIP National Implementation Plan
NonaBDE nonabrominated diphenyl ether
OECD Organisation for Economic Co-operation and Development
PA polyamide
PBDD polybrominated dibenzo-p-dioxin
PBDEs polybrominated diphenyl ethers
PBDF polybrominated dibenzofuran PBT polybutylene terephthalate
PBT Persistent, Bioaccumulative and Toxicx
PC polycarbonate
PCB polychlorinated biphenyl
PE polyethylen
PEE poly(ether ester)
PentaBDE pentabromodiphenyl ether
PET Ppolyethylene terephthalate POP persistent organic pollutant
POP-BDEs hexabromodiphenyl ether and heptabromodiphenyl ether, and tetrabromodiphenyl
ether and pentabromodiphenyl ether and decabromodiphenyl ether PP
polyamide polymers/propylene
PUR Polyurethane PBDF polybrominated dibenzofuran
PBT polybutyleneterephthalate
PCB polychlorinated biphenyl
POP persistent organic pollutant
PS polystyrol
PVC polyvinyl chloride
SPE solid phase extraction
TetraBDE tetrabromodiphenyl ether
UNEP United Nations Environment Programme
UPEW unsaturated polyester vPvB very persistent and very
bioaccumulative
UNEP
WEEE
WHO
United Nations Environment Programme
waste electrical and electronic
equipment
World Health Organization
WHO World Health Organization
UNEP/CHW.14/INF/9
112
Units of measurement
mg/kg
milligram per kilogram. Corresponds to parts per million by mass.
UNEP/CHW.14/INF/9
113
I. Introduction
A. Scope
1. This document supersedes the Technical guidelines for the environmentally sound
management of wastes consisting of, containing or contaminated with hexabromodiphenyl ether
and heptabromodiphenyl ether, or tetrabromodiphenyl ether and pentabromodiphenyl ether, of
May 2015.
1.2. The present guidelines provide guidance on the environmentally sound management
(ESM) of wastes consisting of, containing or contaminated with hexabromodiphenyl ether and
heptabromodiphenyl ether, or tetrabromodiphenyl ether and pentabromodiphenyl ether, or
decabromodiphenyl ether (i.e. “BDE-209”142) present in commercial decabromodiphenyl ether
(decaBDE), pursuant to several decisions of two multilateral environmental agreements on
chemicals and wastes.1143.
2.3. Hexabromodiphenyl ether (hexaBDE) and heptabromodiphenyl ether (heptaBDE), as
well as tetrabromodiphenyl ether (tetraBDE) and pentabromodiphenyl ether (pentaBDE), were
listed in Annex A to the Stockholm Convention in 2009, through an amendment that entered
into force in 2010. Decabromodiphenyl ether, defined as decabromodiphenyl ether (BDE-209)
present in commercial decabromodiphenyl ether, was listed in Annex A to the Stockholm
Convention in 2017 and the amendment will enter into force in 2018. In the present guidelines,
hexaBDE, heptaBDE, tetraBDE and, pentaBDE and decaBDE as a group are referred to as
“POP-BDEs”.” (for further specification see section II.B.).
3.4. The present guidelines should be used in conjunction with the General technical
guidelines on the environmentally sound management of wastes consisting of, containing or contaminated with persistent organic pollutants (UNEP, [20192017…, to be updated]) (UNEP, XXXX) (hereinafter referred to as “Ggeneral technical guidelines”). The Ggeneral technical
guidelines are intended to serve as an umbrella guide for the ESM of wastes consisting of,
containing or contaminated with persistent organic pollutants (POPs) and provide more detailed
information on the nature and incidence of wastes consisting of, containing or contaminated
with POP-BDEs for purposes of their identification and management.).
B. Description, production, use and wastes
1. Description
4.5. Brominated flame retardants (BFRs) are chemical substances used to reduce fire hazards
by interfering with the combustion of the polymer. Some BFRs, such as polybrominated
diphenyl ethers (PBDEs), are additives that do not chemically bind to plastics but are physically
combined with them and therefore may be easily released into the environment.
5.6. PBDEs have different atomic numbers and degrees of bromination ranging from one to
ten bromine atoms (figure 1). Lower brominated BDEs, such as tetraBDEs and pentaBDEs, are
seen as more dangerous than higher brominated BDEs (i.e., BDEs with more than 5 bromine
atoms per molecule, e.g., octaBDes and decaBDEs) because they bioaccumulate more
efficiently, are slightly more soluble in water and have a greater propensity for volatilization
and atmospheric transport than higher brominated BDEs.
Figure 1: Structure of PBDEs
142 Decabromodiphenyl ether congener 209
143 Decisions BC-11/3, BC-12/3, BC-13/4 and BC-14/… of the Conference of the Parties to the Basel Convention
on the Control of Transboundary Movements of Hazardous Wastes and Their Disposal; decisions OEWG-8/5,
OEWG-9/3, and OEWG-11/3 of the Open-ended Working Group of the Basel Convention; and decisions SC-
4/14, SC-4/18, SC-5/9, SC- 6/11 and SC-8/10 of the Conference of the Parties to the Stockholm Convention on
Persistent Organic Pollutants.
Formatted: Highlight

UNEP/CHW.14/INF/9
114
6.7. PBDEs are industrial aromatic organobromine chemicals that make up a group
consisting of 209 congeners. The most common commercial formulations of PBDEs
(represented in table 1 below) are commercial octabromodiphenyl ether (c-octaBDE),
commercial pentabromodiphenyl ether (c-pentaBDE) and commercial decabromodiphenyl ether
(c-decaBDE).
7.8. C-octaBDE designates a commercial mixture that typically contains mainly hexaBDEs,
heptaBDEs, octaBDEs and nonabrominated diphenyl ethers (nonaBDEs). “Hexabromodiphenyl
ether and heptabromodiphenyl ether” means, according to Annex A, part III, to the Stockholm
Convention, BDE-153, BDE-154, BDE-175, BDE-183 and other hexa- and
heptabromodiphenyl ethers present incin c-octaBDE.
8.9. C-pentaBDE designates a commercial mixture that typically contains tetraBDEs,
pentaBDEs and hexaBDEs. “Tetrabromodiphenyl ether and pentabromodiphenyl ether” means,
according to Annex A, part III, to the Stockholm Convention, BDE-47, BDE-99 and other tetra-
and pentabromodiphenyl ethers present in c-pentaBDE.
10. There is some evidenceC-decaBDE designates a commercial mixture that higher
brominated BDEstypically contains mainly the congener BDE-209, with low levels of other
PBDE congeners such as nonaBDE ether and octaBDE (UNEP/POPS/POPRC.11/10/Add.1).
9.11. Components of the commercial penta-, octa- and decaBDE mixtures are persistent
organic pollutants according to Annex A to the Stockholm Convention. They have adverse
effects to human health and/ or the environment, are persistent, they bioaccumulate and undergo
long-range transport. Adverse effects are reported for numerous effects on human health and/ or
the environment. C-decaBDE with its main constituent decaBDE is also degradeddecaBDE can
break down to lower brominated congeners. These higherPBDEs including hexaBDE,
heptaBDE, tetraBDE and pentaBDE, with known PBT/ persistent, bioaccumulative, and toxic
persistent, bioaccumulative and toxic vPvB and POP properties which contribute in the outcome
of decaBDE toxicity. Due to debromination and historical reservoirs of c-penta- and c-octaBDE
congeners may therefore be precursors to the POP-BDEs that fall under the scope of the present
technical guidelines.in the environment, organisms are exposed to a complex mixture of PBDEs
that in combination pose a higher risk than BDE-209 alone (see
UNEP/POPS/POPRC.10/10/Add.2).
Table 1: Typical composition of PBDE commercial mixtures (Environment Canada, 2013)
Commercial
Mixtures
PBDE congener groups and concentrations of active ingredient
tetraBDE pentaBDE hexaBDE heptaBDE octaBDE nonaBDE decaBDE
BDE-47,
etc.
BDE-99,
etc. BDE-153,
BDE-
154,
etc.
BDE-175,
BDE-
183,
etc.
BDE-
203,BDE
-204, etc.
BDE-
207,BDE-
208
BDE-209
c-pentaBDE 24 – 38% 50 – 62% 4 – 12% Trace - - -
c-octaBDE - 0.5% 12% 45% 33% 10% 0.7%
c-decaBDE - - - - trace 0.3 – 3% 97 – 98%
1.2. Production
(a) C-octaBDE
12. Parties to the Stockholm Convention mustshall prohibit and/or eliminate the production
of hexaBDE and heptaBDE and there are no exemptions under the Convention for the
production of those chemicals.the chemical. Information on the status of ratification by the
Pparties of the amendment listing hexaBDE and heptaBDE in the Stockholm Convention can be
found on the website of the Treaty Section of the United Nations (https://treaties.un.org/).
10.13. C-octaBDE has been produced in France, Norway, Switzerland, Canada, Japan, Israel,
the Netherlands, the United Kingdom of Great Britain and Northern Ireland, andKingdom and
the United States of America. Estimated annual worldwide production of c-octaBDE was 6,000
tonnes in 1994 and had decreased to 3,800 tonnes by 2001. Estimated total production of c-

UNEP/CHW.14/INF/9
115
octaBDE from 1970 to 2005 was 102,700 to-118,500 tonnes (Schenker 2008). No information
is available on whether c-octaBDE is being produced in developing countries
(UNEP/POPS/POPRC, 2008). .4/15/Add1).
(b) C-pentaBDE
11.14. Parties of the Stockholm Convention mustshall prohibit and/or eliminate the production
of tetraBDE and pentaBDE and there are no exemptions under the Convention for the
production of the chemical. Information on the status of ratification by the Parties of the
amendment listing tetraBDE and pentaBDE in the Stockholm Convention can be found on the
website of the Treaty Section of the United Nations (https://treaties.un.org/).
14bis. C-pentaBDE was produced in Australia, the European Union, Israel, Japan and the
United States, but production ceased in 2004 (UNEP/POPS/POPRC.2/17/Add.1). According to
(NO EA, 2015), it is possible that China produced for its own market as well. It is assumed that
since the late 1990’s, c-pentaBDE was mainly produced in the United. States. The global
estimated production of c-pentaBDE from 1970 to 2005 was between 91,000 to -105,000 tonnes
(Schenker 2008Watson et al., 2010). Information on the status of ratification by the Pparties of
the amendment listing tetraBDE and pentaBDE in the Stockholm Convention can be found on
the website of the Treaty Section of the United Nations ().
3. Use
(a) C-octaBDE
(c) C-decaBDE
15. Parties to the Stockholm Convention shall prohibit and/or eliminate the production of decaBDE with
specific exemptions for the production of c-decaBDE as specified in part I of Annex A to the
Stockholm Convention as allowed for the Parties listed in the register of specific exemptions of the
Stockholm Convention on the Convention website (www.pops.int). Information on the status of
ratification by the Parties of the amendment listing decaBDE in the Stockholm Convention can be
found on the website of the Treaty Section of the United Nations (https://treaties.un.org/).
15bis. Available production data indicate that about 75% per cent of all the world production
of PBDEs was c-decaBDE. Currently c-decaBDE is manufactured only in a few countries
globally. Many countries have already restricted or initiated voluntary programs to phase out the
production of c-decaBDE. Total production of c-decaBDE in the period from 1970- to 2005 was
between 1.1-1.25 million tonnes. According to document (UNEP/POPS/POPRC.10/3), the
overall scale of c-decaBDE production today is currently unknown, and data on production,
trade and stockpiles is only available for some countries. Production of c-decaBDE is still
ongoing in a few countries (China, India, Japan). For example, the annual processingproduction
capacity of decaBDE in China in 2013 was 49,000 tons (Zhang et al., 2017). Production of c-
decaBDE no longer takes place in the EU and in, the United States and Canada.
3. Use
(a) C-octaBDE
12.16. Parties to the Stockholm Convention shall prohibit and/or eliminate the use of hexaBDE
and heptaBDE, unless they have notified the Secretariat of their intention to use either chemical
for an acceptable purpose or in accordance with a specific exemption listed in part IV of Annex
A to the Convention. HexaBDE and heptaBDE are still being used in accordance with the
specific exemption listed in part IV of Annex A, which allows Pparties to use, recycle or
dispose of articles that contain or may contain hexaBDE and heptaBDE. Information on specific
exemptions can be found in the register of specific exemptions of the Stockholm Convention on
the Convention website (www.pops.int). www.pops.int).
13.17. C-octaBDE is used mostly as an additive flame retardant in the manufacturing of plastic
polymers, particularly in acrylonitrile-butadiene-styrene (ABS) polymers. ABS is used in
housings of electrical and electronic equipment, such as office equipment, automotive parts and
appliances, business machines, computers, business cabinets, pipes and fittings. A minor
Commented [BSEF22]: We kindly ask the author to
provide a source for this statement.

UNEP/CHW.14/INF/9
116
quantity is also being produced for use as an additive in high impact polystyrene (HIPS),
polybutylene terephthalate (PBT) and polyamide polymers (PP) (POPRC, 2008). C-octaBDE
was typically added at concentrations between 10 and -18 %per cent by weight
(UNEP/POPS/POPRC.3/14). Around 95 %per cent of c-octaBDE supplied in the EU was used
in ABS (globally ~approximately 70 %per cent). The total market demand for c-octaBDE was
split with around 40 %per cent each being used in America and Asia, around 15 %per cent in
Europe and approximately 5 %per cent in the rest of the world Around 95 per cent of c-
octaBDE supplied in the EU was used in ABS (globally approximately 70 per cent). (Watson et
al., 2010).
(a)(b) C-pentaBDE
14.18. Parties to the Stockholm Convention mustshall prohibit and/or eliminate the use of
tetraBDE and pentaBDE unless they have notified the Secretariat of their intention to use either
chemical for an acceptable purpose or in accordance with a specific exemption listed in part V
of Annex A to the Convention. TetraBDE and pentaBDE are still being used in accordance with
the specific exemption listed in part V of Annex A, which allows parties to use, recycle or
dispose of articles that contain or may contain tetraBDE and pentaBDE. Information on specific
exemptions can be found in the register of specific exemptions of the Stockholm Convention on
the Convention website (www.pops.int).
15.19. Before C-pentaBDE was phased out in the United States in 2004, 97 per cent of global
production of c-pentaBDE was used in that country, as well as Canada. Alcock et al. have
estimated that up to 2000, 85,000 tonnes of pentaBDE overall were used in the United States
and 15,000 tonnes were used in Europe (Alcock et al., 2003). PentaBDEs may have been used
in Asia but no reliable data are available to confirm this.
16.20. In some regions, c-pentaBDE was used almost exclusively as a flame retardant in the
manufacture of flexible polyurethane (PUR) foams, with between 90 and 95 per cent of c-
pentaBDE used for that purpose. This foam may contain between 10 and 18% per cent of the c-
PentaBDE formulation (UNEP/POPS/POPRC.2/17/Add.1). Flexible PUR foams were used
mainly in automotive and upholstery applications, electrical and electronic
appliancesequipment, building materials, furniture, textiles and packaging.
(b)(c) C-decaBDE
21. Parties of the Stockholm Convention shall prohibit and/or eliminate the use of decaBDE,
unless they have notified the Secretariat of their intention to use it in accordance with a specific
exemption as specified in parts I and IX of Annex A to the Stockholm Convention. Information
on specific exemptions can be found in the register of specific exemptions of the Stockholm
Convention on the Convention website (www.pops.int).The C-decaBDE consumption peaked in
the early 2000's and c-decaBDE is still used worldwide (UNEP/CHW.13/INF/14). C-decaBDE
has a variety of applications including in plastics, textiles, adhesives, sealants, coatings and
inks. C-decaBDE containing plastics are used in electrical and electronic equipment, wires and
cables, pipes and carpets. In textiles, c-decaBDE is mainly used in upholstery, window blinds,
curtains and mattresses for public and domestic buildings, and in the transportation sector. The
amount of c-decaBDE used in plastics and textiles globally varies but up to about 90% per cent
of c-decaBDE ends up in plastics including plastics used in electrical and electronic equipment
while the remainder is used in coated textiles, upholstered furniture and mattresses
(UNEP/POPS/POPRC.11/10/Add.1). C-decaBDE has also been used in modelling clay,
washing and cleaning products and cosmetics and personal care products.144
2.4. Wastes
17.22. Wastes consisting of, containing or contaminated with POP-BDEs (hereinafter referred
to as “POP-BDE wastes”) may be found in:
(a) Solid obsolete stockpiles of POP-BDEs and their related substances in
original packages that are no longer usable;
(b) Solid wastes from producers and users of POP-BDEs;
144 https://echa.europa.eu/substance-information/-/substanceinfo/100.013.277, accessed on 20 March 2018

UNEP/CHW.14/INF/9
117
(c) Wastewater from industrial and municipal processes and residues from
wastewater cleaning such as activated carbon treatment;
(d) Products (e.g., electrical and electronic equipment, building materials,
plastics, textiles, adhesives, sealants, coatings, inks present in thermal
resistant papers, wires and cables, pipes, carpets, upholstery, window blinds,
curtains, matresses and vehicles, aircrafts, trains and ships145) including
products fromcontaining recyclates made of plastics which containinged
POP-BDEs146) that have become waste;
(e) Municipal and industrial sludges; and, contaminated soil147 and sediments;
(f) Waste incineration residues , bottom ash in particular148 in case of
incineration of waste containing POP-BDEs waste incineration; and
(g) Landfill leachate.
18.23. Action aimed at waste streams of importance in terms of volume and concentration will
be essential to eliminating, reducing and controlling the environmental load of POP-BDEs from
waste management activities. In that context, the following should be recognized:
(a) It is likely that POP-BDEs are released into the environment throughout their life
cycles (production, product assembly, consumer use, and disposal, including shredding149 and
recycling);
(b) Waste management activities have been identified as one route through which POP-
BDEs can enter the environment, mainly through industrial and municipal wastewater discharges to
surface water and through leachate from landfills;
(c) Wastes may contain variable concentrations of POP-BDEs, depending on the
quantities in which POP-BDEs were originally present in specific products and the quantities
released during product use and wasteend-of-life management.
19.24. Waste streams of importance in terms of potential volume or concentration are:
(a) PUR foams used e.g. for the production of automotiveapplications in the transport
sector and upholstery applications, in the case of c-pentaBDE;
(b) ABS polymers used for casings of electrical and electronic equipment, in the case of
c-octaBDE;
(c) Solid wastes (in particular plastics) from the dismantling of electrical and electronic
wasteequipment, vehicles, aircrafts, trains and the recycling of waste plastics;ships, construction and
demolition, textiles and furniture150.
(d) Sludge and wastewater from municipal treatment plants, contaminated soil; and
(e) Landfill leachate.
20.25. POP-BDE wastes can be generated in a diverse range of applications, at different stages
of the POP-BDEs life cycles and through different environmental release media. Knowledge of
release media guides the analysis and choice of methods that may be required to manage these
wastes. Table 2 below provides an overview of relevant information on the life cycle of POP-
BDE wastes.
145 C-decaBDE is used in all types of vehicles in the transportation sector (cars, airplanes, trains and ships; see
UNEP/POPS/POPRC.11/10/Add.1) 146 e.g., toys, hairdressing accessories and aids, kitchen utensils etc. from black plastic in particular, and carpet
paddings (see DiGangi et al., 2011; DiGangi and Strakova, 2016; DiGangi et al., 2017; Kuang et al. 2018) 147 Soil may be of concern due to application of contaminated sludge and around e-waste sites and recycling
plants (see UNEP/POPS/POPRC.11/10/Add.1, paras 43, 109 and 110) 148 See Borgnes and Rikheim 2005, Wang, Chen et al. 2010 149 Mechanical treatment such as shredding seems to be a relevant source of PBDE releases to the environment;
see (FI MoE, 2016) and (German Federal Environment AgencyUBA, 2017) 150 See UNEP/CHW.13/INF/14; chapter 3.3

UNEP/CHW.14/INF/9
118
Table 2: Overview of the production and application of POP-BDEs and their release media into the
environment (sources: UNEP/POPS/POPRC.11/10/Add.1, UNEP/CHW.13/INF/14, decision SC-8-10)
Group Source materials
/Substances Used
Application
s
/Processes
End Product Release Media
POP-BDEs CHEMICAL PRODUCTION
Ch
emic
al
Pro
du
ctio
n
Diphenyl oxide, bromine Che
mic
al
synt
hesi
s
POP-BDEs chemical • Solid waste
• Water
• Sludge
• Air
PRODUCTION OF ARTICLES CONTAINING POP-BDEs
Pla
stic
Raw materials
(ethylene, propylene,
vinyl acetate,
acrylonitrile, butadiene,
styrene, isocyanate,
polyhydric alcohols,
polystyrene, prolene,
butanediol,
terephthalate, ethylene
glycol, terephthalic
acid,
hexamethylenediamine,
adipic acid, etc.)
adipic acid, etc.)
POP-BDEs and
other additives
Expansion
and molding
Flame-retardant plasticretardedant polymers:
• ABS
• PUR
• Polyolefins (PE, PP, EVA)
• Styrenics (PS, HIPS , ABS)
• PP
• PBT
• PAEngineering Thermoplastics (PET,
PBT, PA, PC, PC-ABS, PEE-HIPS)
• Thermosets (UPE, epoxies, melamine-
based resins)
• Elastomers (EPDM rubber, thermoplastic
PUR, EVA)
• Waterborne emulsions and coatings
(acrylic-, PVC-, ethylene vinyl chloride-
and urethane-emulsion)
• Solid waste
• Landfill
leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air
Bu
ild
ing m
ate
ria
ls
PUR foam
POP-BDEs and
other additives
Plastics made from
flame retardedant
polymers
Expansion
and molding
Board fireproofing:
• Cold bridge insulation
• Floors
• Basement walls and foundations
• Inverted roofs
• Ceilings
• Cavity insulation
• Composite panels and laminates
• Roofing materials such as membranes
and films
• Epoxy adhesive
• Electrical insulation
• Commercial grade carpeting
• Solid waste
• Landfill
leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air
Tex
tile
pro
du
ctio
n
Flame-retardedant
textile (back-coating or
fabrics)
Residential and commercial
upholstered furniture Transportation seating Wall coverings and draperies
Protective clothing and other
technical textiles Tents etc.
• Solid waste
• Landfill
leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air

UNEP/CHW.14/INF/9
119
Ele
ctric
an
d e
lect
ron
ic e
qu
ipm
ent
HIPS pellets Plastics made
from flame
retardedretardant polymers
Production
of
casingscom
ponents for
electronic
and electric
equipment
Electric and electronic appliances • Solid waste
• Landfill
leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air
Tra
nsp
ort
Plastics containing POP-BDEs Flame retardedretardant fabric (made from flame retardedretardant polymers)
Manufacturing of vehicles including cars, aircrafts, trains and ships
Products used in manufacturing cars,
airplanes, trains and ships; examples in
relation to cars include:
• Powertrain and under-hood applications
such as battery mass wires, battery
interconnection wires, mobile air-
conditioning (MAC) pipes, powertrains,
exhaust manifold bushings, under-hood
insulation, wiring and harness under
hood (engine wiring, etc.), speed sensors,
hoses, fan modules and knock sensors;
• Fuel system applications such as fuel
hoses, fuel tanks and fuel tanks under
body;
• Pyrotechnical devices and applications
affected by pyrotechnical devices such as
air bag ignition cables, seat
covers/fabrics (only if airbag relevant)
and airbags (front and side);
• Suspension and interior applications such
as trim components, acoustic material
and seat belts;
• Reinforced plastics (instrument panels
and interior trim);
• Under the hood or dash (terminal/fuse
blocks, higher-amperage wires and cable
jacketing (spark plug wires));
• Electric and electronic equipment
(battery cases and battery trays, engine
control electrical connectors, components
of radio disks, navigation satellite
systems, global positioning systems and
computer systems);
• Fabric such as rear decks, upholstery,
headliners, automobile seats, head rests,
sun visors, trim panels, carpets.
• Solid waste
• Landfill leachate
• Liquid industrial
and household
cleaning waste
• Wastewater
• Sludge
• Air
WASTE RECYCLING AND DISPOSAL
Ele
ctri
cal
and
elect
ron
icw
ast
eele
ctro
nic
was
te d
ism
antl
ing
Electrical and electronic
waste
(Electrical and electronic
plastic shells, circuit
boards, wire and
polyurethane foams,
etc.)
Dismantling Shredding Separation
Metals
PlasticPlastics
Shredder residues
• Solid waste
• Landfill
leachate
• Liquid
industrial and
household
cleaning waste
• Wastewater
• Sludge
• Air
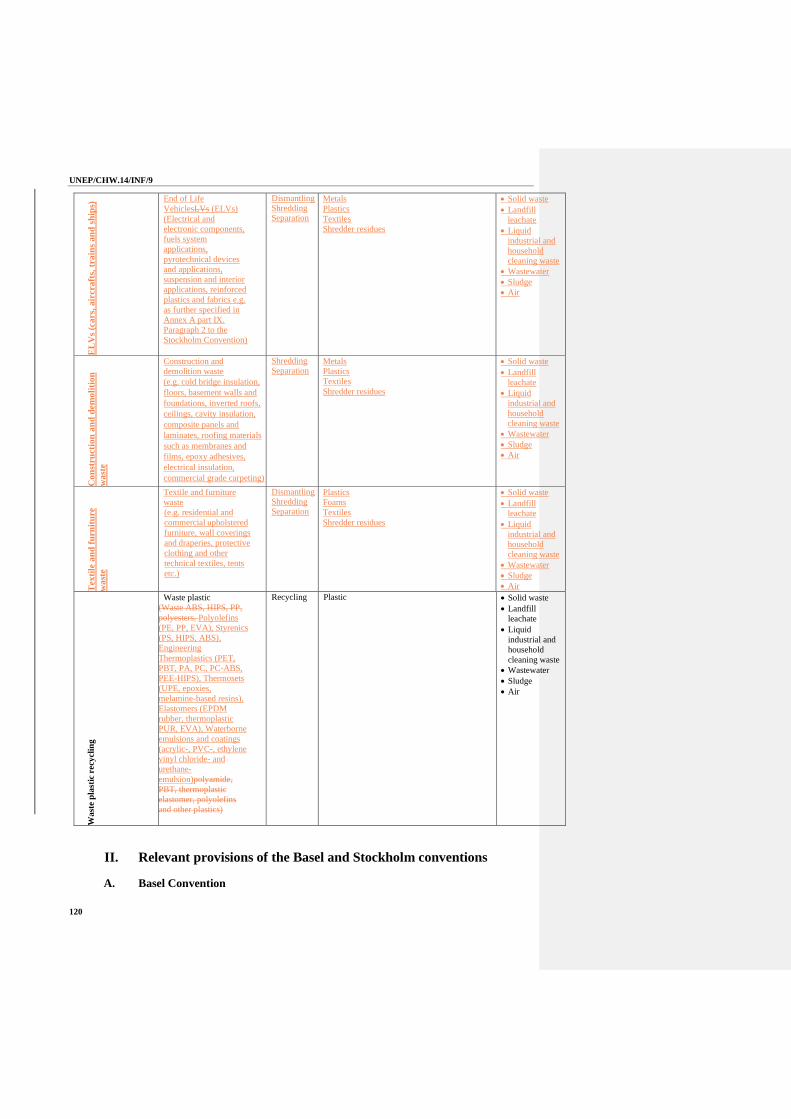
UNEP/CHW.14/INF/9
120
EL
Vs
(ca
rs,
air
cra
fts,
tra
ins
an
d s
hip
s) End of Life
VehiclesLVs (ELVs)
(Electrical and
electronic components,
fuels system
applications,
pyrotechnical devices
and applications,
suspension and interior
applications, reinforced
plastics and fabrics e.g.
as further specified in
Annex A part IX.
Paragraph 2 to the
Stockholm Convention)
Dismantling Shredding Separation
Metals
Plastics
Textiles
Shredder residues
• Solid waste
• Landfill
leachate
• Liquid
industrial and
household
cleaning waste
• Wastewater
• Sludge
• Air
Co
nst
ruct
ion
an
d d
emo
liti
on
wa
ste
Construction and
demolition waste
(e.g. cold bridge insulation,
floors, basement walls and
foundations, inverted roofs,
ceilings, cavity insulation,
composite panels and
laminates, roofing materials
such as membranes and
films, epoxy adhesives,
electrical insulation,
commercial grade carpeting)
Shredding Separation
Metals
Plastics
Textiles
Shredder residues
• Solid waste
• Landfill
leachate
• Liquid
industrial and
household
cleaning waste
• Wastewater
• Sludge
• Air
Tex
tile
an
d f
urn
itu
re
wa
ste
Textile and furniture
waste
(e.g. residential and
commercial upholstered
furniture, wall coverings
and draperies, protective
clothing and other
technical textiles, tents
etc.)
Dismantling Shredding Separation
Plastics
Foams
Textiles
Shredder residues
• Solid waste
• Landfill
leachate
• Liquid
industrial and
household
cleaning waste
• Wastewater
• Sludge
• Air
Wa
ste
pla
stic
recy
clin
g
Waste plastic
(Waste ABS, HIPS, PP,
polyesters, Polyolefins
(PE, PP, EVA), Styrenics
(PS, HIPS, ABS),
Engineering
Thermoplastics (PET,
PBT, PA, PC, PC-ABS,
PEE-HIPS), Thermosets
(UPE, epoxies,
melamine-based resins),
Elastomers (EPDM
rubber, thermoplastic
PUR, EVA), Waterborne
emulsions and coatings
(acrylic-, PVC-, ethylene
vinyl chloride- and
urethane-
emulsion)polyamide,
PBT, thermoplastic
elastomer, polyolefins
and other plastics)
Recycling Plastic • Solid waste
• Landfill
leachate
• Liquid
industrial and
household
cleaning waste
• Wastewater
• Sludge
• Air
II. Relevant provisions of the Basel and Stockholm conventions
A. Basel Convention
UNEP/CHW.14/INF/9
121
21.26. Article 1 (“Scope of the Convention”) defines the types of waste that are subject to the
Basel Convention. Subparagraph 1 (a) of that Article sets forth a two-step process for
determining whether a “waste” is a “hazardous waste” subject to the Convention. First, the
waste must belong to any category contained in Annex I to the Convention (“Categories of
wastes to be controlled”), and second, the waste must possess at least one of the characteristics
listed in Annex III to the Convention (“List of hazardous characteristics”).
22.27. Annexes I and II to the Basel Convention list some of the wastes that may consist of,
contain or be contaminated with POP-BDEs. These include:
(a) Y9: Waste oils/water, hydrocarbons/water mixtures, emulsions;
(b) Y12: Wastes from production, formulation and use of inks, dyes, pigments,
paints, lacquers, varnish;
(c) Y13 Wastes from production, formulation and use of resins, latex, plasticizers,
glues/adhesives;
(a)(d) Y18: Residues arising from industrial waste disposal operations;
(b)(e) Y40: Ethers;
(c)(f) Y45: Organohalogen compounds other than substances referred to in this
Annex (e.g., Y39, Y41, Y42, Y43, Y44);
(d)(g) Y46: Wastes collected from households.
23.28. Annex I wastes are presumed to exhibit one or more Annex III hazardous characteristics,
which may include H6.1“Poisonous (acute), H11 “Toxic (delayed or chronic)”; H12
“Ecotoxic”; or H13 (“capable after disposal of yielding a material which possess a hazardous
characteristic)”, unless, through “national tests,” they can be shown not to exhibit such
characteristics. National tests may be useful for identifying a particular hazardous characteristic
listed in Annex III until such time as the hazardous characteristic is fully defined. Guidance
papers documents for Annex III hazardous characteristics H11, H12 and H13 were adopted on
an interim basis by the Conference of the Parties at its sixth and seventh meetings.
24.29. List A of Annex VIII describes wastes that are “characterized as hazardous under Article
1, paragraph 1 (a) of this Convention” although “their designation on this Annex does not
preclude the use of Annex III (“[hazardhazardous characteristics”]) to demonstrate that a waste
is not hazardous” (Annex I, paragraph (b)). List A of Annex VIII includes a number of wastes
or waste categories which have the potential to contain or be contaminated with POP-BDEs,
including:
(a) A1180: Waste electrical and electronic assemblies or scrap containing components
such as accumulators and other batteries included on list A, mercury-switches, glass from
cathode- ray tubes and other activated glass and PCB-capacitors, or contaminated with Annex I
constituents (e.g., cadmium, mercury, lead, polychlorinated biphenyl) to an extent that they
possess any of the characteristics contained in Annex III (note the related entry on list B
B1110);
(b) A1190: Waste metal cables coated or insulated with plastics containing or
contaminated with coal tar, PCB11, lead, cadmium, other organohalogen compounds or other
Annex I constituents to an extent that they exhibit Annex III characteristics;
(c) A3050: Wastes from production, formulation and use of resins, latex, plasticizers,
glues/adhesives excluding such wastes specified on list B (note the related entry on list B
B4020)
(a)(d) A3080: Waste ethers not including those specified on list B;
(b)(e) A4070: Wastes from the production, formulation and use of inks, dyes, pigments,
paints, lacquers, varnish excluding any such waste specified on list B (note the related entry on
list B B4010)
(c)(f) A4130: Waste packages and containers containing Annex I substances in
concentrations sufficient to exhibit Annex III hazard characteristics;
(d)(g) A4140: Waste consisting of or containing off specification or outdated chemicals
corresponding to Annex I categories and exhibiting Annex III hazard characteristics;
(e)(h) A4160: Spent activated carbon not included on list B (note the related entry on list B

UNEP/CHW.14/INF/9
122
B2060).
25.30. List B of Annex IX includes wastes that “will not be wastes covered in Article 1,
paragraph 1 (a), of this Convention unless they contain Annex I material to an extent causing
them to exhibit an Annex III characteristic.” List B of Annex IX includes a number of wastes or
waste categories which have the potential to contain or be contaminated with POP-BDEs,
including:
(a) B1110: Electrical and electronic assemblies:
• Electronic assemblies consisting only of metals or alloys
• Waste electrical and electronic assemblies or scrap151 (including printed circuit
boards) not containing components such as accumulators and other batteries
included on list A, mercury-switches, glass from cathode-ray tubes and other
activated glass and PCB-capacitors, or not contaminated with Annex I
constituents (e.g., cadmium, mercury, lead, polychlorinated biphenyl) or from
which these have been removed, to an extent that they do not possess any of the
characteristics contained in Annex III (note the related entry on list A A1180)
• Electrical and electronic assemblies (including printed circuit boards, electronic
components and wires) destined for direct reuse and not for recycling or final
disposal)
(b) B1115: Waste metal cables coated or insulated with plastics, not included in list
A1190, excluding those destined for Annex IVA operations or any other disposal
operations involving, at any stage, uncontrolled thermal processes, such as open
burning;
(b)(c) B1250: Waste end-of-life motor vehicles, containing neither liquids nor other
hazardous components;
(c)(d) B2060: Spent activated carbon not containing any Annex I constituents to the extent
they exhibit Annex III characteristics, for example, carbon resulting from the treatment
of potable water and processes of the food industry and vitamin production (note to the
related entry on list A A4160);
(d)(e) B3010: Solid plastic waste;152
(e)(f) B3030: Textile wastes;153
(f)(g) B3035: Waste textile floor coverings, carpets;
(g)(h) B3040: Rubber wastes
The following materials, provided they are not mixed with other wastes:
• Waste and scrap of hard rubber (e.g., ebonite)
• Other rubber wastes (excluding such wastes specified elsewhere);
(h)(i) B3080: Waste parings and scrap of rubber.;
(j) B4010: Wastes consisting mainly of water-based/latex paints, inks and hardened
varnishes not containing organic solvents, heavy metals or biocides to an extent to
render them hazardous (note the related entry on list A A4070)
(k) B4020: Wastes from production, formulation and use of resins, latex, plasticizers,
glues/adhesives, not listed on list A, free of solvents and other contaminants to an
extent that they do not exhibit Annex III characteristics, e.g., water-based, or glues
based on casein starch, dextrin, cellulose ethers, polyvinyl alcohols (note the related
entry on list A A3050).
26.31. For further information, see section II.A of the general technical guidelines.
151 This entry does not include scrap from electrical power generation. 152 Refer to Annex IX to the Basel Convention for a full description of this entry. 153 Ibid 12.

UNEP/CHW.14/INF/9
123
B. Stockholm Convention
27.32. The present document covers intentionally produced POP-BDEs, whose production and
use are to be eliminated in accordance with Article 3 and part I of Annex A to the Stockholm
Convention.
28.33. Annex A, part III (“Definitions”), to the Stockholm Convention defines POP-
BDEshexaBDE and heptaBDE as well as tetraBDE and pentaBDE as follows:
(a)“Hexabromodiphenyl ether and heptabromodiphenyl ether” means2,2',4,4',5,5'-
hexabromodiphenyl ether (BDE-153, CAS No: 68631-49-2), 2,2',4,4',5,6'-
hexabromodiphenyl ether (BDE-154, CAS No: 207122-15-4), 2,2',3,3',4,5',6
heptabromodiphenyl ether (BDE-175, CAS No:446255-22-7), 2,2',3,4,4',5',6-
heptabromodiphenyl ether (BDE-183, CAS No: 207122-16-5) and other hexa- and
heptabromodiphenyl ethers present in commercial octabromodiphenyl ether.
(b)“Tetrabromodiphenyl ether and pentabromodiphenyl ether” means 2,2',4,4'-
tetrabromodiphenyl ether (BDE-47, CAS No: 5436-43-1) and 2,2',4,4',5-
pentabromodiphenyl ether (BDE-99, CAS No: 60348-60-9) and other tetra- and
pentabromodiphenyl ethers present in commercial pentabromodiphenyl ether.”
29.34. Annex A, part IV (“Hexabromodiphenyl ether and heptabromodiphenyl ether”), to the
Convention outlines specific requirements for hexaBDE and heptaBDE, as follows:
“1. A Party may allow recycling of articles that contain or may contain hexabromodiphenyl ether and heptabromodiphenyl ether, and the use and final disposal of articles manufactured from recycled materials that contain or may contain hexabromodiphenyl ether and heptabromodiphenyl ether, provided that
(a) The recycling and final disposal is carried out in an environmentally sound manner and does not lead to recovery of hexabromodiphenyl ether and heptabromodiphenyl ether for the purpose of their reuse;
(b) The Party takes steps to prevent exports of such articles that contain levels/concentrations of hexabromodiphenyl ether and heptabromodiphenyl ether exceeding those permitted for the sale, use, import or manufacture of those articles within the territory of the Party; and
(c) The Party has notified the Secretariat of its intention to make use of this exemption.
2. At its sixth ordinary meeting and at every second ordinary meeting thereafter the Conference of the Parties shall evaluate the progress that Parties have made towards achieving their ultimate objective of elimination of hexabromodiphenyl ether and heptabromodiphenyl ether contained in articles and review the continued need for this specific exemption. This specific exemption shall in any case expire at the latest in 2030.”
30.35. Annex A, part V (“Tetrabromodiphenyl ether and pentabromodiphenyl ether”), to the
Convention outlines specific requirements for tetraBDE and pentaBDE, as follows:
“1. A Party may allow recycling of articles that contain or may contain tetrabromodiphenyl ether and pentabromodiphenyl ether, and the use and final disposal of articles manufactured from recycled materials that contain or may contain tetrabromodiphenyl ether and pentabromodiphenyl ether, provided that:
(a) The recycling and final disposal is carried out in an environmentally sound manner and does not lead to recovery of tetrabromodiphenyl ether and pentabromodiphenyl ether for the purpose of their reuse;
(b) The Party does not allow this exemption to lead to the export of articles containing levels/concentrations of tetrabromodiphenyl ether and pentabromodiphenyl ether that exceed those permitted to be sold within the territory of the Party; and
(c) The Party has notified the Secretariat of its intention to make use of this exemption.

UNEP/CHW.14/INF/9
124
2. At its sixth ordinary meeting and at every second ordinary meeting thereafter the Conference of the Parties shall evaluate the progress that Parties have made towards achieving their ultimate objective of elimination of tetrabromodiphenyl ether and pentabromodiphenyl ether contained in articles and review the continued need for this specific exemption. This specific exemption shall in any case expire at the latest in 2030.”
36. Annex A defines decaBDE as follows: “Decabromodiphenyl (BDE-209) present in
commercial decabromodiphenyl ether”.
37. Annex A, part I establishes the specific exemptions for the production and use of
decaBDE as follows:
“Production: As allowed for the parties listed in the Register”
“Use: In accordance with Part IX of this Annex:
• Parts for use in vehicles specified in paragraph 2 of Part IX of this Annex
• Aircraft for which type approval has been applied for before December 2018 and has
been received before December 2022 and spare parts for those aircraft
• Textile products that require anti-flammable characteristics, excluding clothing and
toys
• Additives in plastic housings and parts used for heating home appliances, irons, fans,
immersion heaters that contain or are in direct contact with electrical parts or are
required to comply with fire retardancy standards, at concentrations lower than 10
per cent by weight of the part
• Polyurethane foam for building insulation”
38. Annex A, part IX outlines specific requirements for decaBDE as follows:
“1. The production and use of decabromodiphenyl ether shall be eliminated
except for Parties that have notified the Secretariat of their intention to produce
and/or use it in accordance with Article 4.
2. Specific exemptions for parts for use in vehicles may be available for the
production and use of commercial decabromodiphenyl ether limited to the
following:
(a) Parts for use in legacy vehicles, defined as vehicles that have ceased
mass production, and with such parts falling into one or more of the
following categories:
(i) Powertrain and under-hood applications such as battery mass
wires, battery interconnection wires, mobile air-conditioning
(MAC) pipes, powertrains, exhaust manifold bushings, under-
hood insulation, wiring and harness under hood (engine wiring,
etc.), speed sensors, hoses, fan modules and knock sensors;
(ii) Fuel system applications such as fuel hoses, fuel tanks and fuel
tanks under body;
(iii) Pyrotechnical devices and applications affected by
pyrotechnical devices such as air bag ignition cables, seat
covers/fabrics (only if airbag relevant) and airbags (front and
side);
(iv) Suspension and interior applications such as trim components,
acoustic material and seat belts;
(b) Parts in vehicles specified in paragraphs 2 (a) (i)–(iv) above and those
falling into one or more of the following categories:
(i) Reinforced plastics (instrument panels and interior trim);
(ii) Under the hood or dash (terminal/fuse blocks, higher-amperage
wires and cable jacketing (spark plug wires));
(iii) Electric and electronic equipment (battery cases and battery
trays, engine control electrical connectors, components of radio
disks, navigation satellite systems, global positioning systems
UNEP/CHW.14/INF/9
125
and computer systems);
(iv) Fabric such as rear decks, upholstery, headliners, automobile
seats, head rests, sun visors, trim panels, carpets.
3. The specific exemptions for parts specified in paragraph 2 (a) above shall
expire at the end of the service life of legacy vehicles or in 2036, whichever
comes earlier.
4. The specific exemptions for parts specified in paragraph 2 (b) above shall
expire at the end of the service life of vehicles or in 2036, whichever comes
earlier.
5. The specific exemptions for spare parts for aircraft for which type approval has
been applied for before December 2018 and has been received before December
2022 shall expire at the end of the service life of those aircraft.”
31.39. Information on the register of specific exemptions for POP-BDEs is available from:
.www.pops.int.
32.40. For further information, see section II.B of the general technical guidelines.
III. Issues under the Stockholm Convention to be addressed
cooperatively with the Basel Convention
A. Low POP content
41. The provisional definition of low POP content for hexaBDE, heptaBDE, pentaBDE and,
tetraBDE154 [and decaBDE] present in commercial decabromodiphenyl ether is […] [[50
mg/kg] or [1000 mg/kg] as a sum.155]. [The provisional definition of low POP content for
decaBDE is […]] mg/kg.
33.42. The low POP content described in the Stockholm Convention is independent from the
provisions on hazardous waste under the Basel Convention.
34.43. Wastes with a content of POP-BDEs at or above 50 mg/kg or 1000 mg/kgthe values
specified in paragraph 3641 must be disposed of in such a way that the POP content is
destroyed or irreversibly transformed in accordance with the methods described in section
IV.G.2 below. They should otherwise be disposed of in an environmentally sound manner when
destruction or irreversible transformation does not represent the environmentally preferable
option in accordance with the methods described in section IV.G.3.
35.44. Wastes with a content of POP-BDEs at or below 50 mg/kg or 1000 mg/kgthe values
specified in paragraph 3641 should be disposed of in accordance with the methods referred to in
section IV.G.4 of the general technical guidelines (outlining disposal methods when POP
content is low), taking into account section IV.I.1 below (pertinent to higher-risk situations).
36.45. For further information on low POP content, refer to section III.A of the general
technical guidelines.
B. Levels of destruction and irreversible transformation
37.46. For the provisional definition of levels of destruction and irreversible transformation, see
section III.B of the general technical guidelines.
C. Methods that constitute environmentally sound disposal
38.47. See section IV.G below and section IV.G of the general technical guidelines.
154 The current limit values for tetra-, penta-, hexa-, and hepta-BDE BDEs may be kept, if an individual value for
decaBDE is agreed, or no agreement is reached with respect to decaBDE. 155 Determined in accordance with national or international methods and standards. In addition, a limit value has
been set for the sum of tetra-, penta-, hexa-, and hepta-BDE because the commercial mixtures of those substances
have varying congener composition (see subsection I.B.1 above) and to achieve analytical efficiencies. Further
work to agree on a single value will be undertaken in accordance with decision BC-12/3 by the Conference of the
Parties to the Basel Convention.
Formatted: Highlight
Commented [ACEA23]: Please take into consideration the findings of the latest EU-Study “to support the review of waste related issues in Annexes IV and V of POP-Regulation” (http://ec.europa.eu/environment/waste/pdf/Study_POPS_Waste_final.pdf): “According to the evaluation of the limitation criteria, an appropriate LPCL can be set in a range between 200 and 1,000 mg/kg.” For a value below 200 ppm no analytical method is available. For inhomogeneous waste streams very low limit values cannot be monitored and enforced. Several considerations are relevant when considering a value within the proposed range including the precautionary principle, economic, technical and practical feasibility and efficiency. To allow resource efficiency and having the newly fixed UTC of the EU POP-Regulation of 500 ppm as a sum in mind, the LPC from our perspective should be between 500 ppm – 1,000ppm
Commented [BSEF24]: We recommend the author
taking into consideration the outcome of the discussion
on the low POP content limit value for POP-BDEs that
took place during the SIWG meeting in October 2018.
During the discussions the Parties agreed to include
two options, as referred to in Table 2, page 15, of the
draft General Technical Guidelines on POP wastes.
As a result, we recommend the author to modify this
paragraph in order to make it consistent with the draft
General Technical Guidelines on POP wastes.
UNEP/CHW.14/INF/9
126
IV. Guidance on environmentally sound management (ESM)
A. General considerations
39.48. For information, see section IV.A of the general technical guidelines.
B. Legislative and regulatory framework
40.49. Parties to the Basel and Stockholm conventions should examine their national strategies,
policies, controls, standards and procedures to ensure that they are in agreement with of the two
conventions and with their obligations under them, including those that pertain to ESM of POP-
BDE wastes.
41.50. Elements of a regulatory framework applicable to POP-BDEs should, among others,
include measures to prevent the generation of wastes and to ensure the environmentally sound
management of generated wastes. Such elements could include:
(a) Environmental protection legislation establishing a regulatory regime, setting
release limits and establishing environmental quality criteria;
(b) Prohibitions and/ or legal and administrative measures to eliminate on the
production, sale, use, import and export of POP-BDEs in accordance with Articles 3 and
Annex A of the Stockholm Convention, except in the case of parties that have notified the
Secretariat of their intention to use or produce decaBDE in accordance with the time-limited
specific exemptions listed in Annex A to the Stockholm Convention;
(c)
Recycling of articles containing POP-BDEs, in accordance with Articles 3 and
Annex A of the Stockholm Convention, except in the case of parties that have notified the
Secretariat of their intention to use or produce decaBDE in accordance with the time-limited
specific exemptions listed in Annex A to the Stockholm Convention;
(d) A requirement that best available technologies (BAT) and best environmental
practices (BEP) be employed in the production and use of decaBDE, in cases where parties
have notified the Secretariat of their intention to use or produce decaBDE in accordance with
the time-limited exemptions listed in Annex A to the Stockholm Convention;
(e) Measures to ensure that POP-BDE waste cannot be disposed of in ways that may
lead to recovery, recycling, reclamation, direct reuse or alternative uses of POP-BDEs ;.
(b)(f) Measures related to the recycling of articles that contain or may contain
hexabromodiphenyl ether and heptabromodiphenyl ether, or tetrabromodiphenyl ether and
pentabromodiphenyl ether (see Annex A, parts IV and V of the Stockholm Convention) in case
Parties registered for a specific exemption under the Stockholm Convention, , set to expire at
the latest in 2030;
(c)(g) Transportation requirements for hazardous materials and waste;
(d)(h) Specifications for containers, equipment, bulk containers and storage sites;
(e)(i) Specification of acceptable analytical and sampling methods for POP-
BDEs;
(f)(j) Requirements for waste management and disposal facilities;
(g)(k) Definitions of hazardous waste and conditions and criteria for the
identification and classification of POP-BDE wastes as hazardous wastes;
(h)(l) A general requirement for public notification and review of proposed
waste-related government regulations, policies, certificates of approval, licences, inventory
information and national releases and emissions data;
(i)(m) Requirements for identification, assessment and remediation of
contaminated sites;
(j)(n) Requirements concerning the health and safety of workers; and
(k)(o) Legislative measures on, e.g., waste prevention and minimization,
inventory development and emergency response.
UNEP/CHW.14/INF/9
127
42.51. Legislation should include a time limit for disposal of POP-BDEs including in products
and articles, that have no clear phase-out datesBDE wastes so as to prevent the creation of
stockpiles of such substances, products and articlesthat have no clear phase-out dates.
43.52. For further information, see section IV.B of the general technical guidelines.
C. Waste prevention and minimization
44.53. Both the Basel and Stockholm conventions advocate waste prevention and minimization.
Under the Stockholm Convention, the production and use of PDBEsPOP-BDEs is to be
eliminated, with limited exemptions for their use as provided in part I of Annex A to the
Convention.
45.54. Quantities of waste containing POP-BDEs should be minimized through isolation and
source separation to prevent mixing and contamination of other waste streams.
46.55. The mixing and blending of wastes with POP-BDEs content at or above 50 mg/kg or
1000 mg/kgthe values specified in paragraph 36 41 with other materials solely for the purpose
of generating a mixture with a POP-BDEs content at or below 50 mg/kg or 1000 mg/kgthe
values specified in paragraph 3641 are not environmentally sound. Nevertheless, the mixing or
blending of materials as a pre-treatment method may be necessary in order to enable treatment
or to optimize treatment efficiency.
47.56. For further information on waste prevention and minimization, see section IV.C of the
general technical guidelines.
D. Identification of wastes
48.57. Article 6, paragraph 1 (a), of the Stockholm Convention requires each party to, inter alia,
develop appropriate strategies for the identification of products and articles in use and wastes
consisting of, containing or contaminated with POPs. The identification of POP-BDE wastes is
the starting point for their effective ESM.
49.58. For general information on identification and inventories, see section IV.D of the general
technical guidelines.
59. Detailed guidance and information on establishing inventories for POP-PBDEs is
provided in the "Guidance for the inventory of polybrominated diphenyl ethers (PBDEs) listed
under the Stockholm Convention on Persistent Organic Pollutants" (UNEP 2017b). The
objective of this document is to provide step-by-step guidance that enables Parties to establish
inventories of hexabromodiphenyl ether and heptabromodiphenyl ether, tetrabromodiphenyl
ether and pentabromodiphenyl ether listed under the Convention in 2009, and provides updated
information on known uses, information that could be useful to identify POP-BDE containing
waste.
1. Identification
50.60. POP-BDE wastes can be found in the following stages of the POP-BDEs lifecycles:
(a) BDE manufacturing and processing:
(i) Waste generated from the production and processing of BDEs;
(ii) In water, soil or sediment close to manufacturing or processing sites;
(iii) Industrial wastewater and sludge;
(iv) Landfill leachate from sites where chemical manufacturing or processing
waste was disposed of;
(v) Stockpiles of unusable or unsellable material;
(b) Industrial application of BDEs (PUR foams, plastics of electrical and
electronic equipment, of building materials, vehicles, aircrafts, trains and ships, textiles,
adhesives, sealants, coatings, inks, wires and cables, pipes, carpets, upholstery, window
blinds, curtains, matresses):
(i) Residues generated from the application of BDEs;
(ii) In water, soil or sediment close to manufacturing or processing sites;
UNEP/CHW.14/INF/9
128
(iii) Industrial wastewater and sludge;
(iv) Landfill leachate from sites where waste from industrial application
was disposed of;
(v) Stockpiles of unusable or unsellable products;
(c) Use of products or articles containing BDEs:
(i) In water, soil or sediment close to sites where such products were
used;
(d) Disposal of products or articles containing BDEs:
(i) In certain facilities for the collection, recycling and recovery of textiles,
PUR foams and plastics of electronic and electrical equipment, building
materials and vehicles;
(ii) In municipal landfill leachate;
(iii) In municipal wastewater and sludge.
51.61. It should be noted that even experienced technical personnel may not be able to
determine the nature of an effluent, substance, container or piece of equipment by its
appearance or markings. Consequently, parties may find the information on production, use and
types of waste provided in section I.B of the present guidelines useful in identifying POP-BDEs.
2. Inventories
52.62. A national inventory should, as appropriate, include data on:
(a) Production of POP-BDEs within a country;
(b) Import and export of products and articles consisting of or containing POP-BDEs;
(c) Disposal of POP-BDE waste; and
(d) Import and export of POP-BDE waste.
53.63. Inventories are an important tool for identifying, quantifying and characterizing wastes.
A step-by-step approach for the development of national inventories of POP-BDEs generally
includes the following steps:
(a) Step 1: planning (i.e., identifying relevant sectors that use or produce POP-BDEs);
(b) Step 2: choosing data collection methodologies using a tiered approach;
(c) Step 3: collecting and compiling data from national statistics on the production,
use, import and export of POP-BDEs;
(d) Step 4: managing and evaluating the data obtained in step 3 using an
estimation method;
(e) Step 5: preparing an inventory report; and
(f) Step 6: periodically updating the inventory report.
54.64. For further information, please refer to the Revised guidance for the inventory of
polybrominated diphenyl ethers (PBDEs) listed under the Stockholm Convention on Persistent
Organic Pollutants (UNEP, 2015c2017b).
E. Sampling, analysis and monitoring
55.65. For general information on sampling, analysis and monitoring, see section IV.E of the
general technical guidelines.
1. Sampling
56.66. Sampling serves as an important element for identifying and monitoring environmental
concerns and human health risks.
57.67. Standard sampling procedures should be established and agreed upon before the start of
the sampling campaign. Sampling should comply with specific national legislation, where it
exists, or with international regulations and standards.

UNEP/CHW.14/INF/9
129
68. For WEEE a sampling method is described in the Technical Specification TS 50625-3-1:
Collection, logistics & treatment requirements for WEEE - Part 3-1: Specification for de-
pollution – General (UNEP 2017d).For EEE and WEEE plastic - the major POP-PBDEs
contaminated products and material - a detailed sampling methodology and a sampling protocol
has been developed and is described in Wäger et al, 2010. This sampling strategy and protocol
can be applied (in a modified way) in other countries and regions having shredder plants with
related WEEE plastic shredder fractions. An approach of sampling of single EEE for screening
of POP-PBDEs in e.g. Cathode Ray Tube casings of TV and PC is shortly described in Annex
3-B of UNEP 2017d. Strategies of sampling along with the mechanical preparation of samples
from electrotechnical products, electronic assemblies and electronic components is provided in
IEC 62321-2:2013.
58.69. Types of matrices that are typically sampled for POP-BDEs include:
(a) Liquids:
(i) Leachate from dumpsites and landfills;
(ii) Water (surface water, drinking water and industrial effluents);
(iii) Waterborne emulsions(i) Stockpiles of products and formulations
consisting of, containing or contaminated with POP-BDEs;
(iv) (ii) Rinse solution;
(b) Solids:
(i) ABS, HIPS and other types of flame-retardedretardant polymers
(wastes from production processes);
(ii) ABS, HIPS and other types of plastics of WEEE;
(iii) PUR foam, textile, rubber (from end-of-life vehicles);
(iv) Shredding materials and residues;
(i)(v) Solids from treatment or disposal processes (fly ash, bottom ash, sludge,
still bottoms, other residues, clothing, etc.);
(iii) Equipment, containers and other packaging materials (rinse or wipe samples),
and tissues or fabrics used in the collection of wipe samples;
(ii)(vi) (iv) Soil, sediment, rubble, sewage sludge and compost;
(c) Gases:
(i) Air (indoor and outdoor);
(ii) Exhaust gas.
2. Analysis
59.70. Analysis refers to the extraction, purification, separation, identification, quantification
and reporting of POP-BDE concentrations in the matrix of interest. In order to obtain
meaningful and acceptable results, analytical laboratories should have the necessary
infrastructure (housing) and proven experience.
71. The development and dissemination of reliable analytical methods and the accumulation
of high-quality analytical data are important to understand the environmental impact of
hazardous chemicals, including POPs.
71bis. X-ray fluorescence (XRF) and sliding spark analysis can be used as inexpensive and
rapid screening methods to determine whether a material contains bromine. However, these
methods will not serve to distinguish the types of chemicals that contain bromine.
72. Chemical analysis of PBDEs is usually using gas chromatography coupled to mass
spectrometry in different variations in order to optimise the analysis according to the specific
matrix (UNEP/CHW.13/INF/14). In the toxicological profile for PBDEs, the Agency for Toxic
Substances and Disease Registry (ATSDR) provides a summary of identified and well-
established methods that are used as standard methods for analysing PBDEs. Additionally,
analytical methods are included that modify previously used methods to obtain lower detection
limits and/or to improve accuracy and precision (see ATSDR 2017). Further information on
analytical methods for POP-BDEs is provided in the UNEP Draft Guidance on Sampling,
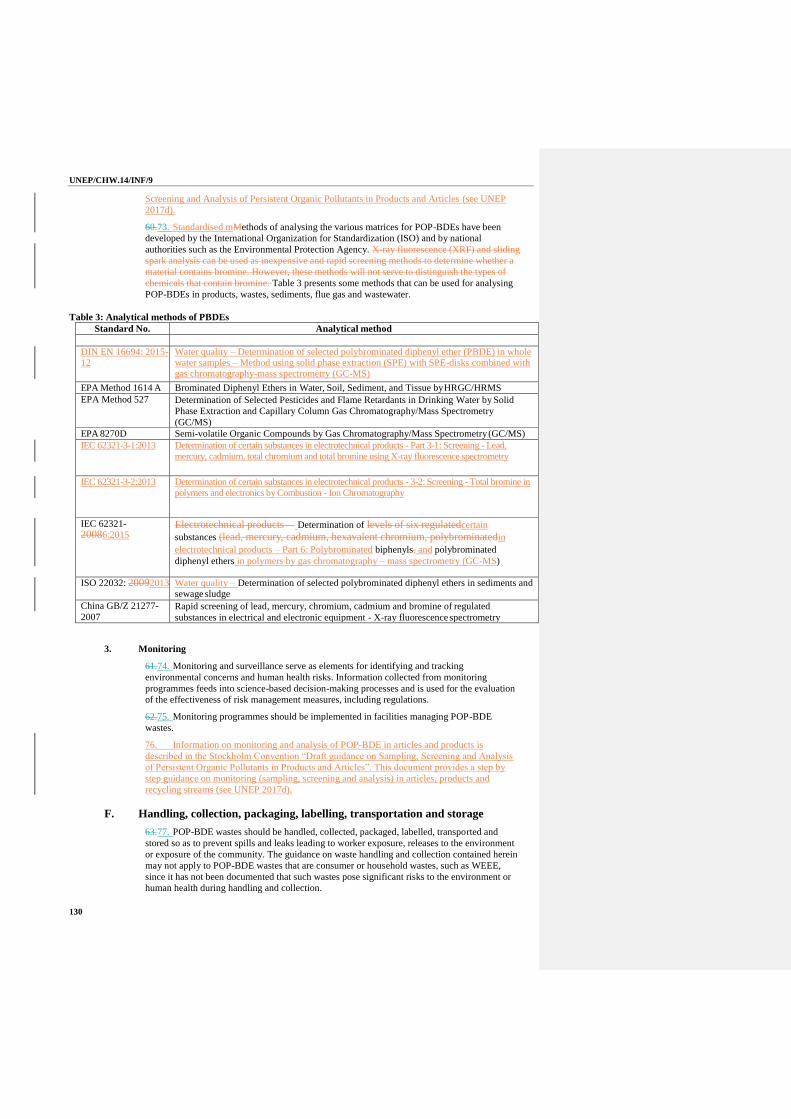
UNEP/CHW.14/INF/9
130
Screening and Analysis of Persistent Organic Pollutants in Products and Articles (see UNEP
2017d).
60.73. Standardised mMethods of analysing the various matrices for POP-BDEs have been
developed by the International Organization for Standardization (ISO) and by national
authorities such as the Environmental Protection Agency. X-ray fluorescence (XRF) and sliding
spark analysis can be used as inexpensive and rapid screening methods to determine whether a
material contains bromine. However, these methods will not serve to distinguish the types of
chemicals that contain bromine. Table 3 presents some methods that can be used for analysing
POP-BDEs in products, wastes, sediments, flue gas and wastewater.
Table 3: Analytical methods of PBDEs
Standard No. Analytical method
DIN EN 16694: 2015-12
Water quality – Determination of selected polybrominated diphenyl ether (PBDE) in whole water samples – Method using solid phase extraction (SPE) with SPE-disks combined with gas chromatography-mass spectrometry (GC-MS)
EPA Method 1614 A Brominated Diphenyl Ethers in Water, Soil, Sediment, and Tissue by HRGC/HRMS
EPA Method 527 Determination of Selected Pesticides and Flame Retardants in Drinking Water by Solid
Phase Extraction and Capillary Column Gas Chromatography/Mass Spectrometry
(GC/MS)
EPA 8270D Semi-volatile Organic Compounds by Gas Chromatography/Mass Spectrometry (GC/MS)
IEC 62321-3-1:2013 Determination of certain substances in electrotechnical products - Part 3-1: Screening - Lead, mercury, cadmium, total chromium and total bromine using X-ray fluorescence spectrometry
IEC 62321-3-2:2013 Determination of certain substances in electrotechnical products - 3-2: Screening - Total bromine in polymers and electronics by Combustion - Ion Chromatography
IEC 62321-20086:2015
Electrotechnical products – Determination of levels of six regulatedcertain
substances (lead, mercury, cadmium, hexavalent chromium, polybrominatedin
electrotechnical products – Part 6: Polybrominated biphenyls, and polybrominated
diphenyl ethers in polymers by gas chromatography – mass spectrometry (GC-MS)
ISO 22032: 20092013 Water quality – Determination of selected polybrominated diphenyl ethers in sediments and sewage sludge – Method using extraction and gas chromatography/mass spectrometry China GB/Z 21277-
2007 Rapid screening of lead, mercury, chromium, cadmium and bromine of regulated
substances in electrical and electronic equipment - X-ray fluorescence spectrometry
3. Monitoring
61.74. Monitoring and surveillance serve as elements for identifying and tracking
environmental concerns and human health risks. Information collected from monitoring
programmes feeds into science-based decision-making processes and is used for the evaluation
of the effectiveness of risk management measures, including regulations.
62.75. Monitoring programmes should be implemented in facilities managing POP-BDE
wastes.
76. Information on monitoring and analysis of POP-BDE in articles and products is
described in the Stockholm Convention “Draft guidance on Sampling, Screening and Analysis
of Persistent Organic Pollutants in Products and Articles”. This document provides a step by
step guidance on monitoring (sampling, screening and analysis) in articles, products and
recycling streams (see UNEP 2017d).
F. Handling, collection, packaging, labelling, transportation and storage
63.77. POP-BDE wastes should be handled, collected, packaged, labelled, transported and
stored so as to prevent spills and leaks leading to worker exposure, releases to the environment
or exposure of the community. The guidance on waste handling and collection contained herein
may not apply to POP-BDE wastes that are consumer or household wastes, such as WEEE,
since it has not been documented that such wastes pose significant risks to the environment or
human health during handling and collection.
UNEP/CHW.14/INF/9
131
78. For further general information on handling, collection, packaging, labelling,
transportation and storage, see section IV.F of the general technical guidelines.
1. Handling
64.79. POP-BDE wastes should be handled separately from other types of waste in order to
prevent contamination of other waste streams.
65.80. Organizations handling POP-BDE wastes should have in place procedures for handling
such wastes and workers should be trained in such procedures.
2. Collection
66.81. Collection arrangements and collection depots for POP-BDE wastes should provide for
the separation of POP-BDE wastes from other wastes. In Europe, Technical Specification (TS)
50625-3- 1: Collection, logistics & treatment requirements for WEEE is currently under
developmentavailable at the National Committees of the European Committee fFor
Electrotechnical Standardization (CENELEC)156.
67.82. All POP-BDE wastes should be collected separately from those wastes that do not
contain POP-BDEs. Legal or other mechanisms may be required to ensure the efficient
collection of POP- BDE wastes, such as WEEE, from households. For example, governments,
producers of articles containing POP-BDEs and others could provide arrangements for the
collection of such wastes by local collectors.
68.83. Waste plastics containing POP-BDEs from electrical and electronic wastes recycling
facilities should be collected separately during dismantling process.
3. Packaging
84. POP-BDEsBDE wastes should be properly packaged for ease of transport and before
storage as a safety measure to reduce the risk of leaks and spills. For transporting POP-BDEs
wastes from generators’ premises or public collection points to waste treatment facilities, the
wastes should be properly packaged.
(a) Packaging of solid POP-BDE wastes
69.85. The packaging of solid POP-BDE wastes can include corrugated cartons lined with
protective anti-seepage plastic bags.
86. Special wooden pallets could be designed for use during storage to raise stored POP-
BDE wastes above ground level and thereby protect them against moisture.
(b) Packaging of liquid POP-BDE wastes
70.87. PBDE-contaminated liquids can be packaged in special anti-seepage barrels.
(c) Packaging of POP-BDE contaminated soil
71.88. PBDE-contaminated soils can be packaged in triple layered, anti-leak, high-strength
laminated bags.
4. Labelling
89. Every container carrying POP-BDE wastes should be clearly labelled with a hazard-
warning label and a label giving details of the container and a unique serial number. Such
details should include the contents of the container (e.g., exact counts of equipment, weight,
type of waste carried), the name of the site from which the waste originated so as to allow its
traceability and, if applicable, the date of repackaging and the name and telephone number of
the person responsible for the repackaging operation. The label should be indelible, clear and
plainly visible.
5. Transportation
72.90. Appropriate measures should be taken to prevent scattering or leakage of POP-BDE
156 The standard is available at https://www.cenelec.eu/dyn/www/f?p=WEB:5:1006113885681101. To
purchase the standard please use the link to a website of a national CENELEC Member.

UNEP/CHW.14/INF/9
132
wastes. Such wastes should be handled separately during transport to avoid their mixing with
other materials.
73.91. Transporters should employ trained and qualified drivers, loading and unloading
management personnel and escort personnel, all of whom should carry their qualification
certificates.
74.92. Waste transporters should provide full and accurate information about their cargoes or
shipments, safely transfer wastes to their destinations and hand them over to receivers in
accordance with national regulations.
6. Storage
75.93. POP-BDE wastes should be stored in designated sites and appropriate measures should
be taken at such sites to prevent scattering, leakage and underground seepage of POP-BDEs.
76.94. Appropriate measures, such as the installation of partitions, should be taken to avoid
contamination of the POP-BDEs wastes.
77.95. POP-BDE waste storage areas should be controlled areas with defined boundaries.
Warning signs should be posted around such areas and access should be restricted to authorized
personnel.
78.96. POP-BDE waste storage areas should have adequate access roads for vehicles. Simple
roads can be constructed when necessary.
79.97. Storage sites should have structures to prevent underground leakage of POP-BDEs.
Containers should be sealable, easy to store and durable. Storage sites should be maintained and
inspected to verify whether there have been any releases of POP-BDEs into the environment.
G. Environmentally sound disposal
1. Pre-treatment
80.98. Dismantling, disassembling and mechanical separation can be used to reduce the volume
of POP-BDE wastes.
81.99. For information, see subsection IV.G.1 of the general technical guidelines.
2. Destruction and irreversible transformation methods
82.100. Destruction and irreversible transformation methods for the environmentally sound
disposal of wastes with a POPsPOP-BDE content at or above 50 mg/kg or 1000 mg/kgthe
values specified in paragraph 3641, according to the general technical guidelines, include at
least:
(a) Advanced solid waste incineration;
(a)(b) Cement kiln co-incineration;
(b)(c) Hazardous waste incineration; and
(d) Thermal and metallurgical production of metals;
(c)(e) Supercritical water oxidation (SCWO) and subcritical water oxidation. ; and
(f) Gas-phase chemical reduction.
83.101. It should be noted that PBDDs/PBDFs can be generated from combustion and
incineration of POP-BDE wastes.
84.102. For further further information, see subsection IV.G.2 of the general technical
guidelines.
3. Other disposal methods when neither destruction nor irreversible transformation is
not the environmentally preferable option
85.103. For further information, see subsection IV.G.3 of the general technical guidelines.
4. Other disposal methods when the POP content is low
Formatted: Highlight
UNEP/CHW.14/INF/9
133
86.104. For information, see subsection IV.G.4 of the general technical guidelines.
H. Remediation of contaminated sites
105. Several remediation technologies are described in the literature. These include in situ
remediation such as electrokinetic and oxidation technologies and ex situ soil washing (see Wu
et al., 2012; Ye M. et al., 2015a; Ye M. et al., 2015b; Li J. et al., 2016).
87.106. For further information, see section IV.H of the general technical guidelines.
I. Health and safety
88.107. For information, see section IV.I of the general technical guidelines.
1. Higher-risk situations
89.108. For general information, see subsection IV.I.1 of the general technical guidelines.
90.109. Higher-risk situations occur at sites where high concentrations of POP-BDEs or
high volumes of POP-BDE wastes are found and a high potential for exposure of workers or the
general population exists. Potential higher-risk situations specific to POP-BDEs may occur at:
(a) Sites of former POP-BDEs production;
(b) Sites at which electrical and electronic wastes are dismantled;
(c) Sites at which waste plastic is shredded or recycled; and
(d) Storage sitesSites for storage or disposal of POP-BDE wastes.
2. Lower-risk situations
91.110. For information on lower-risk situations, see subsection IV.I.2 of the general
technical guidelines.
J. Emergency response
92.111. Emergency response plans should be in place for POP-BDEs in use, in storage, in
transport or at disposal sites. Further information on emergency response plans is provided in
section IV.J of the general technical guidelines.
K. Public participation
93.112. Parties to the Basel or Stockholm Convention should have open public participation
processes. For further information see section IV.K of the general technical guidelines.
UNEP/CHW.14/INF/9
134
Annex to the technical guidelines
Bibliography
Alcock, R.E. et al,., 2003. “Understanding levels and trends of BDE‐47 in the UK and North
America: an assessment of principal reservoirs and source inputs“, Environment International,
vol. 29, pp. 691-698.
ATSDR, 2017. Agency for Toxic Substances and Disease Registry (ATSDR). 2017.
Toxicological profile for Polybrominated Diphenyl Ether. Atlanta, GA: U.S. Department of
Health and Human Services, Public Health Service. Section 7 on Analytical Methods, see
https://www.atsdr.cdc.gov/toxprofiles/tp207-c7.pdf available via
https://www.atsdr.cdc.gov/toxprofiles/tp.asp?id=901&tid=183#bookmark11
Borgnes and Rikheim, 2005. Borgnes, D. and B. Rikheim (2005). Emission Measurements
During Incineration of Waste Containing Bromine. Available at: http://norden.diva-
portal.org/smash/get/diva2:702261/FULLTEXT01.pdf. Copenhagen, Nordic Council of
Ministers. TemaNord 2005:529 ISBN 92-893-1185-1 52.
CEFIC, PlasticEurope, 2013. Best practice for the End-of-Life - EoL management of
Polystyrene Foams in Building & Construction. Available from: www.plasticeurope.org.
CENELEC, 2017. List of CENELEC National Committees (NCs). Available from:
https://www.cenelec.eu/dyn/www/f?p=WEB:5:898848196819301 edition, June 2004.
Available at: www.chem.unep.ch/gmn/GuidanceGPM.pdf.
DiGangi et al., 2011. DiGangi, J., J. Strakova and A. Watson (2011). A survey of PBDEs
in recycled carpet padding. Organohalog Compd 73: 2067-2070
DiGangi and Strakova, 2016. DiGangi, J. and J. Strakova (2016). Recycling of plastics
containing brominated flame retardants leads to contamination of plastic childrens toys.
Ibid. 78(2016): 9-11
DiGangi et al., 2017. DiGangi, J., J. Strakova and L. Bell (2017). POPs Recycling
Contaminates Children's Toys with Toxic Flame Retardants, IPEN, Arnika: 20
Environment Canada, 2013. Consultation document. Proposed risk management
measure for polybrominated diphenyl ethers (PBDEs). Available at:
http://www.ec.gc.ca/ese-http://www.ec.gc.ca/ese-
ees/default.asp?lang=En&n=92B7DD05-1.
European Commission, 2006. Reference Document Best Available Techniques for Waste
Incineration. Available from: http://eippcb.jrc.ec.europa.eu/reference/wi.html.Available from:
http://eippcb.jrc.ec.europa.eu/reference/wi.html.
FI MoE, 2016. Requirements for the management of waste containing persistentorganic
pollutants. Rules concerning waste in the POP Regulation and their application to waste
electrical and electronic equipment and end-of-life vehicles. Ministry of the Environment,
Environmental Administration Guidelines 4en, Helsinki 2016. Available at: www.ym.fi-en-
US/julkaisut .
German Federal Environment Agency, 2017. Evaluation of monitoring data on POPs, POP
candidates and substitutes to identify causes, pathways and trends of environmental impacts.
Available (only in German) from:
https://www.umweltbundesamt.de/publikationen/evaluierung-von-monitoringdaten-zu-pops-
pop
Huang, Q.F., Yang, Y.F. and Wang, Q., 2012. “Potential for Serious Environmental Threats from
Uncontrolled Co-processing of Wastes in Cement Kilns”, Environmental Science & Technology,
vol. 46 No. 24, pp. 13031–13032.
ILO, 1999a. Basics of Chemical Safety. Available from: www.ilo.org.www.ilo.org.
Kuang et al., 2018. Kuang, J., M. A.-E. Abdallah and S. Harrad (2018). Brominated
flame retardants in black plastic kitchen utensils: Concentrations and human exposure
implications. Science of The Total Environment 610-611(Supplement C): 1138-1146.
Commented [EU/MS25]: This text has been left out in
Add. 4 and Add. 5. Please make consistent

UNEP/CHW.14/INF/9
135
Li J. et al., 2016. A novel technology for remediation of PBDEs contaminated soils using
tourmaline-catalyzed Fenton-like oxidation combined with P. chrysosporium. Jing Li, Cuiping
Wang, Dong Wang, Zhenyang Zhou, Hongwen Sun, Sheng Zhai. Chemical Engineering
Journal. Volume 296, 15 July 2016, Pages 319-328. https://doi.org/10.1016/j.cej.2016.03.118.
NO EA, 2015. Norwegian Environment Agency, Oslo. Literature Study – DecaBDE in waste
streams. Final Report, 11 December 2015.
OECD, 2001. Harmonised Integrated Classification System for Human Health and
Environmental Hazards of Chemical Substances and Mixtures. Available
from: .www.oecd.org.
OECD, 2003. Guiding Principles for Chemical Accident Prevention, Preparedness and
Response, second edition. Available from: .www.oecd.org.
OECD, 2004. Recommendation of the Council on the Environmentally Sound Management
(ESM) of Waste C(2004)100. Adopted 9 June 2004. Available from: www.oecd.org.
Persistent Organic Pollutants Review Committee (POPRC), 2008. Risk Management Evaluation
for Octabromodiphenyl ether. UNEP/POPS/POPRC.4/15/Add.1.1Available from:
http://chm.pops.int/Default.aspx?tabid=450.
Schenker, U.,Soltermann, F.,Scheringer, M. HungerbühleruÃàhlere, K., (2008). Modeling the
Environmental Fate of Polybrominated Diphenyl Ethers (PBDEs): The Importance of
Photolysis for the Formation of Lighter PBDEs. Environ Sci Technol 42(24): 9244-9249
UBA, 2017. Evaluierung von Monitoringdaten zu POPs, POP-Kandidaten und Ersatzstoffen
zur Aufklärung von Ursachen, Pfaden und Trends der Umweltbelastung.Available from:
Stobiecki, S., J. et al, 2001. “Disposal of pesticides as an alternative fuel in cement kiln: project
outline”, in 6th International HCH & Pesticides Forum Book, pp. 285-289. .Available from:
http://www.hchforum.com/6th/forum_book/.
UNECE, 2003a. Recommendations on the Transport of Dangerous Goods (Model
Regulations). Available from: .www.unece.org.
UNECE, 2003b. Globally Harmonized System of Classification and Labelling of Chemicals
(GHS). Available from: www.unece.org
UNEP, 1993. Storage of Hazardous Materials: A Technical Guide for Safe Warehousing of
Hazardous Materials. Available from:
UNEP, 1994. Guidance Document on the Preparation of Technical Guidelines for the
Environmentally Sound Management of Wastes Subject to the Basel Convention. Available
from: www.basel.int.
UNEP, 1995a. Model National Legislation on the Management of Hazardous Wastes and
Other Wastes as well as on the Control of Transboundary Movements of Hazardous Wastes
and Other Wastes and their Disposal. Available from: www.basel.int.
UNEP, 1995c. Technical Guidelines on Incineration on Land (D10). Available from:
www.basel.int.
UNEP, 1995d. Technical Guidelines on Specially Engineered Landfill (D5). Available from:
www.basel.int.
UNEP, 2003. Interim guidance for developing a national implementation plan for the
Stockholm Convention. Available from: www.pops.int.
UNEP, 2004a. Guidance for a Global Monitoring Programme for Persistent Organic
Pollutants. 1st edition, June 2004. Available at: www.pops.int..
UNEP, 2004b. Review of the Emerging, Innovative Technologies for the Destruction and
Decontamination of POPs and the Identification of Promising Technologies for Use in
Developing Countries. Available from: www.unep.org/stapgef.
UNEP, 2005. UNEP/GEF project on existing capacity and capacity building needs for
analyzing pops in developing countries. Available from:
www.chem.unep.ch/pops/laboratory/default.htm.
UNEP, 2006b. Draft Guidance for Analysis of Persistent Organic Pollutants (POPs).
Available from: www.chem.unep.ch/pops/laboratory/default.htm.
Formatted: Font: (Default) Times New Roman,Complex Script Font: Times New Roman, Highlight

UNEP/CHW.14/INF/9
136
UNEP, 2007. Guidelines on best available techniques and provisional guidance on best
environmental practices relevant to Article 5 and Annex C of the Stockholm Convention on
persistent organic pollutants. Available from:
http://chm.pops.int/Implementation/BATandBEP/Guidance/tabid/3636/Default.aspx
UNEP, 2015. General technical guidelines on the environmentally sound management of
wastes consisting of, containing or contaminated with persistent organic pollutants.
UNEP, 2008. UNEP/POPS/POPRC.4/15. Report of the Persistent Organic Pollutants Review
Committee on the work of its fourth meeting
UNEP 2014, UNEP/POPS/POPRC.10/10/Add.2. Report of the Persistent Organic Pollutants
Review Committee on the work of its tenth meeting: Risk profile on decabromodiphenyl ether
(commercial mixture, c decaBDE). Available from: http://chm.pops.int/.
UNEP, 2015a. Basel Convention: Manual for Implementation. Available from: www.basel.int.
UNEP, 2015b. Basel Convention: Guide to the Control System. Available from: www.basel.int.
UNEP, 2015c. Revised guidance for the inventory of polybrominated diphenyl ethers
(PBDEs) listed under the Stockholm Convention on Persistent Organic Pollutants.
Available from: chm.pops.int
UNEP, 2015d. Revised guidance on best available techniques and best environmental practices
for the recycling and disposal of articles containing polybrominated diphenyl ethers (PBDEs)
listed under the Stockholm Convention on Persistent Organic Pollutants. Available from:
http://chm.pops.int/.
UNEP., 2015e. Methodological guide for the development of inventories of hazardous wastes
and other wastes under the Basel Convention. Available from: www.basel.int.
UNEP, 2015f. UNEP/POPS/POPRC.11/10. Report of the Persistent Organic Pollutants Review
Committee on the work of its eleventh meeting.
UNEP, 2015g. UNEP/POPS/POPRC.11/10/Add.1. Report of the Persistent Organic Pollutants
Review Committee on the work of its eleventh meeting: Risk management evaluation on
decabromodiphenyl ether (commercial mixture, c-decaBDE). Available from:
http://chm.pops.int/
UNEP, 2015h. UNEP/CHW.12/5/Add.6/Rev.1. Technical guidelines on the environmentally sound
management of wastes consisting of, containing or contaminated with hexabromodiphenyl ether
and heptabromodiphenyl ether, or tetrabromodiphenyl ether and pentabromodiphenyl ether. 13
July 2015
UNEP, 2015i. UNEP/CHW.12/5/Add.2/Rev.1. Technical Guidelines: General technical
guidelines for the environmentally sound management of wastes of wastes consisting of,
containing or contaminated with persistent organic pollutants. Available from:
http://www.brsmeas.org/2015COPs/MeetingDocuments/tabid/4243/language/en-
US/Default.aspx
UNEP, 2015j. UNEP/CHW.12/5/Add.7/Rev.1. Technical Guideline: Technical guidelines for
the environmentally sound management of wastes consisting of, containing or contaminated
with hexabromocyclododecane. Available from
http://www.brsmeas.org/2015COPs/MeetingDocuments/tabid/4243/language/en-
US/Default.aspx
UNEP, different dates. Basel Convention Technical Guidelines. Available from: www.basel.int.
UNEP, 20122012a. Labelling of products or articles that contain POPs: Initial considerations.
Available from: http://chm.pops.int/.
UNEP, 2010. Practices in the Sound Management of Chemicals. Available
from:http://chm.pops.int/.
UNEP, 2002. Technical Guidelines for the Identification and Environmentally Sound
Management of Plastic Wastes and for their Disposal. Available from: www.basel.int.
UNEP, 2012b. Technical guidelines on the environmentally sound co-processing of hazardous
wastes in cement kilns. Available from: www.basel.int.

UNEP/CHW.14/INF/9
137
UNEP, 2017a. Guidance for Developing a National Implementation Plan for the Stockholm
Convention on Persistent Organic Pollutants. Avialable at
http://chm.pops.int/Implementation/NIPs/Guidance/GuidanceforDevelopingNIP/tabid/3166/Defa
ult.aspx
UNEP, 2017b. Guidance for the inventory of polybrominated diphenyl ethers (PBDEs) listed
under the Stockholm Convention on Persistent Organic Pollutants, Draft, Revised January 2017.
Available at
http://chm.pops.int/Implementation/NationalImplementationPlans/Guidance/Guidancefortheinve
ntoryofPBDEs/tabid/3171/Default.aspx
UNEP, 2017c. Guidance on best available techniques and best environmental practices for the
recycling and disposal of wastes containing polybrominated diphenyl ethers (PBDEs) listed
under the Stockholm Convention on Persistent Organic Pollutants. Updated January 2017.
Available at
http://chm.pops.int/Implementation/NationalImplementationPlans/Guidance/GuidanceonBATBE
PforPBDEs/tabid/3172/Default.aspx
UNEP, 2017d. Draft Guidance on Sampling, Screening and Analysis of Persistent Organic
Pollutants in Products and Articles (Relevant to substances listed in Annexes A, B and C of
the Stockholm Convention on Persistent Organic Pollutants from 2009 to 2015). Draft,
March 2017. Available at
http://chm.pops.int/Implementation/NIPs/Guidance/guidanceonsampling,screeningetcofPO
Ps/tabid/5333/Default.aspx
UNEP, 2017e. UNEP/CHW.13/INF/14. Analysis on waste-related information on
decabromodiphenyl ether.
UNEP, 2017f. UNEP/CHW.13/28. Report of the Conference of the Parties to the Basel
Convention on the Control of Transboundary Movements of Hazardous Wastes and Their
Disposal on the work of its thirteenth meeting
Wang, Chen et al., 2010.Wang, M.-S., S.-J. Chen, Y.-C. Lai, K.-L. Huang and G.-P. Chang-
Chien (2010). Characterization of persistent organic pollutants in ash collected from different
facilities of a municipal solid waste incinerator. Aerosol Air Qual. Res 10: 391-402.
Watson et al., 2010. Watson A., Weber R., Webster T. (2010): Technical review of the
implications of recycling commercial penta and octabromodiphenyl ethers. Draft for UNEP
POPs POPRC.6/2
Wäger et al., 2010. RoHS substances in mixed plastics from Waste Electrical and
Electronic Equipment. Final Report September 17, 2010
WHO, 1995. Global Strategy on Occupational Health for All: The Way to Health at Work.
Available from: www.who.int.
Wu C. D. et al. 2012. Study on Electrokinetic Remediation of PBDEs Contaminated Soil//
Advanced Materials Research, Vols. 518-523, pp. 2829-2833, 2012.
Yang, Y.F. et al.,2012. “Deca-Brominated Diphenyl Ether Destruction and PBDD/F and PCDD/F
Emissions from Coprocessing deca-BDE Mixture- Contaminated Soils in Cement Kilns”
Environmental Science & Technology, vol. 46 No. 24, pages 13409–13416.
Ye M. et al., 2015a. Enhanced soil washing process for the remediation of PBDEs/Pb/Cd-
contaminated electronic waste site with carboxymethyl chitosan in a sunflower oil-water solvent
system and microbial augmentation. Ye M, Sun M, Wan J, Fang G, Li H, Hu F, Jiang X, Kengara
FO. Environ Sci Pollut Res Int. 2015 Feb. 22(4):2687-98. doi: 10.1007/s11356-014-3518-z.
Ye M. et al., 2015b. Evaluation of enhanced soil washing process with tea saponin in a peanut
oil–water solvent system for the extraction of PBDEs/PCBs/PAHs and heavy metals from an
electronic waste site followed by vetiver grass phytoremediation. Mingming Sun, Jinzhong Wan,
Guodong Fang, Huixin Li, Feng Hu, Xin Jiang, Fredrick Orori Kengara. Journal of Chemical
Technology and Biotechnology. Volume 90, Issue 11, pages 2027–2035. November 2015
Zhang et al., 2017. Emission inventory and environmental distribution of decabromodiphenyl ether
in China/Zhang B, Zhao B, Yu M, Zhang J//Sci Total Environ. 2017 Dec 1;599-600:1073-1081.
doi: 10.1016/j.scitotenv.2017.05.060. Epub 2017 May 12

UNEP/CHW.14/INF/9
138
Annex IV
Compilation of comments regarding document
UNEP/CHW.14/7/Add.4 (Technical guidelines on unintentionally
produced POPs)
The Secretariat has received comments regarding document UNEP/CHW.14/7/Add.4 from the
European Union and its Member States. These comments are presented in the draft technical
guidelines themselves.
UNEP/CHW.14/INF/9
139
Draft updated technical guidelines on the environmentally sound
management of wastes containing or contaminated with
unintentionally produced polychlorinated dibenzo-p-dioxins,
polychlorinated dibenzofurans, hexachlorobenzene,
polychlorinated biphenyls, pentachlorobenzene, polychlorinated
naphthalenes or hexachlorobutadiene
(Draft of 5 November 2018)
General Comments
The European Union and its Member States have a few editorial comments shown highlighted in
yellow.

UNEP/CHW.14/INF/9
140
Contents
Abbreviations and acronyms ............................................................................................................... 5
Units of measurement .................................................................................................................................... 5
I. Introduction .................................................................................................................................... 143
A. Scope .................................................................................................................................. 143
B. Description, production and wastes .................................................................................. 144
1. Description ............................................................................................................. 144
(a) PCDD and PCDF ....................................................................................... 144
(b) PCB ............................................................................................................. 145
(c) HCB ............................................................................................................ 145
(d) PeCB ........................................................................................................... 145
(e) PCN ............................................................................................................. 145
(f) HCBD ......................................................................................................... 145
2. Unintentional production ....................................................................................... 145
(a) PCDD and PCDF ....................................................................................... 146
(b) PCB ............................................................................................................. 147
(c) HCB ............................................................................................................ 147
(d) PeCB ........................................................................................................... 147
(e) PCN ............................................................................................................. 147
(f) HCBD ......................................................................................................... 147
II. Relevant provisions of the Basel and Stockholm conventions ................................................... 149
A. Basel Convention ............................................................................................................... 149
B. Stockholm Convention ...................................................................................................... 151
III. Provisions of the Stockholm Convention to be addressed cooperatively with the Basel
Convention ..................................................................................................................................... 152
A. Low POP content ............................................................................................................... 152
B. Levels of destruction and irreversible transformation..................................................... 153
C. Methods that constitute environmentally sound disposal ............................................... 153
IV. Guidance on environmentally sound management (ESM) ......................................................... 153
A. General considerations ...................................................................................................... 153
B. Legislative and regulatory framework ............................................................................. 153
C. Waste prevention and minimization ................................................................................. 154
D. Identification of wastes ..................................................................................................... 154
1. Identification .......................................................................................................... 155
2. Inventories .............................................................................................................. 155
E. Sampling, analysis and monitoring .................................................................................. 156
1. Sampling ................................................................................................................. 156
2. Analysis .................................................................................................................. 156
3. Monitoring .............................................................................................................. 157
F. Handling, collection, packaging, labelling, transportation and storage ......................... 157
1. Handling ................................................................................................................. 157
2. Collection ............................................................................................................... 157
3. Packaging ............................................................................................................... 157
4. Labelling ................................................................................................................. 158
5. Transportation ........................................................................................................ 158
6. Storage .................................................................................................................... 158
G. Environmentally sound disposal ....................................................................................... 158
1. Pre-treatment .......................................................................................................... 158
2. Destruction and irreversible transformation methods ......................................... 158
3. Other disposal methods when destruction or irreversible transformation is not the
environmentally preferable option ........................................................................ 158
4. Other disposal methods when the POP content is low ........................................ 158
H. Remediation of contaminated sites ................................................................................... 158
I. Health and safety ............................................................................................................... 159
1. Higher-risk situations ............................................................................................ 159
2. Lower risk-situations ............................................................................................. 159
UNEP/CHW.14/INF/9
141
J. Emergency response .......................................................................................................... 159
K. Public participation ............................................................................................................ 159
Annex I to the technical guidelines .......................................................................................................... 160
Annex II to the technical guidelines ........................................................................................................ 163
Analytical methods for the determination of unintentional POPs ......................................................... 163
1. ISO methods ........................................................................................................... 163
2. CEN methods ......................................................................................................... 164
3. United States of America ...................................................................................... 164
4. China ....................................................................................................................... 165
5. Japan ....................................................................................................................... 166
6. Germany ................................................................................................................. 166
7. Canada .................................................................................................................... 167
Commented [EU/MS26]: Adjust the table of contents
regarding the Annexes and insert the Bibliography in
the table of contents

UNEP/CHW.14/INF/9
142
Abbreviations and acronyms
BAT
BATC
best available techniques
BEP
BREF
best environmental practices
CCMS Committee on the Challenges of Modern Society
CEN European Committee for Standardization
DDT 1,1,1-trichloro-2,2-bis(4-chlorophenyl)ethane (dichlorodiphenyltrichloroethane)
ESM environmentally sound management
HCBD hexachlorobutadiene
HCB hexachlorobenzene
HRGC high resolution gas chromatography
HRMS high resolution mass spectrometry/spectrometer
I-TEF international toxicity equivalency factor
ISO International Organization for Standardization
NATO
OJEU
North Atlantic Treaty Organisation
Official Journal of the European Union
PCB polychlorinated biphenyl(s)
PCDD polychlorinated dibenzo-p-dioxin(s)
PCDF polychlorinated dibenzofuran(s)
PCN polychlorinated naphthalene(s)
PCNB pentachloronitrobenzene
PeCB pentachlorobenzene
PER, PERC perchloroethylene
PFN per- or polyfluorinated naphthalene(s)
POP persistent organic pollutant
TCDD 2,3,7,8-tetrachlorodibenzo-p-dioxin
TEFs toxicity equivalency factors
TEQ toxic equivalent]
UV ultraviolet
WHO World Health Organization
Units of measurement
μg microgram
mg milligram
μg/kg microgram per kilogram
mg/kg milligram per kilogram
ppb parts per billion
ppm parts per million
Commented [EU/MS27]: Insert (see Annex III)
Commented [EU/MS28]: Insert (see e.g. Annex III)

UNEP/CHW.14/INF/9
143
I.Introduction
A. Scope
1. This document supersedes the Technical guidelines for the environmentally sound management
of wastes containing or contaminated with unintentionally produced polychlorinated dibenzo-p-
dioxins, polychlorinated dibenzofurans, hexachlorobenzene, polychlorinated biphenyls, or
pentachlorobenzene or polychlorinated naphthalenes of May 20152017.
2. The present technical guidelines provide guidance on the environmentally sound management
(ESM) of wastes containing or contaminated with unintentionally produced polychlorinated
dibenzo-p-dioxins (PCDD), polychlorinated dibenzofurans (PCDF), hexachlorobenzene (HCB),
polychlorinated biphenyls (PCB), pentachlorobenzene (PeCB) or), polychlorinated naphthalenes
(PCN), or hexachlorobutadiene (HCBD) pursuant to several decisions of two multilateral
environmental agreements on chemicals and wastes.157 PCDD, PCDF, HCB and PCB were listed in
Annex C (unintentional production) to the Stockholm Convention at the time of the adoption of the
Convention. PeCB was listed in Annex C to the Convention in 2009 and the amendment entered into
force in 2010. PCN, including dichlorinated naphthalenes (di-CNs), trichlorinated naphthalenes (tri-
CNs), tetrachlorinated naphthalenes (tetra-CNs), pentachlorinated naphthalenes (penta-CNs),
hexachlorinated naphthalenes (hexa-CNs), heptachlorinated naphthalenes (hepta-CNs) and
octachlorinated naphthalene (octa-CN), were listed in 2015 and the amendment entered into force in
2016. HCBD was listed in Annex C in 2017 and the amendment entered into force in 2018.
3. The present technical guidelines cover all the persistent organic pollutants (POPs) that are
formed and released unintentionally from anthropogenic sources as listed in Annex C of the
Stockholm Convention (unintentional production), i.e., PCDD, PCDF, PCB, HCB, PeCB, PCN, and
HCBD.
4. Intentionally produced POPs are not covered by the present technical guidelines but are the
subject of the following specific technical guidelines:
(a) Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with polychlorinated biphenyls, polychlorinated terphenyls,
polychlorinated naphthalenes or polybrominated biphenyls including hexabromobiphenyl
(PCBs technical guidelines) (UNEP, 2017);
(b) Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with the pesticides aldrin, alpha hexachlorocyclohexane, beta
hexachlorocyclohexane, chlordane, chlordecone, dieldrin, endrin, heptachlor,
hexachlorobenzene (HCB), hexacholorobutadiene, lindane, mirex, pentachlorobenzene,
pentachlorophenol and its salts, perfluorooctane sulfonic acid, technical endosulfan and its
related isomers or toxaphene or with hexachlorobenzene as an industrial chemical (Pesticide
POPs technical guidelines) (UNEP, 2017a);
(c) Technical guidelines for the environmentally sound management of wastes consisting
of, containing or contaminated with 1,1,1-trichloro-2,2-bis(4-chlorophenyl)ethane (DDT
technical guidelines) (UNEP, 2006);
(d) Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with perfluorooctane sulfonic acid (PFOS), its salts and
perfluorooctane sulfonyl fluoride (PFOSF) (PFOS technical guidelines) (UNEP, 2015);
(e) Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with hexabromodiphenyl ether (hexaBDE) and
heptabromodiphenyl ether (heptaBDE) or tetrabromodiphenyl ether (tetraBDE) and
157 Decisions IV/17, V/26, VI/23, VII/13, VIII/16, BC-10/9, BC-11/3, BC-12/3 and BC-13/4 of the Conference of
the Parties to the Basel Convention on the Control of Transboundary Movement of Hazardous Wastes and Their
Disposal; decisions OEWG-I/4, OEWG-II/10, OEWG-III/8, OEWG-IV/11, OEWG-V/12, OEWG-8/5, and
OEWG-9/3, and OEWG-10/4 and OEWG-11/3 of the Open-ended Working Group of the Basel Convention;
Resolution 5 of the Conference of Plenipotentiaries to the Stockholm Convention on Persistent Organic
Pollutants; decisions INC-6/5 and INC-7/6 of the Intergovernmental Negotiating Committee for an International
Legally Binding Instrument for Implementing International Action on Certain Persistent Organic Pollutants; and
decisions SC-1/21, SC-2/6, SC-4/16, SC-5/9, SC-6/11, SC-7/14 and SC-8//12) of the Conference of the Parties to
the Stockholm Convention on Persistent Organic Pollutants.

UNEP/CHW.14/INF/9
144
pentabromodiphenyl ether (pentaBDE) (UNEP, 2015a);or decabromodiphenyl ether
(decaBDE) (POP-BDEs technical guidelines) (UNEP, 2019a);
(f) Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with hexabromocyclododecane (HBCD technical guidelines)
(UNEP, 2015b);
(g) Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with pentachlorophenol and its salts and esters (PCP technical
guidelines) (UNEP, 2017b);
(h) Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with hexachlorobutadiene (HCBD technical guidelines) (UNEP,
2019b).
(i) Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with short-chain chlorinated paraffins (SCCPs technical guidelines)
(UNEP, 2019c)
5. The present document should be used in conjunction with the General technical guidelines on
the environmentally sound management of wastes consisting of, containing or contaminated with
persistent organic pollutants (hereinafter referred to as “General technical guidelines”) (UNEP,
2019d). The General technical guidelines are intended to serve as an umbrella guide for the ESM of
wastes consisting of, containing or contaminated with POPs.
6. In the present document, reference is made to the PCBs technical guidelines and, the Pesticide
POPs technical guidelines, and the HCBD technical guidelines when the information is common to
both unintentionally and intentionally produced POPs.
B. Description, production and wastes
1.Description
(a)PCDD and PCDF
7. PCDD and PCDF are tricyclic halogenated aromatic hydrocarbons consisting of two benzene
rings connected by two oxygen atoms at adjacent carbons on each of the benzene rings in PCDD and
by one oxygen atom and one carbon-carbon bond at adjacent carbons in PCDF. The basic structures of
unchlorinated compounds are shown in figure 1 below.
Figure 1: Structures of dibenzo-p-dioxin (left) and dibenzofuran (right)
8. Both groups of chemicals may have up to eight chlorine atoms attached at carbon atoms 1 to
4 and 6 to 9. Each of the compounds resulting from chlorine substitution is referred to as a congener.
The number and position of chlorine atoms around the aromatic nuclei distinguish each specific
congener. In total, there are 75 possible PCDD congeners and 135 possible PCDF congeners. The
most widely studied ofcongener among the PCDD and PCDF is 2,3,7,8-tetrachlorodibenzo-p-dioxin
(TCDD).
8.9. Congeners with up to three chlorine atoms are thought to be of little toxicological significance.
However, 17 congeners see Annex II) with chlorine atoms in at least each of the 2, 3, 7 and 8 positions
(i.e., in the lateral positions of the aromatic rings) have shown to pose a health and environmental risk.
Increasing substitution from four to eight chlorine atoms generally results in a marked decrease in
potency.
9.10. PCDD and PCDF have very low water solubility, high octanol-water partition coefficients, low
vapour pressures strong adsorption to particles and surfaces and are resistant to chemical and
biochemical degradation under environmental conditions. Consequently, they persist in the
environment and their high fat solubility preference for partitioning into fatty tissues and inherent

UNEP/CHW.14/INF/9
145
stability results in their bioconcentration and accumulation in the food chain. Almost all 210 PCDD
and PCDF congeners have been identified in emissions from thermal and industrial processes and as a
result they are found as mixtures in environmental matrices such as soil, sediment, air, plants and
lower animals, although their low aqueous solubility means that they can hardly be detected in water.
Due to their chemical-physical properties, PCDD/PCDF are largely immobile in soils.
10.11. When found in the environment, biological tissues and industrial sources, PCDD and PCDF are
usually present as complex mixtures and their various congeners vary significantly in their
concentrations. The potency of PCDD and PCDF has been ranked relative to 2,3,7,8-TCDD, the most
toxic member of the dioxin class. Those rankings are known as toxicity equivalency factors (TEFs).
To be included in the TEF scheme, a PCDD or PCDF must bind to the cellular aryl hydrocarbon (Ah)
receptor, elicit Ah receptor-mediated biochemical and toxic responses, be persistent, and accumulate
in the food chain (WHO, 1998; van den Berg et al., 1998 and 2006). To estimate the toxic potency of a
given mixture of PCDD and PCDF, the mass concentration of each congener is multiplied by its TEF
and the products are summed to give the toxicity equivalence (TEQ) of the mixture.
11.12. The most recent review of TEFs was that carried out by an expert group for the World Health
Organization in 2005 (van den Berg et al., 2005). Under the WHO TEF scheme, TCDD is assigned a
TEF of 1.0 and other PCDD and PCDF have TEF values ranging from 1.0 down to 0.0001. The WHO
TEF scheme also includes those PCB congeners which are considered to exhibit dioxin-like
characteristics; their TEFs range from 0.1 down to 0.00001. Although, two publications on the WHO
TEF schemes recommend to include certain PCN, so far, no TEFs have been proposed through the
WHO experts (van den Berg et al., 2006; van den Berg et al., 2013)158. The WHO TEF scheme as of
1998 (van den Berg et al., 1998) has established three separate schemes, one for humans and other
mammals and two others for birds and fish, respectively. For human risk assessment, the
human/mammalian TEFs should of course be applied.
12.13. It should be noted that much national legislation still applies the earlier international TEF
(I-TEF) scheme, which was established by the North Atlantic Treaty Organisation Committee on the
Challenges of Modern Society (NATO/CCMS) in 1988. That I-TEF scheme includes only the
17 PCDD and PCDF congeners with chlorine atoms substituted in the 2, 3, 7 and 8 positions and does
not include dioxin-like PCB.
13.14. Under Annex C to the Stockholm Convention, concentrations should be reported commencing
with the 1998 WHO TEF scheme. It is noteworthy that this is not the most recent evaluation
coordinated by WHO.
(b)PCB
14.15. For information, see subsection I.B.1 (a) of the PCBs technical guidelines.
(c)HCB
15.16. For information, see subsection I.B.7 (a) of the Pesticide POPs technical guidelines.
(d)PeCB
16.17. For information, see subsection I.B.10 (a) of the Pesticide POPs technical guidelines.
(e)PCN
17.18. For information see subsection I.B.1 (c) of the PCBs technical guidelines.
(f)HCBD
19. For information see subsection I.B.1 of the HCBD technical guidelines
2.Unintentional production
18.20. Under Article 5 of the Stockholm Convention, Parties are required to reduce total releases from
anthropogenic sources of the chemicals listed in Annex C (i.e., unintentionally produced PCDD,
PCDF, HCB, PCB, PeCB, PCN or HCBD) with the goal of their continuing minimization and, where
feasible, ultimate elimination.
158 It should be noted that, according to the definition of WHO, the TEF value is based on the results of several in
vivo and in vitro studies. Relative potency (REP) values, however, are derived from a single in vivo or in vitro
study (van den Berg et al., 1998). Therefore, REPs and TEFs should be clearly differentiated.

UNEP/CHW.14/INF/9
146
(a)PCDD and PCDF
19.21. PCDD and PCDF have never been intentionally produced or used commercially except in very
small quantities for analytical and research purposes.
20.22. PCDD and PCDF are unintentionally formed in industrial-chemical processes, such as
chemical manufacture, and thermal processes, such as waste incineration when carbon, oxygen,
hydrogen and chlorine, whether in elemental, organic or inorganic form, are present. At some point in
the synthesis process, whether present in a precursor or generated by a chemical reaction, the carbon
atoms must assume an aromatic structure.
21.23. PCDD and PCDF may occur as trace contaminants in a number of chemical products when
carbon, hydrogen, oxygen and chlorine are present. It is thought that one or more of the following
conditions favour PCDD/PCDF formation in chemical processes (UNEP, 2006; UNEP, 2013):
(a) Elevated temperatures (> 150 °C);
(b) Alkaline conditions;
(c) Metal catalysts;
(d) Ultraviolet (UV) radiation or other radical starters.
22.24. Chemical processes that may lead to the formation of PCDD/PCDF include the manufacture of
chlorophenols, such as pentachlorophenol. The propensity for PCDD/PCDF formation in the
manufacture of chlorophenols has been reported as follows:
Chlorophenols > chlorobenzenes > chlorinated aliphatics > chlorinated inorganics.
23.25. PCDD/PCDF may also be formed as unintentional by-products in combustion processes,
mainly at temperatures between 200 °C and 650 °C, with a peak around 300 °C. Consequently, they
may be formed as unintentional products in certain processes in which carbonaceous material is heated
in the presence of organic or inorganic chlorinated substances (including sodium chloride,
i.e., common salt) together with oxygen or oxygen-containing compounds under certain conditions of
temperature, residence time, humidity and catalyst presence.
24.26. In thermal processes, there are two main pathways by which PCDD/PCDF can be synthesized:
from precursors, such as chlorinated phenols, or de novo from carbonaceous structures in fly ash,
activated carbon, soot or smaller molecule products of incomplete combustion. Under conditions of
poor combustion, PCDD/PCDF can be formed in the burning process itself. PCDD/PCDF has been
reported to be present in the fly ash of both poorly operated incinerators as well as BAT incinerators.
The latter due to increasing efficiency of flue gas scrubbing equipment since the pollutants from the
gas-phase are captured into solid residues (e.g. sorption materials such as active carbon, coke) (UNEP
2013).
25.27. Among the variables and conditions that affect the formation of PCDD/PCDF in thermal
processes, the following play an important role (UNEP, 2006):
(a) Technology: PCDD/PCDF formation can occur either as a result of poor combustion
techniques or poorly managed post-combustion chambers and air pollution control devices.
Combustion techniques vary from the very simple and very poor, such as open burning, to the
very complex and greatly improved, such as incineration using best available techniques;
(b) Temperature: PCDD/PCDF formation in the post-combustion zone or air pollution
control devices has been reported to range between 200 °C and 650 °C; the range of greatest
formation is generally agreed to be 200 °C –450 °C, with a maximum of about 300 °C;
(c) Metals: Copper, iron, zinc, aluminium, chromium and manganese are known to
catalyse PCDD/PCDF formation, chlorination and dechlorination;
(d) Sulphur and nitrogen: Sulphur and some nitrogen-containing chemicals inhibit the
formation of PCDD/PCDF, but may give rise to other unintended products;
(e) Chlorine: chlorine must be present in organic, inorganic or elemental form. Its
presence in fly ash or in the elemental form in the gas phase may be especially important;
(f) PCB: PCB are also precursors to the formation of PCDF.
26.28. A comprehensive list of sources that may release PCDD and PCDF and, to a lesser extent,
other unintentional POPs listed in Annex C to the Stockholm Convention into the environment is
presented in the Toolkit for Identification and Quantification of Releases of Dioxins, Furans and Other
Unintentional Persistent Organic Pollutants under Article 5 of the Stockholm Convention (UNEP,

UNEP/CHW.14/INF/9
147
2013) (hereinafter referred to as “Toolkit for unintentional POPs”), which contains guidance for
developing release inventories of unintentionally produced POPs.
(b)PCB
27.29. PCB may be unintentionally formed and released from the same sources that generate and
release PCDD/PCDF (UNEP, 2006; UNEP, 2013); these sources include the operation of incinerators
and the combustion of waste at inadequate temperatures, especially during open-air and other open
burning of wastes. Furthermore, recently PCB have been identified as unwanted contaminants in a
number of dye pigments (Grossman, 2013).
(c)HCB
28.30. HCB is unintentionally generated as a by-product of the manufacture of perchloroethylene
(also known as tetrachloroethylene, PER or PERC), carbon tetrachloride and, to some extent,
trichloroethylene. For further information, see subsection I.B.7 (b) of the Pesticide POPs technical
guidelines.
29.31. HCB is also unintentionally generated during the manufacture of some chemicals such as
chloranil (2,3,5,6-tetrachloro-2,5-cyclohexadiene-1,4-dione), which is used as a fungicide. In addition,
HCB is an intermediate in the synthesis of medicines and pesticides and is an oxidizing agent used in
organic synthesis, particularly for dye intermediates. Concentrations in samples from China were in
the g per kg range (4-391 g per kg) (Liu et al., 2012).
30.32. HCB may also be emitted from combustion-related sources when there is incomplete
decomposition of wastes resulting from the bad combustion conditions such as low temperatures, lack
of oxygen or turbulence in either incinerators or in open burning of wastes, i.e., under the same
conditions that can lead to the generation of PCDD and PCDF.
(d)PeCB
31.33. PeCB is an intermediate in the production of the fungicide pentachloronitrobenzene (PCNB,
including but not limited to Quintozene). It may be produced as an impurity during the production of
other chlorinated organic compounds.
32.34. PeCB is also unintentionally generated during the manufacture of some chemicals such as
chloranil (2,3,5,6-tetrachloro-2,5-cyclohexadiene-1,4-dione). Concentrations in samples from China
were in the same range as those for HCB (12 g per kg -54 g per kg) (Liu et al., 2012).
33.35. PeCB may also be emitted from combustion-related sources where there is incomplete thermal
decomposition of organic materials resulting from conditions known to generate PCDD and PCDF
(UNEP, 2013).
(e)PCN
34.36. PCN may be unintentionally formed similar to the mechanisms that generate PCDD/PCDF,
namely (i) de novo synthesis in thermal processes, and (ii) formation in chemical processes where
aromatic compounds and chlorination occurs. In addition, PCNs may be unintentionally generated
from organic precursors, e.g., chlorinated methanes and ethanes, in chemical processes (UNEP
BAT/BEP, 2015).
35.37. According to process (ii) above, PCN have been reported as contaminants in commercial PCB
products such as Aroclors and others (IARC, 2015).
36.38. PCNs are listed in Annex A of the Stockholm with a specific exemption for use as
intermediates in the production of polyfluorinated naphthalenes (PFNs), including
octafluoronaphthalene.
(f)HCBD
39. HCBD is produced unintentionally in the same processes as the other unintentional POPs listed in
annex C of the Stockholm Convention (UNEP Toolkit 2013 and report of BAT/BEP 2017) and in
addition (UNEP, 2016):
(i) Production of certain chlorinated hydrocarbons, particularly of perchloroethylene,
trichloroethylene, and carbon tetrachloride (Lecloux, 2004);
(j) Production of magnesium (Deutscher and Cathro, 2001, Van der Gon et. al, 2007);

UNEP/CHW.14/INF/9
148
(k) Incineration processes, e.g. motor vehicle emissions, incineration processes of
acetylene, uncontrolled incineration of chlorine residues, incineration of hazardous waste, municipal
waste, clinical waste, and plastic containing waste (Lenoir et al, 2001; German Federal Environment
Agency, 2015; UNEP/POPS/COP.8/15); and
(l) Production of polyvinyl chloride, ethylene dichloride and vinyl chloride monomer,
although this is reported as unlikely from a technological point of view, according to a dossier
prepared for the European chloralkali industry (Lecloux, 2004; Van der Gon et. al, 2007).
.3. Wastes
37.40. Wastes containing or contaminated with unintentionally generated PCDD, PCDF, PCB HCB,
PeCB, PCN or HCBD can be found in:
(a) Solids:
(i) Contaminated soils and sediments (sites contaminated by the use of certain
pesticides (see UNEP, 2013), treated wood, open burning and the chemical
industry including production of chlorinated hydrocarbons, transformer or heat
exchange fluids);
(ii) Contaminated sludge (sludge containing industrially produced chemicals, solids
and liquids);
(iii) Contaminated solid waste (paper, metal products, plastic, vehicle shredder fluff,
painted objects, demolition waste, etc.);
(iv) Residues from air pollution control systems and residues left in combustion
chambers such as sludge and bottom or fly ash resulting from high-temperature
processes (incinerators, power plants, cement kilns, sinter plants (Xhrouet et al.,
2001), secondary metallurgical industry);
(v) Drained equipment with liquid residues (electrical, hydraulic or heat transfer
equipment, internal combustion engines, pesticide application equipment);
(vi) Drained containers containing liquid residues from the equipment described in
(v) above (independent of the materials of the containers, which could be waste
oil drums, pesticide bottles or storage tanks), or absorbent materials;
(vii) Contaminated wood (PCB-contaminated or pesticide-impregnated wood);
(viii) Leather wastes;
(ix) Products/articles produced using PFNs;
(x) Materials/products where PCNs were formerly applied (often identical with PCB
in open applications) including: Neoprene/chloroprene, painted articles (e.g.,
ships, steel), cables;
(b) Liquids:
(i) Contaminated oils (contained within or drained from internal combustion
engines and from electrical, hydraulic or heat transfer equipment);
(ii) Certain pesticide formulations (herbicides, wood preservatives);
(iii) Mixed organic liquid wastes (paints, dyestuffs, oils, solvents);
(iv) Contaminated process water (industrial effluent, water from pollution control
scrubbers and curtains, quench waters, sewage);
(v) Landfill leachates.
38.41. In addition, parts II and III of Annex C to the Stockholm Convention list source categories that
have the potential to include wastes containing or contaminated with unintentionally produced PCDD,
PCDF, PCB, HCB, PeCB, PCN or HCBD. See section B of chapter II below.

UNEP/CHW.14/INF/9
149
II.Relevant provisions of the Basel and Stockholm conventions
A. Basel Convention
39.42. Article 1 (“Scope of the Convention”) defines the types of waste that are subject to the Basel
Convention. Subparagraph (a) of that Article sets forth a two-step process for determining whether a
“waste” is a “hazardous waste” subject to the Convention: first, the waste must belong to any category
contained in Annex I to the Convention (“Categories of wastes to be controlled”), and second, the
waste must possess at least one of the characteristics listed in Annex III to the Convention (“List of
hazardous characteristics”).
40.43. Annexes I and II list some of the wastes that may contain or may be contaminated with
unintentionally produced PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD. These include:
(a) (a) Y4: Wastes from the production, formulation and use of biocides and
phytopharmaceuticals;
(a bis) Y5: Wastes from the manufacture, formulation and use of wood preserving chemicals;
(b) Y6: Wastes from the production, formulation and use of organic solvents;
(c) Y8: Waste mineral oils unfit for their originally intended use;
(d) Y9: Waste oils/water, hydrocarbons/water mixtures, emulsions;
(e) Y10: Waste substances and articles containing or contaminated with polychlorinated
biphenyls (PCBs) and/or polychlorinated terphenyls (PCTs) and/or polybrominated biphenyls
(PBBs);
(f) Y12: Wastes from the production, formulation and use of inks, dyes, pigments, paints,
lacquers, varnish;
(g) Y18: Residues arising from industrial waste disposal operations;
(h) Y39: Phenols; phenol compounds including chlorophenols;
(i) Y41: Halogenated organic solvents;
(j) Y42: Organic solvents excluding halogenated solvents;
(k) Y43: Any congener of polychlorinated dibenzo-furan;
(l) Y44: Any congener of polychlorinated dibenzo-p-dioxin;
(m) Y45: Organohalogen compounds other than substances referred to in this Annex
(e.g., Y39, Y41, Y42, Y43, Y44);
(n) Y47: Residues arising from the incineration of household wastes.
41.44. Wastes listed in Annex I are presumed to exhibit one or more Annex III hazardous
characteristics, which may include H6.1 “Poisonous (Acute)”, H11 “Toxic (Delayed or chronic),” or
H12 “Ecotoxic”, unless, through “national tests”, they can be shown not to exhibit such characteristics.
National tests may be useful for identifying a particular hazardous characteristic listed in Annex III
until such time as the hazardous characteristic is fully defined. Guidance papers for Annex III
hazardous characteristics H11, H12 and H13 were adopted on an interim basis by the Conference of
the Parties to the Basel Convention at its sixth and seventh meetings.
42.45. List A of Annex VIII describes wastes that are “characterized as hazardous under
Article 1, paragraph 1 (a) of this Convention” although “their designation on this Annex does not
preclude the use of Annex III [hazard characteristics] to demonstrate that a waste is not hazardous”
(Annex I, paragraph (b)). List B of Annex IX lists wastes that “will not be wastes covered by
Article 1, paragraph 1 (a), of this Convention unless they contain Annex I material to an extent causing
them to exhibit an Annex III characteristic.” The following Annex VIII waste categories are applicable
to unintentionally produced PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD:
(a) A1180: Waste electrical and electronic assemblies or scrap159 containing components
such as accumulators and other batteries included on list A, mercury-switches, glass from
cathode-ray tubes and other activated glass and PCBs-capacitors, or contaminated with Annex
I constituents (e.g., cadmium, mercury, lead, polychlorinated biphenyl) to an extent that they
159 This entry does not include scrap assemblies from electric power generation.
UNEP/CHW.14/INF/9
150
possess any of the characteristics contained in Annex III (note the related entry on list B
B1110);)160;
(b) A1190 Waste metal cables coated or insulated with plastics containing or contaminated
with coal tar, PCB, lead, cadmium, other organohalogen compounds or other Annex I
constituents to an extent that they exhibit Annex III characteristic;
(c) A3180: Wastes, substances and articles containing, consisting of or contaminated with
polychlorinated biphenyl (PCB), polychlorinated terphenyl (PCT), polychlorinated naphthalene
(PCN) or polybrominated biphenyl (PBB), or any other polybrominated analogues of these
compounds, at a concentration level of 50 mg/kg or more;161;
(d) A4110: Wastes that contain, consist of or are contaminated with any of the following:
• Any congener of polychlorinated dibenzo-furan;
• Any congener of polychlorinated dibenzo-p-dioxin.
43.46. List A of Annex VIII includes a number of wastes or waste categories that have the potential to
contain or be contaminated with unintentionally produced PCDD, PCDF, HCB, PCB, PeCB, PCN or
HCBD, including:
(a) A1090: Ashes from the incineration of insulated copper wire;
(b) A1100: Dusts and residues from gas cleaning systems of copper smelters;
(c) A2040: Waste gypsum arising from chemical industry processes, when containing
Annex I constituents to the extent that it exhibits an Annex III hazardous characteristic (note
the related entry on list B B2080);
(d) A2060: Coal-fired power plant fly-ash containing Annex I substances in concentrations
sufficient to exhibit Annex III characteristics (note the related entry on list B B2050);162
(e) A3020: Waste mineral oils unfit for their originally intended use;
(f) A3040: Waste thermal (heat transfer) fluids;
(g) A3070: Waste phenols, phenol compounds including chlorophenol in the form of
liquids or sludges;
(h) A3120: Fluff – light fraction from shredding;
(i) A3150: Waste halogenated organic solvents;
(j) A3160: Waste halogenated or unhalogenated non-aqueous distillation residues arising
from organic solvent recovery operations;
(j bis) A3170: Wastes arising from the production of aliphatic halogenated hydrocarbons
(such as chloromethane, dichloro-ethane, vinyl chloride, vinylidene chloride, allyl chloride and
epichlorhydrin)
(j tris) A4030: Wastes from the production, formulation and use of biocides and
phytopharmaceuticals, including waste pesticides and herbicides which are off-specification,
outdated or unfit for their originally intended use;
(k) A4040: Wastes from the manufacture, formulation and use of wood-preserving
chemicals163;
(k bis) A4060: Waste oils/water, hydrocarbons/water mixtures, emulsions
(l) A4070: Wastes from the production, formulation and use of inks, dyes, pigments,
paints, lacquers, varnish excluding any such waste specified on list B (note the related entry on
list B B4010);
(m) A4100: Wastes from industrial pollution control devices for cleaning of industrial
off-gases but excluding such wastes specified on list B;
160 PCB are at a concentration level of 50 mg/kg or more. 161 The 50 mg/kg level is considered to be an internationally practical level for all wastes. However, many
countries have established lower levels (e.g., 20 mg/kg) for specific wastes in their regulations. 162 Category B2050 reads as follows: “Coal-fired power plant fly-ash, not included on list A.” 163 This entry does not include wood treated with wood preserving chemicals.

UNEP/CHW.14/INF/9
151
(m bis) A4130: Waste packages and containers containing Annex I substances in
concentrations sufficient to exhibit Annex III hazard characteristics;
(m tris) A4140: Waste consisting of or containing of specification or outdated chemicals
corresponding to Annex I categories and exhibiting Annex III hazard characteristics;
(n) A4150: Waste chemical substances arising from research and development or teaching
activities which are not identified and/or are new and whose effects on human health and/or the
environment are not known;
(o) A4160: Spent activated carbon not included on list B (note the related entry on list B
B2060).164
44.47. List B of Annex IX to the Convention lists wastes that “will not be wastes covered by
Article 1, paragraph 1 (a), of this Convention unless they contain Annex I material to an extent causing
them to exhibit an Annex III characteristic.” List B includes a number of wastes or waste categories
that have the potential to contain or be contaminated with PCDD, PCDF, HCB, PCB, PeCB, PCN or
HCBD, including:
(a) B1010: Metal and metal-alloy wastes in metallic, non-dispersible form, in particular:
• Iron and steel scrap; and
• Aluminium scrap.165
(b) B2080: Waste gypsum arising from industry process not included on list A (note the
related entry on list A A2040);
(a bis) B1040: Scrap assemblies from electrical power generation not contaminated with
lubricating oil, PCB or PCT to an extent to render them hazardous
(b) B1110: Electrical and electronic assemblies166;
(c) B2050: Coal-fired power plant fly-ash, not included on list A (note the related entry on
list A A2060);
(d) B2060: Spent activated carbon not containing any Annex I constituents to the extent
they exhibit Annex III characteristics, for example, carbon resulting from the treatment of
potable water and processes of the food industry and vitamin production (note the related entry
on list A A4160);
(e) B2080: Waste gypsum arising from industry process not included on list A (note the
related entry on list A A2040).
(e bis) B3040: Rubber wastes
The following materials, provided they are not mixed with other wastes:
• Waste and scrap of hard rubber (e.g., ebonite);
• Other rubber wastes (excluding such wastes specified elsewhere).
45.48. For further information, see section II.A of the General technical guidelines.
B. Stockholm Convention
46.49. For POPs that are unintentionally generated as the result of human activity, Article 5 of the
Convention (“Measures to reduce or eliminate releases from unintentional production”) stipulates that
each Party must take “measures to reduce the total releases derived from anthropogenic sources of
each of the chemicals listed in Annex C, with the goal of their continuing minimization and, where
feasible, ultimate elimination”. PCDD, PCDF, HCB, PCB, PeCB, PCN, specified as dichlorinated
naphthalenes (di-CNs), trichlorinated naphthalenes (tri-CNs), tetrachlorinated naphthalenes (tetra-
CNs), pentachlorinated naphthalenes (penta-CNs), hexachlorinated naphthalenes (hexa-CNs),
heptachlorinated naphthalenes (hepta-CNs) and octachlorinated naphthalene (octa-CN) and HCBD are
listed in Part I of Annex C (“Unintentional production”).
164 Category B2060 reads as follows: “Spent activated carbon not containing any Annex I constituents to the
extent they exhibit Annex III characteristics, for example, carbon resulting from the treatment of potable water
and processes of the food industry and vitamin production.” 165 For the full entry, see Annex IX to the Basel Convention. 166 For the full entry, see Annex IX to the Basel Convention .

UNEP/CHW.14/INF/9
152
47.50. Part II of Annex C lists the following industrial source categories which have the potential for
comparatively high levels of formation and release of unintentionally produced PCDD, PCDF, HCB,
PCB, PeCB, PCN or HCBD:
(a) Waste incinerators, including co-incinerators of municipal, hazardous or medical waste
or of sewage sludge;
(b) Cement kilns firing hazardous waste;
(c) Production of pulp using elemental chlorine or chemicals generating elemental
chlorine for bleaching;
(d) The following thermal processes in the metallurgical industry:
(i) Secondary copper production;
(ii) Sinter plants in the iron and steel industry;
(iii) Secondary aluminium production;
(iv) Secondary zinc production.
48.51. Part III of Annex C lists source categories from which PCDD, PCDF, HCB, PCB, PeCB, PCN
or HCBD may also be unintentionally formed and released, including:
(a) Open burning of waste, including burning of landfill sites;
(b) Thermal processes in the metallurgical industry not mentioned in part II of Annex C;
(c) Residential combustion sources;
(d) Fossil-fuel-fired utility and industrial boilers;
(e) Firing installations for wood and other biomass fuels;
(f) Specific chemical production processes releasing unintentionally formed persistent
organic pollutants, especially production of chlorophenols and chloranil;
(g) Crematoria;
(h) Motor vehicles, particularly those burning leaded gasoline;
(i) Destruction of animal carcasses;
(j) Textile and leather dyeing (with chloranil) and finishing (with alkaline extraction);
(k) Shredder plants for the treatment of end of life vehicles;
(l) Smouldering of copper cables;
(m) Waste oil refineries.
49.52. Part V of Annex C provides general guidance to Parties on best available techniques (BAT)
and best environmental practices (BEP) for preventing or reducing releases of unintentionally
produced POPs. Specific guidance is contained in the Guidelines on best available techniques and
provisional guidance on best environmental practices relevant to Article 5 and Annex C of the
Stockholm Convention on Persistent Organic Pollutants (UNEP, 2007).
50.53. For further information, see section II.B of the General technical guidelines.
III. Provisions of the Stockholm Convention to be addressed
cooperatively with the Basel Convention
A. Low POP content
51.54. The following provisional definitions for low POP content should be applied:
(a) PCDD/PCDF: [1 g TEQ/kg] 15 µg TEQ/kg;
(b) PCB: 50 mg/kg;167
(c) HCB: 50 mg/kg;168
167 Determined in accordance with national or international methods and standards.
UNEP/CHW.14/INF/9
153
(d) PeCB: 50 mg/kg;169
(e) PCN: 10 mg/kg.170
(f) HCBD: 100 mg/kg171.
52.55. The low POP content described in the Stockholm Convention is independent from the
provisions on hazardous waste under the Basel Convention.
53.56. Wastes with a content of PCB, PCDD/PCDF, HCB, PeCB, PCN or HCBD above the values
specified in paragraph 5254 must be disposed of in such a way that the POP content is destroyed or
irreversibly transformed in accordance with the methods described in subsection IV.G.2. Otherwise,
they may be disposed of in an environmentally sound manner when destruction or irreversible
transformation does not represent the environmentally preferable option in accordance with the
methods described in subsection IV.G.3.
54.57. Wastes with a content of PCB, PCDD/PCDF, HCB, PeCB, PCN or HCBD at or below the
values specified in paragraph 5254 should be disposed of in accordance with the methods referred to
in subsection IV.G.4 (disposal methods when the POP content is low) and taking into account
subsections IV.I.1 and IV.I.2 (on higher and lower-risk situations, respectively).
55.58. For further information, see section III.A of the General technical guidelines.
B. Levels of destruction and irreversible transformation
56.59. For information, see section III.B of the General technical guidelines.
C. Methods that constitute environmentally sound disposal
57.60. For information, see section G of chapter IV below and section IV.G of the General technical
guidelines.
IV.Guidance on environmentally sound management (ESM)
A. General considerations
58.61. For information see section IV.A of the General technical guidelines.
B. Legislative and regulatory framework
59.62. Parties to the Basel and Stockholm conventions should examine their national strategies,
policies, controls, standards and procedures to ensure that they are in agreement with the two
conventions and with their obligations under them, including those that pertain to ESM of wastes
consisting of, containing or contaminated with PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD.
60.63. Elements of a regulatory framework applicable to substances listed in Annex C to the
Convention should include measures to prevent the generation of wastes and to ensure the
environmentally sound management. Measures and controls could include the following:
(a) Environmental protection legislation establishing a regulatory regime, setting release
limits and mandating environmental quality criteria;
(a bis) A requirement that BAT and best environmental practices (BEP) be employed in
processes that may lead to the unintentional generation of POPs listed in Annex C (Section
VI.B Part III Chapter 4 of the UNEP BAT and BEP guidelines (UNEP, 2007) and relevant EU
reference documents for best available techniques (BREFs) 172;
(b) Transportation requirements for hazardous materials and waste;
(c) Specifications for containers, equipment, bulk containers and storage sites;
168 Ibid 1011. 169 Ibid 110. 170 Ibid 110. 171 Ibid 11. 172 EU BREFs are accessible http://eippcb.jrc.ec.europa.eu/reference/. BREFs relevant for unintentional
POPs are listed in Annex III

UNEP/CHW.14/INF/9
154
(d) Specification of acceptable analytical and sampling methods;
(e) Requirements for waste management and disposal facilities;
(f) Definitions of hazardous waste conditions and criteria for the identification and
classification of PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD wastes as hazardous wastes;
(g) A general requirement for public notification and review of proposed government
regulations, policy, certificates of approval, and licenses and inventory information and
national releases/emissions data;
(h) Requirements for identification, assessment and remediation of contaminated sites;
(i) Requirements for health and safety protection of workers;
(j) Other potential legislative controls, as for waste prevention and minimization,
inventory development and emergency response;
(k) Requirements for BAT/BEP to be used for destruction technologies for the POPs
content of hazardous waste and for waste management facilities and landfills;
(l) Regulations imposing restrictions on open burning of the POP content of domestic
waste;
(m) Regulations for ash disposal (including disposal of ashes from the burning of
agricultural wastes);
(n) Environmental assessment, including environmental impact assessment of new
facilities for which emission limits for PCDD and PCDF may be a consideration.
61.64. For further information, see section IV.B of the General technical guidelines.
C. Waste prevention and minimization
62.65. Both the Basel and Stockholm conventions advocate waste prevention and minimization. With
regard to PCDD/PCDF, the Stockholm Convention Expert Group on BAT and BEP (BAT/BEP expert
group) has developed Guidelines on best available techniques and provisional guidance on best
environmental practices relevant to Article 5 and Annex C of the Stockholm Convention on Persistent
Organic Pollutants (UNEP, 2007) that apply to PCDD/PCDF and were adopted by the Conference of
the Parties to the Stockholm Convention at its third meeting in 2007. The guidelines are currently
being amended by the BAT/BEP expert group to include the new POPs that have been listed in Annex
C to the Stockholm Convention since 2007.
63.66. It is likely that efforts to reduce the formation and release of PCDD and PCDF will also reduce
the formation and release of unintentionally produced HCB, PCB, PeCB, PCN or HCBD generated by
the same processes.173
64.67. The mixing and blending of wastes with a content of PCB, PCDD/PCDF, HCB, PeCB, PCN or
HCBD above the values specified in paragraph 54 with other materials solely for the purpose of
generating a mixture with a POP content at or below the values specified in paragraph 54 is not
environmentally sound. Nevertheless, the mixing or blending of materials before waste treatment may
be necessary in order to enable treatment or to optimize treatment efficiency.
65.68. For further information, see section IV.C of the General technical guidelines, the Toolkit for
unintentional POPs (UNEP, 2013) and the guidelines on BAT and provisional guidance on BEP
(UNEP, 2007).
D. Identification of wastes
66.69. Article 6, paragraph 1 (a), of the Stockholm Convention requires each Party to, inter alia,
develop appropriate strategies for the identification of products and articles in use and wastes
consisting of, containing or contaminated with POPs. It is recommended that Parties consult the toolkit
for unintentional POPs (UNEP, 2013) for the identification of unintentional POPs in chemicals and
consumer products.
67.70. For general information on identification of wastes, see section IV.D of the General technical
guidelines.
173 For further information, see Toolkit for Identification and Quantification of Releases of Dioxins, Furans and
Other Unintentional POPs under Article 5 of the Stockholm Convention (UNEP, 2013).

UNEP/CHW.14/INF/9
155
1. Identification
68.71. PCDD, PCDF, PCB, HCB, PeCB, PCN or HCBD may be found in the following industries,
equipment and locations (for details, see parts II and III of Annex C to the Stockholm Convention and
Section II.B of the present guidelines):
(a) Waste incineration;
(b) Cement kilns;
(c) Pulp and paper production;
(d) Metallurgical industries;
(e) Fossil-fuel-fired utility and industrial boilers;
(f) The production and use of certain pesticides;
(g) Motor vehicle breaking and recovery;
(h) Drained equipment with liquid residues (electrical, hydraulic or heat transfer
equipment, internal combustion engines, pesticide application equipment, shredders for end-of-
life vehicles and other consumer goods);
(i) Drained containers with liquid residues (oil drums, plastic drums, pesticide bottles,
storage tanks);
(j) Painted objects, including wood, concrete and wallboard;
(k) Mixed organic liquid wastes (paints, dyestuffs, oils, solvents);
(l) Treated or contaminated wood (PCB-contaminated, pesticide-impregnated);
(m) Contaminated soils, sediments, rock and mine aggregates;
(n) Contaminated solid waste, including demolition waste;
(o) Contaminated sludge;
(p) Contaminated oils (contained within or drained from internal combustion engines and
electrical, hydraulic or heat transfer equipment);
(q) Contaminated process water (industrial effluent, water from pollution control scrubbers
and curtains, quench waters, sewage);
(r) Open-air and other open burning of agricultural residues such as crop residues, stubble
and bagasse;
(s) Landfill leachates.
69.72. It should be noted that even experienced technical personnel may not be able to determine the
nature of an effluent, substance, container or piece of equipment by its appearance or markings.
Consequently, Parties may find the information on production, use and types of waste provided in
section I.B of the present guidelines useful in identifying PCDD, PCDF, HCB, PCB, PeCB, PCN or
HCBD.
2.Inventories
70.73. According to Article 5, paragraph (a) (i), of the Stockholm Convention, action plans have to be
developed for unintentionally produced POPs (i.e., chemicals listed in Annex C to the Convention)
that should include an evaluation of current and projected releases of those chemicals, including the
development and maintenance of source inventories and release estimates, taking into consideration
the sources of unintentionally produced POPs listed in Annex C. Such inventories are important for
identifying, quantifying and characterizing wastes.
74. The Toolkit for unintentional POPs (UNEP, 2013) constitutes the most comprehensive
available compilation of emission factors for all relevant sources of the chemicalsPCDD/PCDF listed
in Annex C to the Stockholm Convention. For countries where measurement data are limited, it
enables the elaboration of source inventories and release estimates by using default emission factors
the elaboration of source inventories and release estimates by using default. Recently, emission factors
for dioxin-like PCB (Gong et al., 2017a) as well as for HCB and PeCB (Gong et al., 2017b) have been
published. It should be noted that the number of emissions factors for the other POPs listed in annex
C is lower than for PCDD/PCDF.
UNEP/CHW.14/INF/9
156
71.75. Since the formation of PCDD/PCDF is accompanied by releases of PCB, HCB, PeCB, PCN or
HCBD, releases of PCDD/PCDF are indicative of releases of the other chemicals listed in Annex C
and can be used as a basis for identifying and prioritizing sources of releases and for evaluating the
efficacy of adopted measures for minimizing and ultimately eliminating releases of these chemicals.
E. Sampling, analysis and monitoring
72.76. For general information, see section IV.E of the General technical guidelines.
1.Sampling
73.77. For information on sampling, see subsection IV.E.1 of the General technical guidelines. It
should be noted that the presence of PCB, HCB, PeCB, PCN or HCBD in a sample does not
necessarily imply that the POP has been formed unintentionally. Only in the case of PCDD/PCDF can
all concentrations be assumed to have been unintentionally formed.
74.78. Standard sampling procedures should be established and agreed upon before the start of the
sampling campaign (both matrix- and POP-specific).
75.79. The types of matrices that are typically sampled for unintentionally generated PCDD, PCDF,
HCB, PCB, PeCB, PCN or HCBD include:
(a) Chemicals and pesticides that contain chlorine or whose synthesis process involved the
use of chlorine, especially chlorophenol and its derivatives and, other chlorinated aromatic
compounds; and certain short-chain hydrocarbons (chloroethanes, -ethylenes,
fluorochlorohydrocarbons);
(b) Consumer goods known to be contaminated with PCDD or PCDF and in which PCB,
HCB, PeCB, PCN or HCBD may be present, such as chemically bleached paper, textiles or
leather; products/articles produced using PFN;
(c) Stack emissions; these are typically analysed for PCDD/PCDF only; occasionally for
dioxin-like PCB. Commonly used sampling methods include European standard 1948, EPA
TO9. For each of the other unintentional POPs – non-dioxin-like PCB, HCB, PeCB and, PCN
or HCBD – there are no such standard methods for sampling and analysis.
2.Analysis
76.80. In general, screening methods should be differentiated from confirmatory methods. Full
analysis of unintentionally produced POPs is expensive, time consuming, and requires sophisticated
equipment and experienced personnel. Capacity is therefore not always available. There are however
screening methods available for these POPs that allow for a pre-selection of samples before
undertaking confirmatory analysis with sophisticated equipment. Such screening may save time and
costs.
77.81. Screening methods can be used to indicate the presence of POPs among other chemicals and
are typically used for chemicals that require quite sophisticated instruments for analysis such as
PCDD, PCDF or dioxin-like PCB. Bioanalytical screening methods to detect Ah-receptor binding
have been developed, e.g. immunoassays or CALUX type cell-based bioanalytical methods; these are
sensitive enough to determine dioxin like-POPs at trace levels but also include other groups of
chemicals. The European Union has set criteria for the use of bioanalytical methods in official controls
for feed and food (EU 2009, EU 2014). Since 2005, the Japanese Government has also allowed the use
of bioanalytical methods for measuring PCDD, PCDF and dioxin-like PCB in emission gas from small
scale waste incinerators and ash from all the waste incinerators (Nakano et al., 2006).
78.82. In chemical-analytical laboratories, simple clean-up steps followed by GC-ECD separation and
detection of the main peak can be used as well in screening steps.
79.83. All screenings methods should not generate false negatives. If not otherwise agreed, all
samples resulting positive should undergo confirmatory measurements for final quantification.
80.84. Confirmatory methods for the unintentionally produced POPs, include separation of the POPs
on a capillary gas chromatographic column followed by detector to identify and quantify. As stated in
the Guidance for the global monitoring plan for persistent organic pollutants (UNEP, 2015c), all
methods should apply internal standards for identification and quantification.
81.85. For information on analytical methods for the determination of unintentional POPs, see annex
II to the present guidelines.

UNEP/CHW.14/INF/9
157
82.86. Analysis for PCDD and PCDF and also for HCB, PCB, PeCB, PCN or HCBD174 as
unintentionally produced POPs differs from the analysis of intentionally produced POPs insofar as,
typically, the concentrations to be determined are many orders of magnitude lower than for other
POPs. This requires special expertise and equipment; for example, only mass-selective detectors are
acceptable for quantification.
83.87. Determination of unintentionally produced POPs other than the dioxin-like POPs, e.g., HCB,
PCB PeCB, PCN or HCBD, since they are also intentionally produced POPs routinely are not analysed
by the same sophisticated equipment like the PCDD/PCDF and dioxin-like PCB. Further, the six most
common PCB (often referred to as “indicator PCB”), HCB, PeCB, PCN or HCBD are not found in the
same fraction after clean-up as the PCDD, PCDF and dioxin-like PCB. HCB, PeCB and HCBD are
analysed together with POPs pesticides using capillary gas chromatography in combination with
electron capture or preferred low resolution mass-selective detectors. For details on the analysis of
PCB or PCN please refer to the PCBs technical guidelines and the Pesticide POPs technical guidelines
for HCB and PeCB. For details on the analysis of HCBD, please refer to the HCBD technical
guidelines and Pesticide POPs technical guidelines.
84.88. For further information on analysis, see subsection IV.E.2 of the General technical guidelines.
3.Monitoring
85.89. Monitoring programmes should be implemented for facilities managing wastes containing or
contaminated with PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD. For further information, see
subsection IV.E.3 of the General technical guidelines.
F. Handling, collection, packaging, labelling, transportation and storage
86.90. For general information on handling, collection, packaging, labelling, transportation and
storage, see the first two paragraphs of section F of the General technical guidelines.
1.Handling
87.91. For information, see subsection IV.F.1 of the General technical guidelines.
2.Collection
88.92. A significant fraction of total national inventories of wastes containing or contaminated with
PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD may not be adequately identified.
89.93. Collection costs may be prohibitive, and national, regional and municipal governments should
consider establishing schemes for the collection and removal of wastes containing or contaminated
with PCDD, PCDF, HCB, PCB , PeCB, PCN or HCBD (see subsection IV.I.1 below, on “higher-risk
situations.
90.94. Collection operations and collection depots for wastes containing or contaminated with PCDD,
PCDF, HCB, PCB, PeCB, PCN or HCBD should ensure that such wastes are handled and stored
separately from all other wastes.
91.95. It is imperative that collection depots do not become long-term storage facilities for wastes
containing or contaminated with PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD.
92.96. For further information, see subsection IV.F.2 of the General technical guidelines.
3.Packaging
93.97. Wastes containing or contaminated with PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD
should be properly packaged before storage or transport:
(a) Liquid wastes should be placed in double-bung steel drums or other approved
containers;
(b) Regulations governing the transport of hazardous materials often require the use of
containers that meet certain specifications (e.g., 16-gauge, made of steel, internally coated with
174 Recently, analytical standards for identification and quantification of PCNs have become commercially
available, e.g., from Cambridge Isotope Laboratories (http://www.isotope.com/corporate-
overview/newsletters.cfm?nid=The%20Standard%20July%202015&aid=New%20Polychlorinated%20Naphthale
nes%20%28PCNs%29) or Wellington Laboratories (http://well-labs.com/wellingtoncatalogue1214.html).

UNEP/CHW.14/INF/9
158
epoxy). Containers used for storage should meet such specifications given that they may be
transported in the future;
(c) Large, drained equipment may be stored as is or may be placed inside large containers
(overpack drums) or heavy plastic wraps if leakage is a concern;
(d) Small pieces of equipment, whether drained or not, should be placed in drums with an
absorbent material, where appropriate, to prevent excessive movement of container contents
and enable any free liquids/spills to be absorbed. Numerous small pieces of equipment may be
placed in the same drum so long as an adequate amount of absorbent material is present in the
drum. Loose absorbents may be purchased from safety suppliers;
(e) Drums and equipment may be placed on pallets for movement by forklift truck and for
storage. Drums and equipment should be strapped to the pallets before they are moved.
94.98. For further information, see subsection IV.F.3 of the General technical guidelines.
4.Labelling
95.99. Every container carrying wastes containing or contaminated with PCDD, PCDF, HCB, PCB,
PeCB, PCN or HCBD should be clearly labelled with a hazard-warning label and a label providing
details of the container. Such details should include the contents of the container (exact weight or
volume of a liquid, type of waste carried), the name of the site from which the wastes originated so as
to allow their traceability and, if applicable, the date of waste repackaging and the name and telephone
number of the person responsible for the repackaging operation.
96.100. For further information, see subsection IV.F.4 of the General technical guidelines.
5.Transportation
97.101. For information, see subsection IV.F.5 of the General technical guidelines.
6.Storage
98.102. The storage procedures for PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD wastes should be
similar to those for other POPs, as their properties and toxicity are broadly similar to those of other
POPs.
99.103. For further information, see subsection IV.F.6 of the General technical guidelines.
G. Environmentally sound disposal
1.Pre-treatment
100.104. Techniques which separate unintentionally produced POPs from the waste matrix are
of particular relevance. Those techniques include solvent washing and thermal desorption as, in most
cases, wastes contaminated by unintentionally produced POPs are solid substances such as fly ashes
and other residues from off-gas cleaning. Oil-water separation may also be important.
101.105. For information, see subsection IV.G.1 of the General technical guidelines.
2.Destruction and irreversible transformation methods
102.106. For information, see subsection IV.G.2 of the General technical guidelines.
3.Other disposal methods when neither destruction nor irreversible transformation is not the
environmentally preferable option
103.107. For information, see subsection IV.G.3 of the General technical guidelines.
4.Other disposal methods when the POP content is low
104.108. For information, see subsection IV.G.4 of the General technical guidelines.
H. Remediation of contaminated sites
105.109. For information, see section IV.H of the General technical guidelines.

UNEP/CHW.14/INF/9
159
I. Health and safety
106.110. For information, see section IV.I of the General technical guidelines.
1.Higher-risk situations
107.111. Unintentionally produced HCB, PCB, PeCB, PCN or HCBD are not covered under this
subsection because they are very unlikely to be generated in concentrations or volumes greater than
those from intentional production.
1. For further information on higher risk-situations, see subsection IV.I.1 of the General technical
guidelines. Potential higher-risk situations specific to PCDD and PCDF may include:
(a) Sites with residues from air pollution control systems;
(b) Sites with graphite electrodes;
(c) Production and application sites of chlorinated phenols and its derivatives and sludges
and other wastes from processes using elemental chlorine;
(d) Consumption of dioxin-contaminated food.
108.112. As any PCB-containing site will also have high concentrations of PCDF and be
accompanied by PCN, see also section IV.I of the PCBs technical guidelines.
2.Lower risk-situations
109.113. For information on lower-risk situations, see subsection IV.I.2 of the General technical
guidelines. Lower-risk situations specific to PCDD and PCDF may include facilities where
unintentionally produced POPs occur in low concentrations and low volumes.
J. Emergency response
110.114. Emergency response plans should be in place for wastes containing or contaminated
with PCDD, PCDF, HCB, PCB, PeCB, PCN or HCBD in storage, in transport or at disposal sites.
Further information on emergency response plans can be found in section IV.J of the General technical
guidelines.
K. Public participation
111.115. Parties to the Basel and Stockholm conventions should have open public participation
processes. For further information, see section IV.K of the General technical guidelines.

UNEP/CHW.14/INF/9
160
Bibliography
European Union (EU), 2000. Directive 2000/76/EC of the European Parliament and of the Council of
4 December 2000 on the incineration of waste, Official Journal of the European Communities L
332/91-111. (The Directive prescribes the application of CEN (European Commission for
Standardization) standards for sampling and analysis. The CEN standard for dioxins and furans is
European standard EN 1948).
European Union (EU), 2009. Commission Regulation (EC) No 152/2009 of 27 January 2009 laying
down methods of sampling and analysis for the official control of feed.
European Union (EU), 2014. Commission Regulation No 589/2014 on Food of 2 June 2014 laying
down methods of sampling and analysis for the official control of levels of dioxins, dioxin-like PCBs
and non-dioxin-like PCBs in certain foodstuffs and repealing Regulation (EU) No 252/2012.
European Union (EU), No Year: Reference documents under the IPPC Directive and the IED.
http://eippcb.jrc.ec.europa.eu/reference/
Gong, WW, H. Fiedler, X. Liu, B Wang and G. Yu. (2017a). Reassessment and update of emission
factors for unintentional dioxin-like polychlorinated biphenyls. Science of The Total Environment
605–606, 498–506, https://doi.org/10.1016/j.scitotenv.2017.05.068
Gong WW, H. Fiedler, X. Liu, B Wang and G. Yu. 2017b. Emission factors of unintentional HCB and
PeCBz and their correlation with PCDD/PCDF Environment Pollution 230, 516-522, doi:
http://dx.doi.org/10.1016/j.envpol.2017.05.082
Grossman, E., 2013. “Nonlegacy PCBs: Pigment Manufacturing By-Products Get a Second Look”,
Environmental Health Perspectives, vol. 121 No. 3, pp. A86-A92. Available at:
http://ehp.niehs.nih.gov/121-a86/.
IARC, 2015. Polychlorinated biphenyls and polybrominated biphenyls / IARC Working Group on the
Evaluation of Carcinogenic Risks to Humans (2013: Lyon, France). IARC monographs on the
evaluation of carcinogenic risks to humans ; volume 107. ISBN 978 92 832 0173 1 (NLM
Classification: W1), ISSN 1017-1606
IMO, 2002. International Maritime Dangerous Goods Code. Available from: www.imo.org.
ISO/TS 16780:2015(en). Water quality — Determination of polychlorinated naphthalenes (PCN) —
Method using gas chromatography (GC) and mass spectrometry (MS).
https://www.iso.org/obp/ui/#iso:std:iso:ts:16780:ed-1:v1:en
Liu, W. et al, 2012. “Contamination and emission factors of PCDD/Fs, unintentional PCBs, HxCBz,
PeCB and polychlorophenols in chloranil in China”, Chemosphere, vol. 86 No. 3, pp. 248–251.
Nakano, T., Y. Muroishi, H. Takigami, S. Sakai and M. Morita (2006): Application of simplified
analytical methods (for dioxins) that comply with Japanese regulations. Organohalogen Compd., 66,
173–176
UNEP, 2003. Preparation of a National Environmentally Sound Management Plan for PCBs and
PCB-Contaminated Equipment: Training Manual. Available from: www.basel.int.
UNEP, 2004. Interim guidance for developing a national implementation plan for the Stockholm
Convention. Available from: www.pops.int/documents/guidance/.
UNEP, 2006. Technical guidelines for the environmentally sound management of wastes consisting of,
containing or contaminated with 1,1,1-trichloro-2,2-bis(4-chlorophenyl)ethane (DDT).
http://www.basel.int/Portals/4/Basel%20Convention/docs/pub/techguid/ddt/tgDDTe.pdf175
UNEP, 2007. Guidelines on best available techniques and provisional guidance on best environmental
practices relevant to Article 5 and Annex C of the Stockholm Convention on persistent organic
pollutants. Available at:
http://chm.pops.int/Implementation/BATandBEP/Guidance/tabid/3636/Default.aspx.
UNEP, 2013. Toolkit for Identification and Quantification of Releases of Dioxins, Furans and Other
Unintentional POPs under Article 5 of the Stockholm Convention. Available from:
http://toolkit.pops.int/
175 Reference is given to the Adobe pdf version in English language
Commented [EU/MS29]: Move to the end of the
document (as is the case in the General technical
guidelines)
UNEP/CHW.14/INF/9
161
UNEP BAT/BEP, 2015. “Report of the Expert Meeting on Best Available Techniques and Best
Environmental Practices and Toolkit for Identification and Quantification of Releases of Dioxins,
Furans and Other Unintentional Persistent Organic Pollutants under the Stockholm Convention.
Bratislava, Slovakia, 29 September – 1 October 2015. Available at
http://chm.pops.int/Default.aspx?tabid=5324
UNEP, 2015. Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with perfluorooctane sulfonic acid, its salts and perfluorooctane sulfonyl
fluoride. http://www.basel.int/Portals/4/download.aspx?d=UNEP-CHW.12-5-Add.3-
Rev.1.English.pdf175
UNEP, 2015a. [to be updated]Technical guidelines on the environmentally sound management of
wastes consisting of, containing or contaminated with hexabromodiphenyl ether and
heptabromodiphenyl ether or tetrabromodiphenyl ether and pentabromodiphenyl ether or
decabromodiphenyl ether (POP-PBDEs technical guidelines).
UNEP, 2015b. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with hexabromocyclododecane.
http://www.basel.int/Portals/4/download.aspx?d=UNEP-CHW.12-5-Add.7-Rev.1.English.pdf 175
UNEP, 2015c. [to be updated]. Guidance on the global monitoring plan for persistent organic
pollutants. Available from:
http://chm.pops.int/Implementation/GlobalMonitoringPlan/Overview/tabid/83/Default.aspx
UNEP (2016). Evaluation of new information in relation to the listing of hexachlorobutadiene in
Annex C to the Stockholm Convention on Persistent Organic Pollutants (executive summary) (United
Nations Environment Programme, POPs Review Committee)
UNEP, 2017. Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with polychlorinated biphenyls, polychlorinated terphenyls or
polybrominated biphenyls including hexabromobiphenyl. (PCBs technical guidelines).
http://www.basel.int/Portals/4/download.aspx?d=UNEP-CHW.13-6-Add.4-Rev.1.English.pdf175
UNEP, 2017a. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with the pesticides aldrin, alpha hexachlorocyclohexane, beta
hexachlorocyclohexane, chlordane, chlordecone, dieldrin, endrin, heptachlor, hexachlorobenzene,
lindane, mirex, pentachlorobenzene, perfluorooctane sulfonic acid, technical endosulfan and its related
isomers or toxaphene or with hexachlorobenzene as an industrial chemical. (Pesticide POPs technical
guidelines). http://www.basel.int/Portals/4/download.aspx?d=UNEP-CHW.13-6-Add.6-
Rev.1.English.pdf175
UNEP, 2017b. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with pentachlorophenol and its salts and esters (PCP technical
guidelines). http://www.basel.int/Portals/4/download.aspx?d=UNEP-CHW.13-6-Add.3-
Rev.1.English.pdf175
UNEP (2017e) Draft guidance for the inventory of hexachlorobutadiene. UNEP/POPS/COP.8/INF/18.
[to be updated]
UNEP, 2019a. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with hexabromodiphenyl ether and heptabromodiphenyl ether or
tetrabromodiphenyl ether and pentabromodiphenyl ether or decabromodiphenyl ether (POP-PBDEs
technical guidelines).
UNEP, 2019b7c. [to be updated]. Technical guidelines on the environmentally sound management of
wastes consisting of, containing or contaminated with hexachlorobutadiene (HCBD technical
guidelines).
UNEP, 2019c. Technical guidelines on the environmentally sound management of wastes consisting
of, containing or contaminated with short-chain chlorinated paraffins (SCCPs technical guidelines)
UNEP, 20197d. [to be updated]. General technical guidelines on the environmentally sound
management of wastes consisting of, containing or contaminated with persistent organic pollutants
(General technical guidelines).
Van den Berg, M. et al, 1998. “Toxic equivalency factors (TEFs) for PCBs, PCDDs, PCDFs for
humans and wildlife”, Environmental Health Perspectives, vol. 106 No. 12, pp. 775–792. Available
from: www.ehponline.org.
Commented [EU and MS30]: Correction

UNEP/CHW.14/INF/9
162
Van den Berg, M. et al, 2006. “The 2005 World Health Organization Re-evaluation of Human and
Mammalian Toxic Equivalency Factors for Dioxins and Dioxin-like Compounds”, Toxicological
Sciences, vol. 93, pp. 223-241. Available at: http://www.ncbi.nlm.nih.gov/pmc/articles/PMC2290740/.
Van den Berg M. et al., 2013. ””Polybrominated Dibenzo-p-Dioxins, Dibenzofurans, and Biphenyls:
Inclusion in the Toxicity Equivalency Factor Concept for Dioxin-Like Compounds.”, Toxicological
Sciences 133(2), 197–208; doi:10.1093/toxsci/kft070
WHO, 1998. Assessment of the health risks of dioxins: re-evaluation of the tolerable daily intake
(TDI). Executive summary of the WHO consultation, 25–29 May 1998, Geneva.
Xhrouet, C. et al. 2001. De novo synthesis of polychlorinated dibenzo-p-dioxins and dibenzofurans
ion fly ash from a sintering process. Environ. Sci. technol. 35, 1616-1623
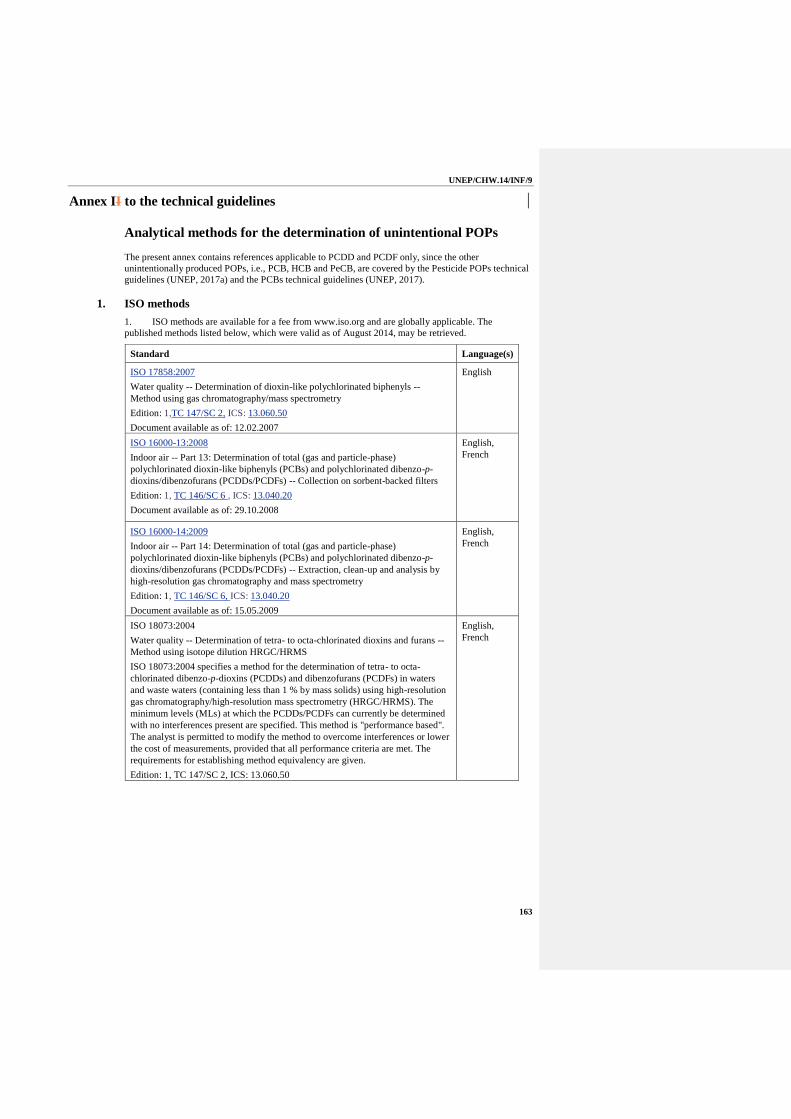
UNEP/CHW.14/INF/9
163
Annex II to the technical guidelines
Analytical methods for the determination of unintentional POPs
The present annex contains references applicable to PCDD and PCDF only, since the other
unintentionally produced POPs, i.e., PCB, HCB and PeCB, are covered by the Pesticide POPs technical
guidelines (UNEP, 2017a) and the PCBs technical guidelines (UNEP, 2017).
1. ISO methods
1. ISO methods are available for a fee from www.iso.org and are globally applicable. The
published methods listed below, which were valid as of August 2014, may be retrieved.
Standard Language(s)
ISO 17858:2007
Water quality -- Determination of dioxin-like polychlorinated biphenyls --
Method using gas chromatography/mass spectrometry
Edition: 1,TC 147/SC 2, ICS: 13.060.50
Document available as of: 12.02.2007
English
ISO 16000-13:2008
Indoor air -- Part 13: Determination of total (gas and particle-phase)
polychlorinated dioxin-like biphenyls (PCBs) and polychlorinated dibenzo-p-
dioxins/dibenzofurans (PCDDs/PCDFs) -- Collection on sorbent-backed filters
Edition: 1, TC 146/SC 6 , ICS: 13.040.20
Document available as of: 29.10.2008
English,
French
ISO 16000-14:2009
Indoor air -- Part 14: Determination of total (gas and particle-phase)
polychlorinated dioxin-like biphenyls (PCBs) and polychlorinated dibenzo-p-
dioxins/dibenzofurans (PCDDs/PCDFs) -- Extraction, clean-up and analysis by
high-resolution gas chromatography and mass spectrometry
Edition: 1, TC 146/SC 6, ICS: 13.040.20
Document available as of: 15.05.2009
English,
French
ISO 18073:2004
Water quality -- Determination of tetra- to octa-chlorinated dioxins and furans --
Method using isotope dilution HRGC/HRMS
ISO 18073:2004 specifies a method for the determination of tetra- to octa-
chlorinated dibenzo-p-dioxins (PCDDs) and dibenzofurans (PCDFs) in waters
and waste waters (containing less than 1 % by mass solids) using high-resolution
gas chromatography/high-resolution mass spectrometry (HRGC/HRMS). The
minimum levels (MLs) at which the PCDDs/PCDFs can currently be determined
with no interferences present are specified. This method is "performance based".
The analyst is permitted to modify the method to overcome interferences or lower
the cost of measurements, provided that all performance criteria are met. The
requirements for establishing method equivalency are given.
Edition: 1, TC 147/SC 2, ICS: 13.060.50
English,
French

UNEP/CHW.14/INF/9
164
2. CEN methods
2. Methods can be obtained against a fee at the following website: www.cen.eu. They are
applicable to European Union Member States. The following published methods are available.
Standard reference Title Directive (OJEU
citation*)
CEN/TC 264 - Air quality
EN 1948-1:2006 Stationary source emissions - Determination of
the mass concentration of PCDDs/PCDFs and
dioxin-like PCBs - Part 1: Sampling of
PCDDs/PCDFs
94/67/EC (No.)
89/429/EEC (No.)
89/369/EEC (No.)
EN 1948-2:2006 Stationary source emissions - Determination of
the mass concentration of PCDDs/PCDFs and
dioxin-like PCBs - Part 2: Extraction and
clean-up of PCDDs/PCDFs
94/67/EC (No.)
89/429/EEC (No.)
89/369/EEC (No.)
EN 1948-3:2006 Stationary source emissions - Determination of
the mass concentration of PCDDs/PCDFs and
dioxin-like PCBs - Part 3: Identification and
quantification of PCDDs/PCDFs
94/67/EC (No.)
89/429/EEC (No.)
89/369/EEC (No.)
EN 1948-4:2010 Stationary source emissions - Determination of
the mass concentration of PCDDs/PCDFs and
dioxin-like PCBs - Part 4: Sampling and
analysis of dioxin-like PCBs
-
EN ISO 16000-12:2008 Indoor air - Part 12: Sampling strategy for
polychlorinated biphenyls (PCBs),
polychlorinated dibenzo-p-dioxins (PCDDs),
polychlorinated dibenzofurans (PCDFs) and
polycyclic aromatic hydrocarbons (PAHs) (ISO
16000-12:2008)
89/106/EEC (No)
* Official Journal of the European Union, accessible in languages from: http://eur-lex.europa.eu/
3. United States of America
3. The U.S. Environmental Protection Agency has produced various methods that can be retrieved
from http://www.epa.gov/waste/hazard/testmethods/sw846/online/index.htm. Several series of
wastewater methods have been published under 40 CFR Part 136, including the 200, 600 and 1600
series. All series are available at http://water.epa.gov/scitech/methods/cwa/methods_index.cfm. In
addition to wastewater methods, the EPA has produced methods for air (300 series, MACT standards),
drinking water (500 series) and solid waste (8000 series).
Method (including
updates) Title
8280, 8280A, 8280B The Analysis of Polychlorinated Dibenzo-p-Dioxins (PCDDs) and
Polychlorinated Dibenzofurans (PCDFs) by High-Resolution Gas
Chromatography/Low Resolution Mass Spectrometry (HRGC/LRMS)
8290, 8290A SW846 Method 8290, "Polychlorinated Dibenzodioxins (PCDDs) and
Polychlorinated Dibenzofurans (PCDFs) by High-Resolution Gas
Chromatography/High Resolution Mass Spectrometry (HRGC/HRMS)",
Revision 0, November 1992. Available at:
http://www.epa.gov/osw/hazard/testmethods/sw846/pdfs/8290a.pdf
0023A (Up. III) Sampling Method for Polychlorinated Dibenzo-p-Dioxins and
Polychlorinated Dibenzofuran Emissions from Stationary Sources (Note:
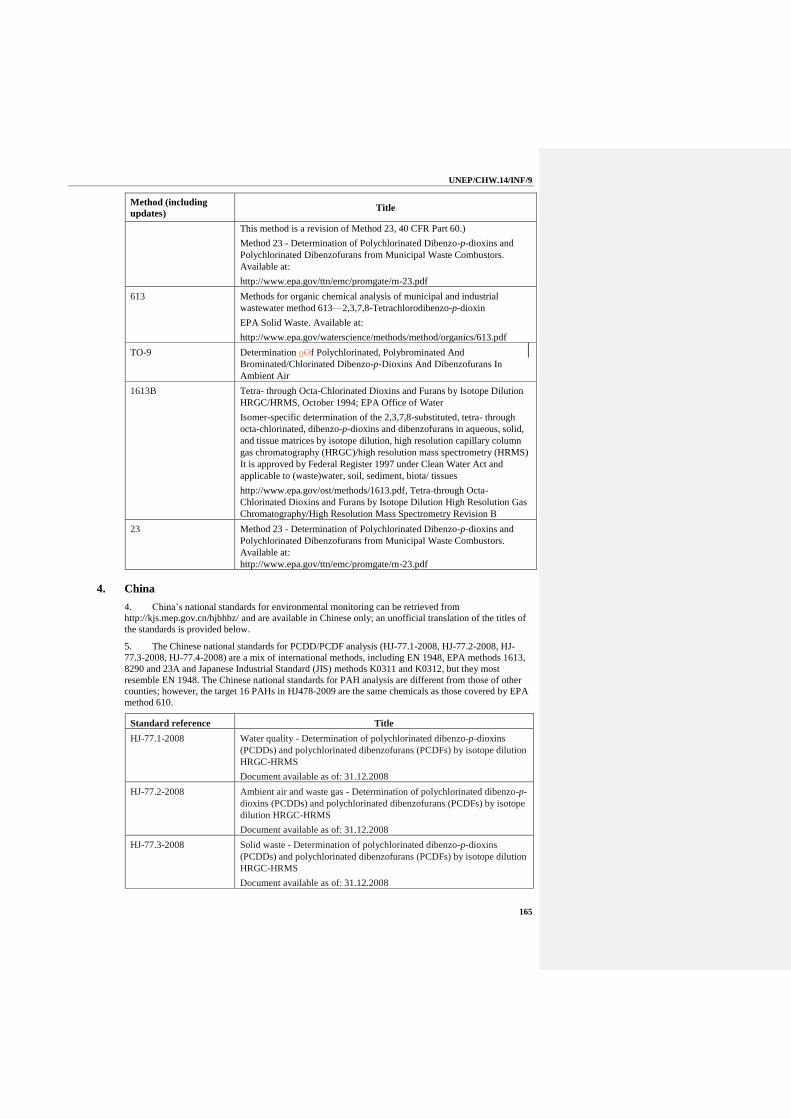
UNEP/CHW.14/INF/9
165
Method (including
updates) Title
This method is a revision of Method 23, 40 CFR Part 60.)
Method 23 - Determination of Polychlorinated Dibenzo-p-dioxins and
Polychlorinated Dibenzofurans from Municipal Waste Combustors.
Available at:
http://www.epa.gov/ttn/emc/promgate/m-23.pdf
613 Methods for organic chemical analysis of municipal and industrial
wastewater method 613—2,3,7,8-Tetrachlorodibenzo-p-dioxin
EPA Solid Waste. Available at:
http://www.epa.gov/waterscience/methods/method/organics/613.pdf
TO-9 Determination oOf Polychlorinated, Polybrominated And
Brominated/Chlorinated Dibenzo-p-Dioxins And Dibenzofurans In
Ambient Air
1613B Tetra- through Octa-Chlorinated Dioxins and Furans by Isotope Dilution
HRGC/HRMS, October 1994; EPA Office of Water
Isomer-specific determination of the 2,3,7,8-substituted, tetra- through
octa-chlorinated, dibenzo-p-dioxins and dibenzofurans in aqueous, solid,
and tissue matrices by isotope dilution, high resolution capillary column
gas chromatography (HRGC)/high resolution mass spectrometry (HRMS)
It is approved by Federal Register 1997 under Clean Water Act and
applicable to (waste)water, soil, sediment, biota/ tissues
http://www.epa.gov/ost/methods/1613.pdf, Tetra-through Octa-
Chlorinated Dioxins and Furans by Isotope Dilution High Resolution Gas
Chromatography/High Resolution Mass Spectrometry Revision B
23 Method 23 - Determination of Polychlorinated Dibenzo-p-dioxins and
Polychlorinated Dibenzofurans from Municipal Waste Combustors.
Available at:
http://www.epa.gov/ttn/emc/promgate/m-23.pdf
4. China
4. China’s national standards for environmental monitoring can be retrieved from
http://kjs.mep.gov.cn/hjbhbz/ and are available in Chinese only; an unofficial translation of the titles of
the standards is provided below.
5. The Chinese national standards for PCDD/PCDF analysis (HJ-77.1-2008, HJ-77.2-2008, HJ-
77.3-2008, HJ-77.4-2008) are a mix of international methods, including EN 1948, EPA methods 1613,
8290 and 23A and Japanese Industrial Standard (JIS) methods K0311 and K0312, but they most
resemble EN 1948. The Chinese national standards for PAH analysis are different from those of other
counties; however, the target 16 PAHs in HJ478-2009 are the same chemicals as those covered by EPA
method 610.
Standard reference Title
HJ-77.1-2008 Water quality - Determination of polychlorinated dibenzo-p-dioxins
(PCDDs) and polychlorinated dibenzofurans (PCDFs) by isotope dilution
HRGC-HRMS
Document available as of: 31.12.2008
HJ-77.2-2008 Ambient air and waste gas - Determination of polychlorinated dibenzo-p-
dioxins (PCDDs) and polychlorinated dibenzofurans (PCDFs) by isotope
dilution HRGC-HRMS
Document available as of: 31.12.2008
HJ-77.3-2008 Solid waste - Determination of polychlorinated dibenzo-p-dioxins
(PCDDs) and polychlorinated dibenzofurans (PCDFs) by isotope dilution
HRGC-HRMS
Document available as of: 31.12.2008

UNEP/CHW.14/INF/9
166
Standard reference Title
HJ-77.4-2008 Soil and sediment - Determination of polychlorinated dibenzo-p-dioxins
(PCDDs) and polychlorinated dibenzofurans (PCDFs) by isotope dilution
HRGC-HRMS
Document available as of: 31.12.2008
5. Japan
6. JIS K 0311:2005 standard serves to determine tetra-through octachlorodibenzo-p-dioxins, tetra-
through octachlorodibenzofurans and dioxin-like polychlorinatedbiphenyls in stationary source
emissions.
7. The standard specifies the method of analysis for tetra-through octachlorodibenzo-para-dioxins,
tetra-through octachlorodibenzofurans and dioxin-like PCBs in exhaust gas that are generated by
combustion and chemical reactions and are discharged to flues, stacks or ducts in stationary source
emissions using gas chromatography instruments coupled with mass spectrometers.
8. Date Established: 1999-09-20, Date Revised: 2005-06-20, Date Published: 2005-06-20; 2008-01-
20 (Revised).
9. The standard is available in Japanese and English and can be obtained for a fee from
http://www.webstore.jsa.or.jp/webstore/Com/FlowControl.jsp?lang=en&bunsyoId=JIS+K+0311%3A20
05&dantaiCd=JIS&status=1&pageNo=0.
6. Germany
Method Title / Description
DIN ISO 16000-13 Indoor air - Part 13: Determination of total (gas and particle-phase)
polychlorinated dioxin-like biphenyls (PCBs) and polychlorinated
dibenzo-p-dioxins/dibenzofurans (PCDDs/PCDFs) - Collection on
sorbent-backed filters (ISO 16000-13:2008)
Published in 2010-03; available in German, English and French.
DIN ISO 16000-14 Indoor air — Part 14: Determination of total (gas and particle-phase)
polychlorinated dioxin-like biphenyls (PCBs) and polychlorinated
dibenzo-p-dioxins/dibenzofurans (PCDDs/PCDFs) — Extraction,
clean-up and analysis by high-resolution gas chromatography and
mass spectrometry.
Published on 2009-05-15; available in German, English and French.
DIN EN ISO 16000-12 Indoor air - Part 12: Sampling strategy for polychlorinated biphenyls
(PCBs), polychlorinated dibenzo-p-dioxins (PCDDs),
polychlorinated dibenzofurans (PCDFs) and polycyclic aromatic
hydrocarbons (PAHs) (ISO 16000-12:2008)
Published in 2008-08; available in German, English and French.
DIN ISO 16000-13 Indoor air - Part 13: Determination of total (gas and particle-phase)
polychlorinated dioxin-like biphenyls (PCBs) and polychlorinated
dibenzo-p-dioxins/dibenzofurans (PCDDs/PCDFs) - Collection on
sorbent-backed filters (ISO 16000-13:2008)
Published in 2010-03; available in German, English and French.
VDI 3498 Blatt 1 Ambient air measurement - Indoor air measurement - Measurement
of polychlorinated dibenzo-p-dioxins and dibenzofurans; Method
using large filters
Published in 2002-07; available in German and English.
VDI 3498 Blatt 2 Ambient air measurement - Indoor air measurement - Measurement
of polychlorinated dibenzo-p-dioxins and dibenzofurans; Method
using small filters
Published in 2002-07; available in German and English
UNEP/CHW.14/INF/9
167
Method Title / Description
DIN38414-20 German standard methods for the examination of water, wastewater
and sludge - Sludge and sediments (group S) - Part 20:
Determination of 6 polychlorinated biphenyls (PCB) (S 20)
Published in 1996-01; available in German and English.
7. Canada
Report EPS 1/RM/19, February 1992
Reference Method for the Determination of Polychlorinated Dibenzo-para-dioxins (PCDDs) and
Polychlorinated Dibenzofurans (PCDFs) in Pulp and Paper Mill Effluents. Available at:
http://www.ec.gc.ca/lcpe-cepa/default.asp?lang=En&n=89496F4E-1.
Report EPS 1/RM/23, October 1992
Internal Quality Assurance Requirements for the Analysis of Dioxins in Environmental Samples.
Available at: http://www.ec.gc.ca/lcpe-cepa/default.asp?lang=En&n=5ED227EE-1.
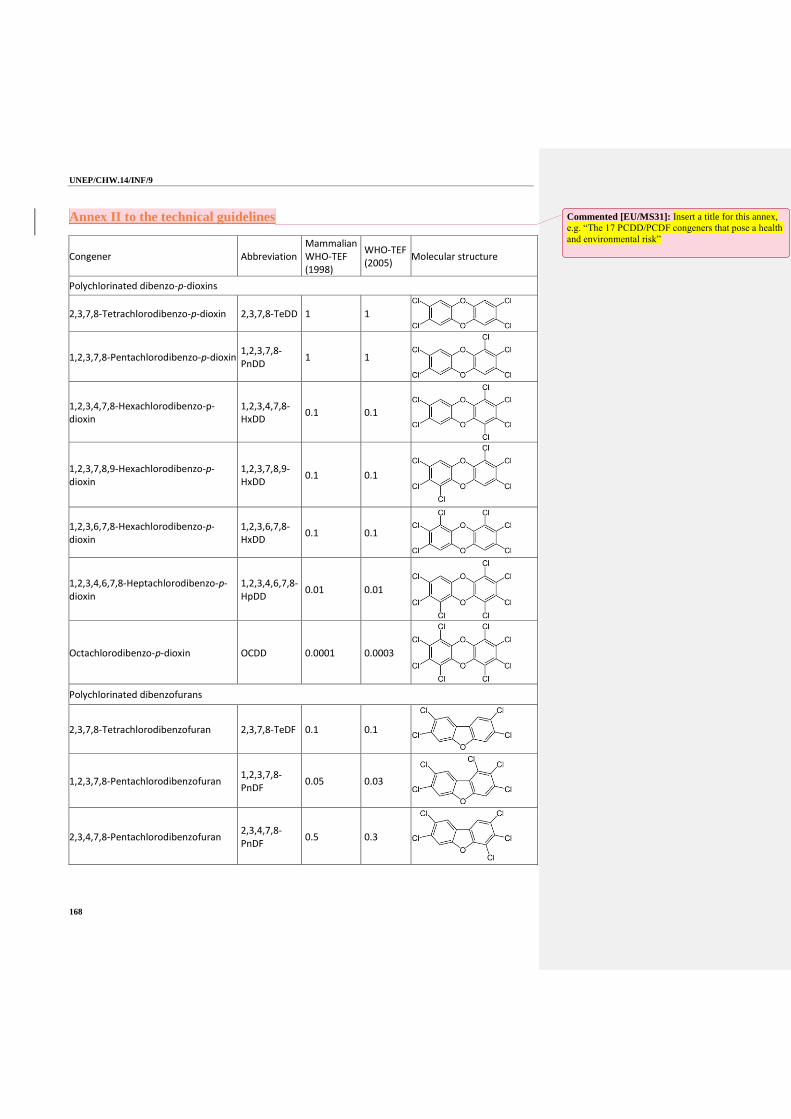
UNEP/CHW.14/INF/9
168
Annex II to the technical guidelines
Congener Abbreviation Mammalian WHO-TEF (1998)
WHO-TEF (2005)
Molecular structure
Polychlorinated dibenzo-p-dioxins
2,3,7,8-Tetrachlorodibenzo-p-dioxin 2,3,7,8-TeDD 1 1
1,2,3,7,8-Pentachlorodibenzo-p-dioxin 1,2,3,7,8-PnDD
1 1
1,2,3,4,7,8-Hexachlorodibenzo-p-dioxin
1,2,3,4,7,8-HxDD
0.1 0.1
1,2,3,7,8,9-Hexachlorodibenzo-p-dioxin
1,2,3,7,8,9-HxDD
0.1 0.1
1,2,3,6,7,8-Hexachlorodibenzo-p-dioxin
1,2,3,6,7,8-HxDD
0.1 0.1
1,2,3,4,6,7,8-Heptachlorodibenzo-p-dioxin
1,2,3,4,6,7,8-HpDD
0.01 0.01
Octachlorodibenzo-p-dioxin OCDD 0.0001 0.0003
Polychlorinated dibenzofurans
2,3,7,8-Tetrachlorodibenzofuran 2,3,7,8-TeDF 0.1 0.1
1,2,3,7,8-Pentachlorodibenzofuran 1,2,3,7,8-PnDF
0.05 0.03
2,3,4,7,8-Pentachlorodibenzofuran 2,3,4,7,8-PnDF
0.5 0.3
Commented [EU/MS31]: Insert a title for this annex,
e.g. “The 17 PCDD/PCDF congeners that pose a health
and environmental risk”
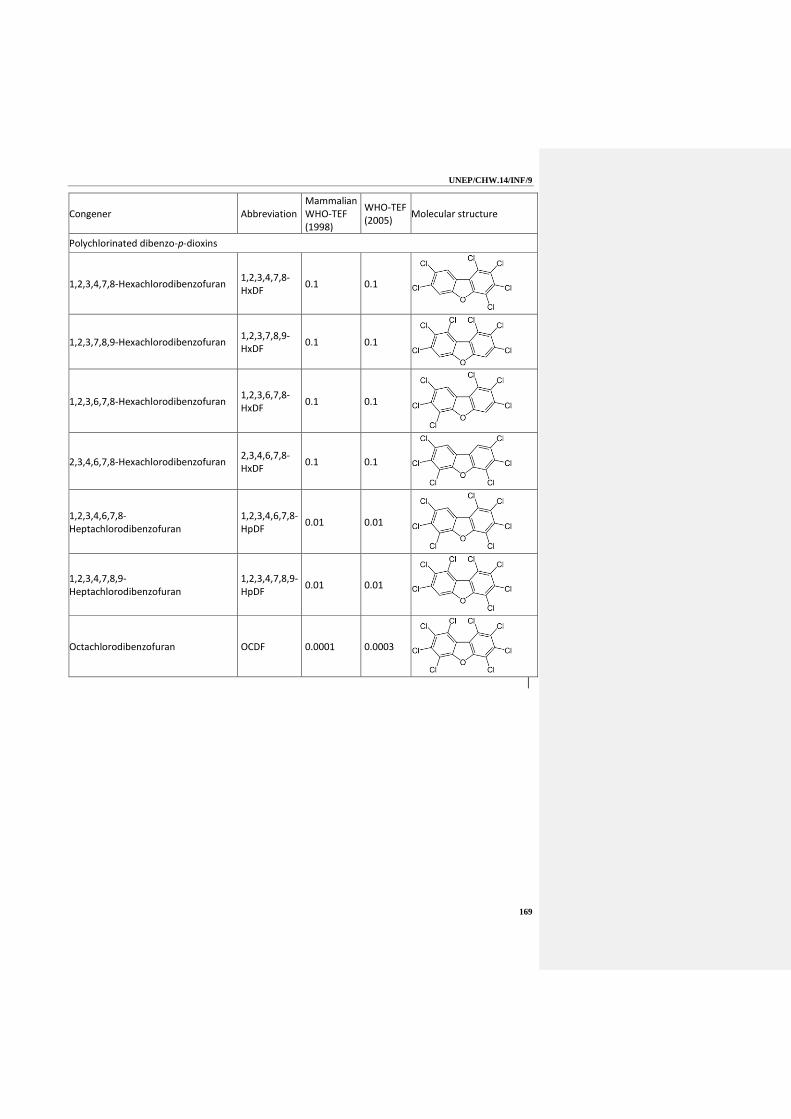
UNEP/CHW.14/INF/9
169
Congener Abbreviation Mammalian WHO-TEF (1998)
WHO-TEF (2005)
Molecular structure
Polychlorinated dibenzo-p-dioxins
1,2,3,4,7,8-Hexachlorodibenzofuran 1,2,3,4,7,8-HxDF
0.1 0.1
1,2,3,7,8,9-Hexachlorodibenzofuran 1,2,3,7,8,9-HxDF
0.1 0.1
1,2,3,6,7,8-Hexachlorodibenzofuran 1,2,3,6,7,8-HxDF
0.1 0.1
2,3,4,6,7,8-Hexachlorodibenzofuran 2,3,4,6,7,8-HxDF
0.1 0.1
1,2,3,4,6,7,8-Heptachlorodibenzofuran
1,2,3,4,6,7,8-HpDF
0.01 0.01
1,2,3,4,7,8,9-Heptachlorodibenzofuran
1,2,3,4,7,8,9-HpDF
0.01 0.01
Octachlorodibenzofuran OCDF 0.0001 0.0003
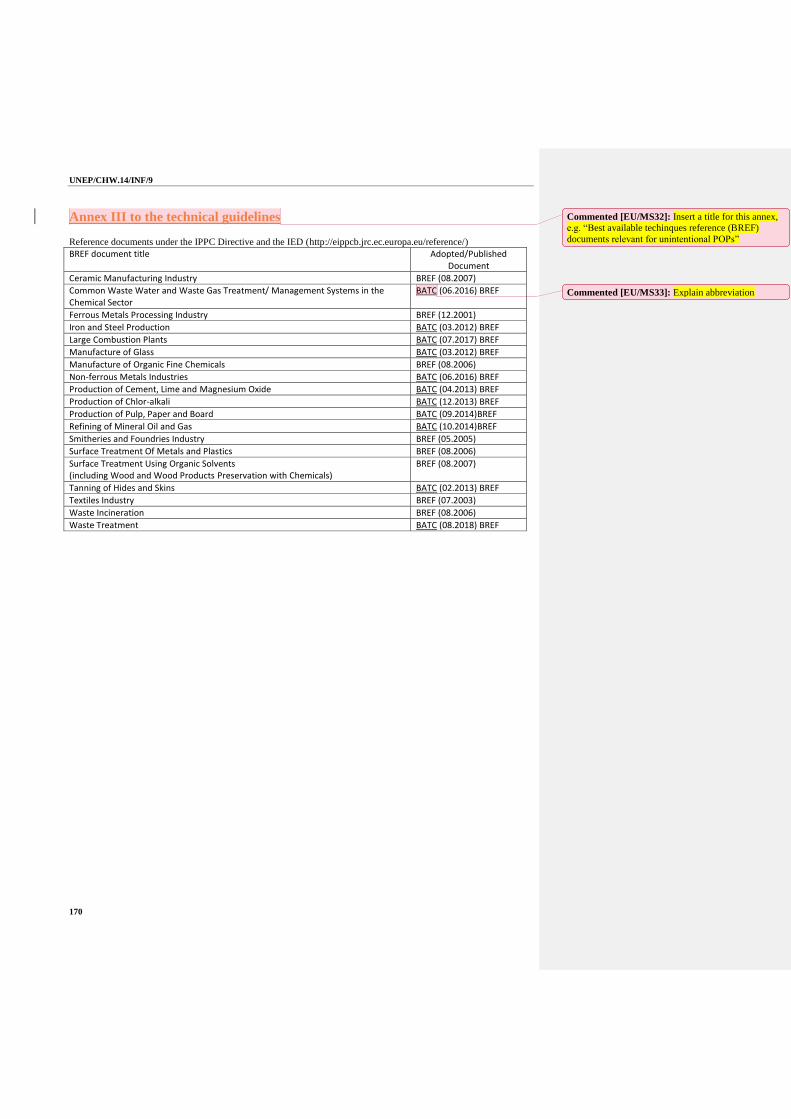
UNEP/CHW.14/INF/9
170
Annex III to the technical guidelines
Reference documents under the IPPC Directive and the IED (http://eippcb.jrc.ec.europa.eu/reference/)
BREF document title Adopted/Published Document
Ceramic Manufacturing Industry BREF (08.2007)
Common Waste Water and Waste Gas Treatment/ Management Systems in the Chemical Sector
BATC (06.2016) BREF
Ferrous Metals Processing Industry BREF (12.2001)
Iron and Steel Production BATC (03.2012) BREF
Large Combustion Plants BATC (07.2017) BREF
Manufacture of Glass BATC (03.2012) BREF
Manufacture of Organic Fine Chemicals BREF (08.2006)
Non-ferrous Metals Industries BATC (06.2016) BREF
Production of Cement, Lime and Magnesium Oxide BATC (04.2013) BREF
Production of Chlor-alkali BATC (12.2013) BREF
Production of Pulp, Paper and Board BATC (09.2014)BREF
Refining of Mineral Oil and Gas BATC (10.2014)BREF
Smitheries and Foundries Industry BREF (05.2005)
Surface Treatment Of Metals and Plastics BREF (08.2006)
Surface Treatment Using Organic Solvents (including Wood and Wood Products Preservation with Chemicals)
BREF (08.2007)
Tanning of Hides and Skins BATC (02.2013) BREF
Textiles Industry BREF (07.2003)
Waste Incineration BREF (08.2006)
Waste Treatment BATC (08.2018) BREF
Commented [EU/MS32]: Insert a title for this annex,
e.g. “Best available techinques reference (BREF)
documents relevant for unintentional POPs”
Commented [EU/MS33]: Explain abbreviation

UNEP/CHW.14/INF/9
171
Annex V
Compilation of comments regarding document
UNEP/CHW.14/7/Add.5 (Technical guidelines on HCBD)
The Secretariat has received comments regarding document UNEP/CHW.14/7/Add.5 from the
European Union and its Member States. These comments are presented in the draft technical
guidelines themselves.

UNEP/CHW.14/INF/9
172
Draft updated technical guidelines on the environmentally
sound management of wastes consisting of, containing or
contaminated with hexachlorobutadiene
(Draft of November 2018)
General Comments
The European Union and its Member States have only one comment on para. 18(b) shown
highlighted in yellow.
UNEP/CHW.14/INF/9
173
Contents
Abbreviations and acronyms .................................................................................................................... 174
Units of measurement ............................................................................................................................... 174
I. Introduction .................................................................................................................................... 175 A. Scope .................................................................................................................................. 175 B. Description, production, use and wastes .......................................................................... 175
1. Description ............................................................................................................. 175 2. Production .............................................................................................................. 176 3. Use .......................................................................................................................... 178 4. Wastes..................................................................................................................... 178
II. Relevant provisions of the Basel and Stockholm conventions ................................................... 182 A. Basel Convention ............................................................................................................... 182 B. Stockholm Convention ...................................................................................................... 183
III. Issues under the Stockholm Convention to be addressed cooperatively with the Basel
Convention ..................................................................................................................................... 183 A. Low POP content ............................................................................................................... 183 B. Levels of destruction and irreversible transformation..................................................... 184 C. Methods that constitute environmentally sound disposal ............................................... 184
IV. Guidance on environmentally sound management (ESM) ......................................................... 184 A. General considerations ...................................................................................................... 184 B. Legislative and regulatory framework ............................................................................. 184 C. Waste prevention and minimization ................................................................................. 185 D. Identification of wastes ..................................................................................................... 185
1. Identification .......................................................................................................... 185 2. Inventories .............................................................................................................. 186
E. Sampling, analysis and monitoring .................................................................................. 186 1. Sampling ................................................................................................................. 186 2. Analysis .................................................................................................................. 187 3. Monitoring .............................................................................................................. 187
F. Handling, collection, packaging, labelling, transportation and storage ......................... 187 1. Handling ................................................................................................................. 187 2. Collection ............................................................................................................... 187 3. Packaging ............................................................................................................... 187 4. Labelling ................................................................................................................. 188 6. Storage .................................................................................................................... 188
G. Environmentally sound disposal ....................................................................................... 188 1. Pre-treatment .......................................................................................................... 188 2. Destruction and irreversible transformation methods ......................................... 188 3. Other disposal methods when destruction or irreversible transformation is not the
environmentally preferable option ........................................................................ 188 4. Other disposal methods when the POP content is low ........................................ 188
H. Remediation of contaminated sites ................................................................................... 188 I. Health and safety ............................................................................................................... 188
1. Higher-risk situations ............................................................................................ 188 2. Lower-risk situations ............................................................................................. 188
J. Emergency response .......................................................................................................... 189 K. Public participation ............................................................................................................ 189
Bibliography .............................................................................................................................................. 190
UNEP/CHW.14/INF/9
174
Abbreviations and acronyms
APHA American Public Health Association
BAT best available techniques
BEP best environmental practices
BREF best available techniques reference document
CAS Chemical Abstracts Service
EPA United States Environmental Protection Agency
ESM environmentally sound management
EU European Union
HCBD hexachlorobutadiene
LVOC large volume organic chemicals
NIOSH National Institute for Occupational Safety and Health
PBBs polybrominated biphenyls
PCBs polychlorinated biphenyls
PCTs polychlorinated terphenyls
PCDD(s) polychlorinated dibenzo-p-dioxin(s)
PCDF(s) polychlorinated dibenzo-furandibenzofuran(s)
POP persistent organic pollutant
UNEP United Nations Environment Programme
WEEE waste electrical and electronic equipment
Units of measurement
µg/l microgram(s) per liter. Corresponds to parts per billion
µg/kg microgram(s) per kilogram. Corresponds to parts per billion by mass
mg/kg milligram(s) per kilogram. Corresponds to parts per million by mass
UNEP/CHW.14/INF/9
175
I. Introduction
A. Scope
1. This document supersedes the Technical guidelines for the environmentally sound
management of wastes consisting of, containing or contaminated with hexachlorobutadiene of May
2017.
1.2. The present technical guidelines provide guidance on the environmentally sound
management (ESM) of wastes consisting of, containing or contaminated with hexachlorobutadiene
(HCBD), pursuant to several decisions adopted by the bodies of two multilateral environmental
agreements on chemicals and wastes.176
2.3. HCBD was listed in Annex A (elimination) to the Stockholm Convention in 2015, through an
amendment that entered into force in 15 December 2016. The current guidelines also address
unintentionally produced HCBD. It should be noted that unintentionally produced HCBD, however,
is currently not subject to the Stockholm Convention provisions.on 15 December 2016.
3bis. Unintentionally produced HCBD listed in Annex C to the Stockholm Convention
(unintentional production) are not covered by the present technical guidelines. They are covered
instead by the Technical guidelines on the environmentally sound management of wastes containing
or contaminated with unintentionally produced polychlorinated dibenzo-p-dioxins, polychlorinated
dibenzofurans, hexachlorobenzene, polychlorinated biphenyls, pentachlorobenzene, polychlorinated
naphthalenes or hexachlorobutadiene (Unintentional POPs technical guidelines) (UNEP, 201XXX
[to be updated]).
3.4. The present technical guidelines should be used in conjunction with the General technical
guidelines on the environmentally sound management of wastes consisting of, containing or
contaminated with persistent organic pollutants)” (UNEP, 2017a) [to be updated]) (hereinafter
referred to as “General technical guidelines”). The General technical guidelines are intended to serve
as an umbrella guide for the ESM of wastes consisting of, containing or contaminated with
persistent organic pollutants (POPs).
4.5. In addition, the use of HCBD as a pesticide is addressed in more detail in the Technical
guidelines on the environmentally sound management of wastes consisting of, containing or
contaminated with the pesticides aldrin, alpha hexachlorocyclohexane, beta hexachlorocyclohexane,
chlordane, chlordecone, dieldrin, endrin, heptachlor, hexachlorobenzene, hexachlorobutadiene,
lindane, mirex, pentachlorobenzene, pentachlorophenol and its salts, perfluorooctane sulfonic acid,
technical endosulfan and its related isomers or toxaphene or with hexachlorobenzene as an industrial
chemical (UNEP, 2017b).
B. Description, production, use and wastes
1. Description
5.6. HCBD (CAS No: 87-68-3) is a halogenated aliphatic compound (see structural formula in
Figure 1). It is a colorless liquid with a mild odor. HCBD is insoluble in water and denser than
water. It is not very volatile or flammable (ATSDR, 1994). Synonyms for HCBD include
perchlorobutadiene; 1,1,2,3,4,4-hexachloro-1,3-butadiene; 1,3-hexachlorobutadiene (USEPA, 2003).
Figure 1: Structural formula of HCBD
6.7. HCBD is detected in abiotic and biotic media, even in remote areas such as the Arctic (Hung,
2012). HCBD was found in surface waters, drinking water, ambient air, aquatic and terrestrial
organisms (Lee et al., 2000; Kaj and Palm, 2004; Lecloux , 2004). HCBD levels in water and fish
176 Decision BC-12/3 and BC-13/4 of the Conference of the Parties to the Basel Convention on the Control of
Transboundary Movements of Hazardous Wastes and Their Disposal; decision OEWG-10/4 and OEWG-11/3
of the Open-ended Working Group of the Basel Convention; and decision SC-7/12 of the Conference of the
Parties to the Stockholm Convention on Persistent Organic Pollutants.

UNEP/CHW.14/INF/9
176
from European rivers (Rhine, Elbe) have decreased significantly over the last decades (RIWA,
2004). Due to the scarcity of data it is difficult to identify a temporal trend for remote areas.
Although recent (i.e. within the past 15 years) data on biota are very infrequent, HCBD
contamination has been reported for beluga blubber in 2003 (of up to 278 μg/kg lipid weight) and
for polar bear fat (1–9 μg/kg wet weight) from 2002. Based on the available evidence, HCBD is
persistent, bioaccumulative and very toxic to aquatic organisms and toxic to birds
(UNEP/POPS/POPRC.8/16/Add.2).
7.8. HCBD bioaccumulates strongly in rice and vegetables (Tang et al, 2014). In mid-1970s
levels of HCBD in beverages, bread, butter, cheese, eggs, fruits, meats, milk, oils and potatoes
ranging from non-detectable to 3.7 μg/kg (grapes) were reported in the United Kingdom. High
concentrations were found in eels from the river Rhine in 1993 (average concentration 55 μg/kg). In
the 1970’s concentrations around 1 mg/kg were found in fish in a lake fed by the river Rhine in
Holland (cited by Jürgens et al., 2013). Concentrations of HCBD in chicken, eggs, fish, margarine,
meat and milk ranged from non-detectable to 42 μg/kg (egg yolk) in Germany in the 1970s
(Environment Canada, Health Canada, 2000).
9. HCBD is easily absorbed and metabolized via conjugation with glutathione. This conjugate
can be further metabolized to a nephrotoxic derivative. Kidney tumours were observed in a long-
term oral study in rats. HCBD has not been shown to be carcinogenic by other routes of exposure.
IARC has placed HCBD in Group 3 (not classifiable as to its carcinogenicity to humans) in 1999
(IARC, 2017).
10. WHO has established a drinking water guideline value of 0.0006 mg/l (0.6 μg/l) (WHO,
2004, WHO, 2017) based on a tolerable daily intake of 0.2 µg/kg bodyweight and day.
2. Production
2.1 Intentional production
8.11. Parties to the Stockholm Convention must prohibit and/or eliminate the production of HCBD
and there are no exemptions under the Convention for HCBD production. HCBD is not known to be
currently intentionally produced in Europe, Japan, the United States of America (USA) or Canada.
9.12. HCBD was first prepared in 1877 by the chlorination of hexyl oxide (IARC 1979). The
commercial production in Europe stopped in the late 1970s and in Japan in the 1980s. HCBD is also
suspected to have been produced in the former USSR. Reported common trade names were Dolen-
Pur; C-46, UN2279 and GP-40-66:120 (Lecloux, 2004). HCBD has never been manufactured as a
commercial product in the USA or Canada, (USEPA, 2003; van der Honing, 2007; Canada, 2013).
However, possible remaining intentional production (particularly in quantities below the limits for
high-production volumes) in other regions cannot be excluded (UNEP/POPS/POPRC.9/13/Add.2).
There are no natural sources of HCBD in the environment (Environment Canada, Health Canada,
2000).
10.13. Intentional production of HCBD is already prohibited in Canada, the European Union,
Mexico (UNEP/POPS/POPRC.9/13/Add.2), and in Japan (MoHLW, 2018).
2.2 Unintentional production
11. HCBD is produced unintentionally in the:
(i) Production of certain chlorinated hydrocarbons, particularly of perchloroethylene,
trichloroethylene, and carbon tetrachloride (Table 1; Lecloux, 2004;
UNEP/POPS/POPRC.9/13/Add.2177);
(j) Production of magnesium (Deutscher and Cathro, 2001, Van der Gon et. al, 2007).
Fifteen to twenty grams of HCBD arise per tonne of manufactured magnesium (German Federal
Environment Agency, 2015);
(k) Incineration processes e.g. motor vehicle emissions, incineration processes of
acetylene, uncontrolled incineration of chlorine residues, incineration of hazardous waste, municipal
waste, clinical waste, and plastic containing waste (Lenoir et al, 2001; German Federal Environment
Agency, 2015; UNEP/POPS/COP.8/15);
(l) Production of polyvinyl chloride, ethylene dichloride and vinyl chloride monomer,
although this is reported as unlikely from a technological point of view, according to a dossier
177 Revised draft evaluation of new information in relation to the listing of hexachlorobutadiene in Annex C to
the Stockholm Convention (Unintentional Production)
UNEP/CHW.14/INF/9
177
prepared for the European chloralkali industry (Lecloux, 2004; Van der Gon et. al, 2007).
12. Information on unintentional HCBD production is scarce. High volumes were produced
unintentionally in chlorination processes involving organic compounds during the 1970s and 1980s.
The worldwide unintentional production of HCBD in heavy fractions was estimated at 10,000
tonnes in 1982 (Lecloux, 2004). In the USA alone, the estimated annual HCBD generation was
3,600 tonnes in 1975, and 12,000 tonnes in 1982 (USEPA, 2003). In 2000, 15,000 tonnes of HCBD
was produced unintentionally in the USA (Lecloux, 2004). The unintentionally produced HCBD has
been regarded as waste, although it is known to have also been sold partly for commercial uses
(BUA, 1991/2006; UNEP/POPS/POPRC.9/13/Add.2).
13. The reported European volumes of unintentionally produced of HCBD were in the same
range as in North America. In the European Union in 1980 (EU-10), about 10,000 tonnes of HCBD
were generated. In Germany, 4,500 t/year of HCBD was produced during the low-pressure
chlorolysis for combined production of perchloroethylene and tetrachloromethane in1979 ( German
Federal Environment Agency, 2015). In early 1990s the total amount of HCBD produced in
Germany was estimated at 550 – 1,400 t/year, which was partially directed back into the production
process (German Federal Environment Agency, 2015). In 1990, an HCBD formation quantity of
2,000 to 49,900 tonnes was estimated based on the production volumes of perchloroethylene and
tetrachloromethane in Western Europe (BUA, 1991/2006).
14. Processes relevant for the unintentional production of HCBD in the production of chlorinated
chemicals are shown in Table 1. Many countries have introduced requirements to reduce
unintentional production e.g. via use of best available technologies (BAT)
(UNEP/POPS/POPRC.9/13/Add.2). Chlorinated solvents are produced in many countries in the
world in large quantities. Information on the amounts of HCBD in waste from one European
producer of chlorinated solvents including perchloroethylene is shown in Table 2.
Table 1: Processes relevant for the unintentional production of HCBD in chlorinated chemicals
production (BUA, 1991/2006; UNEP/POPS/POPRC.9/13/Add.2).
Process HCBD concentration
in the raw product
Remarks
Low pressure chlorolysis
for the manufacturing of
perchloroethylene and
carbon tetrachloride
5%
(50 000 ppm)
HCBD is fed back into the process
together with other high-boiling by-
products to carbon tetrachloride and
perchloroethylene (Lecloux, 2004) or
residues containing HCBD are directly
incinerated on site (German Federal
Environment Agency, 2015).
Optimised low pressure
chlorolysis for the
manufacturing of
perchloroethylene and
carbon tetrachloride
0.2 to 0.5%
(2000 to 5000 ppm)
The HCBD containing residue is treated
by distillation which results in a residue
containing 7 to 10% HCBD (70 000-
100 000 ppm). The latter residue is
incinerated.
Manufacturing of
hexachlorocyclopentadiene
0.2 to 1.11 %
(2000 to 11 100 ppm)
Manufacturing of
tetrachloride and
trichloroethylene from
acetylene and chlorine and
subsequent decomposition
to carbon tetrachloride and
trichloroethylene
0.4%
(4000 ppm)
Table 2: Volumes of HCBD in waste by a producer of chlorinated solvents including
perchloroethylene (Spolchemie in Ústi nad Labem) as reported in the Czech PRTR system. (Source:
http://www.irz.cz, 2016)
2004 2005 2006 2007 2008 2009 2010
HCBD in t/year 161 178 194 175 140 66 162

UNEP/CHW.14/INF/9
178
3. Use178
15.14. Parties to the Stockholm Convention must prohibit and/or eliminate the use of HCBD, and
there are no exemptions under the Convention for the use of HCBD. The same provision (Article 3)
applies to the use of unintentionally produced HCBD. There is no information on on-going uses of
HCBD available. In the past HCBD has been used, for example, as a solvent (for rubber, elastomers
and other polymers, for carbon-tetrachloride (C4) and higher hydrocarbons), intermediate in the
production of fluor-containing lubricants, a “scrubber” to recover chlorine-containing gas or to
remove volatile organic components from gas, hydraulic fluid, heat transfer liquid (in combination
with trichloroethene) or a non-flammable insulating liquid in transformers, fluid in gyroscopes, in
the production of aluminium and graphite rods, and as a plant protection product. There is no
specific information available on any existing applications of HCBD and all applications seem to
have ceased, but cannot be fully excluded. (Environment Canada, Health Canada, 2000,
UNEP/POPS/POPRC.9/13/Add.2, German Federal Environment Agency, 2015).
16.15. Prior to 1975 the largest use of HCBD in the USA was for the recovery of “snift” (chlorine
containing gas in chlorine plants). HCBD is no longer used for this process, however (ATSDR,
1994). HCBD was mainly used as a chemical intermediate in the manufacture of rubber compounds
and that lesser quantities were used as solvent, fluid for gyroscopes, heat transfer liquid, hydraulic
fluid, chemical intermediate in the production of chlorofluorocarbons and lubricants, laboratory
reagent (ATSDR, 1994). In Canada HCBD is no longer used as a solvent (Environment Canada,
Health Canada, 2000).
17.16. HCBD was used as a seed-dressing fungicide or insecticide in vineyards in the former USSR
(application rate of 100-350 kg/ha), in Mediterranean European countries and in Argentina
(Lecloux, 2004; Van der Honing, 2007; German Federal Environment Agency, 2015). In France the
fumigant use was extensive and discontinued in 2003 (European Commission, 2011). It is unclear
whether HCBD is still used as a plant protection product anywhere.
18.17. A method using HCBD to synthesize graphite sheets has been developed relatively recently.
Graphite flakes are used as electronically conducting fillers in the production of conducting polymer
composites in various fields such as fuel cell electrodes, corrosion resistant materials, batteries etc.
(Shi et al., 2004). However, there is no information on whether HCBD is actually used for this
purpose anywhere.
4. Wastes
19.18. Action aimed at waste streams of importance in terms of volume and concentration will be
essential to eliminating, reducing and controlling the environmental load of HCBD from waste
management activities. In that context, the following should be recognized:
(a) The uses of HCBD have apparently ceased, although there are uncertainties related to
plant protection use as vineyard fumigant in the former USSR;
(b) HCBD releases can arise from the disposal of old HCBD-containing products that
have become waste. Some of the HCBD applications (e.g. hydraulic, heat transfer or transformer
fluids) have a long service-life and despite the uses being ceased, HCBD may still enter the waste
management stage. HCBD can still be present in rubber compounds in marginal amounts according
to the national association on rubber and polymers in France (Syndicat National du Caoutchouc et
des Polymères according to German Federal Environment Agency, 2015). There is no further
information on possible HCBD residues when used as a chemical intermediate in rubber, elastomer,
or lubricant production. However, in a recent study by German Federal Environment Agency
(2015), HCBD was not found relevant in any waste streams in Germany;
(c) Landfills may be a source of HCBD from disposal of HCBD containing products that
have become waste (e.g. hydraulic, cooling and absorbent liquids, HCBD waste from chemical
production (typically containing 33-80% HCBD), lining (ebonite) and graphite electrodes removed
from chlorine electrolysis cells containing traces of HCBD) (Lecloux, 2004). There is no insight into
the total amount of waste sites worldwide, nor on their releases (UNEP/POPS/POPRC.9/13/Add.2).
In Europe disposal practices of HCBD wastes from unintentional production from chemical and
magnesium production have shifted from landfilling to incineration (ATSDR, 1994);
(d) Sites where HCBD pesticides have been used may be highly contaminated. Soils in
vineyards infected with Phylloxera were treated with 250 kg/ha HCBD, were contaminated to the
178 “Use” covers the use of HCBD for the production of products and articles, as well as the use of those
products and articles.
Commented [EU and MS34]: Part of this sentence is
shown deleted in the document, preventing it from
being understood. We prefer that this text is kept.

UNEP/CHW.14/INF/9
179
level of 7.3 mg/kg after 8 months and 3 mg/kg after 32 months (Vorobyeva (1980) - – the original
reference is only available in Russian). However, after 24 months HCBD could not be found in the
study;
(e) Old chemicals industry sites may be contaminated by HCBD. In the United States, soil
concentration of up to 980 mg/kg were found at chemicals industry sites (Li et al., 1976). Examples
of such contamination can also be found in Europe (Barnes et al. 2002);
(f) HCBD can be unintentionally produced during waste incineration (e.g. incineration of
municipal waste, clinical waste and hazardous waste) and could be found in incineration residues
(ashes and slag). However, HCBD was not found in two slag samples above the detection limits in
Germany in 2015 (German Federal Environment Agency, 2015).
20.19. Historical landfilling of heavy fractions from the production of chlorinated organic
substances and perchloroethylene use can also lead to secondary HCBD emissions or leachates to
water and soil via sewage sludge (ASDTR, 1994, Staples, 2003, Lecloux, 2004, European
Commission, 2011). Concentration of HCBD in waste depends on the quantities in which HCBD
was originally present in specific products and the quantities released during product use and waste
management. However, based on the known uses wastes consisting of, containing or contaminated
with HCBD (hereinafter referred to as “HCBD wastes”) may potentially be found in:
(a) HCBD chemical, including intentionally produced HCBD and unintentionally
produced HCBD from chlorinated solvent production and magnesium production;
(b) Residues (ashes and slag) from incineration of unintentionally produced HCBD from
chlorinated solvent production, incineration of municipal, clinical and hazardous waste;
(c)(b) Electrical transformers;
(d)(c) Heat exchangers;
(e)(d) Electrical hydraulic fluids, cooling and absorbent liquids;
(f)(e) Other industrial electrical equipment, including removed lining (ebonite) and graphite
electrodes from chlorine electrolysis cells;
(g)(f) Rubber compounds;
(h)(g) Sludge from municipal and industrial sewage treatment;
(i)(h) Contaminated soils and sediments from use or disposal of HCBD;
(j)(i) Agricultural insecticides and fungicides.
21.20. The most important HCBD waste streams in terms of potential volume are expected to be:
(g) Waste gas and liquid from the production of chlorinated solvents and magnesium
(unintentional production of HCBD);
(h)(g) Soils and sediments contaminated from substandard HCBD disposal;
(i)(h) Soils and sediments contaminated from HCBD applied as plant protection;
(j)(i) Obsolete insecticides and fungicides;
(k)(j) Transformer fluids;
(l)(k) Heat exchanging fluids.
22.21. The most important HCBD waste streams in terms of potential releases or concentration of
HCBD are expected to be:
(k) Waste gas and liquid from the production of chlorinated solvents and magnesium
(unintentional production of HCBD);
(l)(k) Sludge from municipal and industrial sewage treatment;
(m) Ashes and slag from waste incineration;
(n)(l) Obsolete HCBD insecticide and fungicide waste;
(o)(m) Transformer, heat exchange and hydraulic fluids.
23.22. HCBD wastes can be generated in a diverse range of applications, at different stages of the
life cycle and through different release media. Knowledge of release media guides the analysis and

UNEP/CHW.14/INF/9
180
choice of methods that may be used to manage such wastes. Many of these applications are assumed
to have been phased out. Table 3 provides an overview of relevant information regarding the life
cycle of HCBD wastes.
Table 3: Overview of the production and application of HCBD and their release media into the environment
(Based on Van der Honing, 2007; UNEP/POPS/POPRC.8/16/Add.2 and UNEP/POPS/POPRC.9/13/Add.2).

UNEP/CHW.14/INF/9
181
Group Source materials
/Substance used
Applications
/Processes
End Product Release Media
HCBD PRODUCTION
Ch
em
ical
Pro
du
cti
on
Chlorine, hexyl
iodide (original
intentional
production process)
Chemical synthesis HCBD
• Solid waste
• Industrial waste
water
• Sludge from
waste water
treatment
• Air
Production of
perchloroethylene,
trichloroethylene and
carbon tetrachloride
Chlorinated hydrocarbons (e.g.
tetrachloromethane,
Halon 104, Freon 10 etc.),
residual HCBD
Optimised low-pressure
chlorolysis for the
production of
tetrachloroethene and
tetrachloromethane
0.2-0.5% HCBD in the raw
product. The residue finally
obtained from the process
contains after distillation 7-
10% HCBD
Acetylene, chlorine Production of 1,1,2,2-
tetrachloroethane (no
longer used according
to UNECE, 2007)
0.4% HCBD
Production of polyvinyl
chloride, ethylene
dichloride and vinyl
chloride monomer
Production of articles containing HCBD
Ch
em
ical
ap
pli
ca
tion
s
HCBD + unknown Production of
transformer fluids
Transformer fluids
• Solid waste
• Landfill leachate
• Industrial and
municipal
waste water
• Sludge from
waste water
treatment
• Air
HCBD + unknown Production of heat
exchange fluids
Heat exchange fluids
HCBD + unknown Production of fluor-
containing hydraulic
fluids
Hydraulic fluids (HCBD
residues unknown)
Unknown Solvent in production
of rubber and
elastomers
HCBD residues unknown
HCBD + unknown Production of HCBD
plant protection
products
HCBD insecticides and
fungicides
USE OF PRODUCTS AND ARTICLES CONTAINING HCBD
(The boxes below include articles that have become wastes. Such wastes may also be generated at production sites)
Ele
ctri
cal
equ
ipm
ent
Transformer fluids Transformer fluid waste,
contaminated transformers • Solid waste
• Landfill leachate
• Liquid industrial
waste
• Sludge from
waste water
treatment
• Air
•
Hydraulic fluids Hydraulic fluid waste,
contaminated hydraulic
equipment
Gyroscopes Gyroscope fluid waste,
contaminated equipment
Agri
cult
ur
al
chem
icals
Agricultural
insecticides and
fungicides
Obsolete pesticide waste (see
UNEP, 2017b)[…])
Incineration processes
UNEP/CHW.14/INF/9
182
II. Relevant provisions of the Basel and Stockholm
conventions
A. Basel Convention
24.23. Article 1 (“Scope of the Convention”) defines the waste types subject to the Basel
Convention. Subparagraph 1 (a), of that Article sets forth a two-step process for determining if a
“waste” is a “hazardous waste” subject to the Convention. First, the waste must belong to any
category contained in Annex I of the Convention (“Categories of wastes to be controlled”). Second,
the waste must possess at least one of the characteristics listed in Annex III of the Convention (“List
of hazardous characteristics”).
25.24. Annex I lists some of the wastes which may consist of, contain or be contaminated with
HCBD:
(a) Y4: Wastes from the production, formulation and use of biocides and
phytopharmaceuticals;
(b) Y6: Wastes from the production, formulation and use of organic solvents;
(c) Y9: Waste oils/water, hydrocarbons/water mixtures, emulsions;
(d) Y10: Waste substances and articles containing or contaminated with polychlorinated
biphenyls (PCBs) and/or polychlorinated terphenyls (PCTs) and/or polybrominated biphenyls
(PBBs);
(e) Y18: Residues arising from industrial waste disposal operations;
(f)(b) Y41: Halogenated organic solvents.
(c) Y45: Organohalogen compounds other than substances referred to in this
Annex (e.g. Y39, Y41, Y42, Y43, Y44).
26.25. Annex I wastes are presumed to exhibit one or more Annex III hazard characteristics, which
may include H6.1 “Poisonous (acute), H8 “Corrosive”, H11 “Toxic (delayed or chronic)”; H12
“Ecotoxic”; or H13 (capable after disposal of yielding a material which possess a hazardous
characteristic)”, unless, through “national tests,” they can be shown not to exhibit these
characteristics. National tests may be useful for identifying a particular hazard characteristic in
Annex III of the Convention until such time as the hazardous characteristic is fully defined.
Guidance papers for Annex III hazardous characteristics H11, H12 and H13 were adopted on an
interim basis by the Conference of the Parties to the Basel Convention at its sixth and seventh
meeting.
27.26. List A of Annex VIII of the Convention describes wastes that are “characterized as hazardous
under article 1, paragraph 1 (a), of this Convention.” However, “[d]esignation of a waste on Annex
VIII does not preclude, in a particular case, the use of Annex III [List of hazardous characteristics]
to demonstrate that a waste is not hazardous” (Annex I, paragraph (b)). List A of Annex VIII
includes a number of wastes or waste categories that have the potential to contain or be
contaminated with HCBD, including:
(a) A1180: Waste electrical and electronic assemblies or scrap containing components
such as accumulators and other batteries included on list A, mercury-switches, glass from cathode-
ray tubes and other activated glass and PCB-capacitors, or contaminated with Annex I constituents
(e.g. cadmium, mercury, lead, polychlorinated biphenyl) to an extent that they possess any of the
characteristics contained in Annex III (note the related entry on list B B1110);
(b) A3040: Waste thermal (heat transfer) fluids;
(c) A3160: Waste halogenated or unhalogenated non-aqueous distillation residues arising
from organic solvent recovery operations;
Inci
nera
tion
of
wa
ste
Incineration of HCBD
waste from production
of chlorinated solvents
Incineration of
municipal, clinical and
hazardous waste
• Air
• Solid waste (slag
and ashes)
UNEP/CHW.14/INF/9
183
(d) A3170: Wastes arising from the production of aliphatic halogenated hydrocarbons
(such as chloromethane, dichloro-ethane, vinyl chloride, vinylidene chloride, allyl chloride and
epichlorhydrin);
(e) A4030: Wastes from the production, formulation and use of biocides and
phytopharmaceuticals, including waste pesticides and herbicides which are off-specification,
outdated or unfit for their originally intended use;
(f) A4060: Waste oils/water, hydrocarbons/water mixtures, emulsions;
(g) A4100: Wastes from industrial pollution control devices for cleaning of industrial off-
gases but excluding such wastes specified on list B;
(h (a) A4130: Waste packages and containers containing Annex I substances in
concentrations sufficient to exhibit Annex III hazard characteristics;
(ib) A4140: Waste consisting of or containing of specification or outdated chemicals
corresponding to Annex I categories and exhibiting Annex III hazard characteristics;
(jc) A4160: Spent activated carbon not included on list B (note the related entry on list B
B2060).
28. List B of Annex IX lists wastes that will not be wastes covered by Article 1, paragraph 1 (a),
unless they contain Annex I material to an extent causing them to exhibit an Annex III
characteristic. List B of Annex IX includes a number of wastes or waste categories that have the
potential to contain or be contaminated with HCBD, including:
29. B1040: Scrap assemblies from electrical power generation not contaminated with lubricating
oil, PCB or PCT to an extent to render them hazardous;
B1110: Electrical and electronic assemblies;179
30.27. B2060: Spent activated carbon not containing any Annex I constituents to the extent they
exhibit Annex III characteristics.;
(a) B3040: Rubber wastes
The following materials, provided they are not mixed with other wastes:
• Waste and scrap of hard rubber (e.g., ebonite);
• Other rubber wastes (excluding such wastes specified elsewhere).
31.28. For further information, see section II.A of the General technical guidelines.
B. Stockholm Convention
32.29. The present guidelines cover intentionally- produced HCBD, whose production and use are
to be eliminated in accordance with Article 3 and part I of Annex A to the Stockholm Convention.
33.30. For further information, see section II.B of the General technical guidelines.
III. Issues under the Stockholm Convention to be addressed
cooperatively with the Basel Convention
A. Low POP content
34.31. The provisional definition of low POP content for HCBD is 100 mg/kg.180
35.32. The low POP content described in the Stockholm Convention is independent from the
provisions on hazardous waste under the Basel Convention.
36.33. Wastes with a content of HCBD above 100 mg/kg must be disposed of in such a way that the
POP content is destroyed or irreversibly transformed in accordance with the methods described in
subsection IV.G.2. Otherwise, they may be disposed of in an environmentally sound manner when
179 Refer to Annex IX to the Basel Convention for a full description of this entry. 180 Determined according to national or international methods and standards.

UNEP/CHW.14/INF/9
184
destruction or irreversible transformation does not represent the environmentally preferable option
in accordance with the methods described in subsection IV.G.3.
37.34. Wastes with a content of HCBD at or below 100 mg/kg should be disposed of in accordance
with the methods referred to in subsection IV.G.4 of the General technical guidelines (outlining
disposal methods when POP content is low), taking into account section IV.I.1 below (pertinent to
higher-risk situations).
38.35. For further information on low POP content, refer to section III.A of the General technical
guidelines.
B. Levels of destruction and irreversible transformation
39.36. For the provisional definition of levels of destruction and irreversible transformation, see
section III.B of the General technical guidelines.
C. Methods that constitute environmentally sound disposal
40.37. See section IV.G below and section IV.G of the General technical guidelines.
IV. Guidance on environmentally sound management (ESM)
A. General considerations
41.38. For further information, see section IV.A of the General technical guidelines.
B. Legislative and regulatory framework
42.39. Parties to the Basel and Stockholm conventions should examine their national strategies,
policies, controls, standards and procedures to ensure that they are in agreement with the two
conventions and their obligations under them, including those that pertain to ESM of HCBD wastes.
43.40. Elements of a regulatory framework applicable to HCBD should include measures to prevent
the generation of wastes and to ensure the ESM of generated wastes. Such elements could include:
(o) Environmental protection legislation establishing a regulatory regime, setting release
limits and establishing environmental quality criteria;
(p) Prohibitions on the production, sale, use, import and export of HCBD;
(q) A requirement that BAT and best environmental practices (BEP) be employed in the
unintentional production and use of HCBD. Relevant BAT is specified e.g. in the BREF Document
on production of Large Volume Organic Chemicals (EC BREF LVOC, 2003 (currently being
updated) and Section VI.B Part III Chapter 4 of the UNEP BAT and BEP guidelines (UNEP, 2007);
(r)(q) Measures to ensure that HCBD wastes cannot be disposed of in ways that may lead to
recovery, recycling, reclamation, direct reuse or alternative uses of HCBD;
(s)(r) Adequate ESM controls to separate HCBD-containing materials from materials that
can be recycled (e.g., non-HCBD containing hydraulic fluids);
(t)(s) Transportation requirements for hazardous materials and waste;
(u)(t) Specifications for containers, equipment, bulk containers and storage sites for HCBD
wastes;
(v)(u) Specification of acceptable analytical and sampling methods for HCBD;
(w)(v) Requirements for waste management and disposal facilities;
(x)(w) Definitions of hazardous waste and conditions and criteria for the identification and
classification of HCBD wastes as hazardous wastes;
(y)(x) A general requirement for public notification and review of proposed government
waste-related regulations, policies, certificates of approval, licences, inventory information and
national releases and emissions data;
(z)(y) Requirements for identification, assessment and remediation of contaminated sites;
(aa)(z) Requirements concerning the health and safety of workers;

UNEP/CHW.14/INF/9
185
(bb)(aa) Legislative measures on, e.g., waste prevention and minimization, inventory
development and emergency response.
44.41. For further information, see section IV.B of the General technical guidelines.
C. Waste prevention and minimization
45.42. Both the Basel and Stockholm conventions advocate waste prevention and minimization. The
production and use of HCBD are to be eliminated under the Stockholm Convention.
46.43. Quantities of waste containing HCBD should be minimized through isolation and separation
of those wastes from other wastes at source in order to prevent their mixing with, and contamination
of, other waste streams.
47.44. The mixing and blending of wastes with HCBD content above 100 mg/kg with other
materials solely for the purpose of generating a mixture with a HCBD content at or below 100
mg/kg are not environmentally sound. Nevertheless, the mixing or blending of materials as a pre-
treatment method may be necessary in order to enable treatment or to optimize treatment efficiency.
48.45. For further information, see section IV.C on waste prevention and minimization of the
General technical guidelines.
D. Identification of wastes
49.46. Article 6, paragraph 1 (a), of the Stockholm Convention requires each Party to, inter alia,
develop appropriate strategies for the identification of products and articles in use and wastes
consisting of, containing or contaminated with POPs. The identification of HCBD wastes is the
starting point for their effective ESM.
50.47. For general information on identification and inventories, see section IV.D of the General
technical guidelines.
1. Identification
51.48. HCBD wastes can be found in the following stages of the HCBD life cycle:
(a) HCBD manufacturing and processing:
(i) Waste generated from the production and processing of HCBD, including as
unintentional production;
(ii) In water, soil or sediment close to manufacturing, processing sites;
(iii) Industrial wastewater and sludge;
(iv) Leachate from landfills where chemical manufacturing or processing waste
was disposed of;
(v) Stockpiles of unusable or unsellable material;
(b) Industrial applications of HCBD (production of rubber and elastomers, manufacture of
transformer, heat exchange, and hydraulic fluids, use as a chemical in chlorine capture):
(i) Residues generated from the application of HCBD;
(ii) In water, soil or sediments close to manufacturing or processing sites;
(iii) Industrial wastewater and sludge;
(iv) Leachate from landfills where waste from industrial applications was disposed
of;
(v) Stockpiles of unusable or unsellable products;
(c) Use of products or articles containing HCBD (e.g. HCBD insecticides and fungicides,
transformers, hydraulic systems, gyroscopes):
(d)(c) In water, soil or sediments close to sites where such products were used;
(e)(d) Disposal of products or articles containing HCBD:
(i) In certain facilities for the collection, recycling and recovery of electronic and
electrical equipment, and;
UNEP/CHW.14/INF/9
186
(ii) In municipal and industrial landfills and leachate;
(iii) In municipal and industrial wastewater and sludge.
52.49. It should be noted that even experienced technical personnel may not be able to determine the
nature of an effluent, substance, container or piece of equipment by its appearance or markings.
Consequently, Parties may find the information on production, use and types of waste provided in
section I.B of the present guidelines useful in identifying articles and mixtures containing HCBD. It
is believed, however, that intentional use of HCBD has ceased.
2. Inventories
53.50. When developing HCBD inventories, it is important to consider the service lives of HCBD-
containing articles and the timing of their placement on the market. While there have been diverse
industrial uses for HCBD, it appears that it is not present in consumer articles, excluding agricultural
pesticides. In addition, several industrial uses have been phased out at least 10-20 years ago. It is
possible, however, that obsolete products and articles with long service-life still enter the waste
stage.
51. A draft guidance document for the development of HCBD inventories is available (UNEP
2017e).
54.52. The first step that should be taken when developing HCBD inventories is the identification of
the types of industries that may have been producing HCBD. Large quantities of HCBD are formed
unintentionally in chlorinated solvents and magnesium production. It has also been used in the
production of e.g. rubbers, elastomers, hydraulic and transformer fluids or agricultural pesticides.
Inventories should, as appropriate, be based on information on:
(a) Production of HCBD within a country;
(b) Industrial use of HCBD;
(b) Imports and exports of products and articles containing HCBD;
(c) Use of products and articles containing HCBD in the country;
(d) Current and past regulatory requirements e.g. regarding electronic equipment,
transformer and hydraulic fluids;
(e) Disposal of HCBD wastes, including incineration;
(f) Imports and exports of HCBD wastes.
55.53. The preparation of inventories requires cooperation between those producing the inventories
and relevant actors, such as the industry producing chlorine solvents; electricity companies; rubber
and elastomer producers; customs officials; agricultural experts; personnel at waste disposal and
recycling facilities; and national focal points under the Basel and Stockholm Conventions. In some
cases, government regulations may be required to ensure those who hold HCBD wastes report their
holdings and cooperate with government inspectors.
E. Sampling, analysis and monitoring
56.54. For general information on sampling, analysis and monitoring, see section IV.E of the
General technical guidelines.
57.55. Sampling, analysis and monitoring procedures should be established for articles that may
contain HCBD.
1. Sampling
58.56. Sampling serves as an important element for identifying and monitoring environmental
concerns and human health risks.
59.57. Standard sampling procedures should be established and agreed upon before the start of the
sampling campaign. Sampling should comply with specific national legislation, where it exists, or
with international regulations and standards. Documented sampling methods exist for HCBD in air
(NIOSH Method 2543).
60.58. Types of matrices that are typically sampled for HCBD include:
(a) Liquids:
(i) Leachate from dumpsites and landfills;

UNEP/CHW.14/INF/9
187
(ii) Water (surface water and groundwater, drinking water, and industrial and
municipal effluents);
(iii) Biological fluids (blood, in the case of worker health monitoring);
(b) Solids:
(i) Sewage sludge;
(ii) Biological samples (adipose tissue);
(iii) Stockpiles of mixtures and articles consisting of, containing or contaminated
with HCBD;
(c) Gases:
(i) Air (indoor and outdoor);
(ii) Exhaust gas.
2. Analysis
61.59. Analysis refers to the extraction, purification, separation, identification, quantification and
reporting of HCBD concentrations in the matrix of interest. In order to obtain meaningful and
acceptable results, analytical laboratories should have the necessary infrastructure (housing) and
proven experience.
62.60. The development and dissemination of reliable analytical methods and the accumulation of
high-quality analytical data are important to understand the environmental impact of hazardous
chemicals, including POPs.
63.61. HCBD can be analysed together with organochlorine pesticides (see Pesticides technical
guidelines, UNEP 2017, xx [to be updated]). Methods to analyze HCBD with gas chromatography
with electron-capture (GC-ECD) as well as gas chromatography with mass spectrometer (GC-MS)
have been developed for biota (at least fish, vegetable, eggs, milk extracts, vegetables), wastewater
and soils (e.g. EPA Method 612, APHA Method 6410B, APHA Method 6200B) (HSDB 2016,
Majoros et al., 2013).2013) and water (WHO, 2004). EPA Methods 612 and 625 can be used for
analysis of HCBD in industrial and municipal wastewater. The Drinking Water Guideline of WHO
reports limits of detection of HCBD in drinking water of 0.01 μg/l by GC-MS; 0.18 μg/l by GC with
ECD (WHO, 2017).
3. Monitoring
64.62. Monitoring and surveillance serve as elements for identifying and tracking environmental
concerns and human health risks. Information collected from monitoring programmes feeds into
science-based decision-making processes and is used for the evaluation of the effectiveness of risk
management measures, including regulations. The control of the WHO drinking water quality
guideline limit value may serve as an orientation in drinking water programmes (WHO, 2017).
65.63. Monitoring programmes should be implemented in facilities managing HCBD and HCBD
wastes and on sites that have been contaminated by HCBD (e.g. water bodies, landfills and
dumpsites).
F. Handling, collection, packaging, labelling, transportation and storage
66.64. For information, see section IV.F of the General technical guidelines.
1. Handling
67.65. Organizations handling HCBD wastes should have in place a set of procedures for handling
such wastes and workers should be trained in such procedures.
2. Collection
68.66. Collection arrangements that include depots for HCBD wastes should provide for the
separation of HCBD wastes from other wastes.
69.67. Collections depots should not become long-term storage facilities for HCBD wastes.
3. Packaging
70.68. In cases where HCBD wastes are considered hazardous wastes, they should be properly
packaged before storage in accordance with the applicable provisions of national legislation.

UNEP/CHW.14/INF/9
188
4. Labelling
71.69. In cases where HCBD wastes are considered hazardous wastes, every container carrying
HCBD waste should be clearly labelled with a hazard warning label and a label providing details of
the container and a unique serial number. Such details should include container contents (e.g., exact
counts of equipment, volume, weight, type of waste carried), the name of the site from which the
waste originated so as to allow its traceability, the date of any repackaging and the name and
telephone number of the person responsible for the repackaging operation.
5. Transportation
72.70. In cases where HCBD wastes are considered hazardous wastes, they should be transported in
accordance with applicable provisions of national legislation.
6. Storage
73.71. HCBD wastes should be stored in designated sites and appropriate measures should be taken
to prevent the scattering, release and underground seepage of HCBD, and to control the spread of
odors.
74.72. Appropriate measures, such as the installation of partitions, should be taken to avoid
contamination of other materials and wastes with HCBD.
75.73. Storage areas for HCBD wastes should have adequate access roads for vehicles.
76.74. Large amounts of HCBD wastes in storage should be protected from fire.
G. Environmentally sound disposal
1. Pre-treatment
77.75. For information, see subsection IV.G.1 of the General technical guidelines.
2. Destruction and irreversible transformation methods
78.76. For information, see subsection IV.G.2 of the General technical guidelines.
3. Other disposal methods when neither destruction nor irreversible transformation is not the
environmentally preferable option
79.77. For information, see subsection IV.G.3 of the General technical guidelines.
4. Other disposal methods when the POP content is low
80.78. For information, see subsection IV.G.4 of the General technical guidelines.
H. Remediation of contaminated sites
81.79. For information, see section IV.H of the General technical guidelines.
I. Health and safety
82.80. For information, see section IV.I of the General technical guidelines.
1. Higher-risk situations
83.81. For general information, see subsection IV.I.1 of the General technical guidelines.
84.82. Higher-risk situations occur at sites where high concentrations of HCBD or high volumes of
HCBD wastes are found and a high potential for exposure of workers or the general population
exists. Direct dermal exposure to and inhalation of fine dust or particles containing HCBD in the
workplace are of particular concern.
85.83. Higher-risk situations specific to HCBD may occur:
(a) At sites where HCBD is unintentionally produced;
(b) At sites where HCBD wastes have been disposed of;
(cb) At sites where HCBD is used:;
(dc) At waste electrical equipment management facilities.
2. Lower-risk situations

UNEP/CHW.14/INF/9
189
86.84. For information on lower risk situations, see subsection IV.I.2 of the General technical
guidelines.
J. Emergency response
87.85. Emergency response plans should be in place at sites where HCBD is produced, used, stored,
transported or disposed of. Further information on emergency response plans is given in section IV.J
of the General technical guidelines.
K. Public participation
88.86. Parties to the Basel or Stockholm Convention should have open public participation
processes. For further information see section IV.K of the General technical guidelines.

UNEP/CHW.14/INF/9
190
BibliographyAnnex to the technical guidelines
ATSDR 1994. Agency for Toxic Substances and Disease Registry. Toxicological profile for
hexachlorobutadiene. [Atlanta, GA]: U.S. Department of Health and Human Services, Public Health Service,
Agency for Toxic Substances and Disease Registry. 162 p. http://www.atsdr.cdc.gov/toxprofiles/tp42.pdf
Baillet, C., Fadli, A, Sawerysyn, J-P. 1996. Experimental Study on the Thermal Oxidation of 1,3-
Hexachlorobutadiene at 500-1100°C. Chemosphere, Vol. 32, No. 7, pp. 1261-1273.
Barnes G, Baxter J, Litva A, Staples B. 2002: The social and psychological impact of the chemical
contamination incident in Weston Village, UK: a qualitative analysis. Soc Sci Med. 55 (12):2227-41.
BUA 1991/2006: Gesellschaft Deutscher Chemiker, Hexachlorbutadien. BUA-Stoffbericht 263 (BUA
Ergänzungsberichte XII; BUA Stoffbericht 62 (August 1991) Ergänzungsbericht (Februar 2006)). Weinheim,
VCH. 39 p.
Q.-Y. Cai, Q.Y., Mo, C.H., Wu, Q.T., Zeng, Q.Y., Katsoyiannis, A. 2007. Occurrence of organic
contaminants in sewage sludges from eleven wastewater treatment plants, China. Chemosphere 68 (2007)
1751-1762
Canada 2013. Annex F Submission on hexachlorobutadiene.
http://chm.pops.int/Convention/POPsReviewCommittee/LatestMeeting/POPRC8/POPRC8Followup/Submis
siononHCBD/tabid/3069/Default.aspx
Deutscher, R.L. and& Cathro, K.J. 2001. Organochlorine Formation in Magnesium Electrowinning Cells.
Chemosphere 43 (2001) 147-155.
EC BREF LVOC 2003. EUROPEAN COMMISSION, Integrated Pollution Prevention and Control (IPPC),
Reference Document on Best Available Techniques in the Large Volume Organic Chemical Industry,
February 2003. Currently being updated: working draft of 2014 available at
http://eippcb.jrc.ec.europa.eu/reference/lvoc.html
Environment Canada, Health Canada, 2000. Priority Substance List Assessment Report,
Hexachlorobutadiene, ISBN 0-662-29297-9.
http://www.hc-sc.gc.ca/ewh-semt/pubs/contaminants/psl2-lsp2/hexachlorobutadiene/index-eng.php
European Commission, 2011. Study on waste related issues of newly listed POPs and candidate POPs.
(prepared by the Expert Team to Support Waste Implementation, ESWI). Available at:
http://ec.europa.eu/environment/waste/studies/pdf/POP_Waste_2010.pdf.
German Federal Environment Agency, 2015. Identification of potentially POP-containing Wastes and
Recyclates – Derivation of Limit Values. Available at:
http://www.umweltbundesamt.de/publikationen/identification-of-potentially-pop-containing-wastes
HSDB 2016. Hazardous Substances Database. Hexachlorobutadiene. Accessed 31 March, 2016.
http://toxnet.nlm.nih.gov/cgi-bin/sis/search2/f?./temp/~RS2DZd:1
Hung, H. 2012. Hexachlorobutadiene (HCBD) Monitored in Canadian Arctic Air. Data Originator:
Hayley Hung, Environment Canada (unpublished data) in UNEP/POPS/POPRC.8/16/Add.2. Risk Profile on
Hexachlorobutadiene 2012. www.pops.int
IARC (2017). Agents Classified by the IARC Monographs, Volumes 1-120, International Agency for
Research on Cancer (IARC), ed. (Lyon, France)
IPCS 1994. Hexachlorobutadiene, IPCS International Programme on Chemical Safety, ISBN 92-5- 157126-
X, 1994. http://www.inchem.org/documents/ehc/ehc/ehc156.htm
Jürgens, M.D., Johnson, A.C., Jones, K.C., Hughes, D., Lawlor, A.J. 2013. The presence of EU priority
substances mercury, hexachlorobenzene, hexachlorobutadiene and PBDEs in wild fish from four English
rivers. Science of the Total Environment 461–462 (2013) 441–452
http://www.sciencedirect.com/science/article/pii/S0048969713005500
Kaj L, & Palm A, 2004: Screening av Hexaklorbutadien (HCBD) i Miljon. (Screening of
Hexachlorobutadiene (HCBD) in the Environment). Report B1543, Swedish Environmental Research
Inst. (IVL), Stockholm, Sweden
Krantzberg G, Hartig J, Maynard L, Burch K, Ancheta C 1999: Deciding when to intervene. Data
Interpretation Tools for Making Sediment Management Decisions Beyond Source Control. Sediment
Priority Action Committee –Great Lakes Water Quality Board.
http://www.ijc.org/php/publications/html/sedwkshp/app15.html

UNEP/CHW.14/INF/9
191
Lecloux, A. 2004. Hexachlorobutadiene – Sources, environmental fate and risk characterisation. Science
dossier. EuroChlor 17. 48 p. www.eurochlor.org
Lee, C-L, Song H-J, Fang M-D. 2000: Concentrations of chlorobenzenes, hexachlorobutadiene and
heavy metals in surficial sediments of Kaohsiung coast, Taiwan. Chemosphere 41:889–899
Lenoir, D., Wehrmeirer, A., Sidhu, S.S., Taylor, P.H. 2001. Formation and inhibition of chloroaromatic
micropollutants formed in incineration processes, Chemosphere 2001; 43:107-114
Li, R.T., Going, J.E., Spigarelli, J.L. 1976. Sampling and analysis of selected toxic substances: Task I B.
Hexachlorobutadiene. Kansas City, Missouri, Midwest Research Institute (EPA Contract No. 68-01-2646).
Majoros. L.I., Lava. R., Ricci, M., Binici, B., Sandor, F., Held, A., Emons, H. 2013 Full method validation
for the determination of hexachlorobenzene and hexachlorobutadiene in fish tissue by GC–IDMS. Talanta
116 (2013) 251 –258.
Matejczyk, M., Płaza, G.A., Nałe˛cz-Jawecki, G., Ulfig. K., Markowska-Szczupak, A. 2011. Estimation of
the environmental risk posed by landfills using chemical, microbiological and ecotoxicological testing of
leachates. Chemosphere 82 (2011) 1017–1023.
MoHLW, METI, MoE (2018). Act on the Evaluation of Chemical Substances and Regulation of Their
Manufacture, etc. (Tentative translation), The Minister of Health, the Minister of Economy, Trade and
Industry (METI), and the Minister of the Environment (MoE), Government of Japan, ed.
PubChem. Open Chemistry Database. National Center for Biotechnology Information. Retrieved 15 March,
2016. https://pubchem.ncbi.nlm.nih.gov/compound/hexachloro-1_3-butadiene#section=Top
RIWA 2004: Trends van Prioritaire Stoffen over de periode 1977–2002 [Trends of priority substances
during the period 1977–2002]. Vereniging van Rivierwaterbedrijven (RIWA). 64 pages (in Dutch)
ISBN 90-6683-111-1. https://www.wageningenur.nl/nl/Publicatie-details.htm?publicationId=publication-
way-333333353733
Shi, L., Gu, Y., Chen, L., Yang, Z., Ma, J., Qian, Y. 2004. Preparation of graphite sheets via dechlorination
of hexachlorobutadiene. Inorganic Chemistry Communications 7 (2004) 744–746.
Staples, B., Howse, MLP, Mason, H., Bell, G.M. 2003. Land contamination and urinary abnormalities: cause
for concern? 5 p. http://www.ncbi.nlm.nih.gov/pmc/articles/PMC1740564/pdf/v060p00463.pdf
Tang, Z., Huang, Q., Cheng, J., Qu, D., Yang, Y., Guo, W. 2014. Distribution and accumulation of
hexachlorobutadiene in soils and terrestrial organisms from an agricultural area, East China.
Ecotoxicology and Environmental Safety 108 (2014) 329–334
Taylor, P.H., Tirey, D.A., Dellinger, B. 1996. The High-Temperature Pyrolysis of 1,3.Hexachlorobutadiene.
Combustion and Flame 106:1-10 (1996).
UNEP 2007. Guidelines on Best Available Techniques and Provisional Guidance on Best
Environmental Practices Relevant to Article 5 and Annex C of the Stockholm Convention on Persistent
Organic Pollutants, May 2007, Geneva, Switzerland.
UNEP 2017a. [to be updated] General technical guidelines on the environmentally sound management of
wastes consisting of, containing or contaminated with persistent organic pollutants.
UNEP, 2017b. Technical guidelines on the environmentally sound management of wastes consisting of,
containing or contaminated with the pesticides aldrin, alpha hexachlorocyclohexane, beta
hexachlorocyclohexane, chlordane, chlordecone, dieldrin, endrin, heptachlor, hexachlorobenzene,
hexachlorobutadiene, lindane, mirex, pentachlorobenzene, pentachlorophenol and its salts, perfluorooctane
sulfonic acid, technical endosulfan and its related isomers or toxaphene or with hexachlorobenzene as an
industrial chemical.
UNEP, 201X. [to be updated] Technical guidelines on the environmentally sound management of wastes
containing or contaminated with unintentionally produced polychlorinated dibenzo-p-dioxins,
polychlorinated dibenzofurans, hexachlorobenzene, polychlorinated biphenyls, pentachlorobenzene,
polychlorinated naphthalenes or hexachlorobutadiene.
UNEP/POPS/POPRC.8/16/Add.2. Risk Profile on Hexachlorobutadiene 2012. www.pops.int
UNEP/POPS/POPRC.9/13/Add.2. Risk management evaluation on hexachlorobutadiene 2013.
www.pops.int
UNEP (2017e) Draft guidance for the inventory of hexachlorobutadiene. UNEP/POPS/COP.8/INF/18.
US EPA 2003. U.S. Environmental Protection Agency, Office of Water Health Effects. Support Document

UNEP/CHW.14/INF/9
192
for Hexachlorobutadiene. EPA 822-R-03-002, February 2003. 135 p. www.epa.gov
Van der Gon, D., van het Bolscher, M., Visschedijk A., Zandveld, P. 2007. Emissions of persistent organic
pollutants and eight candidate POPs from UNECE–Europe in 2000, 2010 and 2020 and the emission
reduction resulting from the implementation of the UNECE POP protocol, Atmospheric Environment 2007;
41:9245–9261
Van der Honing, M. 2007. Exploration of management options for Hexachlorobutadiene (HCBD) Paper for
the 6th meeting of the UNECE CLRTAP Task Force on Persistent Organic Pollutants, Vienna, 4-6 June
2007. SenterNovem, The Netherlands, 2007.
http://www.unece.org/fileadmin/DAM/env/lrtap/TaskForce/popsxg/2007/6thmeeting/Exploration%20of%20
management%20options%20for%20HCBD%20final.doc.pdf
Vorobyeva T.N. 1980. Residual Amounts of Hexachlorobutadiene in Soils // Chemistry in Agriculture. №11.
P.39-40 (in Russian).
WHO (2004). Hexachlorobutadiene in Drinking-water. Background document for development of WHO
Guidelines for Drinking-water Quality (World Health Organization)
WHO (2017). Guidelines for drinking-water quality: fourth edition incorporating the first addendum
(Geneva: World Health Organization)
____________________