
Engineering and sulfate resistance properties of slag-CFBC fly ash paste and mortar
9
Engineering and sulfate resistance properties of slag-CFBC fly ash paste and mortar Nguyen Tien Dung, Ta-Peng Chang ⇑ , Chun-Tao Chen Department of Construction Engineering, National Taiwan University of Science and Technology (Taiwan Tech), Taipei 106, Taiwan highlights Slag (S) was mixed with CFBC fly ash (CA) to produce non-cement SCA binder. The hydration products of SCA are ettringite, C–S–H and C–A–S–H. SCA paste and mortar have high strength and low drying shinkage. SCA mortar has good resistance to sulfate attack. article info Article history: Received 6 November 2013 Received in revised form 27 February 2014 Accepted 1 April 2014 Keywords: Sulfate resistance Slag Circulating fluidized bed combustion (CFBC) fly ash Hydration product Compressive strength Drying shrinkage abstract This study explores a SCA cement produced by mixing slag (S) and circulating fluidized bed combustion (CFBC) fly ash (CA). The hydration products of SCA cement detected by X-ray Diffraction and Thermogravimetric Analysis were ettringite, calcium silicate hydrate and calcium aluminium silicate hydrate, all of which produced dense microstructure. The compressive strengths of SCA paste and mortar specimens reached 75 MPa at 28 days. The expansion of SCA paste and mortar compensated for drying shrinkage, thereby leading to low ultimate shrinkage. The SCA mortars had good resistance to sulfate attack with the strength loss about 15% or less. Ó 2014 Elsevier Ltd. All rights reserved. 1. Introduction The implementation of circulating fluidized bed combustion (CFBC) is one of the promising coal combustion technologies for thermal power plants, mainly because of its economical and environmental advantages compared with conventional methods [1–4], such as wide fuel flexibility, low combustion temperatures, low SO 2 and NO x emissions, and high combustion efficiency. Accordingly, the global amounts of CFBC fly ash (CA), a by-product of CFBC boiler, steadily increase. However, CA is produced at a much lower temperature (800–900 °C) than that for the traditional pulverized coal combustion ash (PCA) (1200–1400 °C) [5], so that it has different physical, chemical and mineralogical properties from those of PCA [6]. The CA particles are mostly non-spherical with a broad particle size distribution [5] and have higher loss on ignition, which may lead to high water demand [7]. High content of CaSO 4 in CA can also result in excessive expansion in cement-based materials due to abundant ettringite formation [8]. Moreover, CA displays slow reactivity [3] and does not meet ASTM C 618 or EN 450 requirements to qualify as a concrete additive [9]. Thus, the utilization of CA is restricted in many applications where PCA can be used [3]. As a result, it is mostly disposed for landfills [10]. However, such landfills of CA have become great environmen- tal concerns, mainly because of serious contamination of ground- water and surface waters, high exothermic reactions with water, high pH leachates, excessive expansion of solidified materials [3,5,11]. Costly expenses on proper treatment and disposal are normally required. CA has been shown to be set and harden with aqueous solution due to its high content of free CaO and CaSO 4 [3,5,12,13]. The self- cementing mechanism of CA in aqueous solution is resulted from two chemical reactions: (1) formation of ettringite (Aft) by the reaction between active Al 2 O 3 , gypsum and portlandite (Ca(OH) 2 ), and (2) formation of calcium silicate hydrate (C–S–H) by the http://dx.doi.org/10.1016/j.conbuildmat.2014.04.009 0950-0618/Ó 2014 Elsevier Ltd. All rights reserved. ⇑ Corresponding author. Tel.: +886 928228509. E-mail address: [email protected] (T.-P. Chang). Construction and Building Materials 63 (2014) 40–48 Contents lists available at ScienceDirect Construction and Building Materials journal homepage: www.elsevier.com/locate/conbuildmat
Transcript of Engineering and sulfate resistance properties of slag-CFBC fly ash paste and mortar

Construction and Building Materials 63 (2014) 40–48
Contents lists available at ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Engineering and sulfate resistance properties of slag-CFBC fly ash pasteand mortar
http://dx.doi.org/10.1016/j.conbuildmat.2014.04.0090950-0618/� 2014 Elsevier Ltd. All rights reserved.
⇑ Corresponding author. Tel.: +886 928228509.E-mail address: [email protected] (T.-P. Chang).
Nguyen Tien Dung, Ta-Peng Chang ⇑, Chun-Tao ChenDepartment of Construction Engineering, National Taiwan University of Science and Technology (Taiwan Tech), Taipei 106, Taiwan
h i g h l i g h t s
� Slag (S) was mixed with CFBC fly ash (CA) to produce non-cement SCA binder.� The hydration products of SCA are ettringite, C–S–H and C–A–S–H.� SCA paste and mortar have high strength and low drying shinkage.� SCA mortar has good resistance to sulfate attack.
a r t i c l e i n f o
Article history:Received 6 November 2013Received in revised form 27 February 2014Accepted 1 April 2014
Keywords:Sulfate resistanceSlagCirculating fluidized bed combustion (CFBC)fly ashHydration productCompressive strengthDrying shrinkage
a b s t r a c t
This study explores a SCA cement produced by mixing slag (S) and circulating fluidized bed combustion(CFBC) fly ash (CA). The hydration products of SCA cement detected by X-ray Diffraction andThermogravimetric Analysis were ettringite, calcium silicate hydrate and calcium aluminium silicatehydrate, all of which produced dense microstructure. The compressive strengths of SCA paste and mortarspecimens reached 75 MPa at 28 days. The expansion of SCA paste and mortar compensated for dryingshrinkage, thereby leading to low ultimate shrinkage. The SCA mortars had good resistance to sulfateattack with the strength loss about 15% or less.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
The implementation of circulating fluidized bed combustion(CFBC) is one of the promising coal combustion technologies forthermal power plants, mainly because of its economical andenvironmental advantages compared with conventional methods[1–4], such as wide fuel flexibility, low combustion temperatures,low SO2 and NOx emissions, and high combustion efficiency.Accordingly, the global amounts of CFBC fly ash (CA), a by-productof CFBC boiler, steadily increase. However, CA is produced at amuch lower temperature (800–900 �C) than that for the traditionalpulverized coal combustion ash (PCA) (1200–1400 �C) [5], so that ithas different physical, chemical and mineralogical properties fromthose of PCA [6]. The CA particles are mostly non-spherical with abroad particle size distribution [5] and have higher loss on ignition,
which may lead to high water demand [7]. High content of CaSO4
in CA can also result in excessive expansion in cement-basedmaterials due to abundant ettringite formation [8]. Moreover, CAdisplays slow reactivity [3] and does not meet ASTM C 618 or EN450 requirements to qualify as a concrete additive [9]. Thus, theutilization of CA is restricted in many applications where PCAcan be used [3]. As a result, it is mostly disposed for landfills[10]. However, such landfills of CA have become great environmen-tal concerns, mainly because of serious contamination of ground-water and surface waters, high exothermic reactions with water,high pH leachates, excessive expansion of solidified materials[3,5,11]. Costly expenses on proper treatment and disposal arenormally required.
CA has been shown to be set and harden with aqueous solutiondue to its high content of free CaO and CaSO4 [3,5,12,13]. The self-cementing mechanism of CA in aqueous solution is resulted fromtwo chemical reactions: (1) formation of ettringite (Aft) by thereaction between active Al2O3, gypsum and portlandite (Ca(OH)2),and (2) formation of calcium silicate hydrate (C–S–H) by the
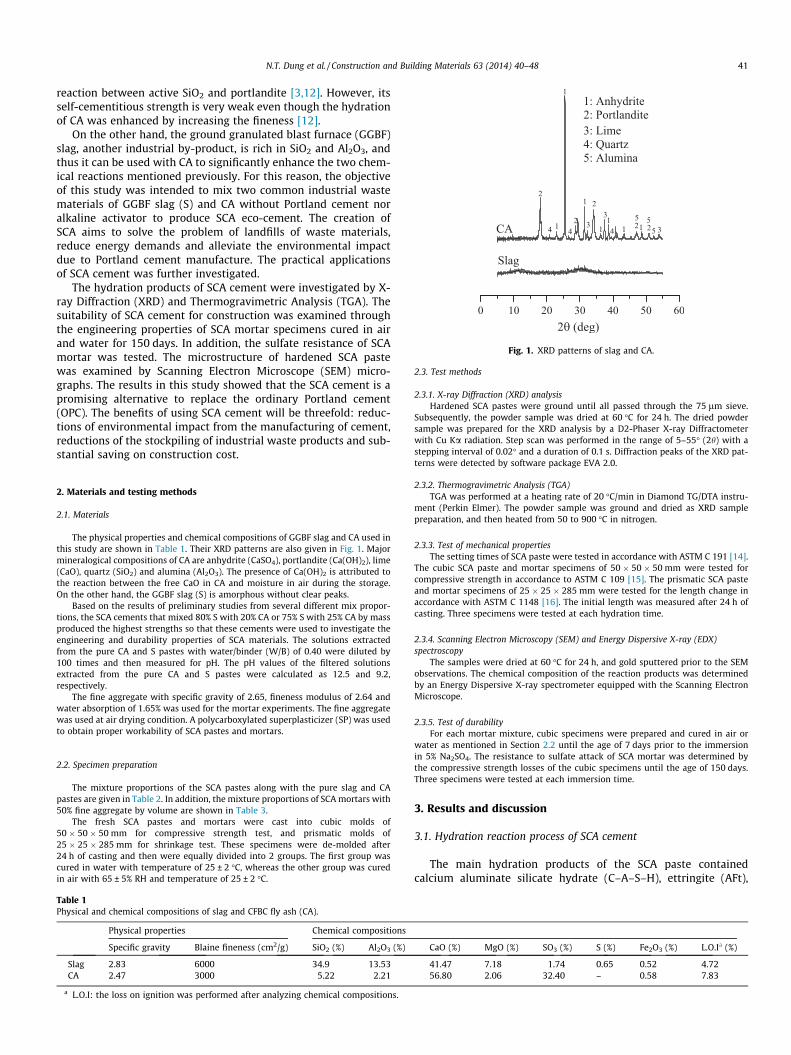
Fig. 1. XRD patterns of slag and CA.
N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48 41
reaction between active SiO2 and portlandite [3,12]. However, itsself-cementitious strength is very weak even though the hydrationof CA was enhanced by increasing the fineness [12].
On the other hand, the ground granulated blast furnace (GGBF)slag, another industrial by-product, is rich in SiO2 and Al2O3, andthus it can be used with CA to significantly enhance the two chem-ical reactions mentioned previously. For this reason, the objectiveof this study was intended to mix two common industrial wastematerials of GGBF slag (S) and CA without Portland cement noralkaline activator to produce SCA eco-cement. The creation ofSCA aims to solve the problem of landfills of waste materials,reduce energy demands and alleviate the environmental impactdue to Portland cement manufacture. The practical applicationsof SCA cement was further investigated.
The hydration products of SCA cement were investigated by X-ray Diffraction (XRD) and Thermogravimetric Analysis (TGA). Thesuitability of SCA cement for construction was examined throughthe engineering properties of SCA mortar specimens cured in airand water for 150 days. In addition, the sulfate resistance of SCAmortar was tested. The microstructure of hardened SCA pastewas examined by Scanning Electron Microscope (SEM) micro-graphs. The results in this study showed that the SCA cement is apromising alternative to replace the ordinary Portland cement(OPC). The benefits of using SCA cement will be threefold: reduc-tions of environmental impact from the manufacturing of cement,reductions of the stockpiling of industrial waste products and sub-stantial saving on construction cost.
2. Materials and testing methods
2.1. Materials
The physical properties and chemical compositions of GGBF slag and CA used inthis study are shown in Table 1. Their XRD patterns are also given in Fig. 1. Majormineralogical compositions of CA are anhydrite (CaSO4), portlandite (Ca(OH)2), lime(CaO), quartz (SiO2) and alumina (Al2O3). The presence of Ca(OH)2 is attributed tothe reaction between the free CaO in CA and moisture in air during the storage.On the other hand, the GGBF slag (S) is amorphous without clear peaks.
Based on the results of preliminary studies from several different mix propor-tions, the SCA cements that mixed 80% S with 20% CA or 75% S with 25% CA by massproduced the highest strengths so that these cements were used to investigate theengineering and durability properties of SCA materials. The solutions extractedfrom the pure CA and S pastes with water/binder (W/B) of 0.40 were diluted by100 times and then measured for pH. The pH values of the filtered solutionsextracted from the pure CA and S pastes were calculated as 12.5 and 9.2,respectively.
The fine aggregate with specific gravity of 2.65, fineness modulus of 2.64 andwater absorption of 1.65% was used for the mortar experiments. The fine aggregatewas used at air drying condition. A polycarboxylated superplasticizer (SP) was usedto obtain proper workability of SCA pastes and mortars.
2.2. Specimen preparation
The mixture proportions of the SCA pastes along with the pure slag and CApastes are given in Table 2. In addition, the mixture proportions of SCA mortars with50% fine aggregate by volume are shown in Table 3.
The fresh SCA pastes and mortars were cast into cubic molds of50 � 50 � 50 mm for compressive strength test, and prismatic molds of25 � 25 � 285 mm for shrinkage test. These specimens were de-molded after24 h of casting and then were equally divided into 2 groups. The first group wascured in water with temperature of 25 ± 2 �C, whereas the other group was curedin air with 65 ± 5% RH and temperature of 25 ± 2 �C.
Table 1Physical and chemical compositions of slag and CFBC fly ash (CA).
Physical properties Chemical compositions
Specific gravity Blaine fineness (cm2/g) SiO2 (%) Al2O3 (%)
Slag 2.83 6000 34.9 13.53CA 2.47 3000 5.22 2.21
a L.O.I: the loss on ignition was performed after analyzing chemical compositions.
2.3. Test methods
2.3.1. X-ray Diffraction (XRD) analysisHardened SCA pastes were ground until all passed through the 75 lm sieve.
Subsequently, the powder sample was dried at 60 �C for 24 h. The dried powdersample was prepared for the XRD analysis by a D2-Phaser X-ray Diffractometerwith Cu Ka radiation. Step scan was performed in the range of 5–55� (2h) with astepping interval of 0.02� and a duration of 0.1 s. Diffraction peaks of the XRD pat-terns were detected by software package EVA 2.0.
2.3.2. Thermogravimetric Analysis (TGA)TGA was performed at a heating rate of 20 �C/min in Diamond TG/DTA instru-
ment (Perkin Elmer). The powder sample was ground and dried as XRD samplepreparation, and then heated from 50 to 900 �C in nitrogen.
2.3.3. Test of mechanical propertiesThe setting times of SCA paste were tested in accordance with ASTM C 191 [14].
The cubic SCA paste and mortar specimens of 50 � 50 � 50 mm were tested forcompressive strength in accordance to ASTM C 109 [15]. The prismatic SCA pasteand mortar specimens of 25 � 25 � 285 mm were tested for the length change inaccordance with ASTM C 1148 [16]. The initial length was measured after 24 h ofcasting. Three specimens were tested at each hydration time.
2.3.4. Scanning Electron Microscopy (SEM) and Energy Dispersive X-ray (EDX)spectroscopy
The samples were dried at 60 �C for 24 h, and gold sputtered prior to the SEMobservations. The chemical composition of the reaction products was determinedby an Energy Dispersive X-ray spectrometer equipped with the Scanning ElectronMicroscope.
2.3.5. Test of durabilityFor each mortar mixture, cubic specimens were prepared and cured in air or
water as mentioned in Section 2.2 until the age of 7 days prior to the immersionin 5% Na2SO4. The resistance to sulfate attack of SCA mortar was determined bythe compressive strength losses of the cubic specimens until the age of 150 days.Three specimens were tested at each immersion time.
3. Results and discussion
3.1. Hydration reaction process of SCA cement
The main hydration products of the SCA paste containedcalcium aluminate silicate hydrate (C–A–S–H), ettringite (AFt),
CaO (%) MgO (%) SO3 (%) S (%) Fe2O3 (%) L.O.Ia (%)
41.47 7.18 1.74 0.65 0.52 4.7256.80 2.06 32.40 – 0.58 7.83

Table 2Mixture proportions and setting times of paste specimens.
Mixture of paste Binders W/B Slag (kg/m3) CA (kg/m3) Water (kg/m3) SP (kg/m3) Setting time (h)
Initial Final
P-CA0W/B0.40 0% CA + 100% Slag 0.40 1313 0.00 524 1.05 34.3 54.3P-CA20W/B0.35 20% CA + 80% Slag 0.35 1109 277 482 2.50 6.3 11.6P-CA20W/B0.40 20% CA + 80% Slag 0.40 1036 259 517 1.04 6.0 13.8P-CA25W/B0.40 25% CA + 75% Slag 0.40 969 323 516 1.03 5.9 13.6P-CA100W/B0.40 100% CA + 0% Slag 0.40 0.00 1230 490 1.72 – –
Table 3Mix proportions of SCA mortar specimens.
Mixture of mortar Binders W/B Slag (kg/m3) CA (kg/m3) Fine aggregate (kg/m3) Water (kg/m3) SP (kg/m3)
M-CA20W/B0.35 20% CA + 80% Slag 0.35 527 132 1325 230 0.20M-CA20W/B0.40 20% CA + 80% Slag 0.40 492 123 1325 246 0.18M-CA25W/B0.40 25% CA + 75% Slag 0.40 460 153 1325 245 0.18
42 N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48
very little unhydrated anhydrite, portlandite, lime, as shown inXRD results (Fig. 2). In addition, the TG/DTG results in Fig. 3 indi-cate that the hydration products of the SCA paste include AFt,amorphous calcium silicate hydrate (C–S–H), little portlanditeand calcite (CaCO3). It should be noted that the presence of calcitein samples is attributed to the carbonation of samples during thepreparation process. The endothermic peak between 90 �C and110 �C is associated with the dehydration of the AFt [3,6,17], whilea remarkable continuous loss of weight between 200 and 600 �C isattributed to the dehydration of amorphous C–S–H [13]. In addi-tion, there is a little weight loss around 430 �C, which is attributedto dehydration of portlandite [18]. The hydration process of theSCA paste is proposed as follows:
When CA is in contact with water, a dissolved CaSO4 releasesCa2+ and SO4
2� ions [19]. The lime in CA reacts with water andforms Ca(OH)2, as shown in Eq. (1):
CaOþH2O! CaðOHÞ2 ð1Þ
The formation of Ca(OH)2 rises the pH of the CA paste to 12.5 (asmentioned in Section 2.1). Such high pH value plays an importantrole in dissolving the slag containing massive glassy phase [20–22].
(a)
Fig. 2. XRD patterns of the SCA paste with 20% CA and W/B of 0.
The dissolution mechanism of slag at high pH environment wasdiscussed by Li et al. [23]. In addition to the increased pH, thehydration of CaO rises the heat of the CA–water system and accel-erates the dissolution of the active alumina and the active silica inslag. As a result, Ca2+ and SO4
2� ions can react with the active silicaand alumina and produce AFt and C–S–H, as shown in Eq. (2) [24]and Eq. (3) [3,12].
6Ca2þ þ 2AlðOHÞ�4 þ 3SO2�
4 þ 4OH� þ 26H2O
! 3CaO � Al2O3 � 3CaSO4 � 32H2O ðAFtÞ ð2Þ
xCaðOHÞ2 þ SiO2 þ ðy� xÞH2O! CxSHyðC—S—HÞ ð3Þ
The AFt is very important for the early stiffening and thecompressive strength development [25] because it acts as skele-tons. Moreover, the C–S–H is very important for the later strengthdevelopment of CA pastes [12,26].
The formation of AFt consumes Ca2+, SO42�, leading to more dis-
solution of CaSO4 and thus resulting in more AFt and C–S–H as thereactions (2) and (3). Furthermore, the compositions of C–S–H can
(b)
40 (P-CA20W/B0.40): (a) cured in air and (b) cured in water.
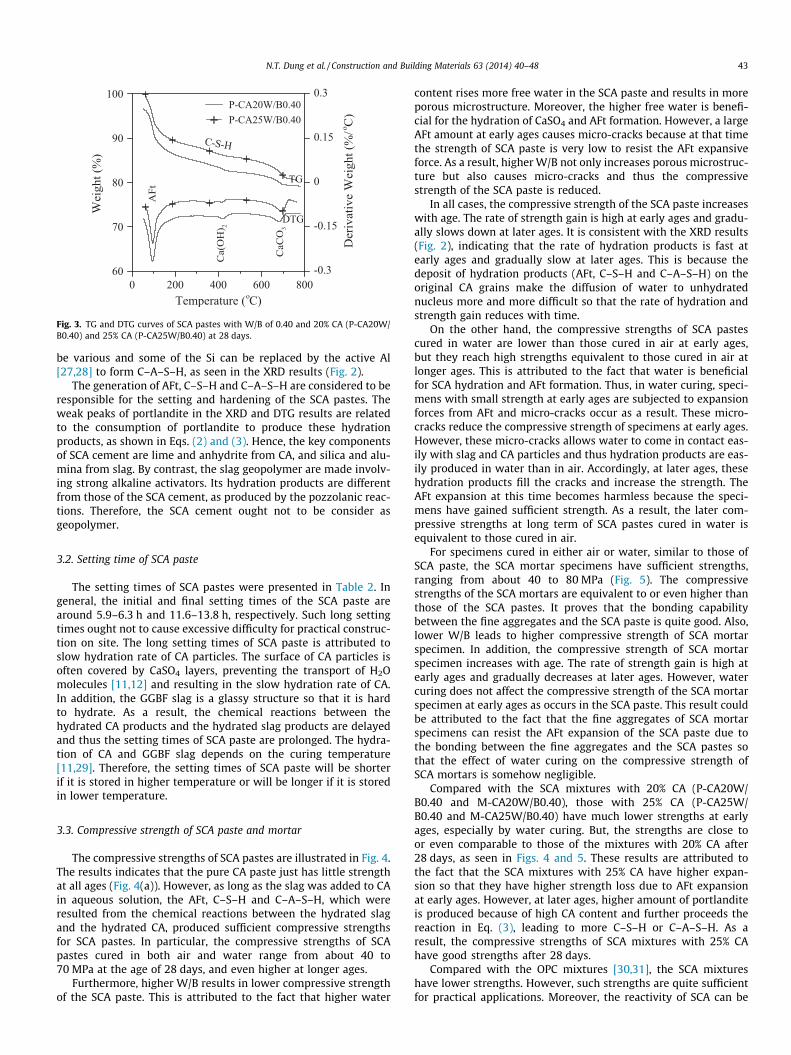
Fig. 3. TG and DTG curves of SCA pastes with W/B of 0.40 and 20% CA (P-CA20W/B0.40) and 25% CA (P-CA25W/B0.40) at 28 days.
N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48 43
be various and some of the Si can be replaced by the active Al[27,28] to form C–A–S–H, as seen in the XRD results (Fig. 2).
The generation of AFt, C–S–H and C–A–S–H are considered to beresponsible for the setting and hardening of the SCA pastes. Theweak peaks of portlandite in the XRD and DTG results are relatedto the consumption of portlandite to produce these hydrationproducts, as shown in Eqs. (2) and (3). Hence, the key componentsof SCA cement are lime and anhydrite from CA, and silica and alu-mina from slag. By contrast, the slag geopolymer are made involv-ing strong alkaline activators. Its hydration products are differentfrom those of the SCA cement, as produced by the pozzolanic reac-tions. Therefore, the SCA cement ought not to be consider asgeopolymer.
3.2. Setting time of SCA paste
The setting times of SCA pastes were presented in Table 2. Ingeneral, the initial and final setting times of the SCA paste arearound 5.9–6.3 h and 11.6–13.8 h, respectively. Such long settingtimes ought not to cause excessive difficulty for practical construc-tion on site. The long setting times of SCA paste is attributed toslow hydration rate of CA particles. The surface of CA particles isoften covered by CaSO4 layers, preventing the transport of H2Omolecules [11,12] and resulting in the slow hydration rate of CA.In addition, the GGBF slag is a glassy structure so that it is hardto hydrate. As a result, the chemical reactions between thehydrated CA products and the hydrated slag products are delayedand thus the setting times of SCA paste are prolonged. The hydra-tion of CA and GGBF slag depends on the curing temperature[11,29]. Therefore, the setting times of SCA paste will be shorterif it is stored in higher temperature or will be longer if it is storedin lower temperature.
3.3. Compressive strength of SCA paste and mortar
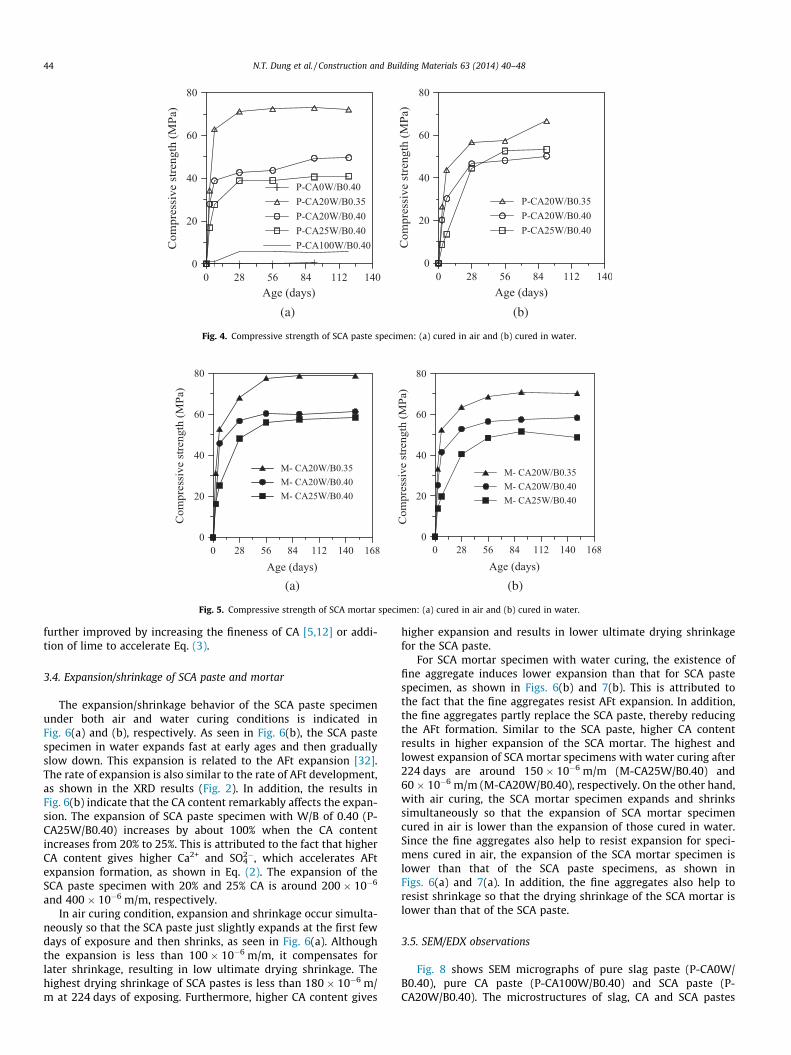
The compressive strengths of SCA pastes are illustrated in Fig. 4.The results indicates that the pure CA paste just has little strengthat all ages (Fig. 4(a)). However, as long as the slag was added to CAin aqueous solution, the AFt, C–S–H and C–A–S–H, which wereresulted from the chemical reactions between the hydrated slagand the hydrated CA, produced sufficient compressive strengthsfor SCA pastes. In particular, the compressive strengths of SCApastes cured in both air and water range from about 40 to70 MPa at the age of 28 days, and even higher at longer ages.
Furthermore, higher W/B results in lower compressive strengthof the SCA paste. This is attributed to the fact that higher water
content rises more free water in the SCA paste and results in moreporous microstructure. Moreover, the higher free water is benefi-cial for the hydration of CaSO4 and AFt formation. However, a largeAFt amount at early ages causes micro-cracks because at that timethe strength of SCA paste is very low to resist the AFt expansiveforce. As a result, higher W/B not only increases porous microstruc-ture but also causes micro-cracks and thus the compressivestrength of the SCA paste is reduced.
In all cases, the compressive strength of the SCA paste increaseswith age. The rate of strength gain is high at early ages and gradu-ally slows down at later ages. It is consistent with the XRD results(Fig. 2), indicating that the rate of hydration products is fast atearly ages and gradually slow at later ages. This is because thedeposit of hydration products (AFt, C–S–H and C–A–S–H) on theoriginal CA grains make the diffusion of water to unhydratednucleus more and more difficult so that the rate of hydration andstrength gain reduces with time.
On the other hand, the compressive strengths of SCA pastescured in water are lower than those cured in air at early ages,but they reach high strengths equivalent to those cured in air atlonger ages. This is attributed to the fact that water is beneficialfor SCA hydration and AFt formation. Thus, in water curing, speci-mens with small strength at early ages are subjected to expansionforces from AFt and micro-cracks occur as a result. These micro-cracks reduce the compressive strength of specimens at early ages.However, these micro-cracks allows water to come in contact eas-ily with slag and CA particles and thus hydration products are eas-ily produced in water than in air. Accordingly, at later ages, thesehydration products fill the cracks and increase the strength. TheAFt expansion at this time becomes harmless because the speci-mens have gained sufficient strength. As a result, the later com-pressive strengths at long term of SCA pastes cured in water isequivalent to those cured in air.
For specimens cured in either air or water, similar to those ofSCA paste, the SCA mortar specimens have sufficient strengths,ranging from about 40 to 80 MPa (Fig. 5). The compressivestrengths of the SCA mortars are equivalent to or even higher thanthose of the SCA pastes. It proves that the bonding capabilitybetween the fine aggregates and the SCA paste is quite good. Also,lower W/B leads to higher compressive strength of SCA mortarspecimen. In addition, the compressive strength of SCA mortarspecimen increases with age. The rate of strength gain is high atearly ages and gradually decreases at later ages. However, watercuring does not affect the compressive strength of the SCA mortarspecimen at early ages as occurs in the SCA paste. This result couldbe attributed to the fact that the fine aggregates of SCA mortarspecimens can resist the AFt expansion of the SCA paste due tothe bonding between the fine aggregates and the SCA pastes sothat the effect of water curing on the compressive strength ofSCA mortars is somehow negligible.
Compared with the SCA mixtures with 20% CA (P-CA20W/B0.40 and M-CA20W/B0.40), those with 25% CA (P-CA25W/B0.40 and M-CA25W/B0.40) have much lower strengths at earlyages, especially by water curing. But, the strengths are close toor even comparable to those of the mixtures with 20% CA after28 days, as seen in Figs. 4 and 5. These results are attributed tothe fact that the SCA mixtures with 25% CA have higher expan-sion so that they have higher strength loss due to AFt expansionat early ages. However, at later ages, higher amount of portlanditeis produced because of high CA content and further proceeds thereaction in Eq. (3), leading to more C–S–H or C–A–S–H. As aresult, the compressive strengths of SCA mixtures with 25% CAhave good strengths after 28 days.
Compared with the OPC mixtures [30,31], the SCA mixtureshave lower strengths. However, such strengths are quite sufficientfor practical applications. Moreover, the reactivity of SCA can be
(a) (b)
Fig. 4. Compressive strength of SCA paste specimen: (a) cured in air and (b) cured in water.
(a) (b)
Fig. 5. Compressive strength of SCA mortar specimen: (a) cured in air and (b) cured in water.
44 N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48
further improved by increasing the fineness of CA [5,12] or addi-tion of lime to accelerate Eq. (3).
3.4. Expansion/shrinkage of SCA paste and mortar
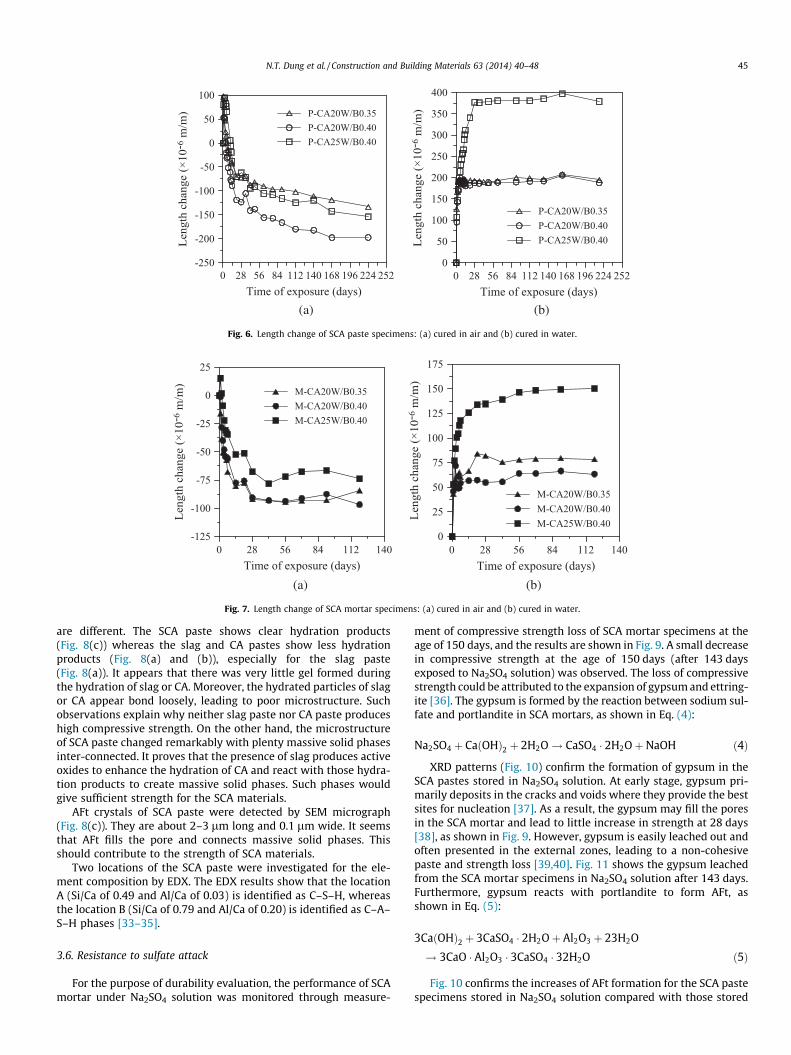
The expansion/shrinkage behavior of the SCA paste specimenunder both air and water curing conditions is indicated inFig. 6(a) and (b), respectively. As seen in Fig. 6(b), the SCA pastespecimen in water expands fast at early ages and then graduallyslow down. This expansion is related to the AFt expansion [32].The rate of expansion is also similar to the rate of AFt development,as shown in the XRD results (Fig. 2). In addition, the results inFig. 6(b) indicate that the CA content remarkably affects the expan-sion. The expansion of SCA paste specimen with W/B of 0.40 (P-CA25W/B0.40) increases by about 100% when the CA contentincreases from 20% to 25%. This is attributed to the fact that higherCA content gives higher Ca2+ and SO4
2�, which accelerates AFtexpansion formation, as shown in Eq. (2). The expansion of theSCA paste specimen with 20% and 25% CA is around 200 � 10�6
and 400 � 10�6 m/m, respectively.In air curing condition, expansion and shrinkage occur simulta-
neously so that the SCA paste just slightly expands at the first fewdays of exposure and then shrinks, as seen in Fig. 6(a). Althoughthe expansion is less than 100 � 10�6 m/m, it compensates forlater shrinkage, resulting in low ultimate drying shrinkage. Thehighest drying shrinkage of SCA pastes is less than 180 � 10�6 m/m at 224 days of exposing. Furthermore, higher CA content gives
higher expansion and results in lower ultimate drying shrinkagefor the SCA paste.
For SCA mortar specimen with water curing, the existence offine aggregate induces lower expansion than that for SCA pastespecimen, as shown in Figs. 6(b) and 7(b). This is attributed tothe fact that the fine aggregates resist AFt expansion. In addition,the fine aggregates partly replace the SCA paste, thereby reducingthe AFt formation. Similar to the SCA paste, higher CA contentresults in higher expansion of the SCA mortar. The highest andlowest expansion of SCA mortar specimens with water curing after224 days are around 150 � 10�6 m/m (M-CA25W/B0.40) and60 � 10�6 m/m (M-CA20W/B0.40), respectively. On the other hand,with air curing, the SCA mortar specimen expands and shrinkssimultaneously so that the expansion of SCA mortar specimencured in air is lower than the expansion of those cured in water.Since the fine aggregates also help to resist expansion for speci-mens cured in air, the expansion of the SCA mortar specimen islower than that of the SCA paste specimens, as shown inFigs. 6(a) and 7(a). In addition, the fine aggregates also help toresist shrinkage so that the drying shrinkage of the SCA mortar islower than that of the SCA paste.
3.5. SEM/EDX observations
Fig. 8 shows SEM micrographs of pure slag paste (P-CA0W/B0.40), pure CA paste (P-CA100W/B0.40) and SCA paste (P-CA20W/B0.40). The microstructures of slag, CA and SCA pastes
(a) (b)
Fig. 6. Length change of SCA paste specimens: (a) cured in air and (b) cured in water.
(a) (b)
Fig. 7. Length change of SCA mortar specimens: (a) cured in air and (b) cured in water.
N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48 45
are different. The SCA paste shows clear hydration products(Fig. 8(c)) whereas the slag and CA pastes show less hydrationproducts (Fig. 8(a) and (b)), especially for the slag paste(Fig. 8(a)). It appears that there was very little gel formed duringthe hydration of slag or CA. Moreover, the hydrated particles of slagor CA appear bond loosely, leading to poor microstructure. Suchobservations explain why neither slag paste nor CA paste produceshigh compressive strength. On the other hand, the microstructureof SCA paste changed remarkably with plenty massive solid phasesinter-connected. It proves that the presence of slag produces activeoxides to enhance the hydration of CA and react with those hydra-tion products to create massive solid phases. Such phases wouldgive sufficient strength for the SCA materials.
AFt crystals of SCA paste were detected by SEM micrograph(Fig. 8(c)). They are about 2–3 lm long and 0.1 lm wide. It seemsthat AFt fills the pore and connects massive solid phases. Thisshould contribute to the strength of SCA materials.
Two locations of the SCA paste were investigated for the ele-ment composition by EDX. The EDX results show that the locationA (Si/Ca of 0.49 and Al/Ca of 0.03) is identified as C–S–H, whereasthe location B (Si/Ca of 0.79 and Al/Ca of 0.20) is identified as C–A–S–H phases [33–35].
3.6. Resistance to sulfate attack
For the purpose of durability evaluation, the performance of SCAmortar under Na2SO4 solution was monitored through measure-
ment of compressive strength loss of SCA mortar specimens at theage of 150 days, and the results are shown in Fig. 9. A small decreasein compressive strength at the age of 150 days (after 143 daysexposed to Na2SO4 solution) was observed. The loss of compressivestrength could be attributed to the expansion of gypsum and ettring-ite [36]. The gypsum is formed by the reaction between sodium sul-fate and portlandite in SCA mortars, as shown in Eq. (4):
Na2SO4 þ CaðOHÞ2 þ 2H2O! CaSO4 � 2H2Oþ NaOH ð4Þ
XRD patterns (Fig. 10) confirm the formation of gypsum in theSCA pastes stored in Na2SO4 solution. At early stage, gypsum pri-marily deposits in the cracks and voids where they provide the bestsites for nucleation [37]. As a result, the gypsum may fill the poresin the SCA mortar and lead to little increase in strength at 28 days[38], as shown in Fig. 9. However, gypsum is easily leached out andoften presented in the external zones, leading to a non-cohesivepaste and strength loss [39,40]. Fig. 11 shows the gypsum leachedfrom the SCA mortar specimens in Na2SO4 solution after 143 days.Furthermore, gypsum reacts with portlandite to form AFt, asshown in Eq. (5):
3CaðOHÞ2 þ 3CaSO4 � 2H2Oþ Al2O3 þ 23H2O
! 3CaO � Al2O3 � 3CaSO4 � 32H2O ð5Þ
Fig. 10 confirms the increases of AFt formation for the SCA pastespecimens stored in Na2SO4 solution compared with those stored

(a)
(b)
(c)
Fig. 8. SEM micrographs of three pastes cured in the air condition at 28 days: (a)pure slag paste (P-SW/B0.40), (b) pure CA paste (P-CAW/B0.40), and (c) SCA paste(P-SCAW/B0.40).
(a)
Fig. 9. Compressive strength loss of SCA mortar specimens exposed
46 N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48
in water. As a result, such increase of AFt formation induces furthercracking and spalling and results in the strength of loss of SCApaste specimen [39].
A large strength loss of SCA mortar specimen occurred from 28to 91 days. At 91 days, the strength loss of SCA mortar specimenwith W/B of 0.40 was less than about 5%, and around 15% withW/B of 0.35. The SCA paste specimen with higher W/B alwaysresults in higher amount of voids which serve as the ideal locationsfor nucleation of gypsum and AFt and thus leads to a less strengthloss [37,39].
In general, the SCA mortar specimen showed good resistance tosodium sulfate attack due to the pozzolanic reactions (as shown inEqs. (2) and (3)) consume the Ca(OH)2 which is a major source ofgypsum and AFt formation. As a result, the deleterious compoundssuch as gypsum and AFt to initiate the sodium sulfate attack werereduced [41].
4. Conclusions
In this study, the GGBF slag (S) and CFBC fly ash (CA) weremixed to create an SCA cement without any OPC nor alkaline acti-vator. The hydration process and microstructure of SCA cementwith aqueous solution were investigated by XRD, TGA and SEM/EDX. Also, the engineering properties of SCA paste and mortarspecimens cured in air or water were studied. The resistance ofSCA mortar specimen to the sulfate attack was evaluated bystrength loss of specimens stored in sodium sulfate solution for143 days. Through the experimental results in this study, the fol-lowing conclusions can be drawn:
1. The formation of hydration products of AFt, C–S–H and C–A–S–H during the hydration of SCA cement is the major factorresponsible for self-cementing mechanism, proper setting timeand high compressive strength of SCA paste and mortar.
2. The compressive strengths of SCA paste and mortar specimenswith either air or water curing can reach about 40–75 MPa atthe age of 28 days, and even higher at later ages. The compres-sive strength of SCA materials decrease by about 25% when W/Bincreases from 0.35 to 0.40. Such strength characteristics aresimilar to those of Portland cement paste and mortar.
3. The SCA paste and mortar specimens cured in water continu-ously expand with age, especially for those with high CA con-tent. The expansion in water increases from about 200 � 10�6
to 400 � 10�6 m/m for SCA paste and from about 60 � 10�6 to150 � 10�6 m/m for SCA mortar when CA increases from 20%
(b)
to Na2SO4 with sample initially cured in (a) air and (b) water.

(a) (b)
Fig. 10. XRD patterns of SCA pastes at 91 days: (a) cured in water and (b) stored in Na2SO4 solution.
(a)
(b)
(c)
Fig. 11. Surface of SCA mortar samples stored in Na2SO4 solution at 150 days: (a)M-CA20W/B0.35, (b) M-CA20W/B0.40, and (c) M-CA25W/B0.40.
N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48 47
to 25%. While, under the air curing condition, the SCA paste andmortar specimens only expand during the first few days andthen begin to steadily shrink afterward. Such early expansioncompensates for the later drying shrinkage and results in a verylow ultimate drying shrinkage.
4. The SCA mortar specimen shows good resistance to sodium sul-fate attack, in which the lowest and highest strength loss ratiosafter 143 consecutive days of exposure to Na2SO4 solution areabout 5% and 15%, respectively. The strength loss is attributedto the excessive expansion of AFt and the leaching of gypsumformation during the sulfate attack.
Acknowledgements
The first author gratefully acknowledges the financial supportof this work from National Taiwan University of Science and Tech-nology (NTUST) (Taiwan Tech) through the scholarships. Thechemical tests were carried out at the Department of ChemicalEngineering of NTUST by a valuable assistance from Mr. Vo DucThang.
References
[1] Shen Y, Qian J, Zhang Z. Investigations of anhydrite in CFBC fly ash as cementretarders. Constr Build Mater 2013;40:672–8.
[2] Xia Y, Yan Y, Hu Z. Utilization of circulating fluidized bed fly ash in preparingnon-autoclaved aerated concrete production. Constr Build Mater2013;47:1461–7.
[3] Sheng G, Li Q, Zhai J. Investigation on the hydration of CFBC fly ash. Fuel2012;98:61–6.
[4] Koukouzas N, Ketikidis C, Itskos G, Spiliotis X, Karayannis V, Papapolymerou G.Synthesis of CFB-coal fly ash clay bricks and their characterisation. WasteBiomass Valor 2011;2(1):87–94.
[5] Guo Li X, Bin Chen Q, Zhong Huang K, Guo Ma B, Wu B. Cementitious propertiesand hydration mechanism of circulating fluidized bed combustion (CFBC)desulfurization ashes. Constr Build Mater 2012;36:182–7.
[6] Duxson P, Provis JL. Designing precursors for geopolymer cements. J Am CeramSoc 2008;91(12):3864–9.
[7] Guo Li X, Bin Chen Q, Guo Ma B, Huang J, Wei Jian S, Wu B. Utilization ofmodified CFBC desulfurization ash as an admixture in blended cements:physico-mechanical and hydration characteristics. Fuel 2012;102:674–81.
[8] Ghafoori N, Mora CAG. Compacted non-cement concrete utilizing fluidized bedand pulverized coal combustion by-products. ACI Mater J 1998;95(5):582–92.
[9] Uchikawa H, Uchida S. The analysis of ettringite in hardened cement paste.Cem Concr Res 1974;4(5):821–34.
[10] Shon C-S, Mukhopadhyay AK, Saylak D, Zollinger DG, Mejeoumov GG.Potential use of stockpiled circulating fluidized bed combustion ashes incontrolled low strength material (CLSM) mixture. Constr Build Mater2010;24(5):839–47.

48 N.T. Dung et al. / Construction and Building Materials 63 (2014) 40–48
[11] Wang J, Wu Y, Anthony EJ. The hydration behavior of partially sulfatedfluidized bed combustor sorbent. Ind Eng Chem Res 2005;44(22):8199–204.
[12] Sheng G, Li Q, Zhai J, Li F. Self-cementitious properties of fly ashes from CFBCboilers co-firing coal and high-sulphur petroleum coke. Cem Concr Res2007;37(01):871–6.
[13] Iribarne J, Iribarne A, Blondin J, Anthony EJ. Hydration of combustion ashes—achemical and physical study. Fuel 2001;80(6):773–84.
[14] ASTM C 191-07. Standard test methods for time of setting of hydraulic cementby Vicat Needle. ASTM Committee C01; 2007.
[15] ASTM C 109/C 109M-99. Standard test method for compressive strength ofhydraulic cement mortars (using 2-in. or [50-mm] cube specimens). ASTMCommittee C-1; 1999.
[16] ASTM C1148. Standard test method for measuring the drying shrinkage ofmasonry mortar. ASTM Committee C12; 2008.
[17] Carmona-Quiroga PM, Blanco-Varela MT. Ettringite decomposition in thepresence of barium carbonate. Cem Concr Res 2013;52:140–8.
[18] Delhomme F, Ambroise J, Limam A. Effects of high temperatures on mortarspecimens containing Portland cement and GGBFS. Mater Struct2012;45(11):1685–92.
[19] Sievert T, Wolter A, Singh NB. Hydration of anhydrite of gypsum (CaSO4�II) in aball mill. Cem Concr Res 2005;35(4):623–30.
[20] Wang X-Y, Lee H-S, Park K-B, Kim J-J, Golden JS. A multi-phase kinetic model tosimulate hydration of slag–cement blends. Cem Concr Compos2010;32(6):468–77.
[21] Song S, Jennings HM. Pore solution chemistry of alkali-activated groundgranulated blast-furnace slag. Cem Concr Res 1999;29(2):159–70.
[22] Gougar MLD, Scheetz BE, Roy DM. Ettringite and C–S–H Portland cementphases for waste ion immobilization: a review. Waste Manage1996;16(4):295–303.
[23] Li C, Sun H, Li L. A review: the comparison between alkali-activated slag(Si + Ca) and metakaolin (Si + Al) cements. Cem Concr Res 2010;40(9):1341–9.
[24] Lothenbach B. Thermodynamic equilibrium calculations in cementitioussystems. Mater Struct 2010;43(10):1413–33.
[25] Venkatarama Reddy BV, Gourav K. Strength of lime–fly ash compacts usingdifferent curing techniques and gypsum additive. Mater Struct2011;44(10):1793–808.
[26] Alizadeh R, Beaudoin J, Raki L. Mechanical properties of calcium silicatehydrates. Mater Struct 2011;44(1):13–28.
[27] Schneider M, Romer M, Tschudin M, Bolio H. Sustainable cement production—present and future. Cem Concr Res 2011;41(7):642–50.
[28] Richardson IG. The calcium silicate hydrates. Cem Concr Res2008;38(2):137–58.
[29] Wang Q, Yan P, Mi G. Effect of blended steel slag–GBFS mineral admixture onhydration and strength of cement. Constr Build Mater 2012;35:8–14.
[30] Guettala S, Mezghiche B. Compressive strength and hydration with age ofcement pastes containing dune sand powder. Constr Build Mater2011;25(3):1263–9.
[31] Ficker T. Fracture surfaces and compressive strength of hydrated cementpastes. Constr Build Mater 2012;27(1):197–205.
[32] Zhang Z, Qian J, You C, Hu C. Use of circulating fluidized bed combustion fly ashand slag in autoclaved brick. Constr Build Mater 2012;35:109–16.
[33] Taylor HFW. Proposed structure for calcium silicate hydrate gel. J Am CeramSoc 1986;69(6):464–7.
[34] Taylor HFW. Nanostructure of C–S–H: current status. Adv Cem Based Mater1993;1(1):38–46.
[35] Yang K-H, Cho A-R, Song J-K, Nam S-H. Hydration products and strengthdevelopment of calcium hydroxide-based alkali-activated slag mortars. ConstrBuild Mater 2012;29:410–9.
[36] Ismail I, Bernal S, Provis J, Hamdan S, Deventer JJ. Microstructural changes inalkali activated fly ash/slag geopolymers with sulfate exposure. Mater Struct2013;46(3):361–73.
[37] Santhanam M, Cohen MD, Olek J. Mechanism of sulfate attack: a fresh look:Part 2. Proposed mechanisms. Cem Concr Res 2003;33(3):341–6.
[38] Cohen MD, Bentur A. Durability of Portland cement-silica fume pastes inmagnesium sulfate and sodium sulfate solutions. ACI Mater J 1988;85:10.
[39] El-Hachem R, Rozière E, Grondin F, Loukili A. Multi-criteria analysis of themechanism of degradation of Portland cement based mortars exposed toexternal sulphate attack. Cem Concr Res 2012;42(10):1327–35.
[40] Chindaprasirt P, Rattanasak U, Taebuanhuad S. Resistance to acid and sulfatesolutions of microwave-assisted high calcium fly ash geopolymer. Mater Struct2013;46(3):375–81.
[41] Al-Amoudi OSB, Maslehuddin M, Saadi MM. Effect of magnesium sulfate andsodium sulfate on the durability performance of plain and blended cements.ACI Mater J 1995;92(1):9.




















