LUBRICATING PROPERTIES OF MIXTURE OF TWO SELECTED VEGETABLE BASED LUBRICANTS
Upload
khangminh22Category
view
0download
0
Journal of the JIME Vol.00,No.00(2005) -1-
1. Introduction
Difficult industry and macro-economic conditions have driven vessel operators and owners to seek further operating efficiencies in order to optimize costs. With the background of high bunker costs, this has led to the widespread adoption of reduced power operation or “slow steaming” primarily to save bunker cost but also to keep ships working instead of being laid-up. This is becoming standard practice across a wide range of shipping sectors with vessel speeds, and therefore power usage rates, heading increasingly lower. Until the adoption of slow steaming, many shipping companies concentrated on finding the most efficient cylinder oil feed-rate to meet their lubrication needs, whilst taking into account the sulphur content of the heavy fuel oil in use. With the development of slow steaming practices, a further variable now has to be considered, making it a more complex equation to calculate which cylinder lubricants offer the most efficient cylinder lubrication solution. Furthermore, changing engine design parameters, which have been employed to reduce fuel consumption, such as increased stroke length, can also contribute to more varied cylinder liner corrosion regimes across the stroke length as
temperatures vary with load and distance from top dead centre (TDC). It is widely known that engines operated at the lower loads found with slow steaming may not achieve the cylinder liner temperatures they were designed for and are therefore at a significantly higher risk of increased corrosion on piston rings and cylinder liners caused by condensation of Sulphuric Acid formed from the Sulphur oxides and water produced by the burning of Heavy Fuel Oil (HFO) . This is particularly true when using higher sulphur fuels, up to and including the IMO limit of 3.5%. To counter the risk of corrosion from sulphuric acid condensates, cylinder lubricants are formulated with a higher alkalinity, generally referred to as Base Number (BN), than would be found in other lubricants especially those for on-road use. Typical automotive lubricants may be in the range of 8-15BN whereas currently available marine cylinder lubricants are found in the range of 40-80BN or even 100BN. Selection of a cylinder lubricant of insufficient BN to match the operating conditions, e.g. engine type and load, lubricant feed rate, and the fuel sulphur content can result in high rates of corrosion . The balance between the factors of fuel sulphur levels, cylinder oil feed rates and cylinder lubricant BN has become more complex with engine design changes and slow steaming conditions thus a two dimensional problem has evolved into a multi-dimensional problem. In order to provide optimum engine protection across a fleet,
Lubricating Marine Crosshead Engines Operating at Reduced Load
Harrold, Paul
From 2010 reduced load operation has become increasingly common amongst ship owners and operators trying to reduce fuel consumption during a period of depressed freight rates. This practice has become widespread across many industry sectors and steady reductions in load have been seen such that operating on 15-30% load is being regularly seen and continued operating at 40-60% load or lower has become standard practice in some companies. This paper aims to explore the impacts of this reduced load operation on the lubrication of Cross Head engines and explain why changes in lubricants or lubricant feed rate have become necessary in order for vessels to operate at these lower loads without risk of corrosive wear damage to cylinder liners and piston rings.
* Received October 29, 2013 ** Castrol Ltd.
Lubricating Marine Crosshead Engines Operating
at Reduced Load*
Paul Harrold**
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 88 ―
Journal of the JIME
Journal of the JIME Vol.00,No.00(2005) -2-
each vessel now needs to select the most appropriate lubricant from a range of cylinder lubricants to provide the optimum, cost effective lubricant solution. Further complexity to optimum lubrication is added to this situation by load dependent lubricant feed rates. Lower load leads to less fresh lubricant being injected over a given time, lubricant residence time is therefore increased and less lubricant refreshment occurs. Given that the capacity of a cylinder lubricant to neutralize any acidic species formed is dependent on the concentration of alkali (BN) present, and the replenishment rate of the cylinder lubricant it can be concluded that, as well as slow steaming leading to more acidic condensates, a cylinder oil has to neutralize for longer periods and hence a higher BN cylinder lubricant would provide greater protection. To assist in the matching of lubrication needs with operating conditions, engine designers (OEMs) publish lubricant feed-rate guidelines that link feed rate with fuel sulphur content and lubricant BN. With fuel sulphur contents of over 2.5% lubricant the necessary increase in feed rate, above the minimum recommended, could be as much as 30% for a 60BN lubricant when using a 3.5% Sulphur fuel, depending on engine type and manufacturer. Accordingly, selection of lower BN cylinder oils may prove more costly due to the higher feed rates required.
2. Causes of Cold Corrosion When Slow Steaming
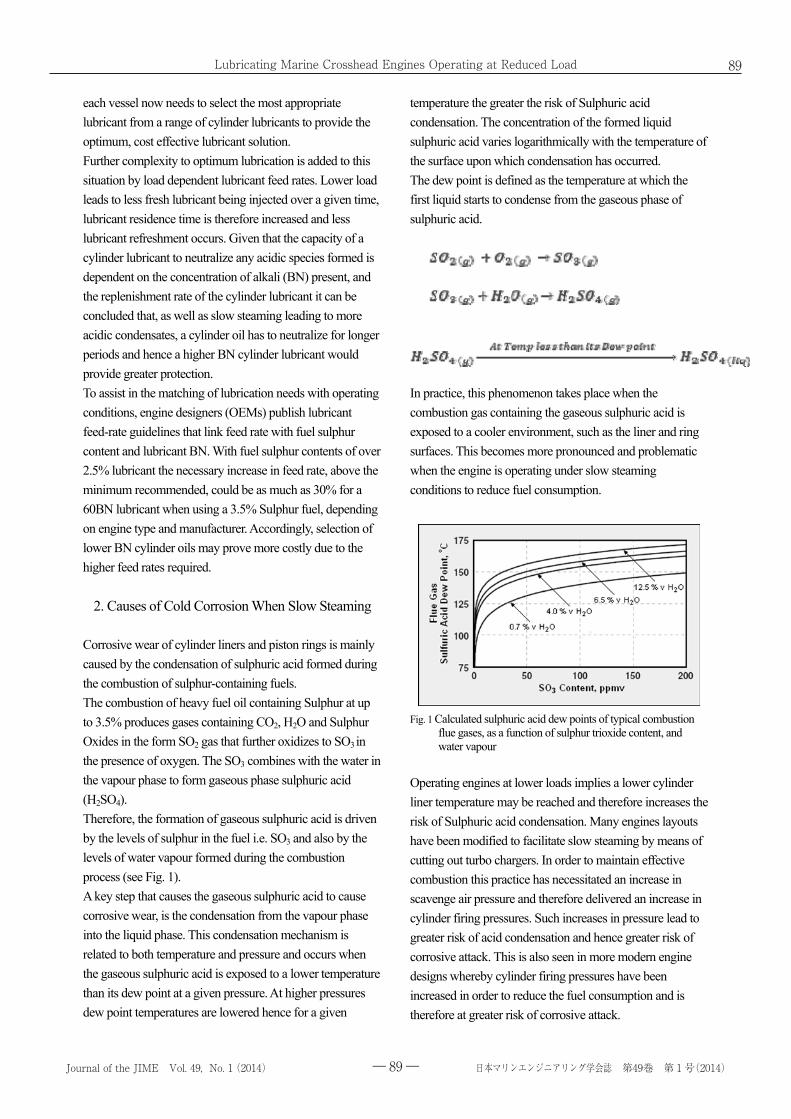
Corrosive wear of cylinder liners and piston rings is mainly caused by the condensation of sulphuric acid formed during the combustion of sulphur-containing fuels. The combustion of heavy fuel oil containing Sulphur at up to 3.5% produces gases containing CO2, H2O and Sulphur Oxides in the form SO2 gas that further oxidizes to SO3 in the presence of oxygen. The SO3 combines with the water in the vapour phase to form gaseous phase sulphuric acid (H2SO4). Therefore, the formation of gaseous sulphuric acid is driven by the levels of sulphur in the fuel i.e. SO3 and also by the levels of water vapour formed during the combustion process (see Fig. 1). A key step that causes the gaseous sulphuric acid to cause corrosive wear, is the condensation from the vapour phase into the liquid phase. This condensation mechanism is related to both temperature and pressure and occurs when the gaseous sulphuric acid is exposed to a lower temperature than its dew point at a given pressure. At higher pressures dew point temperatures are lowered hence for a given
temperature the greater the risk of Sulphuric acid condensation. The concentration of the formed liquid sulphuric acid varies logarithmically with the temperature of the surface upon which condensation has occurred. The dew point is defined as the temperature at which the first liquid starts to condense from the gaseous phase of sulphuric acid.
In practice, this phenomenon takes place when the combustion gas containing the gaseous sulphuric acid is exposed to a cooler environment, such as the liner and ring surfaces. This becomes more pronounced and problematic when the engine is operating under slow steaming conditions to reduce fuel consumption.
Fig. 1 Calculated sulphuric acid dew points of typical combustion
flue gases, as a function of sulphur trioxide content, and water vapour
Operating engines at lower loads implies a lower cylinder liner temperature may be reached and therefore increases the risk of Sulphuric acid condensation. Many engines layouts have been modified to facilitate slow steaming by means of cutting out turbo chargers. In order to maintain effective combustion this practice has necessitated an increase in scavenge air pressure and therefore delivered an increase in cylinder firing pressures. Such increases in pressure lead to greater risk of acid condensation and hence greater risk of corrosive attack. This is also seen in more modern engine designs whereby cylinder firing pressures have been increased in order to reduce the fuel consumption and is therefore at greater risk of corrosive attack.
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 89 ―
Lubricating Marine Crosshead Engines Operating at Reduced Load 89
日本マリンエンジニアリング学会執筆要項
Journal of the JIME Vo00,No. 00 -3- 日本マリンエンジニアリング学会誌 第 00巻 第 00号 (0000-00)
3. Impact of Slow Steaming on Lubrication Systems
3.1 Lubricator systems Cylinder lubrication of Marine 2-stroke diesel engines is required to ensure an oil film is maintained between cylinder liners and ring packs and the necessary amount of BN containing additives are carried to control liner corrosion and ring pack cleanliness, using a loss system i.e. the oil is not re-used after it has been injected. As the amount of cylinder oil is function of engine load, it is obvious that for economic reasons, every engine designer and operator strives to keep cylinder lubrication at the lowest possible level. Supply of cylinder oil is therefore accurately dosed into cylinders, using Lubricator systems Lubricators systems can be classified into 2 main categories:
a. Mechanical lubricators, consisting mainly of plunger pumps built into lubricator boxes and mechanically driven by engine timing gear (MAN and Mitsubishi engines) or by variable speed E-motor (Warstila/Sulzer). The volume of delivered oil will be controlled by one or more of the following variables:
• Pumps plungers stroke length • Pumps speed
b. Electronic lubricator systems where dosing plunger pumps are driven by a servo-hydraulic system controlled by engine’s computer system. In these systems, the cylinder oil quills are usually replaced by “injectors”, enabling the oil to be conveyed where it is specifically needed for optimal cylinder liner and ring pack lubrication. Lower feed rates can usually be achieved with these systems.
The design and set up of lubricator systems has an increased impact on cylinders lubrication when engines are operated in slow steaming mode. 3.2 Basic principles (Propeller Law)
a. In the general case of a 2 stroke crosshead engine driving a fixed pitch propeller, ship’s speed is closely proportional to engine RPM. Therefore, “slow steaming” is achieved by reducing engine revolutions.
b. Engine power absorbed by the propeller is proportional to RPM cubed.
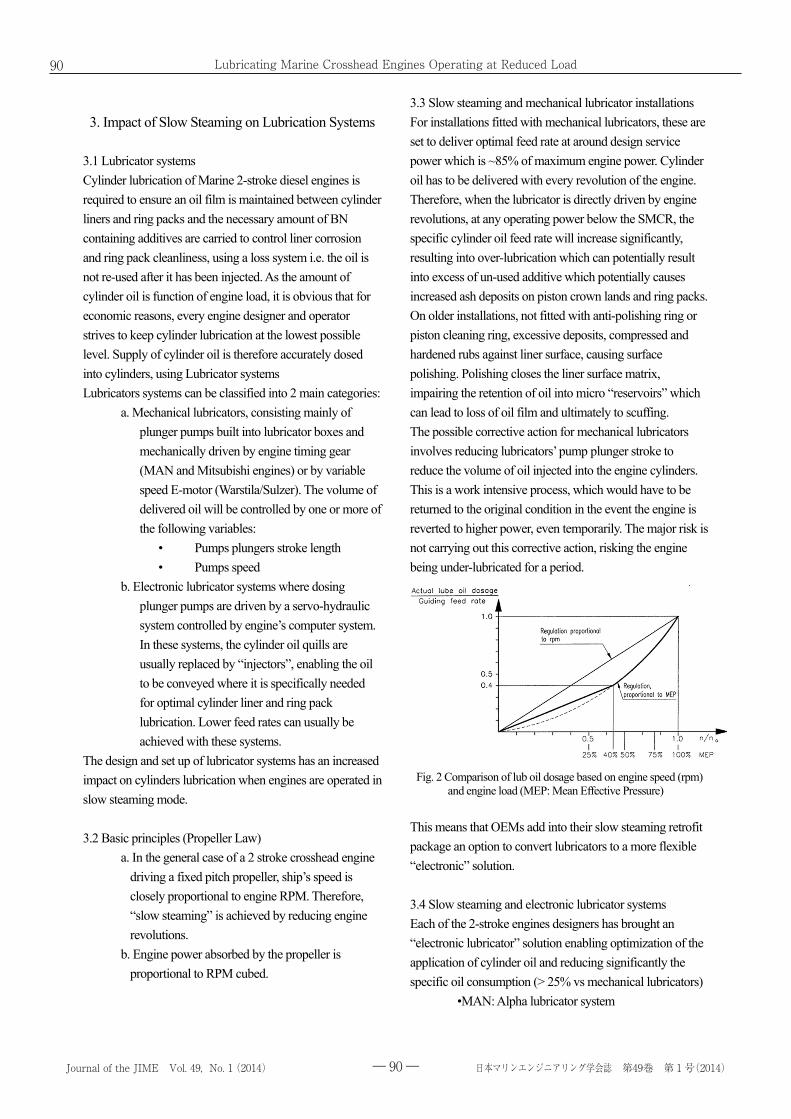
3.3 Slow steaming and mechanical lubricator installations For installations fitted with mechanical lubricators, these are set to deliver optimal feed rate at around design service power which is ~85% of maximum engine power. Cylinder oil has to be delivered with every revolution of the engine. Therefore, when the lubricator is directly driven by engine revolutions, at any operating power below the SMCR, the specific cylinder oil feed rate will increase significantly, resulting into over-lubrication which can potentially result into excess of un-used additive which potentially causes increased ash deposits on piston crown lands and ring packs. On older installations, not fitted with anti-polishing ring or piston cleaning ring, excessive deposits, compressed and hardened rubs against liner surface, causing surface polishing. Polishing closes the liner surface matrix, impairing the retention of oil into micro “reservoirs” which can lead to loss of oil film and ultimately to scuffing. The possible corrective action for mechanical lubricators involves reducing lubricators’ pump plunger stroke to reduce the volume of oil injected into the engine cylinders. This is a work intensive process, which would have to be returned to the original condition in the event the engine is reverted to higher power, even temporarily. The major risk is not carrying out this corrective action, risking the engine being under-lubricated for a period.
Fig. 2 Comparison of lub oil dosage based on engine speed (rpm)
and engine load (MEP: Mean Effective Pressure) This means that OEMs add into their slow steaming retrofit package an option to convert lubricators to a more flexible “electronic” solution. 3.4 Slow steaming and electronic lubricator systems Each of the 2-stroke engines designers has brought an “electronic lubricator” solution enabling optimization of the application of cylinder oil and reducing significantly the specific oil consumption (> 25% vs mechanical lubricators)
•MAN: Alpha lubricator system
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 90 ―
Lubricating Marine Crosshead Engines Operating at Reduced Load90
Journal of the JIME
Journal of the JIME Vol.00,No.00(2005) -4-
•Wartsila: Pulse lubricator system (CLU-4) •Mitsubishi: ECL
What they have in common: a. The oil delivery pressure is higher than in the
case of mechanical lubricators (~40 bar) b. The cylinder oil is displaced by a set of plunger
pumps, with a fixed stroke length c. The actuation of the plunger pumps is controlled
by a servo hydraulic system controlled by the engine’s electronic control
d. The injection timing can be accurately controlled by the electronics
e. The specific amount of oil injected at low load is increased to cope with different conditions for example, poorer fuel quality, lower liner wall temperatures, etc.
Where they differ: a. Different cylinder oil quills enabling injecting oil
radially or tangentially into cylinders b. Pulse oil feed or jet oil feed c. Single or multiple injection d. Injecting oil below, above or into the rings pack
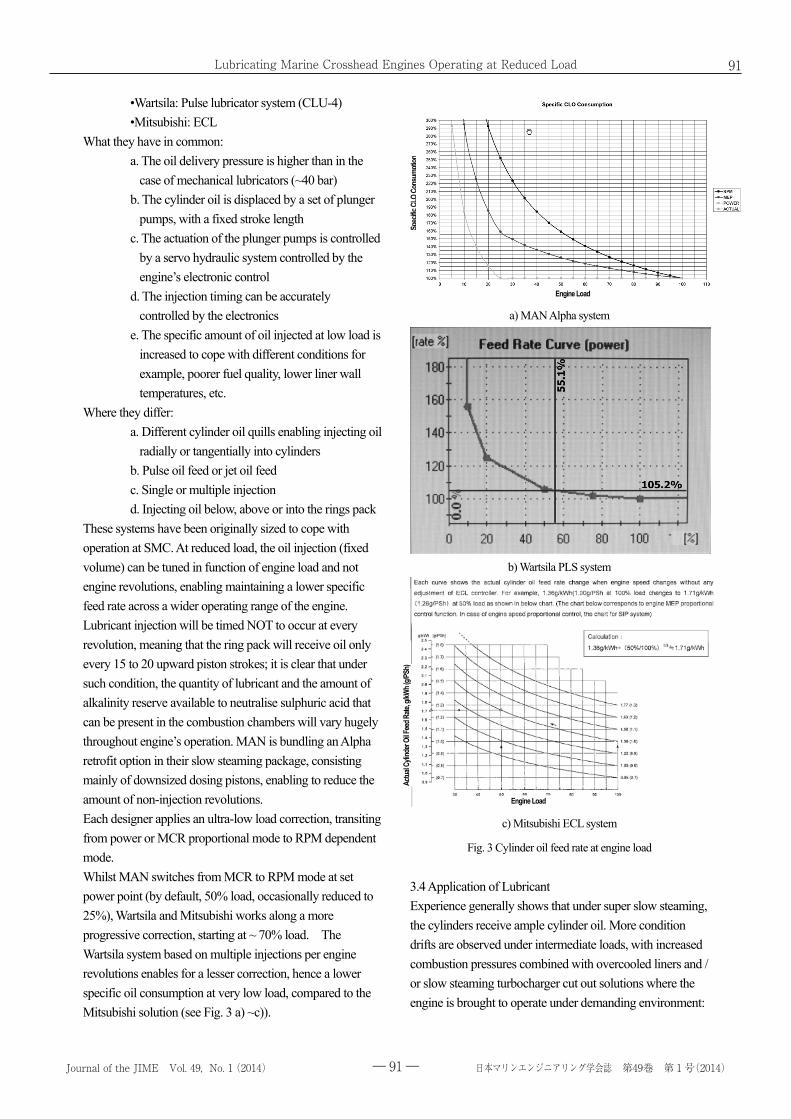
These systems have been originally sized to cope with operation at SMC. At reduced load, the oil injection (fixed volume) can be tuned in function of engine load and not engine revolutions, enabling maintaining a lower specific feed rate across a wider operating range of the engine. Lubricant injection will be timed NOT to occur at every revolution, meaning that the ring pack will receive oil only every 15 to 20 upward piston strokes; it is clear that under such condition, the quantity of lubricant and the amount of alkalinity reserve available to neutralise sulphuric acid that can be present in the combustion chambers will vary hugely throughout engine’s operation. MAN is bundling an Alpha retrofit option in their slow steaming package, consisting mainly of downsized dosing pistons, enabling to reduce the amount of non-injection revolutions. Each designer applies an ultra-low load correction, transiting from power or MCR proportional mode to RPM dependent mode. Whilst MAN switches from MCR to RPM mode at set power point (by default, 50% load, occasionally reduced to 25%), Wartsila and Mitsubishi works along a more progressive correction, starting at ~ 70% load. The Wartsila system based on multiple injections per engine revolutions enables for a lesser correction, hence a lower specific oil consumption at very low load, compared to the Mitsubishi solution (see Fig. 3 a) ~c)).
a) MAN Alpha system
b) Wartsila PLS system
c) Mitsubishi ECL system
Fig. 3 Cylinder oil feed rate at engine load
3.4 Application of Lubricant Experience generally shows that under super slow steaming, the cylinders receive ample cylinder oil. More condition drifts are observed under intermediate loads, with increased combustion pressures combined with overcooled liners and / or slow steaming turbocharger cut out solutions where the engine is brought to operate under demanding environment:
Spec
ific C
LO C
onsu
mptio
n Ac
tual C
ylind
er Oi
l Fee
d Rate
, g/kW
h (g/P
Sh)
Engine Load
Engine Load
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 91 ―
Lubricating Marine Crosshead Engines Operating at Reduced Load 91
日本マリンエンジニアリング学会執筆要項
Journal of the JIME Vo00,No. 00 -5- 日本マリンエンジニアリング学会誌 第 00巻 第 00号 (0000-00)
charge air starvation conditions, exhaust gas blow-back leading to enhanced corrosive conditions developing, specifically under operation with Sulphur content in fuels exceeding 3%. The following table reviews the various systems and their likely impact on slow steaming operation:
Table 1 OEM lubrication systems and impact on slow steaming operation
4. Analysis of Scavenge drain Oils
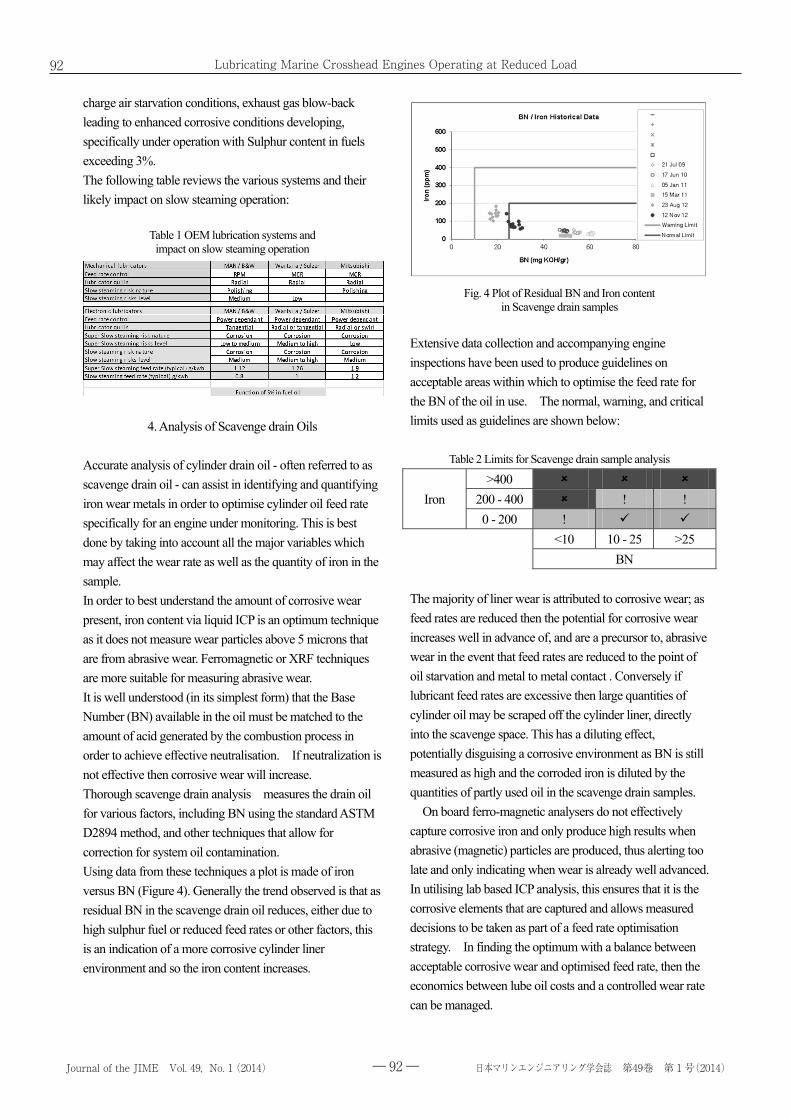
Accurate analysis of cylinder drain oil - often referred to as scavenge drain oil - can assist in identifying and quantifying iron wear metals in order to optimise cylinder oil feed rate specifically for an engine under monitoring. This is best done by taking into account all the major variables which may affect the wear rate as well as the quantity of iron in the sample. In order to best understand the amount of corrosive wear present, iron content via liquid ICP is an optimum technique as it does not measure wear particles above 5 microns that are from abrasive wear. Ferromagnetic or XRF techniques are more suitable for measuring abrasive wear. It is well understood (in its simplest form) that the Base Number (BN) available in the oil must be matched to the amount of acid generated by the combustion process in order to achieve effective neutralisation. If neutralization is not effective then corrosive wear will increase. Thorough scavenge drain analysis measures the drain oil for various factors, including BN using the standard ASTM D2894 method, and other techniques that allow for correction for system oil contamination. Using data from these techniques a plot is made of iron versus BN (Figure 4). Generally the trend observed is that as residual BN in the scavenge drain oil reduces, either due to high sulphur fuel or reduced feed rates or other factors, this is an indication of a more corrosive cylinder liner environment and so the iron content increases.
Fig. 4 Plot of Residual BN and Iron content
in Scavenge drain samples Extensive data collection and accompanying engine inspections have been used to produce guidelines on acceptable areas within which to optimise the feed rate for the BN of the oil in use. The normal, warning, and critical limits used as guidelines are shown below:
Table 2 Limits for Scavenge drain sample analysis
Iron >400
200 - 400 ! ! 0 - 200 !
<10 10 - 25 >25 BN
The majority of liner wear is attributed to corrosive wear; as feed rates are reduced then the potential for corrosive wear increases well in advance of, and are a precursor to, abrasive wear in the event that feed rates are reduced to the point of oil starvation and metal to metal contact . Conversely if lubricant feed rates are excessive then large quantities of cylinder oil may be scraped off the cylinder liner, directly into the scavenge space. This has a diluting effect, potentially disguising a corrosive environment as BN is still measured as high and the corroded iron is diluted by the quantities of partly used oil in the scavenge drain samples. On board ferro-magnetic analysers do not effectively capture corrosive iron and only produce high results when abrasive (magnetic) particles are produced, thus alerting too late and only indicating when wear is already well advanced. In utilising lab based ICP analysis, this ensures that it is the corrosive elements that are captured and allows measured decisions to be taken as part of a feed rate optimisation strategy. In finding the optimum with a balance between acceptable corrosive wear and optimised feed rate, then the economics between lube oil costs and a controlled wear rate can be managed.
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 92 ―
Lubricating Marine Crosshead Engines Operating at Reduced Load92
Journal of the JIME
Journal of the JIME Vol.00,No.00(2005) -6-
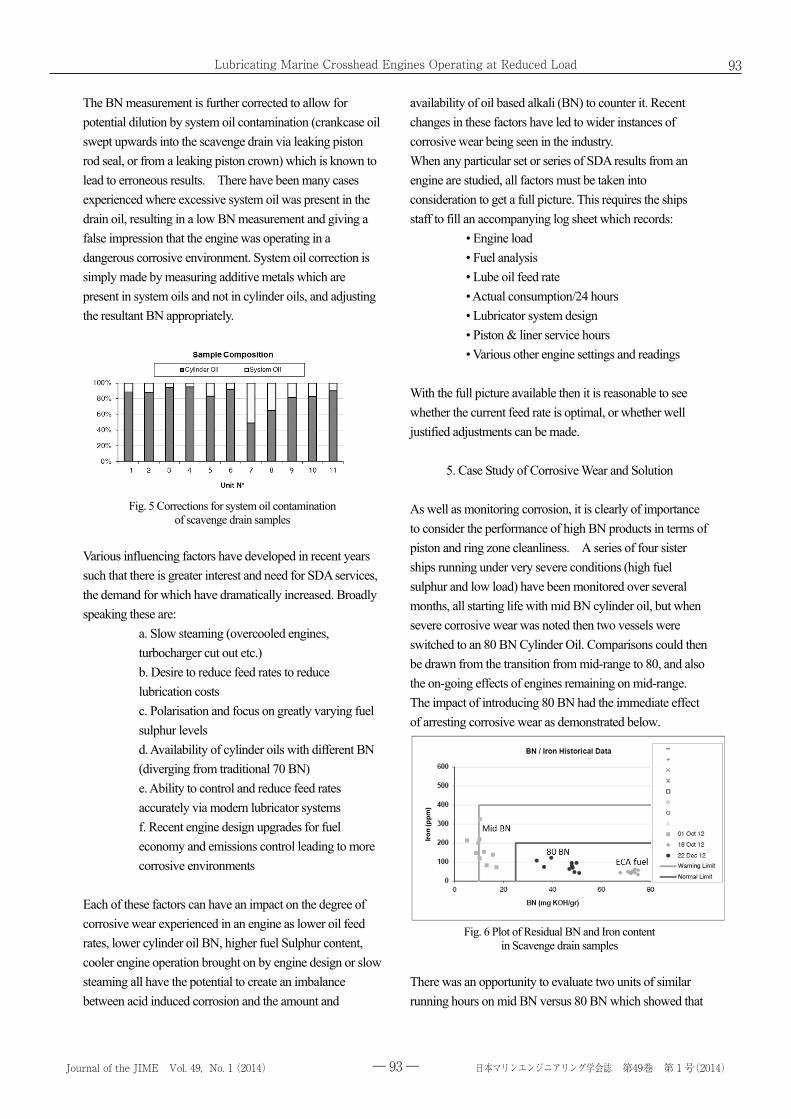
The BN measurement is further corrected to allow for potential dilution by system oil contamination (crankcase oil swept upwards into the scavenge drain via leaking piston rod seal, or from a leaking piston crown) which is known to lead to erroneous results. There have been many cases experienced where excessive system oil was present in the drain oil, resulting in a low BN measurement and giving a false impression that the engine was operating in a dangerous corrosive environment. System oil correction is simply made by measuring additive metals which are present in system oils and not in cylinder oils, and adjusting the resultant BN appropriately.
Fig. 5 Corrections for system oil contamination
of scavenge drain samples Various influencing factors have developed in recent years such that there is greater interest and need for SDA services, the demand for which have dramatically increased. Broadly speaking these are:
a. Slow steaming (overcooled engines, turbocharger cut out etc.) b. Desire to reduce feed rates to reduce lubrication costs c. Polarisation and focus on greatly varying fuel sulphur levels d. Availability of cylinder oils with different BN (diverging from traditional 70 BN) e. Ability to control and reduce feed rates accurately via modern lubricator systems f. Recent engine design upgrades for fuel economy and emissions control leading to more corrosive environments
Each of these factors can have an impact on the degree of corrosive wear experienced in an engine as lower oil feed rates, lower cylinder oil BN, higher fuel Sulphur content, cooler engine operation brought on by engine design or slow steaming all have the potential to create an imbalance between acid induced corrosion and the amount and
availability of oil based alkali (BN) to counter it. Recent changes in these factors have led to wider instances of corrosive wear being seen in the industry. When any particular set or series of SDA results from an engine are studied, all factors must be taken into consideration to get a full picture. This requires the ships staff to fill an accompanying log sheet which records:
• Engine load • Fuel analysis • Lube oil feed rate • Actual consumption/24 hours • Lubricator system design • Piston & liner service hours • Various other engine settings and readings
With the full picture available then it is reasonable to see whether the current feed rate is optimal, or whether well justified adjustments can be made.
5. Case Study of Corrosive Wear and Solution As well as monitoring corrosion, it is clearly of importance to consider the performance of high BN products in terms of piston and ring zone cleanliness. A series of four sister ships running under very severe conditions (high fuel sulphur and low load) have been monitored over several months, all starting life with mid BN cylinder oil, but when severe corrosive wear was noted then two vessels were switched to an 80 BN Cylinder Oil. Comparisons could then be drawn from the transition from mid-range to 80, and also the on-going effects of engines remaining on mid-range. The impact of introducing 80 BN had the immediate effect of arresting corrosive wear as demonstrated below.
Fig. 6 Plot of Residual BN and Iron content
in Scavenge drain samples There was an opportunity to evaluate two units of similar running hours on mid BN versus 80 BN which showed that
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 93 ―
Lubricating Marine Crosshead Engines Operating at Reduced Load 93
日本マリンエンジニアリング学会執筆要項
Journal of the JIME Vo00,No. 00 -7- 日本マリンエンジニアリング学会誌 第 00巻 第 00号 (0000-00)
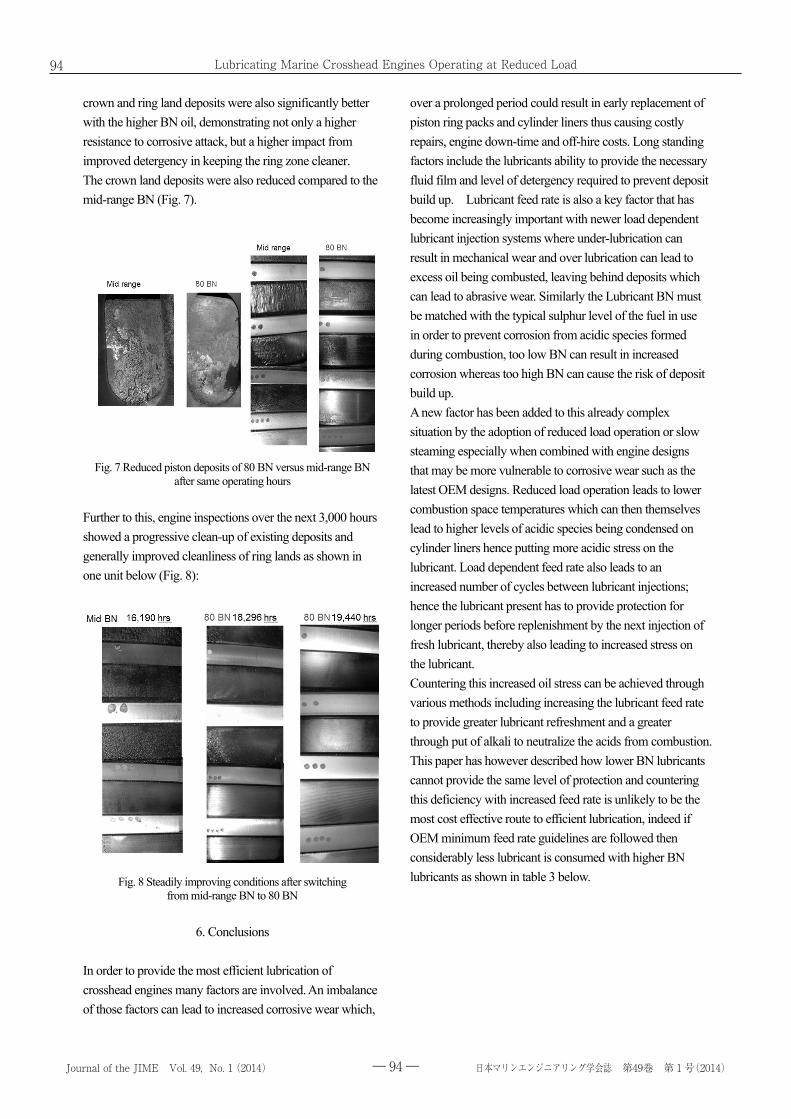
crown and ring land deposits were also significantly better with the higher BN oil, demonstrating not only a higher resistance to corrosive attack, but a higher impact from improved detergency in keeping the ring zone cleaner. The crown land deposits were also reduced compared to the mid-range BN (Fig. 7).
Fig. 7 Reduced piston deposits of 80 BN versus mid-range BN
after same operating hours Further to this, engine inspections over the next 3,000 hours showed a progressive clean-up of existing deposits and generally improved cleanliness of ring lands as shown in one unit below (Fig. 8):
Fig. 8 Steadily improving conditions after switching
from mid-range BN to 80 BN
6. Conclusions
In order to provide the most efficient lubrication of crosshead engines many factors are involved. An imbalance of those factors can lead to increased corrosive wear which,
over a prolonged period could result in early replacement of piston ring packs and cylinder liners thus causing costly repairs, engine down-time and off-hire costs. Long standing factors include the lubricants ability to provide the necessary fluid film and level of detergency required to prevent deposit build up. Lubricant feed rate is also a key factor that has become increasingly important with newer load dependent lubricant injection systems where under-lubrication can result in mechanical wear and over lubrication can lead to excess oil being combusted, leaving behind deposits which can lead to abrasive wear. Similarly the Lubricant BN must be matched with the typical sulphur level of the fuel in use in order to prevent corrosion from acidic species formed during combustion, too low BN can result in increased corrosion whereas too high BN can cause the risk of deposit build up. A new factor has been added to this already complex situation by the adoption of reduced load operation or slow steaming especially when combined with engine designs that may be more vulnerable to corrosive wear such as the latest OEM designs. Reduced load operation leads to lower combustion space temperatures which can then themselves lead to higher levels of acidic species being condensed on cylinder liners hence putting more acidic stress on the lubricant. Load dependent feed rate also leads to an increased number of cycles between lubricant injections; hence the lubricant present has to provide protection for longer periods before replenishment by the next injection of fresh lubricant, thereby also leading to increased stress on the lubricant. Countering this increased oil stress can be achieved through various methods including increasing the lubricant feed rate to provide greater lubricant refreshment and a greater through put of alkali to neutralize the acids from combustion. This paper has however described how lower BN lubricants cannot provide the same level of protection and countering this deficiency with increased feed rate is unlikely to be the most cost effective route to efficient lubrication, indeed if OEM minimum feed rate guidelines are followed then considerably less lubricant is consumed with higher BN lubricants as shown in table 3 below.
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 94 ―
Lubricating Marine Crosshead Engines Operating at Reduced Load94

Journal of the JIME
Journal of the JIME Vol.00,No.00(2005) -8-
Table 3 Comparative cylinder oil consumption at minimum OEM recommended feed rates
Relative Cylinder Oil Consumption At OEM Recommended Feed
Rates For 3.3% Sulphur Fuel
OEM 60BN 70BN 80BN
Increased 60BN
MT over 70BN
Increased 60BN
MT over 80BN
MAN D&T
Recommended Feed rate: g/kwhr
0.76 0.66 0.6
Equivalent Annual
Consumption MT
100 86.8 78.9 13.2 MT 21.1 MT
Wartsila
Recommended Feed rate: g/kwhr
1.0 0.9 0.8
Equivalent Annual
Consumption MT
100 90 80 10 MT 20 MT
The case studies described in this paper demonstrate the harmful impacts of choosing a cylinder oil of inadequate BN to match the engine operating conditions and how higher BN lubricants can reduce corrosive wear whilst enabling lower feed rates than would be required with lower BN lubricants. Thereby reduced oil consumption can be achieved along with prevention of premature replacement of engine components such as piston rings and cylinder liners. In the on-going drive to reduce vessel operating costs, higher BN cylinder oils have shown considerable advantages over lower BN cylinder oils in today’s severe operating environment.
Journal of the JIME Vol. 49, No. 1(2014) 日本マリンエンジニアリング学会誌 第49巻 第 1 号(2014)― 95 ―
Lubricating Marine Crosshead Engines Operating at Reduced Load 95
Copyright © 2022 FDOKUMEN