nghiên cứu áp dụng phương pháp khảo sát delphi trong đánh ...

IOP PUBLISHING JOURNAL OF PHYSICS D: APPLIED PHYSICS
J. Phys. D: Appl. Phys. 42 (2009) 213001 (15pp) doi:10.1088/0022-3727/42/21/213001
TOPICAL REVIEW
A review of plasma enhanced chemicalvapour deposition of carbon nanotubesM Meyyappan
NASA Ames Research Center, MS 229-3, Moffett Field, CA 94035, USA
E-mail: [email protected]
Received 12 May 2009, in final form 26 August 2009Published 6 October 2009Online at stacks.iop.org/JPhysD/42/213001
AbstractPlasma enhanced chemical vapour deposition (PECVD) has been widely discussed in theliterature for the growth of carbon nanotubes (CNTs) and carbon nanofibres (CNFs) in recentyears. Advantages claimed include lower growth temperatures relative to thermal CVD andthe ability to grow individual, free-standing, vertical CNFs instead of tower-like structures orensembles. This paper reviews the current status of the technology including equipment,plasma chemistry, diagnostics and modelling, and mechanisms. Recent accomplishmentsinclude PECVD of single-walled CNTs and growth at low temperatures for handling delicatesubstrates such as glass.
(Some figures in this article are in colour only in the electronic version)
1. Introduction
Carbon nanotubes (CNTs) have commanded an amazing levelof attention in the last decade due to their unique electronicproperties and extraordinary mechanical properties. A widerange of applications have been considered including logic andmemory devices, physical, chemical and biosensors, actuators,nanoelectromechanical systems, field emission devices,composites, membranes, catalyst support and numerous others[1]. Most of these applications are still at the developmentstage and there is no significant product using CNTs in themarket at present. Large scale utilization of a new materialin any product requires the ability to produce that materialin desired quantities at an acceptable cost with consistentquality and reproducibility. Therefore, once the applicationpotential is established, process development becomes acritical task which determines further technical feasibilityand economic viability of the product. Some applicationssuch as high strength/low weight composites, filters andmembranes, and catalysis in the chemical industry demandprocesses capable of bulk production of large quantities ofCNTs. This need is addressed by arc synthesis, thermalplasma synthesis, fluidized bed chemical vapour depositionand related techniques. Several other applications mentionedabove require controlled growth of CNTs (few nanometres
to tens or hundreds of micrometres tall) on patterned orunpatterned substrates. This need is uniquely met by chemicalvapour deposition (CVD) which has a long and successfulhistory as a process in integrated circuit (IC) manufacturing.The process is commonly understood as thermal CVD sincegas phase heating supplies the energy needed for the chemicalreactions. A key difference in CNT growth compared with ICprocesses is the need for a catalyst such as nickel, cobalt or iron;otherwise high temperature heating of a hydrocarbon feedstocktypically would just yield amorphous carbon, graphite orother carbon structures. The catalyst, through a VLS-likemechanism (vapour–liquid–solid), provides a ‘soft-template’for collecting the key growth species, precipitation and guidingthe growth of one-dimensional structures.
In IC manufacturing, plasma enhanced chemical vapourdeposition (PECVD) is an alternative to thermal CVD for lowtemperature growth of silicon, its oxide and nitride, and othermaterials. The low temperature processing is possible sincehigh energy electrons (few electronvolts) supply the energyneeded for chemical reactions in the gas or plasma phasewhile the gas itself is relatively cooler (300–500 K). Suchpotential for low temperature operation prompted investigationof PECVD for CNT growth as well, though the early PECVDliterature featured substrate temperatures just as high as inthermal CVD which raised questions on the utility of the
0022-3727/09/213001+15$30.00 1 © 2009 IOP Publishing Ltd Printed in the UK

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
(a)(b)
(c)
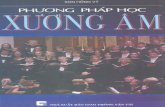
Figure 1. Scanning electron microscopy images of (a) a film of SWCNTs, (b) a tower of MWCNTs and (c) CNFs. (Image courtesy of AlanCassell.)
plasma for CNT deposition [2]. Even then, at least oneadvantage of PECVD was obvious, namely that the plasmaallowed the growth of individual, free-standing, vertical carbonnanostructures [2, 3]. In contrast, thermal CVD always yieldseither sphagetti-like films or ensembles that look like towers asseen in figure 1. Though the towers themselves are vertical, aclose inspection reveals that the individual nanotubes inside thetower are wavy. While applications can be found for a tower-like structure, one cannot handle each individual tube inside atower (see figure 1(b)), for example to attach a probe moleculeat the tip of each nanotube in application development.
At this point, it is instructive to clearly distinguishvarious structures [1, 4]. A single-walled carbon nanotube(SWCNT) is a rolled-up single graphene sheet which ismade up of benzene-type hexagonal rings of carbon atoms.The circumference of a SWCNT is given by a chiral vectorC = na + mb where n and m are integers and a and b areunit vectors of the hexagonal lattice. A multiwalled carbonnanotube (MWCNT) is a stack of graphene sheets rolled up into
concentric cylinders. The walls of each cylinder, i.e. graphitebasal planes, are parallel to the central axis (θ = 0) whereθ is the angle between the graphite basal planes and the tubeaxis. A special case of MWCNT is the structure with a nonzerovalue for θ which is a multiwalled carbon nanofibre (MWCNF)but commonly called a carbon nanofibre (CNF) [4]. The CNFstructure may resemble a stacked-cone arrangement, bamboo,chevron, ice cream cone or piled cone. It is suggested [4] thathydrogen, added during growth, satisfies the valences at thecone edges in CNFs; in contrast, a MWCNT has no valenceedges and therefore no need for valence-satisfying species suchas hydrogen. Besides the distinguishing appearance of thesetwo structures in transmission electron microscopy (TEM)images (see figure 2), Raman spectroscopy can also uniquelyidentify them. All multiwalled structures exhibit a tangentialgraphitic G-band centred at 1589 cm−1 and a D-band centredat 1330 cm−1 as seen in figure 3. The CNF, in addition, showsa shoulder peak at 1612 cm−1 distinguishing it from an idealMWCNT [5].
2

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
(b)
Figure 2. TEM images of (a) a MWCNT (image courtesy ofCattien Nguyen) and (b) a CNF. (Image courtesy of Quoc Ngo.)
Figure 3. Raman spectroscopic features of a MWCNT and CNF.
PECVD of CNTs and CNFs is an extremely complexprocess with numerous coupled phenomena: plasma chemistry,neutral and ion reactions, surface chemistry, catalysed growth,catalyst particle aggregation/segregation/migration, plasmaheating, electric field effects, ion bombardment, heat and masstransfer, chemically reacting flow and others. Parametersdictating the growth characteristics include nature of feedstock,diluents such as H2, Ar, N2, etc, feed gas composition and
flow rate, nature of plasma power source, plasma input power,pressure, substrate temperature, substrate, nature of catalystand how it is applied, metal underlayer or diffusion barrier,if any, between the catalyst and the substrate, and nature ofcatalyst pretreatment, if any. A review of PECVD status inCNT growth was presented in 2003 at the early stages ofadoption of this process by the CNT community [2] and thefollowing issues were raised as important for understandingfor future application development:
• What are the species that are responsible for nanotubegrowth?
• Are the radicals deleterious? Do they lead to amorphouscarbon contamination?
• What is the role of atomic hydrogen?• Is there a preferred hydrogen-carrying diluent (H2 versus
NH3)?• What is the role of other diluents such as argon or nitrogen?• Is amorphous carbon preferentially etched away compared
with nanotubes?• Is there a specific role for ions related to growth? Do they
weaken the particle adhesion to the surface? If so, whatis the dependence on ion energy?
• Catalyst effects in terms of the transition metal choice,method of depositing the catalyst, layer thickness,pretreatment if any, particle creation, effect of particle sizeon nanotube diameter and growth rate.
• Is it possible to grow SWCNTs by PECVD? How?• Can disorders be annealed away?• PECVD-grown CNTs versus CNFs: parameters dictating
this choice?• Rate determining step(s) in CNT/CNF growth?• Tip versus base growth: effect of process parameters?• What is the alignment mechanism?• How does the electric field influence growth orientation
and resulting alignment?• Is there a preferred substrate heating method (resistive
heating, hot filament, IR lamp, etc)?• How low a growth temperature is possible? What is the
relation between growth temperature and material quality?• Is a large dc bias appropriate? Does it damage the CNT
structure? What is the effect of the substrate bias ongrowth rate, structure and alignment?
• Why is the sub-100 mTorr operation common in ICmanufacturing not that common in PECVD of CNTs?What is the effect of pressure? What is the effect of otherprocess parameters?
• Is it possible to obtain growth uniformities over large areascommon in IC manufacturing?
The above issues are not only interesting topics forfundamental study but, more importantly, they are criticalissues requiring understanding and potential solutionsfor successful incorporation of PECVD-grown carbonnanostructures in any future product stream. Since the reviewin [2], work on CNT-PECVD has grown rapidly and as aresult, a fairly large body of literature [5–130] exists at thiswriting. The intent of this paper is to explore whether thecommunity has made sufficient progress on the above issues,
3

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
instead of a routine literature review. Fortunately, advanceshave been made in some areas such as SWCNT growth, plasmachemistry and low temperature growth while others still lagbehind in efforts. Based on previous large scale PECVD effortson IC manufacturing and diamond deposition, such a slowprogress is understandable given the complexity of the problemat hand and the relatively small size of the community. Thereview is organized as follows. Section 2 introduces equipmentcommonly used in PECVD of carbon nanostructures. Thisis followed by some representative growth results along withtheir recipes from commercial reactors. Low temperaturegrowth of CNTs using the plasma is discussed in section 4and recent successful efforts in growing SWCNTs are coveredin section 5. Section 6 is devoted to surveying the literature inan attempt to find answers to many of the growth issues posedin section 1. Plasma diagnostics and modelling in PECVDof CNTs are covered subsequently to illustrate their utility.Concluding remarks with a brief survey of applications for theplasma-grown structures are provided in section 9.
2. PECVD reactors
PECVD reactors are mainly classified by the type ofplasma source used to generate the gas discharge of thefeedstock [131–133]. The most common in CNT growthis a direct current (dc) plasma source [27, 31, 32, 45, 47–49,51, 54, 61–78, 81–84, 86–88, 92–94, 97, 99]. In its simplestform, this reactor consists of two parallel plate electrodes,equal in area, housed inside a vacuum chamber. Typicallythe upper electrode is grounded and the lower electrode—usedalso to hold the substrate—is connected to a dc power supply.A mechanical pump capable of a base pressure of 10−3 Torris adequate to provide operating pressures of a few torrs. Theoperating pressure, p, and the electrode gap, d , are constrainedby the relation p × d = constant. Depending on the locationof the gas inlet and exit in the chamber, the flow betweenthe electrodes may be nonuniform. This will translate intopoor growth uniformity when processing large wafers. A gasshowerhead at the top electrode may alleviate this problem byproviding uniform flow over the substrate. The lower electrodemay consist of a resistive heater assembly to independentlyheat the substrate, regardless of the plasma heating effects.A cooling arrangement can also be incorporated beneath thesubstrate, if necessary, when heating is done by the plasma orother means and when the substrate needs to be maintained atlow or room temperature. Other heating approaches includeinfrared (IR) lamp heating though a common alternative inthe early PECVD literature was a hot filament hanging overthe substrate [10]. Though these early works [6, 7, 10–12]provided interesting CNT growth results, the hot filamentapproach has little practical value since an external filamentmay become a source of contamination in manufacturing.More importantly, the necessity to use a hot filament is counterto the very attraction of PECVD which is the possibility of lowtemperature growth and the ability to use delicate substratessuch as plastics.
Interestingly, the dc sources are not found in ICmanufacturing, which is one of the largest industries using
PECVD and reactive ion etching, a reverse operation. Dcsources waste a lot of their input power on accelerating theions whereas the desire is to use the power efficiently forgenerating the reactive species in the bulk phase. In addition,the substrate bias is coupled to the plasma input power andthus cannot be changed independently. The high appliedvoltage may lead to substrate damage resulting from highenergy ion bombardment. These are the primary reasons whythe IC industry uses radio-frequency (rf) sources where thebottom electrode is connected to a 13.56 MHz power supplycapacitively coupled through a matching network. The rfdischarges can operate at sub-torr pressure levels and the self-bias that develops on the powered electrode is far smaller thanthe bias levels of dc discharges. Capacitive sources exhibit amaximum plasma density of 1016 m−3 [131] and they operatebest in the range 0.1–1.0 Torr. These rf sources have beenwidely used by the CNT community for growing varioustypes of nanotubes [26, 29, 33, 40, 41, 46, 113, 116, 117]. Itis possible to extract the plasma away from where it isgenerated, and ion-induced damage may be reduced when thewafer is located ‘remotely’. One approach is to extract theplasma through a hole in the bottom electrode and placethe wafer in a substrate holder further below [109]. The loweractive species density away from the plasma zone may beconducive to growing SWCNTs [109, 116, 117]. One variationof the capacitively coupled system involves introduction of amagnetic field near the powered electrode which increases theelectron density locally through the E × B field [100–108].This field keeps the electrons in a spiral loop above the wafer,thus increasing the ionization efficiency and maintaining a highplasma density. The ion energy and ion-induced damage tothe substrate are also lower than in conventional capacitivedischarges for the same pressure and applied voltage. Themagnetic confinement may be obtained through permanent orelectromagnets.
Radio-frequency inductively coupled plasmas (ICPs)also provide a high plasma density at low pressures(several millitorrs) and can be used for nanotube growth[5, 90, 125, 127]. Since contamination is an issue inmanufacturing as mentioned earlier, the induction coil isusually outside the vacuum chamber and separated from theplasma by a dielectric window (quartz or alumina). TheICP reactors are capable of delivering a plasma densityexceeding 1017 m−3 [131, 132]. Though the inductive coil isthe primary power source generating the plasma, the substrateplatform can be independently connected to a dc or rf powersupply to vary the substrate bias. Another common highdensity source is a microwave plasma (MPCVD) which usesa 2.45 GHz source. This approach, popular in diamondthin film deposition, has been widely used for CNT growth[17–25, 35, 37, 42–44, 52, 53, 60, 111, 112, 114, 118–120]. InMPCVD reactors, plasma generation and deposition can becarried out in two separate zones or in a single zone. Again,the substrate can be independently biased using a dc or rf powersupply to control the substrate voltage.
The plasma sources discussed thus far require moderate(one to several torrs) to high (millitorr levels) vacuum tostrike and sustain the plasma. None of the above sources
4

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
Figure 4. Wafer scale PECVD reactor. (Image courtesy of K B KTeo.)
operate readily under atmospheric pressure. Atmosphericpressure operation may be desirable to reduce equipmentcost (associated with high vacuum conditions) and possiblyrealize an increase in throughput. Nonequilibrium plasmascreated through atmospheric pressure glow discharge (APG)and dielectric barrier discharge (DBD) have been successfullyused in CNT growth [36, 55–57, 123].
Essentially all of the CNT/CNF PECVD literature citedhere use home-made reactors with preferred power sources. Acommercial reactor has recently become available [134] whichuses the cold wall system common in IC manufacturing. TheAIXTRON Black MagicTM system is a 150 cm wafer PECVDreactor (see figure 4) though a smaller or larger wafer chamberis also available. The reactor uses a 1 kW dc power supplyand can be operated without the plasma, purely as in a thermalCVD mode. The dc power can also be pulsed at a rate of1–100 kHz. A fast-response heater (300 ◦C min−1 ramp rate)is used to heat the substrate. The fast heating allows catalystnanoparticles to form quickly without giving enough time tocoalesce into larger clusters; it also allows rapid transitionbetween temperatures for catalyst formation and actual growthmode. The gas is introduced through a showerhead from thetop electrode vertically down towards the substrate. A heaterfor the showerhead can be used either to preheat the feedgasesor control the vertical temperature gradient in the reaction zone,if necessary.
3. Sample growth results
As PECVD of CNTs gains popularity, discussion of growthrecipes in the literature is extensive [2–130]. The mostpopular chemistries include C2H2/NH3 and CH4/H2 amongnumerous other source gases. The scope of catalyst recipesis even larger with nickel, iron and cobalt (in that order, interms of popularity) prepared by numerous different physicaland chemical approaches, catalyst/substrate combinations,underlayers and related issues. It is rather pointless to attemptto catalogue all of them here since there are no clear or obviousindicators to evaluate and/or rank them from the availableinformation. Therefore, as a brief example, growth resultsfrom the commercial reactor mentioned in the previous sectionare presented below.
Table 1. Growth parameters for dc-PECVD of CNFs andMWCNTs.
Parameter CNF MWCNT
Temperature 600–825 ◦C 700–800 ◦CFeedstock NH3/C2H2:500/125 sccm NH3/C2H2:500/125 sccmPlasma power 150–210 W 150 WPulse rate 15 kHz, 5 µs 15 kHz, 5 µs
(when used)Pressure 5–10 mbar 5–10 mbarCatalyst Ni FeCatalyst 600 ◦C, 2–5 min 600 ◦C, 2–5 minannealing
Figure 5. SEM image of CNFs using 10 nm Ni/30 nmSiO2/Si(1 0 0). (Image courtesy of X H Sun.)
Table 1 summarizes process parameters identified to besuitable for growing CNFs and MWCNTs using the AIXTRONsystem [135]. Figure 5 shows an SEM image of vertical CNFsgrown at 750 ◦C and 5.5 mbar using the system for 15 min.The dc power is 150 W without any pulsing. The catalystlayer consists of 30 nm thick nickel sputtered on 30 nm ofthermal oxide grown on a Si(1 0 0) wafer. The catalyst wasannealed at 600 ◦C for 2 min. The CNFs range in diameterfrom 110 to 210 nm with the majority of them around 160to 170 nm. Figure 6 shows growth results for a titaniumunderlayer (instead of SiO2) with 20 nm Ni/30 nm Ti/Si(1 0 0)at 800 ◦C and 6.5 mbar. Other conditions remain the same buthere the CNFs are substantially smaller in diameter rangingfrom 20 to 80 nm with the majority of them around 40 nm.
5

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
Figure 6. SEM image of CNFs using 20 nm Ni/30 nm Ti/Si(1 0 0).(Image courtesy of X H Sun.)
While the above results feature a forest of vertical,free-standing CNFs at a density of 1012–1013 cm−2, certainapplications demand a far lower density of CNFs at precise,pre-determined locations. Such patterned growth is illustratedin figure 7. Production of biosensors using electrochemicaltransduction requires CNFs spaced apart by about 1 µm toprevent the overlap of radial diffusion layers [136]. A single100 mm silicon wafer (with 500 nm thick thermal oxide)consists of 30 chips with each chip containing nine micropadarrays (200 µm squares arranged in a 3 × 3 format) fornine multiplexed sensors. The oxide underneath electricallyisolates the nine micropads. Deposition of catalyst dotson each micropad is accomplished using electron beamlithography. A single micropad consists of 39 000 catalystdots which are 100 nm in diameter. A 400 nm thick polymethylmethacrylate is spun coated first at 3000 rpm, baked at 180 ◦Cfor 90 s and exposed at 100 keV, 2 nA, 1950 µC cm−2. Theexposures are developed in a solution of 1 : 1 methylisobutylketone : isopropyl alcohol (IPA) for 2 min, immersed in IPA for30 s and blown dry with N2. The patterns are then metallizedusing a liftoff technique. Electron beam evaporation is used todeposit 10 nm Cr followed by 30 nm Ni at 2 Å s−1. The coatedwafers are immersed in acetone for 1 h; after removal fromacetone, the wafers are sprayed with IPA and blown dry withN2. In the PECVD chamber, a 5 min thermal annealing stepat 600 ◦C is performed prior to initiation of the plasma. Thefeedstock consists of 125 sccm of C2H2 diluted in 444 sccmof NH3 at 6.3 mbar. The growth temperature is 700 ◦C at a
Figure 7. SEM image of patterned CNF growth. (Image courtesy ofP Arumugam.)
plasma power of 180 W. The results in figure 7 show verticalCNFs of 1.5 µm height for a 15 min growth time. The averagebase diameter of CNFs is 100 nm with a slight tapering towardsthe tip, narrowing to 70 nm.
4. Low temperature growth
There have been several reports in the last five years onthe growth of MWCNTs by PECVD at low temperatures—especially under 400 ◦C—and even at room temperature.Unfortunately most of these reports are not credible. First,some of them did not mention how and where the temperaturewas measured. Second, several articles which did specifythe temperature measurement approach indeed monitored thetemperature at the bottom of the platform that holds thesubstrate. Experience indicates the existence of a substantialtemperature difference between the wafer and the bottom sideof the platform. This is partly due to the plasma heatingof the wafer unless the input power is extremely low. Teoet al [76] did a careful study to point out the significanceof plasma heating in CNT/CNF growth. They were able toobtain a substrate temperature of 700 ◦C without the aid of anexternal heater in a dc discharge at a pressure of 12 mbar andgas flow of 54 : 200 sccm of C2H2 : NH3. The plasma inputpower for this demonstration was 200 W. A combination ofplasma heating and external heating using the tungsten heaterunder the substrate platform, in contrast, required only 66 Wto reach a substrate temperature of 700 ◦C. Figure 8 showssimulated temperature profiles for both of the above cases,with a fixed substrate temperature of 700 ◦C. When plasmais the only source of heating (with 200 W power), the gasreaches high temperatures throughout the plasma with a peakof 880 ◦C near the cathode sheath edge. Measurements [76]indicate a strong increase in plasma current (34–294 mA) dueto an increase in plasma density when the dc power wasraised from 20 to 200 W. (Interestingly, the substrate reachedtemperatures of 200–250 ◦C even at 20 W power, dependingon pressure in the range 5–12 mbar.) In the case of combinedplasma and external heating, figure 8 shows, in contrast, thatthe temperature drops off rapidly away from the substrate.
6

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
Figure 8. Simulated temperature profiles of a dc discharge used forCNT growth. In one case, the heating is solely due to plasma at200 W power to reach a substrate temperature of 700 ◦C. In anothercase, a combination of plasma heating (66 W power) and externalheater produces 700 ◦C on the substrate. (Image courtesy of DHash.)
This significant difference in temperature profiles would affectthe plasma chemistry and growth characteristics. Thoughthe demonstration in [76] is for dc plasmas, complementaryplasma heating is significant in high density discharges suchas inductive, microwave and ECR discharges as well. Indeed,there have been reports on exploiting just the plasma heating(without the need for external heating) to enable CNT growthat common temperatures (600–800 ◦C) used in microwavePECVD of nanotubes [17, 18, 25, 35, 52, 53, 60, 130].
Among the low temperature growth claims, Hoffmannet al [81, 82, 84] provided evidence of temperature measure-ment and also a possible mechanism for low temperaturegrowth. They were able to grow MWCNTs at 120 ◦C in adc discharge of C2H2/NH3 at 1.5 mbar. The cathode voltagewas 600 V with a current flow of 30 mA for a plasma powerof only 18 W. The wafer temperature was measured usinga thermocouple on the face side of the substrate as well asusing temperature labels. Low temperature growth demandsa mechanism different from the conventional explanationcommonly found in the literature following early works onsolid carbon fibres [137–140]. According to these earlymodels, the rate determining step is the diffusion of carbonthrough the catalyst particle which is in a molten state. This istypically supported by the similarity of the activation energiesfor growth by thermal CVD and bulk diffusion of carbon.This mechanism does not really work at 120 ◦C or at roomtemperature. First, the catalyst particle may not be in a moltenstate at very low temperatures. There is modelling evidence fornickel clusters remaining as solid at low temperatures [141].In any case, the activation energy for PECVD of MWCNTsin [81] is 0.23 eV which is close to that for surface diffusionof carbon atoms on polycrystalline nickel (0.3 eV). This ledHoffmann et al [81, 82, 84] to suggest that diffusion of carbonon the catalyst surface is the likely rate determining step inPECVD, especially for low temperature growth.
5. SWCNT growth
At the time of the previous review of PECVD status in CNTgrowth [2], there were no reports on SWCNT growth usinga low temperature plasma. Theoretical studies by Kanzowand Ding suggested [142] that formation of SWCNTs requiresa high temperature to provide enough kinetic energy in thesystem for the layer to bend and form a small cap, and alsoa low carbon supply on the particle surface. It is entirelypossible to supply large enough energies at the particle surfacein a plasma system to enable SWCNT growth, but it is notclear whether the carbon supply could be low, given thehigh dissociation levels relative to thermal CVD, unless aremote plasma system is used. Nevertheless, there have beenseveral recent reports on the growth of SWCNTs using PECVD[100, 105, 107–109, 112–123]. Indeed many of these studiesused a remote plasma system [108, 109, 112, 113, 115–117].In addition, it appears that extremely thin catalyst layers orensuring small catalyst particle size without agglomerationhelps to grow SWCNTs using a plasma system. Kato et al[105] employed an rf plasma with a permanent magnet underthe substrate platform and grew both MWCNTs and SWCNTsusing similar conditions but with different catalysts. A nickelplate fixed on the rf electrode yielded MWCNTs whereas anFe/Co catalyst supported on zeolite enabled SWCNT growth[105, 108]. When the plasma is extracted through a hole in thebottom electrode and with the substrate located further below,these authors were able to grow SWCNTs using thin Fe filmsas catalyst without any zeolite substrate [109]. Most of thenanotubes were 3 nm in diameter with a distribution in therange 1.5–4.5 nm.
Wang et al [112] used a 3–5 Å thin Fe catalyst layer ina microwave plasma system to achieve SWCNT growth. Arelatively thick film of SiO2 (180 nm) served as a diffusionbarrier to prevent reaction of Fe with the silicon wafer.Annealing in vacuum at 850 ◦C for 10 min helped the formationof discrete iron particles and the resulting SWCNTs were0.8–1.25 nm in diameter. Li et al [113] used a remote rfplasma with either a monolayer of ferritin or 0.1 nm Fe layer ascatalyst, and grew SWCNTs ranging between 0.8 and 1.5 nmin diameter. Min and co-workers [116, 117] also used a remotePECVD system with a bimetallic CoFe (∼9 : 1) layer 0.9–2.7 nm in thickness. SiO2 and Al2O3 layers were grown asdiffusion barriers on glass or silicon substrates. A waterplasma with methane gas enabled a lower temperature of450 ◦C for growing SWCNTs which yielded dense nanotubesin the 1–2 nm diameter range. Zhong et al [115] employed apoint-arc microwave PECVD reactor with the substrate located5 cm away from the plasma ball. A sandwich catalyst layerconsisting of 0.5 nm Al2O3 (top)/0.5 nm Fe/5–70 nm Al2O3
(bottom) was found to be highly useful in growing dense,tower-like SWCNT structures. Whereas the thick Al2O3 layerat the bottom serves as the diffusion barrier, the top Al2O3
coating provides a barrier to surface diffusion of Fe atoms, thuspreventing catalyst particle agglomeration during preheating.This approach produced an amazing 420 µm tall SWCNTtower grown in 2 h over a 1 cm × 1 cm area [115].
7

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
6. Other growth issues
In this section, progress on some of the issues listed in section1 is assessed while other topics in that list still need furtherwork. The first issue relates to the species responsible fornanotube growth. This is where a substantial differenceexists between thermal CVD and PECVD. For example,mass spectrometry measurements in a thermal CVD reactorat 900 ◦C indicate negligible CH4 decomposition in the gasphase [143]. Simulations of this thermal process revealmethyl radical and atomic hydrogen densities to be a relativelynegligible 3.2 × 1012 and 106 cm−3 for a total input methanedensity of 6.3 × 1018 cm−3 at 1 atm and 900 ◦C [91]. TheCNT growth in a thermal process depends entirely on thecatalytic reaction of the feedstock on the catalytic particlesurface. The small amount of methyl radicals with their highsticking coefficient are responsible for the amorphous carbonseen on the CNTs grown by thermal CVD and a progressivebuild-up over time on the walls of the quartz tube. In contrast,PECVD processes using methane feature copious amountsof H and CH3 in addition to neutrals such as C2H4 andC2H6 as revealed by modelling [91]. Ultraviolet absorptionspectroscopy measurements indicate a methyl radical densityof 1013 cm−3 at low pressures used in PECVD [98]. The CH3
density increases with both pressure and input power. Thoughmethane continues to be the major carbon-bearing species afterdissociation, its mole fraction drastically decreases to 0.05from the inlet value of 0.2 in a 80 : 20 H2 : CH4 mixture [91].
The popular C2H2/NH3 chemistry used in the PECVD-CNT literature also features a 50–60% and 60–80%dissociation of ammonia and acetylene, respectively, undercommon reactor conditions [97]. The extensive dissociationproduces additional carbon-bearing species such as hydrogencyanide, methanimine and, to a lesser extent, methane, inaddition to methyl and other radicals. All these specieswould catalyse at different rates on the catalyst particlesurface compared with the input hydrocarbon feedstock thusaffecting the growth characteristics. Regardless of whetherbulk diffusion through the catalyst particle or surface diffusionis the rate-controlling step, the progeny species would differfrom the feedstock hydrocarbon in their diffusion properties.Another serious consideration is that the active radicals suchas CH3 cause amorphous carbon build-up on the reactor wallsthat would require a daily (if not more often) cleanup stepin commercial 100 and 150 mm PECVD reactors [135, 144].Even in laboratory scale reactors, numerous studies reportobservation of soot along with nanotubes [8, 23, 24, 32, 78].
Atomic hydrogen is produced in the plasma by the electronimpact dissociation of the hydrocarbon feedstock and diluentssuch as H2 or NH3 as well as from other electron impactreactions. It may be lost through recombination in the plasmaor at the wall and also through hydrogen abstraction reactionsuch as
CH4 + H → CH3 + H2.
Atomic hydrogen etches carbonaceous structures depositedon the substrate and this is one approach to produce ‘clean’CNTs as the less stable amorphous carbon can be preferentially
etched. But there is always an optimum level of H2 or NH3
dilution; for example, Chhowalla et al [72] found an optimumratio of 20% C2H2 in ammonia to get clean nanotubes, andlater this was shown to coincide with a minimum in H2 around23% [78]. An increase in H2 fraction (and thus a reductionin hydrocarbon fraction) in the input in some cases can alsoincrease the CNT density. For example, methane content of 10,15 and 20% (with the balance being H2) showed a decrease inCNT density as methane content is increased at a fixed growthtemperature of 650 ◦C and for 10 min growth time [23]. Atfirst this may be counterintuitive; but an increase in H2 in theinput and thus an increase in atomic hydrogen can producemore reactive species through hydrogen abstraction and otherreactions, possibly leading to an increase in CNT density [23].Other influences of atomic hydrogen include assisting in thedehydrogenation of the adsorbed hydrocarbons and enhancingthe surface diffusion of carbon [7]. Hydrogen also appears toinfluence the growth morphology; for example, an abundanthydrogen environment appears to favour the formation ofCNFs (over MWCNTs with parallel walls) [4]. As in the caseof graphite thin films, increasing hydrogen concentration hasbeen shown to degrade the crystallinity of CNTs as well [46].In some cases, undercutting of the nanotube structure alsooccurs at increased levels of hydrogen [78].
Besides H2 and NH3, other diluents such as N2, Ar andO2 have been mixed with the hydrocarbon feedstock as well.Nitrogen as an inert gas has been substituted for H2 or NH3 andin some studies, added along with them [32, 33, 37–39, 53].In an rf PECVD process, Valentini et al [33] noticed that apure CH4 plasma yields films resembling amorphous carbonbut dilution with nitrogen produces CNTs. Lee and Lee [37]studied the nitrogen effect in an MPCVD process with amixture of CH4/H2/N2. Here the CH4/(CH4 + H2) fractionwas fixed at 25% and N2 was added up to 43% in the mixture.The growth rate was found to increase with the nitrogencontent. Growth of CNTs is accompanied by two competingprocesses of deposition and etching. The atomic hydrogen canetch away the carbon atoms adsorbed on the catalytic surfaceprior to incorporation into the lattice and contributing to thegrowth. When nitrogen is introduced, the atomic nitrogenavailable in the plasma abstracts hydrogen atoms and formsNH3; this process reduces the carbon atom loss from thehydrogen etching action which leads to the observed increase ingrowth rate. The growth rate versus nitrogen fraction, however,shows a saturation beyond 15% indicating a slowing of NH3
formation at high concentrations of nitrogen. Lin et al [39]suggest the role of nitrogen to be keeping the catalyst frontclean because of the higher bombardment energy of nitrogenplasma relative to hydrogen plasma. This enhances bulkdiffusion of carbon through the catalyst particle. The higherbombardment energy can also result in the agglomeration ofcatalyst particles, leading to larger diameter nanotubes.
Oxygen addition to hydrocarbon appears to provide someinteresting effects. Ikuno et al [46] examined the CNT growthusing 5–30% O2 in a rf methane plasma without other diluentssuch as H2 or ammonia. In the range investigated, an increasein O2 fraction appears to increase the height of the CNFsand also improve the crystallinity. The latter observation
8

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
was supported by evidence from TEM and optical emissionspectroscopy (OES). The crystallinity of CNTs depends onthe hydrogen concentration in the nanotubes. An increasein incorporation of hydrogen in graphite thin film has beenknown to degrade the crystallinity of the thin film [46]. OESresults show dominant peaks of CH and H in the plasma withoutoxygen addition. Oxygen dilution generates significant peaksof CO and OH, and a reduction in incorporation of hydrogenin CNTs results in increased crystallinity. Mori and Suzuki[110] examined the effect of O2 addition in a dc dischargeof CO/Ar. Here, a small amount of oxygen was found tosuppress amorphous carbon formation but an excessive amountwas thought to etch away the CNFs.
One of the major unresolved issues involves morphologyof the carbon nanostructure and its dependence on processparameters. PECVD can grow both MWCNTs [5, 9, 19, 22,37, 47] and CNFs [5, 10, 17, 25, 41, 48, 66, 69, 71, 72, 82, 90].The MWCNTs grown by PECVD typically appear like towersas in the case of thermal CVD but the CNFs are individualand free-standing on the substrate. CNFs invariably featurethe catalyst particle at the tip whereas MWCNTs follow abase-growth mode, though exceptions have been reported inboth cases. For CNFs, the transition from tip growth to basegrowth has been shown to be dependent on the growth kineticsregardless of the substrate/catalyst combination [65]. A criticalacetylene concentration Rc exists according to [65] aroundwhich the transition occurs in an abrupt manner.
Since PECVD can grow both MWCNTs and CNFs,conditions dictating this choice and transition from onestructure to another are of interest but are not completelyunderstood. The CNF differs from a MWCNT with itsstacked-cone or bamboo structure, and hydrogen satisfies thevalences at the cone edges of the CNF [4]. This may providesome clues to creating conditions suitable for producing eachstructure. For example, thermal CVD is normally carried outwith pure hydrocarbons without dilution and availability ofatomic hydrogen is negligible; consequently, MWCNTs are theproduct in thermal CVD. When hydrogen is deliberately addedto hydrocarbon or CO, CNFs have resulted even in thermalCVD [4, 145, 146]. In contrast, the PECVD environment isrelatively abundant with atomic hydrogen and beyond a criticallevel of hydrogen concentration, CNFs grow preferably insteadof MWCNTs. In a highly complex and interdependent processsuch as PECVD, critical or threshold H concentration doesnot simply depend only on the fraction of H2 in the feedgasmixture but can be influenced by the plasma power, substratebias, substrate temperature, etc, as all of these affect thedissociation of the hydrocarbon and H2 and other reactionsconcerning the production and depletion of atomic hydrogen.For example, Delzeit et al [5, 90] showed that with CH4/H2 andC2H4/H2 inductively coupled plasmas, increasing the substratepower above a certain value always results in CNFs; below thethreshold value, the product is MWCNTs. ComplimentaryOES analysis of the process revealed a sharp increase inatomic H concentration around the threshold power. Evenat a power level conducive to CNF growth according to theabove behaviour, growth transitioned to MWCNTs when argonwas deliberately introduced into the mixture; as expected, adecrease in H signal accompanied this transition.
Bartsch et al [130] assert that adjusting the depositiontemperature and time would allow tuning between the twostructures. In a study using microwave plasma with all threecommon catalyst metals (Ni, Fe and Co), high temperatures(900–1100 ◦C) and short durations were found to favourtubular growth whereas lower temperatures (800–900 ◦C) andlonger times favoured CNF growth [130]. Hoffman et al[86] report that the transition between CNF and MWCNTgrowth can be induced by just changing the catalyst thickness.Reducing the Fe/Co catalyst thickness to below 3 nm causes atransition from CNFs to MWCNTs in a dc C2H2/NH3 plasma.
On the issue of growth mechanism, most of thegrowth studies routinely invoked the well-known Bakermechanism [137, 138] for filamentous carbon; this mechanismproposes a sequence of steps involving (i) the adsorption anddecomposition of the hydrocarbon on the catalyst particlesurface, (ii) dissolution of carbon atoms in the particle in amolten state and diffusion of C atoms across the particle and(iii) precipitation of carbon on the opposite surface of theparticle. Since activation energy for growth of carbon filamentswas similar to that for carbon diffusion in the metal catalyst,diffusion of carbon through the particle was postulated to bethe rate determining step [137, 138]. In the CNT literature, itwas commonly assumed that the above mechanism for Baker’sfilaments applies to all sorts of smaller nanotubular structuresas well. Recently Helveg et al [147] proposed a mechanisminvolving surface diffusion of carbon and nickel atoms. In situelectron microscopy observations reveal nanofibre growththrough a reaction induced shaping of the nickel catalystparticles. The nucleation and successive growth of graphenelayers occur preferentially at the dynamically evolving mono-atomic step edges at the nickel surface [147]. As mentionedearlier, careful studies by Hoffman et al [81] reveal thatthe activation energy for low temperature PECVD of CNFsis similar to that for surface diffusion of carbon in nickel,suggesting the latter to be the rate determining step. Therehave been several ab initio modelling and molecular dynamicssimulations on the growth mechanism [148–153] supportingthe observations of surface diffusion of carbon atoms. It isnoted that none of these modelling studies are specific toPECVD of CNTs or CNFs. While general findings from thesepapers which primarily focus on thermal CVD or other thermalprocess conditions may still be of value, it will be of greatinterest to see simulations taking into account the distinctiveconditions present in a low temperature plasma, as well asconsidering progeny species created in the plasma.
While tip-led growth of CNFs at relatively low density(compared with MWCNT towers) can be understood easilyusing any of the above mechanisms, the growth of denseand hundreds of micrometres tall (as in [115]) SWCNT andMWCNT towers has several unanswered questions. Sincethis growth seems to follow base-growth mode, how thenutrients reach the catalyst metal located on the substrateseveral micrometres below is mysterious. The mean freepath of gas molecules at reactor conditions appears to befar larger than the typical spacing between nanotubes in atower [154, 155]. Does this mean that the growth occurs bythe addition of carbon atoms to the tip even though the metalcatalyst is far away at the substrate?
9

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
7. Plasma diagnostics
In the previous section, there have been a few mentions onhow the findings from plasma diagnostics and modelling havehelped to enhance our understanding of mechanisms. In thefollowing sections, a review of the efforts in the literature isprovided in more detail. This discussion is necessary sincethis is a point of departure from thermal CVD as mentionedbefore with the dissociation of the feedstock in the plasmaphase. A low temperature plasma is a mixture of electrons,ions and stable and radical neutral species. A variety oftechniques exist to probe the plasma as well as the surfacespecies and a discussion of characterization equipment andimplementation details can be found in [156, 157]. The mostwidely used diagnostics in the CNT literature is OES [5, 28, 35,46, 50, 51, 53, 55, 59, 84, 98, 110, 123, 125] followed by massspectrometry [75, 77, 97, 125], residual gas analysis [93, 96],UV spectroscopy [98], laser absorption spectroscopy [51] andLangmuir probe measurements of plasma density and electrontemperature [101–104].
OES is a simple technique which provides richinformation about the excited neutrals and ionized species inthe plasma. The emission spectrum of a 5% methane plasma inargon carrier gas exhibits prominent peaks from argon, atomichydrogen (Hα at 656 nm and Hβ at 486 nm), CH (430 nm)and C2 (516 nm) at pressures of 2–14 Torr and microwavepower levels of 25–200 W [35]. OES spectra of a low pressureAr/methane/H2 inductive discharge operating at 20–70 mTorrlevels also feature the same peaks with an additional molecularhydrogen line at 420.5 nm [125]. The OES spectra of themost commonly used acetelyne/ammonia dc plasma in CNTgrowth exhibit NH at 336 nm, N+
2 at 358.5 nm, CN at 386,387 and 388 nm, CH at 431 nm, C2 at 436 and 611.5 nm, andHα and Hβ lines [50]. Monitoring these species as a functionof C2H2/NH3 flow ratio shows an increase in CH intensityand a decrease in CN and Hα intensities when the acetelynefraction goes up. C2H2 dissociation is the primary sourceof CH radicals which explains its increased intensity. Thereduction in Hα intensity with increased C2H2 flow indicatesits origin primarily to be from NH3 [50]. Comparison of H, CHand other peaks between pulsed dc and rf C2H2–NH3 plasmashas also been attempted to explain the differences in the qualityand density of nanotubes [59].
It is also possible to obtain the species temperature fromthe OES spectra. Wilson et al [35] obtained the ‘statisticaltemperature’ of hydrogen atoms from the relative intensitiesof the Hα and Hβ lines using the relation below under theassumption of Boltzmann distribution:
I1
I2= λ2
λ1
A1
A2
g1
g2exp[−(E1 − E2)/kT ].
Here I is the intensity, λ is the wavelength, A is the transitionprobability, g is a statistical weight and E is the excitationenergy. The subscripts 1 and 2 refer to the Hα and Hβ lines.The hydrogen atom temperature in a 5% methane/argon plasmaat 100 W microwave power is estimated to be 970 ± 100 ◦C[35]. Neutral gas temperatures estimated using OES rangefrom 700 to 1100 K depending on plasma conditions in a
CH4/H2 inductive discharge [98]. An increase in pressureis accompanied by an increase in gas temperature, as is wellknown from plasma models, due to an increase in electron–gascollisions and energy transfer. In contrast, the power to theinduction coil and independent substrate power do not exertmuch influence on the gas temperature.
Mass spectrometry is also a simple technique that canprovide a great deal of information about the plasma. Aresidual gas spectrum of C2H2/NH3 dc plasma reveals variousneutral species including H2, N2, HCN and H2O besides thefeedstock gases. The positive ion spectrum consists of NH+
2,NH+
3, NH4+, C2H+2 and HCN+ [75]. The peak intensities
vary with feedstock composition and this information can becorrelated with CNT growth quality and density. The optimumfeedstock ratio for clean CNT growth has been found to be 20%C2H2 in NH3 which corresponds to a minimum in observed H2
neutral density [75].
8. Modelling complexities
Process and reactor modelling is valuable to understandmechanisms, assess the effects of process variables onperformance and eventually optimize the growth processto meet goals on growth rate, uniformity, materialquality, throughput and other figures of merit. Realisticcomputational models, which are benchmarked thoroughlyagainst experimental results, can serve as a cost effective designtool in large scale manufacturing. Semiconductor industry hasseen the benefits of this for processes such as crystal growth,CVD, PECVD, reactive ion etching, rapid thermal annealingand others [158]. Diamond deposition has also extensivelybenefited from computational modelling.
PECVD is an extremely complex process to model asindicated by the experience in IC manufacturing and diamondthin film growth. CNT growth has additional complexitiesdue to the use of catalysts, related mechanisms including theguidance of material out of the catalyst particle in the form of ananoscale tube and surface phenomena within and surroundingnanoscale particles. A typical PECVD process employed inany material processing—regardless of the nature of powersource—is characterized by extreme ranges in both the timeand length scales. The reactor dimensions are in the metrescale which determine fluid flow and overall heat transfercharacteristics; the showerhead delivering the feedstock mayconsist of sub-millimetre nozzles; the wafer is of the order oftens of centimetres; the critical distance between the anodeand cathode or equivalently plasma dimensions may be a fewcentimetres; the sheath thickness—where the electric fieldis very large—may be hundreds of micrometres; the heightof a CNF array or SWCNT/MWCNT tower may be froma few nanometres to tens of micrometres; catalyst particlediameter distribution may be in the range 1–100 nm; thespacing between adjacent CNTs growing in an ensemble maybe a few nanometres, for delivery of active species to the growthfront (if that is how it happens); and finally, the CNTs/CNFsare 1–100 nm in diameter. Processes occurring within thereactor exhibit time scales from picoseconds to seconds: gasflow across the reactor under common flow rates can be in
10

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
seconds; the growth rate can proceed at a pace of nm s−1
or slower for periods lasting up to tens of minutes; carbondiffusion time for a catalyst particle of 10 nm radius is about10−4 s [155]; the time scale corresponding to the 13.56 MHz rfplasma frequency is 73 ns; for a 1 Torr dc hydrogen plasma withan average cathode fall thickness of 0.5 cm, the electron transittime is 100 ns, assuming a drift velocity of 5 × 106 cm s−1; theion transit time is about 1 µs.
A low temperature material processing plasma is anonequilibrium discharge with at least two characteristictemperatures, one for electrons and one for ions and neutrals(though these two may not be in equilibrium either, requiringa three temperature description). Capturing the essence of thisnonequilibrium plasma in deposition requires the followingsubmodels which are necessarily coupled [158–160]:
(a) chemically reacting flow: coupled fluid mechanics,nonequilibrium energy transport and species mass transferequations;
(b) plasma chemistry: electron impact reactions producingions, radicals, excited species and neutrals, electron–ion collisions, ion–ion and ion–neutral reactions, neutralchemistry and electron transport/charge conservation(which may be included under overall transport in item(a) above);
(c) surface chemistry: neutral–surface reactions, impactof ions on the neutral–surface chemistry, ion–surfacereactions, ion-induced damage;
(d) a special case of (c) for CNT/CNF growth: catalyst-enabled growth modelling, formation of nanotubes ornanofibres and elongation, and aspects of delivering theactive species to the particle and/or growth front throughCNF forest or SWCNT/MWCNT towers.
Before discussing the CNT-PECVD modelling, it is instructiveto provide brief information on each of the above submodelsin a general context first [158–160]. The submodel onchemically reacting flow is by far the most well developedbut the least useful on its own without coupling one or moreof the other three in some detail. Commercial codes havebeen available for nearly three decades, thanks to the earlyadoption of the so-called computational fluid dynamics orCFD by the aerospace and automotive industries. These codessolve continuum Navier–Stokes equations, energy and speciestransport equations along with magnetohydrodynamics whennecessary. The differential equations are solved in one, two orthree dimensions, as warranted, by employing finite differenceor finite element schemes. Commercial codes provide a grid orelement generation package to accurately capture the geometryof the modelling domain including the reactor, wafer platformand the plasma sheath.
The plasma model in the context of material processing[158] has historically included electron and ion transport, andall the chemistry described under (b). The nonequilibriumnature of the plasma dictates treatment by Monte Carlo (MC)techniques, particle-in-cell (PIC) schemes or other statisticalapproaches. The advantage includes making no assumptionregarding the nature of the electron energy distribution function(EEDF); instead, this evolves as a part of the simulation which
describes the electron and ion dynamics, and elastic, inelasticand other collisions between various charged and nonchargedspecies in the plasma. Then it is necessarily a computationallyintensive undertaking. Alternatively, a continuum descriptionbased on the moments of the Boltzmann transport equations(MBTE) can be used for electron and ion transport. Thefirst three moments for the electrons include its continuity,momentum and energy; for the ions, it is typical to includethe first two moments and assume the temperature to be thesame as the background gas. A common assumption in theMBTE approach is to ignore particle inertia and include onlydrift and diffusion to compute particle velocity appearing inthe continuity equations. This certainly reduces the numberof equations and results in computational savings. In theMBTE approach, the EEDF can be either assumed to beMaxwellian, which may or may not be accurate dependingon prevailing conditions, or alternatively an EEDF computedfrom stand-alone MC simulations can be used as input. Ineither case, the EEDF will determine the rate constants for theelectron impact reactions or collisions included in the plasmachemistry. Extensive model validation in semiconductorprocessing plasmas shows the MBTE approach to be a veryreasonable alternative as long as accurate EEDF informationis used to compute rate constants. It is possible to couple theMBTE approach to the CFD model under (a) for reasonablyself-consistent simulation of the two aspects [161]. In contrast,it is extremely difficult to couple any of the statistical schemessuch as MC or PIC to CFD models in multidimensions atpresent.
The surface kinetics modelling typically uses a moleculardynamics approach to consider particle–surface collisions.The electron and ion dynamics in the sheath region nearthe surface are included in computing the momentum andenergy of the particles arriving at the surface accurately. Thismodel provides valuable information on surface reaction rateconstants that can be used as input in models (a) and/or (b) forself-consistency.
It would be ideal if all submodels can be consideredtogether self-consistently to capture an accurate description ofthe CNT growth dynamics and develop a predictive capabilityof growth characteristics as a function of those variablesfor which knobs exist on the front panel of the reactor or,equivalently, input keys in the computer control. At the timeof this writing, such a comprehensive simulation of PECVD isnot possible even for an established application such as siliconthin film deposition. Nevertheless, it is still possible to performmeaningful exercises including detailed treatment of one ormore components while considering others as a blackbox. Forexample, SiHx radicals and SiH+
x ions may be assumed toreact with the surface using known probabilities (or stickingcoefficients) in submodels (a) and/or (b), thus avoiding detailedtreatment of (c) in PECVD of silicon films. The requiredsticking coefficients may be derived from experimental dataor other stand-alone analysis of the type (c) and simply usedas input parameters. Such a compartmentalized approachhas precedence in other fields as well. For example, in themodelling of optoelectronics devices, one common approachis to model electron and hole transport in the electronics part
11

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
in detail while treating the optics as blackbox; the reverseapproach is also common. Interestingly, thermal modellingis important when the optoelectronic component is a laserand heating effects become important. Until recently, thebackground temperature used to be assumed constant but thecurrent state-of-the-art has advanced to the coupled analysis ofall three components.
In the field of CNT-PECVD, modelling efforts are veryminimal. A few published works deal with submodels (a) and(b) together by assuming the reactor to be well mixed andwriting global mass balance equations for electrons, and eachof the ionic and neutral species, along with electron energy andgas energy balances [5, 91, 125, 127]. This approach wouldwork reasonably for a high density plasma reactor such as ICPor MPCVD; but for the dc and rf plasmas with substantialsheath dynamics, well-mixed reactor assumption will breakdown. This model, called global or o-d model [131], usesinput power, feedstock composition and flow rate as simulationparameters and provides plasma composition (various neutraland ion densities), electron density, electron energy and gastemperature as model output data. Simulation results [5, 91]show that at 1–3 Torr CH4/H2high density discharges, C2H2,CH3 and H are the major neutral species formed in the plasmaat different inlet compositions and input powers. Higher inputpowers also produce increasing C and CH densities. At lowpressures of the order of 100 mTorr, the conversion rates of CH4
and H2 are very high ∼99% due to the high electron densitiesand electron temperatures [125]. The high density plasmaenhances the dissociation of molecular hydrogen producingcopious amounts of atomic hydrogen. The H atoms dissociateCH4 effectively through hydrogen abstraction, in addition toelectron impact dissociation of CH4.
The only efforts beyond the extremely simplified analysisabove include one-dimensional models of a dc plasma reactor[76, 77, 92, 97]. Analysis of the acetylene/ammonia system(50/25/100 sccm of NH3/C2H2/Ar) at 8 Torr reveals a nearly100% dissociation of NH3 and 78% dissociation of C2H2 [92].Atomic and molecular hydrogen are produced in abundance atall conditions. The large presence of atomic hydrogen in theplasma will aid in etching amorphous carbon preferentiallyover CNTs. The applied dc bias, as expected, controls theextent of dissociation and production of neutral densities.Addition of hot filament to this dc system appears to have noimpact on the system characteristics if other mechanisms ofregulating the substrate temperature are employed (substrateheater, plasma heating) [92].
9. Concluding remarks
The interest in using low temperature plasmas to grow CNTsand CNFs has gained much attention in the last decade. Recentprogress includes growth of SWCNTs using PECVD whichuntil recently was done only by thermal CVD (besides laserablation and arc synthesis). Growth of MWCNTs and CNFsat temperatures of 120 ◦C and lower has been shown to bepossible although the material quality is not as good as thosefrom high temperature processes. This tradeoff is similar tothat seen in the case of many other materials grown by PECVD
at substantially lower temperatures than in the correspondingthermal CVD schemes. Progress in many other fronts hasbeen relatively slow as discussed in this review. One of themajor findings includes experimental and modelling evidencefor surface diffusion of carbon to be the rate determining stepunder low temperature PECVD conditions.
Regardless of the level of understanding of variousissues, there has been significant effort in the use of plasma-grown structures for various applications [1, 3]. One of themajor investigations includes the field emission characteristics[24, 30, 41, 44, 52, 57, 58, 78, 82] for applications in flat paneldisplays and instrumentation [162]. High aspect ratio CNFs(50–100 nm in diameter) in an array are ideal as nanoelectrodesfor developing biosensors [15, 163–165]. The nanoelectrodearray (NEA) is created by isolating each electrode from itsneighbour with a dielectric such as SiO2 and a probe moleculespecifically chosen for the target of interest can be attached tothe ends of the CNFs protruding above the SiO2. The NEA canalso be used as an effective neural interface for the treatmentof neural disorders [166]. CNF arrays have been shown tobe effective like microneedles for injecting genetic materialinto cells [167]. CNFs also find several applications in siliconIC manufacturing. Atomic force microscopy has been viewedas a critical dimension metrology tool to image profiles ofvias and trenches. Wafer scale development of CNF probesfor AFM has been attempted to create desirable probe length,diameter and angle to the normal [168]. Other applicationsinclude electrical interconnects to replace copper [169–171]and cooling of chips [172] in ICs.
The major bottleneck in all these applications isreproducible growth processes and eventually wafer-levelscale-up with acceptable yield. CNFs in an array need tobe uniform in diameter and height; otherwise, the resistanceof the fibre will vary widely across the wafer. Thisrequires significant process development in terms of catalystuniformity, underlayers, catalyst patterning, constant substratetemperature across the wafer, effective heat transfer betweenthe wafer and the heater, and control of plasma heating and ionbombardment. These issues will receive more attention whenthe potential of CNFs in applications is well established andmarkets are identified. At this stage, more efforts on modellingof the PECVD process and plasma and surface diagnostics toprovide understanding as well as to generate data for modelvalidation will be needed.
Acknowledgments
The author acknowledges colleagues from the NASA AmesCenter for Nanotechnology for their contributions to CNTgrowth and application development. He is grateful toPrabhu Arumugam and Xuhui Sun for providing many ofthe figures used in this work and Ken Teo for his criticalreading of this paper and helpful comments. Finally, theauthor thanks Professor Annemie Bogaerts for the invitation towrite this review article, arranging the review and her valuablecomments.
12

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
References
[1] Meyyappan M (ed) 2004 Carbon Nanotubes: Science andApplications (Boca Raton, FL: CRC Press)
[2] Meyyappan M, Delzeit L, Cassell A and Hash D 2003Plasma Sources Sci. Technol. 12 205
[3] Melechco A V, Merkulov V I, McKnight T E, Guillorn M A,Klein K L, Lowndes D L and Simpson M L 2005 J. Appl.Phys. 97 041301
[4] Nolan D, Lynch D C and Cutler A H 1998 J. Phys. Chem. B102 4165
[5] Delzeit L, McAninch I, Cruden B A, Hash D, Chen B, Han Jand Meyyappan M 2002 J. Appl. Phys. 91 6027
[6] Chen Y, Wang Z L, Yin J S, Johnson D J and Prince R H1997 Chem. Phys. Lett. 272 178
[7] Chen Y, Guo L P, Johnson D J and Prince R H 1998 J. Cryst.Growth 193 342
[8] Qin L C, Zhou D, Krauss A R and Gruen D M 1998 Appl.Phys. Lett. 72 3437
[9] Kuttel O M, Groening O, Emmenbegger C and Schlapbach L1998 Appl. Phys. Lett. 73 2113
[10] Ren Z F, Huang Z P, Xu J W, Wang J H, Bush P, Siegel M Pand Provencio P N 1998 Science 282 1105
[11] Huang Z P, Xu J W, Ren Z F, Wang J H, Siegal M P andProvencio P N 1998 Appl. Phys. Lett. 73 3845
[12] Ren Z F, Huang Z P, Wang D Z, Wen J G, Xu J W, Wang J H,Calvet L E, Chen J, Klemic J F and Reed M A 1999 Appl.Phys. Lett. 75 1086
[13] Wen J G et al 2001 J. Mater. Res. 16 3246[14] Huang Z P, Wang D Z, Wen J G, Sennett M, Gibson H and
Ren Z F 2002 Appl. Phys. A 74 387[15] Tu Y, Lin Y and Ren Z F 2003 Nano Lett. 3 107[16] Huang Z P, Carnahan D L, Rybczynski J, Giersig M,
Sennett M, Wang D Z, Wen J G, Kempa K and Ren Z F2003 Appl. Phys. Lett. 82 460
[17] Tsai S H, Chao C W, Lee C L and Shih H C 1999 Appl. Phys.Lett. 74 3462
[18] Zhang Q, Yoon S F, Ahn J, Gan B, Rusli and Yu M B 2000J. Phys. Chem. Solids 61 1179
[19] Bower C, Zhu W, Jin S and Zhou O 2000 Appl. Phys. Lett.77 830
[20] Bower C, Zhou O, Zhu W, Werder D J and Jin S 2000 Appl.Phys. Lett. 77 2767
[21] Cui H, Zhou O and Stoner B R 2000 J. Appl. Phys. 88 6072[22] Choi Y C, Shin Y M, Lee Y H, Lee B S, Park G S, Choi W B,
Lee N S and Kim J M 2000 Appl. Phys. Lett. 76 2367[23] Choi Y C, Lee Y H, Lee B S, Park G, Choi W B, Lee N S and
Kim J M 2000 J. Vac. Sci. Technol. A 18 1864[24] Choi Y C, Shin Y M, Lim S C, Bae D J, Lee Y H, Lee B S
and Chung D 2000 J. Appl. Phys. 88 4898[25] Okai M, Muneyoshi T, Yaguchi T and Sasaki S 2000 Appl.
Phys. Lett. 77 3465[26] Ho G W, Wee A T S, Lin J and Tjiu W C 2001 Thin Solid
Films 388 73[27] Tanemura M, Iwata K, Takahashi K, Fujimoto Y,
Okuyama F, Sugie H and Filip V 2001 J. Appl. Phys.90 1529
[28] Hayashi Y, Negishi T and Nishino S 2001 J. Vac. Sci.Technol. A 19 1796
[29] Wang Y H, Lin J, Huan C H A and Chen G S 2001 Appl.Phys. Lett. 79 680
[30] Han J, Yang W S, Yoo J B and Park C Y 2000 J. Appl. Phys.88 7363
[31] Han J et al 2002 J. Appl. Phys. 91 483[32] Han J H et al 2002 Thin Solid Films 409 120[33] Valentini L, Kenny J M, Lozzi L and Santucci S 2002 J. Appl.
Phys. 92 6188[34] Hsu C M, Lin C H, Chang H L and Kuo C T 2002 Thin Solid
Films 420 225
[35] Wilson J I B, Scheerbaum N, Karim S, Polwart N, John P,Fan Y and Fitzgerald A G 2002 Diamond Relat. Mater.11 918
[36] Nozaki T, Kimura Y and Okazaki K 2002 J. Phys. D: Appl.Phys. 35 2779
[37] Lee J Y and Lee B S 2002 Thin Solid Films 418 85[38] Shimizu Y, Sasaki T, Kodaira T, Kawaguchi K, Terashima K
and Koshizaki N 2003 Chem. Phys. Lett. 370 774[39] Lin C H, Chang H L, Hsu C M, Lo A Y and Kuo C T 2003
Diamond Relat. Mater. 12 1851[40] Lin C C, Leu I C, Yen J H and Hon M H 2004
Nanotechnology 15 176[41] Shiratori Y, Hiraoka H and Yamamoto M 2004 Mater. Chem.
Phys. 87 31[42] Zhong G, Tachiki M, Umezawa H, Fujisaki T, Kawarada H
and Ohdomari I 2004 Chem. Vapor Depos. 10 125[43] Iwasaki T, Zhong G, Aikawa T, Yoshida T and Kawarada H
2005 J. Phys. Chem. B 109 19556[44] Wong W K, Lee C S and Lee S T 2005 J. Appl. Phys.
97 084307[45] Kurita S, Yoshimura A, Kawamoto H, Uchida T, Kojima K,
Tachibana M, Molina-Morales P and Nakai H 2005J. Appl. Phys. 97 104320
[46] Ikuno T, Honda S I, Kamada K, Oura K and Katayama M2005 J. Appl. Phys. 97 104329
[47] Morjan R E, Maltsev V, Nerushev O, Yao Y, Falk L K Land Campbell E E B 2004 Chem. Phys. Lett. 383 385
[48] Kabir M S, Morjan R E, Nerushev O A, Lundgren P,Bengtsson S, Enokson P and Campbell E E B 2005Nanotechnology 16 458
[49] Jonsson M, Nerushev O A and Campbell E E B 2007Nanotechnology 18 305702
[50] Lim S H, Yoon H S, Moon J H, Park K C and Jang J 2006Appl. Phys. Lett. 88 033114
[51] Bratescu M A, Suda Y, Sakai Y, Saito N and Takai O 2006Thin Solid Films 515 1314
[52] Srivastava S K, Shukla A K, Vankar V D and Kumar V 2005Thin Solid Films 492 124
[53] Srivastava S K, Vankar V D and Kumar V 2006 Thin SolidFilms 515 1552
[54] Abdi Y, Koohsorkhi J, Derakhshandeh J, Mohajerzadeh S,Hoseinzadegan H, Robertson M D, Bennett J C, Wu Xand Radamson H 2006 Mater. Sci. Eng. C 26 1219
[55] Nozaki T, Goto T, Okazaki K, Ohnishi K, Mangolini L,Heberlein J and Kortshagen U 2006 J. Appl. Phys.99 024310
[56] Kyung S J, Lee Y H, Kim C W, Lee J H and Yeom G Y 2006Carbon 44 1530
[57] Kyung S J, Voronko M, Lee Y H, Kim C W, Lee J H andYeom G Y 2007 Surf. Coat. Technol. 201 5378
[58] Kim C D, Jang H S, Lee H R and Kim D H 2007 Mater. Lett.61 2075
[59] Garcia-Cespedes J, Rubio-Roy M, Polo M C, Pascual E,Andujar J L and Bertran E 2007 Diamond Relat. Mater.16 1131
[60] Malesevic A, Chen H, Hauffman T, Vanhulsel A,Terryn H and Van Haesendonck C 2007 Nanotechnology18 455602
[61] Merkulov V I, Lowndes D H, Wei Y Y, Eres G and Voelkl E2000 Appl. Phys. Lett. 76 3555
[62] Wei Y Y, Eres G, Merkulov V I and Lowndes D H 2001 Appl.Phys. Lett. 78 1394
[63] Merkulov V I, Guillorn M A, Lowndes D H, Simpson M Land Voelkl E 2001 Appl. Phys. Lett. 79 1178
[64] Merkulov V I, Melechko A V, Guillorn M A, Lowndes D Hand Simpson M L 2001 Appl. Phys. Lett. 79 2970
[65] Melechko A V, Merkulov V I, Lowndes D H,Guillorn M A and Simpson M L 2002 Chem.Phys. Lett. 356 527
13

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
[66] Merkulov V I, Melechko A V, Guillorn M A, Simpson M L,Lowndes D H, Whealton J H and Raridon R J 2002 Appl.Phys. Lett. 80 4816
[67] Merkulov V I, Melechko A V, Guillorn M A, Lowndes D Hand Simpson M L 2002 Chem. Phys. Lett. 361 492
[68] Melechko A V, McKnight T E, Hensley D K, Guillorn M A,Borisevich A Y, Merkulov V I, Lowndes D H andSimpson M L 2003 Nanotechnology 14 1029
[69] Caughman J B O, Baylov L R, Guillorn M A, Merkulov V I,Lowndes D H, and Allard L F 2003 Appl. Phys. Lett.83 1207
[70] Cui H, Yang X, Simpson M L, Lowndes D H and Varela M2004 Appl. Phys. Lett. 84 4077
[71] Teo K B K, Chhowalla M, Amaratunga G A J, Milne W I,Hasko D G, Pirio G, Legagneux P, Wyczisk F and Pribat D2001 Appl. Phys. Lett. 79 1534
[72] Chhowalla M, Teo K B K, Ducati C, Rupersinghe N L,Amaratunga G A J, Ferrari A C, Roy D, Robertson J andMilne W I 2001 J. Appl. Phys. 90 5308
[73] Teo K B K, Chhowalla M, Amaratunga G A J, Milne W I,Pirio G, Legagneux P, Wyczisk F, Olivier J and Pribat D2002 J. Vac. Sci. Technol. B 20 116
[74] Teo K B K et al 2003 Nanotechnology 14 204[75] Bell M S, Lacerda R G, Teo K B K, Rupesinghe N L,
Amaratunga G A J and Milne W I 2004 Appl. Phys. Lett.85 1137
[76] Teo K B K et al 2004 Nano Lett. 4 921[77] Bell M S, Teo K B K, Lacerda R G, Milne W I, Hash D B and
Meyyappan M 2006 Pure Appl. Chem. 78 1117[78] Bell M S, Teo K B K and Milne W I 2007 J. Phys. D: Appl.
Phys. 40 2285[79] Boskovic B O, Stolojan V, Khan R V A, Haq S and Silva R P
2002 Nature Mater. 1 165[80] Boskovic B O, Stolojan V, Zeze D A, Forrest R D, Silva R P
and Haq S 2004 J. Appl. Phys. 96 3443[81] Hoffman S, Ducati C, Robertson J and Kleinsorge B 2003
Appl. Phys. Lett. 83 135[82] Hofmann S, Ducati C, Kleinsorge B and Robertson J 2003
Appl. Phys. Lett. 83 4661[83] Ducati C, Alexandrou I, Chhowalla M, Robertson J and
Amaratunga G A J 2004 J. Appl. Phys. 95 6387[84] Hofmann S, Kleinsorge B, Ducati C, Ferrari A C and
Robertson J 2004 Diamond Relat. Mater. 13 1171[85] Boskovic B O, Golovko V B, Cantoro M, Kleinsorge B,
Chuang A T H, Ducati C, Hofmann S, Robertson J andJohnson B F G 2005 Carbon 43 2643
[86] Hoffman S, Cantoro M, Kleinsorge B, Casiraghi C, Parvez A,Robertson J and Ducati C 2005 J. Appl. Phys. 98 034308
[87] Cantoro M, Hofmann S, Pisana S, Ducati C, Parvez A, FerrariA C and Robertson J 2006 Diamond Relat. Mater. 15 1029
[88] Abad M D, Sanchez-Lopez J C, Berenguer-Murcia A,Golovko V B, Cantoro M, Wheatley A E H, Fernandez A,Johnson B F G and Robertson J 2008 Diamond Relat.Mater. 17 1853
[89] Delzeit L, Nguyen C V, Stevens R M, Han J andMeyyappan M 2002 Nanotechnology 13 280
[90] Matthews K, Cruden B, Chen B, Meyyappan M andDelzeit L 2002 J. Nanosci. Nanotechnology 2 475
[91] Hash D and Meyyappan M 2003 J. Appl. Phys. 93 750[92] Hash D, Bose D, Govindan T R and Meyyappan M 2003
J. Appl. Phys. 93 6284[93] Cruden B A, Cassell A M, Ye Q and Meyyappan M 2003
J. Appl. Phys. 94 4070[94] Cassell A M, Q.Ye, Cruden B A, Li J, Sarrazin P C, Ng H T,
Han J and Meyyappan M 2004 Nanotechnology 15 9[95] Cassell A M, Li J, Stevens R M D, Koehne J E, Delzeit L,
Ng H T, Ye Q, Han J and Meyyappan M 2004 Appl. Phys.Lett. 85 2364
[96] Cruden B A, Cassell A M, Hash D B and Meyyappan M 2004J. Appl. Phys. 96 5284
[97] Hash D B, Bell M S, Teo K B K, Cruden B A, Milne W I andMeyyappan M 2005 Nanotechnology 16 925
[98] Cruden B A and Meyyappan M 2005 J. Appl. Phys.97 084311
[99] Ngo Q, Cassell A M, Radmilovic V, Li J, Krishnan S,Meyyappan M and Yang C Y 2007 Carbon 45 424
[100] Satake N, Jeong G H, Hirata T, Hatakeyama R, Ishida H,Tohji K and Motomiya K 2002 Physica B 323 290
[101] Ishida H, Satake N, Jeong G H, Abe Y, Hirata T,Hatakeyama R, Tohji K and Motomiga K 2002Thin Solid Films 407 26
[102] Hirata T, Satake N, Jeong G H, Kato T, Hatakeyama R,Motomiya K and Tohji K 2003 Appl. Phys. Lett. 83 1119
[103] Jeong G H, Satake N, Kato T, Hirata T, Hatakeyama R andTohji K 2004 Appl. Phys. A 79 85
[104] Hatakeyama R, Jeong G H, Kato T and Hirata T 2004 J. Appl.Phys. 96 6053
[105] Kato T, Jeong G H, Hirata T and Hatakeyama R 2004 ThinSolid Films 457 2
[106] Kaneko T, Matsuoka H, Hirata T, Hatakeyama R and Tohji K2006 Thin Solid Films 506 259
[107] Kato T, Jeong G H, Hirata T, Hatakeyama R, Tohji K andMotomiya K 2003 Chem. Phys. Lett. 381 422
[108] Kato T and Hatakeyama R 2006 Chem. Vapor Depos. 12 345[109] Kato T, Hatakeyama R and Tohji K 2006 Nanotechnology
17 2223[110] Mori S and Suzuki M 2008 Diamond Relat. Mater. 17 999[111] Wang Y, Luo Z, Li B, Ho P S, Yao Z, Shi L, Bryan E N and
Nemanich R J 2007 J. Appl. Phys. 101 124310[112] Wang Y Y, Gupta S and Nemanich R J 2004 Appl. Phys. Lett.
85 2601[113] Li Y et al 2004 Nano Lett. 4 317[114] Qu L, Du F and Dai L 2008 Nano Lett. 8 2682[115] Zhong G, Iwasaki T, Honda K, Furukawa Y, Ohdomari I and
Kawarada H 2005 Chem. Vapor Depos. 11 127[116] Min Y S, Bae E J, Oh B S, Kang D and Park W 2005 J. Am.
Chem. Soc. 127 12498[117] Bae E J, Min Y S, Kim U and Park W J 2007
Nanotechnology 18 015601[118] Wang W L, Bai X D, Xu Z, Liu S and Wang E G 2006 Chem.
Phys. Lett. 419 81[119] Maschmann M R, Amama P B, Goyal A, Iqbal Z, Gat R and
Fisher T 2006 Carbon 44 10[120] Maschmann M R, Amama P B, Goyal A, Iqbal Z and
Fisher T S 2006 Carbon 44 2758[121] Gohier A, Minea T M, Djouadi A M, Granier A and
Dubosc M 2006 Chem. Phys. Lett. 421 242[122] Gohier A, Minea T M, Djouadi M A and Granier A 2007
J. Appl. Phys. 101 054317[123] Nozaki T, Ohnishi K, Okazaki K and Kortshagen U 2007
Carbon 45 364[124] Ostrikov K 2005 Rev. Mod. Phys. 77 489[125] Denysenko I B, Xu S, Long J D, Rutkeych P P, Zarenkov N A
and Ostrikov K 2004 J. Appl. Phys. 95 2713[126] Okita A, Suda Y, Ozeki A, Sugawara H, Sakai Y, Oda A and
Nakamura J 2006 J. Appl. Phys. 99 014302[127] Yuji T and Sung Y M 2007 IEEE Trans. Plasma Sci. 35 1027[128] Matsuda T, Mesko M, Ogino A and Nagatsu M 2008
Diamond Relat. Mater. 17 772[129] Lim S H, Park K C, Moon J H, Yoon H S, Pribat D,
Bonnassieux Y and Jang J 2006 Thin Solid Films 515 1380[130] Bartsch K, Biedermann K, Gemming T and Leonhardt A
2005 J. Appl. Phys. 97 114301[131] Lieberman M A and Lichtenberg A J 1994 Principles of
Plasma Discharges and Materials Processing (New York:Wiley)
14

J. Phys. D: Appl. Phys. 42 (2009) 213001 Topical Review
[132] Popov O A (ed) 1995 High Density Plasma Sources (ParkRidge, NJ: Noyes Publications)
[133] Shul R J and Pearton S J (ed) 2000 Handbook of AdvancedPlasma Processing Techniques (Berlin: Springer)
[134] Teo K B K 2009 Aixtron (www.aixtron.com) personalcommunication
[135] Sun X H 2009 personal communication[136] Arumugam P U, Chen H, Siddiqui S, Weinrich J A P,
Jejelowo A, Li J and Meyyappan M 2009 Biosens.Bioelectron. 24 2818
[137] Baker R T K, Barber M A, Harris P S, Feates F S andWaite R J 1972 J. Catal. 26 51
[138] Baker R T K, Harris P S, Thomas R B and Waite R J 1973J. Catal. 30 86
[139] Tibbetts G G 1983 Appl. Phys. Lett. 42 666[140] Tibbetts G G 1984 J. Cryst. Growth 66 632[141] Neyts E and Bogaerts A 2009 J. Phys. Chem. C 113 2771[142] Kanzow H and Ding A 1999 Phys. Rev. B 60 11180[143] Franklin N R and Dai H 2002 Adv. Mater. 890[144] Cassell A 2009 personal communication[145] Endo M, Nishmura K, Kim Y A, Hakamada K and
Matushita T 1999 J. Mater. Res. 14 4474[146] Nishmura K, Kim Y A, Matushita T, Hayashi T and Endo M
2000 J. Mater. Res. 15 1213[147] Helveg S, Lopez-Cartes C, Sehested J, Hansen P L,
Clausen B S, Rostrup-Nielson J R, Abild-Pedersen F andNorskov J K 2004 Nature 427 426
[148] Abild-Pedersen F, Norskov J K, Rostrup-Nielsen J R,Sehested J and Helveg S 2006 Phys. Rev. B 73 115419
[149] Shibuta S and Maruyama S 2002 Physica B 323 187[150] Shibuta S and Maruyama S 2003 Chem. Phys. Lett. 382 381[151] Ding F, Rosen A and Bolton K 2005 Carbon 43 2215[152] Ding F, Rosen A and Bolton K 2004 J. Chem. Phys. 121 2775[153] Ding F, Rosen A and Bolton K 2004 Chem. Phys. Lett.
393 309[154] Louchev O A, Sato Y and Kanda H 2002 Appl. Phys. Lett.
80 2752[155] Louchev O A, Laude T, Sato Y and Kanda H 2003 J. Chem.
Phys 118 7622
[156] Aucillo O and Flamm D L (ed) 1986 Plasma Diagnosticsvols 1 and 2 (New York: Academic)
[157] Selwyn G S 1993 Optical Diagnostic Techniques for PlasmaProcessing (AVS Monograph Series) (New York: AVSPress)
[158] Meyyappan M 1995 Computational Modeling inSemiconductor Processing (Boston, MA: Artech House)
[159] Meeks E and Ho P 2000 Plasma modeling Handbook ofAdvanced Plasma Processing Techniques (Berlin:Springer) chapter 3
[160] Meyyappan M 2000 Plasma reactor modeling Handbook ofAdvanced Plasma Processing Techniques (Berlin:Springer) chapter 4
[161] Bose D, Hash D, Govindan T R and Meyyappan M 2001J. Phys. D: Appl. Phys. 34 2742
[162] Matsumoto T and Mimura H 2003 Appl. Phys. Lett. 82 1637[163] Li J, Cassell A, Delzeit L, Han J and Meyyappan M 2002
J. Phys. Chem. B 106 9299[164] Li J, Ng H T, Cassell A M, Fan W, Chen H, Ye Q, Koehne J,
Han J and Meyyappan M 2003 Nano Lett. 3 597[165] Koehne J, Chen H, Li J, Cassell A M, Ye Q, Ng H T, Han J
and Meyyappan M 2003 Nanotechnology 14 1239[166] Nguyen-Vu T B D, Chen H, Cassell A M, Andrews R,
Meyyappan M and Li J 2006 Small 2 89[167] McKnight T E, Melechko A V, Hensley D K, Mann D G J,
Griffin G D and Simpson M L 2004 Nano Lett. 4 1213[168] Ye Q, Cassell A M, Liu H, Chao K J, Han J and
Meyyappan M 2004 Nano Lett. 4 1301[169] Li J, Ye Q, Ng H T, Cassell A, Stevens R, Han J and
Meyyappan M 2003 Appl. Phys. Lett. 82 2491[170] Ngo Q, Cassell A M, Austin A J, Li J, Krishnan S and
Meyyappan M 2006 IEEE Electron Devices Lett.27 221
[171] Ngo Q, Yamada T, Suzuki M, Ominami Y, Cassell A M, Li J,Meyyappan M and Yang C 2007 IEEE Trans.Nanotechnol. 6 688
[172] Ngo Q, Cruden B A, Cassell A M, Sims G, Meyyappan M,Li J and Yang C 2004 Nano Lett. 4 2403
15
Copyright © 2022 FDOKUMEN