
ENGLISCH_Toyota Avensis 1,6_1,8_2,0_97_ 108_112 kW 07.2009 ...
Upload
independentCategory
view
0download
0
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 4
Avai lab le a t www.sc iencedi rec t .com
j ourna l homepage : www.e lsev ier . com/ loca te /he
Low temperature gasification of olive kernels in a 5-kWfluidized bed reactor for H2-rich producer gas
V. Skouloua, G. Koufodimosb, Z. Samarasb, A. Zabaniotoua,*aDepartment of Chemical Engineering, Aristotle University of Thessaloniki, Thessaloniki 54124, GreecebDepartment of Mechanical Engineering, Aristotle University of Thessaloniki, Thessaloniki 54124, Greece
a r t i c l e i n f o
Article history:
Received 19 May 2008
Received in revised form
15 July 2008
Accepted 16 July 2008
Available online 12 October 2008
Keywords:
Air fluidized bed gasification
Olive kernel
Biomass
Hydrogen
Olivine
* Corresponding author. Tel.: þ30 2310 99627E-mail address: [email protected] (A.
0360-3199/$ – see front matter ª 2008 Interndoi:10.1016/j.ijhydene.2008.07.074
a b s t r a c t
Air gasification of olive kernels in a 5 kW bench scale, bubbling fluidized bed gasifier, aimed
at H2 enrichment of the producer gas, was the target of this study. The effects of reactor
temperature (T¼ 750–850 �C) and equivalence ratio (ER¼ 0.2–0.4), representing the under
stoichiometric amount of air inserted into the reactor to that necessary for complete
combustion, on producer gas quality were determined. The experimental results revealed
that producer gas H2 content increased at the temperature of T¼ 750 �C and ER¼ 0.2,
resembling the high-temperature pyrolysis conditions that favour H2 and CO production.
Further increase in ER deteriorated producer gas quality, decreased H2 content and fav-
oured CO2, thus lowering producer gas heating value. The data obtained from several
experiments indicate that olive kernels produced a medium heating value gas
(LHV¼ 6.54 MJ/Nm3) at 750 �C and ER¼ 0.2, while H2 and CO production were maximized at
the same conditions (H2: 24%vv, CO: 14.3%vv).
ª 2008 International Association for Hydrogen Energy. Published by Elsevier Ltd. All rights
reserved.
1. Introduction The overall reaction (Reaction (1)) that takes place in the
Gasification is a thermochemical process that converts a solid
fuel (biomass) into a combustible gaseous product (producer
gas). Gasification provides a means of converting a difficult to
process material, such as solid biomass, into a versatile
energy and hydrogen gaseous carrier, rendering lignocellu-
losic material an important renewable source. Main process
products are the producer gas, which is a mixture of mainly
H2, CO, CO2, CH4, C2H4, C2H2, C2H6 and N2 if air is the oxidizing
medium, a solid phase consisting of char and inorganic ash
(mainly received as fly-ash) and a condensable gaseous/
aquatic phase consisting of aromatic hydrocarbon
compounds known as tar. Apart from the energy content of
producer gas, char and tar could be further treated for high
added value material recovery.
4; fax: þ30 2310 996209.Zabaniotou).ational Association for H
gasifier could be written as follows [1], assuming the complete
transformation of the char residue to gas:
BiomassþAir �!HEATH2þCOþCO2þCH4þCnHmþN2þTarsþAsh
(1)
Producer gas utilization either for high added value products
(e.g., 2nd generation biofuels through Fischer Tropsch
synthesis) or for power generation requires compliance with
high-quality standards in terms of composition and purity.
Composition and quality of the producer gas depend on
several factors including biomass physicochemical properties
(e.g., moisture, ash content, etc.), bed material (e.g., silica
sand, olivine, etc.), oxidation medium (e.g., air, pure oxygen,
steam, or special mixtures) and several process operating
conditions (e.g., temperature, equivalence ratio, etc.). When
ydrogen Energy. Published by Elsevier Ltd. All rights reserved.

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 46516
optimum quality of producer gas is obtained then it can be
exploited in boilers, gas turbines, internal combustion engines
(ICE) or even in fuel cells (FC).
Concerning electricity production in ICE, electrical effi-
ciency (ne) could reach w28% [2], but a thorough gas cleaning
is a prerequisite of primary importance in gasification systems
[3,4]. Electricity production integrated systems of fluidized bed
gasifiers in conjunction with FC (usually SOFCs) can reach
ne w 60% [5,6].
Gasification usually takes place at higher temperatures than
pyrolysis, in the range of 750–850 �C. Fluidized bed gasifiers
(FBG) constitute a promising type of reactor for large-scale
applications of biomass thermochemical conversion, due to
their ability of achieving high heat and mass transfer rates [2].
Such operations lead to a high rate of production and flexibility
towards the raw material feeding. However, problems like bed
sintering, agglomeration and deposition that appear due to the
low melting point of agro-residues’ ash, as well as tar produc-
tion, are obstacles for their viable application. Both problems
can be of major or minor importance according to the physi-
cochemical characteristics of the agro fuel.
Data concerning olive kernel gasification are scarce in the
scientific literature and almost all studies for olive kernel
thermochemical conversion are reported by researchers from
the Mediterranean. In Mediterranean countries olive oil
production is an agricultural activity of great importance,
producing annually large amounts of olive kernel as a valuable
byproduct. Spain, Greece, Italy and Tunisia [7] represent 65% of
the olive tree cultivation area, 76% of the olive trees in
production and 74% of the olive production worldwide. On
a global scale, the olive oil production reaches 1,600,000 tons
annually. Main solid by-products from olive oil production are
olive kernel, as well as, olive tree pruning and harvest residues.
This special agro-residue, olive kernel, presents some
particularities compared to other lignocellulosic residues, due
to its aliphatic and aromatic content, since it still contains an
oil amount. However, this agro-residue is mainly exploited
with conventional combustion for heat and sometimes elec-
tricity production, because it posses a considerable heating
value per mass unit, comparable to the LHV of the low-quality
Greek lignite.
Gasification technology of olive industry wastes emerges
nowadays as a promising alternative method of biogenic
energy production, fuel by the need for greenhouse gas miti-
gation. In Spain, Garcıa-Ibanez et al. [8] studied the effect of
experimental conditions on olive kernels gasification in a pilot
plant. The aim was to enhance gas production and improve its
composition for energetic uses. They concluded that a carbon
conversion efficiency of 81–86% was obtained at 800 �C using
air as the gasification agent. Ganan et al. [9], from Portugal,
reported that olive waste has a pattern typical of lignocellulosic
materials, and therefore can be used in gasification process,
producing combustible gases that can be further exploited to
generate electricity due to their attractive heating value.
In Portugal, again, Rui Neto et al. [10] studied the co-gasi-
fication of olive oil industry wastes and coal, in a pilot unit
utilizing a mixture of air and steam as gasification medium.
Aim was to enhance and optimize the producer gas compo-
sition in CO and H2. They concluded that at 890 �C steam
reforming leads to 45% increase in hydrogen concentration.
In Italy, Seneca [11] demonstrated that under thermo-
chemical conversion treatment olive husks were more reac-
tive than pine wood chips and seed shells. They concluded
that this behavior was linked mainly to the high content of
mineral compounds imposing a pronounced catalytic activity.
In Greece, Fryda et al. [12] tested – among others – olive
bagasse and its agglomeration tendency in an atmospheric,
lab scale, air fluidized bed gasifier. They found that fluidized
bed gasification of olive bagasse resisted to defluidisation
tendencies to temperatures over 850 �C, due to its lower
potassium (K) and higher calcium (Ca) content, compared to
energy crops such as giant reed and sweet sorghum. Zaba-
niotou et al. [13] have also studied fast pyrolysis of olive
kernels and olive tree cuttings. As pyrolysis is the main stage –
and of main importance in the fluidized bed gasification
process – results of the above study proved to be useful in
order to analyse in depth the fluidized bed gasification process
of olive kernels.
In the present study, a bench scale fluidized bed gasifier
was developed and air was used as the gasification medium.
The aim was to investigate the effects of some critical
parameters of olive kernel on gasification performance and
primarily H2 maximization while ultimate purpose is the
reactor scale up in a commercial application.
2. The bench scale FBG unit
A 5 kW, bench scale, bubbling fluidized bed gasifier (FBG) was
designed and manufactured for biogenic material gasification.
It is an atmospheric air blown FBG unit that consists of four
sections: (a) the biomass feeding section, (b) the air supply,
control and preheating section, (c) the gasification facility and
(d) the gas sampling and off-line analysis section.
Producer gas was sampled using airtight gas sampling bags
and analyzed with a GC system for quantitative determination
of CO, CO2, H2, CH4, C2H4 and C2H6.
2.1. The olive kernel feeding section
The FBG unit is equipped with a feeding hopper suitable of
feeding low-density biomass. Feeding takes place through
a system of a constant speed screw feeder and a variable
speed screw feeder (motorized via inverter), separated by
a rotary valve in order to avoid the hot gas backflow that could
pyrolyse olive kernels and cause serious tar fouling problems.
Additionally, a small proportion of fluidization air (w1 l/min)
is supplied for backflow prevention. The motorized screw
feeder is able to control the biomass feeding, based on a series
of calibration curves and the maximum mass flow rate of olive
kernel could reach 120 g/min. Olive kernel pass through the
metal to metal rotary valve and is introduced into the reactor
by the second screw feeder, into the hot zone of the reactor,
120 mm above the air distributor.
2.2. The air supply, control and preheating section
Laboratory’s air supply unit provides the FBG unit with the
primary and secondary air, necessary for the fluidization and
gasification process, always in hypo-stoichiometric amounts
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 4 6517
obtaining the desired ER ratio. It consists of a central
compressor, a main valve to control the air flow rate and an air
flow meter with maximum flow capacity of 200 l/min. The
primary air for gasification process is introduced from the
bottom of the FBG and a uniformly perforated plate (151 holes
of 1 mm diameter) is used in order to retain bed fluidization.
Primary air is preheated up to 350 �C, by passing through
a stainless steel tube that is kept in touch with the hot zone of
the reactor inside the furnace. In the beginning of each oper-
ation, while the reactor is still cold, air preheating is obtained
via an electric resistance placed at the bottom of the FBG.
Secondary air contributes in producer gas temperature
increase, which results in further tar cracking improving
carbon conversion efficiency.
2.3. The 5 kW FBG test unit
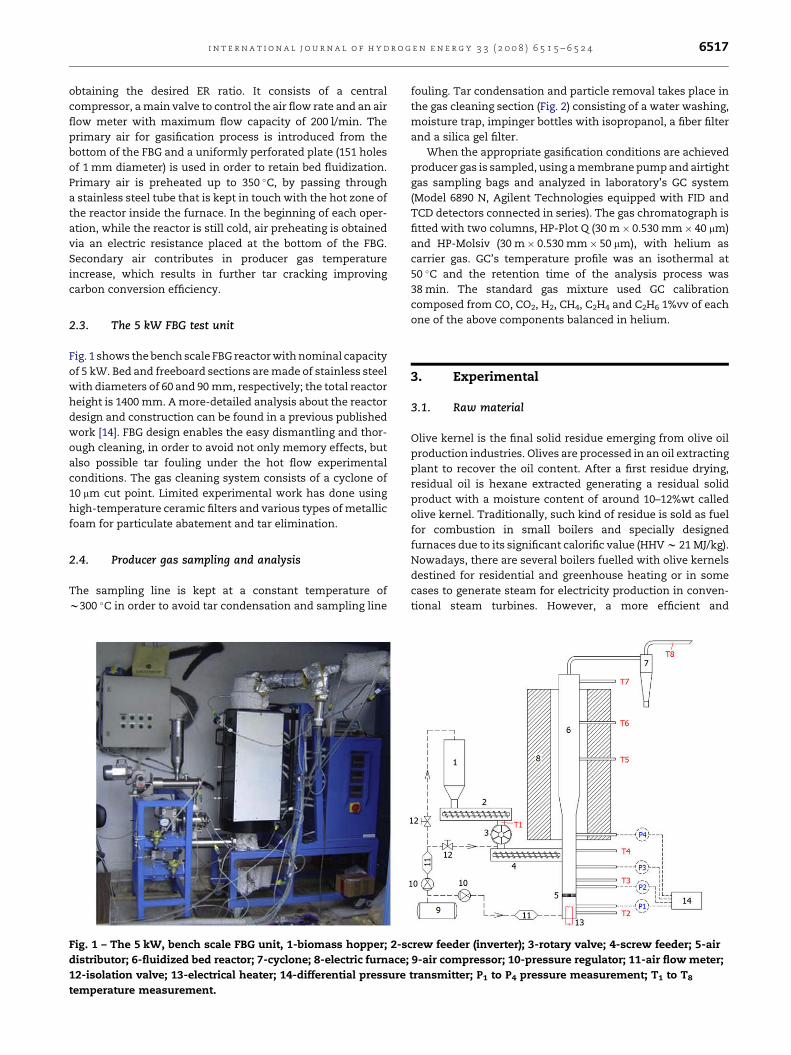
Fig. 1 shows the bench scale FBG reactor with nominal capacity
of 5 kW. Bed and freeboard sections are made of stainless steel
with diameters of 60 and 90 mm, respectively; the total reactor
height is 1400 mm. A more-detailed analysis about the reactor
design and construction can be found in a previous published
work [14]. FBG design enables the easy dismantling and thor-
ough cleaning, in order to avoid not only memory effects, but
also possible tar fouling under the hot flow experimental
conditions. The gas cleaning system consists of a cyclone of
10 mm cut point. Limited experimental work has done using
high-temperature ceramic filters and various types of metallic
foam for particulate abatement and tar elimination.
2.4. Producer gas sampling and analysis
The sampling line is kept at a constant temperature of
w300 �C in order to avoid tar condensation and sampling line
Fig. 1 – The 5 kW, bench scale FBG unit, 1-biomass hopper; 2-s
distributor; 6-fluidized bed reactor; 7-cyclone; 8-electric furnace;
12-isolation valve; 13-electrical heater; 14-differential pressure
temperature measurement.
fouling. Tar condensation and particle removal takes place in
the gas cleaning section (Fig. 2) consisting of a water washing,
moisture trap, impinger bottles with isopropanol, a fiber filter
and a silica gel filter.
When the appropriate gasification conditions are achieved
producer gas is sampled, using a membrane pump and airtight
gas sampling bags and analyzed in laboratory’s GC system
(Model 6890 N, Agilent Technologies equipped with FID and
TCD detectors connected in series). The gas chromatograph is
fitted with two columns, HP-Plot Q (30 m� 0.530 mm� 40 mm)
and HP-Molsiv (30 m� 0.530 mm� 50 mm), with helium as
carrier gas. GC’s temperature profile was an isothermal at
50 �C and the retention time of the analysis process was
38 min. The standard gas mixture used GC calibration
composed from CO, CO2, H2, CH4, C2H4 and C2H6 1%vv of each
one of the above components balanced in helium.
3. Experimental
3.1. Raw material
Olive kernel is the final solid residue emerging from olive oil
production industries. Olives are processed in an oil extracting
plant to recover the oil content. After a first residue drying,
residual oil is hexane extracted generating a residual solid
product with a moisture content of around 10–12%wt called
olive kernel. Traditionally, such kind of residue is sold as fuel
for combustion in small boilers and specially designed
furnaces due to its significant calorific value (HHV w 21 MJ/kg).
Nowadays, there are several boilers fuelled with olive kernels
destined for residential and greenhouse heating or in some
cases to generate steam for electricity production in conven-
tional steam turbines. However, a more efficient and
crew feeder (inverter); 3-rotary valve; 4-screw feeder; 5-air
9-air compressor; 10-pressure regulator; 11-air flow meter;
transmitter; P1 to P4 pressure measurement; T1 to T8

Fig. 2 – Producer gas sampling section.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 46518
environmental friendly alternative with respect to CO2 and
CH4 mitigation to the atmosphere is olive kernel gasification,
which aims to produce a high calorific value gas to fuel a gas
engine or even a gas turbine in a combined cycle of heat/
power production [15].
Untreated olive kernel used as the feeding material to the
FBG unit and its physicochemical characteristics are pre-
sented in Table 1.
The molecular formula of the olive kernel estimated from its
ultimate analysis is CH1,41O0,68. Olive kernels also present low
sulfur (S) and nitrogen (N) contents, eliminating the probability
of SOx and NOx formation, and hence the possibility of envi-
ronmental problems and corrosion of metallic components.
3.2. Bed material
The bed material is of great importance in a fluidized bed
reactor as it plays a dual role acting as heat transfer medium
and, if it is not an inert material, as an internal catalyst for
extended tar cracking. A major problem of gasification appli-
cability is tar formation and its minimisation is seen as one of
the greatest technical challenges to overcome for the
successful development of commercially attractive gasifica-
tion technologies [16]. According to the literature, tar produc-
tion in an air-steam gasification process could be as low as
w20 g/Nm3 [17]. Tar treatment technologies are categorised
Table 1 – Physicochemical characteristics of olive kernel
Proximate analysis Ultimate analysis (%wt)
HHVa (MJ/kg) 20.96 Carbon, C 48.59
Moistureb (%wt) 12.3 Hydrogen, H 5.73
Ashb (%wt) 1.9 Oxygen, O 44.06
Combustiblesb (%wt) 85.8 Nitrogen, N 1.57
Bulk density (kg/m3) 573 Sulfur, S 0.05
a Dry base.
b Wet base.
either as upstream, when the tar problem is tackled inside the
gasifier (named also primary or internal methods) or down-
stream, when tar is cleaned in separate hot gas devices
(named also secondary or external methods). Although the
secondary methods are proven to be effective and fully
controlled, primary treatment technologies are gaining more
interest due to their economic benefits [18]. In primary
methods, operating parameters such as temperature, gasi-
fying agent, bed material, equivalence ratio and residence
time can play an important role in the formation and decom-
position of tars. Cao et al. [16] concluded that the utilization of
some catalysts in the gasifier and the concepts of two-stage
gasification are of prime importance. They worked on a labo-
ratory scale, two-region, combined fluidized bed reactor for air
gasification of sawdust producing a H2-rich gas, with an LHV of
5 MJ/Nm3 and tar concentration below 10 mg/Nm3.
Corella et al. [17] stated that several in-gasifier materials
have catalytic action and eliminate in-bed tar by activating
reforming reactions. Such materials modify the kinetic
constants of most catalytic reactions involved in gasification.
The in-bed additives are classified into two categories: (i)
laboratory scale catalysts, which are very active but expen-
sive; those catalysts are deactivated by coking when used at
high (above 1000 kg/h m2 cross-sectional area) biomass
throughputs (realistic for commercial applications) and (ii)
naturally occurring solids, such as dolomite, limestone,
olivine, high iron-content solids, which have been proved to
have only a relatively small tar-elimination activity [17].
Nordgreen et al. [18] used metallic iron and iron oxides to
catalytically crack tars in a secondary reactor, downstream
the atmospheric fluidized bed gasifier fuelled with Swedish
birch. They worked at a temperature range of 700–900 �C and
low equivalence ratio almost near to pyrolysis conditions
(0< ER< 0.2), concluding that catalytic breakdown of the tar
reached 100%.
In the present study, the first set of experiments was
carried out with quartz sand (Table 2) as bed material, in the
size range 500–425 mm. Although quartz sand was an easy and

Table 2 – Comparison of physicochemical characteristicsof commercial quartz sand and olivine
Physical characteristics
Bed material Silica sand Olivine
Bed material
solid density (kg/m3)
2650 3300
Bed material
bulk density (kg/m3)
1700 1900
Chemical characteristics
SiO2 (%wt) 99.5 43.5%
Fe2O3 (%wt) 0.10 7.5–8.2%
Al2O3 (%wt) 0.10 0.3%
CaO (%wt) 0.03 0.4%
MgO (%wt) n.a. 46–48%
Fig. 4 – Effect of temperature and ER on H2 production.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 4 6519
cheap to find material, it caused severe defluidization due to
inevitable agglomeration and tar formation tendency at rela-
tively low gasification temperature (T< 800 �C). Thus, taking
into account that an iron containing bed material might act as
a catalyst for tar destruction, quartz sand was replaced with
olivine (Table 2). A 500–425 mm size fraction of olivine was also
used and it was found to be durable for a prolonged operating
period and in the temperature range 800–950 �C.
4. Experimental results
4.1. Effect of reactor temperature and air equivalenceratio in the producer gas composition
Temperature and air equivalence ratio (ER) are two of the most
important parameters affecting the overall biomass gasifica-
tion process. In the present work, reactor temperature varied
from 750 to 850 �C and ER between 0.2 and 0.4. Producer gas
composition (CO, H2, CO and CH4) as a function of temperature
and ER is depicted in Figs. 3–6. Fig. 3 shows the impact of ER
and temperature on CO production. It can be seen that as
Fig. 3 – Effect of temperature and ER on CO production.
temperature increases, there is a slight increase in CO, which
can be attributed to the endothermic (Reactions (2) and (3)).
Temperature increase favours CO production at low ER (0.2),
while at higher ER (0.4) CO production is hindered by the
complete oxidation of carbon to CO2. At the lowest ER and the
highest temperature (T¼ 850 �C) steam reforming of CH4
(Reaction (3)) or even tar thermal cracking (Reaction (4)) might
contribute to the slight further increase of CO [20].
CþH2O/COþH2 þ 131 MJ=kmol (2)
CH4 þH2O/COþ 3H2 þ 206 MJ=kmol (3)
Tar �!HeatCO2 þ COþH2 þ CH4 þ lighter H=C (4)
H2 production (Fig. 4) on the other hand, peaked at the lower
gasification temperature (T¼ 750 �C) and the lowest ER¼ 0.2.
This finding was validated with pyrolysis experiments per-
formed in a laboratory flash pyrolysis reactor: olive kernel in
an inert helium atmosphere (ER¼ 0) and temperature of
T¼ 765 �C produced a gas with 41%vv H2, 42% CO, 13.5%vv CH4
and some traces of light hydrocarbons.
Fig. 5 – Effect of temperature and ER on CO2 production.

0
2
4
6
8
10
750 800 850
Temperature [oC]
ER=0,4 ER=0,3 ER=0,2
Pro
duce
r G
as L
HV
[M
J/N
m3 ]
Fig. 7 – Effect of temperature and ER on LHV of the producer
gas.
Fig. 6 – Effect of temperature and ER on CH4 production.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 46520
On the other hand, carbon dioxide (Fig. 5) increased with
temperature for ER¼ 0.3 and ER¼ 0.4. The opposite trend was
noticed for the lowest achieved ER¼ 0.2 and this could be
possibly attributed to the fact that the endothermic Bou-
douard reaction (Reaction (5)) possibly took place; thus the
unburned fixed carbon of char reacted further in favour of
carbon monoxide. These results are also in accordance with
the trend that Fig. 3 depicts for CO production.
Cþ CO2/2CO þ 172 MJ=kmol (5)
Finally, the methane was generally produced (Fig. 6) at low
concentrations (CH4< 5%vv) under all test conditions.
Temperature increase at low ER¼ 0.2 favoured methane
reforming due to Reactions (3) and (4). This could be well-
explained probably due to (a) the catalytic effect of olivine
(iron presence) and (b) the steam reforming reactions activa-
tion that take place at high temperature (T¼ 850 �C) [19,20].
4.2. Producer gas LHV
Temperature and ER alsosignificantly affect the heating value of
producer gas. Main research target is the production of
aproducergasenriched inCO,H2 and CH4. Thepresenceofthese
combustible species contributes to the production of a medium
to high heating value gas, suitable for further exploitation in
internal combustion engines (ICE) and turbines for power
production. LHV calculation was made using Eq. (1) [21]:
LHVgas ¼ð30COþ 25:7H2 þ 85:4CH4 þ 151:3CXHYÞ4:2
1000MJ=Nm3
(1)
where CO, H2, CH4 and CXHY are the molar ratios of the species
in the producer gas as measured in our gasification
experiments.
In Fig. 7 the effect of temperature and ER on producer gas
LHV is depicted. Higher ER lead to lower gas heating value, not
only due to nitrogen dilution, but also, because of the
promotion of oxidation reactions. At low ERs temperature
increase reduced the heating value of the producer gas;
however, this effect is not clear at medium and high ERs.
Experimental results indicated the optimum achieved
LHVgas¼ 6.54 MJ/Nm3 at conditions of 750 �C and ER¼ 0.2.
Finally, a comparison of the experimental results from the
present study with literature data is presented in Table 3
[9,10,13,22–26].
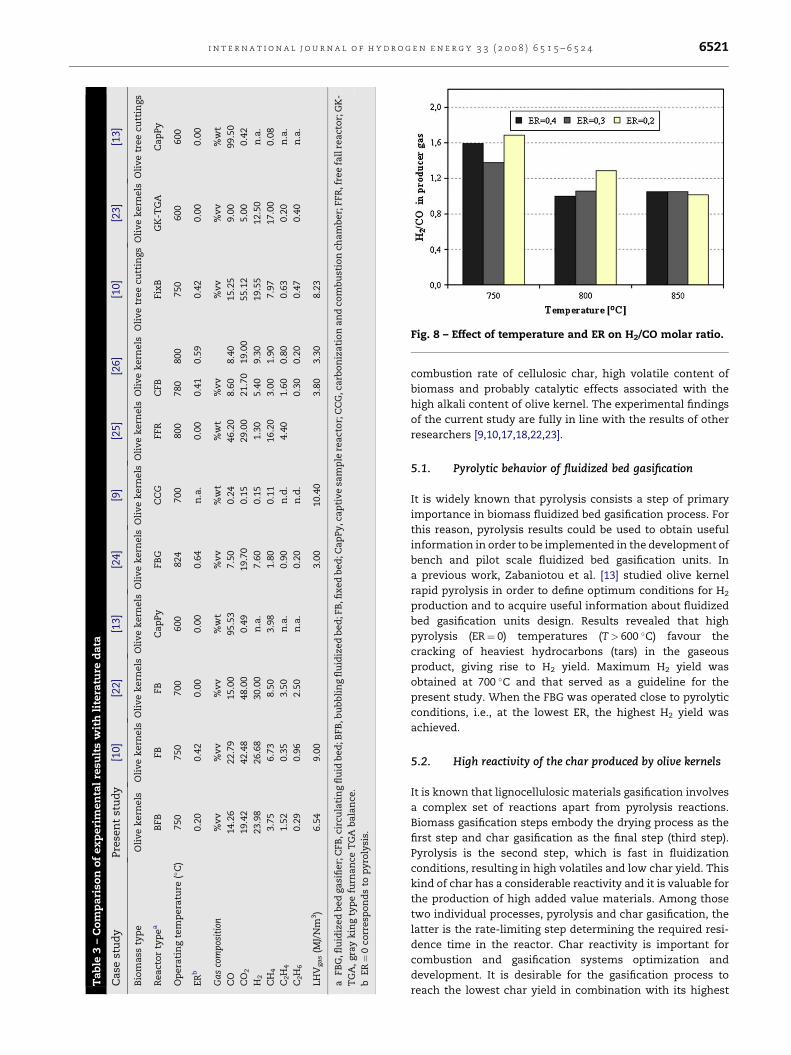
4.3. H2/CO ratio in producer gas
High yields of syngas (H2 and CO) were obtained from olive
kernel gasification with air and this behavior could be attrib-
uted to the increased content of cellulose and hemicellulose in
the raw material. Such information was known from previous
experimentation in a laboratory scale, fixed bed gasification
unit [15].
Uses of syngas could be distinguished according to the H2/
CO molar ratio. Producer gas with H2/CO ratio between 1 and 2
can be used for the production of 2nd generation biofuels via
Fischer Tropsch synthesis (H2/CO w 2) and high added value
chemical products like methanol [27–29]. The present study
indicates that producer gas of olive kernels gasification at
750 �C and ER¼ 0.2 with a molar ratio of H2/CO¼ 1.7 could be
useful for Fisher Tropsch synthesis. The effect of temperature
on H2/CO molar ratio is presented in Fig. 8.
Further syngas quality improvements could possibly make
the producer gas suitable for energy production not only in
conjunction with ICEs, but also, with FCs. Especially con-
cerning SOFCs, research has shown that a fraction of CO of
w24%vv in syngas could improve the SOFC performance by
23% compared to pure H2 usage [30].
5. Discussion
The experimental data gained in this study reveal that in olive
kernel air gasification the optimum conditions for H2
production maximization were temperature of 750 �C and
ER¼ 0.2. The relatively low gasification temperature might be
attributed to various reasons such as pyrolytic behavior of
fluidized bed gasification, high reactivity of olive stones char,
Ta
ble
3–
Co
mp
ari
son
of
ex
peri
men
tal
resu
lts
wit
hli
tera
ture
da
ta
Ca
sest
ud
yP
rese
nt
stu
dy
[10]
[22]
[13]
[24]
[9]
[25]
[26]
[10]
[23]
[13]
Bio
ma
ssty
pe
Oli
ve
kern
els
Oli
ve
kern
els
Oli
ve
kern
els
Oli
ve
kern
els
Oli
ve
kern
els
Oli
ve
kern
els
Oli
ve
kern
els
Oli
ve
kern
els
Oli
ve
tree
cutt
ings
Oli
ve
kern
els
Oli
ve
tree
cutt
ings
Rea
cto
rty
pe
aB
FB
FB
FB
Ca
pP
yFB
GC
CG
FFR
CFB
Fix
BG
K-T
GA
Ca
pP
y
Op
era
tin
gte
mp
era
ture
(�C
)750
750
700
600
824
700
800
780
800
750
600
600
ER
b0.2
00.4
20.0
00.0
00.6
4n
.a.
0.0
00.4
10.5
90.4
20.0
00.0
0
Gas
com
pos
itio
n%
vv
%v
v%
vv
%w
t%
vv
%w
t%
wt
%v
v%
vv
%v
v%
wt
CO
14.2
622.7
915.0
095.5
37.5
00.2
446.2
08.6
08.4
015.2
59.0
099.5
0
CO
219.4
242.4
848.0
00.4
919.7
00.1
529.0
021.7
019.0
055.1
25.0
00.4
2
H2
23.9
826.6
830.0
0n
.a.
7.6
00.1
51.3
05.4
09.3
019.5
512.5
0n
.a.
CH
43.7
56.7
38.5
03.9
81.8
00.1
116.2
03.0
01.9
07.9
717.0
00.0
8
C2H
41.5
20.3
53.5
0n
.a.
0.9
0n
.d.
4.4
01.6
00.8
00.6
30.2
0n
.a.
C2H
60.2
90.9
62.5
0n
.a.
0.2
0n
.d.
0.3
00.2
00.4
70.4
0n
.a.
LH
Vga
s(M
J/N
m3)
6.5
49.0
03.0
010.4
03.8
03.3
08.2
3
aFB
G,fl
uid
ized
bed
ga
sifi
er;
CFB
,cir
cula
tin
gfl
uid
bed
;BFB
,bu
bb
lin
gfl
uid
ized
bed
;FB
,fix
ed
bed
;Ca
pP
y,c
ap
tiv
esa
mp
lere
act
or;
CC
G,c
arb
on
iza
tio
na
nd
com
bu
stio
nch
am
ber;
FFR
,fre
efa
llre
act
or;
GK
-
TG
A,
gra
yk
ing
typ
efu
rna
nce
TG
Ab
ala
nce
.
bE
R¼
0co
rresp
on
ds
top
yro
lysi
s.
Fig. 8 – Effect of temperature and ER on H2/CO molar ratio.
i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 4 6521
combustion rate of cellulosic char, high volatile content of
biomass and probably catalytic effects associated with the
high alkali content of olive kernel. The experimental findings
of the current study are fully in line with the results of other
researchers [9,10,17,18,22,23].
5.1. Pyrolytic behavior of fluidized bed gasification
It is widely known that pyrolysis consists a step of primary
importance in biomass fluidized bed gasification process. For
this reason, pyrolysis results could be used to obtain useful
information in order to be implemented in the development of
bench and pilot scale fluidized bed gasification units. In
a previous work, Zabaniotou et al. [13] studied olive kernel
rapid pyrolysis in order to define optimum conditions for H2
production and to acquire useful information about fluidized
bed gasification units design. Results revealed that high
pyrolysis (ER¼ 0) temperatures (T> 600 �C) favour the
cracking of heaviest hydrocarbons (tars) in the gaseous
product, giving rise to H2 yield. Maximum H2 yield was
obtained at 700 �C and that served as a guideline for the
present study. When the FBG was operated close to pyrolytic
conditions, i.e., at the lowest ER, the highest H2 yield was
achieved.
5.2. High reactivity of the char produced by olive kernels
It is known that lignocellulosic materials gasification involves
a complex set of reactions apart from pyrolysis reactions.
Biomass gasification steps embody the drying process as the
first step and char gasification as the final step (third step).
Pyrolysis is the second step, which is fast in fluidization
conditions, resulting in high volatiles and low char yield. This
kind of char has a considerable reactivity and it is valuable for
the production of high added value materials. Among those
two individual processes, pyrolysis and char gasification, the
latter is the rate-limiting step determining the required resi-
dence time in the reactor. Char reactivity is important for
combustion and gasification systems optimization and
development. It is desirable for the gasification process to
reach the lowest char yield in combination with its highest

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 46522
reactivity, during the pyrolysis step. Thus the residual carbon,
that is embodied in the char, is further gasified and combusted
in the bottom region of the fluidized bed reactor.
According to Di Blasi et al. [27] lignocellulosic char reac-
tivity, after a rapid rate of oxidative weight loss (at temper-
atures< 400 �C), presents two distinct exothermic stages
corresponding to combustion of aliphatic and aromatic
components, respectively. The relative importance of the two
combustion stages depends on char formation temperature,
with the aliphatic groups to be the predominant at the less
severe pyrolysis conditions. Char reactivity decreases during
conversion and gives the depletion of the more reactive
components and the changes in the inorganics, which become
less catalytically active [27].
Additionally, the combustion rate of cellulosic char was
assumed to consist of the following main adsorption (Reaction
(6)) and desorption reactions (Reaction (7) and (8)). Therefore,
the results presented here can be directly applicable to the
above reactions:
2CþO2/2CðOÞ (6)
2CðOÞ/CO2 (7)
CðOÞ þ 2CðOÞ/CO2 þ C (8)
It can be expected that, at low temperatures, the desorption
process (physical process) is the controlling step and at high
temperatures the controlling step is the chemical sorption of
oxygen (chemical process).
Higher H2 production at low gasification temperatures,
a main experimental result in the present study, is justified
also by the findings of Cao et al. [16]. They considered that the
following reactions are involved in biomass gasification:
CnHmOz �!Heat
aCO2 þ bH2Oþ cCH4 þ dCOþ eH2 þ fðC2 � C5Þ (9)
CþO2/CO2 (10)
CþO2/CO (11)
COþH2O/CO2 þH2 (12)
Reaction (9) indicates that lignocellulosic biomass under
thermal treatment releases high amount of volatiles; thus at the
beginning biomass is rapidly devolatized without the necessity
of large amounts of energy. On the other hand, the energy needs
for the pyrolysis step can be provided from the complete and
partial oxidation reactions of the fixed carbon that is left in the
char residue (exothermic Reactions (10) and (11)). Additionally,
the water–gas shift (Reaction (12)) also occurs in the gasification
process due to the presence of process steam or raw material
moisture and enhances H2 production. Carbon also reacts with
moisture according to Reaction (2) and carbon dioxide (Reaction
(5)) in order to produce carbon monoxide. However, the steam
and carbon dioxide gasification processes are both intensive
endothermic reactions, which will result in temperature drop in
the gasifier. According to Le Chatelier’s principle, higher
temperatures favour reactants in exothermic reactions and
products in endothermic reactions. At lower temperature,
according to the endothermic Reactions (2), (5) and (12) the
occurrence of H2 and CO seemed that were not favoured, as
steam reforming reactions take place at higher than 750 �C
temperature [18]. However, low gasification temperature
(750 �C) in combination with the impose of as low as possible ER
(0.2) and olivine presence, another phenomenon seemed to be
prevailed over steam reforming reactions. Possibly the compo-
nents of tar, and mainly toluene, have been thermally broken
down, under the catalytic effect of iron-based olivine, releasing
at the same time as intermediate compounds H2 and CO [31].
5.3. The volatile content of olive kernel
Olive kernel releases a considerably high proportion of vola-
tiles during its thermal treatment [10]. Volatiles then react
further with the char residue in order to produce more fuel
gas. Additionally, Ollero et al. [19] concluded that external
diffusion resistance may limit the char reactivity, especially at
low CO2 partial pressures ðpCO2 � 0:2 barÞ and high tempera-
tures (T� 900 �C). Lower temperatures may lead to an increase
in the char reactivity and that supports the results of the
present study. They have also reported that CO2 adsorption on
char surface, followed by CO desorption and are the
predominant steps that determine the gasification rate
according to Reactions (13)–(15):
Cf þ CO2/CðOÞ þ CO (13)
CðOÞ þ CO/Cf þ CO2 (14)
CðOÞ/Cf þ CO (15)
where Cf represents the active carbon site and C(O) the
carbon–oxygen complex.
According to their results, CO reduces the steady-state
concentration of C(O) due to the inverse reaction and has an
adverse effect on it. They have also noted that the char reac-
tion with CO has a significant inhibition effect and the acti-
vation energy of char gasification of olive kernel is
significantly lower than other biomass chars. This happens
probably due to the catalytic effect associated to olive kernels
high alkali content [21].
5.4. Alkali content of olive kernels
It is known that the gasification products distribution depend,
apart from temperature and ER, on the type of biomass,
something that also affects both biomass devolatilization and
char conversion. Di Blasi et al. [27] investigated the char reac-
tivities of wheat straw, olive husks and grape residues under
pyrolysis and established that the higher reactivity of chars
emerging from olive husk pyrolysis – in comparison to other
agricultural residues – may be attributed to the lower pyrolysis
temperatures; such conclusion was made as a consequence of
the higher bed density. They have also connected this obser-
vation to another fact; ash from the olive kernel is Na, Ca and K
rich – compared to wheat straw and grape residues – and
therefore the char catalysis during combustion is stronger.
In addition, pulverized olive kernel allows a better heat flow
rate in comparison with other residues that are not easy to
pulverize. Since smaller particles have larger surface area and
therefore faster heating rate, it is expected that the size of the
biomass particles will influence the product gas composition

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 4 6523
and yield. A possible explanation is that for smaller particle
sizes pyrolysis process is mainly controlled by reaction
kinetics; but as the particle size increases, the product gas (that
emerges from the interior of the particle) is more difficult to
diffuse out and as a result the process is mainly controlled by
gas desorption. It is generally accepted that gas yield and
composition are related to the heating rate of biomass particles:
high heating rates produce mainly light gases and less char and
condensates. Due to a simple power law, global mechanisms
are observed to give a good prediction of combustion kinetics,
with reactivities that increase significantly as heating rate
increases and/or temperature is decreased [8,21].
6. Conclusions
Olive kernels have a significant position amongst other agri-
cultural residues in Greece. The present study concerned the
air gasification process of olive kernel in an FBG at the
temperature range of 750–850 �C and air equivalence ratio in
the range 0.2–0.4. Olivine was chosen as bed material playing
a dual role: as fluidization medium and as an in-bed catalyst.
Experimentalresultsindicatedtheeffectoftemperatureand
air equivalence ratio on producer gas composition and LHV.
Suchexperimentalresultsgaveconsiderableinformationabout
gasifier’s performance and reactor’s scaling up. An important
remark was that the highest H2 proportion in the producer gas
was reached at 750 �C and ER¼ 0.2 where the maximization of
LHV was also detected. Further increase in air led to a consid-
erable increase of CO2 (due to promotion of oxidation reactions)
and deterioration of the producer gas LHV.
Acknowledgments
The authors are grateful to the European Social Fund (ESF),
Greek Ministry of Development - General Secretariat of
Research and Technology (GSRT), for the financial support,
under the frames of the research program PENED03.
r e f e r e n c e s
[1] Madhukar RM, Goswami DY. Thermodynamic optimizationof biomass gasifier for hydrogen production. Int J HydrogenEnergy 2007;32:3831–40.
[2] McKendry P. Energy production from biomass (part 3):gasification technologies. Bioresour Technol 2003;83:55–63.
[3] Hasler P, Nussbaumer Th. Gas cleaning for IC engineapplications from fixed bed biomass gasification. BiomassBioenergy 1999;16:385–95.
[4] Bridgwater AV, Toft AJ, Brammer JG. A techno-economiccomparison of power production by biomass fast pyrolysiswith gasification and combustion. Renew Sustain Energy Rev2002;6:181–248.
[5] Athanasiou C, Coutelieris F, Vakouftsi E, Skoulou V,Antonakou E, Marnellos G, et al. From biomass to electricitythrough integrated gasification/SOFC system-optimizationand energy balance. Int J Hydrogen Energy 2007;32(3):337–42.
[6] Seitaridis Th, Athanassiou C, Zabaniotou A . Modularbiomass gasification based solid oxide fuel cells (SOFC) for
sustainable development. Renew Sustain Energy Rev 2008;12(5):1251–76.
[7] FAO Organization. Available from: www.fao.org [accessed02.03.08].
[8] Garcıa-Ibanez P, Cabanillas A, Sanchez JM. Gasification ofleached orujillo (olive oil waste) in a pilot plant circulatingfluidised bed reactor. Preliminary results. Biomass Bioenergy2004;27(2):183–94.
[9] Ganan J, Turegano JP, Calama G, Roman S, Al-Kassir A. Plantfor the production of activated carbon and electric powerfrom the gases originated in gasification processes. FuelProcess Technol 2006;87(2):117–22.
[10] Rui Neto A, Pinto F, Franco C, Dias M, Gulyurtlu I,Matos MAA, et al. Fluidised bed co-gasification of coal andolive oil industry wastes. Fuel 2005;84(12-13):1635–44.
[11] Seneca O. Kinetics of pyrolysis, combustion and gasificationof three biomass fuels. Fuel Process Technol 2007;88:87–97.
[12] Fryda LE, Panopoulos K, Kakaras E. Agglomeration influidised bed gasification of biomass. Powder Technol 2008;181(3):307–20.
[13] Zabaniotou AA, Kalogiannis G, Kappas E, Karabelas AJ. Oliveresidues (cuttings and kernels) rapid pyrolysis product yieldsand kinetics. Biomass Bioenergy 2000;18(5):411–20.
[14] Zabaniotou A, Skoulou V, Koufodimos G, Samaras Z.Conceptual desing and preliminary hydrodynamic study ofan agro biomass bench scale gasification fluidized bedreactor. Int J Chem Reactor Eng:1–17. Available from: <http://www.bepress.com/ijcre/vol6/A14>, 2008;6.
[15] Dayton D. A review of the literature on catalytic biomass tardestruction. National Renewable Energy Laboratory; 2002.Milestone Completion Report, NREL/TP-510-32815.
[16] Cao Y, Wang Yang, Riley JT, Pan Wei-Ping. A novel biomassair gasification process for producing tar-free higher heatingvalue fuel gas. Fuel Process Technol 2006;87:343–53.
[17] Corella J, Toledo JM, Molina G. Calculation of the conditionsto get less that 2 g/Nm3 tar in a fluidized bed gasifier. FuelProcess Technol 2006;87:841–6.
[18] Nordgreen T, Liliedahl T, Sjostrom K. Metallic iron as a tarbreakdown catalyst related to atmospheric, fluidised bedgasification of biomass. Fuel 2006;85(5–6):689–94.
[19] Ollero P, Serrera A, Arjona R, Alcantarilla S. The CO2
gasification kinetics of olive residue. Biomass Bioenergy2003;24:151–61.
[20] Uddin Md Aznar, Tsuda H, Wu S, Sasaoka E. Catalyticdecomposition of biomass tar with iron oxide catalysts. Fuel2008;87:451–9.
[21] Lv PM, Xiong ZH, Chang J, Wu CZ, Chen Y, Zhu JX. Anexperimental study on biomass air–steam gasification ina fluidized bed. Bioresour Technol 2004;95:95–101.
[22] Encinar JM, Beltran FJ, Ramiro A, Gonzalez JF. Pyrolysis/gasification of agricultural residues by carbon dioxide in thepresence of different additives: influence of variables. FuelProcess Technol 1998;55:219–33.
[23] Blanco Lopez MC, Blanco CG, Martinez-Alonso A,Tascon JMD. Composition of gases released during olivestones pyrolysis. J Anal Appl Pyroly 2002;65:313–22.
[24] Orecchini F, Bocci E. Biomass to hydrogen for the realizationof closed cycles of energy resources. In: 3rd Dubrovnicconference on sustainable development of energy, water andenvironment systems. Dubrovnic, Croatia; 2000.
[25] Demirbas A. Effects of temperature and particle size onbiochar yield from pyrolysis of agricultural residues. J AnalAppl Pyrol 2004;72:243–9.
[26] Wei L, Xu S, Zang L, Zang H, Liu C, Zhu H. Characteristics offast pyrolysis of biomass in a free fall reactor. Fuel ProcessTechnol 2006;87:863–71.
[27] Di Blasi C, Buonanno F, Branca C. Reactivities of somebiomass chars in air. Carbon 1999;37:1227–38.

i n t e r n a t i o n a l j o u r n a l o f h y d r o g e n e n e r g y 3 3 ( 2 0 0 8 ) 6 5 1 5 – 6 5 2 46524
[28] Zabaniotou A, Skoulou V, Stauropoulos G, Sakellaropoulos G.Syngas production from olive tree cuttings and olive kernelsin a downdraft fixed bed gasifier. Int J Hydrogen Energy 2008;33(4):1185–94.
[29] Song X, Guo Z. Technologies for direct production of flexibleH2/CO synthesis gas. Energy Conversion Management 2006;47:560–9.
[30] Aloui T, Halouani K. Analytical modeling of polarizations insolid oxide fuel cell using biomass syngas product as fuel.Appl Thermal Eng 2007;27:731–7.
[31] Lopamudra D, Ptasinski KJ, Frans JJ, Janssen G. Pretreatedolivine as tar removal catalyst for biomass gasifiers:investigation using naphthalene as model biomass tar. FuelProcess Technol 2005;86(6):707–730..
Copyright © 2022 FDOKUMEN


















![KW[from 1994]wac_c.pdf](https://static.fdokumen.com/doc/165x107/6314afe3c72bc2f2dd0476e0/kwfrom-1994waccpdf.jpg)
