
Pengaruh-Parameter-Temperatur-dan-Kuat-Arus-Listrik ...
44
perpustakaan.uns.ac.id digilib.uns.ac.id commit to user PENGARUH PARAMETER TEMPERATUR DAN KUAT ARUS LISTRIK TERHADAP KETEBALAN DAN ADHESIVITAS LAPISAN PADA BAJA AISI 1025 DENGAN PROSES ELEKTROPLATING TEMBAGA SKRIPSI Diajukan sebagai salah satu syarat Untuk memperoleh gelar Sarjana Teknik Oleh : HIMAWAN DWI NUR DIYANTO NIM. I1404019 JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET SURAKARTA 2011
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Pengaruh-Parameter-Temperatur-dan-Kuat-Arus-Listrik ...

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
PENGARUH PARAMETER TEMPERATUR DAN KUAT ARUS LISTRIK TERHADAP KETEBALAN DAN
ADHESIVITAS LAPISAN PADA BAJA AISI 1025 DENGAN PROSES ELEKTROPLATING TEMBAGA
SKRIPSI
Diajukan sebagai salah satu syarat Untuk memperoleh gelar
Sarjana Teknik
Oleh :
HIMAWAN DWI NUR DIYANTO NIM. I1404019
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA 2011

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user iii
PENGARUH PARAMETER KUAT ARUS DAN TEMPERATUR PELAPISAN TERHADAP KETEBALAN DAN
ADHESIVITAS LAPISAN PADA BAJA KARBON RENDAH DENGAN PROSES ELEKTROPLATING TEMBAGA
HIMAWAN DWI NURDIYANTO
Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta, Indonesia
Abstrak
Tujuan dari penelitian ini adalah untuk mempelajari pengaruh parameter arus
dan temperatur terhadap ketebalan dan adhesivitas lapisan dengan proses
elektroplating. Elektroplating merupakan suatu proses pengendapan ion-ion logam
pada katoda dengan cara elektrolisis. Proses ini bertujuan membentuk permukaan
dengan sifat atau dimensi yang berbeda dengan logam dasarnya.
Pada penelitian ini digunakan bahan pelapis tembaga dan bahan yang dilapis
adalah baja karbon rendah AISI 1025. Elektrolit yang dipakai adalah larutan tembaga
1 yang terdiri atas tembaga sianida, sodium sianida dan sodium karbonat. Spesimen
yang digunakan berbentuk plat strip dengan panjang, lebar dan tebal berturut turut
100, 20 dan 1 mm dimana panjang spesimen yang tercelup adalah 80 mm. Jarak antar
anoda dan katoda 20 mm, dan lama pelapisan adalah 5 menit. Variasi dilakukan pada
kuat arus yaitu 0.5, 1, 1.5, dan 2 A. Kemudian dengan jarak antar anoda - katoda dan
lamanya waktu pelapisan yang sama divariasikan temperatur yaitu 25-30 C, 35-40 C,
45-50 C dan 55-60 C.
Berdasarkan hasil penelitian dapat dilihat bahwa peningkatan kuat arus dan
temperatur akan menaikkan ketebalan lapisan tembaga. Sementara itu adhesivitas
lapisan tembaga cukup baik pada semua spesimen. Dari hasil percobaan didapatkan
rata-rata ketebalan paling besar untuk variasi arus 2 A dan temperatur 55-60 C yaitu
4.767 µm.
Kata kunci: Elektoplating tembaga, variasi arus, variasi temperatur, ketebalan lapisan, adhesivitas
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user iv
THE EFFECT OF FLOW AND TEMPERATURE PARAMETERS TO THE THICKNESS AND ADHESIVITY LAYER FOR
LOW CARBON STEEL AISI 1025 USED COPPER ELECTROPLATING PROCESS
HIMAWAN DWI NURDIYANTO
Mechanical Engineering Major, Faculty of Tech Sebelas Maret University, Surakarta, Indonesia
Abstract
The aim of this research is to investigated the effect of flow and temperature
parameters to the thickness and adhesivity layer used electroplating process.
Electroplating is a deposition proses of the metal ions on the metal substrate by
electrolysis. This process aims to form a surface with properties and dimensions
different from the metal substrate.
In this research, the coating material is copper and the coated material is low
carbon steel AISI 1025. The electrolyte used is a copper solution which consists of
copper cyanide, sodium cyanide and sodium carbonate. The specimens is strip plate
with length, width and thickness are 100, 20 and 1 mm respectively. The length of
submerged specimens is 80 mm. The distance between the anode and cathode is 20
mm, and duration of the coating is 5 minutes. The variations on the current are 0.5, 1,
1.5 and 2 A. Then in the same distance between the anode and cathode and duration
of coating, the temperature variations are 25-30 C, 35-40 C, 45-50 C and 55-60 C.
This research indicate that the high increase in flow and temperature will
increase the thickness of copper layer. While the adhesivity of the copper layer is
good enough in all specimens. From the experiment, the maximum average thickness
is readed in 2A and temperature of 55-60 C, ie 4.767 µm.
Key words: Copper electroplating, flow variation, temperature variation, coating thickness, adhesivity

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user v
MOTTO
v “Education is an ornament in prosperity and a refuge in adversity”
v “Success never comes to the indolence”
v “Better late than never”
v “Manungso iku podo rugi kabeh, kejobo wong kang nduweni ilmu.
Kabeh wong kang nduweni ilmu podho rugi, kejobo wong kang gelem
nglakoni ilmune. Kabeh wong kang nglakoni ilmune podho rugi,
kejobo wong kang biso ikhlas. Ananging ikhlas iku abot sanggahane
lan cekelane, kejobo wong kang gedhe roso tresno lan welas asihe”

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
vi
PERSEMBAHAN
Dengan segala ketulusan, kerendahan hati, serta penuh rasa syukur
kupersembahkan hasil curahan pikiran ini kepada :
1. Bapak, Ibukku serta keluarga besarku yang selalu memberikan dukungan dan
melimpahkan kasih sayang untukku. Semoga aku bisa menjadi kebanggaan
keluarga dan dapat membahagiakan semua.
2. Kekasihku Riska Hanyningtyas yang selalu memberikan support, nasehat dan
kasih sayang yang tulus untukku.
3. Bapak Wahyu dan Bapak Eko Surojo yang selalu memberikan bimbingan
untuk menyelesaikan skripsi ini dengan penuh kesabaran.
4. Kampusku tercinta yang sudah memberiku banyak ilmu yang tak ternilai
harganya.
5. Semua teman-temanku di teknik mesin,terima kasih atas segala bantuannya.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user vii
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT yang telah
melimpahkan rahmat dan karunianya sehingga proses penelitian sekaligus
penulisan skripsi dengan judul “Pengaruh Parameter Temperatur dan Arus
terhadap Ketebalan dan Adhesivitas Lapisan Tembaga pada Baja Karbon
rendah AISI 1025 dengan Proses Elektroplating Tembaga”.
Skripsi ini disusun sebagai syarat mengikuti ujian akhir guna memperoleh
gelar Sarjana Pendidikan, pada jurusan Teknik Mesin, Fakultas Teknik,
Universitas Sebelas Maret Surakarta. Penulis menyadari tanpa bantuan dan
bimbingan dari berbagai pihak penelitian ini tidak akan terlaksana dengan baik.
Oleh sebab itu, dengan segenap kerendahan hati, penulis mengucapkan terima
kasih kepada yang terhormat :
1. Bapak Wahyu Purwo Raharjo, ST, MT selaku pembimbing I dan Bapak Eko
Surojo, ST, MT selaku pembimbing II yang dengan sabar dan penuh
pengertian telah memberikan banyak bantuan dalam penelitian dan
penulisan skripsi ini.
2. Bapak Dody Ariawan, ST, MT selaku Ketua Jurusan Teknik Mesin Fakultas
Teknik UNS.
3. Bapak Heru Sukanto, ST, MT ,Bapak Bambang Kusharjanto, ST, MT dan
Bapak Teguh Triyono, ST selaku dosen penguji.
4. Bapak Ir. Mukahar, MSCE. selaku Dekan Fakultas Teknik UNS.
5. Bapak Rendhy Adhi R, ST, MT selaku pembimbing akademik.
6. Dosen-dosen Teknik Mesin FT UNS yang telah membuka wacana keilmuan
dan daya nalar penulis.
7. Bapak dan Ibu yang selalu mendukungku.
8. Dony Irawan yang melakukan penelitian bersama-sama dengan penulis.
9. Sahabat-sahabatku dimanapun kalian berada, semangat kalian telah
membuat penulis bisa menyelesaikan tugas akhir ini.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user viii
10. Teman-teman Teknik Mesin UNS semua angkatan (Danang, Blink, Boly,
Iman, Yogik, Udin, Wahyudi, Nuri Sihono, Abadi, Marlon, Punto , Yepe,
Didin dan lainnya yang tidak dapat disebutkan satu persatu).
Penulis menyadari, bahwa dalam skripsi ini masih terdapat banyak
kekurangan. Oleh karena itu, bila ada saran, koreksi dan kritik demi
kesempurnaan skripsi ini, akan penulis terima dengan ikhlas dan dengan ucapan
terima kasih.
Dengan segala keterbatasan yang ada, penulis berharap skripsi ini dapat
digunakan sebagaimana mestinya.
Surakarta, Januari 2011
Penulis

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user ix
DAFTAR ISI
Halaman HALAMAN JUDUL ...................................................................................... i HALAMAN PENGESAHAN ........................................................................ ii ABSTRAK ...................................................................................................... iii HALAMAN MOTTO ..................................................................................... v HALAMAN PERSEMBAHAN ..................................................................... vi KATA PENGANTAR .................................................................................... vii DAFTAR ISI ................................................................................................... ix DAFTAR TABEL ........................................................................................... xi DAFTAR GAMBAR ...................................................................................... xii DAFTAR LAMPIRAN ................................................................................... xiii BAB I. PENDAHULUAN .............................................................................. 1 1.1 Latar Belakang Masalah ............................................................... 1 1.2 Perumusan dan Batasan Masalah ................................................. 2 1.3 Tujuan dan Manfaat Penelitian ..................................................... 3 1.4 Sistematika Penulisan ................................................................... 4 BAB II. DASAR TEORI ................................................................................ 5
2.1 Dasar Teori ................................................................................... 5 2.1.1 Baja Karbon Rendah dan Sifatnya ....................................... 5 2.1.2 Bahan Pelapis ....................................................................... 6 2.1.3 Proses Electroplating ........................................................... 6
2.1.3.1 Proses Pengerjaan Pendahuluan (Pre Treatment) .... 10 2.1.3.2 Prinsip Kerja Lapis Listrik ....................................... 12
2.2 Kajian Yang Telah Dilakukan ...................................................... 17 BAB III. METODOLOGI PENELITIAN ...................................................... 19
3.1 Diagram Alir Penelitian ................................................................ 19 3.2 Bahan Penelitian .......................................................................... 20 3.3 Mesin Dan Alat Yang Digunakan ................................................ 20 3.4 Pelaksanaan Penelitian ................................................................. 21
3.4.1 Persiapan Spesimen Uji ....................................................... 21 3.4.2 Pengerjaan Awal .................................................................. 21 3.4.3 Proses Pelapisan ................................................................... 22
3.5 Pengujian ...................................................................................... 22 3.5.1 Pengujian Tampak Fisik ...................................................... 22 3.5.2 Pengujian Ketebalan Lapisan ............................................. 22 3.6.3 Pengujian Adhesivitas Lapisan ............................................ 23
BAB IV. DATA DAN ANALISIS ................................................................. 24 4.1 Pengamatan Tampak Fisik ........................................................... 24 4.2 Pengujian Ketebalan Lapisan ....................................................... 26 4.3 Pengujian Adhesivitas Lapisan .................................................... 31

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user x
BAB V. PENUTUP ........................................................................................ 33 5.1 Kesimpulan ................................................................................... 33 5.2 Saran ............................................................................................. 33
DAFTAR PUSTAKA ..................................................................................... 34 LAMPIRAN
Lampiran A (Hasil Pengujian Ketebalan Lapisan) ............................. 36 Lampiran B (Tabel Berat Lapisan) ..................................................... 37

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xi
DAFTAR TABEL
Halaman
Tabel 4.1 Hasil perhitungan pelapisan tembaga dengan variasi arus dan temperatur 55-60 C........................................................................................................ 28
Tabel 4.1 Hasil perhitungan pelapisan tembaga dengan variasi arus dan temperatur 45-50 C........................................................................................................ 29
Tabel 4.1 Hasil perhitungan pelapisan tembaga dengan variasi arus dan temperatur 35-40 C........................................................................................................ 29
Tabel 4.1 Hasil perhitungan pelapisan tembaga dengan variasi arus dan temperatur 25-30 C........................................................................................................ 29

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xii
DAFTAR GAMBAR
Halaman
Gambar 2.1. Mekanisme proses pelapisan ...................................................... 4 Gambar 2.2. Bentuk-bentuk anoda terlarut ..................................................... 16 Gambar 3.1. Diagram alir proses pelapisan tembaga ..................................... 19 Gambar 3.2. Coating thickness measuring instrumen .................................... 21 Gambar 4.1. Spesimen hasil pelapisan pada temperatur 25-30° C ................. 24 Gambar 4.1. Spesimen hasil pelapisan pada temperatur 35-40° C ................. 24 Gambar 4.1. Spesimen hasil pelapisan pada temperatur 45-50° C ................. 25 Gambar 4.1. Spesimen hasil pelapisan pada temperatur 55-60° C ................. 25 Gambar 4.5. Grafik ketebalan lapisan sebagai fungsi arus listrik................... 26 Gambar 4.6. Grafik ketebalan lapisan sebagai temperatur ............................. 27 Gambar 4.7. Grafik efisiensi sebagai fungsi dari arus listrik .......................... 30 Gambar 4.8. Grafik efisiensi sebagai fungsi dari temperatur ......................... 30 Gambar 4.9. Foto Spesimen dengan variasi temperatur 25-30 C ................... 31 Gambar 4.10. Foto Spesimen dengan variasi temperatur 25-30 C ................. 31 Gambar 4.11. Foto Spesimen dengan variasi temperatur 25-30 C ................. 32 Gambar 4.12. Foto Spesimen dengan variasi temperatur 25-30 C ................. 32

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xiii
DAFTAR LAMPIRAN
Lampiran A (Hasil Pengujian Ketebalan Lapisan) Lampiran B (Tabel Berat Lapisan)

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pada zaman modern sekarang ini, perkembangan teknologi semakin pesat
dan banyak barang yang diciptakan manusia untuk memenuhi kebutuhannya.
Sebagian besar material untuk membuat peralatan berasal dari logam, terutama
besi dan baja. Hal ini disebabkan oleh sifat mekaniknya yang unggul juga
ketersediaan di alam yang cukup melimpah.
Baja karbon rendah mempunyai sifat yang mudah ditempa dan mudah
dimesin. Pemanfaatan baja dengan kandungan karbon yang rendah dalam industri
pengolahan logam sangat banyak. Contohnya adalah pipa, gear, shafts, rivets,
paku, dan bahan kontruksi baik dalam bentuk profil atau batangan. Baja karbon
rendah memiliki kadar unsur paduan terbatas umumnya di bawah 2%.
Penggunaannya yang berinteraksi langsung dengan lingkungan menyebabkan
logam tersebut sangat rentan terhadap korosi. Bahan dari logam ini memerlukan
pengerjaan akhir atau finishing agar dapat terlihat lebih menarik dan
meningkatkan ketahanan terhadap korosi.
Korosi adalah peristiwa kerusakan permukaan pada logam akibat pengaruh
lingkungan seperti hujan, kabut atau pengembunan akibat kelembaban relatif yang
tinggi. Korosi ini tidak dikehendaki karena dapat merusak baik fungsi maupun
penampilan, serta memperpendek umur pakai dari komponen yang mengalami
peristiwa tersebut. Karena itu, diperlukan suatu pencegahan yaitu dengan
memberikan perlindungan agar logam tidak berinteraksi langsung dengan
lingkungan. Salah satunya adalah dengan melakukan proses akhir atau finishing
yang tepat pada logam. Finishing logam mempunyai tujuan utama untuk
memisahkan kontak langsung dengan lingkungannya namun juga mendapatkan
sifat-sifat lain seperti penampilan yang baik, ketangguhan, dan daya hantar listrik.
Salah satu metode finishing pada logam adalah dengan memberikan lapisan
pelindung pada bagian terluar logam tersebut. Salah satu cara dari finishing logam
dengan lapisan pelindung yang banyak diterapkan adalah pelapisan logam.
Mekanisme dari proses ini dapat dilakukan dengan metode antara lain pelapisan

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
2
listrik (elektroplating), celup panas (hot dip galvanizing), dan semprot logam
(metal spraying). Pemilihan penggunaan salah satu metoda ini didasarkan oleh
jenis material pelapis dan yang akan dilapis, fungsi komponen serta kondisi
lingkungan.
Metode yang umum digunakan untuk pelapisan adalah pelapisan secara
listrik (elektroplating) yaitu proses pelapisan logam secara elektrolisis melalui
penggunaan arus searah (direct curret/DC) dan larutan kimia (elektrolit) yang
berfungsi sebagai media penyuplai ion-ion logam untuk membentuk lapisan
(endapan) logam pada katoda. Proses pelapisan ini selain untuk melindungi logam
juga bertujuan untuk meningkatkan sifat-sifat pada logam yaitu antara lain daya
tahan korosi (corrosion resistance), tampak rupa (appearence), daya tahan
gores/aus (abrasion resistance), mampu solder (solderability), daya hantar listrik
(electrical contact resistance), mampu pantul cahaya (reflectivity), mampu sikat
kawat (wire bondability), daya tahan temperatur tinggi (high temperature
resistance).
Salah satu dari banyak macam logam pelapis yang digunakan adalah
pelapisan dengan menggunakan tembaga sebagai logam pelapisnya. Tembaga
yang dalam bahasa latin disebut cuprum (Cu), mempunyai beberapa sifat, yaitu
dapat ditempa, tahan korosi, ulet, dan konduktivitas listrik tinggi. Tembaga juga
merupakan logam yang biasa digunakan sebagai pelapis dasar.
Sebagai logam pelapis dasar, tembaga harus mempunyai tingkat
adhesivitas yang baik dan mempunyai ketebalan yang sesuai. Adhesivitas dan
ketebalan lapisan dipengaruhi oleh beberapa parameter, diantaranya adalah jarak
elektroda, temperature larutan elektrolit, kuat arus listrik, tegangan dan waktu
pencelupan.
1.2 Perumusan Masalah
Perumusan masalah dalam penelitian ini yaitu ” Bagaimana pengaruh
parameter temperatur dan arus listrik terhadap ketebalan dan adhesivitas lapisan
tembaga pada baja karbon rendah AISI 1025 dengan proses elektroplating
tembaga?”

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
3
1.3 Batasan Masalah
Untuk menentukan arah penelitian yang baik, ditentukan batasan masalah
sebagai berikut:
a. Tegangan dianggap konstan 9 volt.
b. Larutan elektrolit yang digunakan CuCN dengan komposisi 40gr CuCN,
50gr KCN dan 30gr Na2CO3.
c. Waktu 5 menit.
d. Jarak elektroda 2 cm.
1.4 Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Untuk mengetahui pengaruh parameter temperatur pelapisan terhadap
ketebalan dan adhesivitas lapisan tembaga pada benda uji baja karbon rendah .
2. Untuk mengetahui pengaruh besar arus terhadap ketebalan dan adhesivitas
lapisan pada pelapisan tembaga pada benda uji baja karbon rendah.
1.5 Manfaat Penelitian
Manfaat dari penelitian ini :
1. Manfaat ilmiah
Dapat mempelajari dan mengetahui mekanisme pelapisan logam dengan
cara elektroplating terutama dengan elektroplating tembaga.
2. Manfaat praktis
Dapat menambah referensi yang ada dan dapat digunakan oleh semua
pihak yang membutuhkan. Penelitian ini juga diharapkan dapat memberikan
sumbangan pemikiran terutama dalam bidang elektroplating tembaga.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
4
1.6 Sistematika Penelitian
a. Bab I Pendahuluan, berisi latar belakang penelitian, rumusan masalah, maksud
dan tujuan penelitian, manfaat penelitian, batasan masalah dan sistematika
penulisan.
b. Bab II Dasar Teori, berisi tinjauan pustaka dan teori mengenai pelapisan
logam secara listrik, komponen-komponennya maupun jenis pengerjaan
pendahuluan pada benda kerjanya.
c. Bab III Metode Penelitian, berisi bahan yang digunakan, mesin dan alat yang
digunakan, tempat penelitian, serta prosedur pelaksanaan penelitian, dan
pengujian.
d. Bab IV Data dan Analisa, berisi data hasil pengujian dan analisa hasil
pengukuran kekerasan dan ketebalan dari proses pelapisan yang dilakukan.
e. Bab V Penutup, berisi kesimpulan dan saran yang diambil dari penelitian yang
dilakukan.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
5
BAB II
TINJAUAN PUSTAKA
2.1 Dasar Teori
Secara umum material dapat dibagi menjadi empat yaitu logam, plastik,
keramik dan komposit. Logam dipakai sebagai material utama dalam bidang
teknik karena kekuatan dan keuletannya relatif tinggi, relatif mudah untuk diubah
menjadi produk lain, relatif tahan terhadap temperatur tinggi. Material logam
dapat dibagi menjadi dua lagi yaitu ferrous dan non ferrous
Logam yang termasuk dalam ferrous adalah:
1. Besi cor (besi cor putih, besi cor kelabu, besi cor nodular dan besi cor
malleable)
2. Baja karbon (baja karbon rendah, baja karbon medium dan baja karbon tinggi)
3. Baja paduan (baja paduan rendah dan baja paduan tinggi)
Material logam yang paling murah per satuan beratnya adalah baja karbon.
2.1.1 Baja Karbon Rendah dan Sifatnya
Pemilihan jenis logam diperlukan agar didapat sifat-sifat logam yang
sesuai dengan pemakaiannya sehingga dapat memberikan performa yang
maksimal. Baja karbon banyak digunakan sebagai komponen pada peralatan
mesin. Pembuatan komponen diperlukan suatu standarisasi khusus bahan, untuk
menentukan bahan yang sesuai berdasarkan fungsi dan perlakuan logam yang
dibutuhkan agar menjadi sebuah komponen. Unsur-unsur pada baja karbon rendah
antara lain C, Mn, P, S, dan Fe. Prosentase unsur-unsur tersebut sangat besar
pengaruhnya terhadap sifat mekanik dari baja karbon yang dihasilkan.
Adapun pengaruh unsur pada baja karbon adalah:
a) Carbon (C)
Karbon merupakan unsur utama dalam pembuatan baja karbon. Unsur
karbon pada baja dapat meningkatkan kekuatan dan kekerasan tetapi jika
kadar karbon berlebih akan menurunkan keuletan.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
6
b) Mangan (Mn)
Unsur mangan dapat mencegah terjadinya kegetasan pada suhu tinggi
terutama pada saat pengerolan panas. Mangan bereaksi dengan sulfur
membentuk mangan sulfida (MnS) yang mempunyai titik cair tinggi.
Dapat menghaluskan perlit, sehingga terjadi peningkatan kekuatan dan
ketangguhan.
c) Phospor (P)
Unsur ini berfungsi untuk meningkatkan kekuatan tarik, batas luluh dan
menurunkan sifat plastis. Kadar phospor dalam baja biasanya kurang dari
0,05%.
d) Sulfur (S)
Sulfur dapat menurunkan sifat mekanis, korosi, keuletan dan mampu las.
Kadar sulfur pada baja harus serendah mungkin. Unsur sulfur dapat
dinetralisir dengan adanya mangan.
e) Ferro (Fe)
Besi merupakan unsur utama pada baja dan besar pengaruhnya terhadap
tingkat kekerasannya, besi dapat mengantarkan panas dengan baik.
2.1.2 Bahan Pelapis
Tembaga biasa digunakan untuk piranti listrik, bangunan, alat industri,
kendaraan bermotor, alat komunikasi. Tembaga bersifat liat, lunak, ulet, dan
mempunyai daya hantar listrik yang baik. Tembaga mempunyai dua macam
senyawa yaitu kupro atau tembaga (I) dan kupri atau tembaga (II). Senyawa
tembaga (I) hanya larut air bila terkompleks oleh ligan sebagai cyanide, amonia,
chloride atau asetonil. Tembaga (II) stabil dalam larutan berair. Tembaga mudah
diendapkan oleh logam yang deret daya listriknya lebih tinggi semisal besi.
Tembaga banyak digunakan untuk plating karena mudah didapatkan, harga relatif
murah, juga mudah pula pengontrolan larutannya. Sifat mekanik tembaga juga
menjadi faktor mengapa tembaga digunakan sebagai logam pelapis.
2.1.3 Proses Electroplating
Proses pelapisan secara garis besar ada dua macam, yaitu pelapisan secara
listrik dan pelapisan non listrik. Penentuan metode pelapisan didasari pada fungsi
komponen, jenis material pelapis dan yang di lapis serta kondisi lingkungan.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
7
Pelapisan secara listrik merupakan proses pelapisan suatu logam atau non
logam secara elektrolisis melalui penggunaan arus listrik searah (direct
current/DC) dan larutan kimia (elektrolit). Pelapisan bertujuan membentuk
permukaan dengan sifat atau dimensi yang berbeda dengan logam dasarnya.
Terjadinya endapan pada proses disebabkan adanya ion-ion bemuatan lislrik
berpindah anoda melalui elektrolit. Ion-ion pada elektrolit tersebut akan
mengendap pada katoda. Endapan yang terjadi bersifat adhesif terhadap logam
dasar. Selama proses pengendapan berlangsung terjadi reaksi kimia pada
elektroda dan elektrolit yaitu reaksi reduksi dan oksidasi yang diharapkan
berlangsung terus menerus menuju arah tertentu secara tetap. Untuk itu diperlukan
arus lislrik searah (direct current) dan tegangan yang konstant.
Prinsip dasar dari proses lapis listrik adalah berdasarkan pada Hukum
Faraday yang menyatakan bahwa jumlah zat-zat yang terbentuk dan terbebas
pada elektroda selama elektrolisa sebanding dengan jumlah arus listrik yang
mengalir dalam larutan elektrolit. Disamping itu jumlah zat-zat yang dihasilkan
oleh arus listrik yang sama selama elektrolisis adalah sebanding dengan beratnya
ekivalen masing-masing zat tersebut.
Penyataan Faraday tersebut diatas dapat ditulis dengan persamaan (2.1).
B = F
etI .. (2.1)
Keterangan :
B = Berat zat yang terbentuk ( g )
I = Jumlah arus yang mengalir (A)
t = Waktu ( detik )
e = Berat ekivalen zat yang dibebaskan ( berat atom suatu unsur
dibagi valensi unsur tersebut)
F = Jumlah arus yang diperlukan untuk membebaskan sejumlah gram
ekivalen suatu zat.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
8
1F = 96.500 Coulumb yaitu jumlah muatan yang diperlukan untuk
membebaskan 1 grek suatu zat
Hukum Faraday sangat erat kaitannya dengan efisiensi arus yang terjadi
pada proses pelapisan.
Efisiensi katoda dapat ditulis dengan persamaan (2.2)
BW
=h (2.2)
Dimana :
=h Efisiensi (%)
W = Berat lapisan (gram)
B = Berat lapisan menurut hukum faraday (gram)
Dalam pelaksanaan proses pelapisan listrik ada beberapa hal yang perlu
diperhatikan yaitu arus yang dibutuhkan untuk untuk melapis (rapat arus),
temperatur larutan, waktu pelapisan dan konsentrasi larutan. Distribusi
perpindahan ion-ion logam selama proses berlangsung akan dipengaruhi oleh
besarnya arus, luas permukaan bahan yang akan dilapis, temperatur larutan,
tegangan dan konsentrasi larutan.
Plating termasuk salah satu cara menanggulangi korosi pada logam dan
juga berfungsi sebagai ketahanan bahan. Di samping itu plating juga memberikan
nilai estetika pada logam yang dilapisi, yaitu warna dan tekstur tertentu, serta
untuk mengurangi tahanan kontak.
Parameter-parameter yang berpengaruh terhadap kualitas pelapisan adalah
1. Konsentrasi Larutan
Konsentrasi larutan merupakan cara untuk menyatakan hubungan
kuantitatif antara zat terlarut dan zat pelarut. Konsentrasi larutan umumnya
dinyatakan dalam perbandingan jumlah zat terlarut dengan jumlah total pelarut.
VMrG
M/
=
Dimana :
M : Molaritas ( M )
G : Berat zat terlarut (gr)
Mr : Massa molekul relative zat terlarut
V : Volume Larutan (L)
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
9
2. Rapat Arus
Rapat arus adalah bilangan yang menyatakan jumlah arus listrik yang
mengalir persatuan luas permukaan elektroda. Rapat arus dapat dibagi dalam dua
macam rapat arus yaitu rapat arus anoda(anode currenty) dan rapat arus katoda
(cathode current ). Pada proses lapis listrik rapat arus yang diperhitungkan adalah
rapat arus katoda, yaitu banyaknya arus listrik yang diperlukan untuk
mendapatkan atom-atom logam pada tiap satuan luas permukaan benda kerja yang
akan dilapis..
Rapat arus dapat diatur, makin tinggi rapat arus, makin meningkat
kecepatan pelapisan dan dapat memperkecil bentuk kristal. Tetapi bila rapat arus
terlalu tinggi akan mengakibatkan lapisan kasar, bersisik dan akan terbakar/hitam.
Untuk proses lapis listrik ini faktor rapat arus memegang peranan sangat penting,
karena akan mempengaruhi efisiensi arus
Efisiensi arus adalah perbandingan berat endapan yang terjadi dengan
berat endapan secara teoritis dan dinyatakan dalam persen. Bila di atas dijelaskan
bahwa arus dalam proses lapis listrik diinginkan dalam kondisi yang konstant,
maksud dari pernyataan tersebut adalah tegangan tidak akan berubah atau
terpengaruh oleh besar kecilnya arus yang terpakai.
I = RV
(2.3)
Keterangan :
I = Kuat arus (A)
V = Tegangan (V)
R = Tahanan (W )
Sehingga untuk memvariasikan arus yang diatur hanyalah tahanannya saja,
sedangkan voltasenya tetap. Satuan rapat arus dinyatakan dalam A/dm2 atau A/ft2
atau A/in2.
3. Temperatur
Temperatur larutan dapat mempengaruhi hasil lapisan. Pada temperatur
yang tinggi, daya larut bertambah besar dan terjadi penguraian garam logam.
Temperatur tinggi akan membuat tingginya konduktivitas serta menambah

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
10
mobilitas ion logam tetapi viskositas menjadi berkurang. Kurangnya viskositas
menyebabkan endapan ion logam pada katoda akan lebih cepat sirkulasinya.
4. Tegangan (Voltage)
Proses pelapisan listrik membutuhkan tegangan yang konstant, maksudnya
tegangan tidak akan berubah oleh besar kecilnya arus yang terpakai.
5. Waktu Pelapisan
Waktu pelapisan akan mempengaruhi terhadap kuantitas dari hasil
pelapisan yang terjadi di permukaan produk yang dilapis. Kenaikan temperatur
akan menyebabkan naiknya konduktivitas dan difusitas larutan elektrolit, berarti
tahanan elektrolit akan mengecil sehingga potensial yang dibutuhkan untuk
mereduksi ion-ion logam berkurang.
2.1.3.1 Proses Pengerjaan Pendahuluan (Pre Treatment)
Sebelum dilakukan pelapisan pada logam, permukaan logam harus
disiapkan untuk menerima adanya lapisan. Persiapan ini bertujuan untuk
meningkatkan daya ikat antara lapisan dengan bahan yang dilapisi. Permukaan
yang ideal dari bahan dasar adalah permukaan yang seluruhnya mengandung atom
bahan tersebut tanpa adanya bahan asing lainnya. Untuk mendapatkan kondisi
seperti tersebut perlu dilakukan pengerjaan pendahuluan dengan tujuan :
- Menghilangkan semua pengotor yang ada di permukaan benda kerja seperti
pengotor organik, anorganik/oksida dan lain-lainnya.
- Mendapatkan kondisi fisik permukaan yang lebih baik dan lebih aktif.
Teknik pengerjaan pendahuluan ini tergantung dari pengotornya, tetapi secara
umum dapat diklasifikasikan sebagai berikut.
A. Pembersihan Secara Mekanik
Pekerjaan ini bertujuan untuk menghaluskan permukaan dan
menghilangkan goresan- goresan serta geram-geram yang masih melekat pada
benda kerja. Biasanya untuk menghilangkan goresan-goresan dan geram-geram
tersebut dilakukan dengan mesin gerinda, sedangkan untuk menghalus
permukaanya dilakukan dengan proses buffing. Prinsipnya sama seperti proses
gerinda, tetapi roda polesnya yang berbeda yaitu terbuat dari bahan katun, kulit,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
11
laken dan sebagainya. Selain dari pengerjaan seperti tersebut diatas, kadang-
kadang diperlukan proses lain misalnya brushing dan brigthening.
B. Pembersihan dengan Pelarut (Solvent)
Proses pembersihan dengan pelarut bertujuan untuk membersihkan lemak,
minyak, garam dan kotoran-kotoran lainnya dengan pelarut organik. Pembersihan
dilakukan dengan cara vapour degreasing yaitu proses pembersihan dengan
pelarut yang tidak mudah terbakar. Prinsipnya benda diuapkan dengan pelarut
tersebut dalam keadaan panas, kemudian kotoran akan mengembun atau menguap
karena adanya reaksi dari bahan pelarut. Proses pembersihan pada temperatur
kamar yaitu dengan menggunakan pelarut organik, tetapi dilakukan pada
temperatur kamar dengan cara diusap/dioles.
C. Pembersihan dengan Alkalin (Degreasing)
Pekerjaan ini bertujuan untuk membersihkan benda kerja dari lemak atau
minyak -minyak yang menempel. Pembersihan ini perlu sekali. karena lemak
maupun minyak tersebut akan mengganggu pada proses pelapisan. karena
mengurangi kontak antara lapisan dengan logam dasar/benda kerja. Pencucian
dengan alkalin digolongkan dalam dua cara yaitu dengan cara biasa (alkalin
degreasing) dan dengan cara elektro (elektrolitic degreasing). Pembersihan secara
biasa adalah merendamkan benda kerja kedalam larutan alkalin dalam keadaan
panas selama 5-10 menit. Lamanya perendaman harus disesuaikan dengan kondisi
permukaan benda kerja. Seandainya lemak atau minyak yang menempel lebih
banyak, maka dianjurkan lamanya perendaman ditambah hingga permukaan
bersih dari noda-noda tersebut. Pembersihan secara elektro bertujuan selain akan
didapatkan hasil pembersihan yang lebih bersih juga meningkatkan kecepatan
pencucian. Prinsip kerjanya dengan menggunakan arus listrik dan katoda dipakal
dengan lempengan karbon. Bila benda kerja yang akan dibersihkan ditempatkan
pada arus listrik positip, maka prosesnya disebut anoda cleaning/degreasing,
begitu pula sebaliknya.
D. Pencucian dengan Asam (Pickling)
Pencucian dengan asam adalah bertujuan untuk membersihkan permukaan
benda kerja dari oksida atau karat dan sejenisnya secara kimia melalui peredaman.
Larutan asam ini terbuat dari pencampuran air bersih dengan asam antara lain :

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
12
- Asam chlorida (HCL)
- Asam sulfat ( H2SO4}
- Asam sulfat dan asam fluorida (HF)
Reaksi proses pickling sebetulnya adalah proses elektro kimia dalam sel
galvanis antara logam dasar (anoda) dan oksida (katoda). Gas H2 yang timbul
dapat mereduksi ferri oksida menjadi ferro oksida yang mudah larut. Dalam reaksi
ini biasanya diberikan inhibitor agar reaksi tidak terlalu cepat dan menghasilkan
pembersihan yang merata. Untuk benda kerja dari besi/baja cor yang masih
mengandung sisa-sisa pasir dapat digunakan larutan campuran dari asam sulfat
dan asam fluorid, sebab larutan tersebut dapat berfungsi selain untuk
menghilangkan oksida/serpih juga dapat membersihkan sisa-sisa pasir yang
menempel pada benda kerja
2.1.3.2. Prinsip Kerja Lapis Listrik
Pada prinsipnya pelapisan logam dengan cara lapis listrik atau
elektroplating adalah merupakan rangkaian dari arus listrik, anoda, larutan
elektrolit dan katoda (benda kerja). Keempat gugusan ini disusun sedemikian
rupa, sehingga membentuk suatu sistem lapis listrik dengan rangkaian sebagi
berikut:
- Anoda dihubungkan pada kutub positip dari sumber listrik
- Katoda dihubungkan pada kutub negatip dari sumber listrik
- Larutan elektrolit ditampung dalam bak
- Anoda dan katoda direndamkan dalam larutan elektrolit
Untuk lebih jelasnya rangkaian dan prinsip kerja proses lapis listrik dapat
dilihat pada Gambar 2.1
Gambar 2.1. Mekanisme Proses Pelapisan ( Suarsana, 2008 )

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
13
Keterangan :
(1) Anoda (bahan pelapis)
(2) Katoda (benda yang dilapisi)
(3) Elektrolit
(4) Sumber arus searah
Bila arus listnk (potensial) searah dialirkan antara anoda dan katoda dalam
larutan elektrolit, maka muatan ion positif ditarik oleh katoda. Sementara ion
bermuatan negatif berpindah ke arah elektroda bermuatan positif. Ion-ion tersebut
dinetralisir oleh kedua elektroda dan larutan elektrolit yang hasilnya diendapkan
pada elektroda katoda. Hasil yang terbentuk adalah lapisan logam dan gas
hidrogen.
A. Larutan Elektrolit
Suatu proses lapis listrik memerlukan larutan elektrolit yang merupakan
media proses berlangsung. Larutan elektrolit dapat dibuat dari larutan asam dan
garam logam yang dapat membentuk ion-ion positip. Tiap jenis pelapisan, larutan
elektrolitnya berbeda-beda tergantung pada sifat-sifat elektrolit yang diinginkan.
Dalam proses pelapisan tembaga, larutan elektrolit vang dipakai dibuat dari garam
logam copper cyanide (CuCN) dan H20 maka akan terurai seperti benkut :
CuCN ↔ Cu++ + CN =
H2O ↔ H+ + OH-
Larutan elektrolit selalu mengandung garam dari logam yang akan dilapis.
Garam-garam tersebut sebaiknya dipilih yang mudah larut tetapi anionnya tidak
mudah tereduksi. Walaupun anion tidak ikut langsung dalam proses terbentuknya
lapisan, tapi jika menempel pada permukaan katoda (benda kerja) akan
menimbulkan gangguan pada terbentuknya lapisan.
Kemampuan dari ion-ion logam ditentukan oleh konsentrasi dari garam
logamnya, derajat disosiasi dan konsentrasi unsur-unsur lain yang ada di dalam
larutan. Bila konsentrasi logamnya tidak mencukupi untuk diendapkan, akan
terjadi endapan/lapisan yang terbakar pada rapat arus yang relatif rendah. Selain
itu, larutan elektrolit harus mempunyai sifat-sifat seperti covering power,
throwing power dan levelling vang baik.
Beberapa bahan/zat kimia sengaja ditambahkan kedalam larutan elektrolit
bertujuan untuk mendapatkan sifat-sifat lapisan tertentu. Sifat-sifat tersebut
antara lain penampilan (appearance), kegetasan lapisan (brittleness), keuletan

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
14
(ductility), kekerasan (hardness) dan satuan kristal logam yang terjadi
(microstructure).
B. Anoda (elektroda positif)
Pada proses pelapisan secara listrik, peranan anoda sangat penting dalam
menghasilkan kualitas lapisan. Pengaruh kemurnian/kebersihan anoda terhadap
elektrolit dan penentuan optimalisasi ukuran serta bentuk anoda perlu
diperhatikan.
Dengan perhitungan yang cermat dalam menentukan anoda pada proses
pelapisan dapat memberikan keuntungan yaitu meningkatkan distribusi endapan,
mengurangi kontaminasi larutan, menurunkan biaya bahan kimia yang dipakai-
meningkatkan efisiensi produksi dan mengurangi timbulnya masalah-masalah
dalam proses pelapisan.
Adanya arus listrik yang mengalir melalui larutan elektrolit diantara kedua
elektroda, maka pada anoda akan terjadi pelepasan ion logam dan oksigen
(reduksi), selanjutnya ion logam tersebut dan gas hidrogen diendapkan pada
elektroda katoda. Peristiwa ini dikenal sebagai proses pelapisan dengan anoda
terlarut (soluble anoda). Tetapi bila anoda tersebut hanya dipakai sebagai
penghantar arus, anoda ini disebut anoda tak larut (unsoluble anoda).
Anoda tidak larut adalah paduan dari bahan-bahan seperti baja nickel,
paduan timbal-tin, karbon, platina-titanium dan lain sebagainya. Anoda ini
diutamakan selain sebagai penghantar yang baik juga tidak mudah terkikis oleh
larutan dengan atau tanpa aliran listrik. Tujuan dipakainya anoda tidak larut
adalah untuk:
- Mencegah terbentuknya logam yang berlebihan dalam larutan
- Mengurangi nilai investasi peralatan
- Memelihara keseragaman jarak anoda dan katoda
Kerugian penggunaan anoda tidak larut adalah cenderung teroksidasi
unsur-unsur tertentu dari anoda tersebut ke dalam larutan. Oleh karena itu anoda
jenis ini tidak bisa digunakan dalam larutan yang mengandung bahan-bahan
organik (organic agent) atau sianida.
Bagi industri pelapisan, anoda tidak larut kurang begitu diminati, mereka
lebih menyukai memakai anoda terlarut. Hal ini dikarenakan harga anoda terlarut

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
15
2-4 kali lebih murah dibandingkan harga jumlah logam equivalent yang
diserap/diambil dari larutan garam logam. Beberapa kriteria yang perlu
diperhatikan dalam memilih anoda terlarut antara lain adalah :
- Effisiensi anoda yang akan dipakai
- Jenis larutan elektrolit
- Kemurnian bahan anoda
- Bentuk anoda
- Rapat dan kepasitas arus yang disupplay
- Cara pembuatan anoda
Effisiensi anoda akan turun/berkurang akibat adanya logam pengotor
(metallic impuirities) dan kekasaran butiran yang terdapat dalam larutan.
Kemurnian anoda terlarut dapat meningkatkan effisiensi anoda, tetapi rapat arus
yang tinggi pada saat pelapisan berlangsung akan menyebabkan passivasi pada
anoda, sehingga perlu diperhitungkan besarnya rapat arus terhadap luas
permukaan anoda. Pada proses lapis listrik yang umum dipakai perbandingan
anoda dengan katoda adalah 2 : 1, karena kontaminasi anoda adalah
penyebab/sumber utama pengotor, maka usahakan menggunakan anoda semurni
mungkin. Sedapat mungkin menggunakan anoda sesuai dengan bentuk benda
yang akan dilapis. Jarak dan luas permukaan anoda diatur sedemikian rupa,
sehingga dapat menghasilkan lapisan yang seragam dan rata. Rapat arus anoda
diusahakan dalam range yang dikehendaki agar mudah dikendalikan. Contoh dari
bentuk-bentuk anoda dapat dilihat pada gambar 2.2.
Gambar 2.2. Bentuk – Bentuk Anoda Terlarut (saleh 1995)

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
16
C. Air
Pada industri pelapisan secara listrik, air merupakan salah satu unsur
pokok yang seialu harus tersedia. Biasanya pengunaan air pada proses lapis listrik
dikelompokan dalam empat macam yaitu :
- Air untuk pembuatan larutan elektrolit
- Air untuk menambah larutan elektrolit yang menguap
- Air untuk pembilasan dan
- Air untuk proses pendingin
Dari fungsi air tersebut dapat ditentukan kualitas air yang dibutuhkan
untuk suatu proses. Air ledeng dipakai untuk proses pembilasan, pencucian,
proses etsa dan pendingin. Sedangkan air bebas mineral (aquadest) dipakai khusus
untuk pembuatan larutan .
Pada proses pelapisan air yang digunakan harus berkualitas baik. Air
ledeng yang masih mengandung kation dan anion , jika bercampur dengan ion-ion
dalam larutan akan menyebabkan turunnya efisiensi lapisan. Unsur-unsur yang
tidak diinginkan dalam larutan adalah unsur kalsium dan magnesium, karena
mudah bereaksi dengan cadmium sianida, tembaga sianida, perak sianida dan
senyawa-senyawa lainnya, sehingga akan mempercepat kejenuhan larutan.
Umumnya unsur-unsur yang terdapat dalam air adalah kandungan dari
garam-garam seperti, bikarbonat, sulfat, klorida dan nitrat. Unsur-unsur garam
logam alkali (sodium/potassium) tidak begitu mempengaruhi kosentrasi larutan
sewaktu operasi pelapisan berlangsung. Kecuali pada larutan lapis nikel, karena
akan menaikan arus listrik (throwing power), tetapi akan menghasilkan lapisan
yang getas (brittle). Adanya logam-logam berat seperti besi dan mangan sebagai
pengotor menimbulkan cacat-cacat antara lain kekasaran (roughness), gores
(streakness), noda-noda hitam (staining), warna yang suram (iridensceat) atau
mengkristal, modular dan keropos. Untuk itu maka diperlukan air murni (reagent
water) untuk membuat larutan dan menggantikan larutan yang menguap.
2.2. Kajian Yang Telah Dilakukan
Penelitian yang dilakukan oleh Nugroho ( 2008 ) menunjukkan bahwa
faktor yang mempengaruhi ketebalan dan kekasaran permukaan lapisan adalah

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
17
besarnya tegangan dan arus yang digunakan saat proses elektroplating. Penelitian
menggunakan benda kerja baja ST 37 yang dilapisi tembaga melalui proses
elektroplating dengan memvariasikan besarnya tegangan. Variasi tegangan yang
digunakan yaitu 6, 12, 24, 36, dan 48V untuk jarak anoda-katoda konstan 15 dan
22 cm. Sementara itu temperatur yang dipakai adalah 70°- 80°C. Hasil
menunjukkan bahwa untuk jarak anoda – katoda 15cm dengan kenaikan tegangan
6V sampai 48V memberikan ketebalan lapisan dari 11 hingga 106 µm dan
kekasaran dari 0,5 sampai 2,42 µm. Sedangkan jarak 22 cm memberikan kenaikan
ketebalan antara 5 dan 36 µm dan kekasaran antara 0,35 hingga 1,46 µm.
Khakim ( 2008 ) meneliti tentang pengaruh arus plating dan jarak anoda-
katoda terhadap ketebalan dan adhesivitas dengan proses elektroplating tembaga
pada baja JIS G 3141. Pada proses ini digunakan variasi arus plating (0.5, 1, dan
1.5 A) dan jarak anoda-katoda (10, 20, dan 30 cm). Berdasarkan hasil penelitian
dapat dilihat bahwa peningkatan arus plating dan jarak anoda-katoda akan
menaikkan ketebalan lapisan tembaga. Sedangkan adhesivitas lapisan tembaga
cukup baik pada semua spesimen. Hasil percobaan terbaik didapatkan ketebalan
9,4 µm pada arus 1,5 A dengan jarak elektroda sebesar 10 cm.
Penelitian Santosa dan Syamsa ( 2007 ) mnunjukkan bahwa tebal lapisan nikel
pada medali yang terbuat dari bahan tembaga akan dipengaruhi oleh parameter
rapat arus, temperatur dan waktu pelapisan.
Penelitian yang dilakukan oleh Suarsana ( 2008 ) menunjukkan bahwa
dengan meningkatnya variasi waktu pencelupan maka ketebalan hasil pencelupan
akan meningkat demikian juga tingkat kecerahannya pada pelapisan nikel dengan
benda uji dari tembaga.
Samudro (2009) meneliti pengaruh variasi tegangan dan jarak antara
anoda dan katoda terhadap ketebalan lapisan permukaan pada proses
elektroplating khrom dekoratif (lapis tembaga, nikel dan khrom) pada baja. Pada
proses ini menggunakan variasi tegangan 1, 2, 3,9, 10, 12, 16, 20, 24 dan 28
dengan arus dan temperatur dijaga konstan. Dari hasil penelitian di dapatkan hasil
ketebalan optimal pada variasi tegangan 12 V, dengan jarak anoda-katoda 295
mm dan ketebalan lapisan mencapai 19 µm.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
18
BAB III
METODE PENELITIAN
Tahapan penelitian dilaksanakan sesuai dengan diagram alir penelitian
yang ditunjukkan pada gambar 3.1
Gambar 3.1 Diagram alir Proses Pelapisan Tembaga
Selesai
Persiapan speesimen uji
Pelapisan Tembaga Variasi temperatur : 25-30ºC,35-40ºC,45-50ºCº,55-60ºC. Variasi arus : 0.5, 1, 1.5, 2 A
Analisis
Kesimpulan
Pengerjaan awal Pre Treatment
Pembilasan
Pengujian ketebalan lapisan
Pengujian adhesivitas
Mulai

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
19
3.2. Bahan Penelitian
Bahan yang digunakan dalam penelitian ini :
a. Logam yang dilapisi adalah baja karbon rendah AISI 1025
b. Logam pelapis adalah Tembaga murni
c. Larutan elektrolit yang digunakan adalah Tembaga Sianida (CuCN)
3.3. Mesin Dan Alat Yang Digunakan
Proses pelapisan dan pengujian logam dilakukan di laboratorium Bahan
Jurusan Teknik Mesin UNS. Adapun alat yang digunakan sebagai berikut :
a. Rectifier
Rectifier adalah suatu alat yang dapat mengubah listrik arus bolak balik
menjadi searah. Dengan rectifier tegangan dan arus yang akan digunakan dalam
penelitian dapat diatur.
b. Bak plating (bak penampung)
Bak plating berfungsi sebagai tempat untuk menampung larutan elektrolit
yang akan digunakan di dalam penelitian Bak plating atau bak penampung
diupayakan tidak terbuat dari logam, karena larutan elektrolit yang digunakan
dalam proses pelapisan elektroplating bersifat korosif terhadap logam.
c. Bak pembersih
Setelah spesimen diplating, spesimen dibilas dengan air bersih pada bak
pembersih yang telah disiapkan. Bak pembersih ini berfungsi untuk
membersihkan spesimen dari sisa larutan plating
d. Stop watch
Digunakan untuk menghitung waktu pencelupan.
e. Amplas
Digunakan untuk menghaluskan permukaan benda kerja dan untuk
menghilangkan lapisan oksida yang melapisi permukaan logam.
f. Jangka sorong
Alat ini dipakai untuk mengukur dimensi spesimen.
i. kompor
Digunakan untuk memanaskan larutan elektrolit sehingga diperoleh
temperatur yang diinginkan.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
j. Termometer
Digunakan untuk mengukur suhu larutan elektrolit sehingga diketahui
temperatur dari larutan itu sesuai dengan suhu yang dipergunakan.
k. Coating thickness gauge
Untuk mengukur ketebalan lapisan logam yang melapis logam induk pada
proses electroplating digunakan coating thickness gauge.
Gambar. 3.2. Coating thickness measuring instrument
3.4. Pelaksanaan Penelitian
3.4.1 Persiapan Spesimen Uji
Penelitian ini untuk mengkaji pengaruh jarak antara katoda anoda dan
lama waktu tahan terhadap ketebalan dan adhesivitas lapisan dengan proses
elektroplating tembaga. Bahan substrat yang digunakan dalam penelitian adalah
plat strip dengan ukuran panjang 100 mm, lebar 20 mm, tebal 1 mm kemudian
permukaan benda uji dihaluskan dengan menggunakan gerinda dan dihaluskan
lagi dengan menggunakan kertas amplas.
3.4.2. Pengerjaan Awal
Setelah spesimen benda uji halus dan rata, maka dilakukan proses
degreasing, yaitu pencucian spesimen benda uji dengan detergen agar kotoran dan
lemak-lemak pada saat proses permesinan hilang dan bersih. Kemudian setelah itu
dilakukan proses rinsing atau pembilasan dengan air bersih dan benda uji
dikeringkan dengan cara dijemur di bawah sinar matahari. Proses pengetsaan

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
21
dilakukan dengan mencelupkan spesimen pada larutan asam sulfat (H2SO4) pada
suhu 70-90oC selama 1-5 menit. Tujuan dari pengetsaan adalah untuk
membersihkan benda kerja dari lapisan oksida dan unsur-unsur pengotor lainnya
yang menempel, sehingga akan menghasilkan daya adhesi pada permukaan benda
kerja yang kuat.
3.4.3. Proses Pelapisan
Langkah - langkah dalam proses pelapisan :
1. Mempersiapkan seluruh alat dan bahan yang akan digunakan dalam proses
pelapisan seperti larutan tembaga sianida, logam pelapis, rectifier, stopwatch,
termometer.
2. Menimbang berat spesimen sebelum dilapisi dengan neraca digital.
3. Proses pelapisan
a. Spesimen yang akan dilapis diletakkan pada kutub negatif dan plat tembaga
pada kutub positif.
b. Spesimen dicelupkan kemudian stop kontak dihidupkan.
c. Pencelupan dilakukan dengan memvariasikan :
- temperatur elektrolit = 25-30ºC, 35-40ºC, 45-50 ºC, 55-60 ºC
- Arus 0.5 , 1 , 1.5 dan 2 A dengan waktu 5 menit dan jarak 20 mm.
d. Spesimen di angkat dari dalam larutan.
4. Pembilasan spesimen.
5. Menimbang spesimen setelah dilapisi
5. Pengujian ketebalan lapisan dan pengujian adhesivitas lapisan..
6. Pengolahan data hasil penelitian.
3.5. Pengujian
3.5.1. Pengujian Tampak Fisik
Pengujian ini untuk mengetahui perubahan secara fisik yang terjadi
terhadap masing-masing benda uji setelah mendapat proses elektroplating dengan
cara melihat dan memotret setiap benda uji.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
22
3.5.2 . Pengujian Ketebalan Lapisan
Melakukan pengukuran ketebalan tembaga yang melapis permukaan
spesimen uji dengan alat Coating Thickness Measuring Instrument, dimana
pengujian dengan alat ini tidak akan merusak spesimen uji yang telah ada.
3.5.3. Pengujian Tingkat Adhesivitas Lapisan
Melakukan pengujian tingkat adhesivitas lapisan tembaga yang melapis
masing-masing spesimen uji dengan melakukan Bend Test sesuai dengan ASTM B
571-97. Hasil dari pengujian ini dapat menyimpulkan tingkat adhesivitas
pelapisan tembaga pada masing-masing spesimen uji secara kualitatif.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 23
BAB IV
DATA DAN ANALISIS 4.1 Pengamatan Tampak Fisik
Pengamatan tampak fisik dilakukan setelah proses pelapisan selesai.
Sebelumnya, spesimen diangkat dari larutan elektrolit, lalu dibilas kemudian
dikeringkan. Apabila permukaan spesimen benar-benar sudah bersih dan kering,
masing-masing spesimen dari masing-masing variasi diamati secara visual,
dibandingkan, kemudian diambil fotonya (Gambar 4.1 s.d 4.4).
Gambar 4.1 Spesimen hasil pelapisan pada temperatur 25-30° C
Gambar 4.2 Spesimen hasil pelapisan pada temperatur 35-40 C
2 A 1,5 A 1 A 0,5 A
2 A 1,5 A 1 A 0,5 A

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 24
Gambar 4.3 Spesimen hasil pelapisan pada temperatur 45-50 C
Gambar 4.4 Spesimen hasil pelapisan pada temperatur 55-60 C
Dari hasil pengamatan dapat dilihat bahwa hasil pelapisan antar variasi arus
0.5, 1, 1.5 dan 2A terdapat perbedaan bahwa pada variasi arus 0.5 A untuk variasi
temperatur 25-30 C lapisan tembaga hasil pelapisan terlihat sangat tipis yaitu
0.730µm hingga logam dasarnya hampir terlihat. Hal ini disebabkan karena arus yang
dipakai terlalu kecil dan temperatur yang digunakan juga rendah sehingga proses
pelapisan berlangsung sangat lambat. Bila kuat arus yang mengalir terlalu besar,
maka hasil pelapisan akan berwarna hitam atau terbakar. Hal ini terlihat pada hasil
pelapisan variasi arus 1.5 dan 2 A pada semua variasi temperatur.
0,5 A 1,5 A 1 A 2 A
0.5 A 1 A 1.5 A 2 A

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 25
4.2 Ketebalan Lapisan
Setelah dilakukan pengamatan tampak fisik, permukaan spesimen hasil
pelapisan harus dijaga untuk tetap bersih karena akan dilakukan pengujian ketebalan
lapisan. Pengukuran ketebalan lapisan tembaga ini dilakukan dengan menggunakan
alat coating thickness measuring instrument Dualscope MPOR. Sebelum dilakukan
pengukuran, terlebih dahulu melakukan setting alat ukur untuk base metal Fe dan
kalibrasi. Setelah itu baru dilakukan pengukuran ketebalan lapisan tembaga hasil
pelapisan.
Dari setiap spesimen dilakukan pengukuran pada 3 titik dimana untuk setiap
variasi terdiri atas masing-masing 3 spesimen. Kemudian dari pengukuran 3 titik
tersebut diambil rata-ratanya (Lampiran Tabel.1). Dari data pengukuran yang
diperoleh, kemudian diambil ketebalan rata-ratanya untuk setiap variasi arus.
Ketebalan rata-rata untuk setiap variasi arus tersebut dapat dilihat pada Gambar 4.6.
Gambar 4.5. Grafik ketebalan lapisan sebagai fungsi arus listrik.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 26
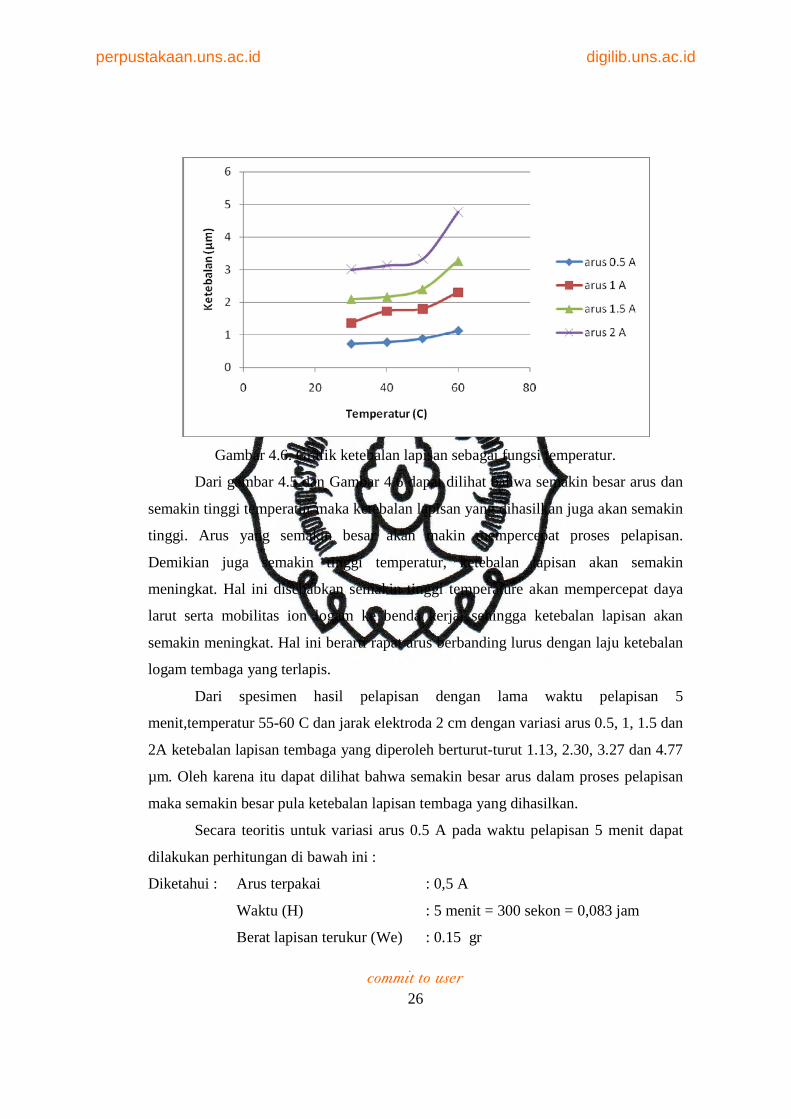
Gambar 4.6. Grafik ketebalan lapisan sebagai fungsi temperatur.
Dari gambar 4.5 dan Gambar 4.6 dapat dilihat bahwa semakin besar arus dan
semakin tinggi temperatur maka ketebalan lapisan yang dihasilkan juga akan semakin
tinggi. Arus yang semakin besar akan makin mempercepat proses pelapisan.
Demikian juga semakin tinggi temperatur, ketebalan lapisan akan semakin
meningkat. Hal ini disebabkan semakin tinggi temperature akan mempercepat daya
larut serta mobilitas ion logam ke benda kerja, sehingga ketebalan lapisan akan
semakin meningkat. Hal ini berarti rapat arus berbanding lurus dengan laju ketebalan
logam tembaga yang terlapis.
Dari spesimen hasil pelapisan dengan lama waktu pelapisan 5
menit,temperatur 55-60 C dan jarak elektroda 2 cm dengan variasi arus 0.5, 1, 1.5 dan
2A ketebalan lapisan tembaga yang diperoleh berturut-turut 1.13, 2.30, 3.27 dan 4.77
µm. Oleh karena itu dapat dilihat bahwa semakin besar arus dalam proses pelapisan
maka semakin besar pula ketebalan lapisan tembaga yang dihasilkan.
Secara teoritis untuk variasi arus 0.5 A pada waktu pelapisan 5 menit dapat
dilakukan perhitungan di bawah ini :
Diketahui : Arus terpakai
Waktu (H)
Berat lapisan terukur (We)
: 0,5 A
: 5 menit = 300 sekon = 0,083 jam
: 0.15 gr

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 27
Luas permukaan katoda
Luas permukaan anoda
: 2 ((100x20) + (100x1) +(20x1))
: 42.40 cm2
: 0.00424 m2
: 92.2 cm2
: 0.00922 m2
BE (Berat Atom) : 63.55
Valensi : 2
Berat lapisan teoritis (Bteori)
Bteori (Wt) = F
etI ..=
96500
.300.5,0valensi
BEsA
= 0,0495 gr
Efisiensi katoda (ηkatoda)
ηkatoda = %100WtWe
x = %1000,0490,040
x = 81,60 %
Rapat Arus katoda = katodaAI
= 00424.0
5,0 = 117.9 2m
A
Rapat Arus anoda = anodaA
I =
00922.05,0
= 54.2 2mA
Dengan cara yang sama, dilakukan juga perhitungan untuk variasi arus 1, 1.5
dan 2A. Maka akan didapatkan data hasil perhitungan efisiensi katoda pada proses
pelapisan tembaga yang dilakukan seperti pada Tabel 4.1 s.d 4.4.
Tabel 4.1 Hasil perhitungan pelapisan tembaga dengan variasi arus dan temperatur 55-60 C
Arus terpakai 0.5 1 1.5 2
Berat lap terukur 0.040 0.081 0.100 0.110
Berat lap teoritis 0.049 0.098 0.148 0.197
Rapat arus katoda 117.9 A/m2 235.8 A/m2 357.7 A/m2 471.7 A/m2
Rapat arus anoda 54.2 A/m2 108.5 A/m2 162.7 A/m2 216.9 A/m2
η katoda 81.6 82.65 67.57 65.98

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 28
Tabel 4.2 Hasil perhitungan pelapisan tembaga dengan variasi arus dan temperatur 45-50 C
Arus Terpakai 0.5 1 1.5 2
Berat Lap terukur 0.031 0.080 0.095 0.103
Berat lap teoritis 0.049 0.098 0.148 0.197
Rapat arus katoda 117.9 A/m2 235.8 A/m2 357.7 A/m2 471.7 A/m2
Rapat arus anoda 54.2 A/m2 108.5 A/m2 162.7 A/m2 216.9 A/m2
η katoda 63.27 81.63 64.19 52.28
Tabel 4.3 Hasil perhitungan pelapisan tembaga dengan variasi arus dan
temperatur 35-40 C Arus Terpakai 0.5 1 1.5 2
Berat Lap terukur 0.030 0.076 0.085 0.093
Berat lap teoritis 0.049 0.098 0.148 0.197
Rapat arus katoda 117.9 A/m2 235.8 A/m2 357.7 A/m2 471.7 A/m2
Rapat arus anoda 54.2 A/m2 108.5 A/m2 162.7 A/m2 216.9 A/m2
η katoda 61.22 77.55 57.43 47.21
Tabel 4.4 Hasil perhitungan pelapisan tembaga dengan variasi arus dan
temperatur 25-30 C Arus Terpakai 0.5 1 1.5 2
Berat Lap terukur 0.028 0.065 0.082 0.091
Berat lap teoritis 0.049 0.098 0.148 0.197
Rapat arus katoda 117.9 A/m2 235.8 A/m2 357.7 A/m2 471.7 A/m2
Rapat arus anoda 54.2 A/m2 108.5 A/m2 162.7 A/m2 216.9 A/m2
η katoda 57.14 66.33 55.40 46.19
Dari Tabel 4.1, 4.2, 4.3 dan 4.4 dapat dibuat grafik antara efisiensi dengan
arus yang terpakai dalam proses pelapisan dan grafik antara berat lapisan dan arus
terpakai.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 29
Gambar 4.7. Grafik berat lapisan sebagai fungsi dari arus listrik.
Gambar 4.8. Grafik efisiensi sebagai fungsi dari arus listrik.
Gambar 4.9. Grafik efisiensi sebagai fungsi dari temperatur.
Dari gambar 4.7 dapat dilihat bahwa semakin besar arus maka berat lapisan
semakin meningkat.

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 30
Dari Gambar 4.8 dan 4.9 terlihat pada variasi arus 0.5 A efisiensinya cukup
tinggi. Kemudian untuk variasi 1 A efisiensi meningkat karena berat tembaga yang
terlapis pada penelitian semakin mendekati berat tembaga yang dapat terlapis secara
teoritis. Namun untuk variasi arus di atas 1 A yaitu pada variasi 1.5 dan 2 A pada
semua variasi temperatur terjadi penurunan efisiensi katoda. Penurunan ini
disebabkan karena pemakaian arus yang terlalu besar. Arus yang terlalu besar akan
semakin memepercepat proses reaksi yang menyebabkan gelembung-gelembung gas
disekitar benda kerja terlalu banyak. Hal tersebut mengakibatkan terhambatnya
partikel-partikel logam tembaga yang akan menempel secara sempurna pada benda
kerja. Jadi meskipun pada variasi ini ketebalan lapisan tembaga bertambah namun
lebih banyak yang terbuang ke dalam larutan. Pada saat reaksi sangat terlihat larutan
elektrolit terlihat kotor.
4.3 Adhesivitas Lapisan
Pengujian tingkat adhesivitas dilakukan dengan cara pengujian bend test.
Setelah dilakukan pengujian tehadap spesimen untuk setiap variasi sesuai dengan
ASTM B 571-97, dapat dilihat bahwa tidak terjadi retakan pada lapisan tembaga
sesudah spesimen diuji bending. Maka dari hasil pengujian tersebut dapat dianalisis
bahwa hasil pengujian tingkat adhesivitas lapisan tembaga untuk setiap variasi arus
yaitu 0.5, 1, 1.5 dan 2 A mempunyai tingkat adhesivitas yang baik karena tidak
terjadi retakan pada lapisan tembaga setelah dilakukan bending. Hasil dari pengujian
bend test dapat dilihat pada gambar 4.10 s.d 4.13.
Gambar 4.10 Foto Spesimen dengan variasi temperatur 25-30 C

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 31
Gambar 4.11 Foto spesimen dengan variasi temperatur 35-40 C
Gambar 4.12 Foto spesimen dengan variasi temperatur 45-50 C
Gambar 4.13 Foto spesimen dengan variasi temperatur 55-60 C

perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user 32
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan hasil penelitian, pengujian dan analisis proses elektroplating
tembaga pada baja karbon rendah dapat disimpulkan sebagai berikut:
1. Besarnya arus dan temperatur yang diatur berpengaruh pada peningkatan
ketebalan lapisan. Semakin besar arus dan temperatur yang diatur maka
ketebalan lapisan akan semakin bertambah. Ketebalan lapisan tembaga paling
besar pada penelitian ini adalah hasil elektroplating dengan variasi arus 2 A
dengan temperatur 55-60 C yaitu 4.767 µm. Sementara ketebalan lapisan
tembaga hasil elektroplating paling kecil yaitu pada variasi arus 0.5 A dan
temperatur 25-30 C yaitu 0.730 µm.
2. Efisiensi optimum proses pelapisan terdapat pada variasi arus 1 A.
3. Hasil pengujian tingkat adhesivitas lapisan tembaga dengan bend test
diperoleh hasil bahwa tingkat adhesivitas lapisan tembaga untuk setiap variasi
adalah baik.
5.2 Saran
Berdasarkan pelaksanaan dan hasil penelitian dapat disarankan;
1. Melakukan penelitian dengan memvariasikan parameter-parameter lain yang
dapat mempengaruhi proses pelapisan.
2. Melakukan penelitian untuk proses pelapisan lanjutan dari pelapisan tembaga
yaitu pelapisan nikel dan krom.




















