Каталог инструмента Pramet (фрезерование)
318
2012 ФРезеРование
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Каталог инструмента Pramet (фрезерование)

Pramet Tools, s.r.o., Uničovská 2, CZ-787 53 Šumperk, CZECH REPUBLICPhone: +420 583 381 111, Fax: + 420 583 215 401, E-mail: [email protected]
2012
BR
AZI
L •
Pram
et In
d. e
Com
. de
Ferra
men
tas
Ltda
., So
roca
ba / S
P, T
el./F
ax: +
55 1
5 33
25-6
162,
E-m
ail:
pram
et.in
fo.b
r@pr
amet
.com
GE
RM
AN
Y •
Pra
met
Gm
bH, E
rlang
en, T
elef
on: +
49
9131
/ 93
37
40, E
-mai
l: pr
amet
.info
.de@
pram
et.c
omC
HIN
A / 中
国 • 普拉米特刀具(上
海)有
限公司
, 电话: +
86-2
1-52
21 2
713, 邮
箱: p
ram
et.in
fo.c
n@pr
amet
.com
H
UN
GA
RY
• P
ram
et K
ft., B
udap
est,
Tel.:
+ 3
6-1-
382-
90-8
2, E
-mai
l: pr
amet
.info
.hu@
pram
et.c
omIN
DIA
• P
ram
et T
ools
Indi
a Pv
t Ltd
, Gur
gaon
, Pho
ne: +
91
124
4703
825,
E-m
ail:
pram
et.in
fo.in
@pr
amet
.com
ITA
LY •
Pra
met
SRL
, Lai
nate
(MI),
Tel
efon
o: +
39
02 /
93 7
9 94
82,
E-m
ail:
pram
et.in
fo.it
@pr
amet
.com
PO
LA
ND
• P
ram
et S
p. z
o.o
., So
snow
iec,
Tel
efon
: + 4
8 32
/ 78
15
890,
E-m
ail:
pram
et.in
fo.p
l@pr
amet
.com
RU
SS
IA •
OO
O «
Прам
ет»,
Мос
ква,
РФ
, Тел
ефон
: +7
495
739
57 2
3, 7
39 5
7 22
, E-m
ail:
pram
et.in
fo.ru
@pr
amet
.com
SLO
VAK
IA •
Pra
met
Slo
vaki
a, Ž
ilina,
Tel
efon
: + 4
21 4
1 / 7
64 5
4 60
, E-m
ail:
pram
et.in
fo.s
k@pr
amet
.com
w w w . p r a m e t . c o m
2012
ФРе
зеРо
вани
е
ФРезеРование

1
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
4 12 ÷ 62
4 64 ÷ 90
4 92 ÷ 124
4 126 ÷ 138
4 140 ÷ 148
4 152 ÷ 203
PR re
v. 11
/201
1
фрезы длЯ ОБрАБОТКИ плОсКОсТей
фрезы КОнцевые
фрезы КОпИрОвАльные (M&D)
фрезы ТОрцОвО-цИлИндрИЧесКИе
фрезы дИсКОвые
сменные мнОГОГрАнные плАсТИны (смп)

2
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны

3
Алф
АвИТ
ный
спИс
ОК А
ссОр
ТИм
енТA
2416-E 1382516 862636 88A-SVC22C 122B.-SRD.. 94F60SB22X 54F60SN17X 56F90TB27X 58K2-SLC 116K2-SRC 112N-SSO09 84S(C)RD 96S45HN09 34S45OD05D 36S45OD06D 38S45SE09F 28S45SE12F 30S45SN12Z 32S75AP15D 40S90AD11E 12S90AD16E 14S90AP10D 20S90AP11D 16
S90AP15D 18S90AP15D 134S90AP16D 22S90CN(XN) 146S90CN(XN)-R 148S90SD12 26S90SN 140S90SN-R 144S90SO09 24S90VC22C 120SAD11E 104SAD16E 106SAD11E концевая 64SAD16E концевая 66SAP..D 108SAP10D 72SAP11D спиральная 126SAP11D концевая 68SAP15D спиральная 128SAP15D концевая 70SAP16D 74SCC 90SCMORD 92
SMOZD.. 98SRC-A 110SSA 78SSAP 130SSAP-A 132SSD09 82SSE09 80SSO09 76SVC22C 124SZD концевая 100SZD 102SxxXP16 136W45SE123F 42W45SE15F 44W60SP25P 60W75SN12N 50W75SP12D 46W75SP15D 48W90SP25P 62W90TP22D 52
фреза 4 фреза 4 фреза 4
ADEW SR 152ADEX-FA 152ADEX-M 153ADKT 15 153ADMX 11 154ADMX 16 155ADMX 16/32 156APET EN/SN 156APET-FA 157APEW ER/SR 157APKT 10-FA 158APKT 10-M 158APKT 16 159APKX 11 159APKX 15 160APKX 16/32 161CCMX-TS1 161CNE 162CNHQ 162CNM 163HNGX 163LC 12-CH 164LC 12-RE 165LC 12-RI 165LC-KP(KPF) 166ODEW 167ODMT ZZ 167ODMX 168RC(F) 169RCA ARAF 170RDET 170RDEW 171
RDEX-12 171RDGT 172RDHT-FA 172RDHX MOE 173RDHX MOT 173RPET 174RPET-M 174RPEW MOS 175RPEW MOSN 175RPEX-12 176SBKX 176SBMR 177SDEW EN/SN 177SDEX-74 178SDMT 178SEEN FN/SN 179SEER EN/SN 179SEET EN/SN 180SEET-FA 180SEET-PM 181SEEW EN/SN 181SEMT 182SFCN 182SNHF-M 183SNHN 183SNHQ AZTN/EN 184SNHQ TRL 185SNKT-M 186SNKX 186SNMR-R 187SNMT-M 187SNMT-R 188
SNUN 188SOMT-M 189SOMT-MI 189SOMT-P 190SPET EN/SN 190SPET S 191SPEW EN/SN 191SPGN 192SPGN DZSR 192SPKN ER/EL 193SPKN SR/SL 193SPKR 194SPKX 194SPMX-UD2 195SPUN 195SPUN S 196TBMR 196TCMT-UM/UR 197TNJF 197TPCN 198TPKN ER 198TPKN SR 199TPKR 199TPUN 200VCGT-FA 200XDHW 201XNGX 201XNHQ 202XPHT 202ZDCW 203ZDEW 203
пластинa 4 пластинa 4 пластинa 4
АлфАвИТный спИсОК плАсТИн
АлфАвИТный спИсОК фрез

4
АссО
рТИм
енТ
АссОрТИменТ фрез длЯ ОБрАБОТКИ плОсКОсТей
S90AP15D
Kr = 90° 2 18
S90AP11D
Kr = 90° 2 16
S90SO09
Kr = 90° 2 24
S45SE09F
Kr = 45° 2 28
S45SE12F
Kr = 45° 2 30
S45SN12Z
Kr = 45° 2 32
S45HN09C
Kr = 45° 2 34
S45OD05D
Kr = 45° 2 36
S75AP15D
Kr = 75° 2 40
W45SE123F
Kr = 45° 2 42
W75SP12D
Kr = 75° 2 46
W90TP22D
Kr = 90° 2 52
S45OD06D
Kr = 45° 2 38
W45SE15F
Kr = 45° 2 44
W75SP15D
Kr = 75° 2 48
W75SN12N
Kr = 75° 2 50
S90AP10D
Kr = 90° 2 20
S90AP16D
Kr = 90° 2 22
S90SD12
Kr = 90° 2 26
F60SB22X
Kr = 60° 2 54
F90TB27X
Kr = 90° 2 58
S90AD16E
Kr = 90° 2 14
S90AD11E
Kr = 90° 2 12
F60SN17X
Kr = 60° 2 56

5
АссО
рТИм
енТ
АссОрТИменТ фрез длЯ ОБрАБОТКИ плОсКОсТей
W60SP25P
Kr = 60° 2 60
W90SP25P
Kr = 90° 2 62

6
АссО
рТИм
енТ
АссОрТИменТ КОнцевыХ фрез
SSO09
Kr = 90° 2 76
SAP11D
Kr = 90° 2 68
SSA
Kr = 90° 2 78
SSD09
Kr = 45° 2 82
SAP15D
Kr = 90° 2 70
SAP10D
Kr = 90° 2 72
SAP16D
Kr = 90° 2 74
SSE09
Kr = 45° 2 80
N-SSO09
Kr = 45° 2 84
2516
Kr = 45° 2 86
2636
Kr = 10° ÷ 80° 2 88
SCC
Kr = 90° 2 90
SAD16E
Kr = 90° 2 66
SAD11E
Kr = 90° 2 64

7
АссО
рТИм
енТ
АссОрТИменТ КОпИрОвАльныХ фрез (M&D)
SCMORD
2 92
B.-SRD..
2 94
SAP..D
Kr = 90° 2 108
SRC-A
2 110
K2-SRC..
2 112
K2-SLC..
Kr = 90° 2 116
S(C)RD
2 96
SMOZD..
2 98
B-SZD..
2 100
SZD..
2 102
S90VC22C
Kr = 90° 2 120
A-SVC22C
Kr = 90° 2 122
SVC22C
Kr = 90° 2 124
SAD11E
Kr = 90° 2 104
SAD16E
Kr = 90° 2 106

8
АссО
рТИм
енТ
АссОрТИменТ двУХрЯдныХ фрез длЯ ОБрАБОТКИ фАсОК
АссОрТИменТ ТОрцОвО-цИлИндрИЧесКИХ фрез
SAP11D
Kr = 90° 2 126
SSAP
Kr = 90° 2 130
SSAP-A
Kr = 90° 2132
SAP15D
Kr = 90° 2 128
S90AP15D
Kr = 90° 2 134
SxxXP16
2 136
2416-E
Kr = 90° 2 138

9
АссО
рТИм
енТ
АссОрТИменТ дИсКОвыХ фрез
S90SN
Kr = 90° 2 140
S90SN-R
Kr = 90° 2 144
S90CN(XN)
Kr = 90° 2 146
S90CN(XN)-R
Kr = 90° 2 148

10

11
CИCТEмA OБOзнAЧEнИЯ фрез
CИCТ
EмA
OБOз
нAЧE
нИЯ
фре
з

12
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
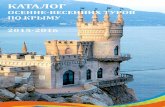
Z* - Количествo зyбьeв
S90AD11E фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
gp +11°÷ +12° k
r 90°
gf -5,2°÷-8,1° ap max 9 мм
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z - - - -
Oхл
ажде
ние
[кг]
40A04R-S90AD11E-C ● 40 16 14 40 8,4 5,6 4 + 0,2
40A06R-S90AD11E-C ● 40 16 14 40 8,4 5,6 6 + 0,2
50A05R-S90AD11E-C ● 50 22 18 40 10,4 6,3 5 + 0,3
50A07R-S90AD11E-C ● 50 22 18 40 10,4 6,3 7 + 0,3
63A06R-S90AD11E-C ● 63 22 18 40 10,4 6,3 6 + 0,5
63A09R-S90AD11E-C ● 63 22 18 40 10,4 6,3 9 + 0,5
80A10R-S90AD11E-C ● 80 27 38 50 12,4 7,0 10 + 1,0
100A11R-S90AD11E-C ○ 100 32 45 50 14,4 8,0 11 + 1,7
125A12R-S90AD11E-C ○ 125 40 56 63 16,4 9,0 12 + 3,5

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
13
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Сменныйстержень
Рукоятка
40 ÷ 125 US2505-T08P D-T08P/T15P FG-15
S90AD11E фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
2215
2230
8016
8230
8240
HF7
(l) d s d1 re
ADMX 11T304SR-F ADMX -(2.5)1SR-F ● ● 11,000 6,530 3,97 2,90 0,4
ADMX 11T308SR-F ADMX -(2.5)2SR-F ● ● 11,000 6,530 3,97 2,90 0,8
ADMX 11T304SR-M ADMX -(2.5)1SR-M ● ● 11,000 6,530 3,97 2,90 0,4
ADMX 11T308SR-M ADMX -(2.5)2SR-M ● ● ● ● 11,000 6,530 3,97 2,90 0,8
ADMX 11T316SR-M ADMX -(2.5)4SR-M ● ● 11,000 6,530 3,97 2,90 1,6
ADMX 11T308PR-R ADMX -(2.5)2PR-R ● ● ● ● ● 11,000 6,530 3,97 2,90 0,8
ADEX 11T304FR-FA ADEX -(2.5)1FR-FA ● 11,000 6,530 3,97 2,90 0,4
ADEX 11T308FR-FA ADEX -(2.5)2FR-FA ● 11,000 6,530 3,97 2,90 0,8
ADMX 11
ADMX 11 (16)
ADMX 11T316SR-M
ADMX 11SR-F ADMX 11SR-M ADMX 11PR-R
ADEX 11
ADEX 11 FR-FA

14
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z - - - -
Oхл
ажде
ние
[кг]
40A04R-S90AD16E-C ● 40 16 14 40 8,4 5,6 4 + 0,2
50A03R-S90AD16E-C ● 50 22 18 40 10,4 6,3 3 + 0,3
50A05R-S90AD16E-C ● 50 22 18 40 10,4 6,3 5 + 0,3
63A04R-S90AD16E-C ● 63 22 18 40 10,4 6,3 4 + 0,5
63A06R-S90AD16E-C ● 63 22 18 40 10,4 6,3 6 + 0,5
80A05R-S90AD16E-C ● 80 27 38 50 12,4 7,0 5 + 1,0
80A07R-S90AD16E-C ● 80 27 38 50 12,4 7,0 7 + 1,0
100A06R-S90AD16E-C ● 100 32 45 50 14,4 8,0 6 + 1,8
100A08R-S90AD16E-C ● 100 32 45 50 14,4 8,0 8 + 1,7
125A09R-S90AD16E-C ● 125 40 56 63 16,4 9,0 9 + 3,5
160C10R-S90AD16E ● 160 40 66,7 63 16,4 9,0 10 5,7
gp +10,5°÷12° k
r 90°
gf -3,8°÷ -8,2° ap max 13 мм
ø 40 ÷ 125 мм
ø 160 мм
S90AD16E фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
15
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Сменныйстержень
Рукоятка
40 US 4008-T15P D-T08P/T15P FG-15
50 ÷ 160 US 4011-T15P D-T08P/T15P FG-15
ADMX 160616SR-M
ADMX 16
ADMX 16 (16, 32)
ADEX 16
ADEX 16
ADMX 160632SR-M
ADMX 16SR-F ADMX 16SR-M ADMX 16PR-R
ADEX 16SR-FM
ADEX 16FR-FA
ISO ANSIМарки сплавов Размеры
2215
2230
8016
8230
8240
HF7
(l) d s d1 re
ADMX 160608SR-F ADMX -42SR-F ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160608SR-M ADMX -42SR-M ● ● ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160608PR-R ADMX -42PR-R ● ● ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160616SR-M ADMX -44SR-M ○ ● ● 16,000 9,950 6,25 4,50 1,6
ADMX 160632SR-M ADMX -48SR-M ○ ● ● 16,000 9,950 6,25 4,50 3,2
ADEX 160608SR-FM ADEX -42SR-FM ● ● 16,000 9,950 6,25 4,50 0,8
ADEX 160608FR-FA ADEX -42FR-FA ● 16,000 9,950 6,25 4,50 0,8
S90AD16E фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв

16
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S90AP11D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ø 50; 63 мм
ø 80 мм
gp +3° k
r 90°
gf 0° ap max 9 мм
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z* - - - -
Oхл
ажде
ние
[кг]
50A07R-S90AP11D ● 50 22 18 40 10,4 6,3 7 0,8
63A09R-S90AP11D ○ 63 22 18 40 10,4 6,3 9 1,1
80B11R-S90AP11D ○ 80 27 38 50 12,4 7,0 11 1,3

17
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Отвертка
50 ÷ 80 US 2506-T07P SDR T07P
S90AP11D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
APKX 11-FAPKX 1103 APKX 11-M
ISO ANSIМарки сплавов Размеры
2230
5026
8016
8026
8230
8240 (l) d s d1 re
APKX 1103PDER-F APKX -2PDER-F ● ○ ● ● 9,700 6,35 3,5 2,8 0,6
APKX 1103PDER-M APKX -2PDER-M ● ○ ● ● ● ● 9,700 6,35 3,5 2,8 0,6
18
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S90AP15D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ø 50 ÷ 125 мм
ø 160 мм
gp +6° k
r 90°
gf 0° ap max 13 мм
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z* - - - -
Oхл
ажде
ние
[кг]
50A05R-S90AP15D ● 50 22 18 40 10,4 6,3 5 0,8
63A06R-S90AP15D ● 63 22 18 40 10,4 6,3 6 1,1
80B05R-S90AP15D ● 80 27 38 50 12,4 7,0 5 1,3
80B07R-S90AP15D ● 80 27 38 50 12,4 7,0 7 1,3
100B06R-S90AP15D ● 100 32 45 50 14,4 8,0 6 2,0
100B08R-S90AP15D ● 100 32 45 50 14,4 8,0 8 2,0
125B09R-S90AP15D ● 125 40 56 63 16,4 9,0 9 2,7
160C10R-S90AP15D ○ 160 40 66,7 63 16,4 9,0 10 3,7

сменные мнОГОГрАнные плАсТИны (смп)
19
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Отвертка
50 ÷ 160 US 3509-T15 SDR T15
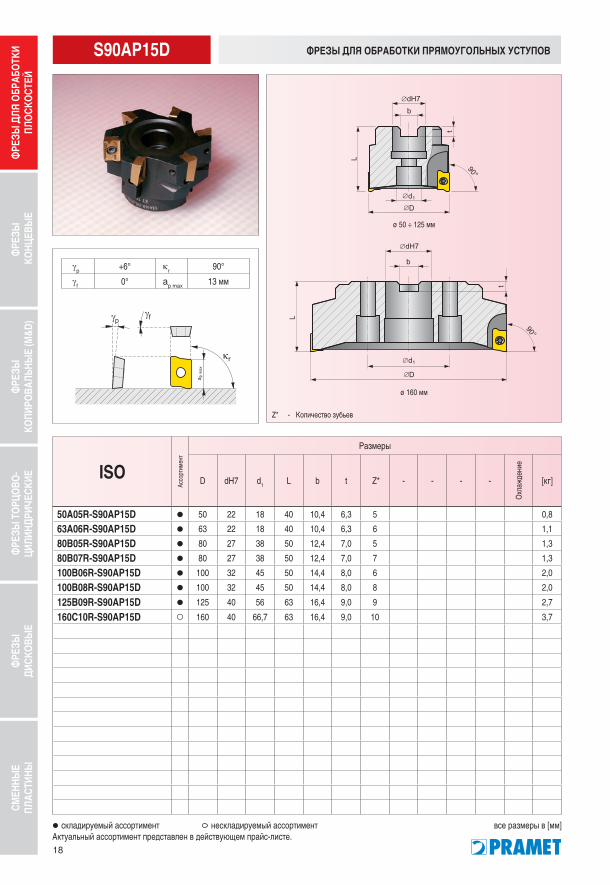
S90AP15D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
APKX 15-F APKX 15-M
APKX 15
APKX 150516-M APKX 150532-M
APKX 15 (16, 32)
APKX 15-R
ISO ANSIМарки сплавов Размеры
2215
8016
8026
8230
8240 (l) d s d1 re
APKX 1505PDER-F APKX -(3.5)PDER-F ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDER-M APKX -(3.5)PDER-M ● ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDSR-R APKX -(3.5)PDSR-R ○ ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 150516-M APKX -(3.5)4-M ○ ● ● 15,000 9,525 5,6 4,4 1,6
APKX 150532-M APKX -(3.5)8-M ○ ● ● 15,000 9,525 5,6 4,4 3,2

20
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S90AP10D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z - - - -
Oхл
ажде
ние
[кг]
40A6R-S90AP10D ● 40 16 14 40 8,4 5,6 6 0,8
50A7R-S90AP10D ● 50 22 18 40 10,4 6,3 7 1,1
63A9R-S90AP10D ● 63 22 18 50 10,4 6,3 9 1,3
gp +3° k
r 90°
gf 0° ap max 9 мм

21
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S90AP10D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
APKT
APKT-M
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240
HF7
(l) d s d1 re
APKT 1003PDER-M APKT -2PDER-M ○ ● ● ● ● ● ● 11,000 6,7 3,5 2,88 0,5
APKT 1003PDFR-FA APKT -2PDFR-FA ● 11,000 6,7 3,5 2,88 0,5
Диаметрфрезы
Зажимнойвинт*
Отвертка
40 ÷ 63 US 2506-T07P SDR T07P
APKT-FA

22
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S90AP16D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ø 160 мм
ø 40 ÷ 125 мм
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z - - - -
Oхл
ажде
ние
[кг]
40A4R-S90AP16D ● 40 16 11,0 40 8,4 5,6 4 0,7
50A5R-S90AP16D ● 50 22 18,0 40 10,4 6,3 5 0,8
63A6R-S90AP16D ● 63 22 18,0 40 10,4 6,3 6 1,1
80B5R-S90AP16D ● 80 27 38,0 50 12,4 7,0 5 1,4
80B7R-S90AP16D ● 80 27 38,0 50 12,4 7,0 7 1,3
100B6R-S90AP16D ○ 100 32 45,0 50 14,4 8,0 6 2,1
100B8R-S90AP16D ○ 100 32 45,0 50 14,4 8,0 8 2,0
125B9R-S90AP16D ● 125 40 60,0 63 16,4 9,0 9 2,7
160C10R-S90AP16D ● 160 40 66,7 63 16,4 9,0 10 3,7
gp +6° k
r 90°
gf 0° ap max 14 мм

сменные мнОГОГрАнные плАсТИны (смп)
23
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Отвертка
40 ÷ 160 US 4011-T15P SDR T15P
S90AP16D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
APKT
APKT-GM
APET
APET-FA
APKT-HM (04, 16, 31)
ISO ANSIМарки сплавов Размеры
2215
5026
8016
8026
8230
8240
HF7
(l) d s d1 re
APET 160408FR-FA APET -32FR-FA ● 17,000 9,6 4,76 4,5 0,8
APKT 1604PDR-GM APKT -3PDR-GM ● ○ ○ ● ● 17,000 9,4 5,67 4,60 0,8
APKT 1604PDR-HM APKT -3PDR-HM ● ● ○ ● ● ● 17,000 9,4 5,67 4,60 0,8
APKT 160404-HM APKT -31-HM ● 17,000 9,4 5,67 4,60 0,4
APKT 160416-HM APKT -34-HM ● 17,000 9,4 5,67 4,60 1,6
APKT 160431-HM APKT -3x-HM ● 17,000 9,4 5,67 4,60 3,1

24
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S90SO09 фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z* - - - -
Oхл
ажде
ние
[кг]
40A05R-S90SO09-C ● 40 16 14 40 8,4 5,6 5 + 0,15
50A06R-S90SO09-C ● 50 22 18 40 10,4 6,4 6 + 0,30
63A07R-S90SO09-C ● 63 22 18 40 10,4 6,4 7 + 0,51
80A09R-S90SO09-C ○ 80 27 38 50 12,4 7,0 9 + 0,97
100A10R-S90SO09-C ● 100 32 45 50 14,4 8,0 10 + 1,61
125A12R-S90SO09-C ○ 125 40 60 63 16,4 9,0 12 + 2,97
gp +10° k
r 90°
gf -8° ÷ -9° ap max 8 мм

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
25
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S90SO09 фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
2215
2230
5026
7010
7025
8230
8240 (l) d s d1 re
SOMT 09T304-P SOMT 3(2.5)1-P ○ ● ● ○ ● ● 9,55 9,55 3,97 3,5 0,4
SOMT 09T304-MI SOMT 3(2.5)1-MI ● ● ● ● 9,55 9,55 3,97 3,5 0,4
SOMT 09T308-M SOMT 3(2.5)2-M ● ● ● 9,55 9,55 3,97 3,5 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка
40 ÷ 125 US 3006-T09P SDR T09P
SOMT
SOMT
SOMT-M
SOMT-MI
SOMT-PSOMT

26
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S90SD12 фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z* - - - -
Oхл
ажде
ние
[кг]
50A05R-S90SD12-C ● 50 22 18 40 10,4 6,3 5 + 0,26
63A06R-S90SD12-C ● 63 22 18 40 10,4 6,3 6 + 0,42
80A06R-S90SD12-C ● 80 27 38 50 12,4 7,0 6 + 1,02
100A08R-S90SD12-C ● 100 32 45 50 14,4 8,0 8 + 1,63
125A09R-S90SD12-C ● 125 40 56 63 16,4 9,0 9 + 2,93
160C12R-S90SD12 ● 160 40 66,7 63 16,4 9,0 12 6,01
gp +8° k
r 90°
gf -5° ap max 10 мм
ø 160 мм
ø 50 ÷ 125 мм

27
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S90SD12 фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
8016
8230
8240 l d s d1 re
SDMT 120508SR-F SDMT 4(3.5)2SR-F ● ○ 12,700 12,700 5,0 4,4 0,8
SDMT 120508SR-M SDMT 4(3.5)2SR-M ● ● ● 12,700 12,700 5,0 4,4 0,8
SDMT 120508PR-R SDMT 4(3.5)2PR-R ● ● 12,700 12,700 5,0 4,4 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка Опорнаяпластина
Винт опорнойпластины
Ключ
50 ÷ 63 US 3511-T15 SDR T15 – – –
80 ÷ 160 US 3511-T15 SDR T15 SSN 100312 MS 3510 HXK 3,5
SDMT SR-MSDMT
SDMT PR-RSDMT SR-F

28
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L D1 b t Z* - - -
Oхл
ажде
ние
[кг]
32A04R-S45SE09F-C ○ 32 16 14 40 42,0 8,4 6,4 4 + 0,23
40A04R-S45SE09F-C ● 40 16 14 40 53,2 8,4 6,4 4 + 0,34
50A05R-S45SE09F-C ● 50 22 18 40 59,6 10,4 6,4 5 + 0,38
63A06R-S45SE09F-C ● 63 22 18 40 75,8 10,4 6,4 6 + 0,56
80A08R-S45SE09F-C ● 80 27 38 50 89,6 12,4 7,0 8 + 1,10
100A10R-S45SE09F-C ● 100 32 45 50 110,0 14,4 8,0 10 + 1,53
125A12R-S45SE09F-C ● 125 40 60 63 134,5 16,4 9,0 12 + 3,12
160C14R-S45SE09F ○ 160 40 66,7 63 169,6 16,4 9,0 14 5,10
gp +20° k
r 45°
gf -5° ap max 4,5 мм
ø 160 мм
фрезы ТОрцОвые сверХ-пОзИТИвныеS45SE09F
ø 32 ÷ 125 мм

S45SE09F čELNí FRéZy VELMI POZITIVNíčELNé FRéZy VEľMI POZITíVNE
29
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
ISO ANSIМарки сплавов Размеры
2215
2230
8230
8240 l d s d1 m
SEMT 09T3AFSN SEMT 3(2.5)AFSN ● ● ● ● 9,525 9,525 3,97 3,5 1,212
Диаметрфрезы
Зажимнойвинт*
Отвертка
32 ÷ 160 US 3007-T09P SDR T09P
SEMT AFSNSEMT
фрезы ТОрцОвые сверХ-пОзИТИвныеS45SE09F

30
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L D1 b t Z* - - -
Oхл
ажде
ние
[кг]
50A04R-S45SE12F-A ● 50 22 18 40 65 10,4 6,3 4 0,80
63A05R-S45SE12F-A ● 63 22 18 40 78 10,4 6,3 5 1,10
80B05R-S45SE12F-A ● 80 27 38 50 95 12,4 7,0 5 1,30
100B06R-S45SE12F-A ● 100 32 45 50 115 14,4 8,0 6 2,00
125B07R-S45SE12F-A ● 125 40 56 63 140 16,4 9,0 7 2,70
gp +18° k
r 45°
gf -6° ap max 6,5 мм
S45SE12F фрезы ТОрцОвые сверХ-пОзИТИвные
ø 50; 63 мм
ø 80 ÷ 125 мм

31
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S45SE12F фрезы ТОрцОвые сверХ-пОзИТИвные
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8230
8240
HF7
l d s d1 m
SEET 1204AFEN SEET 43AFEN ● 12,700 12,700 4,76 5,5 1,6
SEET 1204AFSN SEET 43AFSN ● ● ○ ● ● 12,700 12,700 4,76 5,5 1,6
SEET 1204AFFN-FA SEET 43AFFN-FA ● ● 12,700 12,700 4,76 5,5 1,6
SEEW 1204AFEN SEEW 43AFEN ● ● 12,700 12,700 4,76 5,5 1,6
SEEW 1204AFSN SEEW 43AFSN ● ● ○ ● ● 12,700 12,700 4,76 5,5 1,6
SEET SEEW
SEE.
Диаметрфрезы
Зажимнойвинт*
Отвертка
50, 63 US 4509-T20 SDR T20
80 ÷ 125 US 4511-T20 SDR T20

32
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S45SN12Z фрезы ТОрцОвые неГАТИвнO-пОзИТИвные
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L D1 b t Z* - - -
Oхл
ажде
ние
[кг]
40A03R-S45SN12Z-C ○ 40 16 14 40 55 8,4 5,6 3 + 0,6
50A04R-S45SN12Z-C ● 50 22 18 40 65 10,4 6,3 4 + 0,7
63A05R-S45SN12Z-C ● 63 22 18 40 78 10,4 6,3 5 + 1,1
80A06R-S45SN12Z-C ● 80 27 38 50 95 12,4 7,0 6 + 1,3
100A07R-S45SN12Z-C ● 100 32 45 50 115 14,4 8,0 7 + 2,0
125A08R-S45SN12Z-C ● 125 40 56 63 140 16,4 9,0 8 + 2,7
160C10R-S45SN12Z ● 160 40 66,7 63 173 16,4 9,0 10 6,0
200C12R-S45SN12Z ● 200 60 101,6 63 210 25,7 14,0 12 10,0
250C16R-S45SN12Z ○ 250 60 101,6 63 260 25,7 14,0 16 17,0
gp +7°30´ k
r 45°
gf -5°30´ ap max 6,5 мм
ø 40 ÷ 125 мм
ø 160 ÷ 250 мм

сменные мнОГОГрАнные плАсТИны (смп)
33
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S45SN12Z фрезы ТОрцОвые неГАТИвнO-пОзИТИвные
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8230
8240 l d s d1
SNMT 1205AZSR-M SNMT 4(3.5)AZSR-M ○ ● ● ○ ● ● 12,700 12,700 5,56 5,2
SNMT 1205AZSR-R SNMT 4(3.5)AZSR-R ● ● ● ● ● ● 12,700 12,700 5,56 5,2
SNKT 1205AZSR-M SNKT 4(3.5)AZSR-M ● ○ 12,700 12,700 5,56 5,2
Диаметрфрезы
Зажимнойвинт*
Отвертка
40 ÷ 250 US 4511-T20 SDR T20-T
SNMT / SNKT AZSR-M
SNMT / SNKT AZSR-M
SNMT AZSR-R
SNMT AZSR-R

34
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L D1 b t Z* - - -
Oхл
ажде
ние
[кг]
50A04R-S45HN09C-C ● 50 22 18,0 40 61,7 10,4 6,3 4 + 0,35
63A06R-S45HN09C-C ● 63 22 18,0 40 74,7 10,4 6,3 6 + 0,49
80A06R-S45HN09C-C ● 80 27 38,0 50 91,7 12,4 7,0 6 + 1,06
80A08R-S45HN09C-C ● 80 27 38,0 50 91,7 12,4 7,0 8 + 1,06
100A06R-S45HN09C-C ● 100 32 45,0 50 111,7 14,4 8,0 6 + 1,74
100A08R-S45HN09C-C ● 100 32 45,0 50 111,7 14,4 8,0 10 + 1,74
100A10R-S45HN09C-C ● 100 32 45,0 50 111,7 14,4 8,0 10 + 1,74
125A06R-S45HN09C-C ● 125 40 56,0 63 136,7 16,4 9,0 6 + 3,24
125A10R-S45HN09C-C ● 125 40 56,0 63 136,7 16,4 9,0 10 + 3,24
125A12R-S45HN09C-C ● 125 40 56,0 63 136,7 16,4 9,0 12 + 3,24
160C08R-S45HN09C ● 160 40 66,7 63 171,7 16,4 9,0 8 5,70
160C12R-S45HN09C ● 160 40 66,7 63 171,7 16,4 9,0 12 5,70
160C14R-S45HN09C ● 160 40 66,7 63 171,7 16,4 9,0 14 5,70
200C10R-S45HN09C ● 200 60 101,6 63 211,7 25,7 14,0 10 9,00
250C14R-S45HN09C ● 250 60 101,6 63 261,7 25,7 14,0 14 12,80
315C16R-S45HN09C ○ 315 60 101,6 80 326,7 25,7 14,0 16 32,20
gp -7° k
r 45°
gf -7° ap max 5 мм
S45HN09C фрезы ТОрцОвые
Z* - Количествo зyбьeв
ø 50 ÷ 125 мм
ø 160 мм

сменные мнОГОГрАнные плАсТИны (смп)
35
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
ISO ANSIМарки сплавов Размеры
2215
2230
8230
8240 d s d1
HNGX 0906ANSN-F HNGX -4ANSN-F ● ● 16,500 6,35 4,9
HNGX 0906ANSN-M HNGX -4ANSN-M ● ● ● ● 16,500 6,35 4,9
HNGX 0906ANSN-R HNGX -4ANSN-R ● ● ● ● 16,500 6,35 4,9
XNGX 0906ANSN XNGX -4ANSN ● 16,500 6,35 4,9
Диаметрфрезы
Зажимнойвинт*
Сменныйстержень
Рукоятка
50 ÷ 315 US3512-T15P D-T08P/T15P FG-15
S45HN09C фрезы ТОрцОвые
HNGX 0906ANSN
HNGX 0906ANSN-F HNGX 0906ANSN-M HNGX 0906ANSN-R
XNGX 0906ANSN
XNGX 0906ANSN

36
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S45OD05D
ISO
Acco
pтим
ент
Размеры
D1 D dH7 L b t Z* - - - -
Oхл
ажде
ние
[кг]
40A04R-S45OD05D ○ 48 40 16 40 8,4 5,6 4 + 1,1
50A05R-S45OD05D ○ 58 50 22 40 10,4 6,3 5 + 1,3
63A06R-S45OD05D ○ 71 63 22 40 10,4 6,3 6 + 2,0
80A07R-S45OD05D ○ 88 80 27 50 12,4 7,0 7 + 2,7
100A08R-S45OD05D ○ 108 100 32 50 14,4 8,0 8 + 6,0
125A10R-S45OD05D ○ 133 125 40 63 16,4 9,0 10 + 10,0
gp +7° k
r 45°
gf 0° ap max 7,3 мм
ø 40 ÷ 125 мм
фрезы ТОрцОвые

37
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S45OD05D
ISO ANSIМарки сплавов Размеры
8230
8240 d s d1
ODMT 0504ZZN ODMT -3ZZN ● ● 12,700 4,76 4,4
Диаметрфрезы
Зажимнойвинт*
Отвертка
40 ÷ 125 US 3509-T15 SDR T15
ODMT
ODMT ZZM
фрезы ТОрцОвые

38
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
S45OD06D
ø 63 ÷ 160 мм
gp +5° k
r 45°
gf 0° ap max 8,6 мм
ISO
Acco
pтим
ент
Размеры
D1 D dH7 L b t Z* - - - -
Oхл
ажде
ние
[кг]
63A05R-S45OD06D ● 72,5 63 22 40 10,4 6,3 5 + 1,1
80A06R-S45OD06D ● 89,5 80 27 50 12,4 7,0 6 + 1,3
100A07R-S45OD06D ● 109,5 100 32 50 14,4 8,0 7 + 2,0
125A08R-S45OD06D ● 134,5 125 40 63 16,4 9,0 8 + 2,7
160C09R-S45OD06D ● 169,5 160 40 63 16,4 9,0 9 6,0
фрезы ТОрцОвые

39
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
S45OD06D
ODMT ODMT ZZN
RPEWRPEW MOS
RPET RPET MOS-M
ODMX ODMX ZZ
ISO ANSIМарки сплавов Размеры
2215
2230
5026
7010
7025
7040
8230
8240 d s d1
ODEW 0605ZZN ODEW -(3.5)ZZN ● 15,875 5,56 5,50
ODMT 0605ZZN ODMT -(3.5)ZZN ● ● ● ● ● 15,875 5,56 5,50
RPEW 1505MOS RPEW -(3.5)S ● ○ ○ 15,875 5,56 5,50
RPET 1505MOS-M RPET -(3.5)S-M ○ ○ ● ● 15,875 5,56 5,50
ODMX 0605ZZ ODMX -(3.5)ZZ ● 15,875 5,56 5,50
Диаметрфрезы
Зажимнойвинт*
Отвертка
63 ÷ 160 US 4511-T20 SDR T20
фрезы ТОрцОвые
ODEW ODEW ZZN
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.

40
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
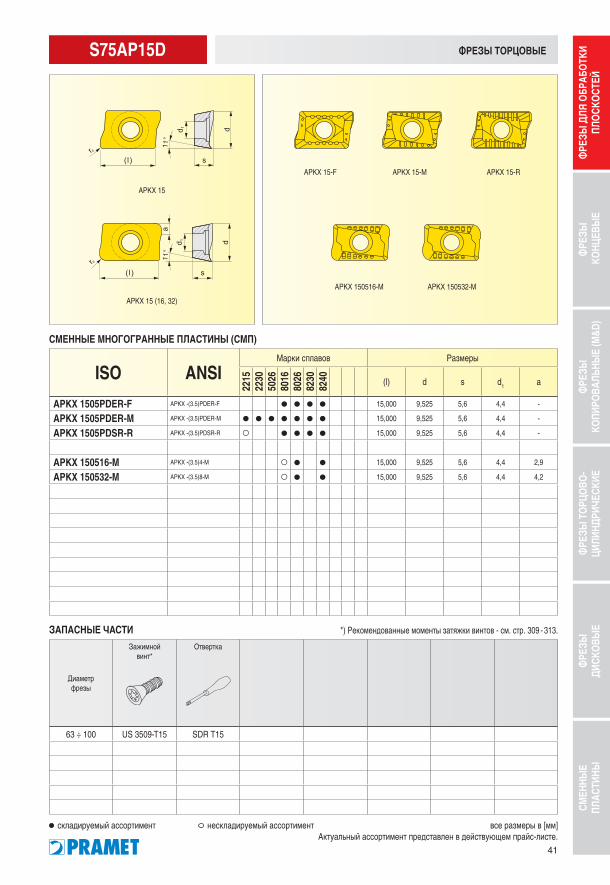
S75AP15D фрезы ТОрцОвые
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z* - - - -
Oхл
ажде
ние
[кг]
63A04R-S75AP15D ○ 63 22 18 40 10,4 6,3 4 1,1
80B05R-S75AP15D ○ 80 27 38 50 12,4 7,0 5 1,3
100B06R-S75AP15D ● 100 32 45 50 14,4 8,0 6 2,0
gp +6°30´ k
r 75°
gf 0° ap max 6 мм
ø 63 мм
ø 80; 100 мм
сменные мнОГОГрАнные плАсТИны (смп)
41
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S75AP15D фрезы ТОрцОвые
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240 (l) d s d1 a
APKX 1505PDER-F APKX -(3.5)PDER-F ● ● ● ● 15,000 9,525 5,6 4,4 -
APKX 1505PDER-M APKX -(3.5)PDER-M ● ● ● ● ● ● ● 15,000 9,525 5,6 4,4 -
APKX 1505PDSR-R APKX -(3.5)PDSR-R ○ ● ● ● ● 15,000 9,525 5,6 4,4 -
APKX 150516-M APKX -(3.5)4-M ○ ● ● 15,000 9,525 5,6 4,4 2,9
APKX 150532-M APKX -(3.5)8-M ○ ● ● 15,000 9,525 5,6 4,4 4,2
Диаметрфрезы
Зажимнойвинт*
Отвертка
63 ÷ 100 US 3509-T15 SDR T15
APKX 15
APKX 150516-M APKX 150532-M
APKX 15 (16, 32)
APKX 15-F APKX 15-M APKX 15-R
42
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
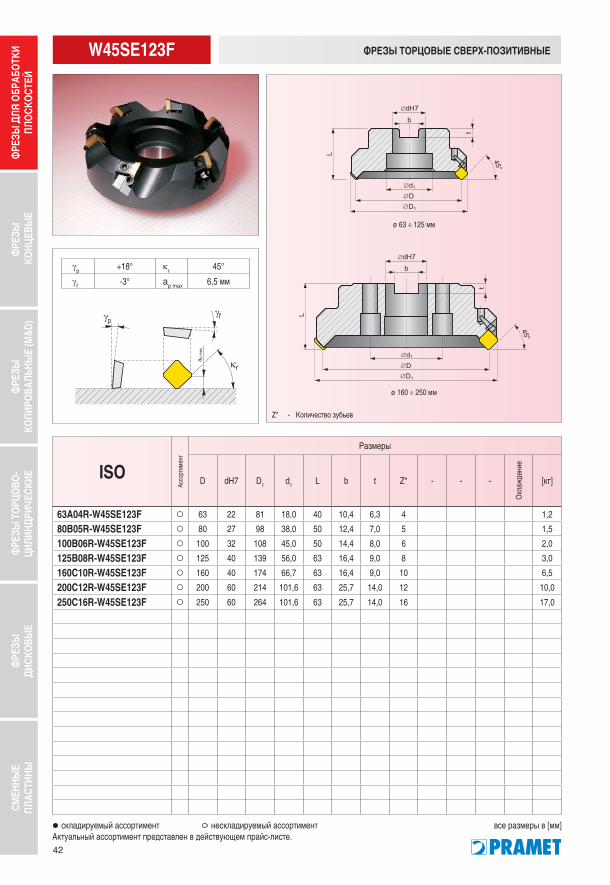
W45SE123F фрезы ТОрцОвые сверХ-пОзИТИвные
gp +18° k
r 45°
gf -3° ap max 6,5 мм
ISO
Acco
pтим
ент
Размеры
D dH7 D1 d1 L b t Z* - - -
Oхл
ажде
ние
[кг]
63A04R-W45SE123F ○ 63 22 81 18,0 40 10,4 6,3 4 1,2
80B05R-W45SE123F ○ 80 27 98 38,0 50 12,4 7,0 5 1,5
100B06R-W45SE123F ○ 100 32 108 45,0 50 14,4 8,0 6 2,0
125B08R-W45SE123F ○ 125 40 139 56,0 63 16,4 9,0 8 3,0
160C10R-W45SE123F ○ 160 40 174 66,7 63 16,4 9,0 10 6,5
200C12R-W45SE123F ○ 200 60 214 101,6 63 25,7 14,0 12 10,0
250C16R-W45SE123F ○ 250 60 264 101,6 63 25,7 14,0 16 17,0
ø 63 ÷ 125 мм
ø 160 ÷ 250 мм

43
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
W45SE123F фрезы ТОрцОвые сверХ-пОзИТИвные
ISO ANSIМарки сплавов Размеры
2215
5026
8016
8230
8240 l d s m
SEER 1203AFEN SEER 42AFEN ● 12,700 12,700 3,18 1,6
SEER 1203AFSN SEER 42AFSN ○ ● ● ● 12,700 12,700 3,18 1,6
SEEN 1203AFFN SEEN 42AFFN ● ● 12,700 12,700 3,18 1,6
SEEN 1203AFSN SEEN 42AFSN ○ ● ● ● ● 12,700 12,700 3,18 1,6
Диаметрфрезы
Клин Упор Двухстороннийвинт
Ключ
63 KU 54 PS 06 DS 01 HXK 4
80 ÷ 100 KU 52 PS 06 DS 01 HXK 4
125 ÷ 250 KU 50 PS 06 DS 01 HXK 4
SEER AFEN/SN SEEN AFFN/SNSEE.

44
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
W45SE15F фрезы ТОрцОвые сверХ-пОзИТИвные
gp +18° k
r 45°
gf -3° ap max 9 мм
ø 125 мм
ø 160 ÷ 250 мм
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L D1 b t Z* - - -
Oхл
ажде
ние
[кг]
125B06R-W45SE15F ○ 125 40 56,0 63 145 16,4 9 6 3,0
160C08R-W45SE15F ○ 160 40 66,7 63 180 16,4 9 8 6,5
200C10R-W45SE15F ○ 200 60 101,6 63 220 25,7 14 10 10,0
250C12R-W45SE15F ○ 250 60 101,6 63 270 25,7 14 12 17,0

45
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
W45SE15F фрезы ТОрцОвые сверХ-пОзИТИвные
ISO ANSIМарки сплавов Размеры
2215
5026
8230
8240 l d s m
SEER 1504AFEN SEER 53AFEN ○ 15,875 15,875 4,76 2,0
SEER 1504AFSN SEER 53AFSN ○ ● ● 15,875 15,875 4,76 2,0
SEEN 1504AFSN SEEN 53AFSN ● ○ ● ● 15,875 15,875 4,76 2,0
Диаметрфрезы
Клин Упор Двухстороннийвинт
Ключ
125 ÷ 250 KU 46 PS 06 DS 01 HXK 4
SEER AFEN/SN SEEN AFFN/SNSEE.

46
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
W75SP12D фрезы ТОрцОвые пОзИТИвные
ISO
Acco
pтим
ент
Размеры
D dH7 d1 D1 L b t Z* - - -
Oхл
ажде
ние
[кг]
80B05R-W75SP12D ○ 80 27 38,0 90 50 12,4 7 5 1,5
100B07R-W75SP12D ● 100 32 45,0 110 50 14,4 8 7 2,0
125B09R-W75SP12D ○ 125 40 56,0 134 63 16,4 9 9 3,0
160C10R-W75SP12D ○ 160 40 66,7 169 63 16,4 9 10 6,5
200C14R-W75SP12D ○ 200 60 101,6 209 63 25,7 14 14 10,0
250C18R-W75SP12D ○ 250 60 101,6 259 63 25,7 14 18 17,0
315C22R-W75SP12D ○ 315 60 101,6 324 80 25,7 14 22 32,0
gp +7° k
r 75°
gf 0° ap max 9 мм
ø 80 ÷ 125 мм
ø 160 ÷ 315 мм

сменные мнОГОГрАнные плАсТИны (смп)
47
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
W75SP12D фрезы ТОрцОвые пОзИТИвные
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8230
8240
H10
S26
l d s m re
SPGN 120304 SPGN 421 ○ ○ 12,700 12,700 3,18 2,466 0,4
SPGN 120308 SPGN 422 ○ ● 12,700 12,700 3,18 2,301 0,8
SPKN 1203EDER SPKN 42EDER ● ● ● ● ● 12,700 12,700 3,18 0,950 -
SPKN 1203EDSR SPKN 42EDSR ● ○ ● ● ● ● ● ● 12,700 12,700 3,18 0,950 -
SPKR 1203EDSR SPKR 42EDSR ● ● 12,700 12,700 3,18 0,950 -
SPUN 120304 SPUN 421 ● ● 12,700 12,700 3,18 2,466 0,4
SPUN 120308 SPUN 422 ● ● ● ● 12,700 12,700 3,18 2,301 0,8
SPUN 120312 SPUN 423 ● 12,700 12,700 3,18 2,137 1,2
SPKX 1203EDFR SPKX 42EDFR ○ 12,700 12,700 3,18 1,000 -
Диаметрфрезы
Клин Клин Упор Двухстороннийвинт
Ключ
80 ÷ 125 KU 04 KS 04 PS 03 DS 01 HXK 4
160 ÷ 315 KU 12 KS 12 PS 03 DS 01 HXK 4
SPKR EDSR SPKN ERSPK.
SPKX EDFRSPKX
SPKN SR
зачистная пластина
SPGN / SPUN

48
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
W75SP15D фрезы ТОрцОвые пОзИТИвные
ISO
Acco
pтим
ент
Размеры
D dH7 d1 D1 L b t Z* - -
Oхл
ажде
ние
[кг]
125B06R-W75SP15D ○ 125 40 56,0 136 63 16,4 9 6 3,0
160C08R-W75SP15D ● 160 40 66,7 176 63 16,4 9 8 6,5
200C10R-W75SP15D ● 200 60 101,6 216 63 25,7 14 10 10,0
250C14R-W75SP15D ○ 250 60 101,6 266 63 25,7 14 14 17,0
315C18R-W75SP15D ○ 315 60 101,6 331 80 25,7 14 18 32,0
gp +7° k
r 75°
gf 0° ap max 13 мм
ø 125 мм
ø 160 ÷ 315 мм

сменные мнОГОГрАнные плАсТИны (смп)
49
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
ISO ANSIМарки сплавов Размеры
2215
5026
8016
8230
8240
H10
S26
l d s m re
SPGN 150408 SPGN 532 ○ 15,875 15,875 4,76 2,959 0,8
SPKN 1504EDER SPKN 53EDER ● ● ● ● 15,875 15,875 4,76 1,250 -
SPKN 1504EDSR SPKN 53EDSR ○ ● ● ● ● ● ● 15,875 15,875 4,76 1,250 -
SPKR 1504EDSR SPKR 53EDSR ● ● 15,875 15,875 4,76 1,250 -
SPUN 150412 SPUN 533 ● ● 15,875 15,875 4,76 2,795 1,2
SPKX 1504EDFR SPKX 53EDFR ○ 15,875 15,875 4,76 1,300 -
Диаметрфрезы
Клин Клин Упор Двухстороннийвинт
Ключ
125 KU 06 KS 06 PS 02 DS 02 HXK 5
160 ÷ 315 KU 14 KS 14 PS 02 DS 02 HXK 5
W75SP15D фрезы ТОрцОвые пОзИТИвные
SPKR EDSR SPKN ERSPK.
SPKX
SPKN SR
SPKX EDFRSPGN / SPUN
зачистная пластина
50
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
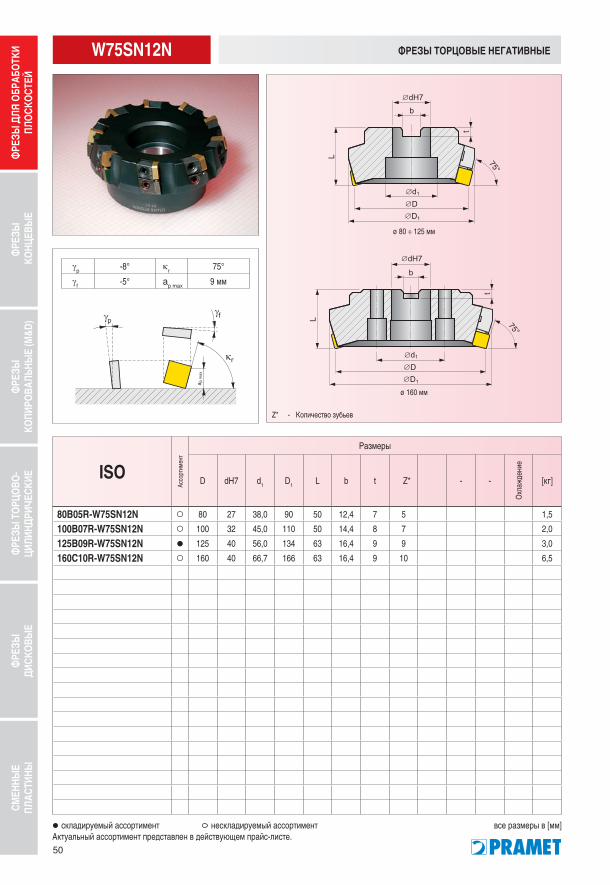
W75SN12N фрезы ТОрцОвые неГАТИвные
ISO
Acco
pтим
ент
Размеры
D dH7 d1 D1 L b t Z* - -
Oхл
ажде
ние
[кг]
80B05R-W75SN12N ○ 80 27 38,0 90 50 12,4 7 5 1,5
100B07R-W75SN12N ○ 100 32 45,0 110 50 14,4 8 7 2,0
125B09R-W75SN12N ● 125 40 56,0 134 63 16,4 9 9 3,0
160C10R-W75SN12N ○ 160 40 66,7 166 63 16,4 9 10 6,5
gp -8° k
r 75°
gf -5° ap max 9 мм
ø 80 ÷ 125 мм
ø 160 мм

51
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
W75SN12N фрезы ТОрцОвые неГАТИвные
ISO ANSIМарки сплавов Размеры
2215
5026
8016
8230
8240
H10
S26
l d s m a
SNHF 1204ENSR-M SNHF 43ENSR-M ● ● 12,700 12,700 4,76 0,500 2,0
SNHN 1204ENEN SNHN 43ENEN ● ● ● ● ● ○ ● 12,700 12,700 4,76 0,950 1,4
SNUN 120408 SNUN 432 ○ ● 12,700 12,700 4,76 2,301 -
SNUN 120412 SNUN 433 ● ● 12,700 12,700 4,76 2,301 -
SNKX 1204ENFN SNKX 43ENFN ○ 12,700 12,700 3,18 1,000 -
Диаметрфрезы
Клин Клин Упор Двухстороннийвинт
Ключ
80 ÷ 160 KU 08 KS 08 PS 01 DS 01 HXK 4
SNKX ENFNSNKX
SNUNSNUN
SNHN ENENSNHN
SNHF-MSNHF
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
зачистная пластина

52
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
W90TP22D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z* - - - -
Oхл
ажде
ние
[кг]
100B05R-W90TP22D ● 100 27 38,0 50 12,4 7 5 2,0
125B07R-W90TP22D ● 125 40 56,0 63 16,4 9 7 3,0
160C09R-W90TP22D ● 160 40 66,7 63 16,4 9 9 6,5
gp +5° k
r 90°
gf 0° ap max 18 мм
ø 100; 125 мм
ø 160 мм

53
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
W90TP22D фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8230
8240
H10
S26
s45
(l) d s m
TPKR 2204PDSR TPKR 43PDSR ● ● ● 22,000 12,700 4,76 3,55
TPKN 2204PDER TPKN 43PDER ● ● ● 22,000 12,700 4,76 3,55
TPKN 2204PDSR TPKN 43PDSR ○ ● ● ● ● ● ○ 22,000 12,700 4,76 3,55
TPUN 220408 TPUN 432 ● ● ● ● 22,000 12,700 4,76 0,8
TPUN 220412 TPUN 433 ● ○ ● 22,000 12,700 4,76 1,2
Диаметрфрезы
Клин Двухстороннийвинт
Вкладыш Ключ
100 KU 21 DS 02 PS 20 HXK 5
125 ÷ 160 KU 20 DS 02 PS 20 HXK 5
TPKR SR
TPK.
TPKN ER TPKN SR TPUN SR

54
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
F60SB22X ЧернОвые фрезы длЯ ОБдИрКИ
ISO
Acco
pтим
ент
Размеры
D D1 dG7 L d1 d2 t b Z - -
Oхл
ажде
ние
[кг]
125B05R-F60SB22X ● 125 144,4 40 63,0 56,0 - 9,0 16,4 5 3,5
125B07R-F60SB22X ● 125 144,4 40 63,0 56,0 - 9,0 16,4 7 3,2
160C06R-F60SB22X ● 160 178,7 40 63,0 66,7 - 9,0 16,4 6 6,0
160C08R-F60SB22X ● 160 178,7 40 63,0 66,7 - 9,0 16,4 8 5,7
200C08R-F60SB22X ● 200 217,9 60 63,0 101,6 - 14,0 25,7 8 9,1
200C10R-F60SB22X ● 200 217,9 60 63,0 101,6 - 14,0 25,7 10 8,8
250C09R-F60SB22X ● 250 267,4 60 63,0 101,6 - 14,0 25,7 9 15,6
250C12R-F60SB22X ○ 250 267,4 60 63,0 101,6 - 14,0 25,7 12 15,2
315C11R-F60SB22X ● 315 331,8 60 80,0 101,6 177,8 14,0 25,7 11 33,7
315C14R-F60SB22X ○ 315 331,8 60 80,0 101,6 177,8 14,0 25,7 14 33,2
gp +9° k
r 60°
gf -9° ap max 15 мм
ø 125 мм
ø 160 ÷ 315 мм

сменные мнОГОГрАнные плАсТИны (смп)
55
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
F60SB22X ЧернОвые фрезы длЯ ОБдИрКИ
ISO ANSIМарки сплавов Размеры
8026
T82
40 l d s m
SBMR 2207DZSR SBMR -5DZSR ● ● 22,000 22,000 8,5 2,82
SBKX 2207DZER SBKX -5DZER ● 22,000 22,000 8,5 3,22
Диаметрфрезы
Опорнаяпластина
Зажимнойвинт*
Ключ Клин Двухстороннийвинт
Ключ
125 ÷ 315 LNX 220616 US 6013-T20P SDR T20P-T KU SBMR 2207 DS 01Z KL 04
SBMR
SBMR DZSR
SBKX
SBKX DZER
зачистная пластина
56
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
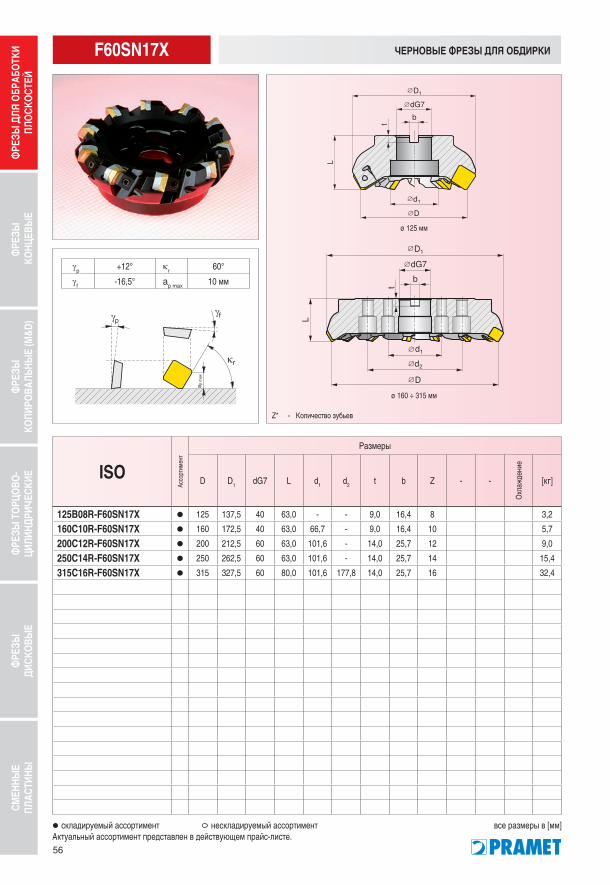
F60SN17X ЧернОвые фрезы длЯ ОБдИрКИ
gp +12° k
r 60°
gf -16,5° ap max 10 мм
ISO
Acco
pтим
ент
Размеры
D D1 dG7 L d1 d2 t b Z - -
Oхл
ажде
ние
[кг]
125B08R-F60SN17X ● 125 137,5 40 63,0 - - 9,0 16,4 8 3,2
160C10R-F60SN17X ● 160 172,5 40 63,0 66,7 - 9,0 16,4 10 5,7
200C12R-F60SN17X ● 200 212,5 60 63,0 101,6 - 14,0 25,7 12 9,0
250C14R-F60SN17X ● 250 262,5 60 63,0 101,6 - 14,0 25,7 14 15,4
315C16R-F60SN17X ● 315 327,5 60 80,0 101,6 177,8 14,0 25,7 16 32,4
ø 125 мм
ø 160 ÷ 315 мм

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
57
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Опорнаяпластина
Зажимнойвинт*
Ключ Клин Двухстороннийвинт
Ключ
125 ÷ 315 SSN 170512 US 6013-T20P SDR T20P-T KU SBMR 2207 DS 01Z KL 04
F60SN17X ЧернОвые фрезы длЯ ОБдИрКИ
ISO ANSIМарки сплавов Размеры
8230
8240 l d s m
SNMR 1706DZSR-R SNMR -4DZSR-R ● ● 17,000 17,000 6,55 1,97
SNKR 1706DZSR SNKR -4DZSR ● 17,000 17,000 6,55 2,3
SNMR
SNKR
SNMR DZSR-R
SNKR DZSR
зачистная пластина

58
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
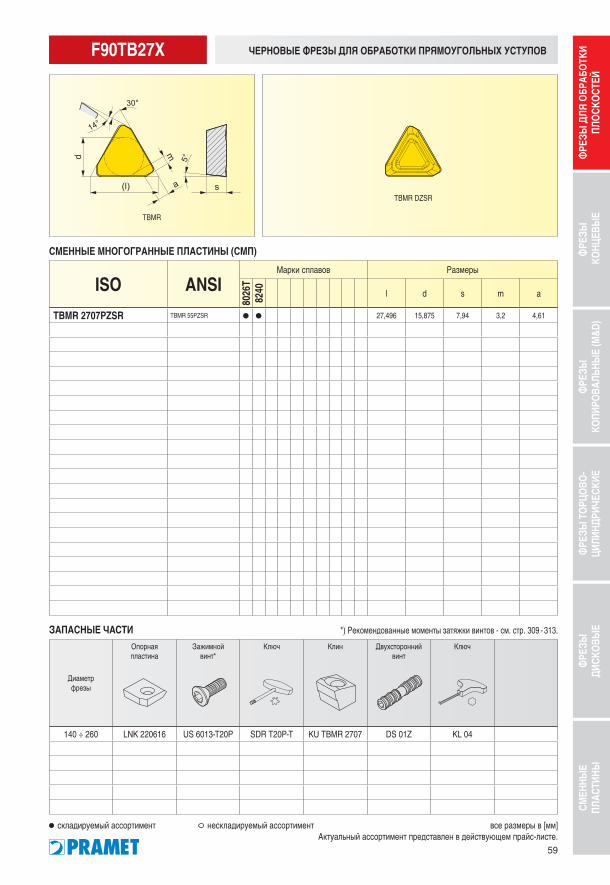
F90TB27X ЧернОвые фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
gp +9° k
r 90°
gf -9° ap max 18 мм
ISO
Acco
pтим
ент
Размеры
D D1 dG7 L d1 t b Z - -
Oхл
ажде
ние
[кг]
140B05R-F90TB27X ○ 140 135,7 40 63,0 56,0 9,0 16,4 5 3,9
140B07R-F90TB27X ○ 140 135,7 40 63,0 56,0 9,0 16,4 7 3,7
175C06R-F90TB27X ○ 175 169,6 40 63,0 66,7 16,4 16,4 6 6,5
175C08R-F90TB27X ○ 175 169,6 40 63,0 66,7 16,4 16,4 8 6,3
210C08R-F90TB27X ○ 210 204,1 60 63,0 101,6 25,7 25,7 8 9,4
210C10R-F90TB27X ○ 210 204,1 60 63,0 101,6 25,7 25,7 10 9,1
260C10R-F90TB27X ○ 260 253,4 60 63,0 101,6 25,7 25,7 10 16,4
260C12R-F90TB27X ○ 260 253,4 60 63,0 101,6 25,7 25,7 12 16,2
ø 140 мм
ø 175 ÷ 260 мм
59
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Опорнаяпластина
Зажимнойвинт*
Ключ Клин Двухстороннийвинт
Ключ
140 ÷ 260 LNK 220616 US 6013-T20P SDR T20P-T KU TBMR 2707 DS 01Z KL 04
F90TB27X ЧернОвые фрезы длЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
TBMR
TBMR DZSR
ISO ANSIМарки сплавов Размеры
8026
T82
40 l d s m a
TBMR 2707PZSR TBMR 55PZSR ● ● 27,496 15,875 7,94 3,2 4,61

60
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
W60SP25P ЧернОвые фрезы длЯ ОБдИрКИ
ISO
Acco
pтим
ент
Размеры
D dH7 d1 D1 L b t Z* - - -
Oхл
ажде
ние
[кг]
125B05R-W60SP25P ○ 125 40 56,0 148 63 16,4 9 5 3,0
160C06R-W60SP25P ○ 160 40 66,7 183 63 16,4 9 6 6,5
200C08R-W60SP25P ○ 200 60 101,6 223 63 25,7 14 8 10,0
250C10R-W60SP25P ○ 250 60 101,6 273 63 25,7 14 10 17,0
315C12R-W60SP25P ○ 315 60 101,6 338 80 25,7 14 12 32,0
gp +9° k
r 60°
gf -3° ap max 18 мм
ø 125 мм
ø 160 ÷ 315 мм

сменные мнОГОГрАнные плАсТИны (смп)
61
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
W60SP25P ЧернОвые фрезы длЯ ОБдИрКИ
ISO ANSIМарки сплавов Размеры
5040
8026
T82
40S2
6
l d s m re
SPGN 2506DZSR SPGN 84DZSR ○ ● ● 25,000 25,000 6,35 3,54
SPUN 250616S SPUN 844S ● 25,400 25,400 6,35 4,60 1,6
SPUN 250620S SPUN 845S ● ● ● 25,400 25,400 6,35 4,43 2,0
Диаметрфрезы
Клин Двухстороннийвинт
Упор Ключ
125 ÷ 315 KU 22 DS 02 PS 04 HXK 5
SPUN SSPUN
SPGN DZSRSPGN
62
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Z* - Количествo зyбьeв
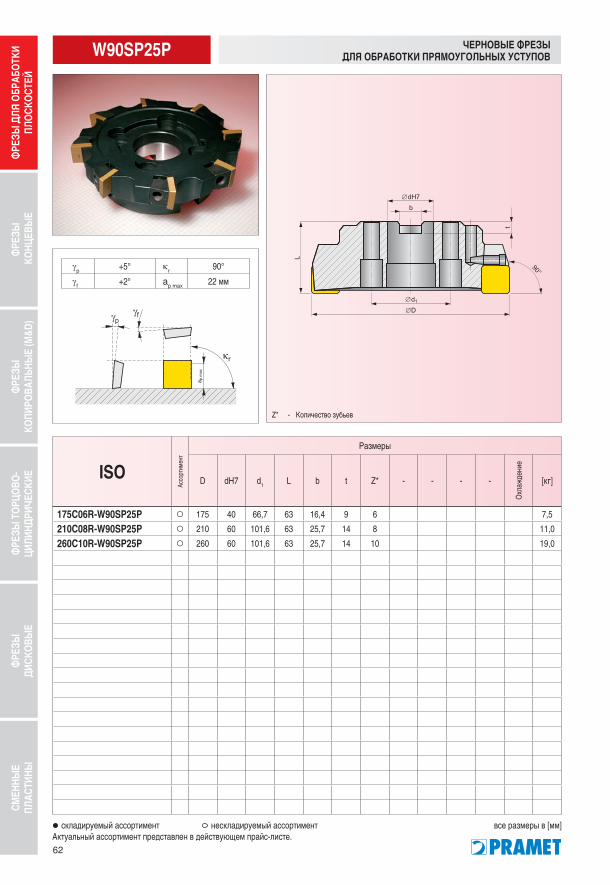
W90SP25P ЧернОвые фрезыдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D dH7 d1 L b t Z* - - - -
Oхл
ажде
ние
[кг]
175C06R-W90SP25P ○ 175 40 66,7 63 16,4 9 6 7,5
210C08R-W90SP25P ○ 210 60 101,6 63 25,7 14 8 11,0
260C10R-W90SP25P ○ 260 60 101,6 63 25,7 14 10 19,0
gp +5° k
r 90°
gf +2° ap max 22 мм

63
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
W90SP25P ЧернОвые фрезыдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
8026
T82
40S2
6
(l) d s m re
SPUN 250616S SPUN 844S ● 25,400 25,400 6,35 4,60 1,6
SPUN 250620S SPUN 845S ● ● ● 25,400 25,400 6,35 4,43 2,0
Диаметрфрезы
Клин Двухстороннийвинт
Упор Ключ
175 ÷ 260 KU 23 DS 02 PS 04 HXK 5
SPUN
SPUN S

64
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAD11E фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ХВО
СТО
ВИК
WEL
DON
ХВО
СТО
ВИК
С КО
НУСО
М М
ОРЗ
ЕЦИ
ЛИНД
РИЧЕ
СКИЙ
ХВО
СТО
ВИК
ISO
Acco
pтим
ент
Размеры
D l l1 l2 dh6КонусМорзе№ (КМ)
Z - - - -
Oхл
ажде
ние
[кг]
WELDON16A2R027B16-SAD11E-C ● 16 75 27 - 16 - 2 + 0,1
20A2R032B20-SAD11E-C ● 20 82 32 - 20 - 2 + 0,2
20A3R032B20-SAD11E-C ● 20 82 32 - 20 - 3 + 0,2
25A3R042B25-SAD11E-C ● 25 98 42 - 25 - 3 + 0,3
25A4R042B25-SAD11E-C ● 25 98 42 - 25 - 4 + 0,3
32A4R042B32-SAD11E-C ● 32 102 42 - 32 - 4 + 0,4
32A5R042B32-SAD11E-C ● 32 102 42 - 32 - 5 + 0,4
цИлИндрИЧесКИй16A2R024A16-SAD11E-C ● 16 135 24,0 - 16 - 2 + 0,2
16A2R050A16-SAD11E-C ● 16 135 50,0 - 16 - 2 + 0,2
20A2R029A20-SAD11E-C ● 20 150 29,0 - 20 - 2 + 0,3
20A2R070A20-SAD11E-C ● 20 150 70,0 - 20 - 2 + 0,3
20A3R029A20-SAD11E-C ● 20 150 29,0 - 20 - 3 + 0,3
25A3R034A25-SAD11E-C ● 25 170 34,0 - 25 - 3 + 0,5
25A3R080A25-SAD11E-C ● 25 170 80,0 - 25 - 3 + 0,5
25A4R034A25-SAD11E-C ● 25 170 34,0 - 25 - 4 + 0,5
32A3R090A32-SAD11E-C ○ 32 195 90,0 - 32 - 3 + 0,9
32A5R034A32-SAD11E-C ● 32 195 34,0 - 32 - 5 + 0,9
gp +4°÷ +8° k
r 90°
gf -9°÷ -12,8° ap max 9 мм

65
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Отвертка
16 ÷ 32 US2505-T08P FLAG T08P
SAD11E фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D l l1 l2 dh6КонусМорзе№ (КМ)
Z - - - -
Oхл
ажде
ние
[кг]
мОрзе16A2R030E02-SAD11E-C ● 16 94 25 30 - 2 2 + 0,1
20A3R035E03-SAD11E-C ● 20 116 30 35 - 3 3 + 0,2
25A4R043E03-SAD11E-C ● 25 124 38 43 - 3 4 + 0,3
ISO ANSIМарки сплавов Размеры
2215
2230
8016
8230
8240
HF7
(l) d s d1 re
ADMX 11T304SR-F ADMX -(2.5)1SR-F ● ● 11,000 6,530 3,97 2,90 0,4
ADMX 11T308SR-F ADMX -(2.5)2SR-F ● ● 11,000 6,530 3,97 2,90 0,8
ADMX 11T304SR-M ADMX -(2.5)1SR-M ● ● 11,000 6,530 3,97 2,90 0,4
ADMX 11T308SR-M ADMX -(2.5)2SR-M ● ● ● ● 11,000 6,530 3,97 2,90 0,8
ADMX 11T316SR-M ADMX -(2.5)4SR-M ● ● 11,000 6,530 3,97 2,90 1,6
ADMX 11T308PR-R ADMX -(2.5)2PR-R ● ● ● ● ● 11,000 6,530 3,97 2,90 0,8
ADEX 11T304FR-FA ADEX -(2.5)1FR-FA ● 11,000 6,530 3,97 2,90 0,4
ADEX 11T308FR-FA ADEX -(2.5)2FR-FA ● 11,000 6,530 3,97 2,90 0,8
ADMX 11
ADMX 11 (16)
ADMX 11T316SR-M
ADMX 11SR-F ADMX 11SR-M ADMX 11PR-R
ADEX 11
ADEX 11 FR-FA
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ *) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.

66
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAD16E фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
gp +5°÷10,5° k
r 90°
gf -8,2°÷ -13° ap max 13 мм
ISO
Acco
pтим
ент
Размеры
D L l1 l2 dh6КонусМорзе№ (КМ)
Z* - - - -
Oхл
ажде
ние
[кг]
WELDON25A2R042B25-SAD16E-C ● 25 98 42,0 - 25 - 2 + 0,3
32A3R040B32-SAD16E-C ● 32 100 40,0 - 32 - 3 + 0,5
40A3R050B32-SAD16E-C ● 40 110 50,0 - 32 - 3 + 0,6
40A4R050B32-SAD16E-C ● 40 110 50,0 - 32 - 4 + 0,6
цИлИндрИЧесКИй25A2R033A25-SAD16E-C ● 25 165 33,0 - 25 - 2 + 0,5
32A3R033A32-SAD16E-C ● 32 195 33,0 - 32 - 3 + 0,9
MORSE25A2R043E03-SAD16E-C ● 25 98 38,0 43,0 - 3 2 + 0,3
32A3R043E03-SAD16E-C ● 32 100 38,0 43,0 - 3 3 + 0,5
40A3R054E04-SAD16E-C ● 40 110 48,0 54,0 - 4 3 + 0,6
40A4R054E04-SAD16E-C ● 40 110 48,0 54,0 - 4 4 + 0,6
ХВО
СТО
ВИК
WEL
DON
ХВО
СТО
ВИК
С КО
НУСО
М М
ОРЗ
ЕЦИ
ЛИНД
РИЧЕ
СКИЙ
ХВО
СТО
ВИК

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
67
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Отвертка
25 ÷ 40 US 4008-T15P FLAG T15P
SAD16E фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
2215
2230
8016
8230
8240
HF7
(l) d s d1 re
ADMX 160608SR-F ADMX -42SR-F ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160608SR-M ADMX -42SR-M ● ● ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160608PR-R ADMX -42PR-R ● ● ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160616SR-M ADMX -44SR-M ○ ● ● 16,000 9,950 6,25 4,50 1,6
ADMX 160632SR-M ADMX -48SR-M ○ ● ● 16,000 9,950 6,25 4,50 3,2
ADEX 160608SR-FM ADEX -42SR-FM ● ● 16,000 9,950 6,25 4,50 0,8
ADEX 160608FR-FA ADEX -42FR-FA ● 16,000 9,950 6,25 4,50 0,8
ADMX 160616SR-M
ADMX 16
ADMX 16 (16, 32)
ADEX 16
ADEX 16
ADMX 160632SR-M
ADMX 16SR-F ADMX 16SR-M ADMX 16PR-R
ADEX 16SR-FM
ADEX 16FR-FA

68
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAP11D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D L Z* l1 l2КонусМорзе№ (КМ)
dh6 - - -
Oхл
ажде
ние
[кг]
WELDON10A1R020B16C-SAP11D ● 10 78 1 13 20 - 16 + 0,1
12A1R027B16C-SAP11D-A ● 12 75 1 20 27 - 16 + 0,2
16A2R027B16C-SAP11D ● 16 75 2 27 27 - 16 + 0,2
20A3R032B20C-SAP11D ● 20 82 3 32 32 - 20 + 0,3
25A4R042B25C-SAP11D ● 25 98 4 42 42 - 25 + 0,4
32A4R042B32C-SAP11D ● 32 102 4 42 42 - 32 + 0,8
цИлИндрИЧесКИй16A2R024A16-SAP11D ● 16 135 2 24 - - 16 0,3
20A2R029A20-SAP11D ● 20 150 2 29 - - 20 0,5
25A3R034A25-SAP11D ● 25 170 3 34 - - 25 0,6
32A3R034A32-SAP11D ○ 32 195 3 34 - - 32 0,8
MORSE16A2R030E02C-SAP11D ● 16 94 2 25 30 2 - + 0,3
20A3R035E03C-SAP11D ● 20 116 3 30 35 3 - + 0,4
25A4R043E03C-SAP11D ● 25 124 4 38 43 3 - + 0,5
gp 0° ÷ +3° k
r 90°
gf 0° ap max 9 мм
ХВО
СТО
ВИК
WEL
DON
ХВО
СТО
ВИК
С КО
НУСО
М М
ОРЗ
ЕЦИ
ЛИНД
РИЧЕ
СКИЙ
ХВО
СТО
ВИК

69
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SAP11D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
2230
5026
8016
8026
8230
8240 l d s d1 re
APKX 1103PDER-F APKX -2PDER-F ● ○ ● ● 9,7 6,35 3,5 2,8 0,6
APKX 1103PDER-M APKX -2PDER-M ● ○ ● ● ● ● 9,7 6,35 3,5 2,8 0,6
Диаметрфрезы
Зажимнойвинт*
Отвертка
10 ÷ 32 US 2506-T07P SDR T07P
APKX 11-FAPKX 1103
APKX 11-M
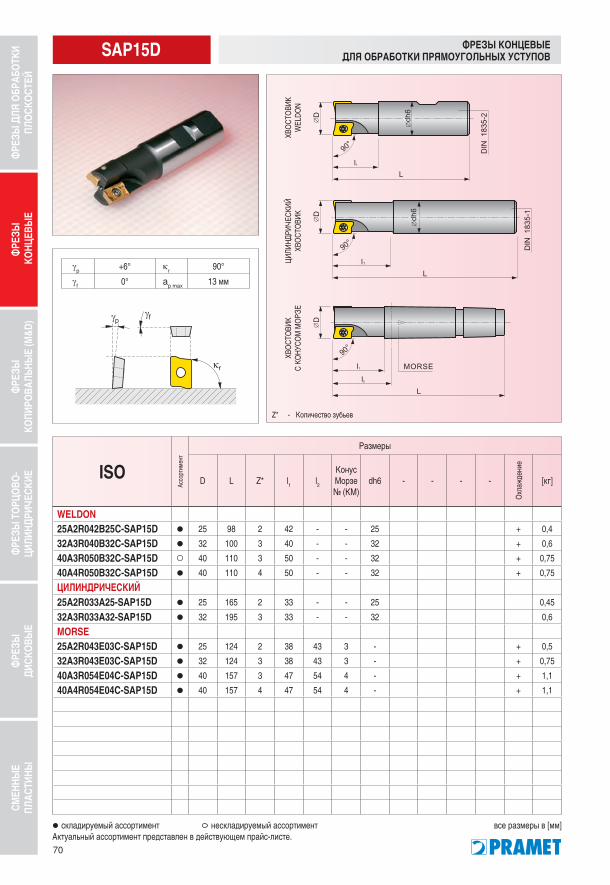
70
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAP15D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D L Z* l1 l2КонусМорзе№ (КМ)
dh6 - - - -
Oхл
ажде
ние
[кг]
WELDON25A2R042B25C-SAP15D ● 25 98 2 42 - - 25 + 0,4
32A3R040B32C-SAP15D ● 32 100 3 40 - - 32 + 0,6
40A3R050B32C-SAP15D ○ 40 110 3 50 - - 32 + 0,75
40A4R050B32C-SAP15D ● 40 110 4 50 - - 32 + 0,75
цИлИндрИЧесКИй25A2R033A25-SAP15D ● 25 165 2 33 - - 25 0,45
32A3R033A32-SAP15D ● 32 195 3 33 - - 32 0,6
MORSE25A2R043E03C-SAP15D ● 25 124 2 38 43 3 - + 0,5
32A3R043E03C-SAP15D ● 32 124 3 38 43 3 - + 0,75
40A3R054E04C-SAP15D ● 40 157 3 47 54 4 - + 1,1
40A4R054E04C-SAP15D ● 40 157 4 47 54 4 - + 1,1
gp +6° k
r 90°
gf 0° ap max 13 мм
ХВО
СТО
ВИК
WEL
DON
ХВО
СТО
ВИК
С КО
НУСО
М М
ОРЗ
ЕЦИ
ЛИНД
РИЧЕ
СКИЙ
ХВО
СТО
ВИК

сменные мнОГОГрАнные плАсТИны (смп)
71
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SAP15D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240 (l) d s d1 re
APKX 1505PDER-F APKX -(3.5)PDER-F ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDER-M APKX -(3.5)PDER-M ● ● ● ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDSR-R APKX -(3.5)PDSR-R ○ ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 150516-M APKX -(3.5)4-M ○ ● ● 15,000 9,525 5,6 4,4 1,6
APKX 150532-M APKX -(3.5)8-M ○ ● ● 15,000 9,525 5,6 4,4 3,2
Диаметрфрезы
Зажимнойвинт*
Отвертка
25 ÷ 40 US 3509-T15 SDR T15
APKX 15-F APKX 15-M
APKX 15
APKX 150516-M APKX 150532-M
APKX 15 (16, 32)
APKX 15-R

72
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAP10D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D L l1 l2 Z dh6 - - - -
Oхл
ажде
ние
[кг]
10A1R020B16-SAP10D-C ● 10 78 20 30 1 16 + 0,1
12A1R027B16-SAP10D-C ● 12 75 - 27 1 16 + 0,2
14A1R027B16-SAP10D-C ● 14 75 - 27 1 16 + 0,2
16A2R032B16-SAP10D-C ● 16 80 - 32 2 16 + 0,3
18A2R032B20-SAP10D-C ● 18 82 - 32 2 20 + 0,4
20A3R032B20-SAP10D-C ● 20 82 - 32 3 20 + 0,8
25A3R042B25-SAP10D-C ● 25 98 - 42 3 25 + 1,1
25A4R042B25-SAP10D-C ● 25 98 - 42 4 25 + 1,1
32A5R042B32-SAP10D-C ● 32 102 - 42 5 32 + 1,5
gp +4°÷ +10° k
r 90°
gf +12° ap max 9 мм

73
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SAP10D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
APKT-M
APKT
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240
HF7
(l) d s d1 re
APKT 1003PDER-M APKT -2PDER-M ○ ● ● ● ● ● ● 11,000 6,70 3,50 2,88 0,5
APKT 1003PDFR-FA APKT -2PDFR-FA ● 11,000 6,70 3,50 2,88 0,5
Диаметрфрезы
Зажимнойвинт*
Отвертка
10 ÷ 32 US 2506-T07P SDR T07P
APKT-FA

74
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAP16D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D L Z* l1 dh6 - - - - -
Oхл
ажде
ние
[кг]
25A2R042B25-SAP16D-C ● 25 98 2 42 25 + 0,4
32A3R040B32-SAP16D-C ● 32 100 3 40 32 + 0,6
40A3R050B32-SAP16D-C ○ 40 110 3 50 32 + 0,8
40A4R050B32-SAP16D-C ○ 40 110 4 50 32 + 0,8
gp 0° ÷ +8° k
r 90°
gf 0° ap max 14 мм
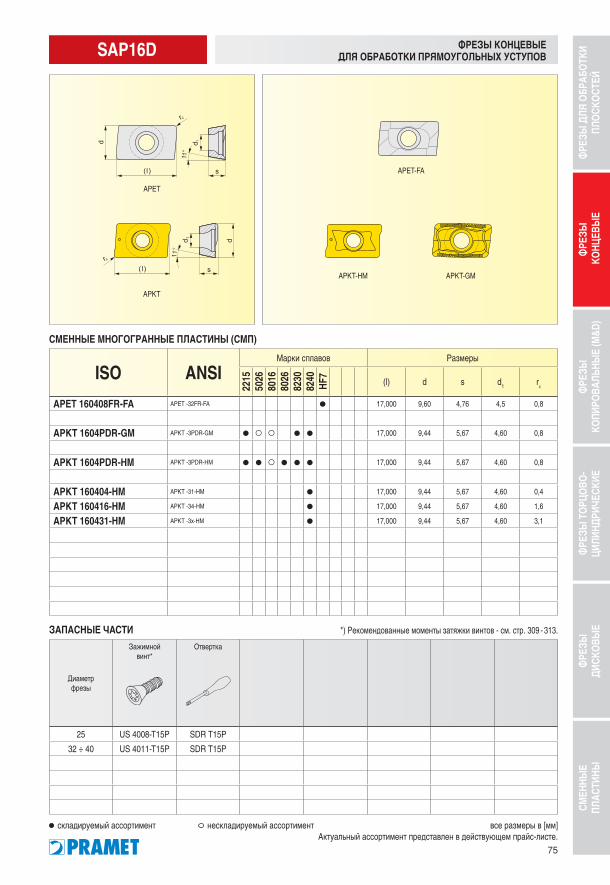
сменные мнОГОГрАнные плАсТИны (смп)
75
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимнойвинт*
Отвертка
25 US 4008-T15P SDR T15P
32 ÷ 40 US 4011-T15P SDR T15P
SAP16D фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
APKT
APKT-GM
APET
APET-FA
APKT-HM
ISO ANSIМарки сплавов Размеры
2215
5026
8016
8026
8230
8240
HF7
(l) d s d1 re
APET 160408FR-FA APET -32FR-FA ● 17,000 9,60 4,76 4,5 0,8
APKT 1604PDR-GM APKT -3PDR-GM ● ○ ○ ● ● 17,000 9,44 5,67 4,60 0,8
APKT 1604PDR-HM APKT -3PDR-HM ● ● ○ ● ● ● 17,000 9,44 5,67 4,60 0,8
APKT 160404-HM APKT -31-HM ● 17,000 9,44 5,67 4,60 0,4
APKT 160416-HM APKT -34-HM ● 17,000 9,44 5,67 4,60 1,6
APKT 160431-HM APKT -3x-HM ● 17,000 9,44 5,67 4,60 3,1

76
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SSO09 фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D L l Z dh6 - - - - - -
Oхл
ажде
ние
[кг]
20A2R032B20-SSO09-C ● 20 82 32 2 20 + 0,1
25A3R042B25-SSO09-C ● 25 98 42 3 25 + 0,3
32A4R042B32-SSO09-C ● 32 102 42 4 32 + 0,7
gp +6 ÷ +10° k
r 90°
gf -10° ÷ -12° ap max 8 мм
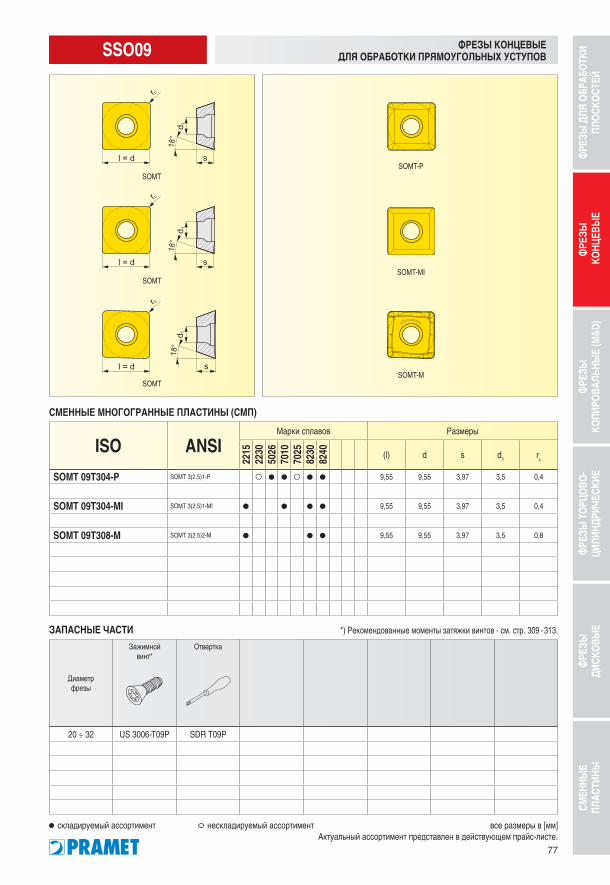
сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
77
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SSO09 фрезы КОнцевыедлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO ANSIМарки сплавов Размеры
2215
2230
5026
7010
7025
8230
8240 (l) d s d1 re
SOMT 09T304-P SOMT 3(2.5)1-P ○ ● ● ○ ● ● 9,55 9,55 3,97 3,5 0,4
SOMT 09T304-MI SOMT 3(2.5)1-MI ● ● ● ● 9,55 9,55 3,97 3,5 0,4
SOMT 09T308-M SOMT 3(2.5)2-M ● ● ● 9,55 9,55 3,97 3,5 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка
20 ÷ 32 US 3006-T09P SDR T09P
SOMT
SOMT
SOMT-M
SOMT-MI
SOMT-PSOMT

78
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SSA фрезА-сверлО
ISO
Acco
pтим
ент
Размеры
D dh6 L l Z* Центральнаяпластина
Периферийнаяпластинa
Oхл
ажде
ние
[кг]
20H1R025B20C-SSA10 ● 20 20 90 25 1+1 SPMX 0703AP-UD2 APKT1003 + 0,9
25H1R032B25C-SSA16 ○ 25 25 100 32 1+1 SPMX 0903AP-UD2 APKT1604 + 1,0
32H1R033B32C-SSA16 ○ 32 32 110 33 1+1 SPMX 12T3AP-UD2 APKT1604 + 1,3
p +4° ÷ +5° k
r 90°
gf 0° ap max 9; 12 мм

сменные мнОГОГрАнные плАсТИны (смп)
79
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Диаметрфрезы
Зажимной винтдля периферийной
пластины*
Зажимной винтдля центральной
пластины*
Отвертка Отвертка
20 US 2506-T07P US 2506-T07P SDR T07P -
25 US 4008-T15P US 3006-T09P SDR T15P SDR T09P
32 US 4011-T15P US 3508-T15P SDR T15P -
SSA фрезА-сверлО
SPMX-UD2
SPMX
APKT-M APKT-HM
APKT
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240
HF7
(l) d s d1 re
SPMX 0703AP-UD2 SPMX -2AP-UD2 ● 7,940 7,940 3,18 2,80 -
SPMX 0903AP-UD2 SPMX 32AP-UD2 ● 9,525 9,525 3,18 3,40 -
SPMX 12T3AP-UD2 SPMX 4(2.5)AP-UD2 ○ 12,700 12,700 3,97 3,80 -
APKT 1003PDER-M APKT -2PDER-M ○ ● ● ● ● ● ● 11,000 6,700 3,50 2,88 0,5
APKT 1003PDFR-FA APKT -2PDFR-FA ● 11,000 6,700 3,50 2,88 0,5
APKT 1604PDR-HM APKT -3PDR-HM ● ● ○ ● ● ● 17,272 9,440 5,67 4,60 0,8
APKT 1604PDR-GM APKT -3PDR-GM ● ○ ○ ● ● 17,272 9,440 5,67 4,60 0,8
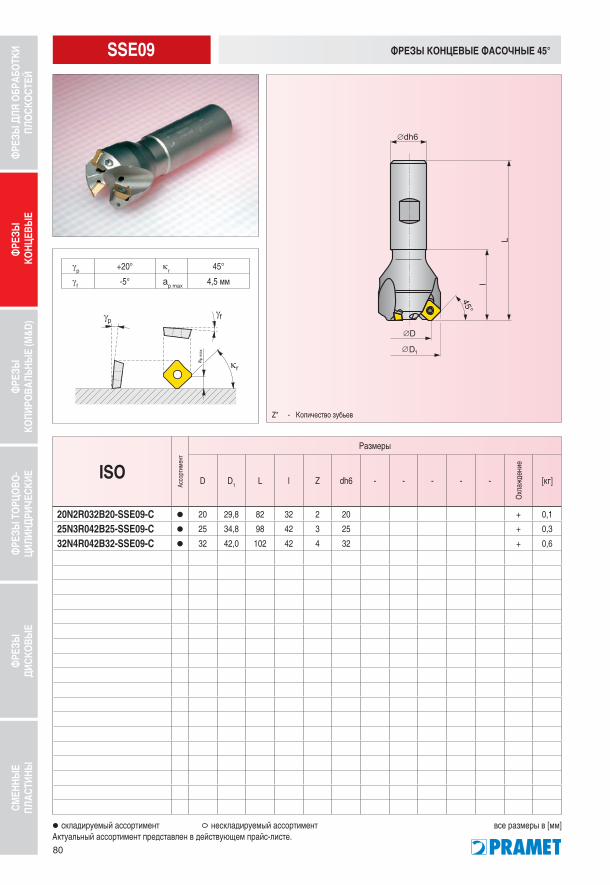
80
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SSE09
ISO
Acco
pтим
ент
Размеры
D D1 L l Z dh6 - - - - -
Oхл
ажде
ние
[кг]
20N2R032B20-SSE09-C ● 20 29,8 82 32 2 20 + 0,1
25N3R042B25-SSE09-C ● 25 34,8 98 42 3 25 + 0,3
32N4R042B32-SSE09-C ● 32 42,0 102 42 4 32 + 0,6
gp +20° k
r 45°
gf -5° ap max 4,5 мм
фрезы КОнцевые фАсОЧные 45°

81
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SSE09
ISO ANSIМарки сплавов Размеры
2215
2230
8230
8240 l d s d1 m
SEMT 09T3AFSN SEMT 3(2.5)AFSN ● ● ● ● 9,525 9,525 3,97 3,5 1,212
Диаметрфрезы
Зажимнойвинт*
Отвертка
20 ÷ 32 US 3007-T09P SDR T09P
SEMT AFSN
SEMT
фрезы КОнцевые фАсОЧные 45°
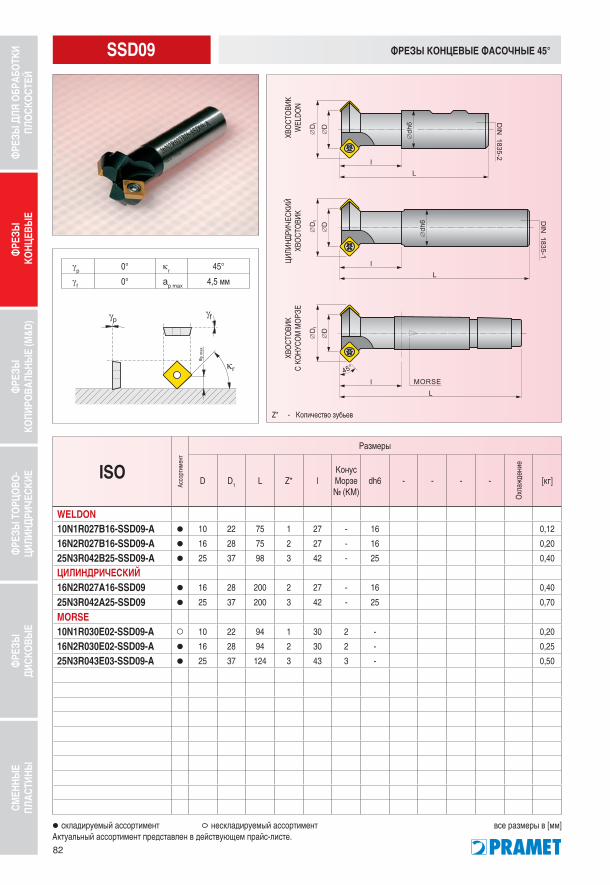
82
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SSD09 фрезы КОнцевые фАсОЧные 45°
gp 0° k
r 45°
gf 0° ap max 4,5 мм
ISO
Acco
pтим
ент
Размеры
D D1 L Z* lКонусМорзе№ (КМ)
dh6 - - - -
Oхл
ажде
ние
[кг]
WELDON10N1R027B16-SSD09-A ● 10 22 75 1 27 - 16 0,12
16N2R027B16-SSD09-A ● 16 28 75 2 27 - 16 0,20
25N3R042B25-SSD09-A ● 25 37 98 3 42 - 25 0,40
цИлИндрИЧесКИй16N2R027A16-SSD09 ● 16 28 200 2 27 - 16 0,40
25N3R042A25-SSD09 ● 25 37 200 3 42 - 25 0,70
MORSE10N1R030E02-SSD09-A ○ 10 22 94 1 30 2 - 0,20
16N2R030E02-SSD09-A ● 16 28 94 2 30 2 - 0,25
25N3R043E03-SSD09-A ● 25 37 124 3 43 3 - 0,50
ХВО
СТО
ВИК
WEL
DON
ХВО
СТО
ВИК
С КО
НУСО
М М
ОРЗ
ЕЦИ
ЛИНД
РИЧЕ
СКИЙ
ХВО
СТО
ВИК

83
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SSD09 фрезы КОнцевые фАсОЧные 45°
ISO ANSIМарки сплавов Размеры
8016
8230
8240 (l) d s d1 re
SDEW 090308EN SDEW 322EN ● ● 9,525 9,525 3,18 4,4 0,8
SDEW 090308SN SDEW 322SN ● ● ● 9,525 9,525 3,18 4,4 0,8
SDEX 090308FN-74 SDEX 322FN-74 ● 9,525 9,525 3,18 4,4 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка
10, 16 US 3507-T15 SDR T15
25 US 3509-T15 SDR T15
SDEW EN/SN SDEX 74SDEW / SDEX

84
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
N-SSO09
ISO
Acco
pтим
ент
Размеры
D D1 L Z l dh6 - - - - -
Oхл
ажде
ние
[кг]
8N1R027B16-SSO09-C ● 8 20,5 90 1 27 16 + 0,12
16N2R027B16-SSO09-C ● 16 28,8 110 2 27 16 + 0,15
25N3R042B25-SSO09-C ● 25 37,8 125 3 42 25 + 0,40
gp 0° k
r 45°
gf 0° ap max 4,5 мм
фрезы КОнцевые фАсОЧные 45°

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
85
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
N-SSO09
ISO ANSIМарки сплавов Размеры
2215
2230
5026
7010
7025
8230
8240 (l) d s d1 re
SOMT 09T304-P SOMT 3(2.5)1-P ○ ● ● ○ ● ● 9,55 9,55 3,97 3,5 0,4
SOMT 09T304-MI SOMT 3(2.5)1-MI ● ● ● ● 9,55 9,55 3,97 3,5 0,4
SOMT 09T308-M SOMT 3(2.5)2-M ● ● ● 9,55 9,55 3,97 3,5 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка
8 ÷ 25 US 3006-T09P SDR T09P
фрезы КОнцевые фАсОЧные 45°
SOMT
SOMT
SOMT-M
SOMT-MI
SOMT-PSOMT
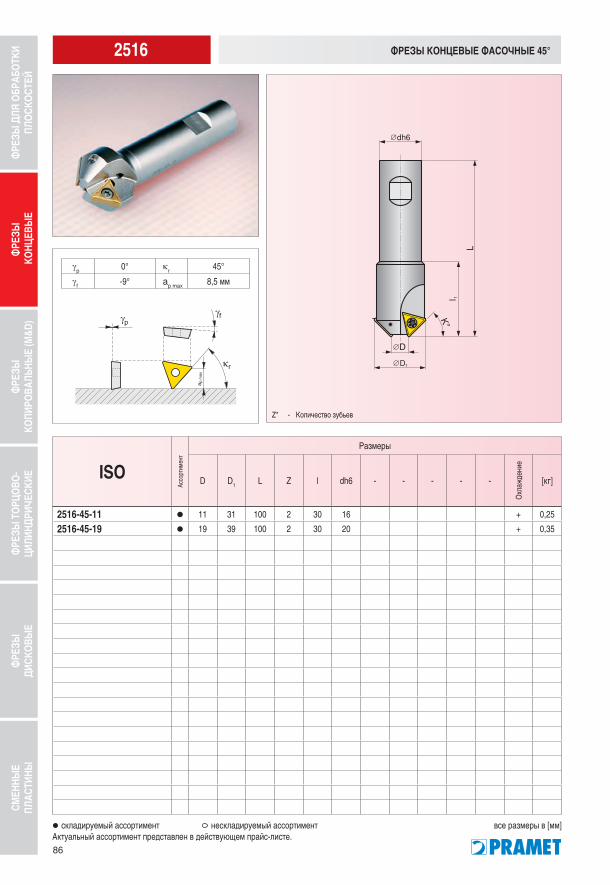
86
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
2516 фрезы КОнцевые фАсОЧные 45°
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D D1 L Z l dh6 - - - - -
Oхл
ажде
ние
[кг]
2516-45-11 ● 11 31 100 2 30 16 + 0,25
2516-45-19 ● 19 39 100 2 30 20 + 0,35
gp 0° k
r 45°
gf -9° ap max 8,5 мм

сменные мнОГОГрАнные плАсТИны (смп)
87
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
2516 фрезы КОнцевые фАсОЧные 45°
ISO ANSIМарки сплавов Размеры
3025
8016
8030 (l) d d1 s re
TCMT 16T308E-UR TCMT 3(2.5)2E-UR ● 16,5 9,525 4,40 3,97 0,8
TCMT 16T304E-UM TCMT 3(2.5)1E-UM ● ● 16,5 9,525 4,40 3,97 0,4
Фреза
Зажимнойвинт*
Отвертка
2516-45-11 US 4011-T15P SDR T15P
2516-45-19 US 4011-T15P SDR T15P
TCMT E-UR
TCMT E-UM
TCMT
TCMT

88
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
2636
ISO
Acco
pтим
ент
Размеры
dh6 L kr Dmin Dmax - - - - - -
Oхл
ажде
ние
[кг]
2636-05-25 ● 25 100
10° 5,0 31,0 0,3
15° 5,5 31,0
30° 7,0 29,5
45° 11,0 29,5
60° 16,0 28,5
75° 21,0 26,5
80° 23,0 26,0
gp 0° k
r 10° ÷ 80°
gf -8° ap max
реГУлИрУемые фрезы длЯ снЯТИЯ фАсОК

сменные мнОГОГрАнные плАсТИны (смп)
89
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
2636 реГУлИрУемые фрезы длЯ снЯТИЯ фАсОК
ISO ANSIМарки сплавов Размеры
3025
8016
8030 (l) d d1 s re
TCMT 16T308E-UR TCMT 3(2.5)2E-UR ● 16,5 9,525 4,40 3,97 0,8
TCMT 16T304E-UM TCMT 3(2.5)1E-UM ● ● 16,5 9,525 4,40 3,97 0,4
Фреза
Кассета Зажимнойвинт*
Зажимнойвинт
Отвертка
2636-05-25 CA 2669 US 4011-T15P USI 0614 SDR T15P
TCMT E-UR
TCMT E-UM
TCMT
TCMT

90
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвK* - Эффективнoe количествo зyбьeв
SCC
ISO
Acco
pтим
ент
Размеры
D L l dh6 D1 ap Z K Пластины
Oхл
ажде
ние
[кг]
25F1R030B25-SCC06-C ● 25 86 25 25 12 11 2 1 CCMX 0603 + 0,2
32F1R038B32-SCC08-C ● 32 98 33 32 16 14 2 1 CCMX 08T3 + 0,4
40F2R046B32-SCC09-C ● 40 105 41 32 20 18 4 2 CCMX 09T3 + 0,5
gp +2° k
r 90°
gf -4° ap max ap
фрезы длЯ ОБрАБОТКИ T-ОБрАзныХ пАзОв

91
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SCC
ISO ANSIМарки сплавов Размеры
8230
8240 l d s d1 re
CCMX 060304S-TS1 CCMX 221S-TS1 ○ ● 6,4 6,35 3,5 2,8 0,4
CCMX 08T308S-TS1 CCMX -(2.5)2S-TS1 ● ○ 8,1 8,03 4,4 3,5 0,8
CCMX 09T308S-TS1 CCMX 3(2.5)2S-TS1 ● ○ 9,7 9,525 3,97 3,5 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка
25 US 2506-T07P SDR T07P
32 US 3007-T09P SDR T09P
40 US 3007-T09P SDR T09P
фрезы длЯ ОБрАБОТКИ T-ОБрАзныХ пАзОв
CCMX-TS1
CCMX

92
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SCMORD КОпИрОвАльные фрезы
ISO
Acco
pтим
ент
Размеры
D d D2 L Z* Пластины - - -
Oхл
ажде
ние
[кг]
50A05R-SCMORD12 ● 50 12 22 50 5 RD.. 12T3 + 0,70
52A05R-SCMORD12 ● 52 12 22 50 5 RD.. 12T3 + 0,70
66A06R-SCMORD12 ● 66 12 27 50 6 RD.. 12T3 + 0,90
80B07R-SCMORD12 ● 80 12 27 52 7 RD.. 12T3 + 1,40
52A04R-SCMORD16* ● 52 16 22 50 4 RD.. 1604 + 0,70
66A05R-SCMORD16 ● 66 16 27 50 5 RD.. 1604 + 0,90
80A06R-SCMORD16 ● 80 16 27 52 6 RD.. 1604 + 1,40
100A07R-SCMORD16 ○ 100 16 32 52 7 RD.. 1604 2,00
gp +5° k
r
gf 0° ap max 3; 4 мм
* Axiální úhel 0°

93
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Винт Прихват Отвертка
..SCMORD12 US 3507-T15 CS 12 - SDR T15
..SCMORD16 US 4511-T20 - LA 12T3 SDR T20
SCMORD КОпИрОвАльные фрезы
ISO ANSIМарки сплавов Размеры
5040
7205
7010
7025
7040
HF7
d d1 s
RDHX 12T3MOT RDHX -(2.5)T ● ● ● ● ● 12,00 3,9 3,97
RDHX 1604MOT RDHX -3T ○ ● ● ● 16,00 5,2 4,76
RDGT 12T3MOT RDGT -(2.5)T ● ● ● 12,00 3,9 3,97
RDGT 1604MOT RDGT -3T ○ ● ● 16,00 5,2 4,76
RDHT 12T3MO-FA RDHT -(2.5)-FA ● 12,00 3,9 3,97
RDHT 1604MO-FA RDHT -3-FA ● 16,00 5,2 4,76
RDHT-FARDGT MOTRDHX MOT
RD..

94
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
B.-SRD.. фрезы КОнцевые КОпИрОвАльные
ISO
Acco
pтим
ент
Размеры
D d L l1 l2 dh6 Z* Пластины
Oхл
ажде
ние
[кг]
15E2R040B16-SRD07 ○ 15 7 88 40 20 16 2 RD.. 0702 + 0,15
15E2R060B16-SRD07 ● 15 7 108 60 20 16 2 RD.. 0702 + 0,25
15E2R080B20-SRD07 ● 15 7 130 80 22 20 2 RD.. 0702 + 0,50
15E2R100B20-SRD07 ○ 15 7 150 100 22 20 2 RD.. 0702 + 0,75
15E2R120B25-SRD07 ○ 15 7 176 120 22 25 2 RD.. 0702 + 0,80
20E2R040B20-SRD10 ● 20 10 90 40 20 20 2 RD.. 1003 + 0,20
20E2R060B20-SRD10 ● 20 10 110 60 22 20 2 RD.. 1003 + 0,30
20E2R080B25-SRD10 ● 20 10 136 80 25 25 2 RD.. 1003 + 0,60
20E2R100B25-SRD10 ● 20 10 156 100 25 25 2 RD.. 1003 + 0,80
20E2R120B25-SRD10 ○ 20 10 176 120 25 25 2 RD.. 1003 + 1,00
gp +3° k
r
gf 0° ap max 2,0; 2,5 мм

95
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Отвертка
..SRD07 US 25 SDR T07
..SRD10 US 3507-T15 SDR T15
B.-SRD.. фрезы КОнцевые КОпИрОвАльные
ISO ANSIМарки сплавов Размеры
5040
7205
7010
7025
7040
HF7
d d1 s
RDHX 0702MOT RDHX -(1.5)T ● ● ● 7,00 2,8 2,38
RDHX 1003MOT RDHX -2T ● ● ● ● ● 10,00 3,9 3,18
RDGT 0702MOT RDGT -(1.5)T ○ ○ ○ 7,00 2,8 2,38
RDGT 1003MOT RDGT -2T ○ ● ● 10,00 3,9 3,18
RDHT 0702MO-FA RDHT -(1.5)-FA ● 7,00 2,8 2,38
RDHT 1003MO-FA RDHT -2-FA ● 10,00 3,9 3,18
RDHT-FARDGT MOTRDHX MOT
RD..

96
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
S(C)RD сменные фрезерные ГОлОвКИ длЯ КОпИрОвАльнОй ОБрАБОТКИ
ISO
Acco
pтим
ент
Размеры
D d L D1 dh6 M Z Пластины
Oхл
ажде
ние
[кг]
10E2R020M06-SRD05 ○ 10 5 20 9,8 6,5 M6 2 RD.. 0501 + 0,10
12E3R020M06-SRD05 ○ 12 5 20 10,0 6,5 M6 3 RD.. 0501 + 0,10
15E4R020M08-SRD05 ○ 15 5 20 13,5 8,5 M8 4 RD.. 0501 + 0,10
15E2R028M08-SRD07 ● 15 7 28 13,5 8,5 M8 2 RD.. 0702 + 0,10
15E3R028M08-SRD07 ● 15 7 28 13,5 8,5 M8 3 RD.. 0702 + 0,20
20E4R028M10-SRD07 ● 20 7 28 18,0 10,5 M10 4 RD.. 0702 + 0,30
25E5R028M12-SRD07 ○ 25 7 28 21,0 12,5 M12 5 RD.. 0702 + 0,40
20E2R028M10-SRD10 ● 20 10 28 18,0 10,5 M10 2 RD.. 1003 + 0,30
25E2R032M12-SRD10 ● 25 10 32 21,0 12,5 M12 2 RD.. 1003 + 0,40
25E3R032M12-SRD10 ● 25 10 32 21,0 12,5 M12 3 RD.. 1003 + 0,35
30E4R042M16-SRD10 ● 30 10 42 29,0 17,0 M16 4 RD.. 1003 + 0,50
35E5R042M16-SRD10 ● 35 10 42 29,0 17,0 M16 5 RD.. 1003 + 0,55
24E2R032M12-SCRD12 ● 24 12 32 21,0 12,5 M12 2 RD.. 12T3 + 0,35
35E3R042M16-SCRD12 ● 35 12 42 29,0 17,0 M16 3 RD.. 12T3 + 0,55
35E4R042M16-SRD12 ● 35 12 42 29,0 17,0 M16 4 RD.. 12T3 + 0,50
42E4R042M16-SCRD12 ● 42 12 42 29,0 17,0 M16 4 RD.. 12T3 + 0,65
42E5R042M16-SRD12 ○ 42 12 42 29,0 17,0 M16 5 RD.. 12T3 + 0,60
32E2R042M16-SCRD16 ○ 32 16 42 29,0 17,0 M16 2 RD.. 1604 + 0,55
gp +3° k
r
gf 0° ap max 1,5÷4,0 мм
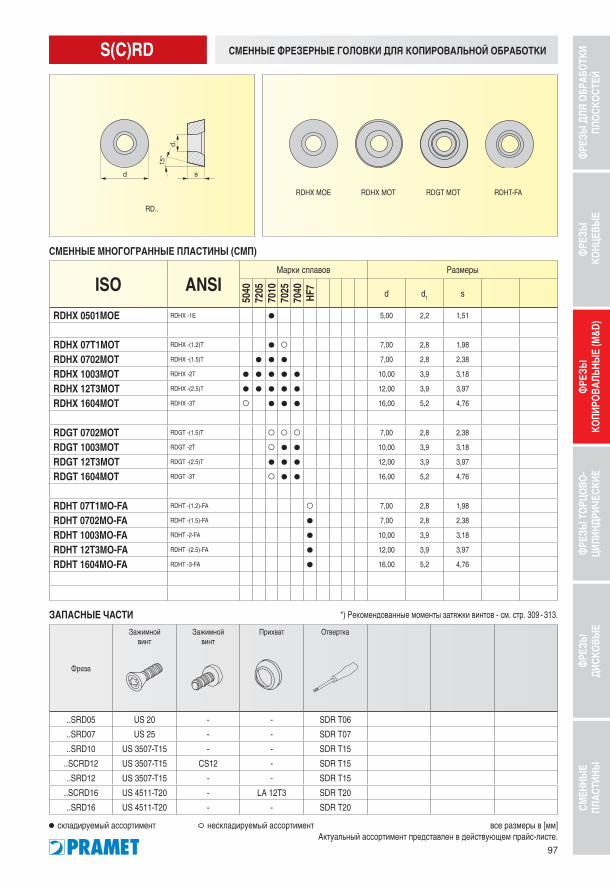
97
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт
Зажимнойвинт
Прихват Отвертка
..SRD05 US 20 - - SDR T06
..SRD07 US 25 - - SDR T07
..SRD10 US 3507-T15 - - SDR T15
..SCRD12 US 3507-T15 CS12 - SDR T15
..SRD12 US 3507-T15 - - SDR T15
..SCRD16 US 4511-T20 - LA 12T3 SDR T20
..SRD16 US 4511-T20 - - SDR T20
S(C)RD сменные фрезерные ГОлОвКИ длЯ КОпИрОвАльнОй ОБрАБОТКИ
ISO ANSIМарки сплавов Размеры
5040
7205
7010
7025
7040
HF7
d d1 s
RDHX 0501MOE RDHX -1E ● 5,00 2,2 1,51
RDHX 07T1MOT RDHX -(1.2)T ● ○ 7,00 2,8 1,98
RDHX 0702MOT RDHX -(1.5)T ● ● ● 7,00 2,8 2,38
RDHX 1003MOT RDHX -2T ● ● ● ● ● 10,00 3,9 3,18
RDHX 12T3MOT RDHX -(2.5)T ● ● ● ● ● 12,00 3,9 3,97
RDHX 1604MOT RDHX -3T ○ ● ● ● 16,00 5,2 4,76
RDGT 0702MOT RDGT -(1.5)T ○ ○ ○ 7,00 2,8 2,38
RDGT 1003MOT RDGT -2T ○ ● ● 10,00 3,9 3,18
RDGT 12T3MOT RDGT -(2.5)T ● ● ● 12,00 3,9 3,97
RDGT 1604MOT RDGT -3T ○ ● ● 16,00 5,2 4,76
RDHT 07T1MO-FA RDHT -(1.2)-FA ○ 7,00 2,8 1,98
RDHT 0702MO-FA RDHT -(1.5)-FA ● 7,00 2,8 2,38
RDHT 1003MO-FA RDHT -2-FA ● 10,00 3,9 3,18
RDHT 12T3MO-FA RDHT -(2.5)-FA ● 12,00 3,9 3,97
RDHT 1604MO-FA RDHT -3-FA ● 16,00 5,2 4,76
RDHX MOE
RD..
RDHT-FARDGT MOTRDHX MOT
зAпAсные ЧACТИ
сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.

98
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SMOZD.. ТОрцОвые фрезы длЯ рАБОТы нА высОКИХ пОдАЧАХ
ISO
Acco
pтим
ент
Размеры
D dH7 L b t Z* Пластины - -
Oхл
ажде
ние
[кг]
40A03R-SMOZD09-C ○ 40 16 40 8,4 5,6 3 ZD.. 09T3 + 0,20
40A04R-SMOZD09-C ● 40 16 40 8,4 5,6 4 ZD.. 09T3 + 0,20
50A04R-SMOZD12-C ● 50 22 40 10,4 6,4 4 ZD.. 1204 + 0,22
63A04R-SMOZD12-C ○ 63 22 40 10,4 6,4 4 ZD.. 1204 + 0,45
63A05R-SMOZD12-C ● 63 22 40 10,4 6,4 5 ZD.. 1204 + 0,42
80A05R-SMOZD12-C ● 80 27 50 12 7,0 5 ZD.. 1204 + 1,00
gp +10° k
r
gf -6° ap max 1,0; 1,6 мм

99
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SMOZD.. ТОрцОвые фрезы длЯ рАБОТы нА высОКИХ пОдАЧАХ
Фреза
Зажимнойвинт*
Сменныйстержень
Рукоятка
40 US 3006-T09P D-T07P/T09P FG-15
50 ÷ 80 US 4011-T15P D-T08P/T15P FG-15
ISO ANSIМарки сплавов Размеры
7205
7215
7230
7010
7025
7040 l d s d1 re
ZDCW 09T304 ZDCW -(2.5)1 ○ ● ● ● ● ● 9,525 9,525 3,97 3,4 0,4
ZDEW 120408 ZDEW -32 ● ● ● ● 12,700 12,700 4,76 4,4 0,8
ZDCW / ZDEW
ZDCW / ZDEW

100
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SZD
ISO
Acco
pтим
ент
Размеры
D L l dh6 Z* Пластины - - -
Oхл
ажде
ние
[кг]
цИлИндрИЧесКИй16E2R030A16-SZD07 ● 16 100 30 16 2 ZD.. 0703 + 0,1
16E2R065A16-SZD07 ● 16 145 65 16 2 ZD.. 0703 + 0,2
20E3R040A20-SZD07 ● 20 120 40 20 3 ZD.. 0703 + 0,3
20E3R080A20-SZD07 ● 20 165 80 20 3 ZD.. 0703 + 0,3
25E3R050A25-SZD07 ● 25 140 50 25 3 ZD.. 0703 + 0,5
25E3R100A25-SZD07 ● 25 190 100 25 3 ZD.. 0703 + 0,6
WELDON25E2R080B25-SZD09-C ● 25 140 80 25 2 ZD.. 09T3 + 0,45
25E2R140B25-SZD09-C ● 25 200 140 25 2 ZD.. 09T3 + 0,65
25E2R240B25-SZD09-C ○ 25 300 240 25 2 ZD.. 09T3 + 0,95
32E2R080B32-SZD09-C ● 32 140 80 32 2 ZD.. 09T3 + 0,75
32E2R140B32-SZD09-C ○ 32 200 140 32 2 ZD.. 09T3 + 1,10
32E2R240B32-SZD09-C ○ 32 300 240 32 2 ZD.. 09T3 + 1,60
40E4R080B32-SZD12-C ● 40 140 80 32 4 ZD.. 1204 + 0,80
40E4R140B32-SZD12-C ○ 40 200 140 32 4 ZD.. 1204 + 1,10
40E4R240B32-SZD12-C ○ 40 300 240 32 4 ZD.. 1204 + 1,30
gp +8°; +10° k
r
gf -5°; -6° ap max 1,0; 1,6 мм
КОнцевые фрезы длЯ рАБОТы нА высОКИХ пОдАЧАХ
ХВОСТОВИКWELDON
ЦИЛИНДРИЧЕСКИЙХВОСТОВИК
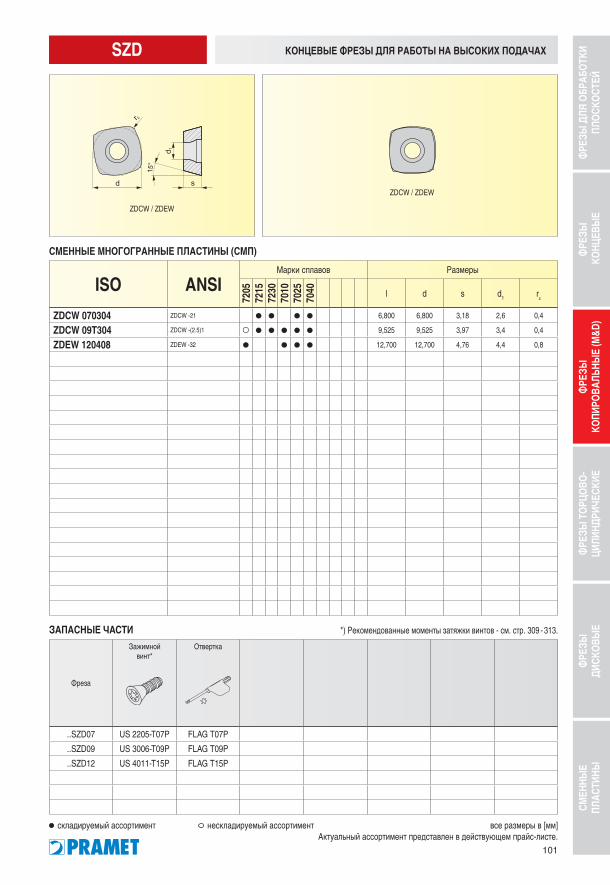
101
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Отвертка
..SZD07 US 2205-T07P FLAG T07P
..SZD09 US 3006-T09P FLAG T09P
..SZD12 US 4011-T15P FLAG T15P
SZD
ZDCW / ZDEW
ZDCW / ZDEW
ISO ANSIМарки сплавов Размеры
7205
7215
7230
7010
7025
7040 l d s d1 re
ZDCW 070304 ZDCW -21 ● ● ● ● 6,800 6,800 3,18 2,6 0,4
ZDCW 09T304 ZDCW -(2.5)1 ○ ● ● ● ● ● 9,525 9,525 3,97 3,4 0,4
ZDEW 120408 ZDEW -32 ● ● ● ● 12,700 12,700 4,76 4,4 0,8
КОнцевые фрезы длЯ рАБОТы нА высОКИХ пОдАЧАХ

102
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SZD сменные фрезерные ГОлОвКИ длЯ рАБОТы нА высОКИХ пОдАЧАХ
ISO
Acco
pтим
ент
Размеры
D H L dh6 M Z* Пластины - - -
Oхл
ажде
ние
[кг]
16E2R030M08-SZD07 ● 16 30 48 8,5 M8 2 ZD.. 0703 + 0,0
20E3R030M10-SZD07 ● 20 30 49 10,5 M10 3 ZD.. 0703 + 0,1
25E3R032M12-SZD07 ● 25 32 54 12,5 M12 3 ZD.. 0703 + 0,1
25E4R032M12-SZD07 ● 25 32 54 12,5 M12 4 ZD.. 0703 + 0,1
32E4R040M16-SZD07 ● 32 40 65 17 M16 4 ZD.. 0703 + 0,2
25E2R032M12-SZD09-C ● 25 32 54 12,5 M12 2 ZD.. 09T3 + 0,10
25E3R032M12-SZD09-C ● 25 32 54 12,5 M12 3 ZD.. 09T3 + 0,10
32E3R040M16-SZD09-C ● 32 40 63 17 M16 3 ZD.. 09T3 + 0,20
32E3R040M16-SZD12-C ● 32 40 63 17 M16 3 ZD.. 1204 + 0,17
40E4R040M16-SZD12-C ● 40 40 63 17 M16 4 ZD.. 1204 + 0,20
gp +8°; +10° k
r
gf -5°; -6° ap max 1,0; 1,6 мм
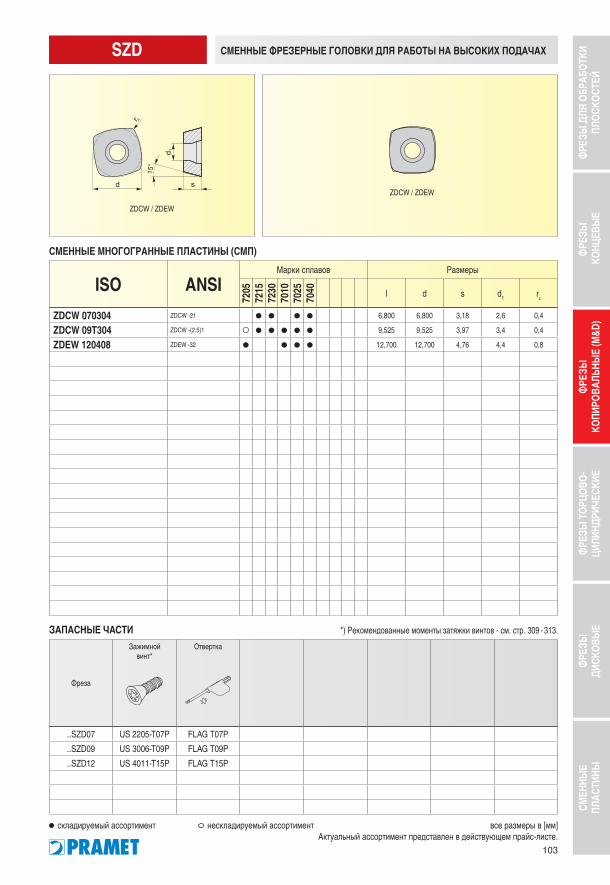
103
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Отвертка
..SZD07 US 2205-T07P FLAG T07P
..SZD09 US 3006-T09P FLAG T09P
..SZD12 US 4011-T15P FLAG T15P
SZD сменные фрезерные ГОлОвКИ длЯ рАБОТы нА высОКИХ пОдАЧАХ
ZDCW / ZDEW
ZDCW / ZDEW
ISO ANSIМарки сплавов Размеры
7205
7215
7230
7010
7025
7040 l d s d1 re
ZDCW 070304 ZDCW -21 ● ● ● ● 6,800 6,800 3,18 2,6 0,4
ZDCW 09T304 ZDCW -(2.5)1 ○ ● ● ● ● ● 9,525 9,525 3,97 3,4 0,4
ZDEW 120408 ZDEW -32 ● ● ● ● 12,700 12,700 4,76 4,4 0,8

104
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAD11E сменные фрезерные ГОлОвКИдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ISO
Acco
pтим
ент
Размеры
D L H M dh6 Z - - - - -
Oхл
ажде
ние
[кг]
16A2R024M08-SAD11E-C ● 16 38 24 M8 8,5 2 + 0,1
20A2R026M10-SAD11E-C ● 20 45 26 M10 10,5 2 + 0,1
20A3R026M10-SAD11E-C ● 20 45 26 M10 10,5 3 + 0,1
25A3R033M12-SAD11E-C ● 25 55 33 M12 12,5 3 + 0,1
25A4R033M12-SAD11E-C ● 25 55 33 M12 12,5 4 + 0,1
32A4R043M16-SAD11E-C ● 32 66 43 M16 17,0 4 + 0,1
32A5R043M16-SAD11E-C ● 32 66 43 M16 17,0 5 + 0,1
40A4R043M16-SAD11E-C ○ 40 66 43 M16 17,0 4 + 0,2
40A6R043M16-SAD11E-C ● 40 66 43 M16 17,0 6 + 0,2
gp +4°÷ +11° k
r 90°
gf -8,1°÷ -12,8° ap max 9 мм

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
105
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Отвертка
16 ÷ 40 US2505-T08P FLAG T08P
SAD11E сменные фрезерные ГОлОвКИдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ADMX 11
ADMX 11 (16)
ADMX 11T316SR-M
ADMX 11SR-F ADMX 11SR-M ADMX 11PR-R
ISO ANSIМарки сплавов Размеры
2215
2230
8016
8230
8240
HF7
(l) d s d1 re
ADMX 11T304SR-F ADMX -(2.5)1SR-F ● ● 11,000 6,530 3,97 2,90 0,4
ADMX 11T308SR-F ADMX -(2.5)2SR-F ● ● 11,000 6,530 3,97 2,90 0,8
ADMX 11T304SR-M ADMX -(2.5)1SR-M ● ● 11,000 6,530 3,97 2,90 0,4
ADMX 11T308SR-M ADMX -(2.5)2SR-M ● ● ● ● 11,000 6,530 3,97 2,90 0,8
ADMX 11T316SR-M ADMX -(2.5)4SR-M ● ● 11,000 6,530 3,97 2,90 1,6
ADMX 11T308PR-R ADMX -(2.5)2PR-R ● ● ● ● ● 11,000 6,530 3,97 2,90 0,8
ADEX 11T304FR-FA ADEX -(2.5)1FR-FA ● 11,000 6,530 3,97 2,90 0,4
ADEX 11T308FR-FA ADEX -(2.5)2FR-FA ● 11,000 6,530 3,97 2,90 0,8
ADEX 11
ADEX 11 FR-FA

106
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D L H M dh6 Z - - - - -
Oхл
ажде
ние
[кг]
32A3R043M16-SAD16E-C ● 32 66 43 M16 17,0 3 + 0,2
40A4R043M16-SAD16E-C ● 40 66 43 M16 17,0 4 + 0,2
gp +7°÷ +10,5° k
r 90°
gf -8,2°÷-12° ap max 13 мм
SAD16E сменные фрезерные ГОлОвКИдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
107
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Отвертка
32, 40 US 4008-T15P FLAG T15P
ISO ANSIМарки сплавов Размеры
2215
2230
8016
8230
8240
HF7
(l) d s d1 re
ADMX 160608SR-F ADMX -42SR-F ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160608SR-M ADMX -42SR-M ● ● ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160608PR-R ADMX -42PR-R ● ● ○ ● ● 16,000 9,950 6,25 4,50 0,8
ADMX 160616SR-M ADMX -44SR-M ○ ● ● 16,000 9,950 6,25 4,50 1,6
ADMX 160632SR-M ADMX -48SR-M ○ ● ● 16,000 9,950 6,25 4,50 3,2
ADEX 160608SR-FM ADEX -42SR-FM ● ● 16,000 9,950 6,25 4,50 0,8
ADEX 160608FR-FA ADEX -42FR-FA ● 16,000 9,950 6,25 4,50 0,8
SAD16E сменные фрезерные ГОлОвКИдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
ADMX 160616SR-M
ADMX 16
ADMX 16 (16, 32)
ADEX 16
ADEX 16
ADMX 160632SR-M
ADMX 16SR-F ADMX 16SR-M ADMX 16PR-R
ADEX 16SR-FM
ADEX 16FR-FA

108
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SAP..D сменные фрезерные ГОлОвКИдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
gp +3° ÷ +6° k
r 90°
gf 0° ap max 9; 13 мм
ISO
Acco
pтим
ент
Размеры
D L H M dh6 Z* - - - - -
Oхл
ажде
ние
[кг]
32A3R043M16-SAP15D-A ● 32 66 43 M16 17,0 3 0,14
40A4R043M16-SAP15D-A ● 40 66 43 M16 17,0 4 0,20

сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
109
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Отвертка
16 ÷ 25 US 2506-T07P SDR T07P
32, 40 US 3509-T15 SDR T15
SAP..D сменные фрезерные ГОлОвКИдлЯ ОБрАБОТКИ прЯмОУГОльныХ УсТУпОв
APKX 15-F APKX 15-MAPKX 15
APKX 150516-M APKX 150532-M
APKX 11-FAPKX 1103
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240 (l) d s d1 re
D 16 ÷ 25 мм
APKX 1103PDER-F APKX -2PDER-F ● ○ ● ● 9,700 6,350 3,5 2,8 0,6
D 32 ÷ 40 мм
APKX 1505PDER-F APKX -(3.5)PDER-F ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDER-M APKX -(3.5)PDER-M ● ● ● ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDSR-R APKX -(3.5)PDSR-R ○ ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 150516-M APKX -(3.5)4-M ○ ● ● 15,000 9,525 5,6 4,4 1,6
APKX 150532-M APKX -(3.5)8-M ○ ● ● 15,000 9,525 5,6 4,4 3,2
APKX 15

110
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
SRC-A сменные фрезерные ГОлОвКИ длЯ КОпИрОвАльнОй ОБрАБОТКИ
ISO
Acco
pтим
ент
Размеры
D dh6 M L H Пластины
Oхл
ажде
ние
[кг]
08K2R30M06-SRC08-A ○ 8 6,5 M6 45 30 RC 08, RC 08-F 0,10
10K2R30M06-SRC10-A ○ 10 6,5 M6 45 30 RC 10, RC 10F 0,15
12K2R30M08-SRC12-A ● 12 8,5 M8 48 30 RC 12, RC 12-F 0,20
16K2R35M08-SRC16-A ● 16 8,5 M8 53 35 RC 16, RC 16-F 0,25
20K2R35M10-SRC20-A ● 20 10,5 M10 54 35 RC 20, RC 20-F 0,30
gp 0° k
r
gf -7° ÷ -14° ap max 2 ÷ 5 мм
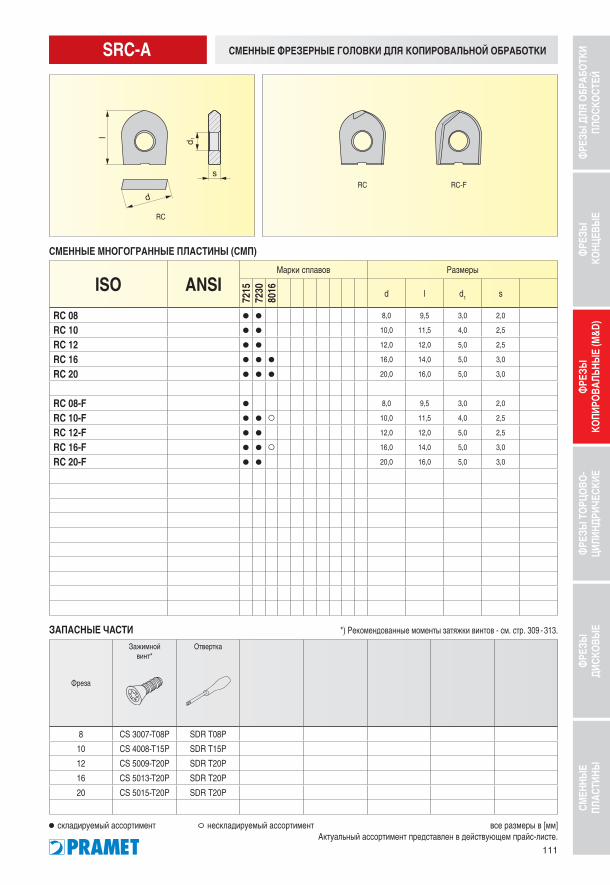
111
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SRC-A сменные фрезерные ГОлОвКИ длЯ КОпИрОвАльнОй ОБрАБОТКИ
ISO ANSIМарки сплавов Размеры
7215
7230
8016 d l d1 s
RC 08 ● ● 8,0 9,5 3,0 2,0
RC 10 ● ● 10,0 11,5 4,0 2,5
RC 12 ● ● 12,0 12,0 5,0 2,5
RC 16 ● ● ● 16,0 14,0 5,0 3,0
RC 20 ● ● ● 20,0 16,0 5,0 3,0
RC 08-F ● 8,0 9,5 3,0 2,0
RC 10-F ● ● ○ 10,0 11,5 4,0 2,5
RC 12-F ● ● 12,0 12,0 5,0 2,5
RC 16-F ● ● ○ 16,0 14,0 5,0 3,0
RC 20-F ● ● 20,0 16,0 5,0 3,0
RC
RC
RC-F
Фреза
Зажимнойвинт*
Отвертка
8 CS 3007-T08P SDR T08P
10 CS 4008-T15P SDR T15P
12 CS 5009-T20P SDR T20P
16 CS 5013-T20P SDR T20P
20 CS 5015-T20P SDR T20P

112
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
K2-SRC.. фрезы КОнцевые КОпИрОвАльные
ISO
Acco
pтим
ент
Размеры
D d1 L H dh6 Пластины
Oхл
ажде
ние
[кг]
SRC тип A08K2R025A10-SRC08-A ● 8 7,5 110 25 10 RC 08, RC 08-F, LC 08-KP, LC 08-KPF 0,10
10K2R030A12-SRC10-A ● 10 9,0 130 30 12 RC 10, RC 10F, LC10-KP, LC 10-KPF 0,12
12K2R030A12-SRC12-A ● 12 10,5 130 30 12 RC 12, RC 12-F, LC 12..-CH, LC 12..-RE 0,15
16K2R035A16-SRC16-A ● 16 14,0 140 35 16 RC 16, RC 16-F 0,25
20K2R045A20-SRC20-A ● 20 18,0 160 45 20 RC 20, RC 20-F 0,40
25K2R045A25-SRC25-A ● 25 22,4 160 45 25 RC 25, RC 25-F 0,65
32K2R060A32-SRC32-A ● 32 28,6 180 60 32 RC 32, RC 32-F 1,10
SRC тип B08K2R050A12-SRC08-A ● 8 - 140 13,5 12 RC 08, RC 08-F, LC08-KP, LC 08-KPF 0,10
10K2R060A16-SRC10-A ● 10 - 150 19,5 16 RC 10, RC 10F, LC10-KP, LC 10-KPF 0,12
12K2R060A16-SRC12-A ● 12 - 160 24,5 16 RC 12, RC 12-F, LC 12..-CH, LC 12..-RE 0,15
16K2R065A20-SRC16-A ● 16 - 175 31,5 20 RC 16, RC 16-F 0,25
20K2R080A25-SRC20-A ● 20 - 190 33,5 25 RC 20, RC 20-F 0,40
SRC тип A SRC тип B
gp 0° k
r
gf -7° ÷ -14° ap max 2 ÷ 8 мм

113
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
K2-SRC.. фрезы КОнцевые КОпИрОвАльные
RC
RC
RC-F
LC 12..CH
LC 12..RE
LC
LC
LC-KP
LC KP LC KPF

114
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
ISO ANSIМарки сплавов Размеры
7215
7230
8016 d d1 l s re
RC 08 ● ● 8 3 9,5 2,0 -
RC 10 ● ● 10 4 11,5 2,5 -
RC 12 ● ● 12 5 12,0 2,5 -
RC 16 ● ● ● 16 5 14,0 3,0 -
RC 20 ● ● ● 20 5 16,0 3,0 -
RC 25 ● ● ● 25 6 21,5 4,0 -
RC 32 ● ○ ● 32 8 25,9 5,0 -
RC 08-F ● 8 3 9,5 2,0 -
RC 10-F ● ● ○ 10 4 11,5 2,5 -
RC 12-F ● ● 12 5 12,0 2,5 -
RC 16-F ● ● ○ 16 5 14,0 3,0 -
RC 20-F ● ● 20 5 16,0 3,0 -
RC 25-F ● ○ 25 6 21,5 4,0 -
RC 32-F ○ 32 8 25,9 5,0 -
LC 0806-KP ● ● 8 3 9,5 2,0 0,6
LC 0810-KP ○ ○ 8 3 9,5 2,0 1,0
LC 1008-KP ● ○ 10 4 11,5 2,5 0,8
LC 1010-KP ● ● 10 4 11,5 2,5 1,0
LC 0806-KPF ● ○ 8 3 9,5 2,0 0,6
LC 1008-KPF ● ○ 10 4 11,5 2,5 0,8
LC 1245-CH ○ 12 5 14,0 2,5 -
LC 1260-CH ○ 12 5 14,0 2,5 -
LC 1210-RE ○ 12 5 14,0 2,5 1,0
LC 1220-RE ○ 12 5 14,0 2,5 2,0
LC 1230-RE ○ 12 5 14,0 2,5 3,0
сменные мнОГОГрАнные плАсТИны (смп)
K2-SRC.. фрезы КОнцевые КОпИрОвАльные

115
Фреза
Зажимнойвинт*
Отвертка
8 CS 3007-T08P SDR T08P
10 CS 4008-T15P SDR T15P
12 CS 5009-T20P SDR T20P
16 CS 5013-T20P SDR T20P
20 CS 5015-T20P SDR T20P
25 CS 6020-T20P SDR T20P
32 CS 8025-T30P SDR T30P
зAпAсные ЧACТИ
K2-SRC.. фрезы КОнцевые КОпИрОвАльные
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
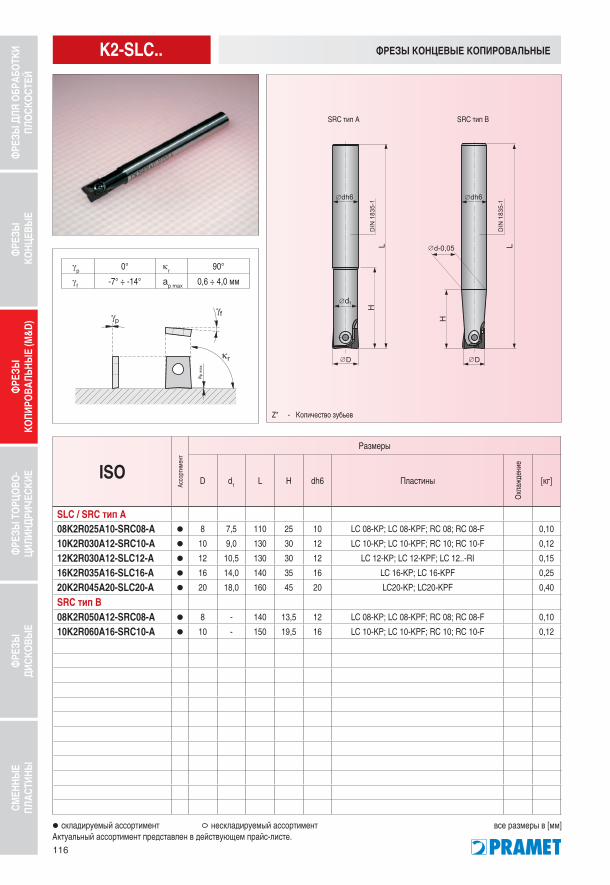
116
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
K2-SLC.. фрезы КОнцевые КОпИрОвАльные
ISO
Acco
pтим
ент
Размеры
D d1 L H dh6 Пластины
Oхл
ажде
ние
[кг]
SLC / SRC тип A08K2R025A10-SRC08-A ● 8 7,5 110 25 10 LC 08-KP; LC 08-KPF; RC 08; RC 08-F 0,10
10K2R030A12-SRC10-A ● 10 9,0 130 30 12 LC 10-KP; LC 10-KPF; RC 10; RC 10-F 0,12
12K2R030A12-SLC12-A ● 12 10,5 130 30 12 LC 12-KP; LC 12-KPF; LC 12..-RI 0,15
16K2R035A16-SLC16-A ● 16 14,0 140 35 16 LC 16-KP; LC 16-KPF 0,25
20K2R045A20-SLC20-A ● 20 18,0 160 45 20 LC20-KP; LC20-KPF 0,40
SRC тип B08K2R050A12-SRC08-A ● 8 - 140 13,5 12 LC 08-KP; LC 08-KPF; RC 08; RC 08-F 0,10
10K2R060A16-SRC10-A ● 10 - 150 19,5 16 LC 10-KP; LC 10-KPF; RC 10; RC 10-F 0,12
gp 0° k
r 90°
gf -7° ÷ -14° ap max 0,6 ÷ 4,0 мм
SRC тип A SRC тип B

117
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
K2-SLC.. фрезы КОнцевые КОпИрОвАльные
LC 12..RI
LC
LC-KP
LC KP LC KPF

118
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
ISO ANSIМарки сплавов Размеры
7215
7230 d d1 l s re
LC 0806-KP ● ● 8 3 9,5 2,0 0,6
LC 0810-KP ○ ○ 8 3 9,5 2,0 1,0
LC 1008-KP ● ○ 10 4 11,5 2,5 0,8
LC 1010-KP ● ● 10 4 11,5 2,5 1,0
LC 1210-KP ● ● 12 5 14,0 2,5 1,0
LC 1220-KP ○ ○ 12 5 14,0 2,5 2,0
LC 1610-KP ● ● 16 5 16,0 3,0 1,0
LC 1613-KP ● ● 16 5 16,0 3,0 1,3
LC 1630-KP ○ ○ 16 5 16,0 3,0 3,0
LC 2010-KP ● ● 20 5 18,0 3,0 1,0
LC 2016-KP ● ● 20 5 18,0 3,0 1,6
LC 2040-KP ○ ○ 20 5 18,0 3,0 4,0
LC 0806-KPF ● ○ 8 3 9,5 2,0 0,6
LC 1008-KPF ● ○ 10 4 11,5 2,5 0,8
LC 1210-KPF ● ● 12 5 14,0 2,5 1,0
LC 1613-KPF ● ○ 16 5 16,0 3,0 1,3
LC 2016-KPF ○ ○ 20 5 18,0 3,0 1,6
LC 1215-RI ○ 12 5 14,0 2,5 1,5
LC 1220-RI ○ 12 5 14,0 2,5 2,0
LC 1230-RI ○ 12 5 14,0 2,5 3,0
K2-SLC.. фрезы КОнцевые КОпИрОвАльные
сменные мнОГОГрАнные плАсТИны (смп)

119
Фреза
Зажимнойвинт*
Отвертка
8 CS 3007-T08P SDR T08P
10 CS 4008-T15P SDR T15P
12 CS 5009-T20P SDR T20P
16 CS 5013-T20P SDR T20P
20 CS 5015-T20P SDR T20P
зAпAсные ЧACТИ
K2-SLC.. фрезы КОнцевые КОпИрОвАльные
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.

120
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
S90VC22C ТОрцОвые фрезы длЯ ОБрАБОТКИ АлЮмИнИЯ
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dH7 D1 L b t Z - - - -
Oхл
ажде
ние
[кг]
50A03R-S90VC22C ● 50 22 40 56 10 6,3 3 + 0,37
63A04R-S90VC22C ○ 63 22 50 56 10 6,3 4 + 0,65
80A05R-S90VC22C ○ 80 27 63 56 12 7,0 5 + 1,10
gp +3° k
r 90°
gf +4° ÷ +8° ap max 16 мм

121
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Сменныйстержень
Рукоятка динамо-метрического
ключа
50 ÷ 80 US 4511-T20 D-T20 MR-5,0
S90VC22C ТОрцОвые фрезы длЯ ОБрАБОТКИ АлЮмИнИЯ
vCGT-FAvCGT
ISO ANSIМарки сплавов Размеры
HF7
(l) d s d1 re
VCGT 220530F-FA vCGT 4(3.5)xF-FA ● 22,000 12,700 5,5 5,2 3,0
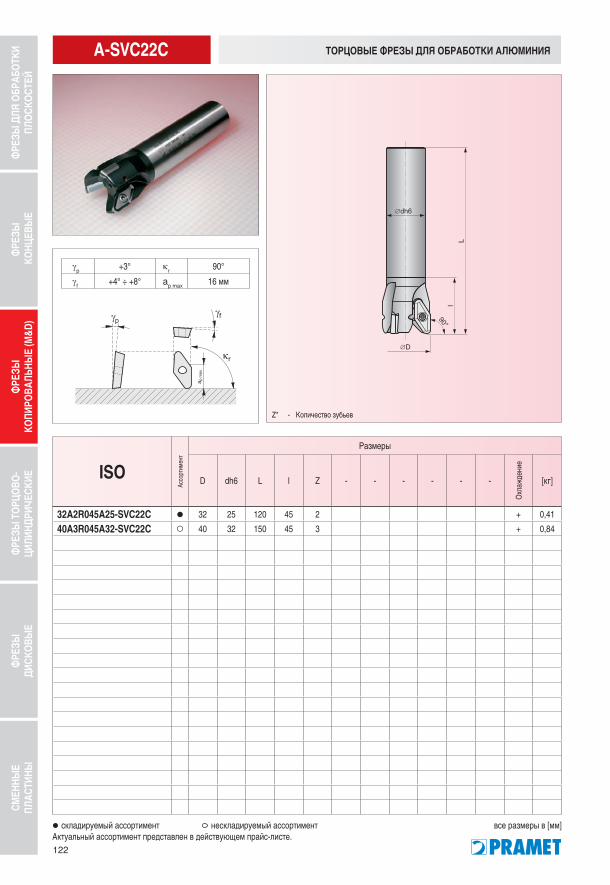
122
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
A-SVC22C ТОрцОвые фрезы длЯ ОБрАБОТКИ АлЮмИнИЯ
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dh6 L l Z - - - - - -
Oхл
ажде
ние
[кг]
32A2R045A25-SVC22C ● 32 25 120 45 2 + 0,41
40A3R045A32-SVC22C ○ 40 32 150 45 3 + 0,84
gp +3° k
r 90°
gf +4° ÷ +8° ap max 16 мм

123
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Сменныйстержень
Рукоятка динамо-метрического
ключа
32 ÷ 40 US 4511-T20 D-T20 MR-5,0
A-SVC22C ТОрцОвые фрезы длЯ ОБрАБОТКИ АлЮмИнИЯ
vCGT-FAvCGT
ISO ANSIМарки сплавов Размеры
HF7
(l) d s d1 re
VCGT 220530F-FA vCGT 4(3.5)xF-FA ● 22,000 12,700 5,5 5,2 3,0

124
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
SVC22C сменные фрезерные ГОлОвКИ длЯ ОБрАБОТКИ АлЮмИнИЯ
Z* - Количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dh6 d2 M L H Z - - - -
Oхл
ажде
ние
[кг]
32A2R048M16-SVC22C ● 32 17 29 M16 71 48,0 2 + 0,20
40A3R048M16-SVC22C ● 40 17 29 M16 71 48,0 3 + 0,24
gp +3° k
r 90°
gf +11° ÷ +13° ap max 16 мм

125
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
все размеры в [мм] складируемый ассортимент нескладируемый ассортимент
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
Актуальный ассортимент представлен в действующем прайс-листе.
Фреза
Зажимнойвинт*
Сменныйстержень
Рукоятка динамо-метрического
ключа
32 ÷ 40 US 4511-T20 D-T20 MR-5,0
SVC22C сменные фрезерные ГОлОвКИ длЯ ОБрАБОТКИ АлЮмИнИЯ
vCGT-FAvCGT
ISO ANSIМарки сплавов Размеры
HF7
(l) d s d1 re
VCGT 220530F-FA vCGT 4(3.5)xF-FA ● 22,000 12,700 5,5 5,2 3,0

126
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвZN* - Количество сменных режущих пластин
SAP11D фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ
ISO
Acco
pтим
ент
Размеры
D L l l1 Z* ZN* dh6КонусМорзе№ (КМ) Oхл
ажде
ние
[кг]
WELDON20J1R39B20C-SAP11D35 ● 20 90 39 35 1 4 20 - + 0,2
25J2R47B25C-SAP11D35 ● 25 105 47 35 2 8 25 - + 0,3
32J2R55B32C-SAP11D42 ● 32 115 55 42 2 10 32 - + 0,6
40J3R65B32C-SAP11D51 ● 40 125 65 51 3 18 32 - + 0,8
мОрзе20J1R41E02C-SAP11D35 ○ 20 110 41 35 1 4 - 2 + 0,3
25J2R47E03C-SAP11D35 ● 25 130 47 35 2 8 - 3 + 0,4
32J2R56E03C-SAP11D42 ● 32 140 56 42 2 10 - 3 + 0,7
40J3R72E04C-SAP11D51 ● 40 175 72 51 3 18 - 4 + 0,9
gp +3° k
r 90°
gf 0° ap max l1
ХВОСТОВИКWELDON
ХВОСТОВИК С КОНУСОММОРЗЕ

127
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
ISO ANSIМарки сплавов Размеры
2230
5026
8016
8026
8230
8240 (l) d s d1 re
APKX 1103PDER-F APKX -2PDER-F ● ○ ● ● 9,7 6,35 3,5 2,8 0,6
APKX 1103PDER-M APKX -2PDER-M ● ○ ● ● ● ● 9,7 6,35 3,5 2,8 0,6
Диаметрфрезы
Зажимнойвинт*
Отвертка
20 ÷ 40 US 2506-T07P SDR T07P
SAP11D фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ
APKX 11-FAPKX 1103
APKX 11-M

128
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвZN* - Количество сменных режущих пластинTS* - Размер конуса
SAP15D фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ
ISO
Acco
pтим
ент
Размеры
D L l l1 Z* ZN* TS* Конус зaжимнoй -
Oхл
ажде
ние
[кг]
50J3R130H50-SAP15D66 ● 50 232 130 66 3 15 50 ISO/DIS 7388-1 4,0
63J4R140H50-SAP15D66 ● 63 242 140 66 4 20 50 ISO/DIS 7388-1 4,3
80J5R150H50-SAP15D80 ○ 80 252 150 80 5 30 50 ISO/DIS 7388-1 8,2
50J3R126X50-SAP15D66 ● 50 253 126 66 3 15 50 ISO 297 3,7
63J4R136X50-SAP15D66 ● 63 263 136 66 4 20 50 ISO 297 4,0
80J5R146X50-SAP15D80 ○ 80 273 146 80 5 30 50 ISO 297 7,8
gp +7° k
r 90°
gf 0° ap max l1

129
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SAP15D фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240 (l) d s d1 re
APKX 1505PDER-M APKX -(3.5)PDER-M ● ● ● ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDSR-R APKX -(3.5)PDSR-R ○ ● ● ● ● 15,000 9,525 5,6 4,4 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка
50 ÷ 80 US 3509-T15 SDR T15
APKX 15APKX 15-RAPKX 15-M

130
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвZN* - Количество сменных режущих пластинTS* - Размер конуса
SSAP фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ - рАзБОрные
ISO
Acco
pтим
ент
Размеры
D L l l1 Z* ZN* TS* Конус зaжимнoй
Oхл
ажде
ние
[кг]
50J4R110H50-SSAP37+21 ○ 50 212 110 58 2+2 2+12 50 ISO/DIS 7388-1 3,5
50J4R128H50-SSAP55+21 ○ 50 230 128 76 2+2 2+16 50 ISO/DIS 7388-1 3,8
63J4R150H50-SSAP74+21 ● 63 252 150 95 2+2 2+20 50 ISO/DIS 7388-1 4,5
50J4R106X50-SSAP37+21 ○ 50 233 106 58 2+2 2+12 50 ISO 297 3,5
50J4R124X50-SSAP55+21 ● 50 251 124 76 2+2 2+16 50 ISO 297 3,8
63J4R146X50-SSAP74+21 ● 63 273 146 95 2+2 2+20 50 ISO 297 4,5
gp +7° k
r 90°
gf 0° ap max l1

сменные мнОГОГрАнные плАсТИны (смп)
131
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SSAP фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ - рАзБОрные
ISO ANSIМарки сплавов Размеры
8016
8026
8230
8240 (l) d s d1 re
APET 150412EN APET -33EN ● 15,900 12,700 4,76 5,5 1,2
APET 150412SN APET -33SN ● ● ● 15,900 12,700 4,76 5,5 1,2
APEW 150412ER APEW -33ER ● ○ 15,900 12,700 4,76 5,5 1,2
APEW 150412SR APEW -33SR ● ● ○ 15,900 12,700 4,76 5,5 1,2
SPET 1204ADEN SPET 43ADEN ● ● 12,700 12,700 4,76 5,5 -
SPET 1204ADSN SPET 43ADSN ● ● ● 12,700 12,700 4,76 5,5 -
SPEW 1204ADEN SPEW 43ADEN ● ● 12,700 12,700 4,76 5,5 -
SPEW 1204ADSN SPEW 43ADSN ○ ● ● 12,700 12,700 4,76 5,5 -
Диаметрфрезы
Смeннaя чaсть Соединительныйвинт
Ключ Зажимнойвинт*
Отвертка
50 P50 × 21 SR 25 HXK 6 US 4511-T20 SDR T20
63 P63 × 21 SR 26 HXK 8 US 4511-T20 SDR T20
APET / APEW
SPET EN/SN SPEW EN/SN
SPET / SPEW
APET EN/SN APEW ER/SR

132
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвZN* - Количество сменных режущих пластинTS* - Размер конуса
SSAP-A фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ - нерАзБОрные
ISO
Acco
pтим
ент
Размеры
D L l l1 Z* ZN* TS* Конус зaжимнoй
Oхл
ажде
ние
[кг]
50J4R110H50-SSAP58-A ○ 50 212 110 58 2+2 2+12 50 ISO/DIS 7388-1 3,5
50J4R128H50-SSAP76-A ○ 50 230 128 76 2+2 2+16 50 ISO/DIS 7388-1 3,8
63J4R150H50-SSAP95-A ○ 63 252 150 95 2+2 2+20 50 ISO/DIS 7388-1 4,5
80J6R155H50-SSAP95-A ○ 80 257 155 95 3+3 3+30 50 ISO/DIS 7388-1 8,0
50J4R106X50-SSAP58-A ○ 50 233 106 58 2+2 2+12 50 ISO 297 3,5
50J4R124X50-SSAP76-A ● 50 251 124 76 2+2 2+16 50 ISO 297 3,8
63J4R146X50-SSAP95-A ● 63 273 146 95 2+2 2+20 50 ISO 297 4,5
80J6R151X50-SSAP95-A ● 80 275 151 95 3+3 3+30 50 ISO 297 8,0
gp +7° k
r 90°
gf 0° ap max l1

сменные мнОГОГрАнные плАсТИны (смп)
133
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.зAпAсные ЧACТИ
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SSAP-A фрезы ЧернОвые ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ - нерАзБОрные
ISO ANSIМарки сплавов Размеры
8016
8026
8230
8240 (l) d s d1 re
APET 150412EN APET -33EN ● 15,900 12,700 4,76 5,5 1,2
APET 150412SN APET -33SN ● ● ● 15,900 12,700 4,76 5,5 1,2
APEW 150412ER APEW -33ER ● ○ 15,900 12,700 4,76 5,5 1,2
APEW 150412SR APEW -33SR ● ● ○ 15,900 12,700 4,76 5,5 1,2
SPET 1204ADEN SPET 43ADEN ● ● 12,700 12,700 4,76 5,5 -
SPET 1204ADSN SPET 43ADSN ● ● ● 12,700 12,700 4,76 5,5 -
SPEW 1204ADEN SPEW 43ADEN ● ● 12,700 12,700 4,76 5,5 -
SPEW 1204ADSN SPEW 43ADSN ○ ● ● 12,700 12,700 4,76 5,5 -
Диаметрфрезы
Зажимнойвинт*
Отвертка
50, 63, 80 US 4511-T20 SDR T20
APET / APEW
SPET EN/SN SPEW EN/SN
SPET / SPEW
APET EN/SN APEW ER/SR

134
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвZN* - Количество сменных режущих пластин
ISO
Acco
pтим
ент
Размеры
D L l1 l2 d1 b t dh7 Z* ZN*
Oхл
ажде
ние
[кг]
50T03R-S90AP15D25 ● 50 50 25 21 18 10,4 6,3 22 3 6 0,8
63T04R-S90AP15D40 ● 63 60 40 30 20 12,4 7,0 27 4 12 1,1
80T04R-S90AP15D80 ● 80 91 80 41 25 14,4 8,0 32 4 24 1,8
100T05R-S90AP15D80 ● 100 96 80 46 31 16,4 9,0 40 5 30 3,6
gp +6° k
r 90°
gf 0° ap max l1
S90AP15D фрезы ЧернОвые нACAдные ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ

135
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
ISO ANSIМарки сплавов Размеры
2215
2230
5026
8016
8026
8230
8240 (l) d s d1 re
APKX 1505PDER-M APKX -(3.5)PDER-M ● ● ● ● ● ● ● 15,000 9,525 5,6 4,4 0,8
APKX 1505PDSR-R APKX -(3.5)PDSR-R ○ ● ● ● ● 15,000 9,525 5,6 4,4 0,8
Диаметрфрезы
Зажимнойвинт*
Отвертка
50 ÷ 100 US 3509-T15 SDR T15
S90AP15D фрезы ЧернОвые нACAдные ТОрцОвО-цИлИндрИЧесКИесО спИрАльнымИ зУБьЯмИ
APKX 15
APKX APKX

136
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвZN* - Количество сменных режущих пластин
ISO
Acco
pтим
ент
Размеры
D kr ap max dH7 d1 L D1 b t Z* ZN*
Oхл
ажде
ние
[кг]
35T03R-S15XP1607-C ● 35 15 7 27 22 50 88 12,4 7,0 3 6 + 1,18
35T03R-S25XP1612-C ● 35 25 12 27 22 50 84 12,4 7,0 3 6 + 1,05
35T03R-S30XP1614-C ● 35 30 14 27 22 50 82 12,4 7,0 3 6 + 0,97
35T03R-S35XP1616-C ○ 35 35 16 27 22 50 81 12,4 7,0 3 6 + 0,93
35T03R-S40XP1618-C ● 35 40 18 27 22 50 79 12,4 7,0 3 6 + 0,86
35T03R-S45XP1620-C ● 35 45 20 27 22 50 74 12,4 7,0 3 6 + 0,77
35T03R-S50XP1622-C ● 35 50 22 27 22 50 71 12,4 7,0 3 6 + 0,69
35T03R-S55XP1623-C ○ 35 55 23 27 22 50 66 12,4 7,0 3 6 + 0,61
35T03R-S60XP1625-C ● 35 60 25 27 22 50 64 12,4 7,0 3 6 + 0,53
45T04R-S25XP1612-C ● 45 25 12 27 22 50 94 12,4 7,0 4 8 + 1,14
45T04R-S30XP1614-C ● 45 30 14 27 22 50 92 12,4 7,0 4 8 + 1,08
45T04R-S35XP1616-C ○ 45 35 16 27 22 50 92 12,4 7,0 4 8 + 1,12
45T04R-S40XP1618-C ○ 45 40 18 27 22 50 89 12,4 7,0 4 8 + 0,98
45T04R-S45XP1620-C ● 45 45 20 27 22 50 85 12,4 7,0 4 8 + 0,90
45T04R-S50XP1622-C ○ 45 50 22 27 22 50 82 12,4 7,0 4 8 + 0,83
45T04R-S55XP1623-C ○ 45 55 23 27 22 50 76 12,4 7,0 4 8 + 0,75
45T04R-S60XP1625-C ● 45 60 25 27 22 50 73 12,4 7,0 4 8 + 0,68
45T03R-S75XP1628-C ● 45 75 28 27 22 50 60 12,4 7,0 3 6 + 0,51
gp -1°÷ +5° k
r 15°÷ 75°
gf -6°÷ -4° ap max -
SxxXP16 двУХрЯдные фрезы длЯ ОБрАБОТКИ фАсОК

137
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SxxXP16 двУХрЯдные фрезы длЯ ОБрАБОТКИ фАсОК
XPHT 16
XPHT 16-E XPHT 16-S XPHT 16-FA
Диаметрфрезы
Зажимнойвинт*
Стержень Рукоятка
35 ÷ 45 US3509-T15 D-T07P/T15 FG-15
ISO ANSIМарки сплавов Размеры
5026
8016
8026
8230
8240
HF7
l d d1 s re
XPHT 160412E XPHT -33E ○ ● ● 15,875 9,525 4,40 4,76 1,2
XPHT 160412S XPHT -33S ● ○ ● ● ● 15,875 9,525 4,40 4,76 1,2
XPHT 160408F-FA XPHT -32F-FA ● 15,875 9,525 4,40 4,76 0,8

138
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeв
2416-E фрезы КОнцевые с нАпАйнымИ плАсТИнАмИ
ISO
Acco
pтим
ент
Размеры
D L l1 l2 Z*КонусМорзе№ (КМ)
f - - - -
Oхл
ажде
ние
[кг]
2416-20R-E3-P ● 20 146 40 65 4 3 0,5 0,3
2416-25R-E3-P ● 25 160 50 79 4 3 0,5 0,4
2416-32R-E4-P ● 32 180 50 78 4 4 0,5 0,7
2416-40R-E4-P ● 40 200 63 98 6 4 0,8 1,0

139
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны

140
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количество зубьев* - При S=14 мм** - По заказу фрезы можно изготовить с другим dH7
S90SN фрезы дИсКОвые длЯ прОрезКИ пАзОв
ISO
Acco
pтим
ент
Размеры
D dH7** H s d1 Z* - - - - -
Oхл
ажде
ние
[кг]
80F8N-S90SN11N4 ● 80 27 18 4 42 8 0,2
80F8N-S90SN11N5 ○ 80 27 18 5 42 8 0,2
80F8N-S90SN12N6 ● 80 27 18 6 42 8 0,2
80F8N-S90SN12N8 ● 80 27 18 8 42 8 0,3
100G10N-S90SN12N6 ○ 100 32 25 6 48 10 0,3
100G10N-S90SN12N10 ● 100 32 25 10 48 10 0,4
100G10N-S90SN12N12 ○ 100 32 25 12 48 10 0,5
125H12N-S90SN12N6 ● 125 40 31 6 58 12 0,5
125H12N-S90SN12N8 ○ 125 40 31 8 58 12 0,6
160H16N-S90SN12N6 ● 160 40 44 6 58 16 1,0
160H16N-S90SN12N8 ● 160 40 44 8 58 16 1,1
160H16N-S90SN12N10 ● 160 40 44 10 58 16 1,2
160H16N-S90SN12N12 ○ 160 40 44 12 58 16 1,3
160H15N-S90SN12N14 ○ 160 40 44 14 58 15 1,4
200J18N-S90SN12N6 ● 200 50 62 6 72 18 1,5
200J18N-S90SN12N8 ○ 200 50 62 8 72 18 1,6
200J18N-S90SN12N10 ○ 200 50 62 10 72 18 1,9
200J18N-S90SN12N12 ○ 200 50 62 12 72 18 2,1
200J18N-S90SN12N14 ● 200 50 62 14 72 18 2,3
gp -0°30´ k
r 90°
gf +2°30´ ae max H

141
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
S90SN фрезы дИсКОвые длЯ прОрезКИ пАзОв
ISO ANSIМарки сплавов Размеры
8016
8026
8230
8240 l s d1g re
s = 4 мм
SNHQ 1102AZTN SNHQ -(1.5)AZTN ● ● 11,000 2,30 4,30 15° -
s = 5 мм
SNHQ 1103AZTN SNHQ -2AZTN ● ○ 11,000 2,70 4,30 15° -
s = 6 мм
SNHQ 1203AZEN SNHQ 42AZEN ○ ● 12,700 3,20 5,00 24° -
SNHQ 1203AZTN SNHQ 42AZTN ● ● ● 12,700 3,20 5,00 15° -
SNHQ 120305TRL SNHQ 42xTRL ● 12,700 3,20 5,00 15° 0,5
SNHQ 120310TRL SNHQ 42xTRL ● 12,700 3,20 5,00 15° 1,0
SNHQ 120315TRL SNHQ 42xTRL ○ 12,700 3,20 5,00 15° 1,5
s = 8 мм
SNHQ 1204AZEN SNHQ 43AZEN ○ ● 12,700 4,50 5,00 24° -
SNHQ 1204AZTN SNHQ 43AZTN ● ● 12,700 4,50 5,00 15° -
SNHQ 120405TRL SNHQ 43xTRL ○ 12,700 4,50 5,00 15° 0,5
SNHQ 120410TRL SNHQ 43xTRL ● 12,700 4,50 5,00 15° 1,0
SNHQ 120415TRL SNHQ 43xTRL ○ 12,700 4,50 5,00 15° 1,5
s = 10 мм
SNHQ 1205AZEN SNHQ 4(3.5)AZEN ○ ● 12,700 5,40 5,00 24° -
SNHQ 1205AZTN SNHQ 4(3.5)AZTN ● ● 12,700 5,40 5,00 15° -
SNHQ 120505TRL SNHQ 4(3.5)xTRL ● 12,700 5,40 5,00 15° 0,5
SNHQ 120510TRL SNHQ 4(3.5)xTRL ○ 12,700 5,40 5,00 15° 1,0
SNHQ 120515TRL SNHQ 4(3.5)xTRL ○ 12,700 5,40 5,00 15° 1,5
s = 12, 14 ммSNHQ 1207AZEN SNHQ 45AZEN ○ ● 12,700 7,00 5,00 24° -
SNHQ 1207AZTN SNHQ 45AZTN ● ● 12,700 7,00 5,00 15° -
SNHQ 120705TRL SNHQ 45xTRL ○ 12,700 7,00 5,00 15° 0,5
SNHQ 120710TRL SNHQ 45xTRL ● 12,700 7,00 5,00 15° 1,0
SNHQ 120715TRL SNHQ 45xTRL ● 12,700 7,00 5,00 15° 1,5
сменные мнОГОГрАнные плАсТИны (смп)
SNHQ AZEN/AZTN
SNHQ TRL
(EN) g = 24° для обработки алюминия и его сплавов(TN) g = 15° для обработки стали и чугуна
(TN) g = 15° для обработки стали и чугуна

142
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Ширина „s“
Зажимнойвинт
Отвертка
4 US 3504-T09P SDR T09P
5 US 3504-T09P SDR T09P
6 US 70 SDR T15
8 US 71 SDR T15
10 US 72 SDR T15
12; 14 US 73 SDR T15
зAпAсные ЧACТИ
S90SN фрезы дИсКОвые длЯ прОрезКИ пАзОв
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.

143
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.

144
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
S90SN-R
Z* - Количествo зyбьeвK* - Эффективнoe количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dH7 H s d1 Z* K L - - -
Oхл
ажде
ние
[кг]
63A03R-S90SN11N4 ● 63 16 10,5 4 34 6 3 40 0,50
63A03R-S90SN11N5 ○ 63 16 10,5 5 34 6 3 40 0,50
63A03R-S90SN12N6 ○ 63 16 10,5 6 34 6 3 40 0,50
80A04R-S90SN11N5 ● 80 22 17,5 5 40 8 4 40 0,60
80A04R-S90SN12N6 ● 80 22 17,5 6 40 8 4 40 0,60
100A05R-S90SN12N6 ● 100 27 23,5 6 48 10 5 50 0,70
125B06R-S90SN12N6 ○ 125 40 24,0 6 70 12 6 50 1,50
160B08R-S90SN12N10 ● 160 40 41,0 10 70 16 8 50 2,10
gp -0°30´ k
r 90°
gf +2°30´ ae max H
фрезы дИсКОвые длЯ прОрезКИ пАзОв

145
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
S90SN-R
Ширина „s“
Зажимнойвинт
Отвертка
4 US 3504-T09P SDR T09P
5 US 3505-T09P SDR T09P
6 US 70 SDR T15
10 US 72 SDR T15
ISO ANSIМарки сплавов Размеры
8016
8026
8230
8240 l s d1
g re
s = 4 мм
SNHQ 1102AZTN SNHQ --xAZTN ● ● 11,0 2,3 4,3 15° -
s = 5 мм
SNHQ 1103AZTN SNHQ --xAZTN ● ○ 11,0 2,7 4,3 15° -
s = 6 мм
SNHQ 1203AZEN SNHQ 4-xAZEN ○ ● 12,7 3,2 5 24° -
SNHQ 1203AZTN SNHQ 4-xAZTN ● ● ● 12,7 3,2 5 15° -
SNHQ 120305TRL SNHQ 4-xTRL ● 12,7 3,2 5 15° 0,5
SNHQ 120310TRL SNHQ 4-xTRL ● 12,7 3,2 5 15° 1,0
SNHQ 120315TRL SNHQ 4-xTRL ○ 12,7 3,2 5 15° 1,5
s = 10 мм
SNHQ 1205AZEN SNHQ 4-xAZEN ○ ● 12,7 5,4 5 24° -
SNHQ 1205AZTN SNHQ 4-xAZTN ● ● 12,7 5,4 5 15° -
SNHQ 120505TRL SNHQ 4-xTRL ● 12,7 5,4 5 15° 0,5
SNHQ 120510TRL SNHQ 4-xTRL ○ 12,7 5,4 5 15° 1,0
SNHQ 120515TRL SNHQ 4-xTRL ○ 12,7 5,4 5 15° 1,5
зAпAсные ЧACТИ
фрезы дИсКОвые длЯ прОрезКИ пАзОв
сменные мнОГОГрАнные плАсТИны (смп)
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
SNHQ AZEN/AZTN
SNHQ TRL
(EN) g = 24° для обработки алюминия и его сплавов(TN) g = 15° для обработки стали и чугуна
(TN) g = 15° для обработки стали и чугуна

146
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
S90CN(XN) реГУлИрУемые дИсКОвые фрезы
Z* - Количествo зyбьeвK* - Эффективнoe количествo зyбьeв
ISO
Acco
pтим
ент
Размеры
D dH7 s1 d1 s H Z* K* Пластины
Oхл
ажде
ние
[кг]
14,0 ÷ 18,5 мм125H04N-S90CN10N18 ● 125 40 18 56 14,0 ÷ 18,5 34 8 4 CNHQ 1005AZTN 1,0
160H06N-S90CN10N18 ● 160 40 18 56 14,0 ÷ 18,5 50 12 6 CNHQ 1005AZTN 1,5
200J07N-S90CN10N18 ○ 200 50 18 71 14,0 ÷ 18,5 60 14 7 CNHQ 1005AZTN 2,0
250J09N-S90CN10N18 ○ 250 50 18 71 14,0 ÷ 18,5 85 18 9 CNHQ 1005AZTN 3,0
315J12N-S90CN10N18 ● 315 50 18 71 14,0 ÷ 18,5 110 24 12 CNHQ 1005AZTN 4,0
19,0 ÷ 24,3 мм160H05N-S90XN12N24 ● 160 40 24 56 19,0 ÷ 24,3 50 10 5 XNHQ 1205AZTN 2,0
200J06N-S90XN12N24 ● 200 50 24 71 19,0 ÷ 24,3 60 12 6 XNHQ 1205AZTN 2,5
250J08N-S90XN12N24 ● 250 50 24 71 19,0 ÷ 24,3 85,0 16 8 XNHQ 1205AZTN 3,5
315J10N-S90XN12N24 ○ 315 50 24 71 19,0 ÷ 24,3 110,0 20 10 XNHQ 1205AZTN 4,5
24,5 ÷ 30,5 мм200J06N-S90XN16N30 ○ 200 50 30,0 71,0 24,5 ÷ 30,5 60,0 12 6 XNHQ 1606AZTN 3,0
250J08N-S90XN16N30 ● 250 50 30,0 71,0 24,5 ÷ 30,5 85,0 16 8 XNHQ 1606AZTN 4,0
315K10N-S90XN16N30 ○ 315 60 30,0 85,0 24,5 ÷ 30,5 110,0 20 10 XNHQ 1606AZTN 5,0
Для заказа дисковой фрезы желаемой ширины необходимо указать этот параметр. Ширина выставляется с точностью ± 0,03 мм.Без ее указания по умолчанию фреза будет поставлена с минимальной шириной.
gp +4° ÷ +5° k
r 90°
gf -8° ÷ -10° ae max H

147
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
сменные мнОГОГрАнные плАсТИны (смп)
зAпAсные ЧACТИ
S90(CN)XN реГУлИрУемые дИсКОвые фрезы
ISO ANSIМарки сплавов Размеры
8230
8240 (l) d s d1 b
CNHQ 1005AZTN CNHQ -(3.5)AZTN ● ● 10,00 10,00 5,4 4,7 0,5 × 45°
XNHQ 1205AZTN XNHQ -(3.5)AZTN ● ● 12,70 10,00 5,4 4,7 0,5 × 45°
XNHQ 1606AZTN XNHQ -4AZTN ○ ● 16,00 12,00 6,4 5,9 0,5 × 45°
Ширина „s“
Корпус Сменная кассетаL
Сменная кассетаR Кл
ин
Двух
стор
онни
й ви
нт
Клю
ч
Зажи
мной
вин
т
Отв
ертк
а
Уста
ново
чный
вин
т
Отв
ертк
а
Ширина 14 ÷ 18,5 мм
125H04N-S90CN10N18 125H04N-S-14-08
KL-1418-CN10 KR-1418-CN10
KS 6
13F
DS 6
018F
SDR
T20
US 4
011-
T15P
SDR
T15P
SS 6
005-
T09P
SDR
T09160H06N-S90CN10N18 160H06N-S-14-12
200J07N-S90CN10N18 200J07N-S-14-14
250J09N-S90CN10N18 250J09N-S-14-18
315J12N-S90CN10N18 315J12N-S-14-24Ширина 19 ÷ 24,3 мм
160H05N-S90XN12N24 160H05N-S-19-10
KL-1924-XN12 KR-1924-XN12
KS 6
17M
DS 6
500
HXK
4
US 4
011-
T15P
SDR
T15P
SS 6
005-
T09P
SDR
T09
200J06N-S90XN12N24 200J06N-S-19-12
250J08N-S90XN12N24 250J08N-S-19-16
315J10N-S90XN12N24 315J10N-S-19-20Ширина 24,5 ÷ 30,5 мм
200J06N-S90XN16N30 200J06N-S-25-12
KL-2530-XN16 KR-2530-XN16
KS 6
23M
DS 6
500
HXK
4
US 5
012-
T15P
SDR
T15P
SS 6
005-
T09P
SDR
T09
250J08N-S90XN16N30 250J08N-S-25-16
315K10N-S90XN16N30 315K10N-S-25-20
CNHQ AZTN / XNHQ AZTN
CNHQ / XNHQ
*) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.

148
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Z* - Количествo зyбьeвK* - Эффективнoe количествo зyбьeв
S90CN(XN)-R
ISO
Acco
pтим
ент
Размеры
D dH7 L d1 s H Z* K* Пластины
Oхл
ажде
ние
[кг]
14,0 ÷ 18,5 мм125B04R-S90CN10N18 ○ 125 40 50 70 14,0 ÷ 18,5 25,0 8 4 CNHQ 1005AZTN 1,7
160B06R-S90CN10N18 ○ 160 40 50 70 14,0 ÷ 18,5 44,0 12 6 CNHQ 1005AZTN 2,7
200C07R-S90CN10N18 ● 200 40 50 90 14,0 ÷ 18,5 52,0 14 7 CNHQ 1005AZTN 4,1
19,0 ÷ 24,3 мм160B05R-S90XN12N24 ○ 160 40 50 70 19,0 ÷ 24,3 44,0 10 5 XNHQ 1205AZTN 3,0
200C06R-S90XN12N24 ● 200 40 50 90 19,0 ÷ 24,3 52,0 12 6 XNHQ 1205AZTN 4,5
24,5 ÷ 30,5 мм200C06R-S90XN16N30 ○ 200 60 50 130 24,5 ÷ 30,5 34,0 12 6 XNHQ 1606AZTN 4,5
Для заказа дисковой фрезы желаемой ширины необходимо указать этот параметр. Ширина выставляется с точностью ± 0,03 мм.Без ее указания по умолчанию фреза будет поставлена с минимальной шириной.
gp +4° ÷ +5° k
r 90°
gf -8° ÷ -10° ae max H
реГУлИрУемые дИсКОвые фрезы

149
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Ширина „s“
Корпус Сменная кассетаL
Сменная кассетаR Кл
ин
Двух
стор
онни
й ви
нт
Клю
ч
Зажи
мной
вин
т
Отв
ертк
а
Уста
ново
чный
вин
т
Отв
ертк
а
Ширина 14 ÷ 18,5 мм
125B04R-S90CN10N18 125B04R-S-14-08
KL-1418-CN10 KR-1418-CN10
KS 6
13F
DS 6
018F
SDR
T20
US 4
011-
T15P
SDR
T15P
SS 6
005-
T09P
SDR
T09
160B06R-S90CN10N18 160B06R-S-14-12
200C07R-S90CN10N18 200C07R-S-14-14
Ширина 19 ÷ 24,3 мм
160B05R-S90XN12N24 160B05R-S-19-10
KL-1924-XN12 KR-1924-XN12
KS 6
17M
DS 6
500
HXK
4
US 4
011-
T15P
SDR
T15P
SS 6
005-
T09P
SDR
T09
200C06R-S90XN12N24 200C06R-S-19-12
Ширина 24,5 ÷ 30,5 мм
200C06R-S90XN16N30 200C06R-S-25-12 KL-2530-XN16 KR-2530-XN16
KS 6
23M
DS 6
500
HXK
4
US 5
012-
T15P
SDR
T15P
SS 6
005-
T09P
SDR
T09
сменные мнОГОГрАнные плАсТИны (смп)
S90CN(XN)-R
ISO ANSIМарки сплавов Размеры
8230
8240 (l) d s d1 b
CNHQ 1005AZTN CNHQ -(3.5)AZTN ● ● 10,00 10,00 5,4 4,7 0,5 × 45°
XNHQ 1205AZTN XNHQ -(3.5)AZTN ● ● 12,70 10,00 5,4 4,7 0,5 × 45°
XNHQ 1606AZTN XNHQ -4AZTN ○ ● 16,00 12,00 6,4 5,9 0,5 × 45°
CNHQ AZTN / XNHQ AZTN
CNHQ / XNHQ
реГУлИрУемые дИсКОвые фрезы
зAпAсные ЧACТИ *) Рекомендованные моменты затяжки винтов - см. стр. 309 - 313.
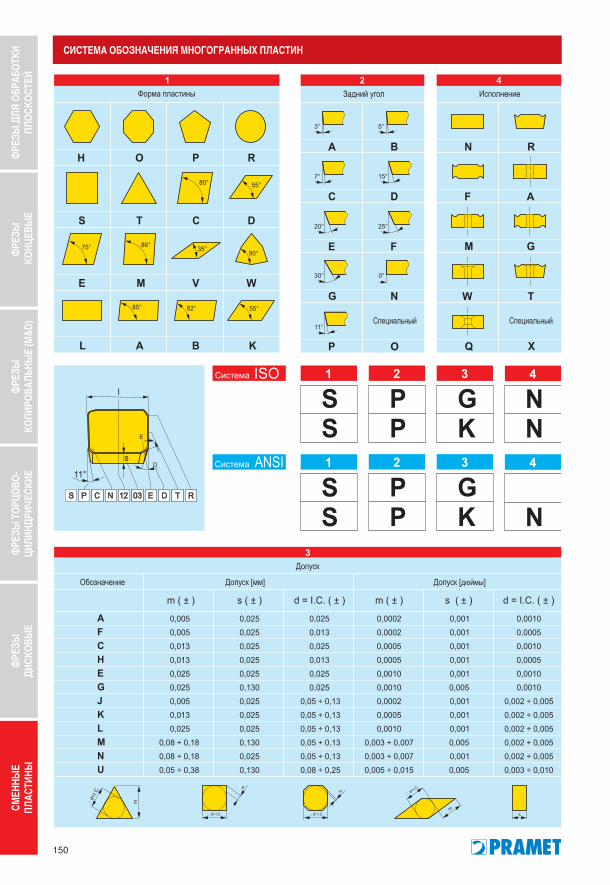
150
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
CИCТEмA OБOзнAЧEнИЯ мнОГОГрАнныХ плАсТИн

151
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
CИCТEмA OБOзнAЧEнИЯ мнОГОГрАнныХ плАсТИн

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
152
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
30 re f min f max ap min ap max
ADEW 120308SR ADEW -22SR ● 0,8 0,10 0,30 0,30 10,00
размеры (l) d s d1 re
1203 12,8 9,525 3,18 4,40 0,8
ADEW SR
ADEX FA
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
HF7
re f min f max ap min ap max
ADEX 11T304FR-FA ADEX -(2.5)1FR-FA ● 0,4 0,03 0,30 0,50 9,00
ADEX 11T308FR-FA ADEX -(2.5)2FR-FA ● 0,8 0,03 0,30 1,00 9,00
ADEX 160608FR-FA ADEX -42FR-FA ● 0,8 0,05 0,30 1,00 13,00
размеры l d s d1
11T3 9,700 6,350 3,50 2,90
1606 16,000 9,950 6,25 4,50
Инструменты см. стр.: 12, 14, 64, 66, 104, 106

153
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
ADEX 160608SR-FM ADEX -42SR-FM ● ● 0,8 0,10 0,25 1,00 13,00
ADEX FM
ADKT 15
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
5026
8026
8230
8240 re f min f max ap min ap max
ADKT 1505PDER-M ADKT -(3.5)PDER-M ○ ● ● ● ● 0,8 0,15 0,30 1,00 13,00
размеры l d s d1 re
1505 15,550 9,525 5,60 4,40 0,80
размеры l d s d1 re
1606 16,000 9,950 6,25 4,50 0,8
Инструменты см. стр.: 14, 66, 106

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
154
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
ADMX 11размеры l d s d1 re
11T3 11,000 6,530 3,97 2,90 0,4
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1522
3080
1682
3082
40 re f min f max ap min ap max
ADMX 11T304SR-F ADMX -(2.5)1SR-F ● ● 0,4 0,07 0,12 0,50 9,00
ADMX 11T308SR-F ADMX -(2.5)2SR-F ● ● 0,8 0,07 0,12 1,00 9,00
ADMX 11T304SR-M ADMX -(2.5)1SR-M ● ● 0,4 0,10 0,18 0,50 9,00
ADMX 11T308SR-M ADMX -(2.5)2SR-M ● ● ● ● 0,8 0,10 0,18 1,00 9,00
ADMX 11T316SR-M ADMX -(2.5)4SR-M ● ● 1,6 0,10 0,22 1,80 9,00
ADMX 11T308PR-R ADMX -(2.5)2PR-R ● ● ● ● ● 0,8 0,10 0,25 0,30 9,00
Инструменты см. стр.: 12, 64, 104
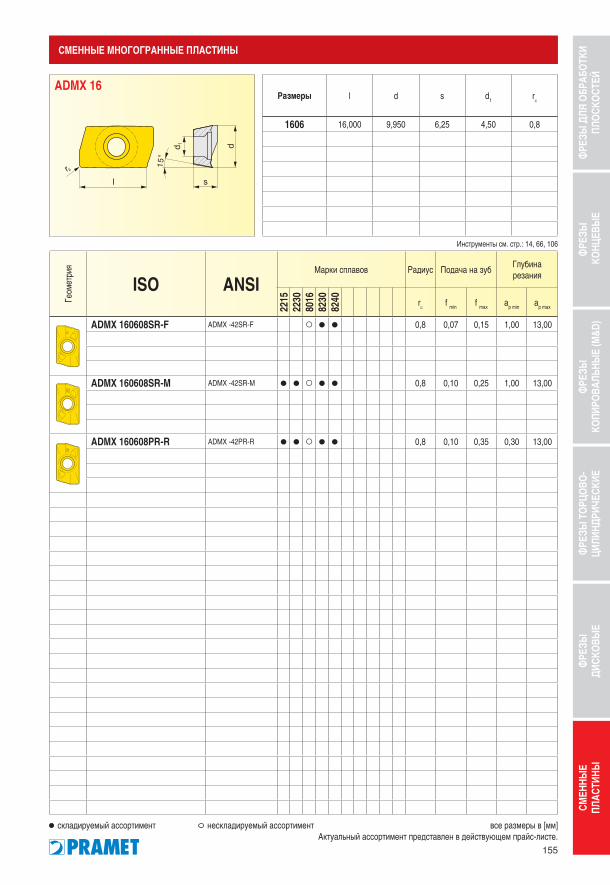
155
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1522
3080
1682
3082
40 re f min f max ap min ap max
ADMX 160608SR-F ADMX -42SR-F ○ ● ● 0,8 0,07 0,15 1,00 13,00
ADMX 160608SR-M ADMX -42SR-M ● ● ○ ● ● 0,8 0,10 0,25 1,00 13,00
ADMX 160608PR-R ADMX -42PR-R ● ● ○ ● ● 0,8 0,10 0,35 0,30 13,00
ADMX 16размеры l d s d1 re
1606 16,000 9,950 6,25 4,50 0,8
Инструменты см. стр.: 14, 66, 106

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
156
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8026
8230
8240 re f min f max ap min ap max
APET 150412EN APET -33EN ● 1,2 0,10 0,35 0,30 12,00
APET 150412SN APET -33SN ● ● ● 1,2 0,10 0,35 0,30 12,00
размеры l d s d1 re
1504 15,900 12,700 4,76 5,50 1,2
APET EN/SN
Инструменты см. стр.: 130,132
ADMX 16/32
Инструменты см. стр.: 14, 66, 106
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1682
3082
40 re f min f max ap min ap max
ADMX 160616SR-M ADMX -44SR-M ○ ● ● 1,6 0,10 0,30 1,80 13,00
ADMX 160632SR-M ADMX -48SR-M ○ ● ● 3,2 0,10 0,30 1,00 13,00
размеры l d s d1 re
1606 16,000 9,950 6,25 4,50 1,6

157
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
APEW ER/SR
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резанияHF
7
re f min f max ap min ap max
APET 160408FR-FA APET -32FR-FA ● 0,8 0,05 0,40 0,80 15,00
размеры l d s d1 re
1604 17,000 9,600 4,76 4,50 0,8
APET-FAГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8026
8230
8240 re f min f max ap min ap max
APEW 150412ER APEW -33ER ● ○ 1,2 0,10 0,30 0,30 12,00
APEW 150412SR APEW -33SR ● ● ○ 1,2 0,20 0,40 1,20 12,00
размеры l d s d1 m
1504 15,900 12,700 4,76 5,50 3,71
Инструменты см. стр.: 22, 74

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
158
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
APKT 10M
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
2230
5026
8016
8026
8230
8240 re f min f max ap min ap max
APKT 1003PDER-M APKT -2PDER-M ○ ● ● ● ● ● ● 0,5 0,10 0,25 1,00 9,00
размеры l d s d1 re
1003 11,000 6,700 3,50 2,88 0,5
Инструменты см. стр.: 20, 72, 78
размеры l d s d1 re
1003 11,000 6,700 3,50 2,88 0,5
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резанияHF
7re f min f max ap min ap max
APKT 1003PDFR-FA APKT -2PDFR-FA ● 0,5 0,05 0,30 0,80 9,00
APKT 10-FA
Инструменты см. стр.: 20, 72, 78

159
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1550
2680
1680
2682
3082
40 re f min f max ap min ap max
APKT 1604PDR-GM APKT -3PDR-GM ● ○ ○ ● ● 0,8 0,15 0,30 1,00 13,00
APKT 1604PDR-HM APKT -3PDR-HM ● ● ○ ● ● ● 0,8 0,20 0,35 1,00 13,00
APKT 160404-HM APKT -31-HM ● 0,4 0,20 0,35 0,50 13,00
APKT 160416-HM APKT -34-HM ● 1,6 0,20 0,35 2,00 13,00
APKT 160431-HM APKT -3x-HM ● 3,1 0,20 0,35 3,50 13,00
размеры l d s d1 re
1604 17,000 9,440 5,67 4,60 0,8
APKT 16
Инструменты см. стр.: 22, 74, 78
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2230
5026
8016
8026
8230
8240 re f min f max ap min ap max
APKX 1103PDER-F APKX -2PDER-F ● ○ ● ● 0,6 0,05 0,12 1,00 9,00
APKX 1103PDER-M APKX -2PDER-M ● ○ ● ● ● ● 0,6 0,10 0,25 1,00 9,00
размеры l d s d1 re
1103 9,700 6,350 3,50 2,80 0,6
APKX 11
Инструменты см. стр.: 16, 68, 108, 126

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
160
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1522
3050
2680
1680
2682
3082
40 re f min f max ap min ap max
APKX 1505PDER-F APKX -(3.5)PDER-F ● ● ● ● 0,8 0,10 0,20 1,00 13,00
APKX 1505PDER-M APKX -(3.5)PDER-M ● ● ● ● ● ● ● 0,8 0,15 0,30 1,00 13,00
APKX 1505PDSR-R APKX -(3.5)PDSR-R ○ ● ● ● ● 0,8 0,10 0,50 0,30 13,00
размеры l d s d1 re
1505 15,000 9,525 5,60 4,40 0,8
APKX 15
Инструменты см. стр.: 18, 40, 70, 108, 128, 134

161
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
CCMX-TS1
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1680
2682
40 re f min f max ap min ap max
APKX 150516-M APKX -(3.5)4-M ○ ● ● 1,6 0,15 0,30 1,00 13,00
APKX 150532-M APKX -(3.5)8-M ○ ● ● 3,2 0,15 0,30 1,00 13,00
размеры l d s d1 a
1505 15,000 9,525 5,60 4,40 2,9
APKX 16/32
размеры l d s d1 re
0603 6,4 6,35 3,5 2,8 0,4
08T3 8,1 8,03 4,4 3,5 0,8
09T3 9,7 9,525 3,97 3,5 0,8
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8230
8240 re f min f max ap min ap max
CCMX 060304S-TS1 CCMX 221S-TS1 ○ ● 0,4 0,08 0,20 - -
CCMX 08T308S-TS1 CCMX -(2.5)2S-TS1 ● ○ 0,8 0,10 0,20 - -
CCMX 09T308S-TS1 CCMX 3(2.5)2S-TS1 ● ○ 0,8 0,10 0,20 - -
Инструменты см. стр.: 90
Инструменты см. стр.: 18, 40, 70, 108

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
162
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
CNHQ
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8230
8240 re f min f max ap min ap max
CNHQ 1005AZTN CNHQ -(3.5)AZTN ● ● 1,2 0,10 0,50 - -
размеры (l) d s d1 b
1005 10,0 10,00 5,40 4,7 0,5 × 45°
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
CNE 635 ○ ○ 1,2 0,10 0,30 2,00 11,00
размеры (l) d1 s re
635 12,7 4,40 6,35 1,2
CNE
Инструменты см. стр.: 146, 148

163
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
CNM 563 ● ● 1,2 0,20 0,40 2,00 14,00
размеры (l) d1 s re
563 15,0 5,50 8,00 1,2
CNMГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
2230
8230
8240 re f min f max ap min ap max
HNGX 0906ANSN-F HNGX -4ANSN-F ● ● 0,10 0,20 0,50 5,00
HNGX 0906ANSN-M HNGX -4ANSN-M ● ● ● ● 0,17 0,35 0,80 5,00
HNGX 0906ANSN-R HNGX -4ANSN-R ● ● ● ● 0,10 0,50 0,30 5,00
размеры d s d1
0906 16,500 6,35 4,9
HNGX
Инструменты см. стр.: 34

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
164
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания72
15 re f min f max ap min ap max
LC 1245-CH ○ 0,08 0,25 0,10 2,00
LC 1260-CH ○ 0,08 0,25 0,10 2,00
размеры d d1 h s a
1245 12,000 5,00 3,0 2,50 45°
1260 12,000 5,00 5,0 2,50 60°
LC12-CH
Инструменты см. стр.: 112

165
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
LC12-REГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания72
15 re f min f max ap min ap max
LC 1210-RE ○ 1,0 0,08 0,25 0,10 1,50
LC 1220-RE ○ 2,0 0,08 0,25 0,10 2,00
LC 1230-RE ○ 3,0 0,08 0,25 0,10 3,00
размеры d d1 l s re
1210 12,000 5,00 14,00 2,50 1,0
1220 12,000 5,00 14,00 2,50 2,0
1230 12,000 5,00 14,00 2,50 3,0
Инструменты см. стр.: 112
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
7215 re f min f max ap min ap max
LC 1215-RI ○ 1,5 0,08 0,25 0,10 1,50
LC 1220-RI ○ 2,0 0,08 0,25 0,10 2,00
LC 1230-RI ○ 3,0 0,08 0,25 0,10 3,00
размеры d d1 l s re
1215 12,000 5,00 14,00 2,50 1,5
1220 12,000 5,00 14,00 2,50 2,0
1230 12,000 5,00 14,00 2,50 3,0
LC12-RI
Инструменты см. стр.: 116
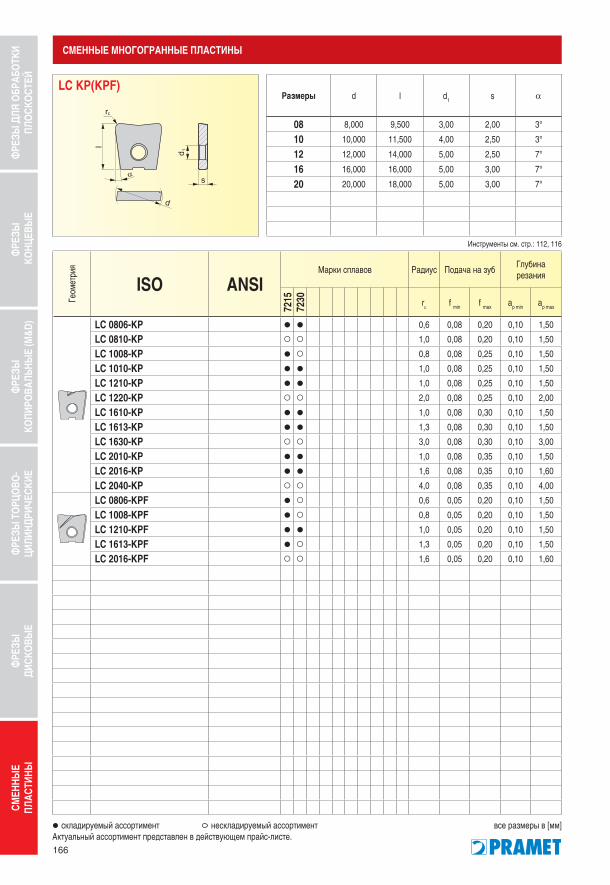
ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
166
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
LC KP(KPF)размеры d l d1 s a
08 8,000 9,500 3,00 2,00 3°
10 10,000 11,500 4,00 2,50 3°
12 12,000 14,000 5,00 2,50 7°
16 16,000 16,000 5,00 3,00 7°
20 20,000 18,000 5,00 3,00 7°
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания72
1572
30 re f min f max ap min ap max
LC 0806-KP ● ● 0,6 0,08 0,20 0,10 1,50
LC 0810-KP ○ ○ 1,0 0,08 0,20 0,10 1,50
LC 1008-KP ● ○ 0,8 0,08 0,25 0,10 1,50
LC 1010-KP ● ● 1,0 0,08 0,25 0,10 1,50
LC 1210-KP ● ● 1,0 0,08 0,25 0,10 1,50
LC 1220-KP ○ ○ 2,0 0,08 0,25 0,10 2,00
LC 1610-KP ● ● 1,0 0,08 0,30 0,10 1,50
LC 1613-KP ● ● 1,3 0,08 0,30 0,10 1,50
LC 1630-KP ○ ○ 3,0 0,08 0,30 0,10 3,00
LC 2010-KP ● ● 1,0 0,08 0,35 0,10 1,50
LC 2016-KP ● ● 1,6 0,08 0,35 0,10 1,60
LC 2040-KP ○ ○ 4,0 0,08 0,35 0,10 4,00
LC 0806-KPF ● ○ 0,6 0,05 0,20 0,10 1,50
LC 1008-KPF ● ○ 0,8 0,05 0,20 0,10 1,50
LC 1210-KPF ● ● 1,0 0,05 0,20 0,10 1,50
LC 1613-KPF ● ○ 1,3 0,05 0,20 0,10 1,50
LC 2016-KPF ○ ○ 1,6 0,05 0,20 0,10 1,60
Инструменты см. стр.: 112, 116

167
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
ODMT
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
30 re f min f max ap min ap max
ODEW 0605ZZN ODEW -(3.5)ZZN ● 0,10 0,45 0,30 8,60
размеры d s d1
0605 15,875 5,56 5,50
размеры d s d1
0504 12,700 4,76 4,4
0605 15,875 5,56 5,5
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
2230
5026
8230
8240 re f min f max ap min ap max
ODMT 0504ZZN ODMT -3ZZN ● ● ● ● 0,10 0,40 0,30 7,30
ODMT 0605ZZN ODMT -(3.5)ZZN ● ● ● ● ● 0,10 0,45 0,30 8,60
ODEW
Инструменты см. стр.: 36, 38
Инструменты см. стр.: 38

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
168
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
ODMX ZZразмеры d s d1
0605 15,875 5,56 5,50
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
30 re f min f max ap min ap max
ODMX 0605ZZ ODMX -(3.5)ZZ ● 0,10 0,45 0,30 8,60
Инструменты см. стр.: 38

169
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания72
1572
3080
16 re f min f max ap min ap max
RC 08 ● ● 0,10 0,30 0,30 1,50
RC 10 ● ● 0,10 0,33 0,30 1,50
RC 12 ● ● 0,10 0,35 0,30 1,50
RC 16 ● ● ● 0,10 0,40 0,30 1,60
RC 20 ● ● ● 0,10 0,50 0,30 2,00
RC 25 ● ● ● 0,10 0,55 0,30 2,50
RC 32 ● ○ ● 0,10 0,60 0,30 3,20
RC 08-F ● 0,05 0,30 0,30 1,50
RC 10-F ● ● ○ 0,05 0,33 0,30 1,50
RC 12-F ● ● 0,05 0,35 0,30 1,50
RC 16-F ● ● ○ 0,05 0,40 0,30 1,60
RC 20-F ● ● 0,05 0,50 0,30 2,00
RC 25-F ● ○ 0,05 0,50 0,30 2,50
RC 32-F ○ 0,05 0,60 0,30 3,20
размеры d l d1 s
08 8,000 9,500 3,00 2,00
10 10,000 11,500 4,00 2,50
12 12,000 12,000 5,00 2,50
16 16,000 14,000 5,00 3,00
20 20,000 16,000 5,00 3,00
25 25,000 21,500 6,00 4,00
32 32,000 25,900 8,00 5,00
rc(f)
Инструменты см. стр.: 110, 112
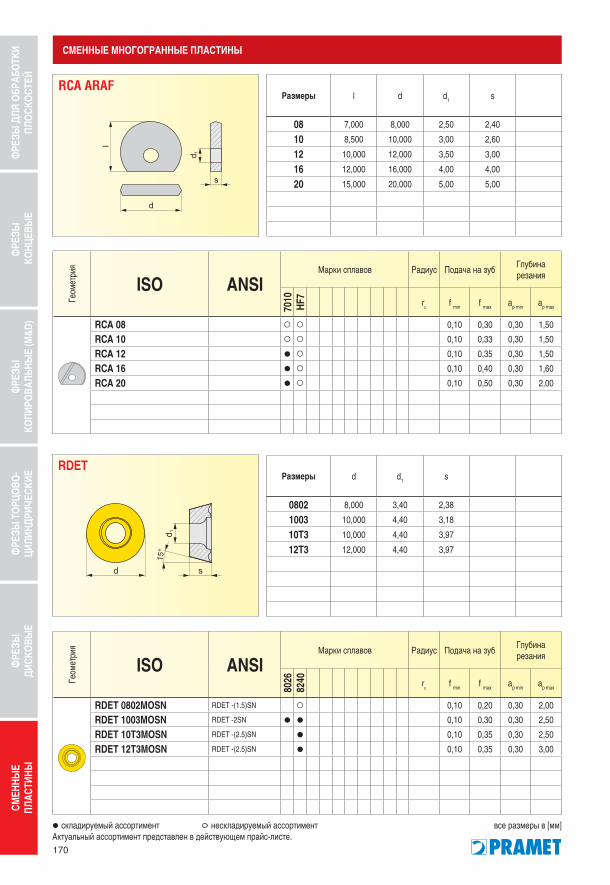
ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
170
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
RDET
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания70
10HF
7re f min f max ap min ap max
RCA 08 ○ ○ 0,10 0,30 0,30 1,50
RCA 10 ○ ○ 0,10 0,33 0,30 1,50
RCA 12 ● ○ 0,10 0,35 0,30 1,50
RCA 16 ● ○ 0,10 0,40 0,30 1,60
RCA 20 ● ○ 0,10 0,50 0,30 2,00
размеры l d d1 s
08 7,000 8,000 2,50 2,40
10 8,500 10,000 3,00 2,60
12 10,000 12,000 3,50 3,00
16 12,000 16,000 4,00 4,00
20 15,000 20,000 5,00 5,00
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8026
8240 re f min f max ap min ap max
RDET 0802MOSN RDET -(1.5)SN ○ 0,10 0,20 0,30 2,00
RDET 1003MOSN RDET -2SN ● ● 0,10 0,30 0,30 2,50
RDET 10T3MOSN RDET -(2.5)SN ● 0,10 0,35 0,30 2,50
RDET 12T3MOSN RDET -(2.5)SN ● 0,10 0,35 0,30 3,00
размеры d d1 s
0802 8,000 3,40 2,38
1003 10,000 4,40 3,18
10T3 10,000 4,40 3,97
12T3 12,000 4,40 3,97
rca araf

171
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
RDEW
RDEX-12
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1680
26 re f min f max ap min ap max
RDEW 1003MOSN RDEW -2SN ● ● 0,10 0,35 0,30 2,50
RDEW 10T3MOSN RDEW -(2.5)SN ● 0,10 0,35 0,30 2,50
RDEW 12T3MOSN RDEW -(2.5)SN ○ 0,10 0,40 0,30 3,00
RDEW 1604MOSN RDEW -3SN ● 0,10 0,40 0,30 4,00
размеры d d1 s
1003 10,000 4,40 3,18
10T3 10,000 4,40 3,97
12T3 12,000 4,40 3,97
1604 16,000 5,50 4,76
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8026
8240 re f min f max ap min ap max
RDEX 1204MOSN-12 RDEX -3SN-12 ● ● 0,10 0,40 0,30 3,00
RDEX 1604MOSN-12 RDEX -3SN-12 ● ● 0,10 0,40 0,30 4,00
размеры d d1 s
1204 12,000 4,40 4,76
1604 16,000 5,50 4,76

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
172
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
RDGTразмеры d d1 s
0702 7,000 2,80 2,38
1003 10,000 3,90 3,18
12T3 12,000 3,90 3,97
1604 16,000 5,20 4,76
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания70
1070
2570
40 re f min f max ap min ap max
RDGT 0702MOT RDGT -(1.5)T ○ ○ ○ 0,10 0,20 0,30 2,00
RDGT 1003MOT RDGT -2T ○ ● ● 0,10 0,30 0,30 2,50
RDGT 12T3MOT RDGT -(2.5)T ● ● ● 0,10 0,35 0,30 3,00
RDGT 1604MOT RDGT -3T ○ ● ● 0,10 0,40 0,30 4,00
Инструменты см. стр.: 90, 94, 96
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
HF7
re f min f max ap min ap max
RDHT 07T1MO-FA RDHT -(1.2)-FA ○ 0,10 0,20 0,30 2,00
RDHT 0702MO-FA RDHT -(1.5)-FA ● 0,10 0,20 0,30 2,00
RDHT 1003MO-FA RDHT -2-FA ● 0,10 0,30 0,30 2,50
RDHT 12T3MO-FA RDHT -(2.5)-FA ● 0,10 0,30 0,30 3,00
RDHT 1604MO-FA RDHT -3-FA ● 0,10 0,40 0,30 4,00
размеры d d1 s
0702 7,000 2,80 2,38
07T1 7,000 2,80 1,98
1003 10,000 3,90 3,18
12T3 12,000 3,90 3,97
1604 16,000 5,20 4,76
RDHT-FA
Инструменты см. стр.: 90, 94, 96

173
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
RDHX MOEразмеры d d1 s
0501 5,00 2,2 1,51
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания70
10 re f min f max ap min ap max
RDHX 0501MOE RDHX -1E ● 0,05 0,20 0,30 1,50
Инструменты см. стр.: 96
размеры d d1 s
0702 7,000 2,80 2,38
07T1 7,000 2,80 1,98
1003 10,000 3,90 3,18
12T3 12,000 3,90 3,97
1604 16,000 5,20 4,76
2006 20,000 5,20 6,35
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
5040
7205
7010
7025
7040 re f min f max ap min ap max
RDHX 07T1MOT RDHX -(1.2)T ● ○ 0,10 0,20 0,30 2,00
RDHX 0702MOT RDHX -(1.5)T ● ● ● 0,10 0,20 0,30 2,00
RDHX 1003MOT RDHX -2T ● ● ● ● ● 0,10 0,30 0,30 2,50
RDHX 12T3MOT RDHX -(2.5)T ● ● ● ● ● 0,10 0,35 0,30 3,00
RDHX 1604MOT RDHX -3T ○ ● ● ● 0,10 0,40 0,30 4,00
RDHX 2006MOT RDHX -4T ○ ● 0,10 0,60 0,30 5,00
RDHX MOT
Инструменты см. стр.: 90, 94, 96

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
174
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
RPET
RPET-M
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
7010
7025
7040
8230 re f min f max ap min ap max
RPET 1505MOS-M RPET -(3.5)S-M ○ ○ ● ● 0,10 0,50 0,30 3,50
размеры d d1 s
1505 15,875 5,50 5,56
размеры d d1 s
1204 12,000 4,40 4,76
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1680
2682
40 re f min f max ap min ap max
RPET 1204MOSN RPET -3SN ○ ○ ● 0,10 0,40 0,30 3,00
Инструменты см. стр.: 38

175
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
RPEW MOSN
RPEW MOSГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания70
1070
2570
40 re f min f max ap min ap max
RPEW 1505MOS RPEW -(3.5)S ● ○ ○ 0,10 0,50 0,30 3,50
размеры d d1 s
1505 15,875 5,50 5,56
размеры d d1 s
1204 12,000 4,40 4,76
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
7010
7025
8026
8240 re f min f max ap min ap max
RPEW 1204MOSN RPEW -3SN ○ ● ● ○ 0,10 0,40 0,50 3,00
Инструменты см. стр.: 38

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
176
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
RPEX-12Ге
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
2682
40 re f min f max ap min ap max
RPEX 1204MOSN-12 RPEX -3SN-12 ● ● 0,10 0,40 0,30 3,00
размеры d d1 s
1204 12,000 4,40 4,76
SBKXразмеры l d s m
2207 22,000 22,000 8,50 3,22
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8026
T
re f min f max ap min ap max
SBKX 2207DZER SBKX -5DZER ●
Инструменты см. стр.: 54

177
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8016
8230
8240 re f min f max ap min ap max
SDEW 090308EN SDEW 322EN ● ● 0,8 0,10 0,30 0,30 4,50
SDEW 090308SN SDEW 322SN ● ● ● 0,8 0,10 0,30 0,30 4,50
размеры l d s d1 re
0903 9,525 9,525 3,18 4,40 0,8
SDEW EN/SN
SBMRразмеры l d s m
2207 22,000 22,000 8,50 2,82
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
26T
8240 re f min f max ap min ap max
SBMR 2207DZSR SBMR -5DZSR ● ● 0,35 0,80 1,20 15,00
Инструменты см. стр.: 82
Инструменты см. стр.: 54

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
178
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SDMT
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
8016
8230
8240 re f min f max ap min ap max
SDMT 120508SR-F SDMT 4(3.5)2SR-F ● ○ 0,8 0,10 0,25 1,00 10,00
SDMT 120508SR-M SDMT 4(3.5)2SR-M ● ● ● 0,8 0,10 0,25 1,00 10,00
SDMT 120508PR-R SDMT 4(3.5)2PR-R ● ● ● 0,8 0,10 0,25 1,00 10,00
размеры l d s d1 re
1205 12,700 12,700 5,00 4,40 0,8
SDEX-74размеры l d s d1 re
0903 9,525 9,525 3,18 4,40 0,8
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
30 re f min f max ap min ap max
SDEX 090308FN-74 SDEX 322FN-74 ● 0,8 0,10 0,30 0,50 4,50
Инструменты см. стр.: 26
Инструменты см. стр.: 82

179
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SEEN FN/SNГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1550
2680
1682
3082
40 re f min f max ap min ap max
SEEN 1203AFFN SEEN 42AFFN ● ● 0,05 0,30 0,30 6,50
SEEN 1203AFSN SEEN 42AFSN ○ ● ● ● ● 0,10 0,40 0,30 6,50
SEEN 1204AFFN SEEN 43AFFN ○ ● ● 0,05 0,40 0,30 6,50
SEEN 1204AFSN SEEN 43AFSN ● ● 0,10 0,40 0,30 6,50
SEEN 1504AFSN SEEN 53AFSN ● ○ ● ● 0,10 0,40 0,30 9,00
размеры (l) d s m
1203 12,700 12,700 3,18 1,6
1204 12,700 12,700 4,76 1,6
1504 15,875 15,875 4,76 2,0
Инструменты см. стр.: 42, 44
SEER EN/SN
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
5026
8230
8240 re f min f max ap min ap max
SEER 1203AFEN SEER 42AFEN ● 0,10 0,30 0,30 6,50
SEER 1203AFSN SEER 42AFSN ○ ● ● ● 0,10 0,40 0,30 6,50
SEER 1204AFEN SEER 43AFEN ○ 0,10 0,40 0,30 6,50
SEER 1204AFSN SEER 43AFSN ● ● 0,10 0,40 0,30 6,50
SEER 1504AFEN SEER 53AFEN ○ 0,10 0,40 0,30 9,00
SEER 1504AFSN SEER 53AFSN ○ ● ● 0,10 0,40 0,30 9,00
размеры l d s m
1203 12,700 12,700 3,18 1,6
1204 12,700 12,700 4,76 1,6
1504 15,875 15,875 4,76 2,0
Инструменты см. стр.: 42, 44

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
180
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SEET EN/SNГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
3050
2680
1682
3082
40 re f min f max ap min ap max
SEET 1204AFEN SEET 43AFEN ● 0,10 0,40 0,30 6,50
SEET 1204AFSN SEET 43AFSN ● ● ○ ● ● 0,10 0,40 0,30 6,50
размеры l d s d1 m
1204 12,700 12,700 4,76 5,50 1,6
Инструменты см. стр.: 30
seet-fa
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8016
HF7
re f min f max ap min ap max
SEET 1204AFFN-FA SEET 43AFFN-FA ● ● 0,05 0,40 0,20 4,50
размеры l d s d1 m
1204 12,700 12,700 4,76 5,50 1,6
Инструменты см. стр.: 30

181
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SEET-PMГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания50
2680
1682
3082
40 re f min f max ap min ap max
SEET 12T3M-PM SEET -(2.5)xPM ● ○ ● ● 0,10 0,35 0,30 6,50
размеры l d s d1
12T3 13,400 13,400 3,97 4,20
SEEW EN/SN
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
5026
8016
8230
8240 re f min f max ap min ap max
SEEW 1204AFEN SEEW 43AFEN ● ● 0,10 0,40 0,30 6,50
SEEW 1204AFSN SEEW 43AFSN ● ● ○ ● ● 0,10 0,40 0,30 6,50
размеры l d s d1 m
1204 12,700 12,700 4,76 5,50 1,6
Инструменты см. стр.: 30
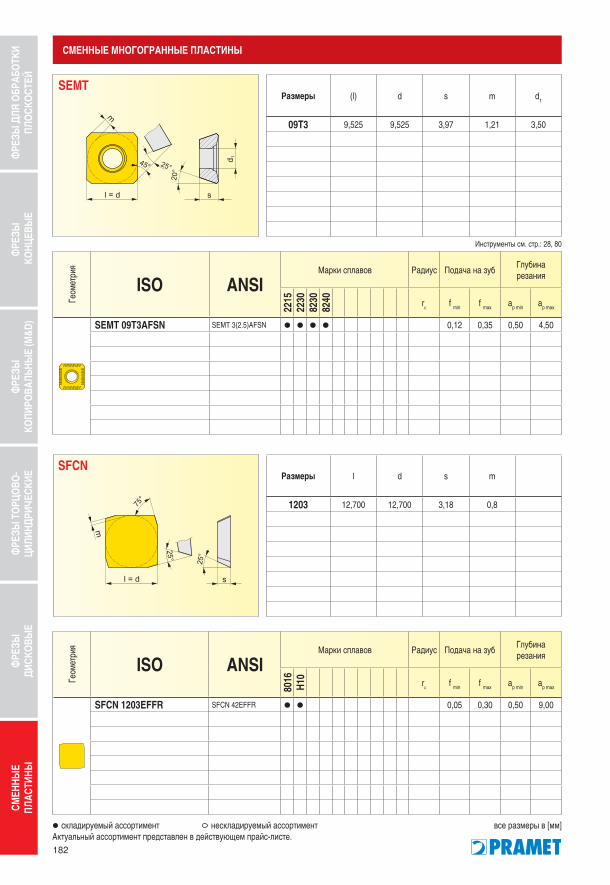
ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
182
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SEMTГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1522
3082
3082
40 re f min f max ap min ap max
SEMT 09T3AFSN SEMT 3(2.5)AFSN ● ● ● ● 0,12 0,35 0,50 4,50
размеры (l) d s m d1
09T3 9,525 9,525 3,97 1,21 3,50
Инструменты см. стр.: 28, 80
SFCN
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8016
H10
re f min f max ap min ap max
SFCN 1203EFFR SFCN 42EFFR ● ● 0,05 0,30 0,50 9,00
размеры l d s m
1203 12,700 12,700 3,18 0,8

183
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SNHF-Mразмеры l d s m a
1204 12,700 12,700 4,76 0,5 2,0
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
SNHF 1204ENSR-M SNHF 43ENSR-M ● ● 0,15 0,40 1,00 6,00
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
5026
8016
8230
8240
H10
S26
re f min f max ap min ap max
SNHN 1204ENEN SNHN 43ENEN ● ● ● ● ● ○ ● 0,10 0,40 0,30 9,00
SNHN 1504ENEN SNHN 53ENEN ● ● ● ○ ● 0,10 0,40 0,30 13,50
размеры l d s m a
1204 12,700 12,700 4,76 0,95 1,40
1504 15,875 15,875 4,76 1,30 1,40
Инструменты см. стр.: 50
SNHN
Инструменты см. стр.: 50

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
184
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SNHQ AZ EN/TNГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1680
2682
3082
40 re f min f max ap min ap max
SNHQ 1102AZTN SNHQ -(1.5)AZTN ● ● 0,10 0,50 - -
SNHQ 1103AZTN SNHQ -2AZTN ● ○ 0,10 0,50 - -
SNHQ 1203AZEN SNHQ 42AZEN ○ ● 0,10 0,40 - -
SNHQ 1203AZTN SNHQ 42AZTN ● ● ● 0,10 0,40 - -
SNHQ 1204AZEN SNHQ 43AZEN ○ ● 0,10 0,40 - -
SNHQ 1204AZTN SNHQ 43AZTN ● ● 0,10 0,40 - -
SNHQ 1205AZEN SNHQ 4(3.5)AZEN ○ ● 0,10 0,50 - -
SNHQ 1205AZTN SNHQ 4(3.5)AZTN ● ● 0,10 0,50 - -
SNHQ 1207AZEN SNHQ 45AZEN ○ ● 0,10 0,50 - -
SNHQ 1207AZTN SNHQ 45AZTN ● ● 0,10 0,50 - -
размеры l d s d1
1102 11,00 11,00 2,3 4,3
1103 11,00 11,00 2,7 4,3
1203 12,70 12,70 3,2 5,0
1204 12,70 12,70 4,5 5,0
1205 12,70 12,70 5,4 5,0
1207 12,70 12,70 7,0 5,0
Инструменты см. стр.: 140, 144

185
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SNHQ TRLГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
40 re f min f max ap min ap max
SNHQ 120305TRL SNHQ 42xTRL ● 0,5 0,20 0,40 - -
SNHQ 120310TRL SNHQ 42xTRL ● 1,0 0,20 0,40 - -
SNHQ 120315TRL SNHQ 42xTRL ○ 1,5 0,20 0,40 - -
SNHQ 120405TRL SNHQ 43xTRL ○ 0,5 0,20 0,40 - -
SNHQ 120410TRL SNHQ 43xTRL ● 1,0 0,20 0,40 - -
SNHQ 120415TRL SNHQ 43xTRL ○ 1,5 0,20 0,40 - -
SNHQ 120505TRL SNHQ 4(3.5)xTRL ● 0,5 0,20 0,50 - -
SNHQ 120510TRL SNHQ 4(3.5)xTRL ○ 1,0 0,20 0,50 - -
SNHQ 120515TRL SNHQ 4(3.5)xTRL ○ 1,5 0,20 0,50 - -
SNHQ 120705TRL SNHQ 45xTRL ○ 0,5 0,20 0,50 - -
SNHQ 120710TRL SNHQ 45xTRL ● 1,0 0,20 0,50 - -
SNHQ 120715TRL SNHQ 45xTRL ● 1,5 0,20 0,50 - -
размеры l d s d1 g
1203 12,700 12,700 3,20 5,00 15
1204 12,700 12,700 4,50 5,00 15
1205 12,700 12,700 5,40 5,00 15
1207 12,700 12,700 7,00 5,00 15
Инструменты см. стр.: 140, 144
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8230 re f min f max ap min ap max
SNKR 1706DZSR SNKR -4DZSR ● 0,20 0,40 1,50 10,00
размеры l d s m
1706 17,000 17,000 6,35 1,97
Инструменты см. стр.: 56
SNKR
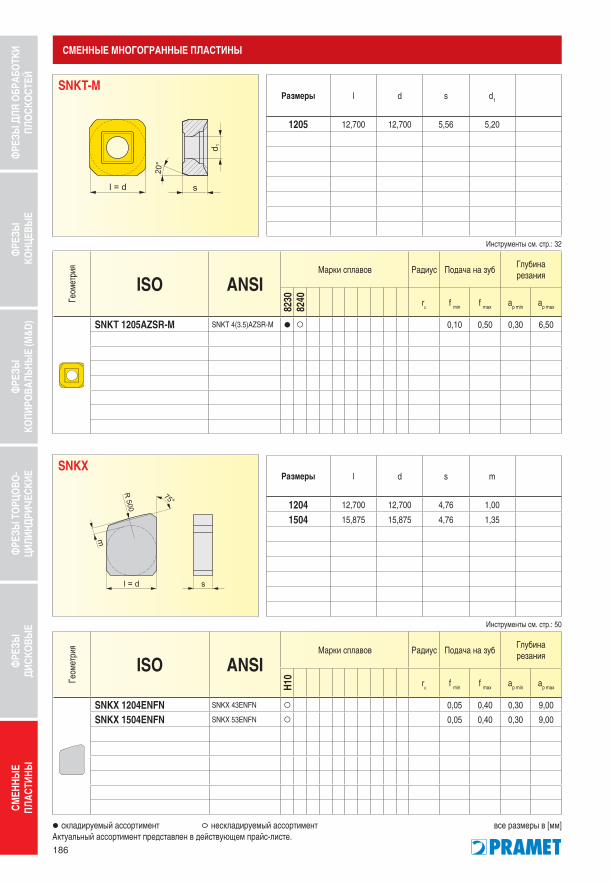
ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
186
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SNKT-Mразмеры l d s d1
1205 12,700 12,700 5,56 5,20
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
SNKT 1205AZSR-M SNKT 4(3.5)AZSR-M ● ○ 0,10 0,50 0,30 6,50
Инструменты см. стр.: 32
SNKX
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
H10
re f min f max ap min ap max
SNKX 1204ENFN SNKX 43ENFN ○ 0,05 0,40 0,30 9,00
SNKX 1504ENFN SNKX 53ENFN ○ 0,05 0,40 0,30 9,00
размеры l d s m
1204 12,700 12,700 4,76 1,00
1504 15,875 15,875 4,76 1,35
Инструменты см. стр.: 50

187
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SNMR-Rразмеры l d s m
1706 17,000 17,000 6,35 1,97
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
SNMR 1706DZSR-R SNMR -4DZSR-R ● ● 0,30 0,55 0,50 10,00
Инструменты см. стр.: 56
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
2230
5026
8016
8230
8240 re f min f max ap min ap max
SNMT 1205AZSR-M SNMT 4(3.5)AZSR-M ○ ● ● ○ ● ● 0,10 0,50 0,30 6,50
размеры l d s d1
1205 12,700 12,700 5,56 5,20
Инструменты см. стр.: 32
SNMT-M
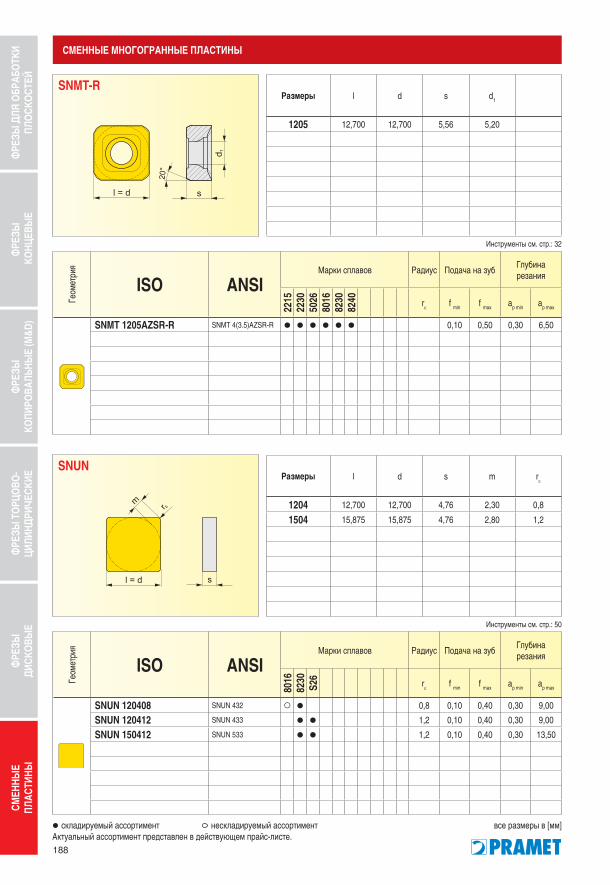
ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
188
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SNMT-RГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1522
3050
2680
1682
3082
40 re f min f max ap min ap max
SNMT 1205AZSR-R SNMT 4(3.5)AZSR-R ● ● ● ● ● ● 0,10 0,50 0,30 6,50
размеры l d s d1
1205 12,700 12,700 5,56 5,20
SNUN
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8016
8230
S26
re f min f max ap min ap max
SNUN 120408 SNUN 432 ○ ● 0,8 0,10 0,40 0,30 9,00
SNUN 120412 SNUN 433 ● ● 1,2 0,10 0,40 0,30 9,00
SNUN 150412 SNUN 533 ● ● 1,2 0,10 0,40 0,30 13,50
размеры l d s m re
1204 12,700 12,700 4,76 2,30 0,8
1504 15,875 15,875 4,76 2,80 1,2
Инструменты см. стр.: 50
Инструменты см. стр.: 32

189
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SOMT-M
SOMT-MI
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1582
3082
40 re f min f max ap min ap max
SOMT 09T308-M SOMT 3(2.5)2-M ● ● ● 0,8 0,12 0,40 1,00 8,00
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
7010
8230
8240 re f min f max ap min ap max
SOMT 09T304-MI SOMT 3(2.5)1-MI ● ● ● ● 0,4 0,08 0,35 0,50 8,00
размеры l d s d1 re
09T3 9,550 9,550 3,97 3,50 0,8
размеры l d s d1 re
09T3 9,550 9,550 3,97 3,50 0,4
Инструменты см. стр.: 24, 76, 84
Инструменты см. стр.: 24, 76, 84

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
190
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SOMT-PГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
3050
2670
1070
2582
3082
40 re f min f max ap min ap max
SOMT 09T304-P SOMT 3(2.5)1-P ○ ● ● ○ ● ● 0,4 0,08 0,35 0,50 8,00
размеры l d s d1 re
09T3 9,550 9,550 3,97 3,50 0,4
Инструменты см. стр.: 24, 76, 84
SPET EN/SN
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8026
8230
8240 re f min f max ap min ap max
SPET 1204ADEN SPET 43ADEN ● ● 0,10 0,40 0,30 12,00
SPET 1204ADSN SPET 43ADSN ● ● ● 0,10 0,40 0,30 12,00
размеры l d s d1 m
1204 12,700 12,700 4,76 5,50 1,9
Инструменты см. стр.: 130, 132

191
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SPEW EN/SN
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8016
8230
8240 re f min f max ap min ap max
SPEW 1204ADEN SPEW 43ADEN ● ● 0,10 0,40 0,30 12,00
SPEW 1204ADSN SPEW 43ADSN ○ ● ● 0,10 0,40 0,30 12,00
размеры l d s d1 m
1204 12,700 12,700 4,76 5,50 1,92
Инструменты см. стр.: 130, 132
SPET SГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1680
2682
3082
40 re f min f max ap min ap max
SPET 120408S SPET 432S ○ ● ● ● 0,8 0,10 0,40 0,30 12,00
размеры l d s d1 re
1204 12,700 12,700 4,76 5,50 0,8

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
192
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SPGNГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1682
3082
40 re f min f max ap min ap max
SPGN 090308 SPGN 322 ● 0,8 0,10 0,25 0,30 6,00
SPGN 120304 SPGN 421 ○ ○ 0,4 0,10 0,25 0,30 9,00
SPGN 120308 SPGN 422 ○ ● 0,8 0,10 0,25 0,30 9,00
SPGN 150408 SPGN 532 ○ 0,8 0,10 0,35 0,30 13,50
SPGN 150412 SPGN 533 ○ ● ○ 1,2 0,10 0,35 0,30 13,50
размеры l d s m re
0903 9,525 9,525 3,18 1,64 0,8
1203 12,700 12,700 3,18 2,47 0,4
1504 15,875 15,875 4,76 2,96 0,8
Инструменты см. стр.: 46, 48
SPGN DZSR
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
5040
8026
T82
40 re f min f max ap min ap max
SPGN 2506DZSR SPGN 84DZSR ○ ● ● 0,10 0,60 0,30 18,00
размеры (l) d s m
2506 25,000 25,000 6,35 3,54
Инструменты см. стр.: 60

193
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SPKN SR/SL
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
2230
5026
8016
8230
8240
H10
S26
re f min f max ap min ap max
SPKN 1203EDSR SPKN 42EDSR ● ○ ● ● ● ● ● ● 0,10 0,30 0,30 9,00
SPKN 1203EDSL SPKN 42EDSL ○ 0,10 0,30 0,30 9,00
SPKN 1504EDSR SPKN 53EDSR ○ ● ● ● ● ● ● 0,10 0,40 0,30 13,00
SPKN 1504EDSL SPKN 53EDSL ○ 0,10 0,40 0,30 13,00
размеры l d s m
1203 12,700 12,700 3,18 0,88
1504 15,875 15,875 4,76 1,26
Инструменты см. стр.: 46, 48
SPKN ER/ELГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1682
3082
40H1
0S2
6
re f min f max ap min ap max
SPKN 1203EDER SPKN 42EDER ● ● ● ● ● 0,10 0,25 0,30 9,00
SPKN 1504EDER SPKN 53EDER ● ● ● ● 0,10 0,35 0,30 13,00
SPKN 1504EDEL SPKN 53EDEL ○ 0,10 0,35 0,30 13,00
размеры l d s m
1203 12,700 12,700 3,18 0,88
1504 15,875 15,875 4,76 1,26
Инструменты см. стр.: 46, 48

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
194
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SPKRГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
SPKR 1203EDSR SPKR 42EDSR ● ● 0,10 0,30 0,30 9,00
SPKR 1504EDSR SPKR 53EDSR ● ● 0,10 0,45 0,30 12,00
размеры l d s m
1203 12,700 12,700 3,18 0,90
1504 15,875 15,875 4,76 1,22
Инструменты см. стр.: 46, 48
SPKX
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
H10
re f min f max ap min ap max
SPKX 1203EDFR SPKX 42EDFR ○ 0,05 0,30 0,30 9,00
SPKX 1504EDFR SPKX 53EDFR ○ 0,05 0,40 0,30 13,00
размеры l d s m
1203 12,700 12,700 3,18 1,00
1504 12,700 12,700 3,18 1,00
Инструменты см. стр.: 46, 48

195
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SPUN
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8016
8230
H10
S26
re f min f max ap min ap max
SPUN 120304 SPUN 421 ● ● 0,4 0,10 0,30 0,30 9,00
SPUN 120308 SPUN 422 ● ● ● ● 0,8 0,10 0,30 0,30 9,00
SPUN 120312 SPUN 423 ● 1,2 0,10 0,30 0,30 9,00
SPUN 150412 SPUN 533 ● ● 1,2 0,10 0,40 0,30 13,00
SPUN 190408 SPUN 632 ● 0,8 0,10 0,35 0,30 16,00
SPUN 190412 SPUN 633 ● ○ 1,2 0,10 0,35 0,30 16,00
размеры (l) d s m re
1203 12,700 12,700 3,18 2,47 0,4
1504 15,875 15,875 4,76 2,80 1,2
1904 19,050 19,050 4,76 3,45 0,8
Инструменты см. стр.: 46, 48
SPMX-UD2Ге
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания50
2682
40 re f min f max ap min ap max
SPMX 0703AP-UD2 SPMX -2AP-UD2 ● 0,08 0,12 7,90 7,90
SPMX 0903AP-UD2 SPMX 32AP-UD2 ● 0,10 0,15 9,50 9,50
SPMX 12T3AP-UD2 SPMX 4(2.5)AP-UD2 ○ 0,12 0,18 12,70 12,70
размеры l d s m d1
0703 7,940 7,940 3,18 2,80 2,80
0903 9,525 9,525 3,18 3,40 3,40
12T3 12,700 12,700 3,97 3,80 3,80
Инструменты см. стр.: 78

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
196
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
SPUN SГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
26T
8240
S26
re f min f max ap min ap max
SPUN 250616S SPUN 844S ● 1,6 0,10 0,60 0,30 18,00
SPUN 250620S SPUN 845S ● ● ● 2,0 0,10 0,60 0,30 18,00
размеры (l) d s m re
2506 25,400 25,400 6,35 4,43 1,60
Инструменты см. стр.: 60, 62
TBMRразмеры l d s m a
2707 27,496 15,875 7,94 3,20 4,61
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8026
T82
40 re f min f max ap min ap max
TBMR 2707PZSR TBMR 55PZSR ● ● 1,6 0,20 0,60 1,50 18,00
Инструменты см. стр.: 58

197
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1680
3030
25 re f min f max ap min ap max
TCMT 16T304E-UM TCMT 3(2.5)1E-UM ● ● 0,4 0,10 0,25 - -
TCMT 16T308E-UR TCMT 3(2.5)2E-UR ● 0,8 0,10 0,25 - -
TNJF
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2215
8230 re f min f max ap min ap min
TNJF 1204ANEN TNJF -3ANEN ○ ○ 0,10 0,40 2,00 6,00
размеры (l) d s m
1204 22,0 12,70 4,76 2,41
TCMT-UM/URразмеры (l) d d1 s re
16T3 16,5 9,53 4,40 3,97 0,4
Инструменты см. стр.: 86, 88

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
198
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
TPCNразмеры (l) d s m a
1603 16,1 9,53 3,18 2,45 1,20
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap min
TPCN 1603PDSN TPCN 32PDSN ● ● 0,10 0,25 0,30 16,00
TPKN ER
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8016
8230
8240 re f min f max ap min ap min
TPKN 1603PDER TPKN 32PDER ● ○ 0,10 0,20 0,30 16,00
TPKN 2204PDER TPKN 43PDER ● ● ● 0,10 0,25 0,30 22,00
размеры (l) d s m
1603 16,5 9,53 3,18 2,45
2204 22,0 12,70 4,76 3,55
Инструменты см. стр.: 52
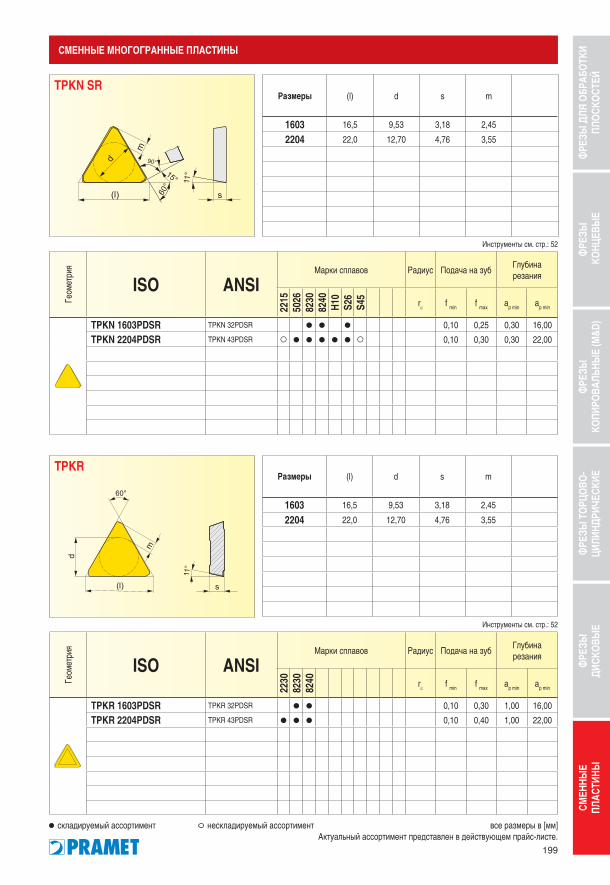
199
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
TPKRразмеры (l) d s m
1603 16,5 9,53 3,18 2,45
2204 22,0 12,70 4,76 3,55
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
2230
8230
8240 re f min f max ap min ap min
TPKR 1603PDSR TPKR 32PDSR ● ● 0,10 0,30 1,00 16,00
TPKR 2204PDSR TPKR 43PDSR ● ● ● 0,10 0,40 1,00 22,00
Инструменты см. стр.: 52
TPKN SRГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания22
1550
2682
3082
40H1
0S2
6S4
5
re f min f max ap min ap min
TPKN 1603PDSR TPKN 32PDSR ● ● ● 0,10 0,25 0,30 16,00
TPKN 2204PDSR TPKN 43PDSR ○ ● ● ● ● ● ○ 0,10 0,30 0,30 22,00
размеры (l) d s m
1603 16,5 9,53 3,18 2,45
2204 22,0 12,70 4,76 3,55
Инструменты см. стр.: 52

ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
200
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
TPUNразмеры (l) d s re
1103 11,0 6,35 3,18 0,4
1603 16,5 9,53 3,18 0,4
2204 22,0 12,70 4,76 0,8
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания80
1682
30H1
0S2
6
re f min f max ap min ap min
TPUN 110304 TPUN 221 ● ○ 0,4 0,10 0,20 0,30 11,00
TPUN 110308 TPUN 222 ○ 0,8 0,10 0,20 0,30 11,00
TPUN 160304 TPUN 321 ● ● ○ ● 0,4 0,10 0,20 0,50 16,00
TPUN 160308 TPUN 322 ● ● ● ● 0,8 0,10 0,20 0,30 16,00
TPUN 160312 TPUN 323 ● ○ ○ 1,2 0,10 0,20 0,30 16,00
TPUN 220408 TPUN 432 ● ● ● ● 0,8 0,10 0,25 0,30 22,00
TPUN 220412 TPUN 433 ● ○ ● 1,2 0,10 0,25 0,30 22,00
Инструменты см. стр.: 52
VCGT-FA
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
HF7
re f min f max ap min ap min
VCGT 220515F-FA vCGT 4(3.5)xF-FA ○ 1,5 0,05 1,00 0,50 20,00
VCGT 220520F-FA vCGT 4(3.5)5F-FA ○ 2,0 0,05 1,50 0,50 18,00
VCGT 220530F-FA vCGT 4(3.5)xF-FA ● 3,0 0,05 2,50 0,50 16,00
размеры (l) d s d1 re
2205 22,0 12,700 5,50 5,20 1,5
Инструменты см. стр.: 120, 122, 124

201
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
XNGX
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
8230 re f min f max ap min ap max
XNGX 0906ANSN XNGX -4ANSN ● 0,17 0,50 0,80 5,00
размеры d s d1
0906 16,500 6,35 4,90
Инструменты см. стр.: 34
XDHWГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания70
1070
25 re f min f max ap min ap min
XDHW 070210EN XDHW -(1.5)xEN ● ● 1,0 0,05 0,22 0,20 1,50
XDHW 070210SN XDHW -(1.5)xSN ● ● 1,0 0,05 0,22 0,20 1,50
XDHW 10T310SN XDHW -(2.5)xSN ● ● 1,0 0,05 0,35 0,20 1,50
размеры (l) d d1 s re
0702 6,9 6,500 2,95 2,38 1,0
10T3 10,6 10,000 3,95 3,97 1,0
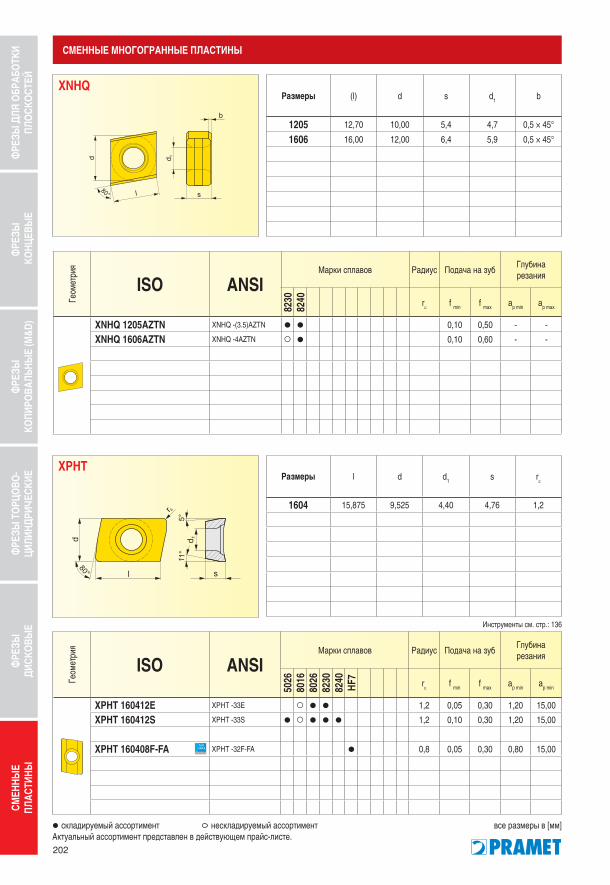
ISO CODE DESIGNATION - INDEXABLE CUTTING INSERTS FOR MILLINGSISTEMA DE CODIFICAÇÃO ISO - PASTILHAS INTERCAMBIÁVEIS PARA FRESAMENTO
202
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
5026
8016
8026
8230
8240
HF7
re f min f max ap min ap min
XPHT 160412E XPHT -33E ○ ● ● 1,2 0,05 0,30 1,20 15,00
XPHT 160412S XPHT -33S ● ○ ● ● ● 1,2 0,10 0,30 1,20 15,00
XPHT 160408F-FA XPHT -32F-FA ● 0,8 0,05 0,30 0,80 15,00
размеры l d d1 s re
1604 15,875 9,525 4,40 4,76 1,2
XPHT
XNHQГе
омет
рия
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания82
3082
40 re f min f max ap min ap max
XNHQ 1205AZTN XNHQ -(3.5)AZTN ● ● 0,10 0,50 - -
XNHQ 1606AZTN XNHQ -4AZTN ○ ● 0,10 0,60 - -
размеры (l) d s d1 b
1205 12,70 10,00 5,4 4,7 0,5 × 45°
1606 16,00 12,00 6,4 5,9 0,5 × 45°
Инструменты см. стр.: 136
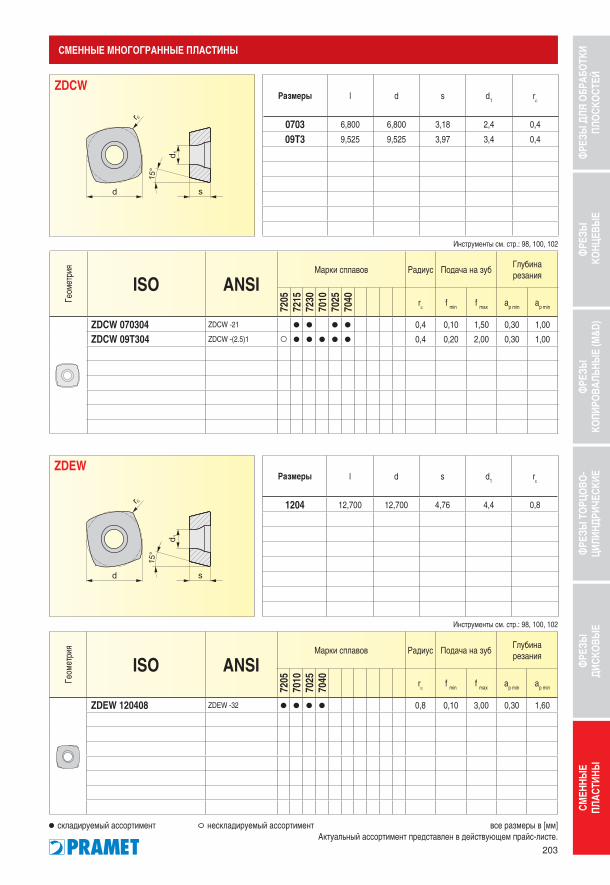
203
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны
сменные мнОГОГрАнные плАсТИны
все размеры в [мм] складируемый ассортимент нескладируемый ассортиментАктуальный ассортимент представлен в действующем прайс-листе.
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания72
0572
1572
3070
1070
2570
40 re f min f max ap min ap min
ZDCW 070304 ZDCW -21 ● ● ● ● 0,4 0,10 1,50 0,30 1,00
ZDCW 09T304 ZDCW -(2.5)1 ○ ● ● ● ● ● 0,4 0,20 2,00 0,30 1,00
ZDCWразмеры l d s d1 re
0703 6,800 6,800 3,18 2,4 0,4
09T3 9,525 9,525 3,97 3,4 0,4
Инструменты см. стр.: 98, 100, 102
Геом
етри
я
ISO ANSIМарки сплавов Радиус Подача на зуб Глубина
резания
7205
7010
7025
7040 re f min f max ap min ap min
ZDEW 120408 ZDEW -32 ● ● ● ● 0,8 0,10 3,00 0,30 1,60
ZDEWразмеры l d s d1 re
1204 12,700 12,700 4,76 4,4 0,8
Инструменты см. стр.: 98, 100, 102

204
фре
зы д
лЯ О
БрАБ
ОТКИ
пл
ОсКО
сТей
фре
зы К
Онце
вые
фре
зы Т
ОрцО
вО-
цИлИ
ндрИ
ЧесК
Иеф
резы
дИсК
Овы
еф
резы
КОпИ
рОвА
льны
е (M
&D)
смен
ные
плАс
ТИны

205
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
ТEXнИЧEсКAЯЧACТь
Обрабатываемые материалы 206
выбор инструмента 207 ÷ 209
Геометрия смп 210 ÷ 257
Описание марок твёрдых сплавов 258 ÷ 265
выбор стартовых условий резания 267 ÷ 279
Шероховатость при фрезеровании 280 ÷ 281
Технологические возможности инструмента 282 ÷ 294
виды износа смп при фрезеровании 296 ÷ 302
справочная информация 303
- формулы для расчета режимов резания 303
- рабочие (функциональные) и конструктивные углы фрез с СМП 304
- номограммы для определения рабочей геометрии фрезы 305
- процесс фрезерования: общие сведения 306 ÷ 308
- рекомендуемые стопорные моменты винтов 309
- расшифровка маркировки на коробках со СМП 314
- рекомендации по использованию „пластикового калькулятора“ 315
- таблица перевода величин твердости 316
ГлАвА 4

206
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
ОпределенИе ГрУппы ОБрАБАТывАемОГО мАТерИАлА
Таблицa № 1
При выборе инструмента и „начальных“ режимов резания, первым делом, необходимо определить принадлежность обрабатываемого материала к одной из шести групп. Эта классификация материалов ведется в соответствии со стандартом ISO 513: представители (материалы) одной группы, вызывают в процессе их обработки качественно одинаковый тип нагрузки на режущую кромку, и, соответственно, подобный тип износа.
Первым шагом предстоит определить принадлежность материла заготовки к одной из групп согласно таблице №1.
P
Углеродистые (нелегированные) стали (Сталь 3, Сталь 45)
Легированные стали (18ХГ, 12ХМ, 12ХН2)
Ферритные стали (12Х13, 20Х13)
Инструментальные стали углеродистые (У10, У12)
Легированные инструментальные стали (9ХГ, ХВГ, 5ХНМ)
Стали для отливок обыкновенные (30Л, 40Л)
Низко- и среднелегированные стали для отливок (35Г, 30ГСЛ, 35ГЛ)
Ферритные и мартенситные коррозионностойкие стали (12Х13, 15Х13Л, 20Х13)
MАустенитные и ферритно-аустенитные коррозионно-стойкие стали,
Жаростойкие и жаропрочные стали
Стали немагнитные и износостойкие (17Х18Н9, 08Х18Н10)
KСерый чугун нелегированный и легированный (СЧ15, СЧ25)
Чугун с шаровидным графитом (высокопрочный чугун) (ВЧ40, ВЧ42-12, ВЧ80)
Ковкий чугун (КЧ33-8, КЧ35-10)
NЦветные металлы и их сплавы
Сплавы Al
Сплавы Cu
S Специальные жаропрочные сплавы на базе Ni, Co, Fe, Ti
H Термообработанные стали HRC 48÷60
Упрочненные (кокильные) чугуны HSh 55÷85

207
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
ТИп
ОБрА
БОТК
Ипр
ИОрИ
ТеТ
выБО
рАО
снов
ное
прим
енен
ие
Альт
ерна
тивн
ое п
риме
нени
е
Возм
ожно
е пр
имен
ение
Усло
вное
при
мене
ние
Не п
риме
нять
Инст
руме
нт
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
krgp
gfa pm
axOб
oзнa
чeни
e
фре
зы д
лЯ О
БрАБ
ОТКИ
плО
сКОс
Тей
4520
-54,
5S4
5SE0
9F
45
18-6
6,5
S45S
E12F
457,
5-5
,56,
5S4
5SN1
2Z
4518
-36,
5W
45SE
123F
4518
-39
W45
SE15
F
45-7
-75
S45H
N09C
457
07,
3S4
5OD0
5D
455
08,
6S4
5OD0
6D
756,
50
6S7
5AP1
5D
75
70
9W
75SP
12D
757
013
W75
SP15
D
75-8
-59
W75
SN12
N
609
-915
F60S
B22X
6012
-16,
510
F60S
N17X
609
-318
W60
SP25
P
-5
06
SCM
ORD1
2
-5
08
SCM
ORD1
6
-10
-6со
гл.
СМП
SMOZ
D
9010
÷12
-5÷-
89
S90A
D11E
9010
÷12
-3,8
13S9
0AD1
6E
90
30
9S9
0AP1
1D
90
60
13S9
0AP1
5D
90
30
9S9
0AP1
0D
выБОр ИнсТрУменТАтаблицa № 3

208
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
ТИп
ОБрА
БОТК
Ипр
ИОрИ
ТеТ
выБО
рАО
снов
ное
прим
енен
ие
Альт
ерна
тивн
ое п
риме
нени
е
Возм
ожно
е пр
имен
ение
Усло
вное
при
мене
ние
Не п
риме
нять
Инст
руме
нт
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
krgp
gfa pm
axOб
oзнa
чeни
e
фре
зы д
лЯ О
БрАБ
ОТКИ
плО
сКОс
Тей
90
60
13S9
0AP1
6D
90
10-9
8S9
0SD1
2
90
10-8
8S9
0S00
9
90
50
18W
90TP
22D
90
9-9
18F9
0TB2
7X
905
222
W90
SP25
P
фре
зы К
Онце
вые
904÷
11-8
÷-12
9SA
D11E
905÷
10,5
-8÷-
1313
SAD1
6E
903
09
SAP1
1D
906
013
SAP1
5D
904÷
1012
9SA
P10D
900÷
80
14SA
P16D
450
04,
5SS
D09
4520
-54,
5SS
E09
908
-11
8SS
O09
904÷
50
9÷14
SSA.
. (Ф
реза
-све
рло)
фре
зы К
ОпИр
ОвАл
ьны
е (M
&D)
-3
0
согл. СМП
B.-S
RD..
-10
-6SZ
D
-0
-7÷-
14K2
-SRC
900
-7÷-
14K2
-SLC
904÷
11-8
÷-12
9SA
D11E
(Мод
ульн
ая с
исте
ма)
таблицa № 3 выБОр ИнсТрУменТА

209
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
ТИп
ОБрА
БОТК
Ипр
ИОрИ
ТеТ
выБО
рАО
снов
ное
прим
енен
ие
Альт
ерна
тивн
ое п
риме
нени
е
Возм
ожно
е пр
имен
ение
Усло
вное
при
мене
ние
Не п
риме
нять
Инст
руме
нт
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
PM
KN
SH
krgp
gfa pm
axOб
oзнa
чeни
e
фре
зы К
ОпИр
ОвАл
ьны
е (M
&D)
907÷
10,5
-8,2
÷-12
13SA
D16E
(Мод
ульн
ая с
исте
ма)
903÷
60
9÷13
SAP.
.D (М
одул
ьная
сис
тема
)
-3
10÷-
15
согл. СМП
S(C)
RD (М
одул
ьная
сис
тема
)
-10
-6SM
OZD
-0
-7÷-
14SR
C
-10
-6SZ
D (М
одул
ьная
сис
тема
)
фре
зы Ч
ернО
вые
ТОрц
ОвО-
цИлИ
ндрИ
ЧесК
Ие
900÷
50
-SA
P11D
907
0-
SAP1
5D
907÷
150
-SS
AP-A
907÷
150
-SS
AP
900÷
50
-S9
0AP1
5D
фре
зы д
ИсКО
вые
90-0
,52,
5H
S90S
N12
904
-814
÷-30
,5S9
0CN(
XN)
таблицa № 3 выБОр ИнсТрУменТА

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
210210
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADEX
11T
304F
R-FA
, ADE
X 11
T308
FR-F
Aф
рез.
PMKNSH
ADEX11-FA
Легкое
- св
ерхп
озит
ивна
я ге
омет
рия,
ост
рая
режу
щая
кро
мка
- ос
новн
ая о
блас
ть п
риме
нени
я –
обра
ботк
а ма
тери
алов
груп
пы N
- ни
зкая
шер
охов
атос
ть п
еред
ней
пове
рхно
сти
(пос
ле п
олир
ован
ия) о
чень
сил
ьно
сниж
ает в
ероя
тнос
ть в
озни
кнов
ения
нар
оста
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
03 ÷
0,2
0 [м
м/зу
б]
a p0,
5 (1
,0) ÷
9,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADEW
120
308S
Rф
рез.
PMKNSH
ADEW
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
K и
Н, в
озмо
жно
прим
енен
ие д
ля
мате
риал
ов гр
уппы
P, и
, усл
овно
, для
M
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
20 ÷
0,3
0 [м
м/зу
б]
a p1,
0 ÷
10,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
211211
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADEX
160
608F
R-FA
фре
з.
PMKNSH
ADEX16-FA
Легкое
- св
ерхп
озит
ивна
я ге
омет
рия,
ост
рая
режу
щая
кро
мка
- ос
новн
ая о
блас
ть п
риме
нени
я –
обра
ботк
а ма
тери
алов
груп
пы N
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05 ÷
0,3
5 [м
м/зу
б]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADEX
160
608S
R-FM
фре
з.
PMKNSH
ADEX16-FM
Легкое
- оч
ень
пози
тивн
ая ге
омет
рия
со с
редн
им з
наче
нием
защ
итно
й фа
ски
- пр
имен
има
для
фрез
еров
ания
мат
ериа
лов
груп
п P,
M, K
и S
- дл
я ср
едни
х ус
лови
й об
рабо
тки
- сп
ециа
льна
я об
рабо
тка
плас
тины
для
дос
тиже
ния
лучш
ей ш
ерох
оват
ости
по
верх
ност
и
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
10 ÷
0,2
5 [м
м/зу
б]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
212212
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADM
X 11
T308
SR-M
ADM
X 11
T304
SR-M
, ADM
X 11
T316
SR-M
фре
з.
PMKNSH
ADMX11-M
Легкое
- по
зити
вная
геом
етри
я, н
алич
ие з
ащит
ной
фаск
и пр
идае
т нео
бход
имую
про
чнос
ть-
осно
вная
обл
асть
при
мене
ния
– об
рабо
тка
мате
риал
ов гр
упп
P, M
, K и
S-
чист
овое
и п
олуч
исто
вое
фрез
еров
ание
в с
таби
льны
х ус
лови
ях
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
1 ÷
0,18
(0,2
2) [м
м/зу
б]
a p(0
,5) 1
,0 (1
,8) ÷
9,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADM
X 11
T308
SR-F
ADM
X 11
T304
SR-F
фре
з.
PMKNSH
ADMX11-F
Легкое
- св
ерхп
озит
ивна
я ге
омет
рия,
нал
ичие
защ
итно
й фа
ски
прид
ает н
еобх
одим
ую
проч
ност
ь-
осно
вная
обл
асть
при
мене
ния
– об
рабо
тка
мате
риал
ов гр
уппы
P, M
и N
- чи
стов
ое ф
резе
рова
ние
в ст
абил
ьных
усл
овия
х
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
07 ÷
0,1
2 [м
м/зу
б]
a p(0
,5) 1
,0 ÷
9,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
213213
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADM
X 11
T308
PR-R
фре
з.
PMKNSH
ADMX11-R
Легкое
- по
зити
вная
геом
етри
я, н
алич
ие д
войн
ой з
ащит
ной
фаск
и пр
идае
т выс
окую
пр
очно
сть
геом
етри
и-
осно
вная
обл
асть
при
мене
ния
– об
рабо
тка
мате
риал
ов гр
упп
P, M
, K и
S-
реко
менд
уетс
я ис
поль
зова
ть д
ля р
абот
ы в
нест
абил
ьных
усл
овия
х
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,2
5 [м
м/зу
б]
a p1,
0 ÷
9,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADM
X 16
0608
SR-F
фре
з.
PMKNSH
ADMX16-F
Легкое
- св
ерхп
озит
ивна
я ге
омет
рия
(защ
итна
я фа
ска
мало
й ш
ирин
ы)-
подх
одит
для
обр
абот
ки м
атер
иало
в вс
ех гр
упп,
за
искл
юче
нием
мат
ериа
лов
груп
пы H
- ле
гкие
и с
редн
ие у
слов
ия р
езан
ия
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
07 ÷
0,1
5 [м
м/зу
б]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
214214
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADM
X 16
0608
PR-R
фре
з.
PMKNSH
ADMX16-R
Легкое
- по
зити
вная
геом
етри
я (м
енее
поз
итив
ная,
чем
F и
ли M
)-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P и
K-
подх
одит
для
пол
учис
тово
го и
чер
ново
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
17 ÷
0,3
5 [м
м/зу
б]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADM
X 16
0608
SR-M
ADM
X 16
0616
SR-M
, ADM
X 16
0632
SR-M
фре
з.
PMKNSH
ADMX16-M
Легкое
- св
ерхп
озит
ивна
я ге
омет
рия
(защ
итна
я фа
ска
сред
ней
шир
ины)
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M, и
K-
сред
ние
усло
вия
реза
ния
- пл
асти
ны с
рад
иуса
ми 0
,8; 1
,6 и
3,2
мм
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
1 (0
,15)
÷ 0
,25
(0,3
) [мм
/зуб
]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
215215
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ADKT
150
5PDE
R-M
фре
з.
PMKNSH
ADKT
Легкое
- ге
омет
рия
со с
верх
-поз
итив
ным
пере
дним
угл
ом и
реб
рами
, сни
жаю
щим
и зо
ну
конт
акта
стр
ужки
с п
еред
ней
пове
рхно
стью
-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
и K
, воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы S
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,3
0 [м
м/зу
б]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APET
150
412E
NAP
ET 1
5041
2SN
фре
з.
PMKNSH
APET
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и М
- во
змож
но п
риме
нени
е дл
я ма
тери
алов
груп
пы K
и S
, и, у
слов
но, д
ля H
- до
ступ
но и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
0,2
0 ÷
0,35
[мм/
зуб]
a p1,
5 ÷
12,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
216216
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APEW
150
412E
RAP
EW 1
5041
2SR
фре
з.
PMKNSH
APEW
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
K и
Н-
возм
ожно
при
мене
ние
для
мате
риал
ов гр
уппы
P, и
, усл
овно
, для
M-
дост
упно
исп
олне
ние
режу
щей
кро
мки
„Е“ и
„S“
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
0,2
0 ÷
(0,3
0) 0
,40
[мм/
зуб]
a p1,
2 ÷
12,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мкa
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APET
160
408F
R-FA
фре
з.
PMKNSH
APET-FA
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и ми
нима
льны
м за
круг
лени
ем р
ежущ
ей
гран
и
- по
дход
ит д
ля о
браб
отки
цве
тных
мат
ериа
лов
- мат
ериа
лов
груп
пы N
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05 ÷
0,4
0 [м
м/зу
б]
a p0,
8 ÷
15,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
217217
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APKT
100
3PDE
R-M
фре
з.
PMKNSH
APKT 10..-M
Легкое
- ге
омет
рия
со с
верх
-поз
итив
ным
пере
дним
угл
ом
-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
и К
, воз
можн
о пр
имен
ение
и д
ля
мате
риал
ов гр
уппы
S
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
10 ÷
0,2
5 [м
м/зу
б]
a p1,
0 ÷
9,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APKT
160
4PDE
R-G
Mф
рез.
PMKNSH
APKT-GM
Легкое
- ге
омет
рия
со с
верх
-поз
итив
ным
пере
дним
угл
ом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M и
К, в
озмо
жно
прим
енен
ие и
для
ма
тери
алов
груп
пы S
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,3
0 [м
м/зу
б]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
218218
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APKX
110
3PDE
R-F
APKX
150
5PDE
R-F
фре
з.
PMKNSH
APKX-F
Легкое
- св
ерх-
пози
тивн
ая ге
омет
рия
-
ребр
а в
форм
е ш
аров
ых с
егме
нтов
сни
жаю
т зон
у ко
нтак
та с
ходя
щей
стр
ужки
с
пере
дней
пов
ерхн
ость
ю
- по
дход
ит д
ля о
браб
отки
все
х гр
упп
мат
ериа
лов,
за
искл
юче
нием
груп
пы H
- пр
игод
на д
ля л
егко
го и
сре
днег
о фр
езер
ован
ия
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05(0
,1) ÷
0,1
2(0,
20) [
мм/з
уб]
a p1,
0 ÷
(9,0
) 13,
0 [м
м]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APKT
160
4PDE
R-HM
, APK
T 16
0404
-HM
APKT
160
416-
HM, A
PKT
1604
31-H
Mф
рез.
PMKNSH
APKT-HM
Легкое
- ге
омет
рия
со с
верх
-поз
итив
ным
пере
дним
угл
ом
-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
и К
, воз
можн
о пр
имен
ение
и д
ля
мате
риал
ов гр
уппы
S-
дост
упны
пла
стин
ы та
кже
с ра
диус
ами
0,4,
1,6
и 3
,2 м
м
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
20 ÷
0,3
5 [м
м/зу
б]
a p0,
5 ÷
13,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
219219
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APKX
110
3PDE
R-M
, APK
X 15
0516
-MAP
KX 1
505P
DER-
M, A
PKX
1505
32-M
фре
з.
PMKNSH
APKX-M
Легкое
- св
ерх-
пози
тивн
ая ге
омет
рия
-
ребр
а в
форм
е ци
линд
ров
сниж
ают з
ону
конт
акта
схо
дящ
ей с
труж
ки с
пер
едне
й по
верх
ност
ью
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
, M, K
и S
- пр
игод
на д
ля с
редн
его
фрез
еров
ания
-
дост
упна
такж
е с
ради
усам
и 1,
6 и
3,2
мм
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
0,1
5 ÷
(0,2
5) 0
,30
[мм/
зуб]
a p1,
0 ÷
(9,0
) 13,
0 [м
м]глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
APKX
150
5PDS
R-R
фре
з.
PMKNSH
APKX-R
Легкое
- св
ерх-
пози
тивн
ая ге
омет
рия
-
ребр
а сн
ижаю
т зон
у ко
нтак
та с
ходя
щей
стр
ужки
с п
еред
ней
пове
рхно
стью
-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
, K и
S
-
приг
одна
, в о
снов
ном,
для
сре
днег
о и
боле
е тя
жело
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
25 ÷
0,5
0 [м
м/зу
б]
a p1,
0 ÷
13,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
220220
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
CNE
635,
CNM
563
фре
з.
PMKNSH
CNE, CNM
Легкое
- ст
абил
ьная
геом
етри
я с
небо
льш
им п
озит
ивны
м пе
редн
им у
глом
-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P и
K
-
для
прор
езны
х (п
лунж
ерны
х) ф
рез,
пре
дназ
наче
нных
для
вер
тика
льно
го в
реза
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
0,2
0 ÷
(0,3
0) 0
,40
[мм/
зуб]
a p2,
0 ÷
(11,
0) 1
4,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
CCM
X 06
0304
S-TS
1, C
CMX
08T3
08S-
TS1
CCM
X 09
T308
S-TS
1
фре
з.
PMKNSH
CCMX
Легкое
- фр
езы
для
обра
ботк
и T-
обра
зных
паз
ов-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
, K и
S
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z 0
,08
(0,1
0) ÷
0,1
4 (0
,16)
(0,1
8) [м
м/зу
б]
a p-
величина пластины [мм]по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
221221
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
CNHQ
100
5AZ
TNф
рез.
PMKNSH
CNHQ
Легкое
- ун
ивер
саль
ная
геом
етри
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
, K и
S-
подх
одит
для
лег
кого
, сре
днег
о и
тяже
лого
усл
овий
фре
зеро
вани
я
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
10 ÷
0,5
0 [м
м/зу
б]
a p-
толщина СМП [мм]по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
HNG
X 09
06AN
SN-F
фре
з.
PMKNSH
HNGX -F
Легкое
- ос
обо
пози
тивн
ая ге
омет
рия
с ма
лень
кой
фаск
ой-
прим
еним
а дл
я об
рабо
тки
мате
риал
ов гр
упп
Р, М
, усл
овно
для
груп
п K,
N и
S-
пред
назн
ачен
а дл
я чи
стов
ой и
пол
учис
тово
й об
рабо
тки
Среднее
Profi
le o
f cut
ting
edge
Perfi
l da
ares
ta p
rincip
al
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
1 ÷
0,2
[мм/
зуб]
a p0,
5 ÷
5,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
222222
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
HNG
X 09
06AN
SN-M
фре
з.
PMKNSH
HNGX -M
Легкое
- ос
обо
пози
тивн
ая ге
омет
рия
со с
редн
ей ф
аско
й-
прим
еним
а дл
я об
рабо
тки
мате
риал
ов гр
упп
Р, М
, и К
, усл
овно
для
груп
п N
и S
- пр
една
знач
ена
для
полу
чист
овой
обр
абот
ки
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
17 ÷
0,3
5 [м
м/зу
б]
a p0,
8 ÷
5,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
HNG
X 09
06AN
SN-R
фре
з.
PMKNSH
HNGX -R
Легкое
- по
зити
вная
геом
етри
я с
увел
ичен
ной
фаск
ой-
прим
еним
а дл
я об
рабо
тки
мате
риал
ов гр
упп
Р, К
, и д
ля гр
упп
М, S
и Н
- пр
една
знач
ена
от п
олуч
исто
вой
до ч
ерно
вой
обра
ботк
и
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
3 ÷
0,5
[мм/
зуб]
a p1,
0 ÷
5,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
223223
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
LC-K
P 08
, 10,
12,
16,
20
фре
з.
PMKNSH
LC-KP
Легкое
- пр
очна
я ре
жущ
ая к
ромк
а-
спец
иаль
ная
геом
етри
я, с
нижа
ющ
ая в
ероя
тнос
ть в
озни
кнов
ения
виб
раци
й в
проц
ессе
обр
абот
ки-
геом
етри
я, п
редн
азна
ченн
ая д
ля к
опир
овал
ьног
о то
чени
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
, и H
- не
боль
шие
глуб
ины
реза
ния
(бли
зкие
по
вели
чине
к в
елич
ине
ради
уса
скру
глен
ия
плас
тины
)
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ыглубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
LC-K
PF 0
8, 1
0, 1
2, 1
6, 2
0ф
рез.
PMKNSH
LC-KPF
Легкое
- пр
очна
я ре
жущ
ая к
ромк
а-
спец
иаль
ная
геом
етри
я, с
нижа
ющ
ая в
ероя
тнос
ть в
озни
кнов
ения
виб
раци
й в
проц
ессе
обр
абот
ки-
геом
етри
я, п
редн
азна
ченн
ая д
ля к
опир
овал
ьног
о то
чени
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
, и H
- не
боль
шие
глуб
ины
реза
ния
(бли
зкие
по
вели
чине
к в
елич
ине
ради
уса
скру
глен
ия
плас
тины
)
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
224224
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
LC 1
245-
CHLC
126
0-CH
фре
з.
PMKNSH
LC12-CH
Легкое
- ст
абил
ьная
, уме
ренн
о-не
гати
вная
гео
метр
ия-
пред
назн
ачен
а дл
я ко
пиро
валь
ного
фре
зеро
вани
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, K
и H
- пр
имен
яетс
я пр
и об
рабо
тке
фасо
к 45
и 6
0 гр
ад
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
08 ÷
(0,1
2) 0
,25
[мм/
зуб]
a p0,
1 ÷
(4,5
) 6,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
LC 1
210-
RE, L
C 12
20-R
E, L
C 12
30-R
Eф
рез.
PMKNSH
LC12-RE
Легкое
- ст
абил
ьная
, уме
ренн
о-не
гати
вная
гео
метр
ия-
пред
назн
ачен
а дл
я ко
пиро
валь
ного
фре
зеро
вани
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, K
и H
- пр
имен
яетс
я дл
я об
рабо
тки
спец
иаль
ных
фасо
нных
пов
ерхн
осте
й
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
08 ÷
(0,1
2) 0
,25
[мм/
зуб]
a p0,
1 ÷
(1,0
; 2,0
) 3,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
225225
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
LC 1
210-
RI, L
C 12
20-R
I, LC
123
0-RI
фре
з.
PMKNSH
LC12-RI
Легкое
- ст
абил
ьная
, уме
ренн
о-не
гати
вная
гео
метр
ия-
пред
назн
ачен
а дл
я ко
пиро
валь
ного
фре
зеро
вани
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, K
и H
- пр
имен
яетс
я дл
я об
рабо
тки
спец
иаль
ных
фасо
нных
пов
ерхн
осте
й
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
08 ÷
(0,1
2) 0
,25
[мм/
зуб]
a p0,
1 ÷
(1,0
; 2,0
) 3,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ODE
W 0
605Z
ZNф
рез.
PMKNSH
ODEW ZZN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
а об
рабо
тка
мате
риал
ов
груп
пы P
- в
зави
симо
сти
от гл
убин
ы ре
зани
я, в
озмо
жно
испо
льзо
вани
е до
8 р
ежущ
их к
ромо
к
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,4
5 [м
м/зу
б]
a p1,
0 ÷
8,6
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
226226
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ODM
T 05
04ZZ
NO
DMT
0605
ZZN
фре
з.
PMKNSH
ODMT
Легкое
- ге
омет
рия
с ум
ерен
но-п
озит
ивны
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и K,
воз
можн
а об
рабо
тка
мате
риал
ов
груп
пы M
, и, у
слов
но, г
рупп
S и
H-
в за
виси
мост
и от
глуб
ины
реза
ния,
воз
можн
о ис
поль
зова
ние
до 8
реж
ущих
кро
мок
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
12(0
,15)
÷ 0
,40(
0,45
) [мм
/зуб
]
a p1,
0 ÷
8,6
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ODM
X 06
05ZZ
Nф
рез.
PMKNSH
ODMX
Легкое
- чи
стов
ая ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- до
полн
ение
асс
орти
мент
а пл
асти
н O
DMT
или
ODM
W-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
K и
H, в
озмо
жна
обра
ботк
а ма
тери
алов
гр
уппы
P
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,4
5 [м
м/зу
б]
a p1,
0 ÷
8,6
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
ocтр
aя к
ромк
a

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
227227
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RC 0
8, 1
0, 1
2, 1
6, 2
0, 2
5, 3
2RC
-F 0
8, 1
0, 1
2, 1
6, 2
0, 2
5ф
рез.
PMKNSH
RC, RC-F
Легкое
- ст
абил
ьная
, уме
ренн
о-не
гати
вная
, либ
о не
йтра
льна
я ге
омет
рия
- пр
една
знач
ена
для
копи
рова
льно
го ф
резе
рова
ния
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
K и
Н
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ыглубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RCA
08, 1
0, 1
2, 1
6, 2
0ф
рез.
PMKNSH
RCA ARAF
Легкое
- ст
абил
ьная
, ней
трал
ьная
геом
етри
я-
пред
назн
ачен
а дл
я ко
пиро
валь
ного
фре
зеро
вани
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
K и
Н
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
228228
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RDET
08.
., 10
.., 1
2..
фре
з.
PMKNSH
RDET
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и М
, воз
можн
о пр
имен
ение
и д
ля
груп
п K
и S,
и, у
слов
но, д
ля м
атер
иало
в гр
уппы
Н-
диам
етры
8 и
10
мм п
редл
агаю
тся
в дв
ух то
лщин
ах
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ыглубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RDEW
08.
., 10
.., 1
2..,
16..
фре
з.
PMKNSH
RDEW
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
и д
ля
груп
п Р,
и, у
слов
но, д
ля м
атер
иало
в гр
уппы
M-
диам
етры
8 и
10
мм п
редл
агаю
тся
в дв
ух то
лщин
ах
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мка

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
229229
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RDEX
12.
., 16
..ф
рез.
PMKNSH
RDEX-12
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и н
егат
ивно
й ок
ружн
ой ф
аско
й-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P и
М, в
озмо
жно
прим
енен
ие и
для
гр
упп
K и
S, и
, усл
овно
, для
мат
ериа
лов
груп
пы Н
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,12)
0,2
2 ÷
0,40
[мм/
зуб]
a p0,
5 ÷
(3,0
) 4,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RDGT
07.
. (10
.., 1
2..,
16..)
MOT
фре
з.
PMKNSH
RDGT
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и не
гати
вной
окр
ужно
й фа
ской
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и М
, воз
можн
о пр
имен
ение
и д
ля
груп
п K
и S,
и, у
слов
но, д
ля м
атер
иало
в гр
уппы
Н-
диам
етр
7 мм
пре
длаг
аетс
я в
двух
толщ
инах
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
230230
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RDHT
07.
. (10
.., 1
2..,
16..)
MO
-FA
фре
з.
PMKNSH
RDHT-FA
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и ми
нима
льны
м за
круг
лени
ем р
ежущ
ей
кром
ки.
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
пы N
- цв
етны
х ма
тери
алов
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ыглубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RDHX
05.
.-MO
E;
RDHX
(07.
., 10
.., 1
2..,
16..,
20.
.) M
OTф
рез.
PMKNSH
RDHX
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
и д
ля
груп
пы P
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
M-
диам
етр
5 мм
пре
длаг
аетс
я с
испо
лнен
ием
режу
щей
кро
мки
„Е“
- ди
амет
р 7
мм п
редл
агае
тся
в дв
ух то
лщин
ах
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мкa

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
231231
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RPET
150
5MO
SNф
рез.
PMKNSH
RPET
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и не
йтра
льно
й ок
ружн
ой ф
аско
й-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
Р и
М, в
озмо
жно
прим
енен
ие и
для
гр
уппы
К, и
, усл
овно
, для
мат
ериа
лов
груп
пы Н
- пл
асти
ны у
стан
авли
ваю
тся
на к
орпу
са ф
рез
S45O
D06D
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
12 ÷
0,5
0 [м
м/зу
б]
a p0,
5 ÷
3,5
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RPEW
150
5MO
Sф
рез.
PMKNSH
RPEW
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
и д
ля
груп
пы P
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
M-
плас
тины
уст
анав
лива
ютс
я на
кор
пуса
фре
з S4
5OD0
6D
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,5
0 [м
м/зу
б]
a p0,
5 ÷
3,5
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
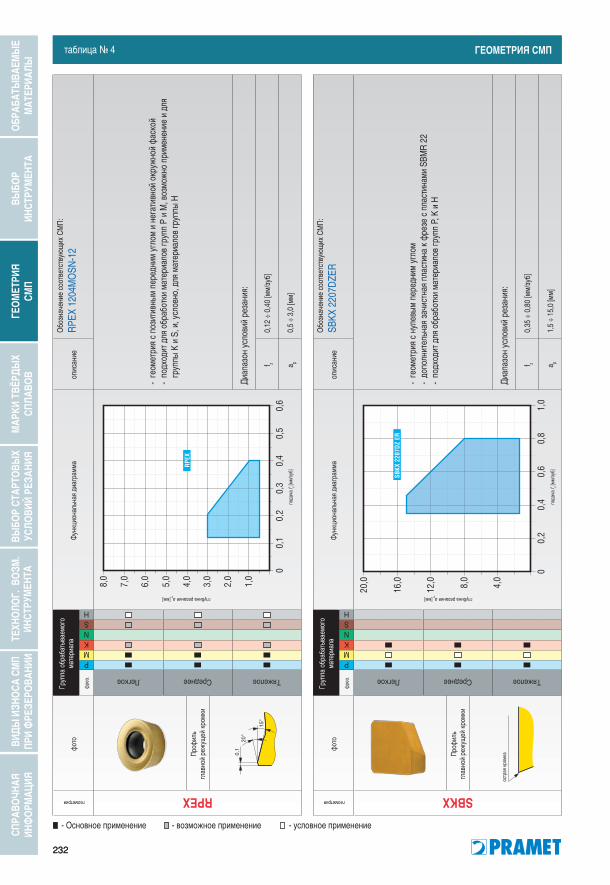
OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
232232
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
RPEX
120
4MO
SN-1
2ф
рез.
PMKNSH
RPEX
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и не
гати
вной
окр
ужно
й фа
ской
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п Р
и М
, воз
можн
о пр
имен
ение
и д
ля
груп
пы К
и S
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
Н
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
12 ÷
0,4
0 [м
м/зу
б]
a p0,
5 ÷
3,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SBKX
220
7DZE
Rф
рез.
PMKNSH
SBKX
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- до
полн
ител
ьная
зач
истн
ая п
ласт
ина
к фр
езе
с пл
асти
нами
SBM
R 22
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
K и
H
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
35 ÷
0,8
0 [м
м/зу
б]
a p1,
5 ÷
15,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
ocтр
aя к
ромк
a

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
233233
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
закр
угле
нная
кро
мкa
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SDEW
090
308
(E)S
Nф
рез.
PMKNSH
SDEW
легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
и д
ля
груп
пы P
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
M-
для
конц
евых
фре
з с
глав
ным
угло
м в
план
е 45
град
усов
- пр
едла
гает
ся и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“
среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
10 ÷
0,3
0 [м
м/зу
б]
a p1,
0 ÷
4,5
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кром
кa
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SBM
R 22
07DZ
SR
фре
з.
PMKNSH
SBMR
Легкое
- пр
очна
я (с
таби
льна
я) ге
омет
рия
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п Р,
М, K
и S
-
прим
еняе
тся
как
для
чист
овой
, так
и д
ля ч
ерно
вой
обра
ботк
и
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
35 ÷
0,8
0 [м
м/зу
б]
a p1,
5 ÷
15,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
234234
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SDM
T 12
0508
SR-F
фре
з.
PMKNSH
SDMT-F
Легкое
- по
зити
вная
геом
етри
я, с
нижа
ющ
ая у
сили
я ре
зани
я-
легк
ие и
сре
дние
усл
овия
рез
ания
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M, K
и S
, и, у
слов
но, г
рупп
ы N
- ст
абил
ьные
усл
овия
обр
абот
ки
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
07 ÷
0,2
5 [м
м/зу
б]
a p0,
5 ÷
5,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SDEX
090
308F
N-74
фре
з.
PMKNSH
SDEX74
легкое
- ге
омет
рия
с ум
ерен
но-п
озит
ивны
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M и
N, в
озмо
жно
прим
енен
ие и
для
гр
упп
K и
S-
для
конц
евых
фре
з с
глав
ным
угло
м в
план
е 45
град
- пр
едла
гает
ся и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“
среднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
10 ÷
0,3
0 [м
м/зу
б]
a p1,
0 ÷
4,5
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
закр
угле
нная
кром
кa

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
235235
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SDM
T 12
0508
SR-M
фре
з.
PMKNSH
SDMT-M
Легкое
- по
зити
вная
геом
етри
я, с
нижа
ющ
ая у
сили
я ре
зани
я-
легк
ие и
сре
дние
усл
овия
рез
ания
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M, K
и S
, и, у
слов
но, г
рупп
ы N
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
1 ÷
0,25
[мм/
зуб]
a p1,
0 ÷
10,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SDM
T 12
0508
PR-R
фре
з.
PMKNSH
SDMT-R
Легкое
- по
зити
вная
геом
етри
я, и
мею
щая
про
чную
реж
ущую
кро
мку
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M, K
и S
, и, у
слов
но, г
рупп
ы N
- ст
абил
ьные
усл
овия
рез
ания
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
2 ÷
0,45
[мм/
зуб]
a p1,
0 ÷
10,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
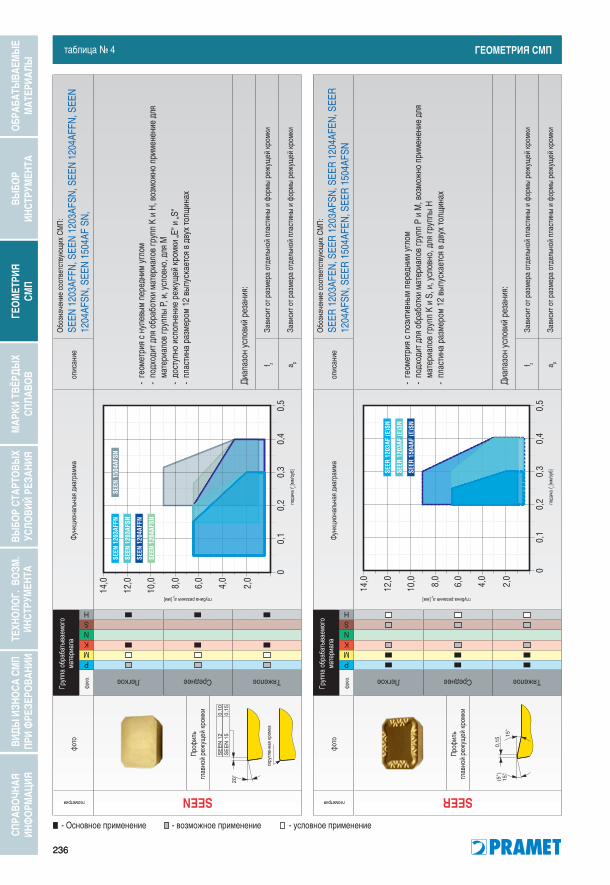
OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
236236
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SEEN
120
3AFF
N, S
EEN
1203
AFSN
, SEE
N 12
04AF
FN, S
EEN
1204
AFSN
, SEE
N 15
04AF
SN,
фре
з.
PMKNSH
SEEN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и Н,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
, и, у
слов
но, д
ля M
- до
ступ
но и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“-
плас
тина
раз
меро
м 12
вып
уска
ется
в д
вух
толщ
инах
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы и
форм
ы ре
жущ
ей к
ромк
и
a pЗа
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы и
форм
ы ре
жущ
ей к
ромк
иглубина резания ap [мм]
пода
ча f z [м
м/зу
б]
скру
глен
ная
кром
кa
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SEER
120
3AFE
N, S
EER
1203
AFSN
, SEE
R 12
04AF
EN, S
EER
1204
AFSN
, SEE
R 15
04AF
EN, S
EER
1504
AFSN
фре
з.
PMKNSH
SEER
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и M
, воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
п K
и S,
и, у
слов
но, д
ля гр
уппы
H-
плас
тина
раз
меро
м 12
вып
уска
ется
в д
вух
толщ
инах
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы и
форм
ы ре
жущ
ей к
ромк
и
a pЗа
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы и
форм
ы ре
жущ
ей к
ромк
и
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
237237
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SEET
120
4AFE
NSE
ET 1
204A
FSN
фре
з.
PMKNSH
SEET
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и M
, воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
п K
и S,
и, у
слов
но, д
ля гр
уппы
H-
дост
упно
исп
олне
ние
режу
щей
кро
мки
„Е“ и
„S“
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
20 ÷
0,4
0 [м
м/зу
б]
a p(0
,5) 1
,0 ÷
6,5
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SEET
120
4AFF
N-FA
фре
з.
PMKNSH
SEET-FA
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и ми
нима
льны
м за
круг
лени
ем р
ежущ
ей
кром
ки-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
уппы
N -
цвет
ных
мате
риал
ов
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05 ÷
0,4
0 [м
м/зу
б]
a p0,
2 ÷
4,5
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
238238
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SEET
12T
3M-P
Mф
рез.
PMKNSH
SEET PM
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и M
, воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
п K
и S,
и, у
слов
но, д
ля гр
уппы
H
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
17 ÷
0,4
0 [м
м/зу
б]
a p1,
0 ÷
6,5
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SEEW
120
4AFE
NSE
EW 1
204A
FSN
фре
з.
PMKNSH
SEEW
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
M-
дост
упно
исп
олне
ние
режу
щей
кро
мки
„Е“ и
„S“
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
0,1
5 ÷
0,40
[мм/
зуб]
a p(0
,5) 1
,0 ÷
6,5
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мкa
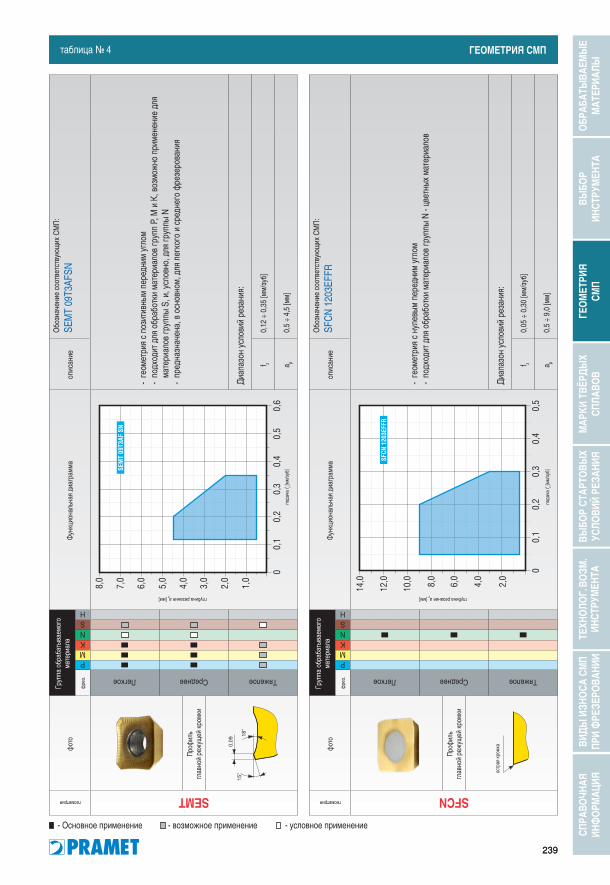
OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
239239
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SEM
T 09
T3AF
SNф
рез.
PMKNSH
SEMT
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M и
К, в
озмо
жно
прим
енен
ие д
ля
мате
риал
ов гр
уппы
S, и
, усл
овно
, для
груп
пы N
- пр
една
знач
ена,
в о
снов
ном,
для
лег
кого
и с
редн
его
фрез
еров
ания
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
12 ÷
0,3
5 [м
м/зу
б]
a p0,
5 ÷
4,5
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SFCN
120
3EFF
Rф
рез.
PMKNSH
SFCN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
пы N
- цв
етны
х ма
тери
алов
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05 ÷
0,3
0 [м
м/зу
б]
a p0,
5 ÷
9,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
ocтр
aя к
ромк
a

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
240240
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNHN
120
4ENE
NSN
HN 1
504E
NEN
фре
з.
PMKNSH
SNHN
Легкое
- ун
ивер
саль
ная
нега
тивн
ая ге
омет
рия
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
- ис
поль
зует
ся в
о фр
езах
с гл
авны
м уг
лом
в пл
ане
75 гр
адус
ов
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
÷ 0
,40
[мм/
зуб]
a p0,
5 ÷
(9,0
) 13,
5 [м
м]глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
скру
глен
ная
кром
кa
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNHF
120
4ENS
R-M
фре
з.
PMKNSH
SNHF-M
Легкое
- по
ложи
тель
ная
геом
етри
я-
осно
вная
обл
асть
при
мене
ния
– об
рабо
тка
мате
риал
ов гр
упп
P и
K-
реко
менд
уетс
я ис
поль
зова
ть д
ля р
абот
ы в
стаб
ильн
ых у
слов
иях
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,4
0 [м
м/зу
б]
a p1,
0 ÷
6,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
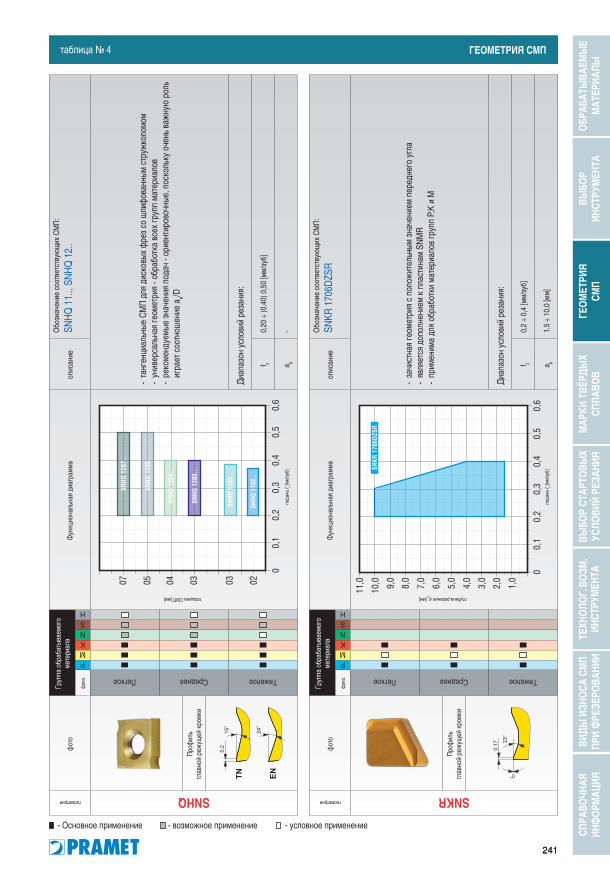
OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
241241
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNHQ
11.
., SN
HQ 1
2..
фре
з.
PMKNSH
SNHQ
Легкое
- та
нген
циал
ьные
СМ
П дл
я ди
сков
ых ф
рез
со ш
лифо
ванн
ым с
труж
коло
мом
- ун
ивер
саль
ная
геом
етри
я - о
браб
отка
все
х гр
упп
мате
риал
ов-
реко
менд
уемы
е зн
ачен
ия п
одач
- ор
иент
иров
очны
е, п
оско
льку
оче
нь в
ажну
ю р
оль
игра
ет с
оотн
ошен
ие a
e/D
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
20 ÷
(0,4
0) 0
,50
[мм/
зуб]
a p-
толщина СМП [мм]по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNKR
170
6DZS
R ф
рез.
PMKNSH
SNKR
Легкое
- за
чист
ная
геом
етри
я с
поло
жите
льны
м зн
ачен
ием
пере
днег
о уг
ла-
явля
ется
доп
олне
нием
к п
ласт
инам
SNM
R-
прим
еним
а дл
я об
рабо
тки
мате
риал
ов гр
упп
P,K
и M
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
2 ÷
0,4
[мм/
зуб]
a p1,
5 ÷
10,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
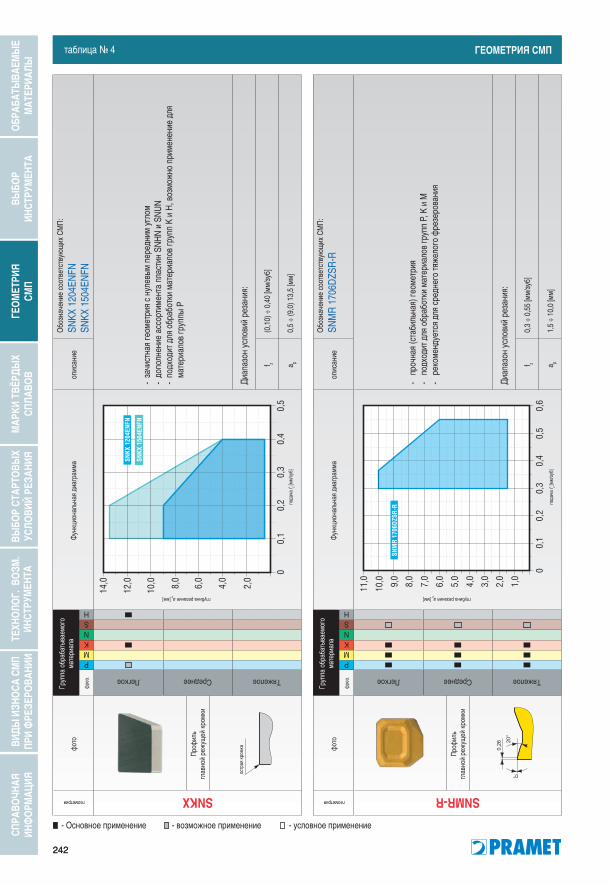
OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
242242
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNM
R 17
06DZ
SR-R
фре
з.
PMKNSH
SNMR-R
Легкое
- пр
очна
я (с
таби
льна
я) ге
омет
рия
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
K и
M-
реко
менд
уетс
я дл
я ср
едне
го тя
жело
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
3 ÷
0,55
[мм/
зуб]
a p1,
5 ÷
10,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNKX
120
4ENF
NSN
KX 1
504E
NFN
фре
з.
PMKNSH
SNKX
Легкое
- за
чист
ная
геом
етри
я с
нуле
вым
пере
дним
угл
ом-
допо
лнен
ие а
ссор
тиме
нта
плас
тин
SNHN
и S
NUN
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
÷ 0
,40
[мм/
зуб]
a p0,
5 ÷
(9,0
) 13,
5 [м
м]глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
ocтр
aя к
ромк
a

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
243243
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNM
T 12
05AZ
SR-M
SNKT
120
5AZS
R-M
фре
з.
PMKNSH
SNMT-M
Легкое
- св
ерх-
пози
тивн
ая ге
омет
рия
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и M
, воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
п K
и S,
и, у
слов
но, д
ля м
атер
иало
в гр
уппы
H-
реко
менд
уетс
я дл
я ср
едне
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
0,5
0 [м
м/зу
б]
a p1,
0 ÷
6,5
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNM
T 12
05AZ
SR-R
SNKT
120
5AZS
R-R
фре
з.
PMKNSH
SNMT-R
Легкое
- по
зити
вная
геом
етри
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, K
и H
, воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы M
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
S-
реко
менд
уетс
я дл
я ср
едне
го и
бол
ее тя
жело
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
18 ÷
0,5
0 [м
м/зу
б]
a p1,
0 ÷
6,5
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
244244
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SNUN
120
408,
SNU
N 12
0412
SNUN
150
412
фре
з.
PMKNSH
SNUN
Легкое
- не
гати
вная
геом
етри
я-
плас
тины
пре
дназ
наче
ны, п
реим
ущес
твен
но, д
ля то
карн
ой о
браб
отки
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и H,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
- ис
поль
зует
ся д
ля ф
рез
с гл
авны
м уг
лов
в пл
ане
75 гр
ад-
плас
тины
раз
меро
м 12
изг
отав
лива
ютс
я с
ради
усам
и 0,
8 и
1,2
ммСреднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
÷ 0
,40
[мм/
зуб]
a p0,
5 ÷
(9,0
) 13,
5 [м
м]глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
скру
глен
ная
кром
кa
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SOM
T 09
T308
-Mф
рез.
PMKNSH
SOMT-M
Легкое
- по
зити
вная
геом
етри
я со
сре
дним
зна
чени
ем у
проч
няю
щей
фас
ки-
прим
еним
а дл
я об
рабо
тки
мате
риал
ов гр
упп
P, K
. Так
же п
риме
нима
для
ма
тери
алов
груп
пы M
. Усл
овно
воз
можн
ое п
риме
нени
е –
обра
ботк
а ма
тери
алов
груп
п S
и H
- ра
бота
ет та
кже
при
нест
абил
ьных
усл
овия
х об
рабо
тки
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
12 ÷
0,4
0 [м
м/зу
б]
a p1,
0 ÷
8,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
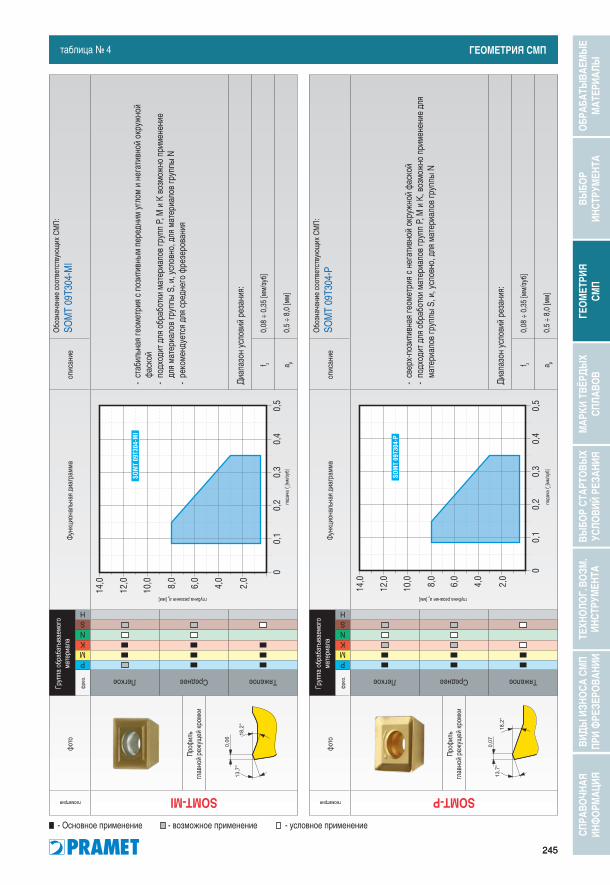
OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
245245
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SOM
T 09
T304
-Pф
рез.
PMKNSH
SOMT-P
Легкое
- св
ерх-
пози
тивн
ая ге
омет
рия
с не
гати
вной
окр
ужно
й фа
ской
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M и
К, в
озмо
жно
прим
енен
ие д
ля
мате
риал
ов гр
уппы
S, и
, усл
овно
, для
мат
ериа
лов
груп
пы N
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
08 ÷
0,3
5 [м
м/зу
б]
a p0,
5 ÷
8,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SOM
T 09
T304
-MI
фре
з.
PMKNSH
SOMT-MI
Легкое
- ст
абил
ьная
геом
етри
я с
пози
тивн
ым п
еред
ним
угло
м и
нега
тивн
ой о
круж
ной
фаск
ой-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
и К
воз
можн
о пр
имен
ение
дл
я ма
тери
алов
груп
пы S
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
N-
реко
менд
уетс
я дл
я ср
едне
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
08 ÷
0,3
5 [м
м/зу
б]
a p0,
5 ÷
8,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
246246
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPET
120
4AD(
E)SN
SPET
120
408S
фре
з.
PMKNSH
SPET
Легкое
- по
зити
вная
геом
етри
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P и
M, в
озмо
жно
прим
енен
ие д
ля
мате
риал
ов гр
упп
К и
S, и
, усл
овно
, для
мат
ериа
лов
груп
пы H
- до
ступ
но и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“ в с
очет
ании
с п
ерех
одно
й ре
жущ
ей к
ромк
ой и
рад
иусо
м
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,12)
0,1
7 ÷
0,40
[мм/
зуб]
a p1,
0 ÷
12,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPEW
120
4ED(
E)SR
фре
з.
PMKNSH
SPEW
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п К
и Н,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
M-
дост
упно
исп
олне
ние
режу
щей
кро
мки
„Е“ и
„S“
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,10)
0,1
2 ÷
0,40
[мм/
зуб]
a p1,
0 ÷
12,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мкa

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
247247
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPG
N 09
0308
, SPG
N 12
03(0
4,08
)SP
GN
1504
(08,
12),
SPG
N 25
06DZ
SRф
рез.
PMKNSH
SPGN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- пл
асти
ны п
редн
азна
чены
, пре
имущ
еств
енно
, для
тока
рной
обр
абот
ки-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
К и
Н, в
озмо
жно
прим
енен
ие д
ля
мате
риал
ов гр
уппы
P-
плас
тины
раз
мера
ми 1
2 и
15 и
згот
авли
ваю
тся
с ра
диус
ами
0,8
и 1,
2 мм
; пла
стин
а 25
- в
вари
анте
с п
ерех
одно
й ре
жущ
ей к
ромк
ой и
окр
ужно
й фа
ской
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
a pЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
глубина резания ap [мм] по
дача
f z [мм/
зуб]
скру
глен
ная
кром
кa
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPKN
120
3ED(
E)S
R(L)
SPKN
150
4ED(
E)S
R(L)
фре
з.
PMKNSH
SPKN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п К
и Н,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
, и, у
слов
но, д
ля м
атер
иало
в гр
уппы
M-
испо
льзу
ется
для
фре
з с
глав
ным
угло
м в
план
е 75
град
- до
ступ
но и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“ в п
раво
м и
лево
м ис
полн
ении
са
мой
плас
тины
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы и
форм
ы ре
жущ
ей к
ромк
и
a pЗа
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы и
форм
ы ре
жущ
ей к
ромк
и
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мкa

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
248248
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPKR
120
3EDS
RSP
KR 1
504E
DSR
фре
з.
PMKNSH
SPKR
Легкое
- ге
омет
рия
с ум
ерен
но-п
озит
ивны
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и M
, воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
п K
и S,
и, у
слов
но, д
ля м
атер
иало
в гр
уппы
H-
испо
льзу
ется
для
фре
з с
глав
ным
угло
м в
план
е 75
град
- до
ступ
но и
спол
нени
е ре
жущ
ей к
ромк
и „S
“ в п
раво
м ис
полн
ении
сам
ой п
ласт
ины
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z(0
,15)
0,2
5 ÷
(0,3
0) 0
,45
[мм/
зуб]
a p1,
0 ÷
(9,0
) 12,
0 [м
м]глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPKX
120
3EDF
R(L)
SPKX
150
4EDF
R(L)
фре
з.
PMKNSH
SPKX
Легкое
- за
чист
ная
геом
етри
я с
нуле
вым
пере
дним
угл
ом-
допо
лнен
ие а
ссор
тиме
нта
плас
тин
SPKR
, SPK
N, S
PGN
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п К
и Н,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
- ис
поль
зует
ся д
ля ф
рез
с гл
авны
м уг
лом
в пл
ане
75 гр
ад-
дост
упно
в п
раво
м и
лево
м ис
полн
ении
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05 ÷
(0,3
0) 0
,40
[мм/
зуб]
a p0,
5 ÷
(9,0
) 13,
5 [м
м]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
ocтр
aя к
ромк
a

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
249249
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPM
X07.
., 09
.., 1
2..
фре
з.
PMKNSH
SPMX
Легкое
- ге
омет
рия
с ум
ерен
но-п
озит
ивны
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
M и
К-
испо
льзу
ется
в к
ачес
тве
цент
раль
ной
плас
тины
у и
нстр
умен
та „Ф
реза
-све
рло“
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
a pЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
диаметр фреза [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
SPUN
12.
., 15
.., 2
5..
фре
з.
PMKNSH
SPUN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- пл
асти
ны п
редн
азна
чены
, пре
имущ
еств
енно
, для
тока
рной
обр
абот
ки-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
К и
Н, в
озмо
жно
прим
енен
ие д
ля
мате
риал
ов гр
уппы
P-
част
ь пл
асти
н из
гота
влив
аетс
я с
ради
усом
, раз
мер
25 и
меет
ся в
вар
иант
е и
с ок
ружн
ой ф
аско
й
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
a pЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мкa

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
250250
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
TBM
R 27
07PZ
SRф
рез.
PMKNSH
TBMR
Легкое
- про
чная
(ста
биль
ная)
геом
етри
я- п
одхо
дит д
ля о
браб
отки
мат
ериа
лов
груп
п Р,
М, K
и S
- при
меня
ется
как
для
чис
тово
й, та
к и
для
черн
овой
обр
абот
ки
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
20 ÷
0,6
0 [м
м/зу
б]
a p1,
5 ÷
18,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
TNJF
120
4ANE
Nф
рез.
PMKNSH
TNJF
Легкое
- ге
омет
рия
с ум
ерен
но-п
озит
ивны
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и К,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы M
, и, у
слов
но, г
рупп
ы S
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
10 ÷
0,4
0 [м
м/зу
б]
a p2,
0 ÷
6,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мкa
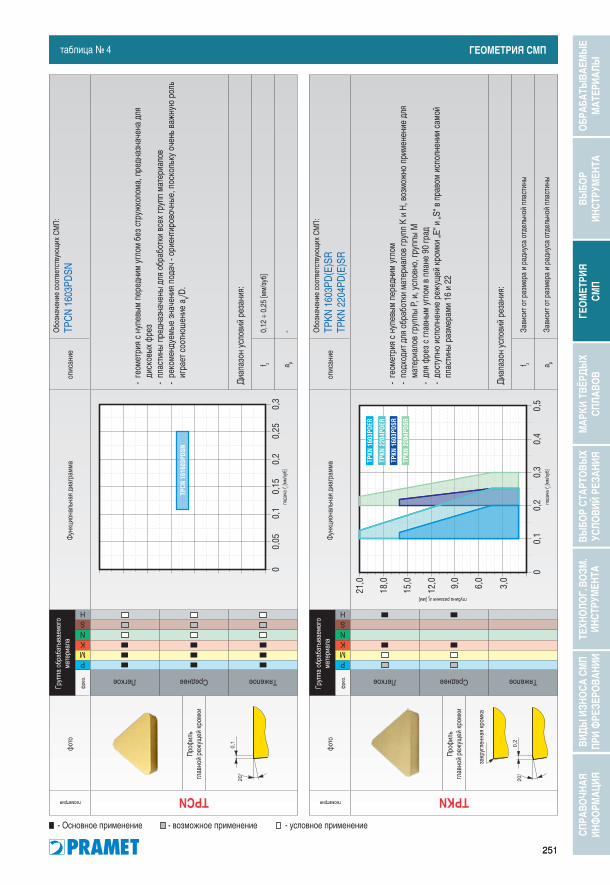
OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
251251
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
TPCN
160
3PDS
Nф
рез.
PMKNSH
TPCN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
без
стр
ужко
лома
, пре
дназ
наче
на д
ля
диск
овых
фре
з-
плас
тины
пре
дназ
наче
ны д
ля о
браб
отки
все
х гр
упп
мате
риал
ов-
реко
менд
уемы
е зн
ачен
ия п
одач
- ор
иент
иров
очны
е, п
оско
льку
оче
нь в
ажну
ю р
оль
игра
ет с
оотн
ошен
ие a
e/D.
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
12 ÷
0,2
5 [м
м/зу
б]
a p-
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
TPKN
160
3PD(
E)SR
TPKN
220
4PD(
E)SR
фре
з.
PMKNSH
TPKN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п К
и Н,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
, и, у
слов
но, г
рупп
ы M
- дл
я фр
ез с
глав
ным
угло
м в
план
е 90
град
- до
ступ
но и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“ в п
раво
м ис
полн
ении
сам
ой
плас
тины
раз
мера
ми 1
6 и
22
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
a pЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
пода
ча f z [м
м/зу
б]
закр
угле
нная
кро
мка

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
252252
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
TPKR
160
3PDS
RTP
KR 2
204P
DSR
фре
з.
PMKNSH
TPKR
Легкое
- ге
омет
рия
с ум
ерен
но-п
озит
ивны
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P
и K,
усл
овно
, для
груп
пы M
- дл
я фр
ез с
глав
ным
угло
м в
план
е 90
град
- до
ступ
но и
спол
нени
е ре
жущ
ей к
ромк
и „Е
“ и „S
“ в п
раво
м ис
полн
ении
сам
ой
плас
тины
раз
мера
ми 1
6 и
22
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
10 ÷
(0,3
0) 0
,40
[мм/
зуб]
a p1,
0 ÷
(16,
0) 2
2,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
TPUN
11.
., 16
.., 2
2..
фре
з.
PMKNSH
TPUN
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п К
и Н,
воз
можн
о пр
имен
ение
для
ма
тери
алов
груп
пы P
, и, у
слов
но, г
рупп
ы M
- дл
я от
дель
ных
разм
еров
пла
стин
пре
дусм
отре
но и
спол
нени
е с
ради
усом
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
a pЗа
виси
т от р
азме
ра и
рад
иуса
отд
ельн
ой п
ласт
ины
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
скру
глен
ная
кром
кa

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
253253
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
vCGT
220
515(
20, 3
0)-F
Aф
рез.
PMKNSH
VCGT-FA
Легкое
- ге
омет
рия
с по
зити
вным
пер
едни
м уг
лом
и ми
нима
льны
м за
круг
лени
ем р
ежущ
ей
кром
ки-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
уппы
N -
цвет
ных
мате
риал
ов
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05 ÷
(0,2
; 0,2
5; 0
,35)
[мм/
зуб]
a p0,
5 ÷
(16,
0; 1
8,0;
20,
0) [м
м]глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
XDHW
070
2..
XDHW
10T
3..
фре
з.
PMKNSH
XDHW
Легкое
- ге
омет
рия
с ну
левы
м пе
редн
им у
глом
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п K
и Н,
воз
можн
о пр
имен
ение
такж
е и
для
мате
риал
ов гр
уппы
P, и
, усл
овно
, для
груп
пы M
.-
плас
тина
диа
метр
ом 5
изг
отав
лива
ется
с и
спол
нени
ем р
ежущ
ей к
ромк
и „Е
“-
плас
тина
раз
меро
м 7
изго
тавл
ивае
тся
с ра
диус
ами
0,5,
1 и
2 м
м-
плас
тина
раз
меро
м 10
(с ф
аско
й) -
с ра
диус
ами
1 и
1,5
мм
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a pза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
254254
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
XNHQ
120
5AZ
TNXN
HQ 1
606A
Z TN
фре
з.
PMKNSH
XNHQ
Легкое
- ун
ивер
саль
ная
геом
етри
я-
подх
одит
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
, K и
S
- ре
коме
ндуе
тся
для
легк
их, с
редн
их и
тяже
лых
усло
вий
фрез
еров
ания
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f zза
виси
т от р
азме
ра о
тдел
ьной
пла
стин
ы
a p-
толщина СМП [мм]по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
XPHT
160
412
XPHT
160
412S
фре
з.
PMKNSH
XPHT
Легкое
- св
ерх-
пози
тивн
ая ге
омет
рия
-
три
вари
анта
исп
олне
ния
режу
щей
кро
мки
(„E“,
„S“)
- по
дход
ящая
для
обр
абот
ки м
атер
иало
в гр
упп
P, M
, пр
имен
имая
тоже
для
ма
тери
алов
груп
пы K
и у
слов
но та
кже
для
S
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05(0
,10)
÷ 0
,30
[мм/
зуб]
a p1,
2 ÷
15,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]
скру
глен
ная
кром
кa

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
255255
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
XPHT
160
408F
-FA
фре
з.
PMKNSH
XPHT-FA
Легкое
- св
ерх-
пози
тивн
ая ге
омет
рия
- ис
полн
ение
реж
ущей
кро
мки
„F“
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
пы N
- цв
етны
х ма
тери
алов
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
05 ÷
3,0
[мм/
зуб]
a p0,
8 ÷
15,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
ocтр
aя к
ромк
a
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
XNG
X 09
06AN
SNф
рез.
PMKNSH
XNGX
Легкое
- за
чист
ная
плас
тина
для
торц
евых
фре
з с
плас
тина
ми H
NGX
- пр
имен
има
для
обра
ботк
и ма
тери
алов
груп
п Р
и К
- пр
една
знач
ена
для
улуч
шен
ия ш
ерох
оват
ости
пов
ерхн
ости
и х
орош
о по
дход
ит д
ля
чист
овой
и п
олуч
исто
вой
обра
ботк
и
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
17 ÷
0,5
[мм/
зуб]
a p0,
8 ÷
5,0
[мм]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
256256
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрияфо
то
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ZDCW
070
304
фре
з.
PMKNSH
ZDCW07
Легкое
- сп
ециа
льна
я ге
омет
рия
для
фрез
еров
ания
на
боль
ших
под
ачах
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
K и
Н-
подх
одит
для
раб
оты
в ле
гких
и с
редн
их у
слов
иях
СреднееПр
офил
ьгл
авно
й ре
жущ
ей к
ромк
иТяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
15 ÷
1,5
[мм/
зуб]
a p m
ax0,
3 ÷
1,0
[мм]
глубина резания ap [мм] по
дача
f z [мм/
зуб]
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ZDCW
09T
304
фре
з.
PMKNSH
ZDCW09
Легкое
- сп
ециа
льна
я ге
омет
рия
для
фрез
еров
ания
на
боль
ших
под
ачах
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
K и
Н-
подх
одит
для
раб
оты
в ле
гких
и с
редн
их у
слов
иях
- ре
коме
ндуе
тся
для
копи
рова
льно
го и
осн
овно
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
3 ÷
2,0
[мм/
зуб]
a p m
ax1,
0 [м
м]
глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

OBRÁ
BěNé
MAT
ERIÁ
LyOB
RÁBA
Né M
ATER
IÁLy
VOLB
A NÁ
STRO
JEVO
ľBA
NÁST
ROJA
GEOM
ETRI
E VB
DGE
OMET
RIA
VRD
řEZN
é MA
TERI
ÁLy
REZN
é MA
TERI
ÁLy
VOLB
A řE
Z. PO
DMíN
EKVO
ľBA
REZ.
PODM
IENO
KTE
CHNO
LOG.
MOž
NOST
ITE
CHNO
LOG.
MOž
NOST
IDA
Lší IN
FORM
ACE
ĎAľš
IE IN
FORM
ÁCIE
OPOT
řEBE
NíOP
OTRE
BENI
E
GEOMETRIE FRéZOVACíCH VBDGEOMETRIA FRéZOVACíCH VRD
tabulka č. 4tabuľka č. 4
257257
ГеОмеТрИЯ смптаблицa № 4
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
- Основное применение - возможное применение - условное применение
геометрия
фото
Груп
па о
браб
атыв
аемо
го
мате
риал
аФ
ункц
иона
льна
я ди
агра
мма
опис
ание
Обо
знач
ение
соо
твет
ству
ющ
их С
МП:
ZDEW
120
408
фре
з.
PMKNSH
ZDEW
Легкое
- сп
ециа
льна
я ге
омет
рия
для
фрез
еров
ания
на
боль
ших
под
ачах
- по
дход
ит д
ля о
браб
отки
мат
ериа
лов
груп
п P,
K и
Н-
подх
одит
для
раб
оты
в ле
гких
и с
редн
их у
слов
иях
- ре
коме
ндуе
тся
для
копи
рова
льно
го и
осн
овно
го ф
резе
рова
ния
Среднее
Проф
иль
глав
ной
режу
щей
кро
мки
Тяжелое
Диап
азон
усл
овий
рез
ания
:
f z0,
5 ÷
3,0
[мм/
зуб]
a p m
ax1,
6 [м
м]глубина резания ap [мм]
пода
ча f z [м
м/зу
б]

- Основное применение - возможное применение - условное применение
258
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
Исп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯТе
ХнОл
ОГ.
вОзм
. Ин
сТрУ
мен
ТА
2230 10 20 30 40 P M K N S H
- Субстрат типа H с относительно высоким содержанием Co.
- Покрытие MT-CvD малой толщины.- Обработка материалов групп P и K и, условно, M.- Средние и большие толщины снимаемой стружки.- Средние скорости резания.- Обработка без СОЖ.
2215 10 20 30 40 P M K N S H
- Субстрат типа H с относительно низким содержанием Co.
- Покрытие MT-CvD малой толщины.- Обработка материалов групп P, K и Н.- Средние и большие толщины снимаемой стружки.- Высокие скорости резания.- Обработка без СОЖ.
ОпИсАнИе мАрОК ТвЁрдыХ сплАвОв с пОКрыТИем - серИЯ 2000 / 3000таблицa № 5a
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению
3025 10 20 30 40 P M K N S H
- Субмикронная однокарбидная основа (субстрат типа H).
- Наноструктурное PvD покрытие с градиентными переходами.
- Уменьшены внутренние напряжения в покрытии, увеличена твёрдость.
- Хорошая операционная надёжность.- Возможно применять в тяжёлых условиях резания.

- Основное применение - возможное применение - условное применение
259
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
ИТе
ХнОл
ОГ. в
Озм
. Ин
сТрУ
мен
ТА
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению
5040 10 20 30 40 P M K N S H
- Подложка (субстрат) с кубическими карбидами (тип S).
- Покрытие, нанесенное методом MT CvD. - Обработка материалов групп Р и К, и, условно,
группы M.- Предназначен для копировального фрезерования. - Средние толщины снимаемой стружки. - Низкие и средние скорости резания. - Менее благоприятные условия врезания.
5026 10 20 30 40 P M K N S H
- Субстрат без кубических карбидов (тип H). - Покрытие, нанесенное методом MT CvD. - Обработка материалов групп Р и К, и, условно,
групп M и H. - Предназначен главным образом, для СМП с углом
режущей кромки близким к 90°. - Средние и большие толщины снимаемой стружки. - Высокие скорости резания (обработка без
применения охлаждающей жидкости). - Благоприятные условия врезания.
при применении материалов с покрытиями, нанесенными методом MTCVD, действует правило: минимальная подача на зуб должна составлять 0,1 мм/зуб.
ОпИсАнИе мАрОК ТвЁрдыХ сплАвОв с пОКрыТИем - серИЯ 5000таблицa № 5b

- Основное применение - возможное применение - условное применение
260
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
Исп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯТе
ХнОл
ОГ.
вОзм
. Ин
сТрУ
мен
ТА
7025 10 20 30 40 P M K N S H
- Подложка с высоким содержанием кубических карбидов (тип S).
- Многослойное наноструктурное покрытие с высоким содержанием Al, нанесенное методом PvD.
- Обработка материалов групп Р и M, возможна обработка материалов группы К.
- Средние и высокие толщины снимаемой стружки. - Средние и высокие скорости резания. - Устойчивые условия врезания.
7010 10 20 30 40 P M K N S H
- Мелкозернистая подложка без кубических карбидов (тип H) с очень низким содержанием кобальта.
- Многослойное наноструктурное покрытие с высоким содержанием Al, нанесенное методом PvD.
- Для операций, отличающихся высокой тепловой нагрузкой.
- С точки зрения обрабатываемых материалов, является универсальным - применим для всех групп
- Малые и средние толщины снимаемой стружки. - Высокие скорости резания. - Устойчивые условия врезания.
7040 10 20 30 40 P M K N S H
- Подложка без кубических карбидов (тип H). - Многослойное наноструктурное покрытие с высоким
содержанием Al, нанесенное методом PvD.- Сочетает в себе хорошую износостойкость
с хорошей эксплуатационной надежностью. - С точки зрения обрабатываемых материалов,
является универсальным - применим для всех групп.- Средние скорости резания. - Возможно применять и при плохих условиях
врезания.
таблицa № 5c
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению
ОпИсАнИе мАрОК ТвЁрдыХ сплАвОв с пОКрыТИем - серИЯ 7000

- Основное применение - возможное применение - условное применение
261
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
ИТе
ХнОл
ОГ. в
Озм
. Ин
сТрУ
мен
ТА
7230 10 20 30 40 P M K N S H
- Субмикронная подложка без кубических карбидов (тип H) с относительно высоким содержанием Co.
- Новое градиентное покрытие, нанесенное методом PvD, обеспечивающее высокую стойкость к окислительному виду износа.
- Уникальные антифрикционные свойства.- Малые и средние толщины снимаемых стружек,
средние скорости резания.- Может быть применён и при менее благоприятных
условиях резания. - Используется для обработки материалов всех групп.
7215 10 20 30 40 P M K N S H
- Субмикронная подложка без кубических карбидов (тип H) с низким содержанием Co.
- Новое градиентное покрытие, нанесенное методом PvD.
- Малые и средние толщины снимаемых стружек, средние и высокие скорости резания.
- Хорошая устойчивость к окислительному виду износа.
- Уникальные антифрикционные свойства.- Стабильные условия резания.- Используется для обработки материалов всех групп.
7205 10 20 30 40 P M K N S H
- Ультрасубмикронный субстрат без кубических карбидов (тип H) с очень низким содержанием Co.
- Высокая твердость в сочетании с достаточной прочностью.
- Высокая стойкость к механическому виду износа.- Новое PvD покрытие, обеспечивающее высокую
стойкость к окислительному виду износа и обладающее уникальными скользящими свойствами.
- Высокие скорости резания, маленькие и средние толщины снимаемой стружки.
- Стабильные условия резания.- Обработка материалов всех групп, за исключением
сплавов на основе Ni, Co, Fe (группа S).
таблицa № 5d
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению
ОпИсАнИе мАрОК ТвЁрдыХ сплАвОв с пОКрыТИем - серИЯ 7200

- Основное применение - возможное применение - условное применение
262
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
Исп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯТе
ХнОл
ОГ.
вОзм
. Ин
сТрУ
мен
ТА
8026t 10 20 30 40 P M K N S H
- Подложка с высоким содержанием кубических карбидов (тип S).
- Наноструктурное покрытие, нанесенное методом PvD.
- Обработка материалов группы Р, возможна обработка материалов групп M и К.
- Средние и большие толщины снимаемой стружки. - Средние скорости резания. - Устойчивые условия врезания.
8026 10 20 30 40 P M K N S H
- Субстрат без кубических карбидов (тип H). - Наноструктурное покрытие, нанесенное методом
PvD.- Сочетает в себе хорошую износостойкость
с хорошей эксплуатационной надежностью. - С точки зрения обрабатываемых материалов,
является универсальным - применим для всех групп.- Средние скорости резания. - Плохие условия врезания.
8016 10 20 30 40 P M K N S H
- Самый износостойкий материал серии 8000. - Субмикронная подложка без кубических карбидов
(тип H) с низким содержанием кобальта. - Наноструктурное покрытие, нанесенное методом
PvD.- Применяется для операций, отличающихся высокой
тепловой нагрузкой. - С точки зрения обрабатываемых материалов,
является универсальным - применим для всех групп.- Малые и средние толщины снимаемой стружки. - Высокие скорости резания. - Стабильные условия врезания.
таблицa № 5e
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению
ОпИсАнИе мАрОК ТвЁрдыХ сплАвОв с пОКрыТИем - серИЯ 8000

- Основное применение - возможное применение - условное применение
263
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
ИТе
ХнОл
ОГ. в
Озм
. Ин
сТрУ
мен
ТА
8240 10 20 30 40 P M K N S H
- Наиболее прочный сплав серии 8200.- Субмикронный субстрат типа H с относительно
высоким содержанием Co.- Наноструктурное PvD покрытие с высоким
содержанием Al.- Применяется для операций, характеризующихся
высокой механической нагрузкой на режущую кромку.
- Обработка материалов групп P, M, S и K.- Низкие и средние скорости резания.- Первый выбор для нестабильных условий резания.
8230 10 20 30 40 P M K N S H
- Универсальный сплав с широкой областью применения.
- Субмикронный субстрат типа Н.- Наноструктурное PvD покрытие с высоким
содержанием Al.- Отличное сочетание износостойкости и
эксплуатационной надежности.- Применяется для обработки материалов всех групп.- Средние скорости резания.- Хорошо работает и при нестабильных условиях
резания.
таблицa № 5f
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению
ОпИсАнИе мАрОК ТвЁрдыХ сплАвОв с пОКрыТИем - серИЯ 8200

- Основное применение - возможное применение - условное применение
264
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
Исп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯТе
ХнОл
ОГ.
вОзм
. Ин
сТрУ
мен
ТА
s26 10 20 30 40 P M K N S H
- Субстрат с высоким содержанием кубических карбидов (тип S).
- Обработка материалов группы P. - Средние и большие толщины снимаемой стружки. - Средние скорости резания. - Устойчивые условия врезания.
h10 10 20 30 40 P M K N S H
- Материал без кубических карбидов (тип H) с низким содержанием кобальта. - С точки зрения обрабатываемых материалов,
является универсальным - применим для всех групп.- Малые и средние толщины снимаемой стружки. - Устойчивые условия врезания.
hf7 10 20 30 40 P M K N S H
- Субмикронная подложка без кубических карбидов (тип H) с низким содержанием кобальта.
- С точки зрения обрабатываемых материалов, является универсальным - применим для всех групп, за исключением P
- Малые и средние толщины снимаемой стружки. - Устойчивые условия врезания.
мАрКИ ТвЁрдыХ сплАвОв фрезерОвАнИЯ Без пОКрыТИЯтаблицa № 5g
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению
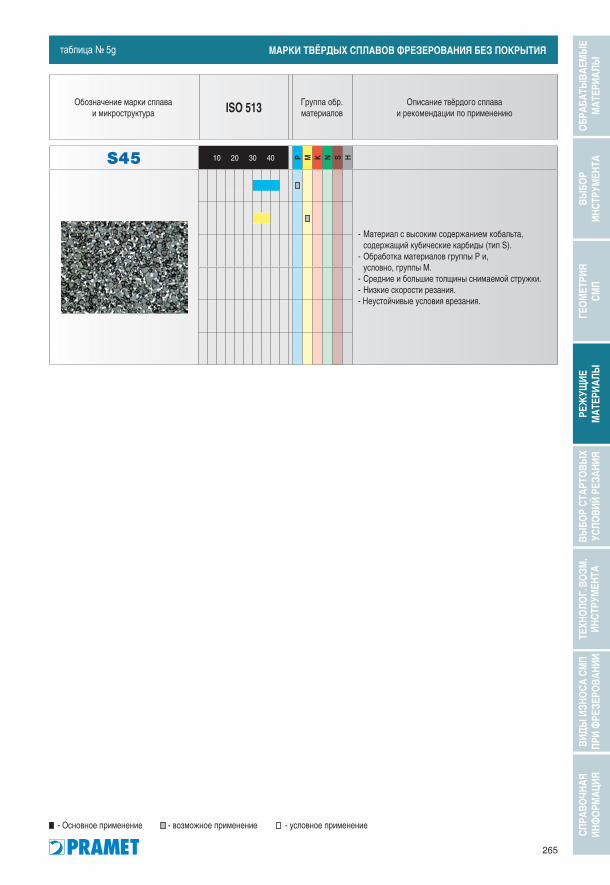
- Основное применение - возможное применение - условное применение
265
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пре
жУщ
Ием
АТер
ИАлы
выБО
р сТ
АрТО
выХ
УслО
вИй
резА
нИЯ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
вИды
Изн
ОсА
смп
прИ
фре
зерО
вАнИ
ИТе
ХнОл
ОГ. в
Озм
. Ин
сТрУ
мен
ТА
мАрКИ ТвЁрдыХ сплАвОв фрезерОвАнИЯ Без пОКрыТИЯ
s45 10 20 30 40 P M K N S H
- Материал с высоким содержанием кобальта, содержащий кубические карбиды (тип S).
- Обработка материалов группы P и, условно, группы M.
- Средние и большие толщины снимаемой стружки. - Низкие скорости резания.- Неустойчивые условия врезания.
таблицa № 5g
Обозначение марки сплава и микроструктура ISO 513 Группа обр.
материаловОписание твёрдого сплава
и рекомендации по применению

266
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА

267
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
1. Сначала необходимо отнести обрабатываемый материал к одной из шести групп (см. табл. 1 страница 206).
2. Согласно таблице 3 на стр. 207 ÷ 209, подобрать инструмент с учетом вида обработки и группы материала заготовки.
3. Определить вид фрезерования: легкое, среднее или тяжелое.
легкое фрезерование - одно врезание и один выход пластины из материала заготовки на оборот фрезы; благоприятные условия врезания, предварительно обработанная поверхность заготовки, либо поверхность поковок и проката без больших дефектов и неровностей. Диапазон режимов резания: fz = 0,1 ÷ 0,25 мм/зуб, глубина резания ap < 2 мм. (fz - только дополнительный критерий).
среднее фрезерование - одно или два врезания и выхода пластины из материала заготовки за один оборот фрезы. Поверхность заготовки - корка прокатного материала, литейная и ковочная корки с небольшими поверхностными дефектами. Верхний предел подачи fz = 0,30 ÷ 0,40 мм/зуб и глубина резания ap = 2 ÷ 4 мм.
Тяжелое фрезерование - многократный вход/выход режущей кромки СМП в заготовку за один оборот инструмента. Неблагоприятные условия резания (отрицательные значения угла врезания). Грубая поверхностная корка отливок с поверхностными дефектами, неровная игрубая корка поковок. Неравномерная глубина резания ap = 3 ÷ 10 мм.
4. В таблицах 6a ÷ 11a, в соответствии с выбранной группой обрабатываемого материала, выбирается комбинация - „режущий материал + геометрия режущей кромки“, для заранее выбранной СМП. Для каждого вида обработки представлено несколько альтернативных вариантов, обозначенных цифрами I - III (см. стр. 268 - 278).
5. Из таблиц 6b ÷ 11b (стр. 269 ÷ 279) выбираем „стартовую“ скорость резания согласно типу инструмента или СМП, типу операции и выбранному режущему материалу.
6. Выбранная „стартовая“ скорость корректируется в зависимости от состояния станка, требуемого времени стойкости инструмента, твердости материала заготовки. Для этого в таблицах представлены соответствующие поправочные коэффициенты, которые и позволяют получить „реальную“ скорость резания.
предупреждение: вычисленная скорость резания является начальной (исходной) величиной, которая определяет уровень скоростей резания для каждой конкретной операции.
Существует разброс в величине обрабатываемости того или иного материала одной группы, что часто влечет за собой необходимость дополнительной корректировки скорости резания. Это необходимо в том случае, когда требуется получение достаточно точной величины временной стойкости инструмента.
vc = v30 . kVX . kVT . kVHB . (kVM )
выБОр сТАрТОвыХ УслОвИй резАнИЯ

268
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
P
Тип
инст
руме
нта
фор
ма с
мп
вид
фрез
еров
ания
лeгко
eср
едне
еТя
жeлo
e
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNHQ
SNHN
SNHQ
, XNH
QSN
HF
I82
30I
8230
I82
40
II22
30II
8026
II82
30
III22
15III
2230
III80
26-E
W45
SE12
3FW
45SE
15F
F60S
B22X
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
F60S
N17X
SEEN
, SEE
R SP
GN,
SPK
NSP
KR, S
PUN
SBM
R (S
BMX)
SNM
R
I„8
230-
S 80
26T-
S“I
8230
-S
8026
T-S
I82
40-S
II80
16-S
II82
40-S
II82
30-S
III22
15-S
III22
30-S
IIIS4
5 -S
SSE0
9SS
D09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45S
O05
DS4
5SO
06D
SSAP
SSAP
-A
APET
, APE
W, H
NGX
(XNG
X)SE
ET, S
EEW
, SDE
W,
SDEX
, SNM
T,SP
ET, S
PEW
, SEM
TSO
MT,
ODM
T, O
DMW
I82
30-S
I82
30-S
I82
40-S
II80
16-S
II82
40-S
II82
30-S
IIIIII
8026
-SIII
S45
-S
SAD1
1ESA
D16E
SAP1
0(11
)DSA
P15(
16)D
SAD1
1ESA
D16E
SAP.
.DSS
O09
SSA
S90A
D11E
S90A
D16E
S90A
P10(
11)D
S90A
P15(
16)D
S90S
O09
S90S
D12
SAP1
1DSA
P15D
S90A
P15D
ADM
XAD
KT, A
PET
APKT
, APK
XSD
MT,
SO
MT
SPM
X
I82
30-E
,S 7
025
I82
30-E
,SI
8240
-E,S
II80
16-E
,S
7010
II80
26-E
,S
7025
II
8230
-E,S
III22
15-S
III82
40-E
,SIII
8026
-E,S
S75A
P15D
APKX
I82
30-E
,SI
8230
-E,S
I82
40-E
,S
II80
16-E
,SII
8026
-E,S
II82
30-E
,S
III22
15-S
III80
16-E
,SIII
8026
-E,S
F90T
B27X
W90
TP22
D
TBM
RTP
KNTP
KR
I82
30-S
I82
30-S
I82
40-S
II80
16-S
II82
40-S
II82
30-S
III-
III-
III-
B.-S
RD..
S(C)
RDSC
MO
RDSM
OZD
SZD
SZD
RDGT
, RD
HT,
RDHX
RDET
, RD
EX,
RDEW
RP
EW,
RPET
ZDCW
, ZDE
W
I70
25 -S
I70
25-S
I70
40-S
II70
10 -S
II70
40-S
II82
40-S
III72
05 -S
III82
40-S
III-
K2-S
RC..
SRC-
AK2
-SLC
..
RC RCA
LC
I72
15I
7230
I72
30
II80
16II
8016
II70
25
III70
10III
7025
III-
таблицa № 6a выБОр сТАрТОвыХ УслОвИй резАнИЯ

269
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Pвы
бор
скор
ости
рез
ания
v c (м/м
ин) в
зав
исим
ости
от п
одач
и на
зуб
f z
Тип
инст
руме
нта
Фор
маСМ
Пk r
Фре
зеро
вани
еРе
к. д
иапа
зон
пода
ч, м
м/зу
бСк
орос
ть р
езан
ия v
30 [м
/мин
]50
2650
4022
1522
3072
0572
1572
3070
1070
2570
4080
1680
26(T
)82
3082
40S2
6S4
5
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNHQ
SNHN
SNHQ
, XNH
QSN
HF
75°
(90°
)
Лeгк
оe0,
10-0
,20
330
-40
532
5-
--
--
--
255
315
280
--
Сред
нее
0,10
-0,3
031
5-
390
310
--
--
--
-22
030
027
0-
-
Тяжe
лoe
0,10
-0,4
029
0-
375
295
--
--
--
-18
528
526
0-
-
F60S
B22X
F60S
N17X
W45
SE12
3FW
45SE
15F
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
SBM
RSN
MR
SEEN
SEER
SPG
NSP
KNSP
KRSP
UN
45°
Лeгк
оe0,
10-0
,35
315
-38
531
0-
--
--
-26
0-
300
270
165
-
Сред
нее
0,15
-0,4
030
0-
370
295
--
--
--
--
290
260
145
-
Тяжe
лoe
0,15
-0,5
028
0-
355
280
--
--
--
--
275
250
-65
60°
Лeгк
оe0,
09-0
,30
315
-38
531
0-
--
--
-26
025
530
027
016
5-
Сред
нее
0,12
-0,3
530
0-
370
295
--
--
--
-22
029
026
014
5-
Тяжe
лoe
0,12
-0,4
028
0-
355
280
--
--
--
-18
527
525
0-
65
75°
Лeгк
оe0,
08-0
,25
315
-38
531
0-
--
--
-26
0-
300
270
165
-
Сред
нее
0,10
-0,3
030
0-
370
295
--
--
--
--
290
260
145
-
Тяжe
лoe
0,15
-0,3
528
0-
355
280
--
--
--
--
275
250
-65
90°
Лeгк
оe0,
08-0
,20
315
-37
029
5-
--
--
-26
025
528
525
516
5-
Сред
нее
0,10
-0,2
530
0-
350
285
--
--
--
-22
027
524
514
5-
Тяжe
лoe
0,15
-0,3
028
0-
340
265
--
--
--
-18
526
024
0-
65
SSE0
9, S
SD09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45O
D05D
, S45
OD0
6DSS
APSS
AP-A
APET
, APE
WHN
GX
(XNG
X)SE
ET, S
EEW
, SDE
WSD
EX, S
NMT
SPET
, SPE
W, S
EMT
SOM
T, O
DMT,
ODM
W
45°
Лeгк
оe0,
10-0
,35
315
-38
531
0-
--
--
-26
025
530
027
016
5-
Сред
нее
0,15
-0,4
030
0-
370
295
--
--
--
-22
029
026
014
5-
Тяжe
лoe
0,15
-0,5
028
0-
355
280
--
--
--
-18
527
525
0-
65
90°
Лeгк
оe0,
08-0
,20
315
-37
029
5-
--
--
-26
025
528
525
516
5-
Сред
нее
0,10
-0,2
530
0-
350
285
--
--
--
-22
027
524
514
5-
Тяжe
лoe
0,15
-0,3
028
0-
340
265
--
--
--
-18
526
024
0-
65
SAP1
0D, S
AP11
DSA
P15D
, SAP
16D
SAP.
.D, S
SO09
, SSA
S90A
P10D
, S90
AP11
DS9
0AP1
5D, S
90AP
16D
S90S
O09
, S90
SD12
S90A
D11E
, SAD
11E
S75A
P15D
S90A
D16E
, SAD
16E
ADKT
ADM
XAP
ETAP
KTAP
KXSD
MT
SOM
TSP
MX
90°
Чист
оe0,
08-0
,20
315
-37
029
5-
--
--
-26
025
528
525
5-
-
Сред
нее
0,10
-0,2
530
0-
350
285
--
--
--
-22
027
524
5-
-
Черн
овоe
0,15
-0,3
028
0-
340
265
--
--
--
-18
526
024
0-
-
75°
Лeгк
оe0,
08-0
,25
315
-37
029
5-
--
--
-26
025
528
525
5-
-
Сред
нее
0,10
-0,3
030
0-
350
285
--
--
--
-22
027
524
5-
-
Тяжe
лoe
0,15
-0,3
528
0-
340
265
--
--
--
-18
526
024
0-
-
F90T
B27X
W90
TP22
TBM
RTP
KNTP
KR90
°
Лeгк
оe0,
08-0
,20
280
-31
525
0-
--
--
--
235
245
220
140
-
Сред
нее
0,10
-0,2
527
0-
300
240
--
--
--
-20
023
521
0-
-
Тяжe
лoe
0,15
-0,3
025
0-
290
225
--
--
--
-17
022
020
0-
-
B.-S
RD..,
S(C
)RD
SCM
ORD
, SM
OZD
SZD
K2-S
RC..,
SRC
-A, 2
-SLC
..SM
OZD0
9(12
)
RDGT
, RDH
T, R
DHX
RDET
, RDE
X, R
DEW
RP
EW, R
PET,
ZDC
W
ZDEW
, RC,
RCA
, LC
ZDEW
, ZDC
W
-
Лeгк
оe-
-25
5-
-39
531
026
527
026
525
526
025
534
5-
--
Сред
нее
--
220
--
380
295
250
240
230
220
-22
033
0-
--
Тяжe
лoe
--
--
-35
028
023
520
019
518
5-
185
310
--
-
КОрр
еКцИ
Я v
c
КОрр
еКцИ
Я kv
x
Корк
а по
ковк
и ил
и от
ливк
и0,
70 ÷
0,9
0
Удов
летв
орит
ельн
ое
сост
ояни
е ст
анка
1,05
÷ 1
,20
Плох
ое с
осто
яние
стан
ка0,
80 ÷
0,9
5
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОвр
емен
И сТ
ОйКО
сТИ
Tmin
kvT
151,
23
201,
13
301,
00
450,
89
600,
81
900,
72
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОТв
ердО
сТИ
HBkv
HB
120
1,18
140
1,12
160
1,05
180
1,00
200
0,95
220
0,9
240
0,86
260
0,82
280
0,80
300
0,77
таблицa № 6b выБОр сТАрТОвыХ УслОвИй резАнИЯ

270
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
M
Тип
инст
руме
нта
фор
ма с
мп
вид
фрез
еров
ания
лeгко
eср
едне
еТя
жeлo
e
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNE,
CNH
QCN
M, S
NHN
SNHQ
, XNH
QSN
HF
I82
30I
8240
I82
40
II82
40II
8230
II-
III-
III-
III-
W45
SE12
3FW
45SE
15F
F60S
B22X
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
F60S
N17X
SEEN
, SEE
R SP
GN,
SPK
NSP
KR, S
PUN
SBM
R (S
BMX)
SNM
R
I82
30-S
,E 8
026T
-S,E
I82
30-S
,EI
8240
-S
II82
40-E
II82
40-S
,EII
8230
-S
III22
30-S
III22
30-S
III-
SSE0
9SS
D09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45S
O05
DS4
5SO
06D
SSAP
SSAP
-A
APET
, APE
W, H
NGX
(XNG
X)SE
ET, S
EEW
, SDE
W,
SDEX
, SNM
T,SP
ET, S
PEW
, SEM
TSO
MT,
ODM
T, O
DMW
I82
30-S
,EI
8230
-S,E
I82
40-S
II82
40-E
II82
40-S
,EII
-
III-
III80
26-S
III-
SAD1
1ESA
D16E
SAP1
0(11
)DSA
P15(
16)D
SAD1
1ESA
D16E
SAP.
.DSS
O09
SSA
S90A
D11E
S90A
D16E
S90A
P10(
11)D
S90A
P15(
16)D
S90S
O09
S90S
D12
SAP1
1DSA
P15D
S90A
P15D
ADM
XAD
KT, A
PET
APKT
, APK
XSD
MT,
SO
MT
SPM
X
I82
30-E
,SI
8230
-S,E
I82
40-S
II80
16-E
,S
7010
II82
40-S
,EII
8230
-S
III-
III80
26-S
,EIII
-
S75A
P15D
APKX
I82
30-E
,SI
8230
-S,E
I82
40-S
II82
40-E
,SII
8240
-S,E
II82
30-S
III80
16-E
,SIII
8026
-S,E
III-
F90T
B27X
W90
TP22
D
TBM
RTP
CNTP
KNTP
KR
I82
30-S
,EI
8230
-S,E
I82
40-S
II82
40-S
,EII
8240
-S,E
II82
30-S
III-
III-
III-
B.-S
RD..
S(C)
RDSC
MO
RDSM
OZD
SZD
SZD
RDGT
, RD
HT,
RDHX
RDET
, RD
EX,
RDEW
RP
EW,
RPET
ZDCW
, ZDE
W
I70
10-E
I70
40-E
,SI
7040
-S
II80
16-E
II82
40-E
, SII
8240
-S
III70
40-E
III80
26-S
III-
K2-S
RC..
SRC-
AK2
-SLC
..
RC RCA
LC
I80
16I
7230
I72
30
II72
15II
-II
-
III-
III-
III-
таблицa №7a выБОр сТАрТОвыХ УслОвИй резАнИЯ
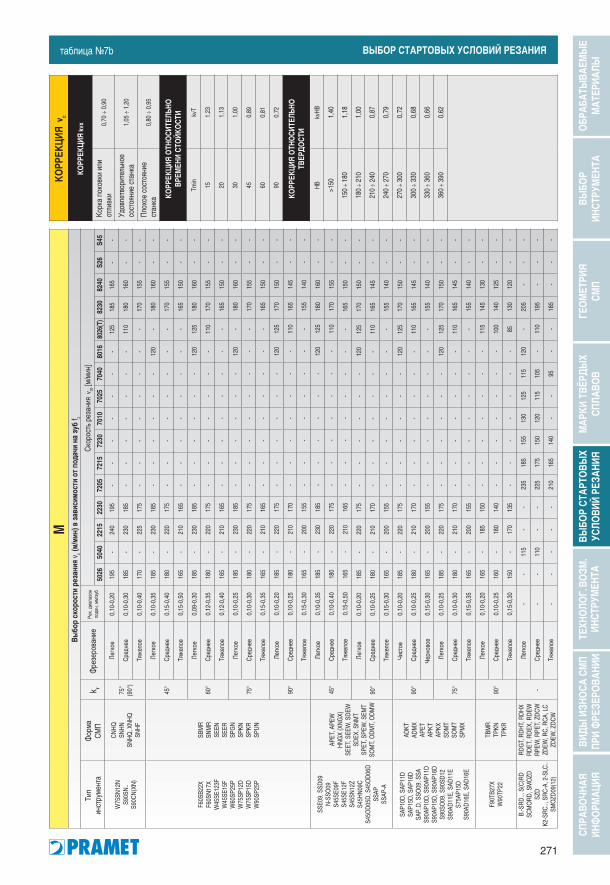
271
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Mвы
бор
скор
ости
рез
ания
v c (м/м
ин) в
зав
исим
ости
от п
одач
и на
зуб
f z
Тип
инст
руме
нта
Фор
маСМ
Пk r
Фре
зеро
вани
еРе
к. д
иапа
зон
пода
ч, м
м/зу
бСк
орос
ть р
езан
ия v
30 [м
/мин
]50
2650
4022
1522
3072
0572
1572
3070
1070
2570
4080
1680
26(T
)82
3082
40S2
6S4
5
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNHQ
SNHN
SNHQ
, XNH
QSN
HF
75°
(90°
)
Лeгк
оe0,
10-0
,20
195
-24
019
5-
--
--
--
125
185
165
--
Сред
нее
0,10
-0,3
018
5-
230
185
--
--
--
-11
018
016
0-
-
Тяжe
лoe
0,10
-0,4
017
0-
225
175
--
--
--
--
170
155
--
F60S
B22X
F60S
N17X
W45
SE12
3FW
45SE
15F
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
SBM
RSN
MR
SEEN
SEER
SPG
NSP
KNSP
KRSP
UN
45°
Лeгк
оe0,
10-0
,35
185
-23
018
5-
--
--
-12
0-
180
160
--
Сред
нее
0,15
-0,4
018
0-
220
175
--
--
--
--
170
155
--
Тяжe
лoe
0,15
-0,5
016
5-
210
165
--
--
--
--
165
150
--
60°
Лeгк
оe0,
09-0
,30
185
-23
018
5-
--
--
-12
012
518
016
0-
-
Сред
нее
0,12
-0,3
518
0-
220
175
--
--
--
-11
017
015
5-
-
Тяжe
лoe
0,12
-0,4
016
5-
210
165
--
--
--
--
165
150
--
75°
Лeгк
оe0,
10-0
,25
185
-23
018
5-
--
--
-12
0-
180
160
--
Сред
нее
0,10
-0,3
018
0-
220
175
--
--
--
--
170
155
--
Тяжe
лoe
0,15
-0,3
516
5-
210
165
--
--
--
--
165
150
--
90°
Лeгк
оe0,
10-0
,20
185
-22
017
5-
--
--
-12
012
517
015
0-
-
Сред
нее
0,10
-0,2
518
0-
210
170
--
--
--
-11
016
514
5-
-
Тяжe
лoe
0,15
-0,3
016
5-
200
155
--
--
--
--
155
140
--
SSE0
9, S
SD09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45O
D05D
, S45
OD0
6DSS
APSS
AP-A
APET
, APE
WHN
GX
(XNG
X)SE
ET, S
EEW
, SDE
WSD
EX, S
NMT
SPET
, SPE
W, S
EMT
SOM
T, O
DMT,
ODM
W
45°
Лeгк
оe0,
10-0
,35
185
-23
018
5-
--
--
-12
012
518
016
0-
-
Сред
нее
0,10
-0,4
018
0-
220
175
--
--
--
-11
017
015
5-
-
Тяжe
лoe
0,15
-0,5
016
5-
210
165
--
--
--
--
165
150
--
90°
Лeгк
оe0,
10-0
,20
185
-22
017
5-
--
--
-12
012
517
015
0-
-
Сред
нее
0,10
-0,2
518
0-
210
170
--
--
--
-11
016
514
5-
-
Тяжe
лoe
0,15
-0,3
016
5-
200
155
--
--
--
--
155
140
--
SAP1
0D, S
AP11
DSA
P15D
, SAP
16D
SAP.
.D, S
SO09
, SSA
S90A
P10D
, S90
AP11
DS9
0AP1
5D, S
90AP
16D
S90S
O09
, S90
SD12
S90A
D11E
, SAD
11E
S75A
P15D
S90A
D16E
, SAD
16E
ADKT
ADM
XAP
ETAP
KTAP
KXSD
MT
SOM
TSP
MX
90°
Чист
оe0,
10-0
,20
185
-22
017
5-
--
--
-12
012
517
015
0-
-
Сред
нее
0,10
-0,2
518
0-
210
170
--
--
--
-11
016
514
5-
-
Черн
овоe
0,15
-0,3
016
5-
200
155
--
--
--
--
155
140
--
75°
Лeгк
оe0,
10-0
,25
185
-22
017
5-
--
--
-12
012
517
015
0-
-
Сред
нее
0,10
-0,3
018
0-
210
170
--
--
--
-11
016
514
5-
-
Тяжe
лoe
0,15
-0,3
516
5-
200
155
--
--
--
--
155
140
--
F90T
B27X
W90
TP22
TBM
RTP
KNTP
KR90
°
Лeгк
оe0,
10-0
,20
165
-18
515
0-
--
--
--
115
145
130
--
Сред
нее
0,10
-0,2
516
0-
180
140
--
--
--
-10
014
012
5-
-
Тяжe
лoe
0,15
-0,3
015
0-
170
135
--
--
--
-85
130
120
--
B.-S
RD..,
S(C
)RD
SCM
ORD
, SM
OZD
SZD
K2-S
RC..,
SRC
-A, 2
-SLC
..SM
OZD0
9(12
)
RDGT
, RDH
T, R
DHX
RDET
, RDE
X, R
DEW
RP
EW, R
PET,
ZDC
W
ZDEW
, RC,
RCA
, LC
ZDEW
, ZDC
W
-
Лeгк
оe-
-11
5-
-23
518
515
513
012
511
512
0-
205
--
-
Сред
нее
--
110
--
225
175
150
120
115
105
-11
019
5-
--
Тяжe
лoe
--
--
-21
016
514
0-
-95
--
185
--
-
КОрр
еКцИ
Я v
c
КОрр
еКцИ
Я kv
x
Корк
а по
ковк
и ил
и от
ливк
и0,
70 ÷
0,9
0
Удов
летв
орит
ельн
ое
сост
ояни
е ст
анка
1,05
÷ 1
,20
Плох
ое с
осто
яние
стан
ка0,
80 ÷
0,9
5
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОвр
емен
И сТ
ОйКО
сТИ
Tmin
kvT
151,
23
201,
13
301,
00
450,
89
600,
81
900,
72
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОТв
ердО
сТИ
HBkv
HB
>150
1,40
150
÷ 18
01,
18
180
÷ 21
01,
00
210
÷ 24
00,
87
240
÷ 27
00,
79
270
÷ 30
00,
72
300
÷ 33
00,
68
330
÷ 36
00,
66
360
÷ 39
00,
62
таблицa №7b выБОр сТАрТОвыХ УслОвИй резАнИЯ

272
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
K
Тип
инст
руме
нта
фор
ма с
мп
вид
фрез
еров
ания
лeгко
eср
едне
еТя
жeлo
e
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNE,
CNH
QCN
M, S
NHN
SNHQ
, XNH
QSN
HF
I22
15I
8230
I82
40
II80
16-E
II80
16-E
II82
30
III82
30III
2230
III80
26-E
W45
SE12
3FW
45SE
15F
F60S
B22X
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
F60S
N17X
SEEN
, SEE
R SP
GN,
SPK
NSP
KR, S
PUN
SBM
R (S
BMX)
SNM
R
I22
15-S
I82
30-S
I82
40-S
II80
16-S
II80
16-S
II82
30-S
III82
30-S
III22
15-S
III-
SSE0
9SS
D09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45S
O05
DS4
5SO
06D
SSAP
SSAP
-A
APET
, APE
W, H
NGX
(XNG
X)SE
ET, S
EEW
, SDE
W,
SDEX
, SNM
T,SP
ET, S
PEW
, SEM
TSO
MT,
ODM
T, O
DMW
I50
26-S
I82
30-S
I82
40-S
II80
16-S
II80
16-S
II82
30-S
III82
30-S
III50
26-S
III80
26-S
SAD1
1ESA
D16E
SAP1
0(11
)DSA
P15(
16)D
SAD1
1ESA
D16E
SAP.
.DSS
O09
SSA
S90A
D11E
S90A
D16E
S90A
P10(
11)D
S90A
P15(
16)D
S90S
O09
S90S
D12
SAP1
1DSA
P15D
S90A
P15D
ADM
XAD
KT, A
PET
APKT
, APK
XSD
MT,
SO
MT
SPM
X
I80
16-E
,S
7010
I82
30-E
,SI
8240
-S
II50
26-S
II50
26-S
II82
30-S
III82
30-E
,SIII
„801
6-E,
S 70
10“
III80
26-S
S75A
P15D
APKX
I80
16-E
,SI
8230
-E,S
I82
40-S
II50
26-S
II50
26-S
II82
30-S
III82
30-E
,SIII
8016
-E,S
III80
26-S
F90T
B27X
W90
TP22
D
TBM
RTP
CNTP
KNTP
KR
I82
30-S
I82
30-S
I82
40-S
II80
16-S
II80
16-S
II82
30-S
III-
III-
III-
B.-S
RD..
S(C)
RDSC
MO
RDSM
OZD
SZD
SZD
RDGT
, RD
HT,
RDHX
RDET
, RD
EX,
RDEW
RP
EW,
RPET
ZDCW
, ZDE
W
I72
05-S
I70
40-S
I70
40-S
II70
10-S
II70
10-S
II82
40-S
III80
16-S
III80
26-S
III80
26-S
K2-S
RC..
SRC-
AK2
-SLC
..
RC RCA
LC
I72
15I
7230
I72
30
II80
16II
-II
-
III70
10III
-III
-
таблицa № 8a выБОр сТАрТОвыХ УслОвИй резАнИЯ
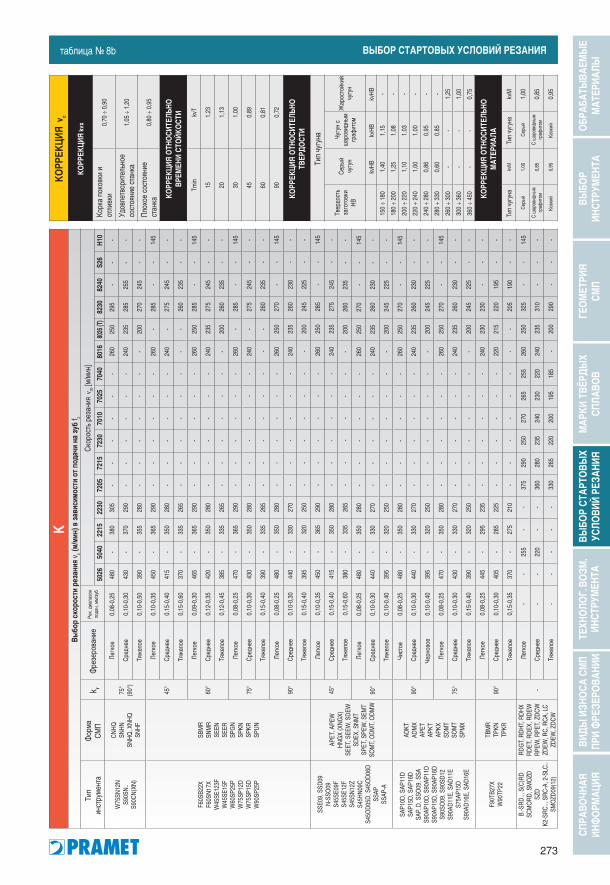
273
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Kвы
бор
скор
ости
рез
ания
v c (м/м
ин) в
зав
исим
ости
от п
одач
и на
зуб
f z
Тип
инст
руме
нта
Фор
маСМ
Пk r
Фре
зеро
вани
еРе
к. д
иапа
зон
пода
ч, м
м/зу
бСк
орос
ть р
езан
ия v
30 [м
/мин
]50
2650
4022
1522
3072
0572
1572
3070
1070
2570
4080
1680
26 (T
)82
3082
40S2
6H1
0
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNHQ
SNHN
SNHQ
, XNH
QSN
HF
75°
(90°
)
Лeгк
оe0,
08-0
,25
480
-38
030
5-
--
--
-26
025
029
5-
--
Сред
нее
0,10
-0,3
043
0-
370
290
--
--
--
240
235
285
255
--
Тяжe
лoe
0,10
-0,5
039
0-
355
280
--
--
--
-20
027
024
5-
-
F60S
B22X
F60S
N17X
W45
SE12
3FW
45SE
15F
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
SBM
RSN
MR
SEEN
SEER
SPG
NSP
KNSP
KRSP
UN
45°
Лeгк
оe0,
10-0
,35
450
-36
529
0-
--
--
-26
0-
285
--
145
Сред
нее
0,15
-0,4
041
5-
350
280
--
--
--
240
-27
524
5-
-
Тяжe
лoe
0,15
-0,6
037
0-
335
265
--
--
--
--
260
235
--
60°
Лeгк
оe0,
09-0
,30
465
-36
529
0-
--
--
-26
025
028
5-
-14
5
Сред
нее
0,12
-0,3
542
0-
350
280
--
--
--
240
235
275
245
--
Тяжe
лoe
0,12
-0,4
538
5-
335
265
--
--
--
-20
026
023
5-
-
75°
Лeгк
оe0,
08-0
,25
470
-36
529
0-
--
--
-26
0-
285
--
145
Сред
нее
0,10
-0,3
043
0-
350
280
--
--
--
240
-27
524
5-
-
Тяжe
лoe
0,15
-0,4
039
0-
335
265
--
--
--
--
260
235
--
90°
Лeгк
оe0,
08-0
,25
480
-35
028
0-
--
--
-26
025
027
0-
-14
5
Сред
нее
0,10
-0,3
044
0-
330
270
--
--
--
240
235
260
230
--
Тяжe
лoe
0,15
-0,4
039
5-
320
250
--
--
--
-20
024
522
5-
-
SSE0
9, S
SD09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45O
D05D
, S45
OD0
6DSS
APSS
AP-A
APET
, APE
WHN
GX
(XNG
X)SE
ET, S
EEW
, SDE
WSD
EX, S
NMT
SPET
, SPE
W, S
EMT
SOM
T, O
DMT,
ODM
W
45°
Лeгк
оe0,
10-0
,35
450
-36
529
0-
--
--
-26
025
028
5-
-14
5
Сред
нее
0,15
-0,4
041
5-
350
280
--
--
--
240
235
275
245
--
Тяжe
лoe
0,15
-0,6
038
0-
335
265
--
--
--
-20
026
023
5-
-
90°
Лeгк
оe0,
08-0
,25
480
-35
028
0-
--
--
-26
025
027
0-
-14
5
Сред
нее
0,10
-0,3
044
0-
330
270
--
--
--
240
235
260
230
--
Тяжe
лoe
0,10
-0,4
039
5-
320
250
--
--
--
-20
024
522
5-
-
SAP1
0D, S
AP11
DSA
P15D
, SAP
16D
SAP.
.D, S
SO09
, SSA
S90A
P10D
, S90
AP11
DS9
0AP1
5D, S
90AP
16D
S90S
O09
, S90
SD12
S90A
D11E
, SAD
11E
S75A
P15D
S90A
D16E
, SAD
16E
ADKT
ADM
XAP
ETAP
KTAP
KXSD
MT
SOM
TSP
MX
90°
Чист
оe0,
08-0
,25
480
-35
028
0-
--
--
-26
025
027
0-
-14
5
Сред
нее
0,10
-0,3
044
0-
330
270
--
--
--
240
235
260
230
--
Черн
овоe
0,10
-0,4
039
5-
320
250
--
--
--
-20
024
522
5-
-
75°
Лeгк
оe0,
08-0
,25
470
-35
028
0-
--
--
-26
025
027
0-
-14
5
Сред
нее
0,10
-0,3
043
0-
330
270
--
--
--
240
235
260
230
--
Тяжe
лoe
0,15
-0,4
039
0-
320
250
--
--
--
-20
024
522
5-
-
F90T
B27X
W90
TP22
TBM
RTP
KNTP
KR90
°
Лeгк
оe0,
08-0
,25
445
-29
523
5-
--
--
-24
023
023
0-
--
Сред
нее
0,10
-0,3
040
5-
285
225
--
--
--
220
215
220
195
--
Тяжe
лoe
0,15
-0,3
537
0-
275
210
--
--
--
--
205
190
--
B.-S
RD..,
S(C
)RD
SCM
ORD
, SM
OZD
SZD
K2-S
RC..,
SRC
-A, 2
-SLC
..SM
OZD0
9(12
)
RDGT
, RDH
T, R
DHX
RDET
, RDE
X, R
DEW
RP
EW, R
PET,
ZDC
W
ZDEW
, RC,
RCA
, LC
ZDEW
, ZDC
W
-
Лeгк
оe-
-25
5-
-37
529
025
027
026
525
526
025
032
5-
-14
5
Сред
нее
--
220
--
360
280
235
240
230
220
240
235
310
--
-
Тяжe
лoe
--
--
-33
026
522
020
019
518
5-
200
290
--
-
КОрр
еКцИ
Я v
c
КОрр
еКцИ
Я kv
x
Корк
а по
ковк
и и
отли
вки
0,70
÷ 0
,90
Удов
летв
орит
ельн
ое
сост
ояни
е ст
анка
1,05
÷ 1
,20
Плох
ое с
осто
яние
стан
ка0,
80 ÷
0,9
5
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОвр
емен
И сТ
ОйКО
сТИ
Tmin
kvT
151,
23
201,
13
301,
00
450,
89
600,
81
900,
72
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОТв
ердО
сТИ
Тип
чугу
на
Твер
дост
ь за
гото
вки
HB
Серы
йчу
гун
Чугу
н с
шар
овид
ным
граф
итом
Жар
осто
йкий
чу
гун
kvHB
kvHB
kvHB
150
÷ 18
01,
401,
15-
180
÷ 20
01,
251,
08-
200
÷ 22
01,
101,
03-
220
÷ 24
01,
001,
00-
240
÷ 28
00,
860,
95-
280
÷ 33
00,
600,
85-
260
÷ 30
0-
-1,
25
300
÷ 36
0-
-1,
00
360
÷ 45
0-
-0,
75
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОм
АТер
ИАлA
Тип
чугу
наkv
MТи
п чу
гуна
kvM
Серы
й1,
00Се
рый
1,00
С ш
аров
идны
м гр
афит
ом0,
85С
шар
овид
ным
граф
итом
0,85
Ковк
ий0,
95Ко
вкий
0,95
таблицa № 8b выБОр сТАрТОвыХ УслОвИй резАнИЯ

274
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
N
Тип
инст
руме
нта
фор
ма с
мп
вид
фрез
еров
ания
лeгко
eср
едне
еТя
жeлo
e
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNE,
CNH
QCN
M, S
NHN
SNHQ
, XNH
QSN
HF
I80
16I
8016
I80
16
II-
II-
II-
III-
III-
III-
W45
SE12
3FW
45SE
15F
F60S
B22X
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
F60S
N17X
SEEN
, SEE
R SP
GN,
SPK
NSP
KR, S
PUN
SBM
R (S
BMX)
SNM
R
I80
16-E
I80
16-E
I80
16-E
IIH1
0-F
IIH1
0-F
IIH1
0-F
III-
III-
III-
SSE0
9SS
D09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45S
O05
DS4
5SO
06D
SSAP
SSAP
-A
APET
, APE
W, H
NGX
(XNG
X)SE
ET, S
EEW
, SDE
W,
SDEX
, SNM
T,SP
ET, S
PEW
, SEM
TSO
MT,
ODM
T, O
DMW
I80
16-E
I80
16-E
I80
16-E
II-
II-
II-
III-
III-
III-
SAD1
1ESA
D16E
SAP1
0(11
)DSA
P15(
16)D
SAD1
1ESA
D16E
SAP.
.DSS
O09
SSA
S90A
D11E
S90A
D16E
S90A
P10(
11)D
S90A
P15(
16)D
S90S
O09
S90S
D12
SAP1
1DSA
P15D
S90A
P15D
ADEX
, ADM
XAD
KT, A
PET
APKT
, APK
XSD
MT,
SO
MT
SPM
X
I80
16-E
I80
16-E
I80
16-E
II-
II-
II-
III-
III-
III-
S75A
P15D
APKX
I80
16-E
I80
16-E
I80
16-E
II-
II-
II-
III-
III-
III-
F90T
B27X
W90
TP22
D
TBM
RTP
CNTP
KNTP
KR
I80
16-E
I80
16-E
I80
16-E
IIH1
0-F
IIH1
0-F
IIH1
0-F
III-
III-
III-
B.-S
RD..
S(C)
RDSC
MO
RDSM
OZD
SZD
SZD
RDGT
, RD
HT,
RDHX
RDET
, RD
EX,
RDEW
RP
EW,
RPET
ZDCW
, ZDE
W
IHF
7-F
IHF
7-F
IHF
7-F
II80
16-F
II80
16-F
II80
16-F
III80
16-E
III80
16-E
III80
16-E
K2-S
RC..
SRC-
AK2
-SLC
..
RC RCA
LC
I72
15I
8016
I80
16
II80
16II
HF7
IIHF
7
IIIHF
7III
-III
-
таблицa № 9a выБОр сТАрТОвыХ УслОвИй резАнИЯ

275
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Nвы
бор
скор
ости
рез
ания
v c (м/м
ин) в
зав
исим
ости
от п
одач
и на
зуб
f z
Тип
инст
руме
нта
Фор
маСМ
Пk r
Фре
зеро
вани
еРе
к. д
иапа
зон
пода
ч, м
м/зу
бAl
-спл
авы
Cu-с
плав
ы80
16H1
0HF
770
1072
0572
1572
3082
3080
1680
26HF
770
1072
0572
1572
3082
30
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNHQ
SNHN
SNHQ
, XNH
QSN
HF
75°
(90°
)
Лeгк
оe-
--
--
--
--
--
--
--
--
Сред
нее
--
--
--
--
--
--
--
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
F60S
B22X
F60S
N17X
W45
SE12
3FW
45SE
15F
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
SBM
RSN
MR
SEEN
SEER
SPG
NSP
KNSP
KRSP
UN
45°
Лeгк
оe0,
10-0
,30
650
600
--
--
-75
033
0-
--
--
-45
0
Сред
нее
0,10
-0,3
555
050
0-
--
--
725
280
--
--
--
435
Тяжe
лoe
0,10
-0,4
050
045
0-
--
--
685
250
--
--
--
410
60°
Лeгк
оe0,
10-0
,30
650
600
--
--
-75
033
030
0-
--
--
450
Сред
нее
0,10
-0,3
555
050
0-
--
--
725
280
260
--
--
-43
5
Тяжe
лoe
0,10
-0,4
050
045
0-
--
--
685
250
240
--
--
-41
0
75°
Лeгк
оe0,
10-0
,25
650
600
--
--
-75
033
0-
--
--
-45
0
Сред
нее
0,10
-0,3
055
050
0-
--
--
725
280
--
--
--
435
Тяжe
лoe
0,10
-0,3
550
045
0-
--
--
685
250
--
--
--
410
90°
Лeгк
оe0,
10-0
,25
650
600
--
--
-71
033
030
0-
--
--
425
Сред
нее
0,10
-0,3
055
050
0-
--
--
685
280
260
--
--
-41
0
Тяжe
лoe
0,10
-0,3
550
045
0-
--
--
650
250
240
--
--
-39
0
SSE0
9, S
SD09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45O
D05D
, S45
OD0
6DSS
APSS
AP-A
APET
, APE
WHN
GX
(XNG
X)SE
ET, S
EEW
, SDE
WSD
EX, S
NMT
SPET
, SPE
W, S
EMT
SOM
T, O
DMT,
ODM
W
45°
Лeгк
оe0,
1-0,
3065
060
0-
--
--
750
330
300
--
--
-45
0
Сред
нее
0,10
-0,3
555
050
0-
--
--
725
280
260
--
--
-43
5
Тяжe
лoe
0,10
-0,4
050
045
0-
--
--
685
250
240
--
--
-41
0
90°
Лeгк
оe0,
10-0
,25
650
600
--
--
-71
033
030
0-
--
--
425
Сред
нее
0,10
-0,3
055
050
0-
--
--
685
280
260
--
--
-41
0
Тяжe
лoe
0,10
-0,3
550
045
0-
--
--
650
250
240
--
--
-39
0
SAP1
0D, S
AP11
DSA
P15D
, SAP
16D
SAP.
.D, S
SO09
, SSA
S90A
P10D
, S90
AP11
DS9
0AP1
5D, S
90AP
16D
S90S
O09
, S90
SD12
S90A
D11E
, SAD
11E
S75A
P15D
S90A
D16E
, SAD
16E
ADKT
ADM
XAP
ETAP
KTAP
KXSD
MT
SOM
TSP
MX
90°
Чист
оe0,
10-0
,25
650
600
--
--
-71
033
030
0-
--
--
425
Сред
нее
0,10
-0,3
055
050
0-
--
--
685
280
260
--
--
-41
0
Черн
овоe
0,10
-0,3
550
045
0-
--
--
650
250
240
--
--
-39
0
75°
Лeгк
оe0,
10-0
,25
650
600
--
--
-71
033
030
0-
--
--
425
Сред
нее
0,10
-0,3
055
050
0-
--
--
685
280
260
--
--
-41
0
Тяжe
лoe
0,10
-0,3
550
045
0-
--
--
650
250
240
--
--
-39
0
F90T
B27X
W90
TP22
TBM
RTP
KNTP
KR90
°
Лeгк
оe0,
10-0
,25
500
450
--
--
-61
028
026
0-
--
--
365
Сред
нее
0,10
-0,3
045
040
0-
--
--
585
250
230
--
--
-35
0
Тяжe
лoe
0,10
-0,3
540
035
0-
--
--
550
230
210
--
--
-33
0
B.-S
RD..,
S(C
)RD
SCM
ORD
, SM
OZD
SZD
K2-S
RC..,
SRC
-A, 2
-SLC
..SM
OZD0
9(12
)
RDGT
, RDH
T, R
DHX
RDET
, RDE
X, R
DEW
RP
EW, R
PET,
ZDC
W
ZDEW
, RC,
RCA
, LC
ZDEW
, ZDC
W
-
Лeгк
оe-
650
600
650
600
985
775
660
860
330
300
330
300
590
465
395
515
Сред
нее
-55
050
055
050
095
073
562
582
528
026
028
026
057
044
037
549
5
Тяжe
лoe
-50
045
050
045
087
570
058
577
525
024
025
024
052
542
035
046
5
КОрр
еКцИ
Я v
c
КОрр
еКцИ
Я kv
x
Корк
а по
ковк
и ил
и от
ливк
и0,
70 ÷
0,9
0
Удов
летв
орит
ельн
ое
сост
ояни
е ст
анка
1,05
÷ 1
,20
Плох
ое с
осто
яние
стан
ка0,
80 ÷
0,9
5
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОвр
емен
И сТ
ОйКО
сТИ
Tmin
kvT
151,
23
201,
13
301,
00
450,
89
600,
81
900,
72
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОм
АТер
ИАлA
мат
ериа
лkv
M
Al-с
плав
ыде
форм
ируе
мые
неот
ожже
нные
HB6
02,
60
Al-с
плав
ыде
форм
ируе
мые
отож
женн
ые H
B100
1,00
Al-с
плав
ыне
отож
женн
ые H
B75
0,90
Al-с
плав
ы ли
тые
отто
женн
ые H
B90
0,60
Al-с
плав
ыне
отто
женн
ые(>
12%
Si)
HB13
0PK
D
Авто
матн
ая л
атун
ь (>
1% P
b) H
B100
1,80
Лату
нь H
B90
1,00
Брон
за
элек
трол
итич
еска
я Cu
0,70
таблицa № 9b выБОр сТАрТОвыХ УслОвИй резАнИЯ

276
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
S
Тип
инст
руме
нта
фор
ма с
мп
вид
фрез
еров
ания
лeгко
eср
едне
еТя
жeлo
e
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNE,
CNH
QCN
M, S
NHN
SNHQ
, XNH
QSN
HF
I82
30I
8240
I-
II82
40II
8230
II-
III-
III-
III-
W45
SE12
3FW
45SE
15F
F60S
B22X
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
F60S
N17X
SEEN
, SEE
R SP
GN,
SPK
NSP
KR, S
PUN
SBM
R (S
BMX)
SNM
R
I82
30-S
I82
40-S
I-
II82
40-S
II82
30-S
II-
III80
16-S
IIIIII
-
SSE0
9SS
D09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45S
O05
DS4
5SO
06D
SSAP
SSAP
-A
APET
, APE
W, H
NGX
(XNG
X)SE
ET, S
EEW
, SDE
W,
SDEX
, SNM
T,SP
ET, S
PEW
, SEM
TSO
MT,
ODM
T, O
DMW
I82
30-S
I82
40-S
I-
II82
40-S
II82
30-S
II-
III80
16-S
III80
26-S
III-
SAD1
1ESA
D16E
SAP1
0(11
)DSA
P15(
16)D
SAD1
1ESA
D16E
SAP.
.DSS
O09
SSA
S90A
D11E
S90A
D16E
S90A
P10(
11)D
S90A
P15(
16)D
S90S
O09
S90S
D12
SAP1
1DSA
P15D
S90A
P15D
ADM
XAD
KT, A
PET
APKT
, APK
XSD
MT,
SO
MT
SPM
X
I82
30-E
,SI
8240
-E,S
I-
II82
40-E
,SII
8230
-E,S
II-
III80
26-E
,SIII
8026
-E,S
III-
S75A
P15D
APKX
I82
30-E
,SI
8240
-E,S
I-
II82
40-E
,SII
8230
-E,S
II-
III80
26-E
,SIII
8026
-E,S
III-
F90T
B27X
W90
TP22
D
TBM
RTP
CNTP
KNTP
KR
I82
30-S
I82
40-S
I-
II82
40-S
II82
30-S
II-
III-
III-
III-
B.-S
RD..
S(C)
RDSC
MO
RDSM
OZD
SZD
SZD
RDGT
, RD
HT,
RDHX
RDET
, RD
EX,
RDEW
RP
EW,
RPET
ZDCW
, ZDE
W
I70
40-S
I70
40-S
I-
II80
26-S
II82
40-S
II-
III82
40-E
III80
26-S
III-
K2-S
RC..
SRC-
AK2
-SLC
..
RC RCA
LC
I72
30I
7230
I-
II80
16II
HF7
II-
III72
15III
-III
-
таблицa № 10a выБОр сТАрТОвыХ УслОвИй резАнИЯ

277
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Sвы
бор
скор
ости
рез
ания
v c (м/м
ин) в
зав
исим
ости
от п
одач
и на
зуб
f z
Тип
инст
руме
нта
Фор
маСМ
Пk r
Фре
зеро
вани
еРе
к. д
иапа
зон
пода
ч, м
м/зу
бСк
орос
ть р
езан
ия v
30 [м
/мин
]50
2650
4022
1522
3072
0572
1572
3070
1070
2570
4080
1680
2682
3082
40S2
6H1
0
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNHQ
SNHN
SNHQ
, XNH
QSN
HF
75°
(90°
)
Лeгк
оe0,
10-0
,20
--
--
--
--
--
--
9080
--
Сред
нее
0,10
-0,2
5-
--
--
--
--
--
-90
80-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
F60S
B22X
F60S
N17X
W45
SE12
3FW
45SE
15F
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
SBM
RSN
MR
SEEN
SEER
SPG
NSP
KNSP
KRSP
UN
45°
Лeгк
оe0,
10-0
,20
--
--
--
--
--
50-
9080
--
Сред
нее
0,10
-0,2
5-
--
--
--
--
--
-85
75-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
60°
Лeгк
оe0,
10-0
,15
--
--
--
--
--
5045
9080
--
Сред
нее
0,10
-0,2
0-
--
--
--
--
--
4085
75-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
75°
Лeгк
оe0,
10-0
,15
--
--
--
--
--
50-
9080
--
Сред
нее
0,10
-0,2
0-
--
--
--
--
--
-85
75-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
90°
Лeгк
оe0,
10-0
,15
--
--
--
--
--
5045
8575
--
Сред
нее
0,10
-0,2
0-
--
--
--
--
--
4080
70-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
SSE0
9, S
SD09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45O
D05D
, S45
OD0
6DSS
APSS
AP-A
APET
, APE
WHN
GX
(XNG
X)SE
ET, S
EEW
, SDE
WSD
EX, S
NMT
SPET
, SPE
W, S
EMT
SOM
T, O
DMT,
ODM
W
45°
Лeгк
оe0,
10-0
,20
--
--
--
--
--
5045
9080
--
Сред
нее
0,10
-0,2
5-
--
--
--
--
--
4085
75-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
90°
Лeгк
оe0,
10-0
,15
--
--
--
--
--
5045
8575
--
Сред
нее
0,10
-0,2
0-
--
--
--
--
--
4080
70-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
SAP1
0D, S
AP11
DSA
P15D
, SAP
16D
SAP.
.D, S
SO09
, SSA
S90A
P10D
, S90
AP11
DS9
0AP1
5D, S
90AP
16D
S90S
O09
, S90
SD12
S90A
D11E
, SAD
11E
S75A
P15D
S90A
D16E
, SAD
16E
ADKT
ADM
XAP
ETAP
KTAP
KXSD
MT
SOM
TSP
MX
90°
Чист
оe0,
10-0
,15
--
--
--
--
--
5045
8575
--
Сред
нее
0,10
-0,2
0-
--
--
--
--
--
4080
70-
-
Черн
овоe
--
--
--
--
--
--
--
--
-
75°
Лeгк
оe0,
10-0
,15
--
--
--
--
--
5045
8575
--
Сред
нее
0,10
-0,2
0-
--
--
--
--
--
4080
70-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
F90T
B27X
W90
TP22
TBM
RTP
KNTP
KR90
°
Лeгк
оe0,
08-0
,15
--
--
--
--
--
4040
7065
--
Сред
нее
0,10
-0,2
0-
--
--
--
--
--
3570
60-
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
B.-S
RD..,
S(C
)RD
SCM
ORD
, SM
OZD
SZD
K2-S
RC..,
SRC
-A, 2
-SLC
..SM
OZD0
9(12
)
RDGT
, RDH
T, R
DHX
RDET
, RDE
X, R
DEW
RP
EW, R
PET,
ZDC
W
ZDEW
, RC,
RCA
, LC
ZDEW
, ZDC
W
-
Лeгк
оe-
-11
590
7555
5045
5045
100
--
-
Сред
нее
--
--
-11
085
75-
-40
-40
95-
--
Тяжe
лoe
--
--
--
--
--
--
--
--
-
таблицa № 10bКО
рреК
цИЯ
vc
КОрр
еКцИ
Я kv
x
Корк
а по
ковк
и ил
и от
ливк
и0,
70 ÷
0,9
0
Удов
летв
орит
ельн
ое со
ст. с
танк
а1,
05 ÷
1,2
0
Плох
ое с
осто
яние
˝ста
нка
0,80
÷ 0
,95
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОвр
емен
И сТ
ОйКО
сТИ
Tmin
kvT
151,
23
201,
13
301,
00
450,
89
600,
81
900,
72
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нО Т
ИпА
сплА
вАТи
п сп
лава
kvN
спла
в Ti
2,30
спла
в Fe
1,25
спла
в Ni
1,00
спла
в Co
0,70
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нО
Твер
дОсТ
ИТв
ердо
сти H
Bkv
HBТи
п чу
гуна
230
1,05
спла
в Ni
250
1,00
280
0,92
320
0,84
350
0,79
200
1,30
спла
в Ti
250
1,14
300
1,00
320
0,95
180
1,05
спла
в Fe
200
1,00
240
0,90
280
0,83
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нО
прОЧ
нОсТ
ИПр
очно
сть R
mkR
m45
02,
50сп
лав
Ti90
01,
0011
000,
90
выБОр сТАрТОвыХ УслОвИй резАнИЯ

278
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
H
Тип
инст
руме
нта
фор
ма с
мп
вид
фрез
еров
ания
лeгко
eср
едне
еТя
жeлo
e
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNE,
CNH
QCN
M, S
NHN
SNHQ
, XNH
QSN
HF
I80
16I
8230
I-
II82
30II
8016
II-
III22
15III
2230
III-
W45
SE12
3FW
45SE
15F
F60S
B22X
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
F60S
N17X
SEEN
, SEE
R SP
GN,
SPK
NSP
KR, S
PUN
SBM
R (S
BMX)
SNM
R
I80
16-S
I82
30-S
I-
II82
30-S
II80
16-S
II-
III22
15-S
IIIIII
-
SSE0
9SS
D09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45S
O05
DS4
5SO
06D
SSAP
SSAP
-A
APET
, APE
W, H
NGX
(XNG
X)SE
ET, S
EEW
, SDE
W,
SDEX
, SNM
T,SP
ET, S
PEW
, SEM
TSO
MT,
ODM
T, O
DMW
I80
16-S
I82
30-S
I-
II82
30-S
II80
16-S
II-
III80
26-S
III80
26-S
III-
SAD1
1ESA
D16E
SAP1
0(11
)DSA
P15(
16)D
SAD1
1ESA
D16E
SAP.
.DSS
O09
SSA
S90A
D11E
S90A
D16E
S90A
P10(
11)D
S90A
P15(
16)D
S90S
O09
S90S
D12
SAP1
1DSA
P15D
S90A
P15D
ADM
XAD
KT, A
PET
APKT
, APK
XSD
MT,
SO
MT
SPM
X
I80
16-E
,S 7
010
I82
30-S
,EI
-
II82
30-E
,SII
8016
-S,E
II-
III80
26-E
,SIII
8026
-S,E
III-
S75A
P15D
APKX
I80
16-E
,SI
8230
-S,E
I-
II82
30-E
,SII
8016
-S,E
II-
III22
15-S
III80
26-S
,EIII
-
F90T
B27X
W90
TP22
D
TBM
RTP
CNTP
KNTP
KR
I80
16-S
I82
30-S
I-
II82
30-S
II80
16-S
II-
IIIIII
III-
B.-S
RD..
S(C)
RDSC
MO
RDSM
OZD
SZD
SZD
RDGT
, RD
HT,
RDHX
RDET
, RD
EX,
RDEW
RP
EW,
RPET
ZDCW
, ZDE
W
I72
05-S
I70
10-S
I-
II70
10-S
II70
40-S
II-
III80
16-S
III80
16-S
III-
K2-S
RC..
SRC-
AK2
-SLC
..
RC RCA
LC
I72
15I
7230
I-
II80
16II
7040
II-
III70
10III
-III
-
таблицa № 11a выБОр сТАрТОвыХ УслОвИй резАнИЯ

279
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Hвы
бор
скор
ости
рез
ания
v c (м/м
ин) в
зав
исим
ости
от п
одач
и на
зуб
f z
Тип
инст
руме
нта
Фор
маСМ
Пk r
Фре
зеро
вани
еРе
к. д
иапа
зон
пода
ч, м
м/зу
бСк
орос
ть р
езан
ия v
30 [м
/мин
]50
2650
4022
1522
3072
0572
1572
3070
1070
2570
4080
1680
2682
3082
40S2
6H1
0
W75
SN12
NS9
0SN.
.S9
0CN(
XN)
CNHQ
SNHN
SNHQ
, XNH
QSN
HF
75°
(90°
)
Лeгк
оe0,
08-0
,15
55-
8065
--
--
--
4535
60-
-25
Сред
нее
0,08
-0,2
050
-75
60-
--
--
-35
3060
--
20
Тяжe
лoe
--
--
--
--
--
--
--
--
-
F60S
B22X
F60S
N17X
W45
SE12
3FW
45SE
15F
W60
SP25
PW
75SP
12D
W75
SP15
DW
90SP
25P
SBM
RSN
MR
SEEN
SEER
SPG
NSP
KNSP
KRSP
UN
45°
Лeгк
оe0,
10-0
,20
55-
7560
--
--
--
45-
60-
--
Сред
нее
0,10
-0,2
550
-70
55-
--
--
-35
-55
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
60°
Лeгк
оe0,
08-0
,15
--
7560
--
--
--
4535
60-
--
Сред
нее
0,10
-0,2
0-
-70
55-
--
--
-35
3055
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
75°
Лeгк
оe0,
08-0
,15
55-
7560
--
--
--
45-
60-
--
Сред
нее
0,10
-0,2
050
-70
55-
--
--
-35
-55
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
90°
Лeгк
оe0,
08-0
,15
--
7055
--
--
--
4535
55-
--
Сред
нее
0,10
-0,2
0-
-70
55-
--
--
-35
3055
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
SSE0
9, S
SD09
N-SS
O09
S45S
E09F
S45S
E12F
S45S
N12Z
S45H
N09C
S45O
D05D
, S45
OD0
6DSS
APSS
AP-A
APET
, APE
WHN
GX
(XNG
X)SE
ET, S
EEW
, SDE
WSD
EX, S
NMT
SPET
, SPE
W, S
EMT
SOM
T, O
DMT,
ODM
W
45°
Лeгк
оe0,
10-0
,20
55-
7560
--
--
--
4535
60-
--
Сред
нее
0,10
-0,2
550
-70
55-
--
--
-35
3055
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
90°
Лeгк
оe0,
08-0
,15
--
7055
--
--
--
4535
55-
--
Сред
нее
0,10
-0,2
0-
-70
55-
--
--
-35
3055
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
SAP1
0D, S
AP11
DSA
P15D
, SAP
16D
SAP.
.D, S
SO09
, SSA
S90A
P10D
, S90
AP11
DS9
0AP1
5D, S
90AP
16D
S90S
O09
, S90
SD12
S90A
D11E
, SAD
11E
S75A
P15D
S90A
D16E
, SAD
16E
ADKT
ADM
XAP
ETAP
KTAP
KXSD
MT
SOM
TSP
MX
90°
Чист
оe0,
08-0
,15
--
7055
--
--
--
4535
55-
--
Сред
нее
0,10
-0,2
0-
-70
55-
--
--
-35
3055
--
-
Черн
овоe
--
--
--
--
--
--
--
--
-
75°
Лeгк
оe0,
08-0
,15
--
7055
--
--
--
4535
55-
--
Сред
нее
0,10
-0,2
0-
-70
55-
--
--
-35
3055
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
F90T
B27X
W90
TP22
TBM
RTP
KNTP
KR90
°
Лeгк
оe0,
08-0
,12
--
6050
--
--
--
4030
45-
--
Сред
нее
0,10
-0,1
5-
-60
45-
--
--
-30
2545
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
B.-S
RD..,
S(C
)RD
SCM
ORD
, SM
OZD
SZD
K2-S
RC..,
SRC
-A, 2
-SLC
..SM
OZD0
9(12
)
RDGT
, RDH
T, R
DHX
RDET
, RDE
X, R
DEW
RP
EW, R
PET,
ZDC
W
ZDEW
, RC,
RCA
, LC
ZDEW
, ZDC
W
-
Лeгк
оe-
6050
--
7560
5055
-45
5045
65-
--
Сред
нее
-55
45-
-75
5550
50-
4045
4065
--
-
Тяжe
лoe
--
--
--
--
--
--
--
--
-
таблицa № 11bКО
рреК
цИЯ
vc
КОрр
еКцИ
Я kv
x
Корк
а по
ковк
и ил
и от
ливк
и0,
70 ÷
0,9
0
Удов
летв
орит
ельн
ое
сост
ояни
е ст
анка
1,05
÷ 1
,20
Плох
ое с
осто
яние
ста
нка
0,80
÷ 0
,95
КОрр
еКцИ
Я ОТ
нОсИ
Тель
нОвр
емен
И сТ
ОйКО
сТИ
Tmin
kvT
151,
23
201,
13
301,
00
450,
89
600,
81
900,
72
выБОр сТАрТОвыХ УслОвИй резАнИЯ
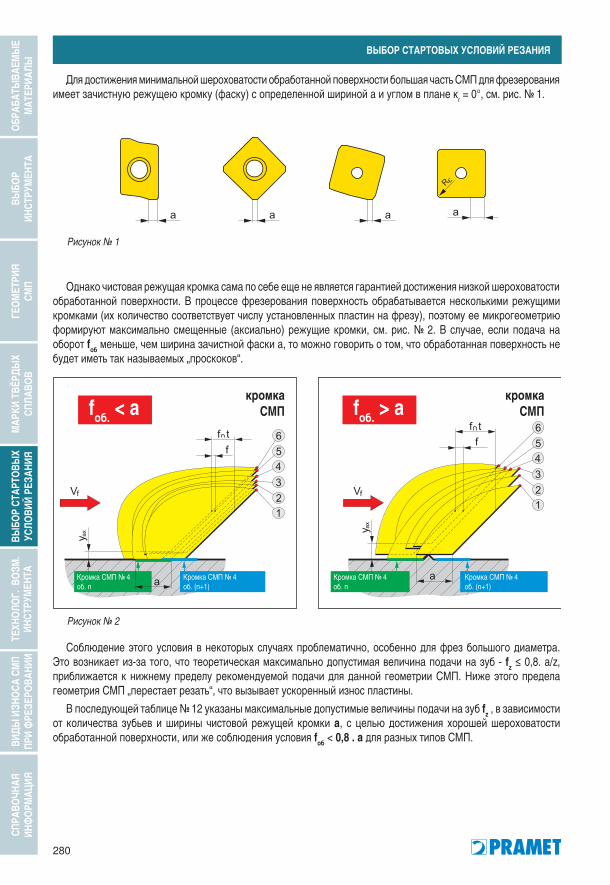
280
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
Для достижения минимальной шероховатости обработанной поверхности большая часть СМП для фрезерования имеет зачистную режущею кромку (фаску) с определенной шириной a и углом в плане κr = 0°, см. рис. № 1.
Рисунок № 1
Однако чистовая режущая кромка сама по себе еще не является гарантией достижения низкой шероховатости обработанной поверхности. В процессе фрезерования поверхность обрабатывается несколькими режущими кромками (их количество соответствует числу установленных пластин на фрезу), поэтому ее микрогеометрию формируют максимально смещенные (аксиально) режущие кромки, см. рис. № 2. В случае, если подача на оборот fоб меньше, чем ширина зачистной фаски a, то можно говорить о том, что обработанная поверхность не будет иметь так называемых „проскоков“.
Рисунок № 2
Соблюдение этого условия в некоторых случаях проблематично, особенно для фрез большого диаметра. Это возникает из-за того, что теоретическая максимально допустимая величина подачи на зуб - fz ≤ 0,8. a/z, приближается к нижнему пределу рекомендуемой подачи для данной геометрии СМП. Ниже этого предела геометрия СМП „перестает резать“, что вызывает ускоренный износ пластины.
В последующей таблице № 12 указаны максимальные допустимые величины подачи на зуб fz , в зависимости от количества зубьев и ширины чистовой режущей кромки a, с целью достижения хорошей шероховатости обработанной поверхности, или же соблюдения условия fоб < 0,8 . a для разных типов СМП.
Кромка СМП № 4об. n
Кромка СМП № 4об. (n+1)
Кромка СМП № 4об. n
Кромка СМП № 4об. (n+1)
кромкасмп
кромкасмпfоб. < a fоб. > a
выБОр сТАрТОвыХ УслОвИй резАнИЯ

281
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
срп TBMR 27ADMX 16
SEEN 15SEER 15SPGN 25SBMR 22
APKT 16SDMT 12
APKX 15SEET 12SEEW 12SEEN 12SEER 12SNMR 17SNMT 12ODMT 06ODMW 06
APKX 11ODMT 05SPKN 12SPKR 12SPKN 15SPKR 15
SOMT09-MISOMT09-PSOMT09-M
ADMX 11HNGX 09SEMT 09SNHF 12SNHN 12TPKN 16TPKR 16TPKN 22TPKR 22
Величина зачистной фаски (грани) пластины, а [мм] 3,2 2,5 2,2 2,0 1,6 1,4
Количествo зyбьeв фрезы max fz
1 2,56 2,00 1,76 1,60 1,28 1,12
2 1,28 1,00 0,88 0,80 0,64 0,56
3 0,85 0,67 0,59 0,53 0,43 0,37
4 0,64 0,50 0,44 0,40 0,32 0,28
5 0,51 0,40 0,35 0,32 0,26 0,22
6 0,43 0,33 0,29 0,27 0,21 0,19
7 0,37 0,29 0,25 0,23 0,18 0,16
8 0,32 0,25 0,22 0,20 0,16 0,14
9 0,28 0,22 0,20 0,18 0,14 0,12
10 0,26 0,20 0,18 0,16 0,13 0,11
11 0,23 0,18 0,16 0,15 0,12 0,10
12 0,21 0,17 0,15 0,13 0,11 0,09
13 0,20 0,15 0,14 0,12 0,10 0,09
14 0,18 0,14 0,13 0,11 0,09 0,08
15 0,17 0,13 0,12 0,11 0,09 0,07
16 0,16 0,13 0,11 0,10 0,08 0,07
17 0,15 0,12 0,10 0,09 0,08 0,07
18 0,14 0,11 0,10 0,09 0,07 0,06
Таблицa № 12
Рисунок № 3
Очень эффективным средством для повышения качества обработанной поверхности является использование, так называемых зачистных пластин с широкой зачистной режущей кромкой. Принцип действия такой пластины представлен на следующем рисунке.
зачистная (выглаживающая) пластина
выБОр сТАрТОвыХ УслОвИй резАнИЯ
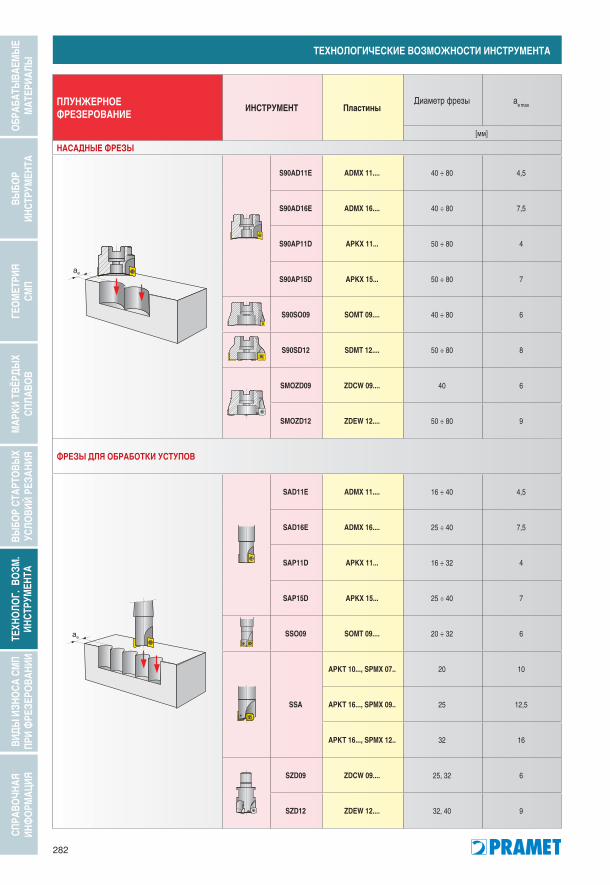
282
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
плУнжернОефрезерОвАнИе ИнсТрУменТ пластины
Диаметр фрезы ae max
[мм]
нАсАдные фрезы
S90AD11E ADMX 11.... 40 ÷ 80 4,5
S90AD16E ADMX 16.... 40 ÷ 80 7,5
S90AP11D APKX 11... 50 ÷ 80 4
S90AP15D APKX 15... 50 ÷ 80 7
S90SO09 SOMT 09.... 40 ÷ 80 6
S90SD12 SDMT 12.... 50 ÷ 80 8
SMOZD09 ZDCW 09.... 40 6
SMOZD12 ZDEW 12.... 50 ÷ 80 9
фрезы длЯ ОБрАБОТКИ УсТУпОв
SAD11E ADMX 11.... 16 ÷ 40 4,5
SAD16E ADMX 16.... 25 ÷ 40 7,5
SAP11D APKX 11... 16 ÷ 32 4
SAP15D APKX 15... 25 ÷ 40 7
SSO09 SOMT 09.... 20 ÷ 32 6
SSA
APKT 10..., SPMX 07.. 20 10
APKT 16..., SPMX 09.. 25 12,5
APKT 16..., SPMX 12.. 32 16
SZD09 ZDCW 09.... 25, 32 6
SZD12 ZDEW 12.... 32, 40 9

283
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
пОсТепеннОезАсверлИвАнИе ИнсТрУменТ пластины
Диаметр фрезы ap max
[мм]
нАсАдные фрезы
S90AD11E ADMX 16.... 40 ÷ 80 1,7
S90AD16E ADMX 16.... 40 ÷ 80 2,5
S90AP11D APKX 11... 50 ÷ 80 0,5
S90AP15D APKX 15... 50 ÷ 80 0,5
SCMORD
RD.. 12.... 52 ÷ 80 2,8
RD.. 16.... 52 ÷ 100 4,2
S45HN09C HNGX 09.... 50 ÷ 100 1,9
фрезы длЯ ОБрАБОТКИ УсТУпОв
SAD11E ADMX 11.... 16 ÷ 40 1,7
SAD16E ADMX 16.... 25 ÷ 40 2,5
SAP 11D APKX 11... 16 ÷ 32 0,5
SAP15D APKX 15... 25 ÷ 40 0,5
SSA
APKT 10..., SPMX 07.. 20 12
APKT 16..., SPMX 09.. 25 16
APKT 16..., SPMX 12.. 32 16
S(C)RD
RDHX 05.. 10 ÷ 15 1,0
RD.. 07.... 15 ÷ 25 1,2
RD.. 10.... 20 ÷ 35 2,5
RD.. 12.... 24 ÷ 42 3,0
RD.. 16.... 32, 35 4,0

284
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
Значение применимо для фрезерования с обычными значениями подач на зуб (не HFC).
врезАнИепОд УГлОм ИнсТрУменТ пластины
Диаметр фрезы a max
[мм] [°]
нАсАдные фрезы
S90AD11E ADMX 11....
40 3,8
50 2,8
63 1,8
80 1,6
100 1,2
S90AD16E ADMX 16....
40 5,0
50 3,5
63 2,5
80 2,0
S90AP11D APKX 11...
50 1,5
63 1,0
80 0,8
S90AP15D APKX 15...
50 1,0
63 0,6
80 0,3
SMOZD09 ZDCW 09.... 40 0,35 (2,7)*
SMOZD 12 ZDEW 12....
50 0,50 (2,6)*
63 0,35 (1,8)*
80 0,29 (1,3)*
SCMORD
RD.. 12....
52 4,0
66 3,0
80 2,2
RD.. 16....
52 8,0
66 6,0
80 4,0
100 3,0
S45HN09C HNGX 09....
50 2,1
63 1,5
80 1,1
100 0,9
125 0,7
160 0,5
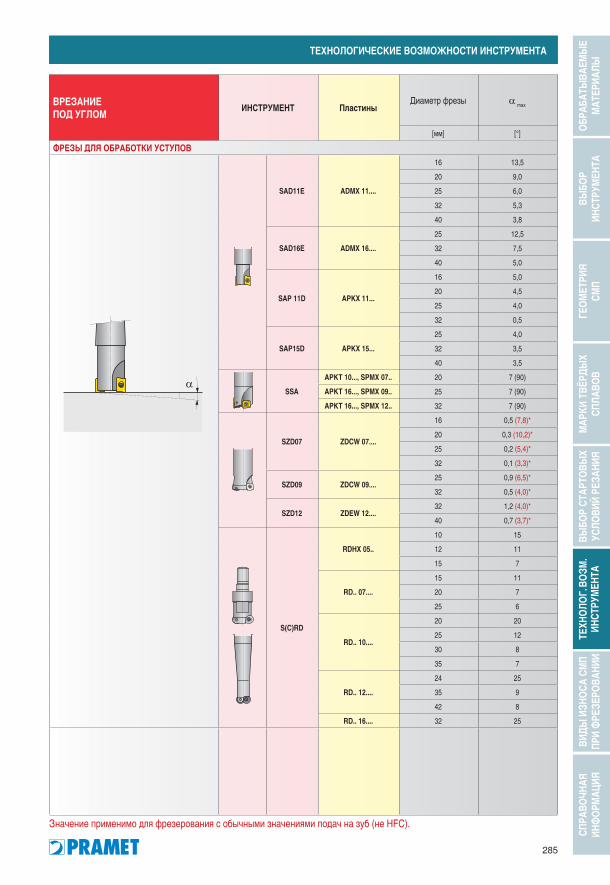
285
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Значение применимо для фрезерования с обычными значениями подач на зуб (не HFC).
врезАнИепОд УГлОм ИнсТрУменТ пластины
Диаметр фрезы a max
[мм] [°]
фрезы длЯ ОБрАБОТКИ УсТУпОв
SAD11E ADMX 11....
16 13,5
20 9,0
25 6,0
32 5,3
40 3,8
SAD16E ADMX 16....
25 12,5
32 7,5
40 5,0
SAP 11D APKX 11...
16 5,0
20 4,5
25 4,0
32 0,5
SAP15D APKX 15...
25 4,0
32 3,5
40 3,5
SSA
APKT 10..., SPMX 07.. 20 7 (90)
APKT 16..., SPMX 09.. 25 7 (90)
APKT 16..., SPMX 12.. 32 7 (90)
SZD07 ZDCW 07....
16 0,5 (7,8)*
20 0,3 (10,2)*
25 0,2 (5,4)*
32 0,1 (3,3)*
SZD09 ZDCW 09....25 0,9 (6,5)*
32 0,5 (4,0)*
SZD12 ZDEW 12....32 1,2 (4,0)*
40 0,7 (3,7)*
S(C)RD
RDHX 05..
10 15
12 11
15 7
RD.. 07....
15 11
20 7
25 6
RD.. 10....
20 20
25 12
30 8
35 7
RD.. 12....
24 25
35 9
42 8
RD.. 16.... 32 25

286
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
вИнТОвАЯИнТерпОлЯцИЯ ИнсТрУменТ пластины
Диаметр фрезы dmin dmax smax
[мм]
нАсАдные фрезы
S90AD11E ADMX 11.... 4075 - 1,5
- 78 2,0
S90AD16E ADMX 16....
4072 - 5,0
- 78 8,0
5092 - 4,5
- 98 6,0
63118 - 4,0
- 124 5,0
80136 - 1,5
- 158 2,0
S90AP11D APKX 11...
50 84 98 0,5
63 105 124 0,5
80 136 158 0,5
S90AP15D APKX 15...
50 84 98 0,5
63 105 124 0,5
80 136 158 0,5
SMOZD09 ZDCW 09.... 40 64 76 0,4
SMOZD 12 ZDEW 12....
50 79 96 0,7
63 105 122 0,75
80 139 156 0,8
SCMORD
RD.. 12....
52 82 102 2,8
66 110 132 2,8
80 136 160 2,8
RD.. 16....
52 74 104 4,0
66 102 132 4,0
80 130 160 4,0
100 170 200 4,0

287
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
вИнТОвАЯИнТерпОлЯцИЯ ИнсТрУменТ пластины
Диаметр фрезы dmin dmax smax
[мм]
фрезы длЯ ОБрАБОТКИ УсТУпОв
SAD11E ADMX 11....
1627 - 8,3
- 30 9,0
2035 - 7,5
- 38 9,0
2545 - 6,5
- 48 7,5
3259 - 4,0
- 62 4,5
4075 - 1,5
- 78 2,0
SAD16E ADMX 16....
2542 - 10,0
- 48 12,5
3255 - 6,5
- 62 9,0
4072 - 5,0
- 78 8,0
SAP 11D APKX 11...
16 24 30 1,5
20 32 38 1,6
25 42 48 1,8
32 54 62 2,0
SAP15D APKX 15...
25 42 48 3,2
32 55 62 2,7
40 72 78 1,4
SSA
APKT 10..., SPMX 07.. 20 20 - 27
APKT 16..., SPMX 09.. 25 25 - 32
APKT 16..., SPMX 12.. 32 32 - 33
SZD07 ZDCW 07....
16 20,5 30 0,4
20 28,5 38 0,4
25 38,5 48 0,4
32 52,5 62 0,4
SZD09 ZDCW 09....25 34 48 0,4
32 48 60 0,4
SZD12 ZDEW 12....32 43 62 0,65
40 59 78 0,65
S(C)RD
RDHX 05..
10 12 20 1,0
12 16 24 1,0
15 22 30 1,0
RD.. 07....
15 17 30 1,4
20 28 40 1,4
25 38 50 1,5
RD.. 10....
20 22 40 2,5
25 32 50 2,5
30 42 60 2,3
35 52 70 2,5
RD.. 12....
24 26 48 3,0
35 46 70 3,0
42 62 82 3,5
RD.. 16.... 32 34 64 4,0

288
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
Диаметр режущей пластины
„d“
Толщина режущей пластины
„s“
ap max
Рекомендуемая толщина снимаемой стружки зависит от группы обрабатываемого материала
[мм] P M K N S H05 01 1,50 0,03 ÷ 0,08 0,05 ÷ 0,07 0,03 ÷ 0,08 0,05 ÷ 0,10 0,05 ÷ 0,07 0,02 ÷ 0,07
07 T1 2,00 0,03 ÷ 0,09 0,05 ÷ 0,07 0,03 ÷ 0,09 0,05 ÷ 0,11 0,05 ÷ 0,07 0,02 ÷ 0,07
07 02 2,00 0,03 ÷ 0,11 0,05 ÷ 0,08 0,03 ÷ 0,11 0,05 ÷ 0,13 0,05 ÷ 0,08 0,02 ÷ 0,08
08 03 2,00 0,03 ÷ 0,15 0,05 ÷ 0,10 0,03 ÷ 0,15 0,05 ÷ 0,18 0,05 ÷ 0,10 0,03 ÷ 0,10
10 03 2,50 0,03 ÷ 0,15 0,05 ÷ 0,10 0,03 ÷ 0,15 0,05 ÷ 0,18 0,05 ÷ 0,10 0,03 ÷ 0,10
12 T3 3,00 0,04 ÷ 0,18 0,07 ÷ 0,13 0,04 ÷ 0,18 0,07 ÷ 0,20 0,07 ÷ 0,13 0,03 ÷ 0,13
12 04 3,00 0,04 ÷ 0,20 0,07 ÷ 0,15 0,04 ÷ 0,20 0,07 ÷ 0,25 0,07 ÷ 0,15 0,03 ÷ 0,15
16 04 4,00 0,05 ÷ 0,20 0,10 ÷ 0,15 0,05 ÷ 0,20 0,10 ÷ 0,25 0,10 ÷ 0,15 0,04 ÷ 0,15
20 06 5,00 0,05 ÷ 0,30 0,10 ÷ 0,20 0,05 ÷ 0,30 0,10 ÷ 0,40 0,10 ÷ 0,20 0,04 ÷ 0,20
ОПТИМАЛьНАя ПОДАЧА ЗАВИСИТ ОТ РЕКОМЕНДУЕМОЙ ТОЛщИНы СНИМАЕМОЙ СТРУЖКИ И ГЛУБИНы РЕЗАНИя*.*) Рекомендуемую глубину резания можно посмотреть в основной части каталога.
ТОрОИдАльнАЯ фрезА
ОПТИМАЛьНАя ПОДАЧА ЗАВИСИТ ОТ РЕКОМЕНДУЕМОЙ ТОЛщИНы СНИМАЕМОЙ СТРУЖКИ И ГЛУБИНы РЕЗАНИя*.*) Рекомендуемую глубину резания можно посмотреть в основной части каталога.
p . Def . n1000vc =
Def. = D1 + l [мм]
d[мм]
ap [мм]
0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5 5,0
5 3,0 4,0 4,6 - - - - - - -
7 3,6 4,9 5,7 6,3 - - - - - -
8 3,9 5,3 6,2 6,9 - - - - - -
10 4,4 6,0 7,1 8,0 8,7 - - - - -
12 4,8 6,6 7,9 8,9 9,7 10,4 - - - -
16 5,6 7,7 9,3 10,6 11,6 12,5 13,2 13,9 - -
20 6,2 8,7 10,5 12,0 13,2 14,3 15,2 16,0 16,7 17,3
Величина значения „I“ [мм] в зависимости от величины значения ap [мм].
hm ap
dfz = [мм/зуб]
[м/мин]

289
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
HFC фрезы - фрезы длЯ рАБОТы нА высОКИХ пОдАЧАХ
p . Def . n1000vc =
ФОРМУЛА ДЛя РАСЧЕТА СКОРОСТИ РЕЗАНИя:
Эффективный диаметр инструмента при обработке плоскости
[м/мин]
Диаметр фреза[мм] Пластинa
Эффективный диаметр Def в зависимости от глубины резания ap [мм]
ap = 0 ap = 0,5 ap = 1,0
16
ZDCW 070304
6,0 12,2 15,3
20 10,0 16,2 19,3
25 15,0 21,2 24,3
32 22,0 28,2 31,3
25
ZDCW 09T304
11,6 21,0 23,7
32 18,7 27,9 30,7
40 27,7 35,9 38,7
Диаметр фреза[мм] Пластинa
Эффективный диаметр Def в зависимости от глубины резания ap [мм]
ap = 0 ap = 0,5 ap = 1,0 ap = 1,5
32 ZDEW 120408 14,5 24,7 28,0 30,1
40 ZDEW 120408 22,5 32,8 36,1 38,2
50 ZDEW 120408 32,5 42,9 46,1 48,3
63 ZDEW 120408 45,5 56,0 59,2 61,3
80 ZDEW 120408 62,5 73,0 76,2 78,3

290
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
ВРЕЗАНИЕ ПОД УГЛОМ:Работа на высоких подачах возможна только при угле врезания ≤ a !
ОПТИМАЛьНАя ПОДАЧА ЗАВИСИТ ОТ РЕКОМЕНДУЕМОЙ ТОЛщИНы СНИМАЕМОЙ СТРУЖКИ И ГЛУБИНы РЕЗАНИя*.*) Рекомендуемую глубину резания можно посмотреть в основной части каталога.
HFC фрезы - фрезы длЯ рАБОТы нА высОКИХ пОдАЧАХ
[мм/зуб]hm ap max
2Rekv.fz =
Информация для программирования ЧПУ-станков
Rekv. Пластинa apmax
Рекомендуемая толщина снимаемой стружки зависит от группы обрабатываемого материала
[мм] [мм] P K H18 ZDCW 07.... 1,0 0,02 ÷ 0,145 0,02 ÷ 0,145 0,02 ÷ 0,10
30 ZDCW 09.... 1,0 0,05 ÷ 0,37 0,05 ÷ 0,37 0,10 ÷ 0,20
30 ZDEW 12.... 1,6 0,12 ÷ 0,69 0,12 ÷ 0,69 0,15 ÷ 0,30
ПластинaR t
[мм] [мм]
ZDCW 070304 1,70 0,60
ZDCW 09T304 2,27 0,52
ZDEW 120408 3,52 0,64
HFC фрезы - фрезы длЯ рАБОТы нА высОКИХ пОдАЧАХ

291
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Диаметр режущей пластины
„d“
ap max Рекомендуемая толщина снимаемой стружки зависит от группы обрабатываемого материала
[мм] P M K H8 0,80 0,05 ÷ 0,09 0,06 ÷ 0,07 0,05 ÷ 0,09 0,03 ÷ 0,07
10 1,00 0,05 ÷ 0,10 0,06 ÷ 0,08 0,05 ÷ 0,10 0,03 ÷ 0,08
12 1,20 0,05 ÷ 0,11 0,07 ÷ 0,09 0,05 ÷ 0,11 0,03 ÷ 0,09
16 1,60 0,05 ÷ 0,12 0,07 ÷ 0,10 0,05 ÷ 0,12 0,03 ÷ 0,10
20 2,00 0,05 ÷ 0,15 0,07 ÷ 0,13 0,05 ÷ 0,15 0,03 ÷ 0,13
25 2,50 0,05 ÷ 0,15 0,07 ÷ 0,13 0,05 ÷ 0,15 0,03 ÷ 0,13
32 3,20 0,05 ÷ 0,19 0,07 ÷ 0,15 0,05 ÷ 0,19 0,03 ÷ 0,15
p . Def . n1000vc = [м/мин]
КОпИрОвАльные фрезы RC - ТИпА
Def. = 2 . ap - (D - 2ap) [мм] Def. = D . cos a [мм] Def. = D [мм]
hm ap
Dfz = [мм/зуб]
ОПТИМАЛьНАя ПОДАЧА ЗАВИСИТ ОТ РЕКОМЕНДУЕМОЙ ТОЛщИНы СНИМАЕМОЙ СТРУЖКИ И ГЛУБИНы РЕЗАНИя*.*) Рекомендуемую глубину резания можно посмотреть в основной части каталога.
НЕОБХОДИМО РАССЧИТАТь СКОРОСТь РЕЗАНИя В ЗАВИСИМОСТИ ОТ ЭФФЕКТИВНОГО ДИАМЕТРА ИНСТРУМЕНТА.

292
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
Диаметр режущей пластины
„d“
Радиус пластины
„re“ap max
Рекомендуемая толщина снимаемой стружки зависит от группы обрабатываемого материала
[мм] P M K H8 0,6 0,60 0,07 ÷ 0,14 0,09 ÷ 0,13 0,07 ÷ 0,14 0,05 ÷ 0,13
10 0,8 0,80 0,07 ÷ 0,18 0,09 ÷ 0,14 0,07 ÷ 0,18 0,05 ÷ 0,14
12
1,0 1,00 0,07 ÷ 0,18 0,09 ÷ 0,14 0,07 ÷ 0,18 0,05 ÷ 0,14
1,5 1,50 0,07 ÷ 0,18 0,09 ÷ 0,14 0,07 ÷ 0,18 0,05 ÷ 0,14
2,0 2,00 0,07 ÷ 0,18 0,09 ÷ 0,14 0,07 ÷ 0,18 0,05 ÷ 0,14
3,0 3,00 0,07 ÷ 0,18 0,09 ÷ 0,14 0,07 ÷ 0,18 0,05 ÷ 0,14
16 1,3 1,30 0,07 ÷ 0,21 0,09 ÷ 0,18 0,07 ÷ 0,21 0,05 ÷ 0,18
20 1,6 1,60 0,07 ÷ 0,25 0,09 ÷ 0,20 0,07 ÷ 0,25 0,05 ÷ 0,20
КОпИрОвАльные фрезы LC - ТИпА
p . D . n1000vc = [м.мин-1]
ФОРМУЛА ДЛя РАСЧЕТА СКОРОСТИ РЕЗАНИя:
hm ap
2Rfz = [мм.зуб-1]
ОПТИМАЛьНАя ПОДАЧА ЗАВИСИТ ОТ РЕКОМЕНДУЕМОЙ ТОЛщИНы СНИМАЕМОЙ СТРУЖКИ И ГЛУБИНы РЕЗАНИя*.*) Рекомендуемую глубину резания можно посмотреть в основной части каталога.

293
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
двУХрЯднАЯ фрезА SxxXP16 длЯ ОБрАБОТКИ фАсОК
ИСПОЛНЕНИя РЕЖУщЕЙ КРОМКИ ПЛАСТИНы
С УМЕНьШЕНИЕМ УГЛА В ПЛАНЕ НЕОБХОДИМО УВЕЛИЧИВАТь ПОДАЧУ НА ЗУБ ДЛя СОХРАНЕНИя РЕКОМЕНДУЕМОГО ЗНАЧЕНИя ТОЛщИНы СТРУЖКИ
ВЛИяНИЕ УГЛА В ПЛАНЕ НА МАКС. ГЛУБИНУ РЕЗАНИя
ДИАГРАММА ПРИМЕНЕНИя ДЛя ФАСОЧНОЙ ФРЕЗы SXxxP16
kr sin kr tg kr
ap max
[мм]
рекомендуемая толщина стружки h [мм]
Исполнение E Исполнение S15° 0,259 0,268 7
0,05 - 0,07 - 0,10 0,10 - 0,12 - 0,15
25° 0,423 0,466 12
30° 0,500 0,577 14
35° 0,574 0,700 16
40° 0,643 0,839 18
45° 0,707 1,000 20
50° 0,766 1,192 22
55° 0,819 1,428 23
60° 0,866 1,732 25
75° 0,966 3,732 28
глуб
ина
реза
ния
ap [
мм]
толщина стружки h [мм]
глуб
ина
реза
ния
ap [
мм]
толщина стружки h [мм]
ИСПОЛНЕНИЕ E ИСПОЛНЕНИЕ S
округлённаярежущая кромка
kr = 90° kr = 75° kr = 45° kr = 25°
E SДля пластин исполнения Для пластин исполнения
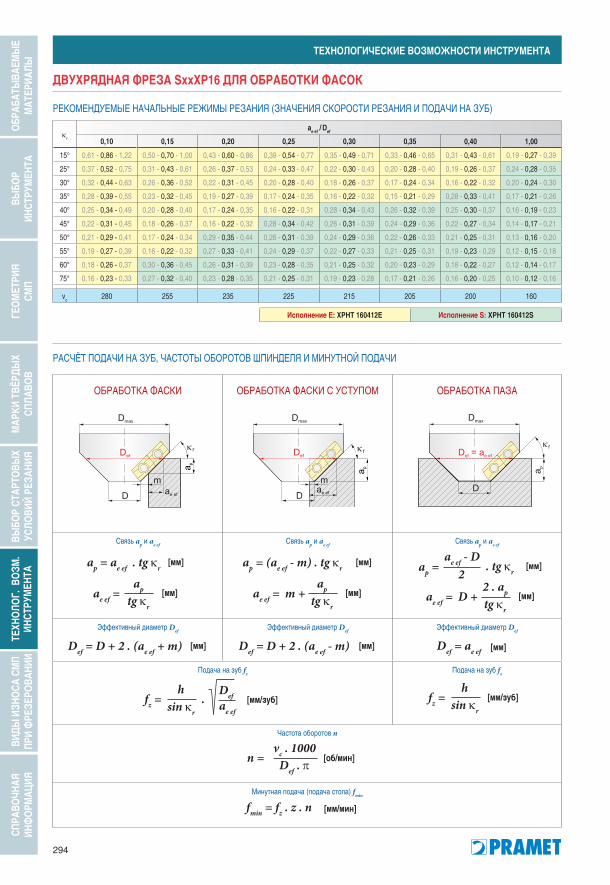
294
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
kr
ae ef / Def
0,10 0,15 0,20 0,25 0,30 0,35 0,40 1,00
15° 0,61 - 0,86 - 1,22 0,50 - 0,70 - 1,00 0,43 - 0,60 - 0,86 0,39 - 0,54 - 0,77 0,35 - 0,49 - 0,71 0,33 - 0,46 - 0,65 0,31 - 0,43 - 0,61 0,19 - 0,27 - 0,39
25° 0,37 - 0,52 - 0,75 0,31 - 0,43 - 0,61 0,26 - 0,37 - 0,53 0,24 - 0,33 - 0,47 0,22 - 0,30 - 0,43 0,20 - 0,28 - 0,40 0,19 - 0,26 - 0,37 0,24 - 0,28 - 0,35
30° 0,32 - 0,44 - 0,63 0,26 - 0,36 - 0,52 0,22 - 0,31 - 0,45 0,20 - 0,28 - 0,40 0,18 - 0,26 - 0,37 0,17 - 0,24 - 0,34 0,16 - 0,22 - 0,32 0,20 - 0,24 - 0,30
35° 0,28 - 0,39 - 0,55 0,23 - 0,32 - 0,45 0,19 - 0,27 - 0,39 0,17 - 0,24 - 0,35 0,16 - 0,22 - 0,32 0,15 - 0,21 - 0,29 0,28 - 0,33 - 0,41 0,17 - 0,21 - 0,26
40° 0,25 - 0,34 - 0,49 0,20 - 0,28 - 0,40 0,17 - 0,24 - 0,35 0,16 - 0,22 - 0,31 0,28 - 0,34 - 0,43 0,26 - 0,32 - 0,39 0,25 - 0,30 - 0,37 0,16 - 0,19 - 0,23
45° 0,22 - 0,31 - 0,45 0,18 - 0,26 - 0,37 0,16 - 0,22 - 0,32 0,28 - 0,34 - 0,42 0,26 - 0,31 - 0,39 0,24 - 0,29 - 0,36 0,22 - 0,27 - 0,34 0,14 - 0,17 - 0,21
50° 0,21 - 0,29 - 0,41 0,17 - 0,24 - 0,34 0,29 - 0,35 - 0,44 0,26 - 0,31 - 0,39 0,24 - 0,29 - 0,36 0,22 - 0,26 - 0,33 0,21 - 0,25 - 0,31 0,13 - 0,16 - 0,20
55° 0,19 - 0,27 - 0,39 0,16 - 0,22 - 0,32 0,27 - 0,33 - 0,41 0,24 - 0,29 - 0,37 0,22 - 0,27 - 0,33 0,21 - 0,25 - 0,31 0,19 - 0,23 - 0,29 0,12 - 0,15 - 0,18
60° 0,18 - 0,26 - 0,37 0,30 - 0,36 - 0,45 0,26 - 0,31 - 0,39 0,23 - 0,28 - 0,35 0,21 - 0,25 - 0,32 0,20 - 0,23 - 0,29 0,18 - 0,22 - 0,27 0,12 - 0,14 - 0,17
75° 0,16 - 0,23 - 0,33 0,27 - 0,32 - 0,40 0,23 - 0,28 - 0,35 0,21 - 0,25 - 0,31 0,19 - 0,23 - 0,28 0,17 - 0,21 - 0,26 0,16 - 0,20 - 0,25 0,10 - 0,12 - 0,16
vc 280 255 235 225 215 205 200 160
Исполнение E: XPHT 160412E Исполнение S: XPHT 160412S
РЕКОМЕНДУЕМыЕ НАЧАЛьНыЕ РЕЖИМы РЕЗАНИя (ЗНАЧЕНИя СКОРОСТИ РЕЗАНИя И ПОДАЧИ НА ЗУБ)
РАСЧёТ ПОДАЧИ НА ЗУБ, ЧАСТОТы ОБОРОТОВ ШПИНДЕЛя И МИНУТНОЙ ПОДАЧИ
ОБРАБОТКА ФАСКИ ОБРАБОТКА ФАСКИ С УСТУПОМ ОБРАБОТКА ПАЗА
Связь ap и ae ef Связь ap и ae ef Связь ap и ae ef
Эффективный диаметр Def Эффективный диаметр Def Эффективный диаметр Def
Подача на зуб fz Подача на зуб fz
Частота оборотов n
Минутная подача (подача стола) fmin
Def . pvc . 1000
n = [об/мин]
sin kr
hfz = [мм/зуб][мм/зуб]
tg kr
apae ef = m + [мм]tg kr
2 . apae ef = D + [мм]tg kr
apae ef = [мм]
2 . tg kr
ae ef - Dap = [мм]
[мм/мин]fmin = fz . z . n
[мм]Def = ae ef
[мм]ap = (ae ef - m) . tg kr[мм]ap = ae ef . tg kr
[мм]Def = D + 2 . (ae ef - m)[мм]Def = D + 2 . (ae ef + m)
sin kr
hfz = . ae ef
Def
двУХрЯднАЯ фрезА SxxXP16 длЯ ОБрАБОТКИ фАсОК

295
ТеХнОлОГИЧесКИе вОзмОжнОсТИ ИнсТрУменТА
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА

296
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
иллюстрация ОБрАзОвАнИе нАрОсТА нА режУщей КрОмКе
Описание и причины:Речь идет о схватывании обрабатываемого материала с режущей кромкой инструмента. Нарост
носит характер наплавленного металла на режущей кромке. При его срыве может произойти выкрашивание режущей кромки инструмента. Данное явление характеризуется снижением качества обрабатанной поверхности.
Рекомендации:- изменить (повысить) скорость резания - изменить (повысить) подачу - применить тип твердого сплава с покрытием - применить иную геометрию резания - применить охлаждающую жидкость с более высоким действием против образования нароста
(при ее отсутствии, отказаться от охлаждения)
иллюстрация ИзнОс пО зАдней пОверХнОсТИ
Описание и причины:Износ по задней поверхности является одним из главных критериев, характеризующих срок службы
СМП. Он возникает в результате контакта материала СМП и обрабатываемого материала в процессе резания. Его размер (интенсивность) можно только снизить.
Рекомендации:- применить более износостойкий тип твердого сплава - снизить скорость резания - увеличить подачу (в случае, если подача меньше, чем 0,1 мм/зуб)- применить охлаждающую жидкость или повысить интенсивность охлаждения
иллюстрация лУнКА нА передней пОверХнОсТИ
Описание и причины:Лункообразование – это тип износа, наиболее ярко проявляющийся у СМП без стружколомающихканавок, однако не ограничен только данным типом пластин. При обработке мягких материаловобразуется более широкая и мелкая лунка, и, наоборот, при обработке более твердых материалов- узкая и глубокая лунка.
Рекомендации:- применить более износостойкий тип твердого сплава- применить твердый сплав с покрытием, в первую очередь, MT CvD- снизить скорость резания- применить иной, более положительный, тип геометрии резания- применить охлаждающую жидкость или повысить интенсивность охлаждения
вИды ИзнОсА смп прИ фрезерОвАнИИ

297
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
вИды ИзнОсА смп прИ фрезерОвАнИИ
иллюстрацияпрОТОЧИнА (ОКИслИТельнАЯ ТрещИнА)
нА вспОмОГАТельнОй режУщей КрОмКеОписание и причины:Окислительная канавка на вспомогательной режущей кромке является одним из главных критериев, снижающим срок жизни СМП. Она появляется, в особенности, в процессе точения. Соединениеокислительной канавки с лункой на передней поверхности многократно повышает шероховатостьобработанной поверхности.
Рекомендации:- применить твердый сплав с покрытием или более износостойкий тип твердого сплава,
если позволяют условия - применить СМП с покрытием, содержащим Al2O3- применить охлаждающую жидкость или повысить интенсивность охлаждения- снизить скорость резания
иллюстрация плАсТИЧесКАЯ дефОрмАцИЯ верШИны
Описание и причины:Пластическая деформация вершины – причиной данного типа износа является перегрузка режущей
кромки в результате высоких температур в зоне резания (высоких скоростей резания и подач).
Рекомендации:- применить более износостойкий тип твердого сплава- снизить скорость резания- снизить подачу- применить охлаждающую жидкость или повысить интенсивность охлаждения- применить СМП с большим радиусом закругления вершины- применить СМП с большим углом при вершине
иллюстрацияпрОТОЧИнА (нАдрезнОе ИзнАШИвАнИе)
нА вспОмОГАТельнОй режУщей КрОмКеОписание и причины:Надрезный износ на главной режущей кромке происходит в области „первого контакта“ режущей
кромки инструмента с поверхностью заготовки. Этот тип износа встречается, как правило, при обработке коррозионностойких аустенитных сталей (в процессе обработки происходит упрочнение поверхностных слоев материала заготовки).
Рекомендации:- применить твердый сплав с покрытием или более износостойкий тип твердого сплава,
если позволяют условия - применить СМП с покрытием, содержащим Al2O3- выбрать инструмент с меньшим углом в плане- обрабатывать с непостоянной глубиной резания (по конусу)
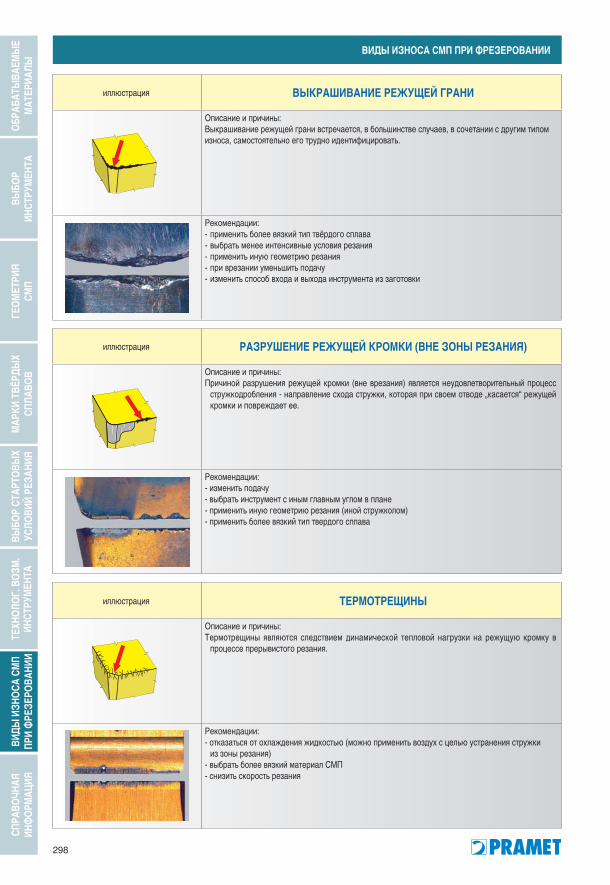
298
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
иллюстрация выКрАШИвАнИе режУщей ГрАнИ
Описание и причины:Выкрашивание режущей грани встречается, в большинстве случаев, в сочетании с другим типомизноса, самостоятельно его трудно идентифицировать.
Рекомендации:- применить более вязкий тип твёрдого сплава- выбрать менее интенсивные условия резания- применить иную геометрию резания- при врезании уменьшить подачу- изменить способ входа и выхода инструмента из заготовки
иллюстрация рАзрУШенИе режУщей КрОмКИ (вне зОны резАнИЯ)
Описание и причины:Причиной разрушения режущей кромки (вне врезания) является неудовлетворительный процесс
стружкодробления - направление схода стружки, которая при своем отводе „касается“ режущей кромки и повреждает ее.
Рекомендации:- изменить подачу- выбрать инструмент с иным главным углом в плане- применить иную геометрию резания (иной стружколом)- применить более вязкий тип твердого сплава
иллюстрация ТермОТрещИны
Описание и причины:Термотрещины являются следствием динамической тепловой нагрузки на режущую кромку в
процессе прерывистого резания.
Рекомендации:- отказаться от охлаждения жидкостью (можно применить воздух с целью устранения стружки
из зоны резания)- выбрать более вязкий материал СМП- снизить скорость резания
вИды ИзнОсА смп прИ фрезерОвАнИИ

299
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
иллюстрация УсТАлОсТные ТрещИны
Описание и причины:Усталостные трещины возникают в результате динамической нагрузки области СМП, расположенной
непосредственно за режущей кромкой.
Рекомендации:- применить более вязкий тип твердого сплава- изменит способ входа и выхода инструмента из заготовки- изменить условия врезания- применить иной тип геометрии резания или же форму СМП (...T, ....S, ....K, ....P)
иллюстрация рАзрУШенИе режУщей КрОмКИ ИлИ верШИны ИнсТрУменТА
Описание и причины:Причины разрушения режущей кромки СМП могут быть весьма разнообразны и зависят от состояния
материала инструмента и заготовки и в частности, жесткости системы „станок – инструмент – заготовка“ и условий врезания.
Рекомендации:- применить более вязкий тип твердого сплава- выбрать менее интенсивные условия резания (уменьшить подачу и глубину)- применить СМП с большим радиусом закругления вершины- применить СМП с большим углом при вершине- применить иную геометрию резания (иной стружколом)- стабилизировать режущую кромку (использовать СМП с более прочной режущей гранью)- уменьшить подачу при врезании
вИды ИзнОсА смп прИ фрезерОвАнИИ

300
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
иллюстрация высОКАЯ ШерОХОвАТОсТь ОБрАБОТАннОй пОверХнОсТИ
Описание и причины:На величину шероховатости обработанной поверхности влияет масса причин, среди которых можно
назвать: материал заготовки, охлаждающая среда, исполнение и состояние режущей кромки инструмента, режимы резания (в первую очередь, подача и скорость резания) и жесткость системы „станок - инструмент - заготовка“.
- неправильный выбор инструмента- неправильная толщина снимаемой стружки- неправильно выбрана скорость резания- обработка материала требует применения смазочно - охлаждающей жидкости- высокая подача
Рекомендации:- применить чистовую СМП или же СМП с зачистной фаской- применить СМП с подходящей геометрией резания- снизить подачу- изменить, по большей части, повысить скорость резания- применить охлаждение или смазку (MQL)- устранить причину возникновения вибраций- применить инструмент с возможностью более точной установки и регулировки положения
отдельных СМП (при фрезеровании)- изменить толщину снимаемой стружки (изменить условия врезания)
иллюстрация нерОвнОсТь пОверХнОсТИ вследсТвИе вИБрАцИИ
Описание и причины:Это весьма частое явление, к главным причинам которого относится несбалансированность
нструмента, нежесткое закрепление обрабатываемой детали и высокие значения усилий резания.
- низкая жесткость системы „станок – инструмент – заготовка“- слишком большая глубина стружки (как аксиальная, так и радиальная)- биение - плохая сбалансированность заготовки или же инструмента- большой вылет инструмента
Рекомендации:- проверить надежность закрепления заготовки- проверить надежность закрепления инструмента- уменьшить глубину резания- применить инструмент с меньшим вылетом- отрегулировать скорость резания- уменьшить толщину стружки (изменить условия резания или врезания)- изменить геометрию резания на максимально острую и положительную (минимизировать усилия
резания), выбрать другой материал СМП- применить, в случае фрезерования, инструмент с меньшим углом в плане
нежелАТельные ЯвленИЯ
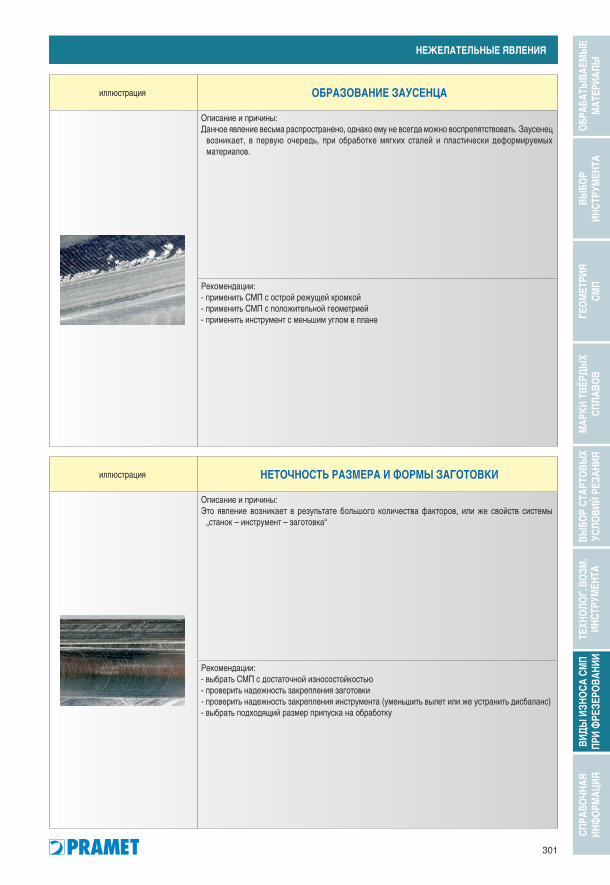
301
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
нежелАТельные ЯвленИЯ
иллюстрация ОБрАзОвАнИе зАУсенцА
Описание и причины:Данное явление весьма распространено, однако ему не всегда можно воспрепятствовать. Заусенец
возникает, в первую очередь, при обработке мягких сталей и пластически деформируемых материалов.
Рекомендации:- применить СМП с острой режущей кромкой- применить СМП с положительной геометрией- применить инструмент с меньшим углом в плане
иллюстрация неТОЧнОсТь рАзмерА И фОрмы зАГОТОвКИ
Описание и причины:Это явление возникает в результате большого количества факторов, или же свойств системы
„станок – инструмент – заготовка“
Рекомендации:- выбрать СМП с достаточной износостойкостью- проверить надежность закрепления заготовки- проверить надежность закрепления инструмента (уменьшить вылет или же устранить дисбаланс)- выбрать подходящий размер припуска на обработку

302
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
иллюстрация непрИемлемАЯ фОрмА сТрУжКИ
Описание и причины:Приемлемая форма стружки является в настоящее время таким же важным критерием, как и срок
службы самой СМП. На процесс стружкодробления оказывают влияние: материал заготовки, подача, глубина резания, и, конечно, соответствующий выбор геометрии резания (стружколома). Длинная (несформированная) стружка является неприемлемой по многим причинам также, как слишком короткая - очень мелко „раздробленная” стружка нежелательна (это свидетельствует о перегрузке режущей кромки и о процессе возникновения вибраций).
Рекомендации:- изменить подачу и глубину резания - выбрать более подходящую геометрию - изменить условия врезания
ОБщИе реКОмендАцИИ
Контроль правильного прилегания СМП в гнезде.Перед установкой новой СМП или сменой режущей кромки необходимо очистить посадочное место, проверить его состояние - отсутствие
повреждений клина и подкладной пластины.
Контроль и ремонт крепежных сегментов.Также важным является контроль самих крепежных элементов: углового рычага, винта, прихвата или прижимного клина. Для крепления следует
применять только неповрежденные элементы, в случае их замены применять только запасные части, которые приведены в каталоге данного инструмента. Регулярно смазывать резьбу и коническую опорную поверхность винтов смазкой, устойчивой к повышенным температурам, например, Molykote G. При монтаже или демонтаже применять лишь отвертки и ключи, указанные в каталоге и рекомендуемые производителем инструмента. Необходимо, при необходимости, производить подтяжку винтов, применяя при этом динамометрический ключ.
Контроль закрепления.При закреплении СМП необходимо проверить плотное ее прилегание по всей опорной поверхности и в упор - как в радиальном, так и в
аксиальном направлениях. Закрепленные СМП и инструменты должны быть всегда чистыми и неповрежденными.
реКОмендАцИЯ длЯ зАмены смп

303
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
параметр формула для расчета единица примечание
Число оборотов [об/мин]
скорость резания [м/мин]
подача на один оборот [мм/об]
скорость подачи, подача стола [мм/мин]
подача на зуб [мм/зуб]
сечение (площадь) стружки [мм2]
Толщина стружки (для СМП без
стружколомающей канавки)[мм]
Толщина стружки (для СМП без
стружколомающей канавки)[мм]
Объем материала снимаемый за
единицу времени[см3/мин]
необходимая мощность [КВт]
средняя необходимая
мощность[КВт]
n Число оборотов [1/мин]
D Диаметр (Инструмента или заготовки) [мм]
vc Скорость резания [м/мин]
fot Подача на один оборот [мм/обр]
fmin Минутная подача (Иногда обозначается как скорость подачи)
[мм/мин]
fz Подача на зуб [мм/зуб]
z Число зубьев [1]
Материал Сталь Чугун Al
Коэффициент x 24 000 30 000 120 000
Pc =ap . ae . f
x
h = f . sin kr
Pc =ap . ae . fmin
60 . 10 6 . h . kc . kg
Q =ap . ae . fmin
1000
h =ap
Dfz .
A = fz . ap
fz =fot.
z =fmin
n . z
fmin = vf = fot . n = fz . z .n
vc . 1000D . pn =
= fz . zfmin
nfot =
p . D . n1000vc =
A Сечение (площадь) стружки [мм2]fot Подача на один оборот [мм/обр]ap Аксиальная глубина резания [мм]ae Радиальная глубина резания [мм]kr Угол в плане главной режущей кромки [°]h Толщина стружки [мм]vc Скорость резания [м/мин]fmin Минутная подача (скорость подачи) [мм/мин]fz Подача на зуб [мм/зуб]Q Снятый объем материала за 1 минуту [см3/мин]
PC Расчетная мощность [kW]ap Аксиальная глубина резания [мм]ae Радиальная глубина резания [мм]f Подача [мм/обр]kc Удельное сопротивление резанию [МПа]kg Коэффициент включающий влияние
угла g0
[°]
h Эффективность фрезыобычно h = 0,75
[-]
x Коэффициент, учитывающий влияние обрабатываемого материала
[-]
фОрмУлы длЯ рАсЧеТА пАрАмеТрОв
Таблицa № 13

304
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
Положение режущей кромки СМП, закрепленной в корпусе фрезы, определяет несколько углов - см. следующую иллюстрацию № 4.
рАБОЧИе (фУнКцИОнАльные) И КОнсТрУКТИвные УГлы фрез сО смп
Конструктивные (инструментальные) углы служат для основной ориентации положения посадочного места пластины и имеют особое значение для конструкции корпуса фрезы. Речь идет о двух передних углах - аксиальном переднем угле γp и радиальном переднем угле gf.
рабочие (функциональные) углы – это главный угол в плане cr, главный передний угол go, угол наклона режущей кромки ls. - Главный передний угол go влияет на величину пластической деформации снимаемой стружки и,
следовательно, на величину усилия резания и на уровень температуры в зоне резания. Чем больше угол go, тем меньше усилие резания, и тем меньше потребляемая мощность и, наоборот. Следствием снижения величины угла go является рост усилия резания и температуры в зоне резания.
- Главный угол в плане cr определяет, при выбранных подаче на зуб fz и аксиальной глубине резания ap, толщину и ширину снимаемой стружки. Этим он влияет на усилия резания, удельную нагрузку, износ и срок службы режущей кромки. Результатом уменьшения главного угла в плане cr, при постоянной подаче fz, является уменьшение толщины стружки h.
- Угол наклона режущей кромки ls определяет вместе с главным углом в плане cr и передним углом go, место „первого контакта“ режущей кромки с заготовкой. Таким образом он оказывает влияние на устойчивость режущей кромки к выкрашиванию в частности при прерывистом резании. Одновременно он также влияет на направление отвода стружки из зоны резания.
Рисунок № 4

305
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
tan go = tan gp . sin ko + tan gf . cos kr
tan ls = tan gf . sin kr - tan gp . cos kr
нОмОГрАммы длЯ ОпределенИЯ рАБОЧей ГеОмеТрИИ фрезы
Рисунок № 5

306
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
В процессе фрезерования режущая кромка СМП всегда работает в условиях прерывистого резания - как минимум, один раз врезается и один раз выходит из заготовки за один оборот фрезы. Кроме того, во время фрезерования периодически изменяется (в течение полного оборота фрезы) толщина снимаемой стружки. Следствием этого является колебание величины и направления тангенциальной составляющей силы резания. В результате, режущая кромка фрезы подвергается циклической нагрузке, которая ведет к специфическому виду износу режущей кромки.
На время стойкости режущей кромки СМП огромное влияние оказывают условия, при которых она врезается и выходит из материала заготовки. Правильный выбор этих условий влияет и на ход, и на результат процесса фрезерования, с точки зрения производительности и качества обработанной поверхности.
В моменте врезания в заготовку режущая кромка подвергается удару, который вызывает ее механическое напряжение. Этот удар может, при неправильно выбранных условиях врезания, вызвать разрушение режущей грани в виде ее скола или выкрашивания.
При использовании инструмента, оснащенного сменными режущими пластинками, рекомендуется применять врезание по подаче, т.е. ,чтобы режущая кромка „снимала“ как можно большую толщину стружки.
Место первого контакта режущей кромки с заготовкой должно быть как можно дальше удалено от ее вершины, что зависит от основной геометрии СМП - углов go, ls, cr, и взаимного расположения оси вращения фрезы и „входной“ грани заготовки.
Выход режущей кромки из заготовки сопровождается с одной стороны, резким снижением нагрузки на режущую кромку и температуры, и, с другой стороны, механическим ударом, вызванным релаксацией упругих деформаций, в особенности, поверхностных слоев.
Поэтому при выходе режущей кромки из заготовки желательно, чтобы толщина снимаемой стружки была минимальной. Причина заключается в том, чтобы ограничить кромку от резкого перепада температуры и неблагоприятной механической нагрузки. Однако, она не должна быть слишком тонкой, потому что возникает опасность выкрашивания СМП при отрыве частиц нароста, который образуется при снятии экстремально тонкой стружки, а также вероятность появления заусенцев на заготовке.
В отличие от токарной обработки, где толщина снимаемой стружки в большинстве случаев является постоянной и зависит только от подачи и главного угла в плане, в процессе фрезерования эта величина изменяется постоянно (в течение одного оборота фрезы). Толщина стружки представляет собой одну из наиболее значимых величин при определении режимов резания при фрезеровании.
Ввиду значительного колебания толщины снимаемой стружки при различных методах фрезерования вводится, как правило, в расчет ее средняя величина - hm.
Толщина стружки h меняется в течение одного оборота в зависимости от угла ϕ согласно зависимости hϕ = fz × sinϕ (кривая, изображающая эту зависимость, является синусоидой).
Максимальная толщина стружки, равная fz, достигается в зоне резания, расположенной вдоль оси вращения фрезы. Средняя величина толщины стружки hm, которую снимает 1 зуб за 1 оборот, представляет собой высоту прямоугольника, а в качестве его ширины выступает радиальная глубина резания - ae. Величина средней толщины стружки зависит от типа фрезы и от условий врезания, прежде всего от соотношения ae/D, подачи на зуб fz , и, естественно, от главного угла в плане - cr. Эта зависимость наглядно представлена на следующем рисунке № 6.
УслОвИЯ врезАнИЯ прИ фрезерОвАнИИ

307
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
a b c d e
Средняя толщина снимаемой стружки вычисляется по формуле (согласно рис. 6a, b, c, d):
или же подача fz, для выбранной величины hm, по формуле:
где hm средняя толщина стружки ........................................... [мм] fz подача на зуб ........................................................... [мм/зуб] ae радиальная глубина ..................................................... [мм] D диаметр ......................................................................... [мм] cr главный угол в плане режущей пластинки .................... [°]
hm = fz sin kr 57,3ae
D.arc sinae
D
hm=
57,3. ae
D.arc sinae
D
sin kr
fz
Рисунок № 6
УслОвИЯ врезАнИЯ прИ фрезерОвАнИИ

308
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
При фрезерования (согл. рис. 6e), когда соотношение ae/D очень маленькое (< 0,2), рекомендуется для расчета средней толщины стружки hm применить формулу:
или же для подачи fz при требуемой величине hm.
hm = sin krfz
hm=ae
Dsin kr
fz
УслОвИЯ врезАнИЯ прИ фрезерОвАнИИ

309
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
фрезы длЯ ОБрАБОТКИ плОсКОсТей
фрезаCТОпОр.мОменТ
(Nm)зажимной
винт Отвертка сменныйстержень рукоятка Ключ Ключ Ключ
S90AD11E US 2505-T08P – D-T08P/T15P FG-15 – – – 1,2
S90AD16E US 4011-T15P – D-T08P/T15P FG-15 – – – 3,5
S90AD16E US 4008-T15P – D-T08P/T15P FG-15 – – – 3,5
S90AP11D US 2506-T07P SDR T07P – – – – – 1,2
S90AP15D US 3509-T15 SDR T15 – – – – – 3,0
S90AP10D US 2506-T07P SDR T07P – – – – – 1,2
S90AP16D US 4011-T15P SDR T15P – – – – – 3,5
S90SO09 US 3006-T09P SDR T09P – – – – – 2,0
S90SD12 US 3511-T15 SDR T15 – – – – – 3,0
S45HN09C US 3512-T15P – D-T08P/T15P FG-15 – – – 3,0
S45SE09F US 3007-T09P SDR T09P – – – – – 2,0
S45SE12F US 4511-T20 SDR T20 – – – – – 5,0
S45SE12F US 4509-T20 SDR T20 – – – – – 5,0
S45SN12Z US 4511-T20 – – – – – SDR T20-T 5,0
S45OD05D US 3509-T15 SDR T15 – – – – – 3,0
S45OD06D US 4511-T20 SDR T20 – – – – – 5,0
S75AP15D US 3509-T15 SDR T15 – – – – – 3,0
W45SE123F DS 01 – – – HXK 4 – – 6,0
W45SE15F DS 01 – – – HXK 4 – – 6,0
W75SP12D DS 01 – – – HXK 4 – – 6,0
W75SP15D DS 02 – – – HXK 5 – – 8,0
W75SN12N DS 01 – – – HXK 4 – – 6,0
W90TP22D DS 02 – – – HXK 5 – – 8,0
F60SB22X DS 01Z – – – – KL 04 – 6,0
F60SN17X DS 01Z – – – – KL 04 – 6,0
F90TB27X DS 01Z – – – – KL 04 – 6,0
W60SP25P DS 02 – – – HXK 5 – – 8,0
W90SP25P DS 02 – – – HXK 5 – – 8,0
реКОмендУемые сТОпОрные мОменТы вИнТОв

310
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
фрезы КОнцевые
фрезаCТОпОр.мОменТ
(Nm)зажимной
винт Отвертка Отвертка
SAD11E US 2505-T08P – FLAG T08P 1,2
SAD16E US 4008-T15P – FLAG T15P 3,5
SAP11D US 2506-T07P SDR T07P – 1,2
SAP15D US 3509-T15 SDR T15 – 3,0
SAP10D US 2506-T07P SDR T07P – 1,2
SAP16D US 4011-T15P SDR T15P – 3,5
SAP16D US 4008-T15P SDR T15P – 3,5
SSO09 US 3006-T09P SDR T09P – 2,0
SSA US 4011-T15P / US 3508-T15P SDR T15P – 3,5 / 3,0
SSA US 4008-T15P / US 3006-T09P SDR T15P / SDR T09P – 3,5 / 2,0
SSA US 2506-T07P SDR T07P – 1,2
SSE09 US 3007-T09P SDR T09P – 2,0
SSD09 US 3509-T15 SDR T15 – 3,0
SSD09 US 3507-T15 SDR T15 – 3,0
N-SSO09 US 3006-T09P SDR T09P – 2,0
2636 US 4011-T15P SDR T15P – 3,5
2516 US 4011-T15P SDR T15P – 3,5
SCC US 3007-T09P SDR T09P – 2,0
SCC US 2506-T07P SDR T07P – 1,2
реКОмендУемые сТОпОрные мОменТы вИнТОв

311
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
фрезы КОпИрОвАльные (M&D)
фрезаCТОпОр.мОменТ
(Nm)зажимной
винт Отвертка Отвертка сменныйстержень рукоятка рукоятка динамо-
метрического ключа
SCMORD12 US 3507-T15 SDR T15 – – – – 3,0
SCMORD16 US 4511-T20 SDR T20 – – – – 5,0
B.-SRD07 US 25 SDR T07 – – – – 1,2
B.-SRD10 US 3507-T15 SDR T15 – – – – 3,0
SRD05 US 20 SDR T06 – – – – 0,9
SRD07 US 25 SDR T07 – – – – 1,2
SRD10 US 3507-T15 SDR T15 – – – – 3,0
SCRD12 US 3507-T15 SDR T15 – – – – 3,0
SRD12 US 3507-T15 SDR T15 – – – – 3,0
SCRD16 US 4511-T20 SDR T20 – – – – 5,0
SMOZD09 US 3006-T09P SDR T09P – – – – 2,0
SMOZD12 US 4011-T15P – D-T08P/T15P FG-15 – 3,5
A-SZD07 US 2205-T07P – FLAG T07P – – – 0,9
B-SZD09 US 3006-T09P – FLAG T09P – – – 2,0
B-SZD12 US 4011-T15P – FLAG T15P – – – 3,5
SZD07 US 2205-T07P – FLAG T07P – – – 0,9
SZD09 US 3006-T09P – FLAG T09P – – – 2,0
SZD12 US 4011-T15P – FLAG T15P – – – 3,5
SAD11E US 2505-T08P – FLAG T08P – – – 1,2
SAD16E US 4008-T15P – FLAG T15P – – – 3,5
SAP11D US 2506-T07P SDR T07P – – – – 1,2
SAP15D US 3509-T15 SDR T15 – – – – 3,0
SRC08-A CS 3007-T08P SDR T08P – – – – 2,0
SRC10-A CS 4008-T15P SDR T15P – – – – 3,5
SRC12-A CS 5009-T20P SDR T20P – – – – 5,0
SRC16-A CS 5013-T20P SDR T20P – – – – 5,0
SRC20-A CS 5015-T20P SDR T20P – – – – 5,0
K2-SRC08 CS 3007-T08P SDR T08P – – – – 2,0
K2-SRC10 CS 4008-T15P SDR T15P – – – – 3,5
K2-SRC12 CS 5009-T20P SDR T20P – – – – 5,0
K2-SRC16 CS 5013-T20P SDR T20P – – – – 5,0
K2-SRC20 CS 5015-T20P SDR T20P – – – – 5,0
K2-SRC25 CS 6020-T20P SDR T20P – – – – 5,0
K2-SRC32 CS 8025-T30P SDR T30P – – – – 8,0
K2-SLC08 CS 3007-T08P SDR T08P – – – – 2,0
K2-SLC10 CS 4008-T15P SDR T15P – – – – 3,5
K2-SLC12 CS 5009-T20P SDR T20P – – – – 5,0
K2-SLC16 CS 5013-T20P SDR T20P – – – – 5,0
K2-SLC20 CS 5015-T20P SDR T20P – – – – 5,0
S90VC22C US 4511-T20 – – D-T20 – MR-5,0 3,5
A-SVC22C US 4511-T20 – – D-T20 – MR-5,0 3,5
SVC22C US 4511-T20 – – D-T20 – MR-5,0 3,5
реКОмендУемые сТОпОрные мОменТы вИнТОв

312
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
фрезы ТОрцОвО-цИлИндрИЧесКИе
фрезаCТОпОр.мОменТ
(Nm)зажимной
винт Отвертка сменныйстержень рукоятка
SAP11D US 2506-T07P SDR T07P – – 1,2
SAP15D US 3509-T15 SDR T15 – – 3,0
SSAP US 4511-T20 SDR T20 – – 5,0
SSAP-A US 4511-T20 SDR T20 – – 5,0
S90AP15D US 3509-T15 SDR T15 – – 3,0
2416E – – – – –
SxxXP16 US 3509-T15 – D-T07/T15 FG-15 3,0
фрезы дИсКОвые
фрезаCТОпОр.мОменТ
(Nm)зажимной
винт Отвертка
S90SN11N4 US 3504-T09P SDR T09P 3,0
S90SN11N5 US 3504-T09P SDR T09P 3,0
S90SN12N6 US 70 SDR T15 5,0
S90SN12N8 US 71 SDR T15 5,0
S90SN12N10 US 72 SDR T15 5,0
S90SN12N12 US 73 SDR T15 5,0
S90SN12N14 US 73 SDR T15 5,0
S90SN11N4-R US 3504-T09P SDR T09P 3,0
S90SN11N5-R US 3504-T09P SDR T09P 3,0
S90SN12N6-R US 70 SDR T15 5,0
S90SN12N10-R US 72 SDR T15 5,0
S90CN10 US 4011-T15P SDR T15P 3,5
S90XN12 US 4011-T15P SDR T15P 3,5
S90XN16 US 5012-T15P SDR T15P 5,0
S90CN10-R US 4011-T15P SDR T15P 3,5
S90XN12-R US 4011-T15P SDR T15P 3,5
S90XN16-R US 5012-T15P SDR T15P 5,0
реКОмендУемые сТОпОрные мОменТы вИнТОв
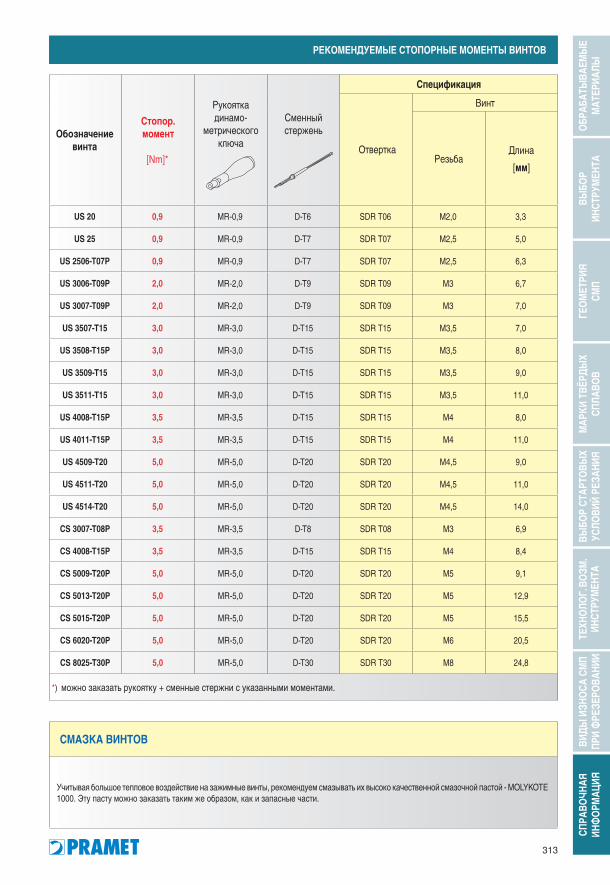
313
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
Обозначение винта
Cтопор.момент
[Nm]*
Рукояткадинамо-
метрическогоключа
Сменныйстержень
спецификация
Отвертка
Винт
РезьбаДлина
[мм]
US 20 0,9 MR-0,9 D-T6 SDR T06 M2,0 3,3
US 25 0,9 MR-0,9 D-T7 SDR T07 M2,5 5,0
US 2506-T07P 0,9 MR-0,9 D-T7 SDR T07 M2,5 6,3
US 3006-T09P 2,0 MR-2,0 D-T9 SDR T09 M3 6,7
US 3007-T09P 2,0 MR-2,0 D-T9 SDR T09 M3 7,0
US 3507-T15 3,0 MR-3,0 D-T15 SDR T15 M3,5 7,0
US 3508-T15P 3,0 MR-3,0 D-T15 SDR T15 M3,5 8,0
US 3509-T15 3,0 MR-3,0 D-T15 SDR T15 M3,5 9,0
US 3511-T15 3,0 MR-3,0 D-T15 SDR T15 M3,5 11,0
US 4008-T15P 3,5 MR-3,5 D-T15 SDR T15 M4 8,0
US 4011-T15P 3,5 MR-3,5 D-T15 SDR T15 M4 11,0
US 4509-T20 5,0 MR-5,0 D-T20 SDR T20 M4,5 9,0
US 4511-T20 5,0 MR-5,0 D-T20 SDR T20 M4,5 11,0
US 4514-T20 5,0 MR-5,0 D-T20 SDR T20 M4,5 14,0
CS 3007-T08P 3,5 MR-3,5 D-T8 SDR T08 M3 6,9
CS 4008-T15P 3,5 MR-3,5 D-T15 SDR T15 M4 8,4
CS 5009-T20P 5,0 MR-5,0 D-T20 SDR T20 M5 9,1
CS 5013-T20P 5,0 MR-5,0 D-T20 SDR T20 M5 12,9
CS 5015-T20P 5,0 MR-5,0 D-T20 SDR T20 M5 15,5
CS 6020-T20P 5,0 MR-5,0 D-T20 SDR T20 M6 20,5
CS 8025-T30P 5,0 MR-5,0 D-T30 SDR T30 M8 24,8
*) можно заказать рукоятку + сменные стержни с указанными моментами.
смАзКА вИнТОв
Учитывая большое тепловое воздействие на зажимные винты, рекомендуем смазывать их высоко качественной смазочной пастой - MOLYKOTE 1000. Эту пасту можно заказать таким же образом, как и запасные части.
реКОмендУемые сТОпОрные мОменТы вИнТОв

314
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
рАсШИфрОвКА мАрКИрОвКИ нА КОрОБКАХ сО смп
Рисунок № 7

315
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
Ясп
рАвО
ЧнАЯ
Ин
фОр
мАц
ИЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
ТеХн
ОлОГ
. вОз
м.
ИнсТ
рУм
енТА
дИсК пОследОвАТельнОсТь выЧИсленИЯ
пример:- используем фрезу Ø 63 мм
(при точении - диаметр заготовки)- выбранная скорость резания v = 160 м/мин
1) в окошке установим диаметр фрезы или заготовки (63 мм) напротив стрелки
2) в шкале скорости резания находим выбранную величину (160 м/мин)
3) на окружности голубого кольца получаем соответствующие обороты (~800 об/мин)
пример:- вычисленные обороты n = 800 об/мин- примененная фреза Ø 63 мм имеет 6 зубьев - рекомендуемая подача на зуб
fz = 0,30 мм/зуб
1) на окружности установим напротив вычисленных оборотов (800) количество зубьев фрезы (6)
2) в окошке напротив рекомендуемой подачи на зуб (0,3) получаем минутную подачу стола (f = 1400 мм/мин)
Таблицa № 14
прИмененИе пОсОБИЯ (плАсТИКОвый «КАльКУлЯТОр»)

316
ОБрА
БАТы
вАем
ые
мАТ
ерИА
лывы
БОр
ИнсТ
рУм
енТА
ГеОм
еТрИ
Ясм
пм
АрКИ
ТвЁ
рды
Х сп
лАвО
ввы
БОр
сТАр
ТОвы
Х Ус
лОвИ
й ре
зАнИ
ЯвИ
ды И
знОс
А см
ппр
И ф
резе
рОвА
нИИ
спрА
вОЧн
АЯ
Инф
Орм
АцИЯ
ТеХн
ОлОГ
. вО
зм.
ИнсТ
рУм
енТА
пределпрочности
[МПа]
ТвердОсТьпредел
прочности
[МПа]
ТвердОсТь
BRINELL VICKERS ROCKWELL ROCKWELL BRINELL VICKERS ROCKWELL ROCKWELL
Rm HB HV HRB HRC Rm HB HV HRB HRC
285 86 90 1190 - 1190 352 370 - 37,7
320 95 100 56,2 - 1220 361 380 - 38,8
350 105 110 62,3 - 1255 371 390 - 39,8
385 114 120 66,7 - 1290 380 400 - 40,8
415 124 130 71,2 - 1320 390 410 - 41,8
450 133 140 75 - 1350 399 420 - 42,7
480 143 150 78,7 - 1385 409 430 - 43,6
510 152 160 81,7 - 1420 418 440 - 44,5
545 162 170 85,8 - 1455 428 450 - 45,3
575 171 180 87,1 - 1485 437 460 - 46,1
610 181 190 89,5 - 1520 447 470 - 46,9
640 190 200 91,5 - 1555 456 480 - 47,7
675 199 210 93,5 - 1595 466 490 - 48,4
705 209 220 95 - 1630 475 500 - 49,1
740 219 230 96,7 - 1665 485 510 - 49,8
770 228 240 98,1 - 1700 494 520 - 50,5
800 238 250 99,5 - 1740 504 530 - 51,1
820 242 255 - 23,1 1775 513 540 - 51,7
850 252 265 - 24,8 1810 523 550 - 52,3
880 261 275 - 26,4 1845 532 560 - 53
900 266 280 - 27,1 1880 542 570 - 53,6
930 276 290 - 28,5 1920 551 580 - 54,1
950 280 295 - 29,2 1955 561 590 - 54,7
995 295 310 - 31 1995 570 600 - 55,2
1030 304 320 - 32,2 2030 580 610 - 55,7
1060 314 330 - 33,3 2070 589 620 - 56,3
1095 323 340 - 34,4 2105 599 630 - 56,8
1125 333 350 - 35,5 2145 608 640 - 57,3
1155 342 360 - 36,6 2180 618 650 - 57,8
ТАБЛИЦА ПЕРЕВОДА ВЕЛИЧИН ТВЕРДОСТИ
Таблицa № 15

Pramet Tools, s.r.o., Uničovská 2, CZ-787 53 Šumperk, CZECH REPUBLICPhone: +420 583 381 111, Fax: + 420 583 215 401, E-mail: [email protected]
2012
BR
AZI
L •
Pram
et In
d. e
Com
. de
Ferra
men
tas
Ltda
., So
roca
ba / S
P, T
el./F
ax: +
55 1
5 33
25-6
162,
E-m
ail:
pram
et.in
fo.b
r@pr
amet
.com
GE
RM
AN
Y •
Pra
met
Gm
bH, E
rlang
en, T
elef
on: +
49
9131
/ 93
37
40, E
-mai
l: pr
amet
.info
.de@
pram
et.c
omC
HIN
A / 中
国 • 普拉米特刀具(上
海)有
限公司
, 电话: +
86-2
1-52
21 2
713, 邮
箱: p
ram
et.in
fo.c
n@pr
amet
.com
H
UN
GA
RY
• P
ram
et K
ft., B
udap
est,
Tel.:
+ 3
6-1-
382-
90-8
2, E
-mai
l: pr
amet
.info
.hu@
pram
et.c
omIN
DIA
• P
ram
et T
ools
Indi
a Pv
t Ltd
, Gur
gaon
, Pho
ne: +
91
124
4703
825,
E-m
ail:
pram
et.in
fo.in
@pr
amet
.com
ITA
LY •
Pra
met
SRL
, Lai
nate
(MI),
Tel
efon
o: +
39
02 /
93 7
9 94
82,
E-m
ail:
pram
et.in
fo.it
@pr
amet
.com
PO
LA
ND
• P
ram
et S
p. z
o.o
., So
snow
iec,
Tel
efon
: + 4
8 32
/ 78
15
890,
E-m
ail:
pram
et.in
fo.p
l@pr
amet
.com
RU
SS
IA •
OO
O «
Прам
ет»,
Мос
ква,
РФ
, Тел
ефон
: +7
495
739
57 2
3, 7
39 5
7 22
, E-m
ail:
pram
et.in
fo.ru
@pr
amet
.com
SLO
VAK
IA •
Pra
met
Slo
vaki
a, Ž
ilina,
Tel
efon
: + 4
21 4
1 / 7
64 5
4 60
, E-m
ail:
pram
et.in
fo.s
k@pr
amet
.com
w w w . p r a m e t . c o m
2012
ФРе
зеРо
вани
е
ФРезеРование