SW_JUNE_2015.pdf - Apparel Resources
56
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of SW_JUNE_2015.pdf - Apparel Resources


2 S
titch
Wor
ld
JUN
E 2
015

3 S
titch
Wor
ld
JUN
E 2
015

4 S
titch
Wor
ld
JUN
E 20
15
JUNE 2015 StitchWorld 5
Editor-in-Chief DEEPAK MOHINDRA
Technical Editors PAUL COLLYER (UK)
CLAUDIA OLLENHAUER-RIES (GERMANY)
Deputy Editor (Technical)CHANDRARK KAREKATTI
Copy Editor VEERESHWAR SOBTI
Asst. Copy Editor SAHIL SEHGAL
Asst. Editor (Technical) TUSSHAR KUMAR
Technical Correspondent ANCHAL RAI
Design & Production RAJ KUMAR CHAHAL
PEEUSH JAUHARI SATYAPAL BISHT
Subscription Enquiry RANI MAHENDRU - 011-47390000
Publisher & Managing Director RENU MOHINDRA - 09810058986
Head Office Apparel Resources Pvt. Ltd.
B-32, South Extension, Part-I, New Delhi-110 049
Phone: 011-47390000 Fax: 91-11-24604597
E-mail: [email protected], [email protected]
Web associate: www.apparelresources.com
Editorial Enquiry E-mail: [email protected],
[email protected] Phone: 011-47390000
Printing Ask Advertising Aids Pvt. Ltd.
88, DSIDC, Okhla Indl. Area, Phase-I, New Delhi-110 020 Phone : 26816824
All Rights Reserved © 2014 by Apparel Resources Pvt. Ltd.
No part of this magazine may be reproduced or transmitted in any form or by any means, graphic, electronic, or mechanical, including
photocopying, recording, taping, or by any information storage retrieval system, without
the written permission of the publisher.
To subscribe online, visit our website www.stitchworld.net or call 91-11-47390000
StitchWorldTechnology and Management in Sewn Product Industry
vol. xIII • Issue 4www.stitchworld.net
(L-R) Viraf Turel, MD, Turel Group; Henry Bindhak, Area Sales Manager; and Dietrich Eickhoff, CEO at Duerkopp Adler
42
Instead of dyeing yarns, dyeing knitted tube is preferred at PSA because the yarn dyeing process is more expensive
20
Padma Shri Mecca Rafeeque Ahmed, Chairman of the Council for Leather Exports (CLE) and Farida Group lighting the ceremonial lamp at the opening of the Chennai Lab as team Intertek looks on
12
NewsTrack10 BaNgladEsh: BgMEa aNd EMiNENcE
coUNtEriNg attritioN of fEMalE workforcE with traiNiNg oN MatErNity aNd childcarE whilE iN iNdUstrial JoB
TechTalk26 iE iN apparEl MaNUfactUriNg – X:
MaiNtaiNiNg hEalth at workplacE throUgh ErgoNoMic iNtErvENtioNs
TechReview36 aUtoMatioN iN sEwiNg – iv: slEEvE closiNg opEratioN iN
kNittEd garMENts
TechEvent40 rEviEw: tEXprocEss 2015 gErMaNy
48 pioNEErs lEad thE path to iNNovatioN
52 hUMaN solUtioNs showcasE @ tEXprocEss 2015: a MiscEllaNy of iNNovatioNs
TechBytes 8 what arE thE top thrEE
rEasoNs for start-Up lossEs iN yoUr factory...
CompanyReview18 prEcisE sEaMlEss apparEls –
MakiNg sUccEss ‘sEaMlEss’
24 silvEr star fashioNs: MakiNg thE BEst oUt of high-fashioN garMENts aNd BElow 2,000 ordEr qUaNtitiEs

6 StitchWorld JUNE 2015
JUNE 2015 StitchWorld 7
E D I T O R I A L
We have been organizing weekend workshops (in a group of not more than 16 delegates) for quite some time now and our latest one on ‘Implementing Lean Sigma in Apparel Manufacturing’ was a huge success. On the second day of the two-day workshop (May 30-31), we had to announce the repeat of the same on 13th and 14th of June 2015. A real transition of the industry from ‘I know it all’ to learning with experts and through sharing..., especially on Saturdays and Sundays says a lot.
Encouraged by the response we have received, we are determined to upscale our workshop initiative with more industry-focused topics and inviting subject experts from within the industry to be a part of the initiative. If there is any special topic/subject that could be of interest, do let us know, so that we can deliberate and plan a workshop on the same.
Experts from the industry are also welcome to be a part of this initiative. If you feel the need to give back to the industry with real and positive learning, do write to us so that we can connect.
I was at the Texprocess, Germany last month and enjoyed the exposure and opportunity the platform provides to interact with technology experts from around the world as also the industry from the sub-continent, especially from India and Bangladesh. The focus of the technology on display in Germany was radically different from last year at the Texprocess, USA where robotics was the focal point of development in technology. At Germany, the upgraded and new technology on sustainable lines was in sync with requirements of manufacturing destinations in Asia.
All of the technology providers were upbeat and enthusiastic about the future and one can only infer that the market is improving... What was definitely evident was the importance that the sub-continent holds in the market strategy of all technology providers. This issue carries a review of the Texprocess and some of the new technologies presented at the event.
In the series on Industrial Engineering, our experts have talked about the importance of ergonomics in not only providing a congenial work environment but also for better performances. It is interesting how the role of IE has expanded over the years beyond setting up lines and calculating SAM values. Today, the IE is also playing a crucial role in sustainability efforts, helping out in ensuring sustainable practices to achieve the core desired result of improved performance and optimal utilization of human and machine resources.
Read and comment on my blog at
http://stitchworldmagazine.blogspot.com
Deepak MohindraEditor-in-Chief

8 StitchWorld JUNE 2015
What are the top three reasons for start-up losses in your factory during style changeover? What minimum order quantity do you consider appropriate enough for running in-line? What all factors does it depend on? How do you decide/calculate the amount of WIP which you have to maintain between the operators in the sewing line? Does higher WIP create mental pressure on the operators to work faster? Does WIP of the line affect the start-up losses during style changeover?
TECH BYTES
Among the top reasons for start-up losses will be WIP and little homework on machine settings. Besides, most of the factories start working or analyzing only when the size set is approved. In general, size set is made in the sampling section which is not visited by production teams, but only by the Production Manager. Generally, ‘size set’ manages to get through with some correction, and the bulk is loaded; due to this, the team responsible for the results on the shop floor suffer, failing to achieve the peak production. We can achieve an average productivity with two style changeovers per batch if the style and fabric are similar.
WIP definitely creates mental pressure, not only on the operator but also on the supervisor/QC. However it usually boomerangs and results in rework and increases the failure rate. This in turn impacts the finishing team’s performance. The other name of WIP is mental stress.
Mukesh G ValechaGeneral Manager-Technical & Quality, Bombay Rayon Fashion Ltd., Bangalore
Certainly the prime reason for start-up losses is lack of preparation or research done on the new product. A good amount of glitches such as machine setting and technical issues can be eliminated or at least minimized if we prepare for the style in advance. The classic comparison is the Pit Stop of F1 racing. When the car arrives, they do several things in less than 10 seconds and everyone in the crew has a pre-determined job to do. Most of our factories do not work in this way. Instead they do all trials only once the new product hits the process. If we simply start recording the ‘in’ and ‘out’ time of the first piece of a new product, it will show us how much time we are spending on each and every workstation.
For calculating the amount of WIP, let us consider woven trousers having 50 or more operations. This product will take more time for building a perfect network (balance the line to achieve common objective) than a product with lesser work content and fewer operations. Here having a higher WIP is not favourable as new product
might require completely new configuration and line balancing. To illustrate this further, Operator ‘A’ who is currently performing operations A, B, C, needs to perform operations X, Y, Z, on the new layout. Just imagine a situation where operation A, B, C are in the front of the line as per sequence and operations X, Y, Z in the first half of the line. Then Operator ‘A’ will not be able to release new operations until she/he completes the task assigned to her/him in running product. Therefore, having higher WIP causes delay in releasing a particular operation for a new product. Ideal WIP between the operators can be defined using ‘Queueing Theory’. However, if we want to do in simplified manner, we can use capacity study just to get an understanding about the fluctuation in Cycle Times of each station and thereby, establish estimated numbers.
#apparelresources.com
chaMindra MirandoChief Operating Officer, SQ Group, Bangladesh
Failing to plan is planning to fail. The single biggest reason for start-up losses is that the factories don’t plan. Much before the style actually hits the production floor the factory should have completed a 10-25 pieces trial run. This should ideally be done a month prior to the planned production date. This lack of preparation in terms of Man, Machine, Process and Quality is responsible for factories losing critical days and days without getting any output. I often tell the factories that most of them skip the net practice and straightaway go into the final match. The practice run, the trials and the errors and the suggested corrections, all take place during actual production, resulting in loss of efficiency and zero output. Unless the machinery requirement (along with spares and fixtures; Manpower; Process Flow; Yamazumi; FMEA; Skill Matrix) is not done in advance, start-up losses will keep mounting. Most factories manage changeovers with an outdated method. Concepts of QCO (Quick Changeover) and SMED (Single Minute Exchange of Dies) can reduce the changeover time from days to hours and are alien to the Production Managers.
Tech Byte

JUNE 2015 StitchWorld 9
Minimum Order Quantity appropriate enough for running in-line is highly subjective. Depending on the product category, there are technical constraints. Ultimately it is proven that for a factory to achieve high levels of efficiencies, it is important that it gets long runs (at least a week). For a mid-size garment factory having 500 machines, it is very advantageous that it gets a feed of at least 10,000 pieces per style and also it plays within a narrow product range.
A detailed and accurate Operation Bulletin giving SAM of each process (machine as well as manual) is the starting point of understanding the Cycle Time at each station. From this, a trained industrial engineer can easily configure the WIP that is the most appropriate in context to maintaining an Even Flow (without bottlenecks) and a Balanced Line. As a Lean guru, I generally advocate minimal WIP which could be as low as 4-8 pieces.
Higher WIP to our mind and experience has no bearing of any kind on the operator. They are quite comfortable having a pile of components around them. In fact the opposite of this is true. The idea is to keep the WIP minimum so that they remain hungry.
WIP of the line does to a great extent affect the start-up losses during style changeover. It is vital that during the changeover period, absolute minimum number of WIP that the OB and SAM permits for each workstation is fed into the lines. While machine setting, folders and attachments, and other technical as well as skill issues impact the output, we should not have a huge WIP to aggravate the impact.
niMish daVeFounder and CEO, The Idea Smith, Delhi
The top three reasons for start-up losses are thread change, machine line-up change and needle change. With every change in style these are the three primary factors that require to be changed, causing a loss in daily output by 200-300 pcs. There is no fixed quantity that would be profitable for every factory; it depends on the setup the factory has. As for Soma’s garment division, we require a minimum of 1,200-1,500 pcs. per stitching style to run at optimal potential. It depends mainly on the stitching style and the output that a particular style will churn out at the end of the day. A high-fashion garment with excessive cut and sew gives far less output and increases operations per line; whereas a core style gives higher productivity per line and also increases line output by 5-7 per cent per day. The production planning team is responsible for planning the entire month’s production and to ensure that daily output is being maintained so as to assure that at no point is the line running dry, especially when the factory is running at full monthly
capacity. For instance, if ‘X’ style will run for 5 days in the stitching line at 1,200 pcs. output per day, by day 2 the next style must be cut, tagged and loaded into the screening operations to complete embroidery before day 5 to await loading into the stitching lines.
No, higher WIP does not create mental pressure on operators to work faster. WIP of the line does not affect the start-up losses either during style changeover. Instead, changeover affects department-wise WIP as each department’s targets do not get met.
anuja soManyVP (Garment), Soma Textiles & Ind. Ltd., Ahmedabad
Three main reasons for start-up losses are: wrong Operation Bulletin and Flow Chart; lack of knowledge on what attachment has to be used, when the same has to be collected and is ready for installation; and lastly, less WIP. Order quantity considered appropriate enough for running in-line can’t be ascertained in general, like for higher SAM garments, we need more machines in line as compared to low SAM garments. For an average 25 SAM garment there should be 2,500 pieces to run in line of 37 machines line. Each machine should have 15 pieces of WIP to run in a smooth flow. Higher WIP will definitely create pressure on the operator. Besides, it negatively affects the quality of output as well.
Manish GuptaHead of Operations, Ritu Kumar, Delhi
Tech Byte
Write your comments to us by 20th JUNE 2015 at: [email protected] or post your views online through our website: www.stitchworld.net/techbytes
TechBytes StitchWorld JULY 2015 Question
The most recent area of concern at the workplace is ‘ergonomics’, or how to be physically stress-free when on the job... Have you focused on reducing physical stress caused due to repetitive motions, leading to muscle pain and injuries to workers? Have you done some interventions or changes in the postures and methods for reducing physical stress in operators? Have you seen any improvement in the operator’s efficiency and productivity due to the same?

10 StitchWorld JUNE 2015
While the value of imports by the EU in January 2015 did register an upward movement of 6.22%, the volumes were down significantly by (-) 9.29%. The average UVR of products imported increased by more than Euro 2 from last year to Euro 18.08 (per kg of fabric equivalent).
TRADE STATISTICS
Indian apparel exports to the EU have registered a growth of 6.77% in values, while the decrease in quantities was significant at (-) 20.10% in January 2015. The average UVR increased from last year to Euro 19.94 (per kg of fabric equivalent).
While value of exports from India to the US jumped 7.71% in the first two months of 2015, volumes too increased 7.36%. The average UVR was almost the same as the same period last year at US $ 3.61, indicating a stable market.
In the period Jan.-Feb. 2015, imports by the US registered decline with values down (-) 2.62% while volumes decreased by (-) 2.09%. The average UVR of garment imports during 2014 decreased marginally from US $ 3.18 to US $ 3.16.
News Track
India: Fourth edition of Galleria Intima to be held in Delhi
The BGMEA and Eminence initiative will help decrease attrition rate of working mothers
The fourth edition of Galleria Intima – India’s premier intimate wear sourcing show – will
take place in Delhi on 26th and 27th August 2015. An Intimate Apparel Association of India (IAAI) initiative, Galleria Intima 2015 will see participation from over 80 exhibitors and is expected to attract around 1,500 visitors. This year, the show will bring to focus OEMs, private label manufacturers and packaging companies. “The objective of the trade show is to showcase the best that the country has got to offer while enabling international suppliers to gain a foothold in the Indian intimate wear market. The reasons behind the rise in visitor footfall and participation are not difficult to fathom. Galleria Intima provides the industry stakeholders, manufacturers, decision-makers and big-wigs a common platform to meet and network under one roof,” says Yusuf Dohadwala, CEO of IAAI.
The two-day show will also include educational workshops, seminars and White Paper presentations by seasoned industry insiders and professionals from India and abroad to help exhibitors, visitors and buyers to make the best use of their time at the event. Another highlight of the event is the facilitation of trade talks and inquiries as well as business meetings between visitors and buyers. The trade show’s list of highlights also includes the showcase of the best manufacturing and technological skills with exceptional and world-class innovations and machines on display by many players of the industry.
Bangladesh: BGMEA and Eminence countering attrition of female workforce with training on maternity and childcare while in industrial job
BGMEA and Eminence Associates for Social
Development (EASD) have entered into a contract under which the two organizations will jointly undertake the project ‘Building a model of mother-friendly urban workplace to promote Infant and Young Child Feeding (IYCF) among working mothers’. The project will focus on conducting training sessions on maternity and childcare for female workforce in the Bangladeshi apparel manufacturing sector. Initially, female workers from 24 factories will be chosen under this project.
The training programme will also address proper healthy environment for infants at home and their mothers at the working unit. BGMEA authorities are very upbeat of the project model and expressed their enormous interest to adopt the scheme throughout their 12 cluster health service centres all around Bangladesh, stated a release by EASD. Appreciating the agreement, Secretary to Commerce Ministry Manoj Kumar Roy said, “This kind of initiative will help in decreasing attrition rate of working mothers.”

11 S
titch
Wor
ld
JUN
E 2
015

12 StitchWorld JUNE 2015
USA: Gerber Technology launches upgrades of cutting room software solutions
India: Intertek sets up leather & footwear testing lab in Chennai
Gerber has introduced upgrades on two software
technologies: Axis™ 2.1 controller software for the GERBERcutter® Z1 automated cutting system and the CutWorks® 9 design, nesting and cutting software. The Z1 cutter is a prime solution for single-ply cutting in a wide range of applications including apparel, furniture, transportation, and other industrial fabrics. It now features Axis 2.1 controller software, allowing users to optimize workflow with an intuitive user interface that provides simple step-by-step guidance throughout the entire cutting process, greatly reducing operator errors and increasing the throughput.
The Axis 2.1 software also provides Z1 users the option to take advantage of several powerful new features, including a variety of new reporting capabilities
and vacuum regulation. In conjunction with the release of Axis 2.1, Gerber’s new CutWorks 9 software is now available. CutWorks 9 features enhanced AccuMark®, Gerber’s pattern design, grading, marker making, and production planning software, integration featuring colour coded kit assignments, and comes standard with all Gerber single-ply cutters
Gerber Technology's 3D render of exhibit at the 2015 interzum based on the new branding
including the Z1, Taurus II, DCS 1500, and DSC 2500.
“We are also introducing a new look that reflects our work at the leading edge of workflow and process automation. It is the next modern step from our previous branding, and it builds on our history of innovation, and communicates how our technologies and services help companies perform at their optimum
With specialized testing capabilities for strength, water spotting, colourfastness testing and chemical analysis, the lab will be a central destination and one-stop shop for testing and certification services.
Intertek, a leading provider of quality and safety services to
industries around the world, has set up a new leather and footwear testing facility in Chennai, to support the country’s leather, footwear and leather goods industries. The new laboratory is expected to offer a complete range of safety and performance testing services to leather manufacturers in Southeast India. With specialized testing capabilities for strength, water spotting, colourfastness testing and chemical analysis, the lab will be a central destination and one-stop shop for testing and certification
Padma Shri Mecca Rafeeque Ahmed, Chairman of the Council for Leather Exports (CLE) and Farida Group lighting the ceremonial lamp at the opening of the Chennai Lab as team Intertek looks on
services. The testing lab will provide a competitive edge to regional clients who require high standards of quality and safety for their products, while ensuring they accomplish acceptable standards for global buyers. Rajesh Saigal, Regional Managing Director, Intertek South Asia averred, “Our main aim to set up this lab was to provide our valuable customers across the region with quality testing and certification which is our core strength thus, helping them manufacture quality products and meet the requirements of the end-consumers.”
level in highly competitive industries,” shares Mike Elia, Gerber’s CEO.
Connecticut-based Gerber Technology was also the Diamond Sponsor of the Innovative Apparel Show (IAS) at the international trade fair for the processing of textile and other flexible materials – Texprocess in Germany. “These programmes showcase the best ideas in the industry, and are the ideal location for Gerber to demonstrate its multiple integrated technologies. We’re proud to support such events as Texprocess in the fashion and apparel industry. We’re excited to be sponsoring this new event because it demonstrates the innovative vision of college designers, brought to life with the most sophisticated design and automation technologies,” explains Elia.
News Track

JUNE 2015 StitchWorld 13
UK: GSD is now a Coats Group company
In a landmark development, following a strategic alliance
announced in May 2014, Coats has acquired 100 per cent stakes in GSD Corporate Ltd. Subsequently, GSD now becomes a Coats Group company. GSD, a UK-based company, supplies expert management solutions that analyze time, cost and production capability in the sewn products sector with the focus on maximizing productivity and controlling costs.
Coats Global Services and GSD will work together to deliver management solutions to maximize productivity and drive down costs in the sewn products manufacturing sector, with GSD providing time-cost benchmarking and Coats offering consulting and technical production expertise, for retailers, brands and their supply chain vendors. GSD will enhance Coats Global Services’ end-to-end Operational Excellence offering, which provides practical, industry-specific technical services, training, technology solutions, quality assurance and compliance, while GSD will have access to Coats’ global reach and resources.
“This is a great opportunity for GSD and for our customers. We are delighted to be joining Coats following the success of our strategic alliance over the last 12 months. The combination of GSD’s specialist technical knowledge, data integrity and industry experience married to the global reach, customer and brand relationships, industry stature and consulting expertise of Coats, will provide a transformative and exciting
offering,” said Paul Timson, Managing Director, GSD (Corporate) Ltd., following the takeover.
Paul Forman, Chief Executive, Coats Group plc added, “We are delighted that GSD will be joining Coats Group. GSD is a world leader in its field, with a comprehensive offering that meets both cost-efficiency and social compliance needs at a time when we are seeing growth in demand in these areas. Coats is also a recognized industry leader, with longstanding expertise and deep industry relationships. Both companies, and more importantly our customers, will benefit from the combination and wider availability of these value adding services.”
“GSD will enhance Coats Global Services' end-to-end Operational Excellence offering, which provides practical, industry-specific technical services, training, technology solutions, quality assurance and compliance, while GSD will have access to Coats' global reach and resources.”
Paul Forman, Chief Executive, Coats Group plc
India: India imports maximum woven garments from Bangladesh
Although India and Bangladesh have been
competing in the global apparel manufacturing stage, Bangladesh seems to have taken a leap as it has now become the largest exporter of woven garment items to India in 2014 superseding China, as per the figures released by BGMEA.
Bangladesh’s export share of woven garments to Indian market reached 29 per cent in 2014 compared to that of 26.96 per cent by China, a BGMEA release stated. China continues to be the largest knit product exporter to the Indian market. Bangladesh’s top 10 woven items shipped to India in 2014 included men’s suits, jackets and trousers worth US $ 52.40 million while Bangladesh
fetched US $ 19.20 million by exporting men’s shirts to India. Bangladesh exported woven products worth US $ 85.73 million and knit items worth US $ 27.88 million to India in 2014, but India imported woven items worth US $ 80.04 million and knit products worth US $ 93.63 million from China in the last calendar year.
UK: Standfast & Barracks chooses Fast React’s Align to increase capacity utilization
UK-based premier furnishing fabrics
printer Standfast & Barracks has selected the Align software from Fast React to support their operations. “The specific capabilities of the software and the industry-specific knowledge of their consultants will make the whole planning process run more smoothly and enable us to respond to customers’ queries in a timely manner. This in turn will reduce our delivery
lead times,” averred Stephen Thomas, MD at Standfast & Barracks.
The company has a heritage stretching back to 90 years, supplying many of the world’s finest design led home furnishing companies and apparel brands. The implementation of Fast React’s Align software will support Standfast’s production planning processes by providing the visibility and control needed to help manage capacity more effectively.
Bangladesh exported woven products worth US $ 85.73 million to India in 2014
News Track

14 StitchWorld JUNE 2015
UK: Coats expands its range of offerings with Opti Express and Coats Signal Thread
France: Lectra releases White Paper on PLM implementation
Always looking for ways to give better product
and service to the industry, UK-based industrial thread and consumer textile crafts marketer Coats Group plc is set to launch Coats Opti Express, an innovative zip sampling service which reduces lead times. Opti Express provides the fastest and simplest zips sampling service in the market and while current lead times for a standard zip sample averages 14 days, Coats Opti Express reduces this to just five days. Production of the sample starts as soon as the request is submitted and the digital tool also helps eliminate several time-consuming manual interventions in the ordering and production process. These include technical drawings for bulk production in two days, 3D plastic samples printed within three days and the Coats propriety cast metal prototype, the ProtoPul, ready in five days.
The new service has been piloted in China, Sri Lanka,
UK and US and will soon be reaching out to more customers. In the next phase of the project, Coats will add a ‘bulk’ order facility to help convert sample requests to bulk orders. Coats markets its products in more than 70 countries, employing over 20,000 people
across six continents, while 2014 revenues stood at US $ 1.7 billion.
Coats also launched the Coats Signal thread, an innovative reflective thread, at Texprocess, Germany. The especially developed premium thread has a high level of retro-reflectance when illuminated in dark or low visibility conditions. Coats Signal thread is silver coloured and designed primarily for fashion applications, so it can be used as an embroidery thread to differentiate products by creating decorative reflective features in logos, stitching patterns and seams.
A PLM project is about creating
opportunities for engagement, collaboration, modernity, transparency and beauty not just in products themselves but in the processes of their creation, cites the White Paper, recently unveiled by French cutting room specialist Lectra in association with whichplm.com.
Titled ‘Thriving through change – The modern PLM project team handbook’, it discusses the PLM implementation project team’s scope right from selecting the right PLM partner, to safeguarding the brand’s identity and communicating the need for change in a way that is conducive to corporate culture. Enlisting and detailing the responsibilities,
a modern PLM project team is charged with, the document speaks of six steps – mapping current business technologies, processes, challenges and opportunities, ROI Analysis, selecting a PLM partner, scoping and managing the implementation pioneering communication and change management and measuring the value achieved through the PLM project.
Coats Signal thread, an innovative reflective thread, has a high level of retro-reflectance when illuminated in dark or low visibility conditions
India: Textiles Minister lays Foundation Stone for Apparel and Garment Making Centre in Arunachal Pradesh
Minister of State for Textiles,
Santosh Kumar Gangwar, recently laid the Foundation Stone for an Apparel and Garment Making Centre at Pasighat, Arunachal Pradesh in the presence of Minister of State for Home Affairs, Kiren Rijiju and Minister of Textile & Handicrafts of Arunachal Pradesh, Tapang Taloh. The initiative comes under the North-East Region Textile Promotion Scheme (NERTPS) of the Ministry of Textiles. NERTPS is an umbrella scheme for the development of various segments of textiles, i.e. silk, handlooms, handicrafts and apparels & garments. The scheme has a total outlay of Rs. 1,038.10 crore in the 12th Five Year Plan.
Ninong Ering, MP, Arunachal East Parliamentary Constituency; Kaling Moyong, MLA, 38 – Pasighat, East Assembly Constituency and Dr. S. K. Panda, Secretary, Ministry of Textiles, Government of India were also present at the occasion.
Opti Express provides the fastest and simplest zips sampling service in the market and while current lead times for a standard zip sample averages 14 days, Coats Opti Express reduces this to just five days.
News Track

15 StitchWorld JUNE 2015

16 StitchWorld JUNE 2015
USA: Alvanon President Ed Gribbin now on the IAF Board
Ed Gribbin, President of the US-based Alvanon,
has now been named as the member of board of directors of the International Apparel Federation (IAF). The announcement was made at IAF’s May 4th board meeting in Frankfurt, Germany by IAF President Rahul Mehta. “The IAF is a force for progress throughout the global apparel industry, and I am truly honoured to be named to its board of
In addition to his new role as IAF Board member, Gribbin serves on the Board of Directors of the American Apparel & Footwear Association (AAFA), and the Sewn Products Equipment Suppliers of the Americas (SPESA). He is also a member of Fashion Group International, AAFA’s Supply Chain/Product Innovation Council, the International Association of Clothing Designers and Executives, the Association of
directors. “I look forward to bringing Alvanon’s knowledge and expertise to IAF’s existing resources in ways that bring a fresh, creative perspective to some of our industry’s most critical issues. We will work closely with the IAF to spur industry advancements, especially in the areas of supply chain efficiency, marketing and merchandising, product development and sizing and fit,” Gribbin says.
Suppliers to the British Clothing Industry, ASTM International and the Fashion & Apparel Studies Advisory Board of the University of Delaware.
IAF is a global federation for apparel manufacturers, their associations, apparel retailers and the supporting industry. Members include associations from nearly 40 countries representing over 150,000 companies that provide products and services to the apparel industry.
MODIS, one of Russia’s fastest growing value
fashion retailer with 138 stores, and sales exceeding US $ 250 million, has chosen FIT and Product Development solutions from Tukatech to drive innovation and efficiency. As the Russian economy passes through a rough patch with Ruble – the Russian currency – losing 50 per cent of its value, MODIS is re-engineering its processes, roles, workflow and systems in order to combat inflation and improve customer
service. Tukatech’s TUKA3D virtual prototyping software, their consulting and implementation processes, will help MODIS thrive through these challenging times, avers Mike Mikkelborg, Commercial Director, MODIS.
“We are a major vendor for MODIS’ dresses and we are making 10 times more samples to see the print placements, different silhouettes, story boards, etc. to make quick decisions, however all these are 3D virtual samples. We only make the final sample, but that too is being eliminated as our customers can see zero difference between the approved virtual sample and final physical sample received. This saves another 10 days,”observes Arshad Sattar, Managing Director, Timex. “We are developing over 1,000 new styles and about 5,000 iterations of different combinations per month. We couldn’t do that in the old conventional method
of sample development and stay profitable. It was just impossible to even find that many pattern makers. TUKA3D has added huge value to our business and contributed to our growth,” he added.
“We have been working with the MODIS team and their key vendors in many countries to make sure we standardize the FIT, streamline the development process and reduce time and cost of development. With complete implementation in the entire supply chain, the concept to final approval will be 14 days while thousands of unnecessary samples being produced are eliminated,” commented Ram Sareen, Head Coach and Founder, Tukatech. He further informed that developing 3D virtual blocks and virtual samples that are stored in the Cloud and having the entire supply chain communicate through web services reduce time, miscommunication, e-mails and courier charges.
While Ruble, the Russian currency, loses 50 per cent of its value, MODIS is reengineering its processes, roles, workflow and systems in order to combat inflation and improve customer service. The company expects that Tukatech's TUKA3D virtual prototyping software, their consulting and implementation processes will help MODIS thrive through these challenging times.
MODIS' vendors develop over 1,000 new styles and about 5,000 iterations of different combinations per month
News Track
Russia: MODIS opts for TUKAtech’s FIT and product development solutions

17 StitchWorld JUNE 2015

18 StitchWorld JUNE 2015
Precise Seamless Apparels – Making Success ‘Seamless’India’s Biggest Manufacturer of Seamless Apparels Defines the Key to Success
Seamless clothing started with a bang in India with Personal Creations, Flying Fashion and Precise Seamless Apparels (PSA) making their initial investment in seamless knitting machines around the same time in 2008. In the ‘November 2008 issue of StitchWorld’, the investment, strategies and future plans of all these three companies was highlighted along with the nitty-gritty of manufacturing seamless clothing. Now in 2015, only one of these three companies – Precise Seamless Apparels, has prospered in exporting seamless clothing from India, while Flying Fashions has closed the division, Personal Creations have not moved beyond its initial size of 21 seamless knitting machines. Revisiting Precise Seamless Apparels, which now has a setup of 100 seamless knitting machines, StitchWorld highlights the key to success in manufacturing and exporting seamless knitwear in an exclusive interaction with Tarun Jindal, Director, Precise Seamless Apparels.
With a clear agenda to work in the seamless garment segment,
Precise Seamless Apparels (PSA) was established with a setup of 12 seamless knitting machines. Today the company boasts of 100 seamless knitting machines and 200 sewing machines. Dealing majorly with the American market, Kohl’s, Macy’s and GAP are some of the biggest buyers of PSA. “Kohl’s is the biggest among all, in terms of the volumes, occupying 40-45% of our total capacity, followed by GAP, which would be occupying 30-35% of the capacity; 5% to 10% of the capacity is occupied by other buyers such as Quiksilver, Academy, Roxy and then we have an open capacity of 25% reserved for Kohl’s and GAP, in case they increase the order volumes. This 25% capacity has not been sold to
any buyer and this capacity is left for excess requirements,” explains Tarun. PSA has stuck with the US buyers because of the volumes offered by them, unlike the European market that offers low quantities such as 2,000 pieces, which are equivalent to a trial order for the American market. “Even the Canadian market is better in terms of quantities then the European market,” adds Tarun.
Majorly manufacturing camisoles, tanks, leggings and sports bras, PSA caters to the segment of sportswear and activewear clothing – both the categories are showing remarkable growth in the US market. With sales accounting for US $ 33.7 billion and 16% of the total US apparel retail, activewear buoyed the total US apparel market from July ’13 to June ’14, helping total apparel sales to reach US $ 206.3 billion,
Company Review
Value wise sports bras are the most rewarding but camisoles and tank tops offer the most quantities

JUNE 2015 StitchWorld 19
a 1% increase over the prior year, according to leading global information company NPD Group. “People are looking for more comfortable clothing,” reiterates Tarun. The FOBs for such products fall between US $ 2.3 to US $ 8. “Value wise sports bras are the most rewarding but camisoles and tank tops offer the most quantities. The reason for the same is that a sports bra has two layers of fabric unlike camisoles and tank tops which have just one single layer. The machine knits two layers and then links them together automatically,” shares Tarun. PSA also imparts performance finishes such as anti-static, anti-microbial, fast wicking, quick dry, etc. “These properties can either be incorporated at the yarn stages or at the tube stages. But it is cheaper to impart the property as a finish at the tube stages,” avers Tarun.
Sourcing yarns from Sri Lanka and Italy, PSA uses cationic dyeable yarns, polyester, nylon, nylon 66, modal and cotton. “Instead of dyeing yarns, we prefer dyeing knitted tube because the former is more expensive, as it requires a more comprehensive setup in terms of the space, machinery and infrastructure required,” shares Tarun. The company is not sourcing such yarns from India because of a limited variety in the yarn counts to choose from and is of relatively poor quality. Since seamless is about body-hugging garments that are comfortable, the use of elastane/spandex
is a normal practice. “One of the biggest advantages of seamless technology as against conventional knitting is that we can blend up to 30% spandex for maximum stretch, whereas in conventional knits, it is difficult to blend in more than 10-15% spandex,” says Tarun. Equally decisive to quality of the end-product is the yarn count, which defines the weight and softness of the seamless garment.
Interestingly, competition for PSA has faded not only from India, but also at the global level. “We are actually gaining business from China as my prices and practices are better than those offered by the Chinese vendors. Due to my partnership with raw materials suppliers, I am able to get the best price of yarns and other raw materials. This is a major cost saving. Secondly, Chinese vendors were found to be indulging in fraudulent practices such as producing seamless knitwear with Nylon 6 and charging the buyer for Nylon 66,” points out Tarun. According to him, China peaked as the manufacturer of seamless clothing only for a short while but now the top spot is held by Israel, housing companies such as Tefron and Delta Galil. Israel is followed by Sri Lanka, China and India. “Every country has a fixed set of buyers, so there is no competition as such. Moreover, unlike cut & sew apparels, it is not easy to replicate a seamless garment in a new factory or different location. The products made by every
country are more or less similar in the construction but the yarns used are different,” highlights Tarun.
Success in the niche product segment is majorly attributed to the intense training programme undertaken by Tarun Jindal in Italy, which made him a qualified technician of the seamless knitting machines and an equally good design developer. “The course that I did was focused on automating the complete process of apparel manufacturing while merging the two entities of Fashion and Business,” explains Tarun. But technical know-how is just one part of the business and Tarun still finds it challenging to reduce the time required for shipment of yarns from 50 to 60 days. To overcome this roadblock, at any given point of time, PSA has 5-6 tonnes of yarn in stock, which is enough for two months production. “Every 3 months there is a new
development in yarns. Hence we have to be in constant touch with the yarn suppliers. Moreover, the buyers that we work with give us a forecast which helps us in better planning. For example, we are working with Kohl’s and they give us business throughout the year. Every month they give us the forecast for the coming season and we in-house our yarns accordingly,” states Tarun.
With a turnover of US $ 35 million and looking at 30% growth, PSA has plans of adding 30 more seamless knitting machines before the end of 2015, which is part of the bigger plan to have 200 seamless knitting machines by the end of 2016. “People tried doing seamless apparels as a complementary business along with other business, which cannot be done. Whereas we focused only on this product category and moved with the market,” avers Tarun.
Company Review
China peaked as the manufacturer of seamless clothing only for a short while but now the top spot is held by Israel, housing companies such as Tefron and Delta Galil. Israel is followed by Sri Lanka, China and India. But the products made by every country are more or less similar in the construction, but the yarns used are different.
Tarun Jindal, Director, Precise Seamless Apparels

20 StitchWorld JUNE 2015
centrally air-conditioned, only the dyeing and the sewing segment are normally air-cooled.
Seamless knitting machines only use man-made fibres for producing seamless clothing as cotton yarn being relatively brittle in nature cannot withstand the high-operating speeds of the knitting machines. Precise Seamless is using the TOP2 and EVO4 single jersey seamless knitting machines from Santoni. The TOP2 has a gauge range of 16 to 40 inches whereas EVO4 has a gauge range of 16 to 32. Even the needle gauge varies, TOP2 has a needle gauge range of 48 to 80 gg and EVO8 has a needle gauge range of 48 to 75 gg. Although having 8 yarn feeders each, theTOP2 has 8 yarn fingers per yarn feeder and EVO8 has 10 yarn fingers per yarn feeder.
It takes 6-7 minutes to knit a tube with the shaping of a camisole; 5-6 hours are required for dyeing, and within 9 hours a camisole is ready. With its current capacity, PSA produces 25,000 pieces per day. In reality, seamless apparels are not completely ‘seamless’ as a significant amount of cutting and sewing operations are required for making the final garment. “The seamless knitting machines produce a tube with shaping of a sports bra, camisole or tank top. Then the tube is dyed, subsequent to which the tube is shaped, i.e. cut and sewn at the same time on an overlock sewing machine. Finally, the garment is made ready with attachment of straps, waistbands and binding tapes,” explains Tarun. The typical waste values that can be expected for different garments are 54% for thong, 25% in case of panty,
9% in camisole and 5% in T-shirt, but the same can be reduced by using seamless knitting machines with a reciprocating cylinder.
The sewing section of the company has 200 sewing machines, which is enough to handle the knitting capacity. “Not every type of seamless clothing requires sewing. Products such as bandeau, tube tops & swim cover-ups, which we supply regularly to our current customers do not require any kind of sewing after knitting,” adds Tarun. The company has even experimented with bonded and welded technology but is yet to invest in such machines.
For its specific needs, the company has invested in sewing machines from the Italian company Rimoldi and Japanese pioneer Yamato along with bartack machines from Juki, as apt sewing equipment is necessary for handling seamless knitwear products because of the occurrence of curling of the edges after the tube has been shaped into the final garment. Installed are Yamato’s VF 2500-8 interlock machine with active thread control, FD-62G flat seamer feed-off-the-arm machine and ABT20 overlock machine with straight chain casting. All three machines are suitable for micro-fibre and fine knits, and guarantee stain free sewing.
Available in 2- and 3-needle options and 4- and 5-thread options, the VF 2500 interlock machine guarantees tension-free seams with its active seam control mechanism, which regulates the thread tension according to the need instead of keeping it constant like that in case of conventional sewing machines. Equipped with a right hand trimmer,
Manufacturing A total of 40 operators and 4 technicians handle the 100 seamless knitting machines all from Santoni at PSA, and although the machine does the knitting, technicians are critical to the output of the machine, its downtime and adherence to the design as they understand and act as per the various indications showed by the machine. “Since this technology is very similar to that of making socks,
so we hire operators and technicians of sock knitting machines, and train them for handling seamless machines. Every 6 months a team of technicians from Santoni visits us. They check the machines and also train the operator and technicians,” shares Tarun. Equal importance needs to be given to the environment within the facility as nylon shrinks with heat and even starts yellowing, due to which the complete yarn storage and knitting section are
Instead of dyeing yarns, dyeing knitted tube is preferred at PSA because the yarn dyeing process is more expensive, as it requires a more comprehensive setup in terms of space, machinery and the infrastructure
A total of 40 operators and 4 technicians handle the 100 seamless knitting machines, all from Santoni, at PSA
It takes 6-7 minutes to knit a tube with the shaping of a camisole; 5-6 hours are required for dyeing, and within 9 hours a camisole is ready. With its current capacity, PSA produces 25,000 pieces per day.
Company Review

21 S
titch
Wor
ld
JUN
E 2
015

22 StitchWorld JUNE 2015
the machine is suitable for attaching lace, waistband, elastic tape and lip binding on curved seams. Another machine that guarantees curl-free and uniform sewing of seams is the FD-62G flat seamer. Equipped with both side fabric trimmer, spreader and differential feed, the machine is ideal for joining shoulder of T-shirts, crotch of men’s briefs and ladies panties. The ABT20 overlock machine with straight chain casting enables quick back latch procedure for an overlock stitch and the thread chain is automatically sewn into the overlock seams at the start of sewing. This small intervention not only prevents seams from unravelling but also reduces the operation of backtacking and dramatically increase productivity.
PSA also attributes its competitiveness in manufacturing seamless clothing to the major dependence of the manufacturing process on machines instead of people. “A few years ago, the seamless knitting machines from Santoni were upgraded which bounced up the output per machine by 15% across all machine variants. The upgrade only required minor but
critical changes in the machine settings which reduced the overall knitting time,” shares Tarun. Moreover, due to the sequence of manufacturing seamless apparels – knitting, dyeing and sewing, PSA does not dye its rejections, which is a huge saving in terms of the operating overheads.
The company has NRG series of dyeing machines from Flainox Italy and the machines are equipped with a function of using cooling water, which does not come in contact with the dye bath, for rinsing operations. The bath can be recirculated from the top of the machine directly in the drum allowing a further reduction of the bath ratio in the dyeing phase. Further enabling efficient resource utilization, the dyeing machines allows monitoring of the consumption of utilities. Also monitored is the concentration of the dye bath, allowing optimization of the dyeing/washing cycle and further reducing chemical and water consumption. Due to such features, each machine is capable of reducing the consumption of electricity by 25%, water and steam by 70% and chemical also by 70% compared to conventional dyeing methods.
IntImatewear, Shapewear and maternIty wear drIvIng the domeStIc market
“People are not so informed about seamless clothing and the market is very price-driven. If someone is getting a normal T-shirt for Rs. 400, why would they spend Rs. 1,000 on a T-shirt which is seamless?” argues Tarun. But that does not mean there are no success stories; in fact, PSA made seamless underwear for men, which sold like hot cakes at Color Plus’s retail outlets. As of now, PSA is doing some developments and trial orders for Adidas but then again the quantities are too small and the prices are very low.
Though the huge knitting capacities that PSA has, does not make it a viable proposition to work in the domestic arena, the same is not the case for other manufacturers. Surat-based Pigeon Impex, an apparel exporter with 25 seamless knitting machines from Santoni, is running
a very successful domestic brand called Piccion. An integrated unit with in-house facilities for dyeing and finishing, Pigeon Impex’s product range focuses on intimatewear (sports bra, camisole, underwear) and maternity wear (tummy supporter panties, tummy control panties). “We are the first company in India to manufacture seamless tummy supporters
based on international medical standards as people are willing to pay the price for a premium product,” claims Anuj Shah, CEO, Pigeon Impex. Retailed in the price brackets of Rs. 200 to Rs. 1,500, the company’s products are sold at 1,700+ retail outlets along with being available with online retailers.
Along with domestic market leaders such as Bodycare and Jockey, companies such as Mumbai-based Omtex Sportswear and Ludhiana-based Ambi Knits have also been successfully retailing seamless shapewear and intimatewear clothing between the price brackets of Rs. 200 and Rs. 1,000. Bodycare and Ambi Knits have installed seamless knitting machines of Chinese make.
Another successful project is that of Sangam Group, which owns 36 seamless knitting machines from Santoni along with flainox dyeing machines, built on an investment of Rs. 40 crore. “The project is up and running. We are not only exporting but also selling the products in the domestic market,” shares Gaurav Chaudhary, DGM-Planning & Publicity, Sangam India.
For its specific needs, the company has invested in sewing machines from the Italian company Rimoldi and Japanese pioneer Yamato, along with the bartack machines from Juki
Maternity wear with tummy supporter
Company Review

23 S
titch
Wor
ld
JUN
E 2
015
Advertorial
24 StitchWorld JUNE 2015
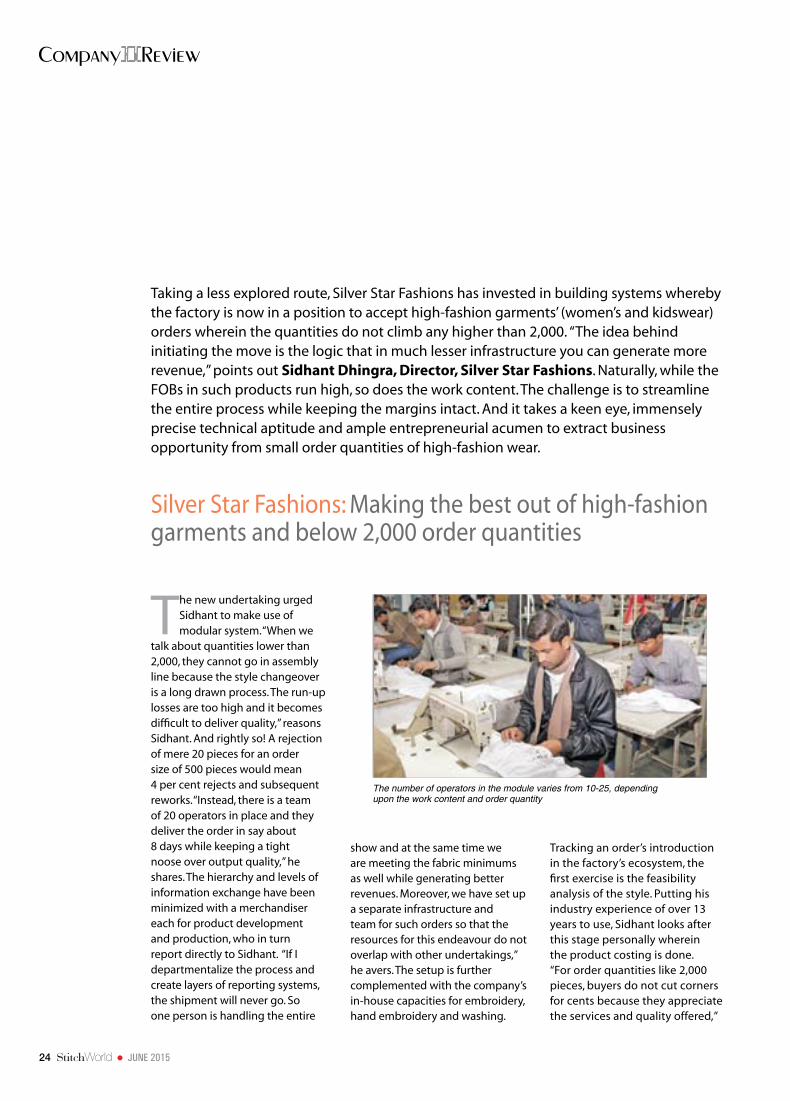
Silver Star Fashions: Making the best out of high-fashion garments and below 2,000 order quantities
Taking a less explored route, Silver Star Fashions has invested in building systems whereby the factory is now in a position to accept high-fashion garments’ (women’s and kidswear) orders wherein the quantities do not climb any higher than 2,000. “The idea behind initiating the move is the logic that in much lesser infrastructure you can generate more revenue,” points out Sidhant Dhingra, Director, Silver Star Fashions. Naturally, while the FOBs in such products run high, so does the work content. The challenge is to streamline the entire process while keeping the margins intact. And it takes a keen eye, immensely precise technical aptitude and ample entrepreneurial acumen to extract business opportunity from small order quantities of high-fashion wear.
The new undertaking urged Sidhant to make use of modular system. “When we
talk about quantities lower than 2,000, they cannot go in assembly line because the style changeover is a long drawn process. The run-up losses are too high and it becomes difficult to deliver quality,” reasons Sidhant. And rightly so! A rejection of mere 20 pieces for an order size of 500 pieces would mean 4 per cent rejects and subsequent reworks. “Instead, there is a team of 20 operators in place and they deliver the order in say about 8 days while keeping a tight noose over output quality,” he shares. The hierarchy and levels of information exchange have been minimized with a merchandiser each for product development and production, who in turn report directly to Sidhant. “If I departmentalize the process and create layers of reporting systems, the shipment will never go. So one person is handling the entire
show and at the same time we are meeting the fabric minimums as well while generating better revenues. Moreover, we have set up a separate infrastructure and team for such orders so that the resources for this endeavour do not overlap with other undertakings,” he avers. The setup is further complemented with the company’s in-house capacities for embroidery, hand embroidery and washing.
Tracking an order’s introduction in the factory’s ecosystem, the first exercise is the feasibility analysis of the style. Putting his industry experience of over 13 years to use, Sidhant looks after this stage personally wherein the product costing is done. “For order quantities like 2,000 pieces, buyers do not cut corners for cents because they appreciate the services and quality offered,”
The number of operators in the module varies from 10-25, depending upon the work content and order quantity
Company Review

JUNE 2015 StitchWorld 25
“If I departmentalize the process and create layers of reporting systems, the shipment will never go. So one person is handling the entire show and at the same time we are meeting the fabric minimums as well while generating better revenues.”Sidhant Dhingra, Director, Silver Star Fashions
Silver Star makes use of Graphtec pinning machines for preparing embroidery khakha. The machine cuts, pins, marks and grades the embroidery stencil (khakha) through CAD
Inventory levels of each trim are indicated on a board installed at the beginning of each row of racks
Tracking an order’s introduction in the factory’s ecosystem, the first exercise is the feasibility analysis of the style
he avers. The technical feasibility on the other hand is taken care of by the Industrial Engineering team. For execution of the orders, the Production Planning Department calculates the productivity of the style based on its SAM, number of operations involved, fabric and order quantity. Based on this calculation, a Planned Cut Date (PCD) is marked, which then in turn pulls the entire process. Accordingly, the merchants maintain raw material stocks.
The factory makes use of notably simple but effective techniques to monitor the inventory levels and control the non-conforming materials in the trims store and fabric store. As a standard practice, trims are stored style-wise and issued on the basis of the trim card. Inventory levels of each trim are indicated on a board installed at the beginning of each row of racks for each trim stacked in that particular row of racks. The fabric store on the other hand is segregated in two parts – the fabric store
covered using polybags. The inventory level for ready reference is again monitored using the system of boards by each row of racks.
The cutting floor at Silver Star is manual and the sewing lines modular. The number of operators in the module varies from 10-25 depending upon the work content and order quantity. The operators work with computerized SNLS, overlocks and flatlocks alongside attachments as and when required. The module is led by a team leader
finishing floor, a sample is displayed to indicate the finishing standards.
Apart from the management principles, the factory has invested in Optitex CAD systems for pattern making and cutting floor management. The company also makes use of Graphtec pinning machines for preparing embroidery khakha. The machine cuts, pins, marks and grades the embroidery stencil (khakha) through CAD. “It saves a lot of time. Apart from that, when it goes to
Adhering to this schedule has also ensured the teams are always fed with cut parts without losing out on time. Apart from this, every team is classified on the basis of toughness of garment and the number of operations that it can handle to minimize the learning curve and subsequent start-up losses.
and the bonded fabric store. While the fabric store is used to stock inventory that is either under inspection or to be inspected, the bonded fabric store stocks only the inspected fabric. The bonded fabric store uses colour coded racks to segregate ready to issue goods (green) and approval pending goods (yellow). These racks are kept
who is the nodal point for the communication of any bottlenecks that might arise during the style run. In case of incidences of absenteeism, the work content is shared between the operators present. The sewing lines have on-line thread cutting and subsequent finishing is taken care of at the finishing floor. On the
the beading department, for product development or production, they know exactly which bead to sew where, so that the alteration level is brought down considerably,” Sidhant explains. Having embarked on the venture, Sidhant is very confident of success and is now looking at stabilizing the current setup and improving efficiencies.
Company Review

26 StitchWorld JUNE 2015
Apparel manufacturing is labour-intensive and requires a significant amount of repetitive work; the need now is to have skilled workers so as to do these operations faster (without frequent breaks), precisely and with high precision. Due to the repetitive and quick action, researches have shown that sewing machine operators have substantially higher risk of muscle pain and injury than workers in other jobs and the frequency of neck and shoulder injuries increases with years of employment. Ergonomics has not been given due attention as far as apparel manufacturing is concerned, especially in countries like India, Bangladesh and Pakistan. In this edition of the series on IE, Manoj Tiwari, Associate Professor, NIFT Jodhpur and Dr. Prabir Jana, Professor, NIFT Delhi discuss ergonomic aspects of apparel manufacturing, ergonomic work assessment and safety issues.
IE in Apparel Manufacturing – X
Maintaining Health at Workplace through Ergonomic Interventions
With the advancements of technology, competitive work environment has
become more challenging, making the field of ergonomics more versatile and crucial for industries irrespective of the field. Ergonomics has a much wider definition in current context, which is concerned with improving the productivity, health, safety and comfort of people, promoting effective interaction among people and technology and the environment in which both must operate. The term ergonomics was coined from the Greek words ergon (meaning ‘work’) and nomos (meaning ‘rules’). The better the fit, the higher is the level of safety and worker efficiency.
Prima facie, apparel manufacturing seems a light work involving small sewing operations that too in sitting posture. But factors such as repetitive nature, precision, level of concentration and work postures during activity make it more complex and challenging on health parameters. Research conducted in trouser manufacturing has revealed that to sew one seam which is having standard time
of 10-15 seconds per trouser leg, an operator needs to repeat the same action more than 1,500 times during the work day. This involves continuous movements of the same parts of the body maintaining a great amount of precision level each time. While measuring the force involved in these activities it may be noted that an operator lifts an average 406.10 kg of trousers per day and exerts an average total force of 2,858.40 kg with the upper limbs and 24, 267.90 kg with the lower limbs. Such kinds of repetitive work over the years results into muscular-skeletal Disorder (MSDs). In addition to this, recent studies have expressed concern about sewing machine operators’ exposure to high levels of electromagnetic fields (e.m.f ) generated by sewing machine motors. These studies have indicated that there may be an association between increased levels of Alzheimer’s disease in such operators.
Working in a constant position for a prolonged period of time, such as sitting and working on machine for hours, working in standing postures, for example in cutting
department or on embroidery machine, are examples of static posture. If the worker stands in one position for long periods of time, muscles of the back and legs may be constantly activated, which may lead to an increased fatigue and decreased blood circulation to the legs.
Tech Talk
Table 1: Poor working environment and its impact
Areas Issues Observations
Workplace height Too high or too low
Postural discomfort and pain in shoulders, neck and hands
Inadequate light Too less or too much light or glare
Problems with vision, colour blindness and blurred vision
Excess noise Continuous exposure to noise level above 90 dB
Hearing problems and continuous sound in ears
Excess vibrations Handling of machines with vibrations, exposure to vibration level above 20 Hz
Numbness in fingers, loss of sensing, nervous system disorders
Exposure to dust in work environment
Working in environment with high dust levels such as in cutting room
Respiratory problems

JUNE 2015 StitchWorld 27
Some of the most commonly observed scenarios in apparel manufacturing are as below:
• Repeating the same motion throughout the workday.
• Working in awkward or stationary positions.
• Lifting heavy or awkward items.
• Using excessive force to perform tasks.
• Frequent lifting, carrying, and pushing or pulling loads without help from other workers or devices.
• Increasing specialization that requires the worker to perform only one function or movement for a long period of time or day after day.
• Working more than 8 hours a day.
• Working at a quicker pace of work, such as faster assembly line speeds.
• Being exposed to excessive vibration.
Unfortunately, in the field of apparel manufacturing, especially in India and Bangladesh, ergonomics has not been given due attention yet. We are still working with improper work place designs resulting into poor productivity and quality as well as high labour turnover.
Workplace safety issues As far as apparel manufacturing is concerned almost every area has potential of improvement on ergonomic aspects. Right from fabrics & trims stores to cutting to sewing, packing and finishing, ergonomic interventions can make a significant difference. We observe a significant mismatch between specific requirements and actual workplace arrangement. Table 1 shows some commonly observed examples of poor working environment and its impact in context of apparel manufacturing.
A watchful observation of how activities take place in a particular
Tech Talk
Table 2: Workplace safety issues and recommendations
Department Issues Recommendations
Fabric Store • Handling of the fabric roll to a height above head level is difficult and it causes stress in the shoulder and backbone.
• The worker has to stretch hands and has to reach far off which causes excessive lumbar extension.
• Rack height should be set in such a manner that it is within the reach of the workers. If it is not possible, fork lifters should be used.
• The items which are heavy and used frequently should be stored between knee and shoulder height, not on the ground and not also above the head level.
• Heavy items such as fabric rolls or machines should not be carried manually and should be moved in a trolley.
Spreading and Cutting
• The operator needs to lift the roll from floor at the time of fabric roll loading for spreading. This may cause stress on shoulders and back.
• The operator also needs to remove the heavy metal rod from the stand to load the fabric roll. This may also cause strain in hands and arms.
• The operator needs to bend forward in order to reach across the width of the table to cut the fabric and to adjust it. This may cause stress in the spine, shoulder and abdomen.
• In case of automatic spreading, the operators have to bend their back to smoothen the fabric.
• While operating cutting tools such as straight knife, band knife and numbering the vibrations can cause pains in wrist as well as numbness in the fingers.
• Handling and loading of fabric roll through hydraulic or pneumatic devices.
• Rolls may be placed in sloped platform at waist level for ease of handling and movement.
• Two operators may be deployed while spreading to avoid bending forward.
• The height of the cart with multiple shelves used for stacking of panels should be equal to the height of the cutting table.
• Clamps to hold the fabric plies should be used.
Sewing • Repetitive motions with restricted body movements.
• Handling of big panels while sewing.
• Simultaneous involvement of different body parts such as fingers, hands, knees, legs and ankles.
• Fixed height of stools and chairs.
• No rotary movement and no proper back support.
• Improper workplace arrangement.
• Poor design of equipment such as stackers, ironing tables, material handling trolleys, inspection tables, etc.
• Inadequate light arrangement, which puts excess strain on operator’s eyes.
• Improved design of machine and equipment which are comfortable and safe.
• Chairs/stools with adjustable height and proper cushion and back support.
• Slanted inspection tables.
• Semi sitting workstations with proper support and flexibility.
• Use of work aids and attachments to handle the large panels while stitching.
• Proper light arrangement at the workstations.
• Usage of de-skilling devices for each of the operations.
Finishing and Packing
• Inappropriate height of the ironing table (too low or too high) where the operator needs to put extra efforts. This may cause pain in shoulders, neck and back.
• When the table is too high, the worker has to use an elevated shoulder posture, and when it is too low, a poor neck and back posture is the result.
• Handling of heavy weight irons may cause extra stress on hands and shoulders.
• Works are done in standing postures continuously and thus the operator gets easily tired.
• Flat tables (horizontal bed) results in excess bending of neck, and increased stress on shoulders.
• Poor workplace arrangement in the finishing section which makes pick and dispose difficult.
• Inadequate lighting creates shadows and glare as well as difficulty in inspecting the garments.
• Tables should be of proper height meeting the operator’s requirement.
• Tables with slanted surface for ease of inspection.
• Improved workplace with easy access to the materials being used frequently.
• Provision of body support to reduce fatigue.
• Arrangement of adequate lighting.
Contd. on page 30

28 StitchWorld JUNE 2015

29 StitchWorld JUNE 2015

30 StitchWorld JUNE 2015
department may give valuable insights, provided IE has a basic understanding of ergonomics and its principles. One must observe the things from an operator’s point of view who is always on floor and involved in a number of physical tasks. The aim should be on minimizing the efforts (it may be physical or mental) while accomplishing the task. To achieve this (minimizing the efforts by an operator) an IE should work towards developing ergonomic solutions and providing necessary training. Table 2 gives some insights on department-specific work place safety issues related to ergonomics and recommendations.
Selecting the workplace and posture Most of the work in offices as well as in manufacturing setups (such as garment stitching, assembly work and packaging work, etc.) is done in sitting posture. Generally, working in sitting posture is preferred over working in standing posture as it has a number of advantages compared to standing. The body is in better comfort because of the available support from floor, seat, backrest, arm-rest and work surface. Type of work and level of mobility required, play a critical role in deciding on the right working posture. Chart 1 may be referred for the selection of right posture and accordingly workplace may be developed or arranged.
Adjusting the right posturePosture is often decided by the task or the workplace where or on which the task needs to be performed. Maintaining the right posture while working is very important and to do, this it’s imperative to work on analyzing the task critically. The arrangement of workplace and/or the workstation should fit to the operator so that the right posture can be maintained. A logical approach for posture selection is shown in Chart 2.
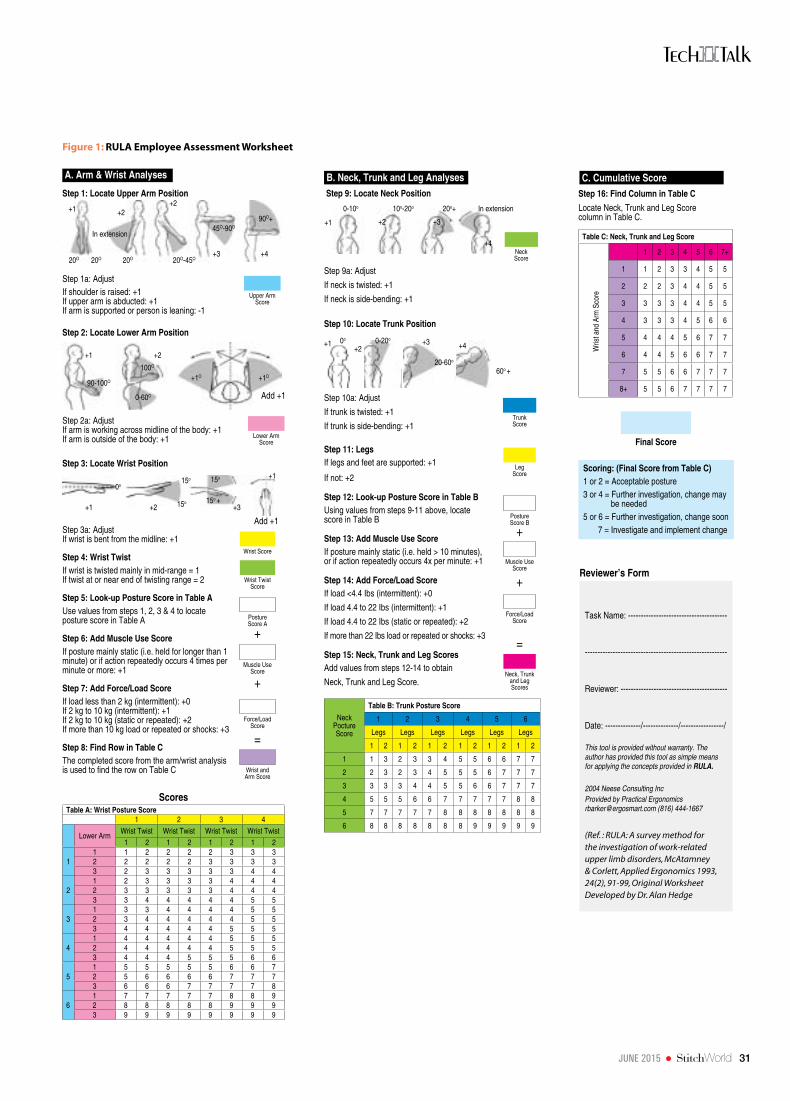
Ergonomic vulnerability assessment There are a number of assessment techniques used by ergonomists for postural analysis and to check the vulnerability. Some of these techniques are RULA (Rapid Upper Limb Assessment), REBA (Rapid Entire Body Assessment) and OWAS (Ovako Working Posture Analysis System).
RULA – Rapid Upper Limb Assessment (RULA) is a survey method developed to measure exposure of individual workers to risk factors associated with work-related upper limb disorders. RULA provides an easily calculated rating (From Level 1 to Level 4) of musculoskeletal loads in tasks where people have a risk of neck and upper-limb loading. The tool provides a single score as a ‘snapshot’ of the task, which is the rating of the posture, force, and movement required. These scores are grouped into four action levels that provide an indication of the time-frame in which it is reasonable to expect risk control to be initiated. The RULA scores (as mentioned in Table 3), highlight the urgency about the need to change how a person is working as a function of the degree of injury risk.
How to do vulnerability assessment Such analysis is recommended to be done by trained professionals. Precision in body posture measurement is key to any such analysis that can be done by taking snapshots using photography or videography. Calculation of scores and levels can be done manually using standard formats, where a particular value is assigned to a particular posture depending on the bend/angle of body parts while doing the work. (Please refer Figure 1 for step-by-step RULA procedure). The body parts considered for assessment are: 1. Arms & Wrists;
Table 3: RULA scores and inferences
RULA Score
Inference
1 - 2 The person is working in the best posture with no risk of injury from his/her work posture.
3 - 4 The person is working in a posture that could present some risk of injury from his/her work posture, and this score most likely is the result of one part of the body being in a deviated and awkward position, so this should be investigated and corrected.
5 - 6 The person is working in a poor posture with a risk of injury from his/her work posture, and the reasons for this need to be investigated and changed in the near future to prevent any injuries.
7 The person working in the worst posture is at an immediate risk of injury from his/her work posture, and the reasons for this need to be investigated and changed immediately to prevent an injury.
Type of Work
MobileNot Mobile
Heavy WorkLight Work Standing Workstation
Leg room available
No Leg room available
Little Standing up (less than
10/hr)
Much Standing up (More than
10/hr)
Sitting Workstation
Sit-stand Workstation
Workstation with
Pedestal Stool
Standing Workstation
Chart 1: Selecting the workplace and right posture
• Make your chair and foot control as per your body requirements
• Adjust the machine and chair in a position which is comfortable – usage of adjustable chairs
• Check the seat tilt• Adjust the seat height• Wrist straight• Elbow close to body • Relaxed shoulders• Head not bent
forward• Adjust the foot
support
• Easy foot control• Adjust knee control• Move hip back in the
chair• Adjust the back
support• Back support tilt• Back support height
How to adjust yourself at sewing workplace
Chart 2: Adjusting the right posture
Tech Talk
Contd. from page 27
JUNE 2015 StitchWorld 31
Tech Talk
Step 10a: Adjust
If trunk is twisted: +1
If trunk is side-bending: +1
Figure 1: RULA Employee Assessment Worksheet
Step 16: Find Column in Table CLocate Neck, Trunk and Leg Score column in Table C.
Table C: Neck, Trunk and Leg Score
1 2 3 4 5 6 7+
1 1 2 3 3 4 5 5
2 2 2 3 4 4 5 5
3 3 3 3 4 4 5 5
4 3 3 3 4 5 6 6
5 4 4 4 5 6 7 7
6 4 4 5 6 6 7 7
7 5 5 6 6 7 7 7
8+ 5 5 6 7 7 7 7
Wris
t and
Arm
Sco
re
Step 11: LegsIf legs and feet are supported: +1
If not: +2
Step 12: Look-up Posture Score in Table BUsing values from steps 9-11 above, locate score in Table B
Step 13: Add Muscle Use ScoreIf posture mainly static (i.e. held > 10 minutes), or if action repeatedly occurs 4x per minute: +1
Step 14: Add Force/Load ScoreIf load <4.4 Ibs (intermittent): +0
If load 4.4 to 22 Ibs (intermittent): +1
If load 4.4 to 22 Ibs (static or repeated): +2
If more than 22 Ibs load or repeated or shocks: +3
Step 15: Neck, Trunk and Leg ScoresAdd values from steps 12-14 to obtain
Neck, Trunk and Leg Score.
Leg Score
Posture Score B
Muscle Use Score
Force/Load Score
+
+
=
Neck, Trunk and Leg Scores
Neck Pocture Score
Table B: Trunk Posture Score
1 2 3 4 5 6
Legs Legs Legs Legs Legs Legs
1 2 1 2 1 2 1 2 1 2 1 2
1 1 3 2 3 3 4 5 5 6 6 7 7
2 2 3 2 3 4 5 5 5 6 7 7 7
3 3 3 3 4 4 5 5 6 6 7 7 7
4 5 5 5 6 6 7 7 7 7 7 8 8
5 7 7 7 7 7 8 8 8 8 8 8 8
6 8 8 8 8 8 8 8 9 9 9 9 9
B. Neck, Trunk and Leg Analyses Step 9: Locate Neck Position
C. Cumulative Score
Step 10: Locate Trunk Position
Step 9a: Adjust
If neck is twisted: +1
If neck is side-bending: +1
Trunk Score
+1+2
+3 +40o 0-20o
20-60o
60o +
Neck Score
+1 +2 +3
+4
0-10o 10o-20o 20o+ In extension
A. Arm & Wrist Analyses
Step 1: Locate Upper Arm Position
Step 1a: AdjustIf shoulder is raised: +1 If upper arm is abducted: +1 If arm is supported or person is leaning: -1
Upper Arm Score
+1
20O 20O 20O 20O-45O+3 +4
90O+45O-90O
+2+2
In extension
Step 2: Locate Lower Arm Position
Step 2a: Adjust If arm is working across midline of the body: +1 If arm is outside of the body: +1 Lower Arm
Score
100O
0-60O
+1O +1O
Add +1
+1 +2
90-100O
ScoresTable A: Wrist Posture Score
1 2 3 4
Lower ArmWrist Twist Wrist Twist Wrist Twist Wrist Twist1 2 1 2 1 2 1 2
11 1 2 2 2 2 3 3 32 2 2 2 2 3 3 3 33 2 3 3 3 3 3 4 4
21 2 3 3 3 3 4 4 42 3 3 3 3 3 4 4 43 3 4 4 4 4 4 5 5
31 3 3 4 4 4 4 5 52 3 4 4 4 4 4 5 53 4 4 4 4 4 5 5 5
41 4 4 4 4 4 5 5 52 4 4 4 4 4 5 5 53 4 4 4 5 5 5 6 6
51 5 5 5 5 5 6 6 72 5 6 6 6 6 7 7 73 6 6 6 7 7 7 7 8
61 7 7 7 7 7 8 8 92 8 8 8 8 8 9 9 93 9 9 9 9 9 9 9 9
Step 3: Locate Wrist Position
Step 3a: Adjust If wrist is bent from the midline: +1
Step 4: Wrist TwistIf wrist is twisted mainly in mid-range = 1 If twist at or near end of twisting range = 2
Step 5: Look-up Posture Score in Table AUse values from steps 1, 2, 3 & 4 to locate posture score in Table A
Step 6: Add Muscle Use ScoreIf posture mainly static (i.e. held for longer than 1 minute) or if action repeatedly occurs 4 times per minute or more: +1
Step 7: Add Force/Load ScoreIf load less than 2 kg (intermittent): +0 If 2 kg to 10 kg (intermittent): +1 If 2 kg to 10 kg (static or repeated): +2 If more than 10 kg load or repeated or shocks: +3
Step 8: Find Row in Table CThe completed score from the arm/wrist analysis is used to find the row on Table C
Wrist Score
Posture Score A
Muscle Use Score
Force/Load Score
=
+
+
Wrist and Arm Score
Wrist Twist Score
Add +1
+1
0o15o
15o 15o +
15o +1
+2 +3
Scoring: (Final Score from Table C)1 or 2 = Acceptable posture3 or 4 = Further investigation, change may be needed5 or 6 = Further investigation, change soon 7 = Investigate and implement change
Final Score
Reviewer’s Form
Task Name: ---------------------------------------
--------------------------------------------------------
Reviewer: ------------------------------------------
Date: --------------/--------------/-----------------/
This tool is provided without warranty. The author has provided this tool as simple means for applying the concepts provided in RULA.
Provided by Practical Ergonomics [email protected] (816) 444-1667
2004 Neese Consulting Inc
(Ref. : RULA: A survey method for the investigation of work-related upper limb disorders, McAtamney & Corlett, Applied Ergonomics 1993, 24(2), 91-99, Original Worksheet Developed by Dr. Alan Hedge
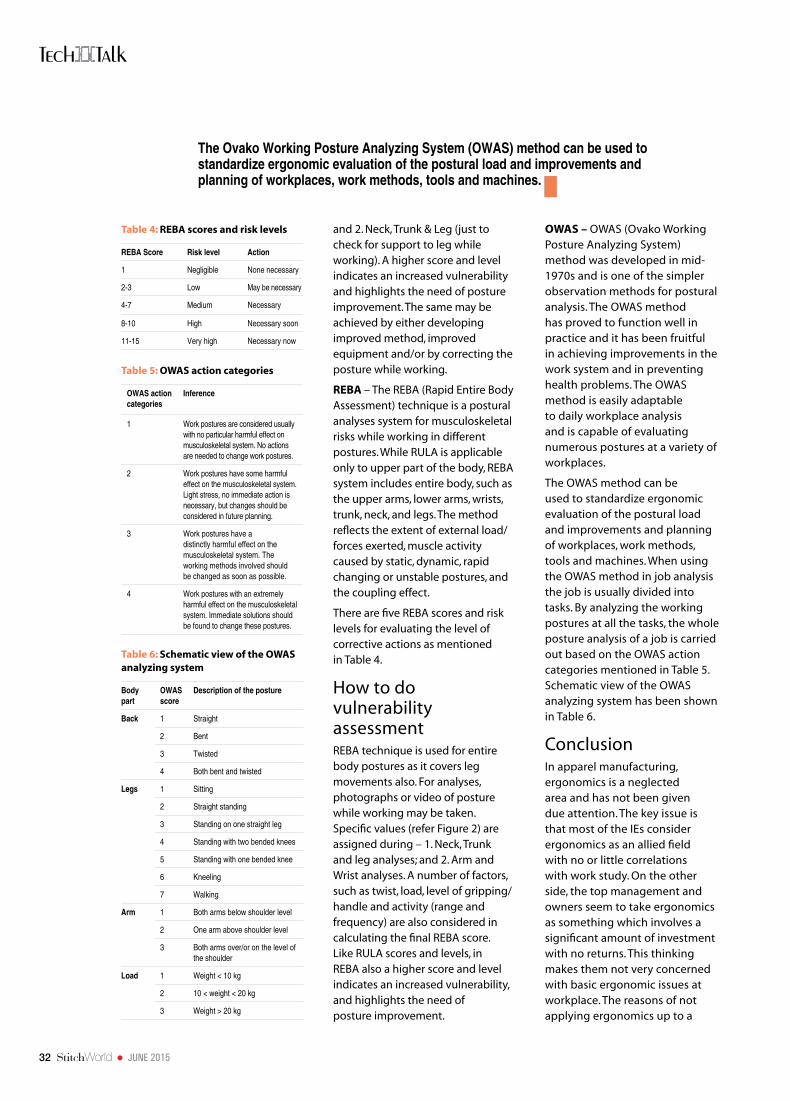
32 StitchWorld JUNE 2015
Tech Talk
and 2. Neck, Trunk & Leg (just to check for support to leg while working). A higher score and level indicates an increased vulnerability and highlights the need of posture improvement. The same may be achieved by either developing improved method, improved equipment and/or by correcting the posture while working.
REBA – The REBA (Rapid Entire Body Assessment) technique is a postural analyses system for musculoskeletal risks while working in different postures. While RULA is applicable only to upper part of the body, REBA system includes entire body, such as the upper arms, lower arms, wrists, trunk, neck, and legs. The method reflects the extent of external load/forces exerted, muscle activity caused by static, dynamic, rapid changing or unstable postures, and the coupling effect.
There are five REBA scores and risk levels for evaluating the level of corrective actions as mentioned in Table 4.
How to do vulnerability assessment REBA technique is used for entire body postures as it covers leg movements also. For analyses, photographs or video of posture while working may be taken. Specific values (refer Figure 2) are assigned during – 1. Neck, Trunk and leg analyses; and 2. Arm and Wrist analyses. A number of factors, such as twist, load, level of gripping/handle and activity (range and frequency) are also considered in calculating the final REBA score. Like RULA scores and levels, in REBA also a higher score and level indicates an increased vulnerability, and highlights the need of posture improvement.
OWAS – OWAS (Ovako Working Posture Analyzing System) method was developed in mid-1970s and is one of the simpler observation methods for postural analysis. The OWAS method has proved to function well in practice and it has been fruitful in achieving improvements in the work system and in preventing health problems. The OWAS method is easily adaptable to daily workplace analysis and is capable of evaluating numerous postures at a variety of workplaces.
The OWAS method can be used to standardize ergonomic evaluation of the postural load and improvements and planning of workplaces, work methods, tools and machines. When using the OWAS method in job analysis the job is usually divided into tasks. By analyzing the working postures at all the tasks, the whole posture analysis of a job is carried out based on the OWAS action categories mentioned in Table 5. Schematic view of the OWAS analyzing system has been shown in Table 6.
Conclusion In apparel manufacturing, ergonomics is a neglected area and has not been given due attention. The key issue is that most of the IEs consider ergonomics as an allied field with no or little correlations with work study. On the other side, the top management and owners seem to take ergonomics as something which involves a significant amount of investment with no returns. This thinking makes them not very concerned with basic ergonomic issues at workplace. The reasons of not applying ergonomics up to a
Table 5: OWAS action categories
OWAS action categories
Inference
1 Work postures are considered usually with no particular harmful effect on musculoskeletal system. No actions are needed to change work postures.
2 Work postures have some harmful effect on the musculoskeletal system. Light stress, no immediate action is necessary, but changes should be considered in future planning.
3 Work postures have a distinctly harmful effect on the musculoskeletal system. The working methods involved should be changed as soon as possible.
4 Work postures with an extremely harmful effect on the musculoskeletal system. Immediate solutions should be found to change these postures.
Table 6: Schematic view of the OWAS analyzing system
Body part
OWAS score
Description of the posture
Back 1 Straight
2 Bent
3 Twisted
4 Both bent and twisted
Legs 1 Sitting
2 Straight standing
3 Standing on one straight leg
4 Standing with two bended knees
5 Standing with one bended knee
6 Kneeling
7 Walking
Arm 1 Both arms below shoulder level
2 One arm above shoulder level
3 Both arms over/or on the level of the shoulder
Load 1 Weight < 10 kg
2 10 < weight < 20 kg
3 Weight > 20 kg
Table 4: REBA scores and risk levels
REBA Score Risk level Action
1 Negligible None necessary
2-3 Low May be necessary
4-7 Medium Necessary
8-10 High Necessary soon
11-15 Very high Necessary now
The Ovako Working Posture Analyzing System (OWAS) method can be used to standardize ergonomic evaluation of the postural load and improvements and planning of workplaces, work methods, tools and machines.
33 S
titch
Wor
ld
JUN
E 2
015

34 StitchWorld JUNE 2015
Tech Talk
Figure 2: REBA Employee Assessment Worksheet
A. Neck, Trunk and Leg AnalysesStep 1: Locate Neck Position
B. Arm and Wrist AnalysesStep 7: Locate Upper Arm Position
C. Cumulative Score
Step 1a: Adjust
If neck is twisted: +1
If neck is side bending: +1
Step 7a: Adjust
If shoulder is raised: +1
If upper arm is abducted: +1
If arm is supported or person is leaning: -1
Step 9a: Adjust
If wrist is bent from midline or twisted: Add +1
Step 2: Locate Trunk Position
Step 8: Locate Lower Arm Position
Step 3: Legs
Step 9: Locate Wrist Position
Step 4: Look-up Posture Score in Table AUsing values from Steps 1-3 above, locate score in Table A
Step 5: Add Force/Load ScoreIf load < 11 lbs.: +0
If load 11 to 22 lbs.: +1
If load > 22 lbs.: +2
Adjust: If shock or rapid build up of force: add +1
Step 6: Add Muscle Use ScoreAdd values from Steps 4 & 5 to obtain Score A
Find Row in Table C
Step 10: Look-up Posture Score in Table BUsing values from Steps 7-9 above, locate score in Table B
Step 11: Add Coupling ScoreWell fitting handle and mid-range power grip, good: +0Acceptable but not ideal hand hold or coupling acceptable with another body part, fair: +1Hand hold not acceptable but possible, poor: +2No handles, awkward, unsafe with any body part
Unacceptable: +3
Step 12: Score B
Find Column in Table C
Add values from steps 10 & 11 to obtain Score B.
Step 2a: Adjust
If trunk is twisted: +1
If trunk is side bending: +1
Scores
Table ANeck
1 2 3
Legs 1 2 3 4 1 2 3 4 1 2 3 4
Trunk Posture Score
1 1 2 3 4 1 2 3 4 3 3 5 6
2 2 3 4 5 3 4 5 6 4 5 6 7
3 2 4 5 6 4 5 6 7 5 6 7 8
4 3 5 6 7 5 6 7 8 6 7 8 9
5 4 6 7 8 6 7 8 9 7 8 9 9
Table BLower Arm
1 2
Wrist 1 2 3 1 2 3
Upper Arm Score
1 1 2 2 1 2 3
2 1 2 3 2 3 4
3 3 4 5 4 5 5
4 4 5 5 5 6 7
5 6 7 8 7 8 8
6 7 8 8 8 9 9
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
+1
+2
+2
+4
+3
+2
+2
+1
+2+1 Add +1 Add +2
Adjust:
+1 +2 +2
+3 +4
+1 +2
+1 +2
Neck Score
Trunk Score
Leg Score
Posture Score A
Force/Load Score
Score A
=
+
Upper Arm Score
Lower Arm Score
Wrist Score
Posture Score B
Coupling Score
Score B
=
+
Step 13: Table C ScoreLocate Score B column in Table C and match with
Score A in row from Step 6 to obtain Table C score.
Step 14: Activity Score+1 or more body parts are held for longer than 1 minute (static)
+1 Repeated small range actions (more than 4x per minute)
+1 Action causes rapid large range changes in postures or unstable base
Score A
Table C
Score B
1 2 3 4 5 6 7 8 9 10 11 12
1 1 1 1 2 3 3 4 5 6 7 7 7
2 1 2 2 3 4 4 5 6 6 7 7 8
3 2 3 3 3 4 5 6 7 7 8 8 8
4 3 4 4 4 5 6 7 8 8 9 9 9
5 4 4 4 5 6 7 8 8 9 9 9 9
6 6 6 6 7 8 8 9 9 10 10 10 10
7 7 7 7 8 9 9 9 10 10 11 11 11
8 8 8 8 9 10 10 10 10 10 11 11 11
9 9 9 9 10 10 10 11 11 11 12 12 12
10 10 10 10 11 11 11 11 12 12 12 12 12
11 11 11 11 11 12 12 12 12 12 12 12 12
12 12 12 12 12 12 12 12 12 12 12 12 12
Scoring:1 = Negligible risk.2-3 = Low risk. Change may be needed.4-7 = Medium risk. Further investigate. Change soon.8-10 = High risk. Investigate and implement change.11+ = Very high risk. implement change.
Table C Score Activity Score REBA Score
=+
10o-20o 20o +
30O-60O 60O
Ref. : Technical note: Rapid Entire Body Assessment (REBA), Hignett, McAtamney, Applied Ergonomics 31 (2000) 201-205.
Task Name: ------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Reviewer: --------------------------------------------------------------------------------------------------------------------------------------- Date: ----------------------------/----------------------------------/-----------------------------------------/
This tool is provided without warranty. The author has provided this tool as simple means for applying the concepts provided in REBA.Provided by Practical Ergonomics [email protected] (816) 444-16672004 Neese Consulting Inc
Reviewer’s Form

JUNE 2015 StitchWorld 35
Case Study: Vulnerability assessment using RULA, REBA and OWASgreat extent by IE may be the lack of understanding of ergonomic principles or a colonial mindset of IE of not providing comfortable work place to operators. It has been practically observed that small ergonomic interventions with minimal investment create a significant difference in productivity and efficiency of an operator. While putting efforts on method improvements and time study, an IE should also observe the ergonomics involved and consider it equal or even more important. Garment manufacturing involves a number of repeated actions which an operator does throughout the day and same is continued as regular on every day. Such repeated and monotonous task may lead to discomfort to the worker and eventually may result into body disorders. As a common remedy, job rotation is widely recommended to bring variation into repetitive and monotonous muscular work. However this in itself is not sufficient as in job rotation also the time and load may remain more or less same. It requires a complete work process re-engineering, where an operator is spending lesser time in monotonous and repeated task and the whole body is used in a dynamic manner.
A sincere and honest effort (involving ergonomics) towards making the workplace safe and comfortable may bring positive vibrations and a new inspiration towards work and eventually translate into an increased job satisfaction and improved labour retention.
Tech Talk
Table 8: Vulnerability assessment using OWAS for sewing operation
Body part OWAS score Remarks (Based on Table 6, Schematic view of the OWAS analyzing system)
Back 2 Bent
Legs 1 Sitting
Arm/shoulder 1 Both arms below shoulder level
Load level 1 Weight < 10 kg
OWAS score 2 Combination of results (highest value)
Table 7: Vulnerability assessment using RULA for sewing operation
Group Body part Value from RULA worksheet
Remarks (Based on RULA worksheet, Figure 1)
A
Arm 1 Upper arm position 1
Lower arm 1 Lower arm position 1
Wrist 2 Wrist in position 2
Wrist twist 1 Wrist twisted mid-range
Score A 2
Muscle used 1 Action occurs more than 4 times in a minute
Force used 0 Load < 4.4 lbs.
Wrist and Arm score 3 Sum of score A and Values for Muscle used & Force used
B
Neck 1 Neck bent position 1
Trunk 1 Trunk not bent, position 1
Leg 1 Leg supported by foot rest
Score B 1
Muscle used 1 Action occurs more than 4 times in a minute
Force used 0 Load < 4.4 lbs.
Neck, Trunk and Leg score
2 Sum of score B and Values for Muscle used & Force used
Final RULA score 3 Combination of wrist and arm score – 3 and Neck, Trunk and Leg score - 2
Conclusion The person is working in a posture that could present some risk of injury from his/her work posture, and this score most likely is the result of one part of the body being in a deviated and awkward position, so this should be investigated and corrected.
Let’s try to understand vulnerability assessment using RULA where an operator does a sewing work. This involves a numbers of steps (refer Figure 3) such as pick up, place the part on machine table, marking, slide towards needle, stitching, removing out after stitching and finally disposing of.
Now using table for RULA employee assessment worksheet as shown in Figure 1, RULA needs to be performed for each posture for the given operation. Let’s do analysis for activity of picking up the piece (refer Picture 1 of Figure 3). Table 6 shows different components and respective values (with justification) based on RULA technique.
In similar fashion, vulnerability assessment using REBA may also be practiced. Now let’s do vulnerability assessment using OWAS for the same posture. Please refer Table 6 for OWAS analysis of same operation (pick up the panel) as per Picture 1 of Figure 3.
It may be noted that the vulnerability assessment done using RULA and OWAS is only for one posture (that is pick up the panel) as per Picture 1 of Figure 3. Such assessment is recommended to be done for all the postures of the operation also. Based on the score (from RULA/REBA/OWAS) for each posture inferences should be drawn and corrective actions taken.
Figure 3: Vulnerability assessment using RULA for sewing operation
1. Pick up the panel 2. Place the panel 3. Marking on the panel
4. Sliding towards needle
5. Holding while stitching
6. Removing out the panel
7. Disposing of
As a common remedy, job rotation is widely recommended to bring variation into repetitive and monotonous muscular work. However this in itself is not sufficient as in job rotation also the time and load may remain more or less same.

36 StitchWorld JUNE 2015
Standard products, manufactured in bulk quantities offer opportunity
to utilize automats for improving machine productivity and manpower utilization, yet it is observed that most of the factories utilize conventional sleeve closing method with manual machine, thereby fortifying the advantages offered by these automats in deskilling the operation and improving (resource) utilization. Sleeve closing automats available in market can be classified into two types: semi-automatic and integrated workstations. The semi-automatic machine performs only the folding of sleeve and loading of the panel onto the clamps. The clamps then move the fabric under the needle bar. Unloading and stacking operations are again mechanized. As the operator’s task is restricted to loading of panel, it helps in deskilling the task and hence reduces the manpower
dependency. In the integrated workstation, after the sleeve closing operation, the sleeve is also turned automatically.
In the integrated version, after loading of the sleeve onto the machine, firstly it is hemmed, then automatically folded, after which it is closed. Operator’s task in each of these systems is restricted to loading of panel on feeding device.
Conventional method for sleeve closingA conventional sleeve closing machine is completely manual in operation, where almost all the tasks like sleeve folding, loading, sewing and disposing are manually performed, thereby necessitating the use of skilled manpower. This increases human dependencies and the chances of human induced errors. The observed average cycle time for sleeve closing operation on conventional machines is indicated in Exhibits 1.1 and 1.2.
Technology behind automatic sleeve closingAlthough earlier Yamato, Pegasus and Union Special had been offering automats for sleeve closing, the most popular automat solutions available today are from Atlanta Attachment Company Ltd., one of the prominent manufacturers of sleeve closing attachments in the market. AAC provides automats for both long and short sleeve closing operations and is targeted for sleeve closing operations in knitted Tee/Polo shirts. High productivity allows the use of these machines as external operations (tasks), feeding multiple sewing line simultaneously. Increased production rates allow operators to be utilized for other tasks on completion of their daily targets. Four of the most commonly used options are:
With labour costs in the garment industry increasing continuously, depending entirely on manpower isn’t a very good idea anymore. In such a condition, use of automats not only reduces the dependency on manpower, but also boosts up the productivity. In this article, Team StitchWorld analyzes the impact of mechanization on sleeve closing operation for knitted garments and how it works for the industry’s benefit. This article reviews the operating method of the automatic machines from Atlanta Attachment Company Ltd. (AAC), one of the prominent manufacturers of sleeve closing attachments with its advantages and special features.
Automation in Sewing – IVSleeve Closing Operation in Knitted Garments
Tech Review

JUNE 2015 StitchWorld 37
AP264, Automatic Long Sleeve Closing machineAP264 is an electronically controlled sleeve closing machine exhibiting features such as the automatic bundle return, automatic backlatch, automatic thread cutter and thread saver. This machine has an electronic active edge guiding system, providing the capability to sew both straight and contoured seams. In this machine, the operator aligns the hemmed end and presents it to the presser foot.
AP264T, Automatic Long Sleeve Closing Workstation with Sleeve Turner An upgraded version of the earlier variant, the AP264T is an electronically controlled sleeve closing and turning machine with automatic backlatch. This unit includes electronic active edge guiding system, providing the capability to sew either straight or contoured seams. In this machine, the operator
A photo cell senses the beginning edge, drops the presser foot and starts sewing with an automatic backlatch. The electronic active edge guiding system also controls the sleeve until the operator presents the next sleeve. Once the sleeve is closed, the machine stops, thread chain is cut and the sleeve is stacked automatically. Productivity per hour for an AP264 machine is 1,190 sleeves, while productivity per shift is 9,520 sleeves (Refer Exhibit 1.1).
folds the sleeve, aligns the hemmed or cuffed end and presents it to the presser foot. A photo cell senses the beginning edge, drops the presser foot and begins the sewing cycle with an automatic backlatch. The electronic active edge guiding system controls the sleeve during the sewing cycle, while the operator prepares the next sleeve. When the seam is completed, the thread chain is cut; the sleeve is turned and stacked
AP264T, automatic long sleeve closing machine from Atlanta Attachment Company
Long sleeve closing machine from AAC – AP264, deskills the task by restricting the operator’s task to loading the feeding clamps; AP264T – performs sleeve turning operation in addition to sleeve closing thereby eliminating one operation.
Tech Review

38 StitchWorld JUNE 2015
Exhibit 1.1: Long Sleeve Closing Operation in Knits
Brand Machine Model/Serial No.
Machine/Operation Type
Loading for Stitching (with allowance)
Sleeve Stitching (with allowance)
Unloading after Stitching (with allowance)
Total Average Cycle Time (Secs) (with allowance)
Production/Machine/Hr. x No. of machines manned (No. of sleeves)
Production/Shift (Sleeve Units)
Juki - Manual 20.0 20 180 1,440
Atlanta Attachment Corporation
AP264 Semi-Automatic 2.0 3.0 1.6 3 1,190 9,520
Brand Machine Model/Serial No.
Machine/Operation Type
Loading for Stitching (with allowance)
Sleeve Stitching (with allowance)
Automatic Sleeve Turning
Unloading after Stitching (with allowance)
Total Average Cycle Time (Secs) (with allowance)
Production/Machine/Hr. x No. of machines manned (No. of sleeves)
Production/Shift (Sleeve Units)
Atlanta Attachment Corporation
AP264T Semi-Automatic 5.6 2.6 3.4 0.8 5.6 643 5,143
Exhibit 1.2: Short Sleeve Closing Operation in Knits
Brand Machine Model/Serial No.
Machine/Operation Type
Folding & Loading for Stitching (with allowance)
Sleeve Stitching (with allowance)
Unloading after Stitching (with allowance)
Total Average Cycle Time (Secs) (with allowance)
Prodn./Machine/Hr. Sleeve Units (No. of Sleeves)
Prodn./Shift Sleeve Units
Yamato - Manual 10.0 10 360 2,880
Atlanta Attachment Corporation
AP263 Semi-Automatic 4.4 1.2 2.2 4.4 814 6,510
Brand Machine Model/Serial No.
Machine/Operation Type
Loading for Stitching (with allowance)
Automatic Hemming and Folding
Sleeve Closing (with allowance)
Unloading and Stacking (with allowance)
Total Average Cycle Time (Secs) (with allowance)
Prodn./Machine/Hr. x No. of machines manned (No. of sleeves)
Prodn./Shift (Sleeve Units)
Atlanta Attachment Corporation
411 Inegrated Workstation
2.0 2.2 1.6 1.6 2.2 1,607 12,857
automatically. Productivity per hour for an AP264T machine is 643 sleeves, while productivity per shift is 5,143 sleeves (Refer Exhibit 1.1).
AP263, Automatic Short Sleeve Closing MachineSpecially designed for short sleeves in a knitted garment, the AP263 exhibits features such as the automatic thread cutter, thread saver, automatic bundle return, piece counter and stacker, besides being electronically controlled. Its automatic backlatch has been exclusively designed to close short T-shirt sleeves. Its electronic active edge guiding system provides the capability to sew straight and contoured seams. In this machine, the operator first folds the sleeve, presents to the presser foot, after which a photo cell senses the
beginning edge, drops the presser foot and begins the sewing with an automatic backlatch. The electronic active edge guiding system also controls the sleeve during sewing, until the operator prepares the next sleeve. Once the seam gets completed, the machine stops, the thread chain is cut and the sleeve gets stacked automatically. Stacker selection is available with both single and double stacking options. Productivity per hour for an AP263 is 814 sleeves, while the productivity per shift is 6,510 sleeves (Refer Exhibit 1.2).
411, Automatic Hemmer/Seamer Model 411 of Atlanta is an electronically controlled automatic workstation consisting of a conveyorized
hemming system, fold-in-half station, a closing station with automatic backlatch and a programmable indexing stacker. The machine has a unique automatic fold-in-half system that allows sleeves to be overlapped during sewing cycle, thereby increasing production. It has a self-contained waste removal system. In it, the operator places parts to an edge guide, initiates the sewing cycle and continues loading. The sleeves are automatically trimmed, folded, hemmed, folded in half, transported to closer, backlatched, closed and stacked. Stacker indexing is accomplished through programming of the number of sleeves in a bundle. Productivity per hour for Model 411 is 665 sleeves, while the productivity per shift is 5,324 sleeves (Refer Exhibit 1.2).
ConclusionImprovement in productivity and manpower utilization is very critical to garment manufacturing today and using automats not only offers a solution, but also helps in deskilling difficult operations by minimizing human intervention. With the use of technology available, there is measurable improvement in the average cycle time and productivity, for both the short and long sleeves of the knitted garments. Though the automats in the garment industry are more suitable for bulk manufactured products with longer runs, but in case of smaller orders, these machines can be utilized as an external task by designing the line plans accordingly.
Tech Review

39 StitchWorld JUNE 2015

40 StitchWorld JUNE 2015
Over a very short period of time, Texprocess has developed into a very important technology platform for industries in Europe, including Eastern Europe. Few participants from South-east Asia, majorly for industrial products, were also present.
The event sees international celebrities and industry’s ‘who’s who’ converge to share thoughts and best practices. It has become a ‘front runner event’ to check the pulse of the sewn industry and also updates on new technologies, strategies and directions. The recently concluded edition held in Germany was no different. The relaxed and fun-filled
atmosphere only added to the free flow of conversation, and over a glass of wine or beer many serious discussions and debates took place.
As usual, no sign of depressive market... All technology suppliers claimed to be on a growth trajectory... Few innovations were showcased by some of the key technology suppliers despite the fact that now so many fairs are happening closer to the manufacturing destinations where these companies are increasingly showcasing new products, bringing them quickly to the market. Some of the latest technologies and offerings from global leaders are reviewed in the subsequent pages...
Tech Event
WITh 1,662 ExhIBITORS FROM 54 COUNTRIES, 42,000 VISITORS FROM 116 COUNTRIES AND ExhIBITS GALORE, TExPROCESS SEALS ITS POSITION AS A ‘MUST VISIT’ TEChNOLOGy EVENT
Morgan Tecnica, the Italy-based cutting room solution provider, presented its complete range of solutions at the fair. Morgan’s range of solutions includes automated system of loaders, spreaders, tables, labellers, cutters, plotters and software packages. The 315 loader designed to complement the Fox Line 100 spreader is an automated system to feed fabric rolls to the spreader. The spreaders are designed with the latest generation of technology and electronic components to provide the highest efficiency in spreading all types of materials, claims the company. The on-board PC-Touch gives the users an opportunity to control and manage the machine’s productivity on-site or remotely. The fast, automatic, economical and ecological Morgan labeller (Joker 380) can be integrated in any spreading line to guarantee quick identification of cut pieces. Completing the process, the Next 70 range of cutters, available in multiple configurations, is fast, flexible and precise.
IMA, another cutting room solution premier, had a string of new developments to present at the fair. The company has now appointed Gunasekaran as the Managing Director, Asia. In another development, a new business structure to serve the industry with a quick response time is on the cards. A new office in Bangalore (India), in accordance with the new business structure, will be inaugurated this month. The event also served as a launch platform for the company. Particularly suitable for underwear fabrics, IMA’s 890 PHOENIXL is a modular and computerized spreading system, fully interchangeable depending on the demands and challenges of the market. It is supplied with complete encoder group and real time fabric feeding and tension system control, in order to spread fabric without clamps plies of different length. The movable clamp is available as accessory. The spreader comes with an Auto-diagnosis function and Automatic Braking System. The spreader comes in two variants – VERSION
REVIEW: TExPROCESS 2015 GERMANy
A busy day at the A&E booth

JUNE 2015 StitchWorld 41
Tech Event
combined to help the business process. Keeping the same in mind, the company is now also offering the KERI® (Knowledge Experience and Reference Interface) system to new users, an intelligent assistant that helps to lead securely through every cutting order within a few hours. The showcase at the show, an appropriate and organic extension complementing its new brand identity, included the company’s recently launched Accumark V 10.0 design. The upgrade allows the users to cover the entire value chain of a fashion idea (in the form of an image communication) from the prototype to the series and/or single unit production (depending on size and dimension). Merchandising can also be involved in the course of the product lifecycle. Furthermore, the Paragon® cutting system was also exhibited. This system includes the LX series for small-lot production and the VX series for high-layer cutting. The application of an intelligent real time process management ensures an optimal balance between cutting speed and cutting quality without the need of intervention of the operator. This ensures that an increased operation rate (availability) and reduced operational costs
can be achieved. In addition, Gerber also presented its automatic Nesting software MC which is installed in the interface before the automatic cutting process. The machine ensures a utilization factor that has been increased by up to 3% compared to single core solutions.
Carrying forward the theme of simple solutions, bullmer marked its attendance at the event, claiming to have eliminated the relaxing time for elastane knits with its Compact D 600. The machine is essentially a spreader supplemented with a steam spray system. The steaming of knitted fabric during the laying operation is possible by means of the steaming system of Veit and bullmer
Texprocess also played host to Optitex’s live demonstrations of the advanced 3D digital creation and development software O/15 which streamlines multiple aspects of 2D pattern design and introduces breakthrough innovations and improvements in 3D simulation.
13, a fully automatic spreader with possibility to program directly on the touchscreen and VERSION 14, a fully automatic spreader adapted to be interfaced with planning offices and CAD systems.
Texprocess also played host to Optitex’s live demonstrations of the advanced 3D digital creation and development software O/15 which streamlines multiple aspects of 2D pattern design and introduces breakthrough innovations and improvements in 3D simulation. Promising a more life-like look for digital designs, the software presents an opportunity to make more decisions while still in the digital environment. The upgrade comes with features like natural looking pleats, collars, cuffs and integrated accessories like buckles and straps. Other features of the upgrade include improved collision detecting and handling, better segment shapes and more natural representation of fabric appearance and behaviour.
US-based cutting room specialist Gerber launched at Texprocess its new brand identity with a new logo, a mission of giving more powers in the hands of operators, ease of use and all solutions
The newly launched S-7300A from Brother’s NEXIO series of sewing machines which continued to make waves at the fair
Anandkumar D (L), Managing Director, Morgan Tecnica (L-R) Samuel Simpson, Vice President-Global Strategic Accounts and Mike Elia, CEO of Gerber Technology

42 StitchWorld JUNE 2015
Tech Event
The fully automatic SC 600 stacker for fusing machines from MARTIN GROUP. Available in 1-2-3-4-5 lanes to unload pieces from 3 to 160 cm long. The stackers come with electronic reading of pieces, passage and selector to choose collars or wristbands to be piled.
Asaf Landau, CEO, Optitex
(L-R) Akshay Sharma, CEO, Magnum Resources with Nitin Mohan, Owner, Mohan Clothing. Also seen is Sanjay Anand, Executive Director, Mohan Clothing
(L-R) Viraf Turel, MD, Turel Group; Henry Bindhak, Area Sales Manager; and Dietrich Eickhoff, CEO of Duerkopp Adler
Randeep Sahani (C), General Manager, Industrial Sewing Machine Division, Brother International in discussion with visitors at the fair
SC-600 stacker from MARTIN GROUP that helps reduce manpower requirement
immediately before cutting. The company claims that since the fabric becomes moist, it stabilizes. Without this combined laying and steaming process, an additional operation is required and a large machine
with a price range of about US $ 160,000 will be necessary, requiring extra space and additional costs for extra workforce, claims the company. Triumph, an international lingerie retailer, has already bought over 20 units of this model and given positive reviews, bullmer reports. Compact E 600, another variant of this
model, is available for the home furnishings sector.
Presenting AC, an automatic cutting system for tubular knit fabric, Italian cutting specialist bierrebi made a mark at the event. The AC line encompasses and automates the five steps of fabric alignment, presentation, feeding, pattern design and placement on the fabric, cutting of the fabric, automatic transport of the cut pieces and waste and counting of the cut pieces in one single operation while making use of just one operator. bierrebi cutting systems makes use of less than 20 sq. m. and claims to be immensely flexible in
managing orders, owing to a rapid mechanism for change of fabric and pattern.
The fair also featured interventions for the fusing section. One such interesting exhibit was the fully automatic SC 600 stacker for fusing machines from MARTIN GROUP. Available in 1-2-3-4-5 lanes to unload pieces from 3 to 160 cm long, the lanes can be joined with the simple pushing of a button. The stackers can be retrofitted to the fusing machines of brands
other than MARTIN also. The stackers come with electronic reading of pieces, passage and selector to choose collars or wristbands to be piled. All functions are controlled by PLC and the company claims perfect alignment of fused pieces. This attachment presents an avenue for saving manpower since a fusing station utilizes an operator for loading and another for unloading.
Indian cutting room centric IT solutions specialist, Threadsol also debuted on international

JUNE 2015 StitchWorld 43
grounds with the recently concluded edition of Texprocess. Threadsol’s solutions include intelloCut – an enterprise material management system for the sewn product industry and intelloBuy – a fabric consumption estimation system. The prime features of intelloCut include accurate fabric requirements’ estimates to ensure that only what is needed is bought. The software also generates optimized cutplan from millions of possible combinations. Moreover, it also makes use of data related to fabric width, shade and shrinkage in order to ensure high standards of quality and increased profitability and accordingly allocates fabric rolls in a single click. Not only this, the software goes on to plan fabric remnants and offers
real time tracking and status of factory. intelloBuy helps save direct raw material, efforts and time spend on buying. On an average, intelloBuy has proved to save around 10 per cent of raw material and reduced efforts by 80 per cent, saving millions of dollars for enterprises, claims the company. Astute features of intelloBuy include being able to run unlimited number of cutplans from a consolidated excel sheet (buying sheet) in one click, integration with any and every CAD system, ability to calculate exact factory wastages, consolidated marker database, prediction of incoming quality of fabric and reports for fabric yield/consumption for your costing and buying purposes.
Germany-based MADEIRA participated at the fair with a new booth design. Apart
from exhibiting its range of embroidery and decorative threads and accessories sold in international markets, the crowd puller at the MADEIRA booth were the short presentations given by Bonnie Nielsen on small lettering and perfectly executed 3-D embroidery. The company is proud to advocate that customers can count on obtaining reliable expert advice from MADEIRA, as the company is much more than just a thread manufacturer and supplier.
Technology providers for the sewing room exhibited an ample number of innovative solutions, projecting the directions and avenues of growth for the industry. To name a few, the showcase featured a plethora of solutions ranging from footwear – a
Tech Event
Indian cutting room centric IT solutions specialist, Threadsol, also debuted on international grounds at the Texprocess. Threadsol’s solutions include intelloCut – an enterprise material management system for the sewn product industry and intelloBuy – a fabric consumption estimation system.

44 StitchWorld JUNE 2015
Tech Event
burgeoning product category, M2M, stitchless joining of fabrics and multi-head sewing automats to autoseamers.
Groz-Beckert’s presence at Texprocess was marked with its exhibit of its service concept SEWING5, which stands for the critical five ‘S’ (Supply, Solutions, Service, Superiority, and Sustainability), representing the company’s integral customer orientation and service competence. While Supply stands for being able to deliver at any time the world over, Solutions stands for the company’s promise to finding a sound technical solution to even seemingly insurmountable sewing problems. The third S of Service speaks for itself; and next in the sequence is Superiority, i.e. always being one step ahead – with outstanding products and stringent quality aspirations. To round it off, the company concludes the concept with Sustainability to take responsibility.
Imbibing the concept of productivity improvement, the Japanese sewing technology front runner Brother exhibited its newly launched S-7300A, a single-needle direct-drive lockstitch machine, from the brand’s new line of NEXIO industrial sewing machines. The machine comes with electronic feeding system, thread trimmer and a colour LCD touch panel. A next generation lockstitch machine, it minimizes the remaining short thread length to just 3 mm, possible because of a 2-way trimming mechanism as opposed to an industry average of 7 mm. Owing to such short remaining thread lengths, this machine presents an opportunity to dispense thread trimming operators on the finishing floor. Further, with this machine one can get stitch variations within
the same burst. For instance, for 50 stitches the stitch length could be 4 mm, and then for the next 10 stitches it could be 3 mm because of digital programming. Brother has put a pulse motor in addition to a servo motor in the machine, all in-built. There is an LCD colour panel within the machine, which is completely programmable like any smart phone. There is also a USB port to download and feed any new data, as and when required.
The fair was veritably a ground of virtuous discovery with companies exhibiting solutions dedicated to a specific product. Be it Duerkopp Adler AG and PFAFF with Beisler and KSL or Global or AMF Reece. Highlights of the Duerkopp Adler’s exhibit included latest developments for armhole attachment in jacket sewing – class 610-10, 630-10, 670 and 680. Class 610-10, a double-needle chainstitch machine with individually controllable differential top and bottom feed, which finds application in programmed ruffling and taping of armholes with only one machine (for tape-width up to 3 mm). The machines’ features include automatic feeding and cutting of the reinforcement tape, automatic mirroring for the first seam, grading logic for fully automatic program creation in all sizes, LED-illuminated needle point, and a touch control panel. At an average, 420-450 pairs of armholes can be finished by this machine in 480 minutes.
Class 630-10 has been designed keeping in mind the operation of pre-ruffling the sleeve crown. The latest step motor technology guarantees a consistent high quality. The control panel with touchscreen includes the software for automatic grading. Finest fullness nuances can be developed by means of
(L-R) Daniel Cerliani, AD & Vice President, CM Cerliani with Rajesh Bihani from Rajasthan International – Cerliani’s Indian agent
(3rd from left) Anshuman Dash, Marketing Director, H&H Asia Group Ltd. interacting with visitors at the fair
(1st from right) Enrico Guerreschi, Sales Director & Co-Owner, Vibemac Spa elaborating on Vibemac’s exhibits at the fair
(L-R) Rajesh Bihani from Rajasthan International with Sanjay Sharma, Asst. Sales Manager-North India, and Shashi Kanwal, Manager-Sales from Groz-Beckert

45 StitchWorld JUNE 2015

46 StitchWorld JUNE 2015
Tech Event
differential top and bottom feed, individually selectable, step motor-controlled and exact repetition even in difficult fabrics. Parameters like needle and bobbin thread tension, stitch length and speed can be programmed per step for a perfect stitch pattern independent of the material. The company claims the training time for programming is reduced by more than 50 per cent. The machine can complete the pre-ruffling operation for 420-450 pairs of sleeves in 480 minutes.
Model 670 and 680 are of use for attaching sleeve lining in armholes through the shoulder pad. While 670 is meant for attaching sleeve lining in armholes through the shoulder pad, 680 attaches body lining to the armhole and simultaneously trims the excess length of lining and shoulder
pads. The machines come with an alternating top feed with needle feed and a postbed design for improved handling of the workpiece. Both the machines offer options of switchable thread tension, stroke, stitch length and fullness in the upper or lower material ply. The machines can achieve a maximum sewing speed of 1000 SPM alongside a maximum stitch length of 9 mm. While 670 can attach 160-180 pairs of sleeve lining and 400-420 pairs of sleeve heads in 480 minutes, 680 is capable of attaching 230-250 pairs of shoulder pads and 280-300 body linings in the same duration.
Of late, shoes have emerged as a major growth product in the sewn product category. The fair, staying true to its all-encompassing nature, presented solutions for this category as well. Global, a Germany-based sewing solutions provider, present in India through its agent IIGM, presented an extensive range of shoe production machines. The LP 9971 series comes with a maximum speed of 3000 SPM. Equipped with a manual oiling system, needle feed, wheel feed and top driven roller presser, the range comprises of single-needle and double-needle postbed machines. The models offer a variation of Chinese hook and large hook alongside features like automatic thread trimmer, back tack (manual as well as pneumatic). The manufacturer also offers SNLS solutions for sewing box soles onto shoes and ankle boots with SM 7555 series. The machine is equipped with floating horn support to make sewing easy around toe and heel and can offer a maximum daily production of 1,000 pairs. The maximum speed of this range of machines reaches 900
SPM and the presser foot lift is electric. The sewing thickness across the series varies from 6 mm to 8 mm. The company also offers machines for stitching sandals and slippers, moccasins, work shoes, safety shoes, hunting shoes and boots and ornamental stitches on any type of shoe.
Richpeace’s 4G sewing, which made its debut during CISMA 2013, marked attendance at the German fair with its RPS-AT series multi-head 4G Automatic Sewing Machines. The series is comprised of nine standard models offering varied configurations of the work area ranging from 900x600 to 1500x1200. The company claims to offer with this range a simplified, standardized and synchronous garment production process while offering stable sewing stitch quality to improve production efficiency for operations like quilting of jacket panel piece, denim pocket, uniform pocket flap and uniform shoulder loop. The range also helps in easy flow of special sewing processes, such as reinforced sewing, arc sewing, double line sewing, multi-part sewing, etc. The machines come with a Mitsubishi high-speed sewing head and have a maximum sewing speed 2500 RPM (Single-Head) and 2000 RPM (Multi-Head).
After having made waves at the home ground edition of Texprocess last year, Atlanta-based Softwear Automation was back in Germany with more updates. The company is set to launch an automation attachment for sewing circles and a conveyor system to efficiently move material as it is worked upon. The conveyor has 360 degrees of freedom, i.e. as it moves it can actually be sewn. Elucidating the company’s guiding principle, KP Reddy
Of late, shoes have emerged as a major growth product in the sewn product category. Global, a Germany-based sewing solutions provider, present in India through its agent IIGM, presented an extensive range of shoe production machines.
(L-R) Sven Bruin, Marketing and Sales; and Joost Lamp, Sales and Exports Manager from Global Sewing Machines
bullmer Compact D 600 helps reduce the relaxing time for knits with elastane from 2 days to 2 hours by using steam

JUNE 2015 StitchWorld 47
Along with sewing technology bonding, welding and seam sealing and taping technology of joining fabric are also increasingly making their presence felt at every exhibition, and Texprocess was no exception.
Softwear recently received a grant from US retail giant Walmart of US $ 2 million for R&D. Walmart is looking at aiding Softwear to develop solutions for home furnishing goods.
(L to R) Ashok Chhajer, Director, Krishna Lamicoat and Amar Chhajer, MD, Krishna Lamicoat with their client at the fair
Tech Event
from the company says, “We are no longer looking at workstation to workstation movement; it is about facilitating an entire workcell. ” The company has recently received a grant from US retail giant Walmart of US $ 2 million for R&D. Walmart is looking at aiding Softwear to develop solutions for home furnishing goods. Once the solution is developed, Softwear will also work with one of their vendors to demonstrate that their product can be manufactured in the US.
Along with sewing technology bonding, welding and seam sealing and taping technology of joining fabric are also increasingly making their presence felt at every exhibition, and Texprocess was no exception. Italian-origin Framis Italia presented Weld & Cut MX 204. The machine can be used to apply to a fabric edge and any excess of the fabric is trimmed with a perfect cut. The new MX 206 HP comes with motorized top roller for taping or waterproofing multi-layered fabrics and seams and can exert a pressure of up to 35 kg. Using MX 210 on the other hand, the tape can be applied and the fabric edge can be folded in a single operation – a feature of immense utility for fabrics that fray easily. The repertoire of Framis’ offerings also includes machines like MX 208 which work equally well for light and thicker fabrics alongside MX 212 which can be used to join 2 fabrics using a 2-sided adhesive tape. The machines can be customized to production needs of the customer on demand.
h&h, the Hong Kong-based pioneer of thermoplastic technology and stitchless joining of fabric presented the hot air sealing machine AI-001 and pneumatic flat press machine CS-650 series at the
event. The new generation, stretch fabric and narrow tape ready machine comes with 3D electronic nozzle positioning system, differential speed top/bottom roller, variable speed seam sealing, multi-language support and data memory bank. Consuming an average of 1500W, the machine can seal up to 60 feet per minute. The nozzle temperature ranges from 50°C to 800°C. The PLC controlled pneumatic flat press machine CS-650 series comes with a colour touchscreen control panel, on-screen pressure reading and promises a consistent temperature. The machine is equipped with selectable foot pedal activation, key locking supervisor mode, press travel limiting device and self levelling platform.
Another player in this segment, the UK-based Ardmel’s exhibits included H192, HSP- 500 and MK500. H192 fabricates seams and curves through ultrasonic welding. The walking foot and positioning pin hold material in place. Specially designed attachments come with the machine to enable the operator to use this machine on all types of materials including cotton blends and stretch materials. Claiming to furnish completely watertight seams and less bulky seam for cleaner cosmetic appearance and comfortable next to skin garments, the machine finds application in products like underwear, sportswear, medical gowns, outerwear, rucksacks and bags. Working with 60 litres/minute of compressed air, the machine’s bed dimensions are 1200 mm x 540 mm x 1100 mm. HSP-500, a pneumatic high pressure bonding press designed specifically for bonding textiles uses heat and adhesives.
Extensively used in the outerwear, underwear and sportswear market, The HSP-
500 is operated pneumatically by use of a membrane with heated top and bottom plates. The machine uses an engineered membrane technology that guarantees precise and stable distribution of pressure. HSP-500 comes with an independently controlled top and bottom interchangeable plates, and simple control panel for pre-setting ensures ease of use and accuracy. The MK 500 Seam Sealer is specially designed to provide ease of operation, consistency and quality. The simple to use and comprehensive control system includes a digital dual display temperature controller and HMI unit for setting speed and operating parameters. The dual display temperature controller has an accuracy of ±1% and interacts with the machine’s PLC to ensure the heater is at the set temperature. If the correct temperature has not been reached, the machine is disabled. Attachments for the machine include automatic scissors, dual speed knee press, slack feed tape device, rectro reflective conversions kit, horizontal heater assembly, custom-made guides and slim quill. Machine’s maximum standard welding temperature and maximum standard speed rest at 750°C and 11 m/min., respectively.

48 StitchWorld JUNE 2015
Tech Event
materials found mainly in the automotive, leather or furniture industry. Designed keeping in mind the ‘reshoring’ of apparel manufacturing, the machine is expected to contribute to the success of production in a high-wage manufacturing locations.
Vibemac charts unprecedented territories for customer serviceThe rise in importance of customer service was corroborated by Vibemac’s
time feedback to the mechanic remotely on the fault levels if and when it appears through various sensors in the machine which will be directly linked to the Vibemac head office via internet. The other intervention is that of Vibemac’s business engagement with VINCO. Under this arrangement, old machines are conditioned to work as new. VINCO is also aiding to customize the machines to perform a particular operation as demanded by the customer, like attaching a feeding or collection system or even have a special or decorative stitch.
Typical continues to amaze; wins the Texprocess Innovation Award for the third timeBeing one of the Texprocess Innovation Award 2015 winners, Xi’an Typical, Europe’s Vetron Autoseam, was a hard-to-miss exhibit for the sheer amount of possibilities that such a machine presents. Vetron Autoseam can produce 2D and 3D components without an operator as the fabric/workpiece is made to move with the help of a rotary
take on competent service. The Italian pioneer of denim sewing brought to the event a fascinating synergy of business development and improved service levels using M2M communication. For this purpose, the company has developed an IT solution to track the machine’s upkeep by maintaining its entire history and giving a real
device at the needlepoint. The brand new Vetron machine is able to monitor and auto-correct the edges of two fabrics, stitch-by-stitch and by doing so, it automatically sews the two layers together with impeccable reproducibility, claims the company. The machine is focused on a manufacturer working with medium to heavy weight
PIONEERS LEAD ThE PATh TO INNOVATIONFocus on reducing downtime and niche applications
Michel Chen, General Manager, Typical International Corporation at his booth
Veeru Maknur, Sales Manager, VBM India (3rd from left) in conversation with Ali Imran, Director, Hitech Textiles Jordan; Ahmed Jaafari, GM, Oubari-Jordan; Kevin Reddy, Sales Manager, VBM UAE and Jacqe, Technical Chief, VBM UAE at the fair
Xi’an Typical’s Vetron Autoseam, caters to a manufacturer working with medium to heavy materials found mainly in the automotive, leather or furniture industry.

49 S
titch
Wor
ld
JUN
E 2
015

50 StitchWorld JUNE 2015
Tech Event
AMF Reece exhibits the latest releases for belt-loop setting and bottom hemming
AMF Reece brought to the show its latest automatic belt-loop setter ATLAS Mark IV. This lockstitch belt-loop setter allows sewing of fully customized tack patterns by electronically-driven X-Y feeding and twin-needle system. The company claims rapid belt-loop length change (from max. to min.) time of 3.5 seconds, sewing speed of 2800 RPM and a sewing cycle time of 1.2 seconds/loop. Equipped with automatic thread trimming and catching features, the machine comes with a sewing area of 30x15 mm sewing area and horizontal rotational hook. Also exhibited at the show, TH-5500 – an automat for bottom hemming, the unit provides an overlapping method increasing productivity while ensuring accurately sewn hems without an operator’s interference. Ideal for use on jeans, casual trousers and skirts, the width of the fabric hem to be folded can be adjusted on the machine from a single knob. Accurate start and finish of sewing in relation to side and felled seams by photocell provides exact positioning of hem joint. The machine can be programmed
UK-based MMS brings button-attach and buttonhole solutions for every requirement UK-based button-attach and buttonhole machinery specialists, MMS presented at the event Mark 11 – a fully automatic button wrapping machine. The machine wraps and secures any type of button at high speed and with constant precision. Wrapping, sealing and finishing the button shank only takes about one second, as claimed by the company, thus promising 1,500 buttons/hour. The machine has three programs which can be preset, enabling fast switching from one shank style to another. Each program offers the possibility
to store the desired button shank type including special settings for long shanks (wrap variation, double covering) and for blazer type shank buttons. Also exhibited at the event were BAT 15, BAT 16 and BAT 18 – solutions for flat button attachment, shank button attachment and blindstitch button attachment, respectively. MMS machines can be purchased in India through IIGM.
to match hem joint position accurately on garments with more than 2 panels. Independently driven top and bottom pullers ensure pucker-free sewing and even hemming. Moreover, the self compensating right fabric tension mechanism adjusts automatically to inconsistencies in hem diameter. Capable of running at a maximum sewing speed of 3500 RPM, AMF Reece claims the machine can deliver 230-250 pants in one hour.
Siliconi SPA – the aerosols leader brings to the fair its bestsellersSiliconi SPA, the nearly six decade old Italian manufacturer of aerosols for apparel manufacturing industry, also participated at the fair. The pioneer has to its credit products
like PULIMAK 1 and TAKTER 800. PULIMAK 1 is a stain remover spray based on highly degreasing solvents and powders. When sprayed, it forms a white dust and removes stains of grease, ink, oil, from cotton, silk, wool synthetic fabrics. TAKTER® 800, on the other hand is a temporary adhesive spray for embroidery, formulated to keep the fabric firm during embroidery or cutting phase. It does not stain fabrics or textile machines.
Cenk Oflaz, Managing Partner, AMF Reece
Andrea Conterno, MD, Siliconi SPA at the Siliconi boothMason Small, Managing Director, MMS UK at
the company’s booth

JUNE 2015 StitchWorld 51
Tech Event
Team Typical with Xián Typical’s Vetron Autoseamer – Winner of the Texprocess Innovation Award 2015
Exhibits at Innovative Apparel Show
(L-R) Olaf Schmidt, VP – Textiles & Textile Technologies, Messe Frankfurt; Elgar Straub, MD, VDMA; Brigitte Zypries, Member of Parliament and Parliamentary State Secretary, Federal Ministry of Economic Affairs and Energy; and Detlef Braun, Member, Board of Management, Messe Frankfurt
Ram Sareen (L), Head Coach – Founder, Tukatech
Paul Timson, Managing Director, GSD – now a part of Coats Group plc (L to R) Juergen Drescher, COO, Guetermann; Peter Zwicky, CEO, Guetermann; and
Thomas Diles, CFO, Guetermann with Les Miller, COO, A&E
While technology providers had much to share with many new launches and reworked strategies, the industry from Asia was busy catching up with suppliers and learning how the latest technologies could support their efforts in raising the bar. What was impressive was the understanding of the technology providers, for even the top bosses, many of whom were present at the event to see how the different manufacturing destinations are performing and what their requirements are.
GLIMPSES FROM TExPROCESS 2015 GERMANy
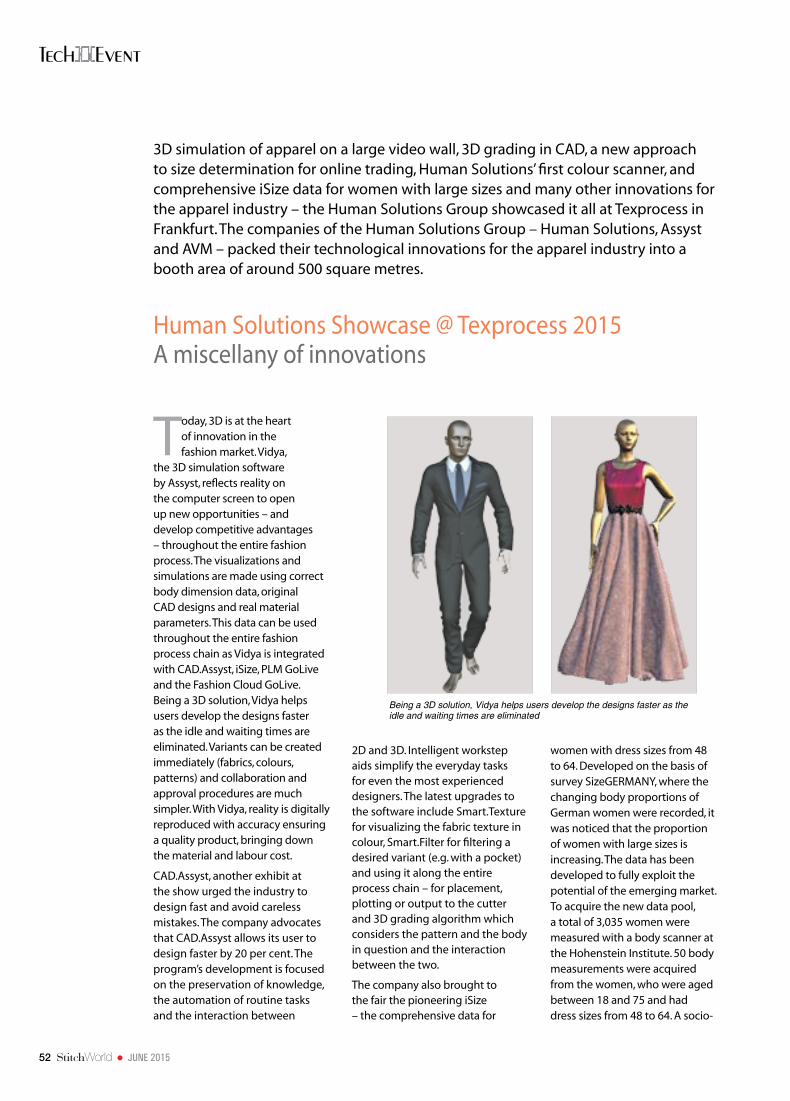
52 StitchWorld JUNE 2015
Human Solutions Showcase @ Texprocess 2015 A miscellany of innovations
3D simulation of apparel on a large video wall, 3D grading in CAD, a new approach to size determination for online trading, Human Solutions’ first colour scanner, and comprehensive iSize data for women with large sizes and many other innovations for the apparel industry – the Human Solutions Group showcased it all at Texprocess in Frankfurt. The companies of the Human Solutions Group – Human Solutions, Assyst and AVM – packed their technological innovations for the apparel industry into a booth area of around 500 square metres.
Today, 3D is at the heart of innovation in the fashion market. Vidya,
the 3D simulation software by Assyst, reflects reality on the computer screen to open up new opportunities – and develop competitive advantages – throughout the entire fashion process. The visualizations and simulations are made using correct body dimension data, original CAD designs and real material parameters. This data can be used throughout the entire fashion process chain as Vidya is integrated with CAD.Assyst, iSize, PLM GoLive and the Fashion Cloud GoLive. Being a 3D solution, Vidya helps users develop the designs faster as the idle and waiting times are eliminated. Variants can be created immediately (fabrics, colours, patterns) and collaboration and approval procedures are much simpler. With Vidya, reality is digitally reproduced with accuracy ensuring a quality product, bringing down the material and labour cost.
CAD.Assyst, another exhibit at the show urged the industry to design fast and avoid careless mistakes. The company advocates that CAD.Assyst allows its user to design faster by 20 per cent. The program’s development is focused on the preservation of knowledge, the automation of routine tasks and the interaction between
2D and 3D. Intelligent workstep aids simplify the everyday tasks for even the most experienced designers. The latest upgrades to the software include Smart.Texture for visualizing the fabric texture in colour, Smart.Filter for filtering a desired variant (e.g. with a pocket) and using it along the entire process chain – for placement, plotting or output to the cutter and 3D grading algorithm which considers the pattern and the body in question and the interaction between the two.
The company also brought to the fair the pioneering iSize – the comprehensive data for
women with dress sizes from 48 to 64. Developed on the basis of survey SizeGERMANY, where the changing body proportions of German women were recorded, it was noticed that the proportion of women with large sizes is increasing. The data has been developed to fully exploit the potential of the emerging market. To acquire the new data pool, a total of 3,035 women were measured with a body scanner at the Hohenstein Institute. 50 body measurements were acquired from the women, who were aged between 18 and 75 and had dress sizes from 48 to 64. A socio-
Being a 3D solution, Vidya helps users develop the designs faster as the idle and waiting times are eliminated
Tech Event

JUNE 2015 StitchWorld 53
demographic survey involving person-specific information, clothing preferences, purchasing behaviour and sizing & fitting analyses was also carried out. This data is now integrated with iSize to facilitate individual and targeted evaluations.
The utility of iSize is further extended with Human Solutions’ ‘Virtual Scanner’ technology. The Virtual Scanner uses the parameters of age, gender, body height and body weight from the iSize database to determine the measurements and shapes of the subject/customer. With this information, a realistic avatar is created, one which has all the right functions for the fashion process, like ordering online and virtual consulting in the shop. To achieve perfect size recommendations in the online shop, Human Solutions has developed a tool which is based on the Virtual Scanner and can be easily integrated into web shops.
The company has expanded its portfolio of products to now include 3D color body scanner VITUSbodyscan, developed for the apparel industry by its partner VITRONIC. VITUSbodyscan
acquires body dimensions within just a few seconds, and the Human Solutions software then uses this data to immediately display a colour image of the scanned person. Although just unveiled at the fair last month, one of the first units of the new 3D body scanner product generation has been delivered to the Chinese National Institute for Standardization (CNIS) in Beijing, China.
The next development from the company is PLM GoLive. The PLM instantly provides a seamless process (also in the Cloud on request) from the first draft to the store – and it’s a process that any company can freely customize. Employees, sites and partners are linked flexibly. With three brand new apps, PLM GoLive can now offer even more support for employees on the road. There’s a mobile collection book for management and sales; for example, collections can be shown and shared, in general or in detail, with photos or films. The second app is a Dashboard for managers. It provides key performance figures for the current collection on the road and it’s always reliable and up-to-date. The third app is aimed at creative departments; the Snapshot app lets the user photograph, collect and share ideas for suggestions on the go.
The company concluded its repertoire of exhibits with Automarker and Autocost – on-demand service for marker making and production cost calculation, respectively. The update of the Automarker software now comes with the ‘Dynamic Gap’ feature that lets the user configure gaps in such a way that they will only be considered if quality standards require it. To ensure better material utilization, Automarker calculates the gaps between pattern pieces, depending on the quality requirements; quality-relevant areas such as armholes, necklines
and armpit sockets are placed at distance. The ‘Dynamic Fusing Block’ fuses several pattern pieces with interlining material and this can be combined into a fusing block in the marker to make further processing more cost-effective. Automarker now also avoids shade variations in vertical and horizontal gradients in the outer fabric.
The Automarker also meets all the requirements of the special marker for the needle table. A production order with 15 to 20 markers, for example, can be processed after roughly 20 minutes. There’s even a new solution for crotch gusset separation – the separation of crotch gussets in menswear back pants or in workwear can also be performed automatically in Automarker from 2012. The markers for the processing of tubular materials (especially in the underwear industry), can be prepared in such a way that symmetrical pieces can either be placed on one of the broken edges, or openly placed as a ‘half-piece’ group in the fabric width.
The proportion of the costs for the outer fabric of a garment is about 30 to 40 per cent of the sales price, so a profit increase of up to 10 per cent is possible with material savings of only 1 per cent. Autocost, another on-demand service by Assyst, serves this function as it calculates production costs, based on the size code. The savings achieved by Automarker achieves in marker laying are optimized through cross-processing of several orders to combine identical cut styles for trim.
Dr. Andreas Seidl, CEO, Human Solutions Group endorsing ‘One Process for Fashion’ at the fair. The company presented technological solutions that find application in design, conception, product development and retail throughout the entire process chain of the apparel industry
Tech Event

54 S
titch
Wor
ld
JUN
E 2
015

55 S
titch
Wor
ld
JUN
E 2
015