Polymer Science Dictionary - Plastics, Resins, Rubber, Gums ...
Upload
khangminh22Category
view
0download
0
ABSTRACT
The spent IX resin wastes arising from nuclear power plants have high
radiation level due to fission product 137Cesium and activation product 60Cobalt. The
pyrolysis and oxidative pyrolysis processes have potential to minimise final waste form
volumes of these wastes .The major difficulty in deploying these processes for treatment
of spent IX resins is release of off-gases containing large quantities of aromatic
hydrocarbons, amines, sulphur dioxide, hydrogen sulphide, carbonyl sulphide etc. As an
alternative to high temperature incineration of the pyrolysis off gases, feasibility of using
catalytic combustion at moderate temperatures was investigated in the laboratory.
Copper Chromite, Copper Oxide- Ceric Oxide and Vanadium Pentaoxide
catalysts supported on alumina were prepared and tested for oxidation of styrene
monomer, toluene, ethyl benzene and trimethyl amine at 22500 hr-1 space velocity and
temperature range of 300 to 500oC. At temperatures over 475 oC, all three catalyst gave
oxidation efficiency of over 97 % for these compounds over concentration range of few
tens of ppm to few thousands ppm. A composite catalyst bed of three catalysts
comprising principally of Copper Chromite is proposed for treatment of IX resin
pyrolysis off-gases.
Keywords
Spent IX resins
Catalyst System
Transition Metal Oxide Catalysts
Styrene
Toluene
Ethyl Benzene
Trimethyl Amine
Oxidation Efficiency
CONTENTS
1. INTRODUCTION 1
2.0 TYPES OF IX RESINS USED IN NUCLEAR POWER PLANTS 1
3.0 CHEMICAL NATURE OF PYROLYSIS OFF GASES 2
3.1 Release of water vapour 2
3.2 Releases from Functional Groups of IX Resins 2
3.3 Releases of Hydrocarbons from Base Polymers 3
3.4 Release of Soot 3
4.0 CATALYST SYSTEM 4
4.1 Objective Of Using Catalytic Combustion 4
4.2 Requirements of Catalyst System 4
4.3 Catalyst Support 5
4.4 Washcoat On Support 5
4.5 Catalyst Impregnation 6
4.6 Metal Oxide catalysts of Interest 6
4.7 Operation of Catalyst bed 8
5.0 EXPERIMENTAL 9
5.1 Alumina Support 9
5.2 Wash coat of alumina 9
5.3 Copper Chromite Catalyst 9
5.4 Copper Oxide-Ceric Oxide Catalyst 10
5.5 Vanadium Pentoxide Catalyst 10
5.6 Evaluation of Catalysts 10
6.0 RESULTS AND DISCUSSIONS 18
7.0 CONCLUSIONS 19
ACKONWLEDGEMENTS 20
REFERENCES 20
Figures 6
Table 1
1.0 INTRODUCTION
Organic Ion Exchange (IX) resins are used [1] to purify primary coolant of
nuclear power plants. IX resin wastes have high radiation level arising from fission
product 137Cesium and activation product 60Cobalt.
Carbonisation [2,3], pyrolysis [4,5] and oxidative pyrolysis [6,7] of spent IX
resins have emerged as effective treatment methods for minimizing final waster form
volume. The major difficulty in deploying these processes for commercial applications is
release of off-gases containing large quantities of aromatic hydrocarbons, amines, sulphur
dioxide, hydrogen sulphide, carbonyl sulphide etc[8]. Uncatalysed incineration of the off
gases generates polyaromatic hydrocarbons(PAHs), soot, SOx and NOx [9,10] which are
toxic/corrosive to structural materials at high temperatures [>1000oC] encountered in
incinerators.
The chemical nature of the pyrolysis off gases is [11] similar to automobile
exhaust although the quantities of aromatic hydrocarbons, amines and sulphur dioxide
dominate the composition in a very large way. Transition and rare earth metal oxide
catalysts have been developed [12 to 14] for low temperature catalytic treatment of such
highly contaminated gas streams. Advantages of catalytic oxidation are low secondary
liquid waste generation, elimination of foul smell and prolonged life of high efficiency
particulate filters. The formation of NOx by oxidation of atmospheric nitrogen[9] at high
incinerator temperatures is avoided. Studies were taken up to explore feasibility of using
catalytic oxidation of IX resin pyrolysis off gases at moderately high temperatures. The
report describes requirements of the catalyst system, selection of low cost catalysts, their
preparation procedures and evaluations for aromatic hydrocarbons and amine oxidation.
2.0 TYPES OF IX RESINS USED IN NUCLEAR POWER PLANTS
The nuclear grade strongly acidic cationic (R-SO3-H+) and strongly basic anionic
(R-CH2-N[CH3]3+OH-) resins are used in the nuclear power plants. Base polymer of the
resins is polystyrene crosslinked by 8 to 10 mole % divinyl benzene.
In primary heat transport (PHT) systems of Pressurized Heavy Water Reactors
(PHWRs) mixed cationic and anionic IX resins in 30 : 70 weight ratio are used[1]. The
spent IX resins discharged from PHWRs are predominantly in H+ and OH- forms.
Moderator purification system of PHWRs uses anionic resins in borate form. The Russian
VVER reactors are pressurised water type reactors and use [15] cationic resins in K+
form and anionic resins in borate form. Spent cationic resins are partially loaded with
corrosion products of stainless steel, zircalloy and stilbite and the anionic resins with
carbonate, bicarbonate, chlorides and nitrates.
5.0 CHEMICAL NATURE OF PYROLYSIS OFF GASES
3.1 Release of water vapour
Spent IX resins are transferred by fluidisation with water to the pyrolyser. Excess
water is removed by applying vacuum . The water content of wet resins after this step is
around 72 weight percent. This water evaporates as steam during first step of pyrolysis at
the temperatures upto 130o C.
3.2 Releases from Functional Groups of IX Resins
Degradation of organic matter commences after the evaporation of water.
Pyrolysis of IX resins is carried out in presence of nitrogen to avoid unwanted exothermic
oxidation reactions and improve safety. It is reported that during decomposition of
sulphonic acid groups, 35 % sulphur is retained [16] in the polymer matrix. Sulphur has
capability to form –C=S=C- and –C-SO2-C-linkages with organic matter as observed in
vulcanization of rubber. During decomposition of sulphonic acid groups SO2 is released
[17] over temperature range of 250 to 1100 oC. Due to reducing conditions prevailing
during pyrolysis, part of sulphur is released as SO2, H2S, COS + and CS2 .
The quaternary ammonium hydroxide groups in the anionic resins decompose
giving amines. Trimethyl amine (TMA) is most dominant among them. The other
amines released from anionic resins are methylamine, dimethyl amine, methane diamine
1-3 butadyine.[8]. Oxidation of amines leads to formation of NOx. [9]

3.3 Releases of Hydrocarbons from Base Polymers
Styrene is monovinyl benzene. Hence off gas compositions of polystyrene and styrene–
divinyl benzene copolymer, which is IX resin base polymer, are similar. The pyrolysis of
polystyrene is widely studied [18 to 23] . Styrene, toluene and ethyl benzene constitute
major portion of aromatics released. Styrene contributes 75 to 90 % to total aromatics.
Polystyrene forms PAH during incomplete combustion[10]. Formation of polycyclic
structures during incomplete combustion is described by polyacetylene theory and ionic
theory . Free radical and ionic reactions lead to formation of PAHs. In pyrolysis under
nitrogen atmosphere, the C/O ratio of off gas is high and aromatics have high C/H ratios.
These two factors lead to formation of PAHs. Pyrolysis conditions especially temperature
and off gas stay time in hot zone influence the reactions between the aromatics. The
quantity of PAH formed [24,25] decreases with increasing combustion temperature from
800 to 950 oC. Styrene has tendency to polymerize. In pyrolysis of polystyrene at 540 oC
dimers and trimmers of styrene were also identified.. Some of the important PAHs
released [ 23,24] during pyrolysis of polystyrene are indene, naphthalene, biphenyl,
fluorine, and phenyl naphthalenes.
3.4 Release of Soot
Increase in molecular weight and free radical reactions lead [26,27] to formation
of species of 1 to 2 nm size. These species have tendency to form aggregates and
agglomerates by adsorption of hydrocarbons, water vapour and SOx which act as binder.
Their size increases to 10 to 20nm and behave like particulate matter called soot.
Styrene, toluene, ethyl benzene and TMA are major organics present in the IX
resin pyrolysis off gas. It will be sufficient to test the oxidation catalyst for these organic
compounds. The releases of higher homolog of styrene and PAHs are low and they are
expected to behave similarly under catalytic oxidation conditions.
6.0 CATALYST SYSTEM
4.1 Objective Of Using Catalytic Combustion
The catalyst consists of two components - the active catalyst and support
consisting of substrate and wash coat. The catalyst bed may be externally heated to
maintain at desired temperature. Premixed and preheated fuel-air mixture is passed
through catalytic combustor. Because of plug flow conditions provided by the catalyst
bed, thermal inertia of the catalyst bed and premixing of fuel and air, stable oxidation can
be sustained at low fuel concentrations. The activation energy for the heterogeneous
oxidation on the surface of a catalyst is much lower than that for purely homogeneous gas
phase oxidation reactions. Consequently appreciable heterogeneous oxidation rates can
be achieved for lower fuel concentrations and at lower temperatures compared to
homogeneous oxidation.
At lower catalyst bed temperatures, the reaction rate is determined by overall
intrinsic surface kinetics and .increases exponentially with bed temperature. At higher
catalyst bed temperature, reaction rates become so high that the overall process is limited
by rate of mass transport to the catalyst surface and reaction rates are insensitive to
temperature changes. At still higher temperatures, homogeneous combustion and
heterogeneous catalytic reactions occur simultaneously. Due to high combustion
efficiency, soot formation is almost completely eliminated.
4.2 Requirements of Catalyst System
The catalyst system should possess[28] the following properties-
i) Catalyst should be capable of igniting fuel-air mixture at lowest possible temperature
ii) Catalytic activity should be sufficiently high to maintain complete combustion at the
lowest preheat of fuel air mixture and highest values for mass throughput
iii) Support should have high surface area, low pressure drop, high thermal shock
resistance and high working temperature.
iv) Wash coated surface of support should be capable of maintaining high surface area
under combustion conditions
v) Catalyst should maintain high activity after prolonged use at elevated temperature.
4.3 Catalyst Support
Advantages of supported catalysts are high surface to volume ratio and high
thermal stability endowed by dispersion. They are prepared by impregnation on support.
The catalyst support serves[28] three important functions-
i) It increases the surface area of the metal oxide by providing dispersion
ii) It can reduce the sintering of the catalyst material and improve thermal stability
iii) It can enhance the activity of catalyst material.
The catalyst and support must have mutual insolubility. The melting points of
supports should be at least 1.5 times higher than maximum operating temperature of
catalyst. The catalyst supports should be resistant to thermal shock. Aluminas are less
expensive, reasonably resistant to thermal shock and can operate at high temperatures.
4.4 Washcoat On Support
The metal oxides may form aluminates at high temperature. The interactions of
catalyst and support can alter strength, decrease surface area and thermal shock
properties. Formation of lanthanum/cerium aluminates retards sintering of alumina and
minimises the transformations to low surface area alpha and delta forms. It is better to
start with low surface area wash coated catalysts since this would result in better
retention of strength and thermal shock properties as well as less change in catalyst
activity during operation.
La2O3 and CeO2 washcoats are most widely reported on alumina. La2O3 is[29]
valence invariant and more effective than ceria as wash coat. Ceria increases [30]
mechanical strength of alumina and stabilises against surface area loss by inhibiting
transformation of gamma alumina to high density alpha alumina.
4.5 Catalyst Impregnation
The impregnation and drying steps involve mass and heat transfer processes.
The impregnation profile means intra-pellet distribution of catalytic component.
Preparation of impregnated catalyst involves
i) contacting dry or wet support with an impregnating solution
ii) drying
iii) calcining.
The third step appears to have relatively small influence in determining
impregnation profiles. [31]
The impregnant solution is imbibed into pores due to capillary pressure. The flow
of solution inside pellet ceases after reaching centre of pellet and then only diffusion and
adsorption continue. Adsorption of metal ions on support is important in determining
impregnation profiles. The adsorption characteristics are dependent on pH of solution
and isoelectric point of support. At pH below isoelectric point, the support is positively
charged and adsorbs anions. At pH higher than isoelectric point, the surface is negatively
charged and adsorbs cations. Hydrolysis and/or precipitation of impregnant can change
the adosrptivity. Thus pH of solution, isoelectric point and nature of chemical species of
impregnant are important in impregnation. During drying step the evaporation of
solution redistributes the impregnant in pores. When heating rates are slow, the steady
state is established. The solution is drawn to evaporation zone and this results in
segregation of impregnant at pellet periphery. This is known as egg-white type
impregnation. At fast heating rate, the impregnant in pore volume solution increases its
concentration at menisci and deposits catalyst on pore walls. The fast drying leads to
distribution of impregnant towards centre. This egg yolk type impregnation is not of our
interest.
4.6 Metal Oxide catalysts of Interest
Transition metal oxides are extensively used as catalyst in selective or complete
oxidation processes. The rate of catalytic oxidation depends on strength of metal-oxygen
bonds in their oxides. Noble metals having low bond strength are best catalysts. Copper,
chromium, vanadium, iron and nickel along with silver and cobalt fall in middle range.
Although noble metals are resistant to poisoning by H2S, SO2 etc, their high cost
demands recovery from spent catalyst making them unattractive for nuclear waste
management.
SO2 is one of the off gas component released from cationic resins. Sulphur
dioxide forms sulphites/sulphates with transition metal oxide catalysts. The sulphates of
transition metals have high decomposition temperatures which are generally above
operating range of transition metal oxide catalysts. Hence SO2 can cause irreversible
poisoning. Similarly H2S and COS can form sulphides with transition metal oxide
catalysts. Sulphide poisoned catalysts can however be regenerated by heating in air to
decompose them to oxides[32]. NaOH can react with SO2, H2S and COS. NaOH coated
alumina bed is preferred over NaOH scrubber at front end of transition metal oxide
catalysts since gases are at high temperatures and operation difficulties associated with
scrubbers.
Polystyrene along with ammonium perchlorate is used as solid Propellant in the
rockets. For efficient oxidation of polystyrene, copper chromite catalyst powder is used
as additive for increasing the burning rate of solid propellants[33,34]. Since styrene
vapours are most dominant component of IX resin pyrolysis off-gases, copper chromite
was selected as catalyst.
The incomplete oxidation of styrene, its higher homologues and PAH over copper
chromite catalyst can lead to formation of CO and soot. Hence it was decided to develop
catalysts which are reported to have high efficiency for CO and/or soot and also for
organic vapours. They are to be used as back up beds.
Ceric oxide in pure form or mixed with other oxides is [30,35] effective catalyst
to oxidise carbon monoxide to CO2 in temperature range of 100 to 200 oC. Addition of
some elements dramatically modifies behaviour of CeO2 towards oxidation of CO.
Addition of CuO to CeO2 lowers[30] the light off temperature (temperature of 50%
efficiency) by 200oC. Comparison of catalytic activity for CO oxidation over different
catalysts indicated [30] that Cu0.15Ce0.85O2+X gave high oxidation rates. Hence this
catalyst composition was selected as one of the back up bed to copper chromite catalyst
Since soot is particulate matter, its oxidation requires physical contact with
catalyst surface for achieving efficient oxidation. Surface temperature of carbon or soot
burning in air is high due to exothermic oxidations reactions. Vanadium pentaoxide and
alkali vanadates are [36 to 38] well known catalysts for oxidation reactions and have low
melting points. Molten V2O5 would have excellent contact with soot. Hence it was
selected as another back up bed for copper chromite catalyst.
4.7 Operation of Catalyst bed
As the pyrolysis is carried out in nitrogen atmosphere, The off -gases are mixed
with air to supply oxygen. While mixing of air with hot pyrolysis gases, the lower and
upper explosion limits of individual off gas components should be considered. These
limits are indicated[39] in Table 1. Computations of concentrations of components in the
off gases of IX resin pyrolysis pilot plant indicated that by maintaining air supply at 250
% of stoichiometric requirements, the lower explosion limits could be avoided safely.
Use of such high excess of air, leads to formation NOx from oxidation of TMA by
mechanism reported[9] elsewhere. Contribution of NOx from oxidations of atmospheric
nitrogen at catalytic oxidation operating temperatures is not significant due to kinetic
considerations..
Table 1
Physical Properties of Off-gas Components
Compound Melting
Point
( oC )
Boiling
Point
( oC )
Flash
Point ( oC )
Lower
explosion
limit
( % )
Upper
Explosion
limit
( % )
Auto
Ignition
temp.
( oC )
TMA -117 2.9 -6.6 2 11.6 190
Styrene -31 145 31.1 1.1 6.1 490
Toluene -93 110.6 4.4 1.4 6.7 536
Ethyl
benzene
-95 136 59F 1 6.7 432
5.0 EXPERIMENTAL
5.1 Alumina Support
Spherical pellets of gamma alumina having 6 to 8 mm diameter were procured from
indigenous source. They were crushed to -22,+50 mesh size, washed with demineralised
water and dried at 200 oC for storage.
5.2 Wash coat of alumina
LR grade La (NO3)3 6 H2O was used to give La2O3 washcoat and ceric
ammonium nitrate to give CeO2 wash coat to alumina. Lanthanum nitrate was estimated
by oxalate precipitation and titration of the precipitate with 0.1 N KMnO4. Ceric
ammonium nitrate solution was analysed by titration with ferrous ammonium sulphate.
The quantity of water required for incipient wetting was determined using 100 gm
alumina. It was 34 to 35 ml per 100gms. Quantity of La (NO3)3 6 H2O solution which can
give 10 grams of La2O3 after decomposition was taken and diluted to 350 ml. 1.0 kg of
alumina was added to lanthanum nitrate solution, mixed thoroughly and kept overnight
for equilibrium. The pellets were first dried under IR lamp followed by slow heating to
300 oC. Later alumina were sintered at 1100 o C for 2 hrs.
The same procedure was followed for giving CeO2 wash coat to other batch of alumina
using ceric ammonium nitrate solution.
5.3 Copper Chromite Catalyst
Copper chromite is generally obtained by calcinations of copper ammonium
chromate at temperatures between 300 and 500oC. Copper ammonium chromate was
precipitated on alumina pellets [40,41] by adding copper nitrate solution to ammoniacal
K2Cr2 O7 solution. To accurately weighed quantity of 18.913 grams of AR grade
K2Cr2 O7, 73 ml of ammonia was added. To this 14.6 ml of 1.84 M copper nitrate
solution was added with constant stirring. 250 grams of La2O3 wash coated alumina
pellets of -22,+50 mesh size were added to this copper ammonium chromate solution.
Alumina pellets were allowed to soak in this solution overnight. The alumina pellets
were separated and kept under IR lamp till the surface was completely dry. This allowed
slow evaporation of water from soaked pellets. The rest of water was evaporated by slow
heating to 200oC in a furnace. The temperature of furnace was raised to 500oC for 2
hours to decompose copper ammonium chromate and effect sintering of Copper
Chromite catalyst. Copper Chromite catalyst prepared thus have molar ratio of Cu : Cr as
1:1. The copper chromite catalyst loading on alumina was 8 wt %.
5.4 Copper Oxide-Ceric Oxide Catalyst
CeO2 wash coated alumina pellets of -22,+50 mesh size were used to prepare the
Cu 0.15Ce 0.85 O2 loaded catalyst. 58.9 gms of ceric ammonium nitrate were added to
10.3 ml of 1.84 M copper nitrate solution. The volume of the solution was made up to
87.5 ml and 250 gms of alumina pellets were added[42]. The contents of the flask were
allowed to soak in this solution overnight. The alumina pellets were separated. Drying
and sintering of the catalyst was carried out as indicated in section 5.3. Decomposition of
nitrates resulted in sintering of Cu 0.15Ce 0.85 catalyst. The copper oxide-ceric oxide
catalyst loading on alumina was 8 wt %.
5.5 Vanadium Pentoxide Catalyst
CeO2 wash coated alumina pellets of -22,+50 mesh size were used to prepare the
V2O5 loaded catalyst. 25.7 gms of NH4VO3 were added to 87.5 ml of deionised water.
After proper mixing, 250 gms of alumina pellets were added and allowed to soak for 2
days. The alumina pellets were separated. Drying and sintering of the catalyst was carried
out as indicated in section 5.3. Decomposition of ammonium vanadate resulted in
sintering of V2O5 catalyst. The Vanadium Pentoxide catalyst loading on alumina was 8
by wt %.
5.6 Evaluation of Catalysts
The catalysts were evaluated for their oxidation/destruction efficiency for styrene,
toluene, ethyl benzene and TMA. Stabilised monomer of LR grade styrene was used.
Toluene and ethyl benzene were of AR grade. TMA used was 40 % LR grade solution.

Stainless tubing having 6 mm outer diameter and 4.5 mm inner diameter was
shaped unto U tube for use as a catalyst bed. Quartz wool was introduced from one end of
the U tube to support the catalyst bed. 0.5 ml catalyst was transferred to the U tube arm
and it rested on vertical part of U tube. Another quartz wool plug was inserted in U tube
from top to keep the catalyst bed in place. For each experiment, a new U tube and new
catalyst bed were used. Ambient air flow was controlled at 375 ml. This provided the
space velocity of 22500 NTP hr -1 for the catalyst beds. It was passed through a scrubber
filled with desired organic liquid or its solution in Tri Butyl Phosphate(TBP). TBP has
very low vapour pressure and acted as diluent to reduce the volatility of organic liquid
being tested. This helped in evaluating the catalysts at different concentrations.
For evaluation of catalysts as prepared in sections 5.3 to 5.5, furnace with top lid
was used. A powdered alumina bed containing catalyst U tube was maintained at about
300oC initially and then its temperature was raised in steps to obtain the catalyst
efficiency data at higher temperature.
CHEMITO make Gas chromatograph (GC) fitted with automatic air
sampling valve, 3 mm diameter x 3 meter length SE-30 column and Flame Ionization
Detector was used for analysis. The injection port, column and detector base temperatures
were maintained at 200, 150 and 250 oC respectively. Injection port was used to
calibrate GC for styrene etc before start of each run by injecting 2 ìL of liquid samples.
Automatic gas sampling valve having 1 ml volume was used to analyse gas samples in air
streams on upstream and downstream sides of catalyst bed. The gas chromatographic
data was analysed by using CHEMITO 5000 data processor.
Based on calibration, gas stream samples were analysed. Initially catalyst bed
was bypassed to analyse the feed concentration of desired compound in air. Then the gas
stream was diverted through catalyst bed kept at 300oC. The feed compound peak areas
of the off-gas samples was used for computing the catalyst bed efficiency.
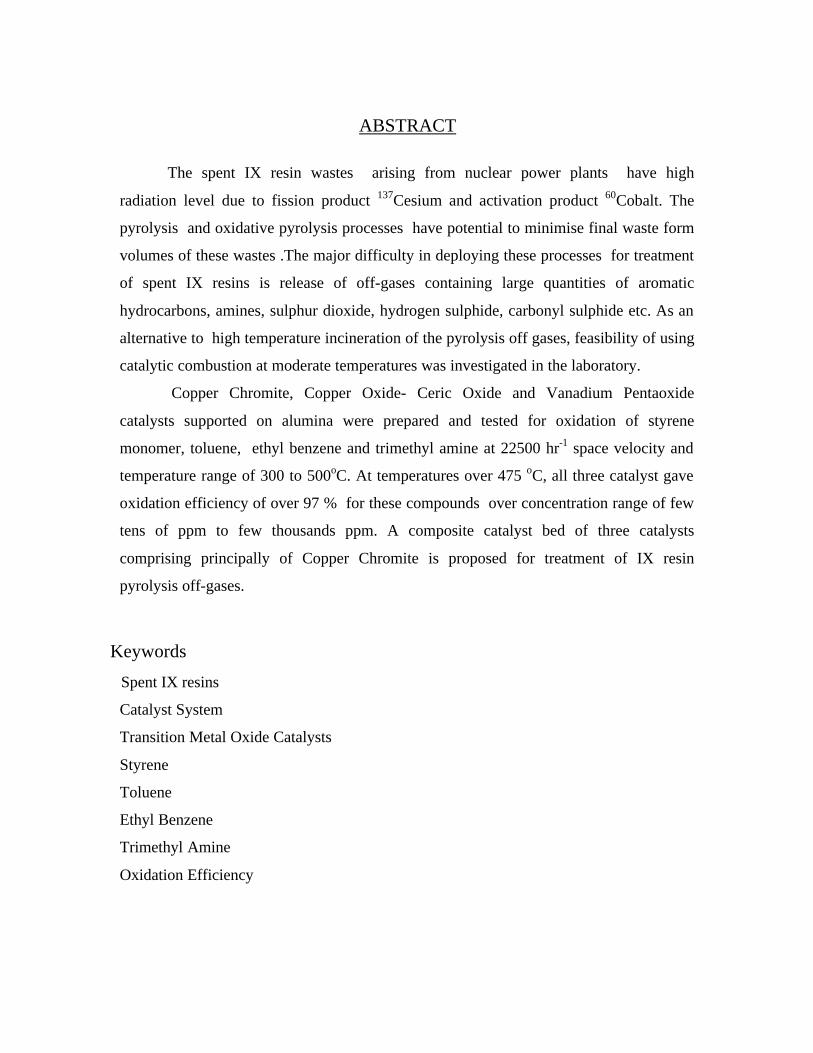
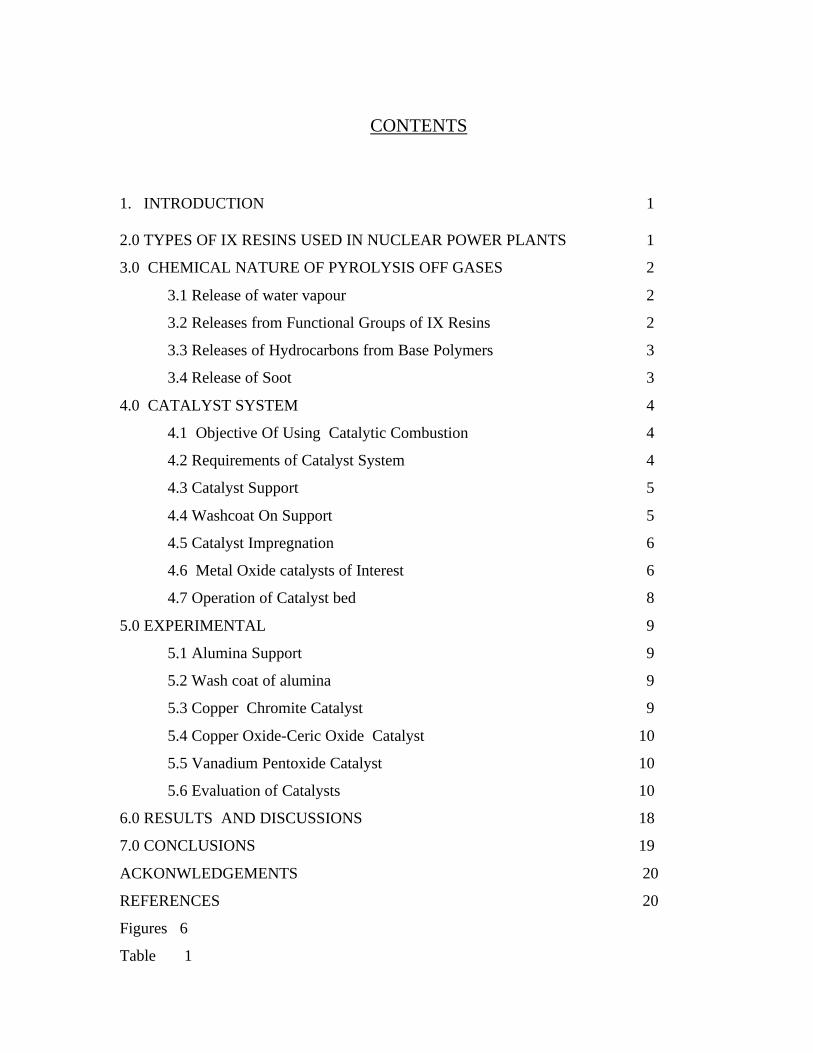
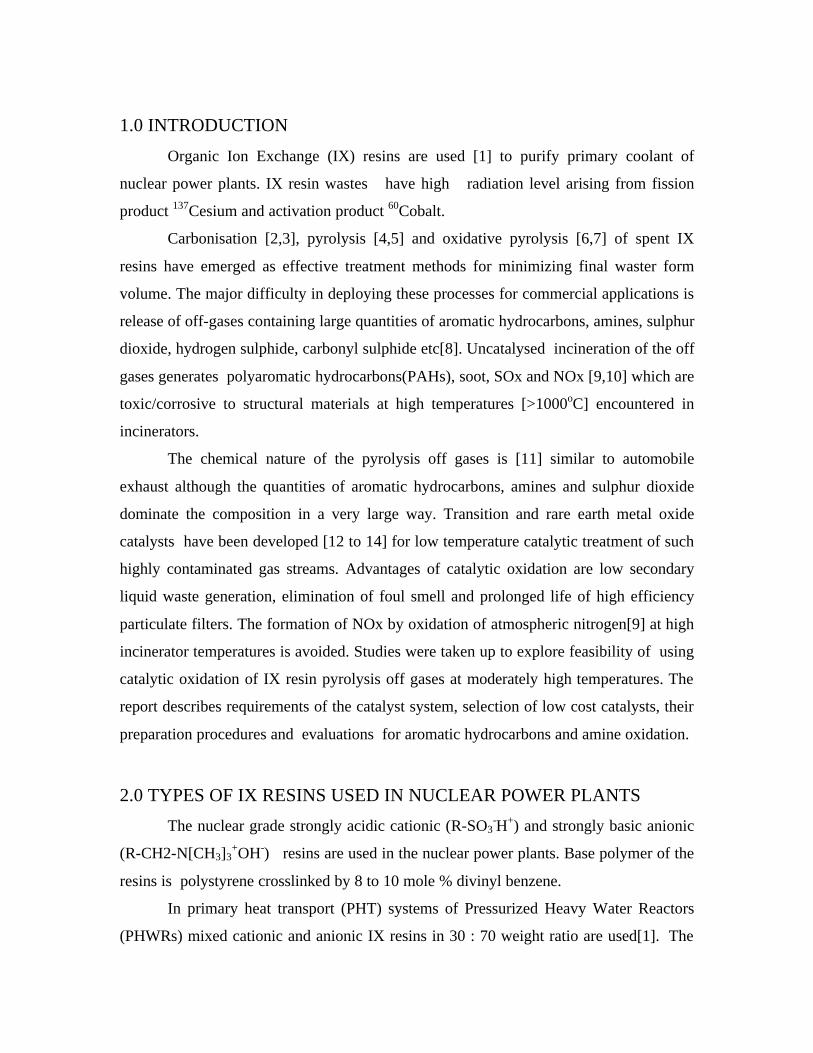
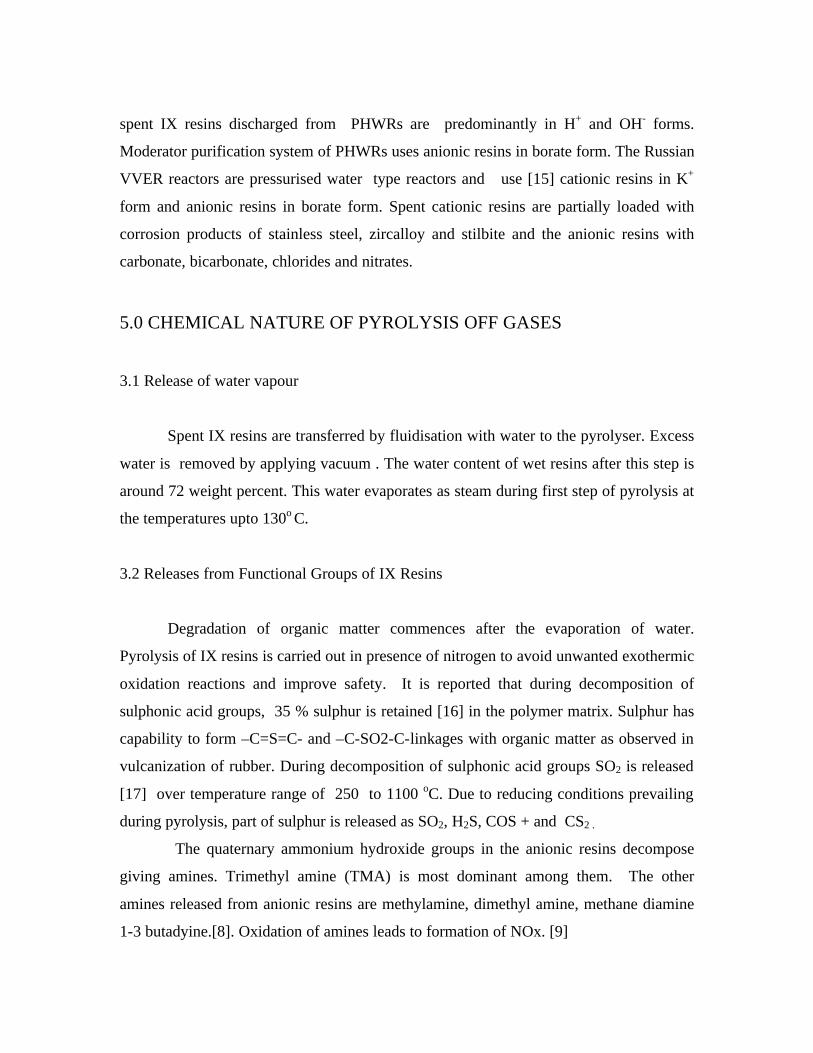
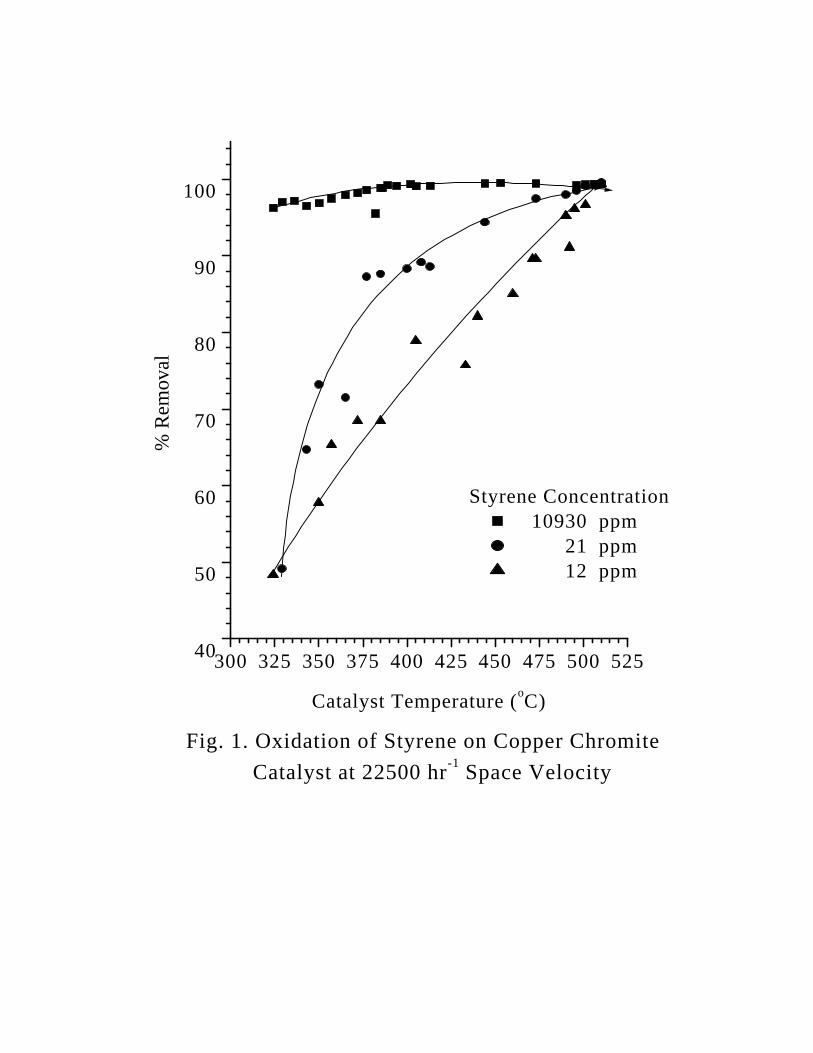
The results of evaluations of copper chromite catalyst for styrene, toluene, ethyl
benzene and TMA oxidation are presented in fig. 1 to 4.
300 325 350 375 400 425 450 475 500 52540
50
60
70
80
90
100
Fig. 1. Oxidation of Styrene on Copper Chromite
Catalyst at 22500 hr-1
Space Velocity
% R
emov
al
Catalyst Temperature (oC)
Styrene Concentration 10930 ppm 21 ppm 12 ppm
300 325 350 375 400 425 450 475 500 52570
75
80
85
90
95
100
105
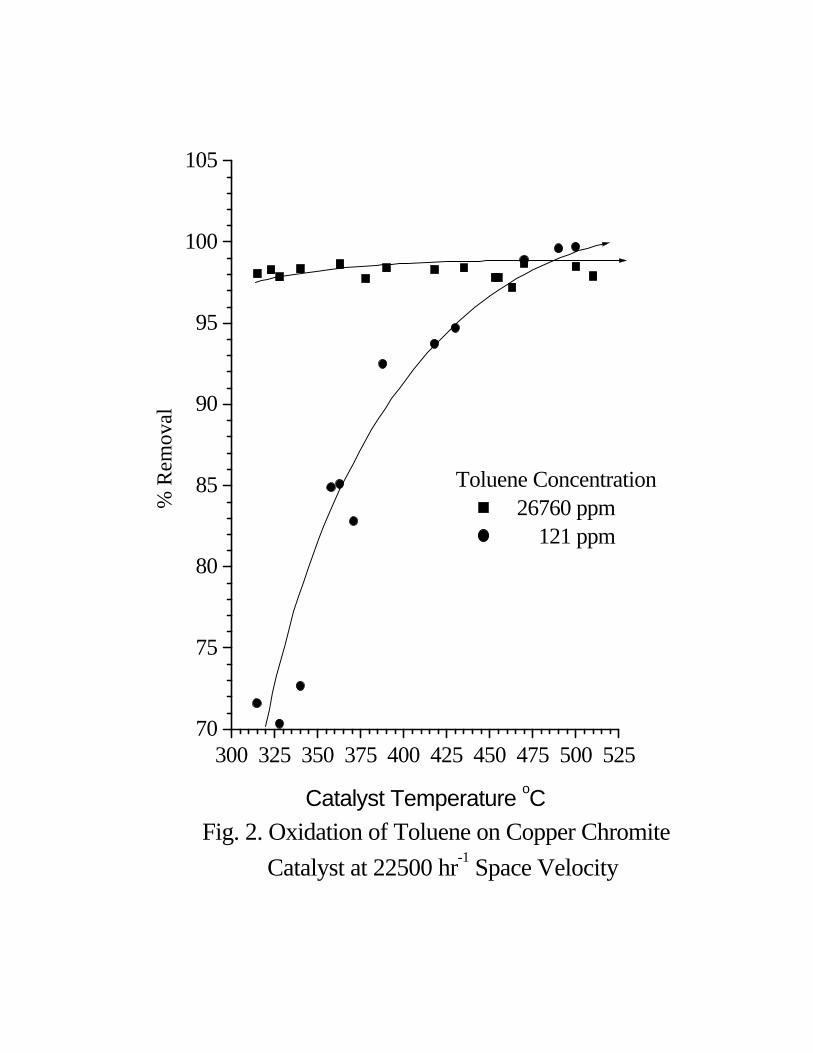
Fig. 2. Oxidation of Toluene on Copper Chromite
Catalyst at 22500 hr-1 Space Velocity
% R
emov
al
Catalyst Temperature oC
Toluene Concentration 26760 ppm 121 ppm
300 325 350 375 400 425 450 475 500 52570
75
80
85
90
95
100
105
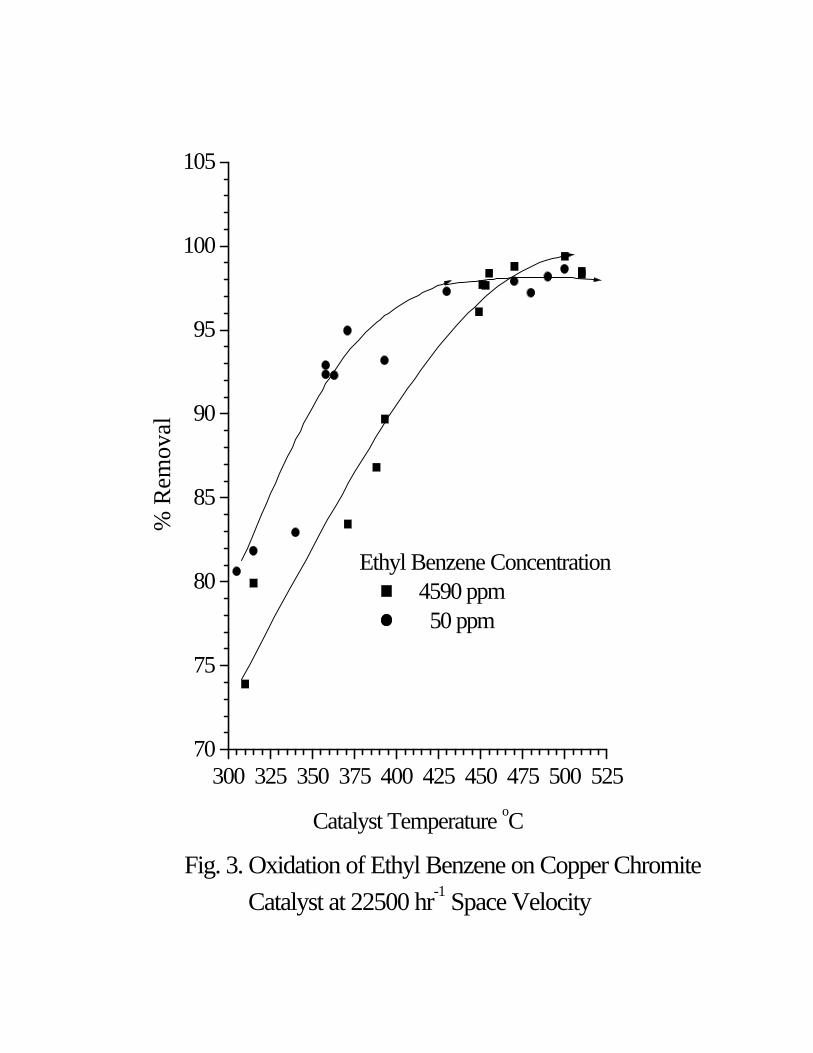
Fig. 3. Oxidation of Ethyl Benzene on Copper Chromite
Catalyst at 22500 hr-1 Space Velocity
% R
emov
al
Catalyst Temperature oC
Ethyl Benzene Concentration 4590 ppm 50 ppm
250 300 350 400 450 500 55050
55
60
65
70
75
80
85
90
95
100
105
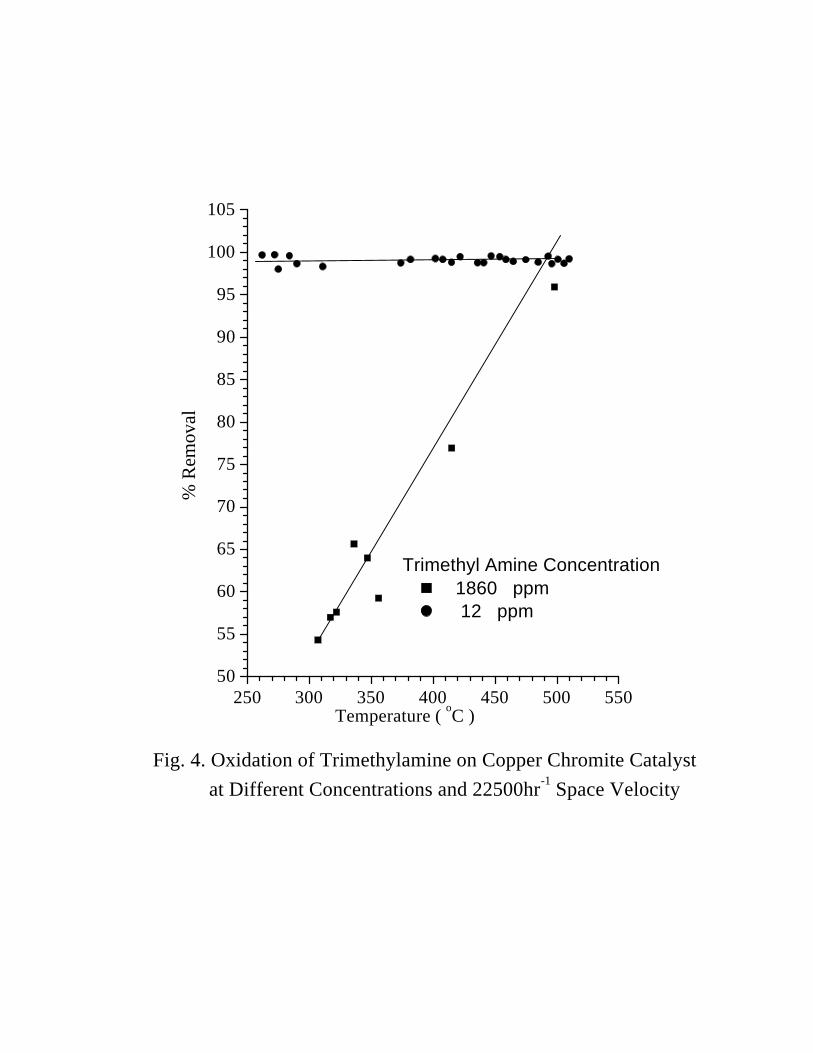
Fig. 4. Oxidation of Trimethylamine on Copper Chromite Catalyst
at Different Concentrations and 22500hr-1 Space Velocity
% R
emov
al
Temperature ( oC )
Trimethyl Amine Concentration 1860 ppm 12 ppm
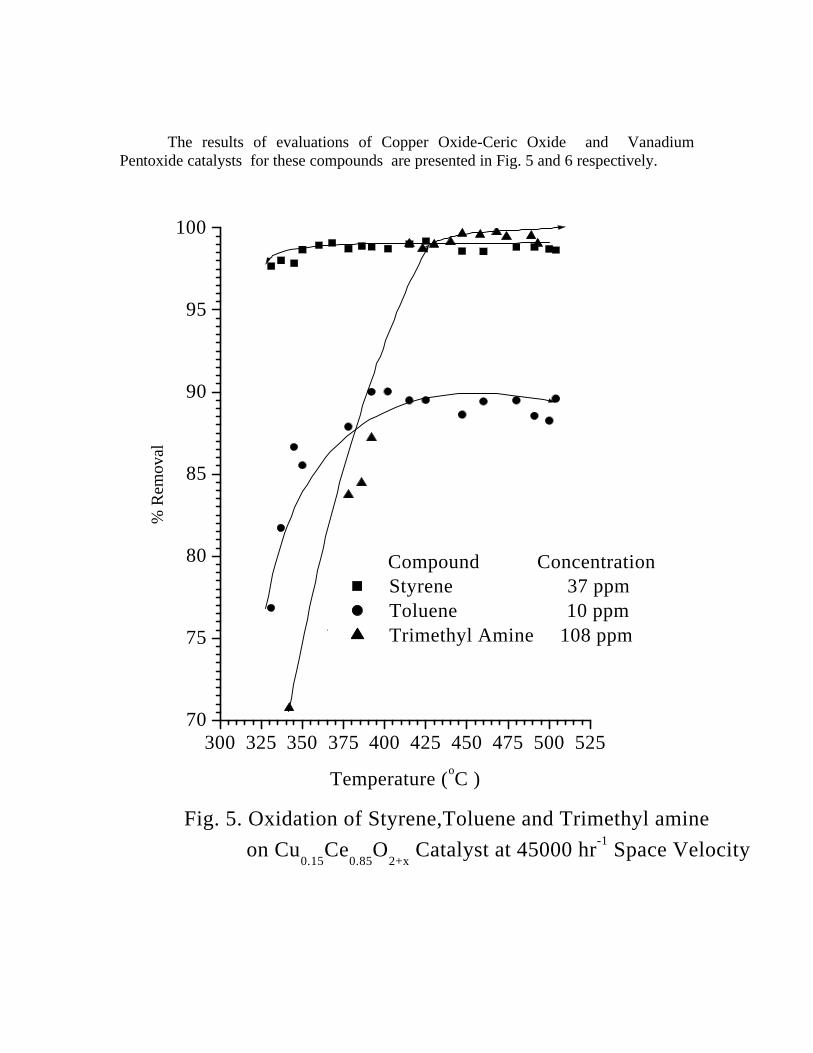
The results of evaluations of Copper Oxide-Ceric Oxide and Vanadium Pentoxide catalysts for these compounds are presented in Fig. 5 and 6 respectively.
300 325 350 375 400 425 450 475 500 52570
75
80
85
90
95
100
Fig. 5. Oxidation of Styrene,Toluene and Trimethyl amine
on Cu0.15
Ce0.85
O2+x
Catalyst at 45000 hr-1 Space Velocity
% R
emov
al
Temperature (oC )
Compound Concentration Styrene 37 ppm Toluene 10 ppm Trimethyl Amine 108 ppm
300 325 350 375 400 425 450 475 500 52530
40
50
60
70
80
90
100
110
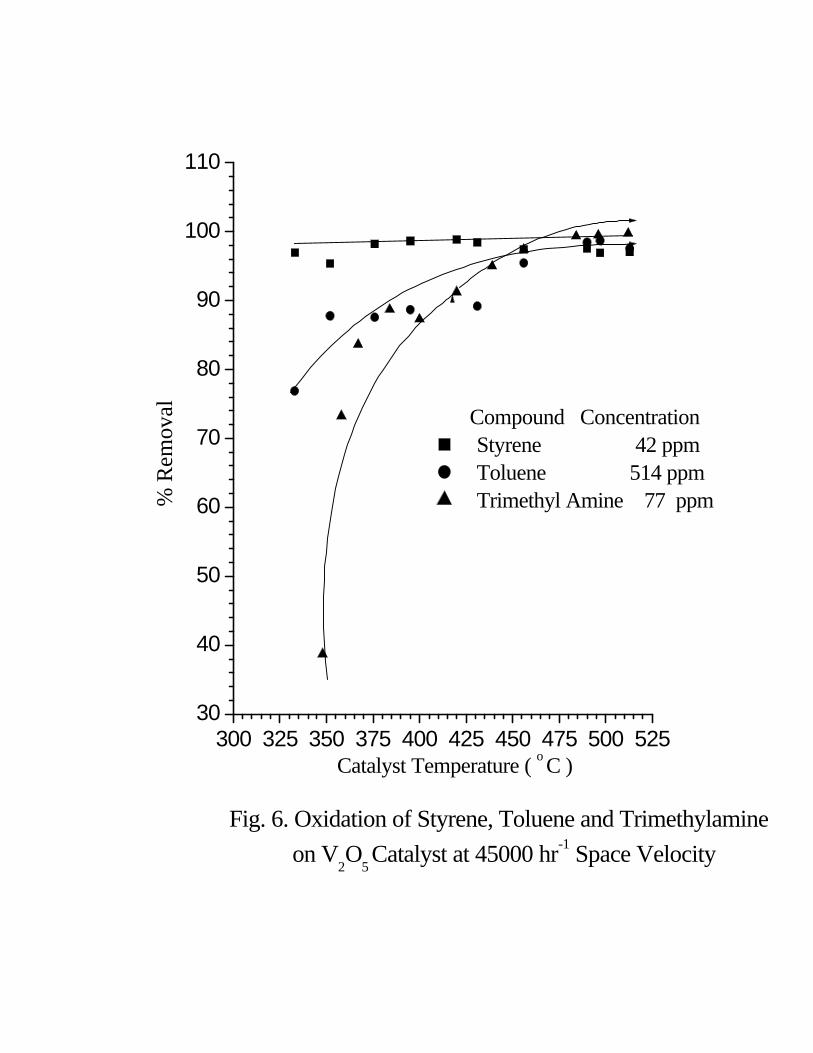
Fig. 6. Oxidation of Styrene, Toluene and Trimethylamine
on V2O
5 Catalyst at 45000 hr-1 Space Velocity
% R
emov
al
Catalyst Temperature ( o C )
Compound Concentration Styrene 42 ppm Toluene 514 ppm Trimethyl Amine 77 ppm
6.0 RESULTS AND DISCUSSIONS
From Fig. 1 it is seen that the oxidation efficiency of copper chromite catalyst for
styrene improves with concentration in air and also with increasing temperature. At
350oC the efficiency was above 50 % for the styrene content of 7.5 to nearly 11000 ppm.
350oC temperature can be taken as light off temperature for the Copper Chromite
catalyst developed. Above 475oC, the styrene oxidation efficiency was over 90 % for
the concentration range studied and at 500oC, the efficiency approached 100 %. For
11000 ppm styrene concentration, the oxidation efficiency was above 95 % for the
temperature range studied. The GCs of the off gas samples taken at catalyst bed
temperatures upto 350oC indicated presence of small quantities of decomposition
products of styrene indicating incomplete oxidation. The presence of incomplete
oxidation products gradually disappeared with increase in catalyst bed temperature
indicating complete oxidation.
Form fig 2, it is seen that oxidation of toluene followed near same pattern as
styrene on Copper Chromite catalyst. For oxidation of toluene at 26700 ppm
concentration the Copper Chromite catalyst was over 97% efficient at the temperature
range of 300 to 500oC. For toluene concentration of 121 ppm, oxidation efficiency on the
copper Chromite catalyst rose with temperature. The light off temperatures for toluene
appears to be below 300oC at which the catalyst had over 70 % efficiency.
Form Fig 3, it is seen that for ethyl benzene, oxidation efficiency on the copper
Chromite catalyst rose with temperature. The light off temperatures for toluene appears to
be below 300oC at which the catalyst had over 70 % efficiency. The light off
temperatures for toluene appears to be below 300oC at which the catalyst had over 70 %
efficiency.
From Fig. 4 it is observed that for TMA oxidation on copper chromite catalyst
followed same pattern as aromatic compound studied above. At high TMA concentration
of 1860 ppm the efficiency of catalyst was over 97 % and at lower concentration of 12
ppm it increased linearly with temperature. Again at 500 oC temperature the copper
chromite catalyst is equally efficient for TMA oxidation.
As seen in Fig. 5, the Copper Oxide-Ceric Oxide catalyst had efficiency of over
98 % for styrene for temperature range of 300 to 500oC. The oxidation efficiency rose
with temperature for toluene and TMA. The rise was steeper for TMA as compared to
that for toluene. The catalyst bed temperature of 500oC is sufficient to oxidise the
styrene, and TMA with over 98 % efficiency. But efficiency for toluene was only 90 %
at 500 oC.
As seen in Fig. 6, the pattern of oxidation efficiency for styrene, toluene and
TMA on Vanadium Pentaoxide catalyst was similar to that found for Copper oxide-Ceric
oxide catalyst. The rise in efficiency for TMA oxidation temperature was steeper than
that of toluene. The catalyst bed temperature of 500oC is sufficient to oxidise the styrene,
toluene and TMA with over 95 % efficiency.
Based on these results the operating temperature of 500oC was selected for
experiments in resin pyrolysis pilot plant. The Space Velocity of 22500 hr -1is sufficient
to achieve over 95 % efficiency. Since copper chromite was efficient in oxidising
important components of resin pyrolysis off gases, it is selected as primary catalyst. The
Copper Oxide-Ceric oxide and V2O5 catalyst are to be used as back up beds in smaller
proportions. As indicated in section 4.6, NaOH coated alumina is to be used at the front
end of catalyst bed to absorb SO2 and H2S which have potential to poison the prinicipal
catalysts.
These catalysts need to be evaluated for prolonged time to oxidise organic
vapours/gases from cationic resins pyrolysis set up to estimate their service life and
poisoning characteristics.
7.0 CONCLUSIONS
Copper Chromite, Copper Oxide- Ceric Oxide and Vanadium pentaoxide catalysts
supported on alumina were prepared and tested for oxidation of styrene monomer,
toluene, ethyl benzene and trimethyl amine at 22500 hr -1 space velocity and
temperature range of 300 to 500oC. At temperatures over 475 oC, Copper chromite
catalyst gave oxidation efficiency of over 97 % for these compounds over concentration
range of few tens of ppm to few thousands ppm. Copper Oxide- Ceric Oxide catalyst
gave 97 % efficiency for toluene and styrene and 90 % for TMA under same
conditions.V2O5 catalyst gave oxidation efficiency of 95 % for all the three compounds.
A composite catalyst bed of 3 catalyst composing principally of Copper Chromite is
proposed for treatment of IX resin pyrolysis off-gases.
ACKNOWLEDGEMENT
The authors thank Shri. K. K. Prasad Head, Back-End Technology Development
Division for his guidance and interest in the course of this work.
REFERENCES
1. Sathi Sasidharan, N., Deshingkar, D.S., Wattal, P.K., ‘Low temperature
carbonization of spent organic ion exchange resins in presence of barium oxide’
Proceedings of Nuclear and Radiochemistry Symposium NUCAR-2003, pp 271-272.
(2003)
2. Sathi Sasidharan, N., Deshingkar, D.S., Wattal, P.K., Cementation of secondary
wastes generated from carbonisation of spent organic ion exchange resins from
nuclear power plants. BARC Report, BARC/2004/E/014 (2004).
3. Sathi Sasidharan, N., Deshingkar, D.S., Wattal, P.K. Management of spent
organic ion exchange resins by carbonisation–cementation route INSAC-2003,G18,
Kalpakkam December 17-19, 2003 .
4. Huang, Y.J., Paul Wang, H., Liu, S.H., Hsiao, M.C., Pyrolysis kinetics of spent
low level radioactive resin. Nuclear Technology 138 ( 2), 206-310. (2002)
5. Neely, James W., Characterization of polymer carbons derived from porous
sulfonated polystyrene . Carbon 19, 27-36 (1981).
6. Ung- Kyung Chun, Kwansik Choi, Kyung-Hwa Yang, Jong-Kil Park and Myung-
Jae Song ., Waste minimisation pretreatment via pyrolysis and oxidative pyrolysis of
organic ion exchange resin. Waste Management 18 (3), 183-196. (1998)
7. Ruey-Shin Juang Tsye-Shing Lee., Oxidative pyrolysis of organic ion exchange
resins in presence of metal oxide catalysts. Journal of Hazardous Materials B 92 ,301-
304 (2002).
8. Petruzzelli, D., Mascolo, G ., Barile, G., Tiravanti, G., Marton, A., STDS study for
the identification of released compounds from commercial ion-exchange resins.
Reactive & Functional Polymers 35, 89-98 ( 1997 ) .
9. Turner , D.W., Andrews , R.L., Siegmund, C.W., Influences of combustion
modification and fuel nitrogen content on nitrogen oxide emissions from fuel oil
combustion . Combustion , 44, 21 ( 1972 ).
10. Wheatley L., Levendis, Y.A., Pouros, P., Exploratory study on the combustion
and PAH emissions on selected municipal waste plastics Environmental Sc. and
Tech. 27, 2885-95 ( 1993).
11. Mayer, A., VERT: Curtailing emmissions of diesel engines in tunnel sites.
Dieselnet Technical Report, April 1998.
12. Chung, S.L., Lai, N.L., Suppression of soot by metal additives during the
combustion of polystyrene. Journal of the Air and Waste Management Association
42 (8), 1082-1088, 1992.
13. Ali , N., Lu, C., Masel, R., Catalytic oxidation of odorous organic acids. Catalysis
Today, 62, 347-353 ( 2000) .
14. Kim, S C; The catalytic oxidation of aromatic hydrocarbons over supported Metal
oxide . Jor. Hazardous Materials B91, 285-299 ( 2002 ).
15. Dragunov, Yu.G., Markov, Yu.V., Rybalchenko, I.L., Ryazantsev, I.L., Chabak,
A.F.,.Water chemistry in soviet nuclear power plants. Proceedings of the Conference ,
Water Chemistry of Nuclear Reactor Systems held in Bournemouth October 1996
(1996)
15. Ahlstrom ,A.F., Odenbrand, C.U.I., Catalytic Combustion of soot deposits from
diesel engines . Applied Catalysis , 60 , 143-156 ( 1990 ).
16. Matsuda, M., Funabashi K., Nishi, T., Yusa, H., Kikuchi, M., Influence of
functional sulphonic acid groups on pyrolysis characteristics of cation exchange
resins . Journal of Nuclear Science and Technology 24 (2),124-28 (1987).
17. Matsuda, M., Funabashi, K., Yusa, H., Effect of metallic impurities on oxidation
reaction of ion exchange resin (II). Journal of Nuclear Science and Technology 23(9)
813-18 (1988).
18. Westblad , C., Levendis , Y.A., Richter , H., Howard, J.B., Carlson ,J., A study
on toxic organic emissions from batch combustion of styrene . Chemosphere 49,395-
412 ( 2002 ) .
19. Swartz, E., Stockburger , L., Vallero, D.A., Polycyclic aromatic hydrocarbons and
other semivolatile organic compounds collected in New York city in response to the
events of 9/11. Environmental Science and Technology 37 (16 ) 2003.
20. John P.A., Neeft, O.P., Pruissen ,V., Makkee,M., Moulijn , J.A., Catalysts for
the oxidation of soot from diesel exhaust gases ²². Contact between soot and catalyst
under practical conditions . Applied Catalysis B, Environmental ,12,21-31 ( 1997 ).
21. Fedder, R.A. H., Parsons , M.L., Karasek, F.W., Identification of organic
compounds produced during combustion of a polymer mixture. Journal of
Chromatography, 387, 207-221 (1987 ).
22. Hawley-Fedder, R.A., and Parsons, M.L., F.W. Karasek, F.W., Products
obtained during combustion of polymers under simulated incineration conditions’
Journal Of Chromatography 315, 201-210(1984).
23. Rossi, M., Camino, G., Luda , M. B., Charactirisation of smoke in expanded
polystyrene combustion. Polymer degradation and stability 74 , 507-512 (2001 ).
24. Barry, A.A.L., Setten,V., Makkee,M., Moulijn , J.A., Science and technology of
catalytic diesel particulate filters . Catalysis Reviews 43 ( 4 ), 489-564 (2001).
25. Geld , C.W.M.van der ., Korting, P.A.O.G., Wijchers , T., Combustion of PMMA,
PE, and PS in a Ramjet. Combustion and Flame 79, 299-306 (1990) .
26. Williams , P.T., Abbass, M.K., Andrews , G.E., Bartle , K.D., Diesel particulate
emissions : The role of unburned fuel. Combustion and Flame 75 , 1-24 ( 1989)
27. Bansal, R.C., Donnet J. V., Mechanism of carbon black formation .Chapter 2 ,
Carbon Black second edition Ed., Donnet J. V, Bansal, R.C, Wang m. J. Mard Dekker
Inc NewYork 1993
28. Prasad R., Kennedy, L. A., Ruckenstein E., Catalytic combustion .Cat. Review
Sc. Eng 26(1) 1-58 (1984)
29. Shelef, M., Graham, G. W., Why rhodium in automotive three way catalyst? Cat.
Review Sc. Eng 36(3), 433-457 (1994).
30. Troparelli, A., Catalytic properties of Ceria and CeO2 – containing materials Ceria
Review. Cat. Review Sc. Eng 38 ( 4 ) 1996.
31.Komiyama, M., Design and preparation of impregnated catalysts. Catal. Rev. Sci.
Eng , 27 ( 2 ) , 341-372 ( 1985 ).
32. .Hegedus, L.L., Mccabe, R.W., Catalyst poisoning. Catal. Rev. Sci. eng, 23 ( 3 ) ,
377-476 ( 1981 ).
33. Rastogi, R.P., Singh , G., Singh, R.J., Brief communications. Mixtures of oxides
of copper and chromium as potential burning rate catalysts for composite solid
propellants. Combustion and Flame 33, 305-310 ( 1978 ).
34. Kachurovskii Yu. A., Tsyrul’nikov P.G. Matros , Yu, Sh, Blinova, NA,
Chumachenko, V. A. Complete oxidation of benzene and alkyl benzenes on
aluminum, copper, chromium oxide catalyst .’ Kinetic Katal. 30(4), 814-18 1989
Chemical Abstract CA 111: 200851
35. Wang , J.B., Shih , Wn- Huw., Huang , Ta-Jen ., Study of Sm2O3 -doped CeO2/
Al2o3 – supported copper catalyst for CO oxidation . Applied Catalysis A: General,
203,191-199 (2000 ).
36. Saracco,G., Badini, C., Russo, N., specchia,V., Development of catalysts based
on pyrovanadates for diesel soot combustion . Applied Catalysis B: Environmental 21
233-242 ( 1999 ).
37. Russo, p., Ciambelli, P., Palma, V., Vaccaro, S., Simaltaneous filtration and
catalytic oxidation of carbonaceous particulates. Topics in Catalysis 22, 123-129
(2003 ).
38. Ahlstrom , A.F., Odenbrand, C.U.I., Combustion of soot deposits from diesel
engines on mixed oxides of vanadium pentoxide and cupric oxide. Applied Catalysis ,
60, 268-272 ( 1990 ) .
39 . Sax, N.I., Dangerous properties of industrial materials .Van Nonstrand Reinhold
Co. New York ,1979
40. Patnaik P., Rao, D.Y., Ganguli , P., Murthy , R.S., Decomposition mechanism of
copper ammonium chromate : A basic material for copper chromite catalyst.
Thermochim Acta 68 , 17-25 ( 1983 ).
41. Rajeev, R., Devi, K.A., Abraham, A., Krishnan , K., Krishnan, T.E., Ninan, K.N.,
Nair , C.G.R., Thermal decomposition studies .Part 19. Kinetics and mechanism of
thermal decomposition of copper ammonium chromate precursor to copper chromite
catalyst and correlation of surface parameters of the catalyst with propellant burning
rate . Thermochimica Acta 254 , 235-247 ( 1995 ).
42 . Garcia , M.F., Rebollo, E.G., Ruiz , A.G., Conesa, J.C., Soria , J ., Influence of
ceria on the dispersion and reduction / oxidation behaviour of Alumina-supported
copper catalysts. Journal of Catalysis, 172, 146-159 ( 1997 ).
Copyright © 2022 FDOKUMEN