I T. RESIDENCIAS PROFESIONALES JOSE ANTONIO BAUTISTA
163
“SUPERVISIÓN DE PERSONAL Y MAQUINARIA PARA EL CORRECTO USO DE EXPLOSIVOS, CUANTIFICACION DE MATERIALES Y CONTROL DE CALIDAD EN AGREGADOS PARA USO EN CONCRETOS HIDRAULICOS Y ASFALTICOS” INFORME TECNICO DE RESIDENCIAS PROFESIONALES RITICIV-14-13 PARA DAR CUMPLIMIENTO A: RESIDENCIAS PROFESIONALES PRESENTADO POR: JOSÉ ANTONIO BAUTISTA ALVARADO 1
Transcript of I T. RESIDENCIAS PROFESIONALES JOSE ANTONIO BAUTISTA

“SUPERVISIÓN DE PERSONAL Y MAQUINARIA PARA EL CORRECTO USO DE
EXPLOSIVOS, CUANTIFICACION DE MATERIALES Y CONTROL DE CALIDAD EN
AGREGADOS PARA USO EN CONCRETOS HIDRAULICOS Y ASFALTICOS”
INFORME TECNICO DE RESIDENCIAS PROFESIONALES
RITICIV-14-13
PARA DAR CUMPLIMIENTO A:
RESIDENCIAS PROFESIONALES
PRESENTADO POR:
JOSÉ ANTONIO BAUTISTA ALVARADO
1

LAGOS DE MORENO, JAL., A 04 DICIEMBRE DEL 2014
DATOS DEL ITSDLM
Instituto Tecnológico Superior de Lagos de Moreno.
Libramiento Tecnológico # 5000.
Colonia Portugalejo de los Romanes.
Tel. y Fax. (52)-01-474-72-52-100 y 101
Lagos de Moreno Jalisco, México.
Superior Technology Institute of Lagos de Moreno.
5000# Libramiento Tecnológico
Portugalejo de los Romanes
Phone & Fax (52)-01-474-72-52-100 y 101
Lagos de Moreno Jalisco, México.
2

“SUPERVISIÓN DE PERSONAL Y MAQUINARIA PARA EL CORRECTO USO DE
EXPLOSIVOS, CUANTIFICACION DE MATERIALES Y CONTROL DE CALIDAD EN
AGREGADOS PARA USO EN CONCRETOS HIDRAULICOS Y ASFALTICOS”
PRESENTADO POR:
JOSÉ ANTONIO BAUTISTA ALVARADO
RESUMEN
ANTECEDENTES, ESTRUCTURACION DE UNA PLANTA DE ASFALTO,
COMPONENTES DE MEZCLA ASFALTICA PARA CAMINOS, RECURSOS HUMANOS Y
EXPLOSIVOS
PALABRAS CLAVE
ASFALTO, CARPETA, AGREGADOS, PLANTA, EMULSION
ABSTRACT
3

BACKGROUND, STRUCTURING ASPHALT PLANT COMPONENTS OF ASPHALT MIX
FOR ROADS, HUMAN RESOURCES AND EXPLOSIVES
KEYWORDS
ASPHALT, BINDER, AGGREGATE, PLANT EMULSION
ÍNDICE
CONTENIDO
PAG
I-
Introducción.....................................................
.................................................... 7
II-
Justificación....................................................
.................................................... 9
III- Objetivos: Generales y
Específicos......................................................
.......... 9
CAPÍTULO I: Marco
teórico..........................................................
......................... 10
4

1.1 Origen del
Asfalto .........................................................
...................................... 10
1.2 Los primeros usos del
asfalto…………………...................................................
.. 12
CAPÍTULO II: Asfaltos………………………………………………………...….......... 14
2.1 Historia del asfalto
…................................................................
........................... 14
2.2 Generalidades y modificaciones al
asfalto .........................................................
. 17
2.3 Descripción química del asfalto modificado ………………………………………...
19
2.4 Compuesto Asfalto-Hule ………………………………………………..……………. 23
2.5 Ventajas del sistema Asfalto-Hule para carpetas
asfálticas……...………………. 26
2.6 Ligantes Asfalticos………………………………………………………………........ 27
2.6.1 Clasificación y terminología de los ligantes
asfalticos………………..………… 29
5
2.6.2 Cualidades de los ligantes asfalticos………………….………………..…………
31
2.6.3 Propiedades de los ligantes asfalticos……….……………………………..……..
33
2.6.4 Comportamiento mecánico de los ligantes asfalticos…....……….
……………. 40
2.7 Aditivos empleados para mejorar las propiedades
de los ligantes asfalticos …………………………………………………………….
………………….........………... 43
CAPÍTULO III:
Emulsiones…….....................................................
........................... 46
3.1 Tipos de emulsiones
asfalticas.......................................................
.................... 47
3.2 Rompimiento de la emulsiones
alfalticas.......................................................
..... 48
3.3 Ventajas de las emulsiones
asfálticas…………………….................................. 50
3.4 Recomendaciones para el uso de emulsiones
asfalticas.................................. 51
6

CAPÍTULO IV:
Agregados........................................................
............................... 52
4.1 Definición de agregados
pétreos…………….....................................................
.. 52
4.2 Tipos de agregados
petreos…………………...................................................
.... 52
4.3 Propiedades de los agregados pétreos…………………….………………...……. 53
4.4 Naturaleza de los agregados ………………………………….…………………….. 54
4.5 Consideración de empleo de agregados pétreos ………….………………………
55
4.6 Características principales de los agregados pétreos para
pavimentos….….…. 56
4.7 Clasificación del agregado según su tamaño ………………………………..……..
61
4.8 Ensayos para caracterizar los pétreos ………….…………………………….….… 70
4.8.1 Esqueleto mineral…………………………………………..……………..….….….. 70
4.8.2 Agregados gruesos …………………………………………………………………. 71
4.8.3 Agregados finos ……………………………………………………………………... 76
7

CAPITULO V. Plantas de
asfalto..........................................................
.................... 79
5.1 Antecedentes de planta de asfalto en México DF ………………………………….
79
5.2 Características y composición de una planta de asfalto…………..
……………..… 82
5.3 Acomodo recomendado en la instalación de una planta de
asfalto………….…… 90
CAPITULO VI. Carpeta asfáltica…………………………………………….…………... 92
6.1 Componentes de la mezcla ……………………………………….……………......... 92
6.2 Granulometría………………………………………………………………………….. 93
6.3 Composición de la mezcla ………………………………………………………….... 94
6.4 Carpeta requerida en obra …………………………………………………………… 95
6.5 Tolerancias……………………………………………………………………………… 97
CAPITULO VII. . Descripción de trabajos de explotación de banco
de préstamo en materiales pétreos………………………………………………………..……………….
99
7.1 Definición de explosivos ……………………………………………………...………. 99
7.1.2 Energía para desarrollar trabajo ……………………………………….…..……… 99
7.1.3 Energía de choque …………………………………………………………...…….. 101
8

7.1.4 Energía del gas ……………………………………………………………………... 103
7.1.5 Energía no aprovechada …………………………………………………………… 103
7.1.6 Velocidad de detonación …………………………………………………………... 104
7.1.7 Presión de detonación………………………………………………………..……. 104
7.1.8 Energías de explosivos………………………………………………..…………… 106
7.1.8.1 Energías…………………………………………………………….……………... 106
7.1.8.2 Densidad…………………………………………………………………………... 107
7.1.9 Resistencia al agua y clasificación de gases………………………….
…………. 108
7.2 Diseño de bancos de explotación ……………………………………………….….. 109
7.2.1 Criterios para la apertura de un banco y fases de
explotación a cielo abierto..109
CAPITULO VIII. Descripción del personal de la planta de asfalto
“CABA” en Irapuato Guanajuato. …………………………………………………………………… 112
ANEXO FOTOGRAFICO………………………………………………………………... 115
I: INTRODUCCIÓN
Desde la existencia de la humanidad se ha tenido la necesidad de
trasladarse en diferentes puntos, remontándonos al 50,000 A.C. en
9

la época en que el Hombre era nómada se trasladaban de un punto a
otro en busca de alimentos, agua, refugio y hacia lugares donde
pudieran saciar sus necesidades básicas para sobrevivir. Las
carreteras fueron los primeros signos de una civilización
avanzada. Los mesopotámicos fueron uno de los primeros
constructores de carreteras hacia el año 3500 A.C. Le siguieron
los chinos, los cuales desarrollaron un sistema de carreteras en
torno al siglo XI A.C., y construyeron la Ruta de la Seda (la más
larga del mundo) durante 2.000 años; Los incas de Sudamérica
construyeron una avanzada red de caminos que no se consideran
estrictamente carreteras, ya que la rueda no era conocida por los
incas.
Estas llamadas carreteras recorrían todos los Andes e incluían
galerías cortadas en rocas sólidas. En el siglo I, el geógrafo
griego Estrabón registró un sistema de carreteras que partían de
la antigua Babilonia; los escritos de Heródoto, historiador
griego del siglo V A.C., mencionan las vías construidas en
Egipto para transportar los materiales con los que construyeron
las pirámides y otras estructuras monumentales levantadas por los
faraones. Aún existen algunas de las antiguas carreteras. Las más
antiguas fueron construidas por los romanos. La vía Apia empezó a
construirse alrededor del 312 A.C., y la vía Faminia hacia el 220
A.C. En la cumbre de su poder, el Imperio romano tenía un sistema
de carreteras de unos 80,000 km, consistentes en 29 calzadas que
partían de la ciudad de Roma, y una red que cubría todas las
10

provincias conquistadas importantes, incluyendo Gran Bretaña. Las
conocidas calzadas romanas tenían un espesor de 90 a 120 cm, y
estaban compuestas por tres capas de piedras argamasadas cada vez
más finas, con una capa de bloques de piedras encajadas en la
parte superior.
Toda persona tenía derecho a usar las calzadas, según la ley
romana, pero los responsables del mantenimiento eran los
habitantes del distrito por el que pasaba. Este sistema era
eficaz para mantener las calzadas en buen estado mientras
existiera una autoridad central que lo impusiera; con la ausencia
de la autoridad central del Imperio romano durante la edad media
(del siglo X al XV), el sistema de calzadas nacionales empezó a
desaparecer.
El gobierno francés instituyó un sistema para reforzar el
trabajo local en las carreteras a mitad del siglo XVII, y con
este método construyó aproximadamente 24,000 km de carreteras
principales. Más o menos al mismo tiempo, el Parlamento instituyó
un sistema de conceder franquicias a compañías privadas para el
mantenimiento de las carreteras, permitiendo a las compañías que
cobraran un peaje o cuotas por el uso de las mismas. Se hicieron
perfeccionamientos en los métodos y técnicas de construcción de
carreteras Durante las tres primeras décadas del siglo XIX.
Los ingenieros británicos, Thomas Telford y John Loudon McAdam, y
un ingeniero de caminos francés, Pierre-Marie-Jérôme Trésaguet,
11

fueron los responsables. El sistema de Telford implicaba cavar
una zanja e instalar cimientos de roca pesada. Los cimientos se
levantaban en el centro para que la carretera se inclinara hacia
los bordes permitiendo el desagüe. La parte superior de la
carretera consistía en una capa de 15 cm de piedra quebrada
compacta.
El de McAdam mantenía que la tierra bien drenada soportaría
cualquier carga. En el método de construcción de carreteras de
McAdam, la capa final de piedra quebrada se colocaba directamente
sobre un cimiento de tierra que se elevaba del terreno
circundante para asegurarse de que el cimiento desaguaba. El
sistema de McAdam, llamado macadamización, se adoptó en casi
todas partes, sobre todo en Europa. Sin embargo, los cimientos de
tierra de las carreteras macadamizadas no pudieron soportar los
camiones pesados que se utilizaron en la I Guerra Mundial. Como
resultado, para construir carreteras de carga pesada se adoptó el
sistema de Telford, ya que proporcionaba una mejor distribución
de la carga de la carretera sobre el subsuelo subyacente. El
declive de las carreteras tuvo lugar en el periodo de expansión
del ferrocarril en la última mitad del siglo XIX. Es en este
periodo donde se introduce el ladrillo y el asfalto como
pavimento para las calles de las ciudades.
II: JUSTIFICACIÓN
12

La elaboración de este proyecto de residencias conforma
información descriptiva acerca de todo lo relacionado con la
conformación de una carpeta asfáltica, en la que el lector podrá
observar detalles históricos, técnicas en procesos de la misma
que influyen de manera directa con el cumplimiento y normatividad
en el país.
Las restricciones que implican la conformación de una carpeta
asfáltica están estrictamente ligadas a su normativas técnicas de
aplicación y elaboración, en este caso por tratarse de este
documento en el que se muestran se podrá observar información
suficiente de carácter informativo.
III: OBJETIVOS: GENERALES Y ESPECÍFICOS
Generales
La finalidad del presente documento es tener mayor
conocimiento y claridez de las partes que conforman una
planta de asfalto, el funcionamiento de la misma y el
proceso que se tiene que seguir para la elaboración de
mezcla asfáltica en caliente para caminos.
Específicos
13

Conocer las partes que conforman una planta de asfalto.
Dar a conocer el funcionamiento de la planta de asfalto
Ver los diferentes agregados y emulsiones que se requieren
para elaborar mezcla asfáltica caliente para caminos.
CAPÍTULO I: MARCO TEÓRICO
1.1 Origen del Asfalto
Es muy conocido que el término "bitumen" se originó en Sanscrito,
donde la palabra "jatu" significa alquitrán y "jatubrit"
significa la creación de alquitrán, palabra referida al alquitrán
producido por resinas de algunos árboles. El equivalente en latin
fue originalmente "gwitu-men" (cercano al alquitrán) y por otros
"pixtu-men" (alquitrán burbujeado), cuya palabra fue acortada
subsecuentemente a "bitumen" pasada luego del francés a inglés.
Existen varias referencias al asfalto en la Biblia, aunque la
terminología usada puede ser bastante confusa. En el libro del
Génesis se refiere al impermeabilizante del Arca de Noé, el cual
fue preparado con y sin alquitrán y de la aventura juvenil de
Moisés en "Un Arca de Espadaña, pintarrajeada con lodo y con
alquitrán".
Aún más confusas son las descripciones de La Torre de Babel. La
Versión Autorizada de la Biblia dice: "Ellos tenían ladrillos por
14

rocas y lodo para mortero", la nueva versión autorizada dice:
"Ellos usaron ladrillos en vez de piedra y alquitrán en vez de
mortero". La traducción de Moffat en 1935 dice: "Ellos usaron
ladrillos en vez de piedras y asfalto en vez de mortero"; así
como en la nueva versión oficial de la Biblia en español. Tampoco
es desconocido que los términos bitumen, alquitrán y asfalto son
intercambiables.
1.2 Los primeros usos del asfalto
En las vecindades de depósitos subterráneos de crudo de petróleo,
láminas de estos depósitos pueden verse en la superficie. Esto
puede ocurrir pos fallas geológicas; la cantidad y naturaleza de
este material que se observa naturalmente depende de un número de
procesos naturales, los cuales pueden modificar las propiedades
del material. Este producto puede ser considerado un "asfalto
natural", a menudo siendo acompañado por materia mineral, y la
mezcla y dependiendo de las circunstancias por las cuales hayan
sido mezcladas.
Existen por supuesto grandes depósitos de crudo de petróleo en el
medio ambiente y por miles de años estos han correspondido a
láminas superficiales de asfalto "natural". Los antiguos
habitantes de esas zonas no apreciaron rápidamente las excelentes
propiedades impermeabilizantes, adhesivas y de preservación que
tenía el asfalto y rápidamente dejaban de usar este producto para
15

su disposición final. Por más de 5,000 años el asfalto en cada
una de sus formas ha sido usado como un impermeabilizante y/o
agente ligante.
Los Sumerios, 3,800 A.C., usaron asfalto y se recuerda este como
el primer uso de este producto. En Mohenjo Daro, en el valle
Indus, existen tanques de agua particularmente bien preservados
los cuales datan del 3,800 AC. En las paredes de este tanque, no
solamente los bloques de piedra fueron pegados con un asfalto
"natural" sino que también el centro de las paredes tenía
"nervios" de asfalto natural.
Este mismo principio se usa actualmente en el diseño de modernos
canales y diques. Se cree que Nebuchadnezzar fue un hábil
exponente del uso del asfalto debido a que existe la evidencia
que el usaba el producto para impermeabilización de los techos
de sus palacios y como un ingrediente en sus caminos empedrados.
El proceso de momificación usado por los antiguos egipcios
también testifica las cualidades preservativas del asfalto,
aunque es una materia de disputa si se usó asfalto en vez de
resinas.
Los antiguos usos "naturales" del asfalto descriptos arriba no
persisten en dudas en aquellas partes habitadas del mundo donde
estos depósitos de asfalto natural estaban fácilmente
disponibles. En consecuencia esto parece haber sido poco
desarrollo del arte en algún otro sitio. No fue hasta el fin del
16

siglo XIX que alguno de los presentes mayores usos del asfalto
fueron introducidos. Sin embargo, esto parecía haber sido algún
conocimiento de carpetas alternativas en el periodo intermedio
como esta en la grabación que Sir Walter Raleigh, en 1595
proclamo el lago de asfalto que encontró en Trinidad para hacer
el mejor impermeabilizante utilizado en el acollado de barcos. En
la mitad del siglo XIX se intenta que el asfalto fuera
manufacturado para utilizarse superficies de carreteras. El mismo
provenía de depósitos naturales europeos.
Así fue como se comenzaron a utilizar productos naturales que se
obtenían del suelo, dando la llegada al carbón, alquitrán y luego
el asfalto manufacturado a partir del crudo de petróleo. Durante
el siglo XIX el uso del asfalto estaba limitado por su escasa
disponibilidad, no obstante lo cual a mediados del mismo, la roca
asfáltica participaba en la pavimentación de calles en Europa y
después de 1870, en USA. El aporte intensivo del asfalto en obras
viales ocurrió a principios del siglo XIX debido a dos
acontecimientos casi simultáneos: la aparición del automotor con
rodado neumático -que sustituyó a la llanta maciza de caucho
ideada en 1869 y la explotación masiva del petróleo cuya
industrialización lo convirtió en productor principal de
asfaltos.
En el primer paso, el automóvil obtuvo pronto el favor del
público que reclamó buenos caminos para mayor seguridad y
confort. El transporte carretero comercial creó la dependencia
17

"camión-camino" exigiendo amplias carreteras para más y mejores
vehículos. En el segundo caso, el petróleo produjo importantes
volúmenes de asfaltos aptos para un directo uso vial (cementos
asfálticos) y asfaltos diluidos con las fracciones livianas
(cut-Ack). Las emulsiones bituminosas de tipo aniónico
aparecieron por entonces (1905) como paliativo del polvo,
mientras que las catiónicas lo hicieron entre 1951 y 1957 en
Europa y EE.UU. respectivamente; en Argentina las aniónicas
comenzaron a producirse a mediados de la década del ‘30 y las
catiónicas a fines del ‘60. Tanta actividad volcada al campo vial
hizo que se hablara de la "era del automóvil y la construcción de
carreteras". Los primeros trabajos asfálticos en calles y caminos
fueron hechos con procesos sencillos para distribuir tanto el
ligante como los áridos (a mano), apareciendo luego lanzas con
pico regador y bomba manual.
El ritmo de las obras viales y la necesidad de mejorar los
trabajos y reducir costos hizo progresar la operación vial. Los
métodos manuales se mecanizaron apareciendo: regadores de asfalto
a presión, distribuidores de piedra, aplanadoras vibrantes,
rodillos con neumáticos de presión controlada, etc.
Las mezclas asfálticas en sitio cambiaron niveladoras y rastras
por motoniveladoras y plantas móviles o fijas. Las primeras
mezclas calientes irrumpieron en el mercado alrededor de 1870 con
plantas intermitentes (pastones) de simple concepción. Hacia 1900
se había mejorado su diseño incluyendo tolvas de árido,
18

elevadores de materiales fríos y calientes, secadores rotativos,
tanques para acopiar asfalto, mezcladoras que permitían cargar
vagones a camiones.
Entre 1930 y 1940 se incorporan cintas transportadoras,
colectores de polvo y otros aditamentos, en las décadas del 50 y
60 se desarrollan plantas de mayor capacidad, hacia 1970 se
introducen sistemas computarizados para dosificación y controles
de elaboración, polvo y ruido. Todo este proceso mantuvo la
operatoria fundamental: secado-cribado-proporcionado-mezclado.
En 1910 existían en EE.UU. pequeñas plantas en caliente, de
mezclado en tambor que hacia 1930 fueron reemplazadas por las de
mezclador continuo, de mayor producción. En 1960 el procedimiento
de secado y mezclado en tambor fue rescatado y actualmente estas
plantas (tambor mezclador) producen mezclas de gran calidad y
compiten además en el reciclado de pavimentos.
Los silos para acopio de mezcla caliente forman parte de las
plantas de tambor mezclador; también suelen encontrarse estos
sitios en instalaciones discontinuas para independizar las
operaciones de carga de los camiones, o silos de gran capacidad,
dotados de revestimiento aislante, permiten al acopio de mezcla
caliente durante varios días conservando su trabajabilidad.
La terminadora o pavimentadora asfáltica (FINISHER), fue
introducida por Barber Greene en 1937, después de siete años de
experimentación, luego producidas por otras compañías con algunas
19

variantes, pero manteniendo el esquema operativo original. En el
campo de nuevos materiales ingresaron los aditivos: polímeros,
fibras, agregados livianos, betunes sintéticos incoloros y
mejoradores de adherencia. Los trabajos asfálticos se
diversificaron: lechadas bituminosas, micro-aglomerados, carpetas
de reducido espesor, mezclas drenantes, mezclas o lechadas en
color para pisos o como seguridad vial.
CAPÍTULO II: ASFALTOS
2.1 Historia del Asfalto
El asfalto es un componente natural de la mayor parte de los
petróleos. La palabra Asfalto, deriva del acadio, lengua hablada
en Asiría, en las orillas del Tigris superior, entre los años
1400 y 600 A.C. En esta zona se encuentra en efecto la palabra
"Sphalto" que significa "lo que hace caer". Luego la palabra fue
adoptada por el griego, pasó al latín y, más adelante, al francés
(asphalte), al español (asfalto) y al inglés (asphalt). Estudios
arqueológicos, indican que es uno de los materiales constructivos
más antiguos que el hombre ha utilizado.
20

La historia del asfalto se inició hace miles de años, siendo
utilizado de su versión natural en yacimientos que se encontraban
en estanques y lagos de asfalto, así como en rocas asfálticas.
Los antiguos pobladores de Mesopotamia lo emplearon como sellante
en los tanques y embalses de agua. Fue también utilizado por los
fenicios en la construcción de sus barcos mercantes. En los días
de los Faraones, los egipcios lo usaron como material que,
aplicado a las rocas a lo largo del rio Nilo, prevenían la
erosión del suelo, y el cesto del niño Moisés fue
impermeabilizado con asfalto.
En las vecindades de depósitos subterráneos de crudo de petróleo,
láminas de estos depósitos pueden verse en la superficie. Esto
puede ocurrir pos fallas geológicas; la cantidad y naturaleza de
este material que se observa naturalmente depende de un número de
procesos naturales, los cuales pueden modificar las propiedades
del material.
Este producto puede ser considerado un "asfalto natural", a
menudo siendo acompañado por materia mineral, la mezcla y
dependiendo de las circunstancias por las cuales hayan sido
mezcladas.
Existen por supuesto grandes depósitos de crudo de petróleo en el
medio ambiente y por miles de años estos han correspondido a
láminas superficiales de asfalto "natural". Los antiguos
habitantes de esas zonas no apreciaron rápidamente las excelentes
21

propiedades impermeabilizantes, adhesivas y de preservación que
tenía el asfalto y rápidamente dejaban de usar este producto para
su disposición final. Por más de 5.000 años el asfalto en cada
una de sus formas ha sido usado como un impermeabilizante y/o
agente ligante.
Los sumerios, 3.800 AC, usaron asfalto y se recuerda este como el
primer uso de este producto.
En Mohenjo Daro, en el valle Indus, existen tanques de agua
particularmente bien preservados los cuales datan del 3.800 AC.
En las paredes de este tanque, no solamente los bloques de piedra
fueron pegados con un asfalto "natural" sino que también el
centro de las paredes tenía "nervios" de asfalto natural.
Año 625. Es en Babilonia donde se registra el primer uso de
asfalto como material para la construcción de carreteras. Los
antiguos griegos fueron también usuarios del asfalto. De hecho,
la palabra "asfalto" proviene de la palabra griega "asphaltos"
que significa "seguro". Los romanos lo utilizaron para sellar sus
famosos baños y acueductos.
Año 1595. Los europeos que exploraban el Nuevo Mundo descubrieron
depósitos naturales de asfalto. Sir Walter Raleigh describió en
su momento un lago de asfalto en la isla Trinidad, cerca de
Venezuela. Él lo utilizó como impermeabilizante para sus barcos.
Año 1800. El uso de asfalto para construir carreteras creció de
manera exponencial durante los años 1800. Uno de los
22

constructores, Thomas Telford, construyó más de 900 millas de
carreteras en Scotland, perfeccionando el método de construir
carreteras con rocas partidas. De manera similar, su
contemporáneo John Loudon McAdam, usó rocas partidas unidas para
formar una superficie dura para construir Scottish turnpike. Más
tarde, para reducir el polvo y el mantenimiento, los
constructores emplearon "tar" caliente como elemento para unir y
pegar las piedras, produciendo de ésta manera el llamado
pavimento "tarmacadam".
Año 1870. Un ciudadano de Bélgica, el químico Edmund J. DeSmedt,
produjo el primero y verdadero pavimento asfáltico, lo que
ocurrió en Newark, New Jersey, Estados Unidos. DeSmedt también
pavimentó la Avenida Pennsylvania en Washington, D.C., para lo
cual empleó 54,000 yardas cúbicas de capas asfálticas
provenientes de la Isla Trinidad.
La primera planta para fabricar asfalto fue abierta por la
empresa The Cummer Company durante los años 1800s.
Las primeras instalaciones modernas para producir asfalto fue
inaugurada por la compañía Warren Brothers en Cambridge,
Massachusets, Estados Unidos, en 1901
La primera patente relacionada con la producción de asfalto fue
registrada por Nathan B. Abbot, de Brooklyn, New York, en 1871.
Año 1876. El Presidente Gran seleccionó un grupo de ingenieros de
la armada para estudiar el uso del asfalto en las carreteras.
23

Este grupo sugirió que la Avenida Pensilvania, en Washington,
D.C., fuera pavimentada con capas asfálticas provenientes del
asfalto natural del Lago Trinidad. Dicho pavimento se mantuvo en
excelentes condiciones durante 11 años, a pesar del tráfico en la
Casa Blanca.
Año 1907. La producción de asfalto por refinamiento del petróleo
sobrepasó el uso de asfalto natural. Como consecuencia del
crecimiento en la popularidad del automóvil, la demanda de más y
mejores carreteras llevaron al surgimiento de innovaciones tanto
en la producción de asfalto, como también en la mecanización del
proceso de aplicación del asfalto.
Año 1942. Durante la Segunda Guerra Mundial, la tecnología del
asfalto fue ampliamente mejorada, empujada por la necesidad de la
fuerza aérea de contar con superficies que pudieran soportar
cargas pesadas.
Año 1955. Se funda en USA la asociación "The National Bituminous
Concrete Association" (más tarde convertida en the National
Asphalt Pavement Association o NAPA). Una de las primeras
actividades de esta institución fue la de crear el "Programa de
Mejoramiento de Calidad ("Quality Improvement Program"), que
patrocinó la ejecución de pruebas de asfalto en laboratorios
privados y universidades.
Año 1956. El Congreso de Estados Unidos aprobó el "Interstate
Highways Act" (Acta de Autopistas Inter-estatales), asignando
24

fondos por 51 billones de dólares a los estados para la
construcción de carreteras. Las constructoras requirieron de
mayores y mejores equipos. Desde entonces se han sucedido
innovaciones que incluyen: equipos electrónicos de control de
nivel, equipos de pavimentación extra-anchos que permiten la
pavimentación de dos líneas a la vez, etc.
Año 1970. La crisis de energía que se sufrió en ésta década,
trajo consigo la necesidad de una mayor conservación de los
recursos naturales. Desde entonces, una creciente cantidad de
asfalto reciclado se ha incorporado a las mezclas utilizadas para
la construcción y mantenimiento de carreteras en USA. Hoy, el
pavimento asfáltico es el material más reciclado en USA con más
de 70 millones de toneladas métricas de material de pavimento
asfáltico reciclado cada año.
Año 1986. La Asociación Nacional de Pavimento Asfáltico (NAPA,
por sus siglas en inglés) creó el National Center for Asphalt
Technology (NCAT) o Centro Nacional de Tecnología Asfáltica, en
la Universidad de Auburn, Alabama, como un mecanismo sistemático
y centralizado para la investigación del asfalto. La NCAT
recientemente abrió otro centro de investigación y se ha
convertido en la institución lider del mundo en materia de
investigación sobre pavimento asfáltico.
Año 2002. La EPA ("Environmental Protection Agency", USA) anunció
que las plantas de asfalto ya no forman parte de su lista de
25

industrias consideradas las mayores fuentes de polución y daños
al medio ambiente.
2.2 Generalidades y modificaciones al asfalto
En las últimas dos décadas, mucho esfuerzo científico y
tecnológico se ha dedicado al desarrollo de materiales asfálticos
para la construcción de carreteras, ya que las especificaciones
de éstas son cada día más estrictas.
La tecnología en materia asfáltica se ha enfocado al desarrollo
de carpetas asfálticas con mayor duración, con menor huella al
paso de vehículos, mayor repelencia al agua (alta
hidrofobicidad), mayor resistencia a la radiación ultravioleta,
mayor resistencia a la lluvia, mayor agarre con la llanta, mejor
adhesión entre el asfalto y el material pétreo, mayor facilidad
para la reparación de baches, reparación de baches a baja
temperatura, etc.
Todas estas condiciones impuestas al asfalto (ya sea modificado o
no) dan como resultado una intensa investigación en este campo
desarrollando nuevos materiales asfálticos, así como nuevas
formas en las cuales el asfalto modificado puede ser aplicado al
substrato pétreo.
El asfalto modificado se ha convertido últimamente en la mejor
opción para la fabricación de carpetas asfálticas de alto
26

desempeño. Se sabe que para este tipo de aplicación los niveles
de concentración del polímero son relativamente bajos: del 2 al
3% cuando se usa SBS (estireno-butadieno-estireno), y del 4 a 8%
cuando se usan poli-olefinas amorfas del tipo APP (polipropileno
amorfo).
El problema que se presenta es que para estos bajos niveles de
concentración el polímero puede separarse del asfalto por falta
de estabilización. Esta separación surge debido a la diferencia
en densidades entre el asfalto y el polímero. Para aplicaciones
que involucran impermeabilizantes y selladores, el sistema
asfalto- polímero exhibe niveles intermedios de concentración de
modificador: del 7 al 15% para SBS y del 18 al 30% para APP. En
estos casos el problema fundamental es controlar la
compatibilidad asfalto-polímero para conseguir la morfología
requerida del compósito y conservar las propiedades del sistema.
Es importante decir que esta morfología no siempre se obtiene de
manera uniforme en todo el sistema, debido precisamente a la
compatibilidad de las especies, por lo que se hace necesario, en
algunas ocasiones, el empleo de un agente de compatibilización
que lo normalice.
2.3 Descripción química del Asfalto Modificado.
27

Describiremos brevemente las propiedades tanto del material
compuesto asfalto-polímero, como de los materiales
constituyentes: el asfalto y el polímero. Esto tiene como
propósito el hacer énfasis en los requerimientos que tiene que
cumplir la emulsión asfáltica para que el sistema, una vez
aplicado, tenga un buen desempeño.
El Asfalto Como ya mencionamos anteriormente, el asfalto es un
material de los llamados termoplásticos, el cual es muy complejo
desde el punto de vista químico ya que es obtenido como el
residuo en el proceso de refinación del petróleo crudo. Esto hace
que el control de calidad de este material sea pobre, además de
que sea una mezcla muy compleja de estructuras químicas
complicadas. Sin embargo, este es un material de suma importancia
para la industria de la construcción por sus propiedades de
consistencia, adhesividad, impermeabilidad y durabilidad, y sobre
todo por el bajo costo ya que, como mencionamos, es el residuo en
el proceso de refinación del petróleo.
El asfalto tiene varios nombres como: asfalto o bitumen, nafta-
betunes, betún, cemento asfáltico, chapopote. Este producto fue
conocido alrededor del año 2500 a. C. en Egipto, aunque en esa
época no se usaba en la construcción de caminos.
El asfalto tiene una gran variedad de aplicaciones; las que
podemos mencionar: carpetas asfálticas, adhesivos, sellantes,
impermeabilizantes, mastiques, etc. Los volúmenes de uso del
28

asfalto son muy grandes, sobre todo en lo referente a la
fabricación de carpetas asfálticas en donde es, sin duda, el
material más importante. El amplio uso del asfalto en la
construcción de carreteras es debido, en gran medida, a su bajo
costo y a sus propiedades de hidrofobicidad y una relativa
resistencia al intemperismo.
El asfalto puede ser descrito como una mezcla compleja de
hidrocarburos, por lo que su análisis químico se reporta en
términos de dos fracciones principales; la primera se refiere a
la fracción pesada, denominada asfaltenos cuyo peso molecular se
encuentra entre 4000 y 7000, y la fracción ligera denominada como
maltenos con pesos moleculares de 700 a 4000. A su vez la parte
malténica puede subdividirse en tres fracciones principales
siendo éstas las siguientes: parafinas con pesos moleculares de
600 a 1000, resinas de 1000 a 2000 y aceites aromáticos de 2000 a
4000.
Los constituyentes del asfalto interactúan entre sí formando un
fluido complejo, el cual exhibe un complicado comportamiento
visco elástico. El comportamiento del asfalto depende de su
composición química, la cual depende a su vez de la fuente de
procedencia y del proceso de refinación.
El asfalto es un material anisotrópico, discontinuo e
inhomogéneo; este material es considerado como un material
coloidal, formado por micelas de tamaños cercanos a la micra
29

(fase asfalténica), las cuales están suspendidas en una fase
aceitosa de alta viscosidad (fase malténica).
La micro-estructura del asfalto queda definida por la cantidad de
micelas (o sea la fracción de asfaltenos respecto a los
maltenos), la distribución de tamaños de las partículas que
forman la fase discreta y por las interacciones físicas y
químicas entre ellas.
Estas interacciones son las responsables de que el asfalto forme
una red tridimensional más o menos desarrollada, la cual
determina tanto su naturaleza elástica como viscosa. El asfalto
es muy susceptible a los cambios de temperatura y sufre
envejecimiento por intemperismo para largos tiempos de
exposición; es también afectado por la oxidación y la foto-
degradación.
Respecto a sus propiedades mecánicas éstas son muy pobres ya que
es quebradizo a bajas temperaturas y fluye a temperaturas un poco
arriba de la temperatura ambiente; tiene además una baja
recuperación elástica. Todos estos factores limitan ampliamente
su rango de utilidad. Por estas razones este material tiene que
ser aditivado o modificado para mejorar substancialmente sus
propiedades.
Una de las formas de mejorar las propiedades del asfalto es
oxidándolo, ya que este procedimiento aumenta su peso molecular y
su viscosidad, reduciendo sus propiedades de flujo; sin embargo,
30

estudios diversos han mostrado que la modificación con polímero
es preferible si se quieren mejorar substancialmente sus
propiedades mecánicas, en especial su recuperación elástica,
aunque el costo de este procedimiento es considerablemente mayor.
La modificación del asfalto con hule se lleva a cabo añadiéndole
a éste, a una temperatura alta (entre 180 y 200 °C) y con altos
esfuerzos de corte, polímeros elastoméricos, o sea del tipo
huloso (con una Tg baja).
Los polímeros más ampliamente usados para este propósito son los
copolímeros de poliestirenopolibutadieno, ya que polímeros con
esta morfología permiten formar una red o malla tridimensional en
el interior del asfalto para darle a éste buenas propiedades
mecánicas. Esta malla de hule llena de asfalto, absorberá gran
parte de la energía de deformación que sufre el material al ser
sujeto a esfuerzos externos, como cuando se usa en la fabricación
de carpetas asfálticas. Esta red polimérica tridimensional llena
de asfalto, parcialmente hinchada por los ligeros del asfalto,
proporciona al compósito una mayor temperatura de servicio y
también incrementa el intervalo de esfuerzos a que este material
compuesto puede ser sujeto.
Este mejoramiento no es obtenido cuando el asfalto es simplemente
oxidado, ya que solo se vuelve más duro, o sea, aumenta el
contenido de pesados (asfaltenos). Las características físicas
resultantes del compuesto obtenido a partir de una mezcla
31
asfalto-polímero dependen del tipo de asfalto, de la cantidad y
tipo de polímero, de la compatibilidad entre los constituyentes,
del proceso de mezclado y de las historias térmicas de los
materiales.
Para asfaltos usados con polímeros, es conveniente que éstos
tengan bajos contenidos de asfaltenos (fase pesada) y deben
poseer suficiente cantidad de aceites para disolver al polímero a
las temperaturas de mezclado y obtener la morfología apropiada
para la aplicación particular. Los asfaltos oxidados son poco
recomendados para ser usados en carpetas asfálticas, ya que
poseen contenidos altos de asfaltenos debido a la oxidación de
las resinas y aceites que se convierten en asfaltenos.
Generalmente se pueden distinguir dos tipos de mezclas asfalto-
polímero: una consiste en un mezclado mecánico en donde la
estructura de la red está formada por uniones físicas (geles
físicos) y otra que involucra una reacción química entre los
componentes y por lo tanto la red está formada por uniones
químicas (geles químicos).
Para que se logre la morfología apropiada, o sea aquella en la
cual se tenga una red tri-dimensional de polímero rellena de
asfalto, el polímero debe tener cierto grado de compatibilidad
con el asfalto, de tal forma que no ocurra una completa
separación de fases ni una completa disolución de un medio en el
otro, ya que en este caso las propiedades del sistema asfalto-
32

hule no son mejoradas; esta compatibilidad parcial se logra
mediante la disolución parcial del polímero por los aceites
malténicos del asfalto.
Para extender el rango de aplicaciones del asfalto, es necesario
conocer la manera en que el polímero está interactuando con él.
Una de las formas de conocer el grado de compatibilidad entre
estos dos materiales es visualizando la micro-estructura del
compósito.
El tipo de polímero más comúnmente usado para la modificación del
asfalto es un hule SBS de estireno-butadieno radial de alto peso
molecular. Uno de los productores internacionales de este tipo de
polímero es Dynasol y corresponde al tipo Solprene 411. Este
copolímero es de cadena radial en forma de estrella de cuatro
brazos en donde la parte butadiénica se localiza en el centro,
mientras que la parte estirénica en el exterior. En este hule el
30 % corresponde a la fase estirénica y el resto a la parte
butadiénica.
La proporción de tetra-acoplado es mayor del 80 %, siendo el
resto tri-acoplado y cadena lineal. Como es sabido, el primer
paso para el diseño de un material polimérico de alta ingeniería
es siempre establecer la relación que existe entre la estructura
del material y sus propiedades finales. Cómo conseguir una
determinada estructura para optimizar el material es el segundo
paso.
33

Actualmente muchos de los materiales poliméricos de alta
ingeniería son fabricados mediante mezclas de polímeros ya
conocidos, los cuales poseen estructuras bien definidas. Sin
embargo, en estas mezclas la compatibilidad entre las fases debe
de estar bien controlada para producir la morfología deseada.
Estas mezclas de polímeros con morfologías controladas son
conocidas como compósitos o materiales compuestos.
Este tipo de materiales, los materiales compuestos o compósitos,
tienen la característica de que uno de los ingredientes entra en
pequeña proporción y se le denomina el material modificador,
mientras que el otro constituyente es el material que se quiere
modificar, y puede formar la fase continua o puede estar formando
la fase discreta.
Los materiales compuestos pueden estar constituidos por dos o más
materiales diferentes, los cuales forman regiones lo
suficientemente grandes para ser consideradas como continuas;
estas regiones deben de estar fuertemente unidas en sus
interfases para que el compósito tenga un buen desempeño. Los
materiales compuestos no son, de ninguna manera nuevos en la
naturaleza, ni aún dentro de los materiales sintéticos producidos
por el hombre. Muchos materiales naturales y artificiales tienen
estas características, entre ellos están: concreto, madera, hueso
arcillas porosas, y recientemente los plásticos reforzados (como
por ejemplo los HIPS), los polímeros con carga, los compósitos
34
fibrosos, la celulosa, los agregados policristalinos, el asfalto
modificado con hule, etc.
2.4 El Compuesto Asfalto-Hule.
Los materiales asfálticos son ampliamente usados en la
fabricación de carreteras y, a pesar de que su tiempo de vida no
es grande, son suficientes para fabricar mezclas capaces de
resistir la acción conjunta del tráfico y de los agentes
ambientales. Sin embargo, en algunos casos en que las mezclas
asfálticas están sometidas a condiciones muy drásticas debidas
al tráfico, a la orografía del tramo carretero, a severas
condiciones climáticas, etc., se deterioran muy rápidamente y
aparecen roderas, disgregaciones, fisuras por fatiga, etc.
Debido a esto hay que recurrir al empleo de mezclas asfálticas
especiales con mejores características. En algunos casos, como
por ejemplo en las deformaciones plásticas, se pueden resolver
los problemas utilizando agregados con mejor forma, con
granulometría, con mayor rozamiento interno, empleando asfaltos
más duros, reduciendo el contenido de asfalto, etc.
Hay que tener en cuenta que generalmente ello va en determinación
de otras propiedades, como pueden ser la flexibilidad y la
resistencia a la fatiga. En aquellos casos en que no sea posible
corregir el problema cambiando los parámetros de formulación, hay
que recurrir al empleo de agentes modificantes los cuales posean
35

mejores propiedades en todo el intervalo de temperaturas de
servicio y con una menor susceptibilidad a la temperatura.
En la actualidad existen numerosos aditivos o agentes
modificadores que se incorporan a los asfaltos para mejorar
alguna de sus propiedades, entre los que destacan:
Los activantes:
Se emplean para mejorar la adhesividad del asfalto con el
material pétreo. Para agregados silíceos o ácidos, en general, se
utilizan bases orgánicas o nitrogenadas; si son de tipo calcáreo
y el asfalto tiene un valor ácido bajo, se recurre a ácidos
grasos. Los asfaltos naturales: Disminuyen la susceptibilidad
térmica y aumentan la cohesión del asfalto. Los principales tipos
utilizados son el asfalto de Trinidad y la glinsonita.
Las fibras naturales o sintéticas: Interaccionan físicamente con
el asfalto aumentando fundamentalmente la resistencia a la
tracción y flexión. Se han empleado amiato, vinílicas,
acrílicas, etc. Se añaden mediante dispositivos de reparto en el
momento de puesta en obra y crean una especie de malla que se
entrelaza con el asfalto y los agregados.
Los alquitranes:
Buscan aumentar la adhesividad del asfalto añadiendo alquitrán y
disminuir la susceptibilidad térmica y el rápido envejecimiento.
36

Son productos bituminosos semisólidos o líquidos que resultan de
la reconstrucción del residuo que se obtiene de la destilación
del carbón de la hulla. Dan buenos resultados en tratamientos
superficiales y anticarburantes, por su resistencia a los
disolventes derivados del petróleo. Látex Poliméricos: Son
elastómeros que se comercializan en forma de emulsiones ya sea
catiónicos o aniónicos; son fácilmente miscibles con emulsiones
de ambos tipos. La mezcla de látex y emulsión produce, al
romperse la emulsión, un asfalto-caucho. Se han empleado con
éxito en la fabricación de mezclas asfálticas densas o drenantes,
lechadas asfálticas, tratamientos superficiales y riegos de
taponamiento.
Los materiales poliméricos:
Mejoran las propiedades mecánicas y reológicas, disminuyen la
susceptibilidad térmica y los tiempos de aplicación de carga,
aumentan la resistencia a la deformación permanente y a la rotura
en un campo más amplio de temperaturas, tensiones y tiempos de
carga, mejoran la adhesividad de los agregados. Los tipos
utilizados son los termo-fijos (resinas epóxicas, poliuretanos,
poliésteres) y los termoplásticos como el cloruro de polivinilo
(PVC), polietileno y poli-isobutilenos, SBR (hule estireno-
butadieno), EVA (etileno-acetato de vinilo) y SBS (estireno-
butadieno-estireno), hule natural y artificial. Estos también
pueden utilizarse en combinaciones especiales que tienen la
característica de ser tratamientos muy específicos y costosos:
37

alquitrán- vinilo, alquitrán-epoxi, asfalto-epoxi y alquitrán-
poliuretano.
Los resultados de algunas investigaciones industriales en este
tipo de compósito, indican que los polímeros más compatibles con
asfaltos son aquellos con parámetros de solubilidad en el rango
de 7.6 a 8.6. Polímeros típicos que se encuentran en los valores
antes indicados son los polibutadienos lineales, los
poliisoprenos, los copolímeros de butadieno y estireno lineales y
ramificados y el hule natural. Polímeros con parámetros de
solubilidad cerca de 7.6 se disuelven en caliente en asfaltos con
alto contenido de parafinas (saturados). Polímeros con parámetros
cerca de 8.6 requieren altos contenidos de aceites aromáticos.
2.5 Ventajas del Sistema Asfalto-Hule para Carpetas Asfálticas.
Cuando un material asfáltico es modificado con hule SBS:
1) Se mejora su recuperación elástica cuando es sujeto a altas
cargas y cargas lentas.
2) Aumenta su resistencia a deformaciones permanentes debidas a
altas temperaturas, altas cargas y cargas lentas.
38

3) Se mejora la resistencia a la fractura permanente ocasionada
por bajas temperaturas y/o por cambios bruscos en las cargas
aplicadas, ya que una falta de flexibilidad da lugar a las
fracturas permanentes.
4) Mejora considerablemente su resistencia a la fatiga.
5) Mejora su desempeño.
6) No se reblandece a altas temperaturas.
7) No se fractura a bajas temperaturas.
8) Proporciona mayor seguridad en las autopistas.
9) Reduce la formación de roderas.
10) Reduce significativamente los costos de mantenimiento.
11) Reduce el ruido haciendo las autopistas más silenciosas.
Las deformaciones permanentes generalmente se presentan en:
- Zonas de clima cálidos
- Zonas de tránsito pesado
- Zonas de estacionamiento (bajas frecuencias)
Las fracturas permanentes generalmente se presentan en:
- Zonas de climas gélidos
- Zonas con cargas aplicadas rápidamente (altas frecuencias)
39

Una pregunta que hay que hacerse es ¿cuándo es conveniente
modificar el asfalto con hule? La respuesta está en el tipo de
aplicación específica del asfalto, del dinero disponible y del
tiempo en el que la inversión quiere ser recuperada.
Podemos decir que es conveniente modificar asfalto con hule:
- Cuando el tiempo de recuperación de la inversión es importante
- Cuando se requiere de carreteras de altas especificaciones
- Cuando se requiere de carreteras de alto desempeño
- Cuando se requiere reducir el gasto de mantenimiento
- Cuando existen temperaturas extremas
- Cuando existen condiciones de tráfico intenso
Entre las causas principales del deterioro de las carpetas
asfálticas están:
- El Clima
- La Carga
- El Envejecimiento.
2.6 Ligantes asfalticos
Composición y estructura de los ligantes asfálticos.
40

El asfalto o betún, desde el punto de vista de su naturaleza,
está constituido por una mezcla compleja de hidrocarburos cuyos
componentes principales son el carbono y el hidrógeno y en mucha
menor proporción oxígeno, azufre, nitrógeno y metales pesados
como el níquel y el vanadio, todos de diferente peso molecular,
solubles en sulfuro de carbono, que forman una solución coloidal,
en la que la fase discontinua la constituye la fracción pesada,
denominada asfaltenos cuyo peso molecular oscila de 4000 a 7000 y
la fase continua la constituye un fluido aceitoso formado por la
fracción ligera, denominada maltenos cuyo peso molecular oscila
entre 700 a 4000. A su vez la parte malténica puede subdividirse
en tres fracciones principales, parafinas, con pesos de 600 a
1000, resinas, con pesos de 1000 a 2000 y aceites aromáticos, con
pesos de 2000 a 4000.
Dependiendo de la concentración de los asfaltenos, se distinguen
dos tipos de asfaltos:
Tipo Sol (movimiento libre de las micelas): tienen una menor
proporción de asfaltenos, que se encuentran agrupados en cadenas
homogéneas perfectamente dispersas en el medio aceitoso formado
por los maltenos y sus propiedades varían considerablemente con
la temperatura. Experimentan fuertes deformaciones plásticas
cuando se utilizan como ligante de una mezcla asfáltica.
Tipo Gel (estructura micelar empaquetada): tienen una mayor
proporción de asfaltenos y resinas, que se disponen formando una
41

estructura reticular muy compleja, dejando unos espacios libres,
en los que se encuentran los maltenos. Esta estructura reticular
rodeada de un fluido viscoso proporciona a este tipo de betunes
un comportamiento bajo carga visco-elástico.
Es menos susceptible a la temperatura y más adecuado para
soportar las solicitaciones del tráfico, es decir, son los
empleados en la construcción de carreteras. Cabe mencionar que no
todos los crudos del petróleo proporcionan por refino asfaltos
aptos para la construcción de pavimentos flexibles, como sucede
con los crudos de la base parafinica los cuales están
constituidos fundamentalmente por hidrocarburos saturados, que
requieren un proceso complementario de oxidación parcial. Los
mejores asfaltos se pueden obtener a partir de los crudos de base
nafténica, constituidos fundamentalmente por hidrocarburos no
saturados. El comportamiento reológico de los asfaltos depende de
su composición química, la cual depende a su vez de su fuente de
procedencia y del proceso de refinación.
2.6.1 Clasificación y terminología de los ligantes asfálticos.
Además de los ligantes asfálticos procedentes de la destilación
del petróleo, existen otros materiales hidrocarbonatos que
también tienen propiedades aglomerantes. Según el Comité Europeo
42

de Normalización (Terminology of Bituminous Binders), establece
la siguiente clasificación y terminología.
Ligante hidrocarbonado.
Término genérico para materiales adhesivos conteniendo asfalto,
alquitrán o una mezcla de ambos.
Ligante asfáltico.
Término genérico aplicado a cualquier material adhesivo
conteniendo asfalto.
Asfalto.
Material muy viscoso o casi sólido, virtualmente no volátil,
adhesivo e impermeabilizante, derivado del petróleo o de los
asfaltos naturales, que es completamente o casi soluble en
tolueno. Se le da el nombre de “Asphalt” en la terminología
americana. Dentro de los ligantes derivados del petróleo según la
denominación americana, se considera los siguientes tipos de
ligantes en función del procedimiento de elaboración y los
productos añadidos.
Asfaltos para pavimentación.
43

Tipo de asfalto empleado para la fabricación de mezclas
asfálticas usado básicamente en construcción y mantenimiento de
firmes.
Asfaltos industriales.
Usados en otros campos distintos de la construcción y
mantenimiento de carreteras.
Asfaltos fluidificados o “cut back”.
Se obtienen por disolución de los mismos en un aceite o
fluidificante, teniendo por lo tanto una viscosidad reducida, se
desarrollaron para facilitar el empleo de los asfaltos cuando las
temperaturas o el tipo de tratamiento exigen viscosidades de
aplicación menores que la que aún calentando fuertemente, puedan
tener los asfaltos normalmente. Su viscosidad ha sido reducida
por la adición de un fluidificador volátil.
El fluidificante por lo general, no es más que un aditivo, que se
elimina posteriormente por evaporación y que sirve para facilitar
la puesta en obra, quedando al último el asfalto puramente. En el
proceso de eliminación del fluidificante o llamado también
proceso de curado, se pierde un producto de alto valor. Lo que
supone una fuente de contaminación atmosférica, así como riesgos
de inflamación por el carácter de los fluidificantes empleados,
44

que en ocasiones requieren de un cierto calentamiento.
Actualmente los asfaltos fluidificados tienen un escaso empleo y
un consumo muy limitado.
Asfaltos fluxados.
Se han desarrollado para aplicaciones muy específicas, en los
cuales el fluxante no es un derivado del petróleo sino que
proviene del proceso de destilación de la hulla. Su viscosidad ha
sido reducida por el empleo de un aceite fluidificante.
Asfaltos modificados.
Es un asfalto al cual se le ha añadido de manera homogénea y
estable, en un cierto porcentaje previamente analizado, algún
tipo de aditivo, para mejorar sus propiedades reológicas. El
asfalto es un material como se sabe es muy susceptible a los
cambios de temperatura, sufre envejecimiento por intemperismo, es
afectado por la oxidación y la fotodegradación. Sus propiedades
mecánicas son muy pobres: es quebradizo a bajas temperaturas y
fluye un poco arriba de la temperatura del medioambiente, además
de tener una baja recuperación elástica, lo que limita
ampliamente su rango de utilidad. Por estas razones el material
45

asfáltico en ocasiones tiene que ser modificado mediante la
adición de un agente químico para mejorar sustancialmente sus
propiedades reológicas, es decir, que mejoren su comportamiento
para una amplia gama de condiciones de temperatura o de
aplicación de las cargas.
2.6.2 Cualidades de los ligantes asfálticos.
Se mencionarán las cualidades que los hacen tan apreciables en el
campo de construcción y mantenimiento de vías de comunicación.
Poder aglomerante.
Los ligantes asfálticos tienen la propiedad de bajar su
viscosidad con la temperatura, de tal modo que se convierte en
una sustancia fluida que moja, se adhiere y envuelve con mucha
facilidad a los agregados pétreos y a los materiales granulares,
al tiempo que los aglomera. Este poder aglomerante del asfalto,
aumenta al enfriarse y se aumenta la superficie de contacto entre
las partículas mediante la compactación, dando lugar a una mezcla
asfáltica de características particulares para la construcción de
cada una de las diferentes capas del firme, en especial, de base,
intermedia y rodadura.
Agente estabilizante.
46

Los ligantes asfálticos al ser usados como estabilizadores en
materiales granulares, dan como resultado una alta estabilidad,
por lo que son considerados al igual que el cemento, la cal y
otros conglomerantes hidráulicos (agentes estabilizantes que
permiten dar dureza, cohesión y resistencia a los materiales
granulares sueltos). La principal diferencia entre los
aglomerantes asfálticos y los conglomerantes hidráulicos es que
mientras éstos últimos dan lugar a materiales con una alta
resistencia, de comportamiento elástico, frágiles e insensibles a
la temperatura, los otros, se caracterizan por una menor
resistencia y un comportamiento que depende de la temperatura y
del tiempo de aplicación de la carga, pueden asumir deformaciones
pequeñas por largos periodos de tiempo permitiendo adaptarse a
los pequeños asientos y deformaciones que experimentan las capas
inferiores del firme. El poder aglomerante y estabilizante del
asfalto se ve también grandemente modificado y mejorado al
mezclarse con el filler, teniendo una gran repercusión la calidad
del mástico sobre el comportamiento de la mezcla. Es por ello que
a los pavimentos constituidos por capas granulares y mezclas
asfálticas se les conoce como firmes flexibles, frente a los
constituidos por capas de hormigón, más elásticas e
indeformables, que se denominan firmes rígidos.
Agente impermeabilizante.
47
Los ligantes asfálticos recubren a los materiales granulares a
través de una capa impermeable haciendo inaccesible el paso del
agua, al mismo tiempo se logra conseguir el relleno de los huecos
dejados por el material granular, con lo que se obtienen
materiales totalmente impermeables.
Manejabilidad.
Los materiales tratados con ligantes asfálticos son fácilmente
manejables, elaborados y puestos en obra.
Resistencia a los agentes atmosféricos.
El asfalto es un material muy inerte químicamente e insoluble en
agua, por ello las mezclas asfálticas no generan ningún compuesto
contaminante por lixiviación y su composición permanece
prácticamente inalterable en el tiempo. Se tiene que tener en
cuenta su envejecimiento debido a la acción del oxígeno del aire
y los rayos ultraviolea. Esta oxidación junto con la evaporación
de sus componentes más volátiles hace que el asfalto vaya
perdiendo tenacidad y se convierta en un producto más frágil. El
mayor envejecimiento y oxidación del asfalto se produce durante
su fabricación y puesta en obra.
2.6.3 Propiedades de los ligantes asfálticos.
48
A continuación se enlistan las propiedades de los ligantes
asfálticos, que son resultado de ensayos empíricos o semi–
empíricos aunque se plantea determinar sus prestaciones o
rendimiento a partir de las características reológicas.
Densidad.
La densidad de los asfaltos que se utilizan en la construcción de
pavimentos varía desde 0.9 - 1.4 kg/dm3. Los valores más altos
de densidad de un asfalto corresponden a los asfaltos procedentes
de crudos con un alto contenido de hidrocarburos aromáticos. La
densidad puede darnos idea de las impurezas que contiene un
producto y su medida nos sirve de control de la uniformidad de un
suministro. La densidad relativa de un ligante es la razón entre
el peso de un determinado volumen de ligante y el peso de un
volumen igual de agua a una determinada temperatura, por ejemplo
25 grados centígrados. Su conocimiento permite pasar de pesos a
volúmenes o viceversa. Se determina con un picnómetro. Los
asfaltos tienen una densidad relativa a 25 grados centígrados del
orden de 1.03.
Penetración.
La penetración es una medida de la consistencia del producto
asfáltico, que se determina midiendo en décimas de milímetro, la
49

longitud de una aguja normalizada que entra en una muestra en
unas condiciones especificadas de tiempo, temperatura y carga.
Esta propiedad, por sí sola, no nos permite identificar un
asfalto, pero sí nos define si el producto que está sometido al
ensayo es líquido, semisólido o sólido. La penetración de un
producto asfáltico disminuye cuando la densidad del mismo
aumenta.
FIGURA 1. DISEÑO DE PENETRACION
Viscosidad.
La viscosidad es la relación entre la fuerza aplicada a un fluido
y la velocidad con la que fluye. Por lo tanto la viscosidad de un
ligante es una de sus características esenciales desde el punto
de vista de su comportamiento en el momento de su aplicación
cuando su consistencia es suficientemente reducida. La viscosidad
de los ligantes hidrocarbonatos depende de la temperatura, por lo
que su determinación a diferentes temperaturas da una buena idea
de cuál es su susceptibilidad térmica. Sólo para ciertas
50

investigaciones se utilizan viscosímetros capilares para la
obtención de la viscosidad cinemática absoluta del producto a una
temperatura.
En la práctica se suele recurrir a determinar la viscosidad
relativa. Los viscosímetros más utilizados son los de Saybolt
(Furol o Universal). Se basan en la determinación del tiempo en
que una cierta cantidad de producto asfáltico a una temperatura
prefijada fluye por un orificio por la acción de la gravedad en
unas condiciones normalizadas. Si sometemos un fluido a la
acción de una fuerza, se produce una deformación de dicho fluido.
Pero esta deformación corresponde solamente a parte de la energía
aplicada al fluido.
El resto de la energía aplicada se transformará en energía
calorífica, debido al frotamiento interno que se produce en el
fluido. Cuando éste sea viscoso, esta energía empleada en vencer
los frotamientos internos será grande.
FIGURA 2. DETERMINACION DE LA VISCOSIDAD RELATIVA
51

Susceptibilidad térmica.
Para poner en obra un material asfáltico, se requiere que tenga
una viscosidad baja, lo cual puede conseguirse por medio de una
disolución en un disolvente volátil, por emulsión en agua o por
un aumento en la temperatura, el cual éste último es el
procedimiento frecuentemente utilizado. La Susceptibilidad
térmica de un producto asfáltico, es la aptitud que presenta para
variar su viscosidad en función de la temperatura. Es muy
importante la susceptibilidad debido a que se puede conocer la
temperatura adecuada para que el producto asfáltico adquiera la
viscosidad requerida para el uso que le daremos.
FIGURA 3. ENSAYO DE PUNTO DE REBLANDECIMIENTO (ANILLO Y BOLA)
Ductilidad.
La ductilidad se mide por el alargamiento, antes de producirse la
rotura de una probeta de material asfáltico estirada por sus
extremos con una velocidad constante. Los materiales asfálticos
están sometidos frecuentemente a variaciones de temperatura que
52

le provocan cambios dimensionales, para esto es necesario que el
material asfáltico tenga suficiente ductilidad para alargarse sin
que se produzcan grietas. Una ductilidad excesiva tampoco es
conveniente debido a que se corre el riesgo de que se presenten
ondulaciones por efectos de las cargas del tráfico.
Puede comprobarse experimentalmente que para un mismo material,
la ductilidad crece cuando crece la temperatura, y para
materiales distintos, pero del mismo tipo, la ductilidad aumenta
cuando la penetración aumenta o cuando la viscosidad disminuye.
FIGURA 4. ENSAYO DE DUCTIBILIDAD
Punto de Inflamación.
Es la temperatura a la cual arden los vapores del asfalto al
aproximar a la superficie del material una llama de prueba. Su
determinación es interesante, puesto que cuando comprobemos que
el punto de inflamación está 25 o 30 grados centígrados por
encima de la temperatura a la que manejamos el asfalto para su
53

utilización en la obra, procederemos a estas operaciones con
notables precauciones. El punto de inflamación de un asfalto debe
de estar alrededor de los 215 grados centígrados.
Volatilidad.
Indica la cantidad de aceites volátiles que contiene un asfalto,
mediante calentamiento a una temperatura determinada durante un
cierto tiempo. Esta propiedad nos da un índice de inalterabilidad
del asfalto durante las operaciones previas a su puesta en obra.
Solubilidad.
Por definición, un asfalto es totalmente soluble en sulfuro de
carbono. Si al realizar el ensayo de un material quedara un
residuo insoluble, el resultado del ensayo nos permitiría juzgar
sobre la cantidad de asfalto puro que contiene dicho material.
Por otro lado, la propiedad de solubilidad, sirve para comprobar
la uniformidad de composición de un producto de este tipo y para
determinar la cantidad de asfalto de que consta un pavimento.
Fragilidad.
La fragilidad estática, se caracteriza por la rotura de un
material en cuanto se sobrepasa su límite elástico y sin que haya
54

sufrido una deformación plástica apreciable. Un material que
sufre deformaciones lentas de carácter plástico puede romperse
bajo el efecto de un choque. Se dice entonces que el material no
tiene tenacidad.
Cohesión.
Esta propiedad indica la dificultad de un producto asfáltico o de
una mezcla de un producto asfáltico y un agregado pétreo para
romperse por tracción sin que falle la adherencia entre el
producto asfáltico y el agregado pétreo.
Adherencia.
Está representada como la resistencia que presenta a despegarse
un producto asfáltico de un agregado pétreo, pero esta adherencia
no puede tener lugar más que si el agregado mineral es mojado por
el asfalto. Además de esto, tiene que existir afinidad entre las
moléculas de uno y de otro cuerpo.
Envejecimiento.
El asfalto está compuesto por moléculas orgánicas que reaccionan
con el oxígeno del aire oxidándose lo que les hace más duros y
frágiles. Este envejecimiento oxidativo se produce de forma muy
55

lenta cuando el asfalto está en el firme, aunque este proceso es
más rápido cuando las temperaturas a las que se ve sometido son
mayores. Se debe tener en cuenta también que gran parte de este
envejecimiento o endurecimiento oxidativo tiene lugar antes de
que el asfalto esté compactado, durante el proceso de mezcla en
el que el ligante está sometido a altas temperaturas y en forma
de película fina sobre la superficie del ligante, lo que hace que
el proceso sea más rápido, pudiéndose producir en este periodo
otros tipos de envejecimiento, como la pérdida de los componentes
más volátiles del asfalto, que se traduce en un endurecimiento
del mismo.
Esto quiere decir que si se quieren comparar las propiedades del
asfalto con su comportamiento en la mezcla, se debe estudiar el
asfalto en el estado de envejecimiento en el que va a estar el
material cuando esté en uso, y por lo tanto habrá que someterlo a
un envejecimiento artificial acelerado antes de estudiar algunas
de sus propiedades.
Los productos asfálticos son colocados en obra en un estado
plástico, pero con el tiempo se van endureciendo y se producen
entonces un aumento de la cohesión al mismo tiempo que crecen la
viscosidad y la dureza. Estos fenómenos tienen lugar hasta que se
ha alcanzado una dureza determinada y para valores mayores de
esta dureza crítica, la cohesión disminuye. Entonces el producto
asfáltico se vuelve frágil y es muy sensible a los esfuerzos
bruscamente aplicados. Esto se debe a que los productos
56

asfálticos sufren durante su uso la acción de diversos agentes
naturales que producen modificaciones irreversibles y pérdidas en
sus propiedades iniciales.
Permeabilidad.
La impermeabilidad de los materiales asfálticos es una de las
características más típicas. Se debe, en primer lugar, a que la
solubilidad del agua en dichos materiales es muy pequeña y,
además, a la elevada viscosidad de tales productos. En general,
cuanto menor es la penetración de un producto asfáltico, más
lentamente se difunde el agua a través de él.
2.6.4 Comportamiento mecánico de los ligantes asfálticos.
Las características mecánicas y funcionales de un ligante
asfáltico son decisivas para el comportamiento que la mezcla
asfáltica tendrá al momento de entrar en servicio, por esta razón
se presta una mayor atención a la caracterización mecánica y
resistente de los ligantes asfálticos, en especial a su
deformación a baja carga (reología), su poder aglomerante y su
comportamiento y resistencia a la rotura.
57

Comportamiento Reológico.
La reología estudia la respuesta mecánica de un material, cuyas
propiedades varían en función de la temperatura y el tiempo de
aplicación de una carga, excluyéndose los fenómenos de rotura.
Los ligantes asfálticos son materiales visco-elásticos que
presentan un comportamiento reológico muy complejo. La respuesta
de un asfalto frente a una solicitación, depende de la
temperatura, de la magnitud y el tiempo de aplicación de la
carga. Para caracterizar a un asfalto a una temperatura y su
tiempo determinados, se deben caracterizar al menos dos
propiedades, la resistencia del material a la deformación y su
distribución entre sus componentes elástica y viscosa. El
comportamiento visco-elástico se puede caracterizar por al menos
dos propiedades: la resistencia total a la deformación (G*
llamado módulo complejo) y la distribución relativa en esa
resistencia, entre la parte viscosa y la parte elástica (δ
llamado ángulo de fase).
58

FIGURA 5. RIGIDEZ DEL LIGANTE ASFALTICO Y ANGULO DE FASE
La forma experimental más extendida de caracterizar este
comportamiento es a través de ensayos dinámicos de oscilación, en
los que se mide un Módulo complejo G* que representa la relación
entre la tensión aplicada y la deformación experimentada por el
material y un ángulo de fase δ, que es la diferencia de fase
entre la tensión y la deformación, y que da una idea sobre la
distribución de las dos componentes, elástica y viscosa del
material. La componente elástica está en fase y tiene un valor de
δ = 0 grados, mientras que la viscosa tiene un ángulo de fase δ =
90 grados. Hay que destacar que la dependencia de estas variables
en función del tiempo o de la temperatura pueden relacionarse
debido al principio de superposición frecuencia / temperatura.
Podemos observar en la siguiente figura los cambios en la rigidez
de los ligantes asfálticos debidos a los cambios en la
temperatura.
59

A bajas temperaturas y altas frecuencias los asfaltos tienden a
un G* límite próximo a 1.0 GPa y a un δ = 0 grados. Este valor de
G* refleja la rigidez de los enlaces carbono – hidrógeno al
alcanzar los ligantes su volumen mínimo. Al aumentar la
temperatura o disminuir la frecuencia G* disminuye de forma
continua y aumenta δ. La forma en que cambien será función de la
composición del ligante, algunos lo harán de forma muy rápida y
otros de forma más lenta, lo que hace que distintos asfaltos
puedan tener distintos G* y δ.
A altas temperaturas el valor de δ se acerca a 90 grados para
todos los asfaltos, lo que refleja el comportamiento
completamente viscoso del material, pero los valores de G*
varían, lo que implica una diferencia en la consistencia de los
asfaltos. A continuación se presentan los diferentes intervalos
de temperatura relacionados con las propiedades reológicas de un
ligante asfáltico incluyendo también el posible deterioro del
pavimento que puede originarse.
60
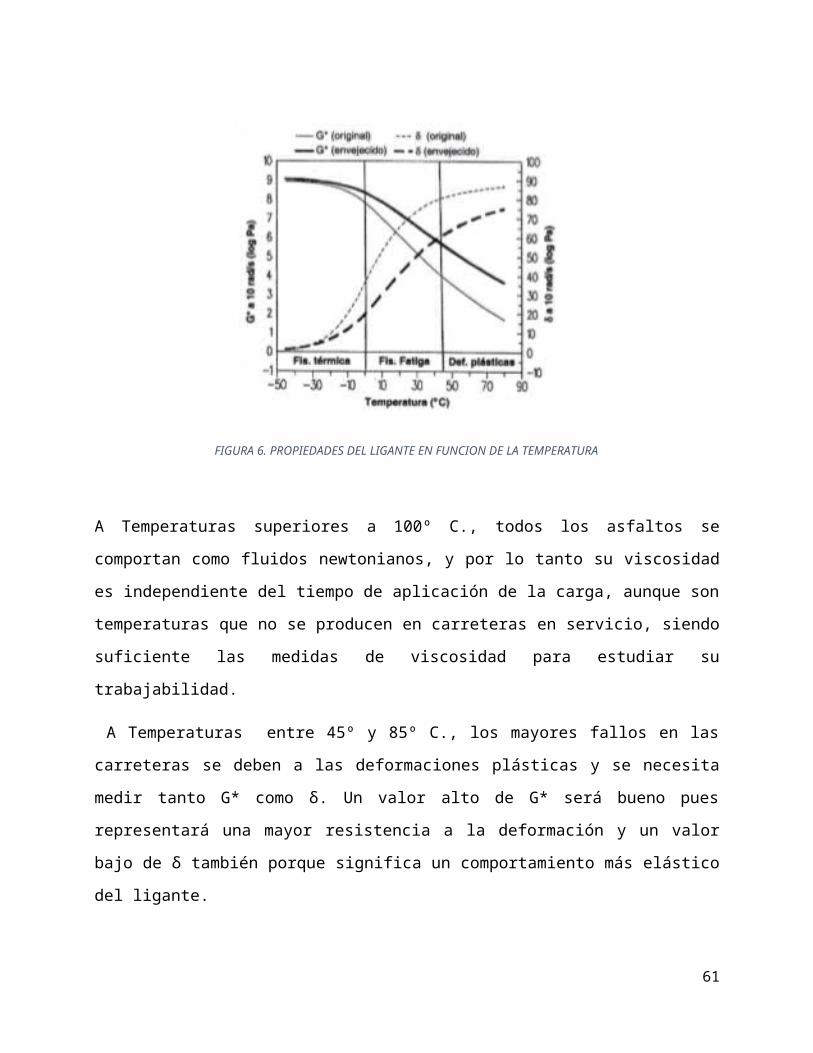
FIGURA 6. PROPIEDADES DEL LIGANTE EN FUNCION DE LA TEMPERATURA
A Temperaturas superiores a 100º C., todos los asfaltos se
comportan como fluidos newtonianos, y por lo tanto su viscosidad
es independiente del tiempo de aplicación de la carga, aunque son
temperaturas que no se producen en carreteras en servicio, siendo
suficiente las medidas de viscosidad para estudiar su
trabajabilidad.
A Temperaturas entre 45º y 85º C., los mayores fallos en las
carreteras se deben a las deformaciones plásticas y se necesita
medir tanto G* como δ. Un valor alto de G* será bueno pues
representará una mayor resistencia a la deformación y un valor
bajo de δ también porque significa un comportamiento más elástico
del ligante.
61

A Temperaturas intermedias entre 0º y 45º C., los asfaltos son
más duros y elásticos que a mayores temperaturas y el mayor
problema es la figuración por fatiga causada por la repetición de
ciclos de cargas. De nuevo son importantes tanto G* como δ, pues
el daño producido por la carga estará en relación de cuanta
deformación se produce y cuánta de esa deformación es
recuperable.
A Temperaturas por debajo de los 0º C., el mayor problema es la
fisuración térmica debido a las tensiones que se producen en las
capas de pavimento por la contracción térmica que ocurre al bajar
las temperaturas. La magnitud de estas tensiones viene dada por
la rigidez, la resistencia a la deformación del ligante y por su
habilidad para relajar estas tensiones disipando la energía
producida en un flujo permanente, es decir se necesita un G*
pequeño y un δ alto. Debido a que interviene el problema de la
fisuración por movimientos térmicos hay que considerar tiempos de
solicitación más largos. Se ha indicado también que las
propiedades del asfalto dependen del tiempo de aplicación de las
cargas y por eso habrá que tenerlo en cuenta al estudiarlas en
los distintos intervalos de temperatura descritos.
2.7 Aditivos empleados para mejorar las propiedades de los
ligantes asfálticos.
62

En algunas ocasiones se requiere el empleo de algún tipo de
aditivo para mejorar las propiedades de los ligantes asfálticos
para que a su vez, éstos logren aumentar las propiedades de las
mezclas asfálticas logrando altos desempeños en su funcionamiento
al momento de estar en servicio, recibiendo las cargas del
tráfico y soportando los posibles gradientes de temperatura.
El término aditivo es general y puede referirse a muy diversos
materiales. Con el rápido desarrollo de la tecnología existen en
el mercado numerosos productos que pueden tener efectos
beneficiosos, aunque deban usarse con prudencia y con el pleno
conocimiento de su comportamiento. Existen una amplia gama de
aditivos que se pueden emplear para la modificación de asfaltos,
tanto en lo que se refiere a su naturaleza como a las mejoras
conseguidas e incluso a las técnicas de incorporación a los
ligantes de partida. Dejando de lado los agentes tensoactivos
(activantes), con los que únicamente se pretende mejorar su
adhesividad con los agregados, podemos hablar de polímeros del
tipo termoplásticos (polietileno, polipropileno), polímeros
termoendurecibles (epoxi, poliéster), caucho de neumáticos
(polímeros 50% + negro de carbono 22% + otros 28%), fibras de
diferente naturaleza (amianto, celulosa, acrílicas, elastómeros,
azufre, entre otros. Los polímeros elastotermoplásticos: EVA
(etileno-acetato de vinilo) y SBS (estirenobutadieno-estireno)
son los que han presentado mayor desarrollo como aditivo
modificante, principalmente el SBS.
63

La compatibilidad entre un asfalto y un polímero significa que
ambos se pueden mezclar para formar un producto homogéneo en que
las propiedades se encuentran mejoradas con respecto a las del
asfalto base y en el que la mezcla se puede manipular sin
precauciones excesivas. Así, las mezclas drenantes y los
microaglomerados de granulometría discontinua deben su
desarrollo, en una gran medida, al hecho de poder contar con unos
asfaltos modificados que proveen de suficiente cohesión a las
mezclas.
La modificación del asfalto con polímeros es un proceso que se
lleva a cabo a una alta temperatura, entre 180º y 200º C., y con
altos esfuerzos de corte, polímeros elastoméricos (del tipo
huloso con temperatura de transición vítrea, (Tg) baja), los
cuales son usualmente poliestireno-polibutadieno, forman una red
o malla tridimensional en el interior del asfalto, para darle a
éste buenas propiedades mecánicas.
Esta malla de hule llena de asfalto, absorberá gran parte de la
energía de deformación que sufre el material al ser sujeto a
esfuerzos externos, como por ejemplo cuando se usa en la
fabricación de pavimentos. Esta red polimérica tridimensional
llena de asfalto proporciona al compuesto un mayor intervalo de
temperaturas de servicio, así como también incrementa el
intervalo de esfuerzos a que este material compuesto debe ser
sujeto, por ejemplo un asfalto suave puede ser usado a mayores
temperaturas de servicio cuando es modificado.
64

Este tipo de compuesto puede ser estudiado como una mezcla
polímero-polímero o polímeropolímero-solvente, ya que a su vez el
asfalto es una mezcla de resinas y solventes orgánicos y estos
solventes disuelven parcialmente al polímero modificado
significativamente la estructura de la red de polímero formada.
Las características físicas resultantes de la mezcla asfalto-
polímero, dependen del tipo de asfalto, de la cantidad y tipo de
polímero, de la compatibilidad entre los constituyentes, del
proceso de mezclado y de las historias térmicas de los
materiales.
Los asfaltos modificados con polímeros deben ser bajos en
contenidos de asfaltenos y deben de poseer suficientes aceites
aromáticos para disolver al polímero a las temperaturas de
mezclado. El polímero debe tener cierto grado de compatibilidad
con el asfalto de tal forma que ocurra una completa separación de
fases, ya que en este caso las propiedades del compuesto no son
mejoradas; esta compatibilidad parcial se logra mediante la
disolución parcial del polímero por los aceites malténicos del
asfalto. Para extender el rango de aplicaciones del asfalto, es
necesario conocer la manera en que el polímero está interactuando
con él.
Una de las formas de conocer el grado de compatibilidad entre los
dos materiales es visualizando la microestructura del compuesto;
así mismo, otra forma de inferir esta compatibilidad es a través
de las respuestas térmicas (comportamiento de la Tg) ó visco-
65
elásticas (comportamiento de Tan δ) del material compuesto. Todos
los asfaltos una vez que hayan sido modificados, antes de
emplearlos, deben ser detenidamente analizados, para verificar
que realmente sus propiedades son mejores, que las del asfalto
base, y que podrá responder a los requerimientos exigidos de
acuerdo a especificaciones y normativas de construcción.
CAPÍTULO III: EMULSIONES
Podemos definir una emulsión como una dispersión fina más o menos
estabilizada de un líquido en otro, los cuales son no miscibles
entre sí y están unidos por un emulsificante, emulsionante o
emulgente. Las emulsiones son sistemas formados por dos fases
parcial o totalmente inmiscibles, en donde una forma la llamada
fase continua (o dispersante) y la otra la fase discreta (o
dispersa). Esto puede apreciarse en la Figura 1, en donde se
muestra un dibujo esquemático de una emulsión.
66

Un emulsionante, emulsificante o emulgente es una sustancia que
ayuda en la mezcla de dos sustancias que normalmente son poco
miscibles o difíciles de mezclar. De esta manera, al añadir este
emulsionante, se consigue formar una emulsión. Se denomina así
también a los aditivos alimentarios encargados de facilitar el
proceso de emulsión de los ingredientes.
FIGURA 7. DIAGRAMA ESQUEMATICO DE UNA EMULSION
Generalmente el tamaño de la fase discreta tiene alguna dimensión
lineal entre 1 nanómetro y 1 micra. Son estos tamaños tan
pequeños los que le dan a las emulsiones sus importantes e
interesantes propiedades. La ciencia que trata con las emulsiones
es multidisciplinaria, ya que involucra física, química,
biología, etc.
67
3.1 Tipos de Emulsiones Asfálticas
Las emulsiones asfálticas pueden ser clasificadas de acuerdo al
tipo de emulgente usado. En este caso podemos hablar de dos
tipos, aniónicas y catiónicas:
Emulsiones Aniónicas:
En este tipo de emulsiones el agente emulsificante le confiere
una polaridad negativa a los glóbulos, o sea que éstos adquieren
una carga negativa.
Emulsiones Catiónicas:
En este tipo de emulsiones el agente emulsificante le confiere
una polaridad positiva a los glóbulos, o sea que éstos adquieren
una carga positiva.
Respecto a la estabilidad de las emulsiones asfálticas, éstas se
pueden clasificar en los siguientes tipos:
De Rompimiento Rápido:
Estas se utilizan para riegos de liga y carpetas por el sistema
de riegos (con excepción de la emulsión conocida como ECR-60), la
cual no se debe utilizar en la elaboración de estas últimas.
68

De Rompimiento Medio:
Estas normalmente se emplean para carpetas de mezcla en frío
elaboradas en planta, especialmente cuando el contenido de finos
es menor o igual al 2%, así como en trabajos de conservación
tales como bacheos, renivelaciones y sobrecarpetas.
De Rompimiento Lento:
Estas se emplean para carpetas de mezcla en frío elaboradas en
planta y para estabilizaciones asfálticas.
Para Impregnación:
Estas se utilizan para impregnaciones de sub-bases y/o bases
hidráulicas.
3.2 Rompimiento de las Emulsiones Asfálticas.
Cuando uno usa emulsiones asfálticas, es necesario tener control
sobre la estabilidad de la emulsión, o sea, se tiene que poder
controlar el rompimiento de la misma. Pasado un tiempo
determinado, el cual depende de la situación en particular que se
69

esté trabajando, las emulsiones tienen que desestabilizarse para
que el asfalto se deposite como una capa sobre el material
pétreo.
Este fenómeno de rompimiento o ruptura de la emulsión ocurre
debido a la carga eléctrica que tiene el material pétreo. La
carga que tiene el material pétreo neutraliza la carga de las
partículas de asfalto en la emulsión, permitiendo que se acerquen
unas a otras para formar agregados de gran tamaño; estos
agregados son los que se depositan sobre el material pétreo
formando una capa asfáltica. Durante este proceso el agua es
eliminada del sistema asfalto-pétreo.
En el proceso de desestabilización, la emulsión como va perdiendo
agua, pasa por una emulsión inversa en donde el asfalto forma la
fase continua y el agua la fase discreta, o sea que se forman
pequeñas gotas de agua en el interior del asfalto, las cuales
posteriormente, cuando se deposita la capa de asfalto, son
eliminadas. En general, los factores que influyen en la ruptura
de la emulsión aniónica son la evaporación de la fase acuosa, la
difusión del agua de la emulsión y la absorción superficial de
una parte del emulsificante en el material pétreo. La ruptura de
la emulsión catiónica se produce por la absorción de la parte
polar del emulgente por los agregados, provocando la ruptura de
la emulsión y haciendo que las partículas del asfalto se adhieran
inmediatamente a las partículas del material pétreo, aun en
presencia de humedad.
70

En la figura siguiente podemos observar el proceso de ruptura de
una emulsión en tres pasos: primero se observa la emulsión,
enseguida cuando se inicia el rompimiento y después cuando se
produce la ruptura completa y queda el material pétreo cubierto
por el asfalto.
FIGURA 8. RUPTURA DE UNA EMULSION ASFALTICA SOBRE UN MATERIAL PETREO
La forma de rompimiento de las emulsiones asfálticas catiónicas,
en la mayoría de los casos, mejora la adherencia y permite una
mejor distribución de la mezcla dentro de la masa del agregado
pétreo; adicionalmente permite proseguir los trabajos de
asfaltado en regiones con climas húmedos o durante una temporada
de lluvias, garantizando la apertura de caminos al tránsito en un
corto período de tiempo.
3.3 Ventajas de las Emulsiones Asfálticas
Qué ventajas tienen las emulsiones asfálticas sobre los asfaltos
rebajados y las mezclas asfálticas en fundido (en caliente).
71

Asfaltos líquidos: También denominados asfaltos rebajados, son
materiales asfálticos de consistencia blanda o fluida por lo que
se salen del campo en el que normalmente se aplica el ensayo de
penetración, cuyo límite máximo es 300.
1) Es un ligante asfáltico no contaminante ni peligroso, ya que
contiene del 35 al 40% de agua como solvente.
2) Su manejo es sencillo y seguro, gracias a su baja viscosidad a
temperatura ambiente.
3) Tiene un límite de almacenamiento y es muy amplio, ya que
puede ser almacenado por semanas o meses, debido entre otras
cosas a la igualdad de las densidades de sus componentes.
4) Tiene una gran adhesión con cualquier agregado pétreo, a pesar
de condiciones de humedad adversas debido a la enorme dispersión
de las partículas de asfalto de tamaño muy pequeño y al uso de
agentes emulsificantes de tipo catiónico.
5) Se aplica en un lapso muy corto de tiempo, lo que permite la
pronta funcionalidad de la obra en que se esté usando.
6) Presenta un bajo costo de la fase dispersante, que es el agua.
7) Se emplean materiales pétreos locales, lo que elimina la
transportación de este tipo de materiales por grandes distancias.
8) El equipo de aplicación es mucho más sencillo debido a que
todos sus componentes se aplican a temperatura ambiente.
72

9) Por su aplicación en frío, ayuda a no alterar el medio
ambiente y queda suprimida la emisión de humos o gases.
10) El empleo del agua como solvente no crea problema de su
desperdicio, ya que es recuperable.
3.4 Recomendaciones para el Uso de Emulsiones Asfálticas.
Las recomendaciones más generales para el uso de las emulsiones
asfálticas son:
1) Si el depósito se usó para almacenar emulsiones aniónicas y se
van a almacenar emulsiones catiónicas, es necesario neutralizar
la acción de aquella lavando el tanque, primero con agua y
posteriormente con ácido clorhídrico diluido al uno por ciento.
2) Por el contrario, si el depósito se usó para almacenar
emulsiones catiónicas y se quiere almacenar emulsiones aniónicas,
se tendrá que lavar con agua y neutralizarlo con sosa cáustica al
0.3 por ciento.
3) Para descargar más emulsión sobre la ya almacenada, es
necesario que el tubo de descarga llegue al fondo para no romper
la nata de la superficie, de otra forma, se corre el riesgo de
obstruir las bombas.
4) Cuando una fábrica o compañía está establecida permanentemente
en una región donde se registran temperaturas muy bajas, los
73

tanques deben tener un sistema de calentamiento adecuado o estar
cubiertos con algún sistema aislante, para evitar la congelación.
5) Cuando los tanques de almacenamiento sean los que usa una
compañía constructora, los depósitos se protegerán con mechones
alrededor, lo que será suficiente para que no baje la
temperatura. Si los tanques están enterrados, no hay necesidad de
tomar otra medida para evitar la congelación.
6) Antes de recibir una emulsión en obra, se recomienda comprobar
su calidad y el tipo de emulsión de que se trate, haciendo las
pruebas de identificación que se recomiendan en cada caso.
7) Una emulsión que cumple con las especificaciones de calidad,
puede estar almacenada durante más de un año, si se recircula
sistemáticamente para mantenerla homogénea.
8) Los tanques de almacenamiento deberán tener un sistema de
recirculación, con el objeto de evitar el asentamiento del
asfalto contenido en la emulsión.
9) La temperatura ambiente al aplicarse la emulsión, deberá ser
de 10 ºC mínimos y en ascenso y nunca debe de hacerse cuando baje
la temperatura durante la noche.
10) La emulsión, una vez que es desestabilizada (o sea que ya se
produjo el rompimiento), no debe de re-emulsificarse aún en
presencia de agua y del paso de los vehículos; por este motivo es
muy importante que el emulsificante sea el adecuado.
74

CAPÍTULO IV: AGREGADOS
4.1 Definición de agregados pétreos
Son materiales granulares sólidos inertes que se emplean en los
firmes de las carreteras con o sin adición de elementos activos y
con granulometrías adecuadas; se utilizan para la fabricación de
productos artificiales resistentes, mediante su mezcla con
materiales aglomerantes de activación hidráulica (cementos,
cales, etc.) o con ligantes asfálticos.
4.2 Tipos de agregados pétreos
El tipo de agregado pétreo se puede determinar, de acuerdo a la
procedencia y a la técnica empleada para su aprovechamiento, se
pueden clasificar en los siguientes tipos:
a) Agregados Naturales.
Son aquellos que se utilizan solamente después de una
modificación de su distribución de tamaño para adaptarse a las
exigencias según su disposición final.
b) Agregados de Trituración.
Son aquellos que se obtienen de la trituración de diferentes
rocas de cantera ó de las granulometrías de rechazo de los
75

agregados naturales. Se incluyen todos los materiales canterables
cuyas propiedades físicas sean adecuadas.
c) Agregados Artificiales.
Son los subproductos de procesos industriales, como ciertas
escorias o materiales procedentes de demoliciones, utilizables y
reciclables.
d) Agregados Marginales.
Los agregados marginales engloban a todos los materiales que no
cumplen alguna de las especificaciones vigentes.
4.3 Propiedades de los agregados pétreos
Los agregados como elementos aislados tienen propiedades físicas
macroscópicas: dimensión, forma, redondez, densidad, propiedades
de superficie, porosidad, permeabilidad, dureza superficial,
módulo elástico, conductividad térmica, dilatación, etc. Asimismo
presentan unas propiedades químicas macroscópicas: solubilidad,
alterabilidad, hinchamiento, etc.
Las propiedades de conjunto de los agregados pétreos son sus
características como un todo. La distribución de la redondez o
desgaste de los agregados es una propiedad de gran interés, por
76
cuanto va influir sobre el rozamiento entre los elementos del
agregado.
4.4 Naturaleza de los agregados
Agregados Calizos.
La roca caliza es muy común, abundante y económica en los
procesos de trituración, se emplea generalmente en todas las
capas de los firmes, exceptuándose en algunas ocasiones como
agregado grueso en las capas de rodadura, debido a la facilidad
que tiene de pulimentarse en condiciones de servicio, su carácter
es básico, presenta por lo regular menores problemas de
adhesividad, es decir, de afinidad con los ligantes asfálticos.
En mezclas asfálticas se utiliza para mejorar esta característica
cuando se emplean además otro tipo de agregados, más duros pero
también más ácidos (silíceos, pórfidos, entre otros).
Agregados Silíceos.
Los agregados silíceos procedentes de trituración de gravas
naturales es otro material de amplia utilización en las todas
capas de los firmes. Se extraen de yacimientos granulares, en los
77

que las partículas de mayor tamaño se separan por cribado y a
partir de ellas por machaqueos sucesivos, se obtienen fracciones
de menor tamaño, con una angulosidad tanto mayor cuantas más
caras de fractura presenten.
Pueden no aportar una suficiente adhesividad con los ligantes
asfálticos, sin embargo, si el material obtenido tiene un elevado
contenido de sílice y de caras de fractura, sus características
mecánicas y su rozamiento interno proporcionan un esqueleto
mineral bueno para utilizarlo incluso en mezclas asfálticas
sometidas a la acción directa del tráfico.
Agregados Ígneos y Metamórficos.
Son materiales que por sus características resultan muy adecuados
para utilizarlos como agregado grueso en las capas de rodadura.
Pueden incluirse en este grupo los basaltos, gabros, pórfidos,
granitos, cuarcitas, etc. Sus cualidades para resistir al
pulimento los hacen idóneos para garantizar la textura
superficial necesaria en un periodo de tiempo, incluso con
tráficos muy intensos. En este grupo tan amplio, los agregados de
naturaleza más ácida pueden presentar una deficiente adhesividad
con los ligantes asfálticos, pero en la mayoría de los casos el
78
problema se puede resolver con activantes que son sustancias que
tienen la misión específica de mejorar la adhesividad con los
ligantes, o también el problema se resuelve empleando emulsiones
adecuadas y en el caso de mezclas asfálticas, con el empleo de
finos de naturaleza básica y un polvo mineral adecuado.
4.5 Consideración de empleo de agregados pétreos
Cuando se pretende hacer uso de los agregados pétreos para la
construcción de pavimentos se deben considerar algunos aspectos
fundamentales para su buen desempeño a la hora de formar parte en
alguna de las capas del firme y principalmente en la elaboración
de las mezclas asfálticas.
Naturaleza e identificación
Evaluación de la naturaleza petrográfica de los agregados, grado
de alteración de los componentes minerales, porosidad y
propiedades químicas.
Propiedades geométricas
Principal y básicamente la forma y angulosidad de las partículas;
con relación al conjunto del esqueleto mineral se estudia la
distribución granulométrica.
79
Propiedades mecánicas
Engloban los parámetros básicos de resistencia al desgaste y al
pulimento.
Ausencia de impurezas
Es fundamental que los agregados a emplear en la construcción de
pavimentos estén libres de impurezas capaces de afectar el buen
comportamiento de las capas. El empleo de agregados sucios en la
construcción de un pavimento, puede ser una causa suficiente para
provocar su degradación.
Inalterabilidad
Es imprescindible la evaluación de las posibles degradaciones que
puedan sufrir los agregados pétreos que se van a utilizar en una
obra; así, los materiales evolutivos han de ser empleados con
especiales precauciones para evitar comportamientos anómalos que
puedan afectar la vida útil de las capas.
Adhesividad
Los agregados pétreos han de ser afines con los ligantes
asfálticos que vayan a ser empleados en la construcción del
pavimento, y en caso de problemas de afinidad, será necesario el
80

uso de activantes, para garantizar el buen comportamiento de las
mezclas asfálticas.
4.6 Características principales de los agregados pétreos para
pavimentos
Las principales características que se deben tener en cuenta en
los agregados para la construcción de pavimentos asfálticos son
las siguientes:
Forma y angulosidad.
La forma de las partículas del agregado grueso afecta
fundamentalmente, al esqueleto mineral. Según su forma, las
partículas pueden clasificarse en redondeadas, irregulares,
angulares, lajosas, alargadas y alargadas - lajosas.
Las lajosas y alargadas-lajosas (agujas), pueden romperse con
facilidad durante la compactación o después bajo la acción del
tráfico, modificando con ello la granulometría del agregado
inicial. Se deben imponer limitaciones en el contenido de
partículas de mala forma. Aparte de la forma de las partículas
del agregado grueso, se debe tener en cuenta su angulosidad, que
influye junto a la textura superficial de las partículas, en la
resistencia del esqueleto mineral, por su contribución al
rozamiento interno.
81

Los agregados pétreos generalmente más deseados para la
elaboración de mezclas asfálticas son aquellos con una alta
proporción de partículas aproximadamente equidimensionales
(cuboides). Los factores intrínsecos, como la composición de la
roca afectan a la forma de los agregados durante los procesos de
trituración.
Resistencia al desgaste.
La resistencia mecánica del esqueleto mineral es un factor
predominante en la evolución del comportamiento de una capa de
firme después de su puesta en servicio. La evaluación de dicha
resistencia se realiza mediante diversos ensayos de laboratorio;
sin embargo, ninguno de ellos caracteriza el estado tensional del
agregado en el conjunto del firme.
Se realizan una serie de ensayos que tienden a reproducir en
laboratorio de manera más sencilla el comportamiento que luego
tendrán los agregados en servicio, para ello se preparan las
muestras con granulometrías próximas a las que van a ser puestas
en obra, sometiéndolas a un desgaste que, de forma indirecta,
proporciona información de la resistencia mecánica del material.
La prueba de Los Ángeles es un ejemplo de este tipo de ensayos.
Adhesividad y resistencia al desplazamiento.
82

La adhesividad de los agregados pétreos con los ligantes
asfálticos es de gran importancia, debido a que se pueden
presentar fenómenos fisicoquímicos en la superficie de los
agregados empleados en las capas de firme. En estos fenómenos
complejos intervienen tanto factores físicos como la textura del
agregado, la porosidad del mismo, viscosidad y tensión
superficial del ligante, espesor de la película de ligante, etc.
Y a su vez factores químicos relativos al ligante y al agregado.
Si los agregados están absolutamente secos, se dejan mojar
fácilmente por los ligantes asfálticos; sin embargo la situación
es muy diferente con algo de humedad que siempre puede existir,
ya que la superficie del agregado se polariza con un signo u otro
dependiendo de su naturaleza. Atendiendo a ese criterio los
agregados se clasifican en ácidos y básicos.
Agregados Ácidos: La acidez es por lo general consecuencia de un
alto contenido en sílice y determina una gran afinidad del
agregado por el agua (hidrofilia) y una polaridad negativa. La
adhesividad entre los agregados silíceos (o ácidos en general) y
los ligantes asfálticos no es buena, pudiendo llegar a ser
necesaria la disminución de la tensión superficial del ligante
mediante procesos de activación en los que se carga
electropolarmente para crear una adhesividad.
Agregados Básicos: Son menos hidrofilicos que los silíceos y se
cargan positivamente en presencia de agua. Por ello pueden
83

presentar cierta atracción por los ácidos libres en los ligantes
y, en consecuencia una mejor adhesividad con los mismos.
En los pavimentos asfálticos aparte de cuidar y verificar que el
ligante asfáltico moje al agregado, se debe tener en cuenta la
posibilidad de que el agua en combinación con la acción de los
vehículos y en ocasiones con el polvo y suciedad existentes,
perturbe la adhesividad, desplazando el ligante asfáltico de la
superficie del agregado, que quedará de nuevo descubierta o
lavada. La adhesividad pasiva o también llamada resistencia al
desplazamiento del ligante dependerá también de los mismos
factores químicos y físicos anteriormente citados: afinidad polar
por el ligante, espesor de la película y viscosidad del mismo,
tensión superficial (ángulo de contacto) y textura superficial.
Resistencia al pulimento.
La resistencia al pulimento de las partículas del agregado, es la
resistencia a perder aspereza en su textura superficial, tiene
gran importancia desde el punto de vista de la resistencia al
deslizamiento cuando dichas partículas van a ser empleadas en una
capa de rodadura. Para su evaluación se han desarrollado los
ensayos de pulimento acelerado.
Plasticidad y limpieza.
84

Para que un agregado pétreo se comporte adecuadamente dentro de
cualquier capa de firme, debe estar completamente limpio, libre
de partículas de naturaleza orgánica, polvo o arcillas.
Se establece en las normativas, que todos los finos deben tener
reducida su plasticidad e incluso que no sean plásticos en la
mayoría de los casos. Las fracciones gruesas deben estar exentas
de polvo, fijando los límites admisibles a través del denominado
coeficiente de limpieza.
Se debe garantizar que en presencia de agua, la capa en cuestión
conserve sus características resistentes y que, en su caso, no
haya problemas de adhesividad con los ligantes asfálticos.
En ocasiones aunque el agregado fino no sea plástico, puede estar
contaminado por partículas no arcillosas, que no se hayan podido
detectar mediante los límites de Atterberg, pero igualmente
nocivas. Un ensayo muy utilizado para caracterizar desde este
punto de vista el agregado fino (realmente todo el material
inferior a 5 mm., es decir, se incluye parte del agregado grueso
y el polvo mineral) es el denominado Equivalente de Arena.
Alterabilidad.
Los fallos detectados en un firme al poco tiempo después de su
puesta en servicio, comunmente suelen ser ocasionados por
procesos de alteración de los agregados en alguna de sus capas,
85
los cuales pueden desencadenarse debido a alguna reacción química
con alguno de los componentes de los ligantes asfálticos o
conglomerantes, por la acción de la helada o, simplemente, por la
siempre inevitable presencia de agua.
Existe la necesidad de evaluación de la alterabilidad de un
agregado pétreo por el procedimiento que sea, y se pueden señalar
a título indicativo, los siguientes caminos: análisis
petrográficos, acción de soluciones salinas o de agua oxigenada,
ciclos hielo– deshielo, inmersión en agua y ciclos de humedad–
sequedad.
Resistencia al desprendimiento.
Los defectos de adhesión significan la quiebra de las fuerzas de
unión entre el agregado y su cubierta de conglomerante asfáltico,
lo que conduce a una separación física, una posible consecuencia
de los defectos de adhesión, es el fallo mecánico por desgaste y
desflecado de la superficie, pero el fallo mecánico no se produce
inmediatamente después del fallo de adhesión, si el
desprendimiento, aunque sea permanente, se produce a un nivel
inferior de la construcción y el grado de entrecruzamiento físico
de las partículas de agregado es suficiente para resistir el
esfuerzo del tráfico. Dado que el desprendimiento es un fenómeno
asociado a la presencia de agua. Se deduce que los pavimentos
densos, de bajo contenido en huecos, son prácticamente inmunes y
86

que el comportamiento de los agregados pétreos en los ensayos de
deslizamiento es bastante irrelevante en dicho uso.
Aptitud para contribuir a la resistencia y rigidez de la mezcla
en conjunto.
Esta propiedad se refiere tanto a los agregados gruesos, finos y
polvo mineral; siempre que se cumpla que la resistencia y
durabilidad intrínseca de las partículas del agregado es la
adecuada a las propiedades de la masa de agregados de
entrecruzado y rozamiento interno.
A este respecto tanto la angularidad como la irregularidad de la
textura superficial contribuyen en gran medida a las resistencias
mecánicas y a la deformación de la mezcla asfáltica.
4.7 Clasificación del agregado según su tamaño
Agregado grueso.
Según el Sistema de Clasificación de Suelos SUCS, se define como
agregado grueso, a la parte del agregado pétreo total que queda
retenido en el tamiz #4. Se define como agregado grueso, a la
parte del agregado pétreo total que queda retenido en el tamiz 2
mm.
Características y propiedades deseables de los agregados gruesos
para su utilización en las mezclas asfálticas.
87

Granulometría.
La granulometría es la característica física principal y
fundamental de todo conjunto de partículas porque influye de
forma muy importante en la resistencia mecánica del conjunto
(esqueleto mineral). Normalmente se utilizan granulometrías
sensiblemente continuas, a fin de conseguir la máxima compacidad
del conjunto, aunque también se emplean granulometrías
discontinuas en el caso de algunas mezclas asfálticas. Para
encajar una granulometría dentro de algún Huso normalizado se
parte de fracciones uniformes que se mezclan en las proporciones
adecuadas. Los análisis granulométricos se realizan por tamizado;
el procedimiento es análogo al que se emplea para suelos.
El tamaño máximo de los agregados viene normalmente limitado por
consideraciones relativas al espesor de la capa extendida,
trabajabilidad, segregación, etc. Por otra parte la influencia de
las partículas finas obliga normalmente a limitar su porcentaje y
su plasticidad. En las mezclas asfálticas tiene una especial
importancia la fracción de tamaño inferior a 63µm, llamada, como
se ha indicado, polvo mineral o fíller, pues algunas
características relevantes de la mezcla dependen del mástico
formado por la unión del polvo mineral y del ligante asfáltico.
Rozamiento interno.
88

La resistencia a la deformación o capacidad de soporte de una
capa de firme depende esencialmente del rozamiento interno del
esqueleto mineral y, en su caso, de la cohesión que proporciona
el eventual ligante o conglomerante. El rozamiento interno
aumenta con partículas angulosas y de textura superficial áspera
como por ejemplo los agregados triturados. También influye de
forma importante la granulometría del agregado y el porcentaje de
huecos del material compactado. A mayores densidades corresponden
generalmente mayores resistencias mecánicas, por lo que la
compactación es un factor de primer orden.
La cohesión debe confiarse exclusivamente al ligante asfáltico o
conglomerante. La cohesión entre las partículas suele ser
despreciable, y cuando existe se debe únicamente a la plasticidad
de la fracción fina, y en general es más nociva que útil. Sólo
interesa una cierta plasticidad de los finos y muy reducida de
todas formas, cuando se trata de capas granulares no revestidas
en caminos de baja intensidad de tráfico.
Angulosidad del agregado grueso.
La angulosidad del agregado grueso beneficia al esqueleto mineral
debido al rozamiento interno que se genera entre las partículas,
esto contribuye a que las partículas gruesas permanezcan en su
lugar cuando el pavimento entre en funcionamiento y no se
produzcan desplazamientos. El empleo de agregados triturados trae
89

consigo el aumento de la angulosidad de las partículas. La
mayoría de las normativas establecen un mínimo de angulosidad del
agregado grueso, dependiendo de las condiciones de tráfico al que
va a estar expuesto el pavimento.
Forma del agregado grueso.
Las exigencias de forma para el agregado grueso varían
ligeramente, con un mismo tráfico, para las mezclas asfálticas.
Lo ideal es que las partículas presenten formas cuboides,
evitando o restringiendo las formas planas, alargadas y en forma
de lajas, ya que como lo hemos dicho antes, este tipo de forma es
muy susceptible a quebrarse bajo condiciones de carga de tráfico,
lo que modifica las granulometrías y las propiedades iniciales de
las mezclas.
Existen restricciones en las normativas de materiales para
pavimentos en donde se restringe el uso de partículas con estas
formas no deseadas, por medio de los índices de lajas y de agujas
de las distintas fracciones del árido grueso.
Resistencia a la fragmentación de los agregados gruesos.
Los agregados pétreos deben de cumplir con un cierto mínimo de
resistencia a la fragmentación o al desgaste, lo que da una
90

orientación del comportamiento que tendrá dicho agregado dentro
de la mezcla asfáltica al entrar en servicio el pavimento.
Resistencia al pulimento del agregado grueso para capas de
rodadura.
En el ensayo de Pulimento Acelerado, determina el grado de
pulimento del agregado o coeficiente de pulido acelerado con el
mismo péndulo de fricción con el que se mide el coeficiente de
rozamiento en una superficie de rodadura. El coeficiente de
pulido acelerado depende fundamentalmente de la naturaleza
petrográfica de la roca origen, fue diseñado como un medio para
predecir la susceptibilidad de una piedra al pulido cuando se
utiliza como ya lo hemos dicho en la capa de rodadura de un
pavimento flexible.
Limpieza del agregado grueso.
El agregado grueso deberá estar exento de terrones de arcilla,
materia vegetal, marga u otras materias extrañas que puedan
afectar a la durabilidad de la capa. El contenido de impurezas
del agregado grueso, según las normativas deberá ser mínimo, algo
muy aproximado al cinco por mil (0,5%) en masa. Aunque se podrá
exigir su limpieza por lavado, aspiración u otros, y realizando
una nueva comprobación.
91

La exigencia anterior podría cuestionarse considerando que en las
plantas asfálticas modernas existen poderosos sistemas para
extraer el polvo e impurezas del agregado. Sin embargo en una
secuencia lógica de exigencias de calidad y prevenciones, la
limpieza inicial del agregado está totalmente justificada.
Adhesividad del agregado grueso.
El agregado grueso tiene un comportamiento específico respecto a
la adhesividad y a la resistencia al desplazamiento. Se preconiza
la comprobación de la adhesividad agregado – ligante mediante una
evaluación global de resistencia conservada en los ensayos de
inmersión – compresión, o de pérdida por abrasión en el ensayo
Cántabro. Estos criterios se refieren obviamente a las
propiedades de las mezclas terminadas más que a la
caracterización inicial de los materiales simples: agregados y
ligantes.
En cualquier circunstancia se comprobará la adhesividad agregado–
ligante mediante la caracterización de la acción del agua. Se
enmarcan unos parámetros mínimos en los valores de inmersión –
compresión según el tipo de mezcla asfáltica a utilizar. Se podrá
mejorar la adhesividad entre el agregado y el ligante asfáltico
mediante activantes o cualquier otro producto sancionado por la
experiencia. Se establecerán las especificaciones que tendrán que
cumplir dichos aditivos y las mezclas resultantes.
92
Agregado fino.
Según el Sistema de Clasificación de Suelos SUCS, se define como
agregado fino, a la parte del agregado pétreo total que pasa el
tamiz #4 y queda retenido en el tamiz #200. Y se define como
agregado fino, a la parte del agregado pétreo total que pasa el
tamiz 2 mm. Y queda retenido en el tamiz 0.063 mm.
Procedencia del agregado fino.
El agregado fino deberá proceder de la trituración de piedra de
cantera o grava natural en su totalidad, o en parte de
yacimientos naturales. Existen limitaciones en la proporción de
agregado fino no triturado a emplear en las mezclas. Regularmente
se emplea arena natural en la elaboración de mezclas asfálticas
que van a ser empleadas en pavimentos con una baja intensidad de
tráfico y a bajos niveles de cargas, se deberá señalar la
proporción máxima de arena natural no triturada, a emplear en la
mezcla, la cual regularmente no será superior al 10% de la masa
total del agregado combinado y sin que supere el porcentaje de
agregado fino triturado empleado en la mezcla, la limitación de
la cantidad de arena rodada o no triturada que puede incorporarse
a la mezcla, se hace por temor a una disminución de la rigidez
final de ésta. Hay autores y administraciones que consideran que
una proporción del orden del 10% puede mejorar al tiempo la
93

manejabilidad, la compacidad e incluso la estabilidad de la
mezcla.
Limpieza del agregado fino.
El agregado fino deberá estar exento de terrones de arcilla,
materia vegetal, marga y otras materias extrañas, para evitar que
se presenten comportamientos extraños del material dentro de la
mezcla, tales como reacciones químicas, pérdida de estabilidad de
la mezcla, abundamientos, entre otros.
Resistencia a la fragmentación del agregado fino.
El material que se triture para obtener agregado fino deberá
cumplir las condiciones exigidas al agregado grueso sobre el
coeficiente de desgaste Los Ángeles.
Se recomienda usar agregado fino de otra naturaleza, que mejore
alguna característica, especialmente la adhesividad, pero en
cualquier caso procederá de agregado grueso con coeficiente de
desgaste de Los Ángeles inferior a 25 para capas de rodadura e
intermedias y a 30 para capas de base.
Adhesividad del agregado fino.
94
Respecto a los fenómenos de adhesividad agregado fino – ligante,
hay que tener en cuenta que las acciones químicas o químico –
físicas en las partículas de menor tamaño son más complejas. Su
mayor superficie específica, facilidad para acumular humedad y
gran heterogeneidad de su naturaleza determinan una mayor
sensibilidad a toda clase de transformaciones químicas, fenómenos
polares y de adhesividad, absorción, etc.
Polvo mineral (Fíller).
Según el Sistema de Clasificación de Suelos SUCS, se define como
polvo mineral, a la parte del agregado pétreo total que pasa el
tamiz #200.Y se define como polvo mineral, a la parte del
agregado pétreo total que pasa el tamiz 0.063 mm.
El fíller o polvo mineral de aportación es un producto comercial
de naturaleza pulverulenta (cemento normalmente o cenizas
volantes de central térmica) o un polvo en general calizo,
especialmente preparado para utilizarlo en mástico para mezclas
asfálticas. Cuando se trata de un producto comercial, se
garantiza perfectamente su control y se conocen sus propiedades
tanto físicas como químicas y su futuro comportamiento en la
mezcla. Cuando se utiliza el otro tipo de filler, (de
recuperación), que es aquel que se obtiene de las plantas
asfálticas, no se sabe exactamente cuáles son sus componentes y
95

en ocasiones varía su composición con el tiempo y puede estar o
no, dentro de las normativas, debido a que es un residuo.
Las características que más suelen interesar de un polvo mineral
son:
Finura.
Al ocupar parcialmente los espacios libres dejados por la
estructura granular compactada y conformada por las partículas
mayores, reduce el volumen de vacíos de la mezcla evitando un
aumento pronunciado de la cantidad de ligante asfáltico. El polvo
mineral consigue cumplir con su función rellenadora, dependiendo
del volumen de vacíos existente una vez que se haya compactado la
estructura granular y en función de la granulometría y de las
partículas de mayor tamaño.
La densidad aparente del polvo mineral en Tolueno es una medida
relativa del grado de finura del polvo, cualidad muy importante
para las características finales de las mezclas. La densidad
aparente del polvo mineral, en algunas normas aparece comprendida
entre cinco y ocho decigramos por centímetro cúbico (0,5 a 0,8
g/cm3).
Modificación del comportamiento reológico.
El empleo del polvo mineral, incrementa la magnitud de la
resistencia a la deformación de la mezcla, sin modificar la
96

naturaleza viscosa del ligante, originando como consecuencia un
aumento de la resistencia al corte de las mezclas asfálticas.
Acción estabilizante frente al agua.
Se incrementa la durabilidad de las mezclas asfálticas frente a
la acción del agua debido a que se reduce parcialmente la
porosidad de la estructura granular evitando el acceso del agua
al interior, y por otro lado debido a que algunos polvos
minerales presentan una mayor afinidad con el ligante asfáltico,
mejoran la resistencia a la acción de desplazamiento que ejerce
el agua sobre el ligante asfáltico.
Las características de finura y comportamiento reológico se hayan
vinculadas el tamaño y forma de las partículas. La acción
estabilizante frente al agua depende además del tamaño y forma de
las partículas, de la composición química de los rellenos
minerales. Las funciones del polvo mineral no pueden apartarse
del contenido y consistencia del ligante asfáltico en la mezcla.
Procedencia del polvo mineral
El polvo mineral podrá proceder de los agregados, separándose de
ellos por medio de los ciclones de la central de fabricación, o
aportarse a la mezcla por separado de aquéllos como un producto
comercial o especialmente preparado.
97

Las proporciones del polvo mineral de aportación a emplear en la
mezcla deben cumplir lo que fijen las normas, debido a que es un
material que se debe de utilizar en proporciones adecuadas en
cada tipo de mezcla y condiciones, para obtener un resultado
óptimo.
El polvo mineral que quede inevitablemente adherido a los
agregados tras su paso por el secador de la planta de asfalto en
ningún caso podrá rebasar ciertos límites que algunas normas
contienen, este valor está aproximadamente dentro del dos por
ciento (2%) de la masa de la mezcla. Si se asegurase que el polvo
mineral procedente de los agregados cumple las condiciones
exigidas al de aportación, se podrá rebajar la proporción mínima
de éste.
Propiedades del polvo mineral como componente de las mezclas
asfálticas.
En la interface filler-asfalto y en el comportamiento de la
mezcla asfáltica, tienen que ver las propiedades físicas y
químicas tanto como las características geométricas, propiedades
de superficie, adsorción, adhesión, etc.
La irregularidad geométrica (forma, angulosidad y textura de
superficie), es uno de los aspectos más importantes en el papel
del fíller dentro de la mezcla. La irregularidad geométrica
afecta directamente el contenido óptimo de asfalto en la mezcla,
98

a las características de interface del mástico y a su
comportamiento reológico. Todos estos aspectos influyen
directamente en el comportamiento estructural y mecánico de las
mezclas.
La irregularidad geométrica se puede evaluar cualitativamente y
cuantitativamente mediante el microscopio electrónico, y
caracterizar la forma, angulosidad, textura superficial y la
porosidad accesible de las partículas.
Para la caracterización físico–química del fíller y su influencia
en el comportamiento y durabilidad de las mezclas asfálticas, el
factor más significativo es la intensidad de adsorción. En los
sistemas fíller–asfalto , existe adsorción entre un sólido y una
fase viscosa, los factores que influyen más en el mecanismo de
adsorción son la composición del asfalto y las propiedades del
fíller, es decir, su composición mineralógica, sus
características estructurales, la textura superficial y la
superficie específica, el tipo de adsorción depende del tipo de
fíller principalmente, todos los procesos de adsorción son
exotérmicos y la cantidad de calor liberado depende del carácter
de la interacción entre los átomos y moléculas adsorbidos y de la
superficie del sólido.
El efecto que se logra en un pavimento a partir de la utilización
de un fíller activo en la dosificación de la mezcla asfáltica, es
que aumenta considerablemente su durabilidad.
99
Existen fílleres activos como cal hidratada y dolomítica que
suelen mantener su resistencia en periodos de tiempo largos de
tiempo en condiciones de contenido óptimo de asfalto, mientras
que los fílleres no activos como basaltos y areniscas suelen
deteriorarse rápidamente, también bajo condiciones de contenido
óptimo de asfalto.
El contenido de asfalto tiene sus repercusiones en la durabilidad
de una mezcla, se sabe que un incremento en el contenido de
asfalto tiene un efecto favorable significativo en la durabilidad
de los pavimentos, este efecto se debe principalmente, a que las
capas de asfalto que recubren los agregados son más gruesas y a
la reducción en el volumen de huecos, que hace disminuir la
penetración del agua a las capas. La mejora en la durabilidad con
el incremento de contenido de asfalto no es uniforme debido a que
depende del tipo de fíller involucrado en la mezcla.
Las propiedades de los fílleres tienen un efecto muy importante
en la durabilidad potencial de las mezclas asfálticas, el efecto
del fíller suele manifestarse, si es activo suele mantener
resistencia por más tiempo que si no es activo.
La durabilidad potencial de la mezcla asfáltica suele mejorar con
un incremento en el contenido de asfalto por encima del óptimo
básico, es decir las condiciones óptimas de durabilidad se
obtienen para contenidos de asfalto superiores al óptimo
convencional, en este caso las muestras con fílleres no activos
100

resultan ser más sensibles al contenido de asfalto que en
aquellas que contienen filleres activos.
4.8 Ensayos para caracterizar los pétreos
4.8.1 Esqueleto mineral
Análisis Granulométrico.
Por medio de este ensayo podemos determinar la distribución de
tamaños de las partículas, el cual consiste en hacer pasar una
cierta cantidad de muestra de agregado por una serie de tamices
normalizados, en Europa los tamices UNE, y en América los tamices
ASTM, en un orden sucesivo de mayor a menor abertura del tamiz,
quedando retenida parte de la muestra en cada tamiz.
Se representan en una gráfica el porcentaje que pasa en cada uno
de ellos, pudiéndose observar si la curva granulométrica es
continúa, o sea que contenga todos los tamaños o si es
discontinua un solo tamaño. Si se quiere conocer con exactitud el
contenido de fíller (Polvo Mineral) que pasa por el tamiz 0.063
mm UNE se hace el ensayo con el agregado lavado y secado en la
estufa.
4.8.2 Agregados Gruesos. (Partículas mayores a 2 mm.)
Estudio Petrográfico.
101

En este ensayo se determina la composición mineralógica y las
características de la naturaleza de los agregados pétreos,
haciendo primero una descripción macroscópica del agregado,
analizando su aspecto y determinando las características físicas
como homogeneidad, dureza y tenacidad, enseguida se lleva a cabo
el estudio propiamente petrográfico, mediante un microscopio
polarizante que permite identificar los constituyentes minerales
del agregado por su color, forma, exfoliación y relieve, por
último se determina el tamaño de los cristales y su posición. La
muestra es una sección delgada de agregado de un espesor uniforme
aproximado a 30µ. Este estudio permite identificar los tamaños de
grano, el grado de alteración del agregado y la presencia de
componentes no deseables.
Índice de Lajas y Agujas.
La forma de las partículas de agregado grueso, afecta al
esqueleto mineral, las formas pueden ser redondeadas, cúbicas,
lajas o agujas, siendo estas dos últimas peligrosas, porque
durante el proceso de compactación o por las tensiones del
tráfico, se pueden romper y eso varía su contenido en la
granulometría. Se definen los índices de lajas y agujas como los
porcentajes en peso, respecto a la muestra total, de las
partículas que son, respectivamente, lajas o agujas. Los métodos
utilizados para la determinación de dichos índices de forma se
basan generalmente en la medida directa de las dimensiones de las
partículas.
102

Los ensayos se realizan por calibres de ranuras para determinar
el índice de lajas y los calibres de las agujas para sacar el
índice de agujas. Se hace pasar el retenido de cada tamiz por
estos calibres y se expresa como resultado. El índice de lajas es
el cociente entre lo que pasa por el calibre de ranuras y el
total de muestra.
FIGURA 9. CALIBRE PARA LA DETERMINACION DEL INDICE DE LAJAS
Forma y Caras de Fractura.
La forma de las partículas de mayor o menor angulosidad influye
en la resistencia del esqueleto mineral. Para realizar este
ensayo se determina el porcentaje de partículas con dos o más
caras de fractura.
103
Ensayo de Desgaste de los Ángeles.
Este ensayo caracteriza la resistencia que presentan los
agregados al desgaste. La máquina de los Ángeles consiste en un
cilindro hueco de acero, con sus extremos cerrados y una abertura
para introducir los áridos, que puede girar en posición
horizontal. Se introducen en el cilindro unas bolas de acero como
la carga abrasiva y se hace girar un determinado número de
vueltas.
Se determina el coeficiente de desgaste de los ángeles que es la
diferencia entre el peso original de la muestra y el peso después
del ensayo expresada en porcentaje del peso inicial.
Si el desgaste es mayor de 50%, se asume que el agregado es de
mala calidad, si el desgaste es menor de 20%, el agregado es
excelente.
104

1FIGURA 10. MAQUINA DE LOS ANGELES
Se puede decir que coeficientes Los Ángeles superiores a 50,
corresponden a agregados de muy mala calidad, no aptos para
construcción de capas de firme. Por el contrario, coeficientes
inferiores a 20 corresponden a áridos excelentes, con resistencia
al desgaste suficiente para cualquier posible aplicación y, en
particular, para capas de rodadura bituminosas, que hayan de
soportar tráfico pesado.
Ensayo de Friabilidad.
Este tipo de ensayo proporciona una medida relativa de la
resistencia del agregado a la trituración o la degradación bajo
cargas. Se toma una muestra de agregado con un peso determinado y
una granulometría dada, se dispone en un cilindro de acero en el
105

que se encaja un pistón que se mueve a velocidad constante y
ejerce una presión que varía según la muestra.
El resultado es el cociente de friabilidad, calculado como el
porcentaje en peso de la muestra que pasa por un tamiz
determinado referido al total de material.
Ensayo de Péndulo de Fricción.
La máquina de pulido acelerado simula la acción de una rueda
llena de polvo sobre las muestras de agregado pétreo colocadas
sobre una lámina de resina de poliéster y montadas en moldes
normalizados sobre una pista rotatoria. El pulido de las muestras
se mide posteriormente utilizando un péndulo de fricción
normalizado.
Primero se introducen los agregados a analizar en una probeta de
mortero hidráulico y se someten a ciclos de pulido mediante
abrasivos introducidos en húmedo entre las probetas colocadas
periféricamente en una rueda de ensayo (máquina de pulimento
acelerado), durante tres horas en arena silícea normalizada y 3
horas con palo de esmeril.
El grado de pulimento conseguido para cada muestra se mide
mediante el ensayo de fricción con un péndulo, calculando la
pérdida de energía del mismo por un ángulo suplementario de
oscilación. Los valores habituales del coeficiente de rozamiento
oscilan entre 0.40 y 0.50.
106

FIGURA 11. MAQUINA DE PULIMENTO ACELERADO
107

FIGURA 12 PENDULO DE FRICCION
4.8.3 Agregados finos (partículas entre 2 y 0,063 mm).
Equivalente de Arena.
Con este ensayo podemos evaluar la limpieza y plasticidad de los
agregados finos. El ensayo consiste en introducir una muestra de
agregado en una probeta que contiene una solución floculante, se
mezcla el agregado con la solución y se añade agua, dejando
reposar el conjunto durante 20 minutos.
Después de este tiempo se puede observar el agregado limpio en la
parte inferior, en la zona intermedia las partículas
contaminantes en suspensión y en la superficie el líquido
relativamente limpio. Con la relación de alturas de estas zonas
108

se determina el equivalente de arena. Se define como agregado muy
contaminado el que tiene un Equivalente de Arena menor de 20 y
como agregado muy limpio el que tiene un equivalente de arena
mayor que 50.
Resultados de equivalentes de arena inferiores a 20 corresponden
a agregados muy contaminados por partículas nocivas que, en
general, no deben utilizarse en capas de firme; por el contrario,
valores superiores a 50 reflejan un grado de limpieza suficiente
para la mayor parte de las aplicaciones. Existe actualmente una
tendencia al empleo del ensayo denominado azul de metileno, a fin
de evaluar la actividad de las partículas contaminantes. Su
aplicación ha de hacerse como complementaria del ensayo de
equivalente de arena, pero nunca ha de admitirse como sustitutivo
del mismo.
Coeficiente de Limpieza.
Consiste en comparar dos granulometrías de una misma muestra de
agregados, antes y después de un lavado y secado del material.
Las distorsiones entre las dos curvas no deben superar unos
determinados valores.
Límites de Atterberg.
109

El índice de plasticidad es la diferencia entre los límites
líquido y plástico obtenidos mediante dos ensayos, que consisten
en determinar el porcentaje de humedad existente en la muestra a
partir del cual esta cambia de estado, pasando del fluido al
semisólido para el primer caso y del semisólido al sólido en el
segundo caso. El ensayo para determinar el límite líquido se
realiza mediante la cuchara de Casagrande y el ensayo del límite
plástico se realiza fabricando unos cilindros de 3mm de diámetro.
Riedel-Weber.
Un ensayo específico que se utiliza para evaluar la adhesividad
del agregado fino con los ligantes asfálticos, es el
procedimiento denominado Riedel-Weber: consiste en introducir el
agregado envuelto por el ligante en diversas soluciones de
carbonato sódico con concentraciones crecientes, observando cuál
de ellas produce el desplazamiento del ligante.
Polvo Mineral (Fíller). (Partículas menores de 0.063 mm).
Emulsibilidad.
Es una medida de la afinidad del filler hacia los ligantes
asfálticos, para verificar que no sean desplazados por el agua.
El método de ensayo permite cuantificar esta propiedad mediante
el concepto denominado coeficiente de emulsibilidad, que se
define en las condiciones de ensayo, como la máxima cantidad de
110

ligante asfáltico que se puede dispersar en forma de emulsión
directa (ligante en agua) en un gramo de polvo mineral, sin que
se produzca la inversión de la emulsión (agua en ligante). Una
proporción mayor de ligante lleva a la coagulación de éste, como
consecuencia de la referida inversión, separándose, entonces, en
agua del sistema.
Densidad aparente en tolueno.
Da una idea de la finura del filler que debe limitarse para
evitar problemas en la envuelta con el ligante. El método
consiste en medir el volumen ocupado por una cantidad
especificada de la muestra de polvo mineral, cuando se sedimenta
el tolueno. La densidad aparente determinada en estas
condiciones, es una medida relativa del grado de finura del polvo
mineral. Valores de la densidad aparente en tolueno entre 0.5 y
0.8 gr./cm3 corresponden a una actividad media adecuada para su
utilización en mezclas asfálticas.
111

CAPÍTULO V: PLANTAS DE ASFALTO
5.1 Antecedentes de planta de asfalto en México D.F
Por acuerdo el 28 de junio de 1956 se creó la Planta Productora
de Mezclas Asfálticas de Mixcoac, la que se ubicó en la Avenida
San Antonio 423, colonia Carola, en Mixcoac, Delegación Álvaro
Obregón, antecedente de la actual Planta de Asfalto del Distrito
Federal; su propósito fue el de atender la demanda de mezclas
asfálticas para la pavimentación de la red vial en aumento
constante, como consecuencia del crecimiento de la Ciudad de
México. La estructura de la Planta se diseñó para operar sobre
bases comerciales, estableciéndose las normas a que debía
sujetarse su organización y funcionamiento, como parte integrante
del Departamento del Distrito Federal.
Al inicio de sus operaciones en aquella época, contaba con una
capacidad de producción de 120 toneladas por hora y para su
operación técnica y administrativa se utilizaban los servicios de
25 trabajadores.
En el año 1961 se realizó un convenio de explotación del banco de
basalto que existía en la Calzada deTlalpan a la altura de la
glorieta de Huipulco (hoy Estadio Azteca), allí se instalaron un
conjunto de trituración y una planta mezcladora con capacidad de
30/ton/hora. Posteriormente en el año 1962, estas instalaciones
fueron trasladadas a un predio ubicado en la Avenida Liga –
112

Insurgentes Tlalpan (actualmente avenida del Imán) No. 263,
Colonia Ajusco, que es su actual domicilio.
El 15 de enero de 1973, por acuerdo del Jefe del Departamento
del Distrito Federal, se determinó que la Planta de Asfalto
dependiera de la Secretaría de Obras y Servicios, del propio
Departamento, con atribuciones esta última para coordinar y
supervisar el funcionamiento de la misma, otorgándole a partir de
esa fecha el carácter de Unidad Industrial.
Desde 1975, sus instalaciones se reubicaron a su actual
domicilio, en avenida de la IMAN 263, colonia Ajusco, Delegación
Coyoacán y en 1988 se constituyó como órgano desconcentrado,
adscrito a la propia Secretaría de Obras y Servicios.
En el acuerdo No 32 de fecha 3 de enero de 1975 el C. jefe del
departamento del Distrito Federal determina que los servidores
públicos de la Planta, quedarían sujetos a las disposiciones de
la Ley Federal de los Trabajadores al Servicio del Estado; y se
faculta a la Gerencia de la planta, para llevar a efecto las
inversiones, gastos y adquisiciones que requiera el normal
funcionamiento de la propia planta para cuyo efecto presentará
anualmente el programa y presupuesto correspondiente a la
aprobación del C jefe del Departamento del Distrito Federal, por
conducto del C. Secretario de Obras y Servicios del Departamento
del Distrito Federal.
113
El Jefe del Departamento del Distrito Federal, ordenó a la
Dirección General de Obras Públicas que se hicieran estudios de
mercado e investigación para resolver el problema de
pavimentación de las calles y avenidas existentes, con el fin de
proyectar la urbanización de la ciudad de México.
Es así como, se instaló una planta experimental de mezclas
asfálticas en caliente donde se realizaron pruebas con diferentes
tipos de asfalto y agregados pétreos; una vez determinadas las
materias primas óptimas se procedió a crear la “Planta Productora
de Mezclas Asfálticas de Mixcoac”, mediante acuerdo 1054 expedido
el 28 de junio de 1956, como una unidad independiente que operaba
sobre bases comerciales pero sin personalidad jurídica propia y
cuyo control administrativo dependía de la Oficialía Mayor.
En sus primeros años, la Planta se caracterizó por ser en el país
la entidad líder en tecnologías de mezclas asfálticas, contaba
con un laboratorio de investigación con equipo de punta y fue
pionera en la adición de polímeros y hules a las mezclas.
El 26 de mayo de 1988, se publicó en el Diario Oficial de la
Federación, el decreto del 12 de mayo del mismo año, del
Ejecutivo Federal, relativo a la personalidad jurídica de la
Planta de Asfalto del Departamento del Distrito Federal como
Órgano Desconcentrado.
El 5 de agosto de 1988, se publicó en el Diario Oficial de la
Federación, el decreto del 29 de junio del mismo año, suscrito
114

por el C. jefe del Departamento del Distrito Federal, por medio
del cual se establecen las normas relativas a la operatividad
financiera de la Planta de Asfalto.
Sin embargo, a partir de 1992 se inició la disminución de su
producción, bajando del 72% al 44% la utilización de su capacidad
instalada, debido a que tuvo mantenimiento diferido, no se
invirtió en la modernización de su maquinaria y equipos y por lo
tanto, hubo problemas para controlar la calidad del producto. En
la última administración del Departamento del Distrito Federal,
de 1994 a 1997, se atendió sólo el 40% de la demanda local.
Con fecha 12 de noviembre de 1993, según oficio CE/687/93, la
Coordinación Ejecutiva de Desarrollo Organizacional de la
Oficialía Mayor, le envió a la Planta de Asfalto copia del
dictamen emitido por la Dirección General de Normatividad y
Desarrollo Administrativo de la Secretaría de Hacienda y Crédito
Público, relativo a la estructura orgánica y puestos homólogos
debidamente registrada y validada.
El 29 de diciembre del año 2000, el C. Oficial Mayor comunicó al
Secretario de Obras y Servicios, la autorización del dictamen No.
112/2001 referente a la reestructuración orgánica de Secretaría
de Obras y Servicios y sus Órganos Desconcentrados, a partir del
1º de enero del año 2001. En la cual, la Planta de Asfalto del
D.F. vio disminuida su estructura en un 25% reduciéndose a solo
16 puestos.
115
El 16 de julio de 2009, se publicó en la Gaceta Oficial del
Distrito Federal el decreto, relativo a la personalidad jurídica
de la Planta de Asfalto del Distrito Federal como Órgano
Desconcentrado.
Mediante el oficio CG/171/2010, de fecha 22 de marzo de 2010, la
Contraloría General emite alcance al dictamen 9/2008, de la
Secretaría de Obras y Servicios con vigencia a partir del 1 de
abril de 2010, autorizándose la estructura de la Planta de
Asfalto del Distrito Federal integrada por 1 Dirección General, 2
Subdirecciones y 5 Jefaturas de Unidad Departamental.
Mediante el oficio CG/498/2011, de fecha 28 de octubre de 2011,
la Contraloría General emite alcance al dictamen 9/2008, de la
Secretaría de Obras y Servicios con vigencia a partir del 1 de
noviembre de 2011, autorizándose la estructura de la Planta de
Asfalto del Distrito Federal integrada por 1 Dirección General,
2 Subdirecciones y 7 Jefaturas de Unidad Departamental.
5.2 Características y Composición de una planta de asfalto.
Tambor mezclador
Tambor y álabes de acero especial aleado resistente a los
problemas por altas temperaturas: Abrasión, deformación y
corrosión. Escudo frontal extrareforzado y sellada contra entrada
116

de aire indeseable al tambor. (Un álabe es la paleta curva de una
turbomáquina o máquina de fluido rotodinámica)
7 secciones de alabes de empuje para elaborar una mezcla
homogénea que se dividen en:
1ª sesión, de entrada: Álabes de empuje con escudo de
captación de calor radiante.
2ª sección, de calentamiento: Álabes de veleo pleno para un
eficiente intercambio de calor y rápido secado.
3ª sección, de calentamiento: Álabes de veleo pleno para un
eficiente intercambio de calor y rápido calentamiento.
4ª sección, de mezclado de asfalto: Álabes de incorporación
intensa para una rápida y homogénea revoltura del asfalto
con los agregados.
5ª sección, de reincorporación de finos: Álabes de veleo
compuesto para reincorporar los finos que han sido
arrastrados por la corriente de aire.
6ª sección, de homogeneización: Álabes de homogeneización
total de mezcla terminada
7ª sección, de expulsión: Álabes de desalojo total a prueba
de reciclaje y segregación de mezcla, para transferir la
mezcla al elevador o banda de arrastre.
Aros y roles de acero especial aleado al alto carbón, forjado y
normalizado.
117

Dimensiones de los tambores (Tph: Hidrocarburos Totales de
Petroleo):
80 Tph: Diámetro 5’, Largo 24’, Espesor 3/8”
110 Tph: Diámetro 6’, Largo 28’, Espesor 3/8”
150 Tph: Diámetro 7’, Largo 30’, Espesor 3/8”
250 Tph: Diámetro 9’, Largo 38’, Espesor 3/8”
Chasis reforzado para mantener su alineación como base de
rodamiento del tambor, a pesar del maltrato por tránsito en
brechas accidentadas.
FIGURA 13. MEZCLADOR
Quemador
Quemador con capacidad regulable desde 20,000,000 hasta
60,000,000 Btu’s por hora. El BTU es una unidad de energía (1 Btu
= 252 Calorías = 1055,056 Julios).
118

Con flama corta y ancha para una combustión completa en
todos los rangos de consumo.
Optimizado para mayor eficiencia y facilidad de
mantenimiento y operación.
Con sistemas de seguridad reglamentarias.
Turbina de mayor tamaño, para mejor combustión de aceites
pesados.
Para operación de alta eficiencia con diésel, gas y aceites
reprocesados (Combustec).
Despolvador
Gato eléctrico en las persianas del ducto de salida de
gases. Para regular desde la consola la temperatura de
salida de los gases.
Casa de bolsas (filtro de mangas): separa el resto del
polvo.
Flujo de aire de 20,570 Acfm para 110 Tph y 26,550 Acfm para
150 Tph. (Acfm = Actual Cubic Feet per Minute).
Área filtrante de 3,850 Ft2 (348 bolsas) para 110 Tph y
4,827 Ft2 (432 bolsas) para 150 Tph.
Presión máxima de 18” columna de agua.
Bolsas namex montadas en bastidores de acero tropicalizado.
Resistencia al calor de 204° C constantes y 220° C en pico.
Eficiencia de filtrado del 99.99% desde el arranque.
119

Velocidad de elevación de aire muy baja para potencia de
operación mínima.
Sistema neumático para reincorporar los finos a la mezcla.
Enttad para aditivos sólidos. Celulosa, cemento portland,
cal etc.
Sistema de seguridad de emergencia con compuerta automática
de enfriamiento.
Bajo perfil de transporte gracias a sus 3 tolvas de
descarga.
Registros de fácil acceso para revisión y mantenimiento.
Baja velocidad de los gases dentro de la casa de bolsas,
para un ritmo uniforme de precipitación y reincorporación
del polvo.
Portátil con enganche para quinta rueda, 3 ejes y 12
llantas, frenos y luces reglamentarias.
Limpieza con programa regulable y configurable, para lograr
el retorno de finos a una tasa de 100% uniforme.
120

FIGURA 14 DESPOLVADOR
Banda o Elevador de arrastre para salida de mezcla
Diseño curvo para menor demanda de potencia y menor
desgaste.
Bajo perfil que permite su transporte y operación sin
necesidad de ajustes de altura.
Montada sobre el chasis, con movimiento radial con gato
mecánico operado desde la consola.
Plegable para transporte.
121

Tolva receptora y liberadora de mezcla asfáltica (Bacha)
integrada a la salida del elevador.
Con sistema de pesaje para control exacto de la mezcla
producida.
Unidad de tolvas
Cada tolva con capacidad para 20 Toneladas.
Abertura inferior trapezoidal para asegurar la salida
homogénea del material.
Lamina de aluminio antiderrapante en la parte delantera,
para evitar despintado por pisados.
Portátil, con enganche para quinta rueda, un eje, llanta,
frenos y luces (2 llantas para la unidad de 2 tolvas y 4
llantas para unidades de 3 y 4 tolvas).
Sensor de flujo de material en cada tolva, con alarma por
falta de alimentación, para evitar la producción de mezcla
sin algún agregado (con opción a vibradores).
Dosificación e agregados por medio de bandas e velocidad
variable.
Compuerta de salida ajustable en cada tolva.
Sistema de salida optimizado para evitar piedras atrapadas y
acumulación entre los rodillos.
Dosificación exacta por control preciso de motores, con
ajustes mínimos de 1rpm.
Banda colectora para recibir el material de las bandas
individuales de cada tolva.
122

Limpiadores de polietileno de alta resistencia a la abrasión
y al impacto (en banda colectora para alargar la vida de la
banda, rodillo y poleas).
Bandas vulcanizadas en uniones (sin grapas), para mayor
duración y suavidad de operación.
Sección trasera de banda colectora abatible para fácil
montaje.
Limpiadores de polietileno de alta resistencia a la abrasión
y al impacto (en bandas dosificadoras para alargar la vida
de la banda, rodillo y poleas).
2FIGURA 15. TOLVAS
Tanque de almacenamiento de asfalto
Cilindro hecho con placa A36 de ¼.
Agitación de asfalto, por medio de corrientes de chorro,
para la suspensión el polímero por más tiempo.
123

Sistema de recirculación de asfalto por medio de la bomba de
descarga para:
Lograr calentamiento más rápido.
Conservar una mezcla más homogénea en asfaltos modificados.
Base abisagrada para situar la bomba bajo nivel del auto
tanque suministrador.
Con la tubería y válvulas bridadas para alta temperatura,
necesarias para su operación.
Arranque y para automático del quemador por medio de sistema
de control ajustable de temperatura.
Sistemas redundantes de seguridad para fallas de operación.
Bomba de 3”, de engranes helicoidales, para rápida descarga
de asfalto del autoarranque suministrados.
Rápido calentamiento del asfalto con su quemador diésel de
1, 000,000 Btu’s por hora.
Con salpicaderas embebidas en el tanque para lograr un
chasis de perfil bajo.
Andador en la parte superior, para evitar que se camine
sobre el acero inoxidable.
El tanque cuenta con respiraderos.
Indicador de nivel de asfalto con activación automático de
sistemas de seguridad.
Sistema de recirculación de asfalto para inicio de
producción por medio de válvula de 3 vías.
Operado desde consola
124

Para homogeneizar el asfalto inmediato a la salida.
Para evitar desperdicios de mezcla inicial producida.
Doble termómetro físico en parte inferior y parte media del
tanque.
Portabilidad calculada para transportarse vacío.
Aislado térmicamente con fibra de vidrio.
Cilindro de sección elíptica para disminuir la altura total.
Con forro exterior de lámina de acero inoxidable.
Con soldadura interior y exterior, radiografiada
3FIGURA 16. TANQUE DE ALMACENAMIENTO DE ASFALTO
Consola de control
125
Alarma programable para altas temperaturas de mezcla
asfálticas y gases de escape (alarma visual en consola, luz
estroboscópica y alarma sonora)
Monitoreo de temperatura de gases de escape para optimizar
la producción y consumo de combustible.
Encendido y control de flama, y control de temperatura de la
mezcla.
Dosificación de agregados por variador de velocidad, de
trabajo pesado.
Cable múltiple para control, para conexión rápida y sin
fallas a todos los elementos de la planta.
Dosificación de asfalto por variador de velocidad, de
trabajo pesado.
Sistema de paro de motores en cascada para seguridad de la
planta y del personal.
Sistema de arranque de motores en cascada para evitar
errores de operación.
Sistema de paro general de emergencia.
Amperímetros de monitoreo para todos y cada uno de los
motores de la planta.
Control y monitoreo por instrumentación electrónica, tipo
industrial.
Alimentación de pesos específicos de agregados y sus
porcentajes de humedad.
126

FIGURA 17. CASETA DE CONTROL
5.3 Acomodo recomendado en la instalación de una planta de
asfalto
1.- Tambor mezclador. A.-
Entrada de electricidad.
2.- Tolvas.
B.- Entrada de agua.
3.- Tanque de asfalto.
C.- Entrada de combustible.
4.- Transportador rápido. D.-
Entrada de asfalto.
5.- Elevador de arrastre. E.-
Entrada de gas.
127

6.- Controles.
7.- Fosa de agua.
8.- Fosa de lodos.
9.- Tanque de combustible.
10.- Generador de transformador
FIGURA 18. CROQUIS DE INSTALACION TIPICA DE UNA PLANTA DE ASFALTO
128

CAPÍTULO VI: CARPETA ASFALTICA
6.1 Componentes de la mezcla
La carpeta asfáltica estará formada por una mezcla de agregado
grueso (piedra triturada de origen granítico), agregado fino
(arena), Filler y cemento asfáltico 70-100, que cumplirán con las
siguientes especificaciones:
Agregado grueso
Material retenido en el tamiz Nº 10 será obtenido por trituración
de rocas de origen granítico homogéneas, sanas, limpias, de alta
dureza, trituradas en fragmentos angulares y de aristas vivas, no
permitiéndose la presencia de ningún porcentaje de agregados con
mineral en descomposición. No se admitirán el uso de ningún tipo
de tosca. Cada una de las fracciones que integran la mezcla
deberá estar constituida por agregados pétreos del mismo origen
geológico.-
129

El factor de cubicidad determinado sobre el agregado retenido por
la criba de la abertura redonda de 9,5mm. (3/8¨) tendrá un valor
mínimo de 0,6
El Agregado Grueso tendrá una resistencia al desgaste tal que
sometido al ensayo conocido como prueba de los Ángeles no acuse
una pérdida de desgaste superior al 35 %. Además sometido al
ensayo de durabilidad por ataque con sulfato de sodio luego de 5
ciclos deberá acusar una pérdida no mayor al 12 %.
Agregado fino
Material que pasa el tamiz Nº 10 estará constituido por una
mezcla de arena natural y arena de trituración. Estará libre de
arcilla y otras materias extrañas. La arena de trituración deberá
provenir de rocas que cumplan lo exigido para el agregado grueso
y entrará en mezcla con la arena natural en un porcentaje de no
menos de cuarenta por ciento (40 %).
La arena natural será de origen silicio, de granos limpios,
duros, durables y sin películas adherida alguna, debiendo cumplir
la siguiente granulometría:
Pasa tamiz 80 . . . . . . . . . . . . . . . . . . . . . . .
Máximo 80%
130

Pasa tamiz 200 . . . . . . . . . . . . . . . . . . . . . .
Máximo 15%
El Filler
A utilizar será Cal (cal hidratada) en polvo ó Cemento Portland
normal.
Deberá presentarse como polvo seco suelto libre de terrones o
agregaciones de partículas de cualquier origen.
6.2 GRANULOMETRÍA
La curva granulométrica será continua sin inflexiones bruscas,
ligeramente cóncava y estará comprendida entre los siguientes
límites siendo aproximadamente paralela a una de las curvas
límites
Pasa tamiz 1” . . . . . . . . . . . . . . . . . . . . . . . 100%
Pasa tamiz 3/4”. . . . . . . . . . . . . . . . . . . . . . 80 -
100%
Pasa tamiz N º4. . . . . . . . . . . . . . . . . . . . . 60 -
80%
Pasa tamiz Nº 8 . . . . . . . . . . . . . . . . . . . . . 40 -
55%
131

Pasa tamiz Nº 40 . . . . . . . . . . . . . . . . . . . . 20 -
40%
Pasa tamiz Nº200 . . . . . . . . . . . . . . . . . . . .4 - 10%
El equivalente de arena determinando sobre la mezcla total de
árido que pasa el tamiz Nº 4, deberá tener un valor mínimo de 55.
6.3 COMPOSICIÓN DE LA MEZCLA
Cantidad de filler y asfalto:
El porcentaje de asfalto será el óptimo que corresponde según el
método Marshall.
La preparación y ensayo de las probetas se realizará según la
norma V.N.E. 9 de la Dirección Nacional de Vialidad, con 75
golpes normalizados por cara.
La relación Filler - Betún en ningún caso será superior al 80 %
de la concentración crítica entendiendo como Filler al material
que pasa el tamiz Nº 200 comprendido el polvo natural de los
agregados y el Filler comercial incorporado a la mezcla.
Las características de la mezcla asfáltica ensayada por el método
Marshall responderán a las siguientes exigencias:
Vacíos. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
.3 a 5 %
Vacíos agregado mineral (V.M.A.). . . . . . . 14 a 18 %
Vacíos ocupados por betún. . . . . . . . . . . . . 75 a 85 %
132

Estabilidad Mínima. . . . . . . . . . . . . . . . . . . . .600
Kg
Estabilidad Máxima. . . . . . . . . . . . . . . . . . . 1000 Kg
Fluencia Máxima. . . . . . . . . . . . . . . . . . . . 0,45
cm.
Fluencia Mínima. . . . . . . . . . . . . . . . . . . . . .0,20
cm.
Estabilidad mínima remanente después de 24 Hs de inmersión en
agua a 60 º C. (en el porciento de la Normal) 80 %.
Hinchamiento máximo, después de 24 Hs. de inmersión en agua a
60º C. = 2 %.
Relación estabilidad = mínima 2.100 Kg/ cm.
Fluencia = máxima 3.600 Kg/ cm.
Lo que significa que no se admitirá tendencia hacia el
valor mínimo de fluencia acompañado de tendencia hacia el valor
máximo de estabilidad y viceversa.
Índice de compactación: 1 = 1
.= 5
PEA 50 g - PEA 5 g
133

Donde PEA 50 g. significa el Peso Específico Aparente de la
probeta.
6.4 Fórmula de carpeta requerida en la obra.
A) Formula de obra:
De acuerdo con las características a reunir fijadas en las
presentes especificaciones, el Contratista presentará con la
debida presentación a la iniciación de los acopios de los
materiales, su fórmula para mezcla de obra, acompañada con
muestras de los materiales a emplear y consignando su
procedencia.
A.1) Formula de Obra preliminar
Es la propuesta por el Contratista y aprobada por la Dirección
antes de comenzar el acopio y construcción de las capas
bituminosas. Se realizarán los ensayos de laboratorio con muestra
de los materiales componentes de la mezcla entregada por el
Contratista, corriendo por cuenta de éste el valor
representativo de las mismas con respecto a las que se emplearán
posteriormente.
A.2) Formula de Obra inicial
134

Se entiende como tal la derivada de la formula preliminar con los
ajustes que sean necesarios al repetir los ensayos de aprobación
con muestra de acopio en obra que habrán sido verificados por la
Inspección, o de los silos calientes de la Planta asfáltica, en
forma tal que los resultados de los ensayos de calidad sean
Técnicamente comparables a los hallados en A-1.
A.3) Formula de Obra final
Se entiende como tal la derivada de la inicial para lo cual en el
transcurso de tres jornadas de trabajo con la fórmula de obra
inicial (A-2) aprobada, la Inspección de Obra sobre la base de
los ensayos realizados sobre la mezcla de planta y testigos de
caminos extraídos de los tramos construidos en ese período,
comprobará las reales características técnicas de la mezcla
elaborada. En caso de surgir la conveniencia de efectuar ajustes
para encuadrarse mejor dentro de las tolerancias, exigirá su
realización departe del contratista quien es el directo
responsable del cumplimiento de las exigencias del Pliego y como
tal deberá proponer a la Inspección de la Obra por escrito las
correcciones a introducir sobre la fórmula de obra inicial, la
aceptación por parte de la Inspección de tales modificaciones no
implica que el contratista se desligue de su plena
responsabilidad sobre lo que ha propuesto y que viene a
constituir la fórmula de obra final. Los ensayos de calidad que
con ellos se efectúen serán técnicamente comparables a los de la
A-2.
135

En caso de no ser necesario ningún ajuste a lo formula de Obra
final vendrá a identificarse con las fórmulas de obra inicial.
De proponerse modificaciones a la fórmula de obra, aceptada por
la inspección, durante otras tres jornadas se verificará la
fórmula de obra final y de no lograrse con ello la mezcla
conveniente, la Inspección ordenará la paralización de los
trabajos del Item hasta el momento de la aprobación por parte
del laboratorio central de una nueva fórmula de obra, que el
contratista deberá presentar de inmediato.
La fórmula A-1 será sometida a la aprobación del laboratorio
central. La fórmula A-2 y A-3 tendrá aprobación transitoria de la
Inspección de obra que será rectificada con intervención del
laboratorio central.
Para modificar la fórmula de obra final en régimen normal de
planta el contratista deberá solicitarlo por nota en donde
fundamentará el pedido de la Inspección de obra, la que deberá
expedirse dentro de las 72 Hs.
En cada etapa de presentación de fórmula de obra por el
contratista este deberá acompañar las curvas completas de acuerdo
a las técnicas Marshall, que le permitieron obtener el porcentaje
óptimo de asfalto. Así mismo deberá acompañar muestras
representativas de los materiales a utilizar a efectos de su
verificación y aprobación, así como sus correspondientes
granulometrías efectuadas por vías húmedas, Peso Específico
136

determinado según el método Rice y porcentaje en que interviene
en la formula. Deberá finalmente completarse esta información
con resultados obtenidos según técnica Marshall sobre probetas
moldeadas con el porcentaje óptimo de asfalto adoptado.
6.5 Tolerancias
Una vez aprobada una fórmula de obra las características
resultantes de las mismas serán las que el Contratista está
obligado a cumplir con las tolerancias especificadas a
continuación:
Granulometría:
Tamiz 3/4”a 3/8¨ . . . . . . . . . . . . . . . . . .+.- 6,00 %
Tamiz Nº4. . . . . . . . . . . . . . . . . . . . . +- 5,00 %
Tamiz N º10. . . . . . . . . . . . . . . . .. . . . +- 4 ,00 %
Tamiz Nº 40 y 80. . . . . . . . . . . . . . . . . +- 3,00 %
Tamiz Nº 200 . . . . . . . . . . . . . . . . . . . . +- 1,00 %
Las tolerancias granulométricas se refieren a determinaciones
sobre muestras extraídas de silos calientes y mezcladas junto
con el Filler en los porcentajes que fije la Formula de Obra en
caso de no cumplirse esta exigencia la Inspección podrá disponer
la paralización de la Planta para dar lugar a los reajustes que
permiten entrar dentro de aquellos límites.
137

Contenido de Asfalto: +- 0,3 %.
Estabilidad Marshall
Se tomará para toda la longitud de camino construido con cada
formula de Obra Final un valor estadístico ¨E c ¨ con miras a
controlar la uniformidad de la mezcla en cuanto a calidad.
Ec = Em (1 + t.g.), siendo Em igual estabilidad media,
obtenido con la fórmula de obra final de la mezcla de planta.
g = 0,18 (coeficiente de variación)
t = 1,65.
En consecuencia se aceptará que un 5 % de los valores promedio de
cada serie sea menores de éste valor : Ecl = Em ( 1 + t . g. ) y
que otro 5 % sean superiores al valor estadístico : Ec2 = Em (1
+ t.g.) la longitud de camino considerada deberá ser tal que el
número de valores sea mayor de treinta (30).
A su vez exigirá que la estabilidad media (Em) de las probetas
moldeadas en cada jornada sea mayor o igual que el 85 % de la
estabilidad que corresponde a la fórmula de obra que se aplica.
138

CAPITULO VII. DESCRIPCIÓN DE TRABAJOS DE EXPLOTACIÓN DE BANCO DE
PRÉSTAMO EN MATERIALES PÉTREOS.
7.1 Definición de Explosivos
Un explosivo es una mezcla de compuestos químicos que al
reaccionar se descomponen rápidamente, liberando grandes
volúmenes de gases con elevadas presiones y temperaturas. Un
explosivo pasa por cuatro fases o etapas durante su reacción
química:
La primera etapa es simplemente el explosivo sin reaccionar, el
cual es un sólido, o, sólido-líquido a presiones y temperaturas
normales. La segunda etapa es conocida como detonación, en la
cual, las ondas de choque a elevadas presiones van desplazándose
adelante de la zona de reacción, causando a su vez un efecto de
ionización en los ingredientes del explosivo.
La tercera etapa toma lugar cuando los ingredientes se
descomponen y se transforman en gases. Los gases resultantes, a
elevadas presiones, ocupan el volumen original del material
explosivo. La cuarta etapa se denomina, proceso de expansión. En
este período, los gases a altas presiones que ocuparon el volumen
139

original del explosivo, empiezan a expandirse, ejerciendo fuerzas
contra el perímetro del barreno, las cuales causan el
agrietamiento de la roca. Durante la reacción del explosivo se
crean dos tipos de energía, la primera conocida como de choque y
la segunda de gas.
7.1.2 Energía para desarrollar trabajo
Cuando toma lugar la explosión del compuesto químico denominado
explosivo, se liberan diversos tipos de energía, una de ellas es
la energía útil, la que desarrolla trabajo, otra, es la que se
desperdicia y no se aprovecha en algo constructivo. En la figura
siguiente se muestra un diagrama de la energía que se genera
durante la reacción de un explosivo.
Cuando un explosivo se coloca en forma no confinada, como por
ejemplo en el plásteo de piedras con exceso de tamaño, o en
demoliciones de estructuras durante trabajos de ingeniería
civil, se requiere de un explosivo con elevada presión de
choque. En cambio, en barrenos en los cuales el explosivo queda
confinado se necesita un producto que genere grandes volúmenes de
gas.
Para ayudar a aclarar la diferencia entre estos dos tipos de
energía, se pueden comparar las distintas formas de reacción
entre un alto explosivo versus un bajo explosivo.
Bajos explosivos son aquellos que se deflagran o arden
rápidamente, teniendo velocidades de reacción de 600 a 1200
140

metros por segundo. Otra de sus características es que no
producen energía de choque, generando trabajo a partir de la
expansión de los gases. Un ejemplo de este tipo de productos es
la pólvora negra.
Un alto explosivo, al detonar produce tanto energía de choque
como de gas.
FIGURA 19. GRAFICA REPRESENTATIVA DE LAS CURVAS DE REACION DE UN BAJO Y UN ALTO EXPLOSIVO
En el lado izquierdo de la figura se muestra un diagrama de la
reacción de un cartucho conteniendo un bajo explosivo. Si se
detiene la reacción cuando el cartucho sólo ha sido consumido
parcialmente, y se estudia el perfil de la curva, se podrá
observar una presión ascendente constante hasta alcanzar un valor
máximo. Por lo anterior, se puede señalar que un bajo explosivo
sólo produce presión de gas durante su combustión.
141

En la parte derecha de la figura, se muestra en forma gráfica la
reacción de un alto explosivo. La onda de choque en el frente de
la reacción viaja a través del explosivo antes de que la energía
de gas esté presente. La energía de choque por lo general
produce una presión mayor que la de gas, pero sólo dura un breve
período de tiempo. Después que la energía de choque ha pasado, la
energía de gas es liberada. La energía de gas en un alto
explosivo será mayor que en un bajo explosivo. Por lo tanto, en
un alto explosivo hay dos presiones distintas y separadas.
La presión de choque es una presión transitoria que viaja de
acuerdo a la razón de detonación del explosivo. Esta presión se
considera que representa el 15% del total de energía útil en el
trabajo del explosivo.
La presión de gas totaliza un 85%. Esta última energía produce
una fuerza que es constantemente sostenida hasta que la roca
contenida en las paredes del barreno se fractura.
7.1.3 Energía de choque
Algunos expertos piensan que la energía de choque que se trasmite
a la roca proviene de la presión de detonación del explosivo. La
presión de detonación es función de la densidad del explosivo
multiplicada por la reacción del mismo (velocidad del explosivo
al cuadrado). Puede considerarse como una forma de energía
cinética. La presión de detonación es la presión ejercida por la
142

onda de detonación propagándose a través de la columna del
explosivo. La determinación de la presión de detonación es un
proceso muy complejo.
Existen en el mercado un buen número de diferentes criterios para
calcular dicha presión, aunque desafortunadamente cada uno lleva
a distintos resultados.
La presión de detonación es máxima en la dirección en que viaja
la onda de choque. En un cartucho, esta presión será máxima en el
lado opuesto al punto de iniciación. En la parte exterior del
cartucho la presión de detonación es casi cero, ya que la onda de
detonación no se extiende hacia los lados del cartucho.
Para conseguir un efecto que dé la máxima presión de detonación,
es necesario colocar el explosivo sobre el material a quebrar e
iniciarlo en el lado opuesto al que está en contacto con el
material, colocando el cartucho sobre un lado y encendiéndolo de
manera que la detonación sea paralela a la superficie del
material por quebrar. Esto reduce el efecto de la presión de
detonación.
El material, sin embargo, es sujeto al impacto causado por la
expansión radial de los gases después que la onda de detonación
ha pasado.
La presión de detonación puede usarse en forma efectiva en
plásteoo voladuras no confinadas. Esto frecuentemente se ve tanto
en minas a cielo abierto, como en subterráneas, en las que es
143

necesario quebrar aquellas piedras que rebasan el tamaño
manejable por los quebradores frontales, camiones o quebradora.
Un ejemplo de esto se puede observar en la figura siguiente:
4FIGURA 20. MUESTRA DE COLOCACION DE PLASTAS PARA ROMPER PIEDRA CON SOBRE TAMAÑO
Para maximizar el uso de la presión de detonación, se requiere
que exista el mayor contacto entre el explosivo y el material a
quebrar. Es conveniente iniciar el explosivo en el lado opuesto
al que hace contacto con la roca. En estos casos resulta
conveniente un explosivo denso y con alta velocidad de
detonación.
7.1.4 Energía del gas
Se considera que la energía del gas liberada dentro de un medio
confinado en el proceso de detonación, causa la mayoría del
fracturamiento de la roca. La presión de gas, conocida también
como presión de la explosión, es la presión ejercida sobre las
paredes del barreno por los gases en expansión, después que la
144

reacción química se ha completado. La cantidad de energía de
explosión está relacionada con el volumen de gases liberados por
peso unitario de explosivo, y la cantidad de calor generado
durante la reacción.
Entre más alta sea la temperatura de reacción a volumen
constante, más alta será la presión de gas. Similarmente, si se
libera una mayor cantidad de gas a igual temperatura, la presión
se incrementará. Para una aproximación rápida, se puede asumir
que la presión de explosión es igual a la mitad de la presión de
detonación.
7.1.5 Energía no aprovechada
Los explosivos al reaccionar liberan energía, y producen en la
roca fracturamiento, así como deformaciones plásticas y
elásticas.
La energía de la voladura que genera la deformación elástica,
produce ondas de esfuerzo que se mueven a través de la masa
rocosa y pueden causar todavía más fracturamiento bajo su
reflexión a partir de discontinuidades estructurales. La
deformación elástica también da lugar a las ondas sísmicas, las
que en caso de arribar con altos niveles, pueden causar daños a
estructuras civiles o mineras.
145

.Las energías de choque y gas mencionadas anteriormente, por lo
común agrietan o fracturan la roca, sobre todo cuando son bien
aplicadas. La reacción del explosivo también produce energía que
no genera ningún tipo de fracturamiento en la roca y no efectúa
trabajo útil durante el proceso de la voladura. Esta clase de
energía se conoce comúnmente como energía no aprovechable, la
cual está formada por elementos como: luz, calor, sonido y
vibraciones.
Las vibraciones y el ruido son parte de la energía no aprovechada
que generalmente se asocian con problemas por voladuras en
canteras o minas próximas a poblaciones.
7.1.6 Velocidad de la detonación
La velocidad de detonación es la velocidad a la cual el frente de
la onda de detonación se transmite a través de la columna de
explosivo. Sus rangos varían de 2500 a 7000 m/s en productos
disponibles en el mercado nacional o internacional.
Para muchos usuarios este es uno de los parámetros más
importantes para definir el desempeño de un explosivo. Sin
embargo, está demostrado que una velocidad de detonación
superior a la velocidad sónica de la roca no produce mayores
efectos en la fragmentación.
La velocidad de detonación puede incrementarse con lo siguiente:
146

Usando barrenos con diámetros mayores •Incrementando la
densidad del explosivo
Reduciendo el tamaño de las partículas de los componentes
del explosivo
Proporcionando una buena relación de acoplamiento
Usando un iniciador grande.
7.1.7 Presión de detonación
Es la presión en la zona de reacción, detrás del frente de
detonación, o tras el plano conocido como de Chapman-Jouguet.
Esta energía es función de la velocidad de detonación y de la
densidad del explosivo. Se mide en Kbareso lb/in2.
Se calcula en base a la siguiente formula:
Pd = 2.325 x 10 –7x (VOD)2x ρ ρρ ρ
Donde:
Pd= Presión de Detonación, Kilobaresólb/in2
VOD = Velocidad de Detonación, ft/seg
ρ ρρ ρ= Densidad del Explosivo, gr/c.c.
147

Ejemplo:
Velocidad Detonación Explosivo = 3,200 m/seg= 10,496 ft/seg
Densidad = 1.20 gr/c.c.
Pd = 2.325 x 10-7x (10,496 ft/seg)2x 1.20 gr/c.c. = 30.7 Kbar
Kilobares= 30.7 x 14,504 = 44,5273 lb/in2= 31,357 kg/cm2.
En la siguiente tabla se muestra la densidad, velocidad y presión
de detonación de algunos explosivos.
EXPLOSIVO DENSIDAD(g/c c.)
VELOCIDAD DEDETONACION (m/s)
PRESION DEDETONACION(kg/cm2)
Hidrogel 083 3000 9570Anfo 0.77 3300 9955
Emulsión 1,10 4500 31977Emulsión
Plus1,13 4700 31977
7.1.8 Energías y densidad de explosivos
7.1.8.1 Energías
La energía de un explosivo puede determinarse en términos de su
peso o volumen. También puede expresarse como un número absoluto
148

o relativo. Estos conceptos llevan a cuatro medidas de la energía
generada: •Energía absoluta en peso o AWS (Absolute Weight
Strength). Es la medida de la cantidad absoluta de energía (en
calorías) disponible en cada gramo de explosivo.
EXPLOSIVO Cal/gAnfo 912
Emulsión 958Hidrogel 718Slurry 895
Energía absoluta en volumen o ABS (Absolute Bulk Strength). Es la
medida de la cantidad absoluta de energía (en calorías)
disponible en cada centímetro cúbico de explosivo. Se obtiene
multiplicando el AWS por la densidad del explosivo.
EXPLOSIVO Cal/g X g/c.c. Cal/c.c.Anfo 912 x 0.082 748
Emulsión 958 x 1.19 1140Hidrogel 718 x 1.10 790Slurry 895 x 1.18 1059
Energía relativa en peso o RWS (Relative Weight Strength).
Es la medida de la energía disponible en peso de explosivo
comparada con un peso igual de Anfo. Se calcula dividiendo el AWS
del explosivo entre el AWS del Anfo, y se da en porciento.
Ejemplo: Anfo= 100 Emulsión = 958/912 x 100 = 105 Hidrogel=
718/912 x 100 = 79 Slurry= 895/912 x 100 = 98
149

Energía relativa en volumen o RBS (Relative Bulk Strength). Es la
medida de la energía disponible en volumen de explosivo comparado
con un volumen igual de Anfo a una densidad de 0.82 g/c.c. Se
calcula dividiendo el ABS del explosivo por el ABS del Anfo y
multiplicando el resultado por 100.
Ejemplo:
Anfo= 100 Emulsión = 1140/748 x 100 = 152
Hidrogel= 790/748 x 100 = 106
Slurry= 1059/748 x 100 = 142
7.1.8.2 Densidad
La densidad de un explosivo viene expresada por lo común en
gramos por centímetro cúbico. La densidad del explosivo
determina el peso de éste, que debe ser cargado en un barreno con
diámetro específico. En términos generales: entre mayor es la
densidad de un explosivo, mayor será la energía que genere.
Una expresión muy común es la densidad de cargado o peso de
explosivo por unidad de longitud del barreno o barrenos.
La Densidad de Carga se emplea para determinar los Kilogramos
Totales de Explosivo por barreno o por voladura.
La Densidad de Cargado se expresa como sigue:
150

Wc=(ρexDexπ)/400
Donde:
We= Densidad de Cargado en kg/m
ρe= Densidad del Explosivo en g/cm3
De= Diámetro del Explosivo en m
7.1.9 Resistencia al agua y clasificación de gases
La resistencia al agua es la capacidad de exposición de un
explosivo al agua sin que pierda eficiencia. Los hidrogeles
tienen una muy buena resistencia al agua, las dinamitas varían su
resistencia, el Anfo tiene muy poca y no debe de usarse cuando se
tienen barrenos con agua. La producción de humos cafés o
anaranjados en una voladura indican una detonación deficiente
causada por el agua. En estos casos se debe usar un explosivo más
resistente al agua, o una protección externa como una manga
continua de polietileno, en el caso en que se puedan desaguar los
barrenos.
Considerados en forma colectiva, estos productos se distinguen
como gases tóxicos liberados durante la voladura. Los gases
tóxicos fundamentalmente son monóxido de carbono, óxido de
151

nitrógeno e hidrógeno sulfurado. La mayoría de los productos
comerciales están balanceados en oxígeno, para minimizar la
producción de gases y optimizar la de energía. Los gases son de
suma importancia en trabajos subterráneos. También hay que
considerar que ciertas condiciones de trabajo pueden producir
gases tóxicos aún con explosivos bien balanceados, como
ejemplo tenemos: una mala iniciación, alteración por agua,
En México usamos la misma clasificación que la adoptada en
Estados Unidos por el Instituto de Fabricantes de Explosivos.
Explosivos permisibles. Los gases venenosos producidos no deben
exceder 2.5 pies cúbicos por libra de explosivo (71 litros por
454 g).
CLASE DE GASES PIES CUBICOS DE GASES VENENOSOS POR CADA200 g DE EXPLOSIVOS
1 Menos de 0.162 0.16 a 0.333 0.33 a 0.67
7.2 Diseño de bancos de explotación
152

Es el conjunto de labores que se llevan a cabo con la finalidad
de explotar un material útil.
7.2.1 Criterios para la apertura de un banco y fases de
explotación a cielo abierto
Criterios
Identificación del recurso económico (Materia Prima)
Características del yacimiento (Cumple las especificaciones
mínimas para su aprovechamiento)
Evaluación de volúmenes (Cuantificar y certificar que el
banco de materiales proporcionará las cantidades necesarias
de materia prima, que asegure la viabilidad del proyecto en
un tiempo determinado)
Fases
Despalme
Es la actividad que permite retirar toda la materia que se
encuentra por arriba del material útil, este pudiendo ser capaz
de roca alteradas por el ambiente imperante en el lugar, materia
vegetal residual e incluso vegetación y construcciones
existentes.
La finalidad de este despalme es en primera instancia, adecuar el
terreno dejando la roca firme para la perforación y voladura de
la misma.
153

Por otro lado nos permite eliminar en un gran porcentaje la
contaminación existente, que pudiera perjudicar nuestro producto
final. Y poder garantizar un producto terminado de calidad.
Explotación de banco
Factores que inciden en la selección de método de explotación.
Factor Geológico
Factores Técnicos del Equipo
Factores Regionales y Locales
Factores ambientales
Los factores geológicos que no debemos ignorar.
Tamaño del yacimiento •Forma del yacimiento •Inclinación del
depósito
Límites de explotación •Estabilidad de la roca.
Equipo de perforación
Cargado de Voladura
Acarreo y trasporte de Material
Trituración.
Elección de equipo de perforación
Esta elección se realizara con base en a los volúmenes
deseados de explotación
A la altura de los bancos deseados
154

Cuando más altos sean los bancos de explotación, los
equipos de perforación, deberán ser más eficiente y de mayor
potencia que permita un mejor control en el paralelismo y
simetría de la perforación.
Altura de banco
La altura de los bancos estará determinada por las
características del yacimiento.
Equipos de perforación con los que se cuenta
Equipo de rezagado a utilizar
El ángulo de inclinación del banco: estará en función del
tipo de roca a explotar y la altura del banco previamente
definida
Las alturas mayormente utilizadas varían de los 6,9 y 12
mts.
Se recomienda no exceder alturas establecidas por normativas
locales y por seguridad.
Pistas y rampas
Los bancos de explotación de rocas, serán tan variables en diseño
como las necesidades que pudieran presentar cada una de las
operaciones. Por lo cual en el anteproyecto, se deberán
especificar las necesidades puntuales de cada uno, para la
obtención de los mejores resultados.
155
Lo anterior nos ayudara a evitar de esta manera los gastos
innecesarios de equipos no adecuados para nuestras necesidades.
Ventajas de la explotación a cielo abierto
Mayor concentración de operaciones y gestión más sencilla
del recurso humano y de materiales
Mayor producción por explotación
Menor inversión por tonelada producida
Menor costo de operación por tonelada producida
Menor limitación en el tamaño y peso de los equipo
CAPITULO VIII. DESCRIPCIÓN DEL PERSONAL DE LA PLANTA DE ASFALTO
“CABA” EN IRAPUATO GUANAJUATO.
Definición.
Se denomina recursos humanos a las personas con las que una
organización (con o sin fines de lucro, y de cualquier tipo de
asociación) cuenta para desarrollar y ejecutar de manera correcta
las acciones, actividades, labores y tareas que deben realizarse
y que han sido solicitadas a dichas personas.
156
En este caso se mencionara la distribución tanto del personal
administrativo como el del personal obrero de la planta de
asfaltos “CABA” en la ciudad de Irapuato Guanajuato.
El personal obrero que se tiene es de un nivel socioeconómico
bajo y con bajo nivel de educación recibiendo un salario bajo y
laborando más de las 8 horas. La mayoría del personal que se
encuentra cubriendo los puestos de la planta de asfalto es
originario de las rancherías cercanas, por lo cual al inicio no
tienen la capacitación adecuada para operar la planta, más sin
embargo van adquiriendo los conocimientos necesarios los van
tomando con el paso del tiempo (no se cuenta con programas de
capacitación a personal).
El personal obrero se divide en los siguientes puestos:
Operador principal. (se encarga de operar la planta en el
cuarto de control)
Auxiliar de operador. (auxilia al operador tanto en la
operación de la planta como en las cuestiones técnicas del
cuarto de control)
Supervisor de banda de agregados. (su función es revisar que
no pasen agregados con tamaño más grande que el permitido.)
157

Ayudante general (auxilia en las labores generales de la
planta)
Paleros. (su función es recoger con la pala toda la mezcla
asfáltica que cae en el piso y colocarla en el camión para
reducir desperdicios, siempre y cuando no este contaminado o
su temperatura no sea la correcta).
En el caso del personal administrativo se les pide una carrera en
administración o afín, en el caso de tener carrera trunca se les
pide un conocimiento básico en el paquete Office (Word, Power
Point, Excel). En esta empresa se les da la oportunidad a
adolecentes para que presten su servicio social auxiliando al
personal de archivo y generando los vales de material.
En el personal administrativo se encuentra distribuido en:
Jefe (Propietario de la planta).
Gerente general.
Encargado de planta de asfalto.
Secretaria principal.
Secretaria secundaria.
Archivo y vales de material.
Compras.
158
Conclusiones y recomendaciones.
En conclusión la conformación de una mezcla para carpeta
asfáltica conlleva muchos procedimientos desde los cuales abarca
la selección del banco de materiales adecuados para la mezcla,
pasando por los trabajos de explotación requeridos para la
extracción del material, la trituración del mismo para darle el
tamaño adecuado, una vez teniendo el tamaño adecuado del agregado
dosificarlo según las especificaciones, el proceso de secado,
calentamiento del material y adición del asfalto mediante el bote
mezclador de la planta para obtener el producto final. Es un
proceso muy interesante y enriquecedor por que abarca muchas
actividades diferentes dentro de la ingeniería civil y afines a
la misma. Es interesante ver como es la operación de una planta
de asfaltos y saber que cada uno de los puestos es importante,
desde los paleros hasta el operador de la planta.
Dentro de mis recomendaciones está que se debe de contar con
capacitaciones constantes al personal obrero ya que como se
mencionó anteriormente tiene bajo grado de estudios y no cuenta
159

con la capacitación suficiente para la operación de la planta de
asfaltos.
Inculcar una cultura de seguridad en el personal obrero para que
puedan acatar las indicaciones y usar el equipo de seguridad
adecuado.
ANEXO FOTOGRAFICO
160

FOTOGRAFIA 1. MEZCLADOR Y BANDA DE SALIDA CARPETA ASFALTICA
161
FOTOGRAFIA 2. QUEMADOR FUNCIONANDO

FOTOGRAFIA 3. BOTE MEZCLADOR
162
FOTOGRAFIA 4. VALVULA DE 3 VIAS PARA TUBERIA DE ASFALTO

FOTOGRAFIA 5. TAMIZES PARA ESTUDIO GRANULOMETRICO
FOTOGRAFIA 6. VISTA DE CUARTO DE CONTROL Y PLANTA DE ASFALTO
163