Biosecurity import risk analysis: Meat and meat products from ...
Upload
khangminh22Category
view
3download
0
Soy Protein and Formulated Meat Products
prelims.qxd 17/11/04 12:20 pm Page i

prelims.qxd 17/11/04 12:20 pm Page ii

Soy Protein and FormulatedMeat Products
Henk W. Hoogenkamp
CABI Publishing
prelims.qxd 17/11/04 12:20 pm Page iii

CABI Publishing is a division of CAB International
CABI Publishing CABI PublishingCAB International 875 Massachusetts AvenueWallingford 7th FloorOxfordshire OX10 8DE Cambridge, MA 02139UK USA
Tel: +44 (0)1491 832111 Tel: +1 617 395 4056Fax: +44 (0)1491 833508 Fax: +1 617 354 6875E-mail: [email protected] E-mail: [email protected]: www.cabi-publishing.org
©H.W. Hoogenkamp 2005. All rights reserved. No part of thispublication may be reproduced in any form or by any means,electronically, mechanically, by photocopying, recording orotherwise, without the prior permission of the copyright owners.
A catalogue record for this book is available from the British Library,London, UK.
Library of Congress Cataloging-in-Publication DataHoogenkamp, Henk W.Soy protein and formulated meat products / Henk W. Hoogenkamp.
p. cmIncludes bibliographical references and index.ISBN 0-85199-864-X (alk. paper)1. Meat industry and trade. 2. Soy proteins. I. Title.
TS1960.H66 2004664´.9--dc22
ISBN 0 85199 864 X
Typeset by MRM Graphics Ltd, Winslow, BucksPrinted and bound in the UK by Biddles Ltd, King’s Lynn
prelims.qxd 17/11/04 12:20 pm Page iv

Contents
About the Author vii
Preface viii
Foreword Dan Murphy x
Foreword Patrick Mannion xii
Acknowledgements xiii
1 The Soy Journey 1
2 Soy Protein Essentials 7
3 Soy Protein Paradigms and Dynamics 19
4 A Long and Winding Road: a History of Meat Processing 33
5 Lifestyle Foods Paradigms 47
6 Downsizing Super-sized Food 59
7 Genetically Modified Organisms (GMOs) 79
8 Functional Non-meat Protein Properties 86
9 Emulsified Meats 94
10 Meat Patties 133
11 Ingredients for Whole Muscle Meats 158
12 Breaded Poultry Foods 192
13 Dry Fermented Sausage 221
14 Liver Sausage and Pâtés 230
v
prelims.qxd 17/11/04 12:20 pm Page v

15 Protein-enhanced Fresh Meat 239
Glossary 249
Appendices 267
Index 273
vi Contents
prelims.qxd 17/11/04 12:20 pm Page vi

About the Author
Henk W. Hoogenkamp was born and raised in The Netherlands. Throughout his profes-sional life he has been a proponent of transferring protein technology systems to theworld’s food processing companies. He has made major contributions to both food andmeat processing, including his pioneering work in the development of sport nutrition pro-tein supplements, in particular his groundbreaking research for milk protein and soy pro-tein.
Henk’s main interest focuses on developing new market opportunities, and he hasbeen uniquely able to transfer his own ideas into innovative and creative solutions: forexample, his success in making soy protein a strategic ingredient in menu meat and fooditems for the global powerhouses of franchised food restaurants. Despite the early scepti-cism of some US-dominated franchised fast food companies, his pioneering spirit enabledhuge and lasting commercial success for the soy industry.
This book is written in Henk’s unique and eloquent style, although it is not easy totranslate his visionary view of technology into laymen’s language. This is further compli-cated by the fact that English is his second language. Yet, this ‘handicap’ has proved to bea blessing, as his individual style of writing has become much valued by loyal readers allover the world.
On behalf of the world’s leading dairy company DMV International (Campina BV) andsoy protein company Solae LLC (a DuPont/Bunge venture), Hoogenkamp has written eightbooks, two film scripts and more than 400 articles. These books and articles have beenpublished in more than ten languages. Henk Hoogenkamp is Senior Director StrategicTechnology at Solae LLC.
The book truly is the culmination of a lifetime of research, travel and writing that hasgiven Henk such a profound understanding of how the world’s relationship with food andnutrition is evolving.
vii
prelims.qxd 17/11/04 12:20 pm Page vii

Preface
Unlocking the potential of Nature to improve quality of life is the single greatest challengefor soy protein nutrition. The functional soy protein industry is committed to productchoices and marketing practices that will encourage healthy lifestyles, reduce the envi-ronmental burden and make it easier for consumers to eat and live better.
The real challenge for the soy industry is to find new and attractive ways to get morepeople to consume soy foods. To do that requires developing great-tasting, affordablefoods, while at the same time educating the public about soy protein’s nutritional andhealth benefits.
That effort encompasses four key areas: nutrition, marketing, consumer education andpublic advocacy. Although some focus areas are fully developed, this will be a long-termprocess and other components will require further fine-tuning. Soy protein suppliers –together with the larger food industry – must work together to help consumers develophealthy eating patterns. Many consumers do not truly understand healthy eating and arefed up with constantly hearing about dietary negative foods they are supposed to avoid.Instead, food companies and health authorities should provide information about positivefood choices.
Is the meat, food and beverage industry part of the problem or part of the solution?Leading ingredient and food companies try very hard to be involved in both playing fields.These companies manufacture and sell ingredients and food brands which first entice theconsumer to indulge and then offer products to shed accumulated weight. What people eatis ultimately a matter of personal choice. However, the food industry should at least try tomake it an educated choice.
In Asian countries such as China, Japan, Thailand and Indonesia, even though the tra-ditional cultures have featured soy foods for thousands of years, contemporary consump-tion of soy-based foods is generally decreasing as incomes foster a switch to processedmeat and poultry foods. The latter is a rather strange observation, because in Westerncountries the opposite pattern is in vogue. There, high levels of meat consumption are nowbeing modified, thanks to such soy protein alternatives as non-dairy soy milk and soy-based meat analogues.
At present, the key constraint that limits soy protein applications in these foods issoy’s characteristic flavour, known as ‘beany’ or ‘greeny’. Of less importance are the chal-lenges of soy protein’s unfamiliar texture and lack of certain functional properties.However, food scientists are working hard to overcome these constraints with novel meth-ods such as enzyme and fermentation technology, extraction and separation and extrusionand heat treatments.
Going forward, traditional plant breeding and biotechnology will provide additional
viii
prelims.qxd 17/11/04 12:20 pm Page viii

agronomic and quality improvement for tomorrow’s soy protein, such as the developmentof high oleic acid soybean oil, which would offer premium nutritional value plus oxida-tive stability, and ‘designer’ soy proteins suited for specific food formulation applications.
Many people in Western countries had preconceived, and very negative, opinions ofsoy-based foods, a bias that kept people from sampling soy foods. Even today, if they tryan innovative new soy food, many consumers are looking for reasons to condemn it.However, the tide is changing rapidly – especially with young women aged 18–30, who donot have an inflexible eating pattern and are eager to incorporate newer, healthier dietarychoices.
That is where soy proteins play a key role. Today’s soy protein ingredients offer abroad spectrum of high-performance functionality, as well as superior nutritive quality.The expertise surrounding soy protein manufacturing and marketing will be greatlyenhanced by soy supplier companies that maintain a global presence. A core componentin the strategies of such companies involves developing global leadership in integratingfoods and ingredients to play a vital role in meeting consumers’ nutritional and sensoryexpectations.
Likewise, meat, food and beverage processors must meet the challenge of creatingaffordable and great-tasting products without compromising quality or eating satisfaction.For many such processors, soy protein is the logical answer. No other protein source offersa better balance between economics and functionality, and taste and nutrition.
The major objective of Soy Protein and Formulated Meat Products was to write anauthoritative textbook reviewing a broad area of recent advancements in meat processingtechnology coupled with the enormous complexity of changes in market dynamics. Thebook is written in a style which is comprehensible to both graduate students and profes-sional food technologists with a good understanding of food science, but little specializedknowledge of application technologies of soy protein in general and processed formulatedmeat products in particular. The book also contains chapters discussing environmentalchanges and health-related diseases as a prelude to bringing these topics to the attentionof non-technology skilled marketing specialists in a clear and concise manner.
Soy Protein and Formulated Meat Products combines the best of old and new. Thispublication reflects an extensive review of both proven and emerging soy protein technol-ogy in processed meat and lifestyle foods. The book includes basic guidelines on how tovalue the role of soy protein as a nutritive ingredient as well as a sound technology-drivensolution for often complex meat formulations.
While this book does not eliminate the need for verifying the many formulations thatare discussed, it does provide a better basis for the reader to jump-start a development proj-ect of a specific product. This book is written with the reader in mind and much effort hasbeen given to include the most recent technological innovations. However, the book can-not guarantee that the formulations will work in every case, nor will the author acceptresponsibility for any problems that may develop from following its guidelines. This bookonly serves as a guide and it is obvious that common sense and good judgement are alsoneeded.
The information contained herein is, to the best of our knowledge, accurate. The for-mulae and processing instructions and all other descriptions made are intended only as asource of information. No warranties, expressed or implied, are made. On the basis of thisinformation, it is suggested the formulae should be evaluated on a small scale prior to full-scale production. The information contained herein should not be construed as permissionfor violation of trademarks or patent rights.
Henk W. Hoogenkamp
Preface ix
prelims.qxd 17/11/04 12:20 pm Page ix

Foreword
In a world often dominated by threats (and acts) of terrorism, as well as a continuing floodof catastrophes – both real and imagined – the fundamental issues underpinning the crisesthat seem to preoccupy modern media are often not fully appreciated.
Such is the case with the challenge of feeding the 6 billion-plus inhabitants of Earth,not to mention the additional billions expected to swell the world’s population in a meretwo or three generations hence.
Yet providing sufficient food – and proper nutrition – globally is a challenge that, ifleft unmet, will surely exacerbate many of the more overt threats to worldwide safety andsecurity the human family faces.
As citizens of developed, prosperous Western countries, it is sometimes difficult forthose who have spent their careers in research or marketing capacities with any of thedozens of major food companies to properly prioritize the issues surrounding food pro-duction. The very profit motive responsible for fuelling an incredible explosion of foodR&D, as well as a staggering growth of processing capacity and distribution infrastructure,tends to obscure the more pressing need to feed those many millions who don’t haveaccess to such bounty.
At the same time that the world’s leading brand-name food marketers have succeededin creating a food supply that is incredibly varied, universally wholesome and absolutelyastonishing in its abundance and nutritional value, the irony remains that nourishingthe population of the world’s less-developed countries has been but a backdrop to thefood industry’s more immediate goals of servicing those consumers able to afford its prod-ucts.
Indeed, few of the food industry’s researchers, scientists and business leaders have feltcompelled to address as an inherent responsibility the challenge of ensuring that all peo-ple in every country have access to healthy, nutritious foods in sufficient quantities and atreasonable prices.
That initiative has been left to government agencies and private-sector charities, a rolecertainly appropriate to those organizations, but a mission that cannot be dismissed byfood manufacturers. Of course, the limiting factor in any food company’s contribution todealing with world hunger involves development of nutritious yet cost-effective food for-mulations.
In that effort, Henk Hoogenkamp has been a giant, a dedicated scientist, a skilled foodproduct artisan and world citizen of integrity and vision whose accomplishments ought tofill a volume much lengthier than this one.
As Henk’s friend, admirer and occasional chronicler, I had the chance to cataloguemany of his professional milestones:
x
prelims.qxd 17/11/04 12:20 pm Page x

� He was one of the first meat industry leaders to identify and address the growing impactof vegetarian food preferences among affluent consumers, a trend that is now acceptedas totally mainstream.
� More than a decade before the concept even materialized, he invented the term ‘lifestylefoods’ to capture the affinity that huge numbers of otherwise ‘conventional’ consumersin Europe and America were developing for non-meat food products.
� He pioneered the use of soy proteins as a key component of sports nutrition programmesfor world-class athletes looking to optimize their performance.
� He campaigned tirelessly for acceptance of the many ‘ethnic’ formulations he developedto integrate Western food processing technology with the indigenous flavours andunique ingredients central to many traditional cultures worldwide.
Now comes yet another publication that combines Henk’s unique blend of potent philos-ophy and proven processing procedures. He has delivered a blueprint, if you will, not onlyfor creation of food products that deliver high value at low cost, but has validated a fun-damental principle that could serve as a catalyst in ameliorating numerous global prob-lems: namely, that people as well as processors benefit when provision of adequatenutrition to all countries is accorded the priority status it deserves.
I feel privileged to have worked with and learned from Henk these past 20 years. Hisinsights have enlightened me, even as his convictions have inspired me. I’m certain theknowledge he shares in his latest volume will have the same effect on his readers.
Dan MurphyVice President for Public Affairs
American Meat InstituteWashington, DC, USA
Foreword xi
prelims.qxd 17/11/04 12:20 pm Page xi

Foreword
O yes, we are living in a world that is continually changing, and for most of us the rate ofchange is accelerating. A great advantage when surveying the ever-changing landscape isto have the benefit of a writer with unparalleled experience and insight. That is whyHoogenkamp is such a compelling read. Never content to leave well enough alone, he isalways willing to challenge the status quo, thinking outside of the box while drawing theire of his peers. Though he is often early, he is often right. All of this is proof that it is nevera bad idea to get the observations of someone who is looking into your business and chal-lenging your preconceptions.
The power and the glory may belong to the marketers, but there is no substitute forbeing a good food technologist and this is one area that differentiates this author. It isworth recalling that the biochemistry of meat, conditioning, and tenderization, meat-bornepathogens, starter cultures and fermentation are as complex as you will find in the foodindustry. The author can make it all disarmingly simple to understand, but each situationis different and the author can tackle any situation. The author could mention several prac-tical accomplishments, including his work in the arena of protein and sports nutrition cul-minating in an honorary Doctorate from the Institute of Sports Medicine in Bucharest. Heis associated with cream bases for liquors and, of course, the introduction of soy proteinin the most famous burger chain of them all.
The author was early putting the consumer in the centre of this complex universe. Hesuccessfully identified developing and changing lifestyles and interpreted these in termsof how the food industry and its products would have to change. The author’s industryimmersion from technologist to innovator with major food companies, to commentator,has led to the global view presented here. Today’s consumer is location- and time-free andthis is the dynamic that demands that food developers build more functionality into ourfood products. We are called graziers and nomads, demanding solutions for our newlifestyles. Whether we want health and wellness or low-carb, we all want it now. Theauthor will take you by the hand and tell you how that can be done. Now, at last, the readercan have it all … now.
Patrick MannionPublisher and Journalist
Innova Marketing InsightsArnhem, The Netherlands
xii
prelims.qxd 17/11/04 12:20 pm Page xii

xiii
Acknowledgements
This book would not have been possible without the support and guidance of food- andmeat-processing professionals. The author wishes to thank the many food- and meat-processing companies, as well as food science institutes and universities all over theworld, whose review, suggestions and input were the foundation for this publication. Theauthor gratefully acknowledges support from Jose Cadillac (Spain), Bernard Chu(Philippines), Richard Dolinko (USA), Luis Fernandez (Argentina), Greg Kesel (USA),Tayfun Kirmizibayrak (Turkey), Peter Hoogenkamp (The Netherlands), Matt McMindes(USA), Chris Salm (USA), Johan Versluys (Belgium) and Vijai Visuthikraisee (Thailand).
Photographs and diagrams reproduced herein are for illustrative purposes only. Thesematerials have been generously supplied by Convenience Food Systems BV, MetalquimiaS.A., Townsend Engineering Inc. and Dr Konstantin Katsaras.All respective copyrights reserved.
prelims.qxd 17/11/04 12:20 pm Page xiii

prelims.qxd 17/11/04 12:20 pm Page xiv

Is it possible to keep a secret for about 5000years? It appears likely, because it took thatmany years to bring the soy health messagefrom the Chinese dynasties dating back to2838 BC right to the third millennium ofmodern times.
The long history of the little roundbean is a fascinating story. It is still notexactly known who first cultivated soy,only that the journey of soy started some-where in Asia. The Japanese, Chinese, theKoreans and Manchurians claim that theywere the first to uncover soy’s rich nutri-tional potential. The first reference to soy-beans was found in a book entitledPen-Ts’ae-Kung-Mu written by Shen Nungdating back to 2838 BC.
The Chinese called the soybean ‘TaTeou’, which translates as ‘Big Bean’, andthis precious bean was one of the fivesacred plants: soy, wheat, rice, barley andmillet. There are reliable reports that theChinese cultivated soybeans as far back asthe 11th century, but other legends dateback more than 3000 years ago, when aChinese tribe got lost in the desert andfound the soybean as the only food to sur-vive.
Whatever the truth, Asians have beeneating soybeans as part of their staple dietfor at least 5000 years, both as fermentedand non-fermented foods. Non-fermentedsoyfoods typically include fresh-cookedgreen soybeans, dried soybeans, toasted soypowder, soynuts, yuba, tofu and soymilk,which is rapidly growing in popularity.Fermented soyfoods can be categorized into
regional delicacies, such as miso, tempeh,soy sauce, naso and a plethora of saladdressings and sauces. Many unique region-ally influenced soy food preferences devel-oped over the centuries.
Tofu
Indonesians calls it ‘tahoe’, Thai peopleknow it as ‘tao hoo’, Filipinos refer to it as‘tokwa’, but most famous became the prod-uct named tofu. This Chinese word means‘meat without bones’ or ‘meat of the fields’.Tofu as we know it today is solely madefrom soybeans and is one of the world’smost nutritious foods. To many people, thesoybean is the best of all vegetable proteins,ranking alongside eggs, meat and milk as apremium choice of nutritive quality.
Recent breakthrough studies confirmedthat the soybean is more than a high-yield-ing source of premium protein. Soybeansalso contain relatively high amounts ofphytochemicals, such as genistein,daidzein and glycitein. Epidemiologicalstudies have suggested an association withlowered risks for prostate, breast and coloncancers, reduction of cholesterol, improvedbone health, a delay in the onset of osteo-porosis, reduced blood pressure, protectionagainst heart disease, and an easing of men-strual and menopausal symptoms.
All these recent discoveries of healthbenefits are actually nothing new forAsians. For thousands of years Asian cul-tures have been using soybeans for medical
1©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
1The Soy Journey
chap01.qxd 17/11/04 12:22 pm Page 1

purposes. The yogis from a civilization thatflourished in the valley of the Indus usedsoybeans to supplement their meatless dietand prevent protein deficiency. TheChinese emperor Liu An of the Han dynastyis reputed to have created tofu around 200BC. Thereafter, some time between the sixthand the eighth centuries, Buddhist monkstook soybeans from China to Japan.However, it was only in the 12th centurythat Buddhist monks began operating vege-tarian restaurants and that tofu becameavailable outside the religious communi-ties.
A New Soy Journey
Soy is a hairy-stemmed, annual plant of thelegume family. This native plant of Asiacame to the USA in 1804, when the beanswere used as inexpensive ballast on clipperships en route from China. Initially, soy-beans were used to make soy sauce, butduring the US Civil War, soybeans found anew niche when they were roasted andserved as an alternative for coffee beans.
In the early 1900s more palatable vari-eties arrived from China, and gradually soy-beans made a transition from forage to food,though it is fair to say that the growth inpopularity also was boosted by the con-sumption of soy oil used in margarine andvegetable fats.
Soybeans have been commerciallygrown in the USA since 1922. The earlyyears of soybean commercialization in theUSA, prior to World War II, were fuelled byinterest in soy oil. Soy protein was consid-ered a by-product and mainly used as ani-mal feed. Food shortages during the warstimulated research into the suitability ofsoy protein for human consumption. Thisled to the development of a vegetable pro-tein in the simplest form with a proteincontent of 50%. Soy flours are high in solu-ble carbohydrates which give the productthe ‘beany’ flavour that most people findobjectionable and may cause digestiveproblems. In the early 1950s developmentof food-grade soy protein isolates began.Soy protein isolates are highly digestible
sources of amino acids, whereby all solublecarbohydrates are removed, providing avery good flavour profile.
By the late 1950s, processing technolo-gies advanced to enable soy flours to bemade into textured soy flour (TSF) commer-cially, and later, by 1975, to allow thermo-plastic extrusion of traditional soyconcentrate (TSPC).
To decrease high processing costs ofsoy protein isolate while maintaining func-tional properties, functional soy proteinconcentrate (FSPC) was successfully devel-oped in the 1970s. These third-generationsoy proteins have a protein content of 70%,recovering almost all of the soybean’s pro-tein and eliminating the soluble carbohy-drates which are known to causeobjectionable flavours. The remainder ismostly non-soluble carbohydrates ordietary fibre. Soy protein concentrates arealso low in sodium compared to most soyprotein isolates. Major advancements intechnology since 1995 have created signifi-cant further improvements in proteinpurity and flavour profiles for both soy pro-tein isolate and functional soy protein con-centrate.
As a protein source, soy protein has thehighest attainable protein score of 1.0, asdetermined by the internationally acceptedPDCAAS method (Protein DigestibilityCorrected Amino Acid Score). PDCAAS(Table 1.1) has been adopted by the Foodand Drug Administration in the USA uponthe recommendation of the Food andAgricultural Organization/World HealthOrganization (FAO/WHO). A score of 1.0means that 100% of the essential aminoacids required by a 2–5 year old child (i.e.the most stringent protein requirements) isdigested in that protein score. All proteinswith a PDCAAS of 1.0 are consideredequally high in quality and meet all of theessential amino acid requirements ofhumans. (See Henly and Kuster, 1994.)
The environmental versatility of soy-beans was clearly demonstrated by HenryFord. Beginning in 1935, his Ford MotorCompany used soybeans to create plasticand in that year soybean plastic was used inevery car Ford built. The visionary applica-
2 Chapter 1
chap01.qxd 17/11/04 12:22 pm Page 2

tion breakthrough initiated by Henry Fordis now referred to in the 21st century withsuch descriptive names as energy conserva-tion, environmental protection and recy-cling.
Although essentially of sub-tropicalorigin, the soybean now is cultivated as farnorth as a latitude of 52°. Today, soybeansare the second-leading US agriculturalcrop, and one-half of the world’s soybeansare grown in the USA. However, othercountries such as China, Argentina andBrazil are rapidly gaining in importance asmajor soybean producers.
The soybean plant belongs to thelegume family. The bean is able to utilizethe nitrogen in the air through the action ofbacteria on its roots. The whole soybean is30% carbohydrate (of which 15% is fibre),18% oil, 14% moisture and 38% protein.Soy protein contains all essential aminoacids needed for human health.
With a little imagination tofu – or beancurd – can be seen as the predecessor ofconcentrated forms of soy protein ingredi-ents. Tofu is traditionally made by soakingbeans overnight in water, grinding the soy-beans to a pulp and cooking this withadded fresh water. The pulp is thenextracted and the remaining fraction coagu-lated with calcium or magnesium salts to
create soymilk. After the curds and wheyare formed, the whey fraction is drained offand the curds are pressed in a cheeseclothbox with extra weight applied on top. Thisdrives out the remaining whey and strongbonding results, forming a block of tofu.
The entire process is remarkably simi-lar to dairy cheese production technology.The Westernization of tofu in the early1950s laid the groundwork for the produc-tion of soy protein products that ultimatelyresulted in the availability of highly nutri-tive and functional proteins.
Looking back at those early days, itnow can be concluded that the initial posi-tioning and marketing of these soy proteiningredients failed miserably. Especially forthe World War II generation, in both theUSA and Europe, considerable damage wasdone by positioning these textured soyingredients as a cheap replacement or ‘imi-tation meat’. For a generation that just hadgone through the horror of a devastatingwar, the last thing on their minds was to bereminded again of the phobia surroundingwartime hunger and the need for surrogatefoods.
Soy from Forage to Health Wizard
After many years of inactivity, the food andmeat industry finally has started to educateconsumers that soy-containing food andmeat are great tasting products that can beeasily incorporated into everyday life. Soyprotein in pure form as a characterizingfood, such as soy milk, or as a functionalingredient is increasingly used in creativeproducts that capitalize on the modern con-sumption trend fuelled by the globaldecline in home cooking and time-pressedconsumers.
Soy-based foods lately have becomethe darling of the media. In fact, there isplenty to write about soy’s oestrogeniceffects, antioxidant effects and effects oncardiovascular health, not to mention itspositive effects on reducing hot-flushes ofperi- and post-menopausal women. TheOctober 1999 ruling of the Food and DrugAdministration allowing health claims for
The Soy Journey 3
Table 1.1. PDCAAS of selected food proteins.a
Protein source PDCAASb
Soy protein isolate 1.00Casein 1.00Egg white 1.00Beef 0.92Kidney beans (canned) 0.68Rolled oats 0.57Lentils (canned) 0.52Groundnut meal 0.52Whole wheat 0.40Wheat gluten 0.25
aProtein quality evaluation, report of the jointFAO/WHO expert consultation (FAO/WHO,1989).bValues for Supro® brand soy protein isolate, TheSolae Company, as determined through actualanalysis.
chap01.qxd 17/11/04 12:22 pm Page 3

foods containing 6.25 g of protein per serv-ing has created interest among both foodand meat processors and consumers. TheFDA reported that clinical studies showthat about 25 g (four servings of 6.25 g) ofsoy protein a day is needed for a clinicallysignificant effect on total cholesterol levels.More specifically, clinical research demon-strated a reduction of total cholesterol of9% and a reduction in low-density lipopro-tein (LDL), or ‘bad’ cholesterol, of 13% withdietary consumption of the above levels ofsoy protein. (See Anderson et al., 1995.)
Coronary heart disease (CHD) is thenumber one killer in the USA and EU coun-tries, affecting almost equal numbers ofmen and women. The FDA estimates thatsome 52 million Americans of 20 years orolder are prime candidates for dietary inter-vention to lower blood cholesterol. Each1% drop in total cholesterol translates intoa 2% drop in the risk of developing cardio-vascular disease.
Many years of clinical studies haveprovided a wealth of information about theeffects of soy protein on blood cholesterolconcentrations in humans. Adults whosedaily diets included moderate amounts ofsoy protein had significantly reduced LDLblood levels, but that intake level hardlyaffected high-density lipoprotein (HDL), or‘good’ cholesterol, levels. However, theexplanation of the hypocholesterolaemicmechanism remains elusive.
It is generally recognized that soy foodscontain a number of anticarcinogenic com-pounds. Researchers currently believe thatisoflavones in particular are the compoundsmost likely to protect against cancer, espe-cially in inhibiting the initiation stage ofcarcinogenesis. Genistein has been shownto suppress the growth of a wide range ofcancer cells. There is a growing belief thatthe anticancer effects of soy may be due tothe combination of compounds ofisoflavones, trypsin inhibitors and otherbiologically active micro-compounds.
Much research has been done toexplain the interactions between soy pro-tein and its naturally occurring phytochem-icals, specifically isoflavones or isoflavonicphyto-oestrogens. Isoflavones, referred to as
plant oestrogens, are weak oestrogens thatmimic hormonal oestrogen in certain bod-ily functions, while performing like anti-hormones in others. The former helpsexplain the improved cardiovascular healththat results from consumption of soy pro-tein; the latter explains why the incidenceof breast cancer and endometrial cancer ismuch lower in Japan, where more vegeta-bles, tofu and polyphenol-containing greenteas are consumed, compared with the typ-ical American diet.
Therefore, soy protein and itsisoflavones may be a natural alternative forthe millions of women who are on hormonereplacement therapy. Oestrogen replace-ment therapy can reduce the risk for osteo-porosis, yet on the other hand theseoestrogen hormones may also increase therisk for the development of breast cancerand uterine cancer: a double-edgeddecision for women. Soy protein, withoestrogen-mimicking activity, could pro-vide a natural option with the potential toimpact positively on the health of largegroups of society.
All Soy is Not Born Equal
There are a number of nutritive and non-nutritive components that occur naturallyin soy which appear to contribute to cho-lesterol-lowering effects. Some of thesecomponents include isoflavones, saponins,phytic acid and protease inhibitors, as wellas the protein itself. For example, the pro-tein itself may be responsible for somehealth benefits. Specific amino acids,which are the basic building blocks of pro-tein, may have biological effects.Additionally, these amino acids combine toform peptides which could, again, poten-tially have health benefits. Lastly, thesepeptides combine to form globulins, or stor-age proteins, which are currently understudy because consumption has beenrelated to cholesterol lowering. Most soyproteins provide a concentrated form ofthese protein components, and are spe-cially processed to retain important bioac-tive components.
4 Chapter 1
chap01.qxd 17/11/04 12:22 pm Page 4

Isoflavone levels and ratios in soy pro-tein-based foods vary depending on thevariety of soybeans used, growing condi-tions and soil, as well as on how the soy pro-tein is processed. Thus, isoflavone levelscan vary from crop year to crop year, batchto batch or from one supplier to another, ifnot specifically controlled. It is important torecognize that variation does exist whencomparing various soy protein sources, asmore and more research is indicating theimportance of naturally occurring iso-flavone levels in delivering consistenthealth benefits. These discrepancies cancause communication problems with thetarget audience. For sustaining success itwill be essential to address the issue of whycertain soy products contribute to improvedhealth and why others do not.
For example, much additional researchis still needed to explain the mechanism bywhich soy protein intake lowers choles-terol. Initially, it was believed that theantioxidative isoflavones were the activeingredients. This assumption proved wrongwhen pure isoflavones were given in pillform. Ongoing studies are now focusing onthe soy protein’s co-factors and theirbioavailability.
The methods used for purifying soyprotein greatly influence the recovery ofnaturally occurring flavonoids. Soy proteinisolate is water-washed and thus retains90% of available isoflavones. Soy proteinconcentrate may be extracted using ethanol,which washes out about 30% or more of thephytochemicals. Textured soy proteinretains about 50% of isoflavones.
Proactive Challenges
Improved understanding of the ingredient-interactions and manufacturing technologyand capability have allowed significanttaste, flavour and texture innovations.Especially for processed meats, how to pack6.25 g of soy protein into a single serving inorder to meet the FDA and USDA labellingrequirements will be a major challenge.
A possible label example could read asfollows: ‘Made with Heart Healthy Soy
Protein – Diets low in saturated fat and cho-lesterol that include 25 g of soy protein perday may reduce the risk of heart disease.One serving of this product provides atleast 6.25g of soy protein’.
For a typical hot dog or a deli sand-wich, this will be a difficult task to accom-plish, unless the serving size is increasedand/or the lean meat percentages aredecreased. Furthermore, it is also doubtfulif the public is in need of yet another sub-category of packaged sausage or hot dog.Formulated meat and chicken patties havemore room for manoeuvre, but it isexpected that so-called integrated foodscontaining soy protein-fortified meats suchas a burrito or other single-serving hand-held food will emerge as solutions whilemeeting the consumer’s desire for taste andconvenience. The latter will ultimatelydecide if soy can be delivered in waysenticing to informed and demanding cus-tomers. But the evolution will not stophere. It can be expected that additionalcross-boosting nutraceutical or functionalfood or meat products will emerge. Forexample, soy-containing processed meatproducts or meat-free foods may be inte-grated with lycopene, a carotenoid thatgives tomatoes their red blush, and that isassociated with lower risk of several typesof cancer, such as prostate, lung and stom-ach cancer.
Actually it is a ‘contradictus in termi-nus’ (Latin wording for: ‘terminology ofcontradictory words’) that on one end of theequation there is a strong growth for vege-tarian or lifestyle foods and on the otherside there is a more sophisticated world’sgrowing taste for meat and dairy produce.However, it is true that a growing number ofpeople believe that the consumption of ani-mal proteins is an environmentally waste-ful use of nature’s resources.
The dairy industry is an exception andhas recognized the need to be proactive andhas successfully introduced, for example,bioactive yoghurts and immune-modulatorssuch as the protein fraction lactoferrin. Theprocessed meat industry is lagging behindin marketing similar health benefits, suchas the bioavailability of zinc and iron and
The Soy Journey 5
chap01.qxd 17/11/04 12:22 pm Page 5

the high quality of protein. Why allow theemerging functional food category tomonopolize the glory of media attention?Why can’t a processed meat product qual-ify? Is it that the industry lacks proactivethinking?
Perhaps the time has come to seriouslythink about integrating meat as an ingredi-ent in a ‘package of health’. The FDA rulingin the USA and the Joint Health ClaimInitiative in the UK is a good start. Allowinghealth-claims labelling for soy-based prod-ucts may be just the beginning of many sim-ilar developments to come.
However, realism is needed because ofgrowing environmental concerns of ground-water exhaustion and nutrient depletion ifthere is an endless increase in meat produc-tion for a rapidly expanding world popula-tion. If not managed properly, increasedmeat farming could cause the loss of thou-sands of hectares of valuable wilderness andthe irreplaceable loss of wildlife habitat.
Soy protein offers unique opportunitiesto address some of the emerging concerns,providing high quality and good-tastingmeat products that meet the growing con-sumer awareness and demand for soy pro-tein, while offering processors a uniqueplatform for a new category of products.
The soy industry continues to raiseconsumer awareness of the many potentialhealth benefits. There is little doubt thatadditional funding and investments innutritional soy protein research ultimately
will expand the range of scientifically basedhealth claims. As a result, it is expected thatnew opportunities for both food and meatcompanies will be created.
For example, in the past years, nutri-tional sciences have conducted a compre-hensive evaluation of the availablescientific evidence on the relationshipbetween the consumption of soy protein-based foods and the reduced risk of devel-oping these three types of cancer: breast,prostate, and colon.
As such it is expected that the USAFDA will start an internal scientific reviewin order to clear the way for a ruling allow-ing a qualified health claim about the rela-tionship between soy protein and reducedrisk of certain cancers.
At long last, in 2004, soy is universallyembraced as a health-enhancing ingredient.The unlocking of the health benefits of soyhas resulted in significant growth of soyfoods and soy protein inclusion worldwide.To summarize, consumers are increasinglyaware of the potential role of soy protein in:
� Heart health (cholesterol reduction).� Bone health (increased bone density).� Menopausal symptom relief (reduced hot
flushes).� Cancer prevention (breast, prostate,
colon, thyroid).� Performance nutrition (faster muscle
recovery).� Weight management (satisfying appetite).
6 Chapter 1
References and Suggested Reading
Anderson, J.W., Johnstone, B.M. and Cook-Newell, M.E. (1995) Meta-analysis of the effectsof soy protein intake on serum lipids. New England Journal of Medicine 333(8),276–282.
AOCS (1995) Official Methods of Analysis, 16th edn. Association of Official AnalyticalChemists, Washington, DC.
Henley, E.C. and Kuster, J.M. (1994) Protein quality evaluation by protein digestibility-cor-rected amino acid scoring. Food Technology 48, 74–77.
Hoogenkamp, H.W.A.P. (2000) Soy protein emerges again as key ingredient. MeatMarketing & Technology, USA 58–60.
Hoogenkamp, H.W. (2002) Soy – Protein Without Meat. Asia Pacific Food Industry,Singapore, p. 4042.
Young, V.R. (1991) Soy protein in relation to human protein and amino acid nutrition.Journal of American Diet Association 91, 828–835.
chap01.qxd 17/11/04 12:22 pm Page 6

Protein is available from both plant and ani-mal sources. However, in terms of econom-ics, sustainability and nutrition, thesoybean is the most efficient source, com-bining superior nutritional value with awide range of functional properties. Soyprotein provides high bio-availability anddelivers a full and complete range of essen-tial amino acids, including the frequentlylimited lysine.
Environmentally speaking, more pru-dent management of world resources willbe of paramount importance in sustaininghealth at affordable prices for a rapidlygrowing world population.
Evaluation of dietary patterns suggeststhat there is a need for reorientation in soci-eties that have enjoyed unprecedentedadvances in living standards since the early1960s. Looking back over a period of almost50 years, a negative development can beseen in the steep increases in meat con-sumption at the expense of grains and cere-als. This adoption of a more Western diet inmany countries has resulted in an increasein weight and obesity which displaces thehealthy benefits of plant-based foods. Ingeneral, a Westernized diet contains highlevels of calories and fats and low levels ofdietary fibre. Soy protein is a very helpfultool to bridge the gap between traditionaldiets and the need for nutritionally bal-anced, affordable and easy to consumefoods for modern, time-pressed societies.
Soy protein is increasingly consideredaround the world as a cost-effective way tonourish people. These vegetable ingredi-
ents and foods play a prominent role in theformulation of further processed food.
Health Claim
Especially after the USA Food and DrugAdministration approved a health claim in1999, human consumption of soy proteinfoods and foods containing soy proteiningredients accelerated in all food seg-ments. In 2002 a similar health claimreceived endorsement when the JointHealth Claim Initiative (JHCI) concludedthat ‘the inclusion of at least 20 gm of soyprotein per day, as part of a diet low in sat-urated fat, can help reduce blood choles-terol levels’. Lowering the concentration ofblood cholesterol is associated with thereduction in risk of coronary heart disease,which is the prime cause of prematuredeath in the UK adult population. The JHCIis a non-governmental independent organi-zation consisting of representatives fromconsumer protection groups, food lawenforcers and the food industry. (SeeErdman, 2000.)
These endorsements have been of para-mount importance and have propelled soyprotein foods into the arena of functionalfoods or nutraceuticals.
From 1995, soy food sales haveincreased dramatically and, as a result,mainstream food companies have takenownership of many of these emerging mar-kets. Consumer attitudes towards soy foodshave been positively affected by media
7©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
2Soy Protein Essentials
chap02.qxd 17/11/04 12:25 pm Page 7

reports about health benefits, especially theisoflavones. Women’s health issues havebeen the major driving force in the rapidpopularization of soy constituents, soyfoods and traditional reformulated foods towhich soy ingredients and/or bioactivecomponents have been added. New lines ofresearch are looking promising with respectto the prevention of some cancers. Inhumans, at high concentrations, genisteinis very effective at eliminating specific geneexpressions in prostate cancer cells.Additionally dietary soy or genistein couldoptimize the synthesis of the key vitamin Dmetabolite and as a result could controltumour growth and possibly even con-tribute to tumour prevention.
Soybean is the only legume or veg-etable that is used in baseline food productsthat contain nutritionally relevant amountsof phyto-oestrogens because they bindoestrogen receptors. Other plants containbioactive components as well but are notused in baseline nutrition. For example,hop extracts are sold as a food supplementclaiming a similar effect, but they are notoften used as a functional ingredient infood and meat manufacturing.
The naturally occurring constituents ofsoybeans have a molecular structure that isstrikingly similar to the human hormoneoestrogen. Genistein is the main isoflavonein soybean, and the oestrogen-like proper-ties of isoflavones prompted speculationthat soy protein might be an attractive alter-native to conventional hormone replace-ment therapy for women. Women’s healthissues such as breast cancer, osteoporosisand premenstrual syndrome, andmenopausal symptoms resulted in enor-mous interest when isoflavone supplementsbecame available either in pill form or incombination with other nutrients and bio-logically active components. (SeeKotsopoulos et al., 2000.)
Phyto-oestrogens are a subcategory ofoestrogen-like plant compounds. The threemain isoflavones found in soy are genistein,daidzein and glycitein. Not only has recentresearch shown that the weak oestrogenicactivity of isoflavones can offer relief inmenopause symptoms, but it has indicated
its potential to delay, prevent and treatosteoporosis (which is a common healthconcern for mature women), breast cancerand to lower the occurrence of prostate can-cer and colon cancer. Studies have alsorevealed that soy germ is a source of folicacid which is linked with decreased risk ofvarious forms of vascular disease, and neu-ral tube defects in fetuses. (See Messino andBarnes, 1991.)
Soy is also a natural supplier of vita-min E. This antioxidant vitamin is presentin the form of d-alpha-tocopherol, whichthe body retains much more effectivelythan synthetic vitamin E.
It is clear that slowly but surely thecomplex soy matrix is being unravelled,exposing the synergies between food con-sumption and health benefits.
Various Options
Besides the importance of health considera-tions, there are many functional propertiesto consider when developing food andprocessed meat products. Important func-tional considerations are, for example,hydration, fat absorption, water-holdingcapacity, solubility, emulsification, gelationand texture enhancement.
In the past, soy protein foods and soyingredients were often viewed negativelyby consumers because of off-flavours cre-ated by raffinose and stachyose oligosac-charides. However, because of theavailability of biotechnology, engineeringimprovements and new enzymatic tech-nologies, major flavour and functionaladvances have been accomplished. Newergenerations of soy protein concentrates areincreasingly used as equivalents of soy pro-tein isolates in a variety of emulsified meatproducts.
Most soy protein ingredients are usedin low concentrations for functionality. Asmall percentage of addition gives a largepercentage of results. Emerging new soyprotein ingredients have significantly toneddown the typical soy taste, and the pre-mium soy protein isolate (90%) in particu-lar has made great strides forward in terms
8 Chapter 2
chap02.qxd 17/11/04 12:25 pm Page 8

of flavour blandness. These highly func-tional ingredients couple superior taste andsolubility and possible high inclusion lev-els to optimize the economics of food for-mulas while safeguarding health attributes.New ideas and application technologieswill, when executed well, ultimatelyimprove profitability and provide sustain-able competitive advantage.
Soy protein ingredients (Table 2.1) arenot only very cost-efficient protein sources,but also owe much of their functionalpower to a high affinity for fat and water,together with an ability to immobilize thesecomponents.
Soy protein isolates have specific prop-erties that cannot be matched by functionalsoy protein concentrate. Especially in prod-ucts that have a high inclusion level, soyprotein isolates are often a better solution interms of gelation, texture and flavour pro-files. The same is true for applications thatrequire very low levels of additions andwhen superior flavour is of the utmostimportance, for example delicate foodproducts that need functional performancein yoghurt, cheese and non-dairy creamersand whole muscle foods.
Progress in soy manufacturing technol-ogy now allows water wash separation ofthe protein which subsequently retains thenaturally occurring isoflavone contents ofsoybeans resulting in functional soy proteinconcentrate. This protein is ideally suitedto products that need a moderate inclusionlevel in emulsified meat products as well asfor health and nutrition boosters for exist-ing foods.
Rapid technological progress allowsthe use of soy protein concentrate and soyprotein isolate in as diverse areas as bind-ing fat and water in sausages and processedcheese and as an ingredient in formulatedsolid and liquid food for weight manage-ment applications such as ready-to-drinkdiet shakes and food bars.
As far as functional properties of soyprotein ingredients are concerned, it is out-side the scope of this book to fully explainthe influence of thermal, mechanical,chemical and enzymatic variables. In termsof emulsification capability of soy proteiningredients, it can be noted that physicaland chemical manipulation of the soy curdgreatly influences these properties. Forexample, heat, proteinase treatment, pH-levels influencing cross-linking, and ionicstrength control, and antioxidant additionsare being used to provide food manufactur-ers with the best possible performance andsolutions to stability and organolepticalcharacteristics. (See Wilson, 1995.)
Bulk Markets
The main protein in some food products,including bakery foods and meat analogues,comes from wheat and soy ingredients. Fora great many years the soy protein industryhas struggled to find acceptance, as flavourand texture posed considerable challengesto research and development teams acrossthe world.
Other than the already known healthbenefits of soy protein with bioactives for
Soy Protein Essentials 9
Table 2.1. Composition of soy protein products (percentages).
Defatted flours and grits Concentrates Isolates
Constituent As is mfb* As is mfb As is mfb
Protein (Nx6.25) 52–54 56–59 62–69 65–72 86–87 90–92Fat 0.5–1.0 0.5–1.1 0.5–1.0 0.5–1.0 0.5–1.0 0.5–1.0Crude fibre 2.5–3.5 2.7–3.8 3.4–4.8 3.5–5.0 0.1–0.2 0.1–0.2Ash 5.0–6.0 5.4–6.5 3.8–6.2 4.0–6.5 3.8–4.8 4.0–5.0Moisture 6–8% 0 4–6% 0 4–6% 0Carbohydrates (by difference) 30–32 32–34 19–21 20–22 3–4 3–4
*mfb: moisture-free basis.
chap02.qxd 17/11/04 12:25 pm Page 9

heart health, these proteins are the mostsatiating nutrients. It has been reported thathigher protein intakes in hypo-caloric dietsappear to preserve lean body mass prefer-entially, at the expense of fat tissue.
Much like the airline industry, manu-facturers of soy protein ingredients use yieldmanagement to optimize profit. The use ofsoy protein isolate (SPI) in emulsified meatproducts is under continuing competitivethreat from soy protein concentrate and cer-tain functional modified food starches. Formanufacturers, the application of soy pro-tein isolate in emulsified meat products istherefore increasingly considered the lowend of the market and consequently muchemphasis is given to turbo-charge the devel-opment of applications at the high end ofthe soy protein market, such as whole mus-cle meats, beverages and food bars.
Despite the major growth in recentyears of soy protein in food and healthfoods, processed meat products use about70% of the world’s total production of func-tional soy protein ingredients. Of this cate-gory, the sub-category emulsified meatproducts represents about 50%. Although itis true that the use of soy protein isolate hasseen a gradual decline in value, the cate-gory as such is still a formidable market,and certainly can be considered a lifelinemarket segment that deserves to be treatedwith strong technological support from thesoy protein industry.
Although impressive, this should notbe a surprise if it is taken into account thatmeat is the traditional protein source in theWestern diet. The growth potential of thiswell-established processed meat market islimited. Novelties in the rather traditionalprocessed meat market are hard to find.After all, all the fat and water binding forthese products can be invented only once. Itis clear that the industry is in great need offinding new and rewarding applicationopportunities for healthy alternatives ratherthan just for binding fat and water in emul-sified and whole muscle meat products.Meat analogues and food bars could be apossible future category where soy proteincan be used to provide great-tasting andhealthy solutions.
The food and health food applications,including dry blended and ready-to-drinkbeverages, represent about 25% of the mar-ket for functional soy protein ingredients.In 2003, the EU market has seen a 20%growth in the consumption of soy beveragesand this market increase is not showing anysigns of slowing down. Improvements inprocessing technologies now allow the cre-ation of a SPI with excellent sensorial prop-erties. In particular, ready-to-drinkbeverages such as soy-yoghurt, soy smooth-ies, weight management and nutraceuticalpro-biotic beverages, will greatly benefitwhen new types of flavoured soy proteinisolate are introduced. These new devel-oped proteins retain the typical soy beanytaste in the final product, while providing asmooth mouth feel very similar to dairyprotein.
For all food segments, soy-basedproducts have captured double-digitmarket growth in recent years, and health-ier eating habits are the driving forcebehind increased sales. The sales ofmeat analogue products and soymilk in par-ticular have been increasing nearly 40%annually in the past few years. For the mod-ern consumer, a lot is at stake, especiallythe chance to add quality years to life,rather than growing old in poor health.As public awareness rises, market op-portunities will follow suit. These opportu-nities are created by strong scientific evi-dence coupled with increasing consumerawareness.
Consumer research demonstrates ademand for healthier foods and today’sshoppers engage actively in selecting good-tasting, health-enhancing, environmentallyfriendly foods that go beyond what hasbeen available previously. Moreover, con-sumers are increasingly aware of the healthbenefits of soy protein in:
� Heart health and cholesterol reduction.� Menopausal symptoms relief.� Increased bone density.� Cancer prevention (breast, prostate, thy-
roid and colon).� Sport nutrition, including faster recovery.� Weight management.
10 Chapter 2
chap02.qxd 17/11/04 12:25 pm Page 10

Protein Choices
The little soybean is a powerhouse of nutri-ents:
� Protein 38%.� Oil 18% (of which unsaturated 85%).� Insoluble carbohydrates 15% (dietary
fibre).� Soluble carbohydrates 15% (including
oligosaccharides).� Moisture, ash, vitamins, minerals 14%.
Soybean oil contains 61% polyunsaturatedfatty acids, which consists of 54% linoleicand 7% linolenic acid. Monounsaturated oroleic fatty acids make up about 24%. Theremaining 15% are saturated fatty acids, ofwhich 11% is palmitic and 4% is stearic.
Soy is the only legume that containsthe nine essential amino acids in the correctproportion for human health. Soy proteintherefore is categorized as high quality,complete protein. Its nutritional benefitsinclude being a good source of phosphorus,potassium, B vitamins, zinc, iron and theantioxidant vitamin E.
As an ingredient, the most elementaryform of soybean is soy flour. Soy flour andgrits are the least refined products and havethe highest level of nutrients. Soy flour ismade from roasted soybeans ground into afine powder and contains 50–54% protein.To improve dispersion and emulsification ablend of soy oil and lecithin is usuallyadded to defatted soy flour. Soy flour comesin three forms: full-fat, defatted and lecithi-nated. Natural or full-fat soy flour containsnatural oils present in the soybean. Soyflour is gluten-free, which will influencethe properties of yeast-raised breads. Soygrits are very similar to soy flour, exceptthat the soybeans have been roasted andbroken into coarse particles. Although soyflours are rich in naturally occurring nutri-tive components, these ingredients do nothave an appropriate flavour profile for usein delicate applications such as dairy sys-tems and many types of processed meatproducts. The main application of soy flourin human nutrition is in bakery.
A very recent development is the use of
the highly nutritious composition of thewhole soybean. New spray-drying systemsnow allow the retention of the natural de-hulled whole beans in microfine particlesize with a bland flavour and smoothmouthfeel. These microsize white powdershave shown good potential in dairy ana-logue foods such as soy milk-based bever-ages, frozen desserts and cream cheese. Thekey components of soybean – the proteins,okara, isoflavones, phytosterols, prebioticsugars and oil – are retained in the naturallyoccurring forms. Typically, the protein con-tent on a dry basis is 40%, total fat 20% andtotal dietary fibre 11%. It can be expectedthat these vitamin- and mineral-enrichedwhole soybean powders will ultimatelybecome a good alternative to dairy full-fatand non-fat milk powders.
The processing of soybeans starts withcleaning, cracking and dehulling. Crackedsoybeans are rolled into full-fat flakes.These flakes are the basis for ground andpowdered full fat flour. However, very oftenoil is removed from full-fat soy flakes usingsolvent extraction (hexane). Defatted soyflakes remain and these are the basis of anumber of speciality functional ingredientslike soy protein concentrate and soy proteinisolate. More heat treatment usually equalsless functionality, though new enzymaticand fermentation technologies allow majormodification of protein properties.
Soy protein concentrate usually con-tains 65–72% protein. These functionalingredients are typically produced usingethanol, acid leaching at iso-electric pH,and heat-water leaching. The main objec-tive of the manufacturing process is toremove oligosaccharides in the defatted soyflour. Both acid leaching and ethanolextraction systems are often used. The solu-ble oligosaccharides are removed from theprotein curd by decanter centrifugation. Apossible negative in ethanol extraction sys-tems is that soy isoflavones are partlyremoved also. On the other hand, ethanol-treated soy protein concentrate separationusually results in cleaner flavour profilesand a whiter colour compared to acid leach-ing. Soy protein concentrates are low insodium and proteins can be modified by
Soy Protein Essentials 11
chap02.qxd 17/11/04 12:25 pm Page 11

enzymatic treatment to allow lowering ofviscosity for applications such as brineinjection in whole muscle meats. Soy con-centrates are a highly digestible source ofamino acids and retain most of the beans’dietary fibre. The remaining fibre can pro-vide additional structuring support inprocessed meat products and fast viscosityincrease during processing. The latter is aserious consideration when fine tuning theproduction time/temperature protocol.
Soy protein isolates have 90% proteincalculated on a dry basis. Soy protein iso-lates are prepared by solubilizing and sepa-rating protein out of the flake followed byprecipitation at the iso-electric point. Soyprotein isolate is the most refined type ofprotein. These proteins are premium ingre-dients and nearly all fat and fibre andnearly all soluble carbohydrates areremoved.
Soy protein isolates have superior per-formance in a great many food applicationswhere delicate taste and functional consid-erations are of importance.
Soy protein isolate is a high quality,complete protein and is manufacturedunder strict specifications to maintain theintegrity of its active bio-components. Soyprotein may also be lecithinated to improvedispersibility and to reduce dusting. Bothgelling and non-gelling varieties are avail-able, as well as varying grades of viscosity.
Soy Matrix
Soy ingredients can be divided into the fol-lowing categories:
1. Soy flour (40–50% protein).� Full fat flour (40% protein).� Defatted flour (50% protein).� Textured soy flour (TSF).� Enzymatically enhanced instant soy flour
with increased bioavailability.2. Soy protein concentrate (65–70% pro-tein).� Functional soy protein concentrates
(FSPC).� Textured soy protein concentrates
(TSPC).
� Textured vegetable protein crumbles(TVPC) (a textured combination of TSPC,wheat gluten, egg albumen, starch, gumsand flavours).
3. Soy protein isolate (90% protein).� Soy protein isolate (SPI), including soy
protein blends with added functionalingredients such as phosphates and cal-cium.
4. Soy (dietary) fibres.5. Soy lecithins.6. Soy isoflavone concentrate.7. Soy oil.
Soy Protein Applications for HumanConsumption
1. Soy flour.� Cookies.� Cakes.� Doughnuts.� Breads.� Bagels.� Pizza crust.� Tortillas.� Muffins.� Pasta noodles.� Egg roll skins.� Cereals.� Dumplings.� Crackers.� Sweet and savoury spreads.Soy flour applications and propertiesneeded:� Replacement for non-fat dry milk pow-
der.� Replacement for egg albumen.� Water absorption.� Browning.� Freshness.� Texture and tenderizing.2. Soy protein concentrate.� Fibre-containing protein structuring
medium in emulsified meat products.� Fat- and water-binding in processed meat
products.� Improving the appearance, texture and
juiciness of meat products.� Protein fortification in bakery foods.� Protein fortification for special foods such
as pasta, noodles and breakfast cereals.
12 Chapter 2
chap02.qxd 17/11/04 12:25 pm Page 12

� Providing fibrous texture in coarseground patties to provide natural bite andchew.
� Retention of moisture during reconstitu-tion.
� Structuring ingredient for textured foods,including textured cereals and pizza top-pings.
3. Soy protein isolate.� Infant formula.� Weaning foods.� Protein enrichment for special foods such
as school lunch programmes.� Water retention in cooked whole muscle
meats such as corned beef and hams.� Marinade diffusion in case-ready meats.� Stabilizing ingredient for fat and water in
emulsified meat products such as hotdogs, bolognas and sea food.
� Texture modifier for coarse ground meatproducts such as hamburgers andchicken patties.
� Structuring agent for lean meat (chunk)replacement in dry fermented sausageand co-extruded snack sticks.
� Protein source for weight managementfoods.
� Protein source for sport nutrition, includ-ing muscle repair, maintenance andbuilding.
� Protein source and moist retention infood and health bars, including use incrunchy nuggets.
� Replacement of milk protein in fat-filledpowders.
� Replacement of milk protein (caseinates)in non-dairy creamers.
� Main protein source in soy milk, soyyoghurt and soy nutritional beverages.
The Choice Between SPI and FSPC
A much debated issue in the world of meatscientists and technologists remains theissue of functionality and performancebetween SPI and FSPC. Often these de-bates are initiated and challenged bythe purchasing and/or R&D departmentswho are in search of more cost-effectivesolutions.
For a great many years, the perform-
ance of SPI in emulsified as well as incoarse ground meat products was clearlysuperior in terms of fat and water binding,texture and flavour contribution. However,the introduction of FSPC has dramaticallychanged the landscape of soy proteiningredient selections. Nearly all emulsifiedand coarse ground meat and poultry prod-ucts now allow a weight-for-weight replace-ment substituting SPI for FSPC. Minormodifications might still be necessary tofine-tune specific formulas when substitut-ing soy protein ingredients in order tooptimize end-product specifications andyields.
Functional ingredients when first intro-duced into a market usually gain marketshare by emphasizing an economic advan-tage or value. This is how milk proteinssuch as caseinates historically allowedmanufacturers to reduce processing costsand how soy protein isolate later replacedsodium caseinate in most meat applica-tions. More recently, functional soy proteinconcentrates were introduced as cheaperalternatives for soy protein isolates. As mar-kets develop, the ‘hunted’ ingredient eithermoves to a higher value application or,when that fails, loses its profitability and/ormarket share.
The established soy industry is likelyto focus its soy protein isolate developmentand application efforts on health foods,including meat-free products, and on fur-ther strengthening the application know-how of functional soy protein concentrates.But then again, the terminology might soonbecome obsolete. The emerging soy proteinindustry in developing countries such asChina and India is probably impacted bystrategic national food politics becausemore emphasis is given to the still existingprotein shortage in the domestic diet.
Most soy protein manufacturers use amarket-driven pricing policy. In otherwords, the soy protein companies try tomarket ingredients according to the dynam-ics of specific individual countries. Instantdata exchange has made these kinds ofprice differentiation rather more difficult.However, generally speaking, the price ofSPI is up to 50% higher than that of FSPC.
Soy Protein Essentials 13
chap02.qxd 17/11/04 12:25 pm Page 13

It is expected that large meat processingcompanies in particular will opt to substi-tute SPI for FSPC in order to achieve signif-icant cost benefits.
Under such a scenario, the soy proteinmanufacturers are likely to try to increasethe price points of FSPC in order to reducethe price imbalance. Other dynamics thatwill influence future soy protein pricing arethe growth of the use of SPI in food appli-cations and the surge of soy protein manu-facturing capacity in low-cost soybeanproducing countries such as China andIndia. To allow equilibrium in marketcapacity versus pricing, the anticipatedgrowth of SPI usage in food and beverageapplications will need to offset the declineof market share in processed meats. If thisdoes not happen, the price imbalanceremains with subsequent negative conse-quences for the profitability of soy proteinmanufacturers.
Legislative considerations also canplay an important role in the selection cri-teria between SPI and FSPC. A number ofcountries have specific requirements andimplement a maximum percentage of non-meat proteins for formula inclusion. Inthese situations, the use of FSPC is oftenpreferred because of the previously men-tioned presence of soy fibre.
Example: A maximum addition of 2%pure protein translates to 2.20% of SPI onweight basis and 2.60% weight basis ofFSPC. In this example, FSPC not only isconsiderably more cost effective, the soyingredient also provides additional soyfibre which will further enhance productstability and texture compared to SPI.Finally, 2% pure protein translates to 4.0%soy flour on weight basis. However, theflavour profile of soy flour generally is notsuitable for inclusion in processed meatand poultry products.
Certain applications remain for whichSPI remains the ingredient of choice. Forexample, soy protein granules made byusing SPI are clearly superior in compari-son with FSPC. The patented process ofcombining, under certain conditions of fric-tion, temperature and protein properties, 1part of SPI and approximately 3.3 parts of
water, uniquely mimics the texture andappearance of lean meat when used incoarse ground meat and poultry patties aswell as in dry fermented sausage.
The above-mentioned legislation limitsthe full utilization of this meat-mimickingcapacity of soy protein isolate. Indeed, soyprotein isolate should no longer be seen asjust a functional ingredient but as an intrin-sic and equivalent part of the meat-mix,able to replace far greater amounts of meatthan allowed by the often restrictive legisla-tion. Especially in Europe, codes of goodmanufacturing practice favour the statusquo in the market and limit innovation.
Extruded Soy Ingredients
It is no secret that those who are involvedin food processing and marketing must beready and able to reshape and reinvent theirbusiness. There are simply too many chal-lenges, hurdles and uncertainties to ignorechange, and reshaping businesses is neces-sary to create higher values. In this contextit is probably safe to say that ingredienttechnology is the quickest to be imple-mented and the least expensive from thestandpoint of capital investment. Ingredientapplication research often acts as a catalystand this certainly is true for the use of func-tional soy protein ingredients that meetconsumers’ growing demands for betternutrition, great taste and environmentalsustainability.
Texturized soy products have a num-ber of important purposes such as provid-ing nutrition options for large numbers ofpeople within defined food cost budgets.Texturized soy protein (or TSP) actually isa generic term used to process, by means ofextrusion technology, meat-like structuressimulating lean meat when rehydrated andcooked (Fig. 2.1). TSP products are increas-ingly used in cereal, chocolate and healthbars, where the ‘nuggets’ mainly serve toprovide a crunchy texture while keeping acertain amount of moisture over a pro-longed shelf life.
There is a wide range of textured soyproducts, such as various forms of textured
14 Chapter 2
chap02.qxd 17/11/04 12:25 pm Page 14

soy concentrate and textured soy proteinmade from defatted soy flour. Textured soyproteins are specifically designed for use inground meat systems. There is little doubtthat innovative food and meat productdevelopment favours the use of TSPC,though for cost-critical products such ascertain food service hamburgers, pizza top-pings and hot dogs, texturized soy flour stillremains a much sought after alternative.TSF is made by processing defatted soyflour through a cooker-extruder. Thisprocess allows the creation of many differ-ent forms, colours and sizes. The basicforms of TSF contain 52% protein (on an ‘asis’ basis) as well as dietary fibre and theremainder of the soluble carbohydrates.These soluble carbohydrates often causeunwanted flavour changes in the final prod-uct. Compared to texturized soy flour, tex-
turized soy concentrate has a muchimproved taste profile and the reduction ofnon-digestable natural sugars such asstachyose and raffinose has an addedbenefit of eliminating flatulence in someindividuals.
TSF can only be used as a filler in alimited number of meat products. Its inclu-sion is also limited because it has a soften-ing effect on the finished product. Usually1 part of TSF will absorb 2–3 parts ofwater.
TSPC is processed from soy concen-trate by passing the protein solutionthrough a cooker-extruder. Depending onthe typical extrusion system used, a supe-rior fibrous texture is created. These prod-ucts are higher in cost but have muchimproved flavour profiles and also maintaintexture integrity longer when used in a
Soy Protein Essentials 15
Fig. 2.1. Flow sheet for production of texturized soy proteins from whole soybeans.
WHOLE SOY BEANS
Clean, crack, dehull
Heat, flake
Hexane extract
Vapour desolventize
Grind
Moisten, extrude
Dry
Remove sugars
Grind
Moisten, extrude
Dry
HULLS
CRUDEOIL
DEHULLED CHIPS
FULL-FATSOY FLAKES
DEFATTED SOY‘WHITE FLAKES’
TEXTURIZEDSOY FLOUR
TEXTURIZEDSOY CONCENTRATE
chap02.qxd 17/11/04 12:25 pm Page 15

complex meat or meat analogue system. Foroptimum performance, TSPC needs to berehydrated, and usually 1 part of TSPC canabsorb 2.5–3 parts of cold water. The hydra-tion time of textured protein depends onparticle size and ranges from 5 to 90 min.Vacuumization will decrease the hydrationtime of textured soy protein.
Hydration ratios of TSF and TSPC canbe further improved slightly by using warmwater. However, the downside of usingwarm water for hydration is the need tocool down to less than –8°C before thehydrated textured soy can be used for finalblending with the other meat components.When hydrated, texturized soy protein par-ticles are subject to the same microbial haz-ards as other high-moisture products suchas meat, and subsequently should behandled with care to avoid prematurespoilage.
Soy proteins are the culinarychameleons of the modern world which notonly enhance and extend meat products,but also provide health benefits when con-sumed in sufficient quantities. In compari-son with TSFs, TSPCs usually are bettersuited to precooked meat products that willundergo subsequent reheating.
Textured soy protein ingredients areavailable as flake, crumble and chunk. Interms of relative hardness, soy flakes are thesoftest. Crumbles are softer than granules.Extruded soy granules are chewier com-pared to soy flakes and soy crumbles.Textured soy flour (52% protein) is not nec-essarily inferior to textured soy protein con-centrates (65% protein) with regards tohydration and water-holding capacity.Usually TSF and TSPC perform similarly inmany applications. However, in kettle-cooked foods, the texture of TSF may besofter compared to TSPC. TSF will con-tribute to more typical soy flavour thanTSPC and therefore spice and seasoningadjustments might be necessary to maskunwanted flavours.
Textured soy protein colours:
� Uncoloured.� Light caramel.
� Caramel.� Malt.� Red-brown.
Technical improvements in vegetable pro-tein chemistry and the development ofextrusion technology will speed up theintroduction of meat analogue productsenormously. Despite early handicaps, meatanalogues have improved greatly over thelast few years. In particular, innovativehigh moisture extrusion technology permitsthe formation of meat analogue structuresthat uniquely mimic meat characteristics,both in terms of organoleptic properties andhealth attributes, such as protein profile.Following steam cooking, extruded prod-ucts (including soy fibre) should ideally bemaintained in a frozen state until point offurther manufacturing. High-moisture-extruded particulates provide superiorflavour and textural properties and allowthe integration of a multitude of protein andcarbohydrate interactions ingeniouslyblended with flavours and nutritionalenhancements such as vitamins and miner-als. Semi- or high-moisture-extrudedchunks provide superior flavour and tex-tural properties and allow the integration ofa multitude of soy protein interactions withstarches, egg albumen, methyl cellulose,wheat gluten and pea protein, ingeniouslyblended with flavours and nutritionalenhancements. Extrusion technology hasreached a point where it is difficult to dis-tinguish between breast of chicken andbreast of chicken analogue.
Today, these protein–carbohydrateinteractions may be made with a certaindegree of flexibility, with soy protein iso-late, rice protein, maize protein, wheat pro-tein and/or lupine protein. Moving theseproducts out of the strict vegetarian defini-tion will open up new opportunities, but aholistic approach will still be needed to sat-isfy the flavour requirements of lifestyleconsumers.
These developments will revolutionizethe way industry looks at meat analogues.High moisture extrusion technology can beused to simulate meat cuts. A realisticallyor topographically shaped analogue breast
16 Chapter 2
chap02.qxd 17/11/04 12:25 pm Page 16

of chicken can be formed in-line and boxedfor worldwide shipment. There is littledoubt that high moisture extrusion willbecome a cornerstone for tomorrow’s foodsupply.
Vegetarian foods make up one ofthe fastest growing categories for the foodand meat industry. The highest growthcomes from soy milk, whose benefits areespecially relevant for the current genera-tion, as well as for the rapidly growingnumber of people who are lactose intoler-ant.
As a side note, it is necessary to men-tion also the availability of mycoproteins.These proteins are made from Fusariumvenematum, a soil fungus grown in vats.Mycoproteins are all-natural vegetable pro-teins belonging to the mushroom family.Mycoproteins offer a strikingly authenticmeat-like texture, though the real growth ofthis category is in a number of very inter-esting consumer products such as burgerand sausage analogues, which are mainly a
combination of mycoprotein and soy pro-tein crumbles.
To summarize: Soy proteins have trav-elled a long way. Soy has made a successfultransition from a cheap filler some 40 yearsago to great-tasting, life-enhancing andaffordable foods, becoming part of theworld’s everyday environmentally soundand sustainable food choices for the thirdmillennium. Mission impossible to ‘de-bean’ the bean has finally been accom-plished, and as a result a plethora ofimproved existing or innovative soy formu-lated foods will become available for nearlyall of our food choices. From that point, it isonly a small step to incorporate health-enhancing ingredients such as phytochemi-cals to position the meat-free product andfood bars as functional foods. It is ratherstrange that the technological break-throughs of extruded meat analogue chunksboth in semi-moist as well as in dried formshave been initiated by entrepreneurial indi-viduals and pioneering companies.
Soy Protein Essentials 17
References and Suggested Reading
Albertazzi, P., Pausini, F. and Bonaccorsi, G. (1998) The effect of dietary soy supplemen-tation on hot flushes. Obstetrics & Gynecology 91, 6–11.
Burgermeister, E. (1996) New technology and plant to produce full-fat micropowder forhigh quality food products. Food Tech Europe 9, 84–94.
Erdman, J.W. Jr (2000) Soy protein and cardiovascular disease: a statement for healthcareprofessionals from the nutrition committee of the American Heart Association.Circulation 102(20), 2555–2559.
Food and Agriculture Organization/World Health Organization (1989) Protein QualityEvaluation Report of Joint FAO/WHO Expert Consultation. FAO Food and Nutritionpaper no. 5. Food and Agriculture Organization of the United Nations, Rome.
Grieshop, C.M. and Kadzerect, B. (2003) Chemical and nutritional characteristics ofUnited States soybeans and soybean meals. Journal of Agriculture and FoodChemistry 51(26), 7684–7691.
Jenkins, D.J.A., Kendall, C.W.C. and Garsetti, M. (2000) Effect of soy protein foods on low-density lipoprotein oxidation and ex vivo sex hormone reception activity – a con-trolled cross-over trial. Metabolism 49(4), 537–543.
Kotsopoulos, D.F.S. and Dalais, F.S. (2000) The effects of soy protein containing phyto-estrogens on menopausal symptoms in postmenopausal women. Climateric (3)161–167.
Messina, M. and Barnes, S. (1991) The role of soy products in reducing risk of cancer.Journal of the National Cancer Institute 83, 541–546.
Perkins, E.G. (1995) Composition of soybeans and soy bean products. In: Erickson, D.R.(ed.) Practical Handbook of Soy Processing and Utilization. AOCS and the UnitedSoybean Board, Champaign, Illinois, pp. 9–28.
chap02.qxd 17/11/04 12:25 pm Page 17

Potter, S.M., Bakhit, R.M. and Essex-Sorlie, D.L. (1993) Depression of plasma cholesterolin men by consumption of baked products containing soy protein. American Journalof Clinical Nutrition 83, 541–546.
Steinke, F.H., Waggle, D.H. and Volgarev, M.N. (1991) New Protein Foods in HumanHealth: Nutrition, Prevention and Therapy. CRC Press, Boca Raton, Florida.
Wilson, L.A. (1995) Soy foods. In: Erickson, D.R. (ed.) Practical Handbook of SoyProcessing and Utilization. AOCS and United Soybean Board, Champaign, Illinois,pp. 428–459.
18 Chapter 2
chap02.qxd 17/11/04 12:25 pm Page 18

The resurgence of sausage specialties cameas a niche market on the heels of manyyears of slowly changing traditional prod-ucts into mass-produced counterparts tar-geting mass markets. It is obvious that thetypical sausage formulas of the 21st centurybear little resemblance to those of the20th century and are even further removedfrom the ‘original’ formulas of the 18th and19th centuries. Advances in technology inboth equipment and ingredients, coupledwith strong scientific back-up, haveallowed meat processors to graduallychange formula make-up. Most of thechanges are driven by the availability ofnew technologies and the need to drivedown costs.
However, it is also fair to say that con-sumer demands and perceptions also havechanged. One only needs to look to theirdesire to have lower amounts of animal fat,sodium and nitrite. Least-cost formulationsare nearly always driven by the desire toimprove upon the bottom line, and accessgreater flexibility and freedom in manufac-turing variables. It is an empirical curveand expensive lean meat replacementsoften generate most savings.
For many years, meat processors wereoccupied with only one thought: to reducethe content of lean skeletal meat in order tolower formulation costs. The availability ofpremium functional ingredients, combinedwith superior technology and equipment,has indeed allowed quite significantreplacement of lean meat. Meat replace-ment, however, can only go to a certain
point before the original product character-istics, such as texture, colour and flavour,start to fade. Many of the formulae changeshave been prompted by the need to improveeconomics. However, care should be takenthat such changes are not detrimental to theconsumer’s perception of value and quality.Consumers are the ultimate judges.
The good news is that a plethora ofsausage creations are thriving among theyounger generation. A worldwide resur-gence in sales of specialty sausage and meatproducts is encouraging. In many cases, anoriginal sausage recipe has been developedinto a wide quality range of products toaddress changing lifestyles.
The success of mass marketing, such asthe food service restaurants, broughtrenewed interest among entrepreneurs whosaw opportunities for quality niche prod-ucts and have recreated a wide selection ofmeat products based on old-time favourites.With the availability of many flavours andtextures, and myriad possibilities todevelop, such as combination or ‘integratedfoods’, the potential for innovative meatproducts is tremendous.
Understanding Formulations
Some of the formulations in this bookare classic. Many of the formulationshave evolved over a great many yearsinto regional variations and flavour prefer-ences. The purpose of this publication isto provide the reader with an overview of
19©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
3Soy Protein Paradigms and Dynamics
chap03.qxd 2/11/04 9:10 am Page 19

what is available in the many areas ofproduct differentiation. Hopefully, thiswill trigger creativity in developing evenbetter ideas and more refined processingtechniques.
In the Appendices, important informa-tion is provided concerning process vari-ables such as thermalization. The Glossarydefines the most frequently used industryterminology, along with processes andtechnical references.
The formula variables in Soy Proteinand Formulated Meat Products (Table 3.1)are just too many to mention. For every for-mula there are at least ten alternatives,which allow the meat processor to individ-ually optimize the formula and processaccording to variables such as meat avail-ability and ingredient preferences.Seemingly subtle changes in mixing timecan have a significant impact on the fin-ished product. Therefore, the processinginstructions are only indicative and shouldbe fine-tuned and optimized according tospecific local situations.
It is not the recipe that is the secret.Rather, it is the functionality of the totalingredients system in conjunction withpacking, equipment and skill levels of theoperators that makes the differencebetween an average meat product and anexcellent one.
Partnerships
There is a growing trend to involve suppli-ers of ingredients and equipment in theproduct development team of the food andmeat processor. If managed carefully, thesemulti-talented teams can move aheadquickly, thereby reducing go-to-market timeconsiderably. This can be seen as a form ofoutsourcing, which also allows the utiliza-tion of internal resources within a food ormeat processing company in a more pro-ductive way. By teaming up internal expert-ise with outside professional knowledge,companies can move forward from a reac-tive to a proactive environment faster andmore efficiently. The degree of successdepends on the quality of the innovativeidea and the speed to market that the abilityof marketing professionals translates intobusiness opportunities.
As technology boundaries shift, it willbe increasingly necessary for core special-ists to work together in project teams. Thesejoint projects should focus on critical R&Dand marketing requirements for creativity,go-to-market speed and quality. Supplierconsolidation of strategic functional ingre-dient companies experiencing increasedneeds for convenience solutions, ultimatelywill shift focus from single ingredientdelivery to total product solutions.
20 Chapter 3
Table 3.1. Applications where functional soy proteins can be used.
Category Type of product Functionality
Ground (un)cooked products Hamburger/patties Improves fat and water stabilityMeat balls/bratwurst Improves cooked yield
Emulsified products Hot dogs/frankfurters Improves bind values (fat stabilization)Bologna/mortadella Improves organoleptical quality
Improves cooked yieldWhole muscle meats Cooked ham Increases cooked yield
Enhanced fresh meat Improves bind between muscle sectionsRestructured meat Improves tenderness
Dry fermented sausage Salami Accelerates dryingLean meat replacementFat replacement
Meat toppings Textured crumbles Lean meat replacementProcessing aid
Meat analogues Hot dogs/patties Improves structure, texture, stabilityProvides premium nutritive values
chap03.qxd 2/11/04 9:10 am Page 20

Together with improvements in meatprocessing technology, meat-free opportu-nities will evolve to the point of mass dis-tribution. To capture future meat analoguemarket opportunities, creative and multi-functional teams need to be put into place.Unfortunately, all too often technology-driven excellence and innovations create arather hostile environment in a company,resulting in bureaucratic gridlock. In orderto allow innovative projects to move for-ward it is often necessary to remove peoplewith negative attitudes and who seeminglyresist change. To obtain results fast, quiteoften a small but dedicated hybrid andentrepreneurial-spirited team needs to beformed, providing a nucleus from whichnew business opportunities can grow onthe basis of joint responsibility rather thanpersonal accountability. Such an attitudeenables easier cross-fertilization, know-how transfer and, last but not least, inspira-tion. The elite members of such a team needflexible rules, allowing thinking ‘outside ofthe box’ with an attitude to ‘think big butstart small’, ‘preach revolution but act evo-lution’.
Globalization of market dynamics,biotechnology, information technology (IT)together with consolidation and mergerswill revolutionize the current status quo.However, these variables also will openup new niche markets for entrepreneurialtalents.
Increased growth of customer baseand increased customer demands willimpact markets fundamentally, bothpositively and negatively. IT promotesfree transmission of information, thusincreasing speed of knowledge, includ-ing more transparency in market pricing.These elements can increase risk anduncertainty.
More than in the past, managementexperience in international markets,including strategic planning and businessdevelopment, will become a vital compo-nent of success throughout all levels of seg-ment leadership, such as R&D, brandmanagement, human resources and vision-ary positioning to sharing in the profitabil-ity of the whole value chain.
Foodstores Impact
In recent years, the meat processing indus-try throughout the world has seen growthand consolidation, and so too has the retailgrocery trade. Both the grocery and themeat processing industries have becomeglobal enterprises, crossing national bor-ders.
Obviously there is a concern that thepower of the grocery retailer is becomingtoo forceful and dominant. In certain coun-tries, such as the USA, France, the UK andGermany, supermarkets are dictating prod-uct specification, packaging sizes and manyother variables. This trend has resulted inoften severe price concessions from themeat and food processing industry. Puttingpressure on prices at the processing end ofthe market has become a common tacticand the processing industry is slowly com-ing to grips with the new scenario andadapting to survive in the changed eco-nomic environment.
Despite the current trend of seekingprice concessions from meat processors, itis of importance for both supermarket andmanufacturer to work in close partnershipand harmony. Only then can inspiration fornew product development be created,allowing both parties first hand knowledgeof consumer trends, needs and wants.However, for a meat processing companythe overriding question is to determine themarket segments it wants to serve in orderto optimize shareholder value and long-term sustainability.
At the same time, increasing pressureis mounting to provide supermarkets with‘stable to table’ assurances for the fullyaudited traceability and quality of the meatproducts. Joining forces by developing part-nerships will become vital, though thesupermarket industry has to understandthat a reasonable return on investment is anecessity to meet long-term business objec-tives.
The start of a reformulation process isrelatively easy, but as further refinementsare made it will become increasingly diffi-cult not to stray from the original path ofend-product specifications. Replacement of
Soy Protein Paradigms and Dynamics 21
chap03.qxd 2/11/04 9:10 am Page 21

high-quality lean meats with less expensiveskeletal cuts occurs, which ultimately leadsto replacing a significant share of formulawith the various forms of mechanicallydeboned meat, such as poultry, pork andbeef. For high-volume meat products –especially emulsified meat products suchas frankfurters and hot dogs – the quest is toselect the least-cost protein solution.Initially, these protein selections werebased on animal protein alternatives, i.e.lean pork replaced by pork trimmings, par-tial replacement by pre-emulsions of fatand water, and finally replacement bymechanically deboned meat.
Likewise meat species were replaced:beef by pork by turkey by chicken. Modernformulation can mostly disregard thespecies, since flavour diffusion technolo-gies have been developed for many emulsi-fied products and some coarse-ground meatpatties, allowing the use of poultry but withthe appearance and taste profile of pork orbeef. Throughout these developments aplethora of non-meat ingredients followedon the heels of reformulation. Slowly butsurely some of the functional ingredientshave acquired mainstream acceptance andhave managed to capture a percentage shareof formulae.
In the early 1950s, major technologicaladvantages were realized by incorporatingsodium caseinate (a milk protein deriva-tive) in fat:water emulsions to improve thestability of emulsified meat products. Themain driver here was to utilize lessfavourable types of fat, such as pork leaf(flare) fat, beef fat and mutton fat, whichotherwise could not be stabilized by thecomplex nature of solubilized myofibrillarproteins in the meat matrix.
Milk protein applications quicklyreached beyond the stabilization of fat andbecame commonly used in whole musclemeats such as cooked ham, roast beef andfermented sausage. Milk protein conqueredthe world of meat processing, and it is gen-erally accepted that it peaked in 1985. Fromthat point a decline set in, mainly driven bysteep price increases that reduced its eco-nomic value to the point that alternativesolutions gained the upper hand. Vegetable
protein ingredients such as functional soyproteins dominated these alternative solu-tions. However, the ‘battle’ of functionalsoy protein to be accepted as the protein ofchoice by a rather traditional industrylasted well over 20 years (1970–1990).
To understand the efforts of vegetableprotein manufacturers to position soy pro-tein as a functional ingredient with thesame aura as milk protein, it is essential tolook back in history to explain why the ‘s’word of ‘soy’ had such a terrible start.Although the word ‘marketing’ isAmerican-coined, it was Americans who in1954 decided to strategically position tex-tured soy flour (TSF) to the Europeans as‘imitation meat’. For a generation that justhad gone through the horror and hunger ofWorld War II, the word ‘imitation’ set off anunprecedented negative association. It hastaken three generations to overcome this.
How bizarre to see that just as soy pro-tein was to change from a negative to a pos-itive due to a worldwide avalanche of thehealth benefits of soy protein nutrition,genetically modified (GM) soy productsappeared on the scene in 1996. It can beconsidered a major marketing blunder bybiotechnology companies to push through aplan to ambush uninformed customers withfoods and ingredients without first engag-ing in a meaningful discussion. This unilat-eral decision has created major damage tothe positive reputation of superior func-tional vegetable protein ingredients. Backto square one, so to speak.
Some of the major suppliers of soy pro-teins were victims of the intensity of thenegative name association surroundingbiotechnology. At first there was little theycould do, but after reality set in, a proactiveattitude enabled them to answer consumerconcerns by making available ‘IdentityPreserved’ functional soy protein ingredi-ents. Although the availability of IdentityPreserved vegetable proteins is a step in theright direction, the overriding question thatneeds answering is to which impact theword ‘soy’ will be connected by the con-sumer. This development needs very care-ful monitoring, but it is likely thatultimately the ecological, nutritional and
22 Chapter 3
chap03.qxd 2/11/04 9:10 am Page 22

economic superiority of vegetable proteinswill regain its stature as the protein ofchoice for processed meat products.
Apart from the above reflections andopinions, there is little doubt that vegetableprotein ingredients such as soy protein iso-late have proved beneficial in a large num-ber of processed meat products. The valueof functional soy protein ingredients isthreefold:
� It provides technological solutions by sta-bilizing fat and water in processed meatsystems.
� Because of its unique meat-mimickingproperties, lean meat replacement is fea-sible.
� It provides superior nutritive value atlower pricing than equivalent animal pro-tein alternatives.
Soy protein ingredients are now establishedas a protein of choice throughout the world.Their effectiveness has been proved by bil-lions of hot dogs and other sausage prod-ucts all over the world. Additionally thereare many reformulated cooked ham prod-ucts and fermented products, such assalami, that contain these functional ingre-dients. However, perhaps the greatestpotential value of these vegetable proteinchoices is in further processed meat andfood products for food-service applicationssuch as franchised fast food stores. Perhapsthe single biggest accomplishment of veg-etable protein is that at the start of the 21stcentury hundreds of millions of formulatedmeat patties are sold as a result of the char-acterizing properties of soy protein ingredi-ents. This trend will set the standard fornew creative challenges and many moreopportunities will be developed to meet thedemand for affordable nutrition by a rap-idly growing world population without sac-rificing the organoleptical quality peoplehave come to expect.
Food and meat products do changeover time, although these changes are moregradual than many food marketers believe.Food evolution is also the result of cost con-siderations to meet certain price points con-sumers are prepared to pay at one end of
the spectrum, and to product expectationsthat must be met at the other end of thespectrum. Ultimately, a compromisebetween price value and optimum qualityexpectations is needed to achieve lastingsuccess in terms of repeat purchases.
Competitive Angle
In this respect, suppliers of functionalingredients sometimes forget that thereplacement theory also can affect theirown functional ingredients that had beenused to replace another previous muscleprotein source or functional ingredient. Forexample, soy protein isolates were replacedby the cheaper soy protein concentrate. It isa rule of thumb that the higher the unitprice and the higher the inclusion level, thegreater the risk of replacement by an alter-native solution. To satisfy demands of sen-ior management, R&D nearly always singlesout or targets the highest price and/or high-est inclusion level to generate the maxi-mum savings. At times, something is evendeliberately held back in order to havesome additional reformulation possibilitiesfor the next round of cost savings.
Real competitive advantage can only beobtained if the functional ingredient indus-try understands the true needs of the end-consumer and the dynamics of point-of-saleinteractions. Too often the functional ingre-dient industry acts distanced and is lessconcerned about the ultimate value deliv-ery. Both the ingredient supplier and foodmanufacturer must shift their emphasisfrom lowest price to total solution if realand sustainable competitive advantage is tobe gained.
The consolidation of world brands willopen new opportunities for both the largerand specialized portfolio companies whohave global manufacturing and supplycapabilities, yet are keen enough to create astreamlined, marketing-oriented organiza-tion to add higher ingredient value andtotal solution answers in order to stay com-petitive. Subsequently, close partnershipsin which multi-talented teams participateand the ability to identify emerging oppor-
Soy Protein Paradigms and Dynamics 23
chap03.qxd 2/11/04 9:10 am Page 23

tunities will ultimately work to keep a com-manding position.
Advancement in technology andchanges in end-product specificationsallow the consideration of alternative solu-tions. For example, soy protein isolate andmodified food starch in combination mayoffer better results than the single ingredi-ent usage alone.
Whatever the reason for changes in for-mulations and marketing, R&D must alwayskeep in mind that they cannot dilute end-product specifications indefinitely. There isa limit to meat replacement. Customers donotice, and there is nearly always a com-peting product available that does meetexpectations.
That is why the example formulationsin this book can be considered typical forspecific countries and regions of the world.What is considered a high meat inclusionlevel in Asia is not necessarily consideredhigh in Europe. On the contrary, the latter iscertainly also true for functional ingredi-ents such as soy protein, hydrocolloids andmodified food starches. The formulae inthis book are typical and every effort hasbeen made not to single out functionalingredients as the only possibility forachieving satisfying results. Nevertheless,time-tested functional ingredients usuallyoffer benefits in terms of yield, process tol-erances, availability, technological supportand competitive pricing.
The globalization of the marketplacepresents many challenges for both the foodand processed meat industries. It is safe toassume that unrestricted trade and liberal-ization of food legislation will continue toevolve at an ever-increasing speed. It willtherefore be of paramount importance toanticipate changes and to adapt interactivetechnologies and marketing communica-tions to maintain and improve upon leader-ship positions. At the same time, the needto satisfy shareholders and optimize profitswill force many companies to reconsidertheir current positions so that they remaincompetitive in providing value-buildingblocks that ultimately will deliver foods attheir most economical and nutritionalvalues.
The widening of global markets to seg-mented food and meat product innovationswill create a broadening of the availabilityof functional ingredient solutions. Today’sessential functional ingredients might beobsolete tomorrow, and it is likely thatalternative solutions will be based on func-tionally integrated multi-purpose ingredi-ents. In order to remain competitive interms of product development solutions,nutrition and economics, producers of func-tional ingredients need to anticipate thechanges that are driving the marketplace.
Much more than in the past, food serv-ice and other food marketing companiesexpect ingredient suppliers and processorsto create new products. There is fierce com-petition between suppliers of strategicingredients to attract the attention of thecustomers, especially knowing that theinclusion level of these ingredients often isrelatively small. Most often, these ingredi-ents are either new to the market or have arelatively high value surcharge. It is verydifficult to succeed in this highly competi-tive arena, and persistence, together with a‘finished foods’ mentality, is the key factorin achieving optimum results. A key pre-disposition is the need for frequent interac-tion between the supplier and the clientthroughout R&D, marketing and in-plantproduction assistance.
For muscle food manufacturers, muchwill be at stake and momentum can switchvery rapidly if changing environmentalissues aren’t identified and addressed in atimely manner. The innovative food prod-uct of today can become traditional andeven obsolete tomorrow, and there aremany examples where newly introducedprocessed meat products have changedthe playing field. The pace of changedoesn’t show signs of slowing down in thenear future.
For example, the need to satisfy con-sumer demand for calorie-restricted foodshas accelerated the time-consuming processof changing food legislation. Governmentalagencies have recognized that relaxation oflegislative hurdles needs to follow thesometimes dramatic changes in food pro-cessing technology.
24 Chapter 3
chap03.qxd 2/11/04 9:10 am Page 24

Old is New
Interactive technologies that combine func-tional ingredients, including flavours,colours and fragrances, have the potentialto become new benchmarks for fooddesigners. In these situations, the oncedominant meat sources have almost com-pletely lost their importance and have actu-ally become functional ingredients on theirown. The lack of typical characterizationand identification of processed meats hasprovided opportunities to create innovativefoods that are drifting far away from tradi-tion and ethnic preferences. Cross-culturalfoods will ultimately develop for cominggenerations that will show little or noappreciation for the foods that their grand-parents once loved, although it is likely thatcalorie-laden ‘Old World’ specialtysausages will always remain a focal pointfor people who have the urge to indulge andare looking for special occasion foods. Aslong as good-tasting sausages are available,demand will continue.
Packaged meats, including emulsifiedmeats and lifestyle foods, will experiencemajor changes in both concept and productdevelopment as a function of the manyinnovative solutions that address produc-tion, economics and sensory requirements.Manufacturers of processed meats willsooner or later have to face a dilemma – acrossroads so to speak – and it will be nec-essary to strategically position theirstrengths for tomorrow’s opportunities. Orto put it bluntly: meat manufacturersshould be looking for the high road of con-tinuing demands for the current range ofmeat and poultry products, or opening upfor diversification and positioning new con-cepts as segmented products for specificconsumer needs. The decision is not easy tomake.
The future of formulated meat, poultryand lifestyle foods will also demonstrate ashift to nutrition management. It can beexpected that micro-ingredients will beadded to meat or vegetarian foods in orderto improve their vitamin and mineral pro-file, enhance digestibility, support antiviraland antimicrobial activity to strengthen the
immune system, and incorporate the use ofcryostabilization compounds, such as poly-dextrose. For example, the combined use ofdietary antioxidants such as dried plumsand soy protein. These functional ingredi-ents provide isoflavones that are high inoxygen radical absorbance capacity (ORAC)and apart from providing organolepticalbenefits such as moisture retention, antimi-crobial properties, flavour and textureenhancement, these micro-nutrients mayhelp to slow the process of ageing in thebody and brain.
Even within the same formula, compe-tition for percentage of formula share isvery intensive: mechanically debonedmeats are being replaced with by-products,which are replacing skeletal meats.Functional limitations ultimately will bedecisive, and the least-cost provider willgrab the real growth opportunities.
The ongoing effort to lower food costshas forced many processors to change qual-ity specifications with a subtle degradationof sensory product characteristics. As withmany other non-foods, there is a tendencyto create extremes. The ‘middle-of-the-road’quality will probably disappear, and theseproducts will be forced to position them-selves at either the upper or lower end ofthe price spectrum to satisfy consumerneeds. Many low-cost foods have degradedto the point that palatability has becomequestionable. Ultimately, the consumer willreject these products for something else. Itis therefore imperative to base cost-drivenreformulation on sound, reliable functionalingredients that allow replacement of a por-tion of the lean meat while maintaining tex-ture and without losing sight of nutritionalconsiderations.
Price is always a consideration, butconsumers are not willing to trade out tastefor lower prices. Consumers demand foodsthat satisfy their primary needs: taste, tasteand taste only. Only after these basic needshave been satisfied are people willing to lis-ten to the sublime message of health, valueand convenience.
A surge of non-traditional productswill pick up steam, but people nearlyalways will come back to basics. A sit-down
Soy Protein Paradigms and Dynamics 25
chap03.qxd 2/11/04 9:10 am Page 25

dinner is one of these basics, and probablyone of the true remaining joys that peoplehave, even though the percentage of peoplewho agree that it is important to eat a regu-lar and traditional meal continues todecline. Let’s not forget that humans havean obstinacy and strong determinationwhen it comes to giving up foods they love.Many of the foods of yesteryear will be withus in the future.
A significant proportion of people inWestern countries are working longer daysand this could lead to eating four times aday, not to mention that grazing and snack-ing are quickly becoming a way of life. Nowonder hand-held foods, including foodbars, are the fastest growing segment, notleast because it is estimated that about 20%of all meals consumed away from home areeaten inside the car.
Shifts in demographics and psycho-graphics will also impact the traditionallunch menu of today. The typical lunchhour is disappearing, and increasing num-bers of people choose to do things otherthan eat during the mid-day break. Instead,people increasingly eat ‘on the job’, and thelatter is also true for eating breakfast at theoffice desk. Strangely enough, as peoplegrow more dependent on technology, thereis an unmistakable shift to perishable andnatural foods. Refrigerated foods coupledwith convenience, environmentally friendlyand generally affordable foods, will becomethe norm for the next 10–20 years. Thisdevelopment is a strange ironic twist:techno-literates are in search of the goodiesand reliable qualities of Mother Nature.
Of course, an elite and strongly moti-vated group of consumers exists who try tolive their lives based on the recommendeddietary guidelines. For these people it hasbecome important to add life to their years,rather than simply hope to add years totheir lives.
There is no denying that consumers inmodern society have shifted their eatingpatterns. For example, for a specific groupwithin modern society, the consumption ofred meat, eggs and milk continues todecline, and people are actively cuttingback on fat and cholesterol. However, at the
same time it has become obvious thatdespite all predictions that were voiced afew years ago about massive change tohealthy eating, the teens and young adoles-cents of today have just about had enoughof forced health and fitness issues. Theyhave started to resent dogmatic healthadvice and tasteless foods.
Despite an avalanche of health-relatedmessages by special interest groups, such asdieticians, to cut back on fat intake, con-sumers have finally come to realize that fatintake is their problem and not the fault ofthe foods. There is no such thing as badfoods, only bad eating habits.
Modern societies often demand con-venience and indulgence, which actuallymeans that the ‘natural’ food solutions arenot always practical. Diets have becomevery complicated, and all logic seems to failin trying to explain behavioural patternswhen food is brought into the equation.Modern consumers will increasingly rejectthe nagging notions that continuouslyremind them about eating sinfully. Almostall food marketers have positioned at leastsome of their mainstream food products onthe periphery of the health food market.Despite much media attention to babyboomers’ obsession with healthful food andfitness, only a small portion of adults haveadopted a lifestyle that includes good dietand exercise. (Baby boomers reflect thepost-World War II generation.) The futurewill increasingly be dominated by so-calledconvenience foods, in which ‘health’ neednot always be translated into nutritionallysuperior foods. Increasingly, people willstart looking for ‘no-brainer’ foods, and itcan be expected that a growing connotationof perceptual satisfaction and self-esteemneeds to be communicated.
In recent years it has become obviousthat a healthy diet is closely or intimatelyassociated with the pure enjoyment of eat-ing. People want to feel good about them-selves, and the taste of foods plays animportant role in sustaining well-being.Increasingly people are convinced thathealth and diet can go hand in hand withsuperb taste. Although the majority of mod-ern consumers know that a healthy diet
26 Chapter 3
chap03.qxd 2/11/04 9:10 am Page 26

should be low to moderate in fat, only abouthalf of all consumers have the willpower tomake long-lasting changes in their diet. Atthe same time, consumers are much moredemanding, insisting not just on healthbenefits and great taste, but also on instantgratification, convenience, choices andfresh food selections.
Thus, it is too early to write off the ‘not-so-good-for-you’ foods. Perhaps consumersare truly confused about what to believefrom the multitude of contradictory healthmessages. Just to make a statement, con-sumers occasionally want to fulfil theirdesires and reward themselves with indul-gence, if only to show their independencein an effort to claim their own territory inthe complicated world of survival of thefittest. So, therefore, marketing companiesare increasingly confronted with consumerswho happen to live in a paradox. Seen froma consumer perspective, things are gettingbetter and worse at the same time. Forexample, a career can be a sign of successand accomplishment, yet at the same timebe viewed negatively for not allowing suffi-cient quality time to be spent with familyand relatives. For those that are ‘cashrich–time poor’, this paradox can causefriction and a sense of loss of control.
Demographic Changes
Changes in demographics are creatingimportant food trends, but these demo-graphic changes are not universally thesame throughout the world. In the devel-oped countries there is generally an ageingpopulation that is more health consciousand has more discretionary money tospend. At the same time, some segments ofsociety remain at the other end of the eco-nomic spectrum; it is the age of both pros-perity and austerity. These separatesegments will drive out average-pricedquality and force food marketers to positionthe foods at either end of the scale.
Traditional family meals are disappear-ing rapidly. Instead, people more often eatalone without the pleasures of relaxationand dinner table conversations. The huge
availability of food, food service, homemeal replacement and a well-stocked refrig-erator has created a society where con-sumers expect instant fulfilment. Theconsumer’s social context of food and dietwill continue to provoke sociologicalchanges and galvanize both corporate andfamily cultures.
Also, the rise of women in the work-place has shifted food purchases signifi-cantly, and new concepts such as homemeal replacement foods, also called com-fort foods, are not just restricted to the USAany longer.
Comfort foods is a term for home-stylecooking that is prepared by food marketersand full-service restaurants and mainlypurchased by working mothers feelingguilty about not having the time to cook fortheir families. Home meal replacement canbe defined as the business of providing con-venient, homestyle-quality meals that con-sumers would prepare for themselves ifthey had the time, energy or know-how.From these definitions, it follows that mealpurchasing decisions increasingly are madeon the same day, even just a few minutesprior to purchasing. Thus, a more holisticfood service mentality will replace tradi-tional thinking, with the result that ‘mealsolution centres’ will become the normrather than the exception for future genera-tions.
The typical function of restaurants andfood stores will see major changes in theyears to come, especially with regard tomaking customers believe that they pur-chased homemade, made-from-scratchmeals, while in fact this might not be true.‘Homemade’ can refer to several differentpreparation methods such as heat andserve, or thaw and serve, and speed-scratch-cooking. The perception of a homestyleenvironment, taste, health, quality, quantityand convenience will remain very impor-tant.
Home meal replacement became acatch-all phrase when lifestyle started toclash with a full day at work and no time ordesire for home cooking. It seems homemeal replacement is evolving and movingtoward ‘ready-to-make’ foods at the home
Soy Protein Paradigms and Dynamics 27
chap03.qxd 2/11/04 9:10 am Page 27

kitchen. A recent new development is thearrival of the meal kits. These meal kits con-tain sub-packings of fresh components suchas rice, sauce, vegetables and cooked meat.All the customer has to do is assemble (forexample, stir fry), heat and eat. A meal kitcan be prepared in the same time needed toheat a traditional ready meal in an oven ormicrowave.
Increasingly, food retailers are compet-ing with food service by offering genuinetake-away solutions. However, a small butdistinct difference is that food service oper-ators offer meal solutions that are ready totake home and eat, while food retailers gen-erally focus on meal components that stillneed some assembling and heating at home.
It is likely that the once dominant cen-tre-of-the-plate position of processed meatand poultry products will change, and tra-ditional meat cuts will be transformed intoformulated foods in which meat serves asan ingredient, rather than the characteriz-ing product. It can also be expected thatprotein-enhanced lean meat cuts willreplace a significant portion of both tradi-tional fresh cuts of meat. Protein-enhancedcase-ready meats will take the guessworkout of cooking, while dramatically improv-ing organoleptical quality. All signs indi-cate that functional and nutritionalingredients such as premium soy proteinwill be an important part of these develop-ments.
Can’t Cook, Won’t Cook
Grocery stores will need to reclaim some oftheir lost territory and will focus on becom-ing the main competitors for the manystyles of fast food restaurants. The foodstores of the future will increasingly featureexpanded made-to-order and ready-to-eatfoods within a more extensive section of thestore. The biggest psychological advantageis that consumers will actually see some ofthe foods being prepared by chefs.Purchasing decisions will be influenced byfree sampling, recommendations and manypleasant food attributes, such as colour,appearance and smell. Based on emerging
trends, it can be expected that choices at thefood counter in the grocery store will bebetter, while prices will be competitive. It isonly logical that as food retailers start toemphasize home meal replacement depart-ments, they simultaneously will de-empha-size the traditional grocery elements.
The move towards home meal replace-ment concepts to create signature disheswill also increase pressure for brandedproducts. In the struggle for the consumer’sattention, the name brands stand the risk oflosing their identity, simply because of themany comprehensive meal solutions thatwill become available.
Home meal replacement can be boughtas a complete meal and/or as a meal com-ponent which will preferably have high andfresh quality, ease and convenience ofavailability, give value for effort and can beeaten instantly or slightly later. Changinglifestyles will drive most of the changes inthe meal replacement business. People arelooking for convenience, and they want tosave time too. A possible downside to eat-ing away from home is that people tend tograze more and eat less-nutritious food. Formany people, the workload has become sointense that the traditional take-in lunch atthe office or factory has been replaced bytwo or three meals away from home to sat-isfy the extended daily working hours.With two parents working and a busyschedule, home meal replacement willbecome a viable option to help people dealwith these changes.
Another major development is thebroad variety of novelty foods becomingreadily available. At the same time, thedecline in home-cooked foods, especiallyfor dinner, is impressive. For quite a seg-ment of the population, including somedeveloping countries, cooking from scratchis fast approaching dinosaur status. Thiswill open up entirely new market opportu-nities for the processed muscle food indus-try to vie for market share by developingvalue-added, work-free foods.
In 2003 the average American con-sumed about 152 meals away from home.Hours spent cooking have dropped morethan 20% since 1985, and there is no reason
28 Chapter 3
chap03.qxd 2/11/04 9:10 am Page 28

why the growth of prepared foods shouldn’tcontinue.
While there may be a subtle shift inwhere consumers spend their food money,an increasing portion of it is spent awayfrom home. Whatever the format, fast food,casual dining restaurants and specialtyculinary cuisine restaurants remain popularplaces for centre-of-the-plate meat, poultryand seafood selections. In times of eco-nomic recession people will trade down intheir restaurant selection. However, peoplewho are used to eating out do not easilymake the switch back to food preparation intheir own kitchen.
In the USA the ratio between at-homefood consumption and away-from-homemeals is about 50–50. It is expected thataway-from-home food consumption willcontinue to increase. Menu diversification,including vegetarian choices, is the majordriving force. To offset the so-called ‘veto-vote’ of a family member, food service oper-ators frequently offer meat-free options.Quite often these vegetarian-oriented prod-uct offerings have a better-for-you image.However, restaurant owners and food serv-ice operators have usually great difficulty inpinpointing the true meaning of ‘healthy’.Over the years, the definition has evolvedfrom low calories and low fat to freshnessand lean premium protein selections.
It really is sad, but the cooking skills ofthe first generation of the 21st century havedropped to the point that if a recipe calls formore than four or five ingredients, peoplewon’t bother to try to prepare it themselves.The many cooking shows on television arepure entertainment for viewers and are asubstitute for spending time in their ownkitchens. Elementary skills, such as cuttinga dinner steak with a knife and fork, are dis-appearing, and therefore traditional meatand poultry foods need to be recreated intoother forms and shapes of value-addedproducts.
Grocery stores will probably opt tohave certain foods prepared from scratchin-store, while other foods, such as salads,will be brought in from a central location.This will allow consistency of quality, dif-ferentiation and price competitiveness.
Ready-to-eat, health-conscious food selec-tions offered by food stores will be signifi-cantly wider than that offered by fast foodrestaurants. The footprint in retail storesgiven to chilled prepared ready-to-eat foodsand meals is increasing rapidly. For certainconsumer categories, food has become tiedto fashion trends and fashionable cycles. Itis only a question of time before large gro-cery stores start opening up drive-thruand/or special pick-up services to take thetime factor out of the equation.
Value addition to food service productscan be described as the skill of bringingraw, unfinished products closer to the pointof consumption. The power of brands willincreasingly influence consumer purchas-ing decisions, which are often based onemotional reasoning. These decisions fre-quently override the rational, logical rea-soning driven by the left side of the brain.As a result, it can be expected that co-branding will emphasize the ‘feel good’images of consumer’s self esteem.Therefore, for the food service restaurants,casual dining, and kiosks or supermarkets,the offerings of value-added products andservices will be increasingly dominated bypsychologically driven purchasing atti-tudes. The food and the services with thehighest total value will ultimately generatethe highest profit. The latter is also true forpackaging and point-of-sale presentations.Studies show that consumers formulatepersuasive opinions at first eye contact withpackaging and illustrations. These directmarketing elements are extremely impor-tant for the brand image and anticipatedquality and wholesomeness the consumerexpects.
The ultimate answer to the 4 p.m. ques-tion ‘What’s for dinner?’ is freshly preparedready-to-make or ready-to-eat meat andpoultry foods together with vegetables andother condiments. These quasi-home-cooked foods offer pre-portioned preparedmeat cuts which can be either cooked athome using real pots and pans for busylifestyle people without all the preparatorywork such as chopping, peeling and mari-nating. However, convenience and time-saving attributes are not the only factors
Soy Protein Paradigms and Dynamics 29
chap03.qxd 2/11/04 9:10 am Page 29

consumers are looking for. Increasingly,preference is also given to products thatoffer nutritional benefits and excitingflavour profiles. Of all muscle foods, poul-try has been the trendsetter of nearly allinnovations, mainly because of its versatil-ity of preparation and nutritional profile.Pork and beef is still catching up in thisarena, but newer technologies such as soyprotein enhancement of certain meat cutsdrive new product development.Technologically speaking, the specificproperties of functional soy protein allowless desirable meat cuts to contain a pro-tein-stabilized marinade which signifi-cantly improves organoleptical quality andease of cooking. These meat cuts are thusturned into ‘tender ready’ foods designed tobe real timesavers.
In today’s rapidly changing environ-ment, the essential issue is not where thefood is consumed, but rather where andhow it is prepared. The shift of food spend-ing away from the traditional grocery storeswill continue to accelerate food servicesales, including fast food restaurants.However, food service operators will seesignificant changes in the early years of the21st century. Consumers will expect thattheir home meal solutions provide high-quality, fresh prepared foods at reasonableprices. With this concept, taste will remainthe driving force, followed by nutrition,price and product safety. Co-branding part-nerships will probably be implemented togenerate savings that meet business objec-tives. Almost all incremental growth infood sales will be channelled through foodservice operators. This trend is potentiallyalarming for traditional supermarkets. Forthe processed meat and poultry industry,this trend signals an equally dramatic shiftin the positioning of processed meat andlifestyle foods.
For example, spicier foods are obvi-ously linked to cross-cultural influencessuch as travel and migration. However, it isalso true that ageing people have decreasingtaste-sensing ability and thus prefer foodand meat products with a somewhat spikedspice profile. In the USA, chilli pepper con-sumption has doubled since 1980, and
these changes will have an impact on howfood and meat products are positioned totargeted consumer groups.
It is important to bring innovation andcreativity to the food service business.Being Number One in a market categoryleaves no time for arrogance. It is impera-tive to keep the entrepreneurial spirit aliveto allow new ideas a chance. This is espe-cially true for the rapidly changing sup-plier–consumer relationship.
Food stores are becoming like restau-rants and vice versa. This opens the doorfor a deeper penetration of branded fran-chised food service stores. Brand equityand brand expansion can only succeed iffood value is successfully coupled withunderstanding and anticipating consumerneeds and desires. These operating strate-gies need to embrace an intelligent, care-fully scripted approach, includinginnovative product initiatives and a cost-management programme.
Even time-tested, proven menu foodsare subject to changing consumer prefer-ences and lifestyles. It will be increasinglyimportant to have truly distinctive productsthat adapt to changing preferences forflavour, taste and ‘feel-good’ experience.Although pricing is an important tool togenerate incremental growth or new busi-ness, aggressive, price-driven advertising isnot necessarily the only focus point. Tocapture changing lifestyles for a wide selec-tion of the population, the franchised foodservice industry will increasingly have tooffer a combined experience of food andfun. Consumers who dine out expect foodto be offered in a total value-package ofentertainment, great taste, price and health.
There is also little doubt that the defi-nition of convenience will continue toevolve, and since consumers’ lives havebecome progressively more complex, theemerging trend clearly focuses on findingbetter ways of getting the food to the con-sumer. Food service operators are expectedto create an ambiance of fun eating experi-ences to satisfy a broad range of targetgroups.
A significant part of this change will beattributed to the emerging trend of nutrition
30 Chapter 3
chap03.qxd 2/11/04 9:10 am Page 30

management. As people grow older, aninner urge to stay young will increasinglyinfluence purchasing decisions where thefocus will shift from ‘taking the bad out’ to‘putting the good in’. Special foods, such asdesigner low-fat processed meats and vege-tarian meals, together with functionalfoods, nutraceuticals or ‘vita foods’, willsupplement specific requirements for indi-vidual consumers. Under such a scenario, itcan also be expected that an emergingproduct line will be the ‘health-shake’ solu-tions offered by fast food restaurants and onin-flight meals. These meal solutions willprovide specific nutrients for people with aspecific active lifestyle, or ageing con-sumers. These foods can contain high pro-tein and high fibre coupled with, forexample, antiviral and immune-boostingsupplements and/or anticancer soy-basedisoflavones.
For example, most Western diets aresimply too rich in fat, fully refined carbo-hydrates and animal protein, resulting inconditions such as digestion problems. Toalleviate these conditions, consumers oftenuse medication such as laxatives. Thedownside is that the intestinal tractbecomes less active, resulting in serioushealth problems. It is therefore importantthat foods contain soluble and insolublefibres. Soluble fibres swell in the stomachand slow the stomach evacuation, whileinsoluble fibres reduce diet calories result-ing in a shorter transit time and softer stool.It is expected that extruded meat-free foodscontaining wheat, soy and oat fibres areideal for increasing the fibre content of thedaily diet and counteract the ingestion ofincreased calories, subsequently preventingdiet-related diseases. Many of these foodsare still in the developmental stage, yet aregetting close to market introduction. Forexample, semi-moisture or wet-extrudedmeat-simulating chunks have been intro-duced to the marketplace and are posi-tioned as tasty, nutritionally andenvironmentally superior foods for sophis-ticated and demanding consumers.
In most countries, however, food regu-lation is still a major handicap for widerand faster acceptance of functional foods.
As consumers move into older age, theybecome more concerned about health. Inmost developed countries, people over 50years of age own most of the nation’swealth. This allows extra expenditure fordietary requirements. Both medical issues,such as cardiovascular diseases (CVD) andlifestyle issues, such as well-being, can bethe driving motives. If long-term healthbenefits can be proved, it will become obvi-ous that prevention of disease is less trau-matic and also saves considerably onhospitalization costs.
There is a definite change in consumerfocus from cure to prevention. Consumershave moved from a reaction mode to selfempowerment, in which increased qualityof life, health and emotional well-being arekey parameters. Consumers search for con-venience products that meet their hecticlifestyles and most of them believe that cer-tain foods have benefits that go beyondbasic nutrition. From here it is a rathersmall step to functional foods. This cate-gory can be divided into foods that areintrinsically healthy; foods that are fortifiedwith additional nutrients; and foods spe-cially engineered to obtain specific healthbenefits. To date only a few products havebeen introduced that have been clinicallyresearched and documented as proven. Thelatter probably is also the main reasonbehind the lack of endorsement by physi-cians. Yet, at the same time, some market-ing companies of nutraceuticals arefrustrated by the lack of nutraceutical edu-cation at medical schools and universitiesfor the medicine students. It is obvious thatpatients and consumers are looking to med-ical doctors for advice, however most ofthese healthcare professionals just don’tknow. Therefore, for functional foods tobecome generally accepted and successful,it will be essential to have strong and evi-dent science-based information availablethat can be clearly and concisely communi-cated.
Future diet decisions most certainlywill focus on positive food adjustment,rather than food avoidance. It is highlylikely that food research in health andnutrition will continue to confuse the con-
Soy Protein Paradigms and Dynamics 31
chap03.qxd 2/11/04 9:10 am Page 31

sumer, which subsequently results in ongo-ing diet fads. Although the functional foodswill continue to change consumers’ diets, itshould also be taken into consideration thattoday’s most popular foods will almost cer-tainly still be popular 10 years from now.However, to improve upon convenience,the most popular foods will be made avail-able at greater serving speed, which trans-lates into greater simplification, pleasingboth the food service provider and the con-sumer.
All the reasons cited above reflect thecontinuation of the consumer’s exodusfrom the kitchen. An increasing number ofpeople these days have never cooked a mealfrom basic ingredients. Consumers willincreasingly seek more pleasure fromeveryday life, and the approach towardhealthy eating will change from taking thebad out to putting the good in. Future foodselections will be part of total nutrition
management, which will be personalized,enabling people to specify their own nutri-ent requirements. A new food pyramid willcertainly reflect the changes in society andenvironment.
Yet, the demand for new culinaryexperiences will open up potential adven-tures with ethnic foods and/or cross-cul-tural foods. For example, ethnic mixingwill promote the creation of hybrid cuisine.Value will continue to be an importantparameter in the consumer’s decisionwhere to spend food money. Restaurantswill offer more food than is strictly neces-sary at relatively decreasing prices. The lat-ter will narrow the gap between the costs ofeating out versus eating meals cooked fromscratch at home. In other words, there willbe a decreasing emphasis on single ingredi-ent components and an increasing empha-sis on good-tasting, freshly preparedhealthy foods at value pricing.
32 Chapter 3
References and Suggested Reading
Hoogenkamp, H.W. (1989) The marketing of innovative ingredients to the U.S. food indus-try. United States–Netherlands Economic Yearbook. The Netherlands Chamber ofCommerce in the United States Inc. Dmv-Campina, BV, Veghel, The Netherlands.
Hoogenkamp, H.W. (1995) Shaping up for a healthy future. Meat International 4(6), 18–19.
chap03.qxd 2/11/04 9:10 am Page 32

Great-tasting sausage takes time to prepareand often busy lifestyles don’t allow for thetime and the mess in the kitchen. Pre-cooked sausage is the answer and new for-mulations together with in-plant thermalprocessing technologies have now been putinto place to deliver ready-to-serve sausagewhich is juicy, tender and above all greattasting.
The same is basically true for refrigeratedluncheon meats. Service-deli meats have beenpopular for a great many years and for somemarkets these products will continue to offertraditional favourites such as Parma ham andOld World mortadella and salami.
These deli meats come in many ver-sions, though it has become clear that con-sumers have a strong desire for ultra-thinlysliced or ‘shaved’ cold cuts that look andtaste as if they were freshly sliced at thedeli counter. Often these premium wholemuscle lean meats are in re-sealable, clearplastic containers, for example honeyroasted and smoked turkey or brown sugar-roasted ham.
However, before detailed processingtechnologies and formulation variables arediscussed, it makes sense to sidestep thefuture and indulge in history and read howsausage made the journey through theworld.
The story of sausage, as every historianknows, is a tale of inspiration, innovationand intestines. Sausage, a cylindrical-shaped product, was invented to find agood use for the leftovers of premium mus-cle meat, preserved in animal casings by
using curing salts, smoke and cooking.Without a doubt, sausage has evolved into avery diverse food product. With meat andfat and basic condiments, literally thou-sands of varieties have been developed andmany of these sausages have been madesince the very early days of civilization.
Climate, religion and local availabilityof ingredients influenced many recipes.Sausage has become a truly cultural ‘link’ tothe world of fast-paced consumers wholong to eat products that have been passedon from generation to generation. Ananthropological déjà vu!
The meat industry is probably one ofthe oldest industries in the world. Some12,000 years ago, at the end of the ice age,domestication of animals started in theMiddle East. Some 8000 years ago, meattraders and butchers settled in Middle Easttowns. Probably the earliest appearances ofslaughterhouses occurred in Egypt some4000 years ago.
Sausage is one of the oldest forms ofprocessed food. It is truly remarkable thatby 589 BC, the ancestral Chinese made akind of semi-dried sausage called ‘lup-cheong’. This sausage contained smallpieces of lamb, salt, sugar, green onions,pepper, wine and soy protein. In the laterdynasties, lup-cheong sausage containedpork. Since the Chinese did not really carefor the acidic flavours associated with fer-menting lactic acid bacteria in dry sausages,about 10% sugar and 2% crude salt wereused to act as a preserving agent. After stuff-ing in a 25 mm casing, lup-cheong was
33©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
4A Long and Winding Road: a History of
Meat Processing
chap04.qxd 17/11/04 12:27 pm Page 33

dried above a charcoal fire for about 5–6 h,after which it was ripened for about 7 days.This product was sliced and eaten togetherwith steamed rice and stir-fried vegetables.About 700 BC, the Roman Empire becameincreasingly sophisticated with the devel-opment of salted meat and sausage to feedsoldiers on the move over long distances.
During the Middle Ages most interna-tional meat trade was conducted betweenEuropean countries. The first shipment oflive cattle from the USA to Europe occurredin 1868. However, international meat tradereally transformed with the development ofchilling and freezing systems. It has beenreported that in 1875 the first shipment ofchilled meat from the USA to the UK tookplace.
At least 2000 years ago, the Egyptiandynasties, the Greeks, Romans andBabylonians were eating sausage varietiesthat later became classic products the worldover. The original sausages most probablywere blood sausage, liver sausage andcoarse cooked sausage. The typical emulsi-fied sausage and the genuine fermenteddried sausage are a more recent develop-ment and can be considered as being ofEuropean origin. It also has been reportedthat Native Americans cut up dried meatinto pieces that they mixed with driedberries. This combination was pressed intoa cake called ‘pemmican’. Also of interest isthe way the Aztecs processed meat. Theoriginal ‘machada’, a form of dried beef,was crushed and shredded by stones untilonly fine meat fibres remained.
It is very likely that preserving wholemuscle meats preceded sausage-making.The Armenians are credited with preserv-ing whole muscle meats in a way that nowhas evolved into the famous delicacy pas-trami.
Pastrami is a cured, whole muscle meatmade from mutton or beef, the evolution ofwhich goes back to Armenia, from where ittravelled to Turkey before becoming popu-lar in the USA. Literally translated, pas-trami means ‘pressing’. The original wordin Turkish was basmak, which became bas-timak. From there the word evolved intopasterma and pastrima or pressed meat.
This word dates back to ancient times,when salted, whole muscle parts weretransported on the sides of horses, literallybouncing excess water to the surface, dry-ing and preserving the meat.
Meat preservation by fermentation, orby lowering the pH, has been done for atleast 2000 years. During ancient times, theEgyptians utilized indirect acidification.They stuffed chopped and flavoured meatinto animal intestines. The naturally occur-ring bacteria in the meat multiplied andconsumed carbohydrates, producing lacticacid. The storage of the sausage in a warmplace, together with drying and pH lower-ing, produced a stable product. (See Nitsch,1993.)
Intimately linked with the journey orevolution of sausage is the journey ofspices. In fact, the spice world has flour-ished for centuries and the search for newspices and herbs led to the discovery of newtrade routes well before the Middle Ages.Spices were highly valued and apart frombeing used for flavouring, colouring andpreservatives (antioxidants), our forefathersknew then about the medical use of spicesand herbs to combat a wide range of dis-eases. Actually, modern pharmacology andapothecary finds its origin in the medicalremedies provided by spices and herbs.
The role of spices in world history isundisputed. Spices and herbs have beenused by mankind in a great number ofapplications such as medicines, embalmingpreservatives, perfumes, cosmetics and ahost of food and meat products.Documented early use of spices and herbsdates back to ancient Roman and Greektimes and ancient civilizations of China,India, Mesopotamia and Egypt. Around 600BC, the Arabians organized lucrative spicetrade routes from the Orient to the MiddleEast and Europe. The secrets of spice-grow-ing regions were carefully restricted to theinner circle of the Arabian traders. In AD 40,the Romans wrote in their cookbooks aboutthe culinary wonders of spices ranging fromflavour enhancement to preservation and asaids to digestion. With the demise of theRomans, spice usage declined and did notsee resurgence until the 12th century. For
34 Chapter 4
chap04.qxd 17/11/04 12:27 pm Page 34

example, mustard is an ancient seasoningfavoured by the Romans who introduced itthroughout their rapidly growing empire.Many centuries later, the British developeda method to mill mustard seed into finepowder. Another old-time favourite isginger. This seasoning is perhaps theworld’s longest used ingredient, datingback to some 3000 years BC. The Chinesetraded this expensive product with theGreeks, who used it not only in meat andfood products, but also for medicinal pur-poses, such as for the treatment of stomachcramps.
The founder of Islam, Mohammed, wasinvolved in the spice trade until his earlyforties. In the 8th century, his army movedinto Spain from northern Africa, not onlyconquering the Spanish monarchy but alsoinfluencing local cuisine by intro-ducing new spices. Another example of thegreat importance of spices can be foundfrom writings in the 13th century, whenpeppercorns were temporarily used as cur-rency because of a shortage of gold andsilver.
There is no doubt that the quest forspices greatly influenced exploration voy-ages to the Far East by famous navigatorssuch as Vasco da Gama, Magellan,Columbus and Diaz. Extreme endurance,perseverance and hardship intermingledwith golden rewards when new spicesources and territories were found, becom-ing the hallmark of new continents and ulti-mately for the world of meat formulations.
In very broad terms, spices can bedefined as dried plant products used prima-rily to season food. Spices and herbs areclosely associated. Herbs are the leaves andstems of soft-stemmed dried plants.Herbaceous plants usually grow in moder-ate climates, whereas spices generally arecultivated in tropical regions. For meat andpoultry formulae, spices and herbs are thebasis of a wide variety of seasoning blends,such as curry powder or chilli powder.Industrial seasoning blends often containspice extracts mixed with sugar that acts asa carrier. Additionally, essential oils, whichare aromatic, volatile spice componentsand oleoresins, which are solvent-extracted
ground spices, bring characteristic flavoursand aromas to processed meat.
Excess and Famine
If one wants to know how European peopleate in the Middle Ages, one only needs tolook at the many paintings of the Dutchartist Pieter Brueghel. Throughout the yearsbetween 1000 and 2000, times of plentywere followed by times of hunger. Faminesinstead of golden harvests often were theresult of weather and war. Then there wasthe influence of city life and country life,not to mention the influence of the diet inthe social hierarchy. The first known cook-book De honesta voluptate et valetudinewas written by Platina, Italy, in 1465 (seeFig. 4.1 for example of cookbook).
Peasants, merchants, church clergy andnobility all had their position in the foodchain. Peasants generally had to make dowith a simple diet of brown bread with
A History of Meat Processing 35
Fig. 4.1. Illustration from ‘Eenen Nyeuwen CoockBoeck’ (1560) by Gheeraert Vorselman, MedicalDoctor, Netherlands.
chap04.qxd 17/11/04 12:27 pm Page 35

bran, meat leftovers, including lungs, tripeand blood sausage, and eggs and vegetables.In times of shortage, bread flour was oftendiluted with rye, lupine and tree bark. Cometo think of it, that’s not a bad diet by today’sstandards. Nobility and clergy, on the otherhand, enjoyed all the goodies, which thenutritionists of today frown upon: whitebread, choice gingerbread and pastries, andselect cuts of fat-rich meats, including liverand brain. Strangely enough, vegetableswere avoided because these were consid-ered as a food for the lower class, withasparagus being the exception. Asparaguswas believed to be good for potency and torelieve constipation. Fruits that grew closeto the ground such as strawberries were noteaten by the upper class either. Only fruitthat grew ‘close to heaven’, such as apples,pears and apricots, were seen as a gift fromGod and were always present on the dinnertables of the happy few.
Of interest is the word ‘course’, whichactually was coined in the Middle Ages.Course did not refer to a particular dish butrather to the amount of prepared food thatone servant could carry on the course fromkitchen to dinner table.
During those days it was common prac-tice that royalty and nobility had the primeand sumptuous selections of foods served atthe head of the table, while at the foot of thetable generally low-quality courses werebeing served. As is still customary in partsof China today, in the late 17th century itwas still good etiquette for people to reachinto a common pot of cooked meat withtheir hands. The knife and fork as eatingutensils did not make it to the dinner tableuntil about 1550 and 1650, respectively.
Liquid food was an essential part ofevery meal in the Middle Ages: water, wineand beer. Beer often was flavoured withspices, such as cinnamon. There was alsohuge consumption of sacramental wines inconvents and monasteries. The nuns andmonks nearly always had choice foodsavailable, brought to them by peasants inthe hope of future reward in heaven.
The wide use of spices and herbs actu-ally began in the Middle Ages and started todecline in the 17th century, when only pep-
per survived as the spice of the poor.However, in the Middle Ages talented chefsused a rich selection of spices: nutmeg,cloves, saffron, cardamom, cinnamon andeven the colour sandalwood were availablefor exquisite food dishes. The use of spicesas medicine dates back to the great Greekphysician Hippocrates (460–370 BC).Perhaps the value of phytochemicals is notsomething uncovered by the third millen-nium generation after all.
The British, who preferred thick alesbrewed from barley, also laid the ground-work for sweet dishes. The use of cane sug-ars preceded the use of beet sugar (1750) byalmost 1000 years. The wider availability ofsugar and honey created new delicaciessuch as nougat, marzipan and candied fruitsand nuts. It is believed that the creation ofconfectionary emerged in Catalonia. Top-notch cooks were considered priceless andtheir skills and arts demonstrated for thehost their social prestige.
Per capita meat consumption variedwidely in that era as a factor of geographiclocation and the extent of prosperity.
Origins of European Sausage
Mortadella and bologna are uniquely asso-ciated with the Italian town of Bologna.Mortadella is derived from the Latin word‘mortarium’ – as in mortar – and refers to atechnique used to manufacture the originalsausage. In the 16th century, Cristoforo deMessisbugo wrote the first known recipeand preparation process for mortadella. Bythe 17th century, mortadella was alreadywell known throughout most of WesternEurope. It is amazing to know that duringthis time the quality of sausage productswas tightly regulated by the Salaroli Guild,whose statutes also contained by-laws toprevent adulteration.
1730 saw the introduction in Italy ofthe first acidified dried or fermentedsausages, or salami, which actually means‘salted’. The ancient town Salamis refers toan association with salami.
Only 5 years later, the German townGöttingen reported the introduction of a
36 Chapter 4
chap04.qxd 17/11/04 12:27 pm Page 36

new style of dried sausage called mettwurst.This fermented product was made of coarse-ground pork and later became known aszervelat sausage. The same reports alsoindicated that these early products weretransported in 1769 to Sweden, England,Holland, Turkey and even faraway placessuch as India. Apparently, the first salamisausages were exported from Italy to Viennain 1775 (see Fig. 4.2 for example).
In 1835, two Italian sausagemakers set-tled in Hungary and started what isbelieved to be the first salami manufactur-ing plant, producing the early prototypes ofthe legendary Hungarian salami. Withregard to the method used to preserve thesausages, many questions remain unan-swered. It is not precisely known whetherlactic acid bacteria were used by design orby chance to activate the fermentationprocess and thereby enhance keeping qual-ity. Not much was actually known aboutthe function of microorganisms until LouisPasteur in 1856 revealed much of their mys-tery by inventing a process of heating liq-uids to destroy harmful or unwantedorganisms. The process of pasteurizationstill ranks as one of the most importantsteps in today’s food safety. Pasteur’s dis-covery was preceded by Nicolas Apert, whoin 1795 invented a way to preserve freshfoods and meats by heating and sealing inmetal or glass containers. However, it tookuntil 1896 before Fredrich Heine succeededwith the first production of sterilized orcanned frankfurter sausage. In 1875 the
German Meat Association (DFV) was estab-lished and in 1900 the German SausageManufacturers Association was formed.Processed meat production was a veryimportant contributor to the economic cli-mate. In the USA, it was not until 1923 thatthe USA automobile industry overtook theprocessed meat industry in terms of dollarvalue. (See Fischer, 1992.)
In 1920 DuPont invented cellophaneand this breakthrough has pushed much ofthe technological innovations and designadvancements.
It is clear that for the meat industry theIndustrial Revolution started in the earlyyears of the 20th century. The meat andprocessed meat industry benefited tremen-dously from improved physical distribu-tion, especially railroad and highwayconnections, and the development of themechanically refrigerated rail car and truckin the 1930s which allowed products tomove faster and further. (See Rixson, 2001.)
It is no coincidence that the processedmeat industry simultaneously developedwith the dairy industry. There is a strongparallel between these industries, as themanufacturing of margarine by processedmeat companies in Western Europe datesback to 1882 (see Fig. 4.3 for example). In away, that was a logical development, sincemargarine production was possible year-round, whereas processed meat productscould not be successfully produced duringthe hot summer months.
Before 1870 the European meat-pro-
A History of Meat Processing 37
Fig. 4.2. Drawings of a German meat factory (c.1720).
(a) (b)
chap04.qxd 17/11/04 12:27 pm Page 37

cessing companies were very labour-inten-sive and seldom employed more than tenworkers. The introduction of steam-pow-ered equipment in 1880 drastically changedthe scene forever, and from that momentonwards, meat processing grew rapidly intoa true industry (see Fig. 4.4 for example).Technological breakthroughs, such as theintroduction of the bowlchopper (cutter) in1895, accelerated not only growth ofprocessed meats but also greatly improvedthe quality and variety of product selec-tions.
The introduction of chilling equip-ment during 1894–1900 had a similar
impact on shelf life and availability.Immediately after World War II, steamcooking cabinets were introduced andreplaced the cooking kettles that until thenhad been the equipment of choice to pas-teurize or cook meat products. The firstsmokehouses with cold and hot smokecapability were introduced in 1963. Fouryears later electronics allowed automatedsmoking and cooking. This developmentwas completed in 1969, when the first uni-versal smoke and cook cabinets were intro-duced, and in 1974 this technology wasfurther perfected with the introduction ofthe continuous smokehouse.
38 Chapter 4
Fig. 4.3. A scalding tank in an Irish bacon factory at the beginning of the 20th century.
Fig. 4.4. Device to spray fat on a carcass to provide a glistering white appearance. It replaced the oldpractice of spitting fat directly from the mouth.
chap04.qxd 17/11/04 12:27 pm Page 38

Of major impact also was the introduc-tion of vacuum packaging in the early 1950s.Vacuum packaging began after DuPont pio-neered the flexible oxygen impermeable film‘Saran’ shortly after World War II. Vacuumpackaging allowed a significant increase inproduct quality and shelf life, especially forhot dogs and sliced deli meats.
Another invention that significantlyimpacted modern meat processing was theintroduction in 1957 of the sausage-clip-ping machine. Although the first bowlchop-pers were introduced in the very early1900s, it was not until 1953 that wheel-emptying devices were invented, followedby the first vacuum bowlchopper in 1956.These seemingly small improvements sig-nificantly improved the quality of emulsi-fied meat products, while also allowing theuse of innovative functional ingredientsand lesser quality cuts of meats.
Sausagemakers of those times instinc-tively knew that a fresh batch of sausagemix would ferment more rapidly when aportion of an already fermented batch wasmixed in with the new batch. The practice,also called back-slopping, is still frequentlyused today, although now infusion or inoc-ulation is a more scientific method.Although it is true that in 1940 the firstpatent was issued for the use of lactobacillias starter cultures in fermented sausage,only since 1954 have scientists understoodhow lactic acid starter cultures perform inthe fermentation process.
What’s in a Name?
It is only logical that food products pro-duced in different parts of the world weregiven different names to identify thesausage in the local language or dialect. Asmentioned, the Chinese called their sausagelup-cheong. In Italy names like lucanica,tomacula, farcimen and salsiccia, and alsobotuli – later unfortunately associated withthe food poisoning called botulism –became everyday household words forregional sausage delicacies. Salsiccia, orsalsus, is Latin for ‘salted’, or to be moreprecise, ‘rubbed with salt’. Salsiccia
became sausage in English, chourica inPortuguese, saucisse in French, sosis inTurkey and salchicha in Spanish.
In the Slavian language, sausage wascalled kolbasar, which means ‘variousmeats’. This word most likely originatedfrom Hebrew. Like the original salsiccia, theword kolbasar spread throughout the regionand became kolbasa in Russian, and kiel-basa in Polish. It is interesting to note thatthe Serbo-Croat word kobasics is a combina-tion of the Hebrew and Latin names.
Still, many sausage names carry areminder of home, such as loukaniko inGreek, nam in Thai, and longaniza in thePhilippines. The German word for sausage,wurst, is famous all over the world and fre-quently used to characterize quality prod-ucts. But the word itself cannot be traced soeasily, even though documents from AD
1100 indicate that the Germans producedlebarwurst and pratwurst.
Most probably the word wurst devel-oped from wurzel, which means rotating ortwisting around, since forming a sausagerequires that the casing be turned around.Some people believe that wurst may haveoriginated from Latin, namely uert, whichevolved to ward, wurzel and wurst. Becauseof the strong pioneering spirit of theGermans, especially in developing emul-sified meat products, it is no surprisethat the word wurst became regionallyadapted, becoming virstle in the Balkancountries, wuerstel in Italy and worst inHolland.
Origins of the Hot Dog
The city of Frankfurt, Germany, claims tobe the birthplace of the ‘frankfurter’sausage. It’s said that the frankfurter wasdeveloped there in 1484, 5 years beforeColumbus set sail for America. This claimis disputed by the city of Vienna (Wien),which refers to the name ‘wiener’ as thefirst hot dog. Since there are usually manyexplanations about the origins of foods,rather than simply accepting them as truth,it is advisable to preface them with a com-monly told story.
A History of Meat Processing 39
chap04.qxd 17/11/04 12:27 pm Page 39

There is little doubt, however, how thename hot dog originated in the USA. Theterm hot dog was coined in 1901 at NewYork City’s Polo Grounds, and referred tothe type of ‘dachshund’ sausage (hund isGerman for dog). These ‘red-hot’ sausageswere sold from a push cart, with rolls andsauerkraut. Uncertain how to spell theword dachshund, a sports cartoonist simplycoined the term hot dog. In 1904, the hotdog bun, invented by a St Louis baker, wasintroduced during St Louis Louisiana’sPurchase Exposition. The world famousNathan’s hot dogs were first sold in 1916 ata stand in New York’s Coney Island.Ground meats with salt and spices are someof the oldest foods in the world. Europeanimmigrants brought the frankfurter-style sausage and many other deli sausagesto the USA around the turn of the 20thcentury.
Art and Science
The 20th century witnessed major improve-ments in the arena of meat processing tech-nology. In 1906, the first Federal MeatInspection Act took effect in the USA. Ayear later sodium nitrite became a popularadditive for ham curing, though it tookanother 20 years for artery pumping ofbrine into the ham muscles to comeinto common use. When it did, that tech-nique revolutionized ham manufacturingand reduced processing time to only a fewdays.
The use of ingredients, and spices incommercial pre-blends, dates back to 1895.The first phosphate patent for processedmeat products dates from 1948, followed in1949 by the discovery of ascorbic acid as apotent additive to accelerate cure andcolour stabilization. In 1952, the world-famous German meat scientist Prof. Hammdetailed the influence of phosphate in meatemulsions. The Danish researcherLudvigsen revealed in 1954 the presence of‘muscle abnormalities’, which years later in1968 were first termed as PSE (pale soft
exudative). It is clear that these discoverieshad significant impact on everyday meatprocessing.
Retail sales of frozen meat cuts beganin 1930. The technology for freezing meatwas basically the same as that developed byClarence Birdseye in 1914 for quick-frozenvegetables, making many available year-round. Frozen TV dinners appeared around1954. Liquid smoke was introduced in1961, followed by the appearance ofthe corn dog, a batter-coated hot dog, in1969.
As these discoveries illustrate, meatscience is relatively new, beginning as aresult of the Industrial Revolution.Although some meat technology reportsdate back to the second half of the 19th cen-tury, the real impact of meat science did notcome of age until after World War II. Beforethat time, the manufacturing of meat prod-ucts was mainly done on the basis of expe-rience. The art of meat preservation andsausage-making was passed on from gener-ation to generation, and for many centuriesnot much changed. It is truly amazing thatpeople who lived thousands of years ago,without any knowledge of chemistry, wereable to use ingredients such as salt, nitrate,nitrite, sugar and preserving methods suchas smoking, cooking and air drying to theirfull potential.
Many modern-day sausage productsare still based on the principles discoveredby our forefathers. There is a clear relation-ship between the disappearance of ‘houseslaughtering’ of hogs and the beginning ofindustrialized slaughtering. With thedemise of house slaughtering, much practi-cal meat processing experience was lost.During the last part of the 19th centurythrough to the first half of the 20th century,increased population, increased meat con-sumption, increased disposable income andincreased trade spurred new technologies.The city of Chicago in particular played akey role between 1850 and 1950 with thedevelopment of many innovative processesrelated to industrialized slaughtering oflivestock.
40 Chapter 4
chap04.qxd 17/11/04 12:27 pm Page 40

Pathogenic Microorganisms
There is no cure-all solution to preventmicrobial contamination. It will take a uni-fied effort to solve the problems of foodspoilage and food-borne diseases. In termsof media awareness of food-borne diseases,one of the single biggest events in the 20thcentury occurred in 1993 in the USA whenE. coli O157:H7 made hundreds ill and leftfour people dead from eating undercooked,contaminated hamburgers. Media headlinesaccentuated the problem of food-borne dis-eases, perhaps almost to the point of para-noia.
As a result of the media attention, morescandals have erupted, including contro-versies surrounding growth hormones, BSE(bovine spongiform encephalopathy, ormad cow disease), dioxin, salmonella, liste-ria and the use of irradiation. The massivemedia attention made everyone aware offood-safety dangers, especially in relationto meat and meat products. It forced arather conservative and dogmatic meatindustry to change its attitude and adapt toa more pragmatic and proactive manage-ment approach, including open andstraightforward consumer dialogue andconsumer relationships. The sequence ofsome of these microbial hazard incidentsresulted in the passage of the PathogenReduction Act and implementation in theyear 2000 of HACCP programmes through-out the USA meat industry.
Incidents of food poisoning are becom-ing more prevalent. Product recall, finan-cial consequences and especially the loss ofconsumer credibility are media darlings. Itseems that modern lifestyles and thedemand for greater convenience and speedof serving are helping to worsen the prob-lem of food contamination.
There is growing concern about antibi-otic resistance in humans. Scientists haveattributed the growing strength of microbesto the overuse of antibiotics in people andagriculture. Antibiotics have many optionsfor a line of defence against microbial dis-eases. However, increasingly, immuno-sup-pressed people in particular showsymptoms of a weakening reaction to
antibiotics. For example, listeria is ratherdifficult to diagnose by doctors, but can befatal for populations with a lowered immu-nity. Despite the progress of diagnosticmedicine, most food-borne illnesses are ofunknown origin. It is even hypothesizedthat viruses are filling niches vacated by lis-teria and salmonella. Out-grow and the fur-ther processing industry, food service andconsumers need to come to grips with theseriousness of this emerging problem.There is much the food and meat industrycan do to safeguard against the old andnewly discovered nemesis of food-bornebacteria and pathogens. The pathogens thatcause problems in the food and meat indus-try are salmonella, listeria, campylobacterand Escherichia coli, Clostridium perfrin-gens and Staphylococcus aureus.
Bacterial food-borne diseases arise pri-marily because of mishandling of meat andits products by the food handlers at the foodservice stations and the consumers in theconfinement of their kitchen. However, thereputation of the food manufacturer orrestaurant chain is greatly damaged whenits products are responsible for the con-firmed outbreak of food-borne diseases. Thecontrol of human pathogens is therefore ofextreme importance. Control factors formicroorganisms in meat can be divided intointrinsic ones, such as salt and pH, andextrinsic ones, such as temperature andpackaging.
E. coli O157:H7 is a bacterium that canproduce a deadly toxin. E. coli organismshave been identified for many years, butwere identified only for the first time as afood-borne contaminant in 1982. The strainE. coli O157:H7 in particular has mademany headlines since then. This bacteriumis usually found in the intestines of humansand animals and can survive in the faeces ofanimals for months. Some strains causedangerous, even life-threatening infections.Clean slaughter policies, including carcasssteam-spraying or irradiation or cold-pasteurization, have been put in place inmany countries. E. coli O157:H7 can surviveon stainless steel equipment and tools,which makes strict cleaning practices essen-tial. Usually contamination levels are low
A History of Meat Processing 41
chap04.qxd 17/11/04 12:27 pm Page 41

and difficult to pinpoint. It is thereforeessential to ensure that processing proce-dures are strictly enforced, including pre-venting recontamination of the finishedproduct. Unlike Listeria monocytogenes,the acid-tolerant E. coli O157:H7 is sensi-tive to heat and salt and is not likely to mul-tiply on stainless steel, floors and drains inrefrigerated areas. There is a looming dan-ger of these pathogens developing resist-ance to antimicrobials and antibiotics.
Campylobacter jejuni and E. coli arearguably the fastest growing cause of foodpoisoning in the world. Campylobacter cer-tainly is the most common food-borne ill-ness, causing diarrhoea. Campy-lobacteriosis is often associated withGuillain-Barre Syndrome, a nervous systemdisease in humans. The incubation periodfor the pathogens is between 2 and 10 days.Most of the incidents are attributed to eat-ing undercooked chicken meat, whereas thebalance of the incidents are related to theconsumption of raw milk, water, eggs, othermeat products and contact with pets. Waterand chicken meat are, however, majorsources of contamination and usuallylinked to faecal contamination. It is notknown how this pathogen can contaminatethe muscle meat, though the most effectivemethod to avoid illness is by thoroughcooking to an internal temperature of 82°C,because this microorganism is sensitive toheat and drying. Irradiation and thoroughcooking of poultry is actually the onlysafe way to avoid this type of food-bornehazard.
L. monocytogenes is one of 13 knownspecies and this bacterium is commonlypresent in the environment. It was identi-fied as a human pathogen in the early1980s. From the known serotypes or sub-types of L. monocytogenes, only three affecthuman health. Unlike other pathogens, lis-teria will grow in temperatures of 3°C orless, while it is also more heat resistant thanother bacteria such as E. coli and salmo-nella. Listeria will not survive pasteuriza-tion, but listeria is salt tolerant and resistantto freezing. The listeria bacterium can causeparticular health risks for people withincreased immuno-compromised condi-
tions such as pregnant women, the elderly,cancer and AIDS patients. Listeria is pres-ent in cattle and poultry as well as humans.It also can be found in sewage, stream waterand vegetables. The listeria bacterium canestablish itself in processing environmentsand be promoted by food production andcontact with workers. Listeriosis is thename of the disease produced by the con-sumption of listeria-tainted food.
The total elimination of listeriosis fromfood and meat is certainly impractical andprobably impossible. Therefore, the criticalissue is not how to prevent listeria’s pres-ence in food and meat, but how to controlits survival.
Clostridium botulinum is another heat-resistant, spore-forming anaerobic bac-terium that is toxic in food and meatproducts. These bacteria can survive at tem-peratures as low as 3°C, and the toxin pro-duced by these microorganisms is notheat-sensitive. C. botulinum will not pro-duce toxins in low pH conditions and whensodium nitrite is present. However, non-cured meat products, such as breast ofturkey, are at risk, and subsequently thesecategories of products require the additionof other ingredients to reduce the risk.Sodium or potassium lactates, possibly inconjunction with sodium diacetate, arealternatives.
Salmonella is a bacterial group namedafter the scientist Salmon, who discoveredit more than 100 years ago. Salmonella pro-duces a bacterial infection that can be trans-mitted through contaminated poultry, eggsand food. Environmental sources of salmo-nella include soil, water, insects, raw(shell) fish and dairy products, and contam-inated processing equipment and toolsincluding utensils. Salmonella is the sec-ond most common infection. Salmonellabelongs to the Enterobacteriaceae familyand depending on the type involved cancause severe diarrhoea, fever and abdomi-nal discomfort. Salmonella is an invasiveorganism that can escape the confinementof the intestines and cause serious blood-stream infections, especially in theimmuno-weakened such as the elderly andinfants, and infected people may suffer
42 Chapter 4
chap04.qxd 17/11/04 12:27 pm Page 42

from recurrent episodes. The salmonellabacteria cause salmonellosis. Although sal-monella is very heat sensitive and can beeliminated by heat processing, it has beenreported that slow chilling can create newincubation conditions, allowing the organ-ism to regroup and strike again. Therefore,post-pasteurization should include rapidchilling procedures.
Clostridium perfringens is another heat-resistant organism that will survive a widetemperature range. C. perfringens will pro-duce an enterotoxin in the intestine result-ing in diarrhoea. It is an anaerobic sporewhich under time and temperature condi-tions can multiply. Like salmonella, post-pasteurization temperature reduction is acritical step in the processing procedure.
Staphylococcus aureus can produceheat-stable toxins that are particularlyliable to develop when insufficient fermen-tation takes place in products such as dry orsemi-dry fermented Genoa salami.Staphylococcus contamination can origi-nate from human contact or as a contami-nant of the raw meat itself.
Bacillus cereus, mainly present in cere-als and rice, survives temperatures as lowas 7°C, while Yersinia entrocoltia can sur-vive in vacuum-packed red meat productsand meat patties at temperatures as low as1°C.
Early detection of pathogens is criticalbecause it allows the meat processor tomake decisions quickly and decide onessential further processing steps, such asfully cooking the product to eliminate thecontaminants.
Consumers rightfully want safe food.Yet at the same time there is a strong trendtowards high-quality foods with minimumprocessing and minimum use of ‘chemical’or unnatural additives or ingredients.Consumers are also not yet embracing irra-diation (or cold pasteurization), which doesnot make matters easier for the food manu-facturers. Chemical compounds withantimicrobial properties are very effectivein controlling the transmission of humanpathogens and the growth of spoilage bacte-ria from meat. However, the drive for ‘fresh’and ‘natural’ does not always favour these
substances as the first line of defence. Themodern consumer is shying away fromchemical-sounding additives and technolo-gies they don’t understand. ‘Fresh foods’often need to have a ‘green’ label, and forthese products it is increasingly necessaryto look for innovative alternatives. Theknown antimicrobial ingredients are spicesand herbs, especially rosemary, sage,cloves, pepper, nutmeg and oregano. Alsoplant essential oils such as cinnamic acid,which is an unsaturated fatty acid, haveshown inhibiting activity against thegrowth of L. monocytogenes. Perhapsdairy’s glycoprotein lactoferrin also can beconsidered a useful antimicrobial. Muchwork still needs to be done to formulate theright cocktail of natural antimicrobials.
From the above it generally can be con-cluded that apart from adhering to goodmanufacturing standards, thermal process-ing is critical. The latter includes rapidchilling. Additionally, it is of utmostimportance to avoid recontamination ofready products. This does not stop whenthe finished product leaves the plant. Oncethe finished food product leaves the directcontrol of the processing plant, post-pro-cessing breakdown and failures such astemperature irregularities can occur. Evenmore important today, attention should begiven to the food handler at the final prepa-ration stations, such as the franchised fastfood restaurants, being carefully trained,instructed and monitored to avoid anyactions leading to food-borne health risks.Though intervention technologies are goodtools for keeping meat free of pathogens,perhaps the meat industry’s oldest wisdomstill stands tall: ‘Keep it fresh, keep it cold,and keep it moving’. (See Taylor, 1997.)
Oxidative Rancidity
Apart from microbial contamination,another major concern is the developmentof oxidative rancidity. Oxidative deteriora-tion requires minimization or eliminationof oxygen in food. The presence of oxygenin food actually influences both shelf life interms of the development of rancidity, and
A History of Meat Processing 43
chap04.qxd 17/11/04 12:27 pm Page 43

the possible development of harmfulmicroflora. When exposed to light and oxy-gen, many products undergo irreversiblechemical changes. Colour and flavour arenegatively impacted, especially in foodsthat contain susceptible fats and oils. Theresult often is the development of off-flavours and odours, which makes the prod-uct inedible. Oxidative rancidity can becontrolled by the addition of oxidationinhibitors and antioxidants. There are natu-ral and synthetic antioxidants. Examples ofthe latter are BHA and BHT. In combinationthese additives are more powerful thanindividually. Examples of natural antioxi-dants are extracts such as from rosemaryand sage. However, also tocopherol andcitric acid have these properties. It is obvious that natural antioxidants are a nat-ural fit for many processed meat productssuch as pork breakfast patties and Italiansausages.
It is almost a logical consequence thatprocessing methods also influence oxida-tion. Typical processing sequences such asfor batter and breaded chicken actuallytend to jump-start oxidation. High oiltemperatures cause this during par-frying or full-cook frying, which draws oilinto the breading and possibly also into thesubstrate. Additionally, minimally pro-cessed meat products might be suscep-tible to oxidation damage, especially ifthese products do not contain sufficientamounts of bacteriostats such as salt andphosphate.
A special remark is necessary on theinfluence of salt. Increased salt levels willmake processed meat products more micro-bially stable. However, increased salt levelsalso trigger or instigate oxidative rancidity.So here is a dilemma that needs very carefulfine-tuning. As opposed to salt, phosphateand, to a certain extent, also soy protein iso-late, have antioxidative properties, espe-cially in coarse-ground meat products.
Packaging Hurdles
Once the processed meat or food product isready for packing, it is often suggested mul-
tiple barriers against oxidation be created.Oxygen can develop from within the pack-ing in slow releases from within the meat orfood product, and by permeating throughthe package from the outside environment.It is critical to use either vacuum packingsystems or select modified atmospherepacking in addition to the required antioxi-dants in the formula for building hurdlesthat help prevent oxidative deterioration.For modified atmosphere packing it istherefore essential to select a film that pre-vents the escape of inert gas out of the pack-age as well as the penetration of oxygen intothe package. Inert gas flushing usually is acombination of nitrogen and CO2, the latterbeing believed to have certain antimicrobialproperties.
The anticipated shelf life influencesthe ultimate decision on how to package theprocessed meat product. Naturally, if a longshelf life is needed, perhaps with somesafeguards against temperature abuses, itwill be necessary to combine all availablehurdles to provide contamination protec-tion (Fig. 4.5).
Casings
Originally, all sausages were stuffed in nat-ural casings. The smaller diameter sausagessuch as the frankfurter used sheep casings.For larger diameter sizes, hog casings arestill being used. These natural casings arederived from the intestinal tract of sheep,hogs and cattle. Because of increased pro-duction speed and the need for uniformityin size and weight, collagen and cellulosecasings have taken over most of the market.These products can be seen as analogue ormanufactured casings, offering similarproperties to the natural casings.Manufactured casings are made from recon-stituted natural material, though sometimesalso reinforcing material is used such ascellulose fibre. Collagen casings used forsmall diameter sausage are edible, whereasthe biodegradable cellulose casings, thelarge collagen and reinforced fibrous cas-ings are tough and need to be removedbefore consumption. These casings help to
44 Chapter 4
chap04.qxd 17/11/04 12:27 pm Page 44

form a ‘skin’ on a skinless sausage and arevery suitable for use on fully automatedstuffers that often are in-line with continu-ous smokehouse processors. Man-made cel-lulose casings were introduced in 1926.Machine-made cellulose casings ended theindustry’s dependence on irregular sup-plies of natural casings, thereby greatlyboosting market penetration.
Small-diameter cellulose casings arepermeable for smoke and water, but imper-meable for fat. Cellulosic casings are madefrom high-grade wood pulp and or cottonlinters. Since these casings are primarilydesigned for fast automatic peeling, it isimportant to use strong coherent meat emul-sion with the ability to form a second skinjust beneath the casing during thermal pro-cessing, hence the name ‘skinless sausage’.Regenerated collagen casings are made fromthe corium layer of beef hides and basicallycontain the same material found in naturalcasings. If handled correctly, these casingsprovide a tender skin with excellent knackand snap. Peelable cellulose casings which
are permeable to smoke, air, moisture andorganic acids, serve also as the base for cel-lulose casings. Fibrous casings are oftenreinforced with fibre to create strongerdimensional stability. Fibrous casings areoften coated with release agents, and areavailable in permeable and impermeableforms. Moisture-proof fibrous casings areanother variation and these are used forsausage products that need to be scalded,water- or steam-cooked. The use of analoguecasings will remain important for modernsausage manufacturing, and innovativetechnologies such as co-extrusion and acid-ity-moulding will become viable options.Natural casings preserve an ‘Old World’image and are ideally suited for differentiat-ing certain all-meat products. They alsoallow market segmentation, and offer strongbases for new creative technologies that willdrive change in further processed meatproducts. Product quality, convenience,health and cost management are some of thekey elements that need to be addressedthrough creative technologies.
A History of Meat Processing 45
Fig. 4.5. Film-packed meat products. Source: Convenience Food Systems (CFS).
chap04.qxd 17/11/04 12:27 pm Page 45

Processing Evolution
Considering the rapid changes that havetaken place, it is likely that some existingprocessed meat products will undergo con-ceptual changes in the marketplace. Someprocessed meat products, for example, co-extruded dumplings, hot dogs, and horsd’oeuvres, pizza pepperoni, and evenluncheon meat will evolve to a point atwhich they are no longer perceived prima-rily as a meat product, but rather as an inte-grated food product. New processingtechnologies, coupled with innovative non-meat proteins that behave very similarly tolean meat, will allow non-traditional foodprocessors to enter an emerging marketusing meat as an ingredient rather than thecharacterizing component. All original andtraditional reformulated sausages contain-ing low or no fat have become mainstreamin only a few years, joining a growing spe-cialty field that plays to a generation farremoved from its ethnic roots. Exquisitecombinations of meats, fruits, functionalprotein and seasoning are the modernanswers to a food product that drew heavycriticism from dieticians only a few yearsago. There is a strong worldwide preferencefor flavoured meat products, especially thesubtle combinations of distinctly sweet sea-sonings coupled with fruits such as applesor sweet cherries. In the whole muscle meatcategory, extra value is created by flavour-ings such as maple, honey and pineapple.
Basically, the same is true for hand-held wrapped pocket foods. This categoryhas expanded into a wide array of products
for people who have little time or desire tosit down for the meal occasion. Hand-heldwrapped foods originated in the Orient,where they were known as ‘lumpia’ orspring rolls. Today, these products come inmany varieties, from tortillas to a growingselection of mix-and-match foods based onethnic preferences, flavour and taste.Wrapped foods or hand-held foods perhapscan be considered as the beginning of thedemise of meat as the main focus point in ameal. Instead meat is ‘hidden’ in wrapfillings and stuffings that only serve as acharacterizing ingredient with significantlyless emphasis on the species, such as beef,pork or poultry. Because of the rapidlyemerging technologies for simulating meattextures and meat flavours by means offunctional soy proteins, hand-heldwrapped pocket foods, also known as ‘fin-ger-foods’, will be one of the main areas foraccelerated growth opportunities in thefuture.
A similar development can be seenwith other ‘outside-the-bun’ foods, such asburritos, quesadillas, chalupas and nachos.These are all authentic flavourful Mexicanproducts offering consumers excitementand value to otherwise dull eating experi-ences.
The new conceptual thinking ofprocessed meat foods as tasty and conven-ient products will accelerate consumerdemand and serve as a catalyst for manynew and exciting applications for whichthe soy protein of ancient times has estab-lished itself as the protein of choice for anew generation of products.
46 Chapter 4
References and Suggested Reading
Fischer, A. (1992) Meat products, variety and technology. Fleischerei 12, III–VIII.Nitsch, P. (1993) Historical methods of meat preservation. Die Fleischerei 12, V–IX.Prost, E.K. (1998) Naturliche ernahrung des menschen. Fleischwirtschaft 68(2), 166–173.Rixson, D. (2001) The History of Meat Trading. Nottingham University Press, Nottingham,
UK.Taylor, M.R. (1997) Preparing America’s food safety system for the twenty-first century.
Who is responsible for what when it comes to meeting the food safety challenges ofthe consumer-driven global economy? Food and Drug Law Journal 52, 13–30.
chap04.qxd 17/11/04 12:27 pm Page 46

For most people living in the Western coun-tries eating food is an enjoyable experience.However, the world of food, nutrition anddiet is increasingly confusing for con-sumers. Fact and fiction have becomeblurred and it is no wonder that peopleneed reassurance, guidance and support ifinnovative food systems are to have sus-taining power. In the same Western worldthere is also a growing dissatisfaction withthe limitations of modern medicine.Modern consumers are increasingly likelyto be health proactive and inclined towardsself-medication. Macro social changes suchas change in household structure and thegreater pressure on time availability willimpact lifestyle. Rising health care costswill put significant pressure on health caremanagement and affluent consumers areexpected to purchase foods and servicesthat deliver preventive solutions ratherthan wait for the inevitable and respond todiagnosed maladies in an effort to improvetheir quality of life. To put it differently, lifeexpectancy increase has changed socio-economic parameters, not least the desirefor longevity without morbidity. (SeeLeveille and Guralnik, 1999.)
Chronic diseases, including cardiovas-cular conditions, diabetes, stroke, cancersand respiratory diseases, account for almost60% of the 56 million deaths annually, and46% of the global disease burden can beimproved if the dietary, nutritional andphysical activity habits of the world’s pop-ulation, particularly in the developingareas, are altered significantly. In a study
conducted by the World HealthOrganization (WHO) and the Food andAgriculture Organization (FAO) of theUnited Nations, an expert group noted thata diet low in energy-dense foods that arehigh in saturated fats and sugars and abun-dant in fruit and vegetables, together withan active lifestyle, are among the key meas-ures to combat chronic disease. The energyconsumed by a person each day shouldmatch energy expenditure. Evidence sug-gests that excessive consumption of energy-rich foods can encourage weight gain. TheWHO is preparing to issue a global strategyon Diet, Physical Activity and Health, withthe overall goal of improving public healththrough healthy eating and physical activ-ity. Soy nutrition fits exceptionally well ina modern diet that addresses the needs forbalanced nutrition and improving healthconditions. (See Manson and Hu, 1999.)
A never-ending flow of controversysurrounds both the meat and the formu-lated meat industries. It ranges from micro-bial and health hazards to alleged high fatcontent and its cardiovascular disease-pro-moting effects. For many decades the for-mulated meat industry has been in are-active mode, allowing the food and dairyindustry to gain valuable marketing advan-tages. To the general public, perception isreality and manufacturers of formulatedmeat products need to be proactive to avoidnegative perceptions by the public.
It is perhaps a sign of the times, butthere is an unmistakable worldwide trendthat consumers are becoming more environ-
47©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
5Lifestyle Foods Paradigms
chap05.qxd 2/11/04 9:20 am Page 47

mentally aware and this is translated toinnovative or alternative food choices andselection criteria. This trend is coined‘lifestyle foods’ and generally means anindividual food choice prompted by a mul-titude of reasons. Within these develop-ments a rapidly emerging counter-trend istaking place caused by the immense popu-larity of the Atkins diet, which simplyadvocates a carbohydrate-restrictive diet tofight overweight and obesity. These trendswill make it even more difficult for author-ities, the medical profession and healthexperts to communicate the consumptionof ideal food selections to the general pub-lic. These conflicting health messages trulyconfuse the consumers who, as a result,start to follow their own instincts and/orare encouraged to start successful diet pro-tocols with proven results.
Lifestyle foods are not necessarily veg-etarian foods, though it is probably true thatvegetarian foods are often selected becauseof psychologically driven reasons. Thesepsychological reasons are either intellectu-ally driven, or find their origin in emotionalreasons. It appears especially that youngadolescent girls are often influenced bypurely emotional reasons to eliminate (red)meat from the diet. Parents find it almostimpossible to argue with these emotionsand often the mothers, in order not to losebonding with their daughters, share theseemotions and start to show similar behav-ioural attitudes. In this respect it is impor-tant to note that franchised food restaurantsincreasingly offer so-called ‘veto-foods’.These restaurants have lifestyle foods,including carbohydrate-controlled selec-tions, on the menu to satisfy the criteria ofa select group of customers that can influ-ence the decision-making of others.
Functional Food Evolution
It is a small but significant step to translatereactive health to proactive health. Foodscontaining bioactive components thatimpart health benefits beyond basic nutri-tion can be seen as foods with a healthbonus. The purported benefits are
improved and enhanced physical or emo-tional health. Lifestyle foods are often asso-ciated with so-called functional foods. Vitafoods or nutraceuticals are words with asimilar meaning. Functional foods describeproducts containing functional componentsor ingredients that have health benefits.Over the last few years there has been a sub-tle, albeit marked, change in how con-sumers relate to health and well-being. Inthe last two decades of the 20th century, thefood companies translated good health as‘taking the bad out’, such as eliminating fator sodium. However, at the beginning of thethird millennium a clear change of defini-tion has occurred by ‘putting the good in’.For example, adding synbiotics, such asprebiotics like inulin fibres or probioticssuch as lactobacillus and other immunemodulators like dairy’s lactoferrin, a bioac-tive milk protein playing a role in thebody’s immune system response, will becommon-place.
It is obvious that the quest for people inthe Western world has changed from sur-viving to managing health. Active seniorshave a strong desire to live long and pros-per. Quite often these are conflicting goalsas lifespan increases. There is a lot of truthbehind the somewhat ironic statement:‘Americans want to die in perfect health’.There is little doubt that longevity isaccounted for by better nutrition, hygieneand managed healthcare. The key questionabout ageing populations is: will they livelonger and healthier, or will longer years oflife be accompanied by more years of dis-ability?
Functional foods have become a sci-ence on their own, and will lead the way inpreventive health care. The overall aim is tobuild a strong defence and achieve a natu-ral balance within the body. For example,an immune defence system protects thebody from harmful bacteria. In this sense itcan be hypothesized that antimicrobialagents like antibiotics will be used differ-ently in the future to block receptor cellsand thereby prevent pathogens from adher-ing to host cells. This is an example of pre-venting microbial diseases rather thancuring an existing infection. The latter is
48 Chapter 5
chap05.qxd 2/11/04 9:20 am Page 48

important because increasingly drugs loseeffectiveness because the microbes theyfight become resistant. Antibiotics are onlyeffective against bacterial infections and areuseless against viral infections. In develop-ing countries people underuse these drugs,whilst in affluent countries very frequentlyantibiotics are overprescribed or used forthe wrong reasons, i.e. to cure viral infec-tions. Developed countries must drasticallyreduce the use of antibiotics, especially inanimal use to promote health and growth oflivestock and poultry. Overuse of antibi-otics can create resistant microbes whichcan spread through the food chain tohumans. If no solution is found, the lastline of defence in curing bacterial infec-tions could be imperilled and threaten thehealth of millions of people.
Functional foods will play an increas-ing part in keeping well through diet andexercise. Advances in technology mightadd several more years to life expectancies.The human genome project is nearing com-pletion, and this roadmap will furtheraccelerate the identification of substancesthat affect and optimize lifespan, withoutthe negative side effects of degenerative dis-eases. Or in other words: ‘Growing oldhealthily’.
How old is old? People are reachingadvanced ages, in the 80s to the 100s. About600 million people, or 1 in 10, are 60 yearsor older. By 2050, that figure is expected toreach 2 billion. By then the numbers of eld-erly will be greater than children aged 14and under. One in five Europeans are over60 and in a few years 1 in 4 will be over 60.In contrast, in Africa 1 in 20 is over 60 yearsof age. Medically speaking, health expertswill increasingly be confronted with theissue of maintaining life versus controllinghealth costs. For people who are middle-aged now, advances in biotechnology andimmunology over the next 10 years will addmany ‘bonus’ years to their lives. That is tosay, for those of us who are fortunate to livein the affluent countries.
Genetic mapping and screening willincrease lifespan even more, especially ifregeneration of human body parts – the cre-ation of hybrid cells – is medically imple-
mented. Revolutionary technological break-throughs will have the potential to bothharness and serve mankind. Choices willneed to be made between a soft or anaggressive path approach to proceduressuch as gene-replacement therapy and thedevelopment of made-to-order genes. It isobvious that many philosophical and ethi-cal issues still need to be resolved. Perhapsit is far off, but functional foods and genemapping will ultimately be associated withthe physical and emotional well-being ofthe human race. Discussions are under wayin various governments to ensure the tech-nology will be available to the masses.
There should be little doubt that thereis a slow evolution towards genetic screen-ing together with individual nutrition man-agement, to develop the best programmesfor maximizing each person’s lifespan inwhich both quality of life and quantity ofyears are taken into consideration.
Will We Be Enjoying Meat in theFuture?
Can meat be part of lifestyle foods? Despitethe emotional, environmental and animalwelfare controversy, the answer is a re-sounding yes.
Meat and meat products are universallyliked throughout the world and it is alwaysremarkable that per capita consumptionincreases in developing countries whenincome increases. Obviously, people appre-ciate meat, including formulated meat prod-ucts, especially if for economic reasons theyhave been deprived of meat for a prolongedtime. (See Briggs and Schweigert, 1990.)
In affluent societies, people seem totake the availability of meat for granted,although the ‘red meat’ choices, such asbeef and to a lesser extent pork, have beenunder scrutiny for a number of reasons.Animal rights activities, along with allega-tions of high fat and the presence ofpathogens, such as salmonella, E. coli, BSEand chicken flu or chicken pest, haveundermined people’s trust in the whole-someness of meat.
The preparation of meat also requires
Lifestyle Foods Paradigms 49
chap05.qxd 2/11/04 9:20 am Page 49

cooking skills, something that in modernsociety is not automatically passed on fromparent to child. Additionally, the mealopportunities of families have changedwith, as a consequence, the individualiza-tion of food. The demand for nutrition-on-the-go is growing, prompted by the rapidlyemerging 24-hour economy.
Still, food is culture and culture isfood. It is a sign of the times that restaurantsincreasingly offer meals in the setting ofentertainment gimmicks, if only to replacethe old-fashioned dinner table conversa-tions of family members.
Chicken and seafood is ‘white’ andtherefore offers increased consumer appeal.Compared with beef, lamb and pork, poul-try is generally the cheapest animal proteinsource and has definite advantages forcross-flavouring. Chicken can actually beused to partly replace beef and pork usingflavour diffusion technology. But red meatsuch as beef and pork will not lose its dom-inant position on the dinner plate for manyyears to come, although there is a notice-able trend toward meat being used as aningredient rather than being the centrepieceon the plate. Meat in the form of character-izing ingredient can be used in a number ofexisting as well as new foods. It is likelythat the least-cost muscle protein will beselected for these applications. In additioninnovative soy protein technologies allowthese meat selections to be augmentedwithout affecting organoleptical and nutri-tive parameters.
Moreover, environmental issues, suchas the availability of clean water, might
eventually have detrimental effects on meatproduction, especially red meat. The com-petition for clean, fresh water will intensifyin the decades to come and could eventu-ally hurt meat production in both economicand population growth areas. This willinevitably have a major impact on theglobal grain trade and the type of animalprotein produced. Nevertheless, global ani-mal protein demand is unlikely to dimin-ish. Water shortages could be the mostlikely factor to alter animal protein sup-plies, with the most efficient proteins –poultry and aquaculture-grown fish – tak-ing priority over beef and pork. It takesabout 7 kg of grain to raise 1 kg of beef, 4 kgfor 1 kg of pork, 2.2 kg for 1 kg of poultryand just 1.7 kg of feed for 1 kg of farm-raised fish.
Seen from a different perspective,countries that suffer from water shortageswill probably improve efficiency by simplyimporting grain. It takes 1000 tons of waterto produce 1 ton of wheat, which explainswhy North Africa and the Middle East arethe fastest growing wheat-import regions inthe world. When China begins to importadditional quantities to conserve waterresources for urban development, the worldgrain balance may be affected.
Since 1950, the world population hasincreased from 2.5 billion to 6 billion, andit is expected that 8 billion people willoccupy planet earth by 2020 (Fig. 5.1). Howcan societies ensure that the number of peo-ple stunted by malnutrition falls rather thanrises? Despite prosperity in the USA andthe European Union, poverty rates have
50 Chapter 5
Fig. 5.1. World population milestones. Source: United Nations Population Division.
10
8
6
4
2
0
1804 1927 1960 1974 1987 1999 2013 2028 2054Year
Bill
ions
of
peop
le
chap05.qxd 2/11/04 9:20 am Page 50

dropped only marginally. Throughout theworld a growing gap between the rich andpoor is developing. Those at the bottom aresinking deeper, and it will be essential toslow the increasing inequity between richand poor. Otherwise, a potential basis foranarchy could develop.
Aquaculture
Aquaculture offers a source of affordableanimal protein for both the world’s poorand hungry as well as for affluent con-sumers who need to adopt a differentdietary pattern. It also can be seen as anideal substitute for rapidly diminishingglobal fishery, depleted by over-fishing andthe destruction of fishery stocks.Commercial agriculture has developed overcenturies, while large-scale commercialaquaculture is only some 30 years old. Aspeople get older and have more disposableincome, they usually eat more fish. In realterms, over the past 30 years seafood priceshave risen sharply, whilst that of other ani-mal protein sources such as beef, pork andchicken have declined.
Major sociological and economicalchanges will affect the quality of our livesand the direction of the food industry in thenext few decades. It is likely that by 2015aquaculture-farmed fish will overtake theworld’s beef output. Aquaculture is proba-bly the world’s fastest growing form of foodproduction, and it is estimated that abouthalf of the fresh and frozen seafood con-sumed by Americans is farmed. Thesehealthy protein choices from the ‘blue revo-lution’ are increasingly teamed up with soyprotein ingredients to develop innovativemainstream foods such as tuna-spreads andsurimi-based foods for health-oriented con-sumers.
Malnourishment
Despite the promise of aquaculture andother food-production technologies, about1.2 billion people are chronically malnour-ished in developing countries, and an esti-
mated 2 billion people are affected bymicronutrient deficiencies, such as irondeficiency and vitamin A deficiency, whichleads to vision impairment and blindness.It is estimated that about 2 million childrenunder 5 years of age die of vitamin A defi-ciency every year. In sharp contrast, about1.2 billion people are overnourished, eatingtoo much saturated fat, refined sugar andsalt and inadequate amounts of polyunsatu-rated fatty acids, antioxidants, fibre, phyto-oestrogens and other micronutrients.
In the next 50 years, policymakers willno longer focus on providing for more peo-ple; rather, they will need to provide morefor people. For example, increasing mil-lions of people are living in countries facingchronic fresh water shortages. With abouthalf of global population growth from nowtill the mid-century occurring in the devel-oping countries, such as India, Pakistan,China and Indonesia, intensive efforts areneeded to assure that poorer countriesprogress far enough economically to helptheir children grow up with the same eco-nomic opportunities as their rich-countrycounterparts.
Does 2050 seem far away? Think again!Nearly half of the world’s population ispresently under the age of 25, with close to2 billion under 15. With an increased lifeexpectancy, those living outside of Africaand some Asian countries can be reason-ably certain of being alive in 2050. Thesedemographic trends will no doubt influ-ence domestic and international policies,including figuring out how to support age-ing populations with managed healthcaresystems and two-tiered food programmesranging from affordable nutrition for peopleliving in the economically depressed coun-tries and the development of functionalfoods for more affluent societies. If theseissues are not addressed it will have devas-tating effects and destabilize world societyas a whole.
Soy Protein Benefits
In recent years soy protein and its naturallyoccurring isoflavones have received an ava-
Lifestyle Foods Paradigms 51
chap05.qxd 2/11/04 9:20 am Page 51

lanche of publicity. From being a well-appreciated food in Asia dating back to5000 BC, the soybean and its spin-off prod-ucts had been in a culinary backwater for along time. Soy has come full circle; now, atthe onset of the 21st century, soy is pro-pelled into the limelight following the rul-ing of the Food and Drug Administration(FDA) to allow certain foods to carry ahealth claim linking soy intake to a reducedrisk of coronary heart disease. But there ismore to it!
Soy protein and its naturally occurringisoflavones – especially genistein anddaidzein – has a weak oestrogen effect andcompetes with the body’s sex-hormoneoestrogen for access to cells. Soyisoflavones have about 1/1000 the strengthof oestrogen, itself a strong promoter ofreproductive tumours, such as breast anduterine cancer. Phyto-oestrogens (plantoestrogens) are present in soyfoods such astempeh; tofu and soymilk may serve as ‘nat-ural’ replacers for oestrogen supplementa-tion recommended by physicians, such asthe drug tamoxifen.
Apart from the known antioxidativevitamins A (beta-carotene), C and E (alphatocopherol), evidence is emerging about thebenefits of phytochemicals, or plant-pro-duced chemical components, such as thosefound in soy protein, clover and tea. Thepolyphenols in tea – especially green tea –are more potent antioxidants than the vita-mins A, C and E. Most oncologists know alot about cancer, but very little about foodand nutrition. But as science quickly unrav-els the secrets of phytochemicals it is obvi-ous that for some degenerative diseases theanswer is food.
Despite the high quality of managedhealth care, American deaths from breastand prostate cancer are up to 30 times therate of countries like Thailand, India andJapan. After a comprehensive analysis, theAmerican Institute for Cancer Researchconcluded that about one-third of all cancerin the USA is attributed to poor eatinghabits.
Many of the answers are embedded inthe secrets of plant chemistry. However,people should not kid themselves that spe-
cific plants or diets are going to prevent dis-eases such as cancer. Major clinical studiesare still needed before we will have definiteevidence on which foods, and in whichproportions, will offer protection against acertain malignancy.
Natural plant foods and plant-basedsupplements offer alternatives for post-menopausal women to reduce osteoporosisand relieve menopausal symptoms, such asnight sweats and hot flushes, without thereported side effects, including increasedrisks for breast cancer. Many women worryabout the influence of hormones as lifeadvances. Once thought of as primarily aman’s problem, coronary heart disease isnow the leading cause of death in both menand women. Among those 50 and over,more women than men die fromCHD. Obesity, high blood pressure, bloodlipid abnormalities such as elevated choles-terol, osteoporosis and impaired glucoseutilization leading to Type 2 diabetes melli-tus are also increasingly a cause of concern,especially for people living in affluent soci-eties. (See Weggemans and Trautwein,2003.)
It is clear that in the next decade con-fusion and disagreement over diet anddietary supplementation will continue toinfluence food purchasing decisions andeating habits. However, there is no reasonnot to adopt a cuisine that incorporates sci-entific evidence already known. Science isclearly linking plant-rich diets to avoidanceof modern degenerative diseases.
Soy-based products have captured dou-ble-digit market growth in recent years andhealthier eating habits are the driving forcebehind increased sales. In particular, thesales of meat-analogue products, soy pro-tein-formulated health bars and soymilkhave increased significantly. For these cate-gories there is no market growth slowdownin sight yet. For the modern consumer a lotis at stake, especially the chance to addquality years to life, rather than growing oldin poor health. As public health awarenessrises, the market opportunities will followsuit. These opportunities are created bystrong scientific evidence and these subtlebut definite changes are not just driven by
52 Chapter 5
chap05.qxd 2/11/04 9:20 am Page 52

plant foods but include also the health ben-efits of some more emerging nutraceuticals:
� Oligosaccharides, which stimulategrowth of gut bacteria.
� Peptides, which increase mineral absorp-tion and reduce calcium loss.
� Lactic acid bacteria, which promoteimmune systems.
� Polyunsaturated fatty acids, whichreduce cardiovascular disease, includingblood cholesterol.
� Calcium and phosphorus, which improvebone strength and dental health.
� Milk glycoproteins such as lactoferrinsand lactoperioxidase, which have anti-bacterial and antiviral properties.Glycoproteins can also prevent thegrowth of pathogenic organisms in thegut and control iron binding, while con-trolling antioxidative processes causingcell and tissue damage.
Taste Expectations
Eating and diet habits change over time as aresult of socio-economic factors. Already itis evident that ultimately the dogmatic atti-tude of some American franchised fast foodcompanies can not be sustained in mostinternational markets. For a plethora of rea-sons, consumers have demanded changeand forced the fast food companies toloosen the strict formula guidelines andadapt to local or regional flavours at foodcosts that are affordable for the generalpublic.
Food service may lead in culinarytrends, but its nutritional correctness lagsbehind that of retail. This is largely attrib-uted to the absence of nutritional labellingon food service products, but definitely isalso influenced by the mindset of con-sumers, who seem to have a double stan-dard when it comes to purchasing food in agrocery store and when eating out.
For example, everybody will say theywant to eat healthily, though when decisiontime comes in the restaurant, the foodordered often doesn’t match the intentions.Subsequently, the success of food is ulti-
mately driven only by taste. Everything elsetakes second place. There are endlessopportunities for creating new and excitingfoods and beverages. However, the secret ofsuccess in the marketplace is repeat busi-ness. It’s as simple as that!
For both the food provider and the con-sumer, it is difficult to manoeuvre. Changesare sometimes temporary and will impactdecision making for the short term only. Forexample, carbohydrate-restricted foods areonly offered by the franchised food indus-try to offer customers a choice and henceavoid the ‘veto-vote’. However, it also canbe argued that diet changes are only tempo-rary and may force the food service compa-nies to reposition marketing strategiesagain. These trends are further complicatedby rapidly changing demographics.
Nutraceuticals
It is no secret that the hidden motives offunctional food development are often tiedto increased profitability. Industry expertsexpect it to be a hot market for the next twodecades. The reasons are quite clear: an age-ing population that has a strong incentive totake proactive charge of their health, and anindividualized, ‘do-it-yourself’ mentalitythat is fuelled by the growing evidence ofthe link between diet and health. Mostprobably, the biggest advantage of self-con-trolled health management is the reduceddependence on prescription drugs. As thedemarcation zones between food, nutraceu-tical and pharmaceutical blur, a possibleerosion of the pharmaceutical market mayoccur. These changes will happen slowly,though with the rather revolutionary speedof change in communication, such asInternet access, it can be expected thatincreasing numbers of people seekinghealth-related answers will become moreknowledgeable and conversant in appropri-ate self-administered health management.
Consumers of lifestyle foods are mostlywell-informed people who like to makechoices based on easy-to-understand infor-mation and logic. In this respect, it shouldalso be noted that a growing demand for
Lifestyle Foods Paradigms 53
chap05.qxd 2/11/04 9:20 am Page 53

‘instant’ medical attention and treatmentand a decreasing tolerance of pain and dis-comfort are becoming prevalent. For exam-ple, people may be becoming increasinglysusceptible to viral and bacterial infectionsand weakening immune systems. Well-informed people will not hesitate to pur-chase functional foods that can improvethese conditions.
There is increasing awareness of thelarger role of foods in general, and nutrientand non-nutrients in particular. For exam-ple, although the influence and relevance ofmicronutrients as well as non-nutrients inpreventing disease is still unclear, there isoverwhelming epidemiologic evidenceshowing a protective effect for vegetableand fruit consumption on the developmentof cancer. Additionally, many new oppor-tunities will arise for products that havepositive effects on health and performance.There is a definite need for scientific evalu-ation and confirmation of the safety or toxi-city of micronutrients. Intakes should fallwithin safety limits, in order to avoid thedanger that people with self-diagnosed dis-eases become eager to increase dietary med-ication when self-selected products,especially in highly concentrated forms, areused and administered.
There are a number of definitions offunctional foods. A functional food can bedefined as a food or beverage that includesadded nutritional benefits beyond what onetypically would expect. Obviously func-tional foods should have clinical researchdata to back up product health claims, andin fact much research is still needed to sub-stantiate the product claims of beneficialeffects on emotional moods and cognitiveactivity for the dietary nutrients, designbotanicals and phytochemicals that affectphysical health and cerebral mechanismsin humans.
The favourable effects of functionalfoods range from improvement of psycho-logical and mental processes to theadvancement of proactive well-being,including the age-related decline of physio-logical or mental health. As such, func-tional foods can be seen as a desire byconsumers for proactive applied health ini-
tiatives in daily life in order to gain desir-able effects on mood, performance andphysical well-being. Functional foods canbe considered a segment of lifestyle foods.Clearly, there is a certain hierarchy basedon the functionality these foods provide,including:
� Dietary support: Vitamins, minerals andphytochemicals usually can be incorpo-rated relatively easily into an existingfood product. Examples are calcium forti-fication or soy isoflavones, which havebeen linked in many epidemiologicalstudies with improved bone health,decreased risk of colon–rectal cancer anda beneficial impact on hypertension andpre-menstrual syndrome (PMS).
� Performance support: These productsrequire advanced know-how and techno-logical investment. Examples includeproducts that enhance physical or mentalperformance, such as energy bars, iso-tonic beverages, fruit-based smoothiesand soy protein drinks.
� Maintenance support: These foods can beused in combination with other medicalor dietary therapies. Examples are soybeverages and sterol-based spreadsdesigned to lower cholesterol, or theantioxidant lactoferrin, which containscomponents to boost the immune system.Other examples are lutein and lycopene,which support eye and heart health.
� Prevention support: These foods or bev-erages are positioned beyond basic healthclaims. Examples are synbiotics forimproved or balanced colonic microflora,improved immuno-capacity and reduc-tion of oxidative stress. In this categorythe so-called ‘brain-foods’ can be men-tioned. For example, herbal compoundssuch as extracts from the green leaves ofthe ginkgo biloba. Some phytochemicalcompounds show potential for affectingmemory, learning and emotional behav-iours, probably by scavenging free radi-cals in the brain and by improvingneuronal and cerebrovascular function-ing.
� Curative support: These are products thatpossess specific therapeutic properties
54 Chapter 5
chap05.qxd 2/11/04 9:20 am Page 54

and most likely need to be used or admin-istered under medical supervision. Theyinclude products aimed at treatment ofcardiovascular disease, cancer and bonehealth. For example, biotechnologybreakthroughs will permit developmentof anti-obesity foods and drugs. Ideallyan anti-obesity food would decreaseappetite and increase energy expenditurewithout serious side effects for long-termuse and health.
The prevention and curative support prod-ucts will be placed at the top of the pyramidand will have the potential to offer the high-est returns for the companies marketingthem. Nutritional product manufacturersand pharmaceutical companies target bothtypes of nutraceuticals. The overlapbetween the emerging functional foodindustry and the pharmaceutical in-dustry will intensify, although they requirea high level of know-how and financialbacking.
Nearly all current companies in thisfield have certain marketing weaknesses. Inorder to boost the success rate, it is likelythat partnerships or acquisitions willemerge. It can be expected that pharmaceu-tical companies will increasingly targetover-the-counter products, foods, ready-to-drink beverages and confectioneryproducts as a delivery path of ‘proactivehealth’ to consumers. These companieshave the resources to fine-tune the activeingredient technology and substantiatehealth claims to both regulatory agenciesand consumers.
Communicating to Consumers
Heart disease and cancer are two of theleading causes of death, while microbial orviral diseases might appear in third place.Research has isolated a number ofnutraceutical compounds that may aid inpreventing diseases or slowing their onset.Legislation and regulations will have toplay an important role, because healthclaims – such as statements that folic acidhas been proved to reduce the risk of neural
tube birth defects or that soy protein mayreduce cholesterol – should be allowedonly on sound clinical evidence to commu-nicate a message to consumers.
Proper communication with con-sumers will be a decisive element inexplaining the differences between foodand functional food. The chances are thatconsumers will become confused by thefunctional food concept. When does a foodbecome a functional food and vice versa?Although definitely more than a blip on theradar screen, the controlling agencies gov-erning functional foods need to be flexiblein adapting to new clinical evidence, yetfirm in policing claims that lack medical ornutritional evidence.
Dairy processors already have devel-oped a substantial following by marketingfunctional foods. One only needs to con-sider probiotic yoghurt containing bioactivecultures or beverages with added aci-dophilus, bifidus and prebiotic fibres suchas inulin. Probiotics and prebiotics,together called synbiotics, have demon-strated beneficial effects on health and gen-eral well-being.
Premium soy protein ingredients showgreat potential for applications in specialfood products for the ageing population, inparticular osteoporosis, which is a progres-sive disease without any visible signs andsymptoms. Osteoporosis is therefore oftencalled the silent epidemic and women areat greater risk of developing this diseaseafter the menopause, when the ovaries pro-duce less oestrogen. Oestrogen is importantfor maintaining bone strength and declin-ing availability after menopause can causethe loss of calcium from the skeleton.Alcohol, smoking, lack of exercise, lowintake of calcium and heredity are alsoknown factors that can promote osteoporo-sis. Western women have a relatively lowcalcium intake and this often prevents themfrom reaching the maximum bone mass.Organic calcium such as citrate gluconateand lactate are more bio-available thaninorganic calcium like carbonate and phos-phate. Numerous studies have shown thatsoy isoflavones stimulate bone formation,suppress bone resorption and enhance
Lifestyle Foods Paradigms 55
chap05.qxd 2/11/04 9:20 am Page 55

calcium absorption and these testsdemonstrated that soy isoflavone intakenot only prevents bones from breakingdown but also improves the production ofnew bone cells in menopausal women. Adaily intake of calcium and soy isofla-vones is an ideal solution for oestrogenreplacement and thus is a natural remedywithout the added risks of breast and ovar-ian cancer, cardiovascular disease andstrokes seen in the treatment with synthetichormonal replacement. (See Lee andGomez, 2003.)
There are quite a few foods and bever-ages that can be created to provide supple-ments of premium soy protein and calciumfortification. Fruit-based soy smoothies areideal vehicles to use these soy proteiningredients, including readily solubleisoflavones. Another example is soy milk.Soy milk is gaining rapid mainstreamacceptance in Oceania, Asia, the USA andEurope. As the technology to improve theflavour of soy moves forward, furtheradvancement of this functional food cate-gory can be expected, including mealreplacement beverages.
Although the public is looking forblack and white answers, it is evident thatin reality the choices are increasingly diffi-cult to make. Subsequently, consumers willincreasingly look for positive nutrition andexpect more from the food they eat, ratherthan look for foods to exclude. For example,healthy breakfast smoothies and lunchmeal-beverages are a rather recent develop-ment based on traditional fruit drinks. Themain difference is that viscosity isincreased by real fruit addition, allowingeasy-to-spoon or easy-to-drink characteris-tics. Preferably, the viscosity increase iscreated by the addition of natural fruit com-ponents rather than a few thickening addi-tives that consumers have difficulty relatingto. Since people are increasingly looking forpainless ways to make diets healthier, fruit-based smoothies are ideal beverages todeliver premium nutrition. For example, asmoothie can be packed with botanicalsand herbs, soy proteins and prebiotics toposition the drink as a functional food.Great-tasting combinations can be created
to boost phyto-medical health, with inclu-sions such as Echinacea, ginseng, herbalextracts, soy protein, vitamins, mineralsand inulin fibre. Slowly but surely, thesefunctional drinks are moving into main-stream food markets.
Future Positioning
Communication of functional foodsbetween manufacturer and consumer canbecome severely restricted when legislationprevents or discourages descriptive orcomparative health claims. For example, inEU countries direct comparison ofhealth claims with a competing product isprohibited. And if consumers can’t makequality choices, then there obviously is lessneed for the manufacturer to offer thesepremium solutions or introduce new inno-vations. A single and transparent pan-European framework is needed to promoteconsumer interest and confidence in func-tional foods.
Both the Nutrition Labelling andEducation Acts (NLEA), and DietarySupplements Health and EducationAct (DSHEA) aim to reduce healthcarecosts and improve the health of US citi-zens. However, manufacturers of func-tional foods need to decide whether to mar-ket the product as a food or as a supple-ment.
In contrast to the EU and USA, Japanhas a system that allows approved productsto make a specific health claim. Theseclaims are regulated under the FOSHU law(Foods for Specific Health Uses). Under thissystem, established in 1991, products mustcontribute to health enhancement andspecifically be consumed as regular foodintake rather than in the form of a capsuleor pill. FOSHU approval, in contrast topharmaceutical approval, is for ordinaryfood with a specific health benefit that isproven safe in terms of non-toxicity,hygiene and microbial standards. It is strik-ing to see that over 90% of Japanese healthfoods are made up of lactic acid bacteriaproducts such as lyophilized bifidobacteriaprobiotics that are used to improve the
56 Chapter 5
chap05.qxd 2/11/04 9:20 am Page 56

intestinal environment, prevent diarrhoea,suppress infection and reduce cancerrisks.
Subsequently, the demand for ‘foodminus’ products, such as fat-free or low-cholesterol, will shift to ‘food plus’ andlifestyle foods that contain the added healthbenefits of fibre, protein, lactobacillus,omega 3 oils and a wide range of emerging‘phyto-health’ boosters. True, objectiveinformation will become a key element, asthere is a looming danger that consumerswill become confused in making a choicebetween functional foods and functionalclaims. The USA is something of a nation of‘pill poppers’ and the active ingredient(s)on which health claims are based mightend up in concentrated form in a pill orcapsule.
Some functional foods with high mar-ket expectations did not quite gain accept-ance in markets such as the UK. Marketersreported that people dislike foods that arelinked to an illness. For example, in the UKsome degenerative diseases (obesity anddiabetes mellitus type-2) are associatedwith lower socio-economic groups of soci-ety. Subsequently, instead of making a spe-cific health claim, it is perhaps smarter topromote the presence of an active ingredi-ent with a health benefit. Thus, the market-ing message clearly would be: ‘Food youlove with a “better-for-you” bonus’.
Homo sapiens or Homo sedens?
If one thing can be learned from history it isthat humans do not easily give up eatingfoods they love and to which they’ve grown
accustomed. Apart from wider availability,processing know-how and the widespreaduse of functional ingredients, not much haschanged in the last 3000 years. By popularacclaim, many basic foods have beenaround for thousands of years. Despite thefact that a few generations of religiouspolicing have tried to ban the pleasures ofwine and beer, these products are stillenjoyed in ever-increasing quantities. Inmany countries wine and beer are safer todrink than water! As a matter of fact, someof the first laws in mid-13th century Europewere directed at maintaining the quality ofwine, beer and certain meat products suchas mortadella. Louis Pasteur’s first experi-ments in food sanitation focused on pre-serving wine, not milk.
Homo sapiens, or perhaps better saidHomo sedens, has a strong and stubborndedication to real food, and often instinc-tively rejects foods that are over-processedand artificial. On the other hand, there isalso a genuine desire for more convenience,which culminates in strong growth of easy-to-prepare and easy-to-eat foods. Still,humans have a great love and affection forthe smell of freshly prepared foods such asbread, and will sacrifice convenience if nec-essary.
Eat to live, or live to eat? There is littledoubt that modern degenerative diseasesare partly the result of extended improperfood management, such as compulsive eat-ing or eating unhealthy food combinations.However, relaxation, laughter, enjoymentand providing ample time to enjoy a mealare perhaps equally important. No doubtavoiding stress must have to do somethingwith good health also.
Lifestyle Foods Paradigms 57
References and Suggested Reading
Briggs, G.M. and Schweigert, B.S. (1990) An overview of meat in the diet. In: Pearson,A.M. and Dutson, T.R. (eds) Meat and Health. Elsevier Applied Science, New York,pp. 1–18.
Grant, H. (2002) Formulated nutrition. The World of Ingredients 3, 54–58.Hoogenkamp, H.W. (1998) Home meal replacement: a concept whose time has come. The
National Provisioner (USA) S40–42.Lee, M.M. and Gomez, S.L. (2003) Soy and isoflavone consumption in relation to prostate
cancer risk in China. Cancer Epidemiology Biomarkers and Prevention 12(7), 665–668.
chap05.qxd 2/11/04 9:20 am Page 57
Leveille, S.G. and Guralnik, J.M. (1999) Aging successfully until death in old age: oppor-tunities for increasing active life expectancy. American Journal of Epidemiology 149,654–664.
Manson, J.E. and Hu, F.B. (1999) A prospective study of walking as compared with vigor-ous exercise in the prevention of coronary heart disease in women. New EnglandJournal of Medicine 341, 650–658.
Potter, S.M. (1998) Soy protein and cardiovascular disease: the impact of bioactive com-ponents in soy. Nutrition Reviews 56, 231–235.
Potvin, Y. (2000) The Good Cook Book. Yves Veggie Cuisine, Delta BC, Canada.Shu, X.O., Jin, F., Dai, Q., Wen, W.Q., Potter, J.D. and Kushi, L.H. (2001) Soyfood intake
during adolescence and subsequent risk of breast cancer among Chinese women.Cancer Epidemiology Biomarkers and Prevention 10, 483–488.
Wasburn, S., Burke, G.L., Morgan, T. and Anthony, M. (1999) Effect of soy protein sup-plementation on serum lipoproteins, blood pressure, and menopausal symptoms inperimenopausal women. Menopause 6, 7–13.
Weggemans, R.M. and Trautwein, E.A. (2003) Relation between soy-associated isoflavonesand LDL and HDL cholesterol concentrations in humans: a meta-analysis. EuropeanJournal of Clinical Nutrition 57(8), 940–946.
Zhang, Y.C., Albrecht, D., Bomser, J., Schwartz, S.J. and Vodovotz, Y. (2003) Isoflavoneprofile and biological activity of soy bread. Journal of Agriculture and Food Chemistry51(26), 7611–7616.
58 Chapter 5
chap05.qxd 2/11/04 9:20 am Page 58

Will meat, fat and sugar-filled foodsbe nutritionally sustainable and have afuture in a rapidly changing demographiclandscape of overweight and obese con-sumers? The jury is still out, but it is certainthat the world has witnessed an unpre-cedented shift away from traditional dietssince the 1970s. Is the rise of the fastfood industry as a global marketing forceof energy-dense foods with high levels ofhidden fat and sugar a coincidence or thereal culprit of looming belt-bulging dis-eases?
For a starter, food companies in mostdeveloped countries should promote andserve smaller portions. The next step couldbe to be honest about the make-up of foods.Consumers have a basic right to beinformed about scientifically proven bene-fits and possible harmful effects throughlabelling of food products.
Special attention should be given to themarketing campaigns directed at children.Children are a vulnerable group and foodcompanies should not put these youngstersin a position of eating away from home withthe newest toy gadgets on their mind. Everyday, nearly one-third of US children aged4–19 years eat fast food. It is not surprisingthat these fast food lovers consume morefats, sugars and carbohydrates and fewerfruits and non-starchy vegetables thanyoungsters who do not eat fast food. Thedifference is a whopping 187 extra dailycalories, which theoretically translates intosome 7 kg of bodyweight per year. Thesenumbers should be reason for concern and
an overall picture is emerging that fastfoods bolster calorie intake and obesityrisks in children.
Slowly but surely, reality sinks in andpolicymakers are taking action to protectchildren from fast food abuse, includ-ing efforts to limit soft drinks and snackfood sales in schools, and to cut food adver-tising aimed at children. Finally, fast foodcompanies are also taking notice and aretaking responsibility by proactive engage-ment in offering healthier fare, includingmany soy protein formulated foods with amore balanced approach to calorie manage-ment.
It is of paramount importance thatunder the leadership of the United NationsHealth Agency, Government regulators,healthcare professionals and consumergroups work with rather than against thecollective food industry. However, on theirpart the food industry should take a hardlook at themselves and determine if societyreflects an image they want to portray?Probably not!
The battle against obesity and food-related degenerative diseases can only besuccessful through joint efforts of coopera-tion and sound science.
Overweight and Obesity
US society represents an example of howthe world is misusing the true meaning offood. An alarming number of Americans areconsidered obese. The waistline of
59©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
6Downsizing Super-sized Food
chap06.qxd 17/11/04 12:29 pm Page 59

Americans is expanding faster than that ofpeople in other parts of the world.
There is a distinct trend towardovereating. Prosperity, lack of nutritionaleducation, lack of physical exercise and, ofcourse, the abundant availability of fat- andsugar-loaded foods at all times during theday can be considered the real culprits.Franchised fast food and family restaurantsalike, and a growing number of home mealreplacement products, all serve belt-strain-ing meals. Increasingly, physical activity isthe lifestyle change most likely to have far-reaching consequences in preventing coro-nary heart disease (CHD). (See Fajcsak,2002.)
For example, about 25% of all womenengage in no regular physical activity,while more than 60% of all women fallshort of the recommended amounts ofactivity. This translates into a sedentarylifestyle for well over 50% of the Americanpopulation with no physical exercise what-soever. Society is changing rapidly from anenvironment where people work physi-cally, to a large group of people who sit allday working at a computer or are glued tothe TV watching cooking shows or sportentertainment.
With six out of ten Americans over-weight or obese, it is no wonder that thiscategory of people has started to impact onthe entire food industry. The Centres forDisease Control and Prevention states thatapproximately 21% of US adults (44 mil-lion people) can be classified as obese.Obesity is equally prevalent in men andwomen. These numbers have increased by74% since 1991.
Medically speaking, obesity is a dis-ease defined by an imbalance betweenenergy intake and output with the accumu-lation of large amounts of body fat. Adultpeople of 20 years and older are generallyclassified as too heavy or obese if the bodyweight is respectively 25% or 30% abovethe hypothetical weight. The latter isderived from the body mass index (BMI).The BMI is calculated by dividing weight inkilograms by height in metres squared(BMI=w/h2).
For example:
A 1.60 m tall body weighing 100 kg100 : 2.56 (1.60×1.60) = BMI 39.1A 1.85 m tall body weighing 80 kg80 : 3.42 (1.85×1.85) = BMI 23.4(A BMI of <18.5 is considered under-weight, while a BMI >25 is consideredoverweight, a BMI >30 obese, and aBMI >35 super-obese.)There are, of course, genetic roots to
obesity. But the sedentary lifestyle andchronic overeating by the Internet genera-tion makes it easy to become inactive. Ontop of this, consumption of food is a meas-ure of good life. With all those factors, it isobvious that more serious health problemsare yet to come and, in fact, the rate ofweight increase in the UK and some otherWestern European countries is comparableto the USA, with a time lag of about 10–15years.
Although obesity has reached epidemicproportions, politically speaking this majorpublic health issue is still on the backburner. The prevalence of obesity increaseswith age in both men and women, possiblydue to the fact that resting metabolic ratesdecline with age and because of the influ-ence of lessened physical activity, such asactive sports. Additionally there are indica-tions that educational achievement is asso-ciated with body weight: well-educatedpeople are more able to prevent excessiveweight gain, perhaps because they have agreater understanding of the benefits of dietand exercise. Also, an individual’sresponse to stress may be important. It isalso true that people who adhere to a vege-tarian diet usually have a lower bodyweight than those who don’t.
However it arises, medical profession-als agree that obesity is difficult to treat.Only about 5% of those who go on weightloss programmes maintain that loss afterthe first year. It is tougher to maintainweight loss than to initiate weight loss. It isimportant to note that weight loss is not thesame as weight maintenance. It will beabsolutely critical to address the issues ofobesity. For example, one in fourAmericans is obese and more than 60% ofthe population is overweight. It is safe tosay that any diet that limits foods to about
60 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 60

1500 calories per day produces short-termweight loss. However, long-term weightmaintenance might also be influenced bypsychological and physical issues such asmood swings, and dietary counsel.Extended human diet studies have beenconclusive in the sense that a moderate fatintake of no more than 30% of calories, lim-iting protein intake to about 20% and con-suming more complex carbohydrates suchas fruits, vegetables and grains is an idealbalance.
Apparently, low fat products have notpositively influenced the body weight ofpeople in general. On the contrary, the aver-age body weight of people in Western soci-ety is increasing. The problem is that fewerpeople eat because they actually experiencesymptoms of hunger. Increasingly, peopleeat because they respond to time of day,social environment and impulses, such assmell, observation or just thoughts.Although obesity has reached epidemic lev-els, medical funding on a per patient basisis extremely limited compared to otherhealth conditions, such as heart disease,cancer, diabetes and HIV.
It is clear that national governmentsneed to become much more proactive onthe matters of health and diet effectiveness.Continuing contradictions and confusionare not helping people who want to be incharge and try to stick to a balanced andnutritionally sound diet.
Environmental Issues
It is true that in many big cities the air qual-ity is also part of the equation. High ozonelevels have a negative impact on outdoorphysical activities such as brisk walkingand running. It is obvious that some degen-erative diseases such as cardiovascular dis-ease and cancer find their origin in dietaryand nutritional flaws. Certainly, physicalexercise conditions the heart, maintains ahealthy body weight and increases energylevels, while improving sleep. At the sametime, there is a darker side to strenuousexercise and working in environmentally
questionable conditions, because itincreases oxygen requirements, whichcan sometimes trigger a chain reaction, risk-ing rheumatoid arthritis, cancer andcataracts.
Like cigarette smoke, heavy smog andair pollution, oxygen can promote thegrowth of potentially harmful moleculescalled free radicals. Free radicals are miss-ing an electron and pillage or scavenge elec-trons from proteins and other geneticmaterial and protective cell structures. Freeradicals thus can cause oxidative stress, set-ting off possible chain reactions leading togenetic destruction and ultimately causingtumour growth. It is therefore of extremeimportance to ascertain that the daily dietcontains sufficient potent antioxidativesthat have been linked to protection againstmajor diseases like cancer and heart dis-ease.
Innovations or Back to Basics?
When developing a new food it nolonger suffices to understand plain demo-graphics. Marketers must be aware oflifestyle, attitudes and household com-position of targeted consumers. How canthese often conflicting objectives be recon-ciled?
� How to deliver delicious great-tasting butmore nutritious, less highly processedfoods?
� How to tackle obesity and other degener-ative diseases?
� How to use food as a strategy to lowercosts of a health care plan?
� How to reduce the environmental burdenand dependence on animal-derivedfoods?
Major innovations will be needed toaddress these challenges. It will requiremuch broader viewpoints and cross-multi-tude interactions than the narrow tunnelvision of shareholder value-driven objec-tives of most stock market listed compa-nies.
Downsizing Super-sized Food 61
chap06.qxd 17/11/04 12:29 pm Page 61

Affordable Food is a Basic Human Right
Major sociological and economical changeswill affect the quality of our lives and thedirection of the food industry in the nextfew decades. New foods and beverages arebeing introduced at record rates and mostproducts try to offer something unique to ademanding customer. These demands rangefrom quality and uniqueness all the waydown to quantity and value. The worldpopulation will continue to grow atunprecedented levels from 6.3 billion in2003, to 7 billion in 2010 and 8 billion in2025. Of the latter figure, 5 billion will beglobal, affluent and urban-based con-sumers.
The issues of rapid growth of popula-tion and shortage of fresh water supply arefurther clouded by the number of countriesthat have a greying society and are con-fronted with a decline in birth rate, whichultimately can lead to progression of cur-rent poverty levels. These demographictrends will no doubt influence domesticand international policies, including figur-ing out how to support ageing populationswith managed healthcare systems and two-tiered food programmes ranging fromaffordable nutrition for people living in theeconomically depressed countries and thedevelopment of functional foods for moreaffluent societies. If these issues are notaddressed, it will have devastating effectsand might destabilize world society as awhole.
Taste Expectations
Lifestyle foods such as meat-free ormeat-analogue meals embrace a broadspectrum of consumer foods. Life-style foods are a part of a food system thatwill deliver psychologically driven well-ness together with nutritious foods forimproved health and longevity. Or in otherwords, not just a product or single ingredi-ent alone, but rather a system of healththrough foods that deliver personal well-being.
Compared to traditional foods, lifestyle
foods remain a niche market, albeit at astrongly growing rate. Additionally, it canbe expected that hidden nutritional assets,such as lycopene in tomatoes or soyisoflavones, will be leveraged and re-mar-keted as an intrinsic health benefit.
Eating and diet habits change over timeas a result of socio-economic factors.Already, it is evident that the dogmatic atti-tude of some American franchised fast foodcompanies can not be sustained. For aplethora of reasons, consumers havedemanded change and forced the fast foodcompanies to loosen the strict formulaeguidelines and adapt to local or regionalflavours and economic preferences. Adecade from now, the food service sectorwill be largely unrecognizable from how itis portrayed today. Innovation, conven-ience, flavour preferences, affordability,entertainment, healthy choices and made-to-order convenience will drive significantchanges.
On the other hand, the food serviceindustry has come to realize that healthdoesn’t sell – at least not for now. Most fastfood customers don’t necessarily want toknow what’s in food. They just want toenjoy it without the burden of guilt. Yet, asdemographic changes occur, nutrition willbecome a bigger issue over time.
Active interests in health and nutri-tional issues have slowed most likely as areaction to many years of nutritional ‘terror-ism’. The food service sector may lead inculinary trends, but its nutritional correct-ness lags that of the retail sector. Thisis largely attributed to the absence ofnutritional labelling on food service prod-ucts, but definitely is also influenced by themindset of consumers, who seem to have adouble standard when it comes to purchas-ing food in a grocery store and when eatingout.
For example, everybody will say theywant to eat healthily, though when decisiontime comes the food chosen often doesn’tmatch the intentions.
Change at large corporations doesn’tcome easy. For example, with great reluc-tance McDonald’s US-based senior manage-ment approved in 1993 a store test in the
62 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 62

Philippines to evaluate a new formula con-cept for hamburgers. A patented technologyusing soy protein granules allowed thecombination of 50% beef and 50% meatanalogue ingredients. Despite the earlyscepticism of many, the dedication of a cre-ative team delivered research triumphs,making an old-fashioned burger taste, look,smell and appear like the traditional burgersandwiches. Looking back, the visionariesof the early 1990s probably were ahead oftheir time. McDonald’s Philippines can behighly commended for their dedication andcommitment to delivering great tasting,nutritious foods at affordable prices. Eversince 1993 these right-size formulatedaffordable foods have become a permanentfeature on the menu for the enjoyment of agreat many customers. At the start of the21st century, hundreds of millions of for-mulated meat patties are being sold throughbranded fast food companies. This exampleclearly shows that affordable quality andtasty nutrition can actually become a reality.
Another example is the rather suddenswitch the global fast food companies madein menu offerings. After a few threats of lit-igation from obese people and the revolu-tionary epidemic of overweight and obesecustomers, finally the message is beingreceived at the ivory towers of fast foodmanagement. It now seems as if a seriousinitiative is being taken to offer specialmenus for people following low fat, lowcalorie or low carbohydrate diets. Thesemeals appeal more to an increasinglyhealth-conscious public.
Fast food experts credit these productinnovations to quantum leaps in healthresearch projects in which soy protein hasbeen the main driver. In the meantime, morespin-off menu meat and poultry productshave been introduced throughout the sector,allowing a larger part of the population toafford the luxury of eating out and enjoyinggood food created by Mother Nature.
Fat or Fad?
Despite the enormous offerings of calorie-restricted food and meat products, the typi-
cal American diet still derives some 60% ofits energy from fat and sugar. Fat-rich dietsare usually low in complex or less-refinedcarbohydrates and fibre. There is no doubtthat most consumers have emotional prefer-ences for fat-rich foods. Over many genera-tions the need for fat as a source ofconcentrated energy and as a way to staveoff hunger has changed into a psychologicaldesire for fat to fulfil sensory pleasures,such as mouthfeel, texture, bite, flavour andaroma. In processed meat foods, the pres-ence of fat also contributes to juiciness andtenderness. Calorie-dense (fast) foodencourages over-eating, ultimately resultingin weight gain because it is out of step withhuman evolution. In principle, humans aredesigned for conditions in which food isrelatively scarce and low in energy. Mostmodern (fast) foods are overprocessed andare typically high in energy. The result isthat people consciously or unconsciouslyover-eat without feeling particularly full.Particularly with foods which contain ani-mal proteins, satiation point is reachedlater than with foods that contain proteinsof vegetable origin.
It is believed that if the percentage ofbody fat increases, the preference for fat-rich food increases accordingly, althoughthere is little similarity in the craving for fatbetween men and women. Men usually pre-fer calories that are combinations of fat andprotein, or fat and salt. The most popularchoices for men are pizza, sausage, ham-burger and french fries. Women, on theother hand, generally prefer foods with hid-den calorie combinations of sugar and fatsuch as ice cream, chocolate, cookies, cakeand doughnuts. Consequently, consumercravings for fat may be both biologicallyand behaviourally driven.
There is little doubt that calorie-con-trolled food and meat products are here tostay. However, consumers’ rather schizo-phrenic behavioural purchasing decisionstend to provide a cloudy picture. There areclear trends for calorie-controlled foods, yetthis is offset by a strong resurgence of high-fat foods. It is as if the consumer wants to berewarded for healthy eating. The more peo-ple resolve to dieting, the more they will eat
Downsizing Super-sized Food 63
chap06.qxd 17/11/04 12:29 pm Page 63

rich, tasty food to compensate. With all thathealthy eating, exercising and sacrificing,there has to be a reward, too. Perhaps thebrain’s neurotransmitters are the ultimatedecisionmakers in behavioural purchasingand subsequent diet patterns. As a result,actually very little change can be seen, ifany at all. A slow increase in the averagebody weight and increasing amount of bodyfat percentage is something that needs to bedeciphered before we really understand thepsyche of the consumer.
Then again, for those consumers whoactively try to reduce their fat intake, quiteoften the fat-free foods are replaced by high-calorie foods made with refined flour andsugar. Though these foods provide a ‘feel-good’ sensation, triglycerides, anothermeasure of heart disease risk, increase sig-nificantly.
Close analysis of nutrient intake over agreat many years has clearly indicated thateconomic prosperity increases fat and sugarconsumption at the expense of complexcarbohydrates, fibre and vegetable proteins.This is clearly illustrated by countries thathave adopted, or are in the process ofadopting, Western diets, such as Japan,Singapore, and cosmopolitan areas in coun-tries such as Thailand, China, thePhilippines and South America. This shiftin diet can have positive and negative sideeffects. Increased fat and sugar content anddecreased consumption of soy protein, cou-pled with the unfortunate loss of a plethoraof phytochemicals such as genistein andisoflavones or phyto-oestrogens, can con-tribute to the development of chronic dis-eases such as coronary heart disease,obesity and cancer.
On the positive side, a balanced con-trolled diet of vegetable protein and animalprotein, the latter preferably not linkedwith high-cholesterol-containing animalfats, is believed to be responsible for therapid growth of elderly populations and theincreased height and body size of theyounger generation in affluent cosmopoli-tan areas. This evolution started in WesternEurope and North America in the early partof the Industrial Revolution and continuedto the post-war generation. It is expected
that informed consumers will rapidly pickup the overwhelming and convincing sci-entific evidence that rather dramaticchanges in the diet will be necessary to pro-mote longevity.
This is especially true for vegetable-based foods that deliver not only high-qual-ity protein and complex carbohydrates, butalso contain phytochemical compounds.Soybeans in particular are the richestsource of plant phyto-oestrogens orisoflavones that may help to prevent hor-mone-dependent cancers and other degen-erative diseases.
Interpretation
A key point regarding these emerging scien-tific data is the overriding question of howto communicate these messages to endusers. Much has been written recentlyabout a new wave of health food and meatproducts in the pipeline waiting to belaunched. Quite often, however, govern-ment regulations regarding health claimshold back a more rapid introduction to themarketplace. However, it is highly unlikelythat these so-called functional foods willsubstitute for the elementary guidelines tocontrol calorie intake and obtain regularexercise. In terms of ideal body weight,there are simply no long-lasting shortcutsor quick fixes. The most important goal is toprevent society becoming split into twomain groups, namely, people who careabout personal health, well-being andlongevity, and those who tend to enjoywhat some describe as compulsive eating.
It will be difficult to ask food and meatprocessors to be the referee in this matter.Meat and food processors simply need tomanufacture and market what the con-sumer tells them they want and will payfor. However, it is safe to assume that thecomplexity of the diet will continue toboost the introduction of new food andmeat products at an ever-increasing pace,and will diversify to specific demographiccategories for fragmented consumer interestgroups. Hence, it will be fascinating to seeif the staple foods of today’s marketplace
64 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 64

are going to survive in an unchanged form10 years from now.
Processed meat products will need toanticipate these changes. Sure, a sausagewill always be a sausage, but the conceptualpositioning and the perceived image willzero in on targeted customers who are, inextremes, either prepared to pay for feelinggood about themselves or who insist on theavailability of quality foods at the lowestpossible prices. Prepared meals for themicrowave generation and, more impor-tantly, take-away cooked meals will changetraditional home cooking forever. Some ofthese changes will be a slow evolution anddependent on economic and social demo-graphics. Others will be more dramatic andmay well revolutionize the way food is mar-keted and enjoyed.
Affluent Change
The percentage of US households made upof married couples with children droppedfrom 45% in 1970 to 25% in 2000. Nodoubt the face of the family has changedwith increasing numbers delaying child-birth and baby boomers becoming emptynesters. Hectic lifestyles are the norm forlarge segments of society, such as workingwomen who try to juggle the impossibletask of being successful as a professional, amother, a wife and a lover all at the sametime. This development, together with agrowing number of single households, hasled to discerning consumers who needgreater flexibility in meal opportunities thatcan be indulgent yet healthy.
The future will focus less on familiesand redirect increasingly to the life-stage consumer segments. Marketing tochildren is one of the sub-categories.Instinctively, children know how to influ-ence the decision-making process of par-ents using negotiating skills and tactics toelicit good behaviour.
The reduction of family size and theincreased influence of outside communica-tion such as television and the Internethave made children into more equal familymembers earlier in their life. Translated to
food and fun, this means that ‘entertain-ment’ has become an essential part of thevalue that restaurants need to provide tostay ahead of the pack. A recent develop-ment is fast–casual dining at franchisedchain restaurants, which is the fastest grow-ing segment, but this has occurred at theexpense of independent restaurants.However, the pendulum of change is in fullswing. Newer restaurant styles are nowdesigned to deliver a dining experience at amore appealing fast–casual value, includ-ing home-style meals to solve the 5 o’clockdilemma for an increasing numberof people with busy households or‘won’t cook, don’t cook’ generations. Thechallenge is to provide a freshly prepared,great tasting and nutritious meal at a rea-sonable price for a large group of consumersthat are too worn out to fix a meal thatrequires time and effort. These fast–casualrestaurants with an upscale look andappearance probably try to integrate a cen-tre-of-the-plate serving, such as a functionalnon-meat protein-enhanced pre-cookedmeat portion or a pre-cooked meat ana-logue, together with freshly prepared con-temporary food selections featuring someclassics and ethnic culinary foods withprovocative bold seasonings from aroundthe world.
‘Globesity’
Calculations of a person’s caloric needsmust take into account activity levels.There has been a shift in the recommenda-tion for the minimum amount of physicalactivity. As recently as 1996, the UnitedStates Surgeon General suggested at least 30min of moderate activity on most days. Newguidelines in 2003 recommend that adultsand children exercise for at least 1 hour aday doing moderately intense physicalactivities such as swimming, cycling orsimply brisk walking. The reality, however,is that these well-meant recommendationsare impractical, based on the notion that atleast 50% of the US population is nowtotally sedentary. Should health promotersbe practical and reach for what is possible
Downsizing Super-sized Food 65
chap06.qxd 17/11/04 12:29 pm Page 65

or dogmatic and preach the unattainablegoals of 1 hour’s daily exercise?
The reason why alarming numbers ofpeople are overweight or obese is simple:They eat too much!
The socio-economic and cultural rea-sons are more difficult to explain andrequire input from many experts. The levelof overweight and obesity demands urgentaction on many levels in order to preventfurther increases in the prevalence of dis-eases. Whereas obesity is slightly morecommon in women than men, the percent-age of people who are classed as overweightis higher among men. Lower educationalstatus, more television and computer view-ing coupled with lower physical activityare each strongly associated with over-weight and obesity. It is obvious that thelatter confirms that sedentary lifestyleshave become the single biggest roadblockfor furthering the quality of life of society asa whole. Also people who are obese oftenare depressed and this is particularly truefor women with a poor body image.
Just as the medical profession is win-ning the war against vexing age-old dis-eases, a new enemy is rapidly emerging inthe 21st century. In the USA alone, about300,000 deaths per year are associated withoverweight and obesity. The World HealthOrganization (WHO) has blamed processedfood for the sharp rise in obesity levels andother chronic diseases around the globe.Body weights of Americans are at an all-time high and it is estimated that some 120million people fall into this category. On aworldwide basis, the numbers are evenmore staggering, with more than 1.7 billionpeople classified as overweight (=25% ofthe world population), of whom 312 mil-lion are obese, up from 200 million in 1995.According to the latest data (2003) fromWHO, the global profile of disease is chang-ing. Cardiovascular disease, cancer, obesity,diabetes, gall bladder disease, osteoporosisand respiratory disease now account forapproximately 60% of the almost 57 mil-lion global deaths annually. Overweightand obese people also have a major negativeimpact on the economy. These fat peoplecost more in health care than heavy smok-
ers and drinkers. In the USA alone a stag-gering US$115 billion is the economic set-back for medical claims, lost productivityand future earnings due to premature death.
The rates of obesity-related diabetes,cancers and heart disease put many of the300 million obese people worldwide atincreased risk. Obesity is poised to becomea global health disaster and it will beextremely difficult to bring it under control.There is a complicated interaction of pro-tein-peptides, hormones and geneticsinvolved in controlling appetite andhunger. There are, of course, radical meth-ods to control overeating. For example, amedical procedure called bariatric surgery,also known as stomach stapling, is anoption to reduce a patient’s stomach signif-icantly. However, these procedures canresult in serious side effects like blood clotsand internal bleeding.
Both the medical profession and nutri-tional experts agree that prevention is themost favoured option to battle this disease.Probably the greatest contribution tomankind of vegetable protein and soy pro-tein in particular is that these environmen-tally safe and sound foods are uniquely ableto pack premium protein quality into foodsthat contain low to medium calorie contri-bution for long-lasting weight management.Soy proteins simulate satiety much morerapidly than most animal protein formu-lated foods, which often also contain higherlevels of fat.
As people everywhere get bigger andheavier, the social impact is also enormous.For starters, American girls today shop forclothes that are roughly two sizes largerthan when their mother was at that age.Seats in airplanes, stadiums and furniturealso need adaptation. ‘Globesity’ hasarrived and will negatively impact all walksof society at unprecedented levels. Thebusiness implications are phenomenal andnot only are food companies addressingthese concerns, but pharmaceutical compa-nies are intensively researching for miracleslimming drugs, while cosmetic surgeonswork overtime to satisfy the need for lipo-suction.
Ten per cent of children between the
66 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 66

ages of 2 and 5 years are already over-weight, not to mention obese teenagers top-ping 15% in 2003. This major surge comeswith changing habits: only a small percent-age of children walk to school, they exer-cise much less and love to eat junk food atschool and at home to satisfy their sweetteeth.
Juveniles as young as 5 years showsigns of heart disease, and chances are thatthis generation will be the first to liveshorter lives than their parents. For somechildren, gaining weight can turn into amedical crisis.
Type 2 diabetes, an obesity-associateddisease once known as adult-onset dia-betes, now strikes children too. It is obviousthat American adults, 64% of whom areoverweight or obese, are not necessarily arole model for children or a good influenceon eating habits and activity levels.
Type 2 diabetes is a chronic disease inwhich the body does not properly produceor use the hormone insulin. Insulin helpstransport glucose from the blood into thecells, where it is used as the body’s primaryfuel. Overweight people face real healthproblems, such as higher risk of type 2 dia-betes, heart disease and cancer, but also suf-fer lack of mobility and an inability to useall body functions to full satisfaction.
Not just excessive fat consumption, butalso refined carbohydrates are to blame.Unlike whole grains which break downslowly in the digestive tract, refined carbo-hydrates surge into the bloodstream as glu-cose. Herein lies a main danger, because ifthe glucose is not immediately used as‘fuel’ for activities, the body needs to reactquickly to produce insulin to move the glu-cose out of the blood and deposit it in fatand muscle cells for storage. A rapidincrease in blood sugar stimulates a largerelease of insulin, the hormone that directsglucose to the muscle. High levels of glu-cose and insulin can have negative effectson cardiovascular health. It has been deter-mined that overweight or obese people whoare inactive can become resistant toinsulin’s effects and therefore require moreof the insulin hormone to regulate theadverse metabolic responses to carbohy-
drates. An occasional indulgence in foodabundance does no harm, but for sedentarypeople who have a habit of overeating thewrong foods, insulin production won’t besufficient and can thus trigger ‘adult onsetdiabetes’ or diabetes mellitus type 2, foster-ing many ailments of which heart disease isthe most important.
Lack of activity as well as over-nutri-tion is the real culprit in the obesity prob-lem. Physical exercise helps to controlinsulin levels, while ingesting certain foodcombinations, such as fat and sugar orstarches, elicits a massive release of insulin,allowing the body to become an ideal stor-age place for fat. Research indicates that amoderate but high-quality protein level infood intake is critical to stabilize bloodsugar, which is the underlying problem indiabetes.
Among the most worrisome symptomsare changes in blood chemistry that cantrigger future health problems. For exam-ple, elevated blood-sugar levels, a precursorof type 2 diabetes – formerly known asadult onset diabetes – is now soaring in theunder 20-year-old population in Westerncountries. As a result, complications likeeye damage, which usually takes years todevelop, are suddenly common in theyounger age groups also. (See Jenkins andKendall, 2003.)
Not only has society an obligation tofeed the hungry, but what about the stag-gering medical health bills of obesity? Itseems as if obesity and all the linked ill-nesses hit the poor hardest of all. Especiallyin the USA, high-calorie-dense ‘junk food’is cheap enough to afford on a low incomeand subsequently for many ‘eating to death’has replaced ‘eating to live’.
Super-size
Of course consumers themselves areresponsible for their food choices. But in allfairness some finger-pointing to theAmerican way of living is justified. Afterall, American fast food companies, in theirunrelenting drive to generate sales andprofits through a global empire of restau-
Downsizing Super-sized Food 67
chap06.qxd 17/11/04 12:29 pm Page 67

rants, have introduced super-sized andvalue-sized food portions. Marketing cam-paigns funded by almost unlimited adver-tising budgets directed at certain targetgroups to Americanize world food habitsdefinitely share some of the blame for mak-ing people eat more than is needed.Increasing the size of the serving portionshelps to spur sales, and subsequently prof-its from food generally rise when manufac-turers increase serving size. Researchclearly shows people eat more when they’regiven larger portions. Each restaurant andfood company has an incentive to get morefood on to the plates. There is no questionthat consumers suffer from portion distor-tion!
The trend toward super-sizing began inthe mid 1970s, but increased sharply in themid 1980s. From there on, the trend onlycontinued and perhaps that is why thedeveloped countries are now faced withtwo generations that clearly show a linearline between food-size and waist-size.
Super-sizing is not just happening withfries, burgers, pizza and soda pop. Equallyresponsible are the colossal sizes of bagels,muffins, chocolate chip cookies and crois-sants.
Super-sizing food portions and lack ofdaily physical exercise is therefore rapidlybecoming a global epidemic. More andmore countries, even some that were strug-gling to prevent hunger a few decades ago,are now wrestling with the dangers ofexcessive nutrition. The USA is a bad rolemodel, as a combined 37% of its adoles-cents and children are carrying excessivefat deposits. Europe, the Middle East, Asiaand sub-Saharan Africa are not far behind.
People who are obese as children havean increased risk of becoming obese adults.The surge in overweight and obesity willset the stage for a global explosion of ill-nesses that will not only drain economies,but also will severely affect the quality oflife of a great many millions of ageing peo-ple.
Americans are not just getting fatter;they are ballooning to extreme obese pro-portions at an alarming rate. The number ofextremely obese adults – those who are at
least 45 kg overweight, equalling a BMI of40 – has quadrupled since the 1980s toabout 4 million. For the USA, that worksout at about 1 in every 50 adults.
According to US government figures, in1984, 46% of the American population wasoverweight and 14% were obese. By 1994,the figures were 56% and 23%, respec-tively. By 2002, they had reached 65% and31%.
Americans, in particular, are proud tobe able to purchase super-size portions andare known to eat everything they are servedwithout actually realizing that the servingsizes are double or triple. Research pub-lished recently shows that, contrasted withstandard servings in 1982, today’s ham-burgers are 112% larger, bagels are 195%larger, steaks are 224% larger and muffins333% larger. Not to mention that a servingof pasta has increased by 480% and achocolate chip cookie has grown by a stag-gering 700%. Common sense indicates thatthere must be a connection between servingsizes and waist sizes.
For franchised fast food restaurants it isrelatively cheap to offer super-sized foodportions. Food costs are only marginallyhigher; therefore the marketing blitz todraw higher numbers of customers onsuper-value promotions obviously justifiesthe load of the extra but hidden calories. Onthe other hand, it is also true that any foodcan theoretically be part of a balanced dietif the portions are tiny enough. Once insidethe restaurant or drive-through lane, cus-tomers are enticed not to make intelligentand sensible decisions.
Although many countries havenational health guidelines for reducing obe-sity, very few countries actually have a planto implement these guidelines. In a way,schizophrenic behaviour occurs, becausepeople who want to eat right have to behaveabnormally. For example, most peopledon’t actually pay close attention to whatconstitutes a serving. ‘A serving is what isbeing served’, is a rather logical conclusion.
No longer is obesity only an adult prob-lem. In the USA at present, one out of fourchildren is overweight. There is a signifi-cant health crisis of obesity among chil-
68 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 68

dren, and one of the primary contributingfactors to the national epidemic of obesityis the fact that the dietary choices made byand for children are significantly devoid ofessential micronutrients. Children whoprincipally consume foods and beverageshigh in sugars and fats are usually lackingvitamins, minerals and fibre. In realitythese affluent children in the USA are asprone to the many illnesses associated withmicronutrient deficiencies as those chil-dren in Third World countries. To attackthis severe health problem it is necessary tofind a way to reach parents first.
The way food is promoted to targetedchildren has a distinct effect on their eatingpattern. It is highly likely that a link existsbetween promotional advertising and chil-dren’s eating habits. The real culprits arepre-sugared breakfast cereals, confec-tionary, savoury snacks and soft drinks.The influence of television and the Internetreinforces multi-faceted communicationcombining high-sugar and high-fat types offood with point-of-consumption activities.Usually these advertised diets contrastsharply with the recommendations of pub-lic health advisers and guidelines.
Overweight and obese children are notonly risking their health, they also feel tar-geted at school and in other social settings.Parents feel embarrassed as well, as it ishard to feel proud of their offspring. Sincethe 1990s the number of overweight chil-dren has grown rapidly. Even more worri-some are the strong indications thatoverweight children are more likely to stayoverweight or obese as adults. It looks likea script for a science fiction movie: obeseparents and undernourished children livingtogether in a high-tech house in a nice sub-urban community with empty streets. Afterall, television and computer screens andunsupervised snacking are the only exer-cise most children are accustomed to, whileboth parents are busy with their careers.
Legislation and Litigation
But let’s not be too harsh on the Americanlifestyle and food culture. Overweight and
obesity is quickly becoming a global battle.For example, in Germany every third childunder the age of 12 and every fourthteenager is overweight. Even in the well-known Mediterranean diet culture of wineand olive oil, waist sizes are slowly butsurely expanding to unprecedented levels.
Fast food companies are struggling tokeep consumers loyal and happy as theylook to higher-quality healthier food. Mostof these companies are ‘sandwiched’between their great tasting traditional menuofferings and the not-so-great-tastinghealthy modern foods.
Perhaps it is not a question of blame,but it is true that American food companiesshare much of the responsibility for export-ing typical American foods to nearly everypart of the world, with perhaps Africa asthe only exception. Clearly American foodand beverage companies in their unrelent-ing push to increase shareholder profitsdecided long ago to develop internationalmarkets for these unhealthy foods full ofunneeded calories. Proliferation ofAmerican choices of salty, fatty and sugaryfoods have clearly undermined the gener-ally healthier eating traditions of othercountries.
There has been a long-standing notionthat food companies were recession-proof.Not any longer! The companies with themost to lose generally market foods andbeverages with an overload of fat, salt andsugar. Consumer litigation will forceAmerican companies to adjust productportfolio in order to meet consumerdemands for healthier foods. Well knownbrand companies are currently workingdouble duty to reposition R&D projects andare facing an incredibly difficult task to sat-isfy both government food regulators and atthe same time meet consumer demand forhealthy yet tasty foods.
Still change is about to happen andrecently global fast food chains have selec-tively launched the first products aimed atpeople watching their waistline – low-fatchicken sandwiches and salads on menuscan now be seen as part of a well orches-trated makeover. Dieters also will be able toorder (fast) food meals that substitute salads
Downsizing Super-sized Food 69
chap06.qxd 17/11/04 12:29 pm Page 69

for french fries, bottled water for soft drinksand ‘bunless’ hamburgers and chicken pat-ties. For example, to reduce carbohydrateintake, ‘bunless’ hamburgers are wrappedin lettuce.
Is there an answer to the obvious para-dox of whether corporations can success-fully satisfy shareholder value and sellsmaller, healthier and tasty food portions atthe same time?
Early indications are that clearly thethreat of law suits has triggered more foodcompanies into action to change rather thanthey proactively sought healthier solutions.It is expected that large multinational foodcompanies which have much to lose willstart to trim portion sizes. But even so, thebottom line is that major change can beexpected in the years ahead. Perhaps thesediscussions will be more intense than thepublic’s debate on GM foods.
Another important variable in theavailability and positioning of healthyfoods is government regulations. The EUhas a tradition of strong regulations and hasproposed a directive that would make itmuch tougher for companies to make healthclaims on foods and beverages. In compari-son, the USA Food and DrugAdministration most recently made it eas-ier for food and beverage companies tomake health and nutrition claims. Theseinherent differences will undoubtedlyinfluence marketing dynamics and as aresult consumers on both sides of the pondwill need to be educated accordingly. Inthat sense, it seems as if the world is gettinglarger, instead of smaller.
Instead of becoming part of the prob-lem, the food industry should take positivesteps to become part of the solution. Thefood and meat industry should thereforeimplement proactive strategies, if only toavoid potentially onerous governmentintervention and/or reduce the risk of legalliability and damage to its public image.
Complexity
For some food companies it’s time to getsome innovative collective thinking in
place because it is clear that American fastfood imperialism not only has generated atleast two generations of over-sized andoverweight people, but equally important,we now are confronted with a society suf-fering from degenerative conditions such asheart disease, high cholesterol and highblood pressure, stroke, bone and jointweakening, osteoporosis and, not least,mental anxiety and depression.
On the other hand, fast progress intechnology-driven lifestyles has fast for-warded the attitudes and behaviour of peo-ple, yet slowed down physical activities todangerously low levels. Human genes areprogrammed to be physically active, andthe abundance of foods with large amountsof hidden calories has created an imbalancebetween caloric intake and calorie-burningactivities.
How long will it take before the evils ofthe couch-potato syndrome make way forsensible weight management? How canmassive numbers of people be motivated toreact and fit exercise into their daily lives?Based on current knowledge there is noquick-fix solution in sight. The complexityof the issues includes social infrastructure,changing food habits, sedentary behaviourand above all decreasing motivation forphysical activities. For example, thepopularity of some diets, such as the low-carbohydrate slimming methods, illustratesthat people are very willing to try easy andtasty ways to lose excess weight, eventhough some of these diets spark muchmedical debate about their long-termeffects.
Perhaps the time has come for foodcompanies in general and franchised fastfood restaurants in particular to give seri-ous thought to the earlier suggestions toinstall a Nutritional Advisory Board. Afterall, the past has proved that somehow,someone in the future is going to pay theprice for super-sizing the customers’ body.
Downsizing Food Intake
Increasingly, people eat because theyrespond to time of day, social environment
70 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 70

and impulses, such as smell, observation orjust thoughts. Although obesity has reachedepidemic levels, medical funding on a perpatient basis is extremely limited comparedto other health conditions, such as heartdisease, cancer, diabetes and HIV. Thefuture of healthcare costs to combat obesity-related diseases is beyond comprehension.But perhaps even more important is theoverriding issue of how to find communica-tion ideology and consumer platforms todiscuss these issues? So far the food indus-try and the scientific health professionalshave only contradicted each other with, asa logical consequence, consumers beinginundated with results touting glory ordoom for practically every single knownfood. Healthy food does not necessarilytranslate to elimination of a key ingredientsuch as fat. Consumers like to indulge inpure pleasure; they have come to expect itand it has resulted in concerned consumersshifting to weight management with moreemphasis on positive nutrition rather thanon negative nutrition.
For example, soy protein is now exten-sively being used beyond the typical use inmeat emulsions and water binders inprocessed whole muscle meats such asroast beef. Now a great many high-protein/high-fibre cereals together withready-to-eat food bars and ready-to-drinksmoothies deliver health benefits. Recentresearch shows that through a combinationof weight loss and physical activity, the riskof adult onset diabetes can be reduced dra-matically. Lean and high-quality protein,including meat, dairy and soy protein canplay an important role in a healthfullifestyle that prevents or manages degenera-tive diseases.
Being Fit
There is a growing belief that being over-weight, even obese, isn’t as unhealthyas being sedentary. Recent research atthe renowned Cooper Institute for Aerobicsin Dallas, Texas, showed that unfit leanpeople, as measured by performanceon a treadmill, were nearly twice as likely
to die as the fit, including the obese fit.This indicates that a more effective treat-ment might be a healthy diet with lotsof fresh fruit and vegetables and exercise,though not purely for the purpose ofweight loss. The latter draws attentionto a larger problem, which is the obsessionof modern society with appearance. Mostpeople work out not to get fit but to getthin and when that fails to happen theyquit the daily routine (Table 6.1). Obvi-ously there is a major challenge for healthcare professionals: getting people to focuson feeling better rather than looking thin-ner. Needless to say, it will take a greatmany years to dispel the myth that thinequals fit, and fat unfit. However, just to besure, the healthiest option is to be fit andtrim.
The most dangerous fat lies around theorgans, deep within the belly. Obese seden-tary women in particular tend to have more
Downsizing Super-sized Food 71
Table 6.1. Counting calories. Studies show thatexercise can promote good long-term health nomatter how much you weigh. A brisk half-hourwalk a day is enough to get the benefits.Combined with a healthy diet, it also helps tostave off obesity. How many calories does yourworkout burn?
Activity Calories per hour
Sitting 80Weightlifting 215Volleyball 215Golf 250Lawnmowing 325Walking 325Kayaking 360Dancing 395Waterskiing 430Hiking 430Aerobics 505Racquetball 505Tennis 505In-line skating 505Skiing 575Hockey 575Martial arts 720Bicycling 720Running 720Swimming 790
chap06.qxd 17/11/04 12:29 pm Page 71

intra-abdominal fat and thus are at higherrisk of heart disease, stroke, high bloodpressure and diabetes, as well as cancer,including uterine, breast and colon cancer.Exercise significantly lowers the amount ofbody fat, including lowering the amount ofintra-abdominal fat deposits. A recom-mended level of exercise is 45 min a day, 5days a week. People who store their fataround the stomach are at higher health riskfor chronic conditions than people whostore fat in their buttocks and thighs. (SeeBurke, 2002.)
Nutrigenomics
Government, healthcare professionalsand the entire chain of food processorsmust unite and develop a plan thatuniquely incorporates health cuisinesand physical activity. They should beproactive over health and diet guide-lines rather than just compile statisticsand react only on signal trends accompa-nied with the occasional warnings.Continuing contradictions and confusionare not helping people who want to be incharge and try to stick to a balanced andnutritionally sound diet. In the past, dietaryguidelines were directed at the whole pop-ulation and based on the recommendationsfor the majority of consumers. However, itis clear that in developed countries whereaffluent consumers already ‘enjoy’ anabundance of food choices, individuallycustomized food selections are needed inthe search for health, well-being andlongevity.
Functional niche foods of today willmost probably transform into normal foodoptions addressing the needs and wants ofpeople who are prepared to spend extra onfoods in order to remain energetic, mentallysharp, not to mention delay the onset ofage-related diseases such as osteoporosis,cancer and heart disease and boost theimmune system. On the horizon, food orpharmaceutical companies eventually willexploit nutrigenomics to develop func-tional foods tailored to meet the needs ofindividual people with specific genetic
traits. Nutrigenomics is the under-standing of how dietary chemicals affectindividual health by interacting with theirindividual genetic make-up, altering theexpression or the structure of the genes.Eventually genetic manipulation couldbecome a common form of treatment. If onething is certain, the end of the seismic effecton the slimming business is nowhere insight.
Most people know that the secret of along and healthy life is to avoid an excess ofcalories and to eat plenty of fresh vegetablesand fruit. It is expected that sometimebefore 2010 nutigenomics will offer peoplepersonalized and effective dietary advice toprevent or even cure non-communicablediseases such as cancer, Alzheimer’s, heartdisease and osteoporosis. Human bodiesreact to what they eat, but not all bodiesreact in the same manner. People eat manydifferent kinds of foods and many ofthese foods contain hundreds of com-pounds in addition to the basic protein,carbohydrate, fat and vitamins. Muchresearch still lies ahead and scientists needto identify the important plant micronutri-ents and figure out how much people needto consume.
At first glance, nutrigenomics and meatproducts do not have much in common.However, that might change when person-alized healthcare is implemented and spe-cific metabolic signatures or profiles predictthe interaction of the human body withdifferent nutritive and non-nutritivecomponents present in processed meatand lifestyle foods, such as meat analogues.In this sense, it is reasonably certain thatthe soy protein ingredients used in meatproducts will be preferred for more thanjust technological and organolepticalreasons.
Lifestyle Dimensions and BlurredDemarcations
Although it started a few decades ago as afragmentation of movements, vegetarianismwill ultimately lose its position as a nichemarket segment and slowly but surely inte-
72 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 72

grate into mainstream diets. Vegetarianismhas been instrumental in providing peopleof all walks of life with a realization of itsvalue to both the environment and health.The contributions of the vegetarian move-ment have evolved to a greater awareness ofboth socio-economic and health-drivenissues. Now that this awareness has pene-trated a large part of the population, it canbe anticipated that vegetarianism will loseits strict definition and slowly move into amass market positioning. Eventually, ‘vege-tarian’ will become part of the catch-all seg-ment ‘lifestyle foods’.
The last few years have signalled thatvegetarianism is on the wane, but fortu-nately the decline is overshadowed by thegrowing number of meat reducers orlifestyle food consumers. Rapid growth ofvegetarianism in the early 1990s is levellingoff, and instead a significant demographicmovement is actively reducing meat intake,especially the fashionable and psychologi-cally driven lifestyle food consumers suchas young professionals and young urban-ites. Consumers in the first decade of the21st century are much more individualisticand want their purchases, including foodselections, to reflect a different set of per-sonal values. For food marketers it is impor-tant to monitor these changes to stay aheadof the curve. While it is true that vegetari-anism is on the decline, actively reducingmeat consumption is definitely in vogue.To a certain degree, demographic trends areinfluencing the way in which food willdevelop. Demographic changes, albeitsubtle, change faster than marketers liketo acknowledge. For example, the num-bers of the youth market are dwindling,while at the other end of the scale aspira-tional consumers over the age of 50 are sky-rocketing.
However, wait a minute: marketersshould not abandon the influence of thenew generation either. Youngsters defi-nitely look at food differently. It is impor-tant to realize that the younger generationgrowing up with moderation of (red) meatintake will have no problems embracinggenetic modifications or the addition of cer-tain natural components in foods to meet
goals such as environmental, mental andphysical well-being as well as dealing witha rapid growth of intolerance to substancessuch as wheat gluten and many other formsof food-inflicted allergies. Today’s childrenare growing up faster than any previousgeneration and their interactive mindsetdemands instant gratification. Increasingly,these young consumers turn to brand-names for security and affirmation. Foods,including a growing selection of pre-pack-aged performance and fun foods, thereforeneed to meet the demands of quality, trust,honesty and safety.
Meat consumption is certainly influ-enced by the attention generated by vege-tarianism, which has affected people’spurchasing decisions. For example, there isa trend toward reducing the meat portionsor opting for meat-free meal days a fewtimes a week. For nearly all trends, meat-free alternatives will evolve to a pointwhereby ultimately the distinction betweenmeats and meat-free will be blurred in boththe organoleptical sense and in the percep-tion of the consumer. In the next decade, itis likely that the traditional demarcationsbetween certain processed meats and meatanalogues will fade.
Despite the trend towards smaller meatportions, indulgence is here to stay, andmany consumers will have no problemwhatsoever in continuing to make theirchoice of restaurant on the serving size ofthe sizzling steak, not the quantity of thevegetable serving.
New Diet Proposals
The new diet proposals by the USADepartment of Agriculture (USDA) reflectthe fact that for the first time considerationis given to people’s age, gender, weight andthe amount of exercise. More than 60% ofadults and 13% of children are overweight,according to the USA Federal Center forDisease Control and Prevention. More than50% of the US population and overweightpeople don’t get enough exercise and theurgent message needs to go out to the pub-lic that they have to eat less. The bottom
Downsizing Super-sized Food 73
chap06.qxd 17/11/04 12:29 pm Page 73

line is that a behavioural change is requiredand it will come as a shock to most peoplewhen they realize how few calories they areentitled to in their daily diet.
For starters, the new dietary recom-mendations suggest that most women aged35–70 years should eat 1600–1800 caloriesa day, and that for men in the same agegroup the range should be 2000–2200 calo-ries. In the past it was assumed that mostpeople were active and the above-mentioned calorie intakes were routinelyprojected to be about 600 calories higher.The new USA food pyramid proposal hasundergone revision, although its basicpremise will remain the same and con-sumers still will be encouraged to limittotal fat intake to just 30% of all their calo-ries and saturated fat to less than 10%. Thenew pyramid makes grain, of which 50%should be whole grains, the largest compo-nent in the diet. Fats, oils and sugars shouldbe eaten sparingly, while the consumptionof foods high in Omega-3 fats, such as fish,should be encouraged. Also the new dietaryproposals include recent nutritional stan-dards for vitamins, minerals, fibre andmacronutrients like protein, fat and choles-terol. For example, recommended choles-terol intake should be 300 mg or less andsodium intake should not exceed 2400 mgper day.
The new USA diet proposals replacethe 1992 food pyramid and shouldcome into effect by 2004. The new pyra-mid and its dietary guidelines are muchmore individualized than in the past. Thatis a major improvement, though the realissue remains that the majority of peopleare still largely unaware of how many calo-ries they consume in relation to dailyexpenditure.
In the first USDA food guide pyramid alot of emphasis was given to limiting fatconsumption. Looking back it can be con-cluded that the latter was a major oversim-plification because it has become clear thatnot all fats are necessarily bad nor all com-plex carbohydrates good. The ‘fat-is-bad’mantra provoked the idea that carbohy-drates are good. Monounsaturated orpolyunsaturated fats have a beneficial effect
on a positive LDL (bad) to HDL (good) cho-lesterol ratio in the blood, thus decreasingthe risk for development of coronary heartdisease. The consumption of trans-unsatu-rated fatty acids found in many bakedgoods, fried foods and margarines shouldbe minimized because these transfatsincrease triglycerides while reducing HDL.Transfats should therefore be avoidedbecause they have no place in a healthydiet.
If anything has been learned from thepast 40 years it is that calorie intake hasgone up through super-sizing food intakewhile mini-sizing daily exercise. It will bedifficult to make people aware that highcalorie intake and a sedentary lifestyle areon a collision course with physical andemotional well being.
Atkins Revolution
The diet pendulum has gone from oneextreme to the other. In little less than 10years the diet story has changed from no fatto no carbohydrates. As usual the foodindustries are quick on their feet and arenow racing to please dieters with foodpackages that boast the number of ‘goodcarbohydrates’, ‘bad carbohydrates’, not tomention ‘net carbohydrates’ and ‘glycaemicindex’.
Dr Robert C. Atkins became a keyplayer in the field of weight loss when hepublished his bestselling book DietRevolution in 1972. Despite an avalanche ofcriticism from ‘traditional’ nutritional andmedical experts, Dr Atkins’ views not onlysurvived into the 21st century, but grew tobecome the most successful weight man-agement plan of all time.
Studies show that the followers of theAtkins philosophy can expect to lose 3–9 kgover the first 2 weeks while eating foodsthat most weight loss diets want to elimi-nate. The Atkins plan allows people toadhere to their lifestyle while adjustingfood intake by minimizing carbohydrateconsumption.
Basically, the Atkins diet is ‘high pro-tein’, ‘high fat’ and no/low carbohydrates.
74 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 74

By withholding carbohydrates, the body isforced into ketosis (lipolysis), thus switch-ing the metabolism to burning mainly fatfor energy. Since not all carbohydrates arecreated equal, in the Atkins philosophy it isessential to simply eliminate the‘unhealthy’ or ‘bad’ carbohydrates madefrom white flour, rice and potatoes togetherwith table sugar and replace them with‘healthy’ carbohydrates that are present insome fruits, non-starchy vegetables, seedsand nuts. Once the target weight has beenreached, a lifetime weight management dietallows a gradual increase in carbohydratesuntil the Atkins carbohydrate equilibriumis reached.
Although low- or no-fat claims won’tfade away anytime soon, it can be expectedthat the pendulum will swing back andreorient toward a focus on the importanceof total calorie intake, as opposed to ham-mering messages about cutting fat calories.The latter messages have sadly failed, and itis no longer enough to make low- or no-fatclaims on labels. On the contrary, manymillions of dedicated consumers havemade the decision to embrace the Atkinsdiet. This diet promotes a carefully scriptedfood intake of high protein and high fat atthe expense of carbohydrates. (See Atkins,2002.)
Despite many years of promoting lowfat diets, consumers have had it with emptypromises and are now following the ‘dietthat works’. As a result, an avalanche of‘low carb’ foods is being introduced and, forexample, diet-conscious shoppers areactively seeking more cookie alternatives inthe fast-growing healthy bar category. Thelow carb diets have made some traditionalfoods such as bread, pasta and rice an at-risk category almost overnight. There defi-nitely is a migration from those foods thatare perceived as unhealthy to those foodsthat are perceived as healthy. The pendu-lum in full action. Meanwhile, sales ofhealth-oriented bar snacks and granola barshave jumped as increasing numbers of peo-ple change their eating habits in the quest ofbody weight reduction and improvedhealth. This trend will keep the pressure onbig food companies to react quickly by
offering perceived healthier foods.Unthinkable only a year ago, even fast foodcompanies are now jumping on the band-wagon and have started to sell the sacredall-American burgers without the bun.Bakeries are rushing to develop low carbbread alternatives that contain wheat gluta-mine protein. These are unprecedentedchanges in fast food dogmas and the philos-ophy of super-sizing carbohydrates throughofferings of french fries, refined grain bunsand sugar-loaded sodas clearly have back-fired. Low carb burgers are now part of alifestyle that also includes regular exerciseand a balanced diet.
For a growing number of people a lowcarb plan is just what is needed to kick-starttheir diet to reduce bodyweight in search ofincreased self-esteem and well-being. Itthus can be expected that diet regimenssuch as the Atkins diet, the South Beachdiet and the 40/30/30 diet that include newfoods with a low glycaemic index (low GI)will capture market share from the manylow fat foods that were state-of-the-art onlythree years ago. The late Dr Robert C. Atkinscoined the term ‘net carbohydrates’, mean-ing the measurable impact on blood-sugarlevels, such as carbohydrates found insugar, potatoes and white bread. Theglycaemic index is a ranking of howquickly the body converts a carbohydrate tosugar. Slow release carbohydrates or ‘good’carbohydrates are fibrous foods such asbroccoli, whole grains like barley, oat andbran cereals and fruits such as apples.Soybeans have a very low glycaemic index,meaning they have little effect on glucoselevels.
It is clear that the definition of slim-ming foods has changed also. Under theAtkins philosophy slimming foods areenriched with proteins and these hyper-proteinated foods may contain ‘healthy’amounts of fat also. As a result, low carbfood selections such as promoted by DrAtkins are based on avoiding hyperinsulin-ism. This mechanism occurs when exces-sive insulin is produced after carbohydratesare consumed, which in turn could causefat storage, diabetes and a craving for morecarbohydrates. Proteins are widely used in
Downsizing Super-sized Food 75
chap06.qxd 17/11/04 12:29 pm Page 75

weight management foods due to theirlower calorie values than fat – 4 kcal/g ver-sus 9 kcal/g for fat – and also because pro-tein cannot be deposited in the body in theform of fat. Adhering to such a weight man-agement system is the most direct mecha-nism for burning fat. When carbohydratesare not available for energy, the bodyswitches to its back-up system for fuel:body fat.
A major step forward in the right direc-tion would be to universally accept a newand innovative approach to the USA foodguide pyramid. Authorities, medical healthexperts and the food industry have come torealize that there is no single nutritionalsolution for people battling overweight,obesity, diabetes and heart disease. Clearlycalorie-counting approaches, as supportedby low fat foods, have not been successfulfor many of the approximately 60% of ourpopulation who have been using low-fatdiets over the last few decades. Slowly anew thinking has become accepted for theindividualization of nutritional approachesand for food guidelines to allow also a con-trolled-carbohydrate option based on theexisting and emerging scientific researchthat supports the safety and efficacy of con-trolled-carbohydrate nutrition. A typicalcontrolled-carbohydrate food guide pyra-mid emphasizes a wide range of proteinsources and nutrient-dense carbohydrates,such as most vegetables, certain fruits, nuts,dairy products and whole grains, that havea low impact on blood sugar. The majorbenefit of this weight management diet isthat the average overweight person can fol-low this lifestyle diet, eat until satisfied andachieve a healthy balance of fats and othernutrients all without having to count por-tions or calories.
Although the scientific verdict aboutprolonged use of the Atkins diet is stillunder debate, the Atkins diet has most cer-tainly challenged the philosophy that lowfat diet was considered the best way to con-trol weight. After decades of stressing theneed for low fat diets, now the importanceof carbohydrate management is at the fore-front of consumer’s attention. For weight
management the ‘right’ type of carbohy-drate is gaining rapid exposure. This isreferred to as Glycaemic Index (GI) and itranks carbohydrates according to theirimmediate impact on blood glucose levels.The Glycaemic Index is a numerical systemof measuring how fast a food or ingredienttriggers a rise in circulating blood glucose;the higher the GI, the greater the bloodsugar response. Therefore, a low GI foodwill cause a small rise in blood sugar levels.Studies show low GI foods benefits diabet-ics’ type 2, assist weight control and helpreduce the risk of coronary heart disease. AGI-based diet has been of particular interestin Australia and is likely to become morepopular in North America and WesternEurope. It is clear that a host of new func-tional ingredients will be introduced tohelp formulate low GI foods. For R&Ddepartments it will be important how car-bohydrates are digested and utilized in thebody, thus predicting the technical factorsaffecting the GI values. Consumers withrestricted diets still desire the convenienceof processed foods, providing their needsare met. With more people following thesealternative diet philosophies, food manu-facturers have the opportunity to deliverproducts with a measured GI value andthus allow consumers to proactively engagein personal diet and weight management.To avoid confusion the food industry needsto reach a decision of how best to commu-nicate a low GI diet to consumers. For afood segment that is about to become main-stream it is of paramount importance tolabel products accurately enabling con-sumers to make intelligent purchasing deci-sions.
Vegetable proteins and soy proteinsare of particular interest in special dieteticfoods because they are much less likely tobe accompanied by fat and cholesterolthan animal proteins and thus contributeto balanced food formulations. Soyprotein isolate is highly suitable forweight management due to its completeamino acid profile and the presence of nat-urally occurring isoflavones. (See Holt,1999.)
76 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 76

What’s Next?
Unfortunately, in the next few years, thesaga of confusion and disagreement overdietary correctness will continue to influ-ence food purchasing decisions and eatinghabits. However, there is no reason not toadopt a cuisine that incorporates scientificevidence already known. Science is clearlylinking plant-rich diets to the avoidance ofmodern degenerative diseases, such as obe-sity, cancer, osteoporosis and heart disease.However, with all the progress that has
been made, society still has not found ananswer to making people eat less and exer-cise more. After all, although most peopleknow that they are personally accountablefor their weight, it is extremely difficult forthem to adopt a healthier lifestyle. It is notso much the awareness of being overweight;rather it is the struggle to do somethingpractical about it. For long-lasting effects itwill be essential to take single foods beyonda vague ‘low fat’ or ‘lighter’ offering, anddevelop complete menus so that consumerscan make educated and clear choices.
Downsizing Super-sized Food 77
References and Suggested Reading
Atkins, R.C. (2002) Dr. Atkins’ Age-Defying Diet. HarperCollins, New York.Azadbakht, L. (2003) Beneficial effects of soy consumption for people with type 2 diabetes.
National Nutrition and Food Technology Research Institute. Tehran, Iran. EuropeanJournal of Clinical Nutrition 10/2003.
Burke, L.M. (2002) The World of Ingredients 11, 56–64.Fajcsak, Z. (2002) The role of exercise and a low-glycaemic index diet in the treatment and
prevention of visceral obesity. The World of Ingredients Sports Nutrition Supplement41–44.
Firn, D. (2004) Eat your way to good health. Financial Times 20 February.Hastings, G. (2003) Does Food Promotion Influence Children? A Systematic Review of the
Evidence. British Food Standards Agency. University of Strathclyde Centre for SocialMarketing, UK.
Holmes, M.D., Colditz, G.A. and Hunter, D.J. (2003) Meat, fish and egg intake and risk ofbreast cancer. International Journal of Cancer 104(2), 221–227.
Holt, S. (1999) The Soy Revolution. Random House, New York.Hoogenkamp, H.W. (1989) Low-calorie sausages, spreads and mousses. Fleischerei 40(11)
IV–V and 40(12) III–IV.Hoogenkamp, H. (1996) A license to overindulge. Meat International 6(4), 42–44.Hoogenkamp, H. (2000) Food – the medicine of the future. Meat International 10(5),
16–18.Hoogenkamp, H.W. (2003) Downsizing super-sized food. Meat International 13(10),
30–32.Jenkins, D.J. and Kendall, C.W. (2003) Type 2 diabetes and the vegetarian diet. American
Journal of Clinical Nutrition 78(3 suppl), 6105–6165.Newsweek (2003) Globesity. Newsweek 20 January, 38–43.Shore, S. and Shinkai, S. (1999) Immune responses to training: how critical is training vol-
ume? Journal of Sports Medicine and Physical Fitness 39, 1–11.Stroescu, V., Dragan, I., Simionescu, L. and Stroescu, O.V. (2001) Hormonal and metabolic
response in elite female gymnasts undergoing strenuous training and supplementationwith Supro brand isolated soy protein. Journal of Sports Medicine and PhysicalFitness 41, 89–94.
chap06.qxd 17/11/04 12:29 pm Page 77

Van Loon, L.J.C., Saris, W.H.M., Kruijshoop, M. and Wagenmakers, A.J.M. (2000)Maximizing post exercise muscle glycogen synthesis: carbohydrate supplementationand the application of amino acid or protein hydrolysate mixtures. American Journalof Clinical Nutrition 72, 106–111.
78 Chapter 6
chap06.qxd 17/11/04 12:29 pm Page 78

History has shown that people are oftensceptical and hostile when confronted withbreakthrough technologies, especiallywhen it comes to such an important matteras food. There is no doubt that Americancompanies early on in the introductorystage of genetically modified organismshave raised false and misleading expecta-tions, including making predictions thatwere too self-beneficial and self-centred. Asa logical result the consumer became con-fused by the extreme complexity of under-standing the subject.
Mankind has selected animals, plantsand microorganisms for many centuriesand as such has enriched the wholesome-ness of our current food supply by inten-tional crossbreeding to improve uponhereditary make-up. Therefore gene-tech-nology is not really something new.
Since the dawn of mankind peoplehave used ingenuity and technology tomake life easier and safer. Change through-out the world is accelerating with increas-ing pace. Change can be divided intoclassical or agricultural-driven, such as cul-tivating seeds and domesticating animals,and technology-driven change such as coaland oil energy, steel and computers.
The agricultural civilization precededthe technology-driven era by thousands ofyears. Ever since the Middle Ages, technol-ogy-driven inventions have overpoweredthe earlier agricultural domination.However, it can be theorized that the tech-nology-driven industry in the classicalsense of the word, for example utilizing
non-renewable energy sources such as oiland clean water, will ultimately be super-seded by a new kind of fundamental tech-nology. This technology will be driven by aclear and concise understanding of livingorganisms, or in other words, modernbiotechnology.
Currently biotechnology is only in theStone Age. Despite current controversies,agriculture has only scratched the surfaceof biotechnology.
Biotechnology will enable civilizationincreasingly to utilize renewable energysources, such as sunlight, water and soil, tomeet consumer needs with products thatcan be recycled. That will provide a rapidlygrowing world population with some eco-logical sustainability. Biotechnology alsohas the potential, when managed carefullywith ethical and economical constraints, tobe more efficient, cheaper, cleaner andmore flexible. Above all, biotechnology canleave significantly fewer ‘fingerprints’ interms of waste control and management.
Our imagination cannot fully compre-hend the magnitude of the huge changesahead that will affect our lives forever. Agreat many products could be growninstead of manufactured from non-renew-able components. For example, biotechnol-ogy allows plastics to be ‘grown’ using themaize plant as a vehicle. Soybeans can begenetically turned into ‘coffee’ beans, andtropical fruits such as bananas could beused as a vehicle to allow vaccines for epi-demics such as hepatitis to reach thepoverty-stricken millions in developing
79©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
7Genetically Modified Organisms (GMOs)
chap07.qxd 2/11/04 9:23 am Page 79

countries who are in desperate need ofmedicines to finally eliminate these degen-erative diseases.
Biotechnology typically involves theuse of recombinant DNA technology, whichis a process of inserting specific genes orcombinations of genes from a variety ofsources. Modern biotechnology is more pre-cise and predictable than traditional tech-niques, and it is clear that this technology isonly at the early stage of commercialization.However, the truth is most probably that thebiotech companies first and foremost tar-geted industrialized, large-scale farmers toincrease profits. However, it is clear that inorder to be successful, the next step mustprovide economical and ecological benefitsfor the largely neglected countries experi-encing water shortages or famine. In thelonger term, biotechnologies will probablysupercharge and transform farming in bothindustrialized and developing countries inorder to achieve topline growth.
Golden rice, a rice rich in beta-carotenewhich the body converts to vitamin A, is anexample. Millions of children still sufferfrom blindness, skeletal deformities andanaemia. Other examples of biotechnologyare the development of foods without life-threatening allergies such as present inshrimp and groundnuts, the availability offruits and vegetables with a longer shelflife, not forgetting the development of foodswith fewer anti-nutrients and the presenceof heart-healthy fats and foods with vac-cines delivery systems. More modificationsare on the horizon, including the insertionof genes to trigger production of iron infoods, which could be a powerful tool totackle the problem of anaemia, especially indeveloping countries.
Likewise, the ability to crossbreeddiverse forms of life will have a profoundimpact on world agriculture. Crops, includ-ing soybeans, can be made drought-tolerant, or produce their own pesticidesand increase crop yield. These develop-ments will demonstrate a much better ide-ology, economic and social value indeveloping countries.
The biggest advantage of biotechnologyis the potential of providing greater health
and wealth to many tropical areas of theworld, especially those in extreme povertyand hunger. The Western world should nolonger tolerate the fact that the other half ofthe planet is devoid of the very basics takenfor granted in developed countries.Biotechnology, together with the comple-tion of the human genome project, willbecome a powerful tool for addressing exist-ing inequalities in wealth, food and health.
However, it is absolutely necessaryacross all levels of society that consensus bereached. The potential negative side effectsof biotechnology need to be avoided oreliminated from the start. This can beaccomplished by an honest dialoguebetween scientists, economists, businessleaders, consumers, religious leaders, envi-ronmentalists and farmers. Only then canthe ‘dark side’ of biotechnology, includingthe selective use of human genes, be turnedinto a positive enabling science to bringhumanity to a new and unprecedentedquality of life.
For the next 10 years, biotechnologyfirst and foremost will prove its value towardincreased harvest quantities and qualities,including nutrition. This early developmentwill be followed by using biotechnology totransform the world economy into a mecha-nism where wealth and health is sharedmore equally, together with the advance-ment of biotechnology-generated medicalbreakthroughs, including stem-cell use.
Honest Communications
People who have a deep-rooted mistrust ofbiotechnology should be included in thedialogue. Their views and opinions shouldbe taken seriously. Fear of biotechnologycan be slowly changed to a positive aware-ness by demonstrating that through strictcontrol the science will ultimately prove tobe a cornerstone for sustainable world foodproduction and health improvement. Auniversally accepted natural evolution of‘green’ technology progress will signifi-cantly contribute to closing the gapbetween food excess in some countries andstarvation elsewhere.
80 Chapter 7
chap07.qxd 2/11/04 9:23 am Page 80

One of the current drawbacks of cropsproduced by biotechnology is the intellec-tual property constraint. Countries inAfrica are little more than an afterthought,and American biotech companies obviouslysought out more lucrative market potentialin Europe, USA, Canada and Japan. This isclearly demonstrated by the many courtcases concerning intellectual propertyrights for inherited genetically modifiedtraits. African food staples like cassava,sorghum and millet received little attentionfrom biotech companies, who rather spentthe money on the commercial crops such assoy and maize for the rich countries. EvenUS universities share some of the blame.Rather than contributing to humanitariandevelopment of GM foods in developingcountries, they preferred to sell the intellec-tual property rights to cash-rich multina-tionals.
The vast majority of GM research at par-ticipating Universities is supported throughpublic funding. As the public withdraws itssupport for GM foods, so goes science. Thislooming danger should be avoided. Even theagro-biotech industry now agrees that thepresent ranges of GM crops should benefitall societies, including farmers, the environ-ment as well as consumers. Often, the foodindustry fails to clearly communicate to thepublic the advantages of this new technol-ogy. The challenge for regulators, scienceand multinational food companies is how toclearly communicate with the consumersuch advantages as better taste, more nutri-tion and lower prices.
Of course, there is a risk that a fewcompanies selling GM seeds at significantpremiums might increasingly dominate theworld’s agricultural infrastructure. There issome justification in the fear that farmersand ultimately consumers will become thevictims of a new kind of economic imperi-alism or colonialism by American andEuropean agro-biotech industries.
GM Diversification
In principle, GM foods can be grouped asfollows:
� The food itself contains GMO. For exam-ple, tomatoes, soy milk.
� The food contains active or live GMOssuch as moulds, fungus as protective cul-tures in dry fermented sausage, or lacto-bacilli bacteria in yoghurt.
� The food contains inactivated GMO-based ingredients or trace elements suchas amino acids, enzymes and vitamins.
It is projected that by 2005 nearly 80% ofall enzymes will be genetically engineered.These biotech methods will ultimatelyreplace many chemical processes. Thesenovel food constituents allow the foodindustry to embark upon a revolutionaryjourney where designer foods for examplecan take the place of pharmaceuticals tosupport cardiovascular health, remove thedangers of allergies, and decrease environ-mental dependence on climate and freshwater supply.
To move forward it will be essential tofocus on specific situations in specificcountries and compare all possible optionsand approaches in agricultural research andeconomics and compare these results withthe potential cost of doing nothing.
GM foods have already become a sig-nificant part of the food supply, rangingfrom cake mixes to veggie burgers andcheese. The consumer doesn’t know aboutthe presence of these gene-altered foods oringredients unless they are motivated tolook for specific labelling. This is similar tothose people who believe organic foods arebetter and thus seek these organic-labelledchoices. For example, there is a strong par-adox in the psychologically driven behav-ioural attitude in the mind of consumerswhen it comes to soy protein nutrition.While soy may appeal to the vegetarian andorganic consumer, the same consumer – atleast in Europe – tends to have a doublestandard when it relates to biotechnology.
Most people have been slow torespond, but now are beginning to under-stand that the world has come to a junction.It is essential that a clear decision be madeconcerning which road to follow regardingGM foods. There should not be a regulatorypatchwork but rather a strong consensus
Genetically Modified Organisms 81
chap07.qxd 2/11/04 9:23 am Page 81

from all sectors of society on the issue.Biotechnology should be universallyaccepted as the application of modern sci-ence to biology, while at the same time safe-guarding public interest.
Biotechnology is here to stay (Table7.1); however, it would be smart to engageconsumers in a meaningful discussion onthis breakthrough technology so as not tocause fear of the unknown. New technolo-gies, especially as they pertain to thegenetic make-up of foods, should not beintroduced before the consumers are readyto accept it. Anti-biotech environmentalistsand activists have alarmed people aboutGM foods; this has created a backlash thatwill take years to heal. Environmentalactivists fuel an anti-science mentality, andcleverly capitalize on the break betweentraditional plant breeders and molecularbiologists. Also, anti-biotech activists are
pushing the industry to counter the nega-tive perceptions about biotechnology withpositive, scientifically proven responses. Itis understandable that people fear theunknown. Regulatory policy, however,should be based on sound science ratherthan simply satisfying the often-hiddenagendas of special-interest activists orextremists whose only motives seem to beto undermine progress.
The public’s image of GM foods will beboosted strongly when the consumerclearly sees benefits such as improved taste,improved convenience, improved nutritionand above all disease-fighting capabilities.Subsequently the next phase of GM cropsshould preferably bring premium foods,biodegradable plastic and above all food-based pharmaceuticals, including the use ofgenetically modified bacteria for producinghuman insulin to treat the many millions of
82 Chapter 7
Table 7.1. Biotech timeline.
1800 BC Yeast is used to make wine, beer and leavened bread. This is the first time people usemicroorganisms to create new and different foods.
1700s Naturalists begin to identify many kinds of hybrid plants – the offspring of breeding betweentwo varieties of plants.
1861 Louis Pasteur develops his techniques of pasteurization, and defines the role ofmicroorganisms, establishing the science of microbiology.
1865 From experiments on pea plants in a monastery garden, Austrian botanist and monk GregorMendel, the father of modern genetics, concludes that certain unseen particles (later identi-fied as genes/DNA) pass traits from generation to generation.
1922 US farmers first purchase hybrid seed maize created by crossbreeding two maize plants.Hybrid maize accounts for a 600% increase in US maize production between 1930 and1985.
1944 Researchers determine that DNA, present in the nucleus of every cell, is the substanceresponsible for transmission of hereditary information.
1970 Norman Borlaug becomes the first plant breeder to win the Nobel Prize for his work onGreen Revolution wheat varieties (high yield).
1982 The first commercial application of biotechnology is used to develop human insulin fordiabetes treatment.
1983 The first plants are produced using new biotechnology methods.1990 The first food modified by biotechnology – an enzyme used in cheese making – is approved
for use in the United States.1991 The Food and Drug Administration (FDA) concludes that foods enhanced through
biotechnology, as a class, should be regulated in the same fashion as those developedthrough traditional methods.
1995 The first soybean developed through biotechnology is introduced.1996 US government fully approves 18 crop applications of biotechnology.1999 Researchers announce the development of a ‘golden rice’ that is rich in beta-carotene, a
precursor to vitamin A, to help prevent childhood blindness in developing countries.
Source: DuPont Magazine No. 3, 2000, p. 5.
chap07.qxd 2/11/04 9:23 am Page 82

people with diabetes. The latter products inparticular will have strong potency toquickly change public perception into amajor positive one.
GM Legislation
Biosafety protocols to regulate trade inGMOs are being put into place to demon-strate to the international community thatthe concerns of consumers about health andsafety are being taken seriously. Legislationto regulate the use of GMOs is already inplace in some countries. Still, there are nobinding international agreements coveringliability in the event of accidents leading toenvironmental or human health damage. Itis obvious that countries with a vestedinterest in the success of GMOs wouldrather accept differing national legislationthan agree to a universal restriction proto-col. Only recently the EU published athreshold below which mandatory labellingwould not be required. (See Bennet, 2003.)
New rules on the labelling of geneti-cally modified food will have come intoeffect throughout the European Union fromApril 2004. Under the new EuropeanCommission regulation on GM food andfeed, all ingredients that contain or consistof GMOs, or contain ingredients producedfrom GMOs, will need to be labelled assuch. A threshold of 0.9% will apply for theaccidental presence of GM material, belowwhich labelling of food or feed is notrequired. There will also be a 0.5% thresh-old for the presence of GM material that hasnot been approved for use in the EU, pro-vided it has a favourable safety assessmentfrom the EU scientific committees. This lat-ter threshold will apply for 3 years. The reg-ulations will not apply to food producedusing GM processing aids, such as somecheeses, or products from animals fed GManimal feed. Risk assessment of GM foodswill be centralized through the EuropeanFood Safety Authority. Authorization, ifgranted, will be for 10 years, after whichcompanies will have to apply for it to berenewed.
The Future Has Arrived
Sustainable growth is the ultimate goal ofbiotechnology. Based on today’s knowledgeand anticipating tomorrow’s need, biotech-nology is emerging as a critical enablingtechnology achieving this ambitious objec-tive. Sustainable growth can only succeed ifit creates social and shareholder valuewhile reducing its environmental footprintin terms of investments and performancestandards. It is likely that environmentalimpact will become a key element in futurebusiness decisions.
The environmental footprint is deter-mined by the amount of non-renewable rawmaterials and energy that are consumed tomanufacture a product and the quantity ofwaste and emissions generated in theprocess. In the past, for a company to grow,the footprint inevitably had to get larger.Now and even more so in the future, ‘greencompanies’ want to grow while reducingtheir dependency on non-renewableenergy.
The bottom line is that the true criteriafor consumers remain great taste, value,convenience and nutrition – not genetics.The market moves from one lifecycle to theother. Responding to opportunities as theyemerge will be critical for successful busi-ness and bio-solutions will be an essentialstrategy capturing expanding global mar-kets.
The main advantages of biotechnologycan be summed up as follows:
� Improved agricultural sustainability, e.g.reduce pesticides and reduce phosphorusemissions.
� Improved nutritional food quantity andquality.
� Improved feed quantity and quality.� Reduced harvest and manufacturing
costs.� Development of higher-performing raw
materials including functional ingredi-ents.
Despite ongoing discussions and contro-versy at many levels of society, since thefirst crops produced in 1994, agricultural
Genetically Modified Organisms 83
chap07.qxd 2/11/04 9:23 am Page 83

biotechnology has seen unprecedentedgrowth both in terms of quantity and qual-ity in the history of agriculture. Already in1996, a joint report from the WHO and theFAO of the United Nations concluded that‘biotechnology provides new and powerfultools for research and for accelerating thedevelopment of new and better foods’. Thesame expert consultation also concludedthat it is extremely important to researchand implement distinct strategies includingsafety assessment criteria to ensure long-term wholesomeness of the entire foodchain. Safety issues should be the same forbiotech crops and traditionally bred plants.
It is estimated that in 2002 about 52million hectares of GM crops were har-vested worldwide. By far the most popularGM crop is the herbicide-tolerant soybean(33 million ha) but also gaining rapid popu-larity are cotton, canola or rapeseed, maize,papaya and potatoes. The USA, Argentina,Canada and China are most advanced,while Brazil announced that they wouldstart GM crops in 2003. These crops haveengineered agronomic traits to increaseyield, improve quality and reduce the needfor chemical use for virus resistance, pestprotection or herbicide tolerance. Also GMcrops conserve the use of fresh watersources and improve the quality of soilwhich, of course, can enhance biodiversity.The world market for GM soy is growingrapidly and the danger looms that the EU isleft behind, which ultimately may affecttheir competitive position.
Despite the successes of biotechnology,much needs to be done by both biotechnol-ogy companies and government agencies toimplement strict protocols to avoid placingconsumers and the environment at risk.Ecological risks must be intensivelyresearched because once GM microorgan-isms foreign to our biotope are released,they cannot be recaptured. The currentongoing debates about the safety of the foodsystem have already resulted in new regula-tory protocols in both the USA and the EU.Nevertheless, it is expected that many new
agricultural GM crops such as coffee,apples, peppers, strawberries and tomatoeswill become available that offer specificadvantages to consumers. These GM cropsmight contain, for example, heart-healthyoil to reduce cholesterol and increasedamounts of antioxidants and phytochemi-cals such as vitamin E and carotenoids.Another major benefit will be the removalof allergenic proteins from plants, whichsubsequently will improve both the nutri-tional suitability and quality of life specifi-cally.
Gene technology has certainly gainedsubstantial ground in modern food produc-tion. As a matter of fact, it is estimated thatin the developed world, about 70% of allprocessed foods contain some GM-relatedcomponents, ingredients or additives. Thisis especially true when it comes to the useof enzyme and fermentation technologiesthat have been developed on the basis ofgene science. In the end, consumers need tomake well-informed decisions about theimplementation of agricultural biotechnol-ogy. Clearly, GM benefits should gotogether with the assurance of absolutely norisk to mankind.
Looking back at the last few years it canbe concluded that most food processors andsupermarkets have panicked and haveyielded to irrationalism and sensationalismfrom provocateurs and the media, insteadof looking at the behaviour of the true deci-sionmakers, the consumer. Despite an ava-lanche of inadequate information about GMtechnology and an overdose of irrationaldisinformation from green groups that haveused scare tactics, there are signs that thegeneral public will decide for GM foods.Rather than listening to what people say onthe GM issue, the purchasing behaviour ofconsumers, once they are in the supermar-ket, will ultimately decide its success orfailure. Much like the GM tomato puréesuccessfully sold in the UK in 1999, GM soyfoods will be seen by the public as realadded value, less expensive and above allsuperior or preferred in taste and flavour.
84 Chapter 7
chap07.qxd 2/11/04 9:23 am Page 84

References and Suggested Reading
Bennet, D.J. (2003) The European GM food debacle in global context. The World ofIngredients 6, 60–62.
Henney, J. (2000) Are bioengineered foods safe? FDA Consumer Magazine Jan/Feb.Newsweek (2003) The fear of food. Newsweek 27 January, 40–45.Newsweek (2003) What green revolution? Newsweek 27 September, 42–45.
Genetically Modified Organisms 85
chap07.qxd 2/11/04 9:23 am Page 85

Functional non-meat protein ingredientscan be of animal or vegetable origin, andboth can be used in processed meat prod-ucts. For most of the 20th century, milk pro-tein – especially sodium caseinate – wasthe protein of choice as the ideal fat–wateremulsifier in finely comminuted meat prod-ucts. Milk protein’s performance in retortedor canned meat products such as frank-furter sausage made this protein hard toreplace.
However, during the last decade of the20th century, the processing capabilitiesand flavour improvements of soy proteinshave led to considerable erosion of milkprotein’s market domination. Improved soyprotein functionality, including gel strengthand emulsification, and removal of ‘beany’soy flavour notes have slowly encroachedon usage of milk protein. In all fairness itshould be stated, however, that a significantpart of soy protein’s success can also beattributed to the price increases of milk pro-tein in recent years.
The functional properties of proteinsare very important, since their performancecan either be beneficial or detrimentalwithin the food systems in which they areused. Protein functionality should not beconfused with the physical properties. Inprocessed muscle foods, the main proper-ties of a protein ingredient include speed ofhydration, its fat- and water-holding capac-ity, and its capability to aggregate withother solubilized ingredients in a proteinnetwork or matrix during thermal process-ing. Every protein is a unique molecule that
can be modified to create certain productcharacteristics. There are a number of vari-ables that can affect the performance of theprotein ingredient under certain condi-tions.
Emulsion Stability
Another key word that comes to mind whendiscussing protein performance is gelation.It is believed that gelation is a two-step heattreatment process.
The first step involves dissociation ofthe protein molecule, followed by the sec-ond step in which aggregation forms a gelnetwork or matrix. In principle, heat-induced gels can be divided into two types:
� Thermoset, or irreversible.� Thermoplastic (thixotropic), or reversible.
The properties of protein ingredients at sur-faces or interfaces require attention. Nearlyall food products that contain immisciblesubstances, such as water and oil, need pro-teins to maintain product integrity.Functional proteins, such as soy proteinand blood or plasma proteins have a certainmolecular structure that provides an affin-ity for substances on either side of the inter-face. The result is an emulsion.
Emulsification is the process by whichtwo normally immiscible liquids areintimately mixed, one liquid being dis-persed as small droplets or globules withinthe other. In food emulsions, the two
86 ©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
8Functional Non-meat Protein Properties
chap08.qxd 17/11/04 12:30 pm Page 86

liquids involved are normally waterand oil. The water phase may be a solu-tion of salt, sugars and other water-lovingor hydrophilic ingredients. The oil phasemay contain fats, oils and other fat-loving or lipophilic food ingredients. Soyproteins are both emulsifying and stabiliz-ing agents.
In a stable meat emulsion, fine fatdroplets are therefore dispersed in an aque-ous medium containing soluble proteins,other soluble muscle constituents, seg-ments of muscle fibres and connective tis-sue fibres. In such an emulsion, each fatdroplet is ‘coated’ with a thin layer of solu-ble protein which has been released intothe aqueous medium from the musclefibres. This meat emulsion or meat matrixcan be used as a continuous phase to makefrankfurter-style sausage, or it may be usedas a phase to support the presence of other(show)-meat (visual pieces of meat) and orfat particles or other inclusions such ascheese or vegetables.
Emulsification is required in manyfood systems to create characteristicphysical and sensory properties. All emul-sifiers have an electrically charged, orpolar, end and a non-charged, or non-polar,end. The polar end is hydrophilic, the non-polar end is lipophilic. The result in awater–oil mixture is that the emulsifier dis-solves part of itself in water and the otherpart in oil.
Energy is required in the form ofhigh-speed rotating blades to reduce the fator oil into small particles, preventing coa-lescence and allowing adsorption of theprotein ingredient and subsequent forma-tion of a stable emulsion. There are twotypes of emulsions, and it just depends onwhich phase becomes dispersed in theother. In an oil-in-water emulsion, the oil isdispersed in the form of droplets through-out the water or continuous phase. In awater-in-oil system, the water is dispersedwithin the oil. Most emulsions are oil-in-water (O/W). In some cases, suchas low-calorie spreads and sauces, a ‘dou-ble’ emulsion is created in which an O/Wemulsion is distributed within a W/Oemulsion.
Soy Protein
In general, soy protein isolate is a veryhydrophobic (lipophilic) protein. In mostcases it is necessary to have sufficient wateravailable to allow the protein to fullyhydrate. Once the hydrated soy proteinassociates with liberated fat or oil fromwithin the cell walls, the protein–fat bond-ing becomes so strong that dissociation orseparation is difficult to achieve. In thisrespect, it should be noted that the temper-ature of the fat droplets would influence thehydrophobic properties of the added soyprotein. For example, when the fat dropletsare cold, the association mechanism is sig-nificantly less active compared with highertemperature fat or oil droplets.
In principle, there are three main frac-tions in functional soy protein:
� Fully soluble protein.� Soluble aggregate.� Insoluble fraction.
These protein fractions can partly trans-form from a soluble state into soluble aggre-gations into insoluble fractions dependingon changing viscosity temperature, salt lev-els and the influence of phosphate. Thesevariables all translate into a number oforganoleptical parameters. For example,research has concluded that preferred prod-uct textures are obtained when most of thesoy protein is truly solubilized. This isespecially important in meat systems withlow amounts of skeletal meat and the pres-ence of mechanically deboned meat andorgan meats.
On the other hand, when functionalsoy protein is solubilized, the resulting gelmight interfere with protein–protein andprotein–fat interactions. This could influ-ence the characteristics of an emulsifiedmeat product with a relatively high amountof skeletal meat that has been subjected tooptimum extraction of the salt-solublemyofibrillar protein. This does not neces-sarily mean that a poor quality meat emul-sion is obtained – on the contrary. But it isimportant to select a soy protein isolateingredient with specific properties to fully
Functional Non-meat Protein Properties 87
chap08.qxd 17/11/04 12:30 pm Page 87

achieve the desired organoleptical proper-ties.
For premium emulsified meat prod-ucts, a low gelling type of soy protein is rec-ommended, in particular one thatdemonstrates higher re-aggregations withthe other fractions of the meat emulsion.Low-gelling functional soy protein ingredi-ents are usually ideally suited for dry addi-tion to either a bowlchopper or mixer/blender and thus contribute to significantlyimproved process optimization.
There is a direct correlation between alow gelling protein and pH. The solubilityof functional soy protein is pH-influenced.Lean meat has a pH of approximately 6.0,which improves rapid dispersibility butreduces protein solubility. Increasing levelsof soy protein have a tendency to increasepH, creating a positive effect on water-hold-ing capacity and emulsification in general,but negative consequences for texture, shelflife, flavour and colour. A somewhat palercolour is actually logical because at increas-ing inclusion levels of soy protein less myo-globin protein is generally available toprovide the typical cured meat colour.
Recent breakthroughs in protein chem-istry and processing technology have madeavailable new and innovative functionalsoy protein ingredients, the third genera-tion of protein ingredients developed sincethe early 1960s. These highly functionalproteins cover a wide area of applicationsand range from ultra-low gelling to high-gelling characteristics. These designer pro-teins allow greater processing tolerances,ease of addition, and substantial replace-ment of the lean meat fraction, if needed.
Third-generation protein ingredientsprovide a leading edge, giving muscle-foodprocessors greater flexibility in productoptimization. All functional soy proteiningredients currently used have been dena-tured. Because of these modern protein-recovering technologies, a multitude ofinteresting protein manipulations or modi-fications can be achieved to obtain specificfunctional characteristics. For example, theaddition of transglutaminase has a correla-tion with gel strength, whereas viscositycan be regulated by hydrolysation activities
within the protein structure. Soy proteinprocessing temperatures have an influenceon gel strength, i.e. low processing temper-atures increase gel strengths. A high per-centage of the soluble fraction of functionalsoy protein gives increased emulsificationand elasticity of the meat batter.
More recent are the high-sucrose andlow-stachyose soybeans. Biotechnology hasproduced these new soybean varieties,which have a significantly reduced contentof stachyose and raffinose. Major flavourimprovements result. When these bioengi-neered soybeans are used for manu-facturing functional soy protein ingredi-ents, improved taste and better digestibilityresult, allowing higher inclusion levels, ifnecessary. In general, soy carbohydratesdo not taste poor by themselves. Rather,it is the typical processing method usedthat triggers taste deterioration, which iscaused by lipid oxidation, among otherfactors.
Most functional soy protein ingredientsare used to accomplish one or more of thefollowing processing and product technol-ogy objectives:
� Bind or immobilize fat and water.� Improve sensory or organoleptic parame-
ters.� Improve shelf life.� Regulate viscosity.� Modify gel structure.
Organoleptic properties encompass vari-ables such as texture, fibrosity, juiciness,taste, flavour and colour. From a sensorypoint of view, taste and colour are the mostimportant considerations, followed by tex-ture and mouthfeel. During manufacturingof soy protein isolate, unwanted flavoursare removed, although it is possible tochange the flavour profile to accommodatespecific requirements.
Flavour and taste design continue to beimportant for future soy protein research,because a small percentage of the flavouringredient can carry through to the finishedproduct both in a positive and negativesense. When these new generation func-tional soy protein ingredients are added to
88 Chapter 8
chap08.qxd 17/11/04 12:30 pm Page 88

emulsified meat products, traditional curedcolour and meat flavours can generally bemaintained at inclusion levels of up to 4%.
In nearly all cases the hydration prop-erties of protein ingredients are of greatimportance. Without sufficient water, a pro-tein simply will not perform. The termshydration, dispersibility and solubility areoften used interchangeably. The main dif-ference is the size of the protein when dis-associated in water.
The speed of the protein ‘wetability’, orprotein hydration, often determines theprocessing performance. Since salt, orsodium chloride, is always used inprocessed muscle foods, it is important toconsider the influence of salt on proteinproperties and performance. The solubilityof soy protein isolate can be increased at itsiso-electric point when salt is present.However, the solubility of soy proteindecreases when salt is added on either sideof the iso-electric point. (See Katsaras andPeetz, 1994.)
Consequently, to optimize the effect ofthe protein ingredient it is usually preferredto hydrate the soy protein without the pres-ence of salt. Salt usually can be added afterthe protein has been fully hydrated.Although the functional properties of saltand soy protein remain a key consideration,the new generation of functional soy pro-tein ingredients has addressed the need ofmany processed meat manufacturers forgreater processing tolerances. One keyproblem solved is the need for dry addition,where most of the dry ingredients are addedall at the same time; newer protein ingredi-ents are particularly salt-tolerant and allowthe elimination of pre-hydration under cer-tain conditions. Certain types of functionalsoy proteins set up very quickly in emulsi-fied meat systems. These characteristicsshould be closely considered when design-ing the process flow and line set up. (SeeAmbrosiadis, 1994.)
Functional soy protein ingredients aregenerally used to accomplish one or moreof the following objectives:
� Improve quality whilst maintaining costs.� Reduce costs whilst maintaining quality.
� Formulate against new end-product spec-ifications.
In many countries there are constraints thatmay affect the wider inclusion level of soyprotein. Regulatory hurdles: use of specificmeat sources; minimum meat content; max-imum use of soy protein; maximum per-centage of fat; maximum moisture;maximum collagen.
More Variables
There are many different soy protein ingre-dients commercially available, and it can bea very time-consuming and difficult exer-cise to determine which specific soy pro-tein delivers most performance and mostvalue. In short, soy protein isolate (SPI)contains 86% protein (on an as is basis),therefore 1 part of SPI + 3 parts of watergives 21.5% protein. Or, in other words, theequivalent protein content to fat-free leanmeat. Soy protein concentrate contains70% protein (on an as is basis), therefore 1part of soy concentrate + 2.3 parts of watergives 21.5% protein. Subsequently, tomaintain protein and fat contents in thefinal emulsified meat, fat-free meat shouldtherefore be replaced on a 1:3 basis whenhydrated with SPI or 1:2.3 when hydratedwith functional soy protein concentrate.
Apart from differences in protein prop-erties in relation to meat replacement,water-holding capacity and fat emulsifica-tion, key processing variables also need tobe taken into consideration. For example,high-energy equipment (bowlchoppers)together with staged additions of ingredi-ents tends to favour soy protein isolate.Lower-energy equipment (colloid mills ormixer/emulsifiers) tends to favour soy pro-tein concentrate, especially when a limitedamount of formulation water and/or salt isadded early on in the processing cycle.
In other words, it can be generalizedthat meat-reducing or grinding equipmentdetermines the performance of functionalsoy ingredients. Not the other way around!
Functional powdered soy proteins aredesigned to perform like salt-soluble meat
Functional Non-meat Protein Properties 89
chap08.qxd 17/11/04 12:30 pm Page 89

protein. Soy protein has a relatively highpH value compared to meat protein, whilethe molecular structure and gelation prop-erties are different from those of meat pro-tein. At increasing levels of functional soyprotein, starting at 5.0% and more in emul-sified products, some antagonistic effectsmight surface. These are specifically relatedto colour, flavour and texture.
� Colour can be adjusted or corrected byselecting one or more of the followingadditives:
� Liquid or dried blood.� Angkak (fermented rice colour).� Erythrosine.� Carmine (cochineal).� Beetroot colour.� Sandalwood colour.� Red 2G.� Texture reduction most probably is caused
by an increase of pH in the meat emulsion.At increasing levels of lean meat replace-ment by soy protein at a 1:1 ratio, hardnessand chewiness of the product decreases.To offset these negatives, it is recom-mended that 0.1–0.2% of acid sodiumpyrophosphate (SAPP) should be added,while reduction of fat and/or starch canalso be a viable solution.
� Flavour can be harmonized or balancedby adjusting one or more of the followingadditives:
� Addition of MSG.� Addition of garlic.� Addition of liquid smoke.� Increase salt level.� Increase seasoning level.
Since there are so many protein ingredientsavailable it is difficult to discuss specificsuitability parameters. Yet, in general termsit can be stated that high-gelling soy pro-teins are preferred for low-protein-contentsausage, whereas low-viscosity soy proteinsusually have superior results for high-meatcontent sausages.
Pre-emulsions
Pre-emulsions are made from fat, water andfunctional protein. Pre-emulsions are espe-
cially suitable when beef or mutton fat isused. The protein:fat:water ratio is typically1:5:5. However, many more protein:fat:water ratios are possible.
When soy protein pre-emulsions aremade, it is recommended to begin by chop-ping the water and soy protein into asmooth gel (Fig. 8.1). Once a viscous gel hasbeen obtained, the fat is added to the chop-per, changing the knives’ speed to fast.After some 4 min chopping, the fat/wateremulsion is complete. Typically, 10% to asmuch as 20% of a pre-made emulsion isadded to a base meat emulsion.
The term food emulsions, including pre-made fat-water emulsions, should not be con-fused with meat emulsions or meat batters.Meat emulsions are a complex combinationof a number of ingredients, phases and struc-tures and will be discussed separately.
From the viewpoint of product stabil-ity, pre-emulsions are generally the pre-ferred method incorporating animal fatsources that are difficult to stabilize such asbeef fat or pork leaf fat. This is especiallytrue for products that have a high fat con-tent and need to withstand high thermalprocessing temperatures.
Pre-emulsions are labour-intensive andrequire additional manufacturing steps,including provision of adequate cooling orfreezing capacity. However, for a number ofspecific products and in geographical areaswith a shortage of animal fat, pre-emulsionsremain an option (Fig. 8.2). Generallyspeaking, heat-stable emulsions should beable to withstand a core temperature of120°C without any visible fat or gel separa-tion.
Of course, for sausage or spread prod-ucts that are pasteurized, the required tem-perature is not as critical. Stablepre-emulsions nearly always give betterfinal results than unstable pre-emulsions orwhen the non-meat protein is added in adry powder form. A standard pre-emulsionis made from 1 part functional soy protein,5 parts fat and 5 parts water.
The chopping sequence is as follows:
� Add 5 parts water to a bowlchopper.� Add 1 part of soy protein isolate and
90 Chapter 8
chap08.qxd 17/11/04 12:30 pm Page 90

chop at low speed until the protein pow-der is well dispersed. Continue to chopuntil a smooth and shiny gel has beenformed.
� Add 5 parts fat. Change to fast choppingspeed and continue for 3–5 min. Thechopping time depends on temperature
of water, friction of chopper knives, typeof soy protein and the type of fatty tissue.
� Add 2% sodium chloride (salt) duringthe final minute of chopping. The saltacts as a preservative and will balance thefinal product. Also, the emulsion willfirm up under the influence of salt, and
Functional Non-meat Protein Properties 91
Fig. 8.1. Emulsion preparation in a bowlchopper.
(a) (b)
Fig. 8.2. Fat globules surrounded by soy protein film (Scanning Electron Micrograph, magnification 1000 x).Source: Meat Research Institute, Kulmbach, Germany.
chap08.qxd 17/11/04 12:30 pm Page 91

that will improve handling during theprocessing flow.
Fill the emulsion in container-trays in lay-ers of approximately 20 cm. This willensure rapid cooling. These emulsionsneed to be kept under refrigeration at <4°C,and can be stored up to 72 h.
It is also possible to withhold somewater during the early chopping process. Forexample, 1 part of soy protein can be emul-sified with 5 parts fat and 4 parts hot water.Upon completion of the emulsification, 1part ice is added to the chopper. This willreduce the temperature somewhat, whichcan be beneficial in ensuring rapid cooling.
Generally, an ice-cooled emulsion is lessfirm, but this property can be an advantage.For example, smoother emulsion consistencydistributes more rapidly when amixer/blender is used for final productpreparation. When maximum stability is notnecessary, i.e. reaching a core temperature of120°C, it is entirely possible to use warmwater or even regular tap water for emulsionpreparation. The resulting emulsions can beused for pasteurized products that are cookedto a core temperature of, for example, 80°C.
The chopping sequence is similar tothat of the hot water emulsion method,although it is clear that this method is notsuitable for animal fat that is difficult to sta-bilize. For example, pork leaf fat (flare fat)and beef suet need hot emulsification tem-peratures, or if this is not possible the pro-tein: fat:water ratio needs to be adjusted to1:5:4.
On the other hand, when pork skin(rind) is used, it is possible to pre-blanchthe skin for about 20 min at 80°C. This willsoften the collagen tissue and thus reducethe stress when used in a pre-emulsion.Pork skin needs to be added into the chop-per prior to the addition of fat and choppedto a fine particle size. The presence of porkskin allows an increase in the pre-emulsionratio to, for example, 1 part of soy proteinisolate, 8 parts of pork skin, 5 parts of fatand 6 parts of water.
The heat stability in fat–water emul-sions made with functional soy protein isslightly less than with milk protein (sodium
caseinate). For maximum stability inretorted meat products (at 120°C), soy pro-tein isolate should be used at a 1:4:4 ratio ofprotein:fat:water.
For taste, flavour and stability consid-erations, it is usually not recommended touse pork leaf fat (flare fat) and beef suet forproducts that need maximum stability,such as canned frankfurters or liverspreads. However, for pasteurized productspre-emulsions made with vegetable proteinusing leaf fat or beef suet can be made usinghot or warm water to assure optimum pro-tein performance.
Liquid Soy Protein
There are markets that have access to a soyprotein manufacturing plant. Large meatprocessing companies that are located in thevicinity of a soy protein plant can achieveconsiderable savings by substituting soyprotein isolate for liquid soy protein con-centrate. Meat formulations where soy pro-tein isolate is taken out should be replacedby liquid soy concentrate on a solid-for-solid basis. Liquid soy concentrate usuallyhas a solid content of 12–14% equallingapproximately 7.0% protein on an as isbasis.
Obviously most of these savings areobtained by eliminating the expensivespray drying process. However, it should betaken into consideration that liquid soyprotein concentrate needs to be storedrefrigerated and therefore needs capitalinvestment for buffer silos as well. Liquidsoy protein concentrate is an ideal vehiclefor dispersing other functional ingredientssuch as other protein and starch sources.The use of high-moisture protein ingredi-ents in the meat and food industry is rela-tively new for the soy industry. However,the dairy industry has already successfullyimplemented similar systems in the 1980s.
Functional Meat Protein Ingredients
Traditionally animal protein sources wereused as processing aids in meat products.
92 Chapter 8
chap08.qxd 17/11/04 12:30 pm Page 92

These animal protein ingredients includedmilk protein, collagen protein and blood orplasma protein. Steep cost increases havelargely made the use of milk proteins obso-lete in most emulsified and coarse groundmeat products. (See Admundson, 1986.)
Collagen and animal blood sources con-tinue to serve as a raw material for manufac-turing functional ingredients that can be usedas stabilizers and binders in processed meats.Blood protein or plasma protein is very com-patible with meat in terms of flavour andemulsion enhancement. Blood protein hastypically 70% protein and thus can be com-pared with soy protein concentrate.
Like functional soy protein, blood pro-tein has excellent solubility and possesses agood ability to form strong and elastic irre-versible gels at increasing temperatures.The latter makes blood protein an ideal
emulsifier for canned meat products thatneed to withstand retorting temperatures.
Some processed meat products canbenefit from co-application of blood proteintogether with soy protein ingredients in acomplex meat emulsion system. Generallyspeaking, blood proteins should then beused to (pre)-emulsify part of the fat andwater, while functional soy protein shouldbe used to support and enhance the gel for-mation and textural performance.
Soy protein isolate and soy proteinconcentrate can be seen as cost-beneficialfunctional ingredients. Besides improvingprotein digestibility and bioavailability,these ingredients improve texture, waterbinding, gel formation and fat immobiliza-tion. Moreover functional soy proteinreduces syneresis, improves texture whileincreasing processing yields.
Functional Non-meat Protein Properties 93
References and Suggested Reading
Admundson, C.M. (1986) Functional comparison of soy protein isolate and sodiumcaseinate in stabilised fat mixtures. PhD dissertation, Iowa State University, Ames.
Ambrosiadis, I. (1994) Frankfurter-type sausage. The effect of textured soya protein ontheir technological and sensory properties. Fleischwirtschaft 74(4), 401–403.
Katsaras, K. and Peetz, P. (1994) The functional properties of soy products.Fleischwirtschaft International 2, 28–32.
Lecomte, N.B., Zayas, J.F. and Kastner, C.L. (1993) Soya proteins’ functional and sensorycharacteristics improved in comminuted meats. Journal of Food Science 58(3),464–466.
Lusas, E.W. (1996) Modern texturised soy proteins: preparation and uses. Food TechEurope 9, 132–142.
chap08.qxd 17/11/04 12:30 pm Page 93

Sausages such as bratwurst and hot dogscombine convenience, great flavours andentertainment quality. These features areperhaps the secret of the great success storyof sausages through history. Especially nowthat many varieties are fully cooked andmicrowavable, a solid platform has beencreated for further growth of this importantsegment of the food industry. Actually,frankfurters, hot dogs and bratwurst aregoing ‘beyond the bun’. Much more than inother countries, the US market has takenthe lead in micro-segmentation and spe-cialty sausage in recent years, for example,apple-sage chicken sausage or chipotle-chorizo sausage. Apart from the typicalsnack food, hot dogs have been transformedto a centre-of-the-plate meal, resulting inthe typical American-style hot dog nowbeing available in Xtra premium sizes withmany different spice and flavour profiles.However, to be fair, supersizing of hot dogscannot be credited to the USA. Germany formany centuries has had specialty sausagefoods that uniquely served the purpose ofcentre-of-the-plate meals in combinationwith sauerkraut and potatoes. At the time,such a meal was typically meant for work-ing-class people.
In most countries sausage consumptionfollows a distinct seasonal pattern. Hotdogs and frankfurters are eaten year round,but in the USA and Canada there is a defi-nite consumption peak during baseball andbarbecue season in summer months. Thelatter is also true for fresh sausages, whichare most popular during the outdoor
grilling season. Dinner sausage, such assmoked ring sausage and bratwurst, peaksin October when people get in the mood fortypical autumn and winter foods.
From a global perspective, theprocessed meat industry is confronted withan enormous complexity of formulas andprocessing variables. This is true for bothindustrialized and developing countries,where finely comminuted or emulsifiedmeat products are produced with percent-ages of lean meat ranging from 5% to 50%.These situations often call for an overhaulof the traditional thinking that was oncetrue for meat emulsions based on yester-day’s values. A new challenge now arisesfor the meat processor and the manufac-turer of the functional ingredients to workclosely together to develop a total systemapproach to obtain cost-efficient, qualityproducts that meet or exceed consumers’expectations. In this respect it is notewor-thy to catch the trend that in some devel-oped markets animal by-products are beingeliminated and replaced by ‘clean-and-green’ soy protein ingredients to improvenutritional and quality profile.
Definition
A raw meat emulsion can be described as adispersion. Under thermal processing, thisdispersion changes from a fluid to a solid inwhich the fat is entrapped in the gel struc-ture. The degree of fat comminution and itsdistribution in the matrix play important
94 ©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
9Emulsified Meats
chap09.qxd 17/11/04 12:32 pm Page 94

roles in the end product. The size of the fatparticles determines the degree of coalesc-ing that may cause fat or jelly separation.Usually fat has a stabilizing effect on the gelnetwork during thermal processing. Fat actsas ‘filler’ within the gel to reduce theamount of shrinkage within the meat batterstructure. The finer the comminution anddispersion of fat, the stronger the formationof the meat emulsion, provided sufficientsolubilized protein remains available foraggregation. As a practical side note, how-ever, it can be observed that peeling prob-lems may arise with skinless sausage if toomuch fat is tied up within the meat emul-sion. The presence of pork skin (rind) andother types of collagen-rich meat, orwhen too much starch has been added, alsoinfluences the latter effect. (See Schut,1976.)
All meat products share in common theattributes of the lean meat fraction thatbinds all the product components into acohesive structure. The mechanism of bind-ing in processed meat systems is complex.Many of the properties are still not fullyunderstood. A number of factors affectbinding, namely, the amount of proteinextraction, mechanical treatment, presenceand concentration of salt and other func-tional ingredients (including non-meat pro-tein), temperature, pH and method ofcooking. Classification of different proteingroups is purely academic, but is useful in
gaining a thorough understanding of thevariables that determine the finished quali-ties of an emulsified meat product. (SeeBarbut, 1995.)
Chemical Composition of Meat
Lean meat (Table 9.1) consists of about 20%protein, 2.5% fat and 3% soluble sub-stances such as carbohydrates, vitaminsand minerals. The remainder is water. Ofthe total meat protein, about 50% is myofib-rillar protein, which contains approxi-mately 35% myosin and 15% actin. Theremaining meat protein is made up of sar-coplasmic proteins and connective tissue,or stromal proteins.
Technologically speaking, the myofib-rillar protein fractions are most importantfor achieving binding, emulsification andgelling. The sarcoplasmic protein fractionsare in solution in the intracellular fluid,also called sarcoplasma. These proteins aresoluble at low ionic strength.
Their main functional contribution isto provide the typical cured meat colour.Sarcoplasmic proteins are denatured byheat and at low pH. In their native state,these proteins are highly soluble, althoughthey have a low viscosity and gel strengthand contribute minimally to water-holdingcapacity, texture and emulsification.
Myofibrillar proteins are an integral
Emulsified Meats 95
Table 9.1. Meat analysis.
%
Water 75.0Protein 19.0Myofibrillar: salt-soluble (11.5)
Myosin, actin, tropomyosin, troponin, M proteins, actininsSarcoplasmic: water-soluble (5.5)
Glyceraldehyde, aldolase, myoglobin, haemoglobinConnective tissue: insoluble (2.0)
Collagen, elastin, reticulin, mitochondriaLipids (fats) 2.5Carbohydrates 1.2
Glycogen, glucose, lactic acidMiscellaneous 2.3
Vitamins, inorganic (minerals), nitrogenous
chap09.qxd 17/11/04 12:32 pm Page 95

part of the filaments in the muscle tissue(Fig. 9.1). The filaments consist of thick fil-aments, or myosin, and thin filaments, oractin. In live animals, muscles shorten orrelax by increasing or decreasing theamount of overlap between the myosin andactin. This same mechanism affects thedegree of water-holding in meat. If the thickmyosin filaments shorten, the H-zonesbetween the longitudinal sections of themyofibril are compressed, and water isexpelled. Each thin actin filament termi-nates at the Z-line, whereas the thickmyosin filaments terminate at the M-line
that cross-bridges and interconnects theactin and myosin.
Protein Extraction
The solubility and water-holding capacityof the myofibrillar proteins is minimal atpH 4.5–5.5. Increasing the pH of meat frompH 5.5 to 6.5 increases the amount ofextracted salt-soluble protein.
Freezing reduces the amount of totalprotein and the salt-soluble protein that canbe extracted from the muscle (Fig. 9.2).
96 Chapter 9
Fig. 9.1. Muscle bundles and structure.
Fig. 9.2. Scanning electron microscope photograph of muscle cells (M) with perimysium (P), part of theconnective tissue. Scource: Meat Research Institute, Kulmbach, Germany.
Sarcomere
MyofilamentActin
Muscle
Myosin
Myofibril
Fibre bundle
chap09.qxd 17/11/04 12:32 pm Page 96

Also, it is noteworthy that polyphosphate,in the presence of salt, increases theamount of extractable protein, comparedwith salt alone. When protein extraction isdone properly, the myofibrillar proteinforms a strong, elastic gel.
Connective tissue, or stromal protein,includes collagen (the main fraction sur-rounding the muscle), epimysium (the fibrebundles), perimysium and the single fibres(endomysium). Elastin, cell membranes andmitochondria are the other connective tissueprotein fractions. These proteins shrink toabout one-third in length when heated to60°C and convert to gelatine when heated toover 70°C. The presence of connective tissueprotein in meat products is important forensuring textural properties, although toohigh an inclusion level should be avoided,since it will stress borderline formulations.
As long as the meat membranes remainintact, the escape of moisture or purge is dif-ficult. All the water present is bound in somevarying degree by protein. However, not allthe water is bound with equal strength.
An overview of the different ‘types’ ofwater in meat tissue:
� Protein-bound water: these water mole-cules are so tightly bound that even attemperatures of –50°C no ice crystals canbe formed.
� Filament-bound water: this water isimmobilized within the actin and myosinfilaments.
� Fibril-bound water: this water is immobi-lized between the filaments of the fibrils,and is believed to be bound as a result ofpH.
� Free water: this water is present in the sar-coplasmic area and is very loosely bound.
� Extracellular water: this is all the remain-ing water situated outside cellular mem-branes and is held in narrow capillaries.In post-rigor meat, up to 15% of water isin extracellular form.
Influences
The percentage of pork carcasses with qual-ity defects such as pale soft exudative (PSE)
meat has been estimated to be as high as30%. These meat variables, such as PSEand dark firm dry (DFD) conditions furthercomplicate the degree to which water isbound in the meat. Both PSE and DFD meathave irregularities in pH and thus signifi-cant differences in water-holding capacity,protein solubilization, protein swelling,colour and flavour. It is not only the pHitself, but also the speed of the pH declinethat determines the condition of the meat.The colour of PSE meat is much lighter thannormal meat, which is in turn lighter thanDFD meat. This phenomenon is not due tothe lack of myoglobin, but rather because ofthe ‘open’ meat structure and its wateryappearance. This causes a change in theway light reflects as it bounces back at dif-ferent angles. However, the advantage oflower pH meat is higher salt absorption andfaster conversion from nitrite (NO2) to nitricoxide (NO), establishing an improved curedcolour with the myoglobin.
Normally nitric oxide combines withmyoglobin, forming nitroso-myoglobin,which changes into di-nitrosyl-myoglobinin uncooked meats. That changes into di-nitroso-haemochromes when the product iscooked. Despite the readiness of PSE meatto take up salt and the rapid conversion ofnitrite into nitric oxide, its water-holdingcapacity remains low.
Pork, and to a lesser extent turkey, areaffected by discrepancies in pH (Fig. 9.3).Contrary to PSE, DFD meat has a pH levelthat remains above 6.2. This high pH iscaused by an incomplete breakdown ofmuscle glycogen and it will be obvious thatthese quality defects adversely affect theprocessing characteristics. The high pH isresponsible for a superior water-holdingcapacity, though unlike PSE meat, DFDmeat has a lower absorption of salt and cure(nitrite), and reduced conversion of nitriteto nitric oxide reacting with the myoglobindue to strong swelling of meat fibres. DFDmeat thus forms a less stable cured colourand often has an accelerated microbial con-dition promoting spoilage and reducingshelf life. In PSE meat, a breakdown ofsugar into acid normally occurs, caused bybacteria. In DFD meat, spoilage or putrefac-
Emulsified Meats 97
chap09.qxd 17/11/04 12:32 pm Page 97

tive bacteria create protein breakdown thatcauses development of an undesirable baseflavour.
Between slaughter and onset of rigormortis, muscle meat passes through a seriesof biochemical changes, and anaerobic con-ditions cause the natural presence of adeno-sine triphosphate or ATP to undergogradual disintegration (Fig. 9.4). Afterslaughter, ATP in muscle is graduallydepleted and the actin and myosin trans-formed into actomyosin. The degree ofmyofibrillar protein extraction from muscleis influenced by the development of rigormortis, or a shortening and stiffening ofmuscle fibres. For example, in pre-rigor or
hot deboned meat, an abundance of ATPseparates the myofibrillar protein myosinand actin. In the loosely bound cross-linksbetween these thick and thin filaments,substantial amounts of water can be stored,and under the influence of salt the myofib-rils release salt-soluble proteins andbecome swollen. After rigor mortis sets in,which for beef is within 4 h, and for porkwithin 1 h of slaughtering, pH drops andATP is gradually depleted. Consequently,the muscles contract and become firm andtough. The spaces also become smaller, andthus the water-holding capacity is reduced.Optimal extraction of the myofibrillar pro-teins depends on the concentration of salt
98 Chapter 9
Fig. 9.3. pH ranges of PSE, normal and DFD meat.
0 50 100 150 200 250 300 350 400 450 500
6.8
6.6
6.4
6.2
6.0
5.8
5.6
5.4
5.2
�
��
�
��
�
�
�
�
�
�
�
��
��
�
��
��
Time post-mortem (min)
pH
ATP
Fig. 9.4. Correlation between ATP and pH in post-mortem muscle tissue.
chap09.qxd 17/11/04 12:32 pm Page 98

and phosphate, the temperature, the pH,the degree of comminution and mechanicalaction, and the quality of the lean meat. Salthas the tendency to reduce pH, whereasalkaline polyphosphates tend to increasepH. Salt improves emulsification, becauseof the increasing amount of proteinextracted with smaller meat pieces at agiven time/temperature. By altering theionic and pH environment during heating, acoherent three-dimensional protein matrixor structure is formed.
Meat Emulsions
Emulsified products, such as frankfurters,hot dogs and bologna, are made from meatthat is entirely or partly disrupted in thepresence of water, salt and other processingaids, such as phosphates, citrates, carbohy-drates, non-meat proteins and seasonings.The resulting product can be best describedas a multi-phase system containing a solu-tion of water and dissolved ingredients,water with suspended particles, gel, theemulsion itself and even entrapped air orfoam.
The term ‘meat emulsion’ (Table 9.2) isoften mixed with the terms ‘meat batter’,‘meat matrix’, ‘meat comminute’ and even‘meat dough’. Meat emulsions are distin-guished from classical emulsions becausethe continuous phase of the meat emulsionis a colloidal matrix of protein and salt,rather than a simple liquid. The structuralintegrity of this matrix is critical to the sta-
bility of the meat emulsion. Quite a numberof viewpoints exist among meat scientists,but for order’s sake this book will refer toemulsified meat as products in which dis-crete particles of meat cannot be distin-guished, although for appearance, visiblepieces of meat or fat may be embedded inthe emulsion.
Influence of Compositional Ingredients
The environment in which meat processorsoperate is changing so rapidly that it isalmost impossible for researchers to keepup with the speed and the implementationof new compositional meat product ingre-dients. Research usually changes oneparameter at a time in order to establish itseffect.
The introduction of new processingtechnologies, alternative meat sources –including calorie-restricted meat products –has changed conceptual thinking dramati-cally in the last few years. These changeshave had a significant impact on the com-position of the sausage emulsions. Forexample, changes such as fat reduction oreven the elimination of fat, salt reductionand lean meat replacement all impact ontraditional eating properties.
With consumers, there is an obviousgap between their expressed desires andtheir ultimate choices, because historicallythey don’t always make rational purchasingdecisions: consumers refuse to sacrificetaste for perceived health claims. Many ofthe current meat emulsion technologies canbe used or adapted for the development ofconsumer-friendly meat products. How-ever, a new perspective is necessary tounderstand the changed role of meat pro-teins and innovative functional ingredientsin today’s emulsified processed meat prod-ucts. These changes in formulations cangreatly influence emulsion stability in rela-tion to its behavioural characteristics andcross-functional interactions.
The main properties of the functionalnon-meat proteins in emulsified meat prod-ucts are promotion of swelling, gelation andemulsification. It is important to have a
Emulsified Meats 99
Table 9.2. Typical emulsified meat product (%).
Protein 9–14.0Fat 15–30.0Salt 1.0–3.0Phosphate 0.0–0.5Sodium nitrite 0.01–0.03Sodium ascorbate* 0.03–0.05Starch 0.0–10.0Sugar 0.0–4.0Seasoning VaryingWater By difference
*Or sodium erythorbate.
chap09.qxd 17/11/04 12:32 pm Page 99

thorough understanding of these funda-mental properties, including the build-upof structural associations of intramolecularand aggregation bonds.
Three main interactions that occur inmeat emulsions are:
� Protein–water interactions.� Protein–protein interactions.� Protein–fat interactions.
Protein–water interactions determine thecharacteristics of water uptake, swellingand solubilization. Protein–protein interac-tions generally control the degree of aggre-gation and meat matrix development, whilethe interfacial interactions mainly describesurface tension and emulsification proper-ties. Additionally, there are formulae inwhich a complex of ingredients and addi-tives are used, such as polysaccharides, toimprove upon certain properties, includinghigher moisture retention, or to manipulateor mimic certain eating sensations.
Technologically speaking, the pro-tein–water interactions can be consideredof most interest to meat processors. Thecapacity of meat (Fig. 9.5) to bind addedwater continues to amaze researchers. Salt(NaCl) together with sufficient amounts ofwater, triggers swelling and solubilizationof the meat protein. Salt increases the sur-face tension of the water, thus it is veryimportant to ascertain that an optimum
ionic strength is obtained when solubiliz-ing the salt-soluble myofibrillar protein.During thermal processing, solubilized pro-tein surrounds the liberated fat. Togetherwith the swollen myofibrillar protein frag-ments, the solubilized protein forms a net-work that prevents the coalescing of fat andalso arranges the fixation or structuralenforcement of all supporting composi-tional ingredients, such as connective tis-sue, collagen fibres and functionalnon-meat proteins. Salt also offers an inex-pensive way of potentiating flavours, and asan added bonus it provides the benefit ofdecreasing water activity of the product.Therefore salt assists the preservative sys-tem by creating a less hospitable environ-ment for bacterial growth.
Gel formation is probably the mostimportant functional property of meat pro-tein, the key being the behavioural charac-teristics of the contractile proteinactomyosin. Ideally, during comminution,all muscle cells are opened up to solubilizein the presence of sufficient water, salt andphosphate. Phosphate usually speeds upthe extraction of protein, and the totalamount of protein extracted.
The percentage of extracted salt-solu-ble protein increases according to the inten-sity of comminution, although almostequally important is the influence of pH,temperature, salt and phosphate. To maxi-mize the extraction of salt-soluble protein,cryogenic cooling may be used duringchopping or blending. At a constant tem-perature, protein extraction is a function oftime. Added processing time will boost pro-tein availability and/or allow reduction ofsalt or phosphate, while maintaining suffi-cient fat stabilization and textural forma-tion.
Meat proteins also have the capacity toform a stable oil/water (O/W) emulsion.Salt-soluble proteins have superior emulsi-fication properties compared with water-soluble proteins. It is believed that thesalt-soluble protein is preferentiallyadsorbed at the fat/water interface. In itsnative state, myosin protein has less affinityto bind water (shows a higher surfacehydrophobic capacity). After the dissocia-
100 Chapter 9
Fig. 9.5. Scanning electron microscope photo-graph, showing bundle of untreated myofibrils.Source: Meat Research Institute, Kulmbach,Germany.
chap09.qxd 17/11/04 12:32 pm Page 100

tion of actomyosin in the presence of phos-phate, the actin protein remains in thewater phase, whereas the myosin isdirected towards the liberated fat droplets.Fat emulsification usually leads to the sameresult; however it is achieved in a differentmanner. When the salt-soluble proteins areinterfacially adsorbed to fat globules, theylose the ability to gel and to form a three-dimensional matrix. (See Gordon andBarbut, 1990.)
Phosphates are mainly used for theirbuffering capacity to stabilize pH. Theirmain function is to serve in chelating poly-valent cations, such as magnesium and cal-cium, and heavy metals, such as iron andcopper. This capability allows better waterbinding and the scavenging of free radicalsthat cause oxidative rancidity. Because oftheir negative surface charge, phosphatesassist in the stabilization of dispersions,emulsions and suspensions.
Polyphosphates, especially diphos-phates, have unique properties to solubilizeactomyosin in the presence of salt (Fig. 9.6).Sodium tripolyphosphate (STPP) (Table9.3) is most often used in processed meatproducts, though in many cases combina-tion blends of phosphates give improvedresults. For example, the addition ofsodium pyrophosphate to meat productswill accelerate development of a cured ‘red’meat colour in emulsified meat products.This feature can be important for meatproducts with a reduced amount of lean
meat or when limits on smokehouse capac-ity require higher processing temperaturesto increase throughput. Phosphates alsohave the tendency to lower meat batter vis-cosity which is often beneficial as processtemperatures are less inclined to increase.The latter helps to avoid premature emul-sion breakdown.
In finely comminuted meat batters thepresence of phosphates supports heat sta-bility as well as the ability to bind water,thereby increasing yield levels. Typically,levels of phosphate addition to meat battersrange from 0.1% to 0.4%.
From the above, it can be noted thatwater-holding capacity is greatly influencedby pH. At the iso-electric point (IP), thewater-holding capacity of meat is at a mini-mum. Actually, the IP can also be definedas the pH at which protein has the lowestactive electrical charge. Changes on bothsides of the IP will cause an unbalancedelectric charge which increases water-hold-ing capacity. Ionization causes electrostaticrepulsion against positive-charged proteinside chains, which subsequently allowsmore space for water-holding.
More Variables
Before protein–protein interactions in meatemulsions can occur, it is necessary todestroy the crosslinking of actomyosin (Fig.9.7). Phosphate is ideally suited for dissoci-ating crosslinking, and for restoring some ofthe pre-rigor properties of meat protein.The presence of phosphate in meat emul-sions improves batter stability, yield andtexture. In the raw emulsion, phosphatealso reduces viscosity, which allows a sig-nificantly higher filling speed for both
Emulsified Meats 101
Fig. 9.6. Scanning electron microscopephotograph, showing early stage effect of salt andphosphate-treated myofibril. Source: MeatResearch Institute, Kulmbach, Germany.
Table 9.3. pH effect of phosphates.
Phosphate % pH solution
Tetrasodium pyrophosphate 10.5Sodium tripolyphosphate 9.8Sodium hexametaphosphate 7.0Sodium acid pyrophosphate 4.2
chap09.qxd 17/11/04 12:32 pm Page 101

traditional filling lines and for coextrusionprocessing.
It is common knowledge that duringthe blending or chopping process of a meatbatter or meat emulsion, temperature risesdue to friction by the movement of themixer arm or fast rotating chopper knives.The latter is also influenced by the particu-lar design of the chopper knives. The pres-ence of starches and high-viscositynon-meat protein ingredients can causestiffening of the meat batter. Certain ingre-dients also take up large amounts of freewater, which has a further detrimentaleffect on optimum blending and choppingperformance. Selecting ingredients thatmaintain low viscosity in the early part ofthe comminution process and the addition
of phosphate directly on to the lean meatportion, if possible with a portion of thesalt, will help to offset some of the viscosityincrease. This enables prolonged blendingor chopping, thus optimizing protein solu-bilization and reducing fat particles to verysmall globule sizes (Fig. 9.8). (See Jones andMandigo, 1982.)
Mechanically deboned meat (MDM)generally has a pH of 6.5 or higher.Therefore, the addition of a small amount ofsodium acid pyrophosphate (SAPP) canbring advantages in improving chewinessof MDM-formulated emulsified sausage.The addition of small amounts of SAPP isalso beneficial for sausage formulas thathave high inclusion levels of functional soyprotein. However, a slight disadvantage ofSAPP inclusion might be a greater tendencyfor purge development compared to sodiumtripolyphosphate.
The Role of Fat Globules
The melting points of various types of fatcan substantially influence the degree ofdispersion and subsequently the adsorptionof protein at the fat/water interface. In a rawmeat emulsion in which sufficientextracted salt-soluble protein is present, theproteins direct their hydrophilic or water-loving regions toward the oil/water inter-face (Fig. 9.9). For calorie-reducedsausages, a relatively large part of the
102 Chapter 9
Fig. 9.7. Scanning electron microscopephotographs of salt soluble myofibrillar proteinformed into a granular, threadlike network. Source:Meat Research Institute, Kulmbach, Germany.
Fig. 9.8. Scanning electron microscopephotograph: M = meat fibre, F = fat globule in acourse emulsion matrix. Source: Meat ResearchInstitute, Kulmbach, Germany.
Fig. 9.9. Scanning electron microscope photographshowing oil globules preferentially bound bysolubilized protein network. Source: MeatResearch Institute, Kulmbach, Germany.
chap09.qxd 17/11/04 12:32 pm Page 102

hydrophobic or water-hating regions of pro-tein molecules are not utilized. This phe-nomenon causes protein molecules tochange absorption and adsorption patternsand can result in significantly reducedwater-holding capacity, or purge. The pre-viously mentioned variables in meat pro-tein and the reduction of fat and/or therelative reduction of salt in the emulsioncan cause product irregularities. It seemsthat the presence of sufficient fat plays animportant role. In general, increasingamounts of fat – up to approximately 30% –lowers the shrinkage of the protein struc-ture. Subsequently yield improvement willbe obtained.
It is obvious that the unfolding ordenaturation of proteins and the subse-quent aggregation or re-association of thesolubilized meat fragments is a key toobtaining an optimum gel network. In thisprocess, ingredients, additives and process-ing variables can be responsible for alteredvisco-elastic characteristics. For example,certain types of gums exhibit a diluting oranti-gelling effect, resulting in a lessdynamic crosslinking and aggregation. It isalso possible that the conformational stabil-ity, that is the protein/gum interaction,does not change the crosslinking itself, butwill negatively impact the rheological prop-erties of the gelling suspension.
Gelwork interference is a common prob-lem in sausage production. Many researchstudies and empirical processing experiencehave shown that a high viscosity in a rawmeat emulsion does not necessarily translateinto strong elasticity once the product hasgone through thermal processing. Elasticity,which is an important parameter in develop-ing meat-like texture, is generally formedonce the temperature of the meat emulsionreaches 43°C for protein/protein interac-tions. These temperatures are usually higherfor protein/gum interactions and start at60°C. The temperature depends on the typeof the gum, if indeed an improved texturecan be obtained.
The same scenario is basically true forprotein/protein interactions when func-tional non-meat proteins are used. For stan-dard meat products with a relatively high
lean meat and fat content, the availability ofextractable salt soluble protein is generallysufficient to ensure both emulsification andgelation (Fig. 9.10). However, if meatsources of lower functional quality areused, such as mechanically deboned meat,organ meat or trimmings, or if the formula-tion calls for increased water or reducedsalt, the availability of extracted salt-solu-ble protein is insufficient to achieve bothemulsification and gelation (Fig. 9.11). Inthese cases functional non-meat proteiningredients are usually added to ‘fortify’ themeat emulsion.
Emulsified Meats 103
Fig. 9.10. Scanning electron microscopephotograph of a single fat globule surrounded by acontinuous layer of protein. Source: Meat ResearchInstitute, Kulmbach, Germany.
Fig. 9.11. Scanning electron microscopephotograph of a ruptured coated fat globule,possibly caused by fat expansion duringthermalization, with fat coalescing as a result.Source: Meat Research Institute, Kulmbach,Germany.
chap09.qxd 17/11/04 12:32 pm Page 103

The criteria for selecting the mostappropriate functional non-meat proteindepends on formulation variables, process-ing equipment, the protein’s contribution tothe nutritional profile and cost efficiency(Table 9.4). In principle, non-meat proteiningredients can be divided into animal andvegetable origin. Some animal proteinproducts such as sodium caseinate, a milkderivative, and blood (albumen) havedemonstrated a positive influence on high-fat stabilization, especially when retorted.However, throughout the world the inclu-sion level of fat in processed meats hasgradually declined, and also there is amarked increase in the use of meat of lowerskeletal quality. Blood (plasma) protein andmilk protein products have a significantlyhigher price profile. Together, these vari-ables have reduced the need for these typesof animal protein ingredients.
Changing Paradigms
Two of the most significant concerns fortoday’s consumer are nutrition and safety.At the same time, consumers are puttingtop priority on taste, value and conven-ience. Taste and flavour remain the mostvaluable assets meat processors have tooffer to ensure repeat purchases, but that iswhere complications arise.
In the ‘bad old days’, high-fat meatproducts translated into high quality. Theclassic European-style sausage, such asBraunschweiger, Mettwurst and many oth-ers, had a fat content of at least 50%. Eventoday, the world’s best-selling pork break-fast sausage at fast food restaurants has a fat
content well over 30% – or, to put it differ-ently, well over 80% of the calories comefrom fat. Slowly, the notion is sinking inthat over-consumption of animal fat andtransfats can lead to serious health prob-lems. That is one of the main reasons thatthe current generation has been instrumen-tal in shifting from the consumption of ‘red’meats to lower saturated fat foods, such aspoultry and aqua foods. Beef fat containsabout 54% saturated fatty acids – similar tolamb and mutton fat – compared with about45% for pork fat. These numbers are signif-icantly higher than chicken fat, which con-tains only 32% saturated fatty acids. Butwhat is the wisdom here? The Atkins diethas prompted renewed debate about fat as apotential health hazard. The jury is stillout, which makes market positioning of for-mulated food and meat products very diffi-cult.
For example, only a few years ago therather sudden change in consumer demandfor low fat and fat-free meat and poultryproducts caught food legislators off-guard.The rather strict legislative guidelines wererelaxed to allow meat processors to addressthe need for calorie-restricted pro-cessed meat and poultry products.However, most recently this low fat cate-gory of formulated foods has come upagainst the popularization of carbohydrate-controlled foods, including formulatedmeat products.
Low-fat Emulsion Processing
It seems so simple to create low fat spin-offversions of existing products, but in reality
104 Chapter 9
Table 9.4. Relevant factors in water and fat management in processed meats.
Proteins Gums Starch Other
Soy protein isolate Methylcellulose Potato Fibres (e.g. inulin)Soy protein concentrate Guar Corn Wheat glutenTotal milk protein Carrageenan Rice TransglutaminaseSodium caseinate Alginate Tapioca Whey protein concentrate Konjac flour WheatBlood (albumen) protein
chap09.qxd 17/11/04 12:32 pm Page 104

this isn’t so easy. Merely formulating withleaner cuts of meat creates three main prob-lems: it changes the manufacturing vari-ables; it significantly changes flavour,texture and juiciness; and it substantiallyincreases costs. Fat can be seen as the lubri-cant for improved eating characteristics.Reduced fat levels usually translate into adrier, more rubbery texture. Spices and sea-sonings react differently when fat isreduced or eliminated. There are a numberof functional ingredients, additives andeven fillers that partly can compensate forthe lack of fat. Basically, these ingredientscan be categorized as to whether theyimprove water-holding capacity or whetherthey mimic fat. (See Shand, 1997.)
It is only logical that if fat levelsdecrease, water content must increase.Meat protein remains the most importantbinder of its own juices and added water.Lean skeletal muscle meat has a high water-holding capacity, compared with fattyand/or organ meat sources. Alkaline phos-phates and sodium chloride are the mainadditives to support the extraction of salt-soluble meat protein. These additivesexpose the hydrophilic areas of the meatproteins. The latter is a function of pH,which has its lowest water-holding capac-ity and solubility at pH 4.5 > 5.5.
Functional soy protein ingredients areable to bind with water and fat and with-stand heat processing while maintainingtexture and allowing sufficient moisturerelease upon eating. The solubilized por-tion of the myofibrillar protein forms a verystrong, elastic gel. Functional soy concen-trates and soy protein isolates especiallysupport the aggregation of the complex pro-tein network and yield management (Fig.9.12). Besides these functional non-meatprotein ingredients, there are a few polysac-charide gums, such as carrageenan and kon-jac flour, that have found their way intoproducts with low amounts of lean meat.These additives are mainly used to bindwater and to decrease purge released afterthermal processing.
Pre-Emulsion Variables
The use of pre-made emulsions in commin-uted meat batters or meat emulsions contin-ues to be popular in a number of countries.Often pork skin (rind) (pork rinds), beef col-lagen or diaphragm meats are utilized inthese pre-emulsions. Soy protein isolateand, to a somewhat lesser extent, soy pro-tein concentrate is uniquely able to stabi-lize fat and water emulsions. Pork skin(rind) and other similar meat by-productscan be considered a collagen protein andthese proteins play a major role in the tex-ture of meat products. They also contributeto flavour and texture, while providingcost-savings for the meat processor.
There are a number of typical process-ing variables, however, that need close atten-tion in order to achieve optimum results:
� Cold-made pork skin (rind) emulsionsoutperform hot-made pork skin (rind)emulsions.
Emulsified Meats 105
Fig. 9.12. Scanning electron microscopephotograph showing sausage matrix with 30% fat,stabilized with soy protein isolate. Source: MeatResearch Institute, Kulmbach, Germany.
chap09.qxd 17/11/04 12:32 pm Page 105

� Meat emulsions that contain pork skin(rind) emulsions will have improved tex-ture and yield when cooked at a highertemperature.
� Comminuted meat emulsions will haveimproved texture and higher yield whenchopped to a finer particle size, or whenground through finer plate sizes, i.e. 1.4mm.
� Dry addition of soy protein ingredients tothe meat batter will improve cooked meatcolour compared to products which con-tain a pre-made emulsion.
� Generally speaking, the use of pre-emul-sions removes a significant amount offree water from the processing system.Thus greater viscosities are created, lead-ing to temperature increases and fre-quently also a lighter product colour.
� Because of gelling, pre-emulsions usuallyset quickly, and therefore these pre-emul-sions should be used as quickly as possi-ble in the final emulsion matrix.
� See Combi Emulsion, p. 189.
Solutions for Low Fat Formulas
For coarse-ground sausage, visible fat canbe replaced by a combination of modifiedstarch and konjac flour. Acetylating thekonjac flour with an alkali presets thestarch-containing gel, which is heat stable,and chopped or ground in small pieces offat analogue.
Coarse, lean meat can be simulatedusing a patented structuring technologythat granulates certain types of soy proteinisolate and water. The granules can be man-ufactured in a number of patentedprocesses utilizing a chopper, mixer/grinder or an innovative in-line granulatingsystem that simulates meat analogue parti-cles in a matter of a few minutes. The gran-ules can be coloured using, for example,extracts of paprika or sandalwood, ifdesired, to match the cured and cookedmeat colour. The resulting soy protein gran-ules (Fig. 9.13) can be immediately cooledand in-line blended with the other compo-nents.
Both the fat analogue and the meat ana-
logue particles, when mixed with a certainportion of ground muscle meat, can mimicthe traditional eating quality of coarse-ground meat and poultry products. Theseprotein granules are also successfully usedin emulsified meat products to improve tex-ture, or as ‘show’ meat to replace the moreexpensive lean chunk or particle meat.
New micro-cutting equipment nowallows emulsion size reduction while main-taining a vacuum. Often a micro-cutprocess is needed following the traditionalchopping process or when a mixer/blenderset-up is used. Micro-cutting reduces theemulsion to a very fine particle size. If thisaction is done while maintaining a vacuum,colour stability and product density areimproved while air entrapment is avoided,thus minimizing the possible creation of gelpockets.
There is a wide selection of modifiedfood starches and other carbohydrates thatcan contribute to a good all-round stabilizingmatrix in an emulsified meat product.Starches, maltodextrines, milk solids such assweet whey powder and even maize syrupsolids are often used to complement the func-tionality of soy protein ingredients. Starchesand maltodextrines are relatively inexpen-sive and can optimize water immobilizationbeyond the appropriate inclusion level of soyprotein additions. Milk solids, such as sweetdairy whey or hydrolysed milk protein, havethe beneficial effect of globular micro-partic-
106 Chapter 9
Fig. 9.13. Soy protein gel with compact structures(Scanning Electron Micrograph, magnification5000 x). Source: Meat Research Institute,Kulmbach, Germany.
chap09.qxd 17/11/04 12:32 pm Page 106

ulation, which simulates the presence of fat.To further enhance the juiciness and succu-lence of the finished product, it is recom-mended to formulate low- or no-fatemulsified sausages with 1–2% added gela-tine. High-gelling soy protein isolate is ide-ally suited to preventing adverse reactionswith these supporting functional ingredients.
Fat-free Technology
Technology to address consumer demandsis changing at an ever-increasing pace. Itwas only a few years ago that USA meatprocessing companies revolutionized con-sumers’ perceptions with the introductionof the 97% fat-free hot dogs and sliceabledeli meats, such as bologna. Although earlyconsumer acceptance was hindered some-what by poor-quality texture, mouthfeeland flavour, this did not stop furtherresearch to decrease the fat content evenfurther.
One might question why it is so impor-tant to eliminate even the last 3% fat from asausage. Well, frankly, extensive consumerresearch revealed that many consumers still
had a problem putting the 3% fats in theright perspective. Three per cent fat stillcontributes to the 30% fat calories withinthe total diet, something that is consideredthe upper limit by the guidelines of theAmerican Heart Association. To avoid con-fusion, fat-free hot dogs and fat-free slice-able luncheon meats were introduced(Table 9.5). This introduction has initiallygenerated very favourable consumerresponse, which in turn prompted quite anumber of meat processors to quickly repo-sition similar fat-free products of their own.However, it is true that low-fat or high-endconsumers are divided into different cate-gories. A few years after the introduction offat-free meat products, the initial marketgrowth came to a halt and has declined eversince.
It remains a mysterious phenomenonwhy in the USA low fat hamburgers havefailed to gain consumer acceptance,whereas low- or no-fat hot dogs and othersimilar luncheon meats have been able tocapture the limelight of consumers’ atten-tion. However, it should be noted that therather sudden surge of low carb foods hasresulted in a significant decline in low fat
Emulsified Meats 107
Table 9.5. Calorie calculations per 100 g of product.
g/100 g kcal/100 g % of calories
Hot dog 30% fatProtein 11 44 14Carbohydrates 2 8 2Fat 30 270 84Total calories 322
Hot dog 10% fatProtein 12 48 32Carbohydrates 3 12 8Fat 10 90 60Total calories 150
Hot dog 3% fatProtein 13 52 55Carbohydrates 4 16 17Fat 3 27 28Total calories 95
Hot dog 0% fatProtein 13 52 76Carbohydrates 4 16 24Fat 0 0 0Total calories 68
chap09.qxd 17/11/04 12:32 pm Page 107

and fat-free meat products. There is nodoubt that meat companies will eventuallyreposition the low fat meat products, and itis even possible that this category mightdisappear altogether. For many consumers,high fat is back in vogue.
The manufacturing of fat-free meatproducts requires a rather significant depar-ture from traditional meat batters and/ormeat emulsions. Basically, the formula of afat-free emulsified meat product containsabout 45–55% premium quality lean skele-tal meat, the remainder being water, flavour-ings, salt, seasoning and, most importantly,a combination of functional non-meat ingre-dients such as hydrolysed proteins, func-tional non-meat protein ingredients,hydrocolloids and modified food starches.Reduced-fat and reduced-salt meat productscreate a number of challenges for the meatprocessor. Lowering sodium chloride willactually increase the available water. Fat-reduced meat products also have a higheravailable water content. However, free mois-ture is a major cause of microbial growth.Very often it will be necessary to add someformula and processing hurdles to preventor delay microbial spoilage. Vacuum blend-ing and packing as well as post-processpasteurization to eliminate surface con-tamination are methods that are recom-mended. Technologically speaking, it isnecessary to immobilize the rather highamount of added water and meat juices insuch a manner that a harmonious three-dimensional integrated network is formedwith a multitude of characteristics, formedby texture-providing meat proteins andfunctional non-meat ingredients. It is alsonecessary to satisfy the stringent organolep-tic demands of consumers in terms of fatmimicking, juice release and flavour contri-bution. These need to be strikingly similarto the original full-fat product. The latter isthe key to the ultimate success or failure ofcalorie-restricted processed meat products.
Emulsion Analogue
Much has been written about the ratherschizophrenic and erratic consumer behav-
iour patterns as they relate to food purchas-ing decisions. Consumers try to ease theirmind with rational thinking based on emo-tional motives. In other words, consumerswant the good things in life, such as great-tasting flavour, without the guilt and thecalories. It is expected that the market forprocessed meat products will move into twoextremes, namely full-fat processed meatsand reduced-fat meat products. It remains tobe seen if the niche market for fat-free hotdogs and sliceable luncheon meats will besustainable long term. Probably not!
It was not many years ago that the maindebate about meat emulsions was focusedon the amount of fat that could be stabilizedor immobilized in the final product. Even inlow fat products, one still can speak tech-nologically about an emulsion where thesize of the fat droplets and their distribu-tion in the meat matrix are of importancefor variables such as succulence, bite, tex-ture and yield. However, with fat-free hotdogs, sausages and deli meats, the word‘meat emulsion’ no longer seems correct.For fat-free products, it is perhaps neces-sary to agree on a different descriptivename, such as ‘protein–colloid mixture’ or‘emulsion analogue’ (Fig. 9.14).
The fact is that the traditionally impor-tant role of fat needs to be replaced by ananalogue performance of functional ingre-dients. Preferably, these functional ingredi-ents should have a nutritional profilesimilar to lean meat, and above all, the abil-ity to mimic the textural properties of emul-sified, coarse or fragmented meat products.(See McMindes, 1991.)
It is doubtful that a single non-meatprotein source will have all the requiredcharacteristics. It is more likely that it willhave to be teamed up with functional ingre-dients offering synergistic behavioural val-ues, such as a combination of bland-tastingsoy protein isolate of varying gel strengthsand maltodextrine, and possibly dairyderivatives and modified food starches. Interms of processing temperatures for calo-rie-restricted products to obtain meat batterstability, it is suggested to reduce these tobetween 6°C and 12°C, as otherwise prema-ture meat denaturation might follow.
108 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 108

Temperature Considerations
Temperature control plays a significant rolein maintaining the desired colour of aprocessed and cooked meat product. Lowerstorage and display temperatures greatlybenefit a stable colour. To optimize colourformation and stability, additives such assalt, phosphate, nitrite and cure accelera-tors like ascorbate and erythorbate prefer-ably need to be added prior to fat additionto the chopper or blender. It should bepointed out that these essential additivesare given sufficient time to react with thelean meat portion of the formulae. Pre-cur-ing lean meats generally also results inimproved colour formation and stability.
Chilling efficiency and the speed ofchilling emulsified sausages such as hotdogs is important. Even if the sausages havebeen cooked sufficiently to destroy vegeta-tive pathogens such as salmonellae, somespores will survive. It is also possible thatthe emulsified sausages will acquire surfacecontamination during the various manufac-turing steps, including air movement,showering and in-plant handling prior topackaging.
After cooking, sausages are usuallyblast-chilled before being moved into hold-ing coolers. In case of manufacturing down-time or other mishaps, chilling might becompromised, resulting in microbial
growth. The specific identity of the micro-bial hazard depends mostly on the type ofenvironment. Recontamination of chilledemulsified sausages must be avoided, andideally the process of peeling, collecting,packaging and moving the product into dis-tribution needs to be accomplished within1 hour.
Ideal finished product temperatureafter packaging should be <4°C, which iswell below the lower limit for the growth ofspore formers (10°C). The presence ofsodium chloride (salt) and sodium nitritewill retard the growth of survivingpathogens. Holding times between chillingand packaging need to be kept to a mini-mum, not only to safeguard microbialstandards but also to avoid excessiveweight loss of moisture, resulting in lowernet-weight packages. Additionally, hot-dog-style sausages have the tendency to experi-ence peeling difficulties when kept too longin the holding rooms.
Rework is processed meat that fails tomeet the strict QA specifications and there-fore is prohibited from sale. This material isoften unavoidable in meat processing. Still,every attempt should be made to reducerework to a minimum. Rework can causequality flaws due to microbial spoilage, ran-cidity and colour abnormalities. It is sug-gested to allow a maximum amount of 5%to be reused or reprocessed in each new
Emulsified Meats 109
Fig. 9.14. Scanning electron microscope photograph of a fat-free sausage analogue matrix. Source: TheSolae Company, St Louis, Missouri, USA.
chap09.qxd 17/11/04 12:32 pm Page 109

batch. Reworked product should be lessthan 7 days old and kept at a temperature of<4°C.
Interactive Co-extrusion Progress
The world of sausage processing is about tosee major innovations in co-extrusion tech-nology. The new generation of co-extrusiontechnology has eliminated many of the firstgeneration drawbacks and product flaws,such as primary and secondary skinimprints and prolonged processing times.Also, yield and energy processing efficien-cies have improved significantly. Ingeniousimprovements in equipment design haveallowed major technology advances in cos-metic appeal for both the traditional ring orhorseshoe-shaped, natural curve-shapedfrankfurter and the hot dog-type Viennasausage. Even the Old World classics, suchas British bangers, fresh sausage and semi-dry fermented salami sticks, now are suc-cessfully produced on innovativeco-extrusion equipment. Another majorprogress in co-extrusion technology isthe successful manufacturing system ofclosed-end casings. This patented process(Townsend Engineering Co., Des Moines,Iowa, USA/Oss, The Netherlands) pro-duces exquisite particle definition, whereasbite can rival natural casing organo-leptical properties such as casing snap orknack.
Both meat emulsion and collagen gelare extruded simultaneously – hence theword co-extrusion – and the ropeof wet collagen-covered sausage is subse-quently carried on a conveyor belt into abrine slide for rapid de-watering. Uponleaving the brine treatment, the strength ofthe sausage rope should be sufficient toallow clear crimping and cutting into thedesired links or looping on to smoke sticksfor further (traditional) thermal processing.
Co-extrusion can best be comparedwith the spinning of a traditional or naturalcollagen casing into which the meat batteris simultaneously filled inside. In the pastand still today much of the engineeringknow-how originates in The Netherlands.
The new generation of co-extrusion equip-ment is based on a rather long collagenhardening time in a slide filled with, forexample, a di-potassium phosphate brinesolution. A relatively short passage througha drying/cross-linking section to improveoverall handling capabilities follows theinitial collagen hardening.
Vegetable-based skin material (mainlyalginates) can now also be successfullyapplied, which makes the equipment anoption for the manufacturing of meat-freehot dogs. The use of vegetable-based cas-ings allows labelling such as ‘Kosher’ and‘Halal’, whereas 100% beef-free productscan successfully be made when pork colla-gen is used for casing formation.
Collagen gel and vegetable-based gelshave many potential bridges for chemicallyinteracting with the extruded meat emul-sion. Co-extrusion processing variables,such as length of brine bath, brine concen-tration and temperature, amount of liquidsmoke and the speed of the conveyor belt,can influence the degree of water removalfrom the extruded collagen gel. Apart fromdelivering the sensory attributes consumerslook for in smoked sausages, the directinjection of liquid smoke into the collagengel is a very effective method for improvingcross-linking or skin hardening in the pre-liminary stages of processing.
It appears that variables such as tem-perature and airflow have a significantimpact on the final co-extruded productcharacteristics. The switch from conven-tional smoked sausage processing toadvanced co-extrusion technology requireshigh-calibre total project management capa-bilities from the engineering or equipmentcompany. This includes professional assis-tance from the early stages of conceptionthrough to final manufacturing start-up,including training and control of process-ing variables. On-line modem links cannow be used for advice and assistance,greatly improving process efficiency,including eliminating operation errorscausing down-time.
The most recent fine-tuning of the co-extrusion process now allows double-stream extrusion. The simulation of a true
110 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 110

curved frankfurter sausage in varying diam-eters and lengths, together with true roundedges, will no doubt further raise interest inthe technology among meat processors.Also, improved collagen systems nowallow in-line injection of for example liquidhickory smoke, while optimizing textureand bite. However, possibly the most signif-icant equipment improvement is theextended brine bath that virtually elimi-nates primary skin imprints. The latter isfurther improved when high osmotic saltsare used in the brine bath (Fig. 9.15).
Metering of the meat and collagen dos-ing controls the weight of the extrudedsausages. The process operator can set theseparameters, allowing accuracy of the indi-vidual links in dimension and weight. Thecontrol of the same dimensions and weightsfor different meat emulsion viscosities canbe a function of the menus stored in thePLC. All basic settings for each sausage typeare fixed in a certain menu, and the opera-tor is able to fine-tune the collagen dosing,the meat dosing, brine bath speed andcrimper speed to optimize overall processefficiency. Efficiency also involves somerecipe variables, such as emulsion tempera-ture, ambient temperature, meat source and
the influence of functional non-meat ingre-dients, such as added vegetable proteinsused to reinforce the emulsion stability.Subsequently, a wide range of sausageproducts can be successfully producedfrom as short as 20 mm to as long as 800mm, with diameters from as small as 8 mmto as big as 40 mm or larger.
A few words need to be said about theimportance of adapting the meat emulsionfor the co-extrusion processing systems. Inorder to obtain optimum cosmetic appeal, itis recommended to use soy protein supple-mentation to increase the viscosity of theraw meat emulsion or meat batter. Togetherwith an in-line liquid smoke dosage, whichcan be added to the collagen dough at pointof extrusion, the specific formula ingredi-ents will need to ‘stiffen’ the meat dough sothat a minimal amount of sausage deforma-tion results immediately after extrusion.
Building in process tolerance withfunctional soy proteins and selected foodstarches helps to ensure proper, consistentnozzle flow and viscosity. Apart from thetypical meat emulsion variables and the useof soy protein ingredients, it can be men-tioned that perhaps the single most impor-tant advantage of a viscosity regulating
Emulsified Meats 111
Fig. 9.15. Drawing of an integrated co-extrusion sausage line. Courtesy of Townsend Engineering Co.,Iowa.
chap09.qxd 17/11/04 12:32 pm Page 111

non-meat protein is its ability to maintainthe directional integrity of the sausage. Thisability is often called ‘form memory’, andits strong directional hold will contribute togreatly improved machinability and theoverall cosmetic appearance of the endproduct.
The type of collagen gel used also influ-ences the cosmetic appeal. Collagen trans-lates to bite and textural characteristics,and knack and snap properties. In recentyears the production of collagen gel hasseen increased competition, which has ledto greater pricing efficiency and selectioncriteria. Co-extrusion allows drastic effi-ciency improvements, including huge sav-ings compared with pre-manufacturedcasings.
Now that leading American meatprocessors have opted for these innovativeprocessing systems, it is likely that the finalworldwide breakthrough of co-extrusiontechnology, including the operation of trueautomated processing technology involvingvery little physical labour, has finallyarrived at the start of the third millennium.These recent process improvements,
including significantly faster manufactur-ing times, uniquely allow integration ofhighly efficient operation systems, whileproviding ample opportunities to adapt for-mulae that are environmentally safe, eco-nomical, with improved shelf life, healthyand tasty.
Co-extrusion clearly has come of age.The new technology advancements nowuniquely allow simulation of traditionalproducts, together with the opportunityto develop innovative products whereflavour, colour and aroma can be truly cus-tomized and integrated with the meatmatrix by finding the right and delicate bal-ance of desirable product characteristics(Fig. 9.16).
Meat processing technology shouldnever stop longing for better and more effi-cient methods. Creative solutions driven byspirited entrepreneurial individuals willremain the cornerstone of the ultimate co-extrusion system. The recent equipmentimprovements are truly a new beginning foran old dream to come true: perfectingsausage automation while improving thebottom line.
112 Chapter 9
Fig. 9.16. Display of co-extruded sausages.
References and Suggested Reading
Barbut, S. (1995) Importance of fat emulsification and protein matrix characteristics inmeat batter stability. Journal of Muscle Foods 6, 161–177.
chap09.qxd 17/11/04 12:32 pm Page 112

Borchert, L., Greaser, M.L., Brad, J.C., Cassens, R.G. and Briskey, E.J. (1967) Electronmicroscopy of a meat emulsion. Journal of Food Science 32, 419–421.
Camou, J.P. and Sebranek, J.G. (1991) Effect of nonmeat proteins on gelation properties ofporcine muscle protein. Journal of Muscle Foods 2, 149–163.
Camou, J.P., Sebranek, J.G. and Olson, D.G. (1989) Effect of heating rate and protein con-centration on gel strength and water loss of muscle protein gels. Journal of FoodScience 54, 850–854.
Carpenter, J.A. and Saffle, R.L. (1964) A simple method of estimating the emulsifyingcapacity of various sausage meats. Journal of Food Science 29, 774–782.
Claus, J.R. and Hunt, M.C. (1991) Low-fat, high added-water bologna formulated with tex-ture-modifying ingredients. Journal of Food Science 56, 643–652.
Foegeding, E.A. and Lanier, T.C. The contribution of non-muscle proteins to texture ofgelled muscle protein foods. Paper 10800. North Carolina Agricultural ResearchServices, Raleigh, North Carolina.
Gordon, A. and Barbut, S. (1990) The role of interfacial protein film in meat batter stabi-lization. Food Structure 9, 77–90.
Haack, E., Warnecke, H.W. and Meyenschein, R. (1998) Methodical examinations forthe development of new cutting systems of mincers. Fleischwirtschaft 78(11),1179–1180.
Hammer, G.F. (1992) Processing vegetable oils into frankfurter-type sausages.Fleischwirtschaft 72, 1258–1265.
Hermanson, A.M. (1986) Soy protein gelation. Journal of the American Oil ChemistsSociety 63, 658.
Hoogenkamp, H.W.A.P. (1979) Production techniques for various meat products. In:Practical Applications of Milk Proteins in Meat Products. DMV International, Veghel,The Netherlands.
Hoogenkamp, H.W.A.P. (1986) Milk Proteins in Meat and Poultry Products. DMV-International, Veghel, The Netherlands.
Hoogenkamp, H.W. (1994a) Coextrusion, partnering technology and ingredients.Fleischwirtschaft 74(5), 513–516.
Hoogenkamp, H.W. (1994b) Meat emulsion variables. Fleischwirtschaft 74(11), 1198–1200.Jones, K.W. and Mandigo, R.W. (1982) Effects of chopping temperature on microstructure
of meat emulsons. Journal of Food Science 47, 1930–1935.Katsaras, K. and Peetz, P. (1994) The functional properties of soy products.
Fleischwirtschaft 2, 28–32.Katsaras, K., Peetz, P. and Geyer, S. (1991) Electron microscopy serving meat research.
Fleischerei 9, III–VI.Matulis, R.J., McKeith, F.K., Sutherland, J.W. and Brewer, S. (1995) Sensory characteristics
of frankfurters as affected by salt, fat, soy protein and carrageenan. Journal of FoodScience 60(1), 356–361.
McMindes, M.K. (1991) Application of isolated soy protein in low-fat meat products. FoodTechnology 37, 61–64.
Paneras, E.D. and Bloukas, J.G. (1994) Vegetable oils replace pork backfat for low-fat frank-furters. Journal of Food Science 59(4), 725–728.
Patana-Anake, C.E. and Foegeding, E.A. (1985) Rheological and stability transitions inmeat batters containing soy protein concentrate and vital wheat gluten. Journal ofFood Science 50, 160–168.
Reichert, J.E. (1991) The use of soy protein in meat products. Fleischerei 8, III–VI.Richardson, R.I. and Mead, G.C. (eds) (2000) Poultry Meat Science. CAB International,
Wallingford, UK.Schut, J. (1976) Meat emulsions. In: Friberg, S. (ed.) Food Emulsions. Marcel Dekker, New
York, pp. 385–458.
Emulsified Meats 113
chap09.qxd 17/11/04 12:32 pm Page 113

Shand, P.I. (1997) Mimetic and synthetic fat replacers for the meat industry. In: Productionand Processing Healthy Meat, Poultry and Fish Products. Advances in Meat Research.Vol. 11 Elsevier Applied Science, New York, pp. 191–209.
Smyth, A.B., O’Neil, E. and Smith, D.M. (1999) Functional properties of muscle proteinsin processed poultry products. In: Richardson, R.I. and Mead, G.C. (eds) Poultry MeatScience 25, CAB International, Wallingford, UK, pp. 377–396.
Sofos, J.N. and Allen, C.E. (1977) Effect of lean meat source and levels of fat and soy pro-tein on the properties of wiener-type products. Journal of Food Science 42, 875–878.
Steinman, R. and Fischer, A. (1993) Frankfurther-type sausage manufacture.Fleischwirtschaft 73(4), 435–438.
Sylvia, S.F., Clause, J.R., Marriott, N.G. and Eigel, W.N. (1994) Low-fat, high moisturefrankfurters: effect of temperature and water during extented mixing. Journal of FoodScience 59, 937–940.
Ukabam, I.O. (1998) Raw material utilisation – a global perspective. Reciprocal MeatConference Proceedings 51, 44–47.
Zayas, J.F. (1985) Structural and water binding properties of meat emulsions prepared withemulsified and unemulsified fat. Journal of Food Science 30, 689–692.
114 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 114

Formulation Examples: Emulsified Meat Products
Wiener Franks (Canada)
Ingredient % %
Pork picnics 12.00 12.00Pork jowls (no skin) 20.00 20.00Pork fat 8.00 8.00Beef heart 10.50 12.00Pork skin (rinds) emulsiona 8.00 8.00Beef connective tissue (1 mm) 8.00 8.00Water 22.00 20.00Salt 2.15 2.15Curing salt (6.25% NaNO2) 0.20 0.20Sodium ascorbateb 0.05 0.05Dextrose 1.00 1.00Maize syrup solids 1.00 1.00Soy protein isolatec 2.00Soy protein concentratec 2.50Potato starch 4.50 4.50Seasoning 0.60 0.60Total 100.00 100.00
aSkin emulsion: 10 parts of blanched pork skin (rinds); 1 part soyprotein; 10 parts water; (2% added salt near end of chopping).bAlternative: sodium erythorbate.cHigh-gelling SPI or FSPC. (Note: the choice between SPI andFSPC is discussed in Chapter 2.)
Smoked sausage (USA)
Ingredient % %
Pork picnics 44.00 48.00Beef meat 50CL 20.00 20.00Turkey (mechanically deboned) 14.00 10.00Water 15.00 15.00Salt 1.80 1.80Curing salt 0.20 0.20Sodium ascorbatea 0.05 0.05Maize syrup solids 1.50 1.50Soy protein isolateb 1.50 Soy protein concentrateb 1.50Non-fat dry milk 1.50 1.50White pepper 0.25 0.25Marjoram 0.10 0.10Nutmeg 0.10 0.10Total 100.00 100.00
aAlternative: sodium erythorbate.bHigh-gelling SPI or FSPC.
Procedure:1. Grind fat meat to 8 mm and grind lean meat to 5 mm plate settings.2. Add lean meat into mixer with salt, curing salt, and mix for 30 s.
Emulsified Meats 115
chap09.qxd 17/11/04 12:32 pm Page 115

3. Add water/ice and mix until 3 min have elapsed.4. Keep temperature below 4°C.5. Add soy protein and other dry ingredients, and mix until all free water has been
absorbed.6. Hold meat mixture in cooler overnight and final grind to 3 mm prior to stuffing or
co-extrusion.7. Smoke and cook schedule to a core temperature of 72°C.8. Shower with cold water or brine.9. Blast chill to 4°C.
10. Packaging and post-pasteurization.
Variety meat smoked sausage (USA)
Ingredient % %
Beef tripe (flaked/ground) 16.00 16.00Beef head meat (flaked/ground) 16.00 10.00Beef meat 80CL (pre-cured) 10.00 10.00Beef heart emulsiona 10.00 10.00Beef tongue 10.00 16.00Pork meat 50CL (pre-cured) 10.00 10.00Chicken (mechanically deboned) 10.00 10.00Water 10.00 10.00Salt 2.30 2.30Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbateb 0.05 0.05Maize syrup 2.30 2.30Soy protein isolatec 2.30 Soy protein concentratec 2.30Seasoning 0.90 0.90Total 100.00 100.00
aBeef heart emulsion: (frozen) beef heart 75%; water 18%; soy protein 6%;salt + cure 1%; chop to 5°C.bAlternative: sodium erythorbate.cUse high gelling SPI or FSPC.
Procedure:1. Pre-cure beef meat 80CL with salt and water. For example: 88% 16 mm ground beef +7% water and 5% salt. Blend for 15 min and leave overnight to cure.2. Pre-cure pork 50CL.3. Add pre-cured pork in blender with water and soy protein. Mix for 5 min.4. Add flaked ground beef tripe, head meat, tongue, seasoning and blend for 5 min.5. Add chicken (mechanically deboned), pre-cured beef and heart emulsion; blend for 3min.6. Stuff in ring-shape natural pork casings 30/32 calibre or edible collagen casing andsmoke-cook to 72°C IT. Shower with cold water and chill to 4°C.
Beef and pork Polish sausage
Ingredient % %
Beef meat 90CL 40.00 45.00Beef navels 50CL 7.25 7.00Pork trimmings 50CL 20.00 15.00Water 25.00 25.00
116 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 116
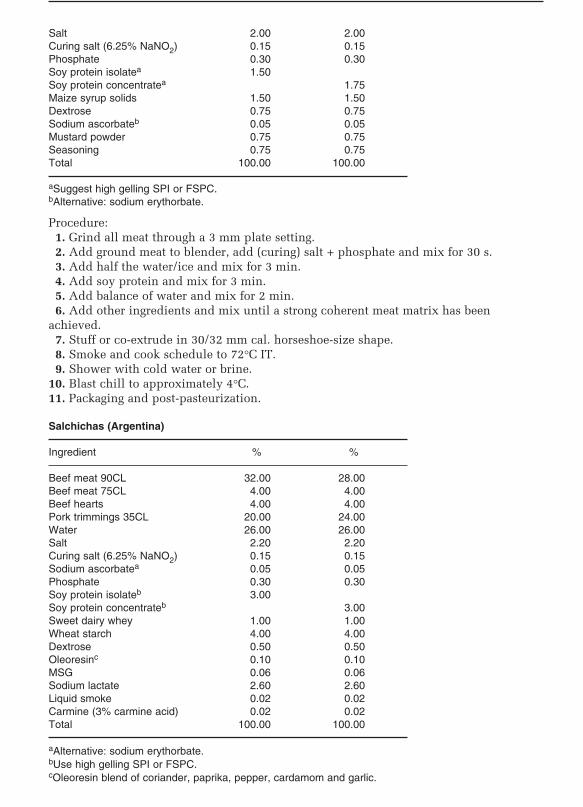
Salt 2.00 2.00Curing salt (6.25% NaNO2) 0.15 0.15Phosphate 0.30 0.30Soy protein isolatea 1.50 Soy protein concentratea 1.75Maize syrup solids 1.50 1.50Dextrose 0.75 0.75Sodium ascorbateb 0.05 0.05Mustard powder 0.75 0.75Seasoning 0.75 0.75Total 100.00 100.00
aSuggest high gelling SPI or FSPC.bAlternative: sodium erythorbate.
Procedure:1. Grind all meat through a 3 mm plate setting.2. Add ground meat to blender, add (curing) salt + phosphate and mix for 30 s.3. Add half the water/ice and mix for 3 min.4. Add soy protein and mix for 3 min.5. Add balance of water and mix for 2 min.6. Add other ingredients and mix until a strong coherent meat matrix has been
achieved.7. Stuff or co-extrude in 30/32 mm cal. horseshoe-size shape.8. Smoke and cook schedule to 72°C IT.9. Shower with cold water or brine.
10. Blast chill to approximately 4°C.11. Packaging and post-pasteurization.
Salchichas (Argentina)
Ingredient % %
Beef meat 90CL 32.00 28.00Beef meat 75CL 4.00 4.00Beef hearts 4.00 4.00Pork trimmings 35CL 20.00 24.00Water 26.00 26.00Salt 2.20 2.20Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbatea 0.05 0.05Phosphate 0.30 0.30Soy protein isolateb 3.00 Soy protein concentrateb 3.00Sweet dairy whey 1.00 1.00Wheat starch 4.00 4.00Dextrose 0.50 0.50Oleoresinc 0.10 0.10MSG 0.06 0.06Sodium lactate 2.60 2.60Liquid smoke 0.02 0.02Carmine (3% carmine acid) 0.02 0.02Total 100.00 100.00
aAlternative: sodium erythorbate.bUse high gelling SPI or FSPC.cOleoresin blend of coriander, paprika, pepper, cardamom and garlic.
Emulsified Meats 117
chap09.qxd 17/11/04 12:32 pm Page 117

Procedure:1. Mixer/emulsifier. Plate settings 1.2 mm.2. Temperature out of emulsifier 22°C.3. Stuff into cellulose casings.4. Smoke and cook schedule to a core temperature of 72°C.5. Shower with water or brine.6. Chill to a temperature of approximately 4°C.7. Packaging and post-pasteurization.
Vienesa (Chile)
Ingredient % %
Beef meat 85CL 20.00 20.00Pork trimmings 20.00 20.00Chicken (mechanically deboned) 20.00 20.00Water 31.00 31.00Salt 1.80 1.80Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbatea 0.05 0.05Phosphate 0.30 0.30Soy protein isolateb 4.00 Soy protein concentrateb 4.50Sucrose 0.30 0.30Sweet dairy whey 2.00 1.50MSG 0.10 0.10Oleoresinc 0.28 0.28Liquid smoke 0.02 0.02Total 100.00 100.00
aAlternative: sodium erythorbate.bUse high gelling SPI or FSPC.cOleoresin blend of white pepper, onion, garlic, paprika, coriander.
Procedure:1. Mixer/emulsifier. Plate settings 1.4 mm.2. Temperature out of emulsifier 10°C.3. Stuff into cellulose casings.4. Smoke and cook schedule to a core temperature of 72°C.5. Shower with cold water or brine.6. Blast chill to approximately 4°C.7. Packaging and post-pasteurization.
Smoked ring sausage (The Netherlands)
Ingredient % %
Pork shoulder meat 32.60 27.60Pork jowls 13.20 18.20Pork fat emulsiona 18.20 18.20Water 30.40 30.40Salt 1.90 1.90Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbate 0.05 0.05Phosphate 0.20 0.20Encapsulated lactic acidb 0.40 0.40
118 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 118

Dextrose 0.40 0.40Soy protein isolatec 2.00 Soy protein concentratec 2.00Pepper 0.20 0.20Mace 0.15 0.15Coriander 0.10 0.10Monosodium glutamate 0.05 0.05Total 100.00 100.00
aPork fat emulsion: pork fat 45%; water 45%; soy protein 8%; salt 2%.bEncapsulated lactic acid to regulate desired pH level (slightly acid).cUse high gelling SPI or FSPC.
Procedure:1. Grind meat to 8 mm.2. Chop meat, (curing) salt, phosphate for 20 s.3. Add half the water/ice and chop to 3°C.4. Add soy protein isolate and balance of water and chop to 5°C.5. Add pork jowl and pork emulsion and chop to 10°C.6. Add all remaining ingredients (not encapsulated lactic acid) and chop to 12°C.7. Change to mixing speed and add encapsulated lactic acid.8. Co-extrude or stuff into edible collagen casings, 34/36 cal. and shape into ring size.9. Smoke and cook to a core temperature of 72°C, followed by cold water or brine
shower.10. Blast chill to 4°C.11. Packaging and post-pasteurization.
Frankfurter sausage (USA)
%
Ingredient 30% fat 20% fat 10% fat
Beef trimmings 90CL 18.00 21.00 29.60Beef trimmings 50CL 14.70 Turkey trimmings 85CL 15.00 Pork trimmings 75CL 15.50 20.60Pork trimmings 50CL 23.80 26.10 Water/ice 21.20 30.00 36.15Soy protein isolatea 1.20 2.00 3.20Salt 2.00 2.00 2.00Phosphate 0.30 0.40Nitriteb 0.01 0.01 0.01Dextrose 1.00 1.00 1.00Maize syrup solids 2.00 2.00 2.00Sodium lactate 3.30Sodium ascorbate 0.04 0.04 0.04Oleoresin blend 0.01 0.01 0.01Garlic powder 0.01 0.01 0.01Onion powder 0.01 0.01 0.01Seasoning 0.52 0.52 0.52Food starch 1.15Total 100.00 100.00 100.00
aSuggest low gelling SPI.b140 ppm or substitute with appropriate amount of curing salt.
Emulsified Meats 119
chap09.qxd 17/11/04 12:32 pm Page 119

Fat-free hot dog (USA)
Ingredient % %
Pork lean knuckles 36.30 37.45Soy protein granulesa 17.15 15.00Soy protein isolateb 2.00 Soy protein concentrateb 3.00Water/ice 33.90 33.90Salt 2.00 2.00Phosphate 0.40 0.40Curing salt (6.25% NaNO2) 0.15 0.15Maize syrup solids 2.00 2.00Dextrose 1.00 1.00Flavour and seasonings 0.30 0.30Modified potato starch 1.50 1.50Sodium lactate 3.30 3.30Total 100.00 100.00
aUse soy protein isolate.bUse high gelling SPI or FSPC.
Procedure:1. Prepare isolated soy granulea in chopper, mixer/grinder.2. Pre-grind meats 8 mm.3. Add meat, salt, phosphate, curing agents and half of the water to the mixer.4. Mix for 2 min and add soy protein isolate.b
5. Add isolated soy granulesa and remaining ingredients.6. Apply vacuum and mix 5 min.7. Emulsify through 1.2–3.0 mm plates.8. Stuff into desired cellulose casing.9. Smoke and cook schedule to a core temperature of 72°C.
10. Shower with cold water or brine.11. Blast chill to a temperature of 4°C.12. Packaging and post-pasteurization.
Food service frankfurter (UK)
Ingredient % % %
Pork meat 85CL 8.00 9.00 10.00Pork head meat 75CL 22.00 22.00 20.00Beef fat 8.00 8.00 8.00Bacon trimmings 16.00 14.00 8.00Chicken (mechanically deboned) 16.00 16.00 16.00Water 16.00 16.00 22.00Salt 2.20 2.20 2.20Soy protein isolatea 2.00 2.00Soy protein concentratea 3.00Textured soy protein concentrateb 2.00Curing salt (6.25% NaNO2) 0.15 0.15 0.15Phosphate 0.30 0.30 0.30Potato starch 8.10 8.10 8.10Sugar (sucrose) 0.50 0.50 0.50White pepper 0.10 0.10 0.10Ginger 0.20 0.20 0.20
120 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 120
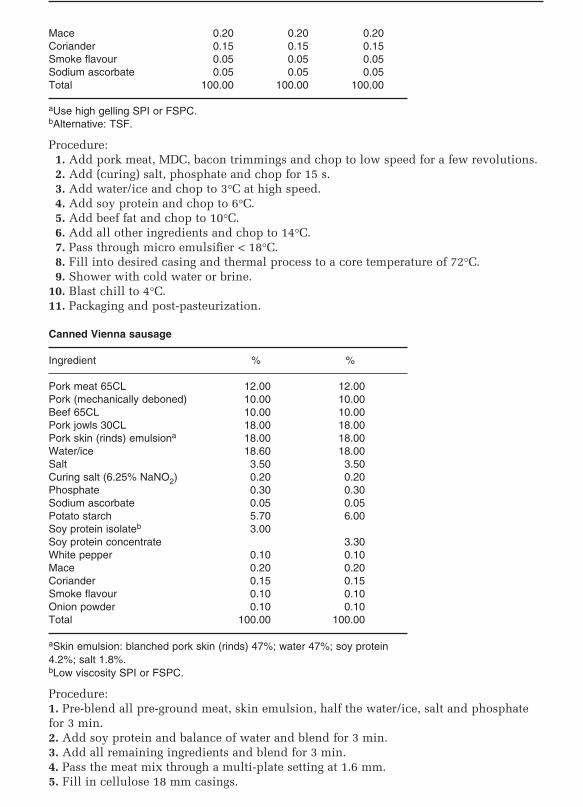
Mace 0.20 0.20 0.20Coriander 0.15 0.15 0.15Smoke flavour 0.05 0.05 0.05Sodium ascorbate 0.05 0.05 0.05Total 100.00 100.00 100.00
aUse high gelling SPI or FSPC.bAlternative: TSF.
Procedure:1. Add pork meat, MDC, bacon trimmings and chop to low speed for a few revolutions.2. Add (curing) salt, phosphate and chop for 15 s.3. Add water/ice and chop to 3°C at high speed.4. Add soy protein and chop to 6°C.5. Add beef fat and chop to 10°C.6. Add all other ingredients and chop to 14°C.7. Pass through micro emulsifier < 18°C.8. Fill into desired casing and thermal process to a core temperature of 72°C.9. Shower with cold water or brine.
10. Blast chill to 4°C.11. Packaging and post-pasteurization.
Canned Vienna sausage
Ingredient % %
Pork meat 65CL 12.00 12.00Pork (mechanically deboned) 10.00 10.00Beef 65CL 10.00 10.00Pork jowls 30CL 18.00 18.00Pork skin (rinds) emulsiona 18.00 18.00Water/ice 18.60 18.00Salt 3.50 3.50Curing salt (6.25% NaNO2) 0.20 0.20Phosphate 0.30 0.30Sodium ascorbate 0.05 0.05Potato starch 5.70 6.00Soy protein isolateb 3.00 Soy protein concentrate 3.30White pepper 0.10 0.10Mace 0.20 0.20Coriander 0.15 0.15Smoke flavour 0.10 0.10Onion powder 0.10 0.10Total 100.00 100.00
aSkin emulsion: blanched pork skin (rinds) 47%; water 47%; soy protein4.2%; salt 1.8%.bLow viscosity SPI or FSPC.
Procedure:1. Pre-blend all pre-ground meat, skin emulsion, half the water/ice, salt and phosphatefor 3 min.2. Add soy protein and balance of water and blend for 3 min.3. Add all remaining ingredients and blend for 3 min.4. Pass the meat mix through a multi-plate setting at 1.6 mm.5. Fill in cellulose 18 mm casings.
Emulsified Meats 121
chap09.qxd 17/11/04 12:32 pm Page 121
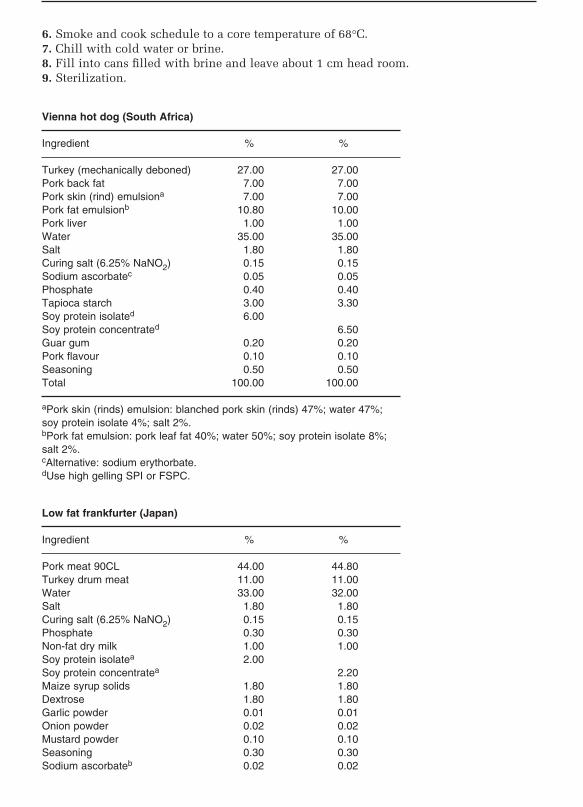
6. Smoke and cook schedule to a core temperature of 68°C.7. Chill with cold water or brine.8. Fill into cans filled with brine and leave about 1 cm head room.9. Sterilization.
Vienna hot dog (South Africa)
Ingredient % %
Turkey (mechanically deboned) 27.00 27.00Pork back fat 7.00 7.00Pork skin (rind) emulsiona 7.00 7.00Pork fat emulsionb 10.80 10.00Pork liver 1.00 1.00Water 35.00 35.00Salt 1.80 1.80Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbatec 0.05 0.05Phosphate 0.40 0.40Tapioca starch 3.00 3.30Soy protein isolated 6.00 Soy protein concentrated 6.50Guar gum 0.20 0.20Pork flavour 0.10 0.10Seasoning 0.50 0.50Total 100.00 100.00
aPork skin (rinds) emulsion: blanched pork skin (rinds) 47%; water 47%;soy protein isolate 4%; salt 2%.bPork fat emulsion: pork leaf fat 40%; water 50%; soy protein isolate 8%;salt 2%.cAlternative: sodium erythorbate.dUse high gelling SPI or FSPC.
Low fat frankfurter (Japan)
Ingredient % %
Pork meat 90CL 44.00 44.80Turkey drum meat 11.00 11.00Water 33.00 32.00Salt 1.80 1.80Curing salt (6.25% NaNO2) 0.15 0.15Phosphate 0.30 0.30Non-fat dry milk 1.00 1.00Soy protein isolatea 2.00 Soy protein concentratea 2.20Maize syrup solids 1.80 1.80Dextrose 1.80 1.80Garlic powder 0.01 0.01Onion powder 0.02 0.02Mustard powder 0.10 0.10Seasoning 0.30 0.30Sodium ascorbateb 0.02 0.02
122 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 122

Sodium lactate 2.70 2.70Total 100.00 100.00
aUse high gelling SPI or FSPC.bAlternative: sodium erythorbate.
Procedure:1. Pre-grind all meat to 5 mm.2. Add meat, (curing) salt, phosphate and approximately half of the water to a blenderand mix for 2 min.3. Add soy protein and other ingredients and mix until in total 4 min have elapsed.4. Pass meat matrix through an emulsifier with 1.4 mm plate settings.5. Fill in 26 mm diameter cellulose casings.6. Smoke and cook schedule to a core temperature of 72°C.7. Shower with cold water or brine.8. Blast chill to 4°C.9. Packaging and post-pasteurization.
Co-extruded frankfurter (Spain)
Ingredient % %
Chicken (mechanically deboned) 28.00 25.00Beef trimmings 85CL 15.00 18.00Pork spleen 5.00 5.00Pork fat 5.00 5.00Water/ice 33.25 33.25Salt 1.80 1.80Curing salt (6.25% NaNO2) 0.15 0.15Phosphate STPP 0.30 0.30Phosphate SAPP 0.10 0.10Soy protein isolatea 3.00 Soy protein concentratea 3.00Sodium ascorbateb 0.05 0.05Dextrose 0.80 0.80Seasoning 0.82 0.82Onion powder 0.02 0.02Garlic powder 0.01 0.01Maize starch 1.50 1.50Wheat starch 1.50 1.50Potato starch 1.50 1.50Sodium lactate 2.20 2.20Total 100.00 100.00
aUse high gelling SPI or FSPC.bAlternative: sodium erythorbate.
Procedure:1. Pre-hydrate soy protein and water in a chopper or mixer to a 1 to 4 ratio.2. Add all meat, (curing) salt, phosphate and balance of water and chop or mix until astrong binding matrix has been formed.3. Add all other ingredients, including sodium ascorbate, food starches.4. When chopped take the meat emulsion to approximately 14°C.5. When mixed take meat mixture to approximately 10°C and pass through an emulsifierwith 1.4 mm plate settings.6. Thermal processing to a core temperature of 72°C.
Emulsified Meats 123
chap09.qxd 17/11/04 12:32 pm Page 123

7. Shower or chill with water and cool down to 4°C.8. Packaging and post-pasteurization.
Coarse-ground smoked sausage (Japan)
Ingredient % %
Pork shoulder meat 53.00 55.00Pork meat 70CL 14.00 14.00Water 26.00 24.00Salt 1.50 1.50Curing salt (6.25% NaNO2) 0.15 0.15Phosphate 0.35 0.35Soy protein isolatea 3.00 Soy protein concentratea 3.00Sugar 0.80 0.80Sodium ascorbate 0.05 0.05Beef extract 0.15 0.15Seasoning 0.40 0.40Lactose 0.40 0.40MSG 0.20 0.20Total 100.00 100.00
aSuggest low gelling SPI or FSPC.
Procedure:1. Pre-grind half of the meat through a 5 mm plate, and the remaining half through an 8mm plate.2. Add chilled water to the chopper together with all ingredients. Upon completion ofthe brine, add the ground meat and chop for 3 min at mixing speed setting.3. Transfer the meat mix to a blender and vacuum mix for 5 min.4. Keep meat overnight at <6°C.5. Stuff into natural or collagen casings or co-extrude.6. Smoke and cook schedule to a core temperature of 72°C.7. Shower with water or brine.8. Chill to approximately 4°C.9. Packaging and post-pasteurization.
Smoked sausage (China)
Ingredient % % %
Pork shoulder meat 25.00 27.00 20.00Pork trimmings 70CL 16.20 16.20 16.20Pork fat 17.40 17.40 17.40Water/ice 28.00 26.00 30.00Salt 2.00 2.00 2.00Curing salt (6.25% NaNO2) 0.20 0.20 0.20Phosphate 0.30 0.30 0.30Soy protein isolatea 3.70 3.70Soy protein concentratea 3.70Textured soy protein concentrateb 3.00Sugar 0.63 0.63 0.63Dextrose 0.63 0.63 0.63MSG 0.13 0.13 0.13
124 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 124

Sodium ascorbatec 0.20 0.20 0.20White pepper 0.17 0.17 0.17Ginger powder 0.06 0.06 0.06Cardamom 0.02 0.02 0.02Pimento 0.02 0.02 0.02Garlic powder 0.02 0.02 0.02Food starch 5.32 5.32 5.32Total 100.00 100.00 100.00
aSuggest high gelling SPI or FSPC.bAlternative: TSF.cAlternative: sodium erythorbate.Optional for additional shelf life: encapsulated lactic acid 0.1%; sodium lactate 3.3%.
Procedure:1. Chop the lean meat with half of the water/ice, (curing) salt and phosphate to a temper-ature of –2°C.2. Add balance of water and fat, and chop until 2°C.3. Add soy protein, seasonings, sugar, and chop to 6°C.4. Add food starches and chop to 10°C + add hydrated TSPC.5. Vacuumize and stuff in collagen casing and smoke and cook schedule until a coretemperature of 72°C has been reached.6. Shower or chill with cold water.7. Packaging and post-pasteurization.
Hot dog (Philippines)
Ingredient % %
Beef 85CL 20.00 20.00Beef fat 9.00 9.00Pork trimmings 65CL 20.00 18.00Water/ice 36.00 38.00Salt 1.50 1.50Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbatea 0.05 0.05Phosphate 0.30 0.30Non-fat dry milk 1.00 1.00Soy protein isolateb 2.50 Soy protein concentrate 3.00Carrageenan 0.50 0.50Textured soy protein conc.c 2.00 2.00Wheat flour 5.00 4.50Seasoning 2.00 2.00Total 100.00 100.00
aAlternative: sodium erythorbate.bSuggest high gelling SPI or FSPC.cAlternative: TSF.
Procedure:1. Mix pre-ground meats 8 mm, (curing) salts, phosphate, water and dry added soy pro-tein for 12 min.2. Add pre-ground beef 3 mm and all other ingredients, including hydrated TSPC andblend for an additional 12 min.
Emulsified Meats 125
chap09.qxd 17/11/04 12:32 pm Page 125

3. Stuff in cellulose casings and follow desired smoke and cook cycles.4. Shower with cold water and blast chill to 4°C.5. Packaging and if desirable freeze or post-pasteurize.
Frankfurter
Ingredient % %
Pork meat 75CL 30.00 30.00Pork jowls 50CL 12.00 12.00Pork fat 12.00 12.00Beef meat 90CL 12.00 12.00Water/ice 26.00 26.00Salt 1.60 1.60Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbate 0.05 0.05Non-fat dry milk 1.70 1.20Soy protein isolatea 1.50 Soy protein concentratea 2.00Pork flavour 0.20 0.20Dextrose 0.30 0.30Seasoning 0.50 0.50Sodium lactate 2.00 2.00Total 100.00 100.00
aSuggest high gelling SPI or FSPC.
Procedure:1. Chop at low speed lean meats with salt and phosphate for 30 s.2. Add half of the water/ice and chop to 2°C.3. Add soy protein, non-fat dry milk powder and balance of water/ice and chop to 4°C.4. Add pork jowls and pork fat and chop at high speed to 10°C.5. Add remaining ingredients and chop to 14°C.6. Fill into 22–24 mm casings.7. Thermal processing and blast chilling to 4°C.8. Packaging and post-pasteurization.
Salsicha (Brazil)
Ingredient % %
Chicken (mechanically deboned) 18.00 18.00Turkey (mechanically deboned) 18.00 18.00Chicken thigh meat 16.00 16.00Turkey thigh meat 8.00 8.00Beef trimmings 70CL 8.00 8.00Pork jowls 8.00 8.00Pork skin (rinds) emulsiona 8.00 8.00Water 10.00 10.00Salt 1.50 1.50Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbateb 0.05 0.05Phosphate 0.30 0.30Potato starch 1.50 1.00Soy protein isolatec 1.50 Soy protein concentratec 2.00
126 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 126

Seasoning 1.00 1.00Total 100.00 100.00
aPork skin (rinds) emulsion: water 40%; blanched pork skin (rind) 54%; soyprotein isolate 5%; salt 1%.bAlternative: sodium erythorbate.cSuggest high gelling SPI or FSPC.
Food service salchicha (Mexico)
Ingredient % %
Chicken (mechanically deboned) 30.00 35.00Pork hearts 4.00 4.00Salivary glands 4.00 Pork skin (rind) emulsiona 8.00 8.00Beef trimmings 70CL 8.00 10.00Textured soy protein concentrate 2.00 2.00Water 30.00 28.00Salt 1.60 1.60Curing salt (6.25% NaNO2) 0.15 0.15Sodium ascorbate 0.05 0.05Phosphate 0.30 0.30Soy protein isolateb 2.00 Soy protein concentrateb 3.00Modified potato starch 8.00 6.00Dextrose 1.00 1.00Seasoning 0.90 0.90Total 100.00 100.00
aPork skin (rinds) emulsion: water 40%; blanched pork skin (rind) 55%; soyprotein isolate 4%; salt 1%.bSuggest high gelling SPI or FSPC.
Procedure:1. Add beef trimmings, mechanically deboned chicken, hearts, glands, phosphate, (cur-ing) salt and half the water to chopper and take the temperature to 4°C.2. Add balance of water and soy protein and take temperature to 8°C.3. Add skin emulsion and all other ingredients, including starch and hydrated TSPC,and chop to 10°C.4. Pass through emulsifier.5. Stuff in cellulose casings and follow appropriate smoke/cook cycle.
Poultry roll (uncured)
Ingredient % %
Chicken breast meat 72.40 72.40Chicken skin (1 mm) 5.00 5.00Water 15.00 15.00Salt 0.80 0.80Phosphate 0.30 0.30Soy protein isolatea 1.60 Soy protein concentratea 1.60Sodium lactate 3.30 3.30
Emulsified Meats 127
chap09.qxd 17/11/04 12:32 pm Page 127

Poultry roll (uncured) (continued)
Ingredient % %
Non-fat dry milkb 1.00 1.00Seasoning 0.60 0.60Total 100.00 100.00
aSuggest high gelling SPI or FSPC.bAlternative: sweet whey powder.
Procedure:1. Grind chicken breast through kidney plate.2. Add chicken breast, salt, phosphate and water to blender and mix for 2 min.3. Add ground skin and mix until 3 min have elapsed.4. Add soy protein and mix until 6 min have elapsed.5. Add other ingredients, including sodium lactate, and blend until 10 min have elapsed.6. Fill into PVDC or moisture-proof seamless fibrous casings and cook to a core tempera-ture of 72°C.7. Shower with cold water and chill to 4°C.
Turkey white and dark roll (uncured)
Ingredient % %
White turkey meat 36.00 36.00Dark turkey meat 36.00 36.00Turkey skin 10.00 7.40Water 10.00 12.00Salt 1.00 1.00Phosphate 0.30 0.30Dextrose 0.60 0.60Soy protein isolatea 1.40 Soy protein concentratea 2.00Non-fat dry milkb 0.80 0.80Turkey flavour 0.10 0.10Seasoning 0.50 0.50Sodium lactate 3.30 3.30Total 100.00 100.00
aSuggest high gelling SPI or FSPC.bAlternative: sweet dairy whey.Desinewed drum meat may be included in the dark meat portion. Dark meat may be chunked drumstickor thigh meat or trimmings. White turkey meat can include also scapula meat or breast meat trimmings.
Procedure:1. Grind turkey skin through a 1 mm plate.2. Grind turkey meat through a 3 cm plate.3. Add ground turkey meats, salt, phosphate, water and mix for 2 min.4. Add soy protein and blend for 2 min.5. Add ground turkey skin and blend for 2 min.6. Add all remaining ingredients, including sodium lactate and blend until 10 minblending time has elapsed.7. Fill into moisture-proof fibrous casings or PVDC casing.8. Cook to a core temperature of 72°C.9. Shower with cold water and chill to a temperature of 4°C.
128 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 128

Polony sausage (South Africa)
Ingredient % %
Mechanically deboned chicken 22.00 30.00Meat trimmings 50CL 22.00 22.00Skin emulsiona 33.00 25.00Water 11.00 11.00Salt 1.80 1.80Curing salt (6.25% NaNO2) 0.15 0.15Soy protein isolateb 2.50 Soy protein concentrateb 3.00Maize starch 2.50 2.00Potato starch 2.50 2.50Sodium ascorbate 0.05 0.05Phosphate 0.30 0.30Guar gum 0.20 0.20Seasoning 1.80 1.80Carmine colour or Angkak 0.20 0.20Total 100.00 100.00
aPre-made emulsion: pork leaf fat 27%; blanched pork skin (rind) 27%; hotwater 20%; soy protein isolate 4%; cold water 20%; salt 2%.bSuggest high gelling SPI or FSPC.
French polony (Zimbabwe)
Ingredient % %
Pork 80CL 10.00 10.00Mechanically deboned chicken 16.00 10.00Skin emulsiona 10.00 15.00Pork fat 20.00 20.00Water/ice 30.00 30.00Salt 1.70 1.70Curing salt (6.25% NaNO2) 0.20 0.20Phosphate 0.30 0.30Tapioca starch 2.50 2.50Potato starch 2.50 2.50Soy protein isolateb 5.00 Soy protein concentrateb 6.00Sodium ascorbatec 0.05 0.05Non-fat dry milkd 0.90 0.90Pepper 0.20 0.20Onion powder 0.10 0.10Garlic powder 0.05 0.05Carrageenan 0.20 0.20Paprika powder 0.20 0.20Carmine colour 0.10 0.10Total 100.00 100.00
aSkin emulsion: blanched pork skin (rinds) 47%; water 47%; soy protein 4%;salt 2%.bSuggest high gelling SPI or FSPC.cAlternative: sodium erythorbate.dAlternative: sweet dairy whey powder.
Emulsified Meats 129
chap09.qxd 17/11/04 12:32 pm Page 129

Chicken bologna (USA)
Ingredient % %
Chicken (mechanically deboned) 90.00 85.00Chicken skin 5.00Water 5.80 5.80Salt 1.50 1.50Curing salt (6.25% NaNO2) 0.15 0.15Phosphate 0.30 0.30Non-fat dry milka 0.60 0.60Soy protein isolateb 1.00 Soy protein concentrateb 1.00Seasoning 0.60 0.60Sodium ascorbatec 0.05 0.05Total 100.00 100.00
aAlternative: sweet whey powder.bSuggest high gelling SPI or FSPC.cAlternative: sodium erythorbate.
Procedure:1. Grind chicken skin to 1 mm or chop to fine paste.2. Add mechanically deboned chicken to chopper or blender together with otheringredients, including soy protein and take temperature to 4°C.3. Use emulsifier for fine emulsion appearance.4. Stuff in a PVDC casing or moisture-proof fibrous casings and cook to a core tempera-ture of 72°C.5. Shower with cold water and chill to 4°C.
Olive loaf (USA)
Ingredient % %
Pork trimmings 75CL 40.80 40.80 Beef trimmings (3 mm) 11.70 11.70 Beef fat (3 mm) 5.80 5.80 Water 7.60 7.60 Salt 2.30 2.30 Curing salt (6.25% NaNO2) 0.15 0.15 Phosphate 0.30 0.30 Sodium ascorbatea 0.05 0.05 Soy protein isolateb 1.50 Soy protein concentrateb 2.10Non-fat dry milk powderc 1.60 1.00 Maize syrup solids 2.90 2.90 Dextrose 4.40 4.40 Sweet red pepper 6.10 6.10 Olives 14.30 14.30 Seasoning 0.50 0.50 Total 100.00 100.00
aAlternative: sodium erythorbate.bSuggest high gelling SPI or FSPC.cAlternative: sweet dairy whey powder.
130 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 130

Procedure:1. Add ground lean meat into blender with (curing) salt, phosphate and mix for 30 s.2. Add half of the water, soy protein and non-fat dry milk powder and mix for 3 min.3. Add remaining water and fat, fatty meat, (rework if any) and blend for 3 min.4. Add all other ingredients and seasoning (not vegetables) and blend for 3 min.5. Emulsify through colloid mill and return emulsion to blender for final mixing withdrained vegetables.
Meat base emulsion
Ingredient % %
Pork meat trimmings 70CL 34.00 28.00Turkey (mechanically deboned) 34.00 28.00Chicken skin (1 mm) 6.00 6.00Beef or pork fat emulsiona 12.00Water 20.00 20.00Salt 1.60 1.60Curing salt (6.25% NaNO2) 0.20 0.20Phosphate 0.30 0.30Sodium ascorbate 0.05 0.05Soy protein isolateb 2.00 Soy protein concentrateb 2.40Non-fat dry milk 0.40White pepper 0.15 0.15Mace 0.10 0.10Ginger powder 0.10 0.10Onion powder 0.10 0.10Dextrose 1.00 1.00Total 100.00 100.00
aPre-emulsion: 5 parts of hot water; 1 part of soy protein isolate; 5 parts ofbeef or pork fat; (2% salt addition during last few revs of chopper).bSuggest high gelling SPI or FSPC.
Procedure:1. Chop meat, (curing) salt, phosphate at low speed for 30 s.2. Add water/ice and chop to 3°C.3. Add pre-made emulsion, all other ingredients and chop to 12°C.4. Use this base emulsion for a wide range of speciality cooked emulsified or semi-coarsemeat products.
Dutch fricandellen (extruded) (The Netherlands)
Ingredient %
Beef trimmings 70CL 13.00Beef head meat 10.00Chicken (mechanically deboned) 10.00Pork skin (rind) (blanched) 6.00Pork fat emulsiona 10.00Pork back fat 10.00Pork jowls 10.00Water 13.00Salt 1.60Curing salt (0.6% NaNO2) 0.15
Emulsified Meats 131
chap09.qxd 17/11/04 12:32 pm Page 131

Dutch fricandellen (extruded) (The Netherlands) (continued)
Ingredient %
Sodium ascorbate 0.05Soy protein isolateb 2.00Egg white 3.00Dextrose 1.50Rusk (bread crumbs) 5.00Wheat starch 4.00Onion powder 0.20Garlic powder 0.05White pepper 0.10Chilli pepper 0.05Coriander (ground) 0.10Ginger 0.05Nutmeg 0.05Monosodium glutamate 0.10Total 100.00
aPork fat emulsion: pork fat 45%; water 45%; soy protein 8%; salt 2%.bRecommend high gelling SPI.
Procedure:1. Add all meats, blanched pork skin (rinds), curing salt, phosphate and soy protein tochopper.2. Chop for 30 s at low speed.3. Add water/ice and chop at high speed for 2 min.4. Add pre-made pork fat emulsion, pork jowls, pork back fat and egg white and con-tinue chopping until approximately 12°C.5. Change to low chopping speed and add all remaining ingredients. If possible, pull vac-uum.6. The meat batter is extruded into 20–25 cm lengths at a diameter of 2.5 cm.7. Immediately after extrusion, the skinless ‘sausages’ are cooked in a continuous water-filled tunnel conveyor. Cook to 72°C IT.8. Freeze.
132 Chapter 9
chap09.qxd 17/11/04 12:32 pm Page 132

The hamburger patty, a true American clas-sic created in the early 1900s, has becomethe world’s most loved processed meatproduct. The original patty was simplyground meat, and the palms of the handswere the forming device. The real break-through came when fast food restaurantsdesigned an intriguing sandwich, whichbecame the first finger food. Some peoplesay that the hamburger is America’s greatestcontribution to the world’s gastronomy.
It is generally agreed that the modernversion of the hamburger sandwich firstappeared at a County Fair in 1892 in Akron,Ohio. The original hamburger patty datesback to medieval times in Russia. Duringthose years, Tartar people living in theBaltic States considered it a luxury to eatground raw beef patty seasoned with salt,pepper and onions. The crews of Germantrading ships brought this culinary delicacyback to their home port Hamburg, wherethe German version moved the product astep closer to how it is known today bybroiling the patty just long enough to get acrispy outside while maintaining a rare, redappearance on the inside.
The early German immigrants broughtthe hamburger to the USA in the early 19thcentury. In the late 1880s, the British hadtheir own version of a raw hamburger, whichbecame world-renowned during theVictorian era under its name Salisbury steak.The steak was named after a British physi-cian James H. Salisbury, who advised hispatients to eat this ‘health food’ three times aday to cure a number of illnesses, including
gout and hardening of arteries. TheAmericans perfected the hamburger patty,and they can truly claim that they thought ofcombining the broiled beef patty with a bun.It is widely believed that the first fullyformed hamburger, a bun filled with beefand various condiments, made its debut atthe St Louis Fair in 1904. A classic was born.
Hamburger patties have since becomenothing less than a staple food for manycountries. In the last few years a definitechange in conceptual thinking, stimulatedby the need to satisfy regional preferences,optimization of food costs and food safetyconcerns, has given new challenges to fooddesigners to address these needs. Howeverparadoxical it may sound, increasingly thedogmatic 100% meat specifications by theworld’s leading fast food companies arebeing relaxed to allow the achievement ofthese objectives, including creation of spe-cial flavouring and textural requirements.For many years the fast food industries hada rather dogmatic attitude toward productformulations and were more comfortablewith old problems than with new solutions.The fast food operators now have beenplaced under the consumer’s microscopefor price/value considerations, nutritionalwell-being and a growing desire for newflavour combinations.
Optimizing Variables
It seems so simple, yet in reality it is rathercomplicated to master all the variables of
133©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
10Meat Patties
chap10.qxd 17/11/04 12:37 pm Page 133

processing meat into good-tasting patties.Meat patties are made from all meat sourcesand are manufactured in many differentsizes, weights and shapes. Hamburger pat-ties are the most popular and it is estimatedthat their consumption represents slightlymore than 50% of the world’s total beefconsumption. Other meat species are alsofinding their way into further processedpatties. Given its wide scope, readersshould realize this overview is only a pro-logue to further processing technologies formeat patties, including nutritional, culturaland cost considerations.
The variables that affect the sensoryproperties of meat patties are manifold:genetics, age, pH, carcass cuts, grindsize,the presence of non-meat ingredients, theforming system and pressure, freezing andcooking methods. Some of these variablescan be controlled; others are subject to fre-quent change. It is important that allparameters are optimized so that variablesin product specifications can be adequatelymanaged. Patty formulations, including theinfluence of added soy protein ingredients,need to yield a uniform product with con-sistent shape retention and texture.Formulation and further processing equip-ment interactions are especially importantfor uncoated coarse ground products.
Frozen or fresh primal cuts and trim-mings of meat are run through an initialgrinding plate (Fig. 10.1) and emptied intoa ribbon or paddle blender, followed by ananalysing step for fat content. Preferably,
the grinding equipment should have anautomatic sorting device, which helps toachieve major improvements in productquality by continuously pre-sorting themeat being ground, removing gristle,sinews and pieces of bone and ejectingthem before the ground meat goes on to thenext stage in the line. The specific batchparameters depend on customer specifica-tions. After blending has been completed,the meat mixture is passed through asecond or final grind. A rather innova-tive way to reduce frozen meat to propersize is the automince system, which actu-ally first breaks down the frozen meat blockinto subsections, followed in-line by agrinding action of the same equipment tothe desired particle size, including theremoval of bones and connective tissuematerial. This process can be completedwith minimal increase of temperature (Fig.10.2).
During forming, the raw and groundmeat is fed from the supply hopper to thefilling mechanism. Product temperature isconstantly measured and the supply pres-sure adjusted to ensure consistent filling.The filling system ensures that productstructure, integrity and texture are main-tained. Once filled, the formed productmoves to the knock-out station where it isplaced on the discharge belt. Ideally, beltspeed and all other line components areadjustable, allowing optimal integrationinto the production line (Fig. 10.3). The twomost commonly used forming methods for
134 Chapter 10
Fig. 10.1. Drawing of grinding head. Source: Convenience Food Systems (CFS).
chap10.qxd 17/11/04 12:37 pm Page 134

patties include one that is comprised of aseries of vertical columns of meat strands,and another in which a fill system horizon-tally layers the meat. The density, amountof fat and presence of functional non-meatingredients will ultimately determine the
cooking or grilling speed and exert controlover sensory properties. However, in gen-eral, it can be observed that a vertical strandfilling allows the heat to penetrate moreeasily and evenly compared with the hori-zontal fill. Nevertheless, the forming system
Meat Patties 135
Fig. 10.2. Drawing of a frozen meat block grinder. Source: Convenience Food Systems (CFS).
Fig. 10.3. Drawing of a fully automated forming machine. Source: Convenience Food Systems (CFS).
chap10.qxd 17/11/04 12:37 pm Page 135

remains one of the many variables formanipulating desired product characteris-tics (Fig. 10.4).
Cooking Variables
Since most meat patties are cooked, grilledor fried directly from the frozen state, prod-uct safety has become a major issue. Fromthe time carcass meat is chilled andthroughout the manufacturing process ofthe ground patties until cooking or grilling,there are no steps that will kill thepathogens that still may be present in theraw blended, ground and formed meat.Especially in the USA, fast food restaurantsare known to overcook hamburger patties,just to be on the safe side and avoid micro-bial risks. Though consumers appreciatethe fully cooked appearance, the same con-sumers complain bitterly about dry ham-burger patties. They want juiciness andflavour, something that has been missingfor a number of years, as the speed of
restaurant operation has increased withoutpaying much attention to changing sensoryparameters. This has become a serious issuefor the operators, and it is just a matter oftime before formulated meat patties thataddress consumer needs are introduced.
Overcooking of meat patties on a grillcan raise levels of chemicals known asamines, which have been linked to cancer inanimals. Amine compounds are formed athigh temperatures. Therefore the trick is tocook the meat patties at temperatures that killbacteria without raising the risk of amine for-mation. A possible solution is to flip or turnthe patties frequently; this will speed up thecooking time while reaching the desired 71°Cinternal temperature, and also reduce theaccumulation of chemicals that may posesome long-term health risks such as cancer.
The degree of readiness, unfortunately,is still mostly based on organoleptic obser-vations rather than on technology and sci-ence. There is little doubt that the cookingcolour of meat patties is an unreliable indi-cator to determine the degree of readiness.
136 Chapter 10
Fig. 10.4. Photo of a high capacity meat forming machine. Source: Convenience Food Systems (CFS).
chap10.qxd 17/11/04 12:37 pm Page 136

Even if the set core temperature has beenreached, a patty still might show a pinkcolour. Pinking can also be caused by nitro-gen dioxide when patties are cooked in agas oven. It is also known that prolongedfrozen storage increases the occurrence ofpinkness of extra-lean patty formulations.
The reverse is also true and a patty canshow a fully cooked appearance (greyishcolour) but still carry microbes that causefood-borne diseases. The main risk how-ever, is premature browning. Prematurebrowning occurs when thin-formed patties,such as 10:1 patties (45 g), have a prematuretransition from myoglobin oxidation tometmyoglobin at temperatures as low as55°C.
The pH of meat also has specific effectson cooked patty meats. Electrically stimu-lating meat, especially beef, hastens rigorand subsequently a more rapid drop of pH.Though meat with a pH>6 usually has goodbinding properties, such meat will retain itsnative myoglobin colour when heated, andis more prone to microbial spoilage. At this
pH, the colour does not always denature ata given temperature, and therefore meat ofpH>6 can have a fixation effect on colourattributes. It is known that as animals age,tissue myoglobin increases, which poten-tially influences the amount of oxidizedmyoglobin. Also, when steer meat is used,more pink-coloured patties appear (a steeris a male bovine castrated before it sexuallymatures).
All these variables can give patties thephysical appearance of pinkness, while infact they are fully cooked. It can be hypoth-esized further that these situations wouldoccur more frequently when a clamshellgrill is used, where anaerobic conditionsprevail. It also seems plausible that thefreezing system that determines the size ofice crystals and the meat formula plays adecisive role in the thermal destruction ofmicrobes during cooking. Freezing meatalways has a negative influence on quality,due to mechanical damage of muscle fibresand the reduction in the solubility ofmyofibrillar proteins (Fig. 10.5).
Meat Patties 137
Fig. 10.5. Schematic overview of a fully automated line set-up for fully cooked, frozen burgers. Source:Convenience Food Systems (CFS).
chap10.qxd 17/11/04 12:37 pm Page 137

Freezing Impact
Once the meat is standardized for fat con-tent and blended to its desired formula, it isfinal ground, tempered and formed into thedesired shapes and sizes. A fast freezingrate is preferred because smaller ice crystalsare formed within the muscle fibre, whichalso supports minimal water movementfrom the sarcoplasm to the extracellularspaces. The use of functional soy proteiningredients can actually manipulate vari-ables, especially when the meat patties aremade from previously frozen meats thatneed to be refrozen.
It is well known that freezing meatresults in varying degrees of tissue damagecaused by ice crystal formation. Duringcold storage, small ice crystals can recrys-tallize into larger crystals, causing loss ofwater-holding capacity and general loss offunctionality. A faster drop in temperatureduring freezing causes less water move-ment. Myosin fibres in particular can bedamaged during slow freezing, leading toformation of larger ice crystals, and becauseof the resulting meat protein denaturation,a drier and tougher texture.
As a side note, there are contradictoryreports on the influence of thawing, but as ageneral rule it can be stated that quick-frozen meat patties should be fast-thawed,and slow-frozen patties slow-thawed. Theseempirical observations can be directlytranslated into the ideal temperature set-tings and cooking times on a flat grill oroven by calculating the rate at which icetransforms into steam and the rate of themelting of the fat, which influences sensoryand safety parameters. For these reasons,small ice crystals, uniformly distributedthroughout the ground meat system,together with relatively small fat particles,will promote fast and effective heat transferduring the cooking process.
Individual quick-frozen (IQF) meatproducts have been successfully used inmeat processing for many years. They dateback to the 1920s, when fruits and vegeta-bles were frozen at temperatures of –28°C to–40°C. Since the 1960s, cryogenic freezinghas become an option, achieving tempera-
tures down to –150°C. Cryogenic systemssuch as spiral and tunnel freezers and flu-idized bed freezing primarily use liquidnitrogen and carbon dioxide. However,mechanical or conventional freezing stillplays a major role in IQF processed meatproducts, especially for large-volume appli-cations. Mechanical or blast freezing sys-tems can not only increase dehydration, butmay also drive out taste and aroma.Impingement cryogenic tunnels provide thelowest dehydration rates, while locking andstabilizing meat aromas.
Cryogenic systems have certain advan-tages and disadvantages when compared toconventional systems. The advantagesinclude:
� increased moisture retention;� smaller foot print of freezing equipment;� faster cooling and hence smaller ice crys-
tals;� faster freezing.
The major disadvantage of cryogenic freez-ing is the costs associated with the nitrogenand carbon dioxide gases. Also volumethroughput can be an obstacle.
Fat Variables
There is little doubt that the percentage offat is related to the perceived juiciness andmouthfeel. Despite the existing technolo-gies used to reduce the fat content of meatpatties to <10%, consumers continue toprefer patties with a fat content rangingfrom 15% to 25% for beef, and 25% to 40%for pork (Table 10.1). Mutton patties popu-lar in the Middle East usually have a fatcontent ranging from 10% to as much as30%, with the fat content determined bythe origin of the mutton meat. Mutton pat-ties are nearly always formulated to includethe use of (hydrolysed) vegetable protein,spices and seasoning and some water toallow flavour diffusion.
Uncoated chicken patties are tradition-ally low in fat (<10%), but the lack of fatprobably hinders wider acceptance becauseof the perceived dryness. Problems arise
138 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 138

when thin meat patties such as the 10:1weights (45 g each) have high inclusion lev-els of fat. During cooking or grilling, theunstable fat simply flows out and holesappear. For fat loss to occur in a meat patty,the first requirement is that at some stageduring grinding the fatty tissue cells arebroken and the fat is released. Followingprocessing, forming and freezing, the fat-releasing processes accelerate at increasingtemperatures on the grill, and are especiallystrong under anaerobic conditions (Table10.2).
To a large extent, the factors control-ling fat loss operate independently of thosecontrolling water losses. There are quite afew variables that influence the degree of fatloss, including type of grinder, sharpness ofthe plate and knives, temperature of the fatand anatomical origin of the fat. Besidesthese variables, it can be observed thatsmaller fat particles usually increase fatlosses during cooking. This can often beseen with thin meat patties that haveextraordinary weight (fat) loss during ther-malization. As the fat content of groundmeat decreases, the perception of flavour,juiciness and tenderness decreases propor-tionally.
Another variable that influences theloss of fat during cooking or grilling is thespecific type of fat. In general, it is true thatthe harder the fat, the greater the cooking
loss. Softer fat cells are more pliable andthus better able to avoid damage. Also, thespecific temperature influences the degreeof fat cell damage. Cold temperatures willusually provide clear, clean cutting, thusreducing the friction that usually decreasesfat loss during cooking. Apart from previ-ously discussed attributes, the size of meatparticles and method of size reduction alsoinfluence the texture of formed groundmeat patties. The particle size of groundmeat patties usually varies from 3 mm to assmall as 1 mm. As a general rule, the lowerthe specific skeletal quality of the meat, thesmaller the grind sizes. By decreasing fatlevels, it has been shown advantageous toslightly increase the grind size to about 5mm.
Consumer Taste Preferences
Designing outstanding meat patties maylook easy at first, but in fact changing envi-ronmental conditions often challenge theingenuity of the food formulators. Apartfrom the previously mentioned issues, vari-ables such as processability, shelf life,cooking tolerance, holding time and,most of all, food costs in relation to nutri-tional value and consumer acceptanceare parameters that will require closemonitoring.
With changing environmental condi-tions, the use of functional non-meat ingre-dients in formed meat patties has evolvedfrom simply food cost reductions to a tech-nological necessity for accomplishing sen-sory preferences. Only recently havepertinent product requirements, such as the
Meat Patties 139
Table 10.1. Calorie calculations of formulated meat patties.
g/100 g kcal/100 g % of calories
Patty 20% fatProtein 18 72 29Fat 20 180 71
Patty 10% fatProtein 19 76 46Fat 10 90 54
Table 10.2. Melting points of fat.
Poultry 30–38°CPork 36–45°CBeef 41–48°C
chap10.qxd 17/11/04 12:37 pm Page 139

desire for fully cooked and atmospheric-packed beef patties, prompted innovativeresearchers to think outside the box andcome up with answers on issues that neverhad been addressed before. Even just a fewyears ago, reformulating projects oftenencouraged food technologists to reformu-late merely by adding water and a binder.Quite often these reformulations did notaddress the ethical responsibilities of foodmarketers to consider nutrition in thewidest sense of the word. Now, fooddesigners and the fast food industryincreasingly realize their social/ethicalresponsibilities in maintaining or improv-ing upon nutritional needs. Consumerswho buy basic foods deserve optimumquality and quantity of superior protein,together with maintenance of vitamins andminerals. This is especially true for thesegroups in society such as young adolescentfemales and other at-risk groups that areoften confronted with deficiencies of pro-tein, iron and calcium that can causehealth-related problems such as anaemiaand osteoporosis. It is important that thenew generation of reformulated meat prod-ucts meets desired nutritional require-ments, and these descriptors should beclearly communicated.
The fast food industry is caughtbetween pleasing the consumer by feedingAmerica’s ‘fat’ tooth, or taking out caloriesand offering healthy sandwich versions.There seems to be a paradox in the ratherschizophrenic behaviour of what con-sumers say they want and what consumersactually like to eat. People, so it seems, likefull flavour and indulgence when theirmind set is fast food! Rather than scalingdown calories and improving upon nutri-tion, the sandwiches are getting higher,wider and thicker, and are loaded up withhigh-fat meat, cheese, bacon and mayo. Onesandwich typically provides 25% to asmuch as 33% of the total daily calorie need,and about 50% of the recommended dailyintake of dietary fat – not counting the friesand the empty calories of the soft drinks.
Additionally, the American fast foodgiants are increasingly confronted in for-eign countries with issues surrounding
their Westernized menu choices. There willcome a point at which they have to addressthe phenomenon that after an initial accept-ance by local consumers, regional tastepreferences are not necessarily in synchwith the beliefs of corporate headquarters.
Despite the hallmark position of US-style hamburgers and chicken patties, theglobal fast food companies have now real-ized they have to cater to local markets tosustain a healthy business. Using thestrength of a global brand, increasingly non-core products find their way on to the menu,and often these foods outsell the classicalcore products. Developing dishes thatplease local tastes is the only logical way tooffer affordable, nutritious, tasty foods,while continuing quantitative growth.
With the proliferation of US-dominatedfast food choices in mind, it can be rea-soned that food formulators and the fastfood industry have an ethical and socio-economic responsibility to provide opti-mum nutrition in their reformulated meatproducts on the menu. This is especiallycritical in cases where fast food marketersoffer water-added meat and poultry prod-ucts, including vegetarian alternatives,which unfortunately all too often containadded filler starches to immobilize water.
Functional Ingredients
Technologically speaking, the ease andconvenience of utilizing functional soy pro-tein ingredients in both fully automatedcontinuous processing systems and batch-processing systems should be mentioned.These types of vegetable proteins are avail-able in varying gel strengths, enablingprocessors to fine-tune product characteris-tics.
The issue of which type of soy proteinto select depends largely on the methodused to incorporate the functional ingredi-ents into the pre-ground meat mix. In thesimplest form, a relatively small inclusionlevel (1–2%) is added to the pre-groundmeat together with the formula water. It isimportant that the added soy protein befully hydrated before adding cryogenic
140 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 140

additives that will temper the pre-groundmeat to allow a proper forming temperaturebefore the meat is finally ground. In morecomplex coarse ground meat formulationsit is often beneficial to combine the use ofpowdered soy proteins and textured soyproteins. The influence of salt and phos-phate, if desired, in conjunction with mix-ing/blending, can control and correctproduct density, weight and sensory prop-erties, including texture. The addition ofsalt promotes the release of salt-solublemyofibrillar proteins, but at the same timeits presence increases oxidative activities,often leading to rancidity.
On the other hand, phosphate, whichboosts the effects of salt on the salt-solubleprotein (SSP) extraction, can be viewed asan anti-oxidant. It is believed those lipidand myoglobin oxidations are closelyrelated. Phosphates inhibit lipid oxidationby acting as chelators of free metals, espe-cially iron, and/or by increasing pH. Thesetwo additives can markedly change the sen-sory characteristics of the meat patty.
As a rule of thumb, the higher the for-mula’s content of meat of lesser skeletalquality, the greater the need for salt andphosphate additions. The percentage andthe timing of the added functional ingredi-ents can regulate both the texture and thetightness of the patty. For example, if atighter texture is needed, salt and phos-phate should be added early on during theblending. If a more open texture is required,salt and possibly phosphate should beadded towards the end of the blending.
Textured soy proteins are specificallydesigned for use in ground meat systemsand these particulates are available in manysizes, colours and shapes. For maximumreplacement of premium lean meat sources,the use of (patented) soy protein granules isstill a formidable option. However, increas-ingly there are processing situations andcost considerations where combinations oftextured soy protein together with func-tional soy protein deliver advantages aswell. The combined use of powdered soyprotein and hydrated textured soy proteincan provide better texture and flavour in ameat patty than either ingredient alone. A
good starting point is the addition of 2–3%functional soy protein and 3% textured soyprotein concentrate (TSPC) concentrate,equalling 10% on a hydrated basis.Hydrated texturized soy protein concen-trate at an inclusion level of 4% can be usedas a fat replacement in ground meat patties.This is due to its moisture and fat-bindingproperties, while its inclusion alsoincreases cooking yield, fat and moistureretention and resistance to directionalshrinkage.
When selecting textured soy proteinthere are product variables to consider:
� Colour: uncoloured (tan); light caramelcolour; caramel colour; red/browncolour.
� Sizes: Ranging from 1 to 25 mm. Use aparticle size that is larger than the finalparticle size of the finished meat pattyafter final grind. If no final grind afterblending is required, then the texturedsoy protein needs to match the grind-sizeof the meat particle.
� Hydration: The ratio of water:extrudedprotein for TSPC in cold water is 2:1 upto 3:1. The ratio of water:extruded pro-tein for TSPC in hot water is 3:1 up to 4:1.For some applications, such as meat pat-ties, it is recommended to purposelyunder-hydrate the TSPC or TSF. In thesecases, the under-hydrated textured soyprotein can absorb the fat and moisturethat is released during contact frying ofthe patty.
� Texture: Calculated on an as is basis, theprotein content of TSF is on average 52%and of TSPC 65%. Technologicallyspeaking, in most coarse ground meatapplications, TSF and TSPC perform in avery similar manner. The hydration ratiosare also very close. However, it is truethat TSF will show a stronger soy flavour,which might intensify over prolongedstorage. Therefore seasoning adjustmentsmight be necessary.
Textured soy protein concentrate (TSPC)and functional soy protein concentrate orisolate reduce cooking losses and dimen-sional shrink in meat and poultry patties.
Meat Patties 141
chap10.qxd 17/11/04 12:37 pm Page 141

These two types of protein ingredients canprovide superior interactions for mostcoarse ground further-processed meat andmeat analogue foods (Fig. 10.6).
Antioxidative Impacts
A related dilemma in this respect is thepresence of additives or functional ingredi-ents that can shorten or prolong shelf life.Globalization, leading to longer transportlines and storage times, and the growingneed for a ‘clean and green’ label, has cre-ated renewed interest for natural ingredi-ents on the declaration label.
Oxidation promotes rancidity, and thuswill shorten shelf life. This is true for bothraw frozen patties and semi- or fully cookedpatties. The pro-oxidative properties of salt,therefore, limit its inclusion level to <0.8%.These levels are below the threshold forpromoting development of rancidity, yetare high enough to contribute to improvedmeat flavour and texture. Encapsulatedsalts could serve a useful purpose here.
On the other hand, there are a few nat-ural additives and functional ingredientsthat have antioxidative properties. Apartfrom the antioxidative properties of phos-phate, an inclusion level of <0.3% is usu-ally quite sufficient. Soy protein isolate canalso serve as a functional ingredient fordelaying the onset of rancidity. The antiox-idative properties or ‘scavenging’ actions ofsoy protein isolate in particular have beenattributed to polyphenolic acids andisoflavones because of their ability toinhibit free radical reactions.
It has been demonstrated that the addi-tion of 1–2% of these proteins can increasethe shelf life by as much as 20% when com-pared with a control without the soy pro-tein isolate. A similar claim can be madeusing ground peppers, dried prune pasteand lycopene-enriched tomato productsadded to meat patties. These compoundsdelay and significantly inhibit the oxida-tion of both myoglobin and lipids, as wellas the growth of psychotropic bacteria. Thisresults in improved meat colour and odour,while also extending shelf life.
Blending, Forming and Freezing
Most meat patties are cooked directly fromthe frozen stage. It is generally acceptedthat the greatest freezing damage to meatpatties translates into loss of texture andjuiciness. Additionally, rancidity oxida-tion, causing off-flavour development,might influence other organoleptical prop-erties. Soy protein formulated meat pattiesoffer the advantage of minimizing freezingdamage. It is important to understand therelationship between processing method-ologies like freezing and functional ingredi-ents. Often neglected, freezing can causemany irreversible physical and chemicalchanges within the meat patty composition.The typical formulated meat patty has atleast a dual influx of freezing conditions,though often, if pre-frozen meats are used,the finished patty might be frozen andrefrozen as many as three times: carcassfreezing; formulation N2 or CO2 snow toallow proper forming; and final patty freez-
142 Chapter 10
Fig. 10.6. Soy protein formulated beef patties forbranded fast food service operators. Source: P.H.Hoogenkamp.
chap10.qxd 17/11/04 12:37 pm Page 142

ing. It is important to be aware of these vari-ables because they can severely impact onquality variables.
Freezer and/or chilling burns occurwhen solution concentration damagesorganoleptic parameters due to formation ofice crystals and the subsequent change inconcentration of the solution inside thefrozen molecules. For example, the pres-ence of salt in formulated meat patties cantrigger increasing ionic concentrations thatcan damage the meat patty and its interme-diate binding matrix, damage that is oftenirreversible. The same is true for freezingdehydration, which causes an osmotictransfer of water from the meat fibre interiorto the exterior.
Freezing can also cause mechanicaldamage to cell membrane structures. As icecrystals continue to grow, they can pene-trate into the fat, which can cause stabilityproblems and excessive fat loss when thepatty is thawed and cooked on a flat grill.Freezing deterioration can be caused eitherby chemical or physical changes. Theadvantages of rapid freezing are less driploss when the patty is thawed andimproved texture and juiciness.
During frozen storage, the number ofice crystals will slowly be reduced and thusthe average size of the ice crystal increases.To improve product quality, it is importantto aim for the formation of smaller sized icecrystals. Crystal growth due to slow freez-ing, recrystallization and/or insufficientfreezing holding temperatures can inflictserious damage to the organoleptic proper-ties of a meat patty. The presence of non-meat ingredients in formulated meat pattiesmight also promote water or moisturemigration. This is especially true if salt andphosphate are added, because that tends tomove water toward the surface of the meatpatty. This is the reason some meat pattymanufacturers glaze or spray a moisturevapour on to the surface of the patty to com-pensate for freezer loss and to prevent sur-face drying.
Freezing yields also need to be consid-ered. Airblast freezing in a static tunnelleads to about 4–5% dehydration. In-linespiral freezers have about 2% yield loss,
while impingement freezers have the low-est dehydration losses for meat patties at0.5–1.0%.
The degree of drip loss in meat used forpatty formulations is well known. Theamount of drip loss is not only influencedby the length and temperature of freezerstorage and thawing method, but also by theprocessing equipment, such as sharpnessand design of the grinding blades. Anadded non-meat protein ideally compen-sates for drip loss, though it is importantthat the right blending sequence is followedto ensure optimum migration of the proteinsolution into the meat membrane. Once themeat mix has been formulated, temperaturevariations and residence time at the pro-duction floor should be minimized.
Total mixing/blending time is depend-ent on the degree and complexity of thereformulating, but seldom lasts more than 5min. Cryogens such as liquid nitrogen (N2)or carbon dioxide snow (CO2) can influenceforming performances considerably. Bothover-use and under-use of cryogens can cre-ate sub-optimal conditions, causing defor-mation, rejects and increasing manu-facturing costs.
There are some noticeable differencesbetween N2 and CO2. Nitrogen has the ten-dency to chill faster and more evenly, thusreducing the chance of the infamous littlepocket formations. The latter is especiallyapparent in poultry patties that containskin. It has been reported that the use ofCO2 slightly improves microbial condi-tions, and thus greater safety margins areobtained.
The right degree of tempering is impor-tant for both cost control of cryogens andfor obtaining the ideal forming temperature.In almost every case, the meat needs only tobe partially frozen to form. Over-use ofcryogens not only increases final costs butalso influences patty shape control. Thenewer designs of blenders allow cryogensto be injected from the bottom, thus elimi-nating or reducing loss of cold air throughthe top vents. However, the bottom line isthe cost of the cryogen, and that does varyconsiderably between countries.
Most meat processors have empirical
Meat Patties 143
chap10.qxd 17/11/04 12:37 pm Page 143

knowledge that failure to properly tempermeat during blending and final grinding notonly causes severe shape definition prob-lems, but that insufficient temperature con-trol leads to dehydration, cellular damage,yield loss and discoloration. However, it isless well known that those fresh and previ-ously frozen meats have different behav-ioural properties when mixed and formed,and that adjustments need to be madedepending on the actual percentage of themeat. Even when temperatures remain con-stant at 0°C, the water’s state can changeand ultimately influence forming qualityand characteristics. Therefore, for reformu-lated formed ground meat products with arelatively high inclusion level of freshmeat, it is usually necessary to chill themeat one or two degrees colder.
The knockout cups of a patty formershould be tightly set in order to minimizeexcessive sheer and temperature increase.The growth of microorganisms does nottake place at temperatures of 8°C or lower.This temperature is significantly higherthan forming temperatures. Yet it is impor-tant to consider the microbial quality of themeat patty prior to freezing, since a lowerinitial count will lead to a longer shelf lifeunder frozen conditions. Most probablythis difference is due to bacterial enzymes.CO2 and N2 inhibit growth of many bacte-ria, moulds and yeast and also inhibitoxidative rancidity, thus minimizing degra-dation reactions and delaying the onset ofoff-flavours. Therefore, the four main vari-ables to consider are lower processing tem-peratures, lower storage temperature,shorter storage time and a close-fittingpackaging system.
It often can be noticed that whenformed and frozen meat patties are made,the surface colour becomes rather dull andunattractive. This phenomenon is causedby very rapid freezing, and may be cor-rected, if necessary, by using infra-redheaters to slightly thaw the surface of thepatty before refreezing at a slower rate. Alsoa slight water-spray after initial freezingmay enhance the desirable red colour ofbeef patties. For uncoated poultry patties,rapid freezing actually improves the con-
sumer appeal, since it creates the much-wanted white surface colour.
Many formulated meat patties containseasonings and flavourings. Freezing doeshave a negative impact on flavour, while atthe same time off-flavours can be createddue to oxidative changes of polyunsatu-rated fats. Certain catalytic factors, such assalt, ions and lipolytic enzymes, remainactive at low temperatures and result in theaccumulation of free fatty acids. It has beenmentioned before that this ingredient hasproven antioxidative properties, attributedto the presence of polyphenolic acids andisoflavones. A relatively small inclusionlevel of 1–2% functional soy proteinassures a significant improvement of meatpatty properties, including improvedflavour retention at longer storage times,while maintaining juiciness and texturalproperties as the most important end-prod-uct characteristics.
Protein Granules
Patty reformulation provides more than justsavings on food costs. Product require-ments do change. For example, fast foodchains that operate on the world markethave started to realize that they cannot con-tinue exporting dogmatic specifications.After the first thrill of eating an ‘importedcultural sandwich’ is gone, regional differ-ences continue to have a strong following.For example, the gyro flavourings in theMiddle East, exquisite garlic/sugar/soysauce in the Philippines, ginger-and-sakemeat flavourings in Japan, and curry-flavoured mutton patties in India havemade strong comebacks.
However, to fully optimize the effect offlavours and spices, a certain degree offlavour diffusion into the meat membranesis necessary. Because of delayed gelationcharacteristics, soy proteins generally pos-sess unique properties for binding formulawater – and thus integrating meat-like gela-tion with ground meat particles – and alsoassisting in flavour diffusion. Actually,cross-flavour diffusion technologies havemade it possible to have a pork-textured
144 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 144

and -flavoured breakfast sausage made frombeef, or to have a beef-flavoured patty madefrom pork.
To be prepared for a catastrophe, like amassive outbreak of health-threatening dis-eases, fast food companies have a contin-gency plan in place: to quickly switchmuscle meat sourcing, replacing beef withchicken and turkey, while maintaining thebeef flavour and texture the consumershave come to expect. Flavour diffusion andmeat source transformation will ultimatelychange the position and price structures ofthe meat supplies to least-cost proteinselections.
It also should be noted that in this rap-idly changing environment one way to startto boost production output is by augmentingthe primary meats with pre-structured granu-lated gels or textured soy protein concentrate.
Protein granules are made according toa patented technology and enable meatprocessors to achieve significant cost sav-ings, nutritional positioning and perform-ance ability prior to re-thermalization andserving. These granules can be made usinga batch production system (bowlchopper)or semi-continuous mixer/grinder system.High-volume processing lines generally usethe mixer/blender online method. Thisgranule extrusion technology reduces themanufacturing time of the protein granulesto a few minutes, and these computerizedsystems can be set up for in-line formulatedmeat production. The texture of the gran-ules can be regulated by modifying thewater:protein levels together with varyingtemperature and friction conditions. Oncethe soy protein isolate has gone into gela-tion, individual particles are generated thatwon’t re-adhere. This is an important phe-nomenon, though in quite a number ofcases it is still necessary to create an addi-tional ‘cementing matrix’ to integrate meat,additives and the non-meat protein into onehomogeneous mix. By using certain blend-ing techniques, the protein granules willabsorb some meat myoglobin, and otheradded flavours, colours and spices, andbecome totally integrated and encapsu-lated, and thus nearly invisible in both theuncooked and cooked state.
Although preparing soy protein gran-ules using a bowlchopper is the most effi-cient process in terms of gel elasticity andgel strength, it is evident that this type ofequipment cannot generally be consideredfor in-line processing. For in-line granuleprocessing, a patented technology has beendeveloped using a mixer/blender in con-junction with a grinder.
When using this technology, it isimportant to assure proper watertight shaftand release door seals so that no water canescape prematurely. After the mixer/blender is filled with chilled or tap water,the functional soy protein is quickly addedwhile the paddles or ribbons are in motion.The protein powder needs to be addedquickly into the mixer/blender to avoidlumping and to assure rapid proteinwettability and water absorption. Themixer/blender should not be overfilledbecause prolonged mixing or blendingleads to complete protein solubilization,which usually translates into volumeexpansion.
The mixer/grinder should be filled toabout 70% of its capacity. Compared to thebowlchopper, the optimum water:proteinratio is slightly different. For example,when the new generation of high gellingsoy protein is used, 3.5 parts of water canbe combined with 1 part of soy protein iso-late. An additional benefit is that the latterprotein is user-friendly with minimal dust-ing and rapid dispersibility. That, in turn,assures shorter processing times.
An innovative and patented method tocombine meat trimmings with fat, waterand functional soy protein is the formationof a meat-like granular that can be used as acharacterizing meat replacement in coarseground meat products. This processcombines 3 parts of water, 2.5 parts of meat(80/20), 1.5 parts of fat and 1 part of soyprotein isolate. The procedure is as follows:grind meat and fat through a 3 mm plate,and blend it at high speed for approxi-mately 5 min with all the water and 1/2 theamount of soy protein. Switch to low speedblending/mixing and add the remainder ofthe soy protein while continuing blendingfor another 5 min. The integrated or com-
Meat Patties 145
chap10.qxd 17/11/04 12:37 pm Page 145

bined meat product needs some 4 h to set ina chill room. Then the combined meataggregate is ground into definite meat-likegranulates in sizes ranging from 3 to 8 mm.
In addition to the specific added pro-tein performance characteristics, the designof the blending equipment also greatlyinfluences the speed and degree of proteinsolubilization and gelling. Large roundedcorners provide a completely clean surfaceinterior, forcing intense contact betweenwater and protein. The single or double rib-bons or scraped-surface paddles, in combi-nation with vacuum and double jackets forcooling, are all variables that ultimately addto granulation optimization.
Proper functional protein selection isimportant, as it will ultimately carrythrough in the manufacturing processes,cost and organoleptical properties of theend product. Also important is the speed ofthe paddles or the ribbons. At a rotationspeed of 20 rpm, the total blending time forobtaining true solubilization and gelling isabout 20–25 min. This time is dependenton variables such as the influence of viscos-ity friction and equipment design. Whenthe rotation speed is increased to 40 rpm,initial gelling time is reduced to about 15min. The speed of protein gelling will alsobe influenced when a vacuum is appliedduring blending. Viscosity in themixer/blender increases friction, which inturn increases temperature. Therefore, anend-temperature of 13–16°C can beexpected. At this temperature the proteinpaste is too warm for granulation, and theprotein has not been fully gelled to providestrong elasticity.
After the initial protein gelling hasbeen completed in the mixer/blender, theprotein paste is discharged into flat con-tainers for storage in a cooler. During stor-age the protein paste slowly transforms intoa firm translucent gel. This process requiresat least 4 h at a temperature below 8°C,though it is possible to keep the protein gelovernight in the cooler to maximize gel set-ting.
Before inclusion in the final product, itis necessary to run the translucent proteingel through a grinder or flaker. Depending
on the specific processing set-up and prod-uct specifications, the grind size rangesfrom 3 to 8 mm. The grinder creates indi-vidual protein granules that can easily bemixed into ground meat systems and otherprocessed meat, poultry, fish and lifestylefoods. These protein granules allow rapiddistribution throughout the product matrixwithout smearing, clumping or disintegra-tion. As a matter of fact, its strong elasticitycan be designed in such a manner that thegranules quickly absorb the meat myoglo-bin to eliminate possible colour variations.
Although the use of this patented tech-nology to make soy protein granules in amixer/blender is a major step forward increative product reformulation, there aresituations that do not permit sufficient stor-age time of the protein paste to allow propergel setting. For these situations a compro-mise can be considered by rapidly chillingthe protein paste with CO2 or N2 in themixer/blender to allow granulation bygrinding, even though the protein has notbeen truly transformed into a translucentgel.
The specific technology that is mostappropriate depends on processing condi-tions. There usually is an answer for mostprocessing variables. The versatility ofadded functional non-meat protein ingredi-ents allows a wide range of inclusion levelsto optimize results. Despite the advantagesthat can be obtained using protein granulesmade in a bowlchopper or mixer/blender,the real breakthrough comes when theseintermediate ingredients are made by extru-sion technology as part of an in-line set up.That way, processors are able to feed themeat flow with a continuous output ofextruded protein granules to allow rapidprocessing and HACCP control.
Of course, an added benefit is the sig-nificantly improved processing yield, witha reduction or preferably elimination ofrework that subsequently reduces the riskof food-borne pathogens, such as listeria,salmonella, hepatitis A and E. coli.Ultimately, use of rework should beavoided or controlled with great caution,especially for uncooked chilled or frozenhamburger patties.
146 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 146

Partially or Fully Cooked Patties
Perhaps the most compelling reason forpre-cooking both formulated coated anduncoated meat patties is to address foodsafety and the speed of food preparation.With the rapid progress in thermalizationand re-thermalization technologies – suchas the belt grill and microwave heating andholding systems – it is now feasible to gowell beyond cross-product innovation andallow the introduction of partially or fullypre-cooked meat patties.
It won’t be easy to develop a partiallyor fully pre-cooked hamburger patty withthe same sensory qualities as a raw frozenpatty unless some of the dogmatic restric-tions on meat content are not relaxed. In ameat processing plant, time–temperatureparameters are usually the critical controlpoints to destroy pathogens in the product.Currently, extraordinary amounts of energyare spent on microbial testing throughoutthe meat production line. And rightfully so!
The Hazard Analysis Critical ControlPoints system (HACCP) strives to ensureproduct safety through systematic preven-tion and solutions for safety and qualityproblems by enforcing objective, measura-ble standards along the processing chainfrom transport of the meat to the plant todelivery of the finished product to the end-consumer. HACCP is an effective andrational method of assuring food safetyfrom harvest to consumption, with the pre-vention of the occurrence of problems beingthe paramount goal. Seven basic principlesare employed in the development ofHACCP plans that meet that stated goal.These principles include hazard assess-ment, CCP identification, establishing criti-cal limits, monitoring procedures,corrective actions, documentation and veri-fication procedures. Under such systems, ifa deviation occurs, indicating that controlhas been lost, the deviation is detected andappropriate steps are taken to re-establishcontrol in a timely manner to assure thatpotentially hazardous products do notreach the consumer.
In the application of HACCP, the use ofmicrobiological testing is seldom an effec-
tive way of monitoring critical controlpoints (CCPs) because of the time requiredto obtain results. In most instances, moni-toring of CCPs can best be accomplishedthrough the use of physical and chemicaltests, and through visual observations.Microbiological criteria do, however, play arole in verifying that the overall HACCPsystem is working.
However, even with a dedicatedHACCP programme firmly in place, furtherinnovative and drastic improvements stillcan be made when a hamburger patty isdeveloped that offer both significantimproved food-safety standards, coupledwith faster and more efficient re-thermal-ization and menu-serving.
Despite the availability of modern dou-ble spiral ovens, it appears that a 100%ground formed meat patty does not possessthe necessary organoleptic properties oftexture, bite, flavour and especially juici-ness. There is little doubt that the entire fastfood industry is moving towards even fasterstandards, ultimately leading to thekitchenless restaurant. Today’s fast food isnot fast enough for tomorrow’s consumers.
There is also little doubt that part of theinnovation answer to addressing the prod-uct development issues will have to focuson a closely related integration of groundmeat, non-meat protein and flavour diffu-sion technology, together with modifiedthermalization equipment. However, a con-siderable amount of research still needs tobe done to fine-tune required patty qualityproperties, preferably in the setting of afully automated processing line. To pre-serve flavour to its fullest, it can even besuggested to forego the usual freezing ofpartially or pre-cooked patties and opt forgas-flush packing instead. Using modifiedatmosphere packaging it becomes plausibleto bypass a distribution centre for frozenfoods and directly deliver just-in-timequantities that subsequently are preparedin-store by regeneration ovens. Thesedevelopments are technologically withinreach, but need considerable additionalresearch before large-scale implementationcan become reality.
An often overlooked advantage of for-
Meat Patties 147
chap10.qxd 17/11/04 12:37 pm Page 147

mulated meat products is the ratio of time-to-cook over holding time in the stagebefore serving to the consumer. In otherwords: the shorter the reconstitution timeand the longer the holding time at which aproduct retains quality, the better the yield-value for the food service operator.
Regardless of the specific processingmethods, including semi- or fully cookedmeat patties, any time that meat patties areexposed to ambient conditions and thehuman touch, recontamination can occur.Especially for the ready-to-eat labelledproduct category, there is a danger thatthese products are considered safe by con-sumers, though in fact it is still necessary toreheat or cook prior to consumption.
For the further processing plant, it istherefore recommended to implement strictadditional operation rules, such as: treatingthe meats with salt or other anti-microbials,e.g. activated lactoferrin, prior to grinding,eliminating all unnecessary physical han-dling by workers and also eliminatingground meat rework.
More Variables
Other functional ingredients that haveshown beneficial results in formulated meatpatties are fruit flakes or fruit powderderived from cherries, plums, apples andpears. These ingredients allow creativeproduct development, not least because ofpositive consumer awareness, and theirpositive organoleptical effects, such asmoisture retention and improved flavourand texture. For example, it has beenreported that a 3% addition of dried plumpaste to raw ground meat is effective insuppressing the growth of pathogens like E.coli O157:H7, salmonella, listeria andstaphylococcus. Other gifts of nature suchas sage, oregano, cinnamon and garlic alsohave a certain degree of microbial suppres-sion.
Pre-cooked meat patties often are sus-ceptible to warmed-over flavour (WOF).Warmed-over flavours are off-flavours pro-duced by antioxidation, where chemicalreactions involving oxygen take place caus-
ing oxidative rancidity. As a result, meatloses its fresh-cooked flavour. The latter isalso termed ‘meat flavour deterioration’.These hard to define warmed-over flavoursare often characterized as ‘stale’, ‘rancid’and ‘cardboard-like’. Auto-oxidation is pro-moted by pro-oxidants such as salt, heat,ultraviolet light, low pH and metal ions.Iron should be mentioned in particular,since it acts as a catalyst in the lipid oxida-tion reaction. In ground and comminutedmeat products, iron is liberated from themeat pigment myoglobin. Particularlywhen in combination with entrapped airand liberated fat from its cell walls,warmed-over flavours can develop. Meatshigh in polyunsaturated fatty acids(PUFAs) are particularly prone to warmed-over flavour development. Modified-atmos-phere packing is an option to avoid orreduce the onset of warmed-over flavour. Avariety of ingredients have been shown tobe beneficial to antioxidative capability.For example, liquid smoke and rosemaryextract have oxidation-inhibiting proper-ties. The same is true for soy protein isolateand soy protein concentrate. Warmed-overflavour development does not happen incured meat products. The reason is thepresence of nitrite, which is a strong antiox-idant. During the curing reaction, the meatcolour changes to pink pigment (nitrosyl-haemochromogen) with the iron compoundimmobilized in the complex, which rendersthe iron incapable of catalyzing the oxida-tion of the unsaturated fatty acids.
The increasing emphasis on taste, con-venience, price and nutrition as a way ofdifferentiation in the marketplace will con-tinue to evolve and creative solutions willremain the cornerstone for product innova-tions. Major brand mega-national fast foodrestaurants have recognized that formulatedand flavoured meat patties are a logicalextension to their core menu selections,and represent a major opportunity for dif-ferentiation and incremental market devel-opment. Not only that, but in somecountries flavoured meat patties are out-selling the 100% pure-beef patties in thesame restaurant. These menu additionshave not only contributed to incremental
148 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 148

sales with very little cannibalizing ofexisting products, they have also allowedmarket positioning to a significantly largerconsumer base. These developments clearlyindicate that future consumer satisfaction
is not served with foods created by dog-matic corporate offices, but with innova-tive options that can include regionalvariables in food costs, nutrition and tastepreferences.
Meat Patties 149
References and Suggested Reading
Brewer, M.S., McKeith, F.K. and Britt, K. (1992) Fat, soy and carrageenan effects on sen-sory and physical characteristics of ground beef patties. Journal of Food Science 57,1051–1056.
Hoogenkamp, H.W.A.P. (1997) Formulated meat patties – global taste preference changes.Fleischwirtschaft, Germany 5, 26–30.
James, S.J. (2002) New developments in the chilling and freezing of meat. In: Kerry, J.,Kerry, J. and Ledward, D. (eds) Meat Processing. Woodhead Publishing Ltd,Cambridge, UK.
Keeton, J.T. (1983) Effect of fat and NaCl/phosphate levels on the chemical and sensoryproperties of pork patties. Journal of Food Science 48, 878–881, 885.
Klettner, P.G. (1995) Cooling, freezing and thawing processes for meat. Fleischerei 8,VIII–XIV.
Kotula, A.W. (1976) Evaluation of beef patties containing soy protein during 12 months’frozen storage. Journal of Food Science 41, 142.
Kumar, M. and Sharma, B.D. (2003) Soy protein as fat replacer. FleischwirtschaftInternational 4, 54–58.
Love, J.F. (1986) McDonald’s Behind the Arches: Making Hamburgers. Bantam Books,New York, pp. 111–150.
Sebranek, J.G., Sang, P.N., Topel, D.G. and Rust, R.E. (1979) Effects of freezing methodsand frozen storage on chemical characteristics of ground beef patties. Journal ofAnimal Science 48, 1101–1106.
chap10.qxd 17/11/04 12:37 pm Page 149

Formulation Examples: Meat Patties
Formulated beef patty (USA)
Ingredient % %
Beef meat 85CL 48.00 40.40 Beef meat 50CL 41.20 38.50 Soy protein isolatea 1.50 0.80 Soy protein granulesb 15.20 Water 9.00 4.70 Encapsulated salt 0.20 0.20 Phosphate 0.10 0.10 Flavouring 0.10 Total 100.00 100.00
aSuggest low gelling SPI.bSoy protein granules are made in a chopper or blender and/or used toreplace part of the lean meat. It is suggested to use soy protein isolate.
Flame broiled beef patty (China)
Ingredient % % %
Beef meat 70CL 72.00 76.00 80.00Soy protein granulesa 20.00 16.00 Salt 0.30 0.30 0.30 Phosphate 0.10 0.10 0.10Beef flavour + seasoning 0.80 0.80 0.80 Water 6.00 6.00 15.00Soy protein isolateb 0.80 0.80Soy protein concentrateb 0.80Textured soy protein concentratec 3.00Total 100.00 100.00 100.00
aSoy protein granules are made according to patented technology. Use chopper orpaddle mixer for granule manufacturing. Temper soy protein granule to <8°C andgrind through an 8 mm blade setting. Use soy protein isolate for granule preparation.bSuggest high gelling SPI or FSPC.cAlternative: TSF.
Procedure:1. Pre-grind beef through an 8 mm plate.2. Add water and dry ingredients and blend for 90 s.3. Add ground soy protein granules or hydrated textured soy and mix until in total 4 minhave elapsed.4. Add CO2 or N2 and temper to –3°C.5. Form and flame broil with flip mechanism.6. Freeze.
Pinoy patty (Philippines)
Ingredient % % %
Beef trimmings 70CL 50.00 44.00 62.00Soy protein isolatea 3.00 3.00
150 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 150

Soy protein concentratea 3.00Textured soy protein concentrate 1.00 3.00Water 16.00 16.00 22.70Soy protein granulesb 20.00 20.00 Cooked rice 4.00 9.00 2.30 Salt 1.30 1.30 1.30 Phosphate 0.20 0.20 0.20 Seasoning 2.50 2.50 2.50 Soy sauce 1.00 1.00 1.00 Chopped onions 2.00 2.00 2.00 Total 100.00 100.00 100.00
aSuggest high gelling SPI or FSPC.bSoy protein granules – patented technology – are made in a chopper or blender andcan replace up to 30% of lean meat. Use soy protein isolate for granule preparation.cAlternative: TSF.
Food service patty (UK)
Ingredient % % %
Beef flanks meat 32.00 36.50 37.50 Beef fat trimmings 20.00 20.00 20.00 Soy protein isolatea 2.00 2.00Soy protein concentratea 2.00Textured soy protein concentrate 5.00 4.00Water 12.00 22.50 22.50Salt 1.00 1.00 1.00 Phosphate 0.25 0.25 0.25 Rusk 5.00 5.00 5.00 Potato flakes 5.00 5.00 5.00 Onion flakes 1.00 1.00 1.00 Soy granulesb 20.00 Seasoning 1.75 1.75 1.75 Total 100.00 100.00 100.00
aSuggest high gelling SPI or FSPC.bSoy protein granules are made in a chopper or blender and replace part of thelean meat. Use soy protein isolate.
Dôner burger (Turkey)
Ingredient % % %
Beef meat 70CL 64.00 58.00 54.00Sheep tail fat 5.00 5.00 5.00Water 15.00 20.00 26.00Salt 0.50 0.50 0.50 Phosphate 0.20 0.20 0.20 Sugar 0.60 0.60 0.60 Soy protein isolatea 5.00 2.00Soy protein concentratea 6.00Textured soy protein concentrate 2.00Onions 9.00 9.00 9.00
Meat Patties 151
chap10.qxd 17/11/04 12:37 pm Page 151

Dôner burger (Turkey) (continued)
Ingredient % % %
Gyro seasoningb 0.70 0.70 0.70 Total 100.00 100.00 100.00
aSuggest high gelling SPI or FSPC.bGyro seasoning suggestion: MSG 20%; onion 20%; oregano 15%; garlic 15%;black pepper 5%; leaf spearmint 5%; dextrose 20%.
Procedure:1. Pre-grind meat through 18 mm plate.2. Mix meat, phosphate, salt for 30 s.3. Add water, soy protein and seasoning and mix until in total 2 min have elapsed.4. Add isolated soy granules, or hydrated textured soy and mix until in total 4 min haveelapsed.5. Add onions and mix until in total 5 min have elapsed.6. Temper with CO2 or N2 to –3°C.7. Final grind through 3 mm plate setting.8. Form patties and freeze.
Pizza burger (Mexico)
Ingredient % % %
Beef meat 70CL 44.00 40.00 36.00Turkey thigh meat 40.00 40.00 36.00Water 12.00 16.00 22.00Salt 0.60 0.60 0.60 Phosphate 0.10 0.10 0.10 Soy protein isolatea 1.60 Soy protein concentratea 1.60 1.60Textured soy protein concentrate 2.00Dextrose 0.60 0.60 0.60 Paprika powder 0.20 0.20 0.20 Oregano powder 0.20 0.20 0.20 Fennel (whole) 0.20 0.20 0.20 Anise seed (powder) 0.10 0.10 0.10 Pepper 0.30 0.30 0.30 Onion powder 0.10 0.10 0.10 Total 100.00 100.00 100.00
aSuggest high gelling SPI or FSPC.
Beef patty (Malaysia)
Ingredient % % %
Beef meat 85CL 10.00 10.00 18.00Beef meat 70CL 63.00 58.00 57.00Water 10.00 10.00 16.00Soy protein granulesa 10.00 15.00 Salt 0.40 0.40 0.40 Onion powder 2.00 2.00 2.00 Wheat flour 3.60 3.60 3.60
152 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 152

Soy protein isolateb 1.00 Soy protein concentrateb 1.00 1.00Textured soy protein concentratec 2.00Total 100.00 100.00 100.00
aSoy protein isolate granules is a patented technology. A chopper or a mixer/blendercan be used for the soy protein granules production. Chill with CO2 or N2 for immediateuse, or chill overnight to < 8°C to size reduce to 8 mm before final blending. Use soyprotein isolate.bSuggest high gelling SPI or FSPC.cAlternative: TSF.
Grilled chicken patty (India)
Ingredient % % %
Chicken breast meat 38.00 33.00 27.00Chicken thigh meat 33.00 33.00 27.00Chicken skin 10.00 14.00 14.00Water/ice 15.00 15.00 25.00Salt 0.80 0.80 0.80 Phosphate 0.20 0.20 0.20 Soy protein isolatea 3.00 2.00Soy protein concentrate 4.00Textured soy protein concentrateb 4.00Total 100.00 100.00 100.00
aSuggest high gelling SPI or FSPC.bAlternative: TSF.
Procedure:1. Grind chicken breast meat to 19 mm and chicken leg to 14 mm.2. Fine grind chicken skin to 1 mm or size down in chopper.3. Blend ground chicken meat together with salt and phosphate for 30 s.4. Add water and soy protein and blend until 3 min have elapsed.5. Or add hydrated textured soy and blend for another 2 min.6. Reduce temperature to –2°C.7. Vacuum.8. Form and freeze.
Teriyaki pork patty (Japan)
Ingredient % % %
Pork meat 80CL 53.00 53.80 50.80Pork meat 50CL 30.00 28.60 24.60Water 13.00 13.00 18.00Soy protein isolatea 1.50 2.00Soy protein concentratea 2.00Textured soy protein concentrate 2.00Teriyaki seasoning 2.50 2.60 2.60Total 100.00 100.00 100.00
aSuggest low gelling SPI or FSPC.
Procedure:1. Pre-grind pork 6 mm.
Meat Patties 153
chap10.qxd 17/11/04 12:37 pm Page 153

2. Blend pork with water and soy protein for 60 s.3. Add seasoning and blend until in total 90 s have elapsed.4. Or add hydrated textured soy and mix for another 120 s.5. Chill to –3°C and final grind to 3 mm.6. Form and (partially) cook and/or freeze.
Pork breakfast patty (USA)
Ingredient % % %
Pork meat 75CL 70.00 70.00 70.00Soy protein isolatea 1.80 1.80Soy protein concentratea 1.80Textured soy protein conc.b 3.00Water 10.70 10.70 22.70Soy protein granulesb 15.00 15.00 Seasoning 2.50 2.50 2.50Total 100.00 100.00 100.00
aSuggest low gelling SPI or FSPC.bHigh gelling SPI to prepare soy protein granules. These granules can be madeaccording to a patented technology in a chopper or blender and replace aportion of the meat.
Procedure:1. Pre-grind pork 2.5 cm.2. Mix pork, soy protein and water until uniformly blended.3. Add SPI granules (patented technology) and seasoning, mix 2 min.4. Or add hydrated textured soy and mix 2 min.5. Regrind 3–5 mm.6. Form and freeze.
Chicken steak
Ingredient % %
Chicken thigh meata 80.20 79.00 Water 15.00 16.00 Salt 0.80 0.80 Phosphate 0.20 0.20 Soy protein isolateb 1.50 Soy protein concentrateb 1.90Dextrose 1.00 1.00 Non-fat dry milk 1.00 0.80 Pepper 0.05 0.05 Onion powder 0.05 0.05 Lemon juice 0.20 0.20 Total 100.00 100.00
aChicken thigh without skin.bSuggest low gelling SPI or FSPC.
Procedure:1. Mix soy protein with cold water in high-speed blender.2. Add phosphate and salt and mix until dissolved.3. Add marinade seasonings and mix until dissolved.
154 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 154

4. Add marinade to the chicken meat and vacuum tumble until all marinade has beenabsorbed.5. Form into a topographic shaped plate (3D) and heat process and/or freeze.
Chicken cutlets (The Netherlands)
Ingredient % %
Chicken thigh meata 79.60 79.00 Water 16.00 16.00 Salt 0.80 0.80 Phosphate 0.20 0.20 Soy protein isolateb 1.60 Soy protein concentrateb 2.00Non-fat dry milk 0.70 0.70 Dextrose 0.50 0.70 White pepper 0.10 0.10 Onion powder 0.10 0.10 Garlic powder 0.10 0.10 Lemon juice 0.30 0.30 Total 100.00 100.00
aChicken thigh without skin.bSuggest low gelling SPI or FSPC.
Procedure:1. Grind chicken thigh meat through a 15 mm plate.2. Mix chicken meat with salt and phosphate for 15 s.3. Add water and mix until 1 min has elapsed.4. Add soy protein and mix until 4 min has elapsed.5. Temper with CO2 or N2 to –3°C.6. Form into cutlets.7. Cook in impingement oven to 80°C.8. Freeze to at least –18°C.
Chicken patty (USA)
Ingredient % % %
Thigh meat 74.00 70.00 66.00Dark trim 10.00 10.00 10.00Skin 6.00 10.00 6.00Water 6.60 6.60 12.60Soy protein isolatea 1.00 Soy protein concentratea 1.00 1.00Textured soy protein conc. 2.00Salt 0.80 0.80 0.80 Phosphate 0.20 0.20 0.20 Dextrose 0.20 0.20 0.20 Seasoning 1.00 1.00 1.00 Lemon juice 0.20 0.20 0.20 Total 100.00 100.00 100.00
aSuggest high gelling SPI or FSPC.
Meat Patties 155
chap10.qxd 17/11/04 12:37 pm Page 155

Procedure:1. Grind chicken thigh meat through a 15 mm plate.2. Grind chicken skin through a 1 mm plate.3. Mix ground chicken meat, salt and phosphate for 15 s.4. Add water and mix for 2 min.5. Add soy protein and mix for 1 min.6. Add ground chicken skin and mix for 2 min.7. Add remaining ingredients, including hydrated TSPC and mix for 1 min.8. Add CO2 or N2 and temper to approx. –3°C.9. Form into desired weights, e.g. 90 g.
10. Freeze to at least –18°C.
Chicken Teriyaki burger (Japan)
Ingredient % %
Chicken thigh meata 77.00 75.00 Water 14.20 16.00 Salt 0.80 0.80 Phosphate 0.20 0.20 Dextrose 0.80 0.80 Soy protein isolateb 1.80 Soy protein concentrateb 2.00Non-fat dry milk 0.70 0.70 Soy saucec 2.60 2.60 Mirin rice wine 1.50 1.50 Garlic powder 0.20 0.20 Ginger powder 0.20 0.20 Total 100.00 100.00
aChicken thigh meat w/o skin.bSuggested low gelling SPI or FSPC.cRecommended: Kikkoman brand™.
Procedure:1. Grind chicken thigh through 15 mm plate.2. Mix chicken meat with salt and phosphate for 15 s.3. Add water and mix until in total 1 min has elapsed.4. Add soy protein and mix until in total 4 min have elapsed.5. Add all other ingredients and mix until in total 5 min have elapsed.6. Temper with CO2 or N2 to –3°C.7. Form into patties.8. Freeze or (partially) cook in impingement oven to 80°C.9. Freeze.
Chicken mignon
Ingredient %
White phaseChicken breast (boneless/skinless) 40.00 Water 8.00 Salt 0.80 Phosphate 0.30 Soy protein isolatea 0.80
156 Chapter 10
chap10.qxd 17/11/04 12:37 pm Page 156
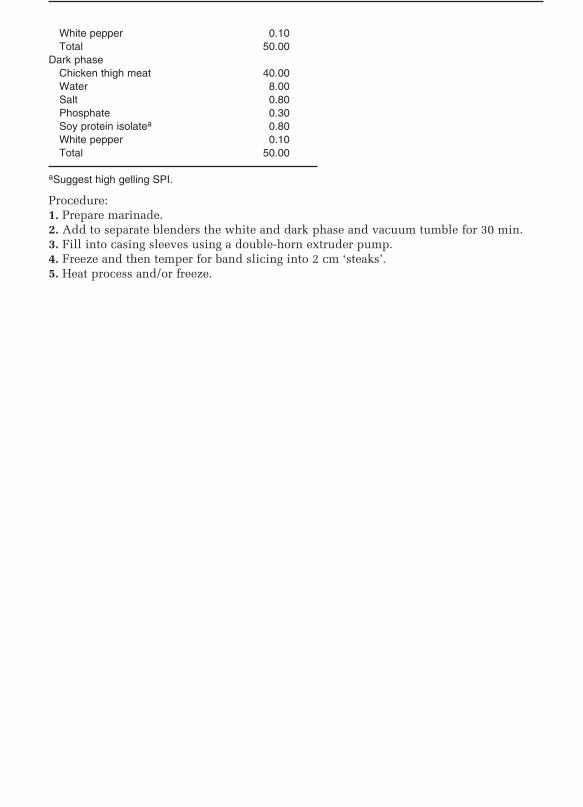
White pepper 0.10 Total 50.00
Dark phaseChicken thigh meat 40.00 Water 8.00 Salt 0.80 Phosphate 0.30 Soy protein isolatea 0.80 White pepper 0.10 Total 50.00
aSuggest high gelling SPI.
Procedure:1. Prepare marinade.2. Add to separate blenders the white and dark phase and vacuum tumble for 30 min.3. Fill into casing sleeves using a double-horn extruder pump.4. Freeze and then temper for band slicing into 2 cm ‘steaks’.5. Heat process and/or freeze.
Meat Patties 157
chap10.qxd 17/11/04 12:37 pm Page 157

In the old days, it used to be easy: simplyrub the meat parts with some rock salts orsaltpetre to obtain a preserving effect. Rocksalts contain some impurities such asnitrates, and it is believed that our ances-tors, most probably the Chinese, acciden-tally discovered the naturally occurringpreservative potassium nitrate. Much haschanged since then and modern brines are afar cry from the basic additives of salt andsugar. However, during the last 50 years,with the increasing availability of refrigera-tion, the need for preservation has beengradually replaced by the need to createdesirable product characteristics such ascolour and flavour.
It is believed that as far back as 1500 BC,the Chinese and the Armenians had devel-oped meat processing skills and were ableto preserve raw meat by adding salt and
saltpetre. Dry curing originates from thatancient time, and it has been reported thatsalted meat was also cooked in water, andsometimes smoke was applied to increaseshelf life and create taste preferences.
Since there are many different process-ing systems and many different products,whole muscle meat processing technologycan only be discussed in broad and generalterms. By strict definition, a ham must bemade from the hind leg of pork. But themeat sizes can vary from whole muscles torelatively small chunk-sized pieces that areingeniously restructured. Then there is alsothe level of brine, pickle or marinade injec-tion, which can range from as low as 10%to 100% (Fig. 11.1).
In short, cooked ham generallyinvolves curing and cooking of pork legmeat. Traditionally, pork leg meat is
158 ©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
11Ingredients for Whole Muscle Meats
Fig. 11.1. Injection of pork ham. Source: Metalquimia SA, Girona, Spain.
chap11.qxd 17/11/04 12:39 pm Page 158

trimmed and then pumped with a brinecuring solution. Although this traditionalprocess is still basically unchanged, ham-processing technology is undergoing majorchanges by implementing more automationto replace the expertise of the grand oldFleischermeister. It will come as no sur-prise that computers have taken over muchof the art of ham processing. Critical param-eters such as staged addition of ingredients,temperatures, and massage or tumblingcycles can be properly recorded. This willnot only enhance product consistency, butequally important will also provide histori-cal process data to aid food-safety efforts.
Modern processing technologies ofwhole muscle meats, such as cooked hams,pastrami, corned beef, roasted beef andbreast of turkey, all have in common themassaging action required to solubilizemeat protein for optimum water-holdingcapacity, colour development and musclealignment. Actually, the only characteriz-ing difference in whole muscle meat prod-ucts is the presence of nitrite, which fixesthe colour after cooking.
Of all whole muscle meat products,cooked ham is the world’s most popular,followed by pastrami and, particularly inthe USA, breast of turkey. There is a worldof difference among delicately flavouredwhole muscle meats, with literally hun-dreds of different product and processingdescriptions. The world’s most famous tra-ditional meat product is prosciutto diParma, which can only be made by mem-bers of the Parma Consortium. This rawham still manages to keep its many secretswithin the Parma region in Italy.
Cooked Ham, Roasted Beef, Pastramiand Breast of Turkey
Pork ham most probably is the meat prod-uct with most varieties: bone-in, boneless,skinless, shankless, deli-ham, country ham,spiral-sliced ham and smoked ham. In theUSA there are ham products whose namesindicate their heritage, such as Virginiaham and Smithfield ham. In Europe, thereare old names such as Prosciutto Cotta in
Italy, Serrano Ham in Spain,Wacholderschinken in Germany andBayonne in France. Many of these productsare still made using traditional procedures.However, to meet consumers’ need for uni-formity and economics, a whole new cate-gory of cooked whole muscle meats hasbeen developed. These products are cookedin a can, packed in casings, rubbed in spicecoatings or packed in nettings. Cook-in-the-bag processing systems are frequently usedfor delis and food-service operators.
Usually, ingredients are defined asthose components or nutrients that arepresent in the everyday diet, whereas addi-tives are substances not normally occurringas a natural food or in a concentrated ver-sion. Additives usually are added inten-tionally to achieve technological andorganoleptic properties.
There are a number of variables thatneed to be discussed to get a good under-standing of the role of each ingredient andadditive. For example, polysaccharidessuch as carrageenan and alginates that areused as binders alone or in combination canboth enhance or interfere with protein gela-tion. While carrageenan supports proteingelation, especially when used with pre-mium soy protein ingredients, sodium algi-nate and locust bean gum may interferewith protein gelation.
The technical challenges of ham manu-facturing are how to control process vari-ables such as uniformity, texture, bind andyield. The future of ham processing is todevelop a system with the least amount ofhuman intervention.
Raw Material Variables
Apart from the interactions between ingre-dients and additives within the meat toreach the most desirable quality parame-ters, it is important to know that the pH ofthe meat plays a decisive role in quality.Meat can be divided into three groups: nor-mal meat, PSE meat and DFD meat. Porkand, to a lesser extent, turkey meat are espe-cially sensitive to irregularities in pH.
Normal meat has a pH ranging from 5.8
Ingredients for Whole Muscle Meats 159
chap11.qxd 17/11/04 12:39 pm Page 159

to 6.2. The meat is typically wet in appear-ance, but not really watery (that is, no exu-dation). The meat is firm in texture and thecolour attributes range from deep pink todeep red. Colour depends on the particularspecies and anatomical location.
PSE, or pale soft exudative, meat has apH <5.8, and the appearance of the meat iswatery (with exudation), with a light colourand soft texture. PSE meat has a very goodability to react with nitrite to form thedesired colour after cooking. However, itswater-holding capacity and flavour leave alot to be desired. PSE should preferably beremoved from the batch and treated sepa-rately with other PSE meat for a differentapplication, such as sectioned and formedor restructured meat products. PSE mainlyaffects pork, specifically hams.
DFD, or dark firm dry, meat has a pHabove 6.3, and has a very dark red colour.The meat is dry in appearance and has afirm texture. DFD meat has excellent water-holding capacity, but because of its tightmeat membrane structure, the curing effectof nitrite is less intense. Also, because of itshigh pH, keeping quality often is negativelyaffected, and a base off-flavour sometimesdevelops. Actually, DFD is not a frequentlyoccurring problem. Pork hams averageabout 5% DFD, compared with approxi-mately 25% PSE.
It should be noted that it is not theactual pH itself but the speed of the pHdrop after slaughtering that is key. Forturkey and pork, pH should be measuredwithin 45 min and 60 min respectively; forbeef within 4 h.
Pinking
In cured meat products, ‘pinking’ is a majoradvantage for eye appeal. However, foruncured meat products such as poultry rollsor breast of turkey, consumers associate apink colour with underprocessing. Soy pro-teins such as soy concentrate (70% protein)and soy protein isolate (90% protein) alsocan be a cause for creating a pink colour inuncured and cooked meat products. Direct-dried soy protein ingredients in particular
should be avoided; these protein productshave a relatively high level of nitrate andnitrite. It is therefore suggested to use soyprotein ingredients that have been indirectheated during drying. The author of thisbook reported in 1986 about the use of non-meat ingredients such as certain dairy pro-teins to reduce unwanted pinking inuncured cooked poultry products. Apartfrom increasing yields, dairy proteins suchas non-fat dry milk or skimmed milk pow-der, whey proteins and, to a lesser extent,lactose and calcium caseinate can reducethese unwanted colour appearances.
However, the most obvious cause ofpinking in uncured poultry products isnitrite contamination. There are other pig-ments that may cause pinkness in cookedpoultry:
� Undenatured myoglobin of raw meat.� Nitrosylhaemochrome (this is the cured
meat pigment).� Carbon monoxide haemochrome.� Denatured globin haemochromes.
Myoglobin is the meat pigment inuncooked meat that is normally denaturedby cooking (71°C). However, pH levels of>6.0 stabilize myoglobin to the effect ofthermalization. This is especially true forthigh meat that is high in pigments.
Nitrosylhaemochrome causes pinkingin uncured cooked poultry product if, forexample, non-meat ingredients are contam-inated with nitrite which may expose it tonitrous oxides in combustion gases, a by-product of natural gas used in direct heat-ing. Therefore, it is important to selectfunctional ingredients such as soy proteinisolate or soy protein concentrate that havebeen subjected to indirect heat during thespray-drying process.
Carbon monoxide (CO) haemochromeis the pink pigment causing surface dis-colouration on smoked meats or productsthat are heated in a direct-fired gas oven.Upon slicing it can be noticed that the dis-colouration has a ring or depth of about 10mm. To avoid this type of pinking, emis-sions of CO and NO should be reduced to<20 ppm and <1 ppm, respectively.
160 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 160

Denatured globin haemochromes arepink complexes between the reduced haemiron of heat-denatured myoglobin and somenitrogenous compounds residual in themeat product such as amino acids and vita-min B. Quite often, pink colour developsover time during refrigerated storage. It alsocan be observed in high temperature(>75°C) uncured cooked meat products.
To fully understand the specific role ofadditives and functional ingredients inwhole muscle meat products it is importantto know about their characterizing andinfluencing properties and their synergies:
� Meat.� Water.� Salt.� Phosphate.� Lactates.� Nitrite.� Sugar.� Starch.� Antioxidants.� Colouring.� Hydrocolloids.� Flavour enhancers.� Soy protein.
Water
In terms of economic considerations, wateris the most important ingredient in wholemuscle meat products. Not all parts of theworld have the same water quality, and thepresence of heavy metals such as copperand iron in brine solutions can react withadditives such as sodium ascorbate (vita-min C), destroying its antioxidative proper-ties and affecting the colour stability of theend product.
Salt
Salt is the most commonly used additive inprocessed meat products. In whole musclemeat it serves two main functions: saltimparts a distinct flavour, and it also acts asa suppressor of water activity, thus increas-ing shelf life. Depending on the type of the
whole muscle meat, the salt level variesfrom about 1.4% to 2.8%. Technologically,salt also is responsible for reacting with themyofibrillar protein to optimize swellingand solubilization. The latter two proper-ties are important for increasing the water-holding capacity and to allow the separatemuscle pieces, if necessary, to ‘glue’ or holdtogether and realign.
In recent years, salt has been the sub-ject of debate and is believed to be detri-mental to health, causing high bloodpressure in particular. The taste for saltis mainly an acquired taste and within cer-tain limits it is possible to gradually reducesalt levels to lower the threshold forflavour.
The functional properties of salt(sodium chloride) are directly related to itsability to interact with the meat proteins.When dissolved in water, sodium chloridedissociates into cationic and anionic com-ponents (Na+ and Cl–). The electrostaticinteractions of the protein molecules areinfluenced by the addition of salt. Theseelectrostatic interactions are comprised ofpositive and negative charges based on theprinciple that unlike charges attract andlike charges repel. The pH, ionic strength,temperature, friction and the presence ofphosphate and other functional ingredients,such as non-meat proteins, influence thesecharges. Water-holding capacity, or theability of meat to hold water, is a functionof hydrogen bonding, dipole interactionsand capillary actions. The least amount ofwater can be held at the iso-electric point.
Salt influences water-holding capacitysignificantly. Despite the many positivefunctions of salt in processed meat prod-ucts, such as preservation, increased water-holding capacity, flavour and proteinextraction, there is a negative impactbecause of salt’s pro-oxidative ability,which can cause colour-stability problemsand provoke rancidity development. Thesolubility and speed with which salt reactswith meat proteins will ultimately deter-mine the functionality. Encapsulated salt isnot commonly used in the manufacturing ofwhole muscle meat products. The encapsu-lated salts are primarily used in meat prod-
Ingredients for Whole Muscle Meats 161
chap11.qxd 17/11/04 12:39 pm Page 161

ucts that need low-bind properties, such ashamburger patties.
Phosphate
Phosphate is another key additive thatspecifically regulates strong chelatingactions on calcium and magnesium, loosen-ing the electrostatic bonds within the acto-myosin filaments. This function allowssodium chloride to optimize extraction andsolubilization of salt-soluble myofibrillarprotein. In a way, the role of phosphate canbe seen as a functional replacement foradenosine triphosphate (ATP) lost due todepletion of glycolysis after slaughtering.Phosphate also influences pH conditions,and thus has a buffering effect on variousmuscle parts (Table 11.1). This is especiallyimportant when PSE meat is used.
However, not all functions of phos-phates are fully understood in meat sci-ence. In most food legislation, themaximum permitted amount of phosphateis 0.5%. High inclusion levels of phosphatesometimes can generate an alkaline flavourthat often is described as a metallic or‘soapy’ taste. Generally, inclusion levelsranging between 0.2% and 0.3% optimizeall the required brine functions, withoutcompromising flavour and taste.
Sodium tripolyphosphate (STP) is themost effective of the phosphate salts. Inmany cases it is beneficial to use a 10/90blend of sodium hexametaphosphate andSTP. Sodium hexametaphosphatesequesters interfering metal ions in hardwater and thus supports the dissolution ofthe tripolyphosphate. Some functionalphosphate blends contain small amountsof tetra sodium pyrophosphate, at a high
pH, and sodium acid pyrophosphate(SAPP), which has a low pH. SAPP doesnot really contribute to water retention, butit is effective in protecting typical meatflavour.
The addition of phosphate in wholemuscle meat products such as pork ham orroast beef generally means that water con-tent increases while protein contentdecreases. The presence of phosphate insliced and vacuum-packed products resultsin lower drip loss, however, even though ahigher amount of moisture is present.Firmness of cooked whole muscle meatsincreases considerably, even at very lowlevels of phosphate addition (<0.1%). Athigher levels of phosphate (>0.3%), there isa tendency to decreased firmness in thesewhole muscle products.
Phosphates increase the pH of meatproducts to an optimal range of 6.0–6.4.These pH-regulating properties are espe-cially important when PSE meat is used.Brine phosphates generally have a pH rangebetween 8.5 and 9.5. The solubility of thephosphates that are used in brine systemsshould be such that salt recrystallization isavoided. Fast and complete solubilizationis essential for phosphate to perform prop-erly. Usually, the higher the ratio of brine orpickle to whole muscle meat, the lower theconcentration of salt and phosphate in thebrine. Sensory evaluation has indicatedthat phosphates can improve the tender-ness of meat. The specific roles of salt,phosphate and functional non-meat pro-tein in improving cooking yield andproduct quality are complementary, andthese functional ingredients should there-fore be harmonized to optimize their per-formance.
The optimum brine temperatureremains a subject of differing viewpoints. Itis important to select a phosphate that rap-idly dissolves in cold brine systems. Thegeneral trend is to use cold processinginjection, tumbling or massaging technolo-gies. Although the rate of protein swellingis higher at higher temperatures, the imme-diate swelling of the protein around theinjection needles or meat surface will ini-tially slow down penetration of phosphate
162 Chapter 11
Table 11.1. pH effect of phosphates.
Phosphate 1% pH solution
Tetrasodium pyrophosphate 10.5Sodium tripolyphosphate 9.8Sodium hexametaphosphate 7.0Sodium acid pyrophosphate 4.2
chap11.qxd 17/11/04 12:39 pm Page 162

into the remaining muscle tissue.Subsequently, a reduced amount of acto-myosin dissociation is obtained, whichnegatively affects yield. At lower process-ing temperatures, salt and phosphate-con-taining brine initiates a reduced initialswelling of the meat protein, though therate of absorption is greater. Because of fric-tion caused by the tumbling or massagingequipment, temperature has a tendency torise slightly, which often leads to an accept-able compromise in optimizing productproperties, including reduced microbialgrowth, improvement of colour and yieldand increased shelf life. (See Muller et al.,2000.)
Lactates
Antimicrobial ingredients are an effectivesafety hurdle in a multi-hurdle approach toensure microbial quality of processedmeats. A natural form of an antimicrobialagent is made from natural lactic acid, acomponent that is already present in meat.
Lactate and diacetate additives areeffective antimicrobials or pathogeninhibitors. The same is true for acidifiedcalcium sulphate, lactic acids and bufferedsodium citrate when examined for the con-trol of Clostridium perfringens, salmonella,E. coli, Listeria monocytogenes and staphy-lococcus. These antimicrobial ingredientsprovide additional hurdles such as lowerwater activity, maintenance of flavour andimproved product safety.
Spin-off ingredients of lactic acid aresodium and potassium lactate, and a rela-tively low percentage of addition – espe-cially in combination with diacetate – hasshown to be highly effective in controllingor retarding the growth of L. monocyto-genes, E. coli O157:H7 and salmonella inboth cured and uncured meat systems.Sodium lactate and potassium lactate havebeen used for some time to extend shelf lifeand suppress the growth of pathogens byreducing the risk of microbial contamina-tion, particularly during handling, storageand distribution. The lactates act as bacte-riostats by increasing the lag or dormant
phase of microorganisms. During theprocess, certain mechanisms are at workthat interfere with the metabolism of thebacteria; these include intercellular acidifi-cation and interference with the protontransfer across the cell membranes.
Lactates are clear and syrupy liquidsderived from lactic acid, which is also nat-urally present in animal meat tissue.Lactate has a dry matter concentration of60%, and effective pathogen hurdles can beput in place at inclusion levels of up to4.8% by weight of the total formulation.
Going beyond the known properties ofsodium or potassium lactate is the uniqueblend of potassium acetate and potassiumlactate in processed meat products. It hasbeen known for quite some time that eachindividual component was effective inextending shelf life. However, when com-bined, these organic compounds have agreater antimicrobial effect than if eachwere used alone.
This synergistic blend usually containstwo parts potassium acetate and one partpotassium lactate. Such a concentrated liq-uid blend of potassium salts of acetic acidand lactic acid functions as a bactericideand bacteriostat by increasing the lag, ordormant, phase of microorganisms and alsoreduces total plate count. Diacetates aresalts of acetic acid. They are bactericidalagainst spoilage organisms and somepathogens by immediately lowering the pHand reducing the initial microbial load.
The product is a mild-tasting, clear liq-uid food ingredient providing antimicrobialproperties offering protection against manyfood pathogens. Its use increases shelf lifein, for example, whole muscle meats andemulsified sausages. The effective usagelevel depends on the specific formula, butusually is about half the typical level of lac-tates, which are usually at 3.0–3.3%.Therefore, the combined acetate and lactateproduct should provide optimum results inthe range between 1% and 2% of the totalformula. For example, 1.5% of the com-bined product has the effect of 2% acetateand 2.5% lactate under certain conditions.Studies indicate that the compound inter-feres with bacterial metabolism and lowers
Ingredients for Whole Muscle Meats 163
chap11.qxd 17/11/04 12:39 pm Page 163

water activity. Specifically, the lactateeffect is described as one of inhibition anddelaying of growth – a bacteriostatic effect –extending the lag phase as a result of divert-ing a major proportion of metabolic energyto maintaining cellular pH.
The interest in the use of sodium orpotassium lactate and potassium acetateblends has somewhat shifted from shelf lifeextension to food safety because of theirability to kill microbiological contaminants.By inhibiting microbial growth, the shelflife of both fresh and processed meats canbe increased by up to 50%, though theireffectiveness decreases as product storagetemperatures increase. In the case ofprocessed meats, the results apply to bothcured and uncured products. The USADepartment of Agriculture’s Food Safetyand Inspection Service (FSIS) permits thisnatural blend for use in meat and poultryproducts.
Other advantages of sodium and potas-sium lactate are antioxidant activity as wellas improved yields when used in productformulations. Lipid oxidation – the onset ofrancidity – reduces proportionally with theusage levels of the lactates. The latter is evi-denced by lower TBA values. Lactates sup-press off-odours at storage temperatures upto 15°C. In other words, lactate-containingmeat products have not only extended shelflife and lock in flavour, but as a result havefewer product returns from point of sale.
The blend of potassium acetate and lac-tate can be easily incorporated in the pro-cessing procedures. The clear liquid can beadded directly into brine or pickle to allowflawless injection. There is no antagonisticeffect during subsequent processing stepssuch as massaging, tumbling and thermalprocessing.
The lactate liquid is nearly always thelast additive to either the brine or marinadefor whole muscle meat applications, or tothe cutter or mixer/blender for emulsifiedproducts such as bologna and frankfurters.
Like all other processed meat products,lactate-containing meat products must bechilled immediately following the cookingcycle. The time/temperature relationship isa critical control point that ensures food
safety. Propagation of bacteria can acceler-ate or decelerate, depending on the specifictemperature of the product. For example, ata temperature of <12°C propagation starts toslow and becomes minimal at temperaturesof around 0°C. But when the cooked meatproduct is frozen, bacteria stay dormant,only to be reactivated again upon defrost-ing.
The addition of these functional blendsdoes not replace good manufacturing prac-tices, but it certainly helps to safeguardagainst microbial spoilage and thus adds amajor protective barrier to increase shelflife while optimizing quality. The strongdesire for clear labelling by consumersmake lactates and the innovativeacetate/acetate blends clear and naturalorganic solutions.
Nitrite
This substance is not really considered aningredient, but rather an essential additive.Nitrite has a unique role in cured meatproducts. Whole muscle meat productssuch as cooked ham and pastrami usuallycontain 125–250 ppm nitrites to obtain thecharacteristic colour properties. Nitrite alsohas a strong bacteriostatic effect.
Nitrite itself does not react with meat,but needs to be reduced to nitrous oxide inorder to be effective (Fig. 11.2). Once thehighly reactive nitrous oxide is formed, itpartially reacts with myoglobin and haemo-globin to form nitrosomyoglobin. This pig-
164 Chapter 11
Myoglobin(purple–red)
Nitric oxide
Nitrosomyoglobin(red)
Proteindenaturation
(heat)Nitrosohaemochrome
(pink)
Fig. 11.2. Nitrite/nitrate reduction shownschematically.
chap11.qxd 17/11/04 12:39 pm Page 164

ment ultimately is responsible for typicalend-product colour. The part of the nitrousoxide that is not used for colour fixationevaporates or reacts with muscle sectionsand fat.
The remaining nitrite has the potentialto react with the antioxidative additivessuch as sodium ascorbate (vitamin C) orsodium erythorbate. This reaction is ratherquick and intense if nitrite and ascorbate orerythorbate are added to the brine at thesame time or if the brine is left to stand fora prolonged time. Nitrite has the actual abil-ity to deplete these antioxidative propertiesand thus renders these additives useless.Nitrosomyoglobin is unstable and it decom-poses into globin and nitrosomyochro-mogen, which in turn fixes the stablecolour. The intensity of the stable colour isinfluenced by cooking temperatures (mini-mum 65°C), final pH and the presence ofantioxidants in the end product. Apart fromthe colour properties provided by the cur-ing actions of nitrite, of extreme importanceis its bacteriostatic effect on C. perfringens,enterobacteria and S. aureus, and in partic-ular its ability to prevent C. botulium.This microorganism is very resistant to cook-ing temperatures, and thus the presenceof nitrite is the only way to safeguard againstit.
Recent reports also mention the bene-fits of the antioxidative effects of nitrite tothe overall quality of meats. The level ofnitrite addition ranges from 125 to about250 ppm or 0.0125 to 0.0250%. For safetyand convenience, this additive is usuallysold premixed with NaCl, hence the name‘curing salt’. Premixed cure or curing saltsare usually available in two concentrations:99.4% NaCl + 0.6% NaNO2, or 93.75%NaCl + 6.25% NaNO2. It is important toascertain the concentration level of thenitrite in the premixed cure and to strictlyfollow the dosage instructions of the sup-plier. The reason is that nitrite is a majorchemical hazard. If too much is added tothe processed meat product there is a risk ofillness or even death. Young children andthe elderly population are at increased riskwhen high levels of nitrite are consumed.(See Wirth, 1991.)
Strict procedures for the handling anddocumentation of the use of sodium nitriteshould be implemented. Using a commer-cial blend to control the sodium nitrite willprovide safety and should be calculatedupon the meat content of the formula. Forwhole muscle meats, the above-mentionednitrite levels are average, while for emulsi-fied meat products an average of 150–170ppm sodium nitrite is used, based on themeat content. Considering the presence offormula water and other ingredients, theactual nitrite level in emulsified meats isreduced to about 110–120 ppm. The nitriteion is not stable and decreases further dur-ing processing and storage. Uncured spotsin the product indicate insufficient levels ofnitrite. However, this problem can also becaused by insufficient meat thawing priorto brine pumping. Generally, it is recom-mended to withhold nitrite addition to thebrine until just prior to injecting.
The USA in particular has experienceda rather steep decline in residual sodiumnitrite levels during the last 20 years. Theaverage residual nitrite level in cured meatproducts has reduced by 80%, or from 52mg/kg to 10 mg/kg, at time of purchase. TheWorld Health Organization has establishedthe acceptable daily intake of sodiumnitrite as up to 0.2 mg/kg of body weight.The maximum amount of nitrite permittedin the USA in cured meat is 156 ppm,except for bacon (120 ppm).
At the permitted levels of nitrite addi-tion, thorough peer-reviewed bio-essays onnitrite concluded there was no substanti-ated evidence that nitrite causes cancer inlaboratory rats and mice. On the contrary,there is some early indication that sodiumnitrite acts more like a therapy than a toxi-cant. Studies indicated a dose–responsedecline of cancerous tumours in someorgan systems with increasing doses ofsodium nitrite. (See Cassens, 1990.)
Sugar
Sugars, such as saccharose (sucrose), lac-tose and dextrose (including glucosesyrups), have a wide range of inclusion lev-
Ingredients for Whole Muscle Meats 165
chap11.qxd 17/11/04 12:39 pm Page 165

els because of varying sweetness profiles.The main reasons for the presence of theseingredients are added flavour and the abil-ity to depress water activity. Usually, sug-ars with high sweetening profiles have alimited ability to reduce water activity.Sugars with less sweetening power can sig-nificantly increase the dry matter content ofthe brine, and thus are often preferred inhigh-yielding whole muscle meat formulae.
Lactose is a double sugar of glucoseand galactose, has a very low sweetnessprofile and is frequently used because of itsability to act as a carrier for other ingredi-ents. Its presence is also credited for boost-ing the typical cured pink colour in cookedham and pork shoulder or pork loin prod-ucts.
Dextrose, and to a lesser extent glucosesyrup, are susceptible to the growth of lac-tobacilli, and countries with a humid cli-mate and/or insufficient storagetemperature control of the end productshould use these ingredients with extracare. The inclusion level of sugar isdependent on, among other factors, theamount of salt, and can range from as lowas 0.5% to as high as 4.0%.
Starch
Starch assists with binding qualities in bothemulsified and some types of whole musclemeat such as cooked pork ham. Initially,starches were considered cheap fillers.However, new ingredient processing tech-nologies have created certain propertiesthat promote starch into the functionalingredient category. Ideally, starch shouldhold moisture throughout the processingcycle, and as such it can be consideredcomplementary to the inclusion of gellingnon-meat proteins, such as soy protein.
Basically starch is a carbohydrate poly-mer, and these polysaccharides are made oflong chains of glucose: linear amylase mol-ecules and branched amylopectin mole-cules derived from botanical sources suchas wheat, rice, tapioca, potato and maize. Inprocessed meat products starches are usedfor both economic and functionality con-
siderations. Native starches are not solubleand are generally sensitive to high cookingtemperatures and acid environments. Whenstarches are heated in an aqueous suspen-sion they gelatinize. In other words, themolecules absorb water and swell irre-versibly. However, upon cooling the amy-lase molecules re-associate, a phenomenonalso known as retrogradation. Retrograda-tion allows initially bound water to besqueezed out again, leading to syneresis.Purge often is the result, especially whennative starch-containing processed meatproducts are vacuum packed or go througha freeze/thaw cycle. Rice starch probably isan exception to this rule.
Native starch and modified food starchare nearly always used in high-yieldingwhole muscle meats. Both native andchemically modified starches consist pre-dominantly of amylopectin, the branchedform of starch. Upon water contact, theamylopectin swells, giving the starch itsviscosity and texture. The primary reasonfor their use is to boost water retention andthus reduce cooking loss. Modified starcheshave improved moisture control within thestarch granules, while also positivelyimpacting on the freeze/thaw stability.Starches all increase friction and thus havethe tendency to increase temperature dur-ing tumbling and/or massaging.
The performance of starch depends onmaintaining the integrity of the starch mol-ecule and its resistance to high shearpumps of brine injectors and mixer-blenders that have the potential to destroyviscosity and thus reduce texture.
Most starches gel at temperaturesbetween 60°C and 75°C (Table 11.2).Gelling temperature is a function of the sizeand type of starch particles.
The most widely used carbohydrate-
166 Chapter 11
Table 11.2. The gelatinization points of nativestarches are respectively.
Potato starch 61°CTapioca starch 65°CMaize starch 67°CWheat starch 77°C
chap11.qxd 17/11/04 12:39 pm Page 166

based water binder in processed meat prod-ucts is potato starch. This type of starch hasa low gelatinization point and a rapid rateof swelling and moisture absorption. Themaximum degree of absorption is at about70°C, which happens to be about the sameas the cooking temperature of mostprocessed whole muscle meats.
The inclusion level of starch is self-limiting. To eliminate or reduce water orjelly exudate or purge in whole musclemeat products, it is important to preventretrogradation. The latter occurs whenstarch’s molecular structure is changedbecause of high shear or friction during pro-cessing. Improvements can be made byselecting certain modified food starch prod-ucts whose cross-linking capabilities havethe tendency to keep the moisture insidethe molecule. An alternative for reducingstarch friction is to opt for a tumbling ormassaging process in which this ingredientis added later in the processing cycle. Forhigh-pump, whole muscle meat products italso can be an advantage to tumble or mas-sage the injected meat parts only to thepoint that brine absorption is complete,after which the product is kept refrigeratedand the processing cycle continues up tothe scheduled packing and cooking cycles.
Modified food starch is especially use-ful for increasing the functionality of PSEpork restructured meat. But without thesynergistic help of soy protein, starch is lesssuitable for improving textural properties.Approximately 2% of starch inclusion isthe threshold when it starts to taste starchy.Because of improved cross-linking, co-processed protein/starch products allow asomewhat higher inclusion level. Co-processed soy protein and starch productsallow very rapid dispersion and hydrationin all brine systems.
Antioxidants
Sodium ascorbate and sodium erythorbateare very effective antioxidants. In principlethese two very similar additives have anumber of unique properties in processedmeat products. Ascorbate (vitamin C) is
permitted in all countries, whereas erythor-bate is restricted or not allowed in somecountries. Erythorbate contains only 5%vitamin C but is considerably cheaper thanascorbate. The usage level for erythorbate isbetween 0.05% and 0.08%, and for ascor-bate between 0.04% and 0.06%. The mostimportant functions of these two antioxi-dants are:
� Facilitation of nitrosomyoglobin forma-tion by reducing the nitrite to nitricoxide, which forms the pink colour.Without the presence of ascorbate or ery-thorbate, the reducing agents naturallypresent in meat would be available toreduce nitrite. However, this is a muchslower process and would leave higherresidual levels of nitrite in the end prod-uct.
� Ascorbate and erythorbate also preventthe formation of cancer-promotingnitrosamines by hindering the formationof nitrosating compounds such as nitrousoxide (N2O).
� Ascorbate and erythorbate also inhibitformation of peroxide radicals and thusprevent the decomposition of pigments.Therefore, not only is a typical pinkcolour created, but these additives con-tribute to the colour’s long-lasting stabil-ity under ultraviolet light and in thepresence of oxygen.
Both sodium ascorbate and sodium erythor-bate are insoluble in fat, and thus theseadditives have no antioxidative effects onfat and fatty tissue. These two additivestogether with alkaline phosphate are chela-tors that assist in reducing oxidation. Theseadditives chelate metal ions, such as ironfrom the meat pigment myoglobin.
Finally, there are antioxidant-support-ing additives: lactate, diacetate and sodiumcitrate. Lactate mainly functions as an agentfor reducing water activity and it’s inhibit-ing effects on the growth of microorgan-isms, in particular lactobacilli. Lactates arespecifically used in uncured whole musclemeat products, such as breast of turkey andpoultry rolls. Sodium citrate and diacetatehave strong chelating and buffering proper-
Ingredients for Whole Muscle Meats 167
chap11.qxd 17/11/04 12:39 pm Page 167

ties, and sometimes this additive is used inproducts where the use of phosphates arerestricted or prohibited.
Colouring
The colour of a meat product often givesinstant eye appeal to the consumer. Colourvisualization precedes other organolepticalparameters such as taste, flavour and tex-ture. Particularly in high-yielding wholemuscle meat products, e.g. cooked ham andshoulder picnics, the lack of haemoglobinand myoglobin may create end-productswith colour flaws. To support the pinkcured colour developed by the naturalaction of nitrite and haemoglobin, carmineis often used. Carmine is a natural redcolouring agent made from the desectionedfemale insect Coccus cacti. These insectsare present on the cactus plant Nopaleacoccinellifera, which is cultivated inMexico, Peru and Guatemala. Carmine is astable additive under varying processingconditions of pH and temperature, and it isperhaps the only natural colour thatremains stable under the influence oflight. In its true form carmine is notwater-soluble, and therefore it is suggestedto use carmine that has been treatedwith alkaline agents such as sodium bicar-bonate.
For hundreds of years, Asian meat andfood processors have used fermented rice asa functional colour additive. This colour ismade by the pigment-creating mushroomsMonascus purpurens and Monascusangkak, which develop on moist rice over aperiod of a few weeks into monascorubinand monascin. Angkak is a very effective,stable colouring agent and frequently usedto provide meat analogues with the desir-able cured meat look. It has been reportedthat angkak act as a preservative againstBacillus subtilis and S. aureus.
Paprika and red beet colour are lesseffective, since the colour is not stable atvarying pH levels and can fade whenexposed to light or air. Another colour-boosting additive is erythrosine. This artifi-cial agent provides a less natural pink
colour in cured products, but its cost is con-siderably cheaper.
Hydrocolloids
A colloid is a state of matter where individ-ual particles of a substance are uniformlydistributed as dispersion in another sub-stance. When the medium is water, the col-loid is called a hydrocolloid. Hydrocolloidslack the lipophilic and hydrophilic proper-ties typical of emulsifiers. Hydrocolloidsact particularly well as stability regulatorsin both whole muscle meat products and insome multiphase products such as low-fatemulsions. In processed meat products car-rageenan is most often used. Carrageenan ismade from seaweed and is available insemi-refined or fully refined form.
The three main types of carrageenanare kappa, iota and lambda. Kappa and iotacarrageenan have gelling properties andthus can be used in cooked whole musclemeats. Kappa carrageenan has a high degreeof gel structure firmness, which results inimproved binding and slicing properties.These functional hydrocolloids are effec-tive ingredients for controlling purge,increasing yield and improving texture.Carrageenan is particularly beneficial incombination with vegetable proteins andmodified food starches in cooked wholemuscle meat products and multiphase, low-fat emulsion systems.
In traditional or classic emulsions nospecific gel characteristics need to bemanipulated. Hence, carrageenan has littlebeneficial effect in these products. On thecontrary, in these sausage products car-rageenan might provoke antagonisticbehaviour of the protein network.
In whole muscle meats, carrageenan isoften used to prevent primary syneresis, ormoisture purge, in packaged meats.However, the interbonding systems facili-tated by carrageenan might be reduced orweakened if the cooked whole muscleproduct, such as pork ham, is sliced prior topackaging. The slicing action can destroythe initial bonding and hence promote sec-ondary syneresis. To prevent secondary
168 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 168

syneresis, it is therefore recommended touse these hydrocolloids in combinationwith other ingredients such as functionalsoy protein and modified food starch.
One of the most dynamic applicationsis the use of carrageenan in high-pumpedpork ham and roast beef. Kappa car-rageenan is most often used mainly becauseof its high degree of gel structure ability andresulting firmness and consistency. It isimportant to ascertain that carrageenan isproperly dispersed in brine. Actual dissolu-tion needs to be avoided, as otherwise brineviscosity can be raised to the point thatinjector needles become clogged.
Salt renders carrageenan insoluble,hence salt should always be added beforecarrageenan in the brine or pickle-makingprocess. In an ideal situation, the car-rageenan is added to the brine after the sol-ubilization of phosphate and salt. Thissequence allows the carrageenan to dis-perse and hence solubilization is avoided.
During the cooking cycle, dispersedcarrageenan will swell and solubilize to befollowed by gel setting upon cooling of thefinished product. At times it can beobserved that a carrageenan-containingbrine results in the appearance of stripes orstriations. The stripes run parallel with themeat fibres, or can show up as voids in themeat filled with gel. Striping or striationscan be the result of allowing the car-rageenan to prematurely solubilize, or ofusing different types of carrageenan in thesame brine formula. The salt concentrationin brine will also affect carrageenan proper-ties, such as swelling. At higher salt levels,a higher cooking temperature is needed toobtain swelling. During thermal processing,carrageenan increases in viscosity and thusincreases water retention. Upon cooling ofthe cooked product, the carrageenan formsa gel within the product matrix when thetemperature drops to below 60°C.
Flavour Enhancers
Flavour enhancers are additives that, with-out altering the product’s typical flavour,increase organoleptical properties such as
smell and taste, without actually negativelyaffecting the basic four flavours such assweet, salty, acid and bitter.
The common flavour enhancer ismonosodium glutamate (MSG). MSG isindustrially produced by the fermentationof molasses, and in cooked ham usuallydoses of between 0.2 and 0.6 g/kg finishedproduct weight are used. Other flavourenhancers that are less commonly usedbecause of cost constraints are sodiuminosinate and sodium guanylate. Comparedto MSG, these nucleotides have greaterflavour-enhancing capability at consider-ably lower doses.
Soy Protein
Non-meat protein ingredients are veryimportant in modern processing systemsfor whole muscle meat products. In thepast, some cooked ham manufacturers useda combination of protein ingredients toincrease yield. These blends usually con-tained varying levels of functional proteins,such as blood protein, milk by-products(sodium caseinate), egg albumen and pow-dered connective tissue. However, the pro-tein of choice has become vegetable proteinin general and soy protein isolate specifi-cally. The ease of addition and the excellentwater-holding and gelling properties havecontributed to soy protein’s popularity.
In brine systems, many variables influ-ence the performance of soy protein ingre-dients. For example, the sequence ofadditive and/or ingredient addition, tem-perature of the water, and viscosity andshear force all impact on the true perform-ance of the brine. Cold water slows downthe hydration of soy protein, but at the sametime it will minimize lump formation of theprotein particles and will improve disper-sion and solubilization of the soy proteiningredient.
Although it still is generally recom-mended to first hydrate the soy proteinbefore the other brine ingredients and addi-tives are added, it now has also become fea-sible to select a different sequence ofaddition. The processing flow may even be
Ingredients for Whole Muscle Meats 169
chap11.qxd 17/11/04 12:39 pm Page 169

designed so that the new generation of soyprotein ingredients is simply added as a drypowder directly into tumbling or massagingequipment. These proteins generally allowfor higher inclusion levels, which translateinto higher extension levels. To optimizedispersibility, very often the soy protein istreated with lecithin during spray drying,while also certain enzymes are used tolower viscosity. Obviously lower viscosityin a brine system will provide ease of use,especially when dense and small needlepatterns are being used for high-pumpwhole-muscle meat.
Low-viscosity soy protein ingredientsdo not affect phosphate or salt solubility.The key is to allow proper hydration of soyprotein isolate, though it is possible to addthe protein before or after the phosphatewith no difference in solubility. It is evenpossible to add the easily dispersed proteiningredients in the form of a blend to beadded to the water with the phosphate andother functional ingredients. This systemneeds special rapid-dispersing brine rotat-ing equipment. At times, foaming isreported as a negative side effect of usingprotein-containing brine ingredients.Foaming nearly always is caused by exces-sive air entrapment in the brine liquid,which can worsen when the brine ispumped or recirculated to a multi-needleinjector. Innovative soy protein isolatetechnology minimizes or eliminates foam-ing, while maintaining optimal productfunctionality in the whole muscle foods.
The newer generation of enzyme-treated soy proteins are generally salt-toler-ant and come with varying levels ofviscosity and gelling properties. For highpercentage levels of soy protein usage, thepremium soy protein isolates are generallya better choice. In comparison, certain func-tional soy protein concentrates can be con-sidered in moderately pumped meatproducts. It is, however, important that spe-cialty soy protein ingredients are selectedbecause these soy proteins have a cleanflavour, low-gelling and elasticity, while atthe same time excellent wetability and dis-persibility. For cured whole muscle injec-tion and marination, a small protein
particle size is also important for improvinginjectability and penetration into the mus-cle meat. Moreover, these functional lowgelling vegetable protein ingredients areideally suitable for manufacturing phos-phate-free and/or salt-reduced products.
Once the treated ham muscle meat hasgone through cooking and chilling, theseproducts will remain juicy and succulentand their texture will be infinitely superior.The cook yield is consistently higher whencompared with other functional proteiningredients when used at similar inclusionand extension levels.
Additionally, this new generation ofsoy protein ingredients has seen a majorflavour improvement, which allows proces-sors to increase the percentage of inclusion,allowing delicate and distinct meat flavoursto emerge quickly and without masking.Flavoured functional soy protein ingredi-ents can be expected, further boosting thetypical meat flavour profile. The protein’sgelling properties are strikingly similarto that of lean meat, and ideally willreduce the typical rubbery or ‘plastic’ tex-ture that often is associated with high yield-ing whole muscle meats containingexcessive amounts of starch and hydrocol-loids.
Ingredient levels are a function ofthe amount of added brine. If the pumplevel changes, it will be necessary torecalculate the percentages of the ad-ditives and ingredients. When wholemuscle meat is packaged in permeablecasings, moisture transfer is possibleand the only likely change during ther-mal processing is loss of water. Althoughthe yield will change in such cases,the amount of ingredients and additivespresent in the product will remain thesame, though their concentration willchange.
The optimum inclusion level of iso-lated protein generally varies from 1.0 toapproximately 4.0%. The criteria are thatfor every 20% brine addition beyond 20%starting brine, about 1.5% soy protein iso-late is needed. Thus, a brine addition of60% would require about 3.0% soy proteinisolate, and a brine addition of about 80%
170 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 170

would require 4.5%. It is obvious that withincreasing brine addition levels, curingcolour will be affected accordingly (Table11.3). Modifications thus need to be madeto substitute for the changed nitrite/myo-globin interactions.
Soy Protein Benefits
The benefits of soy protein in whole musclemeat products can be summed up as fol-lows:
� Increased yield to green weight versustraditional brines as well as other func-tional proteins via better muscle absorp-tion and marinade retention.
� Improved flexibility in developing opti-mal end products.
� Higher quality finished products versustraditional brines, which may dry out endproduct, and starches alone, which maycause soft product.
� User-friendly handling characteristicsthrough the production process.
� Potential new finished product claimssuch as ‘better texture’ or ‘improved suc-culence’ or ‘improved quality upon heat-ing and holding’.
� Antioxidant properties may assist in theremoval of warmed-over flavours.
� Maintenance or improvement of nutri-tional value of end-product.
� Functional soy protein concentrate can,
in certain products, replace soy proteinisolate at significant cost savings.
Brine Preparation
Brines can be described as suspensionsconsisting of stable fluids made of solid par-ticles dispersed in a liquid. When the dis-persed phase is no longer visiblydistinguishable, the dispersion is ready forinjection into the muscle meat. For brinesand/or marinade injection systems, it isimportant that the ‘liquid’ can be injectedbefore the dispersed or solubilized phasesstart to separate. Not only should brine ormarinade ingredients and additives be har-monized and balanced, but it is equallyimportant that the right equipment, such asrotor/stator mixers and circulation pumps,and proper passage through the dense nee-dle pattern of the injector are used (Fig.11.3).
To obtain optimum product character-istics it is important to weigh water andingredients, rather than measure by vol-ume. For traditional brine preparations, thewater should be as cold as possible. If coldwater is not available, ice should be used tocool down the brine. Brine ingredients andadditives should be added in the appropri-ate sequence. (See Freixanet and Lagaras,2001.)
Ingredients and additives used inwhole muscle meats usually need to behydrated and/or dissolved in brine, pickleor marinade. Conventional portable agita-tors and prop mixes may be acceptable inlow-yielding cooked whole muscle meats,but they may be insufficient for high-yield-ing products. It can be quite a challenge toproperly hydrate, disperse or solubilizeingredients and additives such as phos-phate, soy protein, starches and hydrocol-loids. In general, ingredients and additivesused for these whole muscle meats arefairly expensive, and these ingredientstherefore should be utilized in the best pos-sible conditions (Table 11.4).
Brine preparation instructions:
1. Add soy protein slowly into a vortex of
Ingredients for Whole Muscle Meats 171
Table 11.3. Brine conversion table.
% SPI in finished product
% Pump 2.0 1.5 1.0
10 22.00 16.50 11.0020 12.00 9.00 6.0030 8.67 6.50 4.3340 7.00 5.25 3.5050 6.00 4.50 3.0060 5.33 4.00 2.6770 4.86 3.64 2.4380 4.50 3.38 2.2590 4.22 3.17 2.11
100 4.00 3.00 2.00
chap11.qxd 17/11/04 12:39 pm Page 171

cold water (<10°C).2. Use high-shear mixer and mix untilsmooth and shiny.3. Hydrate the protein for at least 15 min.4. Add phosphate and mix until dissolved.5. Add salt and mix until dissolved.6. Add seasonings and starches.7. Add colouring and curing agents.8. Add balance of ice, if necessary, to cooldown brine temperature.
Alternative method:
1. Add phosphate to brine vessel and mixuntil ingredient is dissolved.2. For best results use instantized phos-phate and/or use high-shear mixer.3. Add soy protein slowly into the vortexfor lump-free hydration.4. Depending on the type of vegetable pro-tein, it will take some 15 min until the non-
172 Chapter 11
Fig. 11.3. Multi-needle brine injector. Source: Convenience Food Systems (CFS).
Table 11.4. Brine absorption table.
% Brine for absorption
15 20 25 30 35 40
Water 83.44 87.04 89.20 90.60 91.67 92.45Salt 7.05 5.53 4.60 4.00 3.55 3.22Phosphate 1.38 1.08 0.90 0.80 0.69 0.64Dextrose 2.30 1.80 1.50 1.30 1.15 1.05SPI 5.83 4.55 3.80 3.30 2.90 2.65Total % 100 100 100 100 100 100
chap11.qxd 17/11/04 12:39 pm Page 172

meat protein is completely dissolved.5. Add salt.6. After the salt has gone into solution, addseasonings and curing agents.7. If applicable, add starch.
NB: If the brine is kept overnight, it is rec-ommended to add the sodium ascorbate orsodium erythorbate prior to actual use.
Traditionally, brine solutions are normallyprepared and preferably injected at temper-atures of approximately –2°C. This temper-ature can be achieved by adding salt to thewater, which allows the freezing point todrop below 0°C. When hydrocolloids suchas carrageenan are part of the brine formula,brine temperatures are often lower. One canexpect that when ingredients and additivesare not fully dispersed or dissolved, thepeak or optimum performance will not bereached. If the latter is the case, quite oftenthe optimum quality is not obtained andbrine ingredients or additives are wasted.
Calculation of brine additives andingredients:
% ingredient desired product ×% pumped product × yield
% pump
= % ingredients in brine
EXAMPLE:A processor injects a ham 50% above greenweight (=meat weight) and obtains a 90%cook yield. The cooked product has 1.5%soy protein, and 2.0% salt.
How much of each ingredient isneeded in the brine?
SPI =1.5 × 150 × 0.90
50
= 4.05% of brine is soy protein isolate
Salt =2.0 × 150 × 0.90
= 5.4% of brine is salt50
Or a simplified calculation:
% ingredient desired in product × % yield
% pump
= % ingredient in brine
EXAMPLE:
1.5 × 135= 4.05% of brine is SPI
50
Actual percentage added ingredients:
finished weight – total meat weight
finished weight
= % added ingredients
EXAMPLE:
1323 – 1000 = 24.4% added ingredients
1323
Method of calculating product additivesand ingredients:
% ingredient in brine × pump
% pumped product × yield
= ingredient in product
EXAMPLE:A processor pumps 55% above greenweight, and obtains a 94% cook yield.There is 4.1% soy protein and 5.8% salt inthe brine.
How much of each will be pumped intothe product?
4.1 × 55Soy protein
155 × 0.94
= 1.55% soy protein in product
Salt = 5.8 × 55 = 2.19% salt in product155 × 0.94
Control percentage brine injected:
weight of injected meat – weight oftrimmed meat
weight of trimmed meat× 100
Ingredients for Whole Muscle Meats 173
chap11.qxd 17/11/04 12:39 pm Page 173

More Variables
Uniformity, colour, texture and yield arethe major parameters for ham processors.The optimum brine or pickle temperature isa subject that meat technologists can notstop debating. Ideal brine temperatures forwhole muscle meat applications range frombelow 0°C to as high as 38°C. In general, itcan be concluded that elevated brine tem-peratures do significantly improve colourformation and colour retention in curedwhole muscle meats, though it is also truethat extra precautions need to be taken inorder to avoid premature reduction of thesodium nitrite.
These modern ham processing systemsallow staged addition of ingredients andtogether with manipulation of processingtemperatures serve the purpose of optimiz-ing processing controls precisely at theright time (Fig. 11.4). Obviously, optimumprotein extraction is achieved through coldtemperatures (–4°C) coupled with the rightamount of salt and phosphate.
On the other hand, it is theorized thatthe solubility of most functional brineingredients, such as salt and phosphate, ismarkedly better at higher water tempera-tures. Additionally, warmer water tempera-ture accelerates the reaction time of activeingredients such as phosphate, ascorbicacid and nitrite. It is further theorized thatless cooking energy is needed, and becauseof the higher temperature, the injected meatgoes faster through the microbial propaga-tion zone (7–52°C). On the other hand,depending on the type of whole musclemeat and the percentage of injection, pro-longed massaging or tumbling times can berequired at lower processing temperaturesin order to optimize protein solubilizationand brine absorption.
Phosphates, functional soy proteinsand hydrocolloids need high-shearagitation in order to expose the individualparticles to water for full hydration, disper-sion and/or solubilization. This isnecessary not only to avoid or minimizesludge in the brine tank or tumbler, butalso to avoid injector needle clogging, whichaffects quality and causes purge. Also, target
yields may become inconsistent. High-pumped brines usually contain a significantamount of dry ingredients, many of whichare difficult to hydrate or dissolve. Thistends to create a heavy and viscous slurry.
Some dry powder ingredients that areadded to the water may form agglomeratedparticles or ‘fish eyes’ and thus it will benecessary to use high-shear mixing equip-ment such as the Admix/Rotostat™ orMolistick™ from Metalquimia to avoidlumping. This equipment is designed toreduce batch times to less than 10 min,eliminate clogged injection nozzles withoptimum particle size reduction and pro-vide full hydration, dispersion and/or solu-bilization. Additionally, round brine tanksare preferred over rectangular tanks. Around or cylinder-type vessel providesideal vortex conditions, allowing rapidingredient and additive hydration, disper-sion and/or solubilization. It is recom-mended to mount the high-shear mixeroff-centre to reduce excessive vortex in acylinder vessel.
174 Chapter 11
Fig. 11.4. Close-up photograph of ham injection.Source: Convenience Food Systems (CFS).
chap11.qxd 17/11/04 12:39 pm Page 174

There seems to be some ongoing con-troversy about the ideal sequence of addi-tion to the water. Generally speaking,ingredients and additives preferably shouldbe added slowly but continuously anddirectly into the vortex. The suppliers ofphosphate and soy protein both claim thattheir product needs to be added first. Thereare indeed reasons to add phosphate or soyprotein first. It just depends which ingredi-ent is deemed more important.
When soy protein ingredients are used,it is important to select a fast hydratingtype. Usually soy protein ingredients withultra-low viscosity perform best. There islittle doubt that when soy protein isolate isadded first into the water vortex optimumhydration is achieved, although it is truethat foam might sometimes form. Low vis-cosity properties of the functional soy pro-tein ingredient allow the solubilizedprotein to settle within the meat fibre struc-ture without negatively affecting massagingtemperatures, i.e. causing no friction. Thesefunctional soy proteins mimic cooked meatcharacteristics in terms of texture, colourand appearance. Subsequently, these ingre-dients can be used to reduce food costswhile maintaining or improving nutritionalquality.
Phosphates are much more difficult todissolve, and that is why phosphate often isadded first to the water vortex. To improvefurther phosphate solubilization, warmwater is often used. Phosphates should bedissolved under continuous stirring or agi-tation. This step is followed by the additionof soy protein isolate, and full hydrationusually is achieved in about 8–12 min agi-tation. At this time (nitrite) salt is added,followed by carbohydrates such as dextroseand maize syrup. After these ingredientshave been thoroughly dissolved, modifiedfood starches and sodium ascorbate orsodium erythorbate are added while thehigh-speed mixer is at full speed.
To aggressively lower brine tempera-ture, it is common to initially withholdwater, which is later added to the brine inthe form of ice. A suggested starting ratio ofwater to ice is 80:20.
Hydrocolloids such as carrageenanshould be added to the brine after the salthas been solubilized. To optimize hydra-tion of carrageenan, it is recommended topre-mix carrageenan with dextrose.Depending on the specific carrageenan typebeing used and the type of high-shear agita-tor, dispersion is achieved after between 6and 12 min.
When blends of soy protein and modi-fied food starch are used, it is recom-mended to add these ingredients followingthe phosphate addition. If anti-foam agentsneed to be used, it is suggested to add theseaids prior to salt addition.
Spice extracts are generally recom-mended for injected whole muscle meats.
The purpose of purge control is to bindor stabilize water within a product so thatmoisture release is prevented. Purge controloften means close interactivity of fine-tuning influences of ingredient selectionsas well as packaging criteria such as tem-perature and film properties. For example,vacuum skin packaging technology whichactually locks free moisture in the product.For meat processors, purge control directlyimpacts on the bottom line, whereas forconsumers purge control translates intoaesthetics and eye appeal. Quite oftenpurge control issues are related to shelf lifeissues. Purge needs to be masked in ordernot to ruin the merchandisability of theproduct. Consumers almost immediatelyassociate purge with a safety risk.Functional soy proteins together with car-rageenan and phosphates, for example, areoften used in combination with antimicro-bials, having a positive effect in vacuumpackaged processed meat products. It hap-pens that purge is neglectable when theprocessed meat remains uncut or unsliced.However, secondary purge can develop as aresult of gel interference when the pro-tein:hydrocolloid:water bonding isdestroyed during slicing of the whole mus-cle meat product. Compared to foodstarches and carrageenan, soy protein ingre-dients are effectively binding or immobiliz-ing free moisture while helping to maintainor enhance meat-like textural properties.
Ingredients for Whole Muscle Meats 175
chap11.qxd 17/11/04 12:39 pm Page 175

Injection
The purpose of a brine injector is to injector pump brine into the meat muscle toobtain optimum distribution and weightgain. Nearly always a part of the brinedrips out and together with meat juicesis collected and recirculated back to thebrine holding tank. Brines are expensiveand recirculation and reusing makes goodeconomic sense. However, apart frompotential microbial contamination, re-circulated brine is slowly diluted to thepoint that it interferes with end-productspecification. Hence, quality flaws canresult.
Extra precautions should also be takenthat brine foam – which often is the resultof poor brine preparation – does not getinjected into the meat muscle. Injectedfoam can create entrapment of air bubbles,resulting in small pinholes or air pockets inthe cooked meat product. Air pockets cancontribute to oxidative rancidity and causebacterial spoilage. Needle holes in curedproducts also are an indication that theinjector needles are too large, possibly incombination with too high a pump pres-sure. If fat is still attached to the ham mus-cle, care should be taken that the hams areinjected with the fat side down to minimizefat streaks.
When discussing whole muscle meats,usually products such as cooked hams androast beef come to mind. These classic prod-ucts are sold in transparent packaging con-taining ready-to-eat sliced processed meatproducts and mostly consumed as a sand-wich topping. However, with the rapidlygrowing home meal replacement category, anew product range of protein-enhancedcase-ready meat products is emerging. Forthese products, it is essential to maintainjuiciness during regular shelf life when soldfresh, or when thermalized at the processingplant and finally reconstituted, prior to con-sumption.
Optimization of flavour and moisturedistribution in whole muscle meats can beaccomplished using an injector with a closeneedle pattern and a relatively low pumppressure. Additional vacuum tumbling or
massaging will further disperse the mari-nade throughout the meat membranes. Forlarge-volume operators, however, massag-ing or tumbling is not always an option. Itis important to maintain optimum mari-nade quality and extra care should be givento the filtration system of the marinaderecirculation. A clear distinction should bemade between marinade injection foryield gain and marinade injection forimproving sensory quality. Usually10–15% marinade injection is sufficient tooptimize sensory quality during finalreheating. Marinade injection levels of>20% will increase yield, but can have adetrimental effect on product quality forthese types of pre-cooked and ready-to-eatproducts. The latter, of course, is alsogreatly influenced by the marinade formu-lae, including the selection of functionalnon-meat protein ingredients.
Tumbling or Massaging
Massaging is usually accomplished by fill-ing asymmetric containers with injectedmeat which are treated with a soft and gen-tle action at low speed (Fig. 11.5). It is typ-ically a form of meat-on-meat massaging:the meat is not lifted and hence there is lit-tle or no destruction of meat fibres and con-nective tissue, resulting in high-qualitymeat products, albeit at lower injection lev-els. Meat tumbling is a system in whichasymmetric carriers rotate in one directionat high speed, during which the injectedmeat is lifted (Fig. 11.6). This is a moreaggressive treatment, which has shorterprocessing times and usually is used formeats that have been injected at higher lev-els. Tumbling usually results in a firmertexture, while massaging gives a moreopen, softer texture in cooked wholemuscle products. For both methods, how-ever, the action is enough to extract theoptimum amounts of salt-soluble proteinsneeded to provide strong, close bindingbetween individual muscle pieces.Massaging and tumbling is usually doneunder continuous vacuum, with the vac-uum snorkel placed well above the meat
176 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 176

level. Emptying the drum effectively isensured by tilting the drum to a negativeangle.
The time needed to accomplish theprotein extraction depends on many vari-ables, such as temperature, brine formula,equipment and shearing actions (Table11.5). As a rule of thumb it can be statedthat sufficiently tumbled or massaged meatmust show a thick layer of protein exudateon the meat surface. The latter can be sig-nificantly improved when fat layers areremoved or trimmed down and connectivetissues such as silver skin membranes areremoved prior to injection. If fat or connec-tive tissue removal is not possible, the sec-ond best option is to disrupt the layer byintensive macerating prior to tumbling ormassaging.
As the amount of added water in high-moisture restructured cooked hamsincreases, the ability of the protein exu-dates to bind individual muscle pieces andretain added water decreases. Figure 11.7shows examples of cooked hams.
Cooking and Post-process SurfacePasteurization
The minimum internal cooking tempera-tures required by processing regulationsoften exceed what is needed for food safety.For example, the degree of readiness in anuncured breast of turkey can be based onproduct characteristics, rather than uponkilling pathogens. Often, meat processorsand their food service customers target lev-els that are higher than the regulatory stan-dards. The reasons are to build in safetyzones, obtain desirable product characteris-tics and to eliminate certain heat-resistantspoilage bacteria. Usually non-cured prod-ucts are cooked at higher temperatures thancured products.
Another area of increased attention isthe need for post-process surface pasteur-ization for ready-to-eat deli meats.Foodborne pathogens have resulted inmany fatal cases of listeriosis in high-risksegments of the population, causing mas-sive product recalls by major producers. As
Ingredients for Whole Muscle Meats 177
Fig. 11.5. Drawing of a massaging system. Source: Convenience Food Systems (CFS).
chap11.qxd 17/11/04 12:39 pm Page 177

a result of a variety of outbreaks of L. mono-cytogenes, the USDA Food Safety andInspection Service (FSIS), as well as theAmerican Meat Institute, have developedstrategies aimed at reducing the risk ofthese foodborne pathogens in ready-to-eat
(RTE) deli products. Rules proposed by theFSIS focus on Hazard Analysis and CriticalControl Points (HCAPP) as well as sanita-tion SOPs. Producers of RTE products havevarious alternatives or combinations ofalternatives to comply with FSIS require-
178 Chapter 11
Fig. 11.6. Drawing of a tumbling system. Source: Convenience Food Systems (CFS).
Table 11.5. Recommended mechanical conditions for whole muscle meats.
Tumbling 1–6 h cycle. About 4000–8000 revs.10 min rest per hour0–8°C processing temperature10–20 rpmuse vacuum
Massaging 6–24 h cycle4–10 rpm0–8°C processing temperatureintermittently and reverse modes
Mixing 10–30 min cycle20–30 rpm0–8°C processing temperaturepreferably use vacuum
Macerating for all treatment methods the use of mechanical macerators will shortenthe processing time and may increase yield
chap11.qxd 17/11/04 12:39 pm Page 178

Ingredients for Whole Muscle Meats 179
Fig. 11.7. Injected and tumbled whole muscle meats – cooked hams. Source: Convenience Food Systems(CFS).
Fig. 11.8. Drawing of a post process surface pasteurization.
chap11.qxd 17/11/04 12:39 pm Page 179

180 Chapter 11
References and Suggested Reading
Cassens, R.G. (1990) Nitrite Cured Meat: a Food Safety Issue in Perspective. Food andNutrition Press Inc., Trumbull, Connecticut.
Freixanet, L. and Lagaras, J. (2001) Additives and Ingredients in the Manufacture ofCooked Ham. Metalquimia Technolo, Girona, Spain.
Hoogenkamp, H.W. (1990) The 30-minute ham. Meat Processing 2 (suppl.), 48–52.Hoogenkamp, H.W.A.P. and Wales, J. (2000) Acetate and lactate blends fight bacteria with
extra vigour. Meat International 10(4), 24–25.Muller, W.D., Eber, M. and Przytulla, J. (2000) Influence of different amounts of phosphate
on technological parameters and sensory properties of cooked ham. Fleischwirtschaft1, 99–102.
Wirth, F. (1991) Restricting and dispensing with curing agents in meat products.Fleischwirtschaft 71(91), S1051.
ments. In particular, surface thermal treat-ment, through post processing pasteuriza-tion, has proved itself to be an excellentway of reducing surface pathogen contami-nation. Effective surface pasteurization canbe accomplished through the use of a waterdeluge, water immersion, steam applicationor infrared technology.
A typical post processing system con-sists of a heating zone and a chilling zone(Fig. 11.8). The product, for example a 5 kgroast beef or turkey ham in a barrier bag,would be loaded into trays at a rate of30–35 pieces per minute. The productentering the system at a temperature ofabout 0–4°C will be retained in the heatingzone for 3 min at a temperature of 94°C in
order to achieve a surface temperature pen-etration of about 3 mm. Chilling the prod-uct back to its original temperature of 0°C isaccomplished in the chilling zone with adeluge of either brine, water or a water/gly-col mixture. Product retention time, using0°C water, is 15 min.
Various scientific studies have pro-vided support for the use of post processpasteurization heat treatment as an effec-tive way of reducing L. monocytogenes.Depending on pasteurization temperaturesand retention time, reductions of 4–5 logare achievable, representing a reduction inbacteria of 99.99–99.999%. Additionaladvantages are increased product quality aswell as increased shelf life.
chap11.qxd 17/11/04 12:39 pm Page 180

Formulation Examples: Whole, Sectioned and Formed Meat
Smoked pork ham
Packaging Shrink casing or netInjection 55% pump over green weightYield 93% (expected)Meat sources Defatted and macerated ham, ground shanks (5 mm)Tumbling 8 h, 50/10 cycle; 6–8 rpm; 60% vacuum; 5°C
Ingredient % in brine % in product
Ham – 58.04 Shanks – 6.45 Water 83.36 29.15 Soy protein isolatea 4.19 1.60 Salt 5.50 2.10 Phosphate 1.05 0.40 Dextrose 2.62 1.00 Modified food starch 2.62 1.00 Nitriteb 0.04 0.01 Sodium ascorbatec 0.13 0.05 Seasoning/flavourings 0.49 0.20 Total 100.00 100.00
aSuggest low-viscosity SPI.b140 ppm.cAlternative: sodium erythorbate.
Boneless deli ham
Packaging Vacuum, cooked-in-bagInjection 35% pumpYield 98% (expected)Meat source Defatted and macerated pork and ground shanks (5 mm)Tumbling Intermittently 6 h; 20/20 cycle; 8–10 rpm; vacuum
Ingredient % in brine % in product
Ham – 69.140 Ground shanks – 4.410 Water 75.800 20.050 Soy protein isolatea 5.670 1.500 Salt 7.560 2.000 Phosphate 1.130 0.300 Dextrose 2.650 0.700 Brown sugar 1.890 0.500 Modified food starch 1.890 0.500 Carrageenan 1.890 0.500 Nitriteb 0.053 0.014
Ingredients for Whole Muscle Meats 181
chap11.qxd 17/11/04 12:39 pm Page 181

Boneless deli ham (continued)
Ingredient % in brine % in product
Sodium ascorbatec 0.190 0.050 Flavourings 1.277 0.336 Total 100.00 100.00
aSuggest low viscosity SPI.b140 ppm.cAlternative: sodium erythorbate.
Boneless smoked ham
Category Ham and water product, X% added ingredientsMeats Pork insides and outsides; fat trimmedPacked Fibrous casings when smoke-cooked
Impermeable casing when water/steam-cookedProcess Injected, macerated, vac. tumbled, 3 h, 10 rpm
Rest overnight, retumble 15 min prior to stuffingCook in graduated cycle to 72°C core temp.
Ingredient % %
Pork ham 57.00 57.00 Water 37.00 37.00 Salt 2.00 2.00 Curing salt (6.25% NaNO2) 0.15 0.15 Phosphate 0.40 0.40 Sodium ascorbate 0.05 0.05 Soy protein isolatea 2.20 Soy protein concentratea 2.20Dextrose 0.80 0.80 Ham flavouring 0.20 0.20 Seasoning 0.20 0.20 Total 100.00 100.00
aSuggest low viscosity soy protein.Results %: extension 75%; cook yield 90.6%; finished yield 158.5%;added ingredients 37%.
Chunked and formed ham
Packed Vacuum/cook-in-the-bagMeats Defatted, desinewed, fist-sized ham or shoulder
Ground shanks; lean ham/shoulder trimmingsCook Internal temperature of minimum 71°C
Ingredient % %
Chunked, defatted ham 44.00 44.00 Ground shank and lean trimmings 8.00 8.00 Soy protein granules 10.00 10.00 Water 25.00 25.00
182 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 182

Soy protein isolatea 3.00 Soy protein concentratea 3.00Salt 2.60 2.60 Phosphate 0.40 0.40 Cure (6.25% NaNO2) 0.20 0.20 Sodium lactate 2.40 2.40 Modified food starch 2.00 2.00 Maize syrup solids 2.20 2.20 Soluble ham seasoning 0.15 0.15 Sodium erythorbate/ascorbate 0.05 0.05 Total 100.00 100.00
aSuggest low viscosity soy protein.
Combi smoked ham
Added ingredients 41%Meat sources 70% Ham meat
30% Turkey thigh meatCuring system Dry addition of all ingredients
Ingredient % %
Ham cushions 39.96 39.96 Turkey thigh meat 17.27 17.27 Pork back fat 1.76 1.76 Wheat starch 3.25 3.25 Ice water 28.46 28.46 Salt 1.43 1.43 Phosphate 0.40 0.40 Curing salts (6.25% NaNO2) 0.15 0.15 Ascorbate/erythorbate 0.07 0.07 K-sorbate 0.20 0.20 Soy protein isolatea 2.88 Soy protein concentratea 2.88Maize syrup 0.96 0.96 Dextrose 0.64 0.64 MSG 0.32 0.32 Pork flavourings 0.16 0.16 Carmine colour 0.05 0.05 Smoke flavour 0.15 0.15 Spices 1.89 1.89 Total 100.00 100.00
aSuggest low viscosity soy protein.
Procedure:1. Add 50% of ice/water to macerated meat, mix for 2 min.2. Add soy protein, continue mixing for 8 min.3. Add remaining water, and add phosphate, salt and curing salt, mix for 10 min.4. Add starches and sugars and mix for 10 min.5. Add carmine solution, flavourings, erythorbate, seasoning and continue mixing, undervacuum if possible, for 30 min.6. (Preferably) Rest overnight and fill in casings or moulds at <5°C.
Ingredients for Whole Muscle Meats 183
chap11.qxd 17/11/04 12:39 pm Page 183

Whole muscle ham (Belgium)
Ingredient %
Pork ham (defatted) 66.00 Water 26.00 Salt 2.30 Curing salt (6.25% NaNO2) 0.20 Phosphate (STPP) 0.40 Phosphate (SAPP) 0.10 Dextrose 0.50 Maltodextrine 1.60 Soy protein isolatea 1.30 Sweet whey powder 0.50 Sodium caseinate 0.50 Sodium ascorbate 0.05 Monosodium glutamate 0.05 Ham seasoning 0.50 Total 100.00
aSuggest low viscosity SPI.
Procedure:1. Inject pork ham muscle meat to 50% extension and macerate about 2–3 cm deep.2. Vacuum massage for 4 h at 12 rpm.3. Hold overnight and retumble prior to stuffing for 30 min at 12 rpm.4. Fill under vacuum into moisture-proof casings.5. Place into moulds.6. Steam or water cook using a cycle of respectively 60 min at 60°C, 90 min at 68°C and80°C to finish at an internal temperature of 72°C.
Formed and pressed ham (Brazil)
Ingredient % %
Pork ham meat 40.00 40.00 Pork trimmings 3 mm 6.00 6.00 Pork knuckle meat 6.00 6.00 Pork skin (rind)a 6.00 6.00 Water 28.50 28.50 Salt 2.20 2.20 Curing salt (6.25% NaNO2) 0.15 0.15 Phosphate 0.40 0.40 Non-fat dry milk 1.00 1.00 Dextrose 1.15 1.15 Soy protein isolateb 2.50 Soy protein concentrateb 2.50Carrageenan 0.30 0.30 Wheat starch 2.00 2.00 MSG 0.20 0.20 Carmine colour 0.20 0.20 Sodium ascorbatec 0.40 0.40 Sodium lactate 2.40 2.40 Ham seasoning 0.60 0.60 Total 100.00 100.00
184 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 184

aSoften pork skin (rinds) with acid-treated water. For example: 60% porkskin (rinds) and 40% water + lactic acid. Rinse thoroughly with fresh water,and chop or grind to fine paste.bSuggest low viscosity soy protein.cAlternative: sodium erythorbate.
Procedure:1. Macerate pork ham and pork knuckle or grind through kidney plate.2. Grind pork trimmings through a 3 mm plate.3. Add meat to paddle blender or tumbler together with half the water, (curing) salt,phosphate and mix for 30 min.4. Add balance of water, soy protein ingredient, carrageenan, starches, all other ingredi-ents and massage intermittently for 10 h, 50 min ON/10 min OFF.5. Add ‘pork skin (rind) emulsion’ to massaging unit or tumbler about 4 h before end ofmassaging cycle.6. Keep ham mix overnight and re-massage approximately 20 min prior to filling orpress-forming for cook-in-the-bag processing and thermalization.7. Cook to a core temperature of 72°C.
Pizza ham (Finland)
Ingredient % %
Pork shoulder (trimmed) 40.00 40.00 Pork trimmings 75CL 13.00 13.00 Water 33.00 33.00 Salt 1.80 1.80 Phosphate 0.40 0.40 Curing salt (6.25% NaNO2) 0.15 0.15 Dextrose 1.00 1.00 Soy protein isolatea 3.50 Soy protein concentratea 3.50Potato starch 3.50 3.50 Sodium ascorbateb 0.05 0.05 Sodium lactate 3.00 3.00 Ham seasoning 0.60 0.60 Total 100.00 100.00
aSuggest low viscosity soy protein.bAlternative: sodium erythorbate.
Procedure:1. Grind all meat through 3 mm or 5 mm plate setting.2. Add brine and mix under vacuum for 1 h.3. Fill into casing and hold overnight before cooking.4. Cook to an internal temperature of 72°C.
Retort ham sausage (China)
Ingredient % %
Lean pork (pre-cured) 50.00 50.00 Pork fat 9.00 9.00 Chicken skin 3.00 3.00
Ingredients for Whole Muscle Meats 185
chap11.qxd 17/11/04 12:39 pm Page 185

Retort ham sausage (China) (continued)
Ingredient % %
Water/ice 22.00 22.00 Soy protein isolatea 2.30 Soy protein concentratea 2.30Salt 1.90 1.90 Phosphate 0.30 0.30 Curing salt (6.25% NaNO2) 0.15 0.15 Maize starch 7.40 7.40 Non-fat dry milk 1.00 1.00 Egg powder 1.00 1.00 White pepper 0.10 0.10 Ginger 0.05 0.05 Garlic powder 0.15 0.15 Nutmeg 0.10 0.10 Sodium ascorbateb 0.05 0.05 Sugar 1.35 1.35 MSG 0.10 0.10 Vetcin 0.05 0.05 Total 100.00 100.00
aSuggest high viscosity SPI or FSPC.bAlternative: sodium erythorbate.
Procedure:1. Add pre-cured meat together with the chicken skin to chopper on slowspeed and ice.2. Add (nitrite) salt, phosphate, together with balance of water and chop onhigh speed.3. Add soy protein and chop to approximately 10°C.4. Add all other ingredients and sodium ascorbate and continue chopping to 14°C.5. Fill into PVDC casings and retort to an Fo of about 4. The ‘F’-value determines thedegree of retorting or sterilization of a food or meat product in a can or PVDC casing.
Chunked and formed breast of turkey
Ingredient % %
Coarse inclusions:Turkey breast 40.30 40.30 Turkey white trimmings 20.00 20.00 Water 12.00 12.00 Salt 1.50 1.50 Phosphate 0.30 0.30 Soy protein isolatea 0.60 Soy protein concentratea 0.60Sub total 74.70 74.60
Binding emulsion:Turkey wing meat 20.00 20.00 Salt 0.20 0.20 Phosphate 0.10 0.10 Butter flavour 0.20 0.20Water 3.80 3.80 Soy protein isolatea 1.00
186 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 186

Soy protein concentratea 1.00Sub total 25.30 25.30
Total 100.00 100.00
aSuggest low viscosity soy protein.
Procedure:1. Tenderize or macerate turkey breast and add together with the trimmings to the tum-bler or blender.2. Add water, phosphate, salt and soy protein, and tumble or blend at 8–12 rpm for 60min.3. Chop turkey wing meat with remaining ingredients to a coherent emulsion, and addthis emulsion to the pre-tumbled or blended turkey breast meat.4. Continue tumbling or blending for 60 min, preferably under vacuum.5. Reassemble meat sections into desired shape, and heat process.
Deli smoked pork loin
Ingredient % %
Pork loin 77.00 77.00 Water 20.00 20.00 Salt 0.70 0.70 Phosphate 0.40 0.40 Soy protein isolatea 1.60 Soy protein concentratea 1.60Pepper 0.10 0.10 Garlic 0.05 0.05 Onions 0.10 0.10 Smoke flavour 0.05 0.05 Total 100.00 100.00
aSuggest low viscosity SPI or FSPC.
Procedure:1. Prepare brine, adding soy protein first, then phosphate and salt.2. Inject pork with 30% brine.3. Vacuum tumble for 30 min.4. If necessary, apply seasoning coating rub.5. Vacuum tumble for 5 min.6. Stuff into netting and smoke/cook to a core temperature of 72°C.
Chicken breast deli-style
Ingredient %
Chicken breast 72.00 Water 19.30 Soy protein isolatea 2.50 Salt 0.80 Phosphate 0.40 Chopped or ground chicken skin 5.00 Total 100.00
aSuggest low viscosity SPI.
Ingredients for Whole Muscle Meats 187
chap11.qxd 17/11/04 12:39 pm Page 187

Procedure:1. Grind chicken breast meat through a kidney plate.2. Mix chicken meat and add soy protein, and cold water and blend for 10 min.3. Add phosphate and salt and blend for 10 min.4. Add ground chicken skin 3 mm and continue mixing until 30 min have elapsed.5. Vacuum pack into moulded forms, or stuff into moisture-proof casings.6. Thermalization.
Whole muscle turkey ham
Ingredient % %
Turkey thigh 50.00 50.00 Turkey thigh ground 5.00 5.00 Water 31.00 31.00 Soy protein isolatea 3.00 Soy protein concentratea 3.00Carrageenan 0.30 0.30 Salt 2.30 2.30 Curing salt (6.25% NaNO2) 0.20 0.20 Phosphate 0.40 0.40 Sugar 1.00 1.00 Liquid smoke 0.05 0.05 Sodium ascorbate 0.05 0.05 Monosodium glutamate (MSG) 0.05 0.05 Carmine colour 0.01 0.01 Potato starch 4.00 4.00 Sodium lactate 2.00 2.00 Ham seasoning 0.64 0.64 Total 100.00 100.00
aSuggest low viscosity SPI or FSPC.
Procedure:1. Prepare brine by first mixing in soy protein, followed by salt andphosphate.2. Inject turkey thighs to about 80% and macerate thighs to 25 mm.3. Add ground turkey (3 mm) together with balance of brine and vacuum tumblefor 4 h at 12–16 rpm.4. Hold overnight and retumble for 20 min.5. Fill into shrink casings or forms.6. Cook to core temperature of 75°C.
Pastrami brine
Ingredient %
Water 84.00Salt 6.00Sodium nitrite 0.06 Sodium ascorbatea 0.14Phosphate 1.20Dextrose 1.20Soy protein isolateb 6.00Onion powder 0.20Garlic powder 0.40
188 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 188

Liquid smoke 0.20Soy sauce 0.60Total 100.00
aAlternative: sodium erythorbate.bLow viscosity soy protein isolate.
Pastrami rub formula (15 Mesh):� Coarse ground black pepper 33.33%.� Coarse ground coriander 33.33%.� Brown sugar 33.34%.New York style: add 6% rub with 4% caramel colour to final tumbler cycle.Armenia style: add 2% rub to final tumbling cycle.
Brine emulsions
Ingredient %
Water/ice 41.00Pork shank meat 41.00Soy protein brinea 9.00Soy protein isolateb 9.00Total 100.00
aAdd soy protein containing brine to chopper or mixer toshank meat and chop or mix until brine has been absorbed.bAdd water and soy protein and chop or mix until a cohesiveemulsion is formed. If blended, use 3 mm plate in grinder.
Combi emulsion
Ingredient %
Water 56.00Connective tissue 17.00Beef fat 17.00Soy protein isolate 8.00Salt 2.00Total 100.00
Formulated turkey bacon (USA)
Ingredient % Dark phase % Light phase
Turkey thigh 75.00 00.00 White turkey trim 00.00 16.40 Turkey skin 00.00 28.00 Soy protein isolatea 00.00 7.50 Water 10.90 22.20 Ice 10.90 22.20 Salt 1.50 2.00 Phosphate 0.30 0.30 Sugar 1.00 1.00 Charoil 0.35 0.35 Sodium erythorbateb 0.04 0.04
Ingredients for Whole Muscle Meats 189
chap11.qxd 17/11/04 12:39 pm Page 189

Formulated turkey bacon (USA) (continued)
Ingredient % Dark phase % Light phase
Sodium nitritec 0.01 0.01 Total 100.00 100.00
aRecommend high gelling SPI.bAlternative: sodium ascorbate (vitamin C).cAlternative: curing salt (6.25% NaNO2).
Procedure dark phase:1. Add turkey thigh to chopper. On slow speed add ice, (nitrite) salt and phosphate.2. Chop on high speed for approx. 90 s.3. Add water.4. Add remaining ingredients and continue chopping until a strong binding meat batteris formed.
Procedure white phase:1. Add white turkey trim and turkey skin to chopper together with (nitrite) salt, phos-phate and chop for 15 s on slow speed.2. Add ice/water and soy protein and chop on high speed until in total about 3 min haveelapsed.3. Add remaining ingredients and chop until strong meat emulsion is formed.4. Stuff and cook.
Use double extrusion piston stuffer to simulate desired bacon swirl. For example, use65% dark phase and 35% white phase.
Deli roast beef (USA) (30% added ingredients)
Ingredient %
Beef rounds 66.60 Water 28.70 Salt 1.20 Phosphate 0.30 Dextrose 1.00 Soy protein isolatea 2.00 Onion powder 0.05 Pepper 0.05 Beef flavour 0.10 Total 100.00
aRecommend low viscosity SPI.
Procedure:1. Hydrate soy protein isolate in cold water. For optimum results, a high-speed mixer isrecommended.2. Add phosphate and mix until dissolved.3. Add salt and remaining ingredients and dissolve.4. Inject brine and vacuum tumble for 2 h.5. If necessary, rub with coat seasoning.6. Fill into impermeable bag and vacuum seal.7. Cook with live steam to a core temperature of 72°C.
190 Chapter 11
chap11.qxd 17/11/04 12:39 pm Page 190

8. Remove bag and roast in oven to finish cooking.
Restructured roast beef (USA)
Ingredient %
Beef top rounds (diced) 63.55 Beef plates 16.00 Beef fat 4.40 Water 12.00 Salt 1.50 Phosphate 0.30 Sodium ascorbate 0.05 Soy protein isolatea 2.00 Seasoning 0.20 Total 100.00
aSuggest low viscosity SPI.
Procedure:1. The diced beef top rounds are tumbled together with the brine for 20–25 min at 10rpm.2. Add 8 mm ground beef plates and 3 mm ground beef fat and continue tumbling untilin total 40 min have elapsed.3. Store overnight and tumble for 10 min.4. Stuff into casings. Stuff loosely if the casings need to be reshaped under pressure.5. Freeze.6. Reconstitute at point of consumption. Remove casing and wrap the frozen or temperedbeef-block into aluminium foil and roast for approximately 3.5 h at 93°C.7. (Or in-plant roast thermalization immediately following stuffing.)8. Cool down for slicing.
Ingredients for Whole Muscle Meats 191
chap11.qxd 17/11/04 12:39 pm Page 191

Looking at today’s huge success of poultrymeat consumption in the Western world,it is hard to imagine that the chickenwas first domesticated in India around2000 BC. From there, the fowl, originally asacred bird, moved both East and West.Chickens were present in the Philippineislands and other Pacific islands, longbefore the Spanish arrived. Also, theChinese originated around 1400 BC what isnow known as incubation of eggs.Europeans had to wait 3000 more yearsbefore they too mastered the art of eggincubation. From India, the chickenactually arrived in the Mediterraneancountries sometime around 1400 BC,whereas central Europe started to domesti-cate chickens some 100 years later. It wasactually Christopher Columbus, landing inthe West Indies in 1493, who broughtchickens to the Americas. The earlyEuropean settlers of the eastern coast ofwhat now is known as the USA introducedchickens in 1580.
Although chicken and eggs have beenprimary sources of protein for many cen-turies, only in the last 20 years has the con-sumption of chicken meat dramaticallyincreased. Chicken, more so than beef orpork, is very suitable for people who have ahectic and time-pressed lifestyle.
Much of its popularity is due tothe consumer’s perception of quality at-tributes such as flavour, texture, tasteand especially its white colour. More-over, chicken is a neutral protein source
accepted by all world cultures andreligions, and is increasingly seen asan environmentally friendly source ofnutrition. Because of chicken’s versatility,it can be expected that chicken con-sumption will continue to grow. However,in some countries, such as the USA,it seems that the per capita consump-tion has peaked, possibly nearingsaturation point. With no further productinnovation, a saturation point will bereached and the only logical way toincrease market share is to capture it frombeef and pork.
A possible growth area for poultry isthe breakfast meat market and ready-to-eat(RTE) meals in which poultry is used as acentre-of-the-plate item or as a characteriz-ing ingredient of an integrated food such astacos or lasagne. Another way is to createcombination or fusion foods in which poul-try functionally integrates without the con-sumer being able to detect its presence.Value-added further processing has beenthe major force to catapult poultry intocost-efficient, nutritional and tastyfoods, mostly at the expense of red meatproducts. The early introductions of thesepoultry muscle foods were simply copycatsof their red meat counterparts, such asbologna and frankfurter sausage. Most ofthese products were finely emulsified andfound initial consumer acceptance becauseof significant cost savings generated byextensive use of mechanically debonedpoultry meat.
192 ©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
12Breaded Poultry Foods
chap12.qxd 17/11/04 12:45 pm Page 192

Evolutionary Development of PoultryProducts
In the early 1970s, most value-added poul-try products were developed as batter-and-breaded chicken patties, utilizing bothbreast meat and thigh meat. Chicken meat isdivided into white and dark meat. The‘white’ breast section accounts for approxi-mately 40% and the wings for 12%. The‘dark’ meat thigh accounts for about 34%and the legs 14% of the carcass. Therefore,roughly half of the carcass meat is whiteand half is dark.
In the USA, the white meat is consid-ered the elite or premium choice. Despitethe fact that dark meat has a rich flavour,many US consumers consider dark meatinferior to breast meat. Perhaps the higherfat and calorie content influence the latter.Arguably the single largest drawback ofdark poultry meat is that US consumersview it as a by-product. Yet, dark poultry is
a very versatile meat, ideally suited for for-mulated products and exceptionally suitedas a meat source in products that needcross-flavour diffusion.
For example, dark meat easily allowsother flavours to be absorbed, and new tech-nologies allow this meat to taste like pork orbeef. It is obvious that the reasoning behindcross-flavour diffusion is embedded in thefact that dark poultry meat is a relativelycheap protein source. These products havebecome very popular in some Asian coun-tries, and are best sellers on the menus ofthe world’s largest fast food companies. Forthe USA market, however, the quest is tofind new methods of adding value to darkchicken meat.
People love foods that crunch, andcoated poultry products usually have about25–30% pick-up from non-meat ingredi-ents, such as pre-dust, batter and breading(Fig. 12.1). The early versions had high oilabsorption via these coating systems. By
Breaded Poultry Foods 193
Fig. 12.1. Fully cooked coated food combinations. Source: Convenience Food Systems (CFS).
chap12.qxd 17/11/04 12:45 pm Page 193

using forming and coating equipment anadded plus of coated poultry was the factthat it became an efficient way to controland monitor portion weights. The introduc-tion of bite-size chicken nuggets in the early1980s impacted on the further processingindustry, and a wide array of spin-off prod-ucts has been developed using a plethora ofcoating systems that provide unique sen-sory characteristics.
New products are introduced at anever-increasing speed and to be successfulnot only need to meet price/quality/conven-ience criteria, but perhaps equally impor-tantly, need to employ unique point-of-salepackaging, for which appearance and dura-bility are the two major product concerns.Institutional food service sales are thefastest growing segment of the RTE mealmarket. In terms of packaging, the main ben-efit for the food service operators is that con-sumers do not see the packaging of theprepared food. The operator only sees thebasic packaging, and can fully focus on foodintegrity and quality, including shelf life.
Poultry’s success can also be attributedto its efficient feed/meat conversion.Continuing progress in genetics andgrowout conditions has made poultry avery affordable source of protein. Anothermajor advantage of poultry is its visualabsence of fat. The meat is relatively easy toprepare, and requires much less cookingskill than some traditional cuts of red meat,which often need to simmer for hours inorder to obtain the desired texture.
It is expected that the poultry industrywill continue to target convenience-orientedand health-conscious consumers with inno-vative value-added foods. This is true forboth classic coated foods and productsmade with innovative marinating technol-ogy, which allows flavour diffusionthroughout the meat membranes. Further-more, poultry is also suitable for inclusionas a characterizing ingredient in lifestylefoods. It is likely that such lifestyle foodswill represent the next step in product inno-vation, offering multiple combinations ofchicken meat, vegetables and cheese.
For a few years fried chicken foodsseemed to go against the grain of eating
habits of a growing number of people. It istherefore expected that the growth of thefried chicken category will be off-the-boneitems. For example, oven-roasted productswithout skin will increasingly gain popu-larity. The real challenge is how to keep thefried chicken vibrant and relevant and, atthe same time, not ignore people’s desirefor crunchy foods while keeping nutritionalguidelines in check.
A most recent development is theremoval of trans-fatty acids from batter andbreaded foods. While beef, pork and chickenare naturally low in trans-fat, the substancecan be found in significant quantities in cer-tain added ingredients, such as breading andcooking oils. Today’s consumers are morehealth-conscious than ever before and haveincreased awareness of the nutritional com-position of the food they eat. Child nutrition,in particular, including school food serviceprogrammes, is an initial target market forthese reformulated foods.
Large food companies, who have beentraditionally slow to recognize the health-conscious changes in society, are nowincreasingly taking a leadership position inpromoting well-balanced eating practices,moderation and physical activity thatpower healthy lifestyles.
Poultry Meat Variables
Poultry foods can be divided into cured anduncured products. Cured products arenearly always similar in appearance to redmeat and include hot dogs, bologna, turkeyham, pastrami, and bacon-analogue andsmoked sausage. Many of these are avail-able with varying levels of fat. Most of theinnovative poultry foods are made fromuncured meats, and it is obvious that thesenitrite-free products have becomefavourites of consumers because of theirstrong preference for white muscle appear-ance. As a result, poultry has become a pop-ular choice that is versatile as a so-called‘fusion food’ or cross-ethnic foods for amultitude of further processing systems.
Poultry is also versatile because of itsunique ability to allow flavour diffusion by
194 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 194

marinating. True membrane diffusion sup-ports product characteristics for improvingupon reconstitution time and holding timefor fast-food preparations.
Technologically, poultry is similar to redmeat. The main difference between the beefand pork equivalent is the rather fragile col-lagen structure of poultry muscle segments.This is explained by the fact that poultrymeat generally is very young and thereforethe carcass has not fully developed. Afterslaughtering, the glycolytic rate is rather fast– about 45 min – and the glycogen transfor-mation or depletion determines the ultimatepH. Unlike red meat, the pH of poultry usu-ally is considered of less importance. Still,pH levels of poultry have significant influ-ences on properties such as texture, yield andjuiciness of the end product.
In nearly all further processed poultryproducts, including bone-in products suchas Buffalo wings and rotisserie chicken,mechanical action is needed to activate,swell or solubilize myofibrillar proteinsand assist the marinade in penetrating themeat muscle. The degree of protein extrac-tion is dependent on the required productcharacteristics, but usually it is safe to saythat the smaller the particle size of the poul-try meat, the greater the need for solubiliza-tion of the actomyosin proteins. Uponheating, proteins act to bind the individualmeat pieces together. This fragmentation ofthe surface meat fibres is especially impor-tant if different skeletal meat sources suchas breast meat, trimmings, thigh meat andskin are incorporated into the same prod-uct. The release of meat proteins, predomi-nantly actomyosin protein, is a function ofthe type of mechanical action and the pres-ence of functional additives such as saltand phosphate. These mechanical influ-ences are usually driven by the specificdesign of equipment and meat blendingtemperature.
To maintain whole muscle integrity,mixer/blenders and tumblers are used.However, if meat of lower skeletal value isused, such as mechanically deboned poul-try or trimmings, it often is necessary todevelop restructuring features to re-createwhole muscle appearance. For these prod-
ucts, use of fine grinding plates of 1 mmand bowlchoppers continue to prove bene-ficial for the preparation of pre-made emul-sions to be integrated into restructured orsimulated whole muscle products.
Meat protein extraction will also beimproved if the poultry meat is first macer-ated (opening up of muscle parts) before itis blended with salt, phosphate and soyprotein. White breast meat has a higher pro-tein extraction, and therefore better adhe-sion and yield, than the rather collagen-richthigh or dark meat. Poor binding oftenresults in a watery texture of the product.However, this does not necessarily meanthat the salt and phosphate are performingbelow standard. Apart from low pH, highblending or massaging temperatures oftencause insufficient myofibrillar proteinextraction and thus can cause unwantedpremature partial denaturation of the meatprotein. Therefore, poultry meat shouldpreferably be kept at processing tempera-tures of about 2–4°C.
Of major concern is the colour ofcooked, uncured poultry products. Incooked poultry, a pink colour is associatedwith under-processing, which consumerstranslate into health risks such as the pres-ence of salmonella. Ingredients, additives,processing equipment using natural gas,environmental variables such as carbonmonoxide, and myoglobin in highly pig-mented thigh meat all can contribute tonitrite contamination. Indeed, very littlenitrite (NaNO2) is needed (<6 ppm) to‘jump start’ unwanted curing and pinkingof poultry meat.
The biggest potential sources of pinkingare nitrite or nitrate in water, high levels ofsalt and alkaline phosphate, and high cook-ing temperatures. There are a number ofcauses, but to complete the list it is neces-sary to point out that soy protein that hasbeen spray dried with direct heat also cancontain increased levels of nitrite andnitrate. Pinking would increase by increas-ing inclusion levels of proteins that are actu-ally not suited for application in uncuredfurther processed poultry foods. Pinkingoccurs because of heat denaturation of NO-myoglobin (nitrosylhaemochrome). It is
Breaded Poultry Foods 195
chap12.qxd 17/11/04 12:45 pm Page 195

therefore important to select soy proteiningredients that have been indirectly heatedduring manufacturing.
Shelf Life Control
The optimum percentages of salt and phos-phate, if desired, are almost self-regulating.Because of the perceived bland taste profileof poultry meat, salt levels seldom are higherthan 1.0%. Phosphate levels are usually reg-ulated by the food legislation, and are gener-ally set at maximum inclusion level of 0.5%,though in blended poultry products phos-phate levels are typically 0.2%.
Besides the protein extraction capabili-ties of salt and phosphate, there are a num-ber of very important properties that needto be understood. First of all, salt is a pro-oxidative agent causing oxidative ranciditythat shortens the shelf life of furtherprocessed poultry foods. The pro-oxidativevalue of salt is dependent on its inclusionlevel and the relative presence of fat, espe-cially a high percentage of polyunsaturatedfatty acids (PUFA). The latter is true forboth par- or flash-fried and for fully cookedpoultry products.
To diminish oxidation and rancidity, itis recommended to keep the inclusion levelof salt at or below the 1.0% threshold. If, forsensory reasons, a higher salt level isneeded, add the additional salt to the batteror breading, rather than directly to the meat.
By contrast, phosphate has antioxida-tive properties and therefore reduces off-flavours related to lipid oxidation inprocessed meats.
Generally, turkey meat is more prone tooxidation than chicken meat, and thighmeat has an increased susceptibility tooxidative rancidity compared with breastmeat due to increased fat and myoglobinlevels. Subsequently, higher amounts ofphosphate in the formula mean lowerdevelopment of oxidative rancidity.However, there is a taste trade-off. Not allphosphates are created equal and oftenhave different flavour attributes. Generallyspeaking, the maximum allowable inclu-sion level of 0.5% phosphate often creates
increased ‘soapiness’, sourness or bitternessin fully cooked poultry products. Anacceptable compromise is an inclusionlevel of 0.8% salt and 0.2% phosphate.
There is little doubt that phosphate alsoinfluences the degree of juiciness. Properjuiciness – as opposed to sogginess – isobtained when the marinade has trulymigrated into the meat muscle. This alsoexplains why phosphate has such a signifi-cant influence on processing and cookingyield. The downside of increased juiciness isthe observation that cooked poultry meatbecomes softer and less firm. Phosphateinhibits lipid oxidation by acting as a chela-tor of free metals such as iron, and/or byincreasing pH. The degree of oxidative ran-cidity is also influenced by cellular disrup-tion of fat tissue, caused by grinding and/oremulsification. Subcutaneous fat can pro-duce an abundance of volatile flavour com-pounds, also influenced by the previouslymentioned ratio of saturated versus polyun-saturated fatty acids. In modern formulatedpoultry products, phosphate can impact onthe texture and structure. Sodium tripolypy-rophosphate (STPP) typically closes or tight-ens the texture, while sodium acidpyrophosphate (SAPP) generally opens upthe meat texture. These variables are influ-enced by the percentage of phosphate addi-tion and time/intensity of mixing. Forexample, prolonged mixing time will tightenup a meat texture when STPP is used.
To optimize shelf life, flavour retentionand marinade holding capacity it is there-fore important to incorporate functionalnon-meat protein ingredients. Soy proteinisolate and soy protein concentrate are theproteins of choice to accomplish thoseobjectives.
A number of scientific research studieshave revealed the excellent antioxidativeproperties of soy protein, primarily attrib-uted to polyphenolic acids and isoflavones– both excellent free radical reaction termi-nators. The combination of both the ‘scav-enging’ soy protein and phosphate in afurther processed poultry product resultedin a significantly longer shelf life (lowerTBA) than either ingredient alone. Apartfrom improved shelf life, it is also believed
196 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 196

that the combined presence of these twoingredients reduces the infamous warmed-over flavour developments.
It should be noted that soy protein isespecially effective at lower cooking tem-peratures; phosphates are more effective athigher cooking temperatures. In manycases, the shelf life improvements and thereduction of warmed-over flavours areobtained at an added soy protein inclusionlevel of as low as 1.5%.
Fat Distribution
The presence of disrupted fat cells greatlyinfluences cooking and yield results. If fator skin in formed and/or coated poultryproducts is insufficiently stabilized, thefibrosity of the meat and other texturalproperties of the patties is generally less-ened. Stabilized or restricted fat and skinlevels in formulated poultry foods reducemoisture loss during thermal processingand/or reconstitution. This is especiallyimportant for poultry products that arefully cooked at the plant.
The presence of functional soy proteinwill greatly improve textural characteristicsand increase cook yields. A possible expla-nation is that functional soy protein ingre-dients can entrap fat and moisture in asemi-emulsion that is either pre-made fromskin, water and soy protein or unintention-ally made during mechanical blending ormixing. It can be hypothesized that solubi-lized soy protein is interfacially adsorbed toliberated fat droplets, restricting its move-ment, if sufficient extracted salt-solubleprotein is present, thus minimizing thefat/water tensions. It is also known that theuse of a pre-made emulsion can signifi-cantly whiten the final product appearance.This is especially important for cosmeticappeal, since consumers prefer a whiteappearance of the meat.
Chicken Skin
Skin is used in chicken nuggets and pattiesin the range of 5–12%, though cheaper for-
mulae can contain up to 25% skin. Chickenskin supports the typical chicken flavourand boosts juiciness while also reducingcosts and contributing to whiteness if suffi-ciently emulsified with vegetable proteinand water. To shorten mixing times andreduce cryogen use, and to avoid the extraeffort in pre-emulsifying chicken skin, newtechnologies are being developed. Basically,a finely size-reduced chicken skin is madeinto a suspension with water and decantedinto a closed tumbler or mixer/blender.When this system is used, it will be neces-sary to make non-meat protein allowancesand adjustments to stabilize or bind the skinsuspension during the final mixing process.
On the down side, chicken skin con-tributes to increased fat calories andincreased cholesterol content. Technicallyspeaking, elevated levels of unstabilizedskin have a tendency to colour the blendedmeat formula, giving it a slight off-white orgreyish colour. Also, during frying andreconstitution, ground skin can break downto fat and gelatine, often resulting in smallpinholes and a spongy texture.
Additionally, skin contributes toincreased microbial risks, especially whenthe product is not fully cooked, and pro-motes oxidative rancidity. The addition ofcryogen may cause stability problems whenexcessive skin is present, and may lead tocoating cracking when fully cooked prod-ucts are re-thermalized prior to serving. Asufficiently strong cover system will needto be used, especially when the productsare reconstituted from a par- or flash-friedstate. Often these negatives are reduced oreliminated when functional soy protein isused to pre-emulsify chicken skin. Thiswill whiten up the final product, while theantioxidative properties of soy proteindelay the onset of rancidity.
Another very efficient method for uti-lizing chicken skin is to use soy protein toprepare a skin granule or skin intermediate.The skin granule can be made, for example,from one part of functional soy protein, twoparts of water and two parts of finelyground skin. First, the finely ground skin isadded into the mixer, followed by the addi-tion of the soy protein. Once the soy protein
Breaded Poultry Foods 197
chap12.qxd 17/11/04 12:45 pm Page 197

has been evenly mixed, ice water is addedand, depending on the type of equipment,mixed for approximately 20 min. The soyprotein granule or skin intermediate is dis-charged from the mixer and deep-chilled to–2°C. Prior to use, the protein granule orskin intermediate can be given specific def-inition in a chopper or sized by grinding.
Procedure for Chicken Skin Processing
Depending on the formula and equipmentconstraints, skin can be added to the formu-lated poultry foods as a finely ground mate-rial, or in the form of a pre-made emulsion.
� Chopper method:� Add 4 parts of water to chopper; add soy
protein while at low speed to wet out.� Chop at fast speed for 1 min or until
glossy.� Add 5 parts of 3 mm ground skin and
chop for 3–5 min to form coherent emul-sion.
� Mixer and grinder:� Add 4 parts of water and 1 part of soy
protein to mixer and blend for 2–3 min.� Add 5 parts of 3 mm ground skin and
blend for 3–4 min.� Pass through 1 mm plate, or Comitrol.
To optimize the functionality of soy pro-tein, it is nearly always recommended tohydrate these vegetable proteins first. Whenused in a formed poultry product, the sug-gested rate of hydration is 3–4 parts ofwater to 1 part of functional soy protein.When used as a marinade that needs to bediffused into the meat membranes, viscos-ity becomes important and thus hydrationis suggested at a ratio of 10 parts of water to1 part low-viscosity-type soy protein iso-late. The most appropriate method of soyprotein addition depends on equipmentand processing constraints, and above allthe specific formula. If a large inclusionlevel of water and soy protein is present, itis generally recommended to hydrate thesoy protein before the meat and other ingre-dients and additives are added.
Protein Selections
Solvent-free extraction process of soybeancurd, i.e. no hexane-addition, haveimproved much of the soy protein flavourprofile. Hence higher soy protein inclusionlevels are possible without negativelyimpacting flavour of the end-product. Still,generally speaking, meat formulations witha comparatively mild or bland flavour suchas lightly coated breast of chicken will bemore sensitive to soy protein flavour thanhighly seasoned products. Low flavour pro-file meat products will favour a proteiningredient with an ultra-clean flavour suchas specially processed soy protein isolate.
The use of functional soy protein ingre-dients offers the processor a platform fromwhich to create a wide range of formulatedchicken foods. For standard chicken pattiescontaining breast meat and/or thigh meat, itis also possible to add the functional ingre-dients in dry form. Good results areobtained when the selected meats areblended for some 30 s with salt and phos-phate, after which water is added. Theblending continues for another minute,before soy protein is added. This methodensures sufficient meat protein solubiliza-tion, while at the same time functional soyprotein can be hydrated in the formulawater to allow fast uptake by the meat.
Certain types of soy protein ingredientshave the capability of whitening the prod-uct, especially the darker thigh meat, whenusing a brine or skin emulsion. If chickenskin is part of the formula, ground skinshould be added after the soy protein is suf-ficiently hydrated. Total blending timeshould be extended by another 1 min. Theoptimum blending temperature is approxi-mately 0°C, and prolonged blending or mix-ing usually tightens the textural properties.
Uniform and low temperatures are crit-ical for obtaining the required productspecifications. After the marinade ingredi-ents have been evenly distributed through-out the meat, cryogens such as carbondioxide (CO2) snow or liquid nitrogen (N2)are used to temper the meat to allow form-ing with control of shape and muscleintegrity. Most forming machines produce
198 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 198

uniform, consistent shapes and weights at–3° to –1°C. Actual temperatures varydepending on the specific forming systemused. The use of cryogenics is important,however its use should be restricted tomaintain the forming temperatures, sinceoveruse of cryogens can cause both damageto meat definition, due to textural deficien-cies, and to blending and forming equip-ment. Temperatures below –3°C may affectfilling characteristics in the forming platearea and reduce batter adhesion.Temperatures higher than 0°C may affectthe knock-out abilities of the former, andwill damage the product’s integrity when ittravels through the coating line and thermalprocessing zones. The latter is especiallytrue for natural contour products, topo-graphically shaped portions or 3D-formedproducts using a different type of fillingport to maintain whole muscle integrity.
Though many processing instructionsrequire a certain minimum/maximum form-ing temperature, it is often overlooked thatthe presence of salt, phosphate and fat alsogreatly influences the formability of formu-lated meat or poultry products. It has beenreported that CO2 has a greater tendencythan N2 to create pores or spongy appearancein the cooked formulated poultry product.This is especially the case when unstablechicken skin is present. Overmixing, whiletrying to reduce the temperature from toohigh a starting point, actually accentuatesthe appearance of these little holes. Non-meat protein marination often is necessary toachieve critical control point optimizationregarding complete fill, texture, juiciness,colour and whole muscle appearance.Modern blending equipment allows cryo-gens to be injected from the bottom, and theuse of liquid nitrogen (N2) will chill morerapidly and evenly. In both cases, bottominjection of cryogens will reduce coolingcosts because significantly less energyescapes from the top vents of the blenders.
Coating System
The modern form of battered and breadedfoods originated in northern England during
the Industrial Revolution in the early 1820s.Cotton workers and other industrial workersmost often had their main meal of the day atthe factory canteens, and quite often thesemeals served battered, oil fried fish in com-bination with potato fries. These ‘fish andchips’ meals, wrapped in old newspapers,became the main staple for many genera-tions. It is widely believed that these battersand breading have evolved from that timeinto today’s convenience food systems.
Although in today’s environment theconvenience foods are mainly driven byAmerican cuisine, battered or coated foodsare relatively new in the USA. Japanese andChinese cultures have used flour-dippedand oil-fried fish, meats and vegetables forcenturies.
There is an endless variety of coatingsystems. Most of these wheat flour-basedproducts add extra value to formulated mus-cle foods. Of more recent development isthe use of potato starches in coating systemsto achieve specific characteristics. Potatostarches are high in amylose and are associ-ated with improved textural properties.High-molecular weight amylose starchesfeature increased crispiness with greater oilresistance. The latter means less oil pick-upduring frying, resulting in a crispier and lessgreasy appearance. Like soy protein, the useof potato starch as a component of pre-dustcan also improve adhesion properties of thesubsequent batter layers.
Coatings can be divided into the fol-lowing categories:
� Flour-based breaders.� Crackermeal breaders.� Japanese or Oriental bread crumbs.� American bread crumbs.� Batters, including Tempura batters.� Glazes.� Rubs and rotisserie coatings.
Coated poultry foods have a number of lay-ers and each layer needs to be compatiblewith the adjacent layer. There are generallythree layers given to (formed) poultry prod-ucts: pre-dust, batter and breading. Thefunction of the pre-dust is to provide adhe-sion, texture and flavour. Pre-dust is also aneasy way to add flours and starches to the
Breaded Poultry Foods 199
chap12.qxd 17/11/04 12:45 pm Page 199

raw surface area of the meat. This increasespick-up and helps obtain cost advantages(Table 12.1).
If coated poultry foods are fullycooked, then it may be necessary to pre-dust formed products. This is also the casewhen modern convection ovens are used,where the product is first cooked, prior totravelling through the batter and breadingapplicator. The pre-dust sets up a base,which bridges the bonding between thesubstrate and the adjacent layers such asbatter and crumbs. A conveyor belt carriesthe product on to a flour bed. Small doses offlour are fed constantly on to the shaker
belt, where the flour spreads evenly to cre-ate a thin or thick top layer, as desired.Lumps are automatically removed.Optionally, the product runs under anadjustable pressure roll, ensuring optimalflour adhesion. Ticklers remove surplusflour through automatically controlled beltvibration. At the outfeed, excess flour isblown off (Fig. 12.2).
Some pre-dusts contain adhesion-pro-moting ingredients such as soy protein con-centrate. Like vital wheat gluten, a 1–2%addition to the pre-dust formula of soy pro-tein concentrate has proved to be effectivein improving the film barrier’s retention
200 Chapter 12
Table 12.1. Typical examples of a coating sequence.
Step
1 2 3 4 5 6 7 8
Nuggets Forming Pre-dust Cooking Battering Flouring Tempura Frying CoolingNuggets Forming Pre-dust Battering Breading Par-fry Cooking CoolingChicken fingers Forming Battering Breading Frying Cooking CoolingChicken burgers Forming Battering Breading Frying CoolingChicken fillets Pre-dust Battering Breading CoolingEscalopes Battering Breading CoolingWhole broilers Cooking CoolingHalf broilers Cooking Pre-dust Battering Breading Frying CoolingChicken thighs Pre-dust Battering Pre-dust Cooling
Fig. 12.2. Automated flour coating line. Source: Convenience Food Systems (CFS).
chap12.qxd 17/11/04 12:45 pm Page 200

yield and crispiness. Pre-dusting is a goodvehicle to carry spices and seasonings.Without pre-dust, a somewhat less strongadhesion will develop between the coatingand the (formed) meat, which can cause theinfamous ‘blow-away’ from the product.Coating cracking is usually caused by insuf-ficient and irregular uptake of the marinadeingredients in combination with tempera-ture control and humidity. Overmixing canfurther complicate these variables, espe-cially when traces of CO2 snow are stillpresent in the formed meat.
The optimum ambient plant processingtemperature should be between 4°C and10°C.
The use of functional soy protein ingre-dients in formed or marinated meat substrateis of importance in controlling moisture.During thermalization, moisture that has notfully penetrated the meat membranes tendsto escape from the substrate and travelthrough the coating in the form of steam.Apart from negatively impacting on yield,this phenomenon also causes the product todry out and affect the texture and may causeproblems with coating blow-off and crack-ing. These properties are possibly the mainvalues that functional non-meat proteinoffers in moisture management during ther-malization, including the final reconstitu-tion prior to consumption (Table 12.2).
Batter Characteristics
Batters are a blend of starches, flours, sea-sonings and leavening agents that need to bemixed with water to form a viscous liquid.The batter liquid that adheres to the pre-dust provides adhesion, texture, flavour andproduct extension. Batter needs to be evenlyapplied to the meat pieces to allow uniformbreading distribution. Apart from starch andcarbohydrates, usually small amounts ofgums, such as guar, xanthan and methylcel-lulose, are added to increase or fine-tunebatter viscosity for better adhesion to thesubstrate. Typically, batter application isaccomplished with a batter machine thatruns the product through a multi-layer bat-ter curtain and bath, after which excess bat-ter is removed with an air knife.
A spin-off version of adhesion batter istempura batter. Tempura batters play a dualrole, since they serve as the adhesionmedium and outer layer at the same time.The main difference is the leavening agentthat is added to the batter. Tempura batteris applied when a conveyor belt carries theproduct through the batter bath. A secondbelt on top guides the product down intothe bath and ensures complete immersionfor even coverage. As the product leaves thebath, excess tempura batter is blown off andrecirculated. The product continues to a
Breaded Poultry Foods 201
Table 12.2. Processing of crumbed microwavable food products.
Frozen foodstuffs↓
Dipping the foodstuffs in a dipping solution↓
Coating the dipped foodstuffs in a pre-dust↓
Covering the pre-dust-coated foodstuffs with a batter↓
Applying breadcrumbs to the battered foodstuffs↓
Flash-frying the crumbed foodstuffs for 30–60 s at 180–200°C↓
Blast freezing the flash-fried products for 20–45 min at –21 to –28°C↓
Packaging and sealing the frozen products↓
Frozen storing the frozen products at or under –18°C
chap12.qxd 17/11/04 12:45 pm Page 201

separate outfeed belt, which can transfer itdirectly to the fryer with no excess tempurabatter, where it will puff up light and crisparound the product.
Typically, leavening agents regulatetexture, and usually sodium bicarbonate,sodium acid pyrophosphate and/or sodiumaluminium phosphate are used to obtain theright degree of the characteristic open andlight structure. Tempura batters puff whenfried due to the significant amount of leav-ening agents that provide the desiredappearance and crunchy texture. Tempurabatters are usually applied by submergingthe formed meats throughout the thick vis-cous liquid. Since tempura batters cannot becirculated, a different type of applicator isused, sometimes called a ‘tempura dipper’.In this system, a top and bottom conveyortransports the product through a batter bath,thereby preserving the batter’s puffingeffect. If no tempura batters are used, thefinal layer of coating is the breading.
Breading crumbs are oven-baked cere-als applied immediately following the passthrough the curtain batter applicator. A con-veyor belt transfers the product on to a bot-tom layer of breading. From a hopper above,a top layer is applied, the thickness ofwhich is manually adjustable. A pressureroller or vibration plate system aids theadhering of the breading to the substrate.Excess breading is then blown off and theproduct is transferred to an outfeed belt.Excess breading is returned to the circula-tion system, while the coated product trans-fers to the next stage of processing. Thechoice of breading greatly influences finalproduct characteristics, including textureand eye-appeal. First of all, breading can bedivided by the manufacturing method: tra-ditionally baked American breadcrumbswith a typical crunchy texture; extrudedcrumbs made with a continuous cookingextruder that allows textural properties to beregulated from dense to crunchy; andcracker crumbs that have a biscuit-like tex-ture. The latter is called rusk in the UK. Afurther coating system is the Japanese orOriental crumb, which is produced from ahighly yeast-leavened dough, providing anextremely porous product with a light and
crispy texture, suitable for many types ofreformulated poultry foods. Oriental crumbsgenerally have a longer fry tolerance.
Batter and breaded foods usually con-tain about 8–15% oil absorption, and this isreally the only negative that can hinder itspopularity increasing even further. Althoughlow-fat coating options are now available,the search is still on for the perfect formu-lated poultry product that allows microwavecooking while controlling fat calories.
A possible solution to reduce oilabsorption is to force a reaction between acalcium-ion source that is present in spe-cially made breading and calcium-reactivepectin. This technology creates a barrier thatshields the coated product from the usualoil uptake. Following the coating of the sub-strate, the product travels for 3–5 s througha pectin solution prior to par-frying.
Another innovative method for reduc-ing oil absorption is to use modified pre-dust, batter and breading to coat thesubstrate. After coating, products aresprayed with an emulsion of oil, water, pro-tein and flavours. The amount of emulsionsprayed depends on the required fat con-tent. The products are then heated using aninfrared oven at 900°C for 40–60 s.
Recent developments are the zero orvery low carbohydrate coating systems. Toplease the ‘carb-aware’ consumer, batterand breaded entrees are re-positioned to fita low net-carbohydrate lifestyle. Bothcrunchy and flour-type low-carb breadingsare now available and the predominant pro-teins are derived from soy and wheat. Inthese low-carb coating systems, high levelsof dietary fibres represent more than 90% ofthe carbohydrates and together with soyprotein both enhance carbohydrate profileas well as promoting controlled browningduring frying and oven-cooking.
A multi-step cover system usually isnecessary to obtain high levels of pick-up.In recent years, the total amount of pick-uphas gradually decreased from about 30% toabout 22%. This reflects the desire of mod-ern consumers, who do not want a thickbatter interface but prefer a healthier, ‘light’coating system. However, there is a dangerthat taste might be sacrificed and traded for
202 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 202

lower fat pick-up. The consumer still longsfor traditional golden-coloured batter andbreaded foods that are deep-fried in oil witha crispy, crunchy texture, albeit at reducedtotal fat calories.
Glaze basically serves as an edible glueor binder to provide integrity of the producttogether with flavour-enhancing ingredientsor other organoleptical appearance.Glazings are typically applied by either sub-merging the substrate or the use of an over-flow curtain of a typical batter machine.
Reconstituted or reheated coated pat-ties or nuggets should not be soggy, dry andoily or show signs of overcooking. Thetolerance for batter/breading defects israther small and excess ridges and lumpsand missing coating should be avoided.Final product should be free of rancidityand carry no metallic, scorching or burnttaste.
Despite the perceived high fat absorp-tion of fried breaded chicken, the productscontinue to enjoy wide popularity.Throughout the world of further poultryprocessing there always seems to be someconfusion on how to calculate yield andpick-up. In the USA – under USDA require-ments – marinade pick-up is based on greenweight, while total breading or coatingpick-up is calculated upon finished weight.Subsequently, a 25% marinade pick-upmeans 80% meat portion and 20% addedmarinade [100 :(100+25)=80]. However, a25% breading pick-up reflects 75% meatportion and 25% added coating or breadingingredients. Products that have more than30% breading need to be labelled ‘fritter’under USDA regulations. In other parts ofthe world, these standards are often differ-ent and can be further complicated by thecalculation methods of yield of breadedproducts that have been par-fried or fullycooked. (See Mandava and Hoogenkamp,1999.)
The percentage of yield and pick-up iscalculated as follows:
% Yield =finished weight
× 100starting weight
% Pick-up =
finished weight – starting weight
finished weight
Cook yield is the percentage weight afterthe par- or fully cook process.
Overall yield is the percentage weightat the end of the processing cycle after cool-ing or freezing.
Example:
Cook yield =1300
× 100 = 104.00%1250
Overall yield =1230
× 100 = 98.40%1250
There is a growing trend toward lightercoatings, including glazes, rubs and trans-parent finishes. Although these coating sys-tems can be oil-fried, the real value ismainly for products that are baked. Glazesare coatings added to (formed) marinatedpoultry products either in liquid or dryform. These coatings transfer during ther-malization into a semi-liquid state. Likerubs and rotisseries, the main function ofglazes is to add eye appeal, while at thesame time provide specific seasoning pro-files.
Fully Cooked Convenience
The early versions of further processedpoultry products that were fully cooked inoil at the plant frequently turned dry whenreconstituted for final consumption. Thesepoultry products had excessive moistureloss, a problem that worsened when kept ina holding oven to maintain serving temper-ature. During prolonged frying, the outersurface rapidly dehydrates. The main pur-pose of frying coated foods is to seal theproduct and to provide its typical goldencolour. However, in terms of optimizationof both product quality and convenience,much has changed in recent years. Bothfood service operations and consumers
Breaded Poultry Foods 203
chap12.qxd 17/11/04 12:45 pm Page 203

want more convenience, albeit for differentreasons. Convenience can be driven by theneed to minimize food-borne diseases andhealth risks and by the pressing need forimproved food-handling tolerance, such asfaster re-thermalization by low-skilled foodhandlers, and still improves upon fasterconsumer throughput. The consumerprefers to have ‘goof-proof’ foods that theyjust need to heat and eat.
It is obvious that marinade distributionand moisture retention are key require-ments for formulated poultry foods. Poultrymeat will retain a fibrous appearance if themarinade is fully absorbed. For reformu-lated boneless products, it often helps toincrease the surface area of the meat bymacerating, to allow higher absorption.Macerating is actually a trade-off; the largerthe surface area of the meat, the higherthe absorption. Or to put it differently:the smaller the meat pieces, the less thesimulation of whole muscle appear-ance. However, protein-marinated meat hasthe tendency to realign itself. Apart fromthe selection and fine-tuning of marinadeingredients such as salt, phosphates,flavourings and the right type of non-meatprotein ingredient, forming equipment,coating systems and thermal processingconditions are the main criteria for optimiz-ing quality.
Marination
Poultry is not only bland in taste, it also hasexcellent properties in accepting addedflavours. Improved marinating technolo-gies, coupled with improved thermalizationequipment, have given poultry processorsmany new options for new flavours, whilesignificantly increasing both processing andcooking yield.
Brining, marinating and infusion aremethods for adding unique flavours to mus-cle foods. Brining can add moisture forimproving sensoric quality, as well as dif-fusing ingredients and flavours throughoutthe muscle structure. These systems gener-ally also add weight to the finished productwhich generates cost reductions. Acidic
marinade acts as a tenderizer and is fre-quently used to soften texture of tough cutsof meat. It is obvious that acidic marinadesusually are used to improve textural qualityof less desirable cuts, such as beef skirts.
Functional ingredients directly influ-ence yield. A well-rounded marinade willallow complete diffusion into the meatmembranes in the shortest possible time. Itis generally known and accepted that thebiggest drip loss of marinade-injected bone-in chicken occurs within about 10 min afterinjection. A marinade or brine containing afunctional non-meat protein will signifi-cantly reduce the initial drip loss comparedto brines or marinades that only contain saltand phosphate. In-going yield improve-ments ranging between 2% and 6% can beachieved. Some processing systems mightfind it beneficial to inject concentratedmarinade and/or reduce marinade percent-age. The theory behind this is to minimizeearly stage drip-loss. Temperature of themarinade should be kept at a pre-specifiedconstant level. Because of brine or mari-nade recirculation, the temperature canincrease, possibly causing quality and yieldirregularities. It is therefore important thatthe injector screens are cleaned frequentlyto prevent needle blockage. Needle block-age can be caused by incomplete hydrationof the functional (protein) ingredients.Throughout the injection process this situa-tion can worsen when small chicken partscome loose and interact in the recirculatedmarinade and become entrapped with thebinding properties of some of the marinadeingredients.
As moisture levels increase in mari-nated poultry there is a real need to managemoisture. Most often combinations of someor all of the following ingredients are used:
� Salt.� Phosphate.� Soy protein.� Starch.� Hydrocolloids.
These functional ingredients need to har-monize in order to improve the overallquality of the finished product. Parameters
204 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 204

such as improvement of yield, succulenceand holding performance are importantconsiderations.
� Starches are a low-cost solution forimproving yield. However at increasinglevels of addition, starches tend to softenthe meat texture. Also sedimentationproblems can arise in a marination sys-tem when starches are used.
� Hydrocolloids such as carrageenan andgums perform at very low inclusion lev-els and usually generate significant yieldincrease of both uncooked and cookedproduct. The downside of hydrocolloidaddition to marinated poultry foods is thesoftening of the meat texture (gel-like),whereas ingredient prices are usuallyconsiderably higher than alternativeingredient solutions.
� Soy protein in marinated poultry is gen-erally superior when compared to starchand/or hydrocolloid ingredients.Especially meat texture and succulenceare attributes that are very positive forsoy protein. Yields are also very good,though not as good as with starch andhydrocolloids. However, when yield isplotted against ingredient costs, starchesare perhaps a better option. Techno-logically speaking, soy protein sedimentand/or foaming sometimes give reason forconcern. It is therefore essential to selectthe right type of soy protein ingredient toensure the avoidance of issues like lump-ing and blockage of injector needles. Toprovide the most value for these applica-tions the soy protein needs to have highdispersing and low gel strength proper-ties. The key requirements are highwater-holding capacity and no interfer-ence with natural meat appearance.Wetability, dispersibility and low or nofoaming are important considerationsalso. When comparing protein ingredi-ents it should be noted that physical pro-tein properties do not always predictperformance.
There are several methods to hydrate anddisperse functional soy protein ingredientsin brine or marinade system. Usually the
following sequence is selected:
� Place water in mixer (add ice if neces-sary) and temper to 2°C.
� Add phosphate and mix for 5 min.� Add salt and mix for 5 min.� Add soy protein isolate slowly into the
vortex and mix for 10 min.� Transfer the marinade to a holding tank
and continue to stir to prevent settlementof protein.
Another sequence of brine preparation isthe following:
� Dissolve phosphate in cold water at 2°Cand stir for 5 min.
� Add soy protein into vortex and blend for10 min until fully hydrated.
� Add salt and stir for 5 min.
Ice should be used to keep the water temper-ature at approximately 2–4°C. It is importantnot to inject the brine or marinade at lowertemperatures as this will increase the viscos-ity of the brine and subsequently needleblockage might result and reduce yield.
The use of vacuum marinators andtumblers can increase processing yield,though for throughput speed and plant effi-ciency tumblers are not always an option.For bone-in chicken products, a typicalinjection level ranges from 10% to 24%.The use of special types of low-viscositysoy protein isolate ingredients has provedbeneficial in terms of succulence, espe-cially if the product needs to be reconsti-tuted, and impressive yield increases arealso obtained. It is important to point out,however, that yield improvements are diffi-cult to prove at the same level of injection.Therefore, to calculate the real benefits ofadded functional protein ingredients, it isrecommended to increase the level of injec-tion. For example, a control sample of a20% extended chicken breast might give108% yield from green when fully cooked.In comparison, a 23% injection-containingchicken breast can give 110% yield fromgreen when fully cooked. These numbersvary, of course, according to the influenceof the functional protein ingredient, equip-
Breaded Poultry Foods 205
chap12.qxd 17/11/04 12:45 pm Page 205

ment and specific processing and cookingconditions.
A typical coating addition for skinlesschicken parts is 20%. For skin-on chickenparts, usually 28–30% coating is applied. Ithas been reported that marinades contain-ing functional soy protein reduce theamount of breading blow-off during the var-ious processing steps, including thermal-ization. It can also be beneficial to spraysuch a marinade formula separately on tothe injected chicken to enhance pre-dustpick-up and thus further improve yield.
Rotisserie
The popularity of rotisserie chicken insome high-demand markets has seen its upand downs. After declining sharply, rotis-serie sales have stabilized now that theproduct has been repositioned as part of ahealthy eating experience.
An advantage of functional soy pro-tein-treated bone-in chicken products is theincrease in shelf life for both injected andfrozen chicken or injected and fully cookedchicken products (Fig. 12.3). This increasecan be explained by the antioxidative prop-
erties of soy protein isolate, specificallybecause of the scavenging actions ofpolyphenolic acids and isoflavones.
Processing flow bone-in chicken:
� Fresh chicken temperature preferably 0°C.� Injection marinade at temperatures < 4°C.� Pre-dust.� Batter.� Breading. 3 × flipper belt.� Pre-fry 185°C for 90 s.� Fully cook in a spiral hot air oven:
� Temperature 165°C/165°C � Humidity 80°C dew point� Dwell time 33 min� Fan speed 1100
� Freezer.� Pack.� In restaurant prior to use: thermalize for
150 min at 60°C.� Reconstitute/fry at 182°C for 100 s.
Honey is frequently used to create specificaromas, flavours and colour. However,honey is also a distinctive antioxidant, withthe degree determined by the floral sourceof the nectar. The colour and taste of honey
206 Chapter 12
Fig. 12.3. Close-up photograph of whole chicken injector. Source: Metalquimia SA, Girona, Spain.
chap12.qxd 17/11/04 12:45 pm Page 206

are interrelated; usually, the darker thecolour the stronger the flavour. A darkercolour is an indication of a more potentantioxidative effect.
Since honey is sweeter than sucrose, itcan also serve as an ideal sweetnessbooster. The latter property makes honeyparticularly useful in submerging marinadeapplications.
Chicken skin on further processedproducts such as rotisserie chicken alwayssignificantly increases the total fat, choles-terol and calorie content. The presence ofskin probably played a role in decliningsales of this otherwise very popular foodchoice. Consumers love these productsbecause of the superior sensory characteris-tics. The issue of calories versus organolep-tical properties is often a true dilemma forproduct development. The removal ofchicken skin from the pre-marinatedchicken breast, together with the inclusionof honey in the marinade, can provide a sat-isfactory compromise. The presence ofhoney does not affect marinade absorption,while it does restore the much-wantedgolden brown colour and moist glossyappearance of the baked product.
Besides meat yields, the presence offunctional soy protein-injected bone-inchicken will also exhibit improved holdingtime together with enhanced succulence.The use of modified food starch in conjunc-tion with functional soy protein improvesthe water retention further, but will slightlyreduce the typical meaty texture and juici-ness. Recent co-processing technologyimprovements of functional soy proteinand food starch have enabled native starchto be in-line converted to a unique modifi-cation of protein and starch ingredients.These co-processed ingredients can providesynergy of properties exceeding the sum ofthe individual ingredient. Significant yieldand texture improvement can result, whilereducing variability in processing.
Thermalization
There are several methods to transfer heatfor poultry foods that need to be fully
cooked: conduction, convection and radia-tion. Radiation ovens that use infraredenergy or gas flame broilers are especiallysuitable for cooking and browninguncoated formulated meats. Conductioncooking can be described as direct contactcooking by means of oil frying and/orsteaming.
Frying is a method to (par) cook foodsby submerging into hot oil or fat. The hold-down conveyor, which can be automati-cally adjusted in height, may be used toensure the products remain immersed. ThePLC-controlled oil circulation system main-tains a constant temperature throughout theoil, ensuring consistent, evenly fried prod-ucts. Crosswise scrapers remove sedimentat the infeed, while a scraper belt and hori-zontal auger removes the floating sedimentat the outfeed.
Deep oil frying is a proven way to addextra interior texture while creating acrunchy exterior. Most coated meat prod-ucts travel through an oil bath for initial set-ting of the coating system (Fig. 12.4).Cooked meat products can be fully cookedwhen submerged in this oil bath at low beltspeeds, with the retention time dependenton product size and internal temperaturerequirements. The product can also simplybe par-fried or flash-fried for 30 s, afterwhich the coated poultry is either frozen orfully cooked in steam tunnels or convectionovens. Fully cooking in oil tunnel-ovenshas lost much interest, because of high oiluptake and sensory negatives such as lackof juiciness when reconstituted for finalconsumption. The availability of fat-freeoil, a synthetic fat made from polysucrose(table sugar) and oil that cannot be absorbedby the body might change some of the per-ceived negatives of fully oil-cooked coatedpoultry products. However, the chances arethat other thermalization methods will begiven preference.
Fully cooked processed meat productsoffer at least two major advantages. Fullycooked products eliminate the fear ofundercooking or cross-contamination viahandling at a food service outlet. Theseproducts are user friendly, have a greaterspeed of service and provide ready-made
Breaded Poultry Foods 207
chap12.qxd 17/11/04 12:45 pm Page 207

convenience. Fully cooked frozen productsallow the operator easier physical distribu-tion and allow inventory build-up for peakdemand periods.
Oven cooking involves three variables:time, air velocity and dew point. In furtherprocessing there are basically two productdimensions, namely a two-dimensionalpatty or nugget shape with a horizontal andvertical side, and three-dimensional prod-ucts such as topographically shapedchicken kiev or a bone-in rotisserie chicken.
The type and design of the thermaloven significantly affects product quality,yield and food safety. There are two typesof cooking oven, the in-line (tunnel) ovenand a double-zone spiral oven. In-lineovens are restricted in length and aremainly designed for one-process tempera-tures at maximum throughputs. To accom-plish this, cooking temperatures are usuallyhigher than strictly needed. But too high,aggressive cooking will usually result inproduct flaws for both two- and three-dimensional shapes for uncoated and
coated products. For example, thinner partsof bone-in chicken might be overcookedcreating colour irregularities, while thethicker parts might be undercooked.
For coated products, heat that is toohigh in temperature can force free productmoisture to come to the surface and wet theproduct, resulting in coating separation orsogginess. In one-zone impingement ovens,temperatures can vary across the width ofthe belt, which can also cause over- orundercooking. However, in reality thismeans that the temperature settings areusually higher in order to eliminate thedanger of undercooking. The downside isthat at increased cooking temperaturesyields go down accordingly, and theappearance of different surface characteris-tics tend to increase.
Convection ovens are either gas or elec-trically heated with efficient heat transfer tothe product. The latest convection ovensallow steam injection and combine humid-ity, belt speed and temperature to createequilibrium between the inside moisture
208 Chapter 12
Fig. 12.4. Drawing of an oil fryer. Source: Convenience Food Systems (CFS).
chap12.qxd 17/11/04 12:45 pm Page 208

level of the formulated poultry product andthe surrounding conditions.
Some recently introduced convectionovens divide the cooking chambers intotwo separate units, allowing faster heattransfer for cooking and maintenance of thetemperature and humidity at different lev-els. These ovens can use dry or moist heator a combination of the two. Moist heatcooking produces a more tender end-prod-uct because the surface area will not dehy-drate, although because of the highhumidity browning will not occur. Theseovens are ideal for optimizing yields, whileminimizing energy costs.
A spin-off version of the convectionoven is the double zone spiral oven (Fig.12.5). These thermal processors divide thecooking area into two independently con-
trolled, completely insulated spiral heatzones. The main part of the spiral oven is aspecially designed belt conveyor shapedsimilar to a double spiral. This featureallows both long and wide belts at varyingheights to be accommodated in a remark-ably small floor print. Within certain limits,the dual chambers allow separate regula-tion of temperature, air velocity and humid-ity. These ovens are available with eitherelectricity or thermal oil heating systems.
For emulsified and large shapes andsizes of whole muscle meat products, thetrend is toward process optimization interms of higher thermalization at wet bulbtemperatures (the temperature at whichmoisture evaporates). However, for coatedfurther processed meat and poultry prod-ucts, this trend is quite the opposite. Newly
Breaded Poultry Foods 209
Fig. 12.5. Schematic drawing of a hot air spiral cooker. Source: Convenience Food Systems (CFS).
chap12.qxd 17/11/04 12:45 pm Page 209

designed equipment, with the help of func-tional ingredients, has shown that coatedfoods, including marinated bone-in poultry,greatly improve when cooking timeincreases at lower temperatures. The lattermeans a lower belt speed and/or increasedbelt length.
The logical answer is the modern dou-ble zone spiral oven, which has signifi-cantly increased belt length and is suited toaccommodate increased belt-load. In thespiral oven air circulates with a preciselyconditioned temperature and humidity.Steam is injected into the hood and mixedwith hot air. This mix circulates continu-ously around the products so that they arefully cooked. That allows the product toreach the pre-set fully cooked temperaturespecifications, despite slower cookingtimes. The typical parameters of these spi-ral cooking systems are also less likely togenerate steam build-up under the surfaceof the batter and breading causing crackingand colour defects. Additionally, a pro-longed cooking time improves productyields compared with tunnel cooking sys-tems. The result is a crispier, more attrac-tive product appearance.
The operating principle is the fact thatlonger cooking time at lower temperaturesin separately controlled heating zones pro-duces more even product temperatures, bet-ter product colour and appearance, and anincrease in yield. In the oven, steam isinjected into the hood and mixed with hotair. This mix circulates continuouslyaround the substrate so that the product canbe cooked at a pre-set temperature. In addi-tion, the fully insulated oven is dividedinto two zones in which air temperaturecan be regulated independently within cer-tain parameters. This unique featureenables cooking of products in the first zonewith a high relative humidity that limitscooking losses, and finishes cooking andbrowning in the second cooking zone withlow humidity. This system provides a flexi-ble cooking process with steam/roast orsteam/steam combinations.
Various advantages result from thisprocessing method. First of all, flash-fried,breaded products have better coating adhe-
sion resulting from the lower cooking tem-peratures, while at the same time productcolour is enhanced. Second, non-breadedproducts, such as bone-in parts or mari-nated items, will obtain an even colour for-mation with reduced risk of overcooking ofthe thinner parts. Products also retain ahigher level of natural and marinated orinjected juices at lower cooking tempera-tures.
Additionally, by using hot air at highair speed, a chargrill effect can be easilyachieved for marinated fully cookeduncoated poultry foods. Furthermore, asafety zone keeps the product in the cook-ing environment longer in order to sustainthe required core temperature for maximumproduct safety. Finally, longer cookingtimes, combined with lower temperatures,have resulted in an actual increase in yieldof up to 2% for fully cooked par-fried,breaded products.
It is essential to ascertain that productsleave the oven properly in order to main-tain product specifications. These newovens allow computer monitoring, and set-tings such as temperature, humidity andsteam can be checked at one work station ina fast and reliable fashion. The equipmentindustry has engineered many efficiencyimprovements, especially the use of com-puter technology that is now universallyintegrated in equipment such as formersand spiral ovens. This has permitted notonly product quality improvement, but alsoremoved a significant amount of labour. Nodoubt microchips and data technologytransfer will increasingly result inimproved processing efficiency and eco-nomics.
The availability of the latest technolo-gies of convection cooking has revolution-ized the traditional thinking of theprocessing line set-up of coated poultryfoods. For example, it is no longer neces-sary to first apply batter and breading fol-lowed by par-frying. The hot air ovencooking technology allows the product tobe cooked first, before travelling throughthe coating sequences, followed by par-fry-ing to set the coating systems. Ultimately,par-frying will be eliminated and replaced
210 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 210

with unique systems such as oil mistingand infrared heating.
Additionally, most of today’s systemsare conveyorized to allow continuous in-line throughput. The conveyor systems areeither spiral belt or straight-line belt. Spiralbelt cooking ovens have high capacity on arelatively small footprint, resulting in highproduction capacities per square metre offloor space. These ovens are truly versatilebecause they allow control of belt speed,humidity and temperature. These threevariables determine the final cooking timein relation to product characteristics,including yield control.
Implementation of microwave thermal-ization should be mentioned also. Amicrowave oven is based on magnetronsthat convert electric energy into electro-
magnetic energy. Friction heat is created byreversal of field polarity and microwavespenetrate solid matter faster and more effi-ciently. These ovens ideally can be used forthawing frozen meat, but ultimately theywill become the method of choice, in con-junction with double spiral/double cham-ber hot air ovens, to regulate automaticin-line process cooking, including brown-ing and grill marking.
The same efficiency is true for the post-cooking stage. Processed products are con-veyed into a tunnel or spiral freezer fromwhich cascading or shuttle belts feed pack-aging systems, which eliminate labour-intensive product handling and improveproduct accuracy. Packaged products thenpass through metal detectors before beingpacked into distribution boxes.
Breaded Poultry Foods 211
References and Suggested Reading
Hoogenkamp, H.W. (1998) Formulated chicken foods – mastering further processing vari-ables. Fleischwirtschaft International, Germany. (3) 30–34.
Hoogenkamp, H.W. (2002) Poultry allows processing to go further. Meat International12(5).
Hoogenkamp, H.W. and McMindes, M.K. (1997) Coating processed poultry. MeatInternational 3(6), 14–17.
Mandava, R. and Hoogenkamp, H. (1999) The role of processed products in the poultrymeat industry. In: Richardson, R.I. and Mead, G.C. (eds) Poultry Meat Science. CABInternational, Wallingford, UK, pp. 397–410.
chap12.qxd 17/11/04 12:45 pm Page 211

Formulation Examples: Batter and Breaded Meat
Chicken patty and nugget
Ingredient % %
Chicken breast meat 85.00 80.00 Water 12.00 16.00 Soy protein isolatea 1.60 Soy protein concentratea 2.60Salt 0.80 0.80 Phosphate 0.20 0.20 Dextrose 0.20 0.20 Seasoning 0.20 0.20 Total 100.00 100.00
aSuggest high gelling SPI or FSPC.
Procedure:1. Add chicken breast meat to blender together with salt and phosphate and mix for 30 s.2. Add water and mix for 2 min.3. Add soy protein, and mix for 2 min.4. Add remaining ingredients, including flavourings, and mix for 1 min.5. Temper meat mix with CO2 or N2 to –3°C to –1°C.6. Form, batter and breading.7. Fry and freeze.
Note: Depending on forming equipment and product requirements, the meat mix canbe ground before or after the blending. Or the chicken meat might be introduced into theforming equipment in whole muscle pieces.
Chicken patty and nugget (USA)
Ingredient % %
Chicken breast meat 80.00 70.00 Chicken white trimmings 10.00 10.00 Chicken skin 10.00 Water 7.80 7.80 Soy protein isolatea 0.80 Soy protein concentratea 0.80Salt 0.80 0.80 Phosphate 0.20 0.20 Dextrose 0.20 0.20 Seasoning 0.20 0.20 Total 100.00 100.00
aUse high gelling SPI or FSPC.
Procedure:1. Grind chicken breast meat through a kidney plate.2. Grind chicken skin through a 1 mm plate.3. Add chicken breast meat to blender together with salt and phosphate and mix
for 30 s.4. Add water and mix for 1 min.5. Add soy protein and mix for 2 min.
212 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 212

6. Add chicken skin and remaining dry ingredients, including hydrated TSPC and mixfor 2 min.7. Temper meat mixture with CO2 or N2 to –3°C.8. Form into desired shaped patties or nuggets.9. Pre-dust followed by hot air/steam-cooking, coating and par-frying.
Or:Pre-dust, batter, breading, par-frying and fully cooking in a hot air/steam oven.10. Freeze.
Formulated chicken patty and nugget
Ingredient % % %
Chicken breast (boneless) 76.50 66.50 58.50Water 11.50 11.50 17.50Soy protein isolatea 1.00 1.00Soy protein concentrate 1.00Salt 0.80 0.80 0.80 Phosphate 0.20 0.20 0.20 Skinb 5.00 10.00 10.00 Waterb 4.00 8.00 8.00 Soy proteinb 1.00 2.00 2.00 Textured soy protein conc.c 2.00Total 100.00 100.00 100.00
aUse high gelling SPI or FSPC.bPre-made emulsion (pre-emulsion made in chopper or mixer/ or grinder/emulsifier).cTSPC.
Procedure:1. Add chicken breast to blender with water and soy protein.2. Mix for approx. 3 min.3. Add salt and phosphate and mix for 2 min.4. Add pre-made skin emulsion, hydrated TSPC, and mix for 2 min.5. Temper meat mixture with CO2 or N2 to –3°C to –1°C.6. Forming.7. Further process according to line configuration.8. Thermalization.
Whole muscle chicken patty and nugget
Ingredient % %
Chicken breast meat 43.00 38.00 Chicken thigh meat 43.00 38.00 Chicken skin 9.00 Water 12.00 12.30 Soy protein isolatea 1.00 Soy protein concentratea 1.50Salt 0.80 0.90 Phosphate 0.20 0.30 Total 100.00 100.00
aHigh gelling SPI or FSPC recommended.
Breaded Poultry Foods 213
chap12.qxd 17/11/04 12:45 pm Page 213

Procedure:1. Add chicken breast and thigh meat into blender.2. Add salt and phosphate and blend for 30 s.3. Add water and mix until in total 90 s have elapsed.4. Add soy protein and mix until in total 4 min have elapsed.5. Add chicken skin and blend until 5 min have elapsed.6. Temper mixture with CO2 or N2 to –3°C to –1°C.7. Form and apply coating system.8. Thermalization.
Note: final product grinding for size reduction can either be done before blending or afterproduct tempering.
Chicken patty and nugget
Ingredient % % %
Breast of chicken 78.00 35.00Chicken dark meat 61.00 35.00Chicken skin 6.00 6.00 6.00Water 12.60 25.10 18.60Soy protein isolatea 2.00 2.00Soy protein concentratea 6.50Textured soy protein concentrate 2.00Salt 0.70 0.70 0.70 Sodium phosphate 0.30 0.30 0.30 Seasoning 0.40 0.40 0.40 Total 100.00 100.00 100.00
aUse high gelling SPI or FSPC.
Procedure:1. Grind chicken breast meat through a 3 cm plate.2. Grind chicken dark meat through a 2 cm plate.3. Grind chicken skin to 3 mm.4. Mix meat, water and soy protein for 1–2 min.5. Add phosphate and salt, mix for 1–2 min.6. Add skin and seasoning, mix until uniform.7. Temper to –3°C.8. Form and apply coating system.9. Pre-cook in oil to set the coating system.
10. (Optional) fully cook in a hot air tunnel or oven.11. Freeze.
Chicken Tatsuta patty (Japan)
Ingredient %
Chicken breast meat 76.70 Water 8.40 Soy protein isolatea 1.50 Soy sauce (dry) 7.80 Soy sauce (liquid) 2.00 Mirin rice wineb 2.20
214 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 214

Ginger (liquid)b 1.20 Phosphate 0.20 Total 100.00
aLow gelling SPI recommended.bAdd at end of mixing cycle.
Procedure:1. Hydrate soy protein in water.2. Add phosphate and salt.3. Add other marinade ingredients.4. Options:a. vacuum tumble for 20 min orb. inject marinade and tumble for 5 min.5. Temper to –3°C.6. Form and add batter mix.7. Par-fry and freeze.
Chicken patty and nugget
Ingredient % % %
Chicken breast meat 61.00 58.00 54.00Chicken skin 12.00 14.00 10.00Water 20.00 20.00 26.00Soy protein isolatea 5.00 6.00Soy protein concentratea 6.00Textured soy protein conc.b 2.00Salt 0.80 0.80 0.80 Phosphate 0.20 0.20 0.20 Flavouring 1.00 1.00 1.00 Total 100.00 100.00 100.00
aUse high gelling SPI or FSPC.bAlternative: TSF.
Procedure:1. Grind chicken meat through kidney plate.2. Grind chicken skin through 3 mm plate.3. Mix chicken meat with salt and phosphate for 30 s.4. Add water and mix for 1 min.5. Add soy protein and mix until 4 min have elapsed.6. Add chicken skin, hydrated TSPC and flavouring, and mix until in total 6 min have
elapsed.7. Temper mixture with CO2 or N2 to –3°C.8. Form and apply batter and par-fry, or9. Form and pre-dust, and fully cook in hot air tunnel.
10. Apply cover system and par-fry.11. Optional: fully cook.12. Freeze.
Breaded Poultry Foods 215
chap12.qxd 17/11/04 12:45 pm Page 215

Food service chicken patty and nugget
Ingredient % % %
Chicken breast fillet 35.60 29.60 30.60 Chicken thigh 20.00 20.00 20.00 Chicken skin 12.00 18.00 10.00 Water/ice 23.80 23.80 28.80 Soy protein isolatea 6.00 Soy protein concentratea 6.00 5.00Textured soy protein concentrateb 3.00Salt 0.80 0.80 0.80 Phosphate 0.20 0.20 0.20 Seasonings 1.60 1.60 1.60
Total 100.00 100.00 100.00
aUse high gelling SPI or FSPC.bAlternative: TSF.
Procedure:1. Grind chicken meat through kidney plate.2. Grind chicken skin through 3 mm plate.3. Emulsify chicken skin in chopper with 6% water and 3% soy protein.4. Mix ground chicken meat with salt and phosphate for 30 s.5. Add water and mix for 1 min.6. Add soy protein and mix until 4 min have elapsed.7. Add ground chicken skin or chicken skin emulsion and mix until 6 min have
elapsed.8. Temper mixture with CO2 or N2 to –3°C.9. Form and apply coating system for par-fry or fully cook in hot air spiral cooker or
form, fry for coating setting.10. Freeze.
Chicken patty and nugget (China)
Ingredient % % %
Chicken breast (boneless) 62.50 58.50 50.50Chicken skin 10.00 12.00 12.00Water 20.00 22.00 28.00Salt 1.00 1.00 1.00 Phosphate 0.20 0.20 0.20 Soy protein isolatea 5.00 Soy protein concentratea 5.00 5.00Textured soy protein concentrateb 2.00White pepper 0.10 0.10 0.10 Garlic powder 0.20 0.20 0.20 Onion powder 0.20 0.20 0.20 Sugar 0.60 0.60 0.60 Lemon juice 0.20 0.20 0.20 Total 100.00 100.00 100.00
aUse high gelling SPI or FSPC.bAlternative: TSF.
216 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 216

Procedure:1. Grind chicken breast through kidney plate.2. Add chicken breast meat together with soy protein and water to blender and mix for 1min.3. Add hydrated textured soy protein and remaining ingredients and mix until 5 minhave elapsed.4. Chill with CO2 or N2 to –3°C.5. Form and apply coating system.6. Par-fry, or fully cook and freeze.
Restructured chicken patty and nugget (Thailand)
Ingredient % % %
Chicken thigh meat/trimmings 20.00 16.00 16.00 Chicken skin 14.00 18.00 18.00 Ice/water 22.00 25.00 25.00 Soy protein isolatea 5.00 Soy protein concentratea 6.00 6.00Textured soy protein concentrateb 2.00Salt 0.80 0.80 0.80 Phosphate 0.40 0.40 0.40 Flavouring/seasoning 1.40 1.40 1.40Frozen breast or thigh meat 36.40 32.40 30.40Total 100.00 100.00 100.00
aUse high gelling SPI or FSPC.bAlternative: TSF.
Procedure:1. Chop water and soy protein for 2 min.2. Add ground or frozen chicken skin and chop to smooth paste.3. Add ground or frozen chicken thigh meat or trimmings, together with salt, phosphate,and flavourings/seasonings.4. Continue chopping until a strong and coherent meat matrix has been formed.5. Switch the chopper to low speed. Add breast or thigh meat for particle definition.Allow only a few revolutions of the bowl to maintain optimum product integrity.(If soy protein granules, or skin intermediate particulate or hydrated textured soy proteinconcentrate are used, the preferred addition is just before the frozen breast or thigh meatfor particle definition.)6. Energy release from the frozen meat will reduce the temperature of the meat matrix,but in order to obtain optimum forming knock-out properties, a temperature of –3° to–1°C should be aimed for.
Whole muscle chicken breast (USA)
Ingredient % %
Chicken breast (boneless) 88.00 82.00 Water 10.00 15.00 Salt 0.60 0.60 Phosphate 0.20 0.20 Soy protein isolatea 1.00 Soy protein concentratea 2.00 Pepper 0.05 0.05
Breaded Poultry Foods 217
chap12.qxd 17/11/04 12:45 pm Page 217

Whole muscle chicken breast (USA) (continued)
Ingredient % %
Lemon juice 0.10 0.10Onion powder 0.05 0.05Total 100.00 100.00
aUse high gelling SPI or FSPC.
Procedure:1. Mix soy protein with cold water in high-speed mixer for 4 min.2. Add salt, phosphate, seasoning and mix for two additional minutes.3. Inject marinade and/or vacuum tumble until marinade is fully absorbed.4. Apply caramel for browning.5. Heat process.6. Freeze.
Chicken breast classic (Australia)
Ingredient % %
Chicken breast fillets 84.00 80.00 Chicken skin 4.00 8.00 Water 9.00 9.00 Phosphate 0.30 0.30 Salt 0.80 0.80 Soy protein isolatea 0.90 Soy protein concentratea 0.90Dextrose 0.70 0.70 Chicken flavour 0.30 0.30 Total 100.00 100.00
aUse high gelling SPI or FSPC.
Procedure:1. Remove skin and tenderloin from chicken breast.2. Grind chicken breast through kidney plate.3. Grind chicken skin twice through 3 mm plate.4. Blend ground chicken breast meat with salt and phosphate for 30 s.5. Add water and seasoning and blend until in total 2 min have elapsed.6. Add soy protein and blend until in total 4 min have elapsed.7. Add ground chicken skin and blend until in total 6 min have elapsed.8. Temper with CO2 or N2 to –4°C and form.
Alternative method:1. Prepare brine and vacuum tumbled with the chicken breasts for 25 min.2. Skin is then added and the tumbling continues for 20 min.3. After tumbling the marinated chicken meat is tempered down to –4°C.4. Forming with a breast fillet-shape plate.5. The product can be either charmarked or spice dipped for direct oven processing, orcoated and par-fried and/or fully cooked prior to freezing.6. The typical oven settings are 145°C using saturated steam when unbreaded productsare manufactured.
218 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 218

Chicken wings (USA)
Ingredient % %
Chicken wings 81.10 83.10 Water 16.10 14.10 Soy protein isolatea 1.20 Soy protein concentratea 1.20Modified food starch 1.00 1.00 Salt 0.30 0.30 Phosphate 0.30 0.30 Total 100.00 100.00
aLow viscosity SPI or FSPC.Suggestion: Injection/marinate 20%.
Procedure:1. Mix soy protein with cold water in high-speed mixer until smooth and fully hydrated.2. Add phosphate, mix until dissolved.3. Add salt and seasoning and flavours and mix until dissolved.4. Add modified food starch and mix until dissolved.5. Add marinade or inject into bone-in product and vacuum tumble until marinade isabsorbed, i.e. 15 min 8 rpm/10 min rest/20 min 8 rpm.6. Further process. Apply coating system, flavour-dip and thermalize.
Alternative procedure:1. Mix phosphate with refrigerated water in high-speed mixer, e.g. Rotostat with recircu-lation pump, until fully dissolved.2. Add salt and mix until fully dissolved.3. Add a pre-blend of soy protein ingredient and modified food starch and mix untilfully hydrated.4. Add flavours.5. Inject marinade or add marinade to the tumbler.6. Pull vacuum, i.e. 20 psi, and tumble for 20 min. Release vacuum and rest for 5 min.7. Pull vacuum and tumble for additional 15 min.
Overall:BatterMix thoroughly in the batter equipment about 2 parts of water with 1 part of batter.(Ratio depends on typical batter instructions.)Transfer the batter to the liquid coating to fill the machine. Viscosity of the batter shouldbe between 12 and 15 s, and target pick-up is approximately 4–6%.BreadingFill the breading equipment with the desired breading mixture.Target pick-up depends on product specifications, but usually is between 8% and 10%.FryingThe coated product is to be par-fried for approximately 45–60 s at 200°C. Frying timedepends on desired breading colour specifications.At this point the par-fried product can be frozen or fully cooked and frozen.
Fully cookCook cycle depends on type of oven. There are tunnel and spiral ovens. Also importantis the presence of the number of cooking zones. The ideal is to fully cook in an ovenwith two cooking zones. This allows temperature/time/belt speed fine tuning. The latteris especially important for yield and the elimination of red bone marrow (splotching).
Breaded Poultry Foods 219
chap12.qxd 17/11/04 12:45 pm Page 219

A typical cook setting is:
Zone One 200°C Dew point 85%Zone Two 160–180°C Dew point 85%Dwell time 10–12 min
If high dew points cannot be reached, it is suggested to decrease cooking temperaturesomewhat and decrease belt speed in order to increase dwell time. Core temperature (IT)should be about 85°C.
Rotisserie chicken (USA)
Ingredient %
Water 89.90 Soy protein isolatea 6.50 Salt 1.80 Phosphate 1.80 Total 100.00
aSuggest low viscosity SPI.Suggestion: level of injection 20%.
Procedure:1. Mix soy protein isolate with cold water in high-speed mixer system until smooth.2. Add phosphate, and mix until dissolved.3. Add salt, seasoning and flavours, mix until dissolved.4. Inject marinade into whole bird.5. Heat or freeze thermalization.
220 Chapter 12
chap12.qxd 17/11/04 12:45 pm Page 220

Compared with emulsified meat processingtechnology, fermented sausage productionis quite different. The water-holding capac-ity of the meat is of much less importance,since the objective is to drive water out dur-ing drying in order to prolong the sausageshelf life and allow the development of adistinct flavour and texture. In fermentedsausage, meat protein extraction is minimalcompared with other meat products such asemulsified sausage and cooked whole mus-cle meat products. The role of salt-solublemeat protein in fermented sausage is lim-ited to providing elasticity and arrangingcohesiveness between fat and lean parti-cles.
Fermentation
Fermentation is probably the oldest form ofmeat preservation, going back at least 2000years. The art of preserving chopped meatstuffed in animal intestines dates back tothose early days. Ever since ancient times,humans have harnessed certain enzymes’catalytic properties in making food. TheEgyptians and Sumerians, for example, dis-covered the process of fermentation, andput it to use in baking bread, making cheeseand brewing beer.
It is known that the Egyptians andCypriots used indirect acidification to pro-long the keeping time of these foods. Littledid they realize that it was actually thepresence of the carbohydrates and the bac-teria present in the meat that would trigger
production of lactic acid, thus lowering thepH. For many foods, processed meat andalcohol products fermentation is essential.After all, this step is needed to get all thosevital chemical reactions started, and to getthese up to speed. Fermentation enzymesare the catalysts and are an integral part ofour biological life; thousands of differentcombinations occur in every living organ-ism.
Dry fermented sausage, as it is knowntoday, is relatively new, and from history itcan be learned that the early versions inEurope were made in Italy in 1730. Fromthere the art of dry fermented sausage-mak-ing spread across the continent, first toGermany and later to Hungary. The originalformulae were regionally adapted to pleaselocal palates and to take advantage of theavailability of raw materials. The main dif-ference was that the Germanic countriespreferred a slightly smoked version of dryfermented sausage, whereas the Latin coun-tries preferred unsmoked dry fermentedsausage made entirely from pork. There islittle doubt that Hungary has popularizedthe traditional salami, as it is known today.Preferably the pig carcasses were pre-cutalong the main muscle segments when stillwarm. This technique creates a larger sur-face which allows faster water reductionand faster chilling. It is also important toselect meat from older pigs. Not only is thecolour of this meat darker and moreintense, it also holds less water (61% vs.70% in younger animals). TypicalHungarian ‘winter-salami’ is cold-smoked
221©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
13Dry Fermented Sausage
chap13.qxd 17/11/04 12:48 pm Page 221

for 2 weeks using natural wood smoke. Thisprocess ensures a proper diffusion of mois-ture from the core of the sausage to the out-side. During drying or maturing, whichgenerally lasts for up to 70 days, salt con-tent increases proportionally, hence safe-guarding stability and shelf life. In thematuring or ripening chambers, the micro-bial and biochemical processes are opti-mized for controlled growth of mouldspores. At the end of the maturing cycle, thesalamis have a water content of about 24%.
The formulae influenced by theGermans are usually made from one-thirdeach of pork, beef and pork fat. All-beef dryfermented sausage has been made for a longtime in Middle-Eastern countries, includingTurkey and Cyprus. These products arecalled Sucuk or Soudjouk. For flavour pur-poses, these popular beef versions also maycontain lamb meat and lamb fat.
The real breakthrough for fermentedsausage for fast-food applications camemuch later in the early 1960s, when pep-peroni sausage became a necessity as apizza topping. Progress in technology andan improved understanding in meat sciencecaused the development of a number ofspin-off versions of fermented sausages thatcontained higher water levels and actuallyhad a cooking cycle to improve shelf life.These products are generally classified assemi-dry fermented sausage, such ascooked Danish or Genoa salami, and aregenerally based on the use of glucono deltalactone (GDL) or encapsulated citric or lac-tic acid for direct acidification. These addi-tives allow cooking as opposed to theclassic ripening process when starter cul-tures are used.
For classic dry fermented sausage pro-duced with the help of starter cultures, veryrarely does the curing and ripening temper-ature exceed 25°C. There are, of course,exceptions, as in the case of Japan, wheredry fermented sausage is heated after ripen-ing to approximately 68°C. The reason forthermalization is influenced by the need toensure microbial stability, in particularenterobacteria.
China and some other Oriental coun-tries have a totally different view of how
dry fermented sausage ought to be manu-factured. As a matter of fact, the Chinese arebelieved to be the originators of dry sausagesome 2500 years ago. Contrary to the typicalEuropean fermentation process, theChinese used large amounts of sugar andsalt to acquire shelf life properties. Theoriginal Chinese dry sausage was called lupcheong, and in this all-pork formula thewater activity (Aw) is quickly reduced to< Aw 0.8. The pH in a lup cheong sausageremains relatively high at pH 5.9.
The Chinese do not have an acquiredtaste for acidified or sour taste, usuallyassociated with the European-style dry fer-mented sausage. Lup cheong is almostalways eaten hot. Diagonal slices of thesausage are typically stir-fried with vegeta-bles and eaten with steamed or fried rice.
Ideally, when dry fermented sausage isproduced, the meat and fat componentsshould be frozen or at least very cold. Sincewater needs to be expelled from the leanmeat, it is acceptable to have some portionof the meat in a PSE condition. The fresh-ness of the fat is very important, becauseduring the long ripening and drying processproblems with rancidity increase propor-tionally, which will negatively affect shelflife and taste. The addition of salt is usuallycalculated on the weight after ripening. Ingeneral, the percentage of addition isbetween 3.5% and 4.5%.
Curing salt is not only important forreducing rancidity and to preventclostridial botulism, but also is effective increating a stable colour. Finally, sodiumnitrite (NaNO2) is also important forinhibiting the occurrence of salmonella. Anaddition of sodium nitrite of approximately125 ppm usually is sufficient to obtain therequired properties. During the curing andripening process, the microbe-inhibitingnitrite is slowly degraded, and the residualnitrite is usually as low as 10–40 ppm.
German-style dry fermented sausagenormally contains between 0.3% and 0.7%sugar. Low amounts of sugar are used forproducts that are cured and ripened over along period of time, whereas higher levelsof sugar are used when accelerated ripeningmethods are used. The presence of a low
222 Chapter 13
chap13.qxd 17/11/04 12:48 pm Page 222

inclusion level of sugar is also dependenton the curing temperatures. When thesetemperatures are lower than 15°C, the pres-ence of sugar is less important. That is themain reason why traditional Italian-styledry fermented sausage does not containadded sugar. In dry fermented sausagesome light seasonings are typically used toaccentuate flavours, particularly pepper,nutmeg, garlic and cardamom. In Spain,about 2% of paprika is used in chorizo orchourico sausage. Besides some rice-wine,the Chinese lup cheong sausage containsfermented soy sauce as the main flavourcontributor.
The selections of starter cultures arecritical success factors in the manufactur-ing of traditional dry fermented sausage.Modern ready-to-use cultures are freeze-dried mixtures of organisms selected fromlactobacillus, pedococcus and staphylococ-cus species. The function of these organ-isms is to convert added sugar to lactic acid,thus lowering pH as well as achieving a sta-ble red colour and the required flavour pro-file.
Most certainly, the most importantingredient in dry fermented sausage is thestarter culture. These lactic acid bacteria, orto be more precise, lactobacilli, are microor-ganisms that occur naturally in raw meat.Actually, these microorganisms are ever-present in the curing and drying rooms, andthey do literally differ from plant to plant.Each different strain has unique properties,and at times also unique problems. To boostthe fermentation process and to accelerateripening time, starter cultures are added tothe meat mix. However, it is not just the lac-tic acid bacteria that are responsible for themicrobial stability of dry fermentedsausage. In the early part of the curing andripening of a dry sausage, a relatively largeamount of air is still present within themeat mix, which leads to a high oxidationreduction reaction (redox value). The pres-ence of sugar, micrococcus bacteria andsodium ascorbate lowers the redox value.Because of bacterial multiplication, theamount of oxygen decreases and thereforeproduct stability improves. When the redoxvalue is low, the ‘good’ lactic acid bacteria
obtain a selective advantage that can sup-press or eliminate ‘bad’ microorganisms.The latter is also referred to as competitiveflora. A low redox value is also importantfor colour and fat stability later on duringstorage and distribution.
Not only lactic acid, but also pH has aneffect on the stabilization of dry fermentedsausage. For products that have a short cur-ing and ripening time, the use of high-pHDFD meat should be avoided. The pH dropcan be manipulated by adding smallamounts of sugar and regulating the curingtemperature. This is also true for gluconodelta lactone that will stimulate the lower-ing of the pH. However, acidification withGDL alone is rather difficult to control.Fermentation can be controlled by limitingthe amount of fermentable sugar, loweringor raising the temperature outside thegrowth range of the culture. For example,cooking stops fermentation.
The last few years have seen a majorchange in conceptual thinking about acidi-fication. Though the use of active startercultures will remain popular, the use ofencapsulated acids such as lactic acid hasmade great strides forward in the manufac-turing technology of semi-dry fermentedsausage. These encapsulated lactic or citricacids are fat-coated and have a retarded orslow acid release until the hydrogenatedvegetable oil or mono- and diglycerides aremelted during the heat processing.Encapsulated acidulates allow direct acidi-fication of meat products without damagingtexture and appearance. It is obvious thatfor direct acidified sausage manufacturing,certain changes and increase in processingtemperatures will be necessary to melt theprotective coating of the capsules. The slowrelease allows the salt to perform, extract-ing salt-soluble proteins and thus contribut-ing to the adhesion of meat and fat particlesprior to acidification. (See Rust, 1993.)
When using direct acidification it isimportant to develop processing times andtemperatures that guarantee proper releaseperformance of the encapsulated citricacids. If the acid capsules ‘pop’ too early, asoft or mushy product could result,whereas a late release usually results in
Dry Fermented Sausage 223
chap13.qxd 17/11/04 12:48 pm Page 223

uneven final product acidification, some-times only at the time the sausage is eaten.Encapsulated acids won’t replace startercultures in the near future, but this func-tional ingredient is a welcome option forproducing quality products at significantlyincreased output because of shorter manu-facturing times. The latter is very importantin conjunction with similar attributes andsupporting properties of special types ofadded non-meat proteins, if needed to aug-ment the formula. The higher the pH levelsof a dry sausage, the more important theeffect of the water activity on stability.
Ripening
The manufacturing of a dry fermentedsausage made with active starter culturescan be divided into the meat preparationphase, and the curing and ripening phase.Ideally, the temperature of the meat andfatty tissue should be around freezing pointor slightly lower. Both chopping and grind-ing equipment are used to reduce the meatand fat to the desired particle size.Temperature is critical for particle defini-tion and to avoid smearing. Also, to mini-mize meat protein solubilization salt shouldbe added to the meat at the very end of thechopping or mixing. Some meat mixturesare stored for up to three days to allow pre-curing, before stuffing in permeable casings.The desired end product elasticity deter-mines the precise processing conditions.
Curing and ripening are dependent onthe typical processing conditions and onthe diameter of the casing, but generally theprocess takes a few weeks. The climate-con-trolled curing and ripening rooms initially
equilibrate the raw sausage for some 2–10h, without increasing the relative humidity.From this point the temperature is slowlyincreased to about 20–22°C to avoid watercondensation and, more importantly, a lossof nitrate or nitrite. After this initial condi-tioning process, the relationship betweenwater activity (Aw) and the relative humid-ity (RH) should be monitored closely.Usually there is a difference of 3–5%between Aw and RH. For example, whenAw is 0.95, then RH should be decreasedproportionally (Table 13.1).
If the air in the climate rooms is not inmotion, a condensation shield could formaround the sausage, resulting in a potentialnitrate/nitrite loss and excessive mould andyeast growth on the sausage surface. To pre-vent this from occurring, it is suggested toprogramme an air motion of 0.5–0.8 m/s.
After the first three days of ripening,the temperature is reduced from 22°C to20°C, and the RH reduced from 90–92 toapproximately 85. Between days 7 and 10,the temperature lowers to 18°C and the RHis programmed at 80%. Thereafter, dryingand further ripening take place at a temper-ature of 15°C and a RH of 75. These condi-tions need to be maintained until the end ofthe ripening cycle.
To prevent growth of moulds and yeastin the first few days of curing and ripening,raw sausages are usually treated with a lightamount of cold smoke after the colour fixa-tion has been completed. The smoke is nor-mally applied on the third day after thechange from curing to ripening. The totalprocessing time of a dry fermented sausagecan vary from as little as 2 weeks to as longas 6 months.
Depending on the product specifica-
224 Chapter 13
Table 13.1. Typical cycles for dry fermented sausage.
Time Temperature (°C) Relative humidity (%)
Ripening 1–4 days 20–28 90–96Smoking 6 h 18 85–90Drying Diameter dependent 10–12 78–80Total 10–14 days with about
14% weight loss
chap13.qxd 17/11/04 12:48 pm Page 224

tions, cold or warm smoke can be applied,though care should be taken that the smoketreatment is not too intense, otherwise themicrobial curing process can be negativelyinfluenced. Some non-smoked variations ofdry fermented sausage are mould-cured,which provides a favourable yeast coatingon the surface of the casing. (See Leistner,1992.)
Antimycotics
A major problem associated with the manu-facturing of dry fermented sausage is thedevelopment of unwanted mould and yeastgrowth on the skin surface of the fibrousreinforced cellulose casings. Effective elim-ination of these moulds and yeasts is nowfeasible by treating the casings with poly-ene antimycotic compounds. Antimycoticsare a specially selected strain of the soilfungus Streptomyces natalensis. Thesecompounds need to be applied in the vari-ous phases of the manufacturing process,ranging from soaking the casings in luke-warm water prior to stuffing to subjectingthe same casings to antimycotics prior toand after fermentation. The final step is anantimycotic treatment, with a water-basedpolyvinyl coating that prevents both mouldand yeast growth and reduces furtherunwanted moisture loss in the finishedsausage – with an added bonus of a signifi-cant improvement of product appearance,increased shelf life and improved handling.
A New ‘Tradition’
For modern processing technologies thatuse direct acidification for rapid curing andaccelerated ripening, vegetable proteinshave become the ingredient of choice toimprove aggregation during the gel forma-tion that binds meat and fat particles. Majorsavings can be obtained with this techniqueas no ‘green-rooms’ are needed to completefermentation. It is important that gel forma-tion is achieved without triggering a buffer-ing effect and lowering the pH, which mayhave a detrimental effect on product quality.
Soy proteins isolates have excellent flavourcharacteristics in these fermented sausages.
There are a number of methods that canbe used to incorporate soy protein ingredi-ents in dry fermented and semi-dry fer-mented sausage. The simplest is to addbetween 0.5% and 1.5%. This will posi-tively affect the performance of the lacticacid bacteria and produce a correspondingdrop in pH. The yield increase as a result ofthe soy protein addition is only marginal.However, the primary gain is a significantdevelopment of firmness. This way, theripening process can be finished a few daysearlier compared with the traditionalmethod, increasing production output andreducing costs.
Lean Meat Replacement
It is also possible to replace part of theexpensive lean meat fraction by creating asoy protein isolate–water gel. For some for-mulae, such a soy protein gel – if necessaryreinforced with konjac flour or sodium algi-nate – can also successfully replace fat.These gels make it feasible to significantlyreduce calories in a cost-effective manner.
There is a subtle difference between aprotein gel and a prepared protein granule.The latter has a particle definition of itsown and will actually substitute for thelean meat fraction while maintaining typi-cal meat-like characteristics. This strongcoherent protein granule can replace up to50% of the formula. The inclusion level ofsoy protein gel is much lower, and thisintermediate ingredient should be regardedas a functional phase to augment some ofthe formula meat. Soy protein granules andgels can be made using a chopper and/or amixer/grinder system. In order to have aclose colour match of the cured meat, thegels are preferably treated with colouringagents such as carmine, angkak (fermentedrice), sandalwood extract, beet extract,paprika extract and pork or beef haemoglo-bin. If soy granules need to be frozen, it issuggested to use a rapid freezing method inorder to avoid sponginess of the granules inthe final product.
Dry Fermented Sausage 225
chap13.qxd 17/11/04 12:48 pm Page 225

Soy protein gels or granules for use indry fermented sausage can be described as awater–protein matrix designed to act func-tionally like meat protein and to replacemeat. The gel or granule can be used toreduce formulation costs and/or improvenutritional quality by lowering the fatcontent. If a colorant is used, it shouldbe dispersed into the water. A slow chopperor blender speed should be used to dis-perse the soy protein isolate over thewater, which should then be switchedto a high speed (chop for about 4 min,or blend for about 12 min), until a glossygel forms. Chill with CO2 or N2 in thechopper or blender, or freeze and hold foruse.
The gel can be sized-reduced to a 15mm granule. These granules are mixed withthe size-reduced meats together with allother formula ingredients. Final process
chopping or mixing time should be of shortduration to avoid smearing and to minimizesalt-soluble protein extraction. Overworkedmeat products lack particle size definition,and ‘fattening out’ can occur. Salt alwaysshould be added towards the second half ofthe chopping or blending to limit salt solu-ble protein extraction.
For certain price-sensitive dry fer-mented products, textured soy protein con-centrate can also be used. A good startingpoint is 10–20% meat replacement. TheTSPC should preferably be cold waterhydrated, using a water to protein ratio of2.2:2.5. On this basis acceptable productscan be made, though it should be taken intoconsideration that TSPC will not absorb thetypical cured meat colour. Hence the TSPCgive the impression of being ‘fat’ particles.The use of soy protein granules is still thepreferred method.
226 Chapter 13
References and Suggested Reading
Hoogenkamp, H.W. (1998) Regional variations on fermented sausage. Meat International8(5), 33–36.
Leistner, F. (1992) The essentials of producing stable and safe raw fermented sausage.Fleischwirtschaft 3, VI–IX.
Proeller, T. (1994) Tailor-made cultures for fast and safe production of fermented drysausages. Fleischerei (10) X–XVI.
Rust (1993) Meat Processing Short Course Compendium. Iowa State University, Ames,Iowa.
chap13.qxd 17/11/04 12:48 pm Page 226

Formulation Examples: Dry Fermented Sausage
Hungarian salami
Ingredient %
Beef 90 CLb 28.00 Pork shoulder 28.00 Pork back fat 28.00 Soy protein isolate gela 13.00 Curing salt (0.6% NaNO2) 2.40 Dextrose 0.30 Sweet paprika powder 0.05 Garlic powder 0.05 White pepper 0.20 Total 100.00
aSuggest high gelling SPI.bChemically lean.
Procedure:1. Gel preparation one day prior to use: 1 part of soy protein isolate; 3.6 parts of water;2% caramel; 0.5% fermented rice (angkak).2. Store gel overnight at –4°C.3. Chop semi-frozen pork fat (–4°C) to approximately 6 cm size.4. Add all meats, gel and curing salt and chop at mixing speed to approximately 4–6 mmsize5. Towards the end of the chopping cycle add starter culture.6. Stuff mixture into 48–50 mm casings and store overnight at 16°C.7. Total drying time is 14 days at a temperature range from 20°C to 16°C and a RH from93% to 78%.
Salchichon (Spain)
Ingredient %
Pork shoulder meat 50.00 Pork meat 80CL 10.00 Pork belly 24.00 Soy protein gela 10.00 Salt 2.30 Curing salt (0.6% NaNO2) 0.15 Sodium ascorbateb 0.05 Dextrose 0.30 Lactosec 2.60 Phosphate 0.30 Carmine colour 0.05 White pepper 0.25 Starter cultured
Total 100.00
aSuggest high gelling SPI.bAlternative: sodium erythorbate.cRecommended: 200 mesh.dBlend of staphylococci, lactobacilli, pediococci.
Dry Fermented Sausage 227
chap13.qxd 17/11/04 12:48 pm Page 227

Gel preparation one day prior to use: 1 part of soy protein isolate; 3.6 parts of water; 2%caramel; 0.5% fermented rice (angkak) or carminic acid or blood colour; store gel at–4°C.
Procedure:1. Chop or grind semi-frozen pork fat to approximately 6 cm size.2. Add all tempered meats, gel and curing salt and chop at mixing speed to approxi-mately 4–6 mm size.3. Towards the end of chopping cycle add starter culture.4. Stuff mixture into 60–80 mm casings and calibrate overnight.5. Fermentation at 24°C, 85–90 RH for 38 h to pH 5.6. Drying at 12–14°C, 70–72 RH for 33–35 days, yielding 70%.
Chorizo salami (Mexico)
Ingredient %
Pork trimmings 70CL 72.00 Pork back fat 9.80 Pork salivary glands 10.00 Water 4.00 Salt 1.00 Curing salt (0.6% NaNO2) 0.15 Soy protein isolatea 1.00 Glucose 0.30 Lactose 0.20 Oleoresin of paprika 0.20 Spanish paprika 1.30 Sodium ascorbateb 0.05 Starter cultureor encapsulated lactic acid
Total 100.00
aSuggest low gelling SPI.bAlternative: sodium erythorbate.
Procedure:1. Coarse grind temperature-chilled pork meat and fat to approximately 30 mm.2. Reduce meat and other ingredients in chopper to about 5 mm.3. Chop at mixing speed and add starter culture.4. Fill in 35 mm natural casing and link to size.5. Ferment at 35°C and 90% RH to pH of 4.8–5.0.
Chicken chorizo (Mexico)
Ingredient % %
Chicken trimmings 35.00 35.00 Chicken thigh meat 25.00 25.00 Pork trimmings 70CL 25.00 25.00 Water 8.50 8.50 Salt 2.40 2.40 Curing salt (0.6% NaNO2) 0.20 0.20 Sodium ascorbatea 0.05 0.05 Dextrose 1.00 1.00 Soy protein isolateb 0.50
228 Chapter 13
chap13.qxd 17/11/04 12:48 pm Page 228

Soy protein concentrateb 0.50Paprika powder 0.80 0.80 White pepper 0.20 0.20 Marjoram 0.10 0.10 Red wine 1.00 1.00 Onion powder 0.10 0.10 Garlic powder 0.05 0.05 Nutmeg 0.10 0.10 Optional: encapsulated lactic acidTotal 100.00 100.00
aAlternative: sodium ascorbate.bSuggest low gelling SPI or FSPC.
Procedure:1. Fill into 30 mm natural casing and link into lengths of approximately 10 cm.2. Hold the stuffed chorizo overnight to cure and transfer to ripening room and smoke-house.
Pepperoni sausage (Canada)
Ingredient %
Beef meat 70CL 20.00 Pork luncheon meat 20.00 Pork 50CL 30.00 Soy protein isolatea 2.00 Water 8.00 Dextrose 0.90 Sodium ascorbate 0.04 Pepper 0.20 Nutmeg 0.06 Salt 2.60 Curing salt (0.6% NaNO2) 0.20 Soy protein granules (1:3)a 16.00 Starter culture Or encapsulated lactic acidTotal 100.00
aSuggest high gelling SPI.
Procedure:1. Prepare the gel from 1 part of soy protein isolate and 3 parts of water. Freeze the gel
and hydroflake or grind before use in final product preparation.2. Grind or hydroflake all semi-frozen meat and fat (approx. 13–19 mm).3. Final size (approx. 3–5 mm) pre-ground or flaked meat material together with the gel
flakes.4. Add starter culture, seasoning.5. Continue chopping or blending until uniformly mixed.6. Add salt and curing salt.7. Stuff into 6 cm diameter edible collagen casings.8. Ferment at 37°C, 90–95% RH until pH reaches 5.2 or less. This will take approx.
12–16 h.9. Cook to an internal temperature of 54°C and hold for 30 min.
10. Dry at 14°C, 70% RH to a water activity of 0.80–0.85.
Dry Fermented Sausage 229
chap13.qxd 17/11/04 12:48 pm Page 229

Few processed meat products have evolvedinto such a variety of distinct flavours, tex-tures and visual appearances as liversausage and pâté delicacies. Most probably,the original liver sausage finds its rootsback in the German town of Braunschweig.This formula was made from pork liver,pork jowls, some milk and seasoning. Theoriginal recipe did not contain added water,which was very typical for that time.
The textural characteristics are manip-ulated by specific temperature treatment ofthe pork jowls, pork fat and skin or rinds,prior to processing. In liver products, theliver proteins have a unique stabilizing rolewithin the matrix. Unlike myofibrillar pro-tein, liver protein actually creates a granu-lar network. That is the reason that the livernearly always is used in a raw or blanchedform. During comminution, or fine sizereduction in the presence of salt, the rawliver proteins form a thread-like network,which changes its behavioural characteris-tics when the liberated fat from its cellwalls is finely distributed into a granular orglobular network. This liver protein matrixstabilizes fat when heated. A liver sausagematrix is so vastly different from an emulsi-fied frankfurter sausage that some meat sci-entists refer to it as stabilized foam, ratherthan a meat emulsion.
Like dry fermented sausages such assalami, liver sausage has traditionally con-tained elevated levels of fat. Tech-nologically, the main function of fat in liversausage or pâté is to regulate texture andspreadability (Fig. 14.1). The desire for fat
reduction has influenced some of the for-mulae of liver products. Most probably, theconsumers consider liver products as a del-icacy that is beyond the need to reducecalories. However, a number of spin-offliver products, including spreads, havebeen developed in which the fat has beenreplaced by a combination of water, oil (orcollagen-rich meat) and functional soyprotein.
In principle, there are two chopping orblending methods for liver sausage manu-facturing. The ideal method depends onwhether or not the meat and fat is blanched,or partially cooked. Temperature treatmentbefore the actual processing creates distinctflavour and texture attributes and is oftenthe only difference between regional prefer-ences.
When uncooked meat and fat are used,it usually is recommended to chop the lean
230 ©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
14Liver Sausage and Pâtés
Fig. 14.1. SEM photograph showing cooked livermatrix, indicating fat globule cavities. Source: MeatResearch Institute, Kulmbach, Germany.
chap14.qxd 17/11/04 12:49 pm Page 230

meat with half the salt and half the water toabout 4°C. At that point, the fresh or scaledliver is added, together with the curing saltand the balance of the salt. The temperatureslowly will increase, and when a tempera-ture of about 12°C is reached, the choppedliver slurry will start to bubble. At thatpoint, the functional non-meat protein isadded, together with the balance of thewater and the seasoning. When the bubblesrecur, the pre-ground pork jowls and backfat are added. The continuation of the chop-ping increases the temperature to 16–18°Cand the liver emulsion is ready for stuffingand further processing.
It is also possible to opt for a choppingmethod that allows greater processing free-dom, including the choice of raw meatmaterials. For this method, it is required toblanch the meat, pork jowls, rind or skinand connective tissue. Blanching usuallyrequires heating in a kettle for some 20 minto a temperature of about 70°C, which soft-ens the structure of fat and fatty tissue.
Processing starts by hydrating the func-tional soy protein powder in sufficientamounts of water, followed by the additionof blanched fat and fatty tissue. Dependingon the speed of the chopper, the knives’ set-ting and the water/non-meat protein/fattytissue ratio, an emulsion will be formedthat will serve as the carrier for the liversausage. For optimum spreadability, theemulsion should reach a temperature of55–60°C. It will be necessary to continuechopping until the added pre-cooked meatis well distributed throughout the carryingemulsion. To this emulsion, raw or scaldedliver is added. The temperature of the emul-sion will fall back to about 35–40°C. Toprevent premature denaturation of theactive liver protein, care should be takenthat once the raw liver has been added, thechopping temperature does not increasebeyond 45°C.
The use of pre-emulsion technology asa base stabilization for liver products,including pâté delicacies, generally pro-vides a significant larger fat–water stabiliza-tion range, including increased variationsto manipulate texture and to regulate slice-ability and spreadability. As a rule of
thumb, at higher pre-emulsion tempera-tures, or when the fat is pre-blanched, theend product is softer and more spreadable.Lower emulsifying temperatures increasefirmness and create sliceable products. Theuse of frozen liver usually decreases the sta-bility range of the fat–water ratio, but still isbetter compared with the traditional chop-ping sequences where extracted liver pro-tein is the predominant provider foremulsification. The same is true for fats thatare difficult to stabilize. Pork leaf fat (flarefat), pork soft belly fat and beef suet have asmaller fat–water stability range. Pork jowlsare the preferred fat source for liver andpâté products. Pre-emulsions are also idealvehicles when vegetable oils need to beused as a replacement for animal fats.
Liver sausage emulsion should ideallybe filled under vacuum at a temperature of40°C or slightly higher. The sausage can beheat-treated by water or steam cooking. Thecore temperature should reach 74°C. Also,smoke can be applied as part of the thermalprocessing. Finally, the sausages are cooledin a water bath or cold shower, and ifdesired, cold smoke can be applied whenthe internal temperature has been reducedto 25–30°C.
Functional soy protein ingredientsallow processing and product formulationwith a wide range of variations in inclusionlevels of water, fat, meats and liver. Thepossibilities are only limited by the imagi-nation, and the formulae are too many tomention.
Liver Pâté
The transition from liver sausage to the cre-ation of pâté is a logical extension of theproduct range. Pâté is a traditional upscaleFrench charcuterie product that is availablein a wide array of distinctive meats andflavours. These products can be made fromall muscle food selections. Within thesechoices there is great freedom in ingredientselection, including replacing animal fatsources with vegetable fat in order toreduce cholesterol. Also, vegetarian pâtésand vegetable mousses can be made, and
Liver Sausage and Pâtés 231
chap14.qxd 17/11/04 12:49 pm Page 231

are of particular interest for consumers whohave special dietary requirements.
It is believed that the original pâté is aregional speciality from Brittany, France,that has been available for over 200 years.This creation, made by combining meatsand spices, has reached a high degree ofartistry. By varying the individual coarse-ness of cooked meats and with the use ofherbs, seasoning, spices, liquor, port wineand brandy, a multitude of subtle flavourscan be created. Pâté with Parma ham andHungarian salami are without a doubt theultimate meat products that reflect ‘savoirvivre’ or ‘the art of life’.
These classic products have survivedthe formula changes that have been so typi-cal for many other processed meat prod-ucts. Many formulae have been adapted toplease regional and even local taste prefer-ences; also the impact of modern dietaryrequirements has resulted in the develop-ment of a range of spin-off versions. For fat-adjusted versions, high fat stability is nolonger a prerequisite. Soy protein hasreplaced much of the role of dairy ingredi-ents. High gelling soy protein ingredientscan successfully be used to obtain optimumslicing and/or spreadability.
The French word pâté means ‘enclosedin a pastry’. Even the ancient German wordpate translates into ‘dough’. Quite often thewords pâté, galantine, rillettes and terrineare used interchangeably by non-Frenchspeaking people. This is not quite right,since there are distinct differences betweenthese delicacies.
These homemade types of delicaciesare still part of the haute cuisine culture ina number of European countries.
It is nearly impossible to describe theprocessing technology for pâté manufactur-ing. Not only are there many different prod-uct descriptions in most countries, but,more importantly, minor modifications inthe sequence of ingredient additions andequipment configurations can have majorimpact on the end results. These variableshave only been increased by the manynew spin-off versions of calorie-restrictedpâtés and spreads. A typical processingmethod can therefore only be given in very
broad terms. The manufacturing processusually proceeds according to the followingpattern:
Blanching
All meat and fatty tissue materials are pre-cooked to a temperature of about 70°C forsome 20–30 min. The pre-cooking orblanching is not only important for flavourand aroma development but also for fixingthe desired textural properties, includingmouthfeel and smoothness. Pre-cookingwill also inactivate the meat protein and de-stress the collagen-rich material, such asjowls and skin or rinds. All these materialscontribute much more efficiently to the sta-bilization of the base emulsion when dena-tured. By varying the pre-cookingtemperature, textural properties can bemanipulated. In general, smooth andspreadable liver pâtés need somewhatlonger pre-cooking than the sliceable ver-sions. However, the contributing functionalingredients also influence the texture.
In a basic pâté emulsion, raw liver is amajor contributor to the stability of theemulsion. It is important to ascertain thatthe fat globules are homogeneously distrib-uted throughout the well-developed liverprotein structure. It is therefore essential totreat the raw liver with sufficient salt to cre-ate the granular, thread-like, liver proteinnetwork. At a temperature of 55°C, the liverprotein network will change from a granu-lar appearance into a globular structure.Consequently, the interaction of the rawliver proteins and the finely comminutedpre-cooked meat and fatty tissue shouldpreferably occur at a temperature lowerthan 55°C. Adhering to these temperatureswill contribute to the formation of a strongnetwork during thermalization. Liver prod-ucts with a low liver content, or where partof the liver proteins have been denatured,usually form a stringy protein network, andthus are inferior in terms of holding theirregular shaped fat globules and remainingfat structures. This problem can increasein magnitude when fat globules releasedfrom the cell walls are so abundant that
232 Chapter 14
chap14.qxd 17/11/04 12:49 pm Page 232

there simply is insufficient active proteinavailable to cover the increased surfacearea.
For these cases, and for a low fat/high-water formula, it usually is necessary tosupplement or duplicate the properties ofthe liver protein. For minor adjustments,there are a number of functional non-meatproteins such as caseinate or egg white thatcan support the emulsions. However, at ahigher inclusion level of 0.8% and more,soy protein isolate is the ingredient ofchoice.
Assembling
After pre-cooking, meat and fatty tissue areadded to the chopper, preferably while stillhot, and reduced to a fine particle size.Next, hot water or stock is added togetherwith selected non-meat protein. Choppingcontinues at high speed until a homoge-neous emulsion has been formed. The tem-perature should be between 40°C and 55°C.At this time, the raw liver is added to com-plete the final preparation of the matrix. Itmight be beneficial to pre-chop the rawliver with salt and cure before addition tothe fat/water emulsion. The addition of the
raw liver to the fat/water emulsion willreduce the temperature to between 30°Cand 40°C. To prevent matrix destabiliza-tion, a filling temperature of about 38°C isrecommended.
After the formation of the basic liveremulsion or matrix, which usually serves asthe carrying phase, there are unlimited pos-sibilities for creating final product specifi-cations. Usually cooked coarse ground meatand poultry are blended in the matrix,together with exquisite flavours and season-ings. When a chopper is used, the knivesshould be set at mixing speed, otherwisethe product’s coarse attributes will bequickly destroyed.
Depending on packing size and weight,the pâtés are oven-baked for up to threehours to a core temperature of 74°C, a rec-ommendation that provides optimal shelflife without affecting the development ofthe delicate flavour and aroma profile.Where ceramic or aluminium containersare used, the pâtés are often decorated withcondiments after baking or cooking andglazed or flamed with aspic. Aspic and hardlard often are poured as a thin film on to thebaked or cooked pâté for eye appeal, andmore importantly to maintain colour andreduce microbial spoilage.
Liver Sausage and Pâtés 233
References and Suggested Reading
Hilmes, C., Cheong, S.H. and Fischer, A. (1993) Microstructure and stability of liversausage as influenced by liver content. Fleischerei, Germany 4, III–VI.
Hoogenkamp, H.W. (1998) Many options for liver delicacy. Meat International 8(2), 35–36.
chap14.qxd 17/11/04 12:49 pm Page 233

Formulation Examples: Liver Delicacies
Braunschweiger liver sausage – liver loaf (USA)
Ingredient %
Pork jowls 40.00 Bacon ends or trimmings 12.00 Liver 37.00 Water 6.30 Soy protein isolatea 1.50 Non-fat dry milk 0.50 Dextrose 0.30 Curing salt (0.6% NaNO2) 0.20 Salt 1.60 Seasoning 0.45 Dried onion powder 0.10 Sodium ascorbateb 0.05 Total 100.00
aRecommend high gelling SPI.bAlternative: sodium erythorbate.
Procedure:1. Chop raw liver with salt and cure until bubble formation occurs.2. Add water/ice.3. Add soy protein and until well hydrated.4. Add ground fatty tissue and bacon ends.5. Add remaining dry ingredients and chop until approx. 16°C. Stuff in moisture-proofcasings and cook in water or steam at 77°C to an internal temperature of 74°C. Chill incold water or ice, or cold shower to 32°C.
Farmer style liver sausage – Hausmacher leberwurst
Ingredient %
Pork liver (fresh or frozen) 30.00 Pork trimmings 50CLb 36.00 Pork jowls 15.00 Pork trimmings 80CL 15.00 Salt 1.80 Soy protein isolatea 1.00 Sugar 0.60 White pepper 0.15 Ginger 0.05 Marjoram 0.10 Nutmeg 0.05 Allspice 0.05 Onion powder 0.20 Total 100.00
aRecommend high gelling SPI.bChemically lean.
Procedure:1. Blanch or scald pork liver in hot water.
234 Chapter 14
chap14.qxd 17/11/04 12:49 pm Page 234

2. Pre-cook pork trimmings, pork jowl and 1/3 of pork liver to 65°C and grind through a12 mm plate.3. Cool temperature to 50°C or lower.4. Add remainder of blanched pork liver to chopper together with salt (cure = optional),and all other dry ingredients.5. Continue chopping until pork livers become ‘bubbly’.6. Add cooked and ground pork inclusions at mixing speed until desired consistency isobtained.7. Stuff in appropriate casings and water- or steam-cook at 70–80°C until a core tempera-ture of 71°C is reached.8. (Smoking is optional provided selected casing is smoke permeable.)9. Cool in cold water or ice.
Liver pâté – base matrix
Ingredient %
Pre-cooked pork jowls 16.30 Pre-cooked pork back fat 16.30 Pre-cooked pork skin (rinds) 5.00 Water or stock 28.00 Soy protein isolatea 2.00 Raw pork liver 28.00 Salt 1.60 Curing salt (0.6% NaNO2) 0.20 Spices and seasoning 0.45 Non-fat dry milk 0.80 Sodium ascorbate 0.05 Dehydrated onions 1.30 Total 100.00
aRecommend high gelling SPI.
Light liver pâté – base matrix
Ingredient %
Pre-cooked pork back fat or jowls 10.00 Pre-cooked pork skin (rinds) 7.00 Water or stock 37.00 Soy protein isolatea 3.20 Raw pork liver 36.00 Salt 1.50 Curing salt (0.6% NaNO2) 0.20 Modified food starch 1.00 Dextrose 1.00 Non-fat dry milk 1.00 Vanilla sugar 0.50 Tomato paste 0.50 Spices and seasoning 0.80 Aroma 0.25 Ascorbate or erythorbate 0.05 Total 100.00
aRecommend high gelling SPI.
Liver Sausage and Pâtés 235
chap14.qxd 17/11/04 12:49 pm Page 235

Pâté creme (Belgium)
Ingredient %
Pre-cooked pork skin (rinds) 8.00 Pre-cooked pork back fat 40.00 Water or stock 20.00 Soy protein isolatea 2.00 Raw liver 25.00 Salt 1.40 Curing salt (6.25% NaNO2) 0.20 Port wine 2.00 Dextrose 0.90 Spices and seasoning 0.45 Ascorbate or erythorbate 0.05 Total 100.00
aRecommend low gelling SPI.
Procedure:1. Chop pre-cooked pork skin (rinds) and pork back fat to fine particle size.2. Add water or stock.3. Add soy protein, and emulsify at 40–55°C.4. Add raw pork liver, salt and curing salts, other ingredients and flavours.5. Continue chopping, temperature not exceeding 50°C.
Liver margarine (Norway)
Ingredient %
Margarine 40.00 Water 30.00 Soy protein isolatea 3.00 Liver (pre-chopped) 20.00 Salt 1.20 Curing salt (0.6% NaNO2) 0.12 Ascorbic acid 0.05 Non-fat dry milkb 2.00 Wheat starchc 3.20 White pepper 0.20 Mace 0.10 Ginger 0.05 Cardamom 0.05 HVP 0.02 Ground garlic 0.01 Total 100.00
aRecommend low gelling SPI.bAlternative: sweet dairy whey powder or lactose.cWheat starch is not necessary from a stability point of view. However it can be used to regulate textureand mouthfeel.
Procedure:1. Melted fat is added into the chopper or emulsifying equipment.2. Water and soy protein isolate are added.3. Emulsify until a white and stable emulsion is formed. Make sure the emulsion temper-ature is adequate.
236 Chapter 14
chap14.qxd 17/11/04 12:49 pm Page 236

4. With salt and cure pre-chopped liver is added. Ascertain that emulsifying temperatureis <55°C.5. Add balance of salt, seasoning and non-fat dry milk powder.6. Add wheat starch.
Meat cream (Russia)
Ingredient %
Pork jowls 25CL 16.00 Pork trimmings 60CL 32.00 Pork skin (rind) (blanched) 16.00 Water 24.00 Salt 1.40 Curing salt (0.6% NaNO2) 0.15 Non-fat dry milk 1.20 Soy protein isolatea 5.00 Sautéed onions 3.00 Sugar 0.40 Nutmeg 0.30 White pepper 0.10 Coriander 0.05 Mustard powder 0.40 Total 100.00
aRecommend low gelling SPI.
Procedure:1. Chop blanched pork skin (rind) to fine particle size.2. Add water and soy protein isolate and chop at high speed to coherent ‘emulsion’.3. Add all meat and fat together with ingredients and chop to strong meat batter.4. Inject steam or cook in cutter to 50°C.5. Pass meat batter through emulsifier.6. Fill in impermeable casings of approx. 50–60 mm diameter.7. Cook for 1 h until 72°C core temperature.8. Chill to <6°C.
Liver cream (The Netherlands)
Ingredient %
Pork fat 38.00 Pork skin (rind/rinds) 8.00 Stock (broth) 20.00 Soy protein isolatea 2.00 Wheat starch 4.00 Non-fat dry milk powderb 1.00 Fresh onions 1.50 Salt 1.00 Curing salt (6.25% NaNO2) 0.15 Seasoning 1.35 Pre-chopped liver 23.00 Total 100.00
aSuggest high gelling SPI.bAlternative: sweet dairy whey powder.
Liver Sausage and Pâtés 237
chap14.qxd 17/11/04 12:49 pm Page 237

Procedure:1. Pre-cook pork fat (jowls) and pork skin (rinds) at 80°C for approx. 20 min.2. Chop pre-cooked fatty tissues to small particle size.3. Add soy protein isolate.4. Add broth (stock) and emulsify at high speed until a shiny emulsion has been
formed.5. Add (pre-chopped) liver and chop at high speed until bubbles start to appear.6. Add non-fat dry milk, seasonings.7. Add wheat starch.8. For very fine texture and mouthfeel, pass liver paste through emulsifier or colloid
mill.9. Texture can be regulated by using broth of varying temperature.
10. Fill into casing or glass or plastic containers.
238 Chapter 14
chap14.qxd 17/11/04 12:49 pm Page 238

During the lifetime of the Flemish painterPieter Breughel, food seemed easy. Some ofhis now world-famous paintings illustratehuge and festive eating parties featuringlots of minimally processed foods.
Unfortunately food is not so simple anymore. A rapidly increasingly world popula-tion that grows by some 80 million people ayear, coupled with demographic changesand evolving social infrastructures inwhich an increasing number of womenenter the workplace, have greatly influ-enced food production, preparation andpoint of consumption.
Although many televised cookingshows depict the joys of cooking, the fact isthat fewer people have either the skill ortime to prepare fresh meat cuts in ‘tradi-tional’ ways. Modern time-strapped con-sumers demand a centre-of-the-plate meatportion that can be prepared in minutes –not hours. Ease of preparation at home thusneeds to be part of the solution.
Protein-stabilized moisture-enhancedfresh meat is one key to that solution, beingless intimidating and more forgiving duringcooking and preparation. Such productscook faster and retain higher moisture lev-els, ensuring premium organoleptical qual-ity, with the added benefits of addedflavour sensations.
It is expected that protein-enhancedmeat will not only create demands from thecash-rich and time-poor societies in indus-trialized countries, but will also quicklypenetrate developing nations to improvemuscle food economics and affordability.
Home preparation and cooking skills ofvarious whole muscle cuts, which seemedso easy a generation ago, have been lost. Notonly do most people these days no longerhave the skill level, but busy parents nolonger have the desire (or the time) to spendhours in the kitchen preparing a nutritiousmeal from scratch. The same is true for agreat many young professionals, singlehouseholds and empty nesters who arebusy kick-starting their careers or pursuinglifestyles in which the consumption of foodis more important than preparing it.
Over the years, food manufacturershave introduced many meal solutions tobusy consumers, starting with the introduc-tion of TV dinners in the early 1950s, to thecurrent wave of home meal replacements, adevelopment designed to give consumersquick yet consistent, tasty and flavourfuleating experiences.
Meeting Expectations
Consumer demands for leaner cuts of meathave prompted the creation of leanerspecies of livestock that produce more meatand less fat. Unfortunately, especially leanpork can be very sensitive to quality degra-dation if it is overcooked.
In the USA and European Union, meatprocessors and retailers have respondedand worked to make leaner, case-readymeats available. These cuts are trimmedand generally packaged in a modifiedatmosphere system using barrier films and
239©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
15Protein-enhanced Fresh Meat
chap15.qxd 17/11/04 12:51 pm Page 239

trays made with materials such asexpanded polypropylene film.
Of course, pre-packed fresh meat hasbeen available in the supermarket meat casefor some time, so in that sense, case-readymeats are not really new, though new pack-ing technologies have greatly improvedshelf life and meat colour. For example,compared with traditional packaging thatprovides 2 or 3 days of assured shelf life,modified-atmosphere packaging delivers4–6 days. Another advantage is fewer prod-uct returns. Newer tray-forming technolo-gies produce a tray with sides that arealmost vertical, enabling the display of upto 30% more meat in the same space.
It is in the retailer’s interest to elimi-nate meat-cutting activities from the back-room of the store. Increasingly,supermarkets find it difficult to recruit andto retain skilful butchers, while at the sametime, a large majority of shoppers place ahigh value on the store’s fresh meat qualityand the physical presence of a ‘butcher-chef’. Ultimately, the role of the masterbutcher will evolve from a production-ori-ented job to a sales-focused role in whichcustomer interactions will provide muchneeded selection and preparation sugges-tions. Additionally, case-ready meats areproduced under the inspection of theUSDA (or similar government pro-grammes), limiting the chances for micro-bial contamination and redirecting liabilityto the meatpacker if a food-borne outbreakis traced back to the packing plant. Allaspects of sanitation and traceability arehandled by the packer, thus freeing upvaluable time for the retailer. A number ofprimary meat companies have reorientedtheir activities downstream, enabling retail-ers to customize their purchases of cen-trally packaged, ‘made-to-order’ fresh orfully cooked meat products.
The Impact of Packaging
Most consumers do not know that packag-ing can have significant effects on meatquality. Protein-enhanced, case-ready meatcan greatly improve the product’s succu-
lence and tenderness. For beef, the matura-tion process, in which product is agedunder vacuum in a shrink bag for up to 10days, is especially important.
The right case-ready packaging systemfor fresh meat remains a much-debatedissue. No single technology has become thestandard. Moreover, agreement has not yetbeen reached on how to maximize colourand shelf life. Typically, case-ready packag-ing systems use some combination of car-bon dioxide, oxygen and nitrogen gases toflush the product, making package integritya crucial issue. To maximize shelf life,processors should use modified-atmos-phere packaging systems. The aim is toreduce the amount of oxygen, which wouldotherwise reduce shelf life.
Normally, oxygen should be kept at alevel of 1% or less to avoid premature oxi-dation of the meat. Carbon dioxide inhibitsmicrobial growth, but in order to do so thegas must be present at a level of at least15%. Then again, when the carbon dioxidelevel approaches 30%, the meat can be neg-atively impacted. Nitrogen gas is used tomake up for the difference in the case-readymeat packages.
Beyond the above case-ready packedmeats, new thermoformable packagingfilms are available that can be cooked,cooled and displayed in the same over-wrap. The cook-in format system uses vac-uum skin-packaging technology.
Case-ready meat still finds formidablecompetition from traditional cuts of meatbutchered and packaged at the retail gro-cery store. The consumer still has a deeplyentrenched ‘price-per-pound’ mentality,and margins for traditional fresh meat cutsare increasingly under pressure. How-ever, meat remains a ‘high-involvement’purchase: very often it can be witnessedthat consumers take a lot of time at themeat counter before deciding on their pur-chases.
The growing popularity of the case-ready format is partly the result of more effi-cient centralized procurement, which endsup with a product mix not much differentfrom that which the store was cutting. Butto convince consumers to pay the higher
240 Chapter 15
chap15.qxd 17/11/04 12:51 pm Page 240

prices, a premium must be put on makingsure the displayed quality is closely associ-ated with taste expectations. Young peopletoday, even though they’re looking for com-fort and simplicity, still demand greatervalue from their food store and food servicepurchases. It is very difficult to get con-sumers out of the mindset that value equalsquantity.
Case-ready beef and pork evolvedmuch faster in Europe, especially in theUK. In the USA, case-ready packaging ini-tially received a major boost with the intro-duction of pre-packaged ground beef,which by 2002 had captured a market shareof more than 50%. However, much workstill needs to be done at point of retailbefore a full line of case-ready red meat isavailable on the shelves at all of America’sprincipal grocery chains. Marketing andbranding are needed to educate and con-vince customers to pay a premium; how-ever, the margins for retailers andprocessors need to provide a satisfactoryreturn investment, compared with tradi-tional store-packed fresh meats.
Still, there is little doubt that thearrival of many new brands of case-readymeats is transforming the meat case. Often,colourful package banners promote healthclaims, such as low in fat or natural ororganic.
As with all other innovations, though,case-ready meat products end up beingheavily promoted by the dominant meatcompanies, who have the financial ‘muscle’to create branded programmes and spendvast amounts on advertising, includingprint and TV advertising, in-store mediaand POS-materials and PR support.
Once these efforts are successful, ‘me-too’ products will follow. There are rep-utable food brands that strategically createawareness about newly introduced prod-ucts to make consumers believe that a qual-ity product is now available at a lowerprice, generally by using similar ingredi-ents and packaging. These ‘me-too’ prod-ucts could be considered a copycat of theoriginal, but the fact remains that the newproducts are nearly always cheaper andgenerally widen the overall category.
The Next Step: Protein-enhanced FreshMeat
Within the refrigerated case-ready categorythere are the following segments:
� Enhanced, unflavoured fresh meat.� Enhanced, pre-seasoned fresh meat.� Enhanced, fully cooked meat.
Recently, a new segment arrived: protein-enhanced fresh meat. Protein enhancementor ‘deep marinated meat’ can be defined asa technology using functional non-meatprotein ingredients to diffuse moisture andflavourings – if desired – into fresh meat toexpand cooking tolerances and improveupon sensory eating characteristics. Thistechnology is especially relevant for freshmeat cuts that can be modified in such amanner that rapid preparation time in thehome or food service kitchen becomes fea-sible, making it also well-suited for servingsituations requiring heat lamps at carvingstations or buffet lines.
There is little doubt that refrigeratedheat-and-eat meals are the future of thefresh meat department. These tasty, nutri-tious products simplify consumers’ liveswithout compromise.
These protein-enhanced products canbe marketed as unflavoured or pre-seasonedproducts and are showing great potential,not only at retail but in food service as well.Beef, pork, veal and poultry are well suitedto moisture-enhancement technology. Atfood service preparation stations, skill lev-els are at a minimum, and the pressure is ongreater speed of serving customers consis-tent, great-tasting foods in the shortest pos-sible time.
Protein enhancement of case-readyfresh meat guarantees that the product willlock in juiciness and tenderness, even ifover-cooked. Increasingly, consumers areprepared to pay extra for a product that pro-vides a foolproof method of preparing a ten-der and perfectly seasoned meal. Allprotein-enhanced case-ready meats havefound an enthusiastic consumer response,for example protein-enhanced turkey hasopened up an entire new category and
Protein-enhanced Fresh Meat 241
chap15.qxd 17/11/04 12:51 pm Page 241

moved this quality protein source beyondthe traditional Christmas or Thanksgivingholiday choice.
The Ultimate Convenience
Along with protein enhancement, premiumquality and convenience can be optimizedby pre-cooking the protein-enhanced meat.This delivers ready-to-eat or ready-to-servewhole muscle foods that eliminate time-consuming preparation, which is arguablythe ultimate perceived benefit for futuregenerations. But this emerging category willrequire a different marketing paradigm forboth retailers and end users. Instead of aprice-per-pound, a price-per-serving men-tality needs to prevail. The latter will be anevolutionary process.
Protein-enhanced meats infused with abalanced marinade allow the creation ofintense and bold authentic flavours, whileat the same time utilizing subprimal cuts ofmeat. Examples of protein-enhanced andseasoned meat flavours include peppercornand teriyaki pork tenderloins, herbed porkchops and roasted pork tender-loin with oregano coriander rub, honeymustard, lemon garlic pork loin steaks,Italian-style pork shoulder roast and StLouis-style spare ribs. Similarly great-tast-ing beef foods can be created such asmesquite BBQ and teriyaki-flavoured NewYork strip steak.
Great expectations are on the horizonfor underutilized cuts, such as beef chuckand round. For example, shoulder centrebeef (triceps brachii), known as Ranch steakand Pub steak, has a chuck flavour and asirloin-like texture. These cuts have greatvalue potential when enhanced with anunflavoured or pre-seasoned protein solu-tion. Down the road, these enhanced meatcuts will be marketed fully cooked, whichtotally eliminates the complications of in-home cooking. For example, it is now pos-sible to create real value to these new cutsof steaks and when enhanced with soy pro-tein these cuts offer taste and texture char-acteristics comparable to premium steaks.Some new categories to arrive are:
� Shoulder tender medallions.� Top blade steak.� Shoulder centre steak.
Future expectations for fully cooked pro-tein-enhanced ready-to-eat meat promisephenomenal growth potential. Very fewpeople will argue that the conveniencelevel of today’s basic case-ready meat is rel-atively low. A fully cooked option isalready a step in the right direction, thoughbased on the speed of demographic andsocial changes, centre-of-the-plate meatconsumption will only survive if conven-ience is catapulted into a total meal conceptwhich eliminates not only cooking of meatbut also all other meal components such asfresh vegetables, potatoes and other condi-ments. An example is fully cooked protein-enhanced beef brisket or pot roast togetherwith vegetables packed in a rather revolu-tionary master tray with separate spaces forall meal components to optimize idealreheating conditions, if necessary. Lessmess, less work, less waste, more taste.
A protein enhancement process is alsodesirable as a way to maintain HACCP(Hazard Analysis Critical Control Point)controls standards for fresh meat productsand retain the juiciness after pre-cookingand secondary reconstitution. The latterprocess is a major cause of consumer com-plaints because fresh meat that is not pro-tein-enhanced is often perceived as dry,tough and lacking in succulence. Moistureenhancement by means of functional pro-tein modification can also improve the eat-ing quality of muscles affected with pHirregularities, such as PSE pork schnitzels.
A Strategic Partnership
There are several functional protein ingre-dients that can enhance case-ready meat. Inprinciple, functional protein ingredients ofeither animal or vegetable origin could beused. In practice, it is essential to choose aprotein that quickly disperses, hydratesfully and solubilizes in water or marinade.Equally important is its ability to diffusecompletely throughout the muscle cells
242 Chapter 15
chap15.qxd 17/11/04 12:51 pm Page 242

without damaging the integrity of the meatstructure.
As always, the primary concern isflavour and fresh or fully cooked meat cannow be protein-enhanced with novelflavourings or marination systems – a sim-ple way of adding value. Flavour-enhancedmeat should preferably mimic authenticculinary blends of herbs, spices, oil, wine,vinegar, with added functional proteiningredients.
The soy protein ingredient selected forthis application should combine an ultra-clean flavour profile with rapid absorptionproperties. The protein’s clean flavouruniquely supports added flavour diffusion,while allowing processors to maintain nat-ural, distinctive meat flavours in the finalproduct. Soy protein isolate can help main-tain the protein structure of the fresh meatand maintain the juiciness and tendernesswhen genetics of the animal (especiallypork) are prone to PSE (pale soft exudate).Research shows that pigs with more leanhave greater toughness and poor water-holding capacity. Soy protein isolate hasdemonstrated a unique capability for simu-lating lean meat texture while it remainsinvisible within the meat structure.
What’s the optimal level of added pro-tein in enhanced meat? The percentagedepends on cooking and flavour objectives,along with price targets. Usually, fresh meatcuts are enhanced by injecting from 8% to25% protein-stabilized moisture (with orwithout added flavours), along with lowlevels of encapsulated salt, sodium orpotassium lactate and sodium diacetate.The latter additives can be replaced by asomewhat more label-friendly blend ofbuffered vinegar and lemon juice or withcitric acid. In either case, the basic ingredi-ent formulation is functionally enhancedby the addition of 0.8–1.4% of soy proteinisolate to lock in flavour and moisture dur-ing cooking.
Marination Variables
Rubs and marinades are often used toenhance product taste and appearance.
Rubs are applied to the surface of the meatand are typically a blend of spices andherbs, available in dry or paste form. Pre-massaging meat generates some salt-solubleprotein extraction, which creates a tackysurface which increases adherence of therub or glazes. Besides flavour enhancement,rubs also can provide texture or crunchcharacteristics.
Unlike rubs, marinades penetratedeeper into the meat membranes and candeliver texture improvement. Quite oftensalt, phosphate and functional soy proteinare added together with an acidic compo-nent such as citrus juice or tenderizingenzymes. Muscle fibres swell when treatedwith a salt solution, trapping water withinthe fibre bundle. The presence of smallamounts of alkaline phosphate basicallyraises pH, promoting solubilization. Thelatter helps to increase the viscosity of thesarcoplasmic fluid. Some caution should beexercised regarding the use of phosphate inprotein-enhanced meat. Too high levels ofadded phosphate are likely to create a ham-like texture, and this particularly occurswhen the product is massaged or tumbled.Therefore, if phosphate is used, suggestedlevels of addition should be approximately0.10–0.15%. Even then, the presence ofadded phosphate generally creates tight-ness and compactness in meat structurewhich are often seen as less desirable byconsumers. On the other hand, alkalinephosphates (and sodium erythorbate) arevery powerful chelators that assist in reduc-ing oxidation. Under the right conditions,some metal ions, including iron, are power-ful pro-oxidants. Binding these ionsreduces their ability to initiate oxidation ofthe fats, which results in off-flavour and off-odour.
The presence of solubilized soy proteinisolate will significantly increase moistureentrapment, preventing it from leaving themarinated product as purge. It is recom-mended to select low viscosity soy proteiningredients in order to prevent blockages inthe injection needles. Vacuum tumbling ormassaging accelerates penetration of func-tional marinade ingredients. The pH of themarinade should preferably be equal to or
Protein-enhanced Fresh Meat 243
chap15.qxd 17/11/04 12:51 pm Page 243

higher than that of meat. Lower pH cannegatively affect the water-holding capacityand can lead to a tougher and drier end-product.
For simple brine systems, the protein-stabilized moisture is normally prepared byfirstly dispersing the soy protein isolate,followed by the addition of other compo-nents, such as salt and sodium or potassiumlactate. Static mixers can be used for thisrelatively simple process: however, withmore complex marinade systems moresophisticated equipment is required.
Depending on the type of proteinenhancement, organoleptic properties ofthe meat can be manipulated to meet con-sumer satisfaction. Protein enhanced case-ready meat products can only be successfulthough if the products are of higher qualitythan that of the original fresh meat cuts.The organoleptic properties are usuallycharacterized in descriptive words such astenderness, juiciness and flavour.Tenderness is directly related to the degra-dation of the muscle fibre, the contractilestate of the muscle and the presence andlocation of the connective tissue and fat.Meat juices normally contain many aro-matic, volatile components and enzymeswhich also help to soften the meat andassist in the proper slow release of its juicesand flavours during chewing. Flavour andaroma release involves a very complex andintense interaction of the four basic sensa-tions: salty, sweet, acidic and bitter.
Besides economical considerationsincluding cost advantages generated byease of preparation, and using less skilledlabour, the main advantage of meatenhancement is to improve organolepticparameters and thus reduce the variabilityof the sensory quality of the meat itself.Subsequently, meat enhancement by meansof protein augmentation may be summa-rized as follows:
� Increased water-holding capacity duringthermalization or cooking.
� Relaxation of muscle fibres by boostingthe added protein content which allowstexture improvement.
� Uniform and even distribution of added
ingredients throughout the muscle struc-ture, including the benefit of reduceddrip-loss.
� Reducing the impact of meat genetics andpH variations such as PSE meat.
� Maintaining or improving nutritive qual-ity and values.
To accomplish major technologicalimprovement of protein enhanced case-ready meat, it is important to select a brineinjector that does not form marinade pock-ets around the needle, but instead provideshigh-speed spray diffusion as micro-dropsduring the needle’s downward strokes. Thismethod secures deep penetration of themarinade without causing damage to themuscle structure.
Protein-enhanced flavoured case-readymeats usually contain a number of waterand/or fat-soluble spices. It is thus impor-tant that dispersion includes a certaindegree of homogenization, and that the sta-bility over the time needed for dispersedphases to coalesce or separate is ensured.Marinades containing small amounts ofadded oil contain an emulsion formed bydroplet particles, which are interfaciallystabilized or coated by the functional soyprotein isolate.
The most efficient method for prepar-ing marinade dispersions is the use of mix-ing systems such as low-shear or high-shearmixing equipment, depending on the typeof marinade used. Oil stabilization in a liq-uid cannot be accomplished by conven-tional agitation, and subsequently must bedone by a high-shear mixing device. Toensure proper stabilization of the marinadedispersion, a rotor/stator type of mixer isrecommended, preferably one with a high-speed rotor with speeds of up to 2000 rpmmounted inside a stationary housing or sta-tor. Other options include a colloid mill,roto-static mixer or similar piece of equip-ment, for example a high speed device withcapabilities to act as a crushing mill spe-cially designed for the preparation of highlyviscous brines and marinades.
Marinades can also be injected (Fig.15.1) under low pressure into whole musclesections, preferably using a dense needle
244 Chapter 15
chap15.qxd 17/11/04 12:51 pm Page 244

pattern (Fig. 15.2). But spray injectionunder constant pressure is important toensure uniform distribution of the protein-enhanced marinade without ‘dead zones’.The injector should consistently deliverspray injection in a single pass while secur-ing ideal moisture retention and piece-to-piece accuracy. Preferably equipmentshould be used in which the needle willonly inject if it touches the product’s sur-face; if it touches bone, injection stops andthe needle retracts in the air head. Lowerquality meat can be treated with a built-intenderizer before or after protein enhance-ment. Excess brine is filtered in the tank,then recycled. It is important to use aninjector that has a feature to provide rapidammonia or glycol chilling marinade, orbrine tanks to rapidly drop liquid tempera-tures to about 2°C.
Ultraviolet light is a relatively newtechnology that has become available todisinfect brines and marinades. Theseopaque liquids often contain solid particlesand organic matter and UV can be used forcontrolling pathogens and this effectivelyreduces the total plate count, improvingproduct shelf life.
After further processing, such asmassaging or tumbling, the meat can beslightly crust frozen to allow more accurateportioning, if desired. Low levels of protein
enhancement do not necessarily requiretumbling or massaging. However, at levelsgreater than 10%, tumbling or mas-saging improves flavour diffusion and finalproduct succulence. After injection ofthe protein and flavour solution, enhan-ced meat can be treated with an additionalcoating or dipping for eye appeal and/or to meet a specified cooked colour (Fig.15.3).
Health Benefits
Overall, soy protein isolate helps to deliverfirm, consistent, meat-like texture anddesirable eating qualities, significantlyreducing the purge of natural juices andensuring succulence even under ‘abusive’situations, such as extended holding timesor home freezing, cooking and microwav-ing. Soy protein ingredients all have incommon a high-quality standard of proteincomparable nutritionally to lean meat,milk and egg protein, with no cholesterol
Protein-enhanced Fresh Meat 245
Fig. 15.1. Close-up of a brine injector with denseneedle pattern. Source: P.H. Hoogenkamp.
Fig. 15.2. Crates of protein injected pork loins.Source: Convenience Food Systems (CFS).
chap15.qxd 17/11/04 12:51 pm Page 245

References and Suggested Reading
Hoogenkamp, H.W. (2003) Protein enhanced. The National Provisioner USA 9, 78–85.Hoogenkamp, H.W. (2004) Protein enhanced case-ready meats. Asia Pacific Food 1
(Suppl.).Rocha, A.E. (2000) El marinado de la carne de ave. Carnetec Sept–Oct, 28–32.Vote, D.J. et al. (2000) Inspection of beef strip loins with solution containing sodium
tripolyphosphate, sodium lactate, and sodium chloride to enhance palatability.Journal of Animal Science 70, 952–957.
Xargayo, M., Lagares, J., Fernandez, E., Ruiz, D. and Borrell, D. (2001) Marination of FreshMeats by Means of Spray Effect: Influence of Spray Injection on the Quality ofMarinated Products. Metalquimia Technolo, Girona, Spain.
and virtually no fat. In clinical research,compelling evidence indicates that addedsoy protein offers tremendous potentialhealth benefits.
Protein-enhanced meat is a naturalconcept that satisfies the consumer’s needfor convenience and, at the same time, sat-isfies the desire for no-risk preparationwithout a lot of culinary skill or knowledge.In spite of a continuing exodus from thekitchen, consumers are increasingly seek-
ing pleasure from everyday meals, andcase-ready fresh meat selections should beappreciated as a high-quality compromisefor those people who demand convenience,but who still want to cook meat. Eventually,the standard will become enhanced meatcuts that have been pre-cooked to perfec-tion, reflecting memories of the grand olddays of enjoying a home-cooked, seasonedpot roast – a time when life was a whole lotsimpler.
246 Chapter 15
Fig. 15.3. Integrated line set-up of enhanced meat processing. Source: Convenience Food Systems (CFS).
chap15.qxd 17/11/04 12:51 pm Page 246

Protein-enhanced Fresh Meat 247
Formulation Example: Protein-Enhanced Fresh Meat
Protein-enhanced pork or beef loin
Ingredient %
Pork loin or beef loin 76.92 Water 20.31 Salt 0.95 Phosphate 0.38 Soy protein isolatea 1.44 Total 100.00
a Suggest low viscosity SPI.
Procedure:1. Mix soy protein isolate with cold water in high-speed mixer until smooth.2. Add phosphate, mix until dissolved.3. Add salt, mix until dissolved.4. Inject pork or beef up to 30%.5. Gentle massaging cycle for 20 min.6. Fresh tray packing or7. Crust freeze and slice into chops and cook through impingement or8. Cook to 71°C and cut at food service station.
chap15.qxd 17/11/04 12:51 pm Page 247

chap15.qxd 17/11/04 12:51 pm Page 248

Adhesion Refers to the degree of stickiness between two muscle parts or how well coatedbatter sticks to the surface of the substrate. The latter is achieved with temperature,ingredients, absorption and compression.
Air knife An air blower used in batter and breading equipment and co-extrusion equip-ment to remove excess batter or breading from the coated product. Co-extrusion linesuse air knives to remove excess liquid smoke and to reposition sausage to avoid beltimprints.
Air velocity Speed at which air travels as calculated in metres per second.American breadcrumb Yeast-leavened dough, baked, dried and granulated to desired
specifications.Antioxidant An additive that retards oxidation. Oxidation of fats and oils in particular
results in off-flavours and rancidity. Pork back fat has low levels of linoleic andlinolenic acids, which makes it less prone to oxidation. Natural antioxidativeinhibitors are phosphate, rosemary, sage, garlic, mace, ascorbic acid and isoflavone-containing soy protein isolates. Isoflavones are health-proactive phytochemicals pro-viding biological activity in human cells. TBHQ (tertiary butylated hydroquinone) andBHA (butylated hydroxyanisole) are often added to delay the onset of oxidation andtherefore rancidity.
Ascorbate Chemicals of the vitamin C family. Ascorbates are mainly used to accelerate theformation of the curing colour and to establish stable curing colour. An excellent andcheaper alternative for sodium ascorbate is sodium erythorbate.
Auger A diagonal-sloped round device to transport meat or breading to final point ofassembly.
Back slopping A term used to describe the old practice of adding raw, unfermented meatfrom dry sausage production to a new batch to introduce the bacterial culture to a newbatch in order to speed up the fermentation process. See also: starter cultures.
Bake Using dry heat to cook food or meat in an oven.Batter A liquid mixture of water, starches and flour applied to food and meat products
prior to cooking. Batter is also a medium to transfer compatible flavour to the substrateand is often the base layer for optimum breading adhesion.
Batter curtain Continuous thin falling layer or flow of liquid batter through which theformed meat product travels.
Batter dip Usually a very viscous batter liquid where submerged substrates travel throughon a belt with intermesh fingers, which raises the coated substrate, allowing the bat-ter to flow and avoid belt marks. An air curtain will blow off excess batter. Batteredfoods usually are par-fried for 20–40 s at 190°C.
Batter fry Typical process for non-leavened batter application to food as a final layer before
249©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
Glossary
Gloss.qxd 17/11/04 12:53 pm Page 249

frying. The objective is to create a rough to semi-rough texture simulating ‘home-style’appearance.
Batter (meat) Term defining the final meat emulsion prior to stuffing or filling.Batter viscosity Typically relates to the ratio of dry mix to water for coated foods.Belt flip Turning upside down of a formed and coated meat product while product travels
from one conveyor to the other.Belt load The amount of further processed product that can be effectively loaded on and
conveyed throughout the processing line. Usually expressed as kilo weight per squaremetre.
Belt spacing Defined as the distance between two further processed products to preventtouching during frying. Optimization of throughput capacity versus product flawscaused by premature sticking while conveyed into the fryer or cooker.
Binder American–English term for a single ingredient or blend of ingredients which absorbthe free moisture in a processed meat system. For example: carbohydrates such ascereal flours, (modified) food starch, gelatine, mustard flour, soy proteins, milk pro-teins and hydrocolloids.
Biosensors Substances that detect the chemical signature that indicates a biological prod-uct is decomposing. Biosensors can be used as a safety tool for packaging systems.
Biotechnology The use of living organisms or other biological systems in the manufactureof products. Biotechnology is an umbrella term for a collection of scientific techniquesor tools that use living cells and their molecules to make products or solve problemsand thereby improve our lives.
Bite Textural property. Blood protein (blood albumen) Protein derived from freshly slaughtered animals.
Available in frozen liquid form and dried form. Good water- and fat-binding proper-ties.
Blow-off Batter or breading that is released by substrate during further processing. Blow-off is the main cause of sediment in frying oil, reducing its optimum quality.
Braising A cooking method where the food is initially browned, then cooked in a smallamount of liquid, tightly covered, with low heat for a long time. Primarily used fortougher cuts of beef to soften connective tissue. This tenderization can be enhancedwhen acidifiers are used in a pre-marinade.
Breading A baked flour product or crumb, available in many degrees of coarseness and tex-tures, that is applied after the batter. Crumbs provide attractive texture and colourafter the frying process.
Breading machine Equipment used to pre-dust free-flowing varieties of flours and or bakedbreading particles of specific size and shapes, providing full product coating. Crumbbreakage needs to be kept to a minimum to ensure consistency. Newer featuresinclude equipment with a crumb divider allowing different breading to be applied tothe top and bottom of the substrate. Optimum breading distribution is important foroptimizing product characteristics.
Brine A solution of common salt (NaCl) in water. The strength of the brine is measured bythe proportion of salt and water, without taking the amounts of other brine ingredientssuch as phosphate, sugars, non-meat proteins and starches into consideration.
Brine/marinade mixing Equipment for efficiently and rapidly dissolving dry ingredientsand powders into liquids. Dry ingredients are preferably added into the vortex at aslow rate of addition or metered in automatically using a Venturi pipe system.
Broiling Cooking method using direct radiant heat. The heat source is placed above theproduct, and often this method is able to caramelize natural sugars into a brownappearance, creating complex sweet and savoury flavours.
Browning May be caused by Maillard reaction or caramelization. The latter usually occursat temperatures of >148°C, during which dehydration, condensation and polymeriza-
250 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 250

tion take place creating characteristic brown colours. The Maillard reaction beginswith a carbohydrate group reacting with a nitrogen-containing amine group on anamino acid in an environment of dry, high heat.
Browning agents Ingredients that are used to create specific food colours either inuncooked or cooked state, including reducing sugars, caramel, milk powder, egg albu-men and dairy whey powder.
Campylobacter The food-borne microorganism most frequently responsible for diagnosedgastrointestinal illness. Infections come from eating contaminated or undercookedpoultry or meat or drinking contaminated water or milk. The illness is of particularconcern for the elderly and children, and people with weakened immune systems. Seealso: Pathogen.
Capsicum A member of the red pepper family, which provide hot and spicy flavours andaromas, including jalapeno, chilli pepper and paprika.
Caramelization Caramelization is a process in which natural sugars in food are slowlyheated, and then begin to brown. A non-enzymatic browning reaction caused whenhigh temperatures react with sugar. Often used for decorative purposes on liver pâtéor beef pastrami.
Carrageenan A hydrocolloid derived from seaweed of the Rhodophyceae group. In meatproducts kappa (firmer and more brittle texture) and iota (elastic cohesive gel texturethat is less firm) carrageenans are used. See also: Hydrocolloids.
Casings Natural intestines or manufactured analogues which are used to fill or stuff meatmixtures prior to further processing. Natural (collagen) casings come from pig, sheepor cow intestines. These edible casings are fairly elastic and expandable or shrinkable,and are used for the original or classic look. Manufactured casings can be derived fromcellulose, edible or inedible collagen, and can be artificial or synthetic such as plastic.Plastic casings exhibit strength, but are impermeable to smoke and moisture.Manufactured collagen casings universally are used for a wide range of smoked andcooked sausages in varying diameter and shape.
Casing-netting Mainly used to form products into natural and consistent traditional-styleshapes. The casing-netting can be run on high-speed stuffer and clipping equipment.Casing-nets are also available smoke-impregnated to allow faster processing timeswhile improving flavour.
Catalyst A substance which may either facilitate or accelerate a chemical reaction withoutitself being part of such a reaction.
Caustic solution Referred to as an alkaline solution for sanitation purposes, such asremoval of product debris left behind during cooking.
Chargrill A marker device to imprint charcoal marks on formed meat patties to simulateoutdoor grill characteristics. See also: Griller.
Chopper Also known as: bowlchopper or cutter. A half-bowl shaped processing unit,which has the ability to produce a very fine, consistent emulsion. Important are skilllevels of the operator, cutting speed of the rotating knives, knife settings, and bowlrotating speed, knife sharpness, constant knife-to-bowl distance and bowl geometry.
CIP Clean-in-place (CIP) system that allows automation in cleaning of processing equip-ment.
Clipper A machine to hermetically close the ends of sausage casings. Ideally, the choppedor massaged meat product is voided from the casing where the clips are applied toensure a tight seal. All types of casings, such as shirred fibrous, collagen, plastic andreinforced nylon, can be made into chubs, chains of chubs and stick sausages of anylength, including collagen-cased ring sausages.
Coagulation Protein conversion from a liquid to solid or semi-solid state such as occursduring the cooking of an egg. Adjusting pH by adding salts and other ingredients caninfluence coagulation.
Glossary 251
Gloss.qxd 17/11/04 12:53 pm Page 251

Coating Refers to application of pre-dust, batter and breading.Cold pasteurization See: Irradiation.Colloid A colloid is a state of matter where individual particles of a substance are uni-
formly distributed in the dispersion medium of another. When this medium is water,they are called hydrocolloids. See also: Hydrocolloids.
Column dumper Elevator-type mechanism to lift meat containers.Compression roller Following breading application, the coated substrate passes under a
roller which gently presses the breading into the batter. Adjusting roller pressure canmarginally regulate product pick-up.
Concentrated soybean protein Soy flour (50%), soy concentrate (70%) or soy protein iso-late (90%) (on a dry basis).
Conduction cooking Transmission of heat through solid material.Contamination The entry of undesirable organisms that enter physically, chemically or
biologically into processed meat products.Contractile proteins Belonging to the group myofibrillar proteins. Mainly important for
their salt-soluble proteins that make the meat bind and immobilize water.Convection cooking Natural or forced heat transfer by fluid motion, such as the use of fans
to create equal density or temperature resulting in controlled, uniform heating.Cooking intensity Defined as the heat transfer capabilities in an oven determined by veloc-
ity, airflow, product load and heat energy.Core temperature Also expressed as IT (internal temperature). Temperature of a product
measured at its core or centre.Coverage Defines the degree of coating to uniformly cover the food product with as few as
possible voids. Encapsulation is another word for coverage.Cutter See: Chopper.Delta-T cooking The temperature differential from the inside of a product to the atmos-
phere of the thermal processing unit. This method raises the processing temperaturein small steps as the core temperature increases. The differential between the coretemperature and the outside temperature is kept to a minimum to allow expansion,contraction and protein setting of the processed meat product. Delta-T cooking resultsin the lowest yield losses, though this method requires a greater amount of time to fin-ish the processing cycle.
Dew point The temperature at which air at a specific temperature with a specific relativehumidity will release water in the air as condensation.
DFD Dark Firm Dry. High-pH meat usually dark in colour. Characterized as meat with highwater-binding capacity but associated with reduced shelf life, caused by long-termstress.
Direct fired Frying equipment directly heated by electric heaters, gas burners or thermalfluids.
Dispersibility Dispersibility is the situation in which a powder can be mixed with liquid,resulting in a homogeneous product free of lumps. Proteins can be instantized toimprove dispersibility.
DNA (deoxyribonucleic acid) All living cells use DNA as genetic material. Genes from dif-ferent organisms can be quite similar in their basic structure. Biotechnology allows aprocess to design and build new genes that never previously existed in nature. Thisprocess is known as genetic engineering and is also called recombinant DNA technol-ogy. There is little doubt that (trans) genetic modification and manipulation will influ-ence the speed with which consumers will accept these products.
Double pass Product that is battered and breaded, then re-battered and re-breaded. Thissystem is used when pick-up greater than 35% is required.
Dry time The time needed for a coated product to be dry to the touch. Breading ingredi-ents, type and temperature of oil regulate dry time.
252 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 252

Dusting drum Rotating drum mechanism through which a conveyor passes to force drypre-dust or breading on to meat parts such as chicken tenders or bone-in products.
Dwell time The amount of time a meat product spends in a liquid for marinade absorptionor moisture absorption.
Edible films and coatings Edible films can be made from several different materials includ-ing protein (with collagen casings well established throughout the world), lipids andwater-soluble polysaccharides. Edible films are biodegradable and environmentallyfriendly; however, they exhibit poor barrier properties, especially in high humidityand are limited in many uses.
Emulsification The process in which two normally immiscible liquids are intimatelymixed, one liquid becoming dispersed in the form of small droplets or globules in theother. The stabilization of the suspension of one liquid in another. In meat productsfat-in-water emulsions are used, with fat or oil dispersed in a continuous oil–waterphase (o/w). Pre-emulsion is a technology used to pre-stabilize fat or oil in a bowl-chopper. This allows greater use or variety of fats and oils which are stabilized inwater with the help of a functional protein such as sodium caseinate or soy proteinisolate. The fat:water:protein ratio depends on the fat or oil properties, but is usually5:5:1.
Emulsifier Machine to size-reduce meat batter or meat dough to extra-fine emulsions at3000–4000 rpm, delivering several million cutting actions per minute, preferablywithout increasing temperatures. From the emulsifier, the meat is transferred to thestuffing equipment for filling and further processing.
Encapsulation A coating system for an active ingredient or acidulates which will be time-or temperature-released. For example: encapsulated salt, or lactic acid. Direct acidifi-cation, the most common type of encapsulation, prevents the growth of pathogenicbacteria. When an encapsulated ingredient is released from its lipid shell, it lowers pHlevels, increasing acidity in the meat product such as a fermented sausage. Futuredevelopments will allow slow-release acidulation of, for example, a 24 h period at cer-tain temperature ranges.
Erythorbate The salt of erythorbic acid, which accelerates the nitrite reduction reaction tonitric oxide gas, which in turn acts on the myoglobin and the haemoglobin to producenitrosomyoglobin and nitrosohaemoglobin respectively. Results in the typical colourof cured meat. On applying heat at less than 60°C, the cured colour is fixed, whichchanges the compounds into nitrosomyochromogen and nitrosochaemochromogen.Chemically closely related to ascorbates (vitamin C). However, erythorbate is lessexpensive and almost as useful for curing and colour fixation purposes. Erythorbatemay inhibit the formation of nitrosamines. Also inhibits formation of peroxide radi-cals and thus prevents decomposition of pigments, contributing to long-lasting stablecolour in the presence of ultraviolet light and oxygen. See also: sodium ascorbate andsodium erythorbate.
Fat absorption The ability to hold and retain fat. This is important because fat is a naturalcomponent of meat and is required for the overall flavour, taste and appearance aswell as for achieving high cook yields.
Fattening out A term used to describe the presence of fat on the surface of a sausage afterthermal processing. Also known as fat capping. The major causes are: excess or incor-rect grinding, chopping or emulsifying leading to weak emulsions; insufficient addi-tion or selection of non-protein ingredients to reinforce the emulsion structure;loosely stuffed products; (excessive) heat transfer during thermalization.
Fermentation Inoculation of lactic acid bacteria, such as active Lactobacillus bavaricus, ina meat mixture prior to stuffing of a dry or semi-dry sausage. This can be done by tra-ditional direct fermentation by concentrated freeze-dried lactic acid starter culturesconsisting of microorganisms, or indirect acidification by using fat-coated encapsu-
Glossary 253
Gloss.qxd 17/11/04 12:53 pm Page 253

lated lactic or citric acids. Encapsulated acidulants control the acid level (pH) duringcooking, resulting in sausages with a higher margin of microbiological safety.Additionally, the acidulants produce end results that are significantly faster thanusing starter cultures. The acidulants can be mixed into the meat without protein reac-tions, and the acids can be released by a combination of moisture, heat and/or time.See also: back slopping and starter cultures.
Flake ice Shaved ice particles made by an ice-generator to control temperature of a sausagemix during emulsion preparation to avoid premature breakdown of fat and protein.
Flash frying See: Pre-frying.Flavouring agents Ingredients intended to increase, decrease or modify flavour profile in
processed meat products. For example, (liquid) smoke, bacterial starter cultures,sweeteners such as sugar, dextrose, sorbitol, maize syrup and flavour modifiers suchas monosodium glutamate (MSG).
Fleischermeister German-educated and degree-qualified sausagemaker and meat technol-ogy specialist.
Foaming Air entrapment occurring when using sub-optimal methods and ingredients toprepare a brine or marinade, or as these liquids are being transferred into the tanks.Adding marinade ingredients directly into the vortex, reducing the amount of splash-ing and maintaining tight control of circulation pumps to/from the multi-needle injec-tor all reduce foaming.
Footprint Defines the floor space needed for specific equipment. A lower footprint usuallyallows improved manufacturing efficiency.
Forming cups Device made from plastic or metal that exactly matches the contours of theforming plate to allow perfect knock-out properties of the meat-filled cavities of theforming plate.
Forming machine To produce perfectly formed and portioned products in a variety ofshapes and sizes while maintaining the highest levels of product texture, structure,integrity, and maintaining organoleptical properties. Important are parameters such asfast-forming plate exchange, low plate leakage and waste, and high capability ofstrokes per minute with a minimum of downtime. Recent developments allow featuressuch as a memory bank, which adapts to changing conditions, such as pressure in theforming plate, and adjusts temperatures in the press chamber accordingly.
Forming plate Device made from plastic or metal which is inserted into the formingmachine providing exact product shape or contour and product weight.
Free fatty acids (FFAs) FFAs are caused by undesirable conditions of the frying oil, whichgenerates fumes and odours creating off-flavours and darker end products. FFAs sig-nificantly reduce optimum performance of the frying oil.
Freezing Equipment for blast or cryogenic freezing. The most common equipment includesspiral blast freezing and cryogenic freezing. Spiral blast freezing uses temperatures aslow as –35°C using air velocities and cross-flow air patterns, compared with cryogenicfreezing, which uses either carbon dioxide or nitrogen at temperatures as low as –79°Cand –129°C, respectively. Rapid temperature reduction results in small ice crystalsand causes limited separation of solutes and water. It also retards the growth of psy-chotrophic or cold-loving microorganisms that grow at less than –18°C.
Fry tolerance The amount of time needed in the oil fryer to develop specified colour.Fryer A thermal oil, gas or electrical heated unit filled with oil to cook coated foods.
Conveyorized fryers are used for in-line manufacturing processes.Frying A method to cook foods by submerging the substrate into hot oil or fat. Frying cre-
ates a crispy texture that can be changed with the use of various coatings, batters andbreading. Frying creates a rich and fatty mouth feel.
Full fried Full cook. Product which is fried to such a degree that all harmful pathogenshave been eliminated, for example to a core temperature of 72°C.
254 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 254

Functional foods (nutraceutical) Any food or food ingredient that may provide a healthbenefit beyond the traditional nutrients it contains.
Functional soy protein concentrate (FSPC) Functional soy protein concentrate is a tech-nologically improved version of soy protein concentrate (SPC). Compared to SPC,FSPC has superior gelling and emulsification properties and often can be used toreplace soy protein isolate (SPI) in emulsified meat products on a weight-for-weightbasis.
GDL Glucono delta lactone enhances meat preservation by reducing pH level and acceler-ating the curing or fermentation process.
Gelatine Derived from collagen and is present in animal skin, bone and connective tissue.Partial hydrolysis transforms the collagen into a product with varying gel strength orbloom. High-bloom values indicate greater firmness. For meat applications, bloomnumbers generally range from 90 (low) to 260 (high). Gelatine is relatively insolublein cold water and solubilization increases at higher temperatures. Gelatine is thermo-reversible and absorbs at 5–10 times its weight.
Gelation Gelation is the process which transforms fluid materials into semisolid forms.The process of gelation creates the structural characteristics of a large variety of foodproducts, including emulsified meat products. Many different kinds of polymericingredients gel under specific conditions. Proteins normally require higher concentra-tions to gel than other common gelling ingredients. Enzymes, acids, divalent cationsand/or heat are utilized to induce gelation of proteins.
Gelling agents Thickening agents in food and meat systems such as alginates, car-rageenans, locust bean gum, guar gum and xanthan gum. See also: Hydrocolloids.
Glycogen Sugar compound that functions as an energy reserve in muscle tissue. In normalslaughtering, glycogen reduction and ATP reduction will cause lactic acid formationand thus lowering of the pH. Under the influence of low pH, water-binding capacitydecreases.
Granulation Refers to the particle size of ground meat, ground fat or gelled (intermediate)ingredients. Also refers to the particle size of breading.
Greening The presence of lactobacilli, leuconostocs or acid-forming micrococci of aprocessed sausage or ham, creating ‘green rings’ (non-contagious contamination of rawmaterial or equipment existing before processing), ‘green cores’ (contagious due toinsufficient heat processing) and ‘surface greening’ (very contagious contaminationafter processing).
Green weight The weight of the meat before processing or injection.Griller An oven using conductive heating to further process grill foods to simultaneously
brown, cook, char-mark meat patties, chicken breasts and strips, etc. See also:Chargrill.
Grilling A direct heat method of cooking that uses hot or heated coals, wood or gas flamesas the dominant heat source, which is located below the food. The food is usuallyplaced on a metal grill and this system can create unique smoking flavours.
Grinder Equipment with multiple-plate assemblies to size-reduce fresh, chilled or frozenmeat. The system should be self-feeding and collect bone fragments.
Guar A hydrocolloid obtained from the seeds of the Cyanobris tetragonoloba plant. Usedin some processed meat products as a thickening agent.
HACCP Hazard Analysis and Critical Control Point. A systematic and effective method toanalyze a process and identify potential biological, chemical and physical hazardsthat can occur in food. HACCP is also called the ‘hurdle method’, which assemblesmultiple scientific barriers against food product deterioration to act simultaneously,minimizing food-safety risks. A limitation of HACCP is that it only addresses knownfood safety problems.
Glossary 255
Gloss.qxd 17/11/04 12:53 pm Page 255

HACCP definitions:� CCP decision tree A sequence of questions to determine whether a control point
is a CCP.� Continuous monitoring Uninterrupted collection and recording of data such as
temperature on a strip chart.� Control To manage the conditions of an operation to maintain compliance with
established criteria. The stated correct procedures are being followed and criteriaare being met.
� Control point Any point, step or procedure at which biological, physical orchemical factors can be controlled.
� Corrective action The action taken when monitoring at a CCP indicates a poten-tial loss of control or when a critical limit is not being met.
� Criterion A requirement on which a judgement or decision can be based.� Critical control point (CCP) Any location or procedure in food production at
which control can be applied and a food safety hazard can be prevented, eliminatedor reduced to acceptable levels.
� Critical defect A deviation at a CCP which may result in a hazard.� Critical limit A value which separates acceptability from unacceptability.� Deviation Failure to meet a critical limit.� HACCP plan The written document that is based upon the principles of HACCP
and that delineates the procedures to be followed to assure the control of a specificprocess or procedure.
� HACCP plan revalidation One aspect of verification in which documented peri-odic review of the HACCP plan is done by the HACCP team with the purpose ofmodifying the HACCP plan as necessary.
� HACCP plan validation The initial review by the HACCP team to ensure that allelements of the HACCP plan are accurate.
� HACCP system The result of the implementation of the HACCP plan.� HACCP team The group of people who are responsible for developing a HACCP
plan.� Hazard A biological, chemical or physical property that may cause a food to be
unsafe for consumption.� Hazard analysis The process of collecting and interpreting information to assess
the risk and severity of potential hazards.� Monitor To conduct a planned sequence of observations or measurements to
assess whether a CCP is under control and to produce an accurate record for futureuse in verification.
� Operational procedure Routine procedures that are critical to protecting thehealth of customers. These practices include personal hygiene, hygienic food han-dling and sanitation, and procedures that minimize chemical and physical dangers.
� Preventive measure Physical, chemical or other factors that can be used to con-trol an identified health hazard.
� Random checks Observations or measurements that are performed to supple-ment the scheduled evaluations, required by the HACCP plan.
� Risk An estimate of the likely occurrence of a hazard.� Sensitive ingredient An ingredient known to have been associated with a hazard
and for which there is reason for concern.� Severity The seriousness of a hazard.� Target levels Values that are used to assure that critical limits are met.� Verification The use of methods, procedures or tests in addition to those used in
monitoring to determine if the HACCP system is in compliance with the HACCPplan and/or whether the HACCP plan needs modification and revalidation.
256 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 256

Ham press rack Designed to form whole muscle meat products into consistently repeatableshapes and sizes during cooking and/or smoking. The proper amount of compressionallows for uniform pressure to ensure gentle and thorough cooking and cooling.
High pressure cold pasteurizer High processing method by which food or meat productsare subjected to a high level of hydrostatic pressure which inactivates the majority ofmicroorganisms without the loss of organoleptic quality. It is designed to extend theshelf life of pre-packed heat-sensitive meat products.
HMR (home meal replacement) Ready-to-eat, ready-to-heat or ready-to-assemble hot orcold meals or entrées prepared or packaged outside the home that are brought or deliv-ered to the home. A more narrow definition of HMR is meal occasions when the mealprovider does not have the time or talent to cook from scratch and subsequently themeal is prepared by a supermarket, deli or specialized (franchised) fast-food company.
Hydration The ability to take up and hold water.Hydrocolloids Water-soluble macromolecules of high molecular weight that, by binding a
large amount of water, modify the rheology of aqueous systems to which they havebeen added. Hydrocolloids are more closely defined as macromolecular hydrophilic,water-soluble substances which, when dispersed in water, form viscous solutions,gels or pseudo-gels. See also: Carrageenan.
Hydrolysed vegetable protein (HVP) HVP is manufactured by acid hydrolysis of high pro-tein fractions from plant sources such as soy, maize and wheat, which provides pep-tides, nucleotides and free glutamates for flavour enhancement.
Impermeable casing No moisture or smoke can penetrate into the meat product inside thecasing.
Impingement cooking A method of accelerated heat transfer to quickly penetrate the insu-lating layer of air surrounding the food product (conveyor transferred) in the oven.Faster method of forced convection cooking.
Impingement freezing A method using high-speed jets of air to penetrate the boundarylayer around the product; freezing it quickly gives improved yields compared withcryogenic systems.
Indirect cooking Defines a method where heat is introduced into the oven from an exter-nal source, thereby effectively eliminating combustion contact of the food.
Indirect fired Equipment set up where the frying oil is heated outside the frying tunnel.Pumps circulate the oil.
Injection The process of brine, pickle or marinating injection by multi-needles directly intowhole muscle sections in order to manipulate product characteristics such as flavourdistribution. Preferably each needle is individually activated when it penetrates themeat, thus optimizing brine economics. For bone-in product, needles need to retract andstop injecting when touching a bone, subsequently eliminating brine or jelly pockets.Injection is also used as a mechanism to stabilize water in a whole muscle meat system.
Inulin (fibre) A naturally occurring plant polysaccharide extract mainly made fromchicory that improves texture by replacing the mouthfeel of fat and sugar in food, bev-erages, vegetarian preparations and certain processed meat systems. The low-molecu-lar fraction of inulin, with a chain length between 2 and 10 monomer units, is referredto as oligofructose or fructo-oligosaccharides (FOS), prepared by a partial enzymatichydrolysis of inulin. Inulin is a soluble dietary fibre that also serves as a prebiotic. Itstimulates the growth of bifidobacteria and thus promotes enhanced gastrointestinalhealth (colon) and can provide improved bioavailability such as mineral absorptionand help maintain a healthy cholesterol level.
Irradiation (also known as electronic or cold pasteurization) Efficient method to reducepathogens such as Escherichia coli, salmonella, listeria and campylobacter in meatand meat products to a safe level. The potential for consumer illness from pathogensis virtually eliminated. There are three types of irradiation systems used: gamma irra-
Glossary 257
Gloss.qxd 17/11/04 12:53 pm Page 257

diation using Cobalt 60 or Caesium 137; electron beam irradiation; and X-ray (a flexi-ble combination of gamma and electron-beam irradiation). While electron-beam irra-diation is the most viable option for in-line processing and quicker than gammairradiation, it only penetrates 4 cm into the meat. Higher dosages will increase pene-tration, but meat flavours and aromas might be affected negatively. Also, the centre ofa stack of products might not be fully irradiated.
Konjac flour A hydrocolloid made from the amorphosphallus root. Basically there are twotypes: Rivierii oncophallus, which grows in China and Japan, and the Burud rootswhich are cultivated in Myanmar, Thailand and Indonesia. Konjac flour has a water-holding capacity of approximately 200 times its own weight and it is often used inemulsified low fat meat products in combination with starch to create a gel that canbe chopped or ground into white particles to mimic animal fat.
Lactose Milk sugar that is often used as a low-dextrose equivalent type of sugar in brinesfor ham curing to boost dry solid content. Lactose is often used as an ingredient toabsorb off-flavours.
Least-cost formulation A computer-generated mathematical model that first satisfies allrequired product standards and then does so with the least expensive mix of meatselections and ingredients. Least-cost formulation programs are a valuable tool for allmanufacturing segments in optimizing profitability. It also offers R&D benefits toanswer ‘what if’ questions to find alternative ingredient solutions.
Leavened batter Typically baking powder (sodium bicarbonate) or other additives such assodium aluminium phosphate added to dry batter mixtures to raise or aerate the liq-uid batter during mixing and frying or baking to increase product volume and createcertain open and light structural properties. An example: Tempura batter.
Lecithin A complex mixture of phospholipids, triglycerides, fatty acids and other com-pounds that occur naturally in soybean oil. Lecithin is a natural ingredient with inher-ent nutritional value, providing emulsification properties. The molecules of thephospholipid components are both polar hydrophilic (water loving) and non-polarlipophilic (oil loving). Lecithin is often used for instantizing powders and as a releaseagent for encapsulated ingredients such as salt, and serves often as a belt release agentfor products that have been formed, coated, fried and cooked.
Linker A machine that automatically forms or links sausage with natural casings, plasticcasings, collagen casings of equal length, weight, diameter and shape and directlyfeeding into loops for smoking and cooking.
Maceration Multiple incisions deep inside the raw muscle meat sections to cut connectivetissue and membrane layers and/or improve upon salt and phosphate accessibility toenhance release of salt-solubilized proteins.
Maillard reaction The interaction of sugar and protein amino acids – first described byFrench chemist Louis Maillard in 1912. The interactions create pleasing flavours, aro-mas and colours often characteristic of certain foods and meat products.
Marinate Method to diffuse liquids into muscle parts to create flavour sensations andinfluence textural properties. Spray injection allows brine or marinades to evenly dis-tribute without dead zones and with minimal drip loss.
Meat analyser An instrument to accurately and rapidly analyse for fat, moisture and pro-tein in a raw meat mixture. For large manufacturing lines continuous fat analysers areused for on-line compositional testing. Methods used are near-infrared spectroscopy(NIR) and near-infrared transmission (NIT), whereas guided microwave spectrometry(GMS) has been developed for on-line non-destructive measurement of fat, moistureand protein in meat mixtures.
Meat–bone separation Equipment to manufacture mechanically deboned meat. Meat–boneseparators are used for separating meat from sinews and bones for poultry, pork, beefand lamb. Usually no pre-breaking is necessary, but the machines should operate at
258 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 258

very low temperatures, preferably with minimum pressure and low rotationspeed of the auger to ensure minimal temperature increase to maintain fibrous meattexture.
Meat emulsion The term meat emulsion is often mingled with the terms meat batter, meatmatrix, meat comminute and meat dough. A meat emulsion can best be described asa multi-phase system that contains a true solution, gel solution, emulsion, suspensionand some entrapped air or foam. Meat emulsions are distinguished from classicalemulsions because the continuous phase of the meat emulsion is a colloidal matrix ofprotein and salt rather than a simple liquid. Quite a number of viewpoints exist amongmeat scientists, but generally a meat emulsion can be seen as a substance in which dis-crete particles of meat cannot be distinguished.
Meat protein There are three groups: contractile proteins (or myofibrillar protein), plasmaprotein (or sarcoplasmic proteins) and connective tissue (mainly collagen protein).Myofibrillar proteins such as actin and myosin are salt soluble, while the sarcoplas-mic proteins such as myoglobin are water soluble. For emulsification and binding, thesalt-soluble proteins are most important. The typical meat colour is the result of thehaem portion of the myoglobin reacting with the curing compounds such as nitrite.
Microbial spoilage Toxic metabolites causing food poisoning, infection and/or disease.Microorganisms are well distributed throughout the emulsion, but most are killedwhen the internal temperature (IT) reaches 59°C. Ideally the core temperature (IT) ofa processed meat product should reach 71°C. There is also inhibition by the presenceof salt, nitrite and sodium or potassium lactate. Micrococci and yeast can cause aslimy layer to form on frankfurter-type sausages.
Mixer/grinder Equipment that has both mixing and grinding capabilities.Mixers and blenders Equipment that usually is fitted with overlapping paddles, Z-arms or
ribbon devices for quick and homogeneous mixing of meat systems. Equipment can bejacketed for heat-exchange, including steam injection, or fitted with CO2 or liquid N2chilling systems. Machines can be fitted with bottom- or side-discharge and load-cellmounting for automatic meat and ingredient metering.
Modified atmosphere packaging (MAP) An inert gas purges and replaces the oxygen in thepackage before it is sealed. The barrier film overwrap resists the escape of the inert gasfrom the package. Nitrogen and CO2 are the most common gases used. Usually CO2and N2 are mixed. The objective is to prevent oxidative deterioration of a product.
Moisture barrier Protective film to prevent weight loss of meat products due to dehydra-tion if left in open air.
Moisture retention Ability of a food or meat product to hold on to its own juices or addedliquids.
Monosodium glutamate (MSG) MSG is derived from naturally fermented ingredients thathave naturally occurring sources of glutamic acid such as found in meats, peas andmaize. MSG provides a desirable flavour also known as ‘unami’.
Multi-needle injector A mechanical device for brine or marinade injection into the meatprior to mechanical massaging or tumbling.
Multiple pass line A further processing line configuration for pre-dust, batter, breading,batter and breading to achieve high pick-up levels and/or achieve specific organolep-tical properties.
Myofibrillar protein Group of proteins that are classified as actin and myosin and arepartly salt soluble. See also: Contractile proteins.
Myoglobin Pigment in muscle that forms a stable curing colour when nitrite is present.Nitrate Crystalline salts containing, along with metallic constituents, the chemical radical
NO3. Also called saltpetre. In curing, nitrate (NaNO3) must first be converted intonitrite (NaNO2) to become effective.
Nitric oxide The active part of nitrites that combines with myoglobin to form nitrosyl
Glossary 259
Gloss.qxd 17/11/04 12:53 pm Page 259

myoglobin in the uncooked product. Nitric oxide turns into di-nitrosochromes whenthe product is cooked, helping to form a stable curing colour.
Nitrite In meat curing, sodium nitrite (NaNO2) and potassium nitrite (KNO2) are used.Nitrite is a very poisonous compound. Nitrite itself does not react with meat, butneeds to be reduced to nitrous oxide. Once the highly reactive nitrous oxide is formed,it partially reacts with myoglobin and haemoglobin to form nitrosomyoglobin. Thispigment ultimately is responsible for typical end-product colour. Nitrite has thepotential ability to deplete antioxidative properties, and therefore care should beobserved adding the various ingredients in the right sequence.
Oil migration Unstable oil or fat can cause problems within an emulsion or meat matrix(batter). It can deteriorate texture, speed-up oxidation and promote microbial spoilage.
Oil pick-up The amount of oil absorbed by the coating (the batter and breading) during fry-ing. Oil absorption typically ranges from 15% to 20%. Most manufacturers calculatewith an equal exchange of water loss caused by cooking for oil pick-up and do not takemoisture loss into consideration when calculating pick-up. Quite often added non-meat proteins offer yield advantages in this respect.
Organic The term organic refers not to the food or meat itself, but how the food or meat is pro-duced. Organic produce and meat are grown using land management practices obtaininga harmony of environment without the use of synthetic fertilizers, herbicides, pesticides,growth regulators, antibiotics, hormone stimulants or other forms of intensive livestocksystems. Organic foods and meats are minimally processed to maintain the integrity ofthe food without the use of artificial ingredients, preservatives and irradiation. Increasingconsumer concerns about hormones, antibiotics and genetically modified organisms(GMOs) are fuelling demand for organic meat and free-range chicken and veal.
Organoleptical Observations of food quality and impressions as a result of taste, smell andcolour visualization.
Oxidation Taste deterioration when fat and oil turn rancid. A chemical reaction resultingin the loss of an electron.
Oxidation of frying oil Phenomenon describing the reaction of oil with oxygen, ultimatelycausing development of free fatty acids (FFAs) leading to product flaws such as dark-ening of coated foods, off-flavours.
Oxygen barrier Film protection on surface of meat product to retard spoilage and mouldcaused by bacteria which grow only in the presence of oxygen.
Pale soft exudate (PSE) Pale soft exudative muscle with a rapid post-mortem glycolysis andrapid pH decline. Usually light in colour. Low water binding, though with longer shelflife. PSE can be caused by short-time stress prior to slaughtering. Many pigs that yieldPSE pork are genetically prone to porcine stress syndrome which can cause PSE meat.
Pathogen An organism or bacterium capable of producing disease. Pathogen identificationsuch as campylobacter, salmonella, Listeria monocytogenes and E. coli O157:H7 canbe done using the enzyme-linked immunosorbent assay (ELISA).
pH value A measurement on a scale of 14 to 0, reflecting the alkalinity or acidity of theproduct. All values above pH 7 are alkaline and those under pH 7 are acidic. A pH of7 is considered neutral. The further from neutral pH 7, the greater the intensity of thealkalinity or acidity. Meat with higher pH values can bind more water than meat withlower pH values.
Phosphates A functional ingredient that is responsible for increasing (or decreasing) thewater-holding capacity in meat and for reducing the viscosity of the meat batter priorto cooking. Phosphates prevent flavour loss because they contribute to some antioxi-dant functions by binding heavy metals. This appears to be of more significance inpoultry.
Phytochemicals Encompass essentially all plant-produced chemical components such asfound in soybeans. A select group of these components has received considerable
260 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 260
attention due to their possible health-enhancing effects, such as soy genistein and soydaidzein.
Pickle See: Brine.Pick-up The weight of coating materials adhering to the substrate (or base). Calculated as
a percentage from the base weight by dividing the difference by the total weight.Pinking A term used in uncured meat product to describe the formation of pink dis-
coloration in cooked whole muscle meat products or emulsion products. Pinking canbe caused by the presence of nitrites in drinking water prior to slaughter, ingestion ofnitrogen compounds, traffic pollution during pre-slaughtering transport, nitrite con-tamination from processing equipment and direct heated or combustion ovens. Alsoingredients such as direct-heated proteins and starches can promote or cause pinking.
Poaching Poaching is slow cooking by simmering in water and this method uses moist heatto prepare foods. It is distinguished from ‘broiling’ by keeping the water temperatureslightly below the boiling point.
Pop-up timer A disposable or reusable thermometer to accurately gauge the proper readi-ness of processed meat products such as whole muscle ham and beef.
Prebiotics Stimulates the growth of microorganisms such as bifidobacteria and thereforepromotes enhanced gastrointestinal health. See also: Inulin.
Pre-dust Dry blend of finely ground starch, flour and seasoning or fine breading, appliedto meat products, often prior to adding batter and breading. Pre-dust improves adhe-sion, delivers additional flavour and increases yield.
Pre-frying Also known as par-frying. Short-duration oil cooking to set the coating andcolour.
Pre-rigor meat After slaughter the bloodstream can no longer transport glucose to the mus-cle cell, hence only through breakdown of glycogen can muscle cells manufactureadenosine triphosphate (ATP). Meat products made from pre-rigor meat have excel-lent water-binding capacity, firmer texture, brighter curing colour and longer shelf lifein fresh sausage.
Probiotics Most simply defined as health-enhancing microorganisms consumed as a foodcomponent or dietary supplement. Probiotics are friendly or healthy bacteria presentin for example Lactobacillus acidophilus and L. casei. Health effects of certain strainspromote natural improvement in such areas as the immune system, hypertension,vaginitis, diarrhoea, small bowel bacterial overgrowth and lactose intolerance. Seealso: Prebiotics.
Product cook yield The percentage of initial product weight remaining after partial or fullcooking.
Pro-oxidant An ingredient or additive that accelerates oxidation, especially the oxidationof fat and oil that results in rancidity, e.g. sodium chloride (salt), copper, trace ele-ments. Salt-triggered oxidation might be caused by meat pigment and/or may serve asa catalyst for oxidation reactions such as salt-induced changes in antioxidant enzymeactivity.
Protein Originally a Greek word meaning ‘first’ or ‘primary’. Proteins are complex combi-nations of various amino acids with different molecular weights, different structuresand different reactions to water and salt solutions. In meat there are water-soluble pro-teins, salt-soluble proteins and collagen proteins.
Protein denaturation Alteration of protein due to heat, acid or drying. The best example ofprotein denaturation, the cooking of an egg, turning from a fluid to a solid when heated.
Puff batter A cake-type texture batter, mostly sweet and highly leavened. Product charac-terized by its golden brown appearance, crisp yet tender to the bite.
Purge Separation of moisture upon contraction or shrinkage of a meat gel. Purge is a majorquality flaw and an issue of consumer complaint.
Purge controllers Functional ingredients such as soy protein isolate, caseinate, modified
Glossary 261
Gloss.qxd 17/11/04 12:53 pm Page 261

food starch and carrageenan, which reduce or eliminate moisture separation uponcontraction or shrinkage following final processing.
Radiation cooking Defines the transmission of heat energy without using airflow or directcontact.
Reconstitution Describes a second cooking or frying process before final consumption ofthe food product.
Relative humidity (RH) The ratio of the amount of water vapour in the air at a specific tem-perature to the maximum capacity of the air at that temperature. The percentage ofmoisture in the air compared to the maximum it can hold.
Rework Finished processed meat product which failed to meet QA specifications. It is gen-erally accepted practice to reuse or rework a small percentage of these products in anew production batch.
Rheological Originates from the famous expression panta rhei ‘everything flows’. Inprocessed meat products rheological expresses deformation and flow of variables suchas viscosity, elasticity, shear stress and fluid properties.
Roast cooking Cooking method using dry heat after coating food lightly with fat. The foodshould be uncovered to promote browning which gives a characteristic flavour.
RTE (ready-to-eat) Processed meat that has been pre-cooked and is ready for immediateconsumption.
Rusk English term for breadcrumbs.Salometer Also called brine tester. A salometer is a scaled hydrometer that shows the
degree of saturation of salt brines. A saturated brine solution reads 100, whereas purewater reads 0 (zero). Standard temperature for readings is +4°C.
Salt Common salt, also known as normal, ordinary, table or kitchen salt (NaCl).Technologically, salt is responsible for reacting with myofibrillar protein to optimizeswelling and solubilization. The latter two properties are important to increase thewater-holding capacity and to allow the separate muscle pieces to ‘glue’ or bindtogether and realign. Salt also imparts a distinctive flavour and acts as a suppressor ofwater activity and aids in bacterial control and shelf life.
Sarcoplasmic protein A group of meat proteins that are classified as water-soluble andhold most of the myoglobin proteins (which affect colour formation in meat productsafter cooking). Sarcoplasmic proteins are part of the fluid mass that bathes the myofib-rillar proteins.
Sautéing Sautéing is a method of briefly cooking food or meat in a shallow pan or skilletin a small amount of fat over high heat. Sautéing often creates a seared crust on foodwhile keeping the interior moist.
Seasoning A specific blend of ingredients such as spices, herbs and flavours to provide dis-tinct organoleptical properties to a food or meat product.
Sediment Unused debris and ingredients collected at the bottom of the brine tank, batterreservoir or oil basin. Increases cost of manufacturing and contributes to formula inef-ficiency.
Sensory Often used intermingled with ‘organoleptic’. Observations of specific food param-eters by taste panels.
Shock cooling A term used to describe the practice of adding ice to a pre-emulsion fol-lowing emulsification in order to cool down the emulsion temperature quickly toavoid microbial spoilage, save on cooling energy of cooling space and to quickly usethe pre-emulsion for further processing.
Single pass line Typical processing line configurations for one pass through pre-dust, bat-ter and breading. Pick-up usually is <30%.
Skinless sausage A technology in which an emulsion is stuffed into cellulose casings intothe desired size and shape. Once the processing has been completed the casing ispeeled off by a knife slit, and can be discarded. In order to allow smoke and vapour
262 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 262

moisture penetration, the casing must have permeability, and elasticity to maintainmechanical stress during stuffing and cooking (expanding).
Smearing Also known as greasing. Occurs when excessive friction is used during the stuff-ing or filling process of an emulsion or coarse meat mixture such as salami. The resultis the deposit of fat on the surface just beneath the cellulose or fibrous casing, inhibit-ing peeling and/or proper thermalization.
Smoke-cooking parameters A process integration of time, temperature, velocity (airflowspeed and direction), extraction (air replacement) and relative humidity.
Smoke flavours Concentrated ingredients in three base forms: oil-based, aqueous andpowder. Distinctive smoke flavours and aromas can be created using atomizationequipment to distribute in smokehouses, or blending in marinades and meat mixtures.
Smokehouse Thermal processing equipment to apply smoke to a wide variation of sausageand whole muscle meats. Smoking provides colour and flavour characteristics beforeor during cooking. Smoke colours and flavours can be generated from wood chips orliquid smoke.
Smoking A slow, low heat cooking method using chips of hardwood on top of coals to cre-ate natural smoke, which permeates the meat and creates unique and complexflavours. Smoking can also be accomplished using liquid smoke flavours which aresprayed on top of the meat or alternatively mixed with the meat emulsion.
Sodium ascorbate (see also sodium erythorbate) Accelerates the conversion of sodiumnitrite to nitric oxide, which reacts with the muscle pigment myoglobin to produce thecharacteristic pink-cured colour.
Sodium caseinate (milk protein derivative) A milk derivative that has been solubilizedfollowing the treatment of the raw casein with hydrochloric acid (HCl) or sulphuricacid (H2SO4). Caseinates are used as fat binders in emulsified meat products. Blandtaste profile.
Sodium erythorbate The sodium salt of erythorbic acid. It is an epimer (structural mirrorimage) of sodium ascorbate. Erythorbate, like ascorbate, is an antioxidant. It enhancesflavour, colour and above all safety of cured meat and poultry products.
Sodium lactate The sodium salt of lactic acid. Functions as bacteriostat by increasing thelag or dormant phase of microorganisms. Interferes with bacterial metabolism andlowers water activity. Controls the growth of food-borne pathogenic bacteria includ-ing Clostridium botulinum, E. coli and L. monocytogenes. An effective ingredient thatextends product shelf life and improves flavour in both fresh and processed meat.Also useful in reducing the sodium content in processed meat products. Lactate is alsoavailable as potassium lactate.
Solubility Solubility is a measure of how much of a solute (dissolved substance) will dis-solve in a given volume of solvent (the substance in which the solute is dissolved).Solutes can range from highly soluble to insoluble, depending on the requirement ofthe food system. Time, temperature, type of mixing action, presence of other salts andingredients competing for water and the physical properties of the solute all influencesolubility.
Soy protein concentrate (SPC) Less pure form of soy protein containing approximately70% protein on a dry basis. The balance is mostly soy fibre, which can contribute totexture and additional stability in the finished product. For meat emulsion systemsusually functional soy protein concentrate (FSPC) is used. Soy protein concentrate canalso be extruded, forming firm, fibrous textured particles with a texture resemblingmeat. Also known as TSPC.
Soy protein isolates (SPI) The purest form of soy protein containing 90% protein on a drybasis. The powder is virtually free of fat and carbohydrates. During processing, solu-ble and insoluble carbohydrate fractions from defatted soy flakes are removed througha series of protein precipitations and multiple washings, ideally by distilled water or
Glossary 263
Gloss.qxd 17/11/04 12:53 pm Page 263

reverse osmosis processes. SPI has excellent water- and fat-binding properties, and inconcentrated form can granulate, which under certain conditions mimics meat-liketextural properties. SPI can have a very bland flavour profile. Certain types of SPI arelecithinated to improve dispersibility in brine systems.
Spices and herbs Flavourings derived from botanical sources such as plants and trees. Forexample: the herb leaves basil, oregano, thyme, parsley, sage, dill, tarragon; berries orfruits, such as pepper, cloves, paprika and allspice; bark compounds such as cinna-mon; roots like ginger and turmeric; seed spices such as fennel, caraway, coriander,dill and anise.
Starch Native and modified food starches are nearly always used in high-yielding wholemuscle meats. Modified food starch is frequently used in conjunction with functionalnon-meat protein to retain water in thermalized processed meat products, includingno- or low-fat sausage and marinated poultry products. The most commonly usedstarches are derived from potato, rice, maize, wheat and tapioca. The gelatinizationsof these various native starches have different temperatures.
Starter culture Bacteria to ‘jump start’ the fermentation process in fermented sausage.These freeze-dried cultures are defined mixtures of organisms selected fromLactobacillus, Staphylococcus and Pediococcus not only lower the pH because ofsugar conversion to lactic acid, but also form compounds that influence flavour, whilemaintaining a consistent fermentation and ripening process. Often used in combina-tion with small amounts of dextrose.
Steam cooking An oven exclusively cooking with injected steam as the only source ofenergy. Steaming can help retain flavour, shape and texture while safeguarding thepresence of nutrients.
Stripe markings Also defined as tiger stripes. Occur in whole muscle meat that has beeninjected with high yielding brine. Usually the result of too high injection pressures,insufficient tumbling, presence of carrageenan and brine injection through the fat sec-tions adhering to the lean muscle mass.
Stroma protein A group of meat protein that is classified as connective tissue protein suchas collagen and elastin.
Stuffer Equipment to accurately and smear-free fill or stuff natural or manufactured cas-ings with deaerated, delicate and/or viscous emulsions, ground meats and wholemuscles of large diameter while maintaining muscle integrity and morphology.
Stuffing horn Attachment for fast, efficient loading of marinated whole muscle meats intofood packaging bags and/or mesh netting. After the plastic bag or net is placed on thehorn, the prepared meats are pushed through the front end and if necessary closedwith a clip.
Submerger conveyor A double design conveyor which allows the substrate to travel belowthe surface of the batter.
Sugar Saccharose (sucrose), lactose, dextrose, including glucose syrup, have a wide rangeof inclusion levels because of varying sweetness profiles. The main reasons for sugaraddition to processed meat products are flavour and to depress water activity.
Syneresis Is the separation of liquid from a gel that is caused by contraction or by naturalor intended destroying crosslinking of, for example, starch or hydrocolloid moleculesin processed meat products.
Tempering cooking zone Defined as a low-intensity cooking chamber to precondition theprocessed meat products prior to entering the main cooking zone.
Tempura batter Highly leavened, rich, smooth batter that immediately puffs or expandswhen in contact with cooking oil during frying.
Tempura line Special design applicators for tempura batter mixing and application toavoid breaking down the leavening agents of the batter. See also: Puff batter orTempura batter.
264 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 264

Tenderizer Equipment to soften or tenderize both bone-in and boneless beef, pork, lamb,poultry and seafood, to sever sinew, connective tissue and muscle fibre and thusimprove upon textural properties and increase consumer value.
Texture enhancement The ability to maintain or improve the structural integrity ofprocessed meat products by using functional ingredients and/or mechanicalprocesses.
Textured soy flour (TSF) (also known as TSP or TVP) Produced by thermoplastic extru-sion of defatted soy protein flour with a protein content of 50%.
Textured soy protein concentrate (TSPC) Produced by thermoplastic extrusion of soy pro-tein concentrate, with a final structure that provides good hydration and fat absorp-tion.
Textured vegetable protein crumbles (TVPC) Contain other functional ingredients such aswheat protein, lupine protein and modified food starches to fine-tune specific end-product characteristics.
Textured soy protein isolate (TSPI) Produced by thermoplastic extrusion of soy proteinisolate providing a three-dimensional particulate structure which is very stable duringprocessing, cooking and reconstitution. These functional ingredients provide superiornutritive properties while enhancing or mimicking meat texture and improvingmachinability when formed and further processed.
Thermalization The process in which meat products are converted from their fresh stateto a final usable state by applying heat transfer such as steaming, cooking and roast-ing.
Tofu A bean curd or cheese-like food made from soybeans. Fresh soy milk is curdled withcalcium sulphate or magnesium chloride. The curds are pressed into cakes and theliquid is expelled. The amount of liquid removed determines the consistency and tex-ture. Extra-firm tofu is concentrated and has the highest protein content. Tofu is a veryversatile food for a diversity of cooking styles.
Transglutaminase Naturally occurring substance present in the organs and tissues of mam-mals, fish and plants. It is produced by a specific fermentation process and because ofits ability to cross-link and polymerize protein molecules, it can improve physicalproperties such as gelation, visco-elasticity, thermo-stability and emulsifying andbinding support. Can be used as a partial substitute for phosphate and caseinates.
Tumbling The process of rotating muscle meat in a drum to evenly distribute brine, pickleor marinade in order to extract protein and to diffuse flavours. Temperature (<5°C) andtumbling time, usually expressed as RPM (rounds per minute), is more important thanrevolutions of the drum and rest. Tumbling ideally should be done under osmoticpressure or vacuum.
Vacuum packaging The procedure whereby air is removed from the package with less than1% retained oxygen. The content clings closely to the package and is almost like a sec-ond skin.
Vegetable protein Family of proteins of vegetable origin such as extractions from soy,wheat, lupine, rice, maize, mustard and potato. Soybean is the most popular sourceand is made into many powdered concentrations and texturized forms.
Viscosity Viscosity is the resistance of a liquid or a semi-solid to flow and is an importantphysical property of liquid and semi-solid foods. Viscosity is described in terms ofshear, or the force required to move a product, and is measured in centipoise.
Warmed-over flavour The development of rancid flavours caused by oxidative deteriora-tion. These flavours are most common in uncured meat products.
Water activity (Aw) Water activity is a measure of the vapour pressure or humidity givenoff by a product at equilibrium. It is an indicator of the amount of moisture availablein a product for microbial growth or chemical reactions. The measurement of Aw is ona scale from 1 (maximum) to 0 (minimum) to determine microbial activity. Aw is low-
Glossary 265
Gloss.qxd 17/11/04 12:53 pm Page 265

ered when ingredients such as salts, fats, sugar, non-meat proteins and other water-binding substances are mixed into the product. The quantity of these ingredients willdetermine how much the Aw has been lowered. Aw will also be lowered when a prod-uct loses moisture during processing or storage. If the Aw value in a finished meatproduct is too high, shelf life will be drastically affected, resulting in spoilage, ran-cidity and possibly mould formation.
Water binding The terms water binding and water absorption refer to the tendency ofwater to associate with hydrophilic, or water-loving, substances, including proteins,gums, starches and sugars. The absorption of water occurs in several phases and isinfluenced by various physical and process factors.
Water-holding capacity (WHC) The ability of meat or a meat product to immobilize water.Pre-rigor meat has higher bind properties than rigor meat. pH and WHC will bothdecrease after rigor sets in. Increasing WHC is basically altering the myofibrillar pro-teins under the influence of salt, phosphates, chopping or mixing at a temperature ide-ally between –2°C and +4°C.
Wet bulb Cooking parameter indicating the temperature at which moisture evaporates.Wetting out Moisture absorption by a collagen casing after stuffing. If too much moisture
is absorbed, the sausage will have machinability problems such as linking, hangingand casing breaking.
Yeast and mould These spores are often associated with the fermentation, ripening andstorage of fermented products, despite good manufacturing practices. Mechanicalremoval is often ineffective, since invisible mycelium threads that penetrate deep intothe product are not washed out. Also, these mycelium threads produce metabolites,some of which are toxic. To prevent yeast and mould occurrence and contamination,active natamycin is sprayed, dipped or otherwise incorporated in casings.
Yield The percentage derived by dividing the finished product weight by the raw productweight.
266 Glossary
Gloss.qxd 17/11/04 12:53 pm Page 266

Preferred pH values of pre-processed meat
Product pH Observation
Cooked sausage (scalded) 5.8–6.3 The higher the pH, the higher the water binding.(frankfurter/hot dogs) However, the higher the pH the lower the colour
intensity and microbial stability.Cold smoked, dry and semi-dry 5.4–5.8 Lower pH values suppress the growth of unwantedfermented sausages (salami) microorganisms. Allows the removal of moisture dur-
ing the processing cycles.Cooked whole muscle meat (pork 5.8–6.3 High pH values increase yield.ham) However, too high pH values might affect colour sta-
bility and textural properties.
Processing variables that affect microorganisms
Meat processing equipment Cause of microbial contamination.Operation personnel Cause of microbial contamination.Meat emulsion Distributes microflora throughout product.Thermalization Prevents growth of pathogens, retards spoilage.
60°C (IT) – destroys yeast, mould and most bacteria.74°C (IT) – destroys everything except bacterial spores.
Salt At low levels (<1.0%), retards growth of most bacteria.High levels (>3.0%), prevents bacterial growth.
Nitrite Retards growth of undesirable bacteria in pasteurized products,prevents growth of spores surviving more severe thermalization.
Sugar Ideal medium to provide substrate for production of lactic acid.Smoke Provides nitrogen oxides and other antimicrobial support.pH Starts to restrict growth of undesirable bacteria below pH 6.0. Retards
all pathogens below pH 4.8.Water activity (Aw) 0.96 – prevents growth of most spoilage bacteria.
0.94 – prevents growth of Clostridium botulinum.0.86 – prevents growth of all pathogenic bacteria.0.60 – prevents growth of all microorganisms.
Vacuum packaging Prevents growth of moulds and aerobic bacteria.Retards growth of yeast.
Ingredients and additives Carries specific microflora as well as certain antimicrobial properties.
267©H.W. Hoogenkamp 2005. Soy Protein and Formulated Meat Products (H.W. Hoogenkamp)
Appendices
app.qxd 17/11/04 12:54 pm Page 267

Basic meat spices
Basil Pungently aromatic, sweet, spicy flavour.Celery seed Warm, slightly bitter celery taste. Hint of nutmeg and parsley. Used in
emulsions.Chilli pepper A sweet, pungent, slightly burnt flavour associated with Asian and Tex-Mex
cooking.Cloves Spicy, fruity, warm astringent, slightly bitter flavour. Used in pâté and
emulsions.Coriander A sweet, aromatic, rose-like flavour and used as an alternative to nutmeg in
frankfurters.Cumin A strong, musty flavour associated with chilli and curry products.Fennel A sweet liquorice-like flavour often used in Italian sausage and pepperoni.Garlic A strong odour, pungent flavour used in hot dogs and Polish sausage.Mustard A slightly bitter and acrid (sulphurous) flavour often used in emulsified meat
products.Nutmeg (mace) Spicy, warm, sweet, pungent.Oregano Bitter, warm, pungent flavour. Used in Italian dishes such as pizza.Paprika A sweet flavour, though it will not flavour meat products by itself. Used for red
colour.Parsley Grassy, herbaceous. Used for decorations.Pepper Black pepper: a hot, pungent flavour used for its mouth sensation.
White pepper: less pungent flavour.Pimento (allspice) An aromatic flavour used in emulsified sausage.Red pepper A pungent flavour, used for its throat sensation. A small amount will give ‘heat’
to meat products.Saffron Earthy, bitter, herbaceous flavour. Yellow.Sage A bitter, balsamic, aromatic flavour used in fresh sausage.Thyme Sharp, biting, spicy, herbaceous.
Vocabulary of taste-descriptive names
Acid Taste of acetic, citric acids like lemon. Irritating and sharp taste, often sour likevinegar or fermented dairy products.
Acrid Harsh, sharp. Irritating, pungent, burning, choking like burnt fat and oil.Aftertaste Taste–odour stimulus appearing after elimination of the product and differing from
the sensations perceived when the product was in the mouth when being eaten.Aged Ripened, over-ripe, mature.Aggressive Strong and unbalanced unequilibrated taste. (See: Harsh.)Alcoholic Strong association with ethanol. May be associated with fermented products and
liquor, wine, beer.Aldehydic Green, soap (floral), waxy.Alliaceous Characteristic note of garlic and onion.Ammoniacal Ammonia or certain amines.Animallic Characteristic of wild animals and cattle or strong fermented cheeses.Aromatic Fragrant, full, sweet like spicy notes of cinnamon, nutmeg and clove.Astringent Drying and tightening of the palate like tannins in tea and red wine. Potassium
aluminium tartrate.Balanced Round and equilibrated. Right harmony between the different components of a
flavour and absence of predominant or individual notes.Barbecued Charcoal grilled note. Flavour of food cooked over hot coals and burning fat.Beery Fermented effect of beer.Bright Fresh, clean, more character.Camphoraceous Camphor.Cardboard Damp cardboard or paper.
268 Appendices
app.qxd 17/11/04 12:54 pm Page 268

Catty Typical sulphury note of blackcurrant, guava. Unpleasant, strong animal note.Cheesy Acid, fermented, sour notes such as cheese, old yoghurt.Chemical Unnatural, artificial, synthetic.Churned Associated with some stirred dairy products such as cream, butter.Citrus Characteristic acid, fruity notes of citrus fruits like lemon, lime, orange.Clean Absence of foreign, non-characteristic odours and tastes. No lingering off-notes.Cloying Taste stimulation beyond the point of satiation. Frequently used to describe overly
sweet products.Cooked Heat-processed product as distinguished from the raw product.Cool Chemical–thermal stimulus which gives a fresh sensation in the mouth like
eucalyptus or menthol.Cowy Reminiscent of a stable, barny note such as caseinate or whey.Creamy Characteristic rich note of butter or cream. Also describes mouthfeel for fatty,
especially aerated foods such as ice cream, cordials and fat toppings.Dairy A pleasant smooth creamy note that is characteristic in dairy products.Delicate Exquisite choice flavour that is appreciated by the discerning.Dirty Presence of atypical odours or tastes and off-notes. Sometimes associated with
mouldy, unpleasant earthy aftertaste.Distillate Fruity–alcohol–aromatic taste developed in the liquid product resulting through
distillation of the fermented juices of some fruits and plants.Dried Associated with dried wood, herbs or fruits.Dry Lack of moisture, characteristic of the texture of a product. Associated with
astringent.Earthy Characteristic odour of freshly turned soil or compost. Smell of a forest or, for
example, mushroom or potato.Equilibrated See: Balanced.Essential oil Distinctive characteristic of odour or taste given by the oil components of a plant,
flower or fruit.Estery Fruity, berry-like, grapey. Relates usually to non-citrus fruit flavours. Volatile.Ether Characteristic strong alcohol odour, especially sensitive to nose and instant release
of flavour at first bite and chew.Etheral Light, volatile aliphatic esters.Faecal Faeces, complex protein decomposition with indole and skatole.Fantasy Creative, imaginary version of a taste or odour not occurring naturally.Fatty Greasy taste and texture due to animal or vegetable fats.Fermented Characteristic acid note of a processed or natural product following yeast or
enzymatic fermentation such as yoghurt or dried sausage.Fibrous Fresh, green, juicy notes associated with a characteristic texture found in fresh
exotic fruits such as mango.Fishy Characteristic odour of fish and seafood. Very fresh fish has a slightly milky odour.
More pronounced and sometimes unpleasant ‘fishy’ notes are developed throughexposure to heat and air. Often associated with a metallic taste.
Flat Lacking impact and top note.Fleshy Juicy and texture characteristic of a fruit such as peach or cherry.Floral Aromatic, flowery notes such as rose, violet, jasmine and orange flower.Floury Powdery or fine granular texture. Sensation in the mouth similar to that due to the
presence of uncooked flour in food.Foxy Characteristic of Concord and Lambrusca grapes. Musty, dirty.Fresh Optimum tastes, clean, free from off-tastes. Characteristic of freshly prepared or
recently harvested foods such as bread, fruits and vegetables.Fried Note developed in a product through cooking in oil or fat.Fruity Pleasant and aromatic characteristic of fresh fruit.Full See: Rich.Glutamate Considered as an elementary taste. Together with the ribonucleotides, inosinate
and guanylate represents the characteristic note of ‘Unami’. Slightly salty andmouth-watering. Provides richness in savoury products.
Grassy See: Green.
Appendices 269
app.qxd 17/11/04 12:54 pm Page 269

Vocabulary of taste-descriptive names (continued)
Greasy See: Fatty.Green Characteristic of freshly cut grass. Fresh note of an unripe fruit or vegetable like
cucumber, skin of an unripe banana, green lettuce or green apple.Grilled Characteristic slightly burnt note developed in some food products through cooking
in radiant heat. For example, grilled beef or pork patties.Harsh Unpleasant, sharp, rough, irritating, lacking harmony or smoothness. Sometimes
bitter.Hay Dried mixed grasses and other plants.Heavy Strong, lingering. Cloying.Herbaceous Associated with aromatic herbs, sometimes green, leafy notes such as basil,
parsley, thyme, rosemary, oregano.Honey Heavily sweet, slightly aromatic–floral. Syrupy fragrance with a waxy background.HVP Meaty, broth, vegetable. Typical of hydrolysed vegetable proteins.Impact Associated with ‘high’, indicates brightness of a flavour. Associated with ‘low’ or
‘weak’, indicates flatness of a flavour.Insipid Absence of taste. Lacking character, tasteless.Intense Strong, acute.Jammy Characteristic of a fruit cooked with sugar. Sweet, cooked, caramelized such as
strawberry jam.Juicy Fresh, aromatic, mouth-watering characteristic of a flavour. Associated with juicy
fruits such as peach and orange.Kernel Slightly bitter-almond note of some fruit-stones (pits) like cherry, apricot and
peach.Leafy Green characteristic of leaves of some plants, e.g. raspberry, strawberry.Leathery Typical odour of leather.Liqueur-like Fruity, sweet, fermented alcoholic syrupy note.Liquorice Sweet characteristic note: reglisse, e.g. fennel, aniseed.Malty Malt syrup or sugar, sweet, slightly fermented and acid.Matured Optimal state for a food or drink to be consumed. Aged, balanced for products such
as wine, cheese or brandy.Meaty Savoury, cooked or roast note of meat. Sometimes associated with a pleasant
texture characteristic.Medicinal Typical odour of a pharmaceutical. Somewhat astringent, disinfectant-like.Melted Characteristic of molten butter or cheese.Metallic Odour or taste of metals. Characteristic sometimes associated with phosphate-
containing processed meat products, canned vegetables and fruits. In some casescool, astringent ‘electrical’ sensation in the mouth.
Mild Light, soft, pleasant to the palate.Milky Note associated with raw milk, slightly creamy.Minty Fresh, herbal characteristic of peppermint and spearmint.Mouldy See: Musty.Mouthfeel ‘Good’ or ‘bad’ mouthfeel of a flavour: tactile sensation in the mouth of a rich and
full flavour or the opposed characteristic.Musky Of various musks, natural and artificial.Musty Not fresh, mouldy, e.g. reminiscent of the atmosphere in a damp and unventilated
cellar, old books.Nutty Distinctive, slightly woody oily notes such as walnut, peanut, chestnut, hazelnut,
coconut and almond.Off-note Undesirable, foreign, non-characteristic note.Oily Characteristic taste and texture notes of vegetable oils.Overripe Acid-fermented notes of a strongly ripe fruit or vegetable.Oxidized Usually used to characterize off-notes in oxidized essential oils like citrus.
Sometimes used for oxidized (rancid) fats and oils.Peely Characteristic slightly bitter note of citrus fruit peel like orange, lemon and
grapefruit.
270 Appendices
app.qxd 17/11/04 12:54 pm Page 270

Peppery Characteristic aroma of freshly ground white or black pepper, aromatic. Ticklingsensation in the nose.
Perfumery Pleasant odour, floral, fragrant. Can be a disturbing note in a flavour. Normally anegative feature in food products.
Phenolic Phenol or substituted phenols.Piquant Spicy, pungent note like curry, pimento. Sometimes used to define a sour note.Plastic Off-note, sometimes due to the contamination of a product by its polymer-derived
packaging.Powdery Tactile, texture, odorous stimulus or sensation of a ground product such as cocoa.Processed Cooked.Pulpy Texture, taste characteristic given by the soft juicy or fleshy part of a fruit or
vegetable such as tomato.Pungent Sharp somewhat painful sensation producing a recoil response. See: Harsh, Tactile,
Irritating. Stinging sensation such as certain spices, mustard, hot chilli.Putrid Decomposition of animal and vegetable products.Rancid Unpleasant smell or taste, oxidized. Bitter, acid taste such as oxidized fats or oils,
old potato chips.Raw Non-cooked food, e.g. raw milk, raw meat, raw vegetables.Refreshing Sensation of freshness and lightness given by a fresh fruit or vegetable-containing
food. Opposite of cloying.Resinous Odour or taste usually associated with conifer wood exudate, tree sap such as pine
oils.Rich Full-bodied taste.Rindy Characteristic note of the hard or tough outer layer (skin) of some foods such as
cheese and bacon.Ripe Characteristic of the sweetness of mature fruits.Roasted Cooked, caramelized notes developed in some foods through cooking in an oven.
For example: coffee beans, roasted cured meats.Rooty Slightly earthy, somewhat sweet note of roots such as carrots.Rotten Unpleasant fermented notes of spoiled foods, decayed. For example: fruits, banana,
strawberry, meat (putrid).Round See: Unbalanced.Rubbery Odour or taste of rubber. Can also describe an elastic and chewy texture.Salty Elementary taste, slight or excessive amount of salt notes.Savoury Characteristic note of a very appetizing and succulent meat, fish and vegetables.
The taste is usually enhanced through addition of salt and spices. See: Unami.Normally used as the opposite of sweet.
Seedy Tactile–taste sensation when biting into a seed. Slightly bitter. Desirablecharacteristic of some red fruits such as strawberry and raspberry.
Sharp Strong, penetrating.Sickening Disgusting, unpleasant. Characteristic of a food sweetened and flavoured in excess.Skinny Peely, rindy. Somewhat green, fruity note of the skin of a vegetable or fruit. Also
used for non-citrus fruits like apple, peach and pear.Smoked Taste of smoke. Taste of foods processed with various burning materials such as
wood chips to flavour-penetrate cured meat, bacon, salmon.Smooth Mellow, round. Characteristic given the concept of a well-balanced product. Can
also be used as a texture characteristic.Soapy Associated with rancidity in fats, taste of soap. In meat products can be created by
excessive phosphate addition.Sour Complex sensation due to acidic organic substances. Taste of green, unripe
fruits. Taste of over-fermented dairy products, e.g. unripe grape and citrus, yoghurt.Spicy Note associated with aromatic herbs and spices. Aromatic, pungent and piquant
with somewhat sharp topnotes, e.g. cinnamon, cloves, ginger, thyme, curry.Stale Flat from age. Old, not fresh, e.g. stale bread, stale beer.Stewed Characteristic note of a food cooked in its own juice, e.g. meat, fruits, vegetables.Stinking Foul and offensive odours (sulphur compounds and protein decomposition
products).
Appendices 271
app.qxd 17/11/04 12:54 pm Page 271

Vocabulary of taste-descriptive names (continued)
Strong Heavy, overdosed.Succulent Having juicy tissues, such as cooked ham in natural juices, or fruits such as
melons.Sulphur Elemental sulphur or combinations thereof.Sweaty Offensive note, goaty, muttony (dirty sweaty socks).Sweet Elementary taste e.g. sugar cane or sugar substitutes. Vanilla, vanillin, honey.Synthetic See: Chemical.Syrupy Sweet, slightly caramelized, somewhat aromatic. Sometimes sticky or viscous
texture.Tallowy Waxy–fatty.Tangy Sharp. Tart.Tenacious Residual taste, odour sensation similar to that perceived when the product was in
the mouth.Terpenic As in dipentene-like turpentine, oxidized, waxy, soapy.Thin Not balanced, not full. Lacking substance, richness, strength.Toasted Caramelized notes and crispness developed through direct cooking of some foods
and raw materials, e.g. bread.Unami Elementary taste. Slightly salty. Characteristic savoury note resulting from the
synergism between monosodium glutamate, inosinate and guanylate. (See:Glutamate.)
Unbalanced Non-equilibrated. Absence of harmony between the different notes of a flavour.Warm Characteristic of some spices giving a rich and full sensation in the mouth e.g.
cinnamon, thyme.Watery Diluted, flat, weak, thin. Absence of impact and strength. Also used to describe a
tactile sensation in addition to juicy, e.g. gooseberry, peach.Waxy Paraffin. Candle wax, beeswax, mineral wax.Weak Flat, low impact. Lack of brightness and intensity. Can also describe texture.Wild Characteristic of some fruits and plants. Herbaceous note, e.g. fennel, fruits of the
forest.Winey Reminiscent of wine, somewhat fermented alcoholic – fruity – woody note,
astringent.Woody Aroma of freshly cut wood, green or seasoned. Associated with a mouth-drying
character.Yeasty Characteristic note of some yeast-fermented food products, e.g. bread, beer.Young As opposed to a ripe fruit or vegetable. Usually used only for cheese and wine.Zest Piquant, appealing flavour.
272 Appendices
app.qxd 17/11/04 12:54 pm Page 272

acidification 223–224activists, anti-biotech 82activity levels 65–66
low 67actomyosin 98, 101
cross-link destruction 101–102dissociation 163
adenosine triphosphate (ATP) 98affluence 65ageing 49, 51, 55air quality 61airflow 110alginates 110, 159alkaline phosphates 105, 243
poultry meat 195–196American diet 4, 68amines 136amino acids, essential 11angkak 168animal blood 93antibiotics 49
resistance 41anticarcinogenic compounds 4antimicrobial agents 48antimycotics 225antioxidants 61, 72, 167–168, 249
meat patties 142appearance 71aqua foods 104aquaculture 51Asian cultures 1–2Atkins diet 74–76
Bacillus cereus 43bacon, formulated turkey 189–190bacteria
food-borne disease 41infections 49nitrite bacteriostatic effect 165
bar snacks, health-oriented 75–76batters 201–203, 249–250, 258beef
case-ready 241protein-enhanced 245–246roast 159
deli 190–191restructured 191
underutilized cuts 242beef collagen 105beef patty 152–153
flame broiled 150formulated 150
beef suet 92beer 36, 57binding, emulsified meat products 95biosafety protocols 83biotechnology 22, 79–80, 82, 250
goals 83mistrust 80–81protocols 84soybean new varieties 88
blanching, liver pâté 232–233blending 102
equipment 146liver sausage/pâtés 230–231
273
Index
Note: page numbers in italics refer to figures and tables
index.qxd 17/11/04 3:01 pm Page 273
blood chemistry 67blood protein 93, 250body mass index (BMI) 60body weight, average 61bologna 36, 99
chicken 130bowlchoppers 38, 89, 91
meat patties 145bratwurst 94breading crumbs 202, 250breakfast meat market 192breast cancer 8, 52brine 250
emulsions 189high pumped 174–175ingredients 174injection 176, 244meat 171, 174–176pastrami 188–189preparation 171–173, 205protein-stabilized moisture 244temperature 175UV disinfection 245
brine bath 110, 111optimum temperature 162–163
brining, poultry 204burgers
chicken teriyaki 156pizza 152
butchers 240
calcium intake 56calorie-controlled food 64calorie-dense foods 63calories
food content 107intake 74
Campylobacter jejuni 42, 251cancer 66
amines 136carbohydrate management 77carbon dioxide, meat packaging 240carbon dioxide snow 143, 198carbon monoxide haemochrome 160carmine 168carrageenan 159, 168–169, 175, 251
whole muscle meat 176casings 251, 257
closed-end 110types 45vegetable-based 110
cellophane 37cellulose casings 45chelators 243chicken 50
bone-in products 206–207chorizo 228–229classic breast 218cutlets 155dark meat 193deli-style breast 187–188fried 194mignon 156–157nuggets 212–213, 214, 215, 216–217
food service 216formulated 213restructured 217whole muscle 213–214
patties 155–156, 212–213, 214, 215,216–217
food service 216formulated 213grilled 153restructured 217tatsuta 214–215uncoated 138–139whole muscle 213–214
rotisserie 206–207, 220skin 197–198
processing 198, 207steak 154–155teriyaki burger 156white meat 193whole muscle breast 217–218wings 219–220
childrenmarketing campaigns 59obesity 67, 68, 69
chillingefficiency 109equipment 38meat patties 143speed 109zones 179–180
China, dry fermented sausage 222cholesterol 4
lowering 5see also high density lipoprotein
(HDL) cholesterol; lowdensity lipoprotein (LDL)cholesterol
chopping 102, 251liver sausage/pâtés 230–231, 233
274 Index
index.qxd 17/11/04 3:01 pm Page 274

chorizo 228chicken 228–229
citric acid 222Clostridium botulinum 42Clostridium perfringens 43co-extrusion process, interactive 110–112collagen 93
gel 112sausage casings 45
combi emulsions 189comfort foods 27competition 23–24connective tissue 97consumers 26
attitudes 7–8communicating to 55–56, 64conflicting health messages 48demands 25dietary focus 31lean meat demands 239–240litigation 70older 31research 10–11taste preferences for meat patties
139–140convenience 30
fully cooked poultry 204meat 242
convenience foods 26cooking 257
automated 38–39convection 210hours spent 28–29intensity 252liver pâté 233poultry 207–211skills 29, 50
coronary heart disease (CHD) 4, 52prevention 60risk 77
critical control points (CCPs) 147cryogenic systems 138, 197–198cryogens 143–144culture 50customer base 21customer demands 21
daidzein 1, 8oestrogenic effect 52
dark firm dry (DFD) meat 97, 98, 160, 252deli meats 33
ready-to-eat 179demographic shifts 26, 27–28demographic trends 73dextrose 165–166, 167diabetes 66
risk reduction 71type 2 67
diacetate 163diaphragm meats 105diet(s) 26, 72
habits 62healthy 26new proposals 73–74
Dietary Supplements Health andEducation Act (US) 56
disease, chronic 47, 66global profile 66
dôner burger 151–152drip loss 143
eating habits 62ecological risk assessment 84economic prosperity 64emulsification 87, 253emulsified meat products 22, 94–112
binding 95co-extrusion 110–112compositional ingredients 99–101definition 94–95fat comminution 94–95fat globules 102–104finished product temperature 109–110formulations 115–132gel formation 100interactions 100low fat processing 104–105temperature control 109–110water content 105
emulsion analogue 108–109emulsions
fat and water 105–106heat stability 92ice-cooled 92meat base 131, 259size reduction 106stability 86–87types 87
environment 61environmentalists, anti-biotech 82erythrosine 168Escherichia coli O157:H7 41–42
Index 275
index.qxd 17/11/04 3:01 pm Page 275

European Unionhealth claims 56regulations 70
extruded soy ingredients 14–17extrusion technology 16
double-stream 111
family meals, traditional 27family size 65famine 35fast foods 63
companies 69franchised restaurants 68–69meat patties 140regional taste preferences 140
fatanalogues 106comminution in emulsified meats
94–95consumer cravings 63consumption 64globules 102–104meat patties 138–139and water emulsions 105–106
fat-free technology 107–108fat-rich diets 63fatty acids
trans 194trans-unsaturated 75
fermentation 34, 36, 221–224, 253–254starter cultures 223, 264
fibres, soluble 31fibrous casings 45fish consumption 74fishery stocks 51fitness 71–72flavour diffusion technologies 22, 145flavourings 254
meat patties 144flavours 8folic acid 8food
adjustment 31affordable 62cost lowering 25home meal replacement 27–28, 257intake down-sizing 71novelty 28promotion 69regulation 31
food bars 10, 26, 71
food companies, American fast food 69food consumption, at-home/away-from-
home 29Food for Specific Health Uses law (Japan)
56–57Food Guide Pyramid (USDA) 74–75food poisoning 41food service operators 30food-minus products 57foodstores 27, 29, 30
impact 21–23forming 134–136, 254
meat patties 142–144formulations 19–20frankfurters 22, 39–40, 94, 99, 119, 126
co-extruded 123–124food service 120–121low-fat 122–123
free radicals 61freezing 254
meat 40, 137, 138meat patties 142–144yields 143
fricandellen 131–132fruit consumption 72, 73fruit flakes 148fruit powder 148frying 254
poultry 207functional advances 8functional foods 5, 7, 31, 255
definitions 54evolution 48–49see also nutraceuticals
functional meat protein 92–93functional niche foods 72–73functional non-meat proteins 86–93functional soy protein
bone-in chicken products 206–207brine 174fat binding 105hydration 231
properties 89ingredients 105
innovative 88marinades 243meat patties 140–142organoleptic qualities 88–89poultry
products 198–199, 201texture 197
powdered 89–90
276 Index
index.qxd 17/11/04 3:01 pm Page 276

solubilizing 87–88water binding 105whole muscle meat 176
functional soy protein concentrate (FSPC)2, 12, 255
functionality/performance 13–14fungal infections 225Fusarium venematum 16fusion foods 194
gelsemulsified meat products 100heat-induced 86
gelwork interference 103gene technology 84genetic mapping 49genetically modified foods
diversification 81–83labelling 83public’s image 82–83
genetically modified organisms (GMOs)79–84
legislation 83genistein 1, 4, 8
oestrogenic effect 52Genoa salami 222glaze 203globalization 24globesity 65–68globulins 4glucona delta lactone (GDL) 222, 223, 255glycaemic index 76
low 75glycitein 1, 8golden rice 80government regulations 70grain importation 50granola bars 75–76grinding equipment 89, 255grinding plate 134gyro flavourings 144
hamboneless
deli 181–182smoked 182
chunked and formed 182–183combi smoked 183cooked 158–159curing 158–159
formed and pressed 184–185pizza 185processing systems 174reformulated cooked 23smoked pork 181whole muscle 184
turkey 188ham sausage, retort 185–186hamburgers 133
new formula concept 63hand-held foods 26, 46Hazard Analysis Critical Control Points
system (HACCP) 41, 147, 179, 242,255–256
health benefits 3–4protein-enhanced meat 245–246
health claims 56–57, 70health guidelines 69health-shake 31heart disease 66heating zones 179–180herbs 36, 263–264high density lipoprotein (HDL) cholesterol
4, 75history
of meat processing 33–46of soy 1
home meal replacement foods 27–28, 257honey 206–207hot dogs 22, 94, 99, 125–126
chilling efficiency/speed 109fat-free 120origins 39–40Vienna 122
human consumption, soy protein applications 12–13
hydrocolloids 168–169, 170, 257brine 174, 175poultry marination 205
hyperinsulinism 76
individual quick frozen (IQF) meatproducts 138
integrated foods 5intellectual property, constraints 81iron deficiency 51isoflavones 4, 5, 51–52
antioxidative action 142, 197bone formation stimulation 56oestrogenic effect 52oestrogen-like properties 8
Index 277
index.qxd 17/11/04 3:01 pm Page 277

isoflavones continuedoxygen radical absorbance capacity 25supplementation 8
Japan, health claims 56–57Joint Health Claim Initiative (UK) 5, 7
kolbasar 39konjac flour 106, 225, 258
lactate 163, 167lactic acid 222lactic acid bacteria 223lactoferrin 43lactose 165–166, 167, 258leavening agents 201–202legislation 14, 24, 69–70
genetically modified organisms 83lifestyle 72–73
sedentary 60, 66lifestyle foods 48, 62
consumption 54, 73meat 49–51
lipids, oxidation 164liquid nitrogen 143, 198liquid soy protein 92liquids 36Listeria monocytogenes 42, 43, 179, 180litigation 70liver cream 236–237liver margarine 235–236liver pâté 230, 231–233
assembling 233base matrix 235blanching 232–233cooking 233creme 235emulsion 232formulations 234–238light 235low fat/high water formula 233
liver sausage 230–231Braunschweiger 234farmer style 234–235fat reduction 230formulations 234–238
low density lipoprotein (LDL) cholesterol4, 75
low-calorie diets 63
low-carbohydrate diets 63low-carbohydrate foods 75–77, 108low-fat products 61, 63luncheon meats, refrigerated 33lup-cheong 33–34, 39lycopene 5
machada 34malnourishment 51, 80maltodextrines 107manufacturing technology 9marinade 258
injection 244–245mixing systems 244protein-enhanced fresh meat 243–245protein-stabilized 30UV disinfection 245
marinators, vacuum 205market capacity 14marketing campaigns, child-directed 59markets
global 24growth 10, 52–53international 21local 140
massaging, meat 176–177, 178, 245McDonald’s Philippines 63meal kits 28
refrigerated heat-and-eat 241meat
brine 171injection 176
carrageenan 176case-ready 241, 242chemical composition 95–96connective tissue 97consumer demands 239consumption 74
reduction 73convenience 242cuts 30fat-free 104freezing 137, 138fresh
pre-packed 240protein-stabilized moisture-enhanced
239fresh, protein-enhanced 239–246
health benefits 245–246marinades 243–245
hydrocolloids 168–169, 170
278 Index
index.qxd 17/11/04 3:01 pm Page 278

lactate 163–164lifestyle foods 49–51low fat 104massaging 176–177, 178, 245moisture entrapment 243–244muscle 98nitrite 164–165packaged 25packaging 240–241pH 159–160, 162phosphates 162–163, 176pinking 160–161preparation 49–50pre-processed 267protein 100–101, 259
extraction 96–97, 177, 195protein-enhanced lean cuts 28quality 165salt 161–162simulation of lean 106source transformation 145soy protein fortified 5species 22starch 167–168, 170sugars 165–166trade 34tumbling 176–177, 178, 245water-holding capacity 161–162whole muscle 158–180
colouring 168cooking 178–180flavour enhancers 169formulations 181–191post process surface pasteurization178–180soy protein 169–170water 161
see also beef; emulsified meatproducts; pork; processed meatproducts; sausage
meat analogues 10, 16, 62market opportunities 21simulation of meat/poultry products
106meat base emulsions 131meat batters 102
comminuted 105fine 101
meat block grinder 135meat cream 236meat emulsion 99, 102
comminuted 105
see also emulsified meat productsMeat Inspection Act (US, 1906) 40meat patties 133–149
antioxidatives 142blending 142–144chicken 153, 155–156consumer taste preferences 139–140cooking 135–137fat 138–139flavourings 144food service 151forming 134–136, 142–144formulations 150–157freezing 142–144functional ingredients 140–142overcooking 136partially/fully cooked 147pH of meat 137premature browning 137product safety 136regional differences 144regional taste preferences 140seasonings 144soy protein granules 144–147surface colour 144variables
cooking 136–137fat 138–139optimizing 133–136
warmed-over flavour 148meat processing
companies 14history 33–46
meat processors 19meat products
audited traceability 21emulsified 10, 88fat-free 108high-fat 104quality 21soy-containing processed 5
meat-free foods 5, 62meat-simulating chunks 31mechanical damage 143mechanically deboned meat (MDM) 102,
103menopausal symptoms 4, 8menu diversification 29metwurst 37microbial diseases 259
prevention 48–49micro-cutting equipment 106
Index 279
index.qxd 17/11/04 3:01 pm Page 279

micro-ingredients 25micronutrients 54microorganisms, pathogenic 41–43, 267
meat patties 136, 147microwave thermalization 211milk proteins 22milk solids 107mixer/blender system 146, 259mixer/grinder system, semi-continuous
145mixing systems 244moisture entrapment 243–244monosodium glutamate 169, 259mortadella 36muco-proteins 16mutton patties 138myofibrillar proteins 95–96, 98–99, 137,
259myoglobin 137, 160, 259myosin fibres 138
nitrate 259poultry meat 195–196
nitric oxide 97, 259nitrite 97, 164–165, 260
poultry meat 195–196contamination 160
nitrogen gas, meat packaging 240nitrosomyoglobin 164–165
formation 166nitrosylhaemochromogen 148, 160non-meat proteins 104novelty foods 28nutraceuticals 5, 7, 31, 53–55, 255
see also functional foodsnutrigenomics 72Nutrition Labelling and Education Acts
(NLEA) 56nutrition management 25, 30–31Nutritional Advisory Board 71nutritional approaches, individualization
76nutritional claims 70
obesity 59–61health guidelines 69incidence 60, 61, 68intra-abdominal fat 71level 66
oestrogen replacement therapy 4
natural replacement 52oestrogens 55–56off-flavours 8oil absorption 202oil pick-up 202–203, 260, 261olive loaf 130–131omega-3 fats 74organoleptic qualities of soy protein 88–89osteoporosis 8, 55outside-the-bun foods 46oven cooking 208–210ovens
computer monitored 210convection 208–209double zone spiral 209–210, 211
overweight 59–61incidence 60, 61level 66
oxidation 260turkey 196
oxidative rancidity 43–44, 142poultry 196
oxidative stress 61oxygen 61
meat packaging 240oxygen radical absorbance capacity
(ORAC) 25
packaging 44meat 240–241modified atmosphere 148, 259thermoformable films 240vacuum 39
pale soft exudate (PSE) meat 40, 97, 98,160, 260
modified food starch 166soy protein isolate 243
par-frying 210–211partnerships 20–21pasteurization 37, 177–180, 257
cold 257–258temperatures 180
pastrami 34, 159brine 188–189
Pathogen Reduction Act (US) 41patty formers, knockout cups 144pepperoni 222, 229phosphates 101, 141, 142, 162–163, 260
brine 174, 175marinades 243poultry meat 196
280 Index
index.qxd 17/11/04 3:01 pm Page 280

whole muscle meat 176physical exercise 61, 66, 71phytic acid 4phytochemicals 1–2, 36, 72, 260–261
benefits 52, 64phyto-oestrogens 4, 8, 52
benefits 64pinking 261
meat 160–161poultry 195–196
pinoy patty 150–151pizza burger 152Polish sausage, beef and pork 116polony sausage 129polyphenolic acids 142, 197polyphenols 52, 72polyphosphate 97, 101polyunsaturated fatty acids (PUFAs) 196population
growth 62world 50
porkcarcass quality defects 97case-ready 241deli smoked loin 187leaf fat 92pH discrepancies 97, 98protein-enhanced 245–246
pork pattybreakfast 154teriyaki 153
pork skin 92, 105meat product texture 105–106
portion size 59post-menopausal women 52potassium acetate 164potassium lactate 163potassium nitrate 158potato starch 199poultry 30, 50, 104
breaded foods 192–211formulations 212–220oil absorption 202
breakfast meat market 192brining 204coating systems 199–201colour 195cooking 207–211cured products 194dark meat 193drip loss of marinades 204fat distribution 197
formability 199frying 207fully cooked
convenience 203–204processed 207–208
functional soy protein 198–199, 201industry 194juiciness 196low fat 104marination 204–206meat protein extraction 195meat variables 194–196moisture management 204–205oil pick-up 202–203oven cooking 208–210pH 195pre-dusting 200–201, 261ready-to-eat foods 192rotisserie 206–207shelf life control 196–197temperatures 199thermalization 207–211uncured products 194white meat 193yield 203see also chicken; turkey
poultry roll 127–128poverty 50–51, 80prebiotics 55, 261pre-cooking 147pre-dust 200–201, 261pre-emulsions 90–92
chopping sequence 90–92liver sausage/pâté 231variables 105–106
premenstrual syndrome 8pricing 30
policy 13, 14probiotics 55, 261processed meat products 10
blood protein 93development 37diet preference changes 65evolution 46oxidative rancidity 43–44packaging 44technology 38, 40see also sausage
prostate cancer 8, 52protease inhibitors 4protein 261
denaturation 103, 261
Index 281
index.qxd 17/11/04 3:01 pm Page 281

protein continuedoptimum inclusion level 171
Protein Digestibility Corrected Amino AcidScore (PDCAAS) 2, 3
protein–colloid mixture see emulsionanalogue
psychographic shifts 26purchasing decisions 28purge control 175, 261
quality of life 62
raffinose 88rancidity 164
see also oxidative rancidityready-to-eat foods 29, 262
poultry 192red meat 50, 104redox value 223refrigerated foods 26restaurants 27
fast food franchised 68–69selection 29styles 65
retrogradation 166rework 109–110, 146, 262ripening, fermented dry sausage 224–225rock salt 158rotisserie chicken 206–207, 220
saccharose 165–166salami 23, 36, 37, 221–222
chorizo 228Hungarian 227
salchicha 117–118food service 127
salchichon 227–228salmonella 42–43, 222salsicha 126–127salt 44, 262
carrageenan effect 169dry fermented sausage 222emulsified meat products 100marinades 243poultry meat 195–196whole muscle meat 161–162
salt soluble protein (SSP) extraction141
saltpetre 158
saponins 4sausage 33, 94
casings 44–45chilling efficiency/speed 109co-extrusion 110–112dry fermented 221–226
antimycotics 225China 222colouring 225formulations 222, 227–229German-style 222–223pH 223ripening 224–225smoke 224
fat content 104fat-free technology 107–108formulations 115–132frankfurters 39–40gelwork interference 103origins of European 36–39pepperoni 222processing 110–112retort ham 185–186semi-dry fermented 223skinless 262smoked 115–116, 124–125
coarse-ground 124ring 118–119variety meat 116
specialties 19visible fat 106see also processed meat products
sausage-clipping machines 39seasonings 262
meat patties 144see also salt
shelf life 44, 142skins
granules 198vegetable-based 110
slaughteringclean policies 41–42industrialized 40
slimming foods 76smoking 224, 263
automated 38–39smoothies, ready-to-drink 71social status 35–36sodium acid pyrophosphate (SAPP) 102,
196, 202sodium alginate 225sodium aluminium phosphate 202
282 Index
index.qxd 17/11/04 3:01 pm Page 282

sodium ascorbate 165, 167–168, 223,263
sodium bicarbonate 202sodium caseinate 22, 263sodium chloride 105
whole muscle meat 161–162sodium citrate 167sodium diacetate 167sodium erythorbate 167–168, 243, 253,
263sodium lactate 163, 263sodium nitrite
dry fermented sausage 222residual levels 165
sodium triphosphate 101sodium tripolyphosphate 162sodium tripolypyrophosphate 196soy
concentrate 160, 252flour 11food sales 7fruit-based smoothies 56germ 8grits 11matrix 12milk 3, 52, 56traditional concentrate 2see also textured soy flour (TSF)
soy protein 3, 77antioxidative properties 197applications for human consumption
12–13benefits 51–53
meat products 171bulk markets 9–10case-ready meat enhancement 243chicken skin granules 198chronic disease prevention 66concentrate 9, 11–12, 263
fat and water emulsion stabilization105–106
dry fermented sausages 225enzyme-treated 170fast hydrating 175fortified meat 5functional properties 9gel 146
dry fermented sausage 225, 226lean meat replacement 225
granules 14, 106dry fermented sausage 225, 226lean meat replacement 225
meat patties 144–147texture 145
health claims 7–8, 52modified food starch combination 175molecular structure 16poultry marination 205whole muscle meat products 169–170see also functional soy protein;
textured soy products; texturedsoy protein concentrate (TSPC)
soy protein isolate 8–9, 9–10, 263antioxidative 206fat and water emulsion stabilization
105–106fractions 87functionality 13–14health benefits 245–246hydration 170modified food starch combination 24pale soft exudate (PSE) meat 243performance 13–14protein content 12, 89rancidity delay 142solubilized 243–244whole muscle meat 160
soy-based foods 3–4soybean oil 11soybean plastic 2–3soybeans
commercial growing 2consumption 1cultivation 3growing conditions 5herbicide-tolerant 84high-sucrose 88low-stachyose 88new varieties 88phyto-oestrogens 64plant 2processing 11root bacteria 3soil 5variety 5
Spanish salami 222spices 34–35, 40, 263–264, 268spicy foods 30stachyose 88Staphylococcus aureus 43starch 166–167, 170, 264
gelatinization points 166gelling temperature 166–167modified 107
Index 283
index.qxd 17/11/04 3:01 pm Page 283

starch continuedmodified food and soy protein
combination 175modified food and soy protein isolate
combination 24poultry marination 205
starter cultures 223, 264Streptomyces natalensis 225sugar(s) 165–166, 264
consumption 64dry fermented sausage 222–223
supermarkets 21super-sizing 67–69, 75sustainable growth 83sweet dishes 36synbiotics 55syneresis, primary 169
take-away solutions 28taste 25
expectations 53, 62–63taste-descriptive names 268–272tea, green 4, 52, 72tempeh 52tempura batter 201–202, 264tender ready foods 30textured soy flour (TSF) 2, 15, 22, 264
hydration ratio 16textured soy products 14–17
flake 16textured soy protein concentrate (TSPC) 2,
12, 15–16, 264chunks 16crumble 16, 265flake 16hydration 226
ratio 16meat patties 141–142
textured soy protein isolate 265textured vegetable protein crumbles
(TVPC) 12thawing 138thermalization 265
microwave 211poultry 207–211
third-generation protein ingredients 88tofu 1–2, 52, 265
making 3tumblers 205tumbling 265
meat 176–177, 178, 245
turkeybreast 159
chunked and formed 186–187formulated bacon 189–190oxidation 196pH discrepancies 97, 98white and dark roll 128whole muscle ham 188
ultraviolet light 245US Department of Agriculture (USDA)
74
value addition 29vegetable mousses 231–232vegetable proteins 22, 77, 265
chronic disease prevention 66dry fermented sausages 225hydrolysed 257identity preserved 22
vegetables, consumption 72, 73vegetarian foods 16, 73–74vegetarian pâtés 231veto-foods 48veto-vote 53vienesa 118Vienna sausage, canned 121–122vita foods 31vitamin A
deficiency 51golden rice 80
vitamin D metabolites 8vitamin E 8
warmed-over flavour 148, 265water 36
activity 265clean 50whole muscle meat 161
weightgain 47management 70–71see also obesity; overweight
Western diet 31, 64wheat gluten 201Wiener franks 115wine 36, 57women’s health 4, 8world brand consolidation 23–24
284 Index
index.qxd 17/11/04 3:01 pm Page 284

World Health Organization (WHO) globalstrategy on diet 47
world population 50wrapped foods 46wurst 39
Yersinia enterocolitica 43
zervelat 37
Index 285
index.qxd 17/11/04 3:01 pm Page 285

index.qxd 17/11/04 3:01 pm Page 286

Index 287
index.qxd 17/11/04 3:01 pm Page 287
Copyright © 2022 FDOKUMEN