Production of Biodiesel from Candlenut Oil Using a Two-step ...
10
617 Journal of Oleo Science Copyright ©2018 by Japan Oil Chemists’ Society doi : 10.5650/jos.ess17220 J. Oleo Sci. 67, (5) 617-626 (2018) Production of Biodiesel from Candlenut Oil Using a Two-step Co-solvent Method and Evaluation of Its Gaseous Emissions Lan Ngoc Pham 1 , Boi Van Luu 1 , Hung Duong Phuoc 2 , Hanh Ngoc Thi Le 3 , Hoa Thi Truong 4 , Phuong Duc Luu 1 , Masakazu Furuta 3 , Kiyoshi Imamura 5* and Yasuaki Maeda 5 1 Faculty of Chemistry, VNU University of Science, Hanoi, 19 Le Thanh Tong, Hoan Kiem District, Hanoi, VIETNAM 2 Ministry of Natural Resources and Environment, 10 Ton That Thuyet Str., Hanoi, 100000, VIETNAM 3 Graduate School of Engineering, Osaka Prefecture University, 1-1 Gakuen-cho, Naka-Ku, Sakai, Osaka 599-8531, JAPAN 4 Danang Environmental Technology Center, Institute of Environmental Technology, Vietnam Academy of Science and Technology, Tran Dai Nghia Road, Ngu Hanh Son Dist., Danang city 59000, VIETNAM 5 Research Institute of University-Community Collaborations, Osaka Prefecture University, 1-2 Gakuen-cho, Naka-Ku, Sakai, Osaka 599-8531, JAPAN 1 INTRODUCTION Currently, biofuels are garnering particular interest. There are two main reasons for this. Firstly, fossil fuels which are being over-exploited have limited reserves and thus, will be exhausted in the near future. Secondly, fossil fuels are deemed to have serious side effects on ecosystem and human health because of their greenhouse gas (GHG) emissions. Increasing concentration of GHGs causes global warming, thereby leading to dramatic and unpredictable climate changes 1) . In this context, biofuels, including bio- diesel fuel (BDF) , being renewable and emitting fewer toxic gases than conventional petro-diesel upon combus- tion in an engine, are viewed as promising fuel sources to replace fossil fuels petro-diesel 2) . * Correspondence to: Kiyoshi Imamura, Research Institute of University-Community Collaborations, Osaka Prefecture University, 1-2 Gakuen-cho, Naka-Ku, Sakai, Osaka 599-8531, JAPAN E-mail: [email protected] Accepted January 9, 2018 (received for review October 13, 2017) Journal of Oleo Science ISSN 1345-8957 print / ISSN 1347-3352 online http://www.jstage.jst.go.jp/browse/jos/ http://mc.manusriptcentral.com/jjocs BDF, or fatty acid methyl ester (FAME) , is produced by transesterification of triglycerides of vegetable oils or animal fats. One of the disadvantages of BDF is its relative- ly high price, which is not competitive with petro-diesel 3) . Scientists have been interested in the use of non-edible oils as feedstocks to produce BDF, because these oils have rela- tively low cost, and therefore can lower the BDF price. Non-edible oils such as rubber seed oil, Jatropha seed oil, Tung oil, castor oil, candlenut oil (CNO) and others may be used for BDF production 4-6) . There have been many investigations on BDF production technology. The co-solvent method is a new technology, in which a solvent is used for homogenizing reaction systems, and shows a lot of advantages compared to the convention- Abstract: Candlenut oil (CNO) is a potentially new feedstock for biodiesel (BDF) production. In this paper, a two-step co-solvent method for BDF production from CNO was examined. Firstly, esterification of free fatty acids (FFAs) (7 wt%) present in CNO was carried out using a co-solvent of acetonitrile (30 wt%) and H 2 SO 4 as a catalyst. The content of FFAs was reduced to 0.8 wt% in 1 h at 65 ℃. Subsequent transesterification of the crude oil produced was carried out using a co-solvent of acetone (20 wt%) and 1 wt% potassium hydroxide (KOH). Ester content of 99.3% was obtained at 40℃ in 45 min. The water content in BDF was 0.023% upon purification using vacuum distillation at 5 kPa. The components of CNO BDF were characterized using a Fourier-transform infrared spectrometry and gas chromatography-flame ionization detector. The physicochemical properties of BDF satisfied the ASTM D6751-02 standard. The gaseous exhaust emissions from the diesel engine upon combustion of the BDF blends (B0–B100) with petro- diesel were examined. The emissions of carbon monoxide and hydrocarbons were clearly lower, but that of nitrogen oxides was higher in comparison to those from petro-diesel. Key words: candlenut oil, biodiesel, co-solvent technology, transesterification, exhaust gases
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Production of Biodiesel from Candlenut Oil Using a Two-step ...
617
Journal of Oleo ScienceCopyright ©2018 by Japan Oil Chemists’ Societydoi : 10.5650/jos.ess17220J. Oleo Sci. 67, (5) 617-626 (2018)
Production of Biodiesel from Candlenut Oil Using a Two-step Co-solvent Method and Evaluation of Its Gaseous EmissionsLan Ngoc Pham1, Boi Van Luu1, Hung Duong Phuoc2, Hanh Ngoc Thi Le3, Hoa Thi Truong4, Phuong Duc Luu1, Masakazu Furuta3, Kiyoshi Imamura5* and Yasuaki Maeda5
1 Faculty of Chemistry, VNU University of Science, Hanoi, 19 Le Thanh Tong, Hoan Kiem District, Hanoi, VIETNAM2 Ministry of Natural Resources and Environment, 10 Ton That Thuyet Str., Hanoi, 100000, VIETNAM3 Graduate School of Engineering, Osaka Prefecture University, 1-1 Gakuen-cho, Naka-Ku, Sakai, Osaka 599-8531, JAPAN4 Danang Environmental Technology Center, Institute of Environmental Technology, Vietnam Academy of Science and Technology,
Tran Dai Nghia Road, Ngu Hanh Son Dist., Danang city 59000, VIETNAM5 Research Institute of University-Community Collaborations, Osaka Prefecture University, 1-2 Gakuen-cho, Naka-Ku, Sakai, Osaka 599-8531,
JAPAN
1 INTRODUCTIONCurrently, biofuels are garnering particular interest.
There are two main reasons for this. Firstly, fossil fuels which are being over-exploited have limited reserves and thus, will be exhausted in the near future. Secondly, fossil fuels are deemed to have serious side effects on ecosystem and human health because of their greenhouse gas(GHG)emissions. Increasing concentration of GHGs causes global warming, thereby leading to dramatic and unpredictable climate changes1). In this context, biofuels, including bio-diesel fuel(BDF), being renewable and emitting fewer toxic gases than conventional petro-diesel upon combus-tion in an engine, are viewed as promising fuel sources to replace fossil fuels petro-diesel2).
*Correspondence to: Kiyoshi Imamura, Research Institute of University-Community Collaborations, Osaka Prefecture University, 1-2 Gakuen-cho, Naka-Ku, Sakai, Osaka 599-8531, JAPANE-mail: [email protected] January 9, 2018 (received for review October 13, 2017)Journal of Oleo Science ISSN 1345-8957 print / ISSN 1347-3352 onlinehttp://www.jstage.jst.go.jp/browse/jos/ http://mc.manusriptcentral.com/jjocs
BDF, or fatty acid methyl ester(FAME), is produced by transesterification of triglycerides of vegetable oils or animal fats. One of the disadvantages of BDF is its relative-ly high price, which is not competitive with petro-diesel3). Scientists have been interested in the use of non-edible oils as feedstocks to produce BDF, because these oils have rela-tively low cost, and therefore can lower the BDF price. Non-edible oils such as rubber seed oil, Jatropha seed oil, Tung oil, castor oil, candlenut oil(CNO)and others may be used for BDF production4-6).
There have been many investigations on BDF production technology. The co-solvent method is a new technology, in which a solvent is used for homogenizing reaction systems, and shows a lot of advantages compared to the convention-
Abstract: Candlenut oil (CNO) is a potentially new feedstock for biodiesel (BDF) production. In this paper, a two-step co-solvent method for BDF production from CNO was examined. Firstly, esterification of free fatty acids (FFAs) (7 wt%) present in CNO was carried out using a co-solvent of acetonitrile (30 wt%) and H2SO4 as a catalyst. The content of FFAs was reduced to 0.8 wt% in 1 h at 65℃. Subsequent transesterification of the crude oil produced was carried out using a co-solvent of acetone (20 wt%) and 1 wt% potassium hydroxide (KOH). Ester content of 99.3% was obtained at 40℃ in 45 min. The water content in BDF was 0.023% upon purification using vacuum distillation at 5 kPa. The components of CNO BDF were characterized using a Fourier-transform infrared spectrometry and gas chromatography-flame ionization detector. The physicochemical properties of BDF satisfied the ASTM D6751-02 standard. The gaseous exhaust emissions from the diesel engine upon combustion of the BDF blends (B0–B100) with petro-diesel were examined. The emissions of carbon monoxide and hydrocarbons were clearly lower, but that of nitrogen oxides was higher in comparison to those from petro-diesel.
Key words: candlenut oil, biodiesel, co-solvent technology, transesterification, exhaust gases

L. N. Pham, B. V. Luu, H. D. Phuoc et al.
J. Oleo Sci. 67, (5) 617-626 (2018)
618
al non-co-solvent method. We have developed a method using acetone as a co-solvent for the transesterification of plant seed oils to produce BDF6). The presence of acetone increases the mutual solubility of methanol and oil, and ac-celerates the reaction giving a high yield(>95%)of FAME. Furthermore, the co-solvent also accelerates phase separa-tion between FAME and the by-product glycerol upon completion of the reaction6, 7). The transesterification reac-tion has been carried out using various catalysts, such as the alkaline catalysts sodium hydroxide(NaOH), potassium hydroxide(KOH), and sodium methoxide(CH3ONa)8, 9). Solid catalysts have also been examined for transesterifica-tion, but could not be applied to large scale BDF produc-tion owing to the lower yield of FAMEs9).
In an attempt to seek out a new feedstock for BDF pro-duction having reasonable cost and abundant availability, CNO was identified as a potential candidate. Candle tree(Aleurites moluccana)is a species of the Euphorbiaceae family, and found in many countries, such as China, India, Brazil, Malaysia, Vietnam, and Australia10). In Vietnam, the candle trees are cultivated and grow naturally in several provinces of the north-east regions and the highlands. Can-dlenut, a source of vegetable oil, is used for pharmaceuti-cal, cosmetic, industrial, and dietary applications11).
Currently, in Asian countries, there have been a few studies on use of CNO for producing BDF. The candlenut seeds contain approximately 30–40% oil which can be ob-tained by compressing the kernels. The CNO contains large quantities(around 70%)of unsaturated fatty acid moieties as indicated by the high iodine number of 135(gI2/100g-oil). Thus, it exhibits a relatively high pour point, but gen-erally contains approximately 2–10% free fatty acids(FFAs).
There have been a few reports on a two-step process using conventional heterogeneous method for BDF produc-tion from CNO. The BDF produced contained 7.8% of FFAs, but required high energy consumption and longer time duration. Furthermore, water content less than 0.05% could not be achieved10-12). Comparison of gaseous emis-sions from CNO BDF with petro-diesel, has been conducted
on blends ranging from B0(biodiesel content 0%)to B30(biodiesel content 30%)petro-diesel12).
This paper presents the results of BDF production from CNO using two-step co-solvent method in a homogeneous system. The factors affecting BDF conversion efficiency, namely, alcohol types, catalysts, and molar ratios of metha-nol to oil were investigated. FAME content and moisture content attained in BDF was 99.3% and 230 ppm, respec-tively. The physicochemical properties of the BDF were compared with those of petro-diesel and evaluated on the basis of ASTM D6751-02 standard. The exhaust gases from a diesel engine with electric power generator were exam-ined using various blends of CNO BDF with petro-diesel in the range from B0 to B100(biodiesel content 100%).
2 EXPERIMENTAL PROCEDURES2.1 Materials
Candlenuts were kindly gifted by the Institute of Chem-istry, Vietnamese Academy of Science and Technology. Kernels obtained after crushing candlenut seeds were ma-chine-pressed to extract CNO and/or extracted with n-hex-ane after homogenization. The photographs of candlenut seeds, their kernels and the CNO are shown in Fig. 1. The CNO content in kernel was around 230 g/kg. KOH(95.5%), methanol(99%), acetone(99.6%), acetonitrile(99.7%), and CH3ONa(98%)were the analytical grade, and pur-chased from Wako Pure Chemical Industries(Osaka, Japan). Chemical standards such as methyl oleate, methyl linoleate, monoolein, diolein, and triolein were obtained from Sigma-Aldrich(Tokyo, Japan), and heptadecanoic acid was purchased from Wako Pure Chemical Industries.
2.2 Two-step co-solvent procedure for biodiesel produc-tion
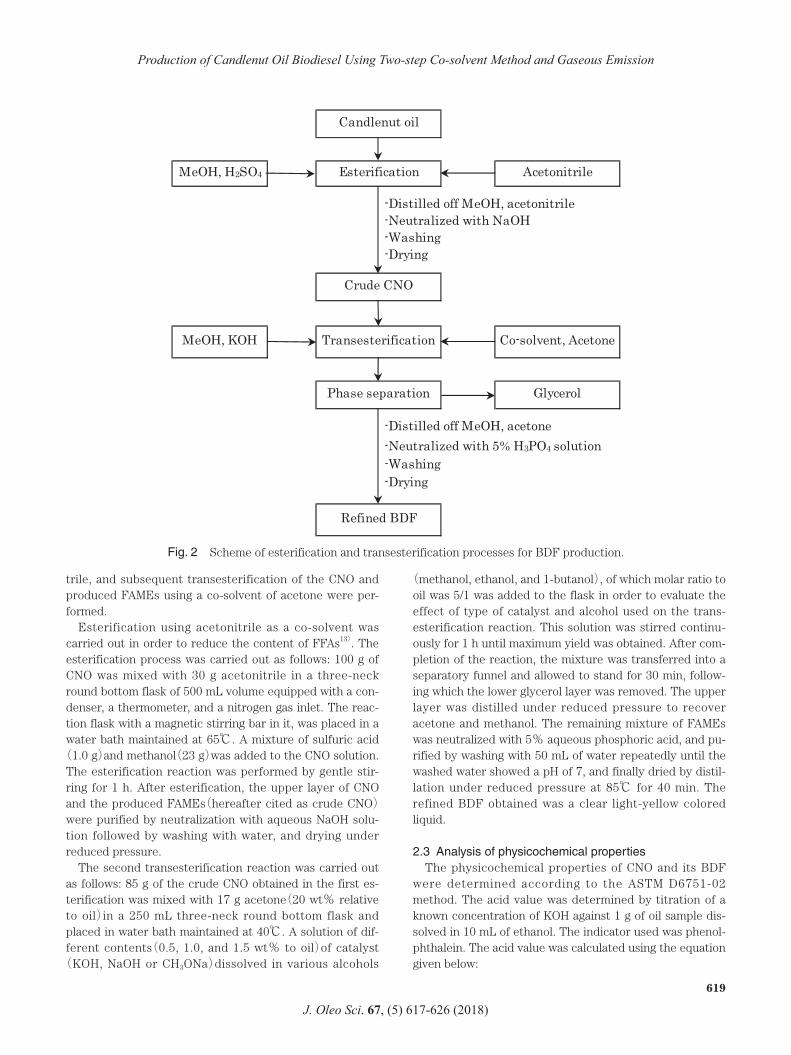
In order to produce high quality BDF with more than 96% FAME content, a two-step co-solvent method was used. The procedures are shown in Fig. 2. The esterifica-tion of 6.9% of FFAs in CNO using a co-solvent of acetoni-
Fig. 1 Candlenuts, kernels and candlenut oil.
Production of Candlenut Oil Biodiesel Using Two-step Co-solvent Method and Gaseous Emission
J. Oleo Sci. 67, (5) 617-626 (2018)
619
trile, and subsequent transesterification of the CNO and produced FAMEs using a co-solvent of acetone were per-formed.
Esterification using acetonitrile as a co-solvent was carried out in order to reduce the content of FFAs13). The esterification process was carried out as follows: 100 g of CNO was mixed with 30 g acetonitrile in a three-neck round bottom flask of 500 mL volume equipped with a con-denser, a thermometer, and a nitrogen gas inlet. The reac-tion flask with a magnetic stirring bar in it, was placed in a water bath maintained at 65℃. A mixture of sulfuric acid(1.0 g)and methanol(23 g)was added to the CNO solution. The esterification reaction was performed by gentle stir-ring for 1 h. After esterification, the upper layer of CNO and the produced FAMEs(hereafter cited as crude CNO)were purified by neutralization with aqueous NaOH solu-tion followed by washing with water, and drying under reduced pressure.
The second transesterification reaction was carried out as follows: 85 g of the crude CNO obtained in the first es-terification was mixed with 17 g acetone(20 wt% relative to oil)in a 250 mL three-neck round bottom flask and placed in water bath maintained at 40℃. A solution of dif-ferent contents(0.5, 1.0, and 1.5 wt% to oil)of catalyst(KOH, NaOH or CH3ONa)dissolved in various alcohols
(methanol, ethanol, and 1-butanol), of which molar ratio to oil was 5/1 was added to the flask in order to evaluate the effect of type of catalyst and alcohol used on the trans-esterification reaction. This solution was stirred continu-ously for 1 h until maximum yield was obtained. After com-pletion of the reaction, the mixture was transferred into a separatory funnel and allowed to stand for 30 min, follow-ing which the lower glycerol layer was removed. The upper layer was distilled under reduced pressure to recover acetone and methanol. The remaining mixture of FAMEs was neutralized with 5% aqueous phosphoric acid, and pu-rified by washing with 50 mL of water repeatedly until the washed water showed a pH of 7, and finally dried by distil-lation under reduced pressure at 85℃ for 40 min. The refined BDF obtained was a clear light-yellow colored liquid.
2.3 Analysis of physicochemical propertiesThe physicochemical properties of CNO and its BDF
were determined according to the ASTM D6751-02 method. The acid value was determined by titration of a known concentration of KOH against 1 g of oil sample dis-solved in 10 mL of ethanol. The indicator used was phenol-phthalein. The acid value was calculated using the equation given below:
Fig. 2 Scheme of esterification and transesterification processes for BDF production.

L. N. Pham, B. V. Luu, H. D. Phuoc et al.
J. Oleo Sci. 67, (5) 617-626 (2018)
620
Acid value(mgKOH/g)=(N×V×56.71)/W
where, N is equivalent concentration of KOH, V is volume of KOH solution spent for titration(mL), and W is weight of sample.
FFAs content(%)was calculated using the following equation:
FFAs(%)=V×N×(M/1000)×(100/W)
where, M is the average molecular weight of fatty acid, taken as 282.
Water content of oil and BDF was determined by Karl Fisher Moisture titrator MKC-501(Kyoto electronic MFG Co., Ltd, Kyoto, Japan).
The concentrations of monoglyceride(MG), diglyceride(DG), triglyceride(TG), and FAMEs were determined by Gel Permeation Chromatography(GPC). The GPC appara-tus consisted of a pump LC-10AD(Shimadzu Manufacture Co. Ltd, Kyoto, Japan)and a refractive index detector RID-10A(Shimadzu). The column used was an Asahipak GF 310 HQ(300 mm×7.5 mm, 5 μm)(Shodex Co., Ltd, Tokyo, Japan). The temperature of column oven was 30℃, acetone was used as the mobile phase at a flow rate of 0.5 ml/min, and the sample injection volume was 20 μL. The FAME yields of the transesterification reaction were calcu-lated by the following equation10, 14, 15):
FAME yield(%)=(WFAME /MFAME)×100/(3×WCNO /MCNO)
where, WFAME and WCNO represent the weights of FAMEs and CNO used respectively, while MFAME and MCNO are the molecular weights of FAMEs and CNO, respectively.
2.4 Analysis of Fourier-transform infrared(FTIR)spectrumThe FTIR spectra were recorded in the range of 4000–
400 cm-1 using a RXI FTIR spectrometer(Perkin Elmer, USA)equipped with KBr plates. The spectra were collected in 40 s(32 scans and 4 cm-1 resolution).
2.5 Analysis of fatty acid components in CNOAfter transesterification of the CNO, the fatty acid moi-
eties of glycerides in the form of methyl esters was deter-mined using a gas chromatography-flame ionization detector(GC-FID)HP-6890 series(Agilent, CA, USA)ac-cording to the BS EN 140103:2003 method using an inter-nal standard of heptadecanoic acid methyl ester. The ana-lytical column was a SPTM-2380 fused silica capillary column(Spelco, USA, 30 m×0.25 mm, 0.2 μm). The column temperature protocol was as follows: hold at 70℃ for 1 min, then increase to 120℃ at a rate of 20℃/min, then increase to 240℃ at a rate of 4℃/min, and finally hold at 240℃ for 2 min. The temperatures of injector and detec-tor were maintained at 250℃ each. The column flow rate of helium gas was 1.0 mL/min. The flow rates for FID de-tector were as follows: flow rates of hydrogen, air, and the
make-up helium gas were 40, 400, and 25 mL/min, respec-tively. An aliquot of 1 μL sample was injected using a split-less mode, and held for 1 min after injection.
2.6 Determination of emission gas contentThe experiments for monitoring gaseous emissions were
conducted using an electric generator SD3500EB(SAMDI Co., Taiwan)diesel engine composed of one cylinder and direct fuel injection system. The engine specifications are given in Table 1. The BDF blends with petro-diesel evalu-ated were 0%(B0), 5%(B5), 10%(B10), 20%(B20), 50%(B50), and 100%(B100). All fuels were tested on engine drive with loads of 0%, 30%, 60%, and 100%. A class 1 model of combustion and emission quality analyzer, with serial number N0356(KANE INTERNATIONAL LTD/OIML, London, England)was used for quantification of emitted gases. For monitoring of the pollutants, the probe of the analyzer was connected to the outlet of gaseous stream and the values were measured after stabilization of engine driven at various engine loads corresponding to the per-centage of electricity output to the maximum. The proce-dure was run in triplicate for each loading. The measured gases were carbon monoxide(CO, non-dispersive infrared), nitrogen oxides(NOx, fuel cell), and hydrocarbons(HC, non-dispersive infrared).
3 RESULTS AND DISCUSSION3.1 Physicochemical properties of candlenut oil
The physicochemical properties of CNO are presented in Table 2. The oil content in nuts was 20–30 wt%. The iodine number was 138 gI2/100g-oil and was indicated by high value of kinematic viscosity of 24.9 mm2/s. The saponifica-tion value of CNO was 3.29 mgKOH/g. The high content of FFAs in the oils produces soaps(fatty acid salts)thereby significantly affecting the transesterification reaction and ultimately the quality of BDF obtained. It is necessary to reduce the content of FFAs in the oil to less than 5 mgKOH/g of acid before transesterification. A two-step co-
Table 1 Specifications of the tested SD3600EB engine.
Parameters ValuesPower permanent 3.7 kW/3000 rpmPower within 1 hour 4 kW/3000 rpmCylinder number 1fuel combustion type Direct injectionCooling system air radiatorCylinder size 78×62 mmDisplacement 0.296 Lit

Production of Candlenut Oil Biodiesel Using Two-step Co-solvent Method and Gaseous Emission
J. Oleo Sci. 67, (5) 617-626 (2018)
621
solvent method was examined for producing high quality BDF from CNO.
3.2 Esteri�cation The first step of esterification was conducted according
to the procedure reported by Luu et al.13). Acetonitrile, a polar aprotic solvent promoting hydrolysis, was used as a co-solvent. The esterification parameters were as follows: sulfuric acid to oil ratio of 1 wt%, methanol to oil ratio of 23:100(w/w, in grams), reaction temperature of 65℃, and reaction time of 1 h. After esterification, the phase separa-tion between the crude CNO and the acidic solvents was completed in 30 min, which took overnight when using conventional heterogeneous method12). The FFA content in the crude CNO was effectively reduced to 0.8% following which the oil could be subjected to transesterification reac-tion.
3.3 Transesteri�cationThe transesterification reaction was conducted using a
co-solvent of acetone. The parameters affecting the FAME yield such as catalyst types and types of alcohols used were evaluated. The optimal operational conditions for CNO BDF production were compared with those applied to BDF production from Jatropha curcas oil containing 17% of FFAs13).
One of the most important variables affecting the FAME yield is the molar ratio of methanol to oil. The FAME yield was examined at different methanol to oil ratios of 3/1, 4/1, 5/1, 6/1, and 7/1. The reaction conditions were as follows: 20 wt% acetone, 1% KOH, reaction temperature of 40℃, and reaction time of 45 min. The results are presented in Fig. 3. The stoichiometric molar ratio of methanol to oil is 3/1. However, conversion efficiencies with molar ratios of 3/1 and 4/1 were 59% and 90%, respectively while a molar ratio of 5/1 gave 99% efficiency. However, when using con-ventional heterogeneous method for vegetable oils and animal fats, a ratio greater than 6/1 was required to achieve greater than 90% yield16, 17). All further experiments were
conducted using ratio of 5/1.The effects of amounts of three catalysts namely, NaOH,
KOH, and CH3ONa on FAME yields were examined. The experimental conditions were as follows: molar ratio of 5/1 for methanol to oil, acetone to oil ratio of 20 wt%, reaction temperature of 40℃, and reaction time of 45 min. The results of FAME yields are presented in Fig. 4. The FAME yields of 99.3% were attained when the KOH and NaOH content was 1 wt%. However, FAME yield reached 96.2%, and 98% with 0.3 wt% and 0.5 wt% CH3ONa respectively.
These results may be explained as follows: when NaOH(or KOH)is dissolved in methanol, active methoxyl anions are formed according to the following equilibrium reaction:
Na(or K)OH+CH3OH ⇌ CH3ONa(or K)+H2O
The transesterification reaction is preceded by formation of the methoxyl anions. The water molecules produced react with CH3ONa, thereby disturbing the forward reac-tion. On the other hand, methoxyl anions produced from CH3ONa catalyst can directly participate in the transesteri-fication reaction in the absence of water.
FAME yield of more than 99% could be achieved using
Table 2 Characteristics of candlenut oil.
Characteristics (Unit) ValueContent (wt%) respective to nuts 20–30Appearance Light yellow liquidDensity, 20℃ (kg/m3) 914Kinematic viscosity (mm2/s) 24.89Iodine number (gI2/100g-oil) 138FFA content (wt%) 6.9Saponification (mgKOH/g) 3.29Sediment amount (wt%) 0.02Water content (wt%) 0.02
Fig. 3 Effect of molar ratio of methanol to oil on biodiesel conversion. (acetone content 20 wt%, KOH content 1%, reaction temperature 40℃, and reaction time 45 min).

L. N. Pham, B. V. Luu, H. D. Phuoc et al.
J. Oleo Sci. 67, (5) 617-626 (2018)
622
both, NaOH and KOH as catalysts. KOH catalyst was used for the CNO BDF production because of its greater solubil-ity in methanol. It has been reported that KOH catalyst of 1.0–1.25% was suitable for transesterification of CNO using conventional heterogeneous method10, 18).
The FAME yields in presence of various types of alco-hols, such as, methanol, ethanol, and 1-butanol were exam-ined. The experimental conditions were as follows: acetone to oil ratio of 20 wt%, molar ratio of alcohol to oil was 5/1, reaction temperature of 40℃, and amount of CH3ONa cata-lyst was 0.5 wt%. The effects of alcohol type on FAME yield are presented in Fig. 5. After 30 min, methanol gave 96% FAME yield, while ethanol and 1-butanol gave 94%, and 90% yields of FAMEs respectively. These results indi-cated that the reaction rate was dependent on bulkiness of the alkoxyl anion(RO-)produced from alcohol by catalytic reaction of CH3ONa. The small methoxyl group of methanol can easily attack carboxyl groups of glycerides, thus allow-ing the reaction to proceed rapidly. Hence, methanol is the most suitable reagent among the tested alcohols for BDF production.
3.4 Characterization of candlenut oil biodieselThe physicochemical properties of the CNO BDF are
presented in Table 3. The water content was as low as 230 ppm. The dewatering process discussed in the procedure of transesterification successfully reduced water content to 0.02%(200 ppm). Water if present, can cause serious problems for the material of the engine, and cause deterio-ration of BDF during storage. The FAME content was as high as 99.3%. The content of FFAs was 0.21 mgKOH/g. The kinematic viscosity(at 40℃)was 4.24 mm2/s and com-parable with that of petro-diesel. The viscosity of fuel affects the fuel delivery rate, the atomization of fuel during injection, and the lubrication of the engine18). The CNO BDF had a cloud point of 5.0℃, and a pour point of 6.3℃, similar to those of petro-diesel. The cloud and pour points of BDF vary significantly with fatty acid compositions of feedstock19).
3.5 FTIR spectrum of candlenut oil biodieselThe FTIR spectrum of CNO BDF is shown in Fig. 6. The
FAMEs in BDF have unique absorptions, distinct from
Fig. 4 Effect of catalysts and their amounts on FAME conversion. (molar ratio of alcohol to oil was 5/1, acetone amount to oil was 20 wt%, temperature of 40℃, and reaction time of 45 min).
Fig. 5 Effect of alcohol types on FAME conversion. (molar ratio of alcohol to oil was 5/1, acetone amount to oil 20 was wt%, reaction temperature of 40℃, reaction time of 45 min, and CH3ONa catalyst amount of 0.5 wt%).
Table 3 Physicochemical properties of candlenut oil biodiesel and petro diesel.
Properties (Unit) Candlenut biodiesel Petro-diesel Standards*FAME content (mass%) 99.3 - 96.5Density, 20℃ (kg/m3) 887 820-870 -Kinematic Viscosity, 40℃ (mm2/s) 4.24 2.58 1.9-6.0Water content (mg/kg) 230 200 <500Cloud point (℃) 5.0 - -Pour point (℃) 6.3 6.0 -Ash content (%) 0.008 <0.01 <0.02Acid value (mgKOH/g) 0.21 - 0.50 max
*) ASTM D6751-02 standard

Production of Candlenut Oil Biodiesel Using Two-step Co-solvent Method and Gaseous Emission
J. Oleo Sci. 67, (5) 617-626 (2018)
623
components in petro-diesel, at 1735 cm-1 owing to the C=O stretching vibrations and at 1168 cm-1, 1199 cm-1, and 1247 cm-1 owing to the C–O bending. The weak signal at 1647 cm-1 may be because of C=C stretching vibration. The strong peaks from 2854 cm-1 to 2924 cm-1 show the presence of –CH2 asymmetric stretching. The absorbance bands of 3004 cm-1 and 1460 cm-1 indicate the =C–H stretching and the –CH2 scissor stretching, respectively. The most distinguished absorption displayed by the trans-esterification product is the signal at 1436 cm-1 attributed to deformation vibrations of the methyl ester group, that is absent in CNO. The lack of the peak at 3500 cm-1 corre-
sponding to –OH stretching vibration indicates that the methanol used as reagent was converted to –OCH3 and removed by the purification process. In summary, the ob-tained CNO BDF was characterized using FTIR spectrum.
3.6 Fatty acid components in candlenut oilThe fatty acid moieties of CNO were converted into their
methyl esters by the previously described transesterifica-tion process. The results are shown in Table 4. The compo-nents of biodiesels produced from CNO cultivated in Cuba20), rubber seed oil21), and Vernicia montana oil22)are also presented for comparison. The main components in
Fig. 6 FTIR spectrum of CNO biodiesel.
Table 4 Main components of fatty acid in oils(wt%)*1.
Fatty acidsCandlenuts
Rubber seed*3 Vernicia montana*4
present work Ref*2
palmitic acid (C16:0) 6.3 8.0 7.2 2.2stearic acid (C18:0) 3.2 2.1 4.8 1.9oleic acid (C18:1) 21.8 22.6 24.5 6.510-octadecenoic acid (C18:1) 0.6 1.1 - -linoleic acid (C18:2) 41.1 38.1 42.3 8.5a-linolenic acid (C18:3) 26.8 28.1 21.0 -g-linolenic acid 0.3 - - -a-eleostearic acid (C18:3) - - - 80.3others - - 1.0 0.6
*1 determined after esterification and transesterification processes*2 cited in the reference20)
*3 cited in the reference21)
*4 cited in the reference22)

L. N. Pham, B. V. Luu, H. D. Phuoc et al.
J. Oleo Sci. 67, (5) 617-626 (2018)
624
CNO cultivated in Vietnam were palmitic acid(C16:0), stearic acid(C18:0), oleic acid(C18:1), linoleic acid(C18:2), and linolenic acid(C18:3)which were very similar to those obtained from CNO in Cuba and rubber seed oil. The total unsaturated fatty acid content was as high as 90%. Parameters such as iodine index, kinematic viscosity, and pour and cloud points affect the operation of diesel engine. The BDF of Vernicia montana oil containing 80% of a-eleostearic acid methyl ester consisting of three con-jugated double bonds in the molecule presented an iodine number of 158 gI2/100g-oil, which is an indicator of the degree of unsaturation in the oil, and kinematic viscosity of 7.7 mm2/s(40℃).
3.7 Gaseous emissions from diesel engine combustion of candlenut oil biodiesel
The emission gases from one cycle diesel engine with electric power generator were examined. Combustion of the CNO BDF(B100)and its blends(B50, B20, B10, and B5)with petro-diesel(B0)were tested in the diesel engine. The diesel engine loads were varied at 0%, 30%, 60%, and 100%. The results are shown in Fig. 7.
The CO emissions by various BDF blends with petro-die-
sel at various engine loads are shown in Fig. 7(a). Upon in-creasing the engine load, the CO emissions decreased with increasing percentages of BDF blend. A 60% reduction in CO emission was observed when B100 was used at 100% load when compared to that when B0 was used. By increas-ing the engine load, the fuel undergoes complete combus-tion in the engine cylinder because of increased availability of oxygen or air supply which reduces CO emission and in-creases engine temperature. The inverse proportion of CO emission to the percentage of BDF blends can be attributed to fuel oxygen mass as suggested by Raslavičius et al.23). There have been many reports on reduction of CO emis-sion upon BDF(B100)combustion in comparison with pet-ro-diesel(B0): an average 50% reduction from various BDF15), 32.2% reduction from sunflower oil BDF24), and 55% reduction from rapeseed oil BDF23). Using blends of waste oil BDF25), it was verified that B25 and B75 reduced the CO emissions by 2 to 13%, respectively.
The results of NOx emissions are shown in Fig. 7(b). An increase in the engine load increases NOx concentration regardless of the BDF blends used. In comparison with petro-diesel(B0), NOx emissions increased with an in-crease in BDF blends from B0 to B100. A 70% increase in
Fig. 7 Effect of biodiesel blends and engine load on gaseous emissions.

Production of Candlenut Oil Biodiesel Using Two-step Co-solvent Method and Gaseous Emission
J. Oleo Sci. 67, (5) 617-626 (2018)
625
NOx emission using B100 was observed in comparison to B0 when used at 100% load. These results were supported by studies on BDF combustion: approximately 11.6% in-crease of NOx emission from BDF(B100)was observed when compared to those from petro-diesel(B0)26), and the NOx emissions increased proportionally to fuel oxygen mass23). It has been shown that the increase in NOx emis-sions is a signal of higher heat release and may be ex-plained by the cetane number as well as relate to the oxygen molecules present in the compound27). A 19.4% re-duction in NOx emission was observed in BDF(B100)from waste flying oil when compared to petro-diesel(B0)19). The combustion efficiency of BDF containing oxygen in its mol-ecule is higher in comparison to that of petro-diesel. As a result, the NOx emission, wherein nitrogen is obtained from ambient air, increases accompanied with an increase in combustion temperature of the engine.
The results of HC emissions are shown in Fig. 7(c). The trends of HC emissions were quite similar to CO emissions: HC emission decreased with increase in engine load and percentages of BDF blends. As the HC measurement in-cluded unburned and/or incompletely combusted fuel, the CO and HC measurement were closely related and reflect-ed the combustion state in the diesel engine. With increas-ing efficiency of fuel combustion, the temperature of exhaust gases increased accompanied with reduction of the HC and CO emissions. The 60% reduction of HC emis-sion using B100 was observed when operated at 100% load when compared to use of B0. These phenomenon can be explained by higher cetane number of BDF than that of petro-diesel, and oxygen-containing chemical structure of BDF components: the former shortens the ignition delay of diesel engine system, and the latter promotes combustion of fuels thereby increasing the engine temperatures and NOx exhaust gas released28).
4 CONCLUSIONSIn an attempt to find a new feedstock for BDF produc-
tion in Asian countries that could meet requirements of both, reasonable cost and availability, CNO was proved to be one of the noteworthy candidates. The production of BDF from CNO can be undertaken by the two-step co-sol-vent procedure involving esterification and transesterifica-tion as the first and second steps, respectively. In the transesterification process, using acetone as a co-solvent(20 wt%), KOH as catalyst(1 wt%), and methanol to oil molar ratio of 5 to 1, the conversion yield of BDF reached 99.3% at temperature of 40℃ in 45 min. The quality of the CNO BDF satisfied the criteria of ASTM D6751-02 standard and hence it was deemed a suitable fuel alternative to pet-ro-diesel. The two-step co-solvent methods are useful for producing high-quality BDF from CNO, in an eco-friendly
and economical manner, with less energy consumption compared to the conventional heterogeneous method. The exhaust gas from an electric power generator was evaluat-ed. The amounts of CO as well as HC emission driven by CNO BDF(B100)at 100% engine load were clearly lower by 60% each when compared to those with petro-diesel(B0), while the amount of NOx emission was 70% higher.
ACKNOWLEDGMENTThis study was supported by Vietnam Counterpart
finance of the Science and Technology Research Partner-ship for Sustainable Development Project(SATREPS Project): “Multi-beneficial Measures for Mitigation of Climate Change in Vietnam and Indochina Countries by Development of Biomass Energy, JST-JICA”.
References1) Ramanathan, V. Trace-gas greenhouse effect and glob-
al warming. Ambio 27, 187-197(1998).2) Mikulski, M.; Duda, K.; Piętak, A.; Wierzbicki, S. Influ-
ence of contribution of biofuels derived from renew-able materials in the fuel on the combustion process and toxic compounds emission of compression ignition engine. J. KONES Powertrain Transp. 21, 343-351(2014). doi:10.5604/12314005.1130482
3) Wong, Y.C.; Devi, S. Biodiesel production from used cooking oil. Orient J. Chem. 30, 521-528(2014).
4) Ramadhas, A.S.; Jayaraj, S.; Muraleedharan, C. Bio-diesel production from high FFA rubber seed oil. Fuel 84, 335-340(2005).
5) Sulistyo, H.; Rahayu, S.S.; Suardjaja, I.M.; Setiadi, U.H. Crude candlenut oil ethanolysis to produce renewable energy at ambient condition. Proc.World Congr. Eng. Comput. Sci. I, 20-23(2009).
6) Maeda, Y.; Thanh, L.T.; Imamura, K.; Izutani, K.; Okit-su, K.;Luu, V.B.; Lan, P.N.; Tuan, N.C.; Yoo, Y.E.; Take-naka, N. New technology for the production of bio-diesel fuel. Green Chem. 13, 1124-1128(2011).
7) Luu, P.D.; Takenaka, N.; Luu, V.B.; Pham, N.L.; Imam-ura K.; Maeda Y. Co-solvent method produce biodiesel form waste cooking oil with small pilot plant. Energy Procedia 66, 2822-2832(2014).
8) Ejikeme, P.M.; Anyaogu, I.D.; Ejikeme, C.L.; Nwafor, N.P.; Egbuonu, C.A.C.; Ukogu, K.; Ibemesi, J.A. Cataly-sis in biodiesel production by transesterification pro-cesses - An insight. E-Journal of Chemistry 7, 1120-1132(2010).
9) Thanh, L.T.; Okitsu K.; Luu, B.V.; Maeda, Y. Catalytic technologies for biodiesel fuel production and utiliza-tion of glycerol: A review. Catalysts 2, 191-222(2012).
L. N. Pham, B. V. Luu, H. D. Phuoc et al.
J. Oleo Sci. 67, (5) 617-626 (2018)
626
10) Sulistyo, H.; Rahayu, S.; Winoto, G.; Suardjaja, I.M. Biodiesel production from high iodine number cundle nut oil. Proc. World Acad. Sci. Eng. Technol. 36, 485-488(2008).
11) Nik Norulaini, N.A.; Rahamad, S.B.; Anuar, O.; MD Zaidul, L.S.; Mohd Omar A.K. Major chemical constitu-ents of candlenut oil extract using supercritical carbon dioxide. Malaysian J. Pharm. Sci. 2, 61-72(2004).
12) Imdadul, H.K.; Zulkifli, N.W.M.; Masjuki, H.H.; Kalam, M.A.; Kamruzzaman M.; Rashed M. M.; Rashedul, H. K.; Alwi A. Experimental assessment of non-edible can-dlenut biodiesel and its blend characteristics as diesel engine fuel. Environ. Sci. Pollut. Res. 24, 2350-2363(2017).
13) Luu, P.D.; Truong, H.T.; Luu, B.V.; Pham, N.L.; Imamu-ra, K.; Takenaka N.; Maeda, Y. Production of biodiesel from Vietnamese Jatropha curcas oil by a co-solvent method. Bioresour. Technol. 173, 309-316(2014).
14) Sulistyo, H.; Rahayu, S.S.; Winoto, G.; Suardjaja, I.M. Biodiesel production from high iodine number candle-nut oil. World Acad. Sci. Eng. Technol. 2, 373-376(2008).
15) Makareviciene V.; Janulis, P. Environmental effect of rapeseed oil ethyl ester. Renew. Energy 28, 2395-2403(2003).
16) Meher, L.; Vidyasagar, D.; Naik, S. Technical aspects of biodiesel production by transesterification–a review. Renew. Sustain. Energy Rev. 10, 248-268(2006).
17) Phan, A.N.; Phan, T.M. Biodiesel production from waste cooking oils. Fuel 87, 3490-3496(2008).
18) Enweremadu, C.C.; Rutto, H.L. Combustion, emission and engine performance characteristics of used cook-ing oil biodiesel–A review. Renew. Sustain. Energy Rev. 14, 2863-2873(2010).
19) Chaves, L.I.; Melegari de Souza, N.S.; Rosa, A.H.; Bar-iccatti, A.R.; Nogueira, C.E.C.; Secco, D.; Wazilewski, T.W.; Avaci, B.A.; Brenneisen, J.P.; José da Silva, M.; Veloso, G. Fuel specific consumption and emission analysis in a cycle diesel motor generator using diesel and biodiesel from waste frying oil blends. African J. Biotechnol. 11, 14578-14585(2012).
20) Martin, C.; Moure, A.; Martin, G.; Carrillo, E.; Domín-guez H.; Parajó, C. J. Fractional characterisation of jat-ropha, neem, moringa, trisperma, castor and candle-nut seeds as potential feedstocks for biodiesel production in Cuba. Biomass Bioenergy 34, 533-538(2010).
21) Le, H.N.T.; Imamura, K.; Watanabe, N.; Furuta, M.; Takenaka, N; Luu V.B.; Maeda Y. Biodiesel production from rubber seed oil using a new co-solvent of fatty acid methyl esters converted from contaminants of the oil. Chem. Eng. Technol.(2017)(submitting).
22) Le, H.N.T.; Imamura K.; Furuta, M,; Luu V.B.; Maeda Y. Production of biodiesel from Vernicia montana Lour. oil using a co-solvent method and the subsequent evaluation of its stability during storage. Green Pro-cess. Synth. DOI: 10.1515/gps-2016-0215(2017).
23) Raslavičius, L.; Strakšas, A. Motor biofuel-powered CHP plants - a step towards sustainable development of rural Lithuania. J. Technol. Econ. Dev. Econ.17, 189-205(2011).
24) Maziero, J.V.G.; Côrrea, I.M.; Trielli, M.A.; Bernardi, J.Á.; D’agostini, M.F. Assessment of pollutant emis-sions of a diesel engine using biodiesel fuel as sunflow-er. Mag. Eng. Agric. Viçosa-MG 14, 287-292(2006).
25) Arslan, R. Emission characteristics of a diesel engine using waste cooking oil as biodiesel fuel. African J. Biotechnol. 10, 3790-3794(2011).
26) Schumacher, L.G.; Clark, N.N.; Lyons, D.W.; Marshall, W. Diesel engine exhaust emissions evaluation of bio-diesel blends using a Cummins L10E engine. Trans. Asae. 44, 1461-1464(2001).
27) Shi, X.; Yu, Y.; He, H.; Shuai, S.; Wang, J.; Li, R. Emis-sion characteristics using methyl soyate–ethanol–die-sel fuel blends on a diesel engine. Fuel 84, 1543-1549(2005).
28) Sureshkumar, K.; Velraj, R.; Ganesan, R. Performance and exhaust emission characteristics of a CI engine fu-eled with Pongamia pinnata methyl ester(PPME)and its blends with diesel. Renew. Energy 33, 2294-2302(2008).




















