Instrucciones para la calibración de metrología - Durr
12
Instrucciones para la calibración de metrología N.º de reg. KA 014/QW V1.0 1. Destino, objetivo y ámbito de aplicación Estas instrucciones de calibración sirven como guía para la calibración interna y externa de la metrología en los equipos de llenado, manipulación y comprobación de DÜRR Somac. Contiene, entre otras, especificaciones para la selección de la metrología de referencia utilizable, para el proceso de calibración, para los parámetros de prueba utilizados y para protocolización. 2. Ámbito de aplicación Todas las áreas de DÜRR Somac GmbH y sus sociedades nacionales respectivas Creado: MA-QW: Sr. Marbach 24.04.2018 Verificado: VA-QW: Sr. Erba 24.04.2018 Entrada en vigor: Operaciones: Sr. Rickauer 25.04.2018
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Instrucciones para la calibración de metrología - Durr

Instrucciones para la calibración de metrología N.º de reg. KA 014/QW V1.0 1. Destino, objetivo y ámbito de aplicación Estas instrucciones de calibración sirven como guía para la calibración interna y externa de la metrología en los equipos de llenado, manipulación y comprobación de DÜRR Somac. Contiene, entre otras, especificaciones para la selección de la metrología de referencia utilizable, para el proceso de calibración, para los parámetros de prueba utilizados y para protocolización. 2. Ámbito de aplicación Todas las áreas de DÜRR Somac GmbH y sus sociedades nacionales respectivas Creado: MA-QW: Sr. Marbach 24.04.2018
Verificado: VA-QW: Sr. Erba 24.04.2018
Entrada en vigor: Operaciones: Sr. Rickauer 25.04.2018
Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 2 de 12
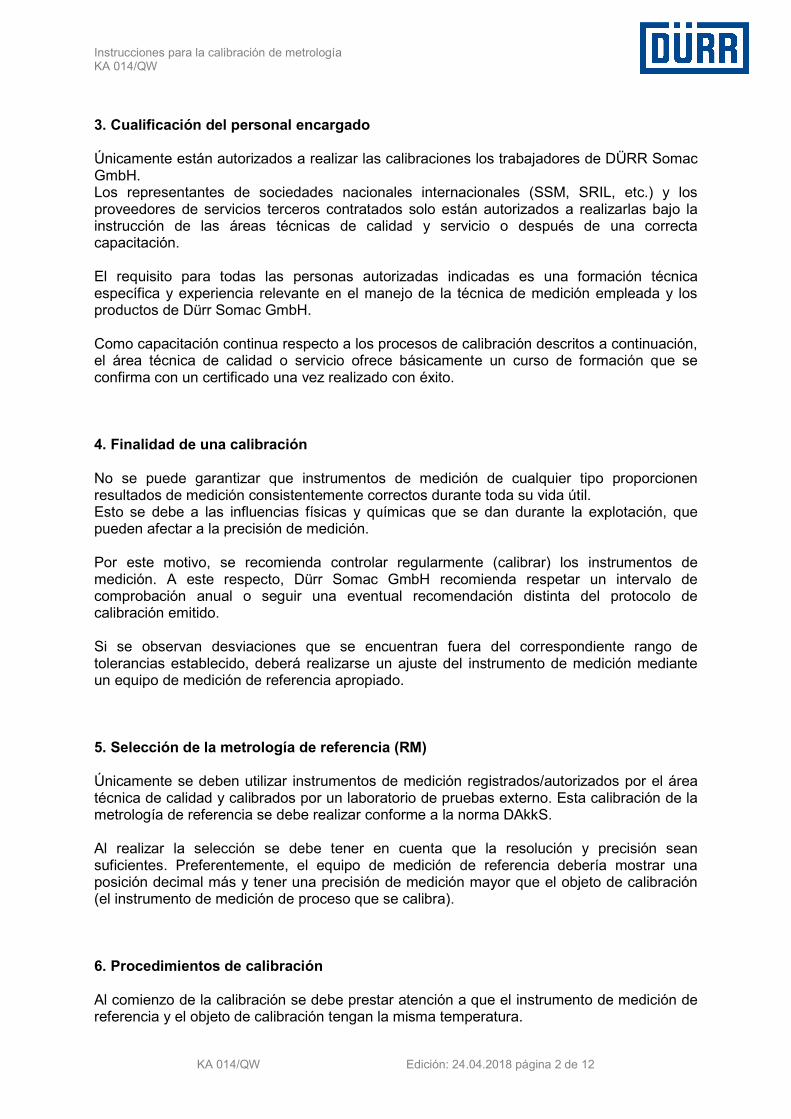
3. Cualificación del personal encargado Únicamente están autorizados a realizar las calibraciones los trabajadores de DÜRR Somac GmbH. Los representantes de sociedades nacionales internacionales (SSM, SRIL, etc.) y los proveedores de servicios terceros contratados solo están autorizados a realizarlas bajo la instrucción de las áreas técnicas de calidad y servicio o después de una correcta capacitación. El requisito para todas las personas autorizadas indicadas es una formación técnica específica y experiencia relevante en el manejo de la técnica de medición empleada y los productos de Dürr Somac GmbH. Como capacitación continua respecto a los procesos de calibración descritos a continuación, el área técnica de calidad o servicio ofrece básicamente un curso de formación que se confirma con un certificado una vez realizado con éxito. 4. Finalidad de una calibración No se puede garantizar que instrumentos de medición de cualquier tipo proporcionen resultados de medición consistentemente correctos durante toda su vida útil. Esto se debe a las influencias físicas y químicas que se dan durante la explotación, que pueden afectar a la precisión de medición. Por este motivo, se recomienda controlar regularmente (calibrar) los instrumentos de medición. A este respecto, Dürr Somac GmbH recomienda respetar un intervalo de comprobación anual o seguir una eventual recomendación distinta del protocolo de calibración emitido. Si se observan desviaciones que se encuentran fuera del correspondiente rango de tolerancias establecido, deberá realizarse un ajuste del instrumento de medición mediante un equipo de medición de referencia apropiado. 5. Selección de la metrología de referencia (RM) Únicamente se deben utilizar instrumentos de medición registrados/autorizados por el área técnica de calidad y calibrados por un laboratorio de pruebas externo. Esta calibración de la metrología de referencia se debe realizar conforme a la norma DAkkS. Al realizar la selección se debe tener en cuenta que la resolución y precisión sean suficientes. Preferentemente, el equipo de medición de referencia debería mostrar una posición decimal más y tener una precisión de medición mayor que el objeto de calibración (el instrumento de medición de proceso que se calibra). 6. Procedimientos de calibración Al comienzo de la calibración se debe prestar atención a que el instrumento de medición de referencia y el objeto de calibración tengan la misma temperatura.

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 3 de 12
Se debe cumplir una gama de temperaturas de 15-40 °C. Con temperaturas fuera de esta gama no se puede garantizar la estabilidad a largo plazo y el funcionamiento dentro de la gama de temperatura prescrita. El valor medido del instrumento de medición de referencia debe determinarse lo más próximo posible al objeto de calibración para minimizar la influencia producida por desviaciones de medición. - Ejemplo: La manguera de conexión entre el instrumento de medición de referencia y un
sensor de vacío debe realizarse lo más corta posible. Antes del comienzo del registro de la calibración se debe aplicar presión tres veces como mínimo a todo el sistema de medición con la magnitud medida relevante a lo largo de todo el rango de medición ("sistema caliente"). Unos tiempos de parada prolongados del equipo pueden falsear los primeros resultados de medición, ya que no pueden descartarse inclusiones de aire, depósitos y un comportamiento de inercia de la mecánica dependiente de la temperatura, etc. - Ejemplo: en el caso de sensores de presión con un rango de medición de 0-10 bar, se
debe en primer lugar aplicar presión a estos tres veces con 10 bar y vaciarse nuevamente.
Un eventual ajuste necesario del objeto de calibración se debe realizar siempre (a ser posible) directamente en el objeto de calibración. Esto es necesario para poder sustituir rápidamente los instrumentos de medición. Para estos instrumentos de medición, los valores de offset en la visualización del equipo deben ponerse a cero antes de la calibración y dejarse así. En esto hay una única excepción para desviaciones producidas por el módulo de entrada analógico y que solo son corregibles mediante offset en los parámetros del equipo. Básicamente, se debe registrar y documentar siempre el estado REAL antes de que se realicen los eventuales ajustes. Si en este registro de valores REALES se determinan desviaciones no admisibles entre objeto de calibración e instrumento de medición de referencia, el objeto de calibración se deberá ajustar. A continuación tiene lugar una nueva calibración, que también se debe documentar. En la calibración, es imprescindible comprobar siempre los puntos de medición seleccionados en orden ascendente / descendente continuo. De lo contrario, no se puede representar la histéresis del instrumento de medición. Para la documentación de la calibración o para la expedición del boletín de calibración deben utilizarse las presiones iniciales FB QW060, 61 o 62. A continuación, los objetos de calibración calibrados se deben dotar de una etiqueta. En dicha etiqueta se anota el día de la calibración (mm/aaaa), la fecha de caducidad de la calibración (mm/aaaa), el trabajador encargado, así como el número de boletín de calibración. Deben utilizarse etiquetas imprimibles, autoadhesivas y que queden visiblemente destruidas al retirarse (p. ej. etiquetas de poliéster EB-SF-038021).

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 4 de 12
6.1 Calibración de presión Los sensores de presión (vacío y sobrepresión) se pueden calibrar tanto estando montados como sin montar utilizando un banco de pruebas por separado. Los sensores de presión en el adaptador (radiador, servo) se pueden calibrar únicamente estando montados. Para evitar errores de medición, en ambos casos se debe garantizar que el sistema no tenga fugas y sea estático. La fuente de vacío / presión se debe separar del sistema durante la calibración. ¡No se permite realizar la calibración si existen fluctuaciones de presión! El ajuste se realiza en función de sensores mediante la correspondiente documentación de componentes de otros fabricantes. Por ejemplo, de forma analógica mediante potenciómetro directamente en el sensor o, de forma digital, mediante un software de calibración (p. ej. el software de adaptador Wika o G3Blue). 6.1.1 Sensores de adaptador La calibración se realiza comparando el valor medido digital del instrumento de medición de referencia [mbar] y el valor medido digital del objeto de calibración, que se representa mediante la visualización del equipo [mbar]. También es admisible una calibración mediante la comparación del valor medido digital del instrumento de medición de referencia [mbar] y la señal de salida analógica del objeto de calibración [mA]. Para la calibración del adaptador de recambio basta con cambiar el cabezal del adaptador, en caso de que no haya incluido un mantenimiento del adaptador en el volumen de trabajo ampliado. De lo contrario, la calibración debe realizarse siempre con el haz de mangueras correspondiente. Dado que no siempre es posible o conveniente el desmontaje del sensor de presión, para asignar el sensor se debe utilizar el número de serie del cabezal de adaptador correspondiente. En los adaptadores G2, las etiquetas de calibración se colocan en el interior sobre la tapa del sensor. En los adaptadores G3, el justificante de calibración guardado en el chip de identificación tiene validez como justificante. Aquí no hay ningún lugar para una etiqueta de calibración. Los archivos de proyecto del adaptador modificados en adaptadores G3 se deben consignar internamente en DÜRR una vez finalizada la calibración en la siguiente ruta: S:\F\Listas de piezas\Adaptador_Protocolos_Nuevo_Banco de pruebas\ En los nombres de archivo del archivo de proyecto se debe anotar la fecha en formato aa/mm/dd. Nota: Los sensores de posición del adaptador se escalan en el PLC al efectuar la primera puesta en servicio y no necesitan calibración. 6.1.2 Sensores del equipo La calibración tiene lugar por defecto mediante la comparación del valor medido digital del instrumento de medición de referencia [mbar] y la señal de salida analógica/valor medido analógico del objeto de calibración [mA]. La comparación y el ajuste mediante la pantalla del equipo también son admisibles.

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 5 de 12
6.1.3 Puntos de medición En total se deben iniciar cinco puntos de medición como mínimo. También son admisibles más puntos de medición si el cliente lo desea o para efectuar un control más preciso. En la siguiente tabla se enumeran los cinco puntos de medición a utilizar por defecto. No obstante, estos puntos se pueden adaptar a las necesidades específicas correspondientes.
Puntos de medición por área de medición del objeto de calibración [mbar] 250 1200 2000 4000 10000 16000 25000 39000
1 10 1 15 Atm. Atm. Atm. Atm.
5 100 5 50 2500 4000 5000 5000
10 500 30 Atm. 5000 8000 10000 10000
30 Atm. Atm. 2000 7500 12000 15000 15000
100 1200 2000 3000 1000 16000 20000 20000
± 0,3 ± 3 mín ± 0,3 mín ± 5 ± 15 ± 25 ± 40 ± 60
VMK ± 0,1 máx ± 0,2% máx ± 0,5%
Tolerancia admisible [mbar] En favor de una precisión del proceso más alta se debe realizar un ajuste de los sensores al alcanzar los 2/3 de la desviación admisible. Con los sensores de presión se debe tener en cuenta que se recomienda una fecha de recalibración anticipada tras 6 meses en caso de que se detecten desviaciones a partir del doble de la tolerancia. Esta indicación se debe anotar en el protocolo de calibración. 6.2 Calibración de fuerza Los sensores de fuerza o cajas dinamométricas se encuentran montadas de forma fija, con un par de apriete definido, en el comprobador manual del patrón de ajuste. Se deben calibrar en esta posición de montaje. El amplificador modular y la unidad de evaluación (PC o PLC) también están unidos de forma fija con la caja dinamométrica. Todos los componentes deben calibrarse exclusivamente en el sistema. ¡No se permiten calibraciones separadas de los componentes individuales! Para la calibración se debe montar en el patrón de ajuste la caja dinamométrica de referencia (2) con el bastidor de calibración (pieza de fundición + tornillo de medición) (4) y un eje de transmisión de fuerza (3). La caja de medición de referencia se coloca directamente delante de la caja dinamométrica montada (1). Es necesario asegurarse de que la línea de actuación de fuerza coaxial no esté inclinada o desalineada. La calibración tiene lugar con fuerza creciente y directamente a continuación con fuerza descendente. Los puntos de medición están predefinidos en el protocolo y se modifican únicamente por deseo expreso del cliente. Los eventuales ajustes necesarios se efectúan directamente en el amplificador modular. La identificación final mediante etiqueta de calibración se realiza tanto en un lugar visible del exterior sobre la carcasa de la caja dinamométrica como mediante los tornillos del potenciómetro en el amplificador modular. Para ello se utilizan dos etiquetas idénticas. Las etiquetas sirven también como sellos.

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 6 de 12
no. [N]
1 0
2 10
3 200
4 350
5 500
6 650
7 800
8 950
9 800
10 650
11 500
12 350
13 200
14 10
15 0
puntos de medición
± 2N < 20N ≥ 5N
tolerancia admisible
6.3 Calibración de contador volumétrico La calibración se realiza con el dispositivo montado. La determinación de las cantidades de llenado efectivas es admisible únicamente mediante el cálculo realizado con ayuda de la densidad y el peso. Las escalas de cubetas de medición son demasiado imprecisas para esta acción. Los pasos del proceso no necesarios para la calibración como, por ejemplo, prueba de presión, deben deseleccionarse. La densidad se puede determinar con un densímetro o bien obtenerse de la hoja de datos de fluidos teniendo en cuenta la temperatura de los fluidos. La determinación del peso se realiza mediante el pesaje sobre una báscula homologada. Para ello se puede colocar un recipiente de libre elección sobre la báscula y "ponerla a cero". Se llena directamente en el recipiente (no es admisible trasvasar). Antes del comienzo del registro debe realizarse obligatoriamente al menos un proceso (automático), p. ej. llenar ~1-2 l de fluido en modo manual para, entre otros, eliminar burbujas de aire. 6.3.1 Contador volumétrico para procesos de dosificación Aquí, la calibración no se realiza exclusivamente en relación con el contador volumétrico, sino en todo el proceso, incluidos todos los factores de influencia relevantes (conmutación de válvulas, transmisión de señales, etc.). Por tanto, esta calibración debe realizarse forzosamente en modo automático con el fin de determinar los ajustes de parámetros correctos para el valor de desconexión previa y el offset de pantalla.
1 2 3 4

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 7 de 12
6.3.1.1 Proceso de recarga de los depósitos de aporte Después de los contadores volumétricos se encuentran dos (o una, según la línea de llenado) válvulas de bola de 3/2 vías. En cuyas salidas libres se pueden conectar mangueras y dirigirlas directamente a los recipientes dispuestos en posición horizontal. Se pueden calibrar simultáneamente ambos contadores volumétricos. Las al menos cinco cantidades de llenado nominales diferentes se pueden modificar en los parámetros del equipo mediante la relación de mezcla. Los llenados se realizan respectivamente en el paso de proceso "Rellenar el depósito". 6.3.1.2 Llenado mediante adaptador El proceso de llenado se calibra mediante el adaptador. Para ello se debe configurar un parámetro de tipo en la respectiva cantidad de llenado deseada. El llenado tiene lugar también en este caso en un recipiente aparte (p. ej. un cubo, etc.). Si el proceso de llenado estuviera sujeto a circunstancias especiales (p. ej. llenado en un sistema evacuado), estas deben tenerse en cuenta (llenado de aceite pag). 6.3.1.3 Contador volumétrico de aceite pag En el vehículo, este llenado tiene lugar por lo general en un sistema sometido a vacío. Este vacío influye en el llenado de aceite pag y por lo tanto debe tenerse en cuenta. Por este motivo, la calibración debe realizarse siempre en una botella de prueba de Dürr-Somac. Esta imita el sistema del vehículo de la forma más fiel. No obstante, esto tiene el inconveniente de que a continuación es muy difícil limpiar la botella de aceite pag. Si no hay disponible ninguna botella de pruebas extra de Dürr-Somac para este propósito, se puede recurrir a la herramienta de calibración PAG. Esta se compone de un acumulador neumático de 0,75 l, una válvula de seguridad angular de 14 bar D07CS y las correspondientes conexiones así como piezas de unión (se explican en la ilustración).
Se llena siempre en modo automático, aunque el paso de llenado para el refrigerante debe estar deseleccionado, o la cantidad de llenado puesta a 1 (< valor de desconexión previa). Se debe ajustar el tiempo de medio vacío a al menos 30 segundos. Se debe tener en cuenta que antes de la propia calibración se debe realizar al menos 1 ciclo para precargar el sistema con aceite pag. En la secuencia de proceso por defecto se llena con aceite pag el vehículo y el resto se "sopla" en el adaptador empleando refrigerante. Este paso falta ahora y puede provocar una calibración defectuosa. No obstante, y puesto que se prevé que tras el final del proceso haya siempre una cantidad residual idéntica en el cabezal

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 8 de 12
del adaptador, se utiliza el llenado del aceite pag para el "soplado". Por lo tanto, se utilizan los restos del proceso previo para compensar los restos generados en el proceso actual. El aceite pag se pesa siempre en el recipiente de pruebas sometido a vacío. El aceite pag no tiene necesariamente que vaciarse por completo entre los diferentes llenados. Basta con poner a cero la báscula con el recipiente de pruebas bajo presión y utilizar la diferencia de peso posterior. No obstante, aquí es obligatorio asegurarse de que el recipiente cuelgue verticalmente durante el proceso, pues de lo contrario entrará demasiado aceite pag en la tubería de vacío. Tener en cuenta: antes del inicio del proceso se realizan pruebas de válvulas automáticas. El recipiente de pruebas debe por lo tanto pesarse sometido a vacío, pero a continuación debe airearse. 6.3.1.4 Ajuste de la precisión de llenado La adaptación se realiza en los parámetros del equipo. Aquí se ajusta el
- factor de contador [impulsos/unidad de volumen] - valor de desconexión previa [cantidad constante en la que se influye mediante
conmutaciones de válvulas] - offset de pantalla [diferencia de visualización debida, por ejemplo, al comportamiento
a largo plazo del contador] . Un factor de contador correcto ocasiona una desviación constante de la cantidad de llenado real respecto a la cantidad de llenado teórica variable (objeto de calibración vs. instrumento de medición de referencia). Si la desviación cambia con cantidades teóricas variables, este factor se deberá adaptar. La desviación constante respecto a la cantidad de llenado teórica se ajusta mediante el valor de desconexión previa. Como resultado, la cantidad de llenado real (objeto de calibración) se pone en el punto cero. Si pese a una cantidad de llenado correcta se producen diferencias en la visualización, estas pueden ajustarse mediante el offset de pantalla. 6.3.2 Contador volumétrico para llenados a presión/vacío Los contadores se calibran directamente mediante el adaptador. Para ello se utiliza el equipo en modo manual. Tras 2-3 barridos manuales hasta que el fluido salga sin burbujas en el paso de llenado, se debe documentar el valor actual del contador. A continuación se llenan las distintas cantidades en el paso de llenado existente pulsando/soltando la tecla de inicio del adaptador y se compara con el valor de contador correlativo. Importante: en modo manual solo se puede determinar el factor de contador. Por lo tanto, en la calibración es decisivo si las desviaciones transcurren de forma constante a través de todo el rango de medición. Representada en el diagrama, esta desviación debería transcurrir como una línea paralela al eje X. El offset de pantalla viene dado por el valor de la desviación constante.
Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 9 de 12
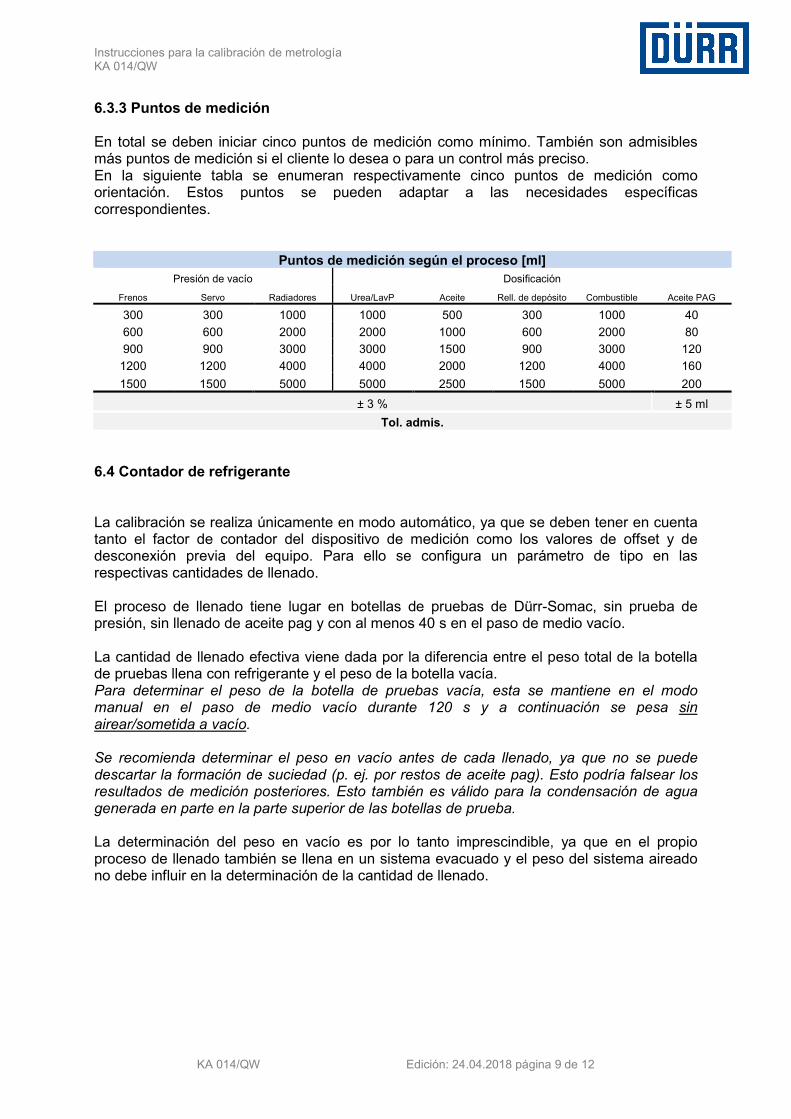
6.3.3 Puntos de medición En total se deben iniciar cinco puntos de medición como mínimo. También son admisibles más puntos de medición si el cliente lo desea o para un control más preciso. En la siguiente tabla se enumeran respectivamente cinco puntos de medición como orientación. Estos puntos se pueden adaptar a las necesidades específicas correspondientes.
Puntos de medición según el proceso [ml] Presión de vacío Dosificación
Frenos Servo Radiadores Urea/LavP Aceite Rell. de depósito Combustible Aceite PAG
300 300 1000 1000 500 300 1000 40
600 600 2000 2000 1000 600 2000 80
900 900 3000 3000 1500 900 3000 120
1200 1200 4000 4000 2000 1200 4000 160
1500 1500 5000 5000 2500 1500 5000 200
± 3 % ± 5 ml
Tol. admis. 6.4 Contador de refrigerante La calibración se realiza únicamente en modo automático, ya que se deben tener en cuenta tanto el factor de contador del dispositivo de medición como los valores de offset y de desconexión previa del equipo. Para ello se configura un parámetro de tipo en las respectivas cantidades de llenado. El proceso de llenado tiene lugar en botellas de pruebas de Dürr-Somac, sin prueba de presión, sin llenado de aceite pag y con al menos 40 s en el paso de medio vacío. La cantidad de llenado efectiva viene dada por la diferencia entre el peso total de la botella de pruebas llena con refrigerante y el peso de la botella vacía. Para determinar el peso de la botella de pruebas vacía, esta se mantiene en el modo manual en el paso de medio vacío durante 120 s y a continuación se pesa sin airear/sometida a vacío. Se recomienda determinar el peso en vacío antes de cada llenado, ya que no se puede descartar la formación de suciedad (p. ej. por restos de aceite pag). Esto podría falsear los resultados de medición posteriores. Esto también es válido para la condensación de agua generada en parte en la parte superior de las botellas de prueba. La determinación del peso en vacío es por lo tanto imprescindible, ya que en el propio proceso de llenado también se llena en un sistema evacuado y el peso del sistema aireado no debe influir en la determinación de la cantidad de llenado.

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 10 de 12
Puntos de medición
N.º [g]
1 300
2 550
3 700
4 850
5 1000
Tol. admis. ± 5g
En caso de especificaciones de tipo por parte del cliente, el valor más alto de cantidad máxima de llenado es de >1000g. 6.5 Punto de medición de contenido de agua DÜRR Somac utiliza distintos tipos de puntos de medición de contenido de agua, aunque todos de la empresa Pier Electronic, que siguen el mismo principio de medición. El punto de medición se debe activar al menos 30 minutos antes del inicio de la calibración. Independientemente de los respectivos sistemas de medición, en todos los tipos se debe retirar la cubeta de caudal central y trabajar con dos cubetas de calibración de referencia calibradas. Al seleccionar las cubetas de calibración siempre se debe tener en cuenta la especificación del fluido del cliente. Los aditivos/tipos diferentes exigen cubetas de calibración individuales. Primero se coloca la cubeta con el valor de medición menor y a continuación la de valor mayor. En caso de desviaciones no admisibles, el ajuste también se realiza en este orden.
Puntos de medición N.º Cubeta
1 inferior
2 superior
Tol. admis. ± 0,03% pt
6.6 Maletín de medición de vacío Para el VMK es válido el mismo procedimiento que para los sensores de presión descrito en el punto 6.1. No obstante, es importante tener en cuenta la diferencia entre los distintos sensores. Estos deben presentar todos la misma desviación en la medida de lo posible, ya que los sensores están diseñados para mediciones comparativas y por consiguiente deben poder ser comparables. Además, para los sensores de vacío hay definida una tolerancia de desviación más baja que para los sensores del equipo (se explica en la tabla del punto 6.1.3)

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 11 de 12
En el propio módulo de medición se deben calibrar y en caso necesario, volver a parametrizar, los distintos canales a través del modo de calibración del sistema del software del VMK. Para ello se utilizan sondas de medición calibradas, calibradores de bucle de corriente o elementos similares. Tener en cuenta: Los datos de calibración se almacenan localmente como archivo ".ini". Para utilizar el VMK con otro ordenador portátil, ese archivo se debe transferir allí. Por tanto, dentro de Dürr, todos los archivos ".ini" se almacenan en "S:\Produkte\Produkt_VMK\Systemkalibrierung". Desde allí pueden copiarse y almacenarse localmente en "C:\ProgramData\VMK\Ini_Files\CalibrationData\System". Para alcanzar un resultado óptimo se recomienda tener en cuenta los siguientes puntos:
- Los sensores deben calibrarse simultáneamente en el mismo sistema de presión - Los sensores deben siempre compararse entre sí, o deben presentar la misma
desviación al concluir la calibración/ajuste. 6.7 Densímetros La calibración se realiza con el dispositivo montado. Para tal fin, los recorridos de entrada y salida se desconectan del equipo y se adaptan con fines de calibración (mangueras, válvulas de bola, etc.). En los parámetros de equipo del equipo de llenado se deben poner a cero los valores de offset. Como fluido de prueba sirven los fluidos del cliente procedentes del abastecimiento de fluidos o del depósito. Estos se mezclan entre sí en cinco relaciones diferentes y se determinan sus densidades utilizando un densímetro de referencia. Los distintos valores de densidad son seleccionables libremente, aunque deben incluir el valor nominal de la mezcla deseada por el cliente. Preferentemente, este debería servir como el central de los cinco valores. Las distintas mezclas se hacen pasar respectivamente por el densímetro usando la gravedad, es necesario asegurarse de que se realiza un barrido completo. Se deben evitar los restos de otras mezclas en el densímetro. La velocidad de flujo no influye en el resultado de medición. Los resultados con fluido en circulación y parado son idénticos. Los valores medidos del objeto de calibración se pueden leer tanto directamente en su indicador como en la visualización en el equipo de llenado. Los eventuales ajustes necesarios se realizan directamente en el propio objeto de calibración. Si se realiza la calibración con la pantalla del objeto de calibración, es obligatorio asegurarse de que el indicador coincide con la pantalla del equipo, ya que de lo contrario hay que asignar los correspondientes offsets. 6.8 Otros instrumentos de calibración Los instrumentos de calibración que no figuren en estas instrucciones necesitan una regulación individual para el procedimiento de calibración. Las especificaciones las establecerán los departamentos de gestión de calidad y de servicio técnico.

Instrucciones para la calibración de metrología KA 014/QW
KA 014/QW Edición: 24.04.2018 página 12 de 12
7. Prueba de rendimiento Al concluir la calibración se debe comprobar el funcionamiento correcto de todos los equipos. Esta prueba se realiza de forma análoga a los pasos enumerados a continuación y se debe documentar en la "Tabla de prueba de rendimiento" (véanse los documentos vigentes). Plausibilidades del sensor Se debe comprobar la correcta transferencia de señal de los sensores al PLC. A través de la visualización del equipo (menú de calibración o esquema hidráulico en modo de mantenimiento) se deben mostrar valores plausibles. Es decir, no deben mostrarse mensajes de fallo, no se debe mostrar cero de forma permanente, etc. Prueba de rendimiento del equipo tras la calibración Esta prueba se realiza en modo manual (o en modo de mantenimiento) y sirve para comprobar los sensores calibrados y la estanqueidad de la máquina. La prueba se inicia en un recipiente de pruebas (con un volumen de < 500 ml) o en el banco de pruebas. La comprobación para la prueba tiene lugar en el banco de pruebas o las conexiones de medición, que están conectadas directamente al adaptador de llenado (no en la botella de pruebas). Los pasos de proceso generación de presión, prueba de fugas de presión y prueba de fugas de vacío se deben documentar. Además se realiza una comprobación visual de estanqueidad de las conexiones de los sensores. Prueba en modo automático A continuación se realiza un ciclo automático completo en un vehículo vacío (si no lo hay disponible, entonces en el banco de pruebas/botella de pruebas). Con ello se vuelven a comprobar las plausibilidades de los sensores y el llenado sin fallos. Documentos vigentes:
1. Tabla de prueba de rendimiento 2. Dispositivos de medición recomendados 3. Protocolos de calibración
S:\Todos los usuarios\Presentaciones Dürr Somac\Formularios\Formularios_QW\Protocolos de calibración