jurnal algoritma branch and bound single machine
13
Penjadwalan Single Machine Dengan Metode Algoritma Branch And Bound Untuk Meminimasi Total Lateness Dan Jumlah Tardy Job Muhamad Syafei 1 , Evi Febianti 2 , Lely Herlina 3 1,2,3 Jurusan Teknik Industri Universitas Sultan Ageng Tirtayasa syafeimuhamad23 @gmail.com 1 , evifebianti @ yahoo.com 2 , [email protected] 3 ABSTRAK PT. XYZ adalah salah satu perusahaan manufaktur yang memproduksi pipa baja las. PT. XYZ mempunyai 2 jenis mesin yaitu mesin ERW (Electric Resistance Welding) digunakan untuk pembuatan pipa baja dengan las longitudinal dan mesin SPM (Spiral Pipe Machine) digunakan untuk pembuatan pipa baja dengan las spiral. Jumlah mesin ERW yang hanya 1 buah membuat pembuatan pipa longitudinal sangat bergantung pada efektifitas penggunaan mesin ERW tersebut. Hal ini yang menyebabkan sering terjadinya keterlambatan dalam proses penyelesaian job. Tujuan dari penelitian ini yaitu meminimasi total lateness dan jumlah tardy job pada produk pipa longitudinal yang terjadi di PT. XYZ dengan metode algoritma branch and bound. Sebelum melakukan perhitungan algoritma branch and bound dilakukan penentuan jadwal inisial dengan aturan priority rule EDD (earliest due date), SPT(shortest proccesing time) dan LDD (last due date). Hasil penelitian ini didapatkan nilai total lateness pada jadwal existing sebesar 1616 jam dan 6 tardy job dengan urutan sequencing job (1-2-3-4- 5-6-7-8-9-10-11-12-13-14-15), kemudian dilanjutkan dengan pembuatan jadwal inisial EDD, SPT dan LDD. Pada perhitungan metode algoritma branch and bound baik itu menggunakan jadwal inisial EDD, SPT maupun LDD menghasilkan 24 alternatif sequencing yang sama dengan nilai total lateness 344 jam dan 2 tardy job yaitu job ke-1 dan ke-2 akan tetapi alternatif sequencing yang dipilih ialah alternatif sequencing yang dihasilkan oleh metode algoritma branch and bound dengan jadwal inisial EDD dan SPT. Hal ini dikarenakan jadwal inisial EDD terbukti menghasilkan jadwal alternatif dengan total lateness yang minimum sedangkan jadwal inisial SPT menghasilkan jadwal alternatif dengan jumlah tardy job yang minimum. Oleh karena itu alternatif jadwal sequencing dengan urutan job (9-8-5-10-7-4-11-13-12-14-15- 6-3-1-2) dipilih sebagai alternatif jadwal sequencing terbaik. Kata kunci: Algoritma Branch and Bound, Lateness, Tardy Job, EDD (Earliest Due Date,) SPT (Short Processing Time), LDD (Last Due Date). ABSTRACT PT. XYZ is a manufacturing company that produces steel pipe welding. PT. XYZ has two types of machines are machines ERW(Electric Resistance Welding) is used for the manufacture of steel pipes with longitudinal welding and machine SPM(Spiral Pipe Machine) is used for the manufacture of steel pipes with spiral weldin . The number of machines that only 1 piece ERW pipe manufacture longitudinal create highly dependent on the effective use of the ERW machine. This led to frequent delays in the completion of the job. The purpose of this study is to minimize the total lateness and number of tardy jobs in longitudinal pipe products that occur in the PT. XYZ with a branch and bound algorithm method. Before performing the calculation of branch and bound algorithm is the determination of the initial schedule with priority rules rule EDD(earliest due date), SPT(Shortest proccesing time) and LDD(last due date). The results of this study, the total lateness on the existing schedule is 1616 hours and 6 of tardy jobs with job sequencing sequence(1-2-3-4-5-6-7-8-9-10-11-12-13-14- 15), then proceed with the making the
Transcript of jurnal algoritma branch and bound single machine

Penjadwalan Single Machine Dengan Metode AlgoritmaBranch And Bound Untuk Meminimasi Total Lateness Dan
Jumlah Tardy Job
Muhamad Syafei1, Evi Febianti2, Lely Herlina3
1,2,3Jurusan Teknik Industri Universitas Sultan Ageng Tirtayasasyafeimuhamad23 @gmail.com 1 , evifebianti @ yahoo.com 2 , [email protected] 3
ABSTRAK
PT. XYZ adalah salah satu perusahaan manufaktur yang memproduksi pipa baja las. PT. XYZmempunyai 2 jenis mesin yaitu mesin ERW (Electric Resistance Welding) digunakan untukpembuatan pipa baja dengan las longitudinal dan mesin SPM (Spiral Pipe Machine) digunakanuntuk pembuatan pipa baja dengan las spiral. Jumlah mesin ERW yang hanya 1 buahmembuat pembuatan pipa longitudinal sangat bergantung pada efektifitas penggunaan mesinERW tersebut. Hal ini yang menyebabkan sering terjadinya keterlambatan dalam prosespenyelesaian job. Tujuan dari penelitian ini yaitu meminimasi total lateness dan jumlah tardyjob pada produk pipa longitudinal yang terjadi di PT. XYZ dengan metode algoritma branchand bound. Sebelum melakukan perhitungan algoritma branch and bound dilakukanpenentuan jadwal inisial dengan aturan priority rule EDD (earliest due date), SPT(shortestproccesing time) dan LDD (last due date). Hasil penelitian ini didapatkan nilai total latenesspada jadwal existing sebesar 1616 jam dan 6 tardy job dengan urutan sequencing job (1-2-3-4-5-6-7-8-9-10-11-12-13-14-15), kemudian dilanjutkan dengan pembuatan jadwal inisial EDD, SPTdan LDD. Pada perhitungan metode algoritma branch and bound baik itu menggunakanjadwal inisial EDD, SPT maupun LDD menghasilkan 24 alternatif sequencing yang sama dengannilai total lateness 344 jam dan 2 tardy job yaitu job ke-1 dan ke-2 akan tetapi alternatifsequencing yang dipilih ialah alternatif sequencing yang dihasilkan oleh metode algoritmabranch and bound dengan jadwal inisial EDD dan SPT. Hal ini dikarenakan jadwal inisial EDDterbukti menghasilkan jadwal alternatif dengan total lateness yang minimum sedangkanjadwal inisial SPT menghasilkan jadwal alternatif dengan jumlah tardy job yang minimum.Oleh karena itu alternatif jadwal sequencing dengan urutan job (9-8-5-10-7-4-11-13-12-14-15-6-3-1-2) dipilih sebagai alternatif jadwal sequencing terbaik.
Kata kunci: Algoritma Branch and Bound, Lateness, Tardy Job, EDD (Earliest Due Date,) SPT(Short Processing Time), LDD (Last Due Date).
ABSTRACT
PT. XYZ is a manufacturing company that produces steel pipe welding. PT. XYZ has two types ofmachines are machines ERW(Electric Resistance Welding) is used for the manufacture of steelpipes with longitudinal welding and machine SPM(Spiral Pipe Machine) is used for themanufacture of steel pipes with spiral weldin . The number of machines that only 1 piece ERWpipe manufacture longitudinal create highly dependent on the effective use of the ERWmachine. This led to frequent delays in the completion of the job. The purpose of this study is tominimize the total lateness and number of tardy jobs in longitudinal pipe products that occur inthe PT. XYZ with a branch and bound algorithm method. Before performing the calculation ofbranch and bound algorithm is the determination of the initial schedule with priority rules ruleEDD(earliest due date), SPT(Shortest proccesing time) and LDD(last due date). The results of thisstudy, the total lateness on the existing schedule is 1616 hours and 6 of tardy jobs with jobsequencing sequence(1-2-3-4-5-6-7-8-9-10-11-12-13-14- 15), then proceed with the making the

initial schedule EDD, SPT and LDD. In the calculation method branch and bound algorithm thatuses the initials schedule EDD , SPT and LDD produce 24 alternative sequencing with the samevalue of 344 hours of total latenss and 2 of tardy jobs are jobs 1st and 2nd but the selectedsequencing alternative is the result of alternative sequencing by the method of branch andbound algorithm with the initial schedule EDD and SPT. Because the initial schedule EDD shownto produce an alternative schedule with minimum total lateness and the initial schedule SPTwhile generating alternative schedule with the minimum number of tardy jobs. Therefore, analternative schedule job sequencing is (9-8-5-10-7-4-11-13-12-14-15-6-3-1-2) was chosen as thebest alternative sequencing schedule.
Keywords: Branch and Bound Algorithm, Lateness, Tardy Job, EDD (Earliest Due Date,) SPT(Short Processing Time), LDD (Last Due Date).

PENDAHULUANPerencanaan dan pengendalian
produksi berfungsi sebagaiperencanaan aktivitas untukmelaporkan hasil operasi danmeninjau kembali rencana yangdiperlukan agar keinginan yangdijadikan tujuan tercapai. Salahsatu elemen dalam perencanaandan pengendalian produksi adalahpenjadwalan (Arifin danRudyanto, 2010).
Penjadwalan adalah kegiatanpengalokasian sumber daya untukmengerjakan suatu job pada suatuwaktu (Baker, 1974). MenurutArifin dan Rudyanto (2010)penjadwalan adalah salah satuhal yang penting dalamperusahaan manufaktur.Penjadwalan menghasilkanberbagai kriteria yang dapatdigunakan oleh perusahaan.Dimana kriteria tersebut adalahketepatan dalam penyelesaian jobterhadap due date dan meminimasilamanya pengerjaan job di lantaiproduksi. dengan banyaknyametode yang digunakan dalammelakukan penjadwalan membuatperusahaan dapat memilih metodepenjadwalan sesuai dengankriteria yang perusahaaninginkan. Oleh karena itu,masalah penjadwalan menjadiperhatian yang serius diperusahaan.
PT. XYZ adalah salah satuperusahaan manufaktur yangmemproduksi pipa baja las. Pipabaja las ini terbagi menjadipipa baja las spiral danlongitudinal. Pipa yangdihasilkan berupa pipa minyak,pipa gas, pipa air, dan pipapancang. Bahan baku yangdigunakan dalam pembuatan pipabaja adalah hot rolling coil (HRC). Hotrolling coil adalah material dasarberbentuk pelat yang digulungsehingga membentuk coil. Bahanbaku ini didatangkan langsungdari PT. KS yang membuat hot stripmill (HSM), kemudian menjadi hotrolling coil (HRC). Dalam proses
pembuatan pipa baja, PT. XYZmempunyai dua jenis mesinproduksi pembuat pipa, yaitumesin ERW (Electric Resistance Welding)digunakan untuk pembuatan pipabaja dengan las longitudinal danmesin SPM (Spiral Pipe Machine).
Tipe aliran produksi PT. XYZadalah aliran flow shop dengantipe produksi adalah make to order,karena PT. XYZ menerima pesananberdasarkan permintaan konsumendengan standarisasi produkseperti ASTM, AWWA, API spec 5Ldan lain sebagainya. PT. XYZmasih menggunakan metodekonvensional dalam menjadwalkanproduknya dengan menganut sistemFCFS (First Come First Serve) dimanajob yg dikerjakan sesuai denganurutan kedatangan order jobtersebut tanpa memperhatikanwaktu due date dari job tersebutsehingga menimbulkan totallateness yang cukup besar danjumlah tardy job yang cukup banyak.Masalah ini sering terjadi padamesin ERW yang memiliki jadwalproduksi lebih padatdibandingkan dengan mesin SPM,karena produk pipa longitudinalyang dihasilkan mesin ERW lebihbanyak diminati oleh konsumendibandingkan dengan pipa spiralyang dihasilkan mesin SPM. Halini juga disebabkan karena saatini PT. XYZ hanya memiliki 1mesin ERW sehingga padapembuatan pipa longitudinal sangatbergantung pada efektifitaspenggunaan mesin ERW tersebut.Sehingga peneliti memutuskanuntuk memilih mesin ERW sebagaiobjek penelitianya.
Penelitian Kurniati (2012)menjelaskan pengembangan modelpenjadwalan menggunakanalgoritma branch and bound dapatmeminimasi mean flowtime. Akantetapi, pada kenyataan algoritmabranch and bound menghasilkansolusi yang optimal denganmencoba semua solusi yang ada.Maka pada penelitian ini metodealgoritma branch and bound

menggunakan priority rule EDD, SPTdan LDD akan digunakan dalampenjadwalan pola aliran flowshopuntuk meminimasi total lateness danjumlah tardy job.
METODE PENELITIANTahapan penelitian yang akan
dilakukan untuk membuat variasijadwal yang baru denganmenggunakan algoritma Bracnch andBound untuk meminimasi totallateness dan jumlah tardy job, datayang diperlukan dalam penelitianini adalah data primer dan datasekunder. Data primer sepertiwawancara yang dilakukan penulisyaitu permasalahan yang dialamioleh PT.XYZ. Kemudian untuk datasekunder yang digunakan adalahdata waktu proses untuk setiapjob nya pada periode juli 2014sebanyak 15 job.
Tahap pertama yang dilakukanadalah perhitungan penjadwalaneksitsting pada perusahaan.Dimulai dari menentukan metodeyang digunakan oleh perusahaan.Kemudian dilakukan perhitunganuntuk mencari nilai total latenessdan jumlah tardy job.
Tahap kedua adalah melakukanperhitungan jadwal inisialsebagai penentu kriteria yangdicari seperti meminimasi totallateness dan jumlah tardy job, yangbertujuan untuk mengetahuivariasi jadwal yang memilikitotal lateness dan jumlah tardy jobminimum dan sebagai jadwalinisial untuk perhitunganalgoritma Branch and Bound.
Tahap ketiga adalahperhitungan penjadwalan denganalgoritma Branch and Bound denganjadwal inisial EDD, SPT dan LDDKemudian dilakukan perhitungandengan algoritma Branch and Boundyang pertama dengan melakukanpercabangan di tiap simpul nyakemudian dari percabangantersebut, dipilih node dengantotal waktu proses yang terkecilyang dijadikan sebagai lower bounduntuk melakukan percabangan
sampai semua job sudahterjadwalkan.
Tahap keempat adalahperbandingan total lateness danjumlah tardy job pada kondisieksisting dengan penjadwalanmenggunakan algoritma Branch &Bound dengan priority rule EDD, SPTdan LDD.HASIL DAN PEMBAHASAN
Pengambilan data padapenelitian ini bersifat sekunderdan primer, data sekunder yaitubelum dapat memenuhi semua orderkonsumen secara tepat waktu.Kemudian data primer yangdigunakan adalah data dataproduksi, data due date job dandata waktu proses pada periodebulan juli 2014.
Tabel 1 Data Job Mesin ERW pada bulanJuli 2014
Pada perhitungan jadwal existingakan menggunakan susunan jadwalyang dimiliki oleh perusahaanyang menganut aturan FCFS(firstcome first serve) dimana job yangdatang lebih awal yang akandikerjakan. Setelah itu,melakukan perhitungan terhadapnilai total lateness. Untuksusunan job dapat dilihat padatabel 1.
Dari perhitungan yang telahdilakukan maka diperoleh jumlahjob yang terlambat terdapat 6 jobdengan nilai total lateness sebesar1616 jam dengan urutan job 1-2-3-4-5-6-7-8-9-10-11-12-13-14-15.Tabel 2 Hasil Perhitungan Lateness JadwalExisting

Contoh perhitungan :Saat Selesai = Saat Mulai +Waktu
ProsesSaat Selasai job 10 = 776 +16 = 792 jamLateness = Saat Selesai –Due
dateLateness job 10 = 792 – 240 = 552jam1. Algoritma Branch and Bound
dengan Jadwal Inisial EDDLangkah-langkah penjadwalan
menggunakan algoritma branch andbound priority rule EDD, antara lain :a. Mencari Jadwal InisialSebelumnya jadwal inisial
telah dihitung dan didapatkantotal lateness sebesar 720 jam dantotal tardy job sebanyak 6 jobyaitu job ke-2, 5, 8, 11, 12 dan14 dengan urutan job (10-9-7-13-1-3-4-6-12-8-2-5-11-14-15).b. Inisialisasi ParameterTempatkan P(0) pada list yang
aktif. Nilai yang terkait padanode ini adalah Vo = 0 dan p(
. Dikarenakan nilaipada algoritma branch and boundmenggunakan integer programmingyaitu 1 dan 0. Yang artinyauntuk mesin dalam posisi diamdiberi tanda 0 dan ketika mesinmengerjakan suatu job diberitanda 1.P(0) = Waktu proses pada job
pada mesin dalam keadaan diam,belum berproses.Vo = Value pada P(0) dalam
keadaan mesin diam. c. Membuat Percabangan
Membuat percabangan X1=1 untukmasing-masing job i. Ketika mesinmengerjakan suatu job diberitanda 1, P(s), dari list yangaktif dengan node baru untukmasing-masing job yang belumterjadwalkan. Kemudian notasikanK sebagai nomor job dalam urutanparsial s. Jika K = n, makastop, yang berarti urutanpenjadwalan sudah optimal. Jikabelum optimal, dilanjutkandengan langkah 4 dan langkah 5.K= leveln= banyaknya job yang akan
dijadwalkan.
Gambar 1 Struktur Tree Algoritma Branchand Bound Priority Rule EDD Level 1
Contoh perhitungan :P(s’) = P(10) = Job ke 10 = 16 Vjs = Vs + P(s’) ; V10s = 0 + 16
= 16Kemudian, dilanjutkan ke
langkah selanjutnya, dikarenakanlevel K tidak sama dengan n,maka belum dikatakan optimal.d. Menentukan Lower BoundDilanjutkan dengan memilih
lower bound (batas bawah). Nodeyang akan dipilih, yangmempunyai nilai Vs nya lebihkecil diantara node-node yanglain.
Gambar 2 Penentuan Lower BoundAlgoritma Branch and Bound Priority Rule EDD
Level 1Dan didapatkan node yang dipilihsebagai lower bound (batas bawah)yaitu node dengan P(9), P(8),P(5), P(11) dan P(14) denganmasing-masing job ke 9, 8, 5, 11dan 14. Yang kemudiandilanjutkan dengan pembuatannode baru yang dicabangkan padanode yang telah dipilih.e. Membuat Node Selanjutnya

Pada node baru ini, P(s) yangakan dihitung, akanmenggabungkan job yang belumterjadwalkan di akhir urutanparsial job dan atribut lainyayang digunakan untuk membuatnode baru dan memasukkan merekasesuai urutan listnya (Gambar3). Contoh perhitunganP(s’) = P(9,8) = job ke 9 = 8,job ke 8 = 8Vjs = Vs + P(s’);V9,8s =0+72+8+8= 88Pada awal pekerjaan
ditambahkan nilai 72 karenaproses tersebut membutuh waktusetup mesin sebesar 72 jam. Darihasil perhitungan tersebutdidapatkan node aktifselanjutnya yang kemudian akandihasilkan variasi jadwal dengantotal total lateness dan tardy jobyang minimum yang akan dipilih(Gambar 4). berikut adalahvariasi jadwal yang dihasilkandari perhitungan algoritma branch
and bound dengan priority rule EDD(Tabel 3).Dan didapatkan nilai totallateness terkecil adalah untuksemua sequence baik sequence ke-1sampai sequenece ke-24 yaitudengan nilai 344 jam dan jumlahtardy job adalah 2 dari setiapsequence tersebut yakni job ke-1dan job ke-2. Urutan penjadwalanjob yang dihasilkan ialah job (9-8-5-10-7-4-11-13-12-14-15-6-3-1-2) karena urutan ini palingmendekati dengan aturan EDD. Tabel 3 Variasi Jadwal Keseluruhan
Dengan Algoritma Branch and Bound denganpriority rule EDD

Gambar 3 Penentuan Titik Aktif Algoritma Branch and Bound Priority Rule EDD
--
Gambar 4 Struktur Tree Algoritma Branch and Bound dengan Jadwal Inisial EDD
2. Algoritma Branch and Bound denganJadwal Inisial SPTLangkah-langkah penjadwalan
menggunakan algoritma branch andbound priority rule SPT, antara lain :a. Mencari Jadwal Inisial
Sebelumnya jadwal inisialtelah dihitung dan didapatkantotal lateness sebesar 880 jam dantotal tardy job sebanyak 4 jobyaitu job ke-1, 2, 3 dan 10
dengan urutan job (14-5-8-9-11-12-13-10-4-7-15-6-3-1-2).b. Inisialisasi Parameter
Tempatkan P(0) pada list yangaktif. Nilai yang terkait padanode ini adalah Vo = 0 dan p(
. Dikarenakan nilaipada algoritma branch and boundmenggunakan integer programmingyaitu 1 dan 0. Yang artinyauntuk mesin dalam posisi diam
diberi tanda 0 dan ketika mesinmengerjakan suatu job diberitanda 1.P(0) = Waktu proses pada jobpada mesin dalam keadaan diam,belum berproses.Vo = Value pada P(0) dalamkeadaan mesin diam. c. Membuat Percabangan
Membuat percabangan X1=1 untukmasing-masing job i. Ketika mesinmengerjakan suatu job diberitanda 1, P(s), dari list yangaktif dengan node baru untukmasing-masing job yang belumterjadwalkan. Kemudian notasikanK sebagai nomor job dalam urutanparsial s. Jika K=n, maka stop,yang berarti urutan penjadwalansudah optimal. Jika belumoptimal, dilanjutkan denganlangkah 3 dan langkah 4.K = levelN = banyaknya job yang akandijadwalkan.
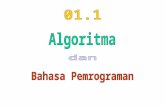
Gambar 5 Struktur Tree Algoritma Branchand Bound Priority Rule SPT Level 1
Contoh perhitungan :P(s’) = P(14) = Job ke 14 = 8Vjs = Vs + P(s’) ; V14s = 0 + 8 =8Kemudian, dilanjutkan ke langkahselanjutnya, dikarenakan level Ktidak sama dengan n, maka belumdikatakan optimal.d. Menentukan Lower Bound
Dilanjutkan dengan memilihlower bound (batas bawah). Nodeyang akan dipilih, yang
mempunyai nilai Vs nya lebihkecil diantara node-node yanglain.
Gambar 6 Penentuan Lower Bound AlgoritmaBranch and Bound Priority Rule SPT Level 1
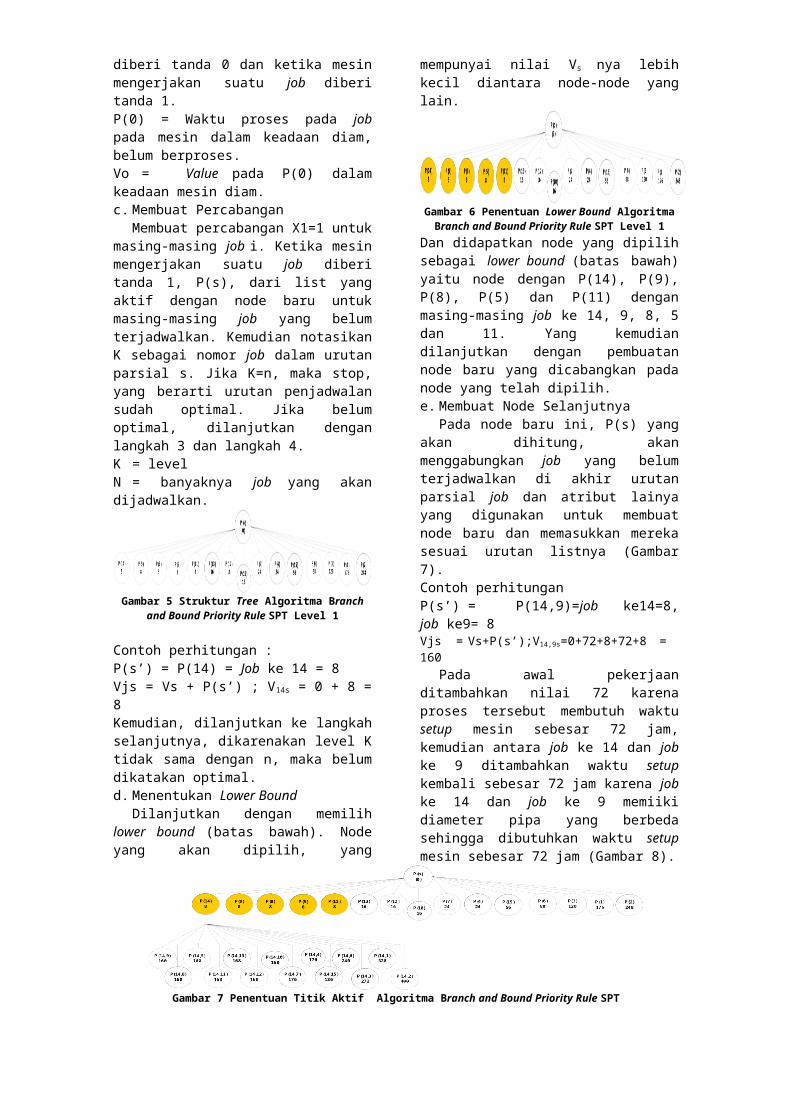
Dan didapatkan node yang dipilihsebagai lower bound (batas bawah)yaitu node dengan P(14), P(9),P(8), P(5) dan P(11) denganmasing-masing job ke 14, 9, 8, 5dan 11. Yang kemudiandilanjutkan dengan pembuatannode baru yang dicabangkan padanode yang telah dipilih.e. Membuat Node Selanjutnya
Pada node baru ini, P(s) yangakan dihitung, akanmenggabungkan job yang belumterjadwalkan di akhir urutanparsial job dan atribut lainyayang digunakan untuk membuatnode baru dan memasukkan merekasesuai urutan listnya (Gambar7).Contoh perhitunganP(s’) = P(14,9)=job ke14=8,job ke9= 8Vjs = Vs+P(s’);V14,9s=0+72+8+72+8 =160
Pada awal pekerjaanditambahkan nilai 72 karenaproses tersebut membutuh waktusetup mesin sebesar 72 jam,kemudian antara job ke 14 dan jobke 9 ditambahkan waktu setupkembali sebesar 72 jam karena jobke 14 dan job ke 9 memiikidiameter pipa yang berbedasehingga dibutuhkan waktu setupmesin sebesar 72 jam (Gambar 8).
Gambar 7 Penentuan Titik Aktif Algoritma Branch and Bound Priority Rule SPT

Gambar 8 Struktur Tree Algoritma Branch and Bound dengan Jadwal Inisial SPT
--
Gambar 8 Struktur Tree Algoritma Branch and Bound dengan Jadwal Inisial SPT(lanjutan)
berikut adalah variasi jadwalyang dihasilkan dari perhitunganalgoritma branch and bound denganpriority rule SPT:
Tabel 4 Variasi Jadwal KeseluruhanDengan Algoritma Branch and Bound dengan
priority rule SPT
Didapatkan nilai total latenessterkecil adalah untuk semuasequence baik sequence ke-1 sampaisequenece ke-24 yaitu dengan nilai344 jam dan jumlah tardy job adalah2 dari setiap sequence tersebutyakni job ke-1 dan job ke-2.
Urutan penjadwalan job yangdihasilkan ialah Job (9-8-5-10-7-4-11-13-12-14-15-6-3-1-2) karenaurutan ini paling mendekatidengan aturan SPT.3. Algoritma Branch and Bound dengan
Jadwal Inisial LDDLangkah-langkah penjadwalan
menggunakan algoritma branch andbound priority rule LDD, antara lain :a. Mencari Jadwal Inisial
Sebelumnya jadwal inisialtelah dihitung dan didapatkantotal lateness sebesar 4296 jam dantotal tardy job sebanyak 8 jobyaitu job ke-1, 3, 4, 6, 7, 9, 10dan 13 dengan urutan job (15-14-11-2-5-8-12-3-4-6-1-13-7-9-10).
b. Inisialisasi ParameterTempatkan P(0) pada list yang
aktif. Nilai yang terkait padanode ini adalah Vo = 0 dan p(

. Dikarenakan nilaipada algoritma branch and boundmenggunakan integer programmingyaitu 1 dan 0. Yang artinyauntuk mesin dalam posisi diamdiberi tanda 0 dan ketika mesinmengerjakan suatu job diberitanda 1.P(0) = Waktu proses pada jobpada mesin dalam keadaan diam,belum berproses.Vo = Value pada P(0) dalamkeadaan mesin diam. c. Membuat Percabangan
Membuat percabangan X1=1 untukmasing-masing job i. Ketika mesinmengerjakan suatu job diberitanda 1, P(s), dari list yangaktif dengan node baru untukmasing-masing job yang belumterjadwalkan. Kemudian notasikanK sebagai nomor job dalam urutanparsial s. Jika K=n, maka stop,yang berarti urutan penjadwalansudah optimal. Jika belumoptimal, dilanjutkan denganlangkah 3 dan langkah 4.K = levelN = banyaknya job yang akandijadwalkan.
Gambar 9 Struktur Tree Algoritma Branchand Bound Priority Rule LDD Level 1
Contoh perhitungan :P(s’) = P(15) = Job ke 15 = 56Vjs = Vs + P(s’) ; V15s = 0 + 56= 56Kemudian, dilanjutkan ke langkahselanjutnya, dikarenakan level Ktidak sama dengan n, maka belumdikatakan optimal.
d. Menentukan Lower BoundDilanjutkan dengan memilih
lower bound (batas bawah). Nodeyang akan dipilih, yangmempunyai nilai Vs nya lebihkecil diantara node-node yanglain.
Gambar 10 Penentuan Lower Bound AlgoritmaBranch and Bound Priority Rule LDD Level 1
Dan didapatkan node yang dipilihsebagai lower bound (batas bawah)yaitu node dengan P(14), P(11),P(5), P(8) dan P(9) denganmasing-masing job ke 14, 11, 5, 8dan 9, Yang kemudian dilanjutkandengan pembuatan node baru yangdicabangkan pada node yang telahdipilih.e. Membuat Node Selanjutnya
Pada node baru ini, P(s) yangakan dihitung, akanmenggabungkan job yang belumterjadwalkan di akhir urutanparsial job dan atribut lainyayang digunakan untuk membuatnode baru dan memasukkan merekasesuai urutan listnya (Gambar11).Contoh perhitunganP(s’) = P(14,15) = job ke14 = 8,jobke15 = 56Vjs = Vs+P(s’) ; V14,15s = 0 +72+8+56= 136Pada awal pekerjaan
ditambahkan nilai 72 karenaproses tersebut membutuh waktusetup mesin sebesar 72 jam,kemudian karena job ke 14 dan jobke 15 memiliki diameter pipayang sama, maka tidak diperlukanpenambahan waktu setup. Darihasil perhitungan tersebutdidapatkan node aktifselanjutnya yang kemudian akandihasilkan variasi jadwal dengantotal lateness dan tardy job yangminimum yang akan dipilih(Gambar 12).berikut adalah variasi jadwal
yang dihasilkan dari perhitunganalgoritma branch and bound denganpriority rule LDD:
Tabel 5 Variasi Jadwal KeseluruhanDengan Algoritma Branch and Bound denganpriority rule LDD

Gambar 11 Penentuan Titik Aktif Algoritma Branch and Bound Priority Rule LDD
--
Gambar 12 Struktur Tree Algoritma Branch and Bound dengan Jadwal Inisial LDDDidapatkan nilai total lateness
terkecil adalah untuk semuasequence baik sequence ke-1 sampaisequenece ke-24 yaitu dengan nilai344 jam dan jumlah tardy job adalah2 dari setiap sequence tersebutyakni job ke-1 dan job ke-2.Urutan penjadwalan job yangdihasilkan ialah job (5-8-9-10-4-7-11-12-13-14-15-6-3-1-2) karena
urutan ini paling mendekatidengan aturan LDD.
Dari hasil perhitungan yangtelah dilakukan, maka dapatdiperoleh nilai total lateness danjumlah tardy job dari masing-masing metode serta jadwal jobterbaik, dan jadwal job terbaikdapat menjadi usulan bagiperusahaan. Berikut ini adalah

nilai kriteria dari masing-masing metode :
Tabel 6 Perbandingan Nilai KriteriaJadwal Inisial
Tabel 7 Perbandingan Nilai KriteriaMetode Penjadwalan
Dari hasil perhitungandengan metode algoritma barnchand bound mengunakan priority ruleEDD, SPT dan LDD didapatkanhasil yaitu 24 alternatifsequencing yang sama dengan totallateness sebesar 344 jam dan 2 tardyjob yaitu job ke-1 dan 2 padatiap-tiap alternatif sequencing. KESIMPULAN
Kesimpulan yang didapatkandari hasil penelitian yang telahdilakukan ini adalah sebagaiberikut: penjadwalan menggunakanalgoritma branch and bound denganpriority rule EDD memeberikan nilaitotal lateness 344 jam dan 2 tardyjob yaitu job ke-1 dan ke-2dengan urutan job (9-8-5-10-7-4-11-13-12-14-15-6-3-1-2).Penjadwalan algoritma branch andbound dengan priority rule SPTmemberikan nilai total lateness344 jam dan 2 tardy job yaitu jobke-1 dan ke-2 dengan urutan job(9-8-5-10-7-4-11-13-12-14-15-6-3-1-2) dan penjadwalan algoritmabranch and bound dengan priority ruleLDD memberikan nilai totallateness 344 jam dan 2 tardy jobyaitu job ke-1 dan ke-2 denganurutan job (5-8-9-10-4-7-11-12-13-14-15-6-3-1-2). Dan untukkriteria minimasi total latenessdan tardy job metode algoritmabranch and bound dengan priority ruleEDD atau SPT atau LDD memberikannilai total lateness dan tardy job
yang lebih kecil yaitu 344 jamdan 2 tardy job (job ke-1 dan jobke-2) dibandingkan dengan jadwalexisting yang memiliki nilai totallateness 1616 jam dan 6 tardy job.Untuk kriteria minimasi totallateness jadwal inisial EDDterbukti menghasilkan jadwaldengan total lateness yang minimum,sedangkan untuk kriteriaminimasi jumlah tardy job jadwalinisial SPT terbuktimenghasilkan jadwal denganjumlah tardy job yang minimum.Sehingga jadwal yang terpilihsebagai jadwal terbaik merupakanjadwal dari algoritma branch andbound dengan jadwal inisial EDDdan algoritma branch and bounddengan jadwal inisial SPT denganurutan job (9-8-5-10-7-4-11-13-12-14-15-6-3-1-2).DAFTAR PUSTAKAArifin, M., dan Rudyanto, A.2010. Perancangan Sistem InformasiPenjadwalan Produksi Paving Block PadaCV. Eko Joyo. Seminar Nasional AplikasiTeknologi Informasi 2010 (SNATI 2010).Yogyakarta, 19 Juni 2010.Baker, K. R. 1974. Introduction toSequencing dan Scheduling. John Wileydan Sons Inc. New York.Brucker, P. 2007. SchedulingAlgoritms Fifth Edition. Springer-Verlag Berlin Heidelberg.Germany.Conway, R. W., et. al., 1967. Theoryof Scheduling. MA: Addison-Wesley.Kurniati, A. 2013. PenjadwalanProduk Painted di PT. ABC denganAlgoritma Branch and Bound &Neighborhood Search Untuk MeminimasiMean Flow Time. Skripsi. JurusanTeknik Industri. UniversitasSultan Ageng Tirtayasa. Cilegon.Nasution, A., et. al. 2003.Perencanaan & Pengendalian Produksi.Guna Widya. Surabaya.Riyanti, E. 2004. PenerapanAlgoritma Branch And Bound UntukPenentuan Obyek Wisata. Skripsi.Jurusan Teknik Informatika.

Universitas Komputer Indonesia.Bandung.Sutanto,G. 2000. Algoritma BranchAnd Bound Dan Algoritma Genetika UntukPenjadwalan Flowshop Dengan FungsiTujuan Ganda. Skripsi JurusanTeknik Industri Fakultas TeknikUniversitas Kristen Petra :Surabaya.Sutanto, J., et. al. 2004.Algoritma Brach and Bound untuk MasalahPenjadwalan pada Mesin Paralel. JurnalTeknik Informatika. LaboratoriumIlmu dan Rekayasa Komputasi.Departemen Teknik Informatika :ITB. Bandung.Zai, R. N., 2010. Flow ShopScheduling Problem Dengan MenggunakanHybrid Heuristic. Skripsi. JurusanTeknik Industri. UniversitasSultan Ageng Tirtayasa. Cilegon.