Optimización en el desempeño de los equipos Komatsu ...
99
Para optar el Grado Académico de Bachiller en Ingeniería Industrial Arequipa, 2020 FACULTAD DE INGENIERÍA Escuela Académico Profesional de Ingeniería Industrial Trabajo de Investigación Walter Arturo Paja Chire Optimización en el desempeño de los equipos Komatsu después de una reparación general en el área de mantenimiento Mina Tractores de la UO Toquepala de la empresa Southern Perú, 2019
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Optimización en el desempeño de los equipos Komatsu ...

Para optar el Grado Académico de
Bachiller en Ingeniería Industrial
Arequipa, 2020
FACULTAD DE INGENIERÍA
Escuela Académico Profesional de Ingeniería Industrial
Trabajo de Investigación
Walter Arturo Paja Chire
Optimización en el desempeño de los equipos Komatsu
después de una reparación general en el área de
mantenimiento Mina Tractores de la UO Toquepala
de la empresa Southern Perú, 2019

Trabajo de investigación
Esta obra está bajo una Licencia "Creative Commons Atribución 4.0 Internacional" .

ii
ASESOR
Ing. Julio Efraín Postigo Zumarán
iii
AGRADECIMIENTO
En primer lugar, agradezco a Dios por darme salud y fuerzas para poder seguir con
mis objetivos, por estar guiándome a lo largo de mi vida profesional para ser mejor persona
en la sociedad.
A mi familia esposa y mis dos hijas las cuales son el pilar fundamental para poder seguir
adelante, la fortaleza que me brindan para nunca darme por vencido y lograr mis metas
profesionales.
A mis padres y hermano que siempre están apoyándome en todas mis decisiones, dándome
la confianza necesaria para poder tomar retos nuevos siendo estos satisfactorios.
A todas las personas familiares y amistades que formaron parte de esta gran etapa de
formación universitaria, por los momentos compartidos de nuevas enseñanzas que
aportaron significativamente en el cambio de mi vida.
iv
DEDICATORIA
Dedico este logro a mis padres, los cuales estuvieron siempre apoyándome a lo largo
de este gran camino, por enseñarme que todo es posible con esfuerzo y nunca darme por
vencido ante las circunstancias. En especial por ser una persona con valores y útil para la
sociedad.
A mi esposa Maribel y mis hijas Gia y Valentina que son el motor de mi vida y la fortaleza
para poder seguir adelante, me enseñaron a nunca rendirme y que los sueños se hacen
realidad, hoy puedo decir meta cumplida y proyecto satisfactorio.
Walter Arturo Paja Chire.
v
ÍNDICE DE CONTENIDOS
AGRADECIMIENTO ............................................................................................................ iii
DEDICATORIA .................................................................................................................... iv
RESUMEN ........................................................................................................................... xi
ABSTRACT ........................................................................................................................ xii
INTRODUCCIÓN ............................................................................................................... xiii
CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO ................................................................. 1
1.1. Planteamiento y formulación del problema ............................................................ 1
1.2. Objetivos ............................................................................................................... 2
1.2.1. Objetivo general ............................................................................................. 2
1.2.2. Objetivos específicos ..................................................................................... 2
1.3. Justificación e importancia ..................................................................................... 2
1.4. Hipótesis y descripción de variables ...................................................................... 3
1.4.1. Hipótesis ........................................................................................................ 3
1.4.2. Variables ........................................................................................................ 4
CAPÍTULO II ........................................................................................................................ 5
MARCO TEÓRICO ............................................................................................................... 5
2.1. Antecedentes del problema ................................................................................... 5
2.2. Bases teóricas ....................................................................................................... 7
2.2.1. Sistema de motor ........................................................................................... 7
2.2.1.1. Fallas en turbocompresor .............................................................................. 8
2.2.1.2. Fallas en los inyectores.................................................................................. 9
2.2.1.3. Falla en la bomba de combustible ................................................................ 11
2.2.1.4. Rotura u obstrucción de aftercooler ............................................................. 14
2.2.1.5. Fugas de aceite por reten del cigüeñal. ....................................................... 14
2.2.1.6. Fallas en el sistema eléctrico de arranque del equipo .................................. 15
2.2.1.7. Fallas en la comunicación del controlador de motor ..................................... 16
2.2.2. Sistema de transmisión ................................................................................ 17
2.2.2.1. Calentamiento del sistema de transmisión ................................................... 18
2.2.2.2. Neutralización del sistema de transmision durante operación ...................... 20
2.2.2.3. Perdida de potencia durante el empuje de material ..................................... 21
2.2.2.4. Mal funcionamiento en el proceso de selección de cambios ........................ 21
2.2.2.5. Fallas eléctricas en solenoides de transmision ............................................ 22
2.2.3. Sistema hidraulico ........................................................................................ 23
vi
2.2.3.1. Elevadas temperaturas del sistema hidráulico ............................................. 24
2.2.3.2. Caída del equipo de trabajo delantero y porterior......................................... 25
2.2.3.3. Fallas en sensores del sistema hidraulico .................................................... 25
2.2.4. Fallas en el tren de carrileria ........................................................................ 26
2.3. Definición de términos basicos ............................................................................ 28
2.3.1. Falla: ............................................................................................................ 28
2.3.2. Turbina: ....................................................................................................... 28
2.3.3. Turbo compresor: ......................................................................................... 28
2.3.4. Juego axial y radial: ..................................................................................... 29
2.3.5. Sistema cri: .................................................................................................. 29
2.3.6. Harness: ...................................................................................................... 29
2.3.7. Aftercooler: .................................................................................................. 29
2.3.8. Ecmv: ........................................................................................................... 30
2.3.9. Convertidor de par: ...................................................................................... 30
2.3.10. Pccs: ............................................................................................................ 31
2.3.11. Nomenclatura: ............................................................................................. 32
2.3.12. Valvula de control: ....................................................................................... 32
2.3.13. Bomba hidraulica: ........................................................................................ 33
2.3.14. Cinemática: .................................................................................................. 33
2.3.15. Inyector: ....................................................................................................... 34
2.3.16. Cigüeñal: ..................................................................................................... 34
2.3.17. Neutralización: ............................................................................................. 34
2.3.18. Transmisión: ................................................................................................ 34
2.3.19. Ecm: ............................................................................................................ 35
2.3.20. Viscosidad: .................................................................................................. 35
2.3.21. Rueda motriz: .............................................................................................. 35
CAPITULO III...................................................................................................................... 36
METODOLOGÍA ................................................................................................................. 36
3.1. Metodología aplicada para el desarrollo de la solución ........................................ 36
3.2. Alcance de la investigación.................................................................................. 36
3.3. Población y muestra ............................................................................................ 37
3.3.1. Población ..................................................................................................... 37
3.3.2. Muestra ........................................................................................................ 37
3.4. Técnicas e instrumento de recolección ................................................................ 37
CAPÍTULO IV ..................................................................................................................... 38

vii
ANÁLISIS Y DISEÑO DE LA SOLUCIÓN .......................................................................... 38
4.1. Identificación de requerimientos .......................................................................... 38
4.2. Análisis de la solución. ........................................................................................ 40
4.3. Diseño y proceso ................................................................................................. 40
CAPÍTULO V ...................................................................................................................... 42
CONSTRUCCIÓN ............................................................................................................... 42
5.1. Construcción ....................................................................................................... 42
5.1.1. Formato de inspección general del equipo ................................................... 42
5.1.1.1. Formato de inspección de tractor de orugas d475ax-5. ............................... 43
5.1.2. Formato de evaluación del equipo ............................................................... 46
5.1.2.1. Formato para evaluación de tractor d475a-5e0. ........................................... 47
5.1.3. Procedimientos de trabajo seguro. ............................................................... 51
5.1.3.1. Personal. ..................................................................................................... 51
5.1.3.2. Equipos de proteccion personal. .................................................................. 52
5.1.3.3. Equipo/ herramientas/ materiales. ................................................................ 52
5.1.3.4. Desarrollo en procedimiento de desmontaje de componentes. .................... 52
5.1.3.5. Procedimiento para el desmontaje de motor ................................................ 53
5.1.3.6. Procedimiento para el desmontaje de transmisión y torque convertidor ....... 56
5.1.4. Informes de trabajo realizados por personal de taller y alineados a proveedores
58
5.1.4.1. Formato de informe técnico ......................................................................... 59
5.1.5. Dop de reparación de equipo ....................................................................... 60
5.1.6. Diagrama de identificación de problemas .................................................... 61
5.2. Pruebas y resultados ........................................................................................... 63
5.2.1. Procedimiento de reparacion mejorado ........................................................ 63
5.2.2. Dop de reparación de equipo con pasos adicionales ................................... 64
5.2.3. Informe de evaluación para determinar las fallas existentes y conclusiones 65
5.2.4. Resumen de servicios realizados para taller aplicando los formatos adecuados
77
5.2.5. Disponibilidad de equipos para el periodo del 2019 ..................................... 78
CONCLUSIONES ............................................................................................................... 79
RECOMENDACIONES Y TRABAJOS FUTUROS ............................................................. 80
REFERENCIAS BIBLIOGRÁFICAS ................................................................................... 81

viii
Lista de tablas
Tabla 1. Operación de variable. ............................................................................................ 4
Tabla 2. Acoplamiento de embragues según selección. ...................................................... 20
Tabla 3. Control de horas de los componentes. .................................................................. 39
Tabla 4: Formato De Inspección De Tractor De Orugas D475A-5E0. ................................. 43
Tabla 5. Formato para evaluación de motor. ....................................................................... 47
Tabla 6: Formato para evaluación del ventilador. ................................................................ 48
Tabla 7: Formato evaluación de convertidor de torque. ....................................................... 48
Tabla 8: Formato de evaluación de transmisión. ................................................................. 49
Tabla 9. Formato de evaluación del freno. .......................................................................... 50
Tabla 10: Presión de aceite del equipo de trabajo. .............................................................. 50
Tabla 11: Verificación de tiempos de equipo de trabajo. ..................................................... 51
Tabla 12. Plantilla de informe. ............................................................................................. 59
Tabla 13. Procedimientos actuales para reparación de equipo. .......................................... 63
Tabla 14. Evaluación de transmisión. .................................................................................. 68
Tabla 15. Evaluación de convertidor. .................................................................................. 68
Tabla 16, Evaluación de transmisión equipo regulado. ....................................................... 70
Tabla 17. Evaluación de transmisión regulada. ................................................................... 71
Tabla 18, Listado de repuestos a pedir. .............................................................................. 76
Tabla 19. Horas de servicios realizados aplicando formatos ............................................... 77
Tabla 20. Disponibilidad de equipos para periodo 2019. ..................................................... 78

ix
LISTA DE FIGURAS
Figura 1. Sistema de combustible CRI y funcionamiento. ................................................... 10
Figura 2. Rotura del cabezal de la bomba. .......................................................................... 12
Figura 3. Parte interna dañada de la bomba de combustible............................................... 12
Figura 4. Fisura por la parte interior del cabezal de la bomba. ............................................ 13
Figura 5. Vista agrietada de la bomba por la parte posterior. .............................................. 13
Figura 6. Motor de arranque de tipo campo electromagnético. ............................................ 16
Figura 7. Tren de potencia. ................................................................................................. 18
Figura 8. Sistema de enfriamiento de tractor de orugas. ..................................................... 19
Figura 9. Sistema hidráulico básico para el funcionamiento de un actuador. ...................... 24
Figura 10. La imagen muestra el conjunto de tren de rodamiento y sus partes. ................. 27
Figura 11. Radiador secundario y recorrido de flujo de aire. ............................................... 30
Figura 12. Partes de un convertidor de par. ........................................................................ 31
Figura 13. Palanca PCCS. Sistema de control con palma de la mano. ............................... 32
Figura 14. Componentes del tractor. Punto 3 ubicación de la válvula. ................................ 33
Figura 15. Valores relativos y horas de componentes. ........................................................ 40
Figura 16. Guardas de motor. ............................................................................................. 53
Figura 17. Retiro de plataforma de motor. ........................................................................... 53
Figura 18. Retiro de harnees. .............................................................................................. 54
Figura 19. Desmontaje del sistema de refrigeración............................................................ 54
Figura 20. Remoción de filtros. ........................................................................................... 54
Figura 21. Desmontaje de Aftercooler. ................................................................................ 55
Figura 22. Desmontaje de eje cardan. ................................................................................ 55
Figura 23. Remoción del motor del equipo. ......................................................................... 55
Figura 24. Retiro de Rops. .................................................................................................. 56
Figura 25. Retiro harnees del sistema hidráulico. ................................................................ 56
Figura 26. Retiro de pernos de sujeción de cabina. ............................................................ 56
Figura 27. Desmontaje de tuberías del Sistema Hidráulico. ................................................ 57
Figura 28. Remoción de ejes. ............................................................................................. 57
Figura 29. Desmontaje de eje de acoplamiento. ................................................................. 57
Figura 30. desmontaje de transmisión. ............................................................................... 58
Figura 31. Dop de proceso de reparación de equipo según tabla ....................................... 61
Figura 32. Diagrama de Ishikawa. ....................................................................................... 62
Figura 33. Dop de proceso de reparación de equipo según tabla 10. .................................. 64
x
Figura 34. Foto LH del equipo. ............................................................................................ 72
Figura 35. Foto RH de Equipo. ............................................................................................ 72
Figura 36. Horómetro .......................................................................................................... 72
Figura 37. Placa del equipo. ................................................................................................ 72
Figura 38. Filtro strainer limpio. ........................................................................................... 72
Figura 39. Presión de alivio del convertidor ......................................................................... 72
Figura 40. Presión de salida TC. ......................................................................................... 73
Figura 41. Presión de entrada TC. ...................................................................................... 73
Figura 42.Temperatura del convertidor ............................................................................... 73
Figura 43. Temperatura salida TC. ...................................................................................... 73
Figura 44. Mal montaje de Válvula. ..................................................................................... 73
Figura 45. Desgaste en Base de válvula. ............................................................................ 73
Figura 46. Mala instalación de válvula TC. .......................................................................... 74
Figura 47. Posición adecuada de la válvula. ....................................................................... 74
Figura 48. Presión de alivio TX. .......................................................................................... 74
Figura 49. Presión de modulación OK. ................................................................................ 74
Figura 50. Presión de aceite de válvula reductora ok. ......................................................... 74
Figura 51. Presión de alivio del convertidor Mejorada. ........................................................ 74
Figura 52. Presión de entrada del convertidor mejorada. .................................................... 75
Figura 53. Presión de salida del convertidor mejorada. ....................................................... 75
Figura 54. Indicador de temperatura operativo. ................................................................... 75
Figura 55. Calado de transmisión........................................................................................ 75
Figura 56. Despiece de válvula. .......................................................................................... 76

xi
RESUMEN
Hoy en día la minería cumple un factor muy importante para el desarrollo económico y social
del país, los grandes empresarios invierten en mejorar las condiciones de la empresa con la
finalidad de conseguir la producción de más alta calidad en la extracción del cobre.
Las empresas buscan realizar las mejores reparaciones de equipos. El fin de esto es mejorar
los procesos y la disponibilidad para garantizar la vida útil de sus componentes optimizando
la producción.
El presente trabajo de investigación busca mejorar los procedimientos de reparación con el
fin de reducir los tiempos perdidos en el proceso. Además, busca crear documentos que
ayuden al análisis adecuado para las evaluaciones de equipos y mejorar sus resultados.
Tenemos el conocimiento que la empresa cuenta con diferentes proveedores, los cuales
realizan las reparaciones de los equipos del área de mantenimiento. Los equipos presentan
fallas durante el proceso de reparación y evaluación por lo cual se busca identificar las fallas
más comunes y optimizarlas para garantizar el buen funcionamiento de sus componentes y
reducir los tiempos de reparación.
La implementación de formatos y procedimientos nos ayudaran a identificar rápidamente las
fallas ocurridas en maquinarias, así mismo reducirá tiempos en evaluaciones con el fin de
lograr buenos resultados y reducir tiempos en el proceso.
En conclusión, la propuesta planteada permitirá mejorar los procesos realizados en el tractor
D475A-5E0 Komatsu, con la finalidad de aprovechar al máximo su rendimiento y lograr su
más alta disponibilidad.

xii
ABSTRACT
Today mining is a very important factor for the economic and social development of the
country, large entrepreneurs invest in improving the conditions of the company in order to
achieve the highest quality production in the extraction of copper.
Companies seek to perform the best equipment repairs. The purpose of this is to improve
processes and availability to guarantee the useful life of its components, optimizing production.
This research work seeks to improve repair procedures in order to reduce time lost in the
process. In addition, it seeks to create documents that help the proper analysis for team
evaluations and improve their results.
We have the knowledge that the company has different suppliers which carry out the repairs
of the equipment in the maintenance area. The teams have failures during the repair and
evaluation process, which is why we seek to identify the most common failures and optimize
them to ensure the proper functioning of their components and reduce repair times.
The implementation of formats and procedures will help us to quickly identify failures that have
occurred in machinery, and will also reduce evaluation times in order to achieve good results
and reduce time in the process.
In conclusion, the proposed proposal will improve the processes carried out on the D475A-
5E0 Komatsu tractor, in order to maximize its performance and achieve its highest availability.

xiii
INTRODUCCIÓN
El propósito de la investigación es mejorar procedimientos para lograr reducir tiempos en el
proceso de reparación de equipos en taller, así mismo mejorar la disponibilidad del área de
Mantenimiento Mina Tractores de Southern Perú en la unidad operativa Toquepala.
• CAPÍTULO I.
Se desarrolló el planteamiento del problema; se formularon objetivos generales y
específicos; justificaciones y descripción de hipótesis y variables que nos ayudaron a
comprender mejor los caminos a seguir para lograr una mejor investigación.
• CAPITULO II.
Se desarrolló el marco teórico donde se presentaron las problemáticas y ocurrencias
del tractor de orugas D475A-5E0 con la finalidad de resolver las fallas y evitar
paradas, logrando mejorar la disponibilidad.
• CAPITULO III.
Metodología de la investigación; alcances, métodos, población y muestras, los cuales
nos permitieron el análisis del equipo, el cual cumple una función muy importante en
el proceso de producción de la mina.
• CAPITULO IV.
Identificación de requerimientos, análisis y diseño de la solución. Planteamientos
estudiados para el análisis de resultados.

xiv
• CAPÍTULO V.
Construcción, detalle de un análisis extenso basado en la problemática real del taller,
formatos de inspección y evaluación para mejorar los procesos de evaluación de
fallas. Se lograron aplicar los formatos obteniendo mejores resultados de la
problemática.
• CONCLUSIONES.
Conclusiones del trabajo de investigación, el cual se concluyó de manera satisfactoria
y con buenos resultados.

1
CAPÍTULO I
PLANTEAMIENTO DEL ESTUDIO
1.1. PLANTEAMIENTO Y FORMULACIÓN DEL PROBLEMA
Southern Perú es una de las empresas productoras de cobre más grande del mundo. Hoy
en día cuenta con tres áreas operativas distribuidas en el sur del país entre ellos Ilo,
Cuajone y Toquepala, siendo las áreas de extracción de mineral las UO de Cuajone y
Toquepala. En Ilo cuenta con una planta de fundición y refinería, en los cuales se procesa
el mineral convirtiéndolos en cátodos de cobre para su comercialización.
Hoy en día Southern amplió la planta concentradora de la unidad de Toquepala, por lo que
la producción y extracción mineral ha aumentado de forma positiva, esto llevo a la empresa
a ampliar su flota auxiliar de equipo pesado. Southern se preocupa en mejorar la
producción de cobre en Toquepala realizando la compra de más equipos para poder
resolver esta necesidad, siendo adquiridos en su última compra equipos Komatsu como:
Cargadores Frontales WA470, Cargadores sobre ruedas WD600, Tractores sobre orugas
D475A-5E0 y Excavadoras PC800. ¿Será necesario el estudio de las fallas comunes en
equipos Komatsu?
Teniendo en cuenta que en la actualidad vienen operando equipos Komatsu a los cuales
ya se realizaron reparaciones generales, se pretende con esta investigación optimizar el
proceso de reparación de los tractores modelo D475A-5E0 localizando las fallas más
comunes producidas en ellos. Será de gran necesidad investigar la problemática de los
equipos. ¿Porque fallan los equipos Komatsu después de una reparación?
En la actualidad este es un modelo nuevo y está siendo adquirido positivamente por
diferentes unidades mineras obteniendo buenos resultados en su operación logrando la
aprobación de los diferentes clientes.
Komatsu es una empresa reconocida a nivel mundial por tener equipos de alta tecnología,
el cual viene trabajando constantemente para reducir los riesgos de contaminación
ambiental. Para ello la empresa Komatsu opta por mejorar las versiones en sus equipos,
realizando cambios en componentes o mejorándolos, es así que los equipos al ser más
2
modernos necesitan de una mejor atención y cuidado para evitar problemas posteriores y
reparaciones prematuras. ¿Será necesario implementar formatos para lograr para evitar
fallas prematuras en equipos Komatsu?
1.2. OBJETIVOS
1.2.1. OBJETIVO GENERAL
Optimizar el desempeño del equipo Komatsu modelo D475A-5E0 después de una
reparación general en el área de Mantenimiento Mina Tractores de la unidad operativa
Toquepala de la empresa Southern Perú, 2019.
1.2.2. OBJETIVOS ESPECÍFICOS
• Analizar las causas más comunes de una mala reparación del equipo Komatsu.
• Reconocer y comprender por qué falla el equipo Komatsu D475A-5E0 después de
haber realizado una reparación general.
• Analizar los procedimientos que son utilizados para la reparación de equipos
Komatsu en taller.
1.3. JUSTIFICACIÓN E IMPORTANCIA
La presente investigación tiene el propósito de optimizar la disponibilidad del equipo
Komatsu, modelo D475A-5E0, con la cual se quiere aumentar la producción del cobre y
generar ganancias, esto se conseguirá si evitamos que este modelo de equipo presente
paradas innecesarias por fallas prematuras de componentes.
La investigación es realizada, dado que al fallar los equipos después de una reparación
general, estos generan contaminación ambiental tanto por fugas de aceite o por excesivos
gases producidos por desgaste prematuro de componentes. Al tener una buena reparación
3
de este modelo de equipo se optimizará el buen funcionamiento y además se evitará la
contaminación del medio ambiente.
Es necesario mencionar que un equipo nuevo presenta fallas mínimas durante su
operación, las fallas que presenta el equipo al ser mínimas son corregidas en el momento
sin necesidad de solicitar repuestos. Después de que un equipo es reparado en su
totalidad, me refiero específicamente a cambio de componentes mayores como es el caso
de motor, transmisión, diferenciales entre otros, estos presentan deficiencias en su buen
funcionamiento al punto de requerir repuestos nuevos y paradas prolongadas para su
reparación.
Southern es una empresa que apoya a las comunidades con préstamos de equipos, es por
eso que una correcta reparación de estos ayudaría mucho en las actividades de estas, así
mismo no implicaría realizar gastos de viaje a las comunidades para la reparación de algún
componente.
Además, Southern es una empresa comprometida con el cuidado del medio ambiente es
por eso por lo que en la actualidad a optado por la compra de este modelo de equipo por
tener una alta tecnología y preservar el medio ambiente.
Es justificable el estudio de este modelo de equipo D475A-5E0 Komatsu ya que en la
actualidad ya se han realizado reparaciones generales en la unidad de Toquepala no
teniendo resultados óptimos después de su reparación presentando fallas recurrentes y
hasta paradas por tiempos prolongados afectando la producción.
1.4. HIPÓTESIS Y DESCRIPCIÓN DE VARIABLES
1.4.1. HIPÓTESIS
Teniendo en cuenta que en el sector minero la disponibilidad de los equipos juega un factor
importante para la producción y extracción del mineral, es probable que con la optimización
en el desempeño de los equipos después de su reparación se logren llegar a las metas
establecidas por el área mediante una mejor disponibilidad de estos.

4
1.4.2. VARIABLES
CUADRO DE OPERACIONALIZACIÓN PARA LA VARIABLE.
Tabla 1. Operación de variable. Variable Dimensión Indicadores
Optimización de
equipos después de
su reparación
Situación actual Procedimientos de trabajo seguro
Fallas
presentadas Frecuencia de fallas
Implementaciones Proceso de reparación de máquinas critico
Fuente: Elaboración propia.

5
CAPÍTULO II
MARCO TEÓRICO
2.1. ANTECEDENTES DEL PROBLEMA
El presente documento tiene como finalidad identificar las constantes fallas ocurridas en
los equipos Komatsu, en especial en el modelo D475A-5E0 el cual se viene trabajando.
Este modelo de equipo presenta fallas constantes durante su operación y es llevado
constantemente a taller para reparaciones.
Los casos analizados a continuación nos mostraran problemas similares que ocurren
constantemente con la reparación de equipos, creo que será de gran importancia su
análisis para poder desarrollar mejor el proceso de reparación de equipos Komatsu en el
modelo D475A-5E0.
A continuación, mostramos los siguientes casos:
Guevara (2015). Quien realizo una propuesta para mejorar el mantenimiento total de
maquinaria pesada de la empresa Ángeles - proyecto minero la granja. En el presente
trabajo tiene como objetivo principal realizar un plan de mantenimiento total para la
maquinaria pesada, identificar puntos que son críticos como paradas repentinas de los
equipos. Analizar los procedimientos incorrectos de los mantenimientos los cuales
ocasionan fallas comunes y así mismo realizar un análisis correcto de la disponibilidad y
rendimiento de los equipos. Para la realización de dichos análisis se observaron
determinados puntos como son las formas de mantenimientos predictivos, preventivos y
correctivos los cuales son determinantes para la búsqueda de optimización de la
maquinaria
Minera Chilena (2017). En el siguiente enunciado la revista nos trata de explicar la
importancia de tener un buen servicio de mantenimiento dando más énfasis en el
mantenimiento preventivo y predictivo, el cual ayuda mucho para determinar factores que
puedan ocasionar que los componentes fallen de manera prematura después de su

6
reparación. Así mismo nos habla de la frecuencia del servicio de cada mantenimiento que
es de vital importancia para el cuidado de los equipos, donde estaría afectando condiciones
de trabajo del equipo y áreas relacionadas con los mismos, en algunos casos los
mantenimientos y las reparaciones de los equipos son compartidos tanto el titular minero y
las contratas realizar los servicios por eso se menciona que es de vital importancia la buena
colaboración de ambos para lograr los objetivos.
García (2017). Para la obtención del título de ingeniero mecánico en la Universidad
Nacional Del Centro Del Perú- Huancayo. Esta tesis trata de mejorar la gestión para la
operatividad de los equipos de las vías de Huancayo-Ayacucho por la empresa ICCGSA.
En este estudio realizado por el autor se encuentra dificultades con los programas de
mantenimiento, lo cuales ocasionan incumplimientos con los objetivos y metas trazadas
por la empresa, siendo uno de los factores más perjudiciales para el incumplimiento los
malos mantenimientos y las paradas repentinas de las maquinarias. En el mejoramiento de
este proyecto se usan herramientas de medición para observar el comportamiento y medir
los tiempos de las maquinarias, tratando de lograr el cumplimiento óptimo de cada equipo.
Además, se analiza problemas de gestión, planificación y administración las cuales son
muy necesarias para la solución de los problemas presentados. Dentro del estudio se
analiza los procedimientos de reparación y mantenimientos de equipos y componentes, en
los cuales se puede encontrar oportunidades de mejora para la reducción de tiempos en
su reparación. Los términos MTBF (tiempo medio entre fallas) Y MTTR (tiempo medio entre
reparación) nos proporcionaran una mejor visión de la situación del problema mejorando
los procedimientos para la optimización de los procesos.
Horizonte Minero (2017), En la siguiente revista mencionada veremos términos como la
seguridad, comodidad y tecnología la cual está relacionada al factor maquina los cuales
podrían afectar por su mala reparación en ocasionar fallas prematuras de componentes o
una mala reparación. Nos menciona también la comodidad que debe tener la máquina para
el operador de cada equipo, la cual es necesaria para el perfecto cuidado de la máquina.

7
2.2. BASES TEÓRICAS
Para poder definir las bases teóricas vamos se va a desglosar pos sistemas los cuales nos
ayudaran a ver directamente los problemas comunes ocasionados en maquinarias, a la vez
nos ayudara a reconocer de forma directa cuales son los componentes que presentan fallas
prematuras para poder evaluar y solucionar de forma inmediata.
Las fallas en muchos casos son producto de malas reparaciones de los componentes, los
cuales ocasionan paradas constantes en los equipos hasta la determinación de sus
fabricantes, en ocasiones estas también son producidas por los operadores de equipo
pesado, ya sea por no mantener el cuidado necesario de sus equipos o por no contar con
las capacitaciones necesarias.
En los casos analizados a continuación será determinante conocer cada uno de los
sistemas ya que nos ayudara a comprender los fallos ocurridos en las maquinarias y las
causas que las originaron.
Los sistemas a estudiar y analizar son:
• Sistema de motor.
• Sistema hidráulico.
• Sistema de transmisión.
• Sistema de tren de carrileria.
• Sistema eléctrico.
A continuación, se detallarán sistemas más vulnerables de equipos donde podremos ver
las fallas comunes presentadas y poder estudiar la forma de solucionar estos en un corto
tiempo.
2.2.1. SISTEMA DE MOTOR
Calleja (2015). Se puede definir al motor como el corazón de la maquinaria, este es el
componente principal sin él no podría haber funcionamiento en el equipo. El motor

8
transforma la energía térmica de un fluido en energía mecánica para la realización de un
trabajo, es a través de la cinemática que un vehículo consigue moverse.
A continuación, se detalla las fallas más comunes detectadas:
2.2.1.1. FALLAS EN TURBOCOMPRESOR
Coello Salcedo (2015). El turbocompresor es un componente de trabajo eficaz para ayudar
a conseguir una mezcla adecuada en la cámara de combustión ya que aprovecha los gases
de escape para producir giro en su turbina.
El turbocompresor puede sufrir daños severos ya que trabaja a altas revoluciones y
temperaturas elevadas. Las fallas que podrían ocurrir son las siguientes:
▪ FALTA DE LUBRICACIÓN:
Lubricar los componentes del motor es de suma importancia debido a que estos
trabajan a altas velocidades de rotación, además de concentrar altas temperaturas
durante su funcionamiento. El tener signos de mala lubricación ocasionara desgaste
prematuro en los componentes hasta llegar a fallas catastróficas irreparables.
▪ CONTAMINACIÓN DE ACEITE POR PARTÍCULAS:
La mala combustión puede producir carbón en granos y dañar superficies de los
rodamientos, esto podría ocasionar daños irreversibles en los componentes. Por tal
motivo es recomendable realizar los mantenimientos con el mayor cuidado y en los
tiempos establecidos por el fabricante, así se garantizará el buen funcionamiento y
alargará la vida útil de los componentes.

9
▪ EXCESIVAS TEMPERATURAS DE GASES DE ESCAPE:
Las temperaturas elevadas pueden ocasionar que los gases de escape se
restrinjan, además de esto podría dañar sensores de temperatura y oxígeno, los
cuales podrían afectar directamente al turbocompresor.
▪ DESPRENDIMIENTO DE MATERIAL POR ALTAS TEMPERATURAS:
Los excesos de temperaturas en el turbocompresor podrían ocasionar que la
turbina gire más rápido generando rozamiento con el cuerpo del alojamiento, es así
que al desprenderse partículas del componente podría dañar al mismo, incluso
ingresar a la cámara de combustión ocasionando daños severos.
▪ ROTURA DE EJE POR JUEGO AXIAL O RADIAL:
Las altas velocidades producidas en el turbocompresor pueden ocasionar fallas
repentinas en el motor. Una de las fallas más comunes en el componente es la
rotura del eje central, esta falla puede ser producto del desequilibrio y la excesiva
carga del turbocompresor.
2.2.1.2. FALLAS EN LOS INYECTORES
Velásquez (2012). Para poder lograr optimizar el sistema de combustible, reducir los gases
contaminantes y los ruidos fuertes del motor por las cargas ejercidas, será necesario contar
con un buen sistema de inyección el cual será capaz de pulverizar el combustible de
manera eficiente en la cámara de combustión y en el momento exacto. Uno de los sistemas
de inyección capaz de cumplir con las exigencias es el sistema comun rail que al tener el
combustible acumulado a altas presiones nos garantiza su correcta pulverización al
momento de su accionamiento.
Los inyectores son componentes encargados de suministrar el combustible de forma
pulverizada a la cámara de combustión, de no tener una buena mezcla de aire combustible
en la cámara, este dificultara el arranque del equipo y buen funcionamiento del motor.

10
La falla más común en los inyectores es el desgaste prematuro de los mismos, esta falla
es debida al mal suministro del combustible y/o contaminación excesiva en el sistema.
Manual Komatsu (2013). Para el ejemplo tomaremos un sistema de combustible conocido
en equipos de marca Komatsu que es el sistema de combustible CRI (inyección de riel
común) el cual es un sistema muy sensible a la contaminación, es así que sus filtros pueden
llegar a saturarse de forma rápida ante la contaminación. Formas de poder monitorear los
equipos que ayudaran al diagnóstico preciso y rápido.
SISTEMA DE COMBUSTIBLE CRI.
Figura 1. Sistema de combustible CRI y funcionamiento.

11
2.2.1.3. FALLA EN LA BOMBA DE COMBUSTIBLE
La bomba principal de combustible es otro de los componentes más importantes en el
sistema de combustible ya que cumple la función de enviar el combustible al sistema de
alta presión para luego este ser enviado a los inyectores. De no ser correcto el
funcionamiento de la bomba dificultaría el arranque del equipo u ocasionaría perdidas de
potencia durante su funcionamiento.
Aran Ediciones (2010). Las fallas en la bomba de combustible podrían relacionarse a la
mala calidad del combustible o a la contaminación en el suministro del mismo.
Para el caso de motores más electrónicos, el fallo en la bomba de combustible podría
generar códigos de visualización según el sistema de monitoreo de cada maquinaria, pero
sería necesario la revisión de estos códigos por técnicos especialistas.
Las bombas de combustible según sean su diseño, pueden sufrir daños en componentes
internos hasta sufrir la rotura de carcaza. Las fallas pueden suceder por excesiva presión,
contaminación en el sistema de combustible o diseño de fábrica.
En la imagen lateral vemos la descripción de cada uno de sus componentes. MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16 pag. 345.

12
M.A. Neri (2010). Para el siguiente ejemplo se tomará una falla por rotura de cabezal de
bomba de combustible producto de la mala fabricación. En el caso se determinó que el
componente contaba con un excesivo elemento metálico que es el manganeso, ya que
todos los demás elementos estaban dentro de los rangos especificados por el fabricante.
En el análisis se determinó también que el elemento metálico concentraba excesivo
esfuerzo, lo cual llevo a que se originaran daños en el componente hasta lograr su fractura.
Figura 2. Rotura del cabezal de la bomba.
Figura 3. Parte interna dañada de la bomba de combustible.

13
Figura 4. Fisura por la parte interior del cabezal de la bomba.
Figura 5. Vista agrietada de la bomba por la parte posterior.
Las Ilustraciones 2,3,4,5. Muestran una bomba de combustible dañada producto del mal
diseño de fabricación de la bomba por excesivo material.
M. NERI. Analisis De Falla De Una Cabeza De Bomba De Combustible, Agrietada
Internamente 2010. Obtenido de Departamento de Física de Materiales, Centro de
Investigación en Materiales Avanzados S. C., Chihuahua, México. Disponible en:
http://iberomet2010.260mb.com/pdfcongreso/t2/T2_88_Neri-MA_n1.pdf

14
2.2.1.4. ROTURA U OBSTRUCCIÓN DE AFTERCOOLER
El aftercooler es el componente encargado de enfriar el aire proveniente del compresor del
turbo y sistema de admisión, así mismo su finalidad es ingresar mayor cantidad de aire
puro al motor con la finalidad de ocasionar una buena combustión y asegurar el buen
funcionamiento del equipo.
La pérdida de aire por fugas en el sistema de admisión podría generar presencia de humo
blanco a la salida de los gases de escape, esto podría ocasionar que los sensores no
trabajen correctamente, enviando falsas señales al controlador del motor ocasionando
pérdidas de potencia en el equipo.
Durante algunos procesos de evaluación se han detectado fallas de rotura de aftercooler
en las uniones soldadas (tinas superiores).
2.2.1.5. FUGAS DE ACEITE POR RETEN DEL CIGÜEÑAL.
El motor al ser un componente muy especial en el equipo este debe tener el mejor cuidado
posible para evitar daños prematuros y paradas repentinas de más maquinarias.
La pérdida de aceite por el retén del cigüeñal podría ocasionar daños severos en el motor
ya que este no recibirá la lubricación adecuadas a sus partes.
El retén es un repuesto que trabaja en constante fricción con el eje cigüeñal del motor es
por eso que si existe contaminación en el fluido este podría presentar partículas abrasivas
que desgasten el retén y produzca las fugas de aceite.
La contaminación de cualquier fluido podría ser muestreada en laboratorios, los cuales
podrían indicar si un fluido presenta contaminación según los parámetros establecidos por
el fabricante.

15
2.2.1.6. FALLAS EN EL SISTEMA ELÉCTRICO DE ARRANQUE DEL
EQUIPO
Se podrían presentar diferentes fallas en el sistema de arranque del equipo, el cual podría
ocasionar fallas en el encendido del motor o también generar pérdidas de potencia en el
equipo.
Santander (2015). Se toma en mención que hay diferencias entre el sistema de encendido
con el sistema de arranque, pero los dos trabajan directamente con el combustible. El
sistema de arranque es el primer impulsor para que el motor inicie su funcionamiento. Para
esta acción es necesario un acumulador que es la batería.
El motor al arrancar convierte la energía eléctrica en energía mecánica de movimiento, el
sistema debe dar las condiciones necesarias para hacer girar el motor.
Entre las fallas podemos encontrar lo siguiente:
o Motor de arranque defectuoso.
Podría presentar daños en el solenoide, bobinas de campo, escobillas, armaduras
o impulsor bendix. Esto dificultaría el arranque del equipo.
o Baja carga de la batería.
o Falso contacto en la chapa.
o Corto circuito en el harness del sistema de arranque.
o Chapa de contacto defectuosa, llave no gira.
o Para motores electrónicos, la palanca del sistema de transmisión podría no estar
centrada ocasionado bloqueo en el sistema de arranque.

16
Figura 6. Motor de arranque de tipo campo electromagnético.
2.2.1.7. FALLAS EN LA COMUNICACIÓN DEL CONTROLADOR DE
MOTOR
Eder Guzmán (2014). La tecnología de los motores diésel cada vez es más sofisticada
debido al mercado automotriz ya que esta, cada vez es más exigente con la reducción del
consumo de combustible y la emisión de gases contaminantes. La finalidad de los
controladores es logar la velocidad adecuada para obtener el consumo mínimo de
combustible y bajas emisiones de gases.
El problema de los controladores puede estar en la mala comunicación de parámetros, los
cuales se pueden ver interrumpidos por cortos circuitos o fallas en sensores, si el
controlador no recibe los parámetros adecuados este creará conflictos internos
ocasionando fallas en el motor como puede ser:
Fuente: SANTANDER RUEDA. Guía Práctica Para La Inspección Y Solución De Fallas. Técnico
en mecánica & electrónica automotriz. 2ed.diesel Editores, 2010. 552 p. martinez, V. H. (2015)..
noesis. uis.edu.co.

17
• Perdidas de potencia.
• Excesivo humo negro, blanco o azul por la salida de los gases de escape.
• Alto consumo de combustible.
• Alertas de fallas eléctricas en el tablero.
• En caso de motores más electrónicos, los controladores están relacionados con
otros sistemas como sistema de transmisión, el cual también se vería afectado ante
alguna falla.
2.2.2. SISTEMA DE TRANSMISIÓN
Flores García (2012). Para poder definir las fallas en una trasmisión es necesario que los
profesionales conozcan bien el funcionamiento del sistema, así se lograra generar la
máxima potencia del componente. La transmisión consta de un conjunto de mecanismos
interconectados con la finalidad de transmitir la potencia hacia las ruedas con el fin de dar
movimiento al equipo.
La trasmisión de fuerza se realiza mediante ejes conectados a conjunto de engranajes con
el fin de dar las velocidades adecuadas según el comando seleccionado.

18
Figura 7. Tren de potencia.
Referencia ítem Nro. 8 nos muestra la transmisión como componente principal encargado de trasmitir la potencia a los mandos finales. MANUAL KOMATSU.(2013). SM D475-5EO 30001-UP SEN00203-16. 2.2.2.1. CALENTAMIENTO DEL SISTEMA DE TRANSMISIÓN
Se reconoce como calentamiento, a las elevadas temperaturas registradas en el fluido del
equipo a través del tablero de instrumentos y estas pueden ser visualizadas por el operador
de turno, es necesario el estudio de este problema ya que la maquinaria de hoy en día
sufre mucho de este problema.
Durante el proceso de evaluación de un sistema de transmisión se puede observar fallas
registradas en la computadora, las cuales podrían arrojar un índice elevado de
temperaturas por mala operación del equipo al momento de acarrear el material, así mismo
se puede detectar también si el nivel de aceite es el adecuado o se está perdiendo el fluido
por fuga. Estos dos datos son de vital importancia, ya que podrían llevar a un
recalentamiento del sistema.

19
Además, hay equipos donde los sistemas se encuentran relacionados por medio del
sistema de enfriamiento el cual podría ocasionar que se eleven también las temperaturas
del sistema, además afectando también a otros sistemas.
Las fallas más comunes son la saturación de filtros de transmisión, los cuales generan
presiones internas dentro del sistema elevando las temperaturas, otras causas son los
sobre esfuerzos realizados por el operador durante su trabajo del equipo por una mala
operación quizá por desconocimiento de los sistemas de operación.
SISTEMA DE ENFRIAMIENTO DEL EQUIPO.
Figura 8. Sistema de enfriamiento de tractor de orugas.
Como muestra la imagen el sistema de enfriamiento afecta directamente al motor y la
transmisión. MANUAL KOMATSU.(2013), SM D475-5EO 30001-UP SEN00203-16 pag.84
20
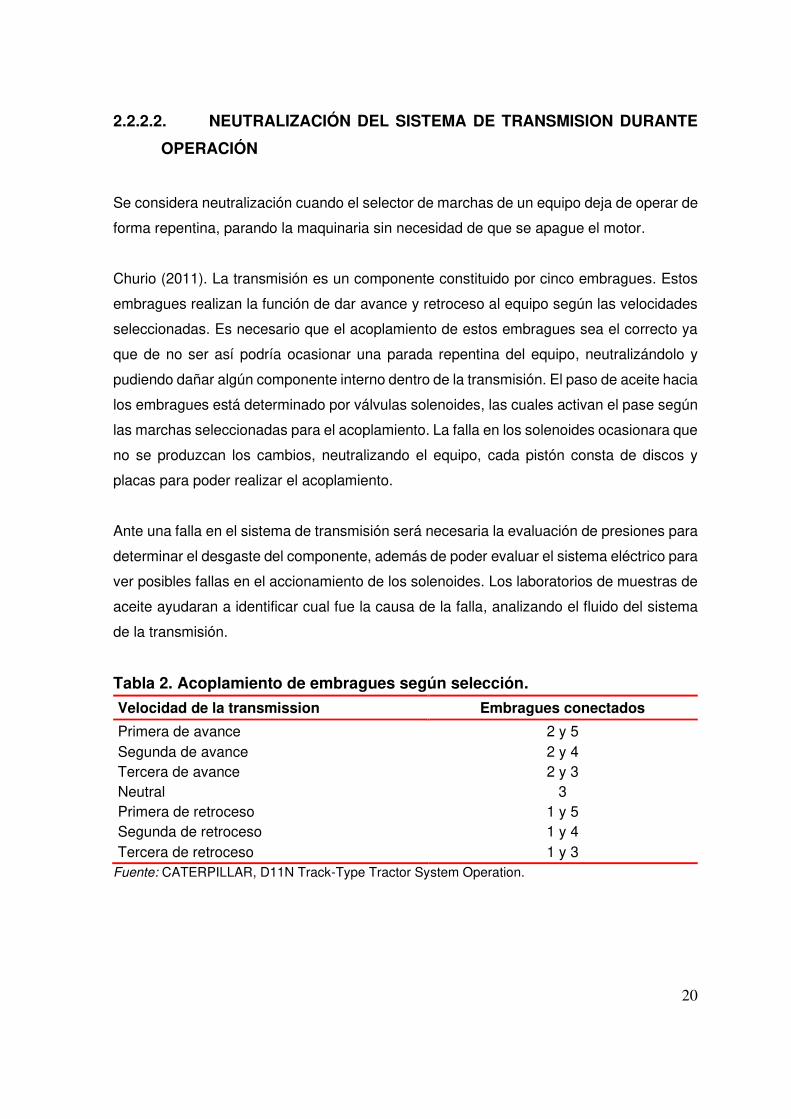
2.2.2.2. NEUTRALIZACIÓN DEL SISTEMA DE TRANSMISION DURANTE
OPERACIÓN
Se considera neutralización cuando el selector de marchas de un equipo deja de operar de
forma repentina, parando la maquinaria sin necesidad de que se apague el motor.
Churio (2011). La transmisión es un componente constituido por cinco embragues. Estos
embragues realizan la función de dar avance y retroceso al equipo según las velocidades
seleccionadas. Es necesario que el acoplamiento de estos embragues sea el correcto ya
que de no ser así podría ocasionar una parada repentina del equipo, neutralizándolo y
pudiendo dañar algún componente interno dentro de la transmisión. El paso de aceite hacia
los embragues está determinado por válvulas solenoides, las cuales activan el pase según
las marchas seleccionadas para el acoplamiento. La falla en los solenoides ocasionara que
no se produzcan los cambios, neutralizando el equipo, cada pistón consta de discos y
placas para poder realizar el acoplamiento.
Ante una falla en el sistema de transmisión será necesaria la evaluación de presiones para
determinar el desgaste del componente, además de poder evaluar el sistema eléctrico para
ver posibles fallas en el accionamiento de los solenoides. Los laboratorios de muestras de
aceite ayudaran a identificar cual fue la causa de la falla, analizando el fluido del sistema
de la transmisión.
Tabla 2. Acoplamiento de embragues según selección.
Velocidad de la transmission Embragues conectados
Primera de avance 2 y 5 Segunda de avance 2 y 4 Tercera de avance 2 y 3 Neutral 3 Primera de retroceso 1 y 5 Segunda de retroceso 1 y 4 Tercera de retroceso 1 y 3
Fuente: CATERPILLAR, D11N Track-Type Tractor System Operation.

21
2.2.2.3. PERDIDA DE POTENCIA DURANTE EL EMPUJE DE MATERIAL
Es reportada cuando el equipo no tiene el rendimiento y las condiciones necesarias para
poder acarrear un material y esto perjudica la operación del mismo.
En ocasiones dichas fallas vienen relacionadas a otros sistemas como por ejemplo el
sistema del motor donde la falla puede ser producida por la saturación de filtros de
combustible o filtros de aire del motor. De ser el caso, las soluciones a los problemas son
fácilmente realizados y solo dependerá del reemplazo de los filtros.
Para condiciones complicadas donde la pérdida de potencia es relacionada a componentes
netamente del sistema de transmisión esto podría dificultar su solución inmediata.
Los problemas relacionados con esta falla normalmente vienen producidos por
atascamientos de válvulas solenoides en el control de la transmisión, esto producido por la
contaminación por agentes externos en el aceite de la transmisión.
Otro factor muy importante y comúnmente registrado son daños en el conjunto de la
transmisión, específicamente en el Convertidor de Par, el cual es afectado por malas
operaciones del equipo u otras ocasiones por horas normal de funcionamiento.
Es necesario tener un plan de mantenimiento, incluyendo la evaluación por medio de
presiones del sistema de la transmisión. Esto ayudara a tener un mejor control de
componentes del sistema y facilitara la solución de problemas.
Se requiere tener los instrumentos necesarios para poder realizar pruebas en el sistema.
2.2.2.4. MAL FUNCIONAMIENTO EN EL PROCESO DE SELECCIÓN DE
CAMBIOS
Los selectores de marchas son dispositivos encargados del movimiento y viraje de las
maquinarias, estas están en comunicación con el sistema de transmisión mediante
controladores, los cuales reciben órdenes del operador al momento de realizar un
movimiento en el selector de marchas.

22
Existen diferentes tipos de señales provenientes de los selectores de cambios, estas
pueden ser señales hidráulicas o señales eléctricas dependiendo de la tecnología de las
maquinarias.
Las fallas comúnmente podrían ser por atascamiento en las válvulas por desprendimiento
de materiales en caso el accionamiento sea hidráulico, para el caso del accionamiento
eléctrico, podría presentarse fallas de señales incorrectas en el controlador de la
trasmisión. Así mismo mal funcionamiento del mismo selector de marchas por desgaste,
entre otras, como es el caso de las maquinarias Komatsu que cuentan con una palanca
denominada PCCS.
2.2.2.5. FALLAS ELÉCTRICAS EN SOLENOIDES DE TRANSMISION
Uno de los grandes problemas y que afecta seriamente a la operación del equipo es la
contaminación en el harness del sistema de transmisión. Los conectores son afectados por
la contaminación de polvo del ambiente, agua y residuos de fluidos de aceite los cuales
ocasionan malas señales producidas por el controlador y ocasionando conflictos en el
sistema.
Chumbe Mellado (2009). Las válvulas solenoides son actuadores que reciben señales del
ECM de la transmisión. El propósito de las válvulas solenoide es direccionar las válvulas
del carrete para permitir el paso de aceite al sistema seleccionado. Este movimiento
permitirá que el aceite pase hacia los embragues según sea su necesidad, este puede ser
marcha y velocidad.
Las señales provenientes del controlador pueden ser de tipos diferentes según sea la
marca y modelo de equipo estas señales pueden ser de activación fija o proporcionales.
Si el llenado de paquetes no es el adecuado podría afectarse seriamente la transmisión ya
que de esto depende de que los cambios se realizasen de forma suave y también que el
acoplamiento de discos sea el adecuado. Es recomendable revisar periódicamente que las
presiones de llenado sean las adecuadas ya que nos ayudara a tener un mejor control del
funcionamiento de los componentes del sistema.

23
Cada vez que se realiza una reparación general de componentes del equipo, es
recomendable realizar el cambio de harness del sistema, esto ayudara a garantizar el
correcto funcionamiento y evitara fallas prematuras en sus componentes.
El reemplazo de un harness en el equipo por falla, puede ser muy tedioso y esto podría
implicar el desmontaje de componentes mayores, lo cual a su vez ocasionara pérdidas de
tiempo muy grandes. Es por eso que el tener cuidado verificando los códigos de falla
continuamente y reemplazando los componentes en su debido tiempo será de gran
importancia para optimizar el proceso de reparación general del equipo.
2.2.3. SISTEMA HIDRAULICO
Moreira (2015). Los sistemas hidráulicos son trasmisores de energías encargados de
generar movimiento a los equipos y maquinarias mediante un control preciso de sus fluidos.
Los fluidos hidráulicos viajan a través de líneas flexibles o rígidas para poder generar el
accionamiento de componentes según sea requerido, por ejemplo, el accionamiento de
válvulas para el direccionamiento de los flujos hacia los actuadores, este accionamiento
dependerá de la presión establecida para generar el movimiento. El movimiento en las
válvulas pude ser generado de forma rápida, lenta o gradual según sean las necesidades.
El fluido hidráulico es capaz de generar gran fuerza en espacios pequeños gracias a la
presión establecida en cada sistema. Estos son aplicados normalmente para transmitir
movimientos y multiplicar la fuerza en todos los sectores industriales los cuales pueden ser
maquinarias móviles, empresas textiles, vehículos auxiliares, entre otro. También existe
nomenclatura para poder señalar cada una de sus partes y componentes durante un diseño
y proceso de funcionamiento.

24
Figura 9. Sistema hidráulico básico para el funcionamiento de un actuador.
2.2.3.1. ELEVADAS TEMPERATURAS DEL SISTEMA HIDRÁULICO
Las bombas hidráulicas como principal componente del funcionamiento deben recibir el
mejor cuidado para evitar fallas prematuras en sus componentes internos. Esto implica
tener un correcto control de mantenimiento de los equipos, recibiendo los reemplazos de
aceite y filtros en sus periodos correspondientes.
Las fallas por excesivas temperaturas están debidas mayormente al degrado del aceite por
horas de trabajo. Podría ser verificado a través de muestreos de aceite donde
encontraremos las propiedades del mismo y parámetros de viscosidad estándar para cada
fluido.
Como componentes principales del sistema hidráulico podemos encontrar a los siguientes:
• La bomba hidráulica principal.
• Sistema hidráulico de control.
• Actuadores o equipos de trabajo hidráulicos.
MOREIRA, I. D. 2015. Sistemas hidráulicos industriais 2015. SENAI-SP EDITORA.

25
El desprendimiento de partículas en el sistema, producto de excesivo esfuerzo o malas
operaciones, podría ocasionar el atascamiento de válvulas originando elevadas presiones
y temperaturas dañando el sistema hidráulico.
Existen equipos que cuentan con un sistema de enfriamiento combinado, lo cual podría
afectar también a las fallas de sobrecalentamiento del sistema, siendo el problema
originado por otros sistemas relacionados al equipo. Será necesario realizar una correcta
evaluación de los todos los sistemas del equipo para poder determinar el origen de las
fallas.
2.2.3.2. CAÍDA DEL EQUIPO DE TRABAJO DELANTERO Y PORTERIOR
Hay una serie de procedimientos que nos pueden ayudar a determinar fallas relacionadas
con la caída del equipo de trabajo.
Los cilindros hidráulicos son actuadores capaces de transformar la energía hidráulica en
energía mecánica de movimiento. Esta transformación es capaz de producir inclinación,
volteo y levante de un equipo de trabajo.
Las fallas se podrían presentar también por atascamiento de válvulas u obstrucción de
orificios, los cuales generarían perdidas de presión en el sistema. Cuando una válvula es
atascada en el bloque de control esta podría ocasionar que el flujo de salida hacia los
actuadores retorne directamente al tanque ocasionando pérdidas de presión en el sistema.
Las fugas en el sistema hidráulico afectan directamente a los actuadores, el método de
solución para la falla, implica buscar el origen de las fugas y corregirlas.
2.2.3.3. FALLAS EN SENSORES DEL SISTEMA HIDRAULICO
Paruelo (2008). Los sensores son dispositivos que proporcionan respuestas mediante
señales eléctricas frente a estímulos químico o físicos.
Las diferentes fallas en el sistema eléctrico de los sistemas se dan por contaminación en
los conectores, por silicio o a través de fricción del conjunto de cables con el chasis
generando cortos circuitos y proporcionando males lecturas de los controladores.
26
Los sensores pueden estar ubicados en diversas partes del sistema montados en
componentes que requieran enviar información necesaria para el procesamiento de datos
y función de cada sistema.
Para el caso de maquinarias, los sensores en el sistema hidráulico son los encargados de
proporcionar datos como presiones, temperaturas, niveles y posiciones de trabajo de cada
componente con la finalidad de informar sobre su correcto funcionamiento.
Los equipos cuentan con una base de datos de almacenaje con la finalidad de poder ser
guardados y también monitoreados ante cualquier falla.
2.2.4. FALLAS EN EL TREN DE CARRILERIA
Las fallas en el tren de rodaje estarán determinadas al tiempo de trabajo del equipo y el
terreno de operación, por lo cual es necesario tener un registro adecuado para llevar el
control de cambio y reparación de componentes y así minimizar las fallas producidas.
Inga (2013). Los fallos del tren de carrilería están determinados por los efectos que se
producen en ella, estos pueden ser fugas de aceite y gases, ruidos anormales,
componentes en mal estado, mal funcionamiento. A continuación, nombraremos algunos
de sus componentes, función y fallos ocurridos:
Conjunto de rueda motriz: encargada de trasmitir la carga del equipo desde el mando final
a través del conjunto de engranajes hacia la cadena a través de pines y bocinas. Este
componente puede sufrir rotura por agentes externos durante la operación, fugas de aceite
por desgaste de sellos,
Rueda guía: es el componente encargado de guiar la cadena impulsada por la rueda motriz,
en ella se pude controlar la tensión de la cadena aplicada por el conjunto tensor. Podría
sufrir daños en el eje central producto de la carga excesiva de trabajo o contaminantes,
fisuras y daños en las caras por golpes producidos por componentes externos (rocas).
Conjunto de eslabones: el conjunto encargado de soportar el peso del equipo, tren de
conexión para formar el conjunto de cadena y en el van instaladas las zapatas.
Componentes sufren desgaste en el alojamiento de los pines por abrasión, además podrían
aflojarse los bujes y provocar un descarrilamiento del conjunto.

27
Pines y bocinas: soportes de conexión entre los eslabones, trabajan de guía para el
contacto con el conjunto de rueda guía y rueda motriz, las bocinas son elementos de
desgaste para la protección de los pines, sirven también para asegurar el correcto sellado
y evitar la entrada de contaminantes que puedan deteriorar rápidamente los componentes.
Las bocinas pueden llegar a fisurarse o producir fracturas de acuerdo a la aplicación de
trabajo dada por el operador, este trabajo podría ocasionar paradas muy largas para el
cambio de cada componente.
Conjunto de zapatas: componentes encargados de producir el contacto con el terreno y
proporcionar la tracción para el equipo, también proporciona la estabilidad para la
realización de los trabajos. Estos repuestos son de alta rotación para el equipo ya que son
los que sufren mayor desgaste. Las fallas ocurridas normalmente son rotura de zapatas
por operación y terreno, perdida del repuesto por rotura de pernos, dobladuras por terrenos
inestables.
Figura 10. La imagen muestra el conjunto de tren de rodamiento y sus partes.
Palomino Perez, A. Plan de mantenimiento del tren de rodaje de la excavadora
hidráulica 336 DL CAT para la disponibilidad en la Empresa Constructores y Mineros
CG SAC 2016. Disponible en: http://repositorio.uncp.edu.pe/handle/UNCP/1570.

28
2.3. DEFINICIÓN DE TÉRMINOS BASICOS
2.3.1. FALLA:
Gustavo Tovar (1999). El término falla es considerado cuando un componente o
sistema ha fallado durante una operación para el caso se podrían presentar varias
condiciones ejemplo:
• Cuando algo se vuelve totalmente inoperativo es decir que este ya no se podrá
restaurar por ningún modo procediendo con el reemplazo.
• Otro caso de falla es cuando un componente ya no cumple su función designada
pero aún se puede recuperar reemplazando algunas piezas dañadas producto de
su labor, esta operación es realizada mediante una reparación ya sea mayor o
menor pero destinado a recuperar el componente para su buen funcionamiento.
• Cuando un componente sufre daños, los cuales ya no serán recuperables, pero
este sigue en funcionamiento. Para este caso el componente puede seguir
trabajando no siendo confiable, solo hasta la espera de su reemplazo.
2.3.2. TURBINA:
Componente construido con paletas y montado en un alojamiento. Este recibe la
fuerza para la rotación a través de un eje impulsor determinado por fuerza de aire
o fluidos.
Normalmente está construido de material ligero para soportar las altas revoluciones
y temperaturas producto de su funcionamiento.
2.3.3. TURBO COMPRESOR:
(Loachamin Guacollante, 2016). Es un componente diseñado para comprimir el
aire proveniente del sistema de admisión aprovechando los gases perdidos por el

29
múltiple de escape. El componente consta de dos cuerpos turbina que es girada
por los gases de escape del motor y el compresor que va al lado de admisión.
Cuando está en funcionamiento aspira gran volumen de aire y es enviado hacia el
motor para una mejor combustión. Es utilizado por su gran eficiencia y poco ruido,
se menciona que puede aumentar la potencia del motor en casi un 30%.
2.3.4. JUEGO AXIAL y RADIAL:
Son tolerancias que se dan en el montaje de una pieza. Las dimensiones son
mínimas y son establecidas por cada fabricante al estar fuera de los parámetros
podría ocasionar daños en componentes.
2.3.5. SISTEMA CRI:
KOMATSU (2013). CRI significa inyección de riel común. El sistema de combustible
está constituido por bomba principal de combustible, el riel común, inyectores, un
sistema de control de aceleración y sensores.
2.3.6. HARNESS:
Conjunto de cables eléctricos, aislados y unidos en un mismo ramal, el cual tiene
por finalidad llevar señales eléctricas a diferentes puntos interconectados. Estos
ramales de cables están definidos por sistemas.
2.3.7. AFTERCOOLER:
Considerado como un radiador secundario enfriado por aire, cumple la función de
enfriar el aire proveniente del turbocompresor hacia el ingreso al motor.

30
Figura 11. Radiador secundario y recorrido de flujo de aire.
2.3.8. ECMV:
(Válvula moduladora de control electrónico) su función es permitir el paso de aceite
hacia los paquetes de la transmisión y dirección, a la vez evitar que se produzcan
cambios bruscos en el componente.
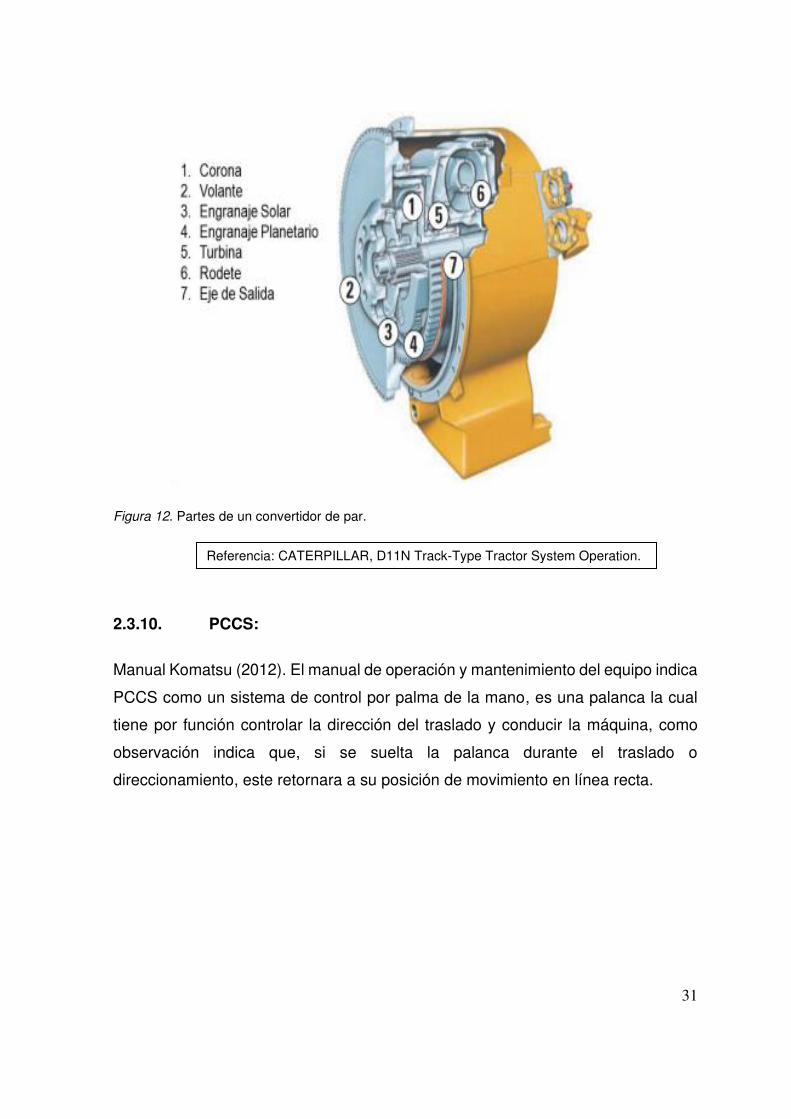
2.3.9. CONVERTIDOR DE PAR:
Arana (2016). El convertidor de par es un componente hidráulico en el cual esta
añadido un estator cuya finalidad es redirigir el fluido en el sentido de rotación. La
fuerza del fluido proveniente del estator es enviada hacia la turbina multiplicando el
torque y generando el aumento de fuerza en la transmisión.
MANNUAL KOMATSU.(2013), SM D475-5EO 30001-UP SEN00203-16
31
Figura 12. Partes de un convertidor de par.
2.3.10. PCCS:
Manual Komatsu (2012). El manual de operación y mantenimiento del equipo indica
PCCS como un sistema de control por palma de la mano, es una palanca la cual
tiene por función controlar la dirección del traslado y conducir la máquina, como
observación indica que, si se suelta la palanca durante el traslado o
direccionamiento, este retornara a su posición de movimiento en línea recta.
Referencia: CATERPILLAR, D11N Track-Type Tractor System Operation.

32
Figura 13. Palanca PCCS. Sistema de control con palma de la mano.
2.3.11. NOMENCLATURA:
Son términos, dibujos o reglas las cuales sirven para representar cosas. Estos
dependerán de los temas que se desarrollan. Las nomenclaturas cuentan con
normas establecidas según sus fabricantes.
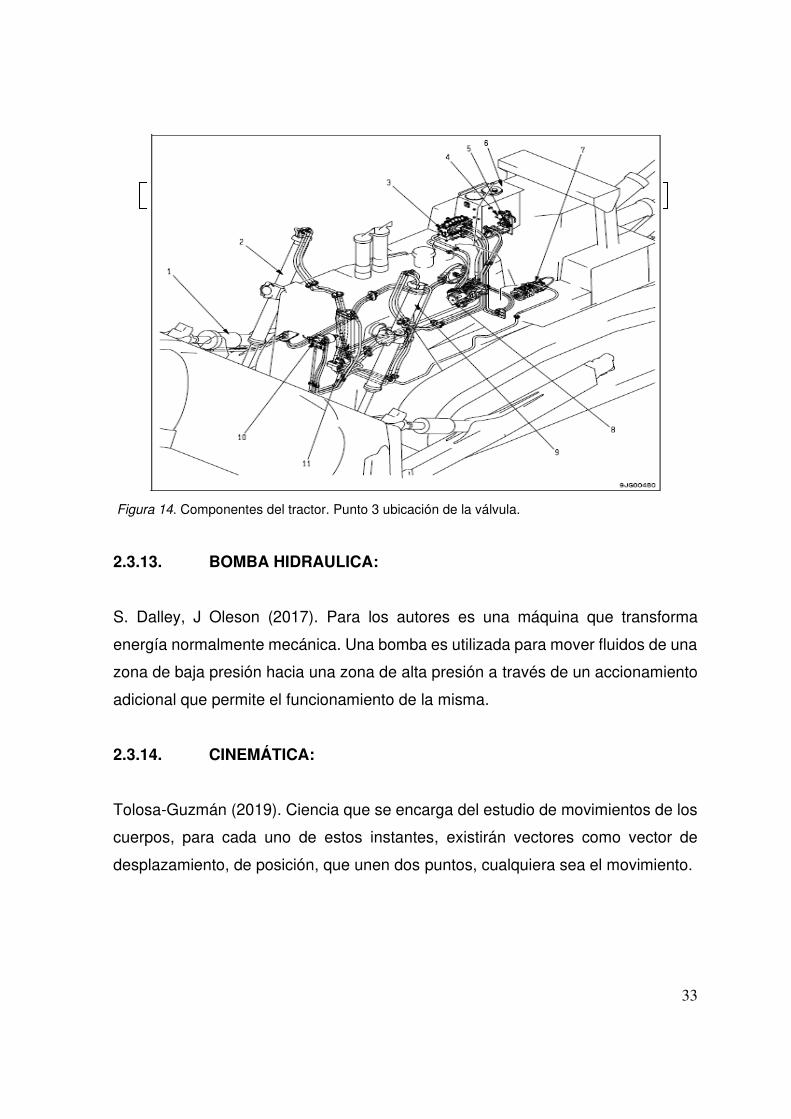
2.3.12. VALVULA DE CONTROL:
En sistema hidráulico, esta válvula cumple la función de distribuir los flujos
provenientes de la bomba hidráulica hacia los actuadores, a la vez van montadas
diferentes válvulas adicionales, las cuales sirven para el control de cada sistema
donde se pueden regular caudales y presiones de aceite dependiendo su función.
MANUAL KOMATSU. (2012). O&M D475- 5EO 30071- UP GSN00282-01.
33
Figura 14. Componentes del tractor. Punto 3 ubicación de la válvula.
2.3.13. BOMBA HIDRAULICA:
S. Dalley, J Oleson (2017). Para los autores es una máquina que transforma
energía normalmente mecánica. Una bomba es utilizada para mover fluidos de una
zona de baja presión hacia una zona de alta presión a través de un accionamiento
adicional que permite el funcionamiento de la misma.
2.3.14. CINEMÁTICA:
Tolosa-Guzmán (2019). Ciencia que se encarga del estudio de movimientos de los
cuerpos, para cada uno de estos instantes, existirán vectores como vector de
desplazamiento, de posición, que unen dos puntos, cualquiera sea el movimiento.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
34
2.3.15. INYECTOR:
Componente encargado del suministro del combustible a la cámara de combustión
del motor para poder realizar la mescla correspondiente para el arranque.
2.3.16. CIGÜEÑAL:
Pieza fundamental del motor que se encarga de transformar la energía lineal
horizontal en energía vertical asegurando el funcionamiento de todo el tren de
fuerza del motor.
2.3.17. NEUTRALIZACIÓN:
Cuando el equipo sufre una parada repentina, el cual lo obliga a detenerse. Este
puede producirse por una orden dada por el operador del equipo o por la presencia
de fallas en las maquinarias.
2.3.18. TRANSMISIÓN:
EJ Domínguez (2012). La transmisión está conformada por diferentes grupos de
partes mecánicos. La función principal es transmitir el giro producido por el motor
hacia las ruedas adaptándose a la conducción.
Entre otras funciones tenemos:
• Acopla y desacoplar los cambios mediante un sistema de embragues.
• La transmisión cumple también la función de regular el torque de la entrega del
motor por medio de los cambios.
• Permite realizar la marcha en retroceso.
• Transferir el torque de salida de la caja hacia las ruedas a través de un conjunto
diferencial.

35
2.3.19. ECM:
Módulo de control electrónico. Es el cerebro del equipo o sistema encargado de
recibir información del funcionamiento de los componentes, procesarlas para poder
regular las funciones de la maquinaria con el fin de prevenir fallas y consumo
excesivas energías.
2.3.20. VISCOSIDAD:
Legaz (2010). Es la propiedad que permite la oposición de un fluido a fluir cuando
es aplicada una fuerza. Mientras más alta sea la viscosidad de un fluido su
resistencia a fluir será mayor. La presión y temperatura de un fluido son
determinantes para la viscosidad.
2.3.21. RUEDA MOTRIZ:
Componente encargado de trasmitir la fuerza proveniente de la transmisión hacia
las ruedas mediante un sistema de engranajes. Esta cuenta con segmentos
dentados en caso se usen cadenas para llevar toda la fuerza al tren de carrilería.

36
CAPITULO III
METODOLOGÍA
3.1. METODOLOGÍA APLICADA PARA EL DESARROLLO DE LA
SOLUCIÓN
La presente investigación tendrá como forma de estudio el método explicativo y
documental, en el cual se revisará y se realizará comparaciones en procedimientos de
trabajo escritos para trabajo seguro, además de hacer un análisis crítico sobre el
comportamiento de las maquinas después de su reparación estudiando la disponibilidad
de cada uno de estos.
Palella y Martins (2019). Nos muestran que este tipo de investigación documental está
basado en la recopilación de datos de diferentes fuentes, estas fuentes pueden ser escritas
o también orales.
Arias (2012). Define como análisis explicativo a la investigación que se encarga de buscar
el porqué de los hechos mediante un análisis de causa y efecto.
3.2. ALCANCE DE LA INVESTIGACIÓN
Dada que en la investigación es de metodología explicativa y documental se analiza
estrictamente la disponibilidad de los equipos, se revisara informes de fallas de equipos
después de su reparación y además de inspeccionar los procedimientos empleados
durante su proceso de reparación total.
Para este caso de estudio definiremos la problemática durante la reparación estudiando la
información necesaria que se encuentra en el taller de reparación de tractores de la unidad
operativa de Toquepala.
Se realizará el estudio dentro del ambiente de trabajo real, ya sea este en taller o campo,
no alterando las condiciones ni los actos presentados durante su análisis.

37
El objetivo de estos análisis es favorecer y ayudar tanto a la empresa como a sus
colaboradores a realizar buenas prácticas de reparación evitando fallas continuas después
de su proceso. Sera favorable para ambos lados el logro de los objetivos.
3.3. POBLACIÓN Y MUESTRA
3.3.1. POBLACIÓN
Equipos Komatsu modelo D475A-5E0 del Taller de Reparación de Tractores en Southern,
unidad operativa Toquepala.
3.3.2. MUESTRA
La muestra se tomará en 2 equipos del mismo modelo D475A-5E0 Komatsu del Taller de
Reparación de Tractores la cual servirá para analizar cuanto se mejoró en la optimización
en el proceso de reparación de los equipos.
3.4. TÉCNICAS E INSTRUMENTO DE RECOLECCIÓN
Las técnicas utilizadas en la investigación serán estrictamente basadas en la
documentación existente en el taller, comparando procedimientos escritos por el fabricante
y mejorándolos con el fin de reducir los tiempos en la reparación de componentes.
38
CAPÍTULO IV
ANÁLISIS Y DISEÑO DE LA SOLUCIÓN
4.1. IDENTIFICACIÓN DE REQUERIMIENTOS
Para poder realizar las evaluaciones en el equipo estudiado y poder determinar las fallas
presentes antes de una reparación, se usarán herramientas especiales como son
medidores de presión para todos los sistemas, medidores de temperatura, multímetro entre
otras herramientas manuales. Las herramientas utilizadas en las evaluaciones son
generales para todos los equipos Komatsu, con los cuales se podrán evaluar todo tipo de
fallas.
Con respecto a la evaluación del tren de carrilería se tendrá que utilizar herramientas de
mediciones especiales solo para ese sistema, ya que no nos ayudara en la evaluación de
otros sistemas.
Los equipos en general tendrán que ser monitoreados mediante indicadores de horas
instalados en el panel de instrumentos. Estos parámetros nos indicaran exactamente en
qué momento se debe de realizar los mantenimientos programados, además de monitorear
los componentes por horas de funcionamiento.
Este procedimiento de monitoreo solo es aplicado en equipos pesados ya que en el sector
automotriz el control es por medio de un odómetro el cual nos calcula el tiempo de
mantenimientos e intercambios de componentes por medio del kilometraje recorrido del
equipo.
La vida útil de un equipo en maquinaria pesada dependerá del cuidado del mismo o del
terreno donde se encuentre operando. Los componentes mayores de un equipo como es
trasmisión, motor y sistema hidráulico cuentan con un promedio de 15000 horas para su
reparación general dependiendo si este no sufrió alguna falla anterior durante su operación.
El tiempo de reparación de un componente dependerá del stock de repuestos que maneja
el proveedor, esto podría ocurrir entre 3 a 4 meses dependiendo su disponibilidad. En

39
algunos casos los componentes se envían a instalaciones del proveedor para poder ser
reparado y regresa al lugar para el montaje y pruebas.
Se necesitará permiso para el ingreso de códigos al panel monitor, el cual nos permitirá
obtener un registro de trabajo del equipo, así mismo verificar los códigos de falla presentes
ante una ocurrencia. Estos códigos serán de gran apoyo para una evaluación correcta en
el equipo y determinar su falla.
Se utilizará procedimientos adecuados para mejorar los establecidos por el fabricante,
estos procedimientos serán adecuados a los escenarios actuales en taller y de acuerdo las
herramientas e instrumentos presentes. Esto ayudara a tener un panorama más claro para
poder agilizar los trabajos de evaluación y reparación de componentes.
Se propone analizar los componentes más grandes ya que en ellos se presentan más
dificultades durante su reparación.
CONTROL DE HORAS DE LOS COMPONENTES
Tabla 3. Control de horas de los componentes.
Nro. De
equipo
Tipo componen
te
Descripción del componente
Horas. Limite
componente ( hrs. )
Hrs. De garantía
del componente ( hrs. )
Estado actual del componen
te
Horas actuales
del componen
te D475a
1 Mayor Motor 10,000 4,000 sin garantia
10,818
D475a1 Mayor Radiador 10,000 5,000 sin
garantia 10,818
D475a1 Mayor Transmisión 10,000 2,000 sin
garantia 10,818
D475a1 Mayor Convertidor 10,000 4,000 sin
garantia 10,818
D475a1 Mayor Rueda guia
delantera rh 8,000 2,000 sin garantia
10,818
D475a1 Mayor Alternador 6,000 2,500 sin
garantia 10,818
D475a1
Mayor Arrancador 6,000 2,500 sin garantia
10,818
Fuente: Elaboración propia.
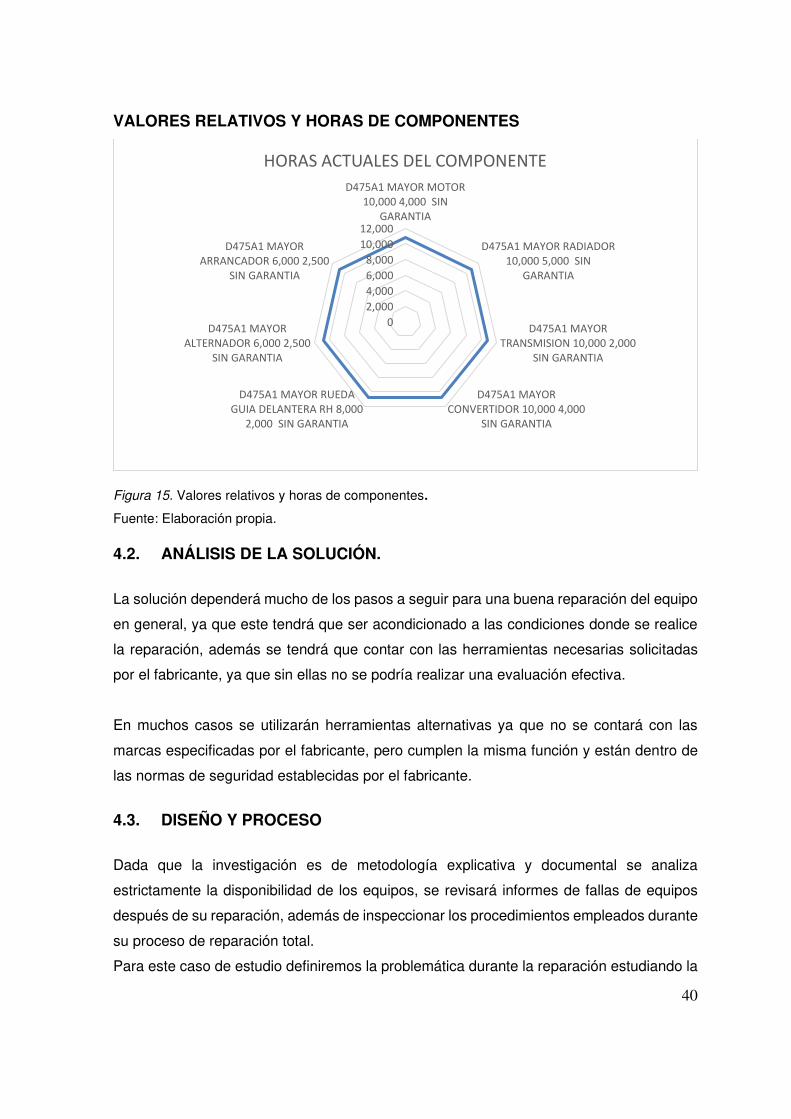
40
VALORES RELATIVOS Y HORAS DE COMPONENTES
Figura 15. Valores relativos y horas de componentes.
Fuente: Elaboración propia. 4.2. ANÁLISIS DE LA SOLUCIÓN.
La solución dependerá mucho de los pasos a seguir para una buena reparación del equipo
en general, ya que este tendrá que ser acondicionado a las condiciones donde se realice
la reparación, además se tendrá que contar con las herramientas necesarias solicitadas
por el fabricante, ya que sin ellas no se podría realizar una evaluación efectiva.
En muchos casos se utilizarán herramientas alternativas ya que no se contará con las
marcas especificadas por el fabricante, pero cumplen la misma función y están dentro de
las normas de seguridad establecidas por el fabricante.
4.3. DISEÑO Y PROCESO
Dada que la investigación es de metodología explicativa y documental se analiza
estrictamente la disponibilidad de los equipos, se revisará informes de fallas de equipos
después de su reparación, además de inspeccionar los procedimientos empleados durante
su proceso de reparación total.
Para este caso de estudio definiremos la problemática durante la reparación estudiando la
0
2,000
4,000
6,000
8,000
10,000
12,000
D475A1 MAYOR MOTOR
10,000 4,000 SIN
GARANTIA
D475A1 MAYOR RADIADOR
10,000 5,000 SIN
GARANTIA
D475A1 MAYOR
TRANSMISION 10,000 2,000
SIN GARANTIA
D475A1 MAYOR
CONVERTIDOR 10,000 4,000
SIN GARANTIA
D475A1 MAYOR RUEDA
GUIA DELANTERA RH 8,000
2,000 SIN GARANTIA
D475A1 MAYOR
ALTERNADOR 6,000 2,500
SIN GARANTIA
D475A1 MAYOR
ARRANCADOR 6,000 2,500
SIN GARANTIA
HORAS ACTUALES DEL COMPONENTE

41
información necesaria que se encuentra en el taller de reparación de tractores de la unidad
operativa de Toquepala.
Se realizará el estudio dentro del ambiente de trabajo real, no alterando las condiciones ni
los actos presentados durante su análisis.
El objetivo de estos análisis es favorecer y ayudar tanto a la empresa como a sus
colaboradores a realizar buenas prácticas de reparación evitando fallas continuas después
de su proceso. Sera favorable para ambos lados el logro de los objetivos.

42
CAPÍTULO V
CONSTRUCCIÓN
5.1. CONSTRUCCIÓN
Se implementará formatos que faciliten la evaluación del equipo, se creará procedimientos
de reparación de equipos en taller, así como reparaciones fuera de taller por terceros.
Los procedimientos serán estandarizados para proveedores de servicios los cuales
deberán regirse a los formatos establecidos por el área. Esto garantizara tener un mejor
control de evaluación de los equipos y asegurar su buen funcionamiento.
5.1.1. FORMATO DE INSPECCIÓN GENERAL DEL EQUIPO
Se evalúa implementar un formato de inspección de equipo el cual nos servirá para
anticipar los problemas que puedan encontrarse, además que también ayudara a tener
evidencias de la recepción de un equipo, estado en el que llego para poder aprovechar al
máximo el tiempo de parada.
Cuando un equipo entra a taller por reparación general se nota que no se realiza una buena
inspección, el cual nos podría servir para corregir todas las posibles fallas que puedan estar
ocurriendo en los componentes periféricos del equipo. Esto será de gran importancia para
evitar paradas después de una reparación o cambio de componentes mayores.
La inspección también es importante ya que nos anticipa que tipo de herramientas
usaremos cuando se realice la reparación además de poder ir anticipando un pedido de
repuestos para agilizar su llegada en caso no estuviera en la zona de reparación.

43
5.1.1.1. FORMATO DE INSPECCIÓN DE TRACTOR DE ORUGAS D475AX-5.
Tabla 4: Formato De Inspección De Tractor De Orugas D475A-5E0. Encargado: Técnico: Fecha: Orden: Modelo de equipo: Serie del equipo: Modelo de Motor: Serie del Motor: Horas:
PANEL Y SISTEMA ELÉCTRICO
Bueno Malo
Interruptores (chapa de contacto, luces etc.)
Luces de precaución (operativos, inoperativo horometro, carga de batería, etc.)
Medidores analógicos (funcionamiento temperatura, combustible, etc.)
Monitor del equipo operativo, inoperativo
Funcionamiento luces de salón, faltantes
Pedal de aceleración. Condición del potenciómetro.
Códigos de falla. Cables, conexiones.
Carga de batería, estado.
Alternador. Funcionamiento, voltaje de carga, ruidos
Arrancador. Funcionamiento, ruedos anormales. Fuga de aceite
SISTEMA DE MOTOR
Bueno Malo
Aceite…..cambio, estado del aceite, muestra.
Filtro de aceite…. Cambio, golpeado, saturado.
Mangueras y cañerías de aceite…. Fugas, desgaste.
Filtros de aire… saturados, cambiados.
Mufle de escape…. Saturado, roto, suelto etc.
Turbo compresor…. Fuga de gases, aceite, ruidos anormales.
Tapa de balancines…. Fuga de aceite, dañadas, etc.
Block y culata……fugas de aceite, agua y gases; rajaduras
Tanque de combustible…. Colador, fugas, nivel, contaminación
Filtros de combustible…. Saturados, dañados, sueltos.
Inyectores…. Color de humo, perdida de potencia, fugas, excesivo retorno.
Revoluciones del motor en altas rpm…… funcionamiento.
Revoluciones del motor en bajas rpm…… funcionamiento.
Revoluciones del motor en altas rpm calado de transmisión…… funcionamiento
Revoluciones del motor en altas rpm calado de sistema hidráulico…. Funcionamiento.
Revoluciones del motor en altas rpm calado transmisión y sistema hidráulico…… funcionamiento.
Presión de refuerzo del turbo……excesivo (alta o baja)……………………………………
Presión de gases de escape…… cantidad de gases, reacción del motor en calado.

44
SISTEMA DE ENFRIAMIENTO
Bueno Malo
Tapa de radiador y tanque de reserva……. Operativo, fugas, faltante, etc.
Temperatura del sistema de refrigeración. Estado encontrado, valores.
Estado de bomba de agua…. Fugas, temperatura de refrigerante.
Alaves del ventilador…. Rotas, dobladas, rejas dañadas.
Líneas de refrigerante…. Resecas, anuladas, fugas de refrigerante.
Radiadores…. Estado de la tina, nivel de refrigerante, fugas, etc.
Tanque de expansión…. Dañado, con fugas, oxido, nivel, etc.
TORQUE CONVERTIDOR Y PTO
Bueno Malo
Tuberías y mangueras de aceite…. Fugas desgaste, resecas, etc.
Eje cardan…. Grasa, pernos sueltos, rotos
Temperatura…. Medir la temperatura en panel, estado encontrado.
Calado del convertidor…. Estado, funcionamiento.
Aceite del pto…. Estado, nivel, muestra.
Filtros respiraderos……obstrucción de filtros, faltantes
Dámper…. Sonidos anormales, funcionamiento, pruebas
Acoplamiento de embragues…… estado. Presiones.
SISTEMA DE TRANSMISION
Bueno. Malo.
Fluido…. Estado, nivel del aceite, fugas
Estrainer de la transmisión……. Saturado, partículas, fugas
Filtros de transmisión…. Saturados, mal montaje, obstruidos
Líneas de aceite……….fugas, desgaste, etc.
Filtros respiraderos…. Contaminación, obstrucción, fuga de aceite
Funcionamiento de embragues…. Acoplamientos, presiones
Eje de transmisión……. Lubricación, pernos rotos, daños.
Sistema pccs……. Operación, daños, funcionamiento
Sistema de control…. Estado de conectores, fugas de aceite, contaminación, harnees
Calado de equipo… nivel de respuesta, ruidos anormales, acoplamiento de embragues
Pedal de aproximación…..acopla, desacopla
SISTEMA DE DIRECCIÓN Y FRENOS
Bueno Malo
Aceite…. Nivel, toma de muestra
Elemento del filtro hidráulico….fugas, estado, daños, etc.
Palanca de bloqueo…. Acopla, desacopla, posición adecuada, dobladuras
Estado de los embragues…. Funcionamiento, respuesta del equipo, fugas de aceite, etc.
Frenado…. Respuesta del sistema, pruebas de calado, presiones

45
DIFERENCIAL Y MANDOS FINALES
Bueno Malo
Nivel de aceite, fugas, estado de tapones magnéticos
Filtros respiraderos…. Estado, contaminación
Sellos del mando final… fugas d aceite
Estructuras del mando final… golpes, pernos sueltos o faltantes, tapones, etc.
Segmentos…. Faltantes, toros, con desgaste excesivo
Estado… temperaturas, pruebas de frenado, rotación de mandos
SISTEMA DE TREN DE RODAMIENTO
Bueno Malo Segmentos de sprocket…. Faltantes, toros, desgastado, pernos Zapatas…. Sueltas, pernos faltantes, pernos sueltos, desgaste Eslabón simple y master…. Roto, dañados, desgastados Pines y bocinas…… desgastado, girados, sueltos, rotos Rodillos inferiores y superiores…….desgaste, ajuste de tapas, fugas de aceite Rueda de guía……fugas de aceite, desgaste de pestaña, golpes, pernos sueltos Pats y guardas…. Gastadas, faltantes, pernos rotos Estiramiento de orugas…..tensión, fuga de grasa Templadores…. Fuga de grasa, picaduras en el pistón Barra equalizadora……lubricación, ruidos anormales, golpes
SISTEMA HIDRÁULICO
Bueno Malo Nivel de aceite…. Fugas Filtro hidráulico…. Deterioro, pernos sueltos de tapa, golpes, saturación Bloque de válvulas…… fugas, regulaciones, Pistones hidráulicos…… picaduras, golpes, fugas de aceite, caída de cilindros Enfriador de aceite hidráulico……fugas, golpes, pernos sueltos Sistema de pilotaje…. Fugas de aceite, funcionamiento correcto, daños en los controles
CABINA Y GUARDAS
Bueno Malo Asiento del operador… amortiguador, cinturón, apoyabrazos Estructura de la cabina…. Pernos sueltos , golpes Puertas y ventanas…. Vidrios, chapas, manijas Alfombras pisos…. Rotos, dañados, faltantes
EQUIPO DE TRABAJO DELANTERO
Bueno Malo Tuberías y líneas….fuga de aceite, desgaste de tuberías, golpes, guardas Lampón…. Estado de planchas, protectores Cantoneras y cuchillas……faltantes, pernos sueltos o rotos, desgaste Sensores de posición…. Conectores, funcionamiento, desgaste Pines y bocinas…. Lubricación, desgaste, juego axial y radial
EQUIPO DE TRABAJO POSTERIOR
Bueno Malo Tuberías y líneas….fuga de aceite, desgaste de tuberías, golpes, guardas

46
Ripper…. Estado de planchas, protectores Uñas y protectores……faltantes, pernos sueltos o rotos, desgaste Pines y bocinas…. Lubricación, desgaste, juego axial y radial Sistema de control de pilotaje…. Fugas, funcionamiento Estado de pistones hidráulicos…..fugas, daños, golpes
SISTEMA DE SEGURIDAD
Bueno Malo Peldaños, pasamanos….faltantes, rotos, sueltos Alarmas y bocinas…funcionamiento Sistema contra incendios…..operatividad, Barandas y escaleras. Roto, faltantes, pernos Traba del sistema hidráulico… accionamiento, pruebas Traba del sistema de transmisión…..operativo, inoperativo, posición Estructura…. Daños, pernos sueltos o faltantes Sistema de calefacción y aire acondicionado….estado, filtros Luces de equipo…… operativos, faltantes, cables rotos o dañados.
Fuente: Elaboración Propia.
5.1.2. FORMATO DE EVALUACIÓN DEL EQUIPO
Este formato está diseñado para tomar presiones antes de una reparación general o al
presentarse alguna ocurrencia que requiera de las pruebas, esto ayudara a definir si los
componentes pueden seguir trabajando, requieren cambio o simplemente se encuentran
fuera de servicio. Los valores para la evaluación son establecidos y se requieren sacar del
manual especificado por el fabricante según la serie del equipo y modelo del equipo.
Es de vital importancia tomar los parámetros o presiones de todos los sistemas ya que
ayudará a una correcta evaluación de cada componente para su reparación, así mismo al
momento de ser instalado un componente se requiere ser nuevamente verificado por
parámetros para saber que estos se están entregando de forma correcta para el
funcionamiento correcto del equipo.
En el área de mantenimiento en casos donde el cliente entrega una reparación del equipo
se toma formatos establecidos por ellos. Generar una nueva evaluación según los valores
y formato establecido por el fabricante en relación al equipo ayudara a confirmar el correcto
estado de cada componente siendo este confiable para su funcionamiento.

47
5.1.2.1. FORMATO PARA EVALUACIÓN DE TRACTOR D475A-5E0.
Tabla 5. Formato para evaluación de motor.
Componente Mediciones y condiciones Unidad Valores estándares
Limite maquina usada
Valor medido
Ace
ptab
le
Fue
ra d
e se
rvic
io
Mot
or
Velocidad del motor
Velocidad ralentí
Altas rpm
Pedal de aceleración
aplicado
Velocidad normal Rpm
Desacelerador pedal aplicado
F3 calado convertidor
F3 calado convertidor más ripper
Presión de refuerzo
Kpa
F3 caldo {mmhg}
Temperatura gases de ex
Temperatura de ambiente
F3 calado °c
Blow-by presión
Kpa
F3 calado {mmh2o}
Presión de aceite del
motor Altas rpm Mpa
{kg/cm²}
Bajas rpm
Fuente: Elaboración Propia.

48
Tabla 6: Formato para evaluación del ventilador.
Componente Mediciones y condiciones Unidad Valores estándares
Limite maquina usada
Valor medido
Ace
ptab
le
Fue
ra d
e se
rvic
io
Ven
tilad
or
Velocidad Ajustar código 1005 en panel
Bajas rpm
Rpm
Altas rpm
Presión del circuito
Altas rpm
Mpa
{kg/cm²} Fuente: Elaboración propia.
Tabla 7: Formato evaluación de convertidor de torque.
Componente Mediciones y condiciones Unidad Valores
estándares
Limite maquina usada
Valor medido
Ace
ptab
le
Fue
ra
de
serv
icio
Convertidor de torque
Presión de
entrada Bajas
rpm
Monitoreo
código 32601
Altas
rpm
Presión
de salida Bajas rpm
Monitoreo 32603
Altas rpm Mpa
Selector en
modo automático
{kg/cm²}
Presión de
lockup clutch
Selector: f1 Bajas rpm
Traslado sin carga
Altas
rpm

49
Presión de
embrague de estator
Bajas rpm
Selector en modo neutral
Altas
rpm
Fuente: Elaboración propia.
Tabla 8: Formato de evaluación de transmisión.
Componente Mediciones y condiciones Unidad
Valores estándares
Limite maquina usada
Valor medido
Ace
ptab
le
Fue
ra
de
serv
icio
Tran
smis
ión
Presión de alivio principal
Bajas rpm
Selector en posición neutral
Altas
rpm
Presión de embragué de avance
Selector marcha: f3
Freno aplicado
Bajas rpm
Presión de embrague reversa
Selector marcha: r3
Mpa
Freno aplicado
Bajas rpm {kg/cm²}
Presión de embrage1st
Selector marcha: f1
Freno aplicado
Bajas rpm
Presión de embrague 2nd
Selector marcha: f2
Freno aplicado
Bajas rpm
Presión de embrague 3rd
Selector marcha: f3
Freno aplicado
Bajas rpm
Fuente: Elaboración propia.
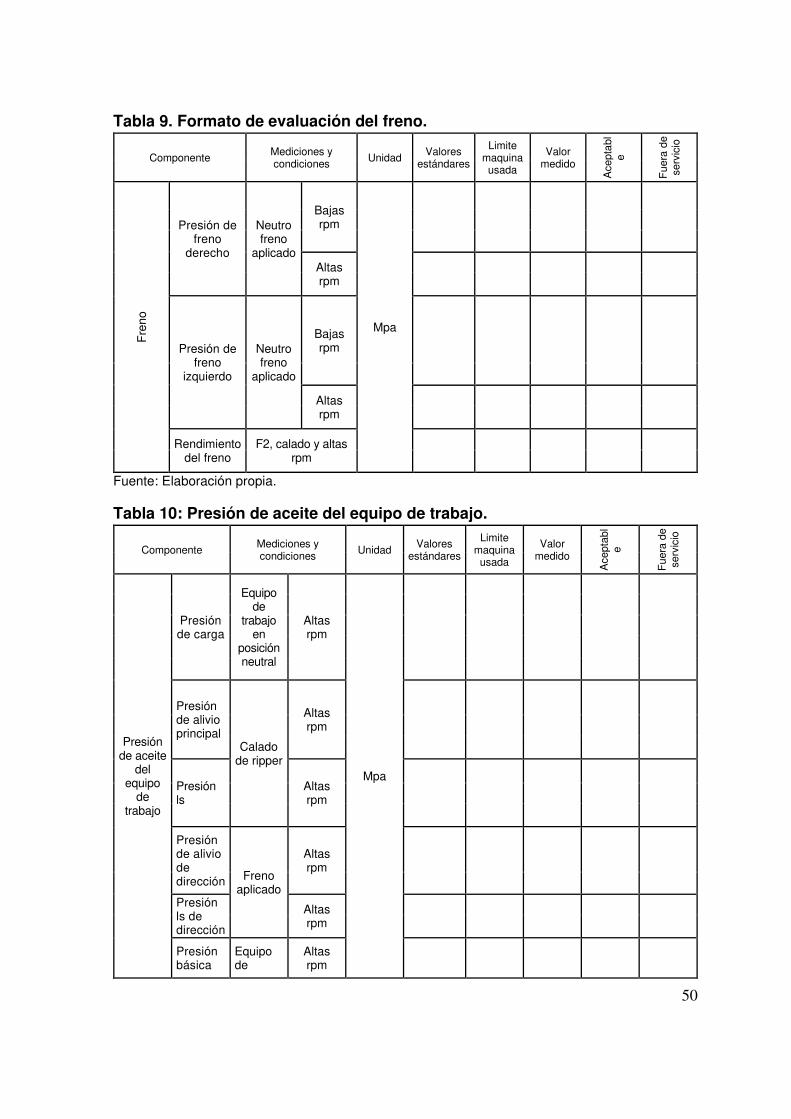
50
Tabla 9. Formato de evaluación del freno.
Componente Mediciones y condiciones Unidad
Valores estándares
Limite maquina usada
Valor medido
Ace
ptab
le
Fue
ra d
e se
rvic
io
Fre
no
Presión de freno
derecho
Neutro freno
aplicado
Bajas rpm
Mpa
Altas rpm
Presión de freno
izquierdo
Neutro freno
aplicado
Bajas rpm
Altas rpm
Rendimiento del freno
F2, calado y altas rpm
Fuente: Elaboración propia. Tabla 10: Presión de aceite del equipo de trabajo.
Componente Mediciones y condiciones Unidad
Valores estándares
Limite maquina usada
Valor medido
Ace
ptab
le
Fue
ra d
e se
rvic
io
Presión de aceite
del equipo
de trabajo
Presión de carga
Equipo de
trabajo en
posición neutral
Altas rpm
Mpa
Presión de alivio principal
Calado de ripper
Altas rpm
Presión ls
Altas rpm
Presión de alivio de dirección Freno
aplicado
Altas rpm
Presión ls de dirección
Altas rpm
Presión básica
Equipo de
Altas rpm

51
del circuito
trabajo en posición neutral
Fuente: Elaboración propia
Tabla 11: Verificación de tiempos de equipo de trabajo.
Componente Mediciones y condiciones
Unidad Valores estándares
Limite maquina usada
Valor medido
Ace
ptab
le
Fue
ra d
e se
rvic
io
Velocidad de equipo de trabajo
Subir hoja Altas rpm
Sec
Inclinación de hoja
Altas rpm
Bajar ripper
Altas rpm
Cargar ripper
Altas rpm
Fuente: Elaboración propia.
5.1.3. PROCEDIMIENTOS DE TRABAJO SEGURO.
Los procedimientos son secuencia de actividades especificadas por el fabricante, para el
caso de las actividades de reparación general de componentes se acondicionará las
actividades según las condiciones de taller. Esto ayudará a poder acondicionar los
espacios y herramientas necesarias para la realización de las actividades, también
permitirá adquirir las herramientas especiales e instrumentos necesarios para poder
realizar las evaluaciones.
Para algunas actividades se coordinará con proveedores de la marca del equipo los cuales
serán de vital importancia por contar con herramientas especificadas por el fabricante y
tener licencias necesarias para su uso. Ellos podrán realizar el monitoreo necesario del
equipo según códigos de acceso necesario que permitan brindar información.
5.1.3.1. PERSONAL.
Item Descripción de Puesto
1 Técnicos mecánicos (personal con experiencia en esta tarea y autorización manejo de montacargas)
2 Supervisor (con experiencia)

52
5.1.3.2. EQUIPOS DE PROTECCION PERSONAL.
Item Descripción de Equipo Protección Personal
1 Casco de Protección 2 Guantes de cuero 3 Ropa de Trabajo 4 Zapatos de Seguridad 5 Lentes de protección 6 Arnes de seguridad 7 Chaleco reflectivo
8 Protectores de oídos
5.1.3.3. EQUIPO/ HERRAMIENTAS/ MATERIALES.
Item Descripción Cantidad
1 Montacarga 12 ton. 1 2 Grua Puente 35 ton. 1 3 Caja de herramientas estándar 3
4 Conos de seguridad 30
5.1.3.4. DESARROLLO EN PROCEDIMIENTO DE DESMONTAJE DE
COMPONENTES.
➢ Dar lectura al mencionado procedimiento antes de realizar el trabajo.
➢ Cumplir con el llenado de formatos de seguridad según corresponda. (IPERC,
PETAR, Inspección de herramientas).
➢ Lave la unidad sobre todos los componentes a remover o limpiar donde se va
trabajar.
➢ Estacionar el equipo sobre todo los componentes a remover o limpiar donde se va
a trabajar.
➢ Estacionar la unidad en la bahía apropiada que tenga una grúa puente.
➢ Colocar el ripper y el bulldozer sobre el piso y sobre planchas de fierro con la
finalidad de no dañar el piso.
➢ Apague la máquina y abrir el contacto.
➢ Despresurizar el sistema hidráulico moviendo las palancas de mando.
➢ Colocar el freno de parqueo y cortar el suministro de la batería.

53
➢ Colocar candado de traba y tarjeta (lock-out y tag-out) por cada mecánico asignado
al trabajo y colocar el tablero de no operar.
➢ Aislar el área de trabajo.
➢ Antes de usar herramientas de levante (Tecles, grúas, estrobos, eslingas, etc.)
revisar minuciosamente su estado y la capacidad de izaje de estas.
➢ Mantener limpia el área de trabajo.
5.1.3.5. PROCEDIMIENTO PARA EL DESMONTAJE DE MOTOR
1. Retire las guardas laterales de
motor LH Y RH. Proceda con el
retiro de los pisos del equipo.
Figura 16. Guardas de motor.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
2. Retire la plataforma superior del
motor. Tenga precaución con los
conectores del sistema de luces.
Figura 17. Retiro de plataforma de motor.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16.

54
3. Proceda con el desmontaje de
conectores eléctricos del motor.
Retire cuidadosamente conectores
y sensores del harnees que
dificulten su desmontaje.
Figura 18. Retiro de harnees.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
4. Retire las líneas de retorno y
alimentación de combustible del
tanque, desmontaje de líneas de
refrigeración, retire las abrazaderas
y desmonte los silenciadores del
motor.
Figura 19. Desmontaje del sistema de refrigeración.
MANUAL MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
5. Remover los filtros de aceite y
combustible para poder acceder al
conector de los controladores del
motor.
Figura 20. Remoción de filtros.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16

55
6. Desmontaje de conjunto de
aftercooler para generar espacio y
poder retirar el motor.
Figura 21. Desmontaje de Aftercooler.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
7. Desmontaje de eje cardan de
acoplamiento con la transmisión,
desmontaje de soportes del motor.
Figura 22. Desmontaje de eje cardan.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
8. Proceda con el desmontaje del
motor. Use guías para el
desmontaje, vientos para estabilizar
el motor.
Figura 23. Remoción del motor del equipo.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
.

56
5.1.3.6. PROCEDIMIENTO PARA EL DESMONTAJE DE TRANSMISIÓN Y
TORQUE CONVERTIDOR
9. Retire el conjunto ROPS de la
cabina.
Figura 24. Retiro de Rops.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
10. Desmontaje de harnees del sistema
hidráulico, desmontaje de líneas
hidráulicas de comandos, retire los
conectores de harnees de cabina.
Figura 25. Retiro harnees del sistema hidráulico.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
11. Retire los pernos de sujeción de
soporte de cabina, proceda con el
desmontaje de cabina.
Figura 26. Retiro de pernos de sujeción de cabina.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16

57
12. Desmontaje de tuberías de succión
de bombas hidráulicas.
Figura 27. Desmontaje de tuberías del Sistema Hidráulico.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
13. Remover los ejes de accionamiento
del tren de fuerza y soportes de caja
de dirección.
Figura 28. Remoción de ejes.
MANUAL KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
14. Desmontaje de eje cardan de
acoplamiento con la transmisión,
desmontaje de soportes del motor.
Figura 29. Desmontaje de eje de acoplamiento.
KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
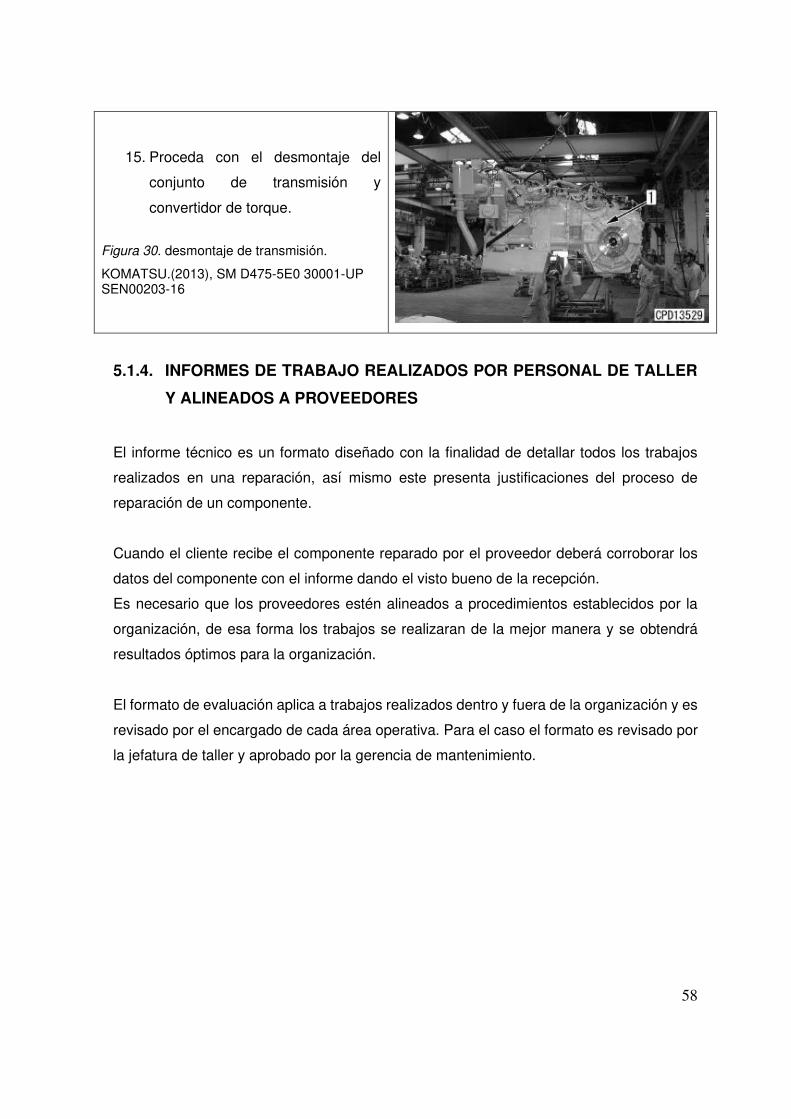
58
15. Proceda con el desmontaje del
conjunto de transmisión y
convertidor de torque.
Figura 30. desmontaje de transmisión.
KOMATSU.(2013), SM D475-5E0 30001-UP SEN00203-16
5.1.4. INFORMES DE TRABAJO REALIZADOS POR PERSONAL DE TALLER
Y ALINEADOS A PROVEEDORES
El informe técnico es un formato diseñado con la finalidad de detallar todos los trabajos
realizados en una reparación, así mismo este presenta justificaciones del proceso de
reparación de un componente.
Cuando el cliente recibe el componente reparado por el proveedor deberá corroborar los
datos del componente con el informe dando el visto bueno de la recepción.
Es necesario que los proveedores estén alineados a procedimientos establecidos por la
organización, de esa forma los trabajos se realizaran de la mejor manera y se obtendrá
resultados óptimos para la organización.
El formato de evaluación aplica a trabajos realizados dentro y fuera de la organización y es
revisado por el encargado de cada área operativa. Para el caso el formato es revisado por
la jefatura de taller y aprobado por la gerencia de mantenimiento.
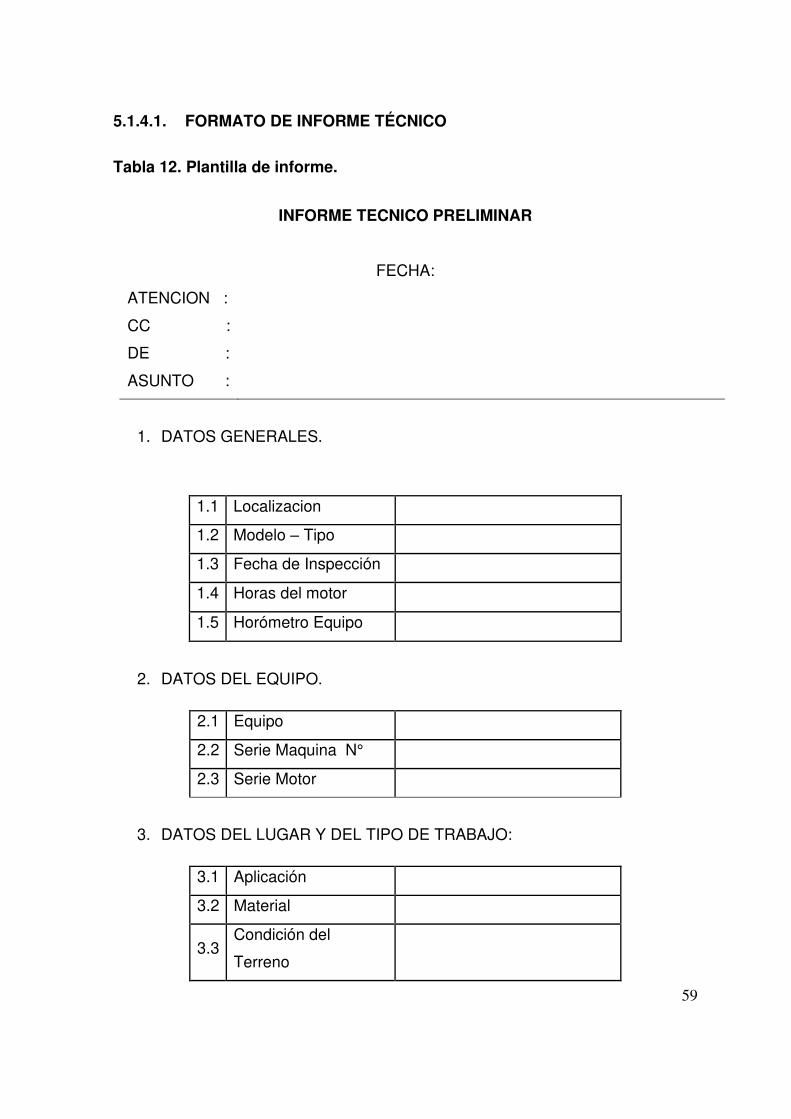
59
5.1.4.1. FORMATO DE INFORME TÉCNICO
Tabla 12. Plantilla de informe.
INFORME TECNICO PRELIMINAR
FECHA:
ATENCION :
CC :
DE :
ASUNTO :
1. DATOS GENERALES.
1.1 Localizacion
1.2 Modelo – Tipo
1.3 Fecha de Inspección
1.4 Horas del motor
1.5 Horómetro Equipo
2. DATOS DEL EQUIPO.
2.1 Equipo
2.2 Serie Maquina N°
2.3 Serie Motor
3. DATOS DEL LUGAR Y DEL TIPO DE TRABAJO:
3.1 Aplicación
3.2 Material
3.3 Condición del
Terreno
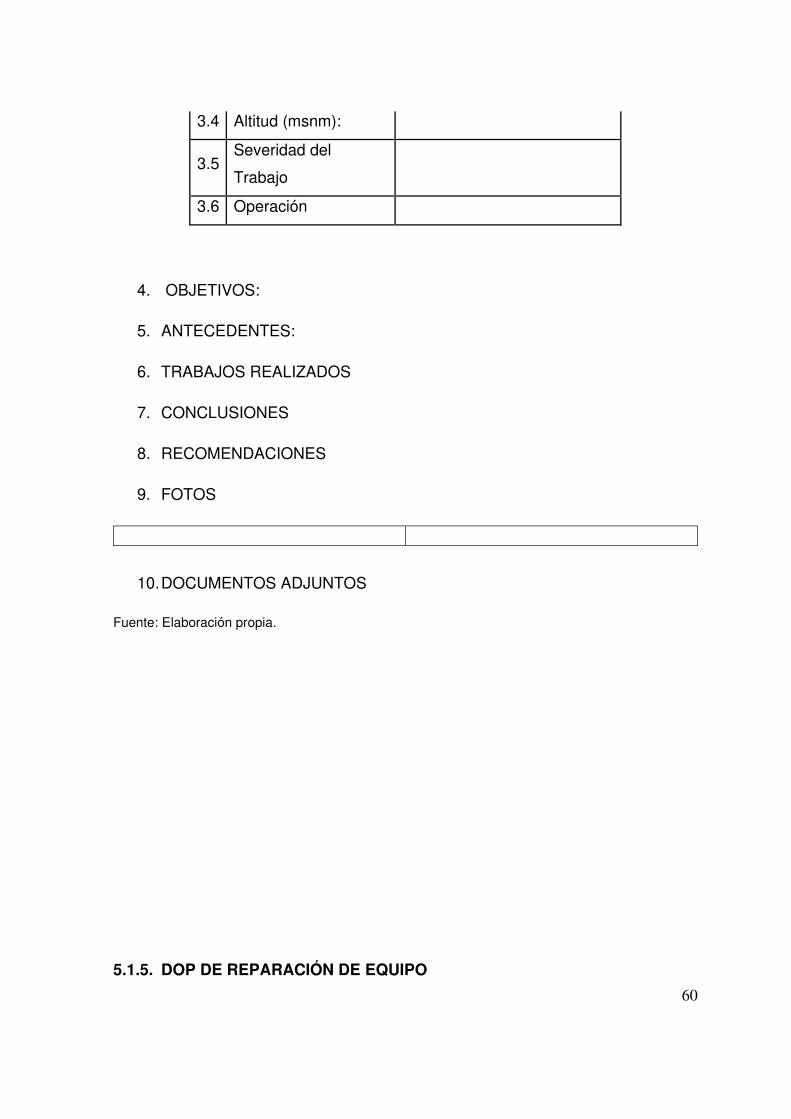
60
3.4 Altitud (msnm):
3.5 Severidad del
Trabajo
3.6 Operación
4. OBJETIVOS:
5. ANTECEDENTES:
6. TRABAJOS REALIZADOS
7. CONCLUSIONES
8. RECOMENDACIONES
9. FOTOS
10. DOCUMENTOS ADJUNTOS
Fuente: Elaboración propia. 5.1.5. DOP DE REPARACIÓN DE EQUIPO

61
Figura 31. Dop de proceso de reparación de equipo según tabla
Fuente: Elaboración propia. 5.1.6. DIAGRAMA DE IDENTIFICACIÓN DE PROBLEMAS

62
Figura 32. Diagrama de Ishikawa.
Fuente: Elaboración propia.
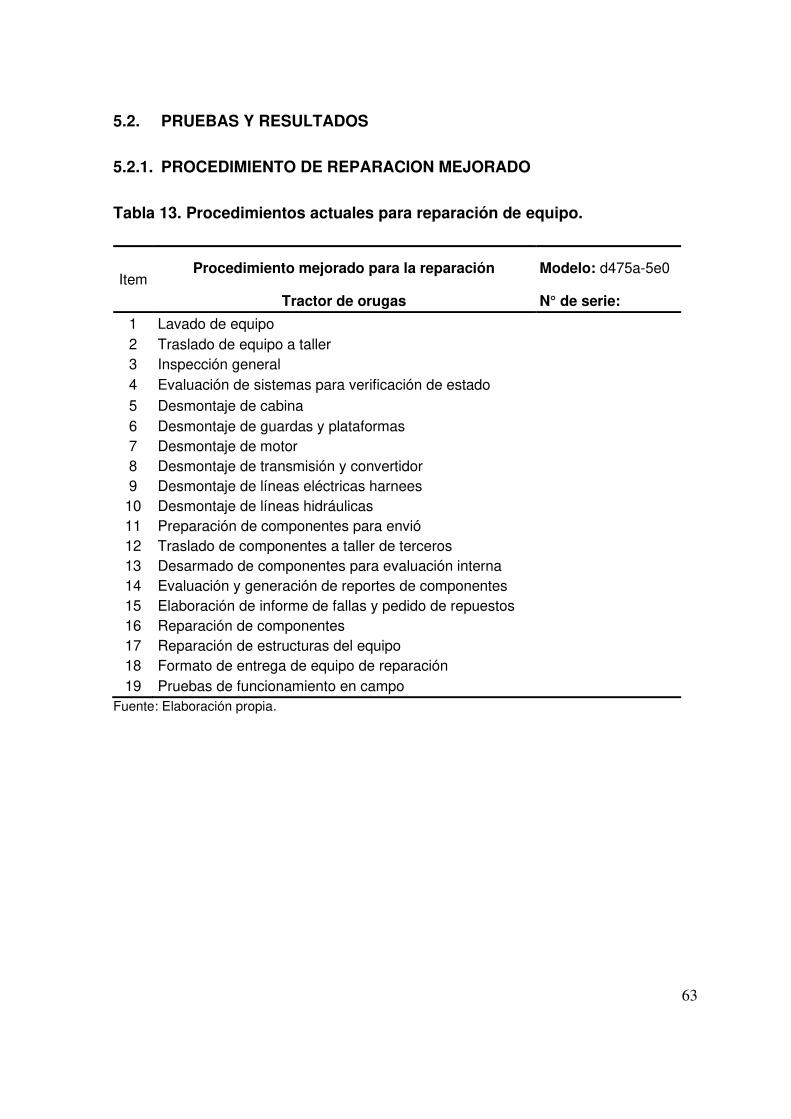
63
5.2. PRUEBAS Y RESULTADOS
5.2.1. PROCEDIMIENTO DE REPARACION MEJORADO
Tabla 13. Procedimientos actuales para reparación de equipo.
Item Procedimiento mejorado para la reparación Modelo: d475a-5e0
Tractor de orugas N° de serie:
1 Lavado de equipo 2 Traslado de equipo a taller 3 Inspección general 4 Evaluación de sistemas para verificación de estado 5 Desmontaje de cabina 6 Desmontaje de guardas y plataformas 7 Desmontaje de motor 8 Desmontaje de transmisión y convertidor 9 Desmontaje de líneas eléctricas harnees 10 Desmontaje de líneas hidráulicas 11 Preparación de componentes para envió 12 Traslado de componentes a taller de terceros 13 Desarmado de componentes para evaluación interna 14 Evaluación y generación de reportes de componentes 15 Elaboración de informe de fallas y pedido de repuestos 16 Reparación de componentes 17 Reparación de estructuras del equipo 18 Formato de entrega de equipo de reparación 19 Pruebas de funcionamiento en campo
Fuente: Elaboración propia.
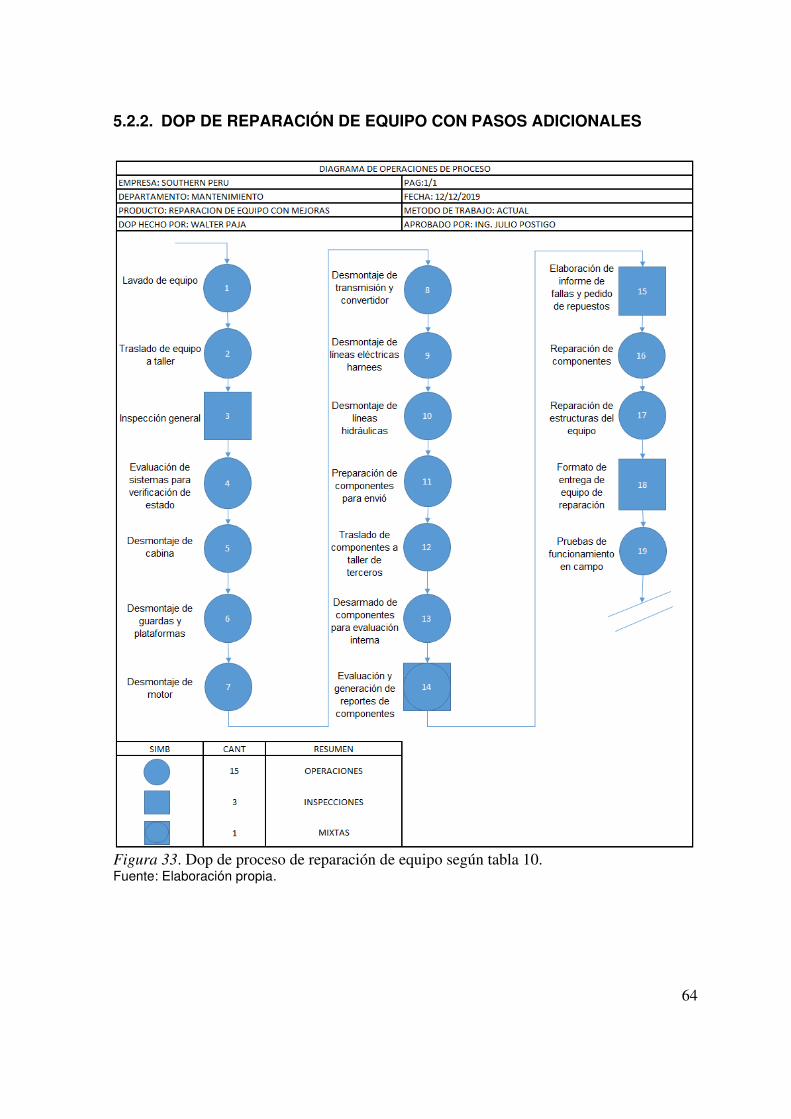
64
5.2.2. DOP DE REPARACIÓN DE EQUIPO CON PASOS ADICIONALES
Figura 33. Dop de proceso de reparación de equipo según tabla 10. Fuente: Elaboración propia.
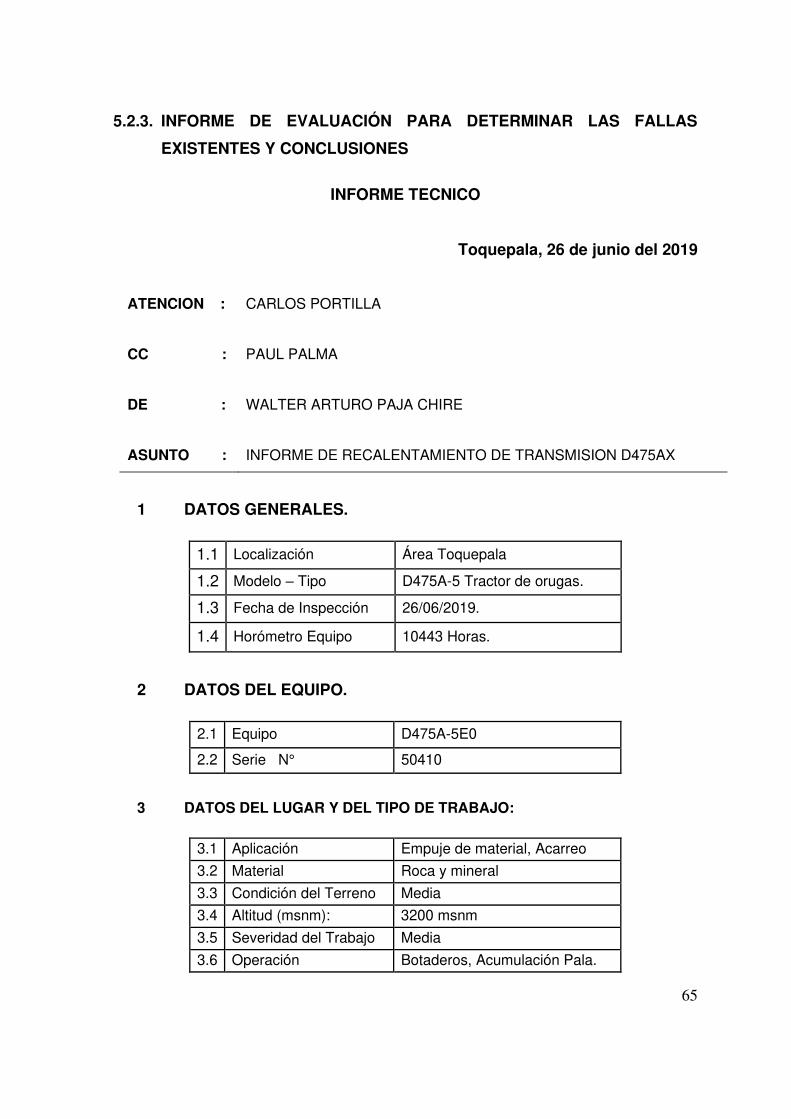
65
5.2.3. INFORME DE EVALUACIÓN PARA DETERMINAR LAS FALLAS
EXISTENTES Y CONCLUSIONES
INFORME TECNICO
Toquepala, 26 de junio del 2019
ATENCION : CARLOS PORTILLA
CC : PAUL PALMA
DE :
WALTER ARTURO PAJA CHIRE
ASUNTO :
INFORME DE RECALENTAMIENTO DE TRANSMISION D475AX
1 DATOS GENERALES.
1.1 Localización Área Toquepala
1.2 Modelo – Tipo D475A-5 Tractor de orugas.
1.3 Fecha de Inspección 26/06/2019.
1.4 Horómetro Equipo 10443 Horas.
2 DATOS DEL EQUIPO.
2.1 Equipo D475A-5E0
2.2 Serie N° 50410
3 DATOS DEL LUGAR Y DEL TIPO DE TRABAJO:
3.1 Aplicación Empuje de material, Acarreo
3.2 Material Roca y mineral
3.3 Condición del Terreno Media
3.4 Altitud (msnm): 3200 msnm
3.5 Severidad del Trabajo Media
3.6 Operación Botaderos, Acumulación Pala.

66
4. OBJETIVOS:
• Realizar una correcta evaluación con la finalidad de determinar
posibles causas que originaron elevadas temperaturas en el sistema
de transmisión y convertidor de torque, además de corregir el
problema.
5. ANTECEDENTES:
• Equipo salió de overhaul fecha 19/03/2019 con 27095 horas por lo que
a la fecha solo trabajo 26 horas.
• En el proceso de entrega de equipo durante overhaul, el sistema de
transmisión presento elevadas temperaturas por lo que fue necesario el
reemplazo de transmisión por parte del proveedor RECOLSA.
• El día 23/06/2019 el operador reporta elevadas temperaturas en el
sistema de transmisión por lo que el equipo fue enviado a taller para su
evaluación (27121 horas).
• Con fecha del 23/06/2019, el personal de MUR realiza evaluación por
incremento de temperatura en el sistema de transmisión por lo que
determinan que el problema probablemente se deba a elevadas
presiones en el convertidor de torque.
• En el proceso de pruebas en taller, se observó que el Indicador de
temperatura de la transmisión se encuentra inoperativo y que las
temperaturas del sistema sobrepasan las especificadas por el manual
de fabricante. (Temperatura tomada con el pirómetro).
6. TRABAJOS REALIZADOS:
o Se verificaron niveles de fluidos en general y se preparó equipo para
evaluación.

67
o Se procedió al reemplazo de aceite de la transmisión por presentar
elevadas temperaturas en el componente y encontrarse éste en mal
estado.
o Se realizó el desmontaje de filtro strainer de la transmisión para
inspección de posibles partículas provenientes de componentes
dañados. No se encontró partículas extrañas en el filtro por lo que se
supone que los componentes no presentan desgaste alguno.
o Se realizó evaluación de presiones en el sistema de transmisión y
convertidor de torque por presentar elevadas temperaturas en el
sistema.
o Desmontaje de válvulas de alivio del convertidor y transmisión para
inspección por posibles desgastes.
o Regulación de válvula de alivio principal del convertidor por encontrarse
las presiones del sistema elevadas. Para la regulación fue necesario el
desmontaje de otros componentes periféricos como son tuberías y
líneas hidráulicas.
o Desmontaje de la válvula de regulación del convertidor para inspección
y corrección de problemas en la misma.
o Pruebas de calado y funcionamiento del equipo.

68
6.1 FORMATO DE EVALUACIÓN DEL SISTEMA DE TRANSMISIÓN Y
CONVERTIDOR DE TORQUE
Tabla 14. Evaluación de transmisión.
Ítem Condición Valor std
kg/cm2(PSI)
Valor Medido
kg/cm2(PSI) Estado
Tra
nsm
isió
n
Presión de alivio de transmisión
P6
Transmisión N Max RPM del
motor 28.0-32.0 33(490) OK
Presión de aceite de
lubricación P9
Transmisión N Max RPM del
motor 1.0-3.0 2(29.4) OK
Presión de modulación P1
Transmisión N Max RPM del
motor 34.5-37.5 36(530) OK
Presión de aceite de válvula
reductora P3
Transmisión N Max RPM del
motor 19.0-21.0 18(270) OK
Fuente: Elaboración propia.
Tabla 15. Evaluación de convertidor.
Co
nve
rtid
or
Presión de alivio del convertidor
P8
Transmisión N Max RPM del
motor 7.0-9.0 12.2(180) MAL
Presión de entrada del
convertidor 1
Transmisión N Max RPM del
motor 7.0-9.0 11.22(164) MAL
presión de salida del
convertidor 2
Transmisión N Max RPM del
motor 3.5-4.5 11.56(170) MAL
Presión de aceite de la
válvula lock-up
Transmisión N Max RPM del
motor 18.0-20.0 20.4(300) OK
Fuente: Elaboración propia.
69
7. CONCLUSIONES
➢ Durante el proceso de evaluación se encontró las presiones de entrada y salida
del convertidor fuera de los rangos establecidos por el fabricante, además de
presentar elevadas temperaturas en el housing del convertidor de torque. (las
temperaturas fueron registradas con el pirómetro).
➢ Después de encontrarse las presiones del convertidor fuera del rango
establecido se procedió a verificar presiones del sistema de convertidor y
transmisión encontrándose la presión de alivio del convertidor fuera del rango
establecido por el fabricante.
➢ Se realizó la calibración de la válvula de alivio del convertidor de par por ser el
principal regulador de presión del sistema no obteniendo variación de
presiones. (se dejó la calibración en su estado original al no encontrar
variaciones de presión).
➢ Se procedió a la inspección de la válvula reguladora del convertidor de torque
ya que esta cumple la función de regular la presión de salida del convertidor.
Durante la inspección de la válvula se encontró fallos en el asentamiento de
sus componentes, además de presentar decoloración en el spool por elevadas
temperaturas.
➢ Durante el proceso de armado de la válvula después de la inspección, se
observó que el montaje de la válvula no era el adecuado según el manual del
fabricante procediendo a la instalación correcta del componente.
➢ Después de la instalación de forma correcta de la válvula del convertidor se
procedió a realizar pruebas en el equipo quedando las presiones dentro de los
rangos especificados por el fabricante siendo la falla la mala instalación de la
válvula reguladora del convertidor. Cabe mencionar que esta válvula cuenta
con desgaste y podría fallar por lo que se requiere de su reemplazo inmediato
para evitar fallas posteriores del equipo y/o paradas repentinas.
➢ La falla también tuvo repercusión en la mala lectura del sensor de temperatura
de la transmisión ya que al no estar la válvula reguladora en su posición
adecuada esta no registraba temperaturas en el panel monitor. Ésta fue

70
corregida después de la instalación apropiada de la válvula reguladora del
convertidor.
➢ Se realizó pruebas de funcionamiento del equipo quedando éste operativo.
7.1 FORMATO DE EVALUACION DESPUES DE CORREGIR EL PROBLEMA
Tabla 16, Evaluación de transmisión equipo regulado.
Ítem Condición Valor std
kg/cm2(PSI)
Valor
Medido
kg/cm2(PSI)
Tra
nsm
isió
n
Presión de alivio
de transmisión
P6
Transmisión N
Max RPM del
motor
28.0-32.0 33(490) OK
Presión de
aceite de
lubricación P9
Transmisión N
Max RPM del
motor
1.0-3.0 2(29.4) OK
Presión de
modulación P1
Transmisión N
Max RPM del
motor
34.5-37.5 36(530) OK
Presión de
aceite de
válvula
reductora P3
Transmisión N
Max RPM del
motor
19.0-21.0 19(270) OK
Fuente: Elaboración propia.

71
Tabla 17. Evaluación de transmisión regulada.
con
vert
ido
r
Presión de alivio
del convertidor
P8
Transmisión N
Max RPM del
motor
7.0-9.0 7.4(110) OK
Presión de
entrada del
convertidor 1
Transmisión N
Max RPM del
motor
6.0-9.0 6.1(90) OK
presión de
salida del
convertidor 2
Transmisión N
Max RPM del
motor
3.5-4.5 4.08(60) OK
Presión de
aceite de la
válvula lock-up
Transmisión N
Max RPM del
motor
18.0-20.0 20.4(300) OK
Fuente: Elaboración propia.
8. RECOMENDACIONES.
• Se recomineda el reemplazo de la valvula reguladora del convertidor de par por
encontrarse en mal estado.
• Luego del reemplazo de la válvula se recomienda verificar presiones del sistema de
transmisión y convertidor para asegurar su buen funcionamiento.

72
9. FOTOS
Figura 34. Foto LH del equipo. Figura 35. Foto RH de Equipo.
Figura 36. Horómetro Figura 37. Placa del equipo.
Figura 38. Filtro strainer limpio. Figura 39. Presión de alivio del convertidor

73
Figura 40. Presión de salida TC. Figura 41. Presión de entrada TC.
Figura 42.Temperatura del convertidor Figura 43. Temperatura salida TC.
Figura 44. Mal montaje de Válvula. Figura 45. Desgaste en Base de válvula.

74
Figura 46. Mala instalación de válvula TC. Figura 47. Posición adecuada de la válvula.
Figura 48. Presión de alivio TX. Figura 49. Presión de modulación OK.
Figura 50. Presión de aceite de válvula reductora ok.
Figura 51. Presión de alivio del convertidor Mejorada.
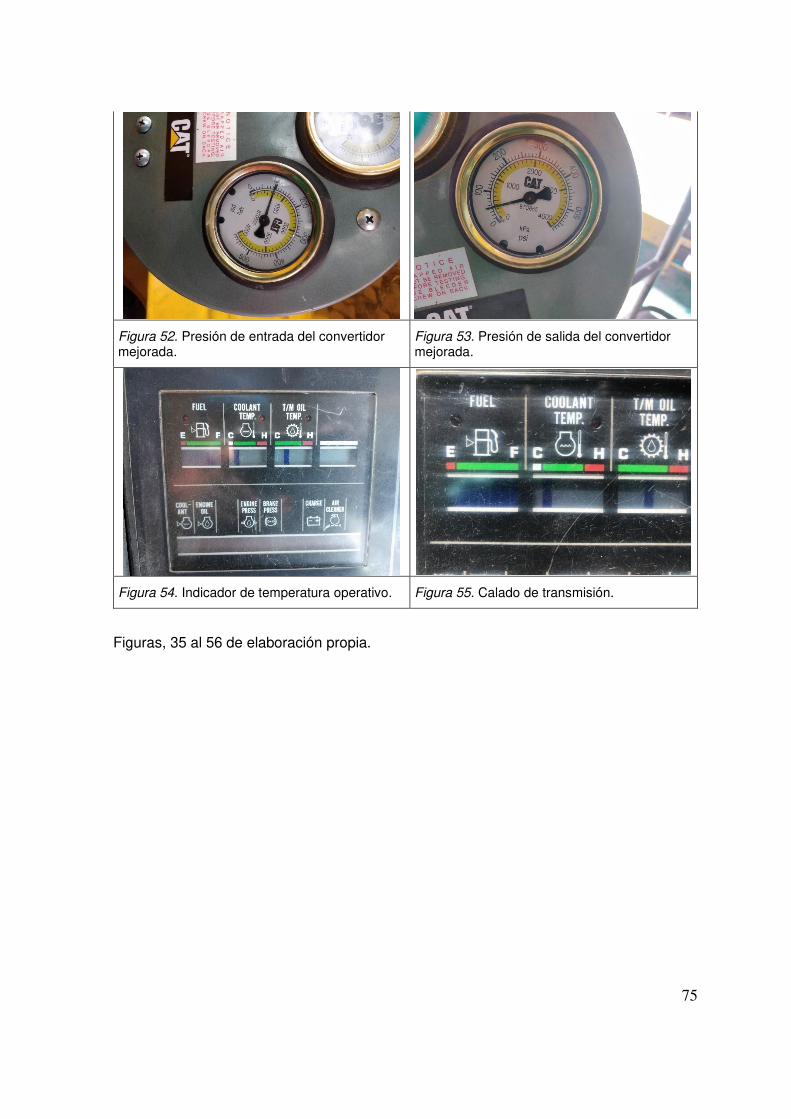
75
Figura 52. Presión de entrada del convertidor mejorada.
Figura 53. Presión de salida del convertidor mejorada.
Figura 54. Indicador de temperatura operativo. Figura 55. Calado de transmisión.
Figuras, 35 al 56 de elaboración propia.

76
VÁLVULA REGULADORA DEL CONVERTIDOR INSTALADA EN SENTIDO
CONTRARIO
Figura 56. Despiece de válvula. Fuente: Elaboración Propia.
PEDIDO DE REPUESTOS
Tabla 18, Listado de repuestos a pedir.
ITEM Descripción N parte Cant Referencia
1 Valve Assy 711-73-16600 1 Válvula de convertidor 2 Bolt 01010-81085 3 Válvula de convertidor 3 Washer 01643-31032 3 Válvula de convertidor 4 Oring 07000-72014 2 Válvula de convertidor 5 Oring 07000-73035 2 Válvula de convertidor
6 Oring 07000-53038 2 Válvula de convertidor Fuente: Elaboración propia.
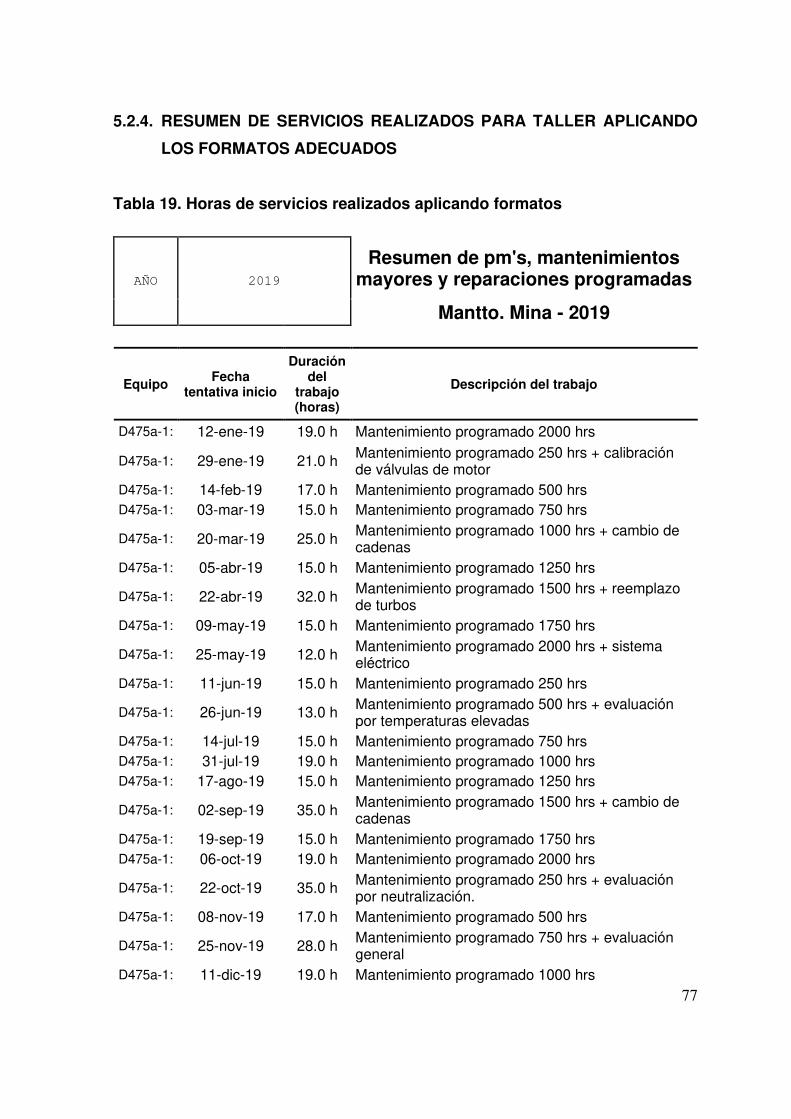
77
5.2.4. RESUMEN DE SERVICIOS REALIZADOS PARA TALLER APLICANDO
LOS FORMATOS ADECUADOS
Tabla 19. Horas de servicios realizados aplicando formatos
AÑO 2019
Resumen de pm's, mantenimientos mayores y reparaciones programadas
Mantto. Mina - 2019
Equipo Fecha
tentativa inicio
Duración del
trabajo (horas)
Descripción del trabajo
D475a-1: 12-ene-19 19.0 h Mantenimiento programado 2000 hrs
D475a-1: 29-ene-19 21.0 h Mantenimiento programado 250 hrs + calibración de válvulas de motor
D475a-1: 14-feb-19 17.0 h Mantenimiento programado 500 hrs D475a-1: 03-mar-19 15.0 h Mantenimiento programado 750 hrs
D475a-1: 20-mar-19 25.0 h Mantenimiento programado 1000 hrs + cambio de cadenas
D475a-1: 05-abr-19 15.0 h Mantenimiento programado 1250 hrs
D475a-1: 22-abr-19 32.0 h Mantenimiento programado 1500 hrs + reemplazo de turbos
D475a-1: 09-may-19 15.0 h Mantenimiento programado 1750 hrs
D475a-1: 25-may-19 12.0 h Mantenimiento programado 2000 hrs + sistema eléctrico
D475a-1: 11-jun-19 15.0 h Mantenimiento programado 250 hrs
D475a-1: 26-jun-19 13.0 h Mantenimiento programado 500 hrs + evaluación por temperaturas elevadas
D475a-1: 14-jul-19 15.0 h Mantenimiento programado 750 hrs D475a-1: 31-jul-19 19.0 h Mantenimiento programado 1000 hrs D475a-1: 17-ago-19 15.0 h Mantenimiento programado 1250 hrs
D475a-1: 02-sep-19 35.0 h Mantenimiento programado 1500 hrs + cambio de cadenas
D475a-1: 19-sep-19 15.0 h Mantenimiento programado 1750 hrs D475a-1: 06-oct-19 19.0 h Mantenimiento programado 2000 hrs
D475a-1: 22-oct-19 35.0 h Mantenimiento programado 250 hrs + evaluación por neutralización.
D475a-1: 08-nov-19 17.0 h Mantenimiento programado 500 hrs
D475a-1: 25-nov-19 28.0 h Mantenimiento programado 750 hrs + evaluación general
D475a-1: 11-dic-19 19.0 h Mantenimiento programado 1000 hrs

78
D475a-1: 28-dic-19 15.0 h Mantenimiento programado 1250 hrs
D475a-2: 06-ene-19 60.0 h Mantenimiento programado 1750 hrs reemplazo de tren de carrileria
D475a-2: 20-ene-19 19.0 h Mantenimiento programado 2000 hrs D475a-2: 04-feb-19 15.0 h Mantenimiento programado 250 hrs D475a-2: 19-feb-19 17.0 h Mantenimiento programado 500 hrs D475a-2: 05-mar-19 1080.0 h Reparación mayor de componentes + cadenas D475a-2: 18-may-19 15.0 h Mantenimiento programado 250 hrs D475a-2: 02-jun-19 17.0 h Mantenimiento programado 500 hrs D475a-2: 16-jun-19 15.0 h Mantenimiento programado 750 hrs D475a-2: 01-jul-19 26.0 h Mantenimiento programado 1000 hrs + cuchillas D475a-2: 16-jul-19 15.0 h Mantenimiento programado 1250 hrs D475a-2: 30-jul-19 17.0 h Mantenimiento programado 1500 hrs
D475a-2: 14-ago-19 19.0 h Mantenimiento programado 1750 hrs + reemplazo de aftercooler
D475a-2: 29-ago-19 19.0 h Mantenimiento programado 2000 hrs D475a-2: 13-sep-19 15.0 h Mantenimiento programado 250 hrs D475a-2: 27-sep-19 17.0 h Mantenimiento programado 500 hrs D475a-2: 12-oct-19 15.0 h Mantenimiento programado 750 hrs
D475a-2: 27-oct-19 26.0 h Mantenimiento programado 1000 hrs + cambio de cadenas
D475a-2: 10-nov-19 15.0 h Mantenimiento programado 1250 hrs D475a-2: 25-nov-19 17.0 h Mantenimiento programado 1500 hrs D475a-2: 10-dic-19 15.0 h Mantenimiento programado 1750 hrs
D475a-2: 24-dic-19 12.0 h Mantenimiento programado 2000 hrs + evaluación del sistema hidráulico
Fuente: Elaboración Propia.
5.2.5. DISPONIBILIDAD DE EQUIPOS PARA EL PERIODO DEL 2019
Tabla 20. Disponibilidad de equipos para periodo 2019.
TipoEquipo
Ene Feb Abr May Jun Jul Ago Set Oct Nov Dic Mina Disp.
D475A
X-1 89.58%
90.32%
89.75%
80.41%
88.84%
89.63%
89.77%
86.22%
85.84%
93.31%
84.68%
88.01%
D475AX-2
92.05%
88.91% 86.1
5% 93.64%
89.97%
89.90%
96.52%
92.73%
78.65%
95.29%
86.56%
89.71%
Fuente: Elaboración Propia.
79
CONCLUSIONES
1. El proyecto de investigación concluye siendo implementado en el taller de tractores
de la unidad operativa de Toquepala. Cumple con los propósitos para poder
optimizar los tiempos después de una reparación general, además se analiza las
fallas más comunes de maquinaria pesada para lograr dar respuestas inmediatas y
garantizar la disponibilidad de los equipos.
2. Al implementar formatos de inspección permite tener más visión de los problemas
que puedan estar ocurriendo en el equipo, se reconoce por qué fallan los equipos
después de una reparación general.
3. Los formatos de evaluación para presiones brindan un panorama más claro del
estado de los componentes, así mismo se puede detectar fallas interpretando
buenas lecturas de los parámetros medidos.
4. Los procedimientos de trabajo son herramientas que facilitan el proceso de
realización de cualquier actividad. Estos están diseñados e implementados con la
finalidad de hacer más fácil el proceso de reparación de equipos y reducir los
tiempos en los procesos.

80
RECOMENDACIONES Y TRABAJOS FUTUROS
1. En la presente investigación realizada encontraremos muchos elementos que nos
ayudaran a la solución de problemas con respecto a mantenimiento de maquinaria
pesada por tal motivo recomendamos lo siguiente:
2. Analizar las fallas más comunes en maquinaria pesada. En el documento
encontramos las causas que ocasionaron el deterioro de los componentes.
3. Utilización de los formatos implementados. Estos documentos facilitaran los
procedimientos de trabajo seguro y ayudaran en el análisis para la solución de
problemas.
4. Como trabajo futuro y siguiendo con las mejoras en el área de mantenimiento mina,
implementaremos un formato que nos ayude a analizar los tiempos de duración de
componentes menores. El documento ayudara a realizar las programaciones de
mantenimientos preventivos, realizando el reemplazo de componentes en horas
determinadas y evitando que estos lleguen a ocasionar fallas catastróficas en
componentes mayores y sistemas relacionados.
81
REFERENCIAS BIBLIOGRÁFICAS
ARANA, L. Propuesta de plan de mantenimiento preventivo para el cargador frontal New
Holland en la municipalidad de Huancán. 2016. [en línea]. Huancayo, Perú: Universidad
Nacional Del Centro Del Perú. [16 de noviembre del 2019]. Disponible en:
http://repositorio.uncp.edu.pe/handle/uncp/1642.
ARIAS, F. Introduccion a lametodologia cientifica. 6,O ed. Caracas:Episteme, C:A, 2012.
Pag.26.. ISBN:9800785299.
CALLEJA, D. Motores térmicos y sus sistemas auxiliares. 2,O ed. Madrid: Carmen Lara
Carmona. 2015. 2pp. ISBN: 9780428335546.
CHUMBE, M. Diagnóstico y corrección electrónico de fallas en los sistemas hidráulico,
eléctrico y motor del dumper. 2009. [en linea]. Huancayo, Peru: universidad nacional del
centro del Peru. [28 de noviembre del 2019]. Disponible en:
http://repositorio.uncp.edu.pe/handle/uncp/2234.
CHURIO, O. Modelo de mantenimiento centrado en confiabilidad (rcm) en la flota de
equipos de oruga D11N de la empresa miniera drummond ltd. 2011. Pag.160. [ 11 de mayo
del 2019]. Disponible en:
http://noesis.uis.edu.co/bitstream/123456789/37752/1/137854.pdf.
COELLO, S. guia para selección de turbocargadores en motores otto y diesel de vehiculos
livianos. 2015. Pag.2. [11de junio 2019]. Disponible en:
http://dspace.uazuay.edu.ec/handle/datos/4863.
DALLEY, S. Bomba hidráulica. 2012. [16 de agosto 2019]. Disponible en:
http://fluidos.eia.edu.co/.
EDER. G, J. BECERRA , MORENO. L.. Controladores para motores disel con
incertidumbres parametricas. Cancún, Quintana roo, México, Mexico: memorias del xvi
congreso latinoamericano. 2014. [octublre 2019]. Disponible en:
http://amca.mx/memorias/amca2014/media/files/0034.pdf.
82
EDICIONES, A. Mantenimiento mecanico y preventivo del vehiculo. España. Ed.2010.
ISBN: 8496881997, 9788496881990.
JOSE. D, J. FERRER,. Sistemas de transmisión y frenado. (Editex). 2018. ISBN:
8491614214, 9788491614210.
FLORES, G. Sistemas de transmision mecanica 2012: resumen [en linea]. Ciudad de la
Paz: Universidad Mayor De San Andres. [13 de novienbre del 2019]. Disponible en:
http://repositorio.umsa.bo/xmlui/handle/123456789/15454.
GARCIA, E. Gestión del mantenimiento para la operatividad de la maquinaria de
movimientos de tierras ICCGSA en la via Huancayo-Ayacucho 2017: [En Linea]. Huancayo,
Peru S.N. Universidad Nacional Del Centro Del Peru. [10 de setiembre del 2019].
Disponible en: http://repositorio.uncp.edu.pe/handle/UNCP/1648.
GUEVARA, V. T, FARRO. Propuesta de un plan de mantenimiento total para la maquinaria
pesada en la empresa Ángeles – Proyecto minero La Granja, 2015. [En LInea]. Chiclayo,
Peru : S.N. Universidad Cesar Vallejo. [12 de setiembre 2019]. Dsiponible en:
http://repositorio.ucv.edu.pe/handle/20.500.12692/10087.
GUSTAVO,T. Análisis de falla de componentes de ingeniería 2014. Revista de
Ingenieria.(n.9), 75-81. ISSN 20110049. Disponible en:
https://ojsrevistaing.uniandes.edu.co/ojs/index.php/revista/article/view/601.
HORIZONTE MINERO. Fuente de información y analisis del acontecer Minero-Energetico.
04 de agosto del 2017. (Maquinaria Pesada).
INGA, J. Análisis modal de fallos y efectos, para disminuir ratios de carrileria en los tractores
cat d6t en iccgsa 2013. [en linea]. Huancayo, Peru. Universidad Nacional Del Centro Del
Peru. [9 de diciembre 2019]. Disponible en:
http://repositorio.uncp.edu.pe/handle/uncp/3622.
MANUAL KOMATSU. O&M D475- 5E0 30071- up gsn. 00282-05. 2012

83
MANUAL KOMATSU. SM D475-5EO 30001-up sen. 00203-16. 2013.
LOACHAMIN G. Diseño y construcción de un banco de pruebas para verificar el
funcionamiento del turbo del motor a gasolina del mitsubishi galant para la carrera de
ingeniería automotriz 2016. [en linea]. Quito, Ecuador. Universidad Tecnologica
Equinoccial [12 de diciembre del 2019]. Disponible en:
http://repositorio.ute.edu.ec/handle/123456789/14034.
MIGUEL, N. C, CARREÑO. VILLAFAÑE M. Analisis de falla de una cabeza de bomba de
combustible, agrietada internamente 2010. [en linea]. Viña Del Mar Chile. Centro de
Investigacion en Mteriales Avanzados. [12 de diciembre del 2019]. Disponible en:
https://cimav.repositorioinstitucional.mx/jspui/bitstream/1004/1452/1/t2_neri-
ma_n1_completo%20cabeza%20iberomet%202010%20articulo.pdf.
Fuente: SANTANDER, J. Guía práctica para la inspección y solución de fallas. 2 O ed. diésel
Editores, 2010. 552 p. martinez, V. H. (2015). Disponible en: noesis. uis.edu.co.
MINERA CHILENA. Mantenimiento en minería: Con miras a un mayor rendimiento. Edicion
434. 15 de agosto del 2017.
MOREIRA, I. Sistemas hidráulicos industriais. Senai-sp editora 2015. ISBN: 866541809X,
9788565418096.
PALELLA, S. F, MARTINS. Metodologia de la investigacion cuantitativa. 1,O reimpresion.
Caracas, Venezuela 2012. ISBN: 9802734454.
PARUELO, J. La caracterización funcional de ecosistemas mediante sensores remotos.
Norteamerica 17 de setiembre del 2008 (revista ecosistemas).
LEGAZ, B. Estudio de la viscosidad y densidad de diferentes aceites para su uso como
biocombustible. 2010. [en linea]. Barcelona, España. Universidad Politécnica de Catalunya
[16 de diciembre del 2019]. Disponible en: http://hdl.handle.net/2099.1/9403.

84
TOLOSA, G, J, ALBERTO. Introducción al análisis de la marcha. 1 O ed. Editorial universal
del rosario 2013. DOI: 10.2307/J.CTVM203Z2.5. Disponible en:
https://www.jstor.org/stable/j.ctvm203z2.
VELASQUEZ, E. Sistemas de Inyección a Diesel. Obtenido de BOSCH 2012. Disponible
en Mendeley.