
The effect of thermal ageing on low cycle fatigue behaviour of 316 stainless steel welds
8
The effect of thermal ageing on low cycle fatigue behaviour of 316 stainless steel welds Sunil Goyal, R. Sandhya, M. Valsan, K. Bhanu Sankara Rao * Materials Development and Characterisation Group, Indira Gandhi Centre for Atomic Research, Kalpakkam 603 102, Tamil Nadu, India article info Article history: Received 18 December 2007 Received in revised form 14 July 2008 Accepted 16 July 2008 Available online 24 July 2008 Keywords: Low cycle fatigue Thermal ageing Austenitic stainless steel Weld metal abstract It is well known that welds are the weak links in any structure. Therefore, it is of out most importance to characterize the mechanical properties of welds. Moreover, the changes in the microstructure that occur in welds on exposure to high temperatures affect the mechanical properties and must be studied by age- ing the welds at high temperature. In this paper the low cycle fatigue behaviour of thermally aged 316 stainless steel weld metal is presented. Weld pads with single V configuration were prepared by the shielded metal arc welding process using 316 electrodes. Thermal ageing was done for 10,000 h at 823 and 873 K. Total strain controlled low cycle fatigue tests were conducted at a constant strain rate of 3 Â 10 3 s 1 with strain amplitudes in the range ±0.25% to ±0.6% at 823 and 873 K. Weld metal exhibited initial hardening followed by cyclic softening prior to failure. The aged samples exhibited higher stress response as compared to the unaged samples. At both the temperatures and all strain amplitudes fatigue life was inferior to that of unaged samples. The metallography of the aged and tested material was stud- ied through optical, scanning and transmission electron microscopy. The effect of transformation of d-fer- rite to sigma phase and carbides in the weld metal on low cycle fatigue behaviour was evaluated. Ó 2008 Published by Elsevier Ltd. 1. Introduction Austenitic stainless steel, AISI type 316 and its modified grades like 316L(N) find applications as structural material in nuclear power plants for the construction of reactor vessel, piping and heat exchangers. The choice of this alloy is based on its excellent high temperature tensile, creep, fatigue, and creep-fatigue strengths in combination with good fracture toughness and fabricability. In the design of LMFBR components for high temperature service, resistance to low cycle fatigue (LCF) and creep-fatigue interaction are important considerations. Most of the service failures are ex- pected to occur either in the HAZ or in the weld metal. These fail- ures are more frequently associated with the presence of defects or microstructural inhomogeneities. Elevated temperature LCF behaviour of 316 and 316 (N) stainless steel (SS) welds and weld joints has received considerable attention in recent years [1–3]. Weld deposits of austenitic stainless steels [4] are heteroge- neous in nature due to the presence of segregated impurities at the d-ferrite/austenite interface boundaries, dendritic microstruc- ture and presence of secondary precipitates of M 23 C 6 carbides, chi and sigma phases, etc. Delta ferrite, rich in Cr and Mo, formed during the welding of austenitic stainless steels is required up to a limit of about 4–5 ferrite number (FN) in order to avoid hot crack- ing or microfissuring of the weld metal [4,5]. The ageing of such weld deposits, during exposure to high temperature service, leads to the transformation of d-ferrite. The transformation kinetics of the d-ferrite is complex and depends on the various factors such as material composition, size and morphology of the d-ferrite, etc. [6,7]. At elevated temperatures, d-ferrite transforms to austen- ite, carbides, r-phase, v-phase, Laves phase, R-phase etc. [8–10]. The nucleation and growth of the r-phase is easier in weld metal containing a low concentration of carbon [8,9]. Tensile studies of duplex weld metal indicated that at room temperature, d-ferrite strengthens the weld metal, in comparison with the base metal, as evidenced by increase in the yield strength and ultimate tensile strength accompanied by reduction in elonga- tion [11]. The competitive processes of annealing and transforma- tion of ferrite govern the changes in the mechanical properties during high temperature ageing of the weld metal [12]. The objective of the present study is to determine the effect of ageing on the low cycle fatigue (LCF) behaviour of 316 SS weld me- tal. A detailed examination of the microstructural changes and crack initiation and propagation modes has been conducted with a view to understanding the features which may influence the fatigue life. 2. Experimental details The chemical compositions in wt.%, of the 316L(N) base metal and basic coated 316 weld metal used in this investigation are 0142-1123/$ - see front matter Ó 2008 Published by Elsevier Ltd. doi:10.1016/j.ijfatigue.2008.07.006 * Corresponding author. Tel.: +91 044 27480107; fax: +91 044 27480075. E-mail address: [email protected] (K. Bhanu Sankara Rao). International Journal of Fatigue 31 (2009) 447–454 Contents lists available at ScienceDirect International Journal of Fatigue journal homepage: www.elsevier.com/locate/ijfatigue
Transcript of The effect of thermal ageing on low cycle fatigue behaviour of 316 stainless steel welds

International Journal of Fatigue 31 (2009) 447–454
Contents lists available at ScienceDirect
International Journal of Fatigue
journal homepage: www.elsevier .com/locate / i j fa t igue
The effect of thermal ageing on low cycle fatigue behaviour of 316 stainlesssteel welds
Sunil Goyal, R. Sandhya, M. Valsan, K. Bhanu Sankara Rao *
Materials Development and Characterisation Group, Indira Gandhi Centre for Atomic Research, Kalpakkam 603 102, Tamil Nadu, India
a r t i c l e i n f o a b s t r a c t
Article history:Received 18 December 2007Received in revised form 14 July 2008Accepted 16 July 2008Available online 24 July 2008
Keywords:Low cycle fatigueThermal ageingAustenitic stainless steelWeld metal
0142-1123/$ - see front matter � 2008 Published bydoi:10.1016/j.ijfatigue.2008.07.006
* Corresponding author. Tel.: +91 044 27480107; faE-mail address: [email protected] (K. Bhanu San
It is well known that welds are the weak links in any structure. Therefore, it is of out most importance tocharacterize the mechanical properties of welds. Moreover, the changes in the microstructure that occurin welds on exposure to high temperatures affect the mechanical properties and must be studied by age-ing the welds at high temperature. In this paper the low cycle fatigue behaviour of thermally aged 316stainless steel weld metal is presented. Weld pads with single V configuration were prepared by theshielded metal arc welding process using 316 electrodes. Thermal ageing was done for 10,000 h at 823and 873 K. Total strain controlled low cycle fatigue tests were conducted at a constant strain rate of3 � 10�3 s�1 with strain amplitudes in the range ±0.25% to ±0.6% at 823 and 873 K. Weld metal exhibitedinitial hardening followed by cyclic softening prior to failure. The aged samples exhibited higher stressresponse as compared to the unaged samples. At both the temperatures and all strain amplitudes fatiguelife was inferior to that of unaged samples. The metallography of the aged and tested material was stud-ied through optical, scanning and transmission electron microscopy. The effect of transformation of d-fer-rite to sigma phase and carbides in the weld metal on low cycle fatigue behaviour was evaluated.
� 2008 Published by Elsevier Ltd.
1. Introduction
Austenitic stainless steel, AISI type 316 and its modified gradeslike 316L(N) find applications as structural material in nuclearpower plants for the construction of reactor vessel, piping and heatexchangers. The choice of this alloy is based on its excellent hightemperature tensile, creep, fatigue, and creep-fatigue strengths incombination with good fracture toughness and fabricability. Inthe design of LMFBR components for high temperature service,resistance to low cycle fatigue (LCF) and creep-fatigue interactionare important considerations. Most of the service failures are ex-pected to occur either in the HAZ or in the weld metal. These fail-ures are more frequently associated with the presence of defects ormicrostructural inhomogeneities. Elevated temperature LCFbehaviour of 316 and 316 (N) stainless steel (SS) welds and weldjoints has received considerable attention in recent years [1–3].
Weld deposits of austenitic stainless steels [4] are heteroge-neous in nature due to the presence of segregated impurities atthe d-ferrite/austenite interface boundaries, dendritic microstruc-ture and presence of secondary precipitates of M23C6 carbides,chi and sigma phases, etc. Delta ferrite, rich in Cr and Mo, formedduring the welding of austenitic stainless steels is required up to alimit of about 4–5 ferrite number (FN) in order to avoid hot crack-
Elsevier Ltd.
x: +91 044 27480075.kara Rao).
ing or microfissuring of the weld metal [4,5]. The ageing of suchweld deposits, during exposure to high temperature service, leadsto the transformation of d-ferrite. The transformation kinetics ofthe d-ferrite is complex and depends on the various factors suchas material composition, size and morphology of the d-ferrite,etc. [6,7]. At elevated temperatures, d-ferrite transforms to austen-ite, carbides, r-phase, v-phase, Laves phase, R-phase etc. [8–10].The nucleation and growth of the r-phase is easier in weld metalcontaining a low concentration of carbon [8,9].
Tensile studies of duplex weld metal indicated that at roomtemperature, d-ferrite strengthens the weld metal, in comparisonwith the base metal, as evidenced by increase in the yield strengthand ultimate tensile strength accompanied by reduction in elonga-tion [11]. The competitive processes of annealing and transforma-tion of ferrite govern the changes in the mechanical propertiesduring high temperature ageing of the weld metal [12].
The objective of the present study is to determine the effect ofageing on the low cycle fatigue (LCF) behaviour of 316 SS weld me-tal. A detailed examination of the microstructural changes and crackinitiation and propagation modes has been conducted with a viewto understanding the features which may influence the fatigue life.
2. Experimental details
The chemical compositions in wt.%, of the 316L(N) base metaland basic coated 316 weld metal used in this investigation are

Table 1Chemical composition in wt.%
Alloy C Mn Ni Cr Mo N S P
316L(N) Base metal 0.021 1.75 12.0 17.0 2.4 0.078 0.002 0.023316 Weld metal 0.060 1.42 11.9 18.8 2.0 0.03 0.01 0.009
448 S. Goyal et al. / International Journal of Fatigue 31 (2009) 447–454
provided in Table 1. The steel was obtained in the form of2500 � 1500 � 25 mm plates in the mill-annealed condition. Thematerial was solution-treated at1373 K for 1 h and then waterquenched in order to have both carbon and nitrogen in solidsolution.
2.1. Welding procedure
Sections of 600 � 150 � 25 mm cut from the mill-annealedplate were joined along the 600-mm length by the shielded metalarc welding process (SMAW) using type 316 basic coated elec-trodes of 4 mm diameter. The welding electrodes were soakedfor 1 h at 473 K before the commencement of welding. Duringwelding, the voltage and current were maintained at approxi-mately 25 V and 150 A, respectively. Weld metal specimens weretaken from the weld pads prepared with a 20� included angle, sin-gle V-groove joint geometry with a 23 mm root gap and a backingstrip. Weld pad configuration is shown in Fig. 1.
Typically, filling of this joint required 25 weld passes. The weldpads were examined by X-ray radiography for their soundness, fol-lowed by d-ferrite measurement using a commercial magnegage.The stress axis of the weld metal samples was parallel to the rollingdirection of the base plate.
2.2. Ageing details and metallography
Blanks of the samples cut from the weld pads were aged at 823and 873 K for 10,000 h. The aged all-weld samples were etched inmodified Murakami’s reagent (30 g of KOH, 30 g of K3 [Fe(CN)6]and 150 ml of water) at 363 K for 15 s. This etch showed the sigmaphase to be brownish red and the carbides as black.
2.3. Low cycle fatigue testing
Cylindrical samples of 10 mm gauge diameter and 25 mm gaugelength were used for LCF testing and the tests were conducted in
Fig. 1. Weld pad configuration for weld metal specimens.
air, in accordance with ASTM standard E 606. Fully reversed totalaxial strain controlled LCF tests were conducted at 823 and 873 Kon thermally aged weld metal and unaged samples using a servohydraulic machine, equipped with a radiant heating furnace. Testswere conducted over strain amplitudes in the range, ±0.25 to±1.0%, employing a strain rate of 3 � 10�3 s�1. Samples were agedat 823 and 873 K. Samples aged at 823 K were tested at 823 K andsamples aged at 873 K were tested at 873 K.
3. Results and discussion
3.1. Microstructure prior to LCF testing
Microstructure representing the untested and as welded condi-tion from the gauge length portion is shown in Fig. 2a. The struc-ture reveals the presence of d-ferrite with a vermicularmorphology. However, after ageing for 10,000 h at 823 K (Fig. 2b)and 873 K (Fig. 2c) vermicular d-ferrite becomes more globularand very fine precipitation of M23C6 carbides and r-phase is ob-served. Detailed transmission electron microscopy confirmed thepresence of sigma phase in the aged material (Figs. 3a and b).
Average d-ferrite content in the 316 weld metal unaged sampleswas estimated to be 4–5 ferrite number. After thermal ageing at873 K for 10,000 h, there was no trace of magnetic phase in the
Fig. 2a. Microstructure of untested as-weld metal with vermicular morphology.
Fig. 2b. Microstructure of untested weld metal thermally aged at 823 K depictingvermicular morphology and transformed d-ferrite.

Fig. 2c. Microstructure of untested weld metal thermally aged at 873 K depictingenhanced carbide precipitation.
Fig. 3a. TEM micrograph of aged sample, showing sigma phase at 873 K.
Fig. 3b. EDAX image of precipitates at 873 K.
S. Goyal et al. / International Journal of Fatigue 31 (2009) 447–454 449
material, signifying that there was a complete transformation ofthe magnetic d-ferrite to non-magnetic sigma phase and carbides.Ageing at 823 K for 10,000 h also considerably reduced the mag-netic phase content to less than 1 FN. However, after testing thematerial aged at 823 K, there was complete transformation of d-ferrite to sigma and carbides.
3.2. Cyclic stress response behaviour
The cyclic stress response (CSR) curves obtained in continuouscycling fatigue tests are shown in Figs. 4a–d. At both 823 and873 K the unaged and aged weld metal exhibited an initial shortperiod of cyclic hardening followed by continuous softening thatended in failure of the specimen. The considerable hardening couldresult from the individual or combined effects of (i) dislocationgeneration and their mutual interaction [13], (ii) precipitation of
100 101 102 103 104
100
200
300
+1.00%+0.60%+0.40%+0.25%
316 UNAGED WELD METALTEMPERATURE: 873 KSTRAIN RATE : 3 x 10-3 s-1
TE
NS
ILE
ST
RE
SS
AM
PLI
TU
DE
, MP
a
NUMBER OF CYCLES, N
Fig. 4a. Cyclic stress response of 316 weld metal, unaged and tested at 873 K.
1 10 100 100050
100
150
200
250
300
350
316 WELD METALTEMPERATURE 873 KSTRAIN RATE 3x10-3
AGED AT 873 K FOR 10,000 Hrs.
TE
NS
ILE
ST
RE
SS
AM
PLI
TU
DE
, MP
a
NUMBER OF CYCLES, N
+0.60%+0.40%+0.25%
Fig. 4b. Cyclic stress response curve of aged 316 weld metal aged and tested at873 K.

+++
1 10 100 1000
50
100
150
200
250
300
350
316 WELD METALTEMPERATURE 823 KSTRAIN RATE 3x10-3
AGED AT 823 K FOR 10,000 Hrs.
TE
NS
ILE
ST
RE
SS
AM
PLI
TU
DE
, MP
a
NUMBER OF CYCLES, N
0.60%0.40%0.25%
Fig. 4c. Cyclic stress response curve of aged 316 weld metal aged and tested at823 K.
450 S. Goyal et al. / International Journal of Fatigue 31 (2009) 447–454
carbides on dislocations during the test and (iii) interaction be-tween dislocations and solute atoms (DSA). In monotonic tensiontests several austenitic stainless steels exhibit a plateau in the yieldstress, minimum in ductility, peak in work hardening rate and ser-rated flow in the temperature regime where DSA occurs [14–16]. Acritical strain has been noticed to be associated with the onset ofserrated flow in monotonic tension tests and this strain has beennoticed to decrease with increase in temperature or decreasingstrain rate. The manifestations characterizing DSA process in LCFare rapid hardening, serrated flow in the plastic portions of thestress–strain hysteresis loops, a sharp increase in the half-lifestress amplitude and a decrease in half-life with increasing tem-perature and decreasing strain rate [17].
100
101
102
103
104
100
200
300
400 316 Weld Metal (unaged) 316 Weld Metal (aged)
316 WELD METALTEMPERATURE : 873 KSTRAIN RATE : 3 x 10-3 s-1
STRAIN AMPLITUDE: +0.60%
TE
NS
ILE
ST
RE
SS
AM
PLI
TU
DE
, MP
a
NUMBER OF CYCLES, N
Fig. 4d. Comparison of cyclic stress response between aged and unaged sample at873 K.
While dislocation–dislocation interaction and DSA are pre-sumed to contribute mainly to initial cyclic hardening in unagedweld metal, contributions to cyclic hardening from dislocation-car-bides/precipitates interaction cannot be negated in aged weld me-tal at both the temperatures. Thermally aged weld metal showedhigher cyclic stress response as compared to the unaged testedsamples (Fig. 4d). It could be ascribed to the large density of pre-cipitates present during ageing and their interaction withdislocations.
Weld metal displayed a gradual softening regime for the majorportion of the life after an initial short period of hardening. Similarbehaviour has been reported earlier in the case of other studies onwelds of stainless steels, 308 SS weld metal in the temperaturerange 823–923 K [18], in 316 SS weld metal [19] and 16-8-2 Moweld metal at 866 K [20]. The cyclic softening could result fromeither due to the annihilation of dislocations or due to the rear-rangement of dislocations to cells/sub-grains. Extensive transmis-sion electron microscopy studies conducted earlier [1] on 316weld metal before and after fatigue testing have revealed that ini-tial dislocation density, prior to testing, was found to be very high(Fig. 5a) while the dislocation density after testing was found to below (Fig. 5b). Hence, the mechanism of dislocation annihilationleading to cyclic softening was proposed for cyclic softening. It isconceived that during repeated cyclic loading, dislocation tangles
Fig. 5a. High dislocation density in austenite matrix before testing, 316 weld metal[1].
Fig. 5b. Low dislocation density in austenite matrix after LCF testing, 316 weldmetal [1].

Fig. 6a. Random dislocation arrangements at lower strain amplitudes, ±0.25%,873 K.
Table 2LCF properties as a function of temperature and strain amplitude
Temperature(K)
Strain amplitude,Det/2 (%)
Fatiguelife, Nf
Half life stress,rhl (MPa)
Peak stress(MPa)
873 ±0.60 420 307 331±0.40 835 271 302±0.25 2150 250 285
823 ±0.60 520 311 327±0.4 975 292 319±0.25 3525 245 285
S. Goyal et al. / International Journal of Fatigue 31 (2009) 447–454 451
break down and subsequently annihilation of dislocations of oppo-site sign occur during their to and fro motion.
At low strain amplitudes (±0.25%) cyclic stress seems to beinsufficient to cause appreciable movement of dislocations, and isevidenced in TEM (Fig. 6a) as high density of dislocations in defor-mation substructure signifying the lack of annihilation/rearrange-ment of dislocations. Softening in weld metal is due to thedecrease in dislocation density associated with annihilation orrearrangement of dislocations into cells/sub-grains during cycling[1] which in turn increases the mean free path of dislocationsand hence the magnitude of the accumulated plastic strain. Atthe strain amplitude ±0.6%, the aged weld metal revealed thebeginning of formation of cell structures (Fig. 6b).
3.3. Fatigue life and fracture behaviour
The fatigue process and its mechanisms are largely influencedby the presence of material inhomogeneities [21]. Since d-ferriteis basically different from austenite matrix in crystallography andchemical composition, it is likely to provide crack nucleation sites.Rho et al. [22,23] conducted a series of experiments to investigatethe effect of d-ferrite on the continuous cycling fatigue properties.Using FEM calculations and TEM studies, they showed that thestress concentration at the delta/gamma interface occurs due tothe strain incompatibility and consequently acts as crack initiation
Fig. 6b. Tendency to cell structure formation at ±0.6%, 873 K.
site. In the present study, fatigue life decreased with increase instrain amplitude and temperature, (Table 2). Detailed fractograph-ic studies conducted on aged and fatigue tested samples at boththe temperatures revealed that crack initiation and propagationis transgranular (Figs. 7a and b). Crack initiation occurred in sur-face connected slip bands and crack propagation is marked by fati-gue striations on fracture surface (Figs. 7a and b), respectively.Some amount of cracking has also been noticed at the delta/gam-ma interface (Fig. 8a).
Further crack deflection was noticed on aged samples fatiguetested at 873 K, (Fig. 8b). Earlier studies [1,24] reported that thecrack growth rates in the weld metal were significantly reducedcompared to the base metal. It has been reported that the trans-formed phases from the d-ferrite cause significant crack deflectionin the case of unaged 316 weld metal [1].
Further a comparison of the fatigue lives of aged and unaged al-loy at 873 K (Fig. 9) revealed that ageing reduces fatigue life con-siderably at all strain amplitudes investigated. The reducedfatigue life of the weld metal in aged condition (Fig. 9) can beattributed to increased stress response of aged alloy (Fig. 4d),which enhances the crack initiation and propagation and offsetsthe advantages generally derived from crack deflection in the weldmetal. The increased stress leads to multiple crack initiation (Fig.10) and a consequent reduction in fatigue life.
LCF life at elevated temperatures is influenced by dynamicstrain ageing, oxidation and creep effects. While DSA operates ina particular temperature range, the effects of oxidation and creepincrease with increasing temperature [14]. The crack initiationmode was transgranular at all testing conditions (Fig. 7a) and the
Fig. 7a. Transgranular crack initiation in thermally aged weld metal, ±0.6%, 873 K.
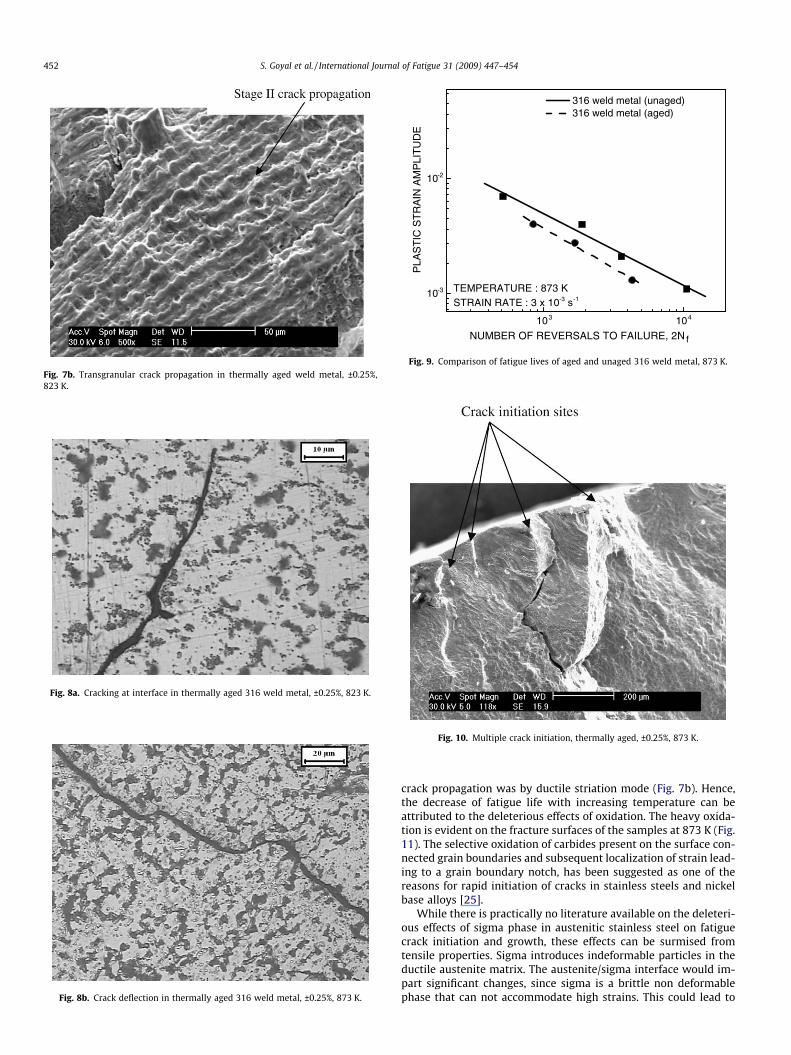
Fig. 8a. Cracking at interface in thermally aged 316 weld metal, ±0.25%, 823 K.
Fig. 8b. Crack deflection in thermally aged 316 weld metal, ±0.25%, 873 K.
Fig. 7b. Transgranular crack propagation in thermally aged weld metal, ±0.25%,823 K.
103 104
10-3
10-2
TEMPERATURE : 873 KSTRAIN RATE : 3 x 10-3 s -1
316 weld metal (unaged)316 weld metal (aged)
NUMBER OF REVERSALS TO FAILURE, 2N f
PLA
ST
IC S
TR
AIN
AM
PLI
TU
DE
Fig. 9. Comparison of fatigue lives of aged and unaged 316 weld metal, 873 K.
Fig. 10. Multiple crack initiation, thermally aged, ±0.25%, 873 K.
452 S. Goyal et al. / International Journal of Fatigue 31 (2009) 447–454
crack propagation was by ductile striation mode (Fig. 7b). Hence,the decrease of fatigue life with increasing temperature can beattributed to the deleterious effects of oxidation. The heavy oxida-tion is evident on the fracture surfaces of the samples at 873 K (Fig.11). The selective oxidation of carbides present on the surface con-nected grain boundaries and subsequent localization of strain lead-ing to a grain boundary notch, has been suggested as one of thereasons for rapid initiation of cracks in stainless steels and nickelbase alloys [25].
While there is practically no literature available on the deleteri-ous effects of sigma phase in austenitic stainless steel on fatiguecrack initiation and growth, these effects can be surmised fromtensile properties. Sigma introduces indeformable particles in theductile austenite matrix. The austenite/sigma interface would im-part significant changes, since sigma is a brittle non deformablephase that can not accommodate high strains. This could lead to

Fig. 11. Heavy oxidation on fracture surface, thermally aged, ±0.4%, 873 K.
101 102 103 104 105 106
10-1
100
316 weld metal (aged)
RCC-MR Design-Weld
Lower Bound-Weld
Best Fit RCC-MR Weld (1.25)
Best Fit RCC-MR Base
Temperature : 873 KStrain Rate : 3 x 10-3 s-1
TO
TA
L S
TR
AIN
RA
NG
E (
%)
CYCLES TO FAILURE
Fig. 12. Strain life plots at 873 K-comparison with RCC-MR design and best fitcurves.
S. Goyal et al. / International Journal of Fatigue 31 (2009) 447–454 453
the cracking at the interface and consequent reduction in fatiguelife.
The fatigue life of the 316 weld metal aged and tested at 873 Kare superimposed on the RCC-MR best fit curve for the weld metalin Fig. 12. In this figure, the RCC-MR best fit curve for the base me-tal is derived by multiplying the design curve values by a factor oftwo on strain and 20 on cycles and taking the maximum of the two.Subsequently, weld metal best fit curve is obtained from the basemetal best fit curve using a factor of 1.25 on strain curves. Theupper bound and lower bound are obtained by using a factor of±25% on strain. It is observed that the weld metal after ageing for10,000 h shows a life generally above the lower bound for the weldmetal indicating that RCC-MR design curves for weld metal can besafely used for design purposes.
4. Conclusions
From the results obtained, the following conclusions can bemade.
1. Ageing of 316 weld metal for 10,000 h at 823 and 873 K resultedin transformation of d-ferrite to sigma and carbides, which leadto a higher stress response compared to the unaged material.
2. Similar to the unaged material, the aged material displayed aninitial hardening followed by a softening response for a majorportion of cyclic life, which is summarized to be due to disloca-tion annihilation. At the higher strain amplitudes of testing, theaged material displayed the tendency to cell formation.
3. The fatigue life of the aged material was inferior to that of theunaged material due to the higher stress response and crackingat the sigma austenite interface. However, fatigue life of theaged weld metal was found to lie in the scatter band of thedesign curve for weld metal in the RCC-MR design code.
Acknowledgement
The authors wish to acknowledge Dr. Baldev Raj, Director,IGCAR for his constant encouragement and support. The authorsalso wish to acknowledge the support received from Prof. B. S.Murty and Mrs. Kanchanamala of IIT, Madras in electron micros-copy work.
References
[1] Valsan M, Sundaraman D, Bhanu Sankara Rao K, Mannan SL. A comparativeevaluation of LCF behavior of type 316LN base metal, 316 weld metal, and316LN/316 weld joint. Metall Mater Trans A 1995;26A:1207–19.
[2] Valsan M, Nagesha A, Bhanu Sankara Rao K, Mannan SL. A comparativeevaluation of low cycle fatigue and creep-fatigue interaction behaviour of316L(N) SS, 316 weld metal and 316L(N)/316 weld joint at 873 K. Trans IndianInst Met 2000;53:263–71.
[3] Valsan M, Nagesha A, Bhanu Sankara Rao K, Sandhya R, Mannan SL, Baldev Raj.A comparative evaluation of low cycle fatigue and creep-fatigue interactionbehavior of 316 and 316(N) weld metals and weld joints. Trans Indian Inst Met2005;58:323–9.
[4] Hull FC. Effect of delta ferrite on the hot cracking of stainless steel. Weld J1967;46:399s–409s.
[5] Rodriguez P, Mannan SL. Development of special steels for fast breederreactors. Indian J Technol 1990;28:281–95.
[6] Thomas RJ, Yapp D. The effect of heat treatment on Type 316 stainless steelweld metal. Weld J 1978;57:361s–6s.
[7] Gill TPS, Vijayalakshmi M, Gnanamoorthy JB, Padmanabhan KA.Transformation of delta-ferrite during the post weld heat treatment of type-316L stainless steel weld metal. Weld J 1986;65:122s–8s.
[8] Slattery GF, Keown SR, Lambert ME. Influence of d-ferrite content ontransformation to intermetallic phases in heat treated, type 316 austeniticstainless steel weld metal. Met Technol 1983;10:373–85.
[9] Raghunathan VS, Seetharaman V, Venkadesan S, Rodriguez P. Theinfluence of post weld heat treatment on structure, composition andthe amount of ferrite in Type 316 stainless steel welds. Metall Trans1979;10A:1683–9.
[10] Kokawa H, Kuwana T, Yamamoto A. Crystallographic characteristics of deltaferrite transformations in a 304L weld metal at elevated temperatures. Weld J1989;68:92s–101s.
[11] Ward AL. Thermal and irradiation effects on the tensile and creep-ruptureproperties of weld-deposited type 316 stainless steel. Nucl Technol1974;24:201–15.
[12] Gill TPS, Vijayalakshmi M, Rodriguez P, Padmanabhan KA. On microstructure–property correlation of thermally aged type 316L stainless steel weld metal.Metall Trans 1989;20A:1115–24.
[13] Bhanu Sankara Rao K, Castelli MG, Allen GP, Ellis JR. A critical assessment ofthe mechanistic aspects in HAYNES 188 during low-cycle fatigue in the range25–1000 �C. Metall Trans 1997;28A:347–61.
[14] Bhanu Sankara Rao K. Influence of metallurgical variables on low cycle fatiguebehavior of type 304 stainless steel. PhD thesis. University of Madras, India;1989.
[15] Mannan SL, Samuel KG, Rodriguez P. Dynamic strain ageing in type 316stainless steel. Trans Indian Inst Met 1983;36:313–20.
[16] Venkadesan S, Rodriguez P, Padmanabhan KA, Sivaprasad PV, Phaniraj C. Flowtransients during strain rate jump tests in a titanium-modified austeniticstainless steel. Mater Sci Eng A 1992;154:69–74.
[17] Bhanu Sankara Rao K, Valsan M, Sandhya R, Mannan SL, Rodriguez P. Dynamicstrain ageing effects in low cycle fatigue. High Temp Mater Process1986;7:171–7.
[18] Bhanu Sankara Rao K, Valsan M, Mannan SL. Strain-controlled low cyclefatigue behaviour of type 304 stainless steel base material, type 308 stainlesssteel weld metal and 304-308 stainless steel weldments. Mater Sci Eng A1990;130:67–82.
[19] Reddy AS, Mannan SL, Seetharaman V, Rodriguez P. Effects of number of passeson the structure and properties of a type AISI 316 stainless steel weld metal.In: Proceedings nat welding seminar, New Delhi (IIW, Calcutta); 1980 [paper21].

454 S. Goyal et al. / International Journal of Fatigue 31 (2009) 447–454
[20] Raske DT. LCF and cyclic deformation behaviour of type 16-8-2 weld metal atelevated temperature Fatigue testing of weldments. ASTM STP 1978;648:57–71.
[21] Hong HU, Rho BS, Nam SW. A study on the crack initiation and growth from d-ferrite/c-phase interface under continuous fatigue and creep-fatigueconditions in type 304L stainless steels. Int J Fatigue 2002;24:1063–70.
[22] Rho BS, Hong HU, Nam SW. The effect of d-ferrite on fatigue cracks in 304Lsteels. Int J Fatigue 2000;22:683–90.
[23] Rho BS, Hong HU, Nam SW. The fatigue crack initiation at the interfacebetween matrix and d-ferrite in 304L stainless steel. Scripta Mater1998;39:1407–12.
[24] Bhanu Sankara Rao K, Sandhya R, Mannan SL. Creep-fatigue interactionbehaviour of type 308 stainless steel weld metal and type 304 stainless steelbase metal. Int J Fatigue 1993;15:221–9.
[25] Reuchet J, Remy L. High temperature low cycle fatigue of MAR-M 509superalloy I: the influence of temperature on the low cycle fatigue behaviourfrom 20 to 1100 �C. Mater Sci Eng 1983;58:19–32.




















