Teoría de Redes
7
PROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONES Modelo de Redes
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Teoría de Redes
PROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONES
Modelo deRedes
TERNIUM MÉXICO empresa siderúrgica dedicada a la producción de productos planos ylargos cuenta conUna gama de productos en diversas plantas, el cual pasan por diversos flujos parallegar a un destino final para su corte y envío al cliente, Ternium maneja elmayor flujo de sus materiales por la siguiente ruta la cual se muestra acontinuación, se tiene que ver si es la más óptima, para agilizar el flujo demateriales y reducir los costos de envíos interplantas.
PROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONES
DESCRIPCIÓN DE LA SITUACIÓN ACTUAL
1
2
3
4
5
6
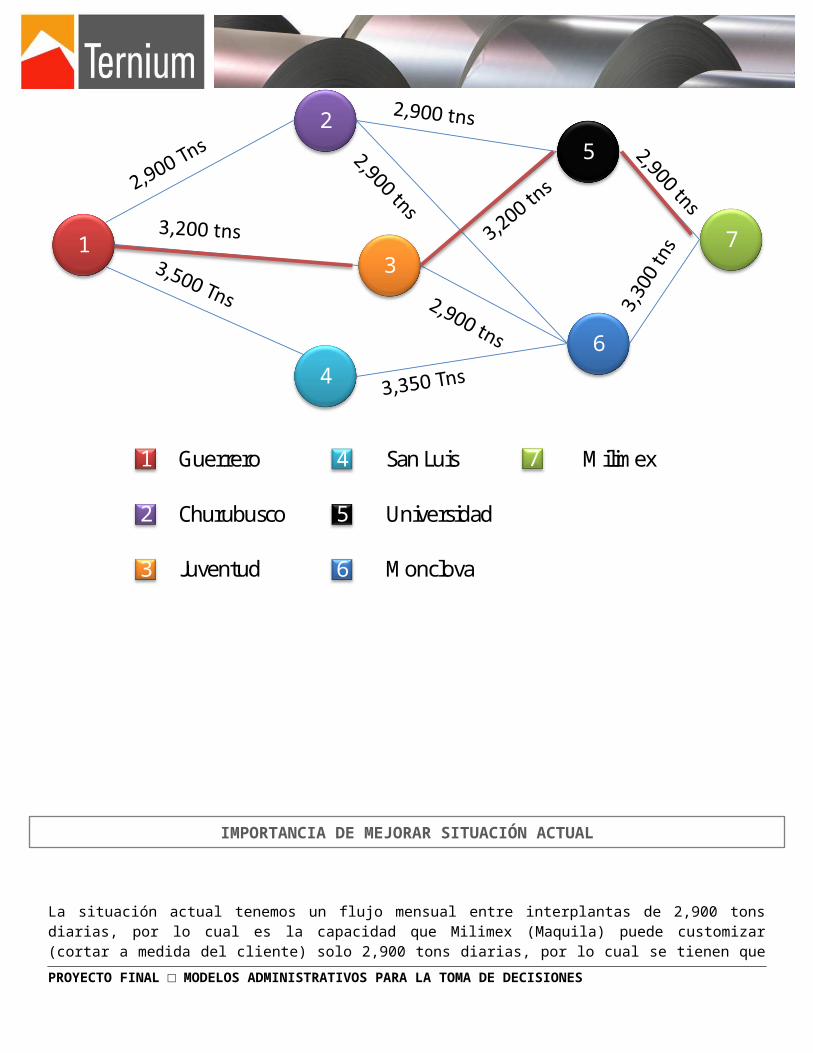
7Guerrero
Churubusco
Juventud
M ilim exSan Luis
Universidad
M onclova
1
2
3
4
5
6
7
La situación actual tenemos un flujo mensual entre interplantas de 2,900 tonsdiarias, por lo cual es la capacidad que Milimex (Maquila) puede customizar(cortar a medida del cliente) solo 2,900 tons diarias, por lo cual se tienen quePROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONES
IMPORTANCIA DE MEJORAR SITUACIÓN ACTUAL
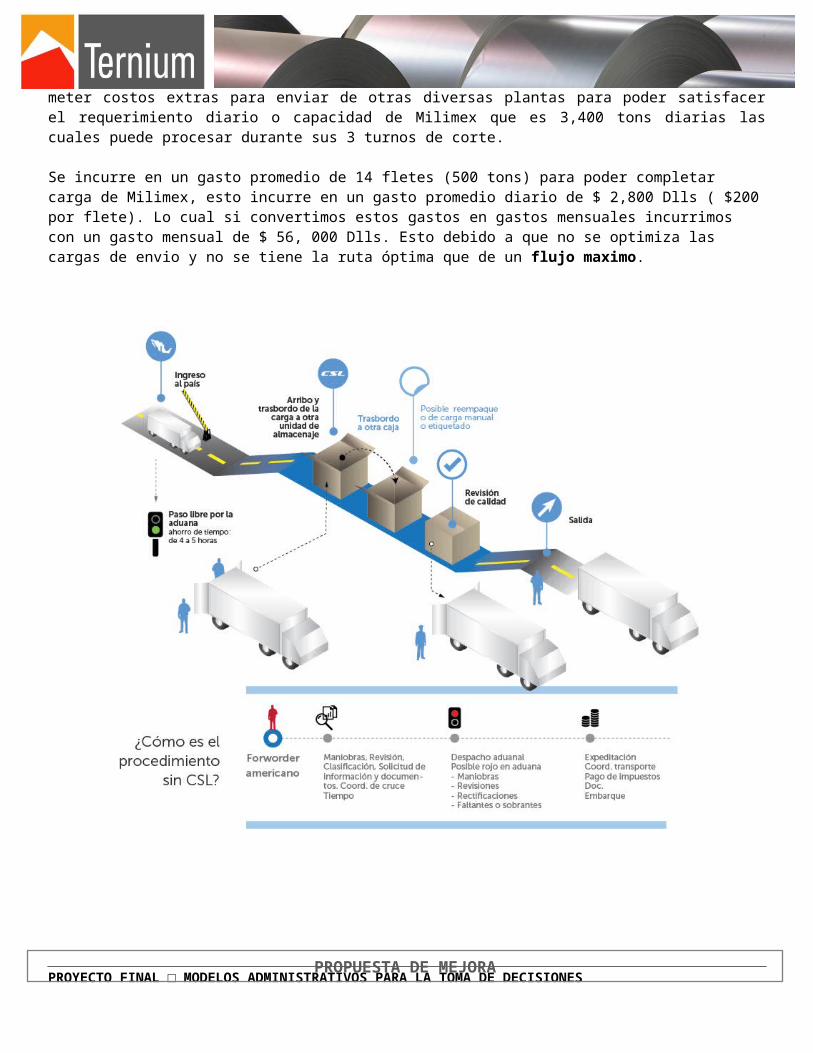
meter costos extras para enviar de otras diversas plantas para poder satisfacerel requerimiento diario o capacidad de Milimex que es 3,400 tons diarias lascuales puede procesar durante sus 3 turnos de corte.
Se incurre en un gasto promedio de 14 fletes (500 tons) para poder completar carga de Milimex, esto incurre en un gasto promedio diario de $ 2,800 Dlls ( $200por flete). Lo cual si convertimos estos gastos en gastos mensuales incurrimos con un gasto mensual de $ 56, 000 Dlls. Esto debido a que no se optimiza las cargas de envio y no se tiene la ruta óptima que de un flujo maximo.
PROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONESPROPUESTA DE MEJORA
Objetivo del Proyecto
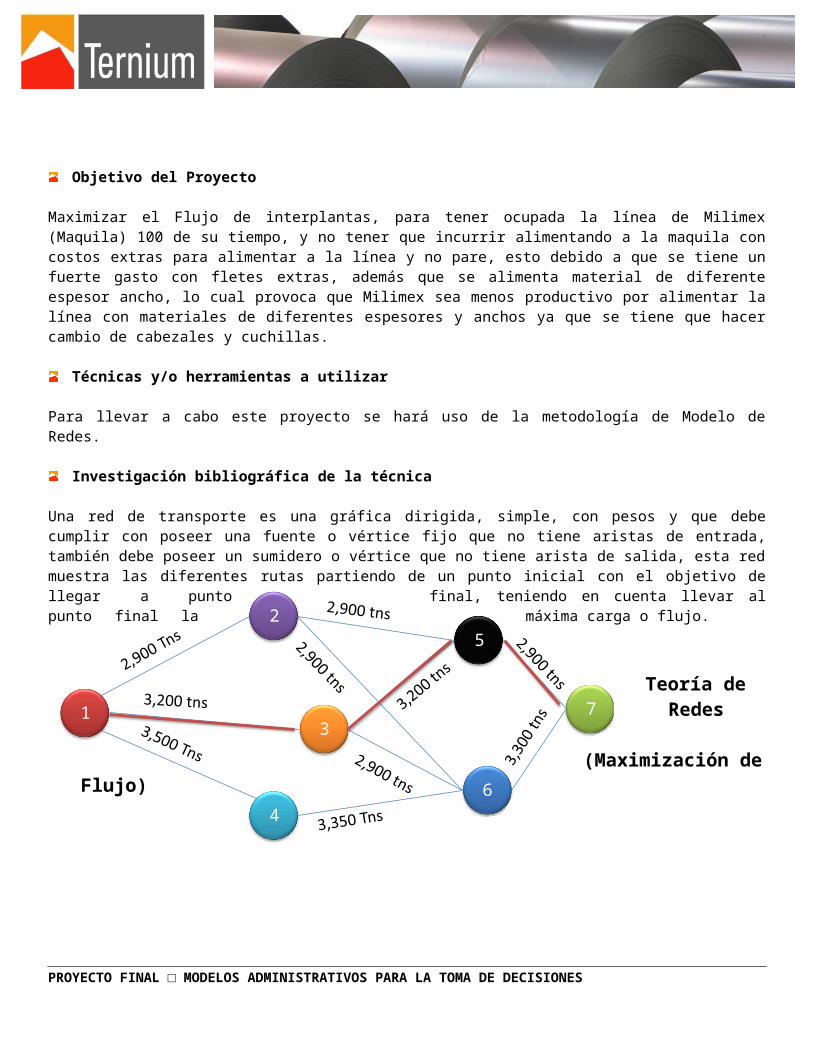
Maximizar el Flujo de interplantas, para tener ocupada la línea de Milimex(Maquila) 100 de su tiempo, y no tener que incurrir alimentando a la maquila concostos extras para alimentar a la línea y no pare, esto debido a que se tiene unfuerte gasto con fletes extras, además que se alimenta material de diferenteespesor ancho, lo cual provoca que Milimex sea menos productivo por alimentar lalínea con materiales de diferentes espesores y anchos ya que se tiene que hacercambio de cabezales y cuchillas.
Técnicas y/o herramientas a utilizar
Para llevar a cabo este proyecto se hará uso de la metodología de Modelo deRedes.
Investigación bibliográfica de la técnica
Una red de transporte es una gráfica dirigida, simple, con pesos y que debecumplir con poseer una fuente o vértice fijo que no tiene aristas de entrada,también debe poseer un sumidero o vértice que no tiene arista de salida, esta redmuestra las diferentes rutas partiendo de un punto inicial con el objetivo dellegar a punto final, teniendo en cuenta llevar alpunto final la máxima carga o flujo.
Teoría deRedes
(Maximización deFlujo)
PROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONES
1
2
3
4
5
6
7
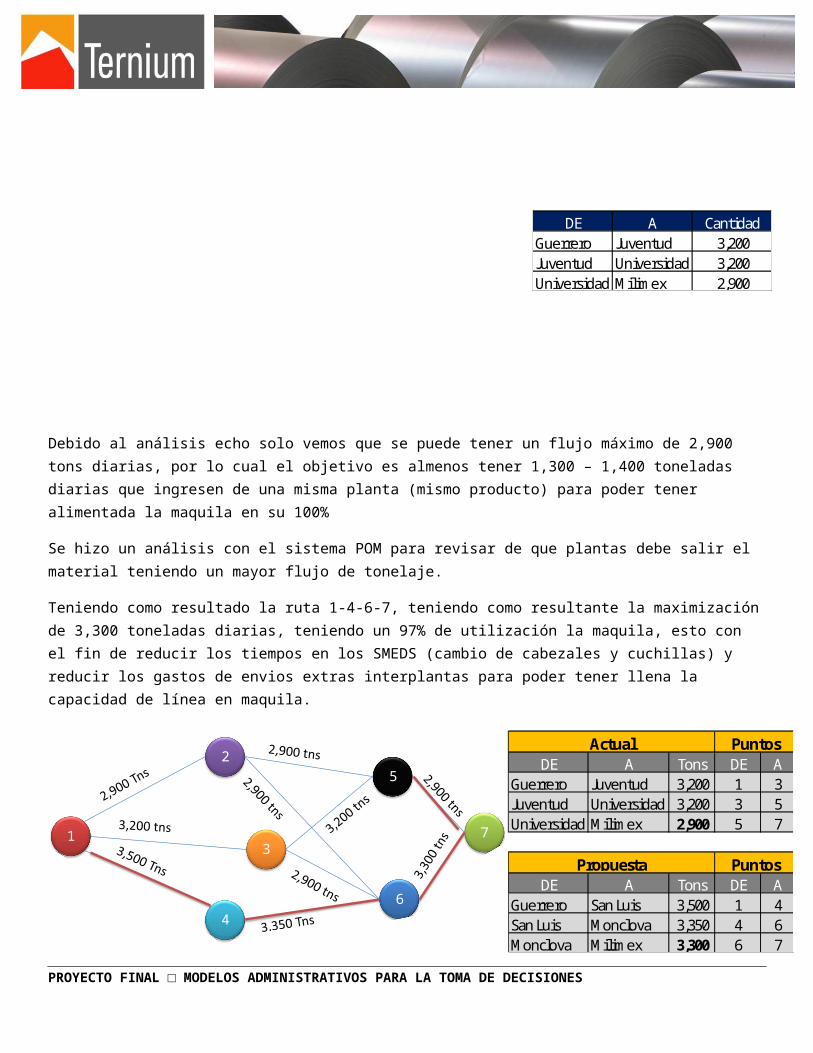
Debido al análisis echo solo vemos que se puede tener un flujo máximo de 2,900 tons diarias, por lo cual el objetivo es almenos tener 1,300 – 1,400 toneladas diarias que ingresen de una misma planta (mismo producto) para poder tener alimentada la maquila en su 100%
Se hizo un análisis con el sistema POM para revisar de que plantas debe salir el material teniendo un mayor flujo de tonelaje.
Teniendo como resultado la ruta 1-4-6-7, teniendo como resultante la maximizaciónde 3,300 toneladas diarias, teniendo un 97% de utilización la maquila, esto con el fin de reducir los tiempos en los SMEDS (cambio de cabezales y cuchillas) y reducir los gastos de envios extras interplantas para poder tener llena la capacidad de línea en maquila.
PROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONES
DE A CantidadGuerrero Juventud 3,200Juventud Universidad 3,200Universidad M ilim ex 2,900
DE A Tons DE AGuerrero Juventud 3,200 1 3Juventud Universidad 3,200 3 5Universidad M ilim ex 2,900 5 7
DE A Tons DE AGuerrero San Luis 3,500 1 4San Luis M onclova 3,350 4 6M onclova M ilim ex 3,300 6 7
Actual
Propuesta
Puntos
Puntos1
2
3
4
5
6
7
Se disminuye $ 56,000 Dlls mensuales al quitar las interplantas extras para tener alimentada a la maquila
Se aumenta el porcentaje de utilización de maquila, teniendo 100% su capacidad.
Se aumenta la eficiencia en las líneas de corte de maquila, al enviar un solo tipo de producto (acero) y evitar SMED para cambio de cabezales y cuchillas.
Mejora el flujo de recepción de acero teniendo unidades del mismo proveedor y sobre la misma factura de material. Lo cual disminuye la transacción de ingreso de material al sistema.
PROYECTO FINAL □ MODELOS ADMINISTRATIVOS PARA LA TOMA DE DECISIONES
BENEFICIOS ESPERADOS