Решение технологических подетальных размерных цепей
20
Зеленодольский институт машиностроения и информационных технологий (вилиал) КНИТУ – КАИ им. А.Н. Туполеева Кафедра Машиностроения и информационных технологий Решение технологических подетальных размерных цепей © Лабутин А.Ю. E-mail: [email protected] Зеленодольск 2013
-
Upload
khangminh22 -
Category
Documents
-
view
5 -
download
0
Transcript of Решение технологических подетальных размерных цепей
Зеленодольский институт машиностроения и информационных технологий
(вилиал) КНИТУ – КАИ им. А.Н. Туполеева
Кафедра Машиностроения и информационных технологий
Решение технологических подетальных размерных цепей
© Лабутин А.Ю.
E-mail: [email protected]
Зеленодольск 2013

2
Введение
Геометрические связи поверхностей каждой детали на различных этапах её
обработки, а также поверхностей сборочных единиц устанавливаются на основе
теории размерных цепей. Её закономерности и расчетные уравнения являются
общими для определения расстояний между поверхностями и при конструировании
машин, и при разработке технологических процессов обработки деталей и их сборке.
Тем не менее, использование теории размерных цепей в области обработки деталей
имеет свои методические особенности.
Знакомство с расчетными уравнениями теории размерных цепей и методикой их
практического использования при решении технологических задач - такова цель
настоящей работы. При этом рассматриваются случаи обработки деталей на станках,
настроенных на размер (автоматическое получение заданных размеров).
Основные понятия и зависимости
Взаимное расположение поверхностей детали определяется размерами,
указанными в рабочем чертеже (рис.1-а). Положение одних поверхностей детали
задается непосредственно размерами, например А1 и А2, связывающими между
собой соответственно торцы 1 и 2 и 1 и 3. Взаимное расположение поверхностей 2 и
3 непосредственно размером не задано. Тем не менее предельные значения
расстояния между торцами 2 и 3 могут быть определены на основе заданных
размеров А1 и А2. Для выполнения такого расчета используют зависимости теории
размерных цепей.
Обозначим расстояние между поверхностями 2 и 3 детали размером А3 и
изобразим цепочку размеров, координирующих торцы детали (рис.1-б).
Совокупность размеров, образующих замкнутый контур, называют размерной
цепью. Следовательно, указанная на рисунке цепочка размеров представляет собой
размерную цепь. Эта размерная цепь характеризует расположение поверхностей по
требованиям рабочего чертежа детали. Эти требования задал конструктор детали.
A2-TA2
A1+TA
1
а)
2 1 3 A3
A2
A1
б)
A
A2
A1
в)
Рис. 1. Часть рабочего чертежа детали
3
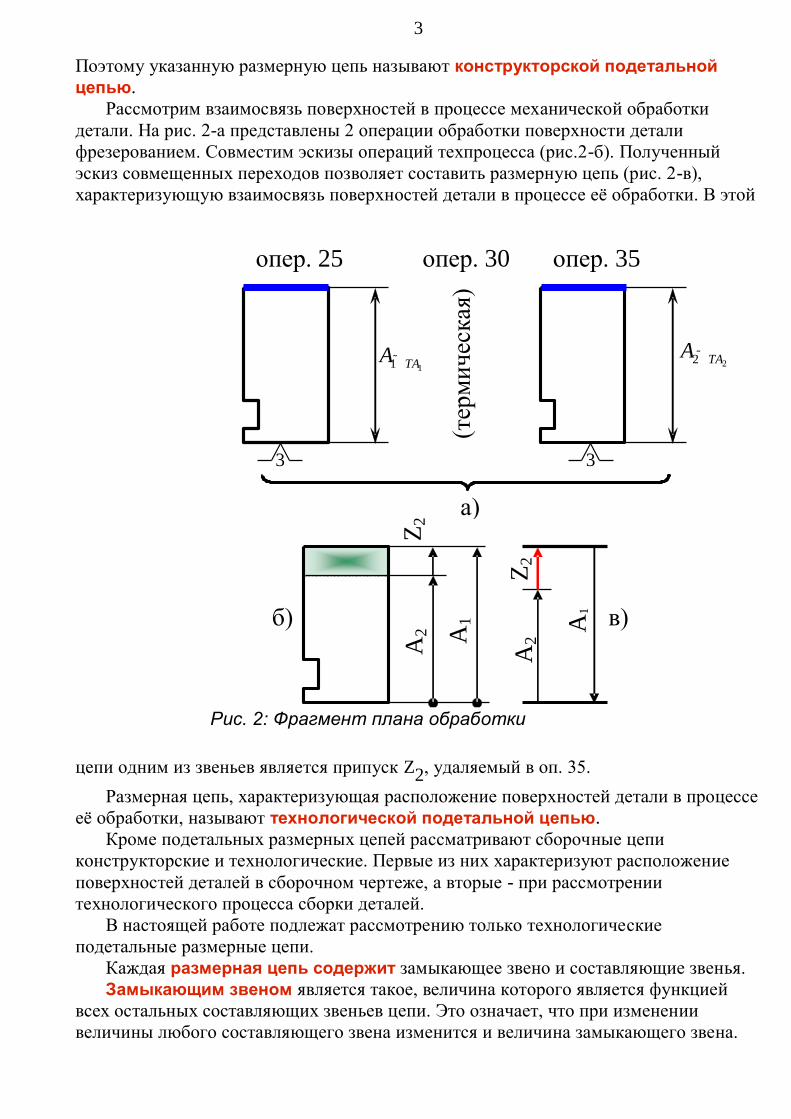
Поэтому указанную размерную цепь называют конструкторской подетальной
цепью.
Рассмотрим взаимосвязь поверхностей в процессе механической обработки
детали. На рис. 2-а представлены 2 операции обработки поверхности детали
фрезерованием. Совместим эскизы операций техпроцесса (рис.2-б). Полученный
эскиз совмещенных переходов позволяет составить размерную цепь (рис. 2-в),
характеризующую взаимосвязь поверхностей детали в процессе её обработки. В этой
цепи одним из звеньев является припуск Z2, удаляемый в оп. 35.
Размерная цепь, характеризующая расположение поверхностей детали в процессе
её обработки, называют технологической подетальной цепью.
Кроме подетальных размерных цепей рассматривают сборочные цепи
конструкторские и технологические. Первые из них характеризуют расположение
поверхностей деталей в сборочном чертеже, а вторые - при рассмотрении
технологического процесса сборки деталей.
В настоящей работе подлежат рассмотрению только технологические
подетальные размерные цепи.
Каждая размерная цепь содержит замыкающее звено и составляющие звенья.
Замыкающим звеном является такое, величина которого является функцией
всех остальных составляющих звеньев цепи. Это означает, что при изменении
величины любого составляющего звена изменится и величина замыкающего звена.
11 TAA
а)
опер. 25
(тер
ми
чес
кая
)
опер. 30 опер. 35
Z2
A
2
A1
б)
Z2
A
2 A
1
в)
22 TAA
3 3
Рис. 2: Фрагмент плана обработки
4
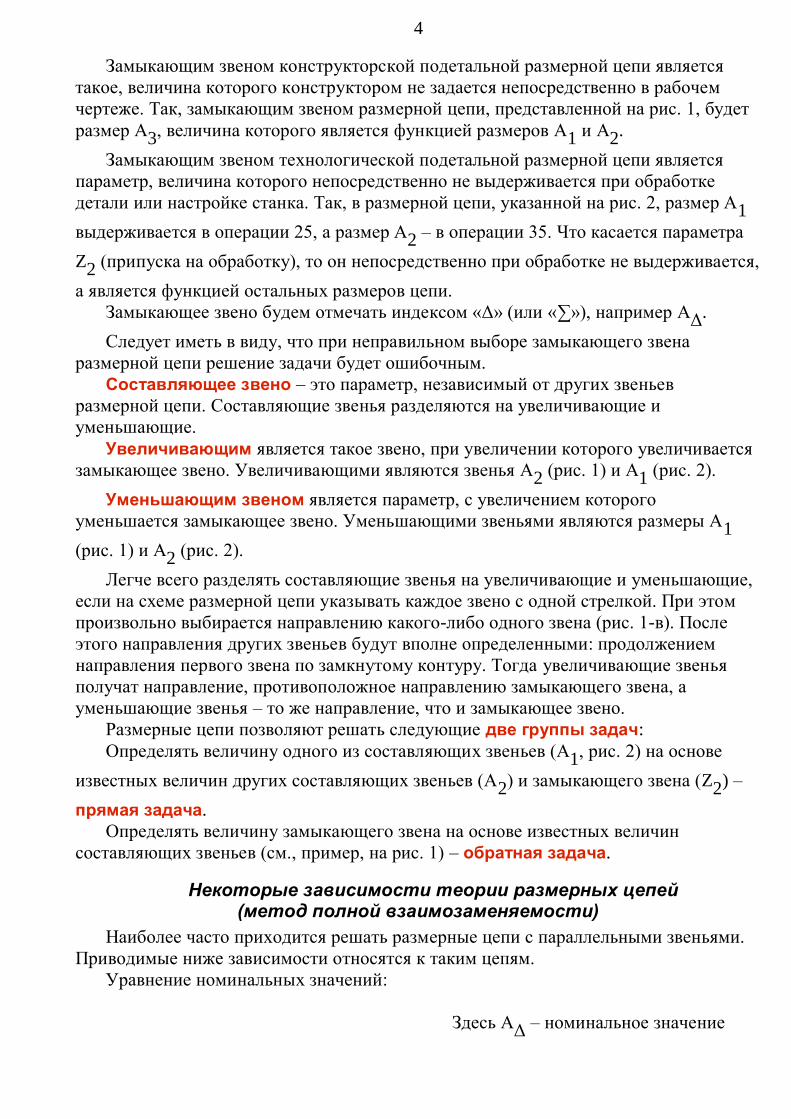
Замыкающим звеном конструкторской подетальной размерной цепи является
такое, величина которого конструктором не задается непосредственно в рабочем
чертеже. Так, замыкающим звеном размерной цепи, представленной на рис. 1, будет
размер А3, величина которого является функцией размеров А1 и А2.
Замыкающим звеном технологической подетальной размерной цепи является
параметр, величина которого непосредственно не выдерживается при обработке
детали или настройке станка. Так, в размерной цепи, указанной на рис. 2, размер А1
выдерживается в операции 25, а размер А2 – в операции 35. Что касается параметра
Z2 (припуска на обработку), то он непосредственно при обработке не выдерживается,
а является функцией остальных размеров цепи.
Замыкающее звено будем отмечать индексом «Δ» (или «∑»), например АΔ.
Следует иметь в виду, что при неправильном выборе замыкающего звена
размерной цепи решение задачи будет ошибочным.
Составляющее звено – это параметр, независимый от других звеньев
размерной цепи. Составляющие звенья разделяются на увеличивающие и
уменьшающие.
Увеличивающим является такое звено, при увеличении которого увеличивается
замыкающее звено. Увеличивающими являются звенья А2 (рис. 1) и А1 (рис. 2).
Уменьшающим звеном является параметр, с увеличением которого
уменьшается замыкающее звено. Уменьшающими звеньями являются размеры А1
(рис. 1) и А2 (рис. 2).
Легче всего разделять составляющие звенья на увеличивающие и уменьшающие,
если на схеме размерной цепи указывать каждое звено с одной стрелкой. При этом
произвольно выбирается направлению какого-либо одного звена (рис. 1-в). После
этого направления других звеньев будут вполне определенными: продолжением
направления первого звена по замкнутому контуру. Тогда увеличивающие звенья
получат направление, противоположное направлению замыкающего звена, а
уменьшающие звенья – то же направление, что и замыкающее звено.
Размерные цепи позволяют решать следующие две группы задач:
Определять величину одного из составляющих звеньев (А1, рис. 2) на основе
известных величин других составляющих звеньев (А2) и замыкающего звена (Z2) –
прямая задача.
Определять величину замыкающего звена на основе известных величин
составляющих звеньев (см., пример, на рис. 1) – обратная задача.
Некоторые зависимости теории размерных цепей (метод полной взаимозаменяемости)
Наиболее часто приходится решать размерные цепи с параллельными звеньями.
Приводимые ниже зависимости относятся к таким цепям.
Уравнение номинальных значений:
Здесь АΔ – номинальное значение
(1)
5
замыкающего звена размерной цепи;
АQ – номинальное значение увеличивающего составляющего звена;
Aq, – номинальное значение уменьшающего составляющего звена;
ξi– передаточное отношение, равное +1 для увеличивающих звеньев и -1 для
уменьшающих.
Уравнение допусков:
Здесь ТА∆ – допуск замыкающего звена; ТАi – допуск i-го
составляющего звена. При этом m=Q+q, где Q – число увеличивающих звеньев; q –
число уменьшающих звеньев.
Уравнения предельных значений:
Уравнения предельных отклонений:
Здесь Es и Ei - соответственно верхнее и нижнее
отклонения.
Технологические размерные расчеты выполняют при
решении задач 2-х типов.
Задачи первого типа связаны с пересчетом размеров: по известным размерам
операций техпроцесса (иногда для этого привлекают и размеры чертежа детали)
определяют размеры, необходимые для настройки станка. Для пояснения задач этого
типа рассмотрим 3 примера.
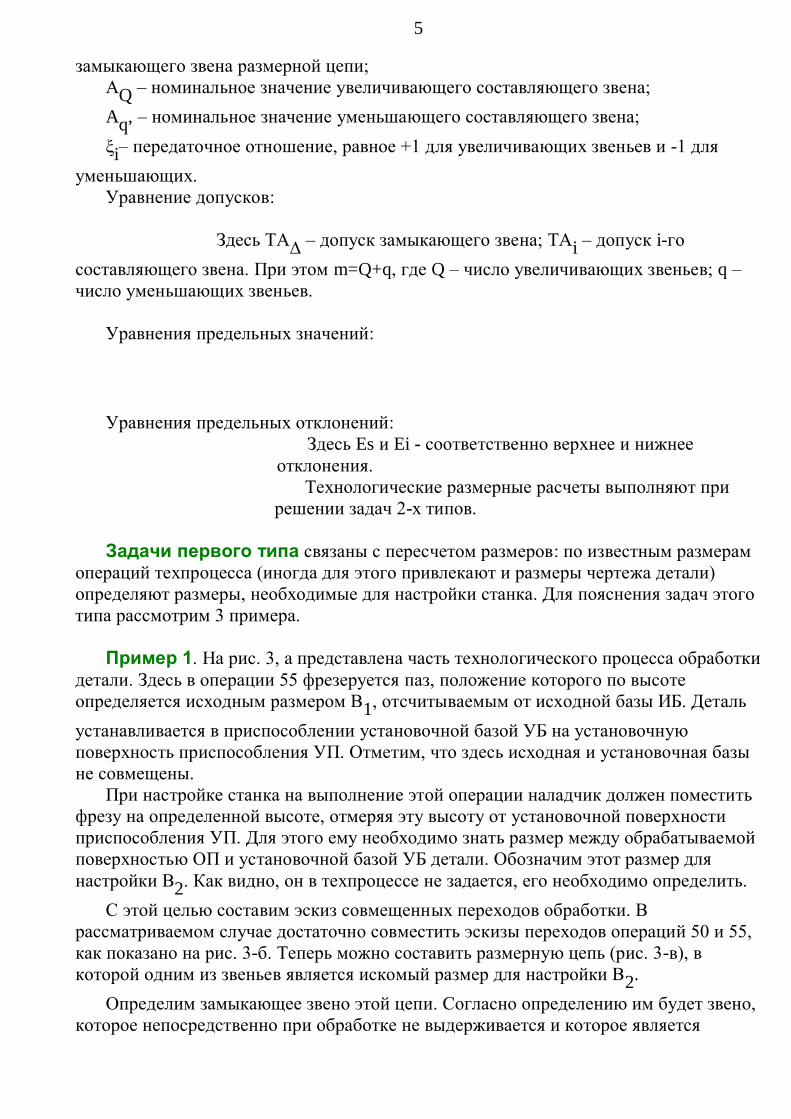
Пример 1. На рис. 3, а представлена часть технологического процесса обработки
детали. Здесь в операции 55 фрезеруется паз, положение которого по высоте
определяется исходным размером В1, отсчитываемым от исходной базы ИБ. Деталь
устанавливается в приспособлении установочной базой УБ на установочную
поверхность приспособления УП. Отметим, что здесь исходная и установочная базы
не совмещены.
При настройке станка на выполнение этой операции наладчик должен поместить
фрезу на определенной высоте, отмеряя эту высоту от установочной поверхности
приспособления УП. Для этого ему необходимо знать размер между обрабатываемой
поверхностью ОП и установочной базой УБ детали. Обозначим этот размер для
настройки В2. Как видно, он в техпроцессе не задается, его необходимо определить.
С этой целью составим эскиз совмещенных переходов обработки. В
рассматриваемом случае достаточно совместить эскизы переходов операций 50 и 55,
как показано на рис. 3-б. Теперь можно составить размерную цепь (рис. 3-в), в
которой одним из звеньев является искомый размер для настройки В2.
Определим замыкающее звено этой цепи. Согласно определению им будет звено,
которое непосредственно при обработке не выдерживается и которое является
(2)
(3)
. (4)
(5)
(6)
6
функцией других звеньев цепи. Размер В1 не является замыкающим звеном,
поскольку он выдерживался при обработке детали в операции 50. Звено В2 также не
является замыкающим, ибо наладка станка производится на получение этого размера.
А вот звено В3 непосредственно не выдерживается при обработке детали и величина
его у детали будет зависеть от фактических величин размеров В1 и В2.
Следовательно, В3 = В − замыкающее звено.
Анализируя схему размерной цепи, отметим, что звено В1 является
увеличивающим, а звено В2 − уменьшающим. Искомым является звено В3.
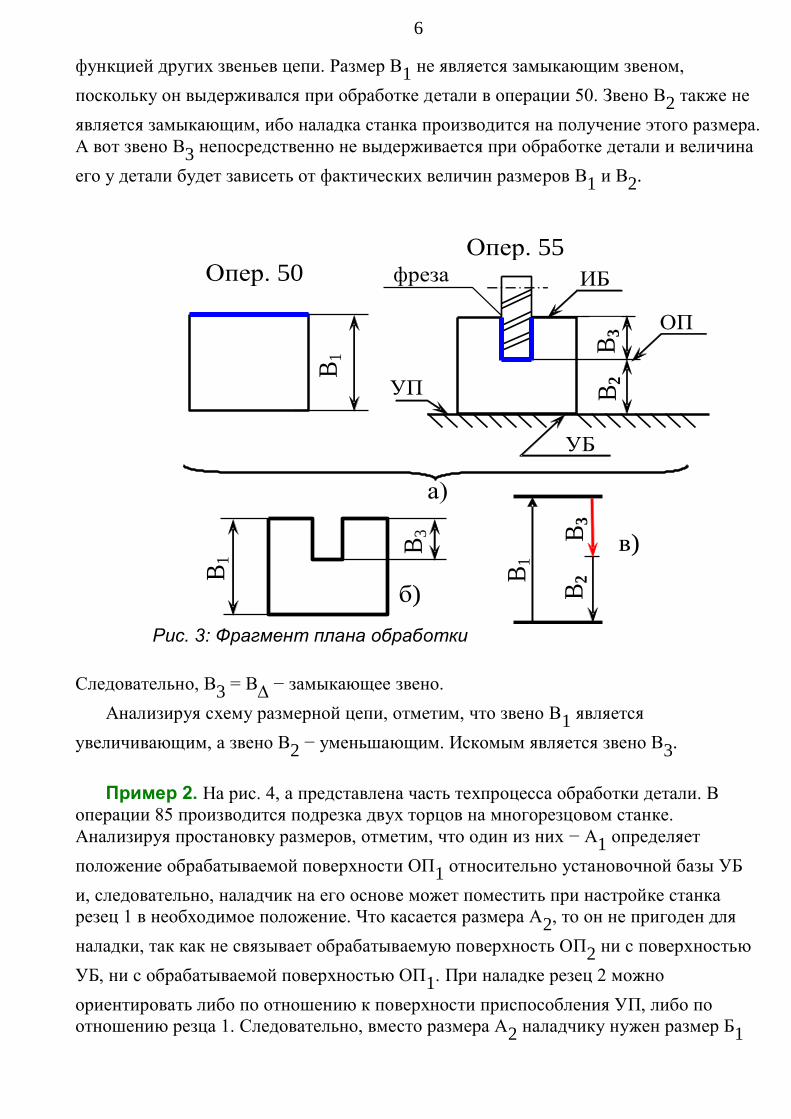
Пример 2. На рис. 4, а представлена часть техпроцесса обработки детали. В
операции 85 производится подрезка двух торцов на многорезцовом станке.
Анализируя простановку размеров, отметим, что один из них − А1 определяет
положение обрабатываемой поверхности ОП1 относительно установочной базы УБ
и, следовательно, наладчик на его основе может поместить при настройке станка
резец 1 в необходимое положение. Что касается размера А2, то он не пригоден для
наладки, так как не связывает обрабатываемую поверхность ОП2 ни с поверхностью
УБ, ни с обрабатываемой поверхностью ОП1. При наладке резец 2 можно
ориентировать либо по отношению к поверхности приспособления УП, либо по
отношению резца 1. Следовательно, вместо размера А2 наладчику нужен размер Б1
Опер. 50 Опер. 55
B2
B1
а)
B3
B1
в)
б)
B1
B2
УП
B3 ОП
ИБ
УБ
фреза
B3
Рис. 3: Фрагмент плана обработки
7
или Б2 (рис. 4-в).
Определим размер Б1, Для этого составим эскиз совмещенных переходов (рис.
4-б) на основе эскизов операций 80 и 85. На него нанесем и искомый размер Б1. Это
позволяет составить размерную цепь (рис. 4-г). В ней замыкающим звеном будет А2,
которое непосредственно при настройке и обработке не выдерживается.
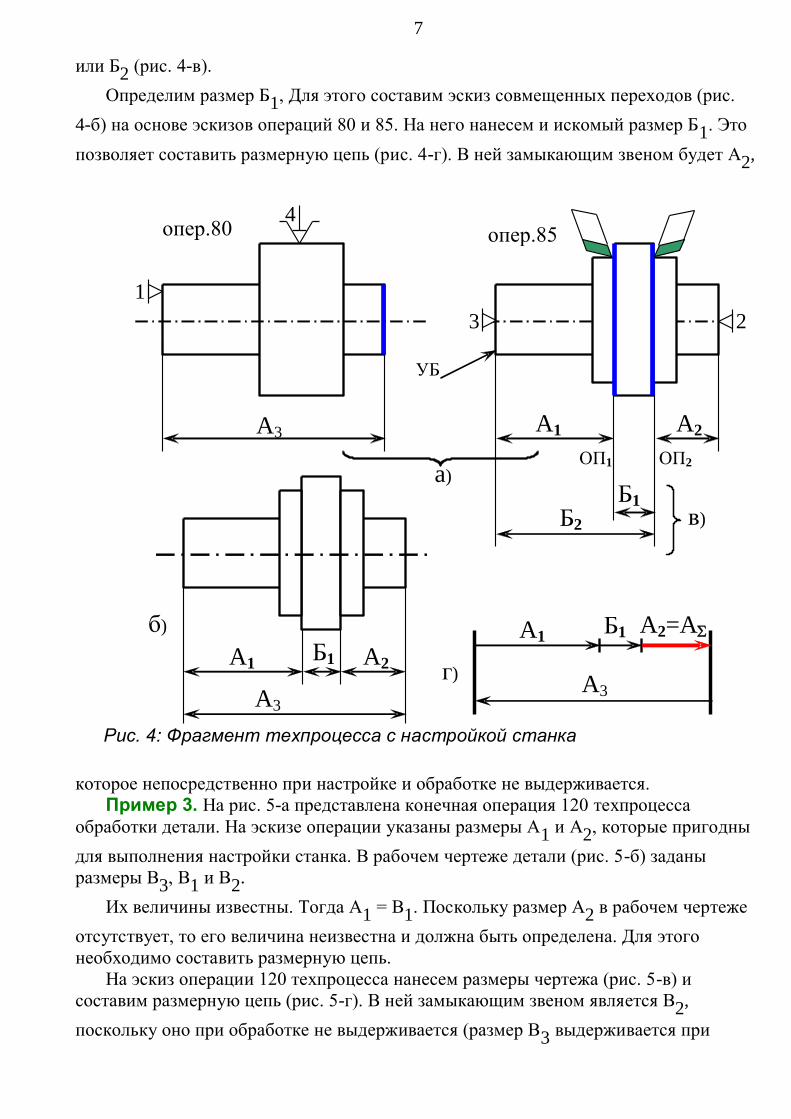
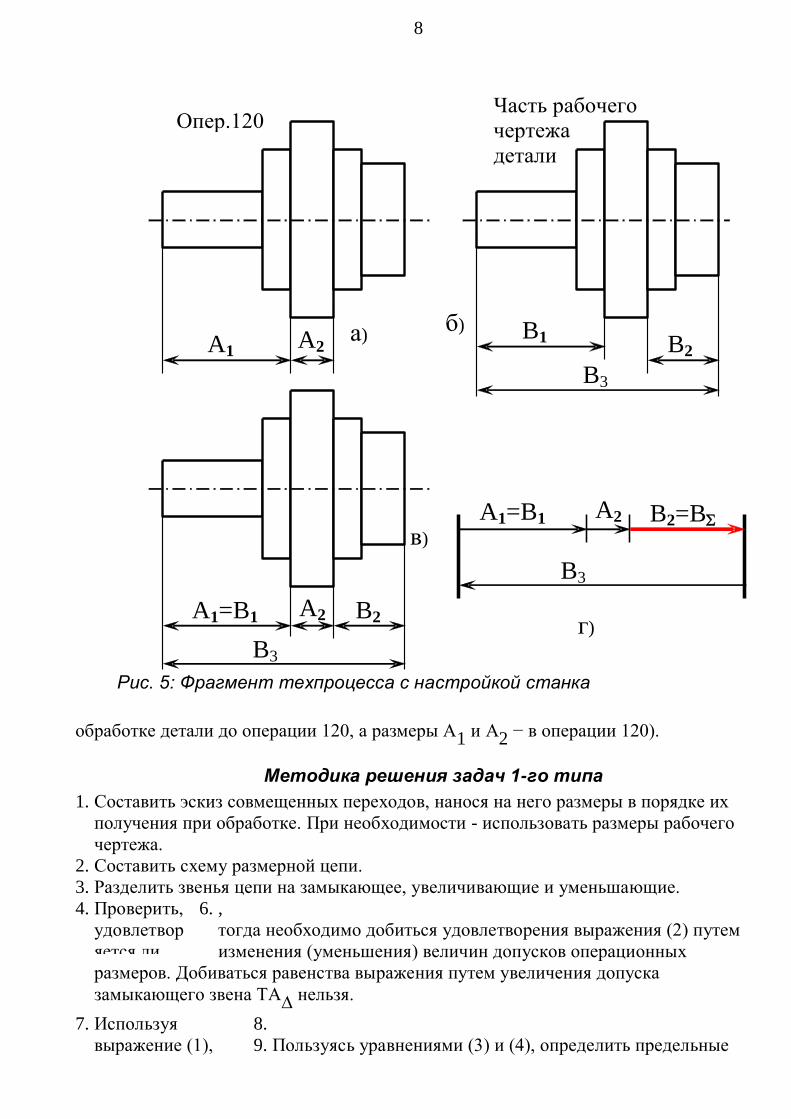
Пример 3. На рис. 5-а представлена конечная операция 120 техпроцесса
обработки детали. На эскизе операции указаны размеры А1 и А2, которые пригодны
для выполнения настройки станка. В рабочем чертеже детали (рис. 5-б) заданы
размеры В3, В1 и В2.
Их величины известны. Тогда А1 = В1. Поскольку размер А2 в рабочем чертеже
отсутствует, то его величина неизвестна и должна быть определена. Для этого
необходимо составить размерную цепь.
На эскиз операции 120 техпроцесса нанесем размеры чертежа (рис. 5-в) и
составим размерную цепь (рис. 5-г). В ней замыкающим звеном является В2,
поскольку оно при обработке не выдерживается (размер В3 выдерживается при
A3 г)
б) A2=A A1 Б1
Б1 A2 A1
A3
УБ
опер.85 опер.80
в)
a) Б1
Б2
A2 A1 A3
ОП1
4
1
3 2
ОП2
2 1
Рис. 4: Фрагмент техпроцесса с настройкой станка
8
обработке детали до операции 120, а размеры А1 и А2 − в операции 120).
Методика решения задач 1-го типа
1. Составить эскиз совмещенных переходов, нанося на него размеры в порядке их
получения при обработке. При необходимости - использовать размеры рабочего
чертежа.
2. Составить схему размерной цепи.
3. Разделить звенья цепи на замыкающее, увеличивающие и уменьшающие.
6. , тогда необходимо добиться удовлетворения выражения (2) путем
изменения (уменьшения) величин допусков операционных
размеров. Добиваться равенства выражения путем увеличения допуска
замыкающего звена ТА нельзя.
8. 9. Пользуясь уравнениями (3) и (4), определить предельные
Опер.120
Часть рабочего
чертежа
детали
в)
B3
A2
а) A2 A1
б)
B2 B1
B3
B2 A1=B1 г)
A2 B2=B
B3
A1=B1
Рис. 5: Фрагмент техпроцесса с настройкой станка
4. Проверить,
удовлетвор
яется ли
уравнение
допусков
(2):
5. . Это
обязательно
е
7. Используя
выражение (1),
определить
номинальное
значение искомого
9
значения искомого звена или на основе зависимостей (5) и (6) определить
предельные отклонения искомого звена.
Пример. Определим величину и предельные значения настроечного размера В2
(рис. 3). Пусть В1 = 72-0,2, В3 = 14+0,2. Схема размерной цепи представлена на рис.
3-в. Замыкающим звеном здесь является В3 = В.
Проверим выполнение контрольного правила:
Подставим численные значения. Тогда:
Поскольку ТВ2 не может быть равен нулю, контрольное
правило не выполняется. Следовательно, необходимо ужесточить
(уменьшить) допуск звена В1 (увеличивать допуск замыкающего звена В3 нельзя).
Разделим допуск замыкающего звена поровну между составляющими звеньями
(способ равных допусков), то есть назначим
Тогда:
Контрольное правило выполняется.
Тогда:
Определим номинальное значение искомого звена B2 по уравнению
(1)
Отсюда:
Определим нижнее отклонение искомого звена
B2 из уравнения (5)
Отсюда:
Определим верхнее отклонение
искомого звена B2 по уравнению (6)
Отсюда:
.
.
Задачи второго типа предполагают определение размеров переходов в
операциях обработки детали. В общем случае каждая поверхность детали
обрабатывается несколько раз. Так, например, торец валика П (рис. 6)
обрабатывается на токарных станках последовательно в трех операциях
механической обработки. На первую операцию - черновую обработку - деталь
поступает с размером Пн. Это начальный размер - размер заготовки. В результате
выполнения черновой обработки торец будет иметь координату П1. При выполнении
этого перехода обработки с детали удаляется припуск Z1.
.
.
.
,
а
.
.
.
.
.
. Таким
образом,
искомый
размер
Если
задать допуск
в тело, то
10
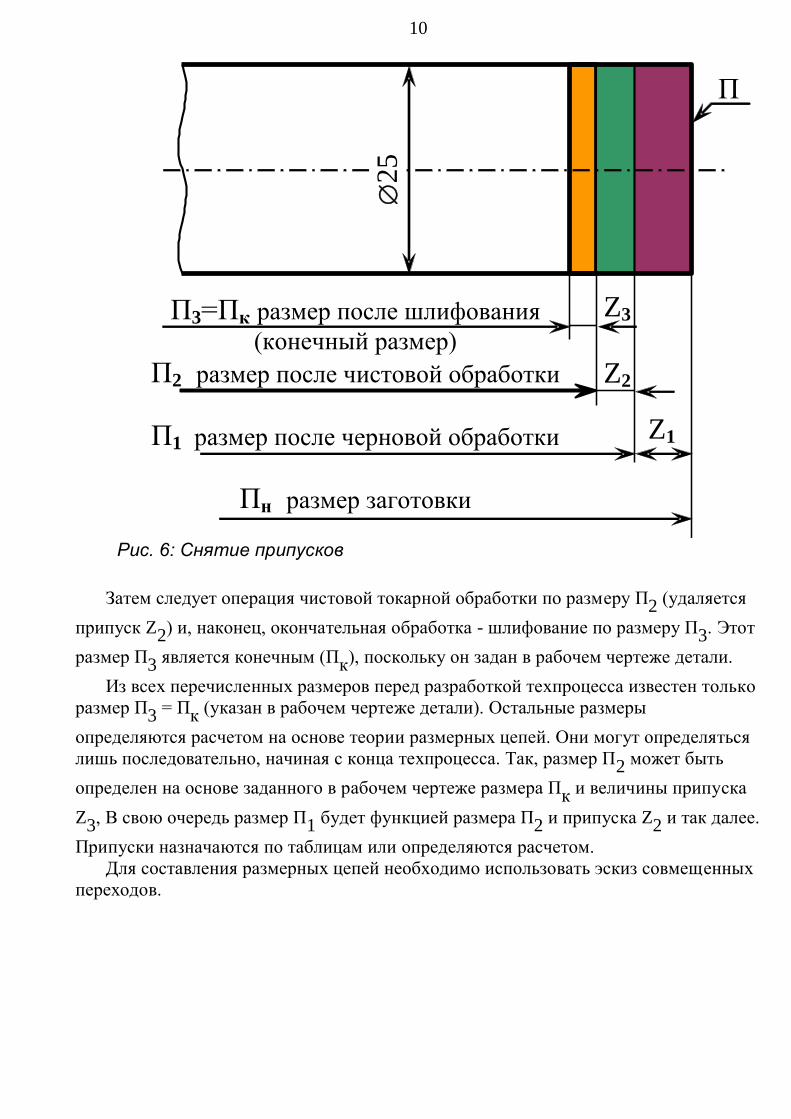
Затем следует операция чистовой токарной обработки по размеру П2 (удаляется
припуск Z2) и, наконец, окончательная обработка - шлифование по размеру П3. Этот
размер П3 является конечным (Пк), поскольку он задан в рабочем чертеже детали.
Из всех перечисленных размеров перед разработкой техпроцесса известен только
размер П3 = Пк (указан в рабочем чертеже детали). Остальные размеры
определяются расчетом на основе теории размерных цепей. Они могут определяться
лишь последовательно, начиная с конца техпроцесса. Так, размер П2 может быть
определен на основе заданного в рабочем чертеже размера Пк и величины припуска
Z3, В свою очередь размер П1 будет функцией размера П2 и припуска Z2 и так далее.
Припуски назначаются по таблицам или определяются расчетом.
Для составления размерных цепей необходимо использовать эскиз совмещенных
переходов.
П3=Пк размер после шлифования
(конечный размер)
П2 размер после чистовой обработки
П1 размер после черновой обработки
Пн размер заготовки
Z1
Z2
Z3
П
2
5
Рис. 6: Снятие припусков
11
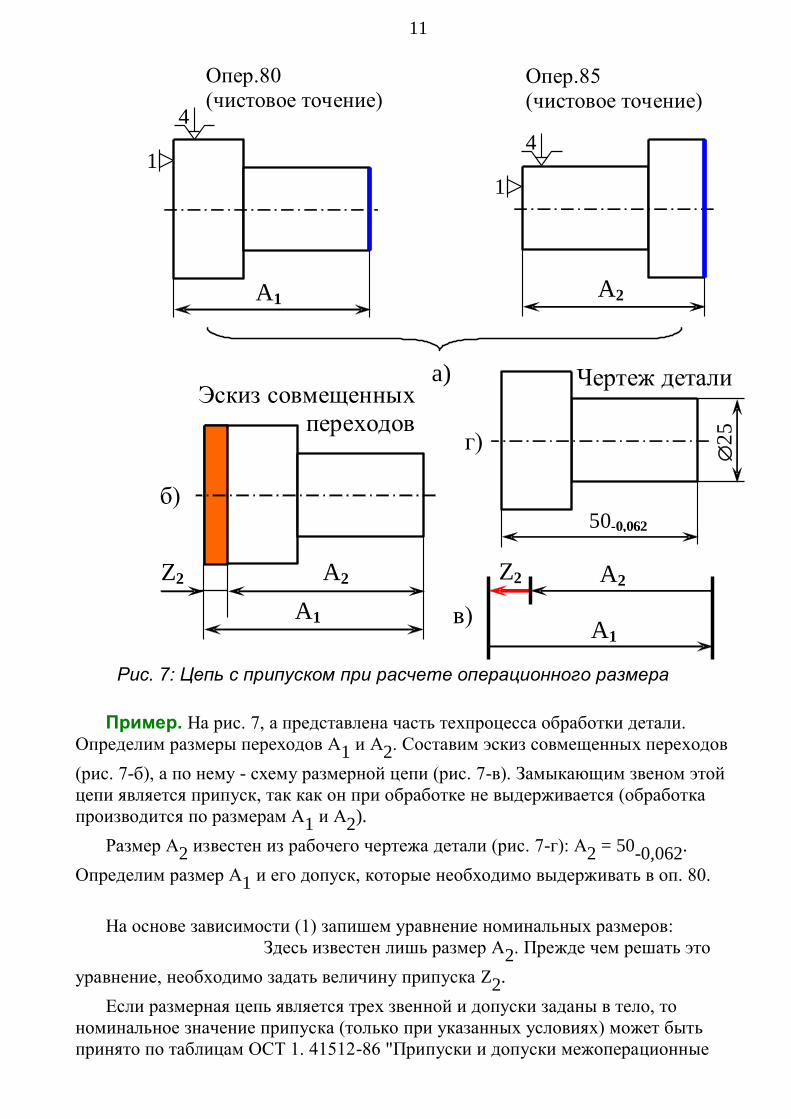
Пример. На рис. 7, а представлена часть техпроцесса обработки детали.
Определим размеры переходов А1 и А2. Составим эскиз совмещенных переходов
(рис. 7-б), а по нему - схему размерной цепи (рис. 7-в). Замыкающим звеном этой
цепи является припуск, так как он при обработке не выдерживается (обработка
производится по размерам А1 и А2).
Размер А2 известен из рабочего чертежа детали (рис. 7-г): А2 = 50-0,062.
Определим размер А1 и его допуск, которые необходимо выдерживать в оп. 80.
На основе зависимости (1) запишем уравнение номинальных размеров:
Здесь известен лишь размер А2. Прежде чем решать это
уравнение, необходимо задать величину припуска Z2.
Если размерная цепь является трех звенной и допуски заданы в тело, то
номинальное значение припуска (только при указанных условиях) может быть
принято по таблицам ОСТ 1. 41512-86 "Припуски и допуски межоперационные
Эскиз совмещенных
переходов
Опер.85
(чистовое точение)
Опер.80
(чистовое точение)
a)
A1 A2
в)
б)
г)
2
5
50-0,062
Z2
A1
A2 A2
A1
Z2
4
1 4
1
Чертеж детали
Рис. 7: Цепь с припуском при расчете операционного размера
(7)
12
(промежуточные) на механическую обработку". В таблицах этого стандарта
приведены номинальные значения припусков для различных методов обработки
(точение, фрезерование, шлифование и др.).
В нашем примере припуск Z2 удаляется при чистовой токарной подрезке торца
по размеру А2. Поэтому принимаем его по таблице 19 ОСТа 1.41512-86. Размер А1
будет иметь величину около 50 мм, поскольку А2 = 50 мм. Тогда при диаметре
валика, равном 25 мм, Z2 = 0,6 мм.
Решая уравнение (7), запишем:
Остается назначить допуск на размер А1.
Допуски на операционные размеры назначаются экономически обоснованными. Для
каждого метода обработки (черновое точение, чистовое точение, сверление,
шлифование и др.) установлены экономические допуски.
Экономическим является допуск, при котором себестоимость обработки данным
методом является оптимальной. Для примера на рис. 8 приведены схемы получения
различной точности плоских поверхностей (имеются аналогичные таблицы и для
обработки наружных цилиндрических поверхностей, а также отверстий). Здесь
указаны, во-первых, рекомендуемая последовательность использования различных
методов обработки для получения в готовой детали заданной точности размеров и,
во-вторых, квалитеты, по которым назначаются экономические допуски, а также
рекомендуемые для задания микронеровности обработанных поверхностей.
Например, экономические допуски на размеры, получаемые окончательным
чистовым точением, следует назначать по квалитетам 9 (IT9 ) или 11 (IT11 ).
Назначим допуск для рассматриваемого примера (рис. 7) по 11-му квалитету.
Тогда ТА1 = 0,16 мм. По условию (см. выше) этот допуск должен быть задан "в
тело". Следовательно, искомый размер будет равен А1= 50,6 h11 (-0,16).
Методика решения задач 2-го типа
1. Составить эскиз совмещенных переходов.
2. Составить схему размерной цепи.
3. Разделить звенья цепи на замыкающее, увеличивающие и уменьшающие.
4. Определить приблизительно номинальное значение искомого звена на основе
известных звеньев размерной цепи.
5. Назначить экономический допуск на искомый размер в соответствии с методом
обработки, используемым для получения этого размера, пользуясь
рекомендациями, приведенными на рис. 8 и стандартом ГОСТ 25346-89.
6. Назначить величину припуска в соответствии с методом обработки, используемым
при удалении этого припуска. Если размерная цепь трехзвенная и допуски заданы
"в тело", то величину номинального припуска определяют по ОСТ 1.41512-86.
7. Определить номинальное значение искомого звена по уравнению (1).
Выполнение работы
Каждому студенту надлежит выполнить задания по указанию преподавателя. В
процессе решения задач следует пользоваться стандартами ГОСТ 25346-89 и ОСТ
1.41512-86.
.

13
14
ГОСТ 25346-89. Числовые значения допусков
15
16
ГОСТ 25346-89. Числовые значения основных отклонений валов, мкм
c d e f g h j k
7 8
- 0
*
0 0
3 6 0 – 1 0
6 10 0 – 1 0
10 14– – – 0 – 1 0
14 18
18 24– – – 0 – 2 0
24 30
30 40– – 25 – 0 – 2 0
40 50
50 65– – – 0 – 2 0
65 80
80 100– – – 0 – 3 0
100 120
120 140
– – – 0 – 3 0160
160 180
180 200
– – – 0 – 4 0200 225
225 250
250 280– – – 0 – 4 0
280 315
315 355– – – 0 – 4 0
355 400
400 450– – – 0 – 5 0
450 500
500 560 –– – – 0 – – – 0 0
560 630 –
630 710 –– 290 – – 0 – – – 0 0
710 800 –
800 900 –– – – 0 – – – 0 0
900 1000 –
1000 1120 –– – – 0 – – – 0 0
1120 1250 –
1250 –– – – 0 – – – 0 0
1400 1600 –
1600 1800 –– – – 0 – – – 0 0
1800 2000 –
2000 –– – – 0 – – – 0 0
2500 –
2500 2800 –– – – 0 – – – 0 0
2800 3150 –
a1 b1 cd ef fg js2
4
es ei
3
1
– 2 7 0 – 1 4 0 – 6 0 – 3 4 – 2 0 – 1 4 – 1 0 – 6 – 4 – 2 – 2 – 4 – 6
– 2 7 0 – 1 4 0 – 7 0 – 4 6 – 3 0 – 2 0 – 1 4 – 1 0 – 6 – 4 – 2 – 4
– 2 8 0 – 1 5 0 – 8 0 – 5 6 – 4 0 – 2 5 – 1 8 – 1 3 – 8 – 5 – 2 – 5
– 2 9 0 – 1 5 0 – 9 5–50
– 3 2–16 –6
– 3 – 6
– 3 0 0 – 1 6 0 – 1 1 0–65
– 4 0–20 –7
– 4 – 8
– 3 1 0 – 1 7 0 – 1 2 0
–80– 5 0
–9– 5 – 1 0
– 3 2 0 – 1 8 0 – 1 3 0
– 3 4 0 – 1 9 0 – 1 4 0
–100– 6 0
–30 –10– 7 – 1 2
– 3 6 0 – 2 0 0 – 1 5 0
– 3 8 0 – 2 2 0 – 1 7 0
–120– 7 2
–36 –12– 9 – 1 5
– 4 1 0 – 2 4 0 – 1 8 0
– 4 6 0 – 2 6 0 – 2 0 0
–145– 8 5
–43 –14– 1 1 – 1 8
140– 5 2 0 – 2 8 0 – 2 1 0
– 5 8 0 – 3 1 0 – 2 3 0
– 6 6 0 – 3 4 0 – 2 4 0
–170– 1 0 0
–50 –15– 1 3 – 2 1– 7 4 0 – 3 8 0 – 2 6 0
– 8 2 0 – 4 2 0 – 2 8 0
– 9 2 0 – 4 8 0 – 3 0 0
–190– 1 1 0
–56 –17– 1 6 – 2 6
– 1 0 5 0 – 5 4 0 – 3 3 0
– 1 2 0 0 – 6 0 0 – 3 6 0
–210– 1 2 5
–62 –18– 1 8 – 2 8
– 1 3 5 0 – 6 8 0 – 4 0 0
– 1 5 0 0 – 7 6 0 – 4 4 0
–230– 1 3 5
–68 –20– 2 0 – 3 2
– 1 6 5 0 – 8 4 0 – 4 8 0
–520 –370–260 –145 –76 –22
–580 –390
–640 –430–160 –80 –24
–700 –450
–780 –500–320 –170 –86 –26
–860 –520
–940 –580–350 –195 –98 –28
–1050 –600
1400 –1150 –660–390 –220 –110 –30
–1300 –720
–1450 –780–430 –240 –120 –32
–1600 –820
2240 –1800 –920–480 –260 –130 –34
2 2 4 0
–2000 –980
–2200 –1050–520 –290 –145 –38
–2500 –1150
17
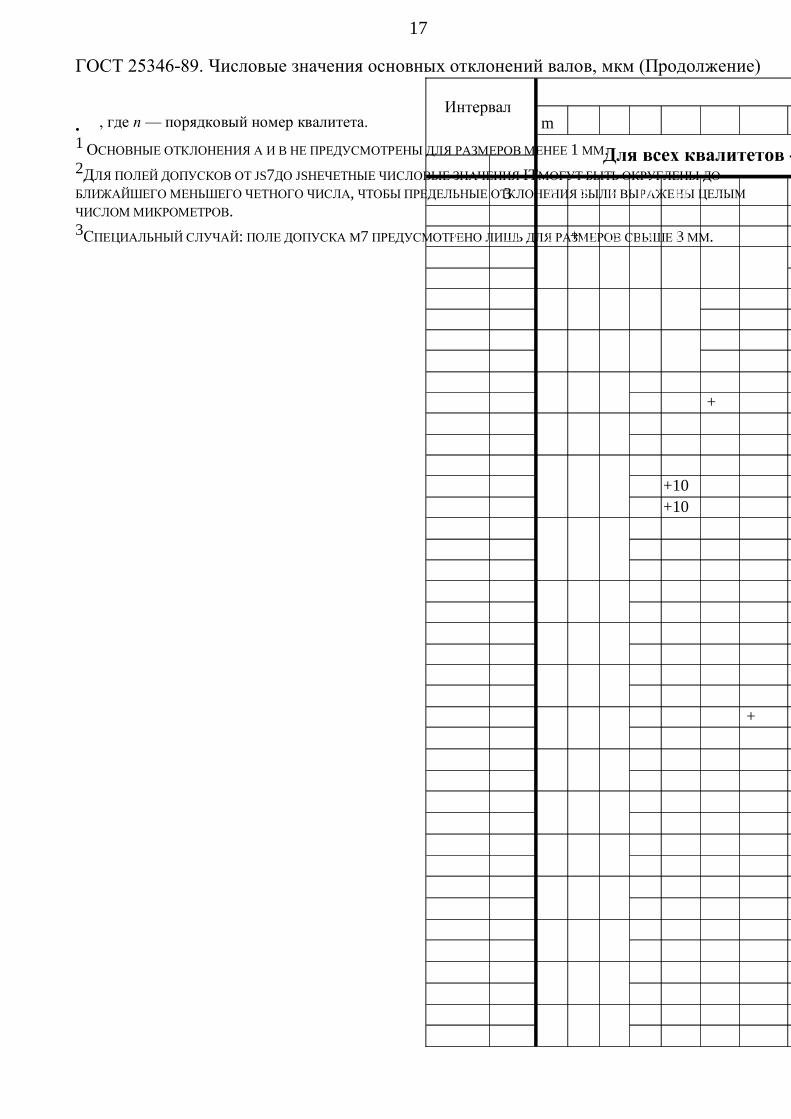
ГОСТ 25346-89. Числовые значения основных отклонений валов, мкм (Продолжение)
• , где п — порядковый номер квалитета.
1 ОСНОВНЫЕ ОТКЛОНЕНИЯ А И B НЕ ПРЕДУСМОТРЕНЫ ДЛЯ РАЗМЕРОВ МЕНЕЕ 1 ММ.
2ДЛЯ ПОЛЕЙ ДОПУСКОВ ОТ JS7ДО JSНЕЧЕТНЫЕ ЧИСЛОВЫЕ ЗНАЧЕНИЯ ITМОГУТ БЫТЬ ОКРУГЛЕНЫ ДО
БЛИЖАЙШЕГО МЕНЬШЕГО ЧЕТНОГО ЧИСЛА, ЧТОБЫ ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ БЫЛИ ВЫРАЖЕНЫ ЦЕЛЫМ
ЧИСЛОМ МИКРОМЕТРОВ.
3СПЕЦИАЛЬНЫЙ СЛУЧАЙ: ПОЛЕ ДОПУСКА M7 ПРЕДУСМОТРЕНО ЛИШЬ ДЛЯ РАЗМЕРОВ СВЫШЕ 3 ММ.
•
n p r s t u v x y z
— 2 4 6 10 14 — 18 — 20 — 26 32 40 60
3 6 4 8 12 15 19 — 23 — 28 — 35 42 50 80
6 10 6 15 19 23 — 28 — 34 — 42 52 67 97
10 147 12 18 23 28 — 33
— 40 — 50 64 90 130
14 18 39 45 — 60 77 108 150
18 248 15 22 28 35
— 41 47 54 63 73 98 136 188
24 30 41 48 55 64 75 88 118 160 218
30 409 17 26 34 43
48 60 68 80 94 112 148 200 274
40 50 54 70 81 97 114 136 180 242 325
50 6511 20 32
41 53 66 87 102 122 144 172 226 300 405
65 80 43 59 102 120 146 174 210 274 360 480
80 10013 23 37
51 71 91 124 146 178 214 258 335 445 585
100 120 54 79 104 144 172 210 254 310 400 525 690
120 140
15 27 43
63 92 122 170 202 248 300 365 470 620 800
140 160 65 134 190 228 280 340 415 535 700 900
160 180 68 146 210 252 310 380 465 600 780 1000
180 200
17 31 50
77 122 166 236 284 350 425 520 670 880 1150
200 225 130 180 258 310 385 470 575 740 960 1250
225 250 84 140 196 284 340 425 520 640 820 1050 1350
250 28020 34 56
94 158 218 315 385 475 580 710 920 1200 1550
280 315 98 170 240 350 425 650 790 1000 1300 1700
315 35521 37 62
108 190 268 390 475 590 730 900 1150 1500 1900
355 400 114 208 294 435 530 660 820 1000 1300 1650 2100
400 45023 40 68
126 232 330 490 595 740 920 1100 1450 1850 2400
450 500 132 252 360 540 660 820 1250 1600 2100 2600
500 56026 44 78
150 280 400 740 – – – – –
560 630 155 310 450 660 820 – – – – – –
630 71030 50 88
175 340 500 740 920 – – – – –
710 800 185 380 560 840 1000 – – – – – –
800 90034 56 100
210 430 620 940 1150 – – – – – –
900 1000 220 470 680 1050 1300 – – – – –
1000 112040 66 120
250 520 780 1150 1450 – – – – –
1120 1250 260 580 840 1600 – – – – –
1250 140048 78 140
300 640 960 1450 1800 – – – –
1400 1600 330 720 1050 1600 2000 – – – – –
1600 180058 92 170
370 820 1200 1850 2300 – – – – –
1800 2000 400 920 1350 2000 2500 – – – – – –
2000 224068 110 195
440 1000 1500 2300 2800 – – – – –
2240 2500 460 1100 1650 2500 3100 – – – – – –
2500 280076 135 240
550 1250 1900 2900 3500 – – – – –
2800 3150 580 1400 2100 3200 3900 – – – – – –
m3 za zb zc
31
+10
+75
+100
+108
+ 8 0
+525
+ 1 0 0 0
+600
+ 1 3 0 0
П
р
е
д
18
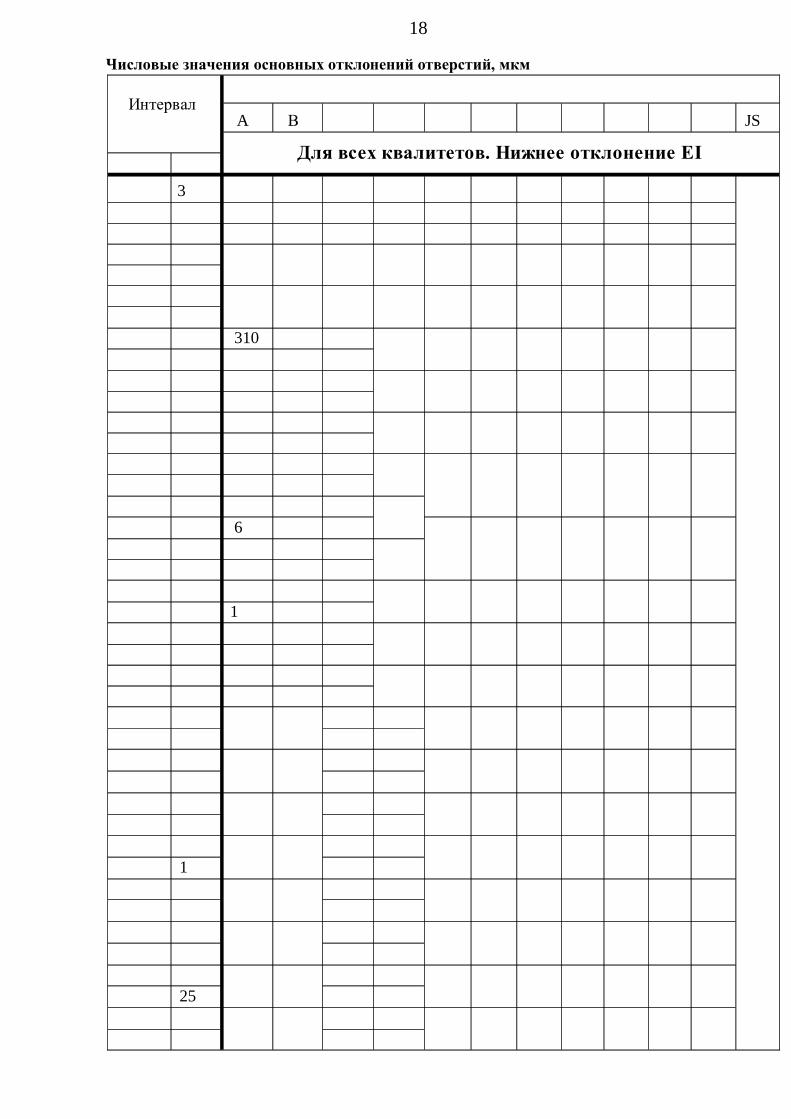
Числовые значения основных отклонений отверстий, мкм
Основные отклонения
С CD D E EF F FG G Н
Свыше До
– 270 140 60 34 20 14 10 6 4 2 0
*
3 6 270 140 70 46 30 20 14 10 6 4 0
6 10 280 150 80 56 40 25 18 13 8 5 0
10 14290 150 95 – 50 32 – 16 – 6 0
14 18
18 24300 160 110 – 65 40 – 20 – 7 0
24 30
30 40 170 120– 80 50 – 25 – 9 0
40 50 320 180 130
50 65 340 190 140– 100 60 – 30 – 10 0
65 80 360 200 150
80 100 380 220 170– 120 72 – 36 – 12 0
100 120 410 240 180
120 140 460 260 200–
145 85 – 43 – 14 0140 160 520 280 210
160 180 580 310 230–
180 200 340 240
170 100 – 50 – 15 0200 225 740 380 260–
225 250 820 420 280
250 280 920 480 300– 190 110 – 56 – 17 0
280 315 540 330
315 355 1200 600 360– 210 125 – 62 – 18 0
355 400 1350 680 400
400 450 1500 760 440– 230 135 – 68 – 20 0
450 500 1650 840 480
500 560– –
520 370260 145 – 76 – 22 0
560 630 580 390
630 710– –
640 430290 160 – 80 – 24 0
710 800 700 450
800 900– –
780 500320 170 – 86 – 26 0
900 1000 860 520
1000 1120– –
940 580350 195 – 98 – 28 0
1120 1050 600
1250 1400– –
1150 660390 220 – 110 – 30 0
1400 1600 1300 720
1600 1800– –
1450 780430 240 – 120 – 32 0
1800 2000 1600 820
2000 2240– –
1800 920480 260 – 130 – 34 0
2240 2000 980
2500 2800– –
2200 1050520 290 – 145 – 38 0
2800 3150 2500 1150
Интервал
размеров, мм A1 В1 JS2
Для всех квалитетов. Нижнее отклонение ЕI
31) 5)
310
660
1050
1250
2500
19
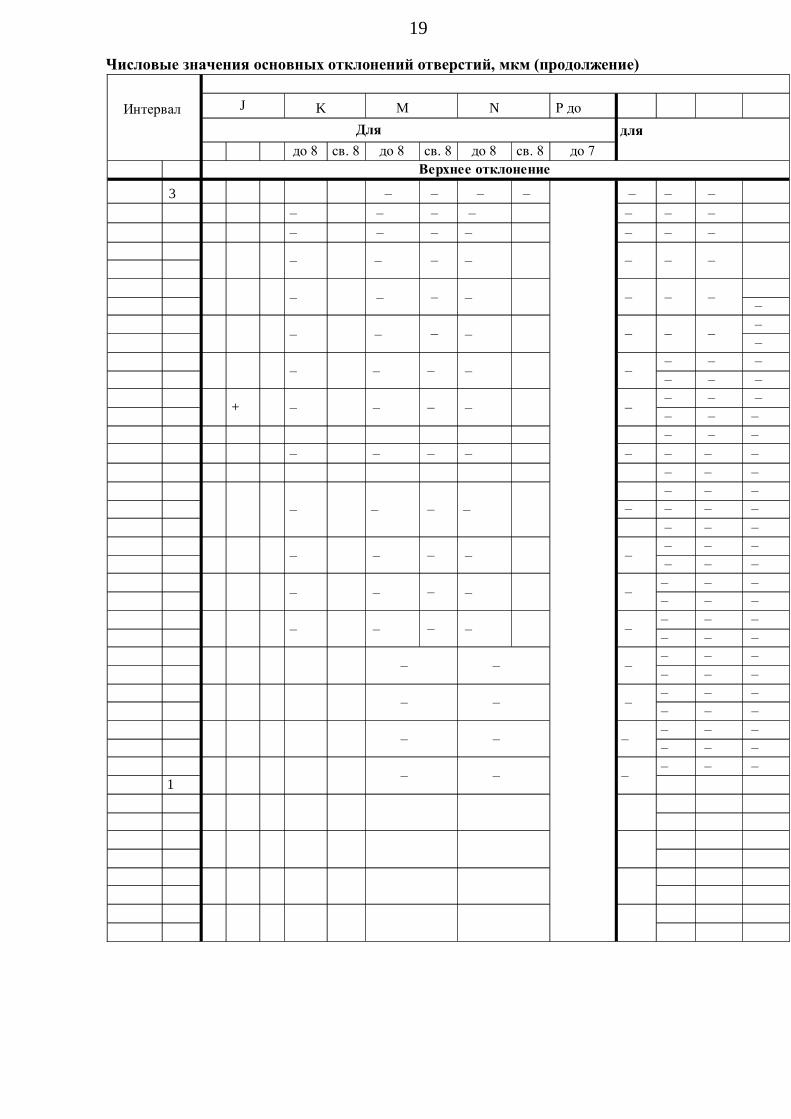
Числовые значения основных отклонений отверстий, мкм (продолжение)
J Р R S T
6 7 8
Свыше До
– 2 4 6 0 0
3 6 5 6 10 – 0
6 10 5 8 12 – 0
10 146 10 15 – 0
14 18
18 248 12 20 – 0
24 30
30 4010 14 24 – 0
40 50
50 6513 18 28 – 0
65 80
80 10016 34 – 0
100 120
120 140
140 160 18 26 41 – 0
160 180
180 200
22 30 47 – 0200 225
225 250
250 28025 36 55 – 0
280 315
315 35529 39 60 – 0
355 400
400 45033 43 66 – 0
450 500
500 560– – – 0 –
560 630
630 710– – – 0 –
710 800
800 900– – – 0 –
900 1000
1000 1120– – – 0 –
1120
1250 1400– – – 0 –
1400 1600
1600 1800– – – 0 –
1800 2000
2000 2240– – – 0 –
2240 2500
2500 2800– – – 0 –
2800 3150
Интервал
размеров, мм
О с н о в н ы е отклонения
K3 М3 4 N3 5 Р до ZC3
Для квалитетов для квалитетов свыше 7-
гoдо 8 св. 8 до 8 св. 8 до 8 св. 8 до 7
Верхнее отклонение ES
31 5 –2 –2 –4 –4
Отк
ло
нен
ия к
ак д
ля к
вал
ите
тов с
вы
ше
7-г
о, ув
ели
чен
ны
е н
а
–6 –10 –14
–1+ –4+ –4 –8+ –12 –15 –19
–1+ –6+ –6 –10+ –15 –19 –23
–1+ – 7+ –7 –12+ –18 –23 –28
–2+ –8+ –8 –15+ –22 –28 –35–41
–2+ – 9+ –9 –17+ –26 –34 –43–48
–54
–2+ –11+ –11 –20+ –32–41 –53 –66
–43 –59 –75
+22 –3+ –13+ –13 –23+ –37–51 –71 –91
–54 –79 –104
–63 –92 –122
–3+ –15+ –15 –27+ –43 –65 –100 –134
–68 –108 –146
–4+ – 17+ –17 – 31+
–77 –122 –166
–50 –80 –130 –180
–84 –140 –196
–4+ –20+ –20 –34+ –56–94 –158 –218
–98 –170 –240
–4+ –21+ –21 –37+ –62–108 –190 –268
–114 –208 –294
–5+ –23+ –23 –40+ –68–126 –232 –330
–132 –252 –360
–26 –44 –78–150 –280 –400
–155 –310 –450
–30 –50 –88–175 –340 –500
–185 –380 –560
–34 –56 –100–210 –430 –620
–220 –470 –680
–40 –66 –120–250 –520 –780
1250 – 2 6 0 – 5 8 0 – 8 4 0
– 4 8 – 7 8 – 1 4 0
– 3 0 0 – 6 4 0 – 9 6 0
– 3 3 0 – 7 2 0 – 1 0 5 0
– 5 8 – 9 2 – 1 7 0
– 3 7 0 – 8 2 0 – 1 2 0 0
– 4 0 0 – 9 2 0 – 1 3 5 0
– 6 8 – 1 1 0 – 1 9 5
– 4 4 0 – 1 0 0 0 – 1 5 0 0
– 4 6 0 – 1 1 0 0 – 1 6 5 0
– 7 6 – 1 3 5 – 2 4 0
– 5 5 0 – 1 2 5 0 – 1 9 0 0
– 5 8 0 – 1 4 0 0 – 2 1 0 0
20
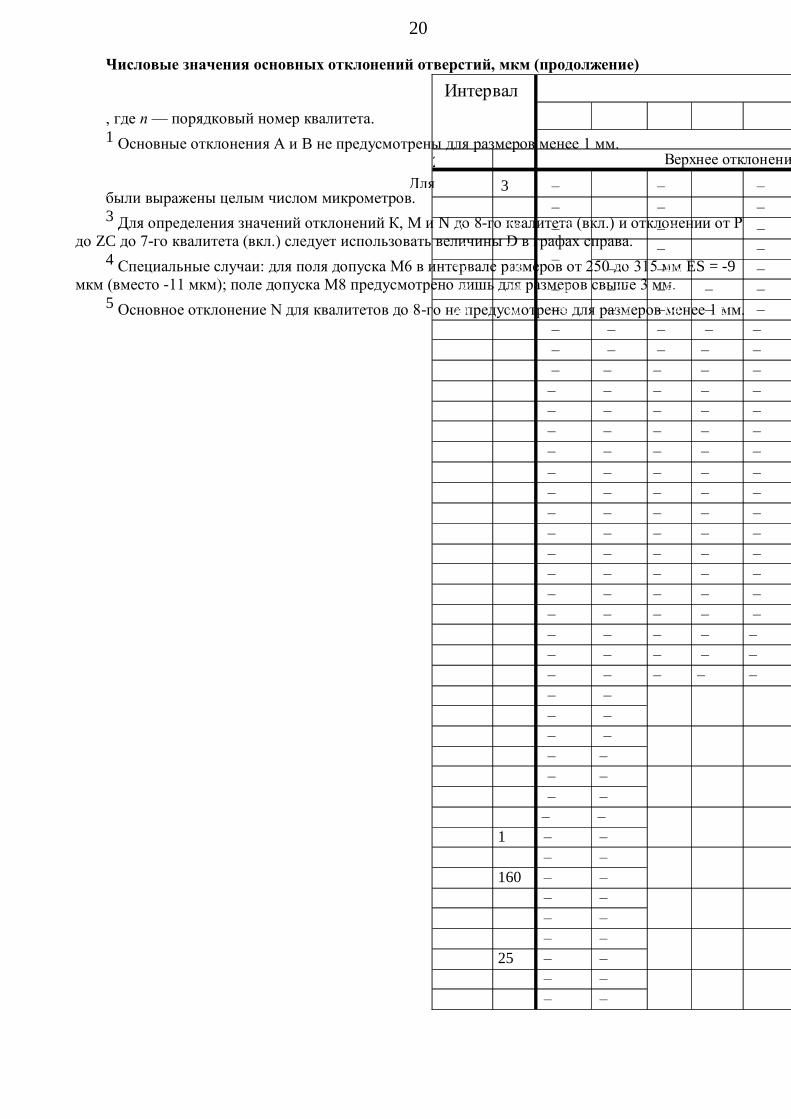
Числовые значения основных отклонений отверстий, мкм (продолжение)
, где п — порядковый номер квалитета.
1 Основные отклонения А и B не предусмотрены для размеров менее 1 мм.
были выражены целым числом микрометров. 3 Для определения значений отклонений К, М и N до 8-го квалитета (вкл.) и отклонении от Р
до ZC до 7-го квалитета (вкл.) следует использовать величины D в графах справа. 4 Специальные случаи: для поля допуска М6 в интервале размеров от 250 до 315 мм ES = -9
мкм (вместо -11 мкм); поле допуска М8 предусмотрено лишь для размеров свыше 3 мм. 5 Основное отклонение N для квалитетов до 8-го не предусмотрено для размеров менее 1 мм.
Основные отклонения
U V X Y Z ZA ZB ZC
для квалитетов свыше 7–го для квалитетов
Свыше До 3 4 5 6 7 8
– 0 0 0 0 0 0
3 6 1 1,5 1 3 4 6
6 10 1 1,5 2 3 6 7
10 141 2 3 3 7 9
14 18
18 241,5 2 3 4 8 12
24 30
30 401,5 3 4 5 9 14
40 50
50 652 3 5 6 11 16
65 80
80 1002 4 5 7 13 19
100 120
120 140
3 4 6 7 15 23140 160
160 180
180 200
3 4 6 9 17 26200 225
225 250
250 2804 4 7 9 20 29
280 315
315 3554 5 7 11 21 32
355 400
400 4505 5 7 13 23 34
450 500
500 560– – – – – – – – – – – –
560 630
630 710– – – – – – – – – – – –
710 800
800 900– – – – – – – – – – – –
900 1000
1000 1120– – – – – – – – – – – –
1120
1250 1400– – – – – – – – – – – –
1400
1600 1800– – – – – – – – – – – –
1800 2000
2000 2240– – – – – – – – – – – –
2240
2500 2800– – – – – – – – – – – –
2800 3150
Интервал размеров,
мм
, мкм
Верхнее отклонение ES
31 5 –18 –20 –26 –32 –40 –60
–23 –28 –35 –42 –50 –80
–28 –34 –42 –52 –67 –97
–33–40 –50 –64 –90 –130
–39 –45 –60 –77 –108 –150
–41 –47 –54 –63 –73 –98 –136 –188
–48 –55 –64 –75 –88 –118 –160 –218
–60 –68 –80 –94 –112 –148 –200 –274
–70 –81 –97 –114 –136 –180 –242 –325
–87 –102 –122 –144 –172 –226 –300 –405
–102 –120 –146 –174 –210 –274 –360 –480
–124 –146 –178 –214 –258 –335 –445 –585
–144 –172 –210 –254 –310 –400 –525 –690
–170 –202 –248 –300 –365 –470 –620 –800
–190 –228 –280 –340 –415 –535 –700 –900
–210 –252 –310 –380 –465 –600 –780 –1000
–236 –284 –350 –425 –520 –670 –880 –1150
–258 –310 –385 –470 –575 –740 –960 –1250
–284 –340 –425 –520 –640 –820 –1050 –1350
–315 –385 –475 –580 –710 –920 –1200 –1550
–350 –425 –525 –650 –790 –1000 –1300 –1700
–390 –475 –590 –730 –900 –1150 –1500 –1900
–435 –530 –660 –820 –1000 –1300 –1650 –2100
–490 –595 –740 –920 –1100 –1450 –1850 –2400
–540 –660 –820 –1000 –1250 –1600 –2100 –2600
–600 –740
–660 –820
–740 –920
–840 –1000
–940 –1150
–105 –1300
–1150 –1450
1250 –1300 –1600
–1450 –1800
1600 –1600 –2000
–1850 –2300
–2000 –2500
–2300 –2800
2500 –2500 –3100
–2900 –3500
–3200 –3900
*
Пред
ельн
ые
откл
онен
2
Для
поле
й
допу
сков
от
JS7
до
JS11
нече
тны
е
числ
овы
е
знач
ения
IT
могу
т
быть
окру
глен
ы до
бли
жай
шег
о
мень
шег
о
четн
ого
числ
а,
чтоб
ы
пред
ельн
ые
откл
онен
ия