EFFECTS OF CRYOGENIC TREATMENT ON THE CUTTING TOOL DURABILITY
13
International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print), ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME 11 EFFECTS OF CRYOGENIC TREATMENT ON THE CUTTING TOOL DURABILITY Lakhwinder Pal Singh 1 *, Jagtar Singh 2 1 Associate Professor, Department of Mechanical Engineering, L.R. Institute of Engineering and Technology, Jabli Kyar, Oachghat - 173223, Solan, Himachal Pradesh (India) 2 Associate Professor, Department of Mechanical Engineering, Sant Longowal Institute of Engineering and Technology, Longowal -148106, Sangrur, Punjab (India) Corresponding Author. E-mail address; [email protected] Mob. No. +919417362669 ABSTRACT High-speed steel (HSS) tools are the most commonly used tools in small and medium- scale industry. Cryogenic treatment can be used to enhance the tool life. Studies on cryogenically treated (CT) cutting tools show microstructural changes in the material that can influence the life of the tools significantly. This paper primarily reports performance of CT HSS tools as compared to untreated (UT) HSS tools. The results show that CT HSS tools exhibit better performance based on tool wear. The microstructure has been found more refined and uniformly distributed after cryogenic treatment of HSS tool. Taguchi L 25 orthogonal array was considered for conducting the experimentation and ANOVA used for data analysis. Three parameters such as cutting speed, feed rate and depth of cut at different levels were considered in this study. ANOVA results shows that the cutting speed is the most significant parameter followed by feed rate in both the cases (CT HSS and UT HSS tools). It has been observed that the performance of CT -HSS tools is better than that of UT HSS tools as per comparison of nose radius. KEY WORDS: Cryogenic treatment, high-speed steel tools, nose radius, tool wear. 1. INTRODUCTION The commonly used cutting tool material in conventional machine tools is high-speed steel (HSS). As the technology has been rapidly advancing, newer cutting tool materials such as cemented carbides, cermets and ceramics are needed to machine many difficult to INTERNATIONAL JOURNAL OF DESIGN AND MANUFACTURING TECHNOLOGY (IJDMT) ISSN 0976 – 6995 (Print) ISSN 0976 – 7002 (Online) Volume 3, Issue 1, January- December (2012), pp. 11-23 © IAEME: www.iaeme.com/ijdmt.html Journal Impact Factor (2011): 0.6090 (Calculated by GISI) www.jifactor.com IJDMT © I A E M E
Transcript of EFFECTS OF CRYOGENIC TREATMENT ON THE CUTTING TOOL DURABILITY

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
11
EFFECTS OF CRYOGENIC TREATMENT ON THE CUTTING
TOOL DURABILITY
Lakhwinder Pal Singh1*, Jagtar Singh
2
1Associate Professor, Department of Mechanical Engineering, L.R. Institute of
Engineering and Technology, Jabli Kyar, Oachghat - 173223, Solan, Himachal Pradesh
(India) 2Associate Professor, Department of Mechanical Engineering, Sant Longowal Institute of
Engineering and Technology, Longowal -148106, Sangrur, Punjab (India)
Corresponding Author. E-mail address; [email protected]
Mob. No. +919417362669
ABSTRACT
High-speed steel (HSS) tools are the most commonly used tools in small and medium-
scale industry. Cryogenic treatment can be used to enhance the tool life. Studies on
cryogenically treated (CT) cutting tools show microstructural changes in the material that
can influence the life of the tools significantly. This paper primarily reports performance
of CT HSS tools as compared to untreated (UT) HSS tools. The results show that CT
HSS tools exhibit better performance based on tool wear. The microstructure has been
found more refined and uniformly distributed after cryogenic treatment of HSS tool.
Taguchi L25 orthogonal array was considered for conducting the experimentation and
ANOVA used for data analysis. Three parameters such as cutting speed, feed rate and
depth of cut at different levels were considered in this study. ANOVA results shows that
the cutting speed is the most significant parameter followed by feed rate in both the cases
(CT HSS and UT HSS tools). It has been observed that the performance of CT -HSS
tools is better than that of UT HSS tools as per comparison of nose radius.
KEY WORDS: Cryogenic treatment, high-speed steel tools, nose radius, tool wear.
1. INTRODUCTION
The commonly used cutting tool material in conventional machine tools is high-speed
steel (HSS). As the technology has been rapidly advancing, newer cutting tool materials
such as cemented carbides, cermets and ceramics are needed to machine many difficult to
INTERNATIONAL JOURNAL OF DESIGN AND
MANUFACTURING TECHNOLOGY (IJDMT)
ISSN 0976 – 6995 (Print)
ISSN 0976 – 7002 (Online)
Volume 3, Issue 1, January- December (2012), pp. 11-23
© IAEME: www.iaeme.com/ijdmt.html Journal Impact Factor (2011): 0.6090 (Calculated by GISI)
www.jifactor.com
IJDMT
© I A E M E

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
12
machine materials at higher cutting speeds and metal removal rates with performance
reliability. In recent years, increased interest in the effects of low temperature on tool and
die materials, particularly HSS tools, has been demonstrated. Over the past few years,
there has been an increase in the application of cryogenic treatment to different materials.
Research has shown that cryogenic treatment increases product life, and in most cases
provides additional qualities to the product, such as stress relieving, toughness, etc. In the
area of cutting tool, which includes HSS and medium carbon steels, cryogenic treatment
can double the service life of tools.
Mohan Lal et al. [1] studied the improvement in wear resistance and the significance of
treatment parameters in different tool and die materials. They found that cryogenic
treatment imparts nearly 110% improvement in tool life. Cohen et al. [2] proved that the
power consumption of cryogenically treated (CT) HSS tools is less when compared to the
untreated HSS tools. Cryogenic treatment of tool steels is a proven technology to increase
the wear resistance and extend intervals between component replacements for blades,
bits, machining mills, etc., and hence improves surface quality of the machined parts.
Combining optimized lubrication, correct mechanical configuration and cryogenic
treatment of wearing parts results in the maximum performance of lubricated components
and can significantly extend the component life. Reliability of operating is influenced by
five factors: component design, manufacture, specifications, installation and
maintenance. Each of these stages can be influenced by separate individuals or teams, but
ultimately the responsibility for performance of the assembled system falls on the plant
maintenance team. It has been said that machines do not die, people kill them. In many
cases this is true, and many of the contributing factors to premature failure can be
controlled by the end user. However, if the equipment has been properly installed and
maintained, exerting influence on the other factors may be difficult or impossible for the
end user.
Cryogenic treatment has been claimed to improve the wear resistance of steels and has
been implemented in cutting tools since long. Although it has been confirmed that
cryogenic treatment improves the wear resistance and tool life, the process has not been
standardized, with the results being inconsistent, varying from researcher to researcher
[3]. The literature published in this regards reports that cryogenic treatment facilitates the
formation of carbon clustering and increases the carbide density in the subsequent heat
treatment, which further improves the surface quality and wear resistance of steels.
Cryogenic treatment is a sub-zero thermal treatment generally given to ferrous tool
materials. In this treatment, the tool materials are subjected to temperature below −196°C
(−320°F) for 20–60 hours in well-insulated chambers and liquid nitrogen (LN2). Studies
on CT HSS tools show microstructural changes in the material that can influence tool
lives and productivity significantly [4].
The life of cutting tool is affected by factors like cutting speed, feed and depth of cut, tool
material, heat treatment of the tool, work material and nature of cutting. The main
characteristics of a good cutting tool material are its hot hardness, wear resistance, impact
resistance, abrasion resistance, heat conductivity, strength, etc. What is important to tool
life is the likely changes in these characteristics at high temperature because the metal
cutting process is always associated with generation of high amount of heat, and hence

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
13
high temperatures. Cutting speed has the maximum effect on tool life, followed by feed
rate and depth of cut. All these factors contribute to the rise of temperature. That is why it
is always said that an ideal tool material is the one which will remove the largest volume
of work material at all speeds. It is, however, not possible to get a truly ideal tool
material. The tool material which can withstand maximum cutting temperature without
losing its principal mechanical properties (especially hot hardness) and geometry will
ensure maximum tool life, and hence will give the most efficient cutting of metal [5].
During the cutting operation, cutting tool is subjected to static and dynamic forces, high
temperatures, wear and abrasion [6]. Singh [7] conducted experimentation on the effect
of cryogenic treatment on machining characteristics of titanium alloy (Ti–6A1–4V). In
his experimentation, he predicted the best rpm range for conventional milling of titanium
alloy (Ti–6A1–4V) using HSS tool material. The specimen was a cryogenic treated
cylindrical rod for which a cryogenic treated HSS end mill was used to generate a cavity.
The mechanical properties, namely, surface roughness, surface hardness, metal removal
rate, and tool wear rate of the machined surface, were observed to find out the best range
of machining characteristics. The results indicated that best machining range is between
300 and 500 rpm, surface roughness improves by 47.91%, surface hardness increases by
2.25%, material removal rate increases by 4.38% and the tool wear rate decreases by
52.9%.
Grewal [8] studied the effect of cryogenic treatment of the wire on machining
performance of wire cut Electric Discharge Machine. He found in his study that metallic
materials having high mechanical strength generally show a low electric conductivity,
whereas those having a high electric conductivity generally show a low mechanical
strength. With the help of cryogenic treatment of wire, current carrying capacity of the
wire can be increased. It is also expected that the cryogenic treated wire would have less
chances of breakage during machining as compared to untreated wire because of increase
in its toughness.
1.1 Evolution of cryogenic treatment process
The science and technology of producing a low temperature environment is refered to as
cryogenics. The word cryogenics has its origin in the Greek language where "cryos"
means frost or cold and "gen" means generate. Cryogenic processing has been around for
many years but is truly in its infancy when compared to heat-treating. For centuries the
Swiss would take advantage of the extremely low temperatures of the Alps (Fridge
Regions) to improve the behavior of their steels. They would allow the steel to remain in
the frigid regions of the Alps for long periods of time to improve its quality. Essentially,
this was a crude aging process accelerated by the very low temperatures. What we now
understand to have happened was the reduction of the retained austenite and the increase
in martensite. By performing this once secret process the Swiss obtained the reputation
for producing a superior grade of steel [9].
The process of experimentation and understanding of the cryogenic treatment of
steels really got under way during World War II. It was under the direction of Clarence
Zener who would later go on to develop the Zener diode. At that time there were no
computer controls so the steel tooling would be immersed in liquid Nitrogen for a brief
period of time, allowed to warm up, then placed into service. This method was crude and

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
14
uncontrolled. Many of the tools would chip and break immediately upon use because the
immersion process would create a very high thermal gradient in the tool and this would
produce micro-cracks in the body. It was also later learned that the cryo-treatment would
convert the retained austenite into un-tempered martensite. But the tools that would not
break would experience a greatly enhanced service life. In the 1960’s cryogenic
processors would use multi-stage mechanical coolers along with insulated ‘cold-boxes’ to
gently remove the latent heat from tooling thereby achieving a much slower cooling rate,
concurrent with longer wear lives [10].
1.2 Types of cryogenic treatment
There are two types of cryogenic treatment [10], which are described as following:
1.2.1 Shallow cryogenic treatment:
Shallow cryogenic treatment is done using 4-10-4 cycle. The temperature of cryogenic
chamber is ramp down from atmospheric temperature to -110° C in 4 hrs. The soaking
period is 10 hrs. The temperature of cryogenic chamber is ramp up from -110° C to
atmospheric temperature in another 4 hrs. in this way 4-10-4 cycle is complete.
1.2.2 Deep cryogenic treatment:
Deep cryogenic treatment is done using 9-18-14 cycle. The temperature of cryogenic
chamber is ramp down from atmospheric temperature to -184° C in 9 hrs. The soaking
period is 18 hrs. The temperature of cryogenic chamber is ramp up from -184° C to
atmospheric temperature in another 14 hrs. In this way 9-18-14 cycle is complete.
1.3 Procedure to conduct cryogenic treatment
Following procedure is being adopted to conduct the cryogenic treatment.
1.3.1 Ramp down:-
A typical cryogenic cycle will bring the temperature of the part down to -300oF over a
period of six to ten hours. This avoids thermally shocking of the part. There is ample
reason for the slow ramp down. Think in terms of dropping a cannon ball into a vat of
liquid Nitrogen, which is near -323oF. The inside wants to remain at room temperature.
This sets up a temperature gradient that is very steep in the first moments of the parts
exposure to the liquid Nitrogen. The area that is cold wants to contract to the size it
would be if it were as cold as the liquid Nitrogen. The inside wants to stay the same size
it was at room temperature. This can set up enormous stresses in the surface of the part,
which can lead to cracking at the surface. Some metals can take the sudden temperature
change, but most tooling steels and steels used for critical parts cannot. So ramp down
prevents the thermal shocking of the parts.
1.3.2 Soaking :-
A typical soak segment will hold the temperature at -300oF for some period of time,
typically eight to forty hours. During the soak segment of the process the temperature is
maintained at a low temperature. Although things are changing within the crystal
structure of the metal at this temperature, these changes are relatively slow and need time
to occur. One of the changes is the precipitation of fine carbides. It is found that soaking
time in the process also provides time for the crystal structure to react to the low
temperature and for energy to leave the crystal structure [11]. In theory a perfect crystal
lattice structure is in a lowest energy state. If atoms are too near other atoms are too far
from other atoms, or if there are vacancies in the structure or dislocations, the total

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
15
energy in the structure is higher. By keeping the part at a low temperature for a long
period of time, it is found that some of the energy go out of the lattice and making a more
perfect and therefore stronger crystal structure.
1.3.3 Ramp up:-
A typical ramp up segment brings the temperature back up to room temperature. This can
typically take eight to twenty hours. The ramp up cycle is very important to the process.
Ramping up too fast can cause problems with the part being treated. Think in terms of
dropping an ice cube into a glass of warm water. The ice cube will crack. The same can
happen to the parts.
1.3.4 Temper ramp up:-
A typical temper segment ramps the temperature up to a predetermined level over a
period of time. Tempering is important with ferrous metals. The cryogenic temperature
will convert almost all retained austenite in a part to martensite. This martensite will be
primary martensite, which will be brittle. It must be tempered back to reduce its
brittleness. This is done by using the same type of tempering process as is used in a
quench and temper cycle in heat treatment. Ramp up is there in a temperature to assure
the temperature gradients within the part are kept low. Typically, tempering temperatures
are from 300oF on up to 1100
oF, depending on the metal and the hardness of the metal.
1.3.5 Temper hold:-
The temper hold segment assures the entire part has had the benefit of the tempering
temperatures. A typical temper hold time is about 3 hours. This time depends on the
thickness and mass of the part. There may be more than one temper sequence for a given
part or metal. It is found that certain metals perform better if tempered several times.
The purpose of the study was to demonstrate use of the Taguchi parameter design in
order to identify the optimum machining parameters in turning operation.
2. EXPERIMENTATION & METHODOLOGY
Turning is a widely used machining process in which a single point cutting tool removes
material from the surface of a rotating cylindrical workpiece. Three cutting parameters i.e
speed, feed rate and depth of cut must be determined in a turning operation. The
parameters alongwith their levels & range considered for experimentation has shown in
table 1, 25 experiments were carried out by Taguchi method L25 orthogonal array. The
experimental design has been done using popular software, specifically used for design of
experiment applications, known as MINITAB 15.
Table 1: Cutting parameters and their levels (for CT and UT HSS tools)
Level Cutting speed (m/min)
(A)
Feed rate (mm/rev.)
(B)
Depth of cut (mm)
©
01 11.3 0.15 0.30
02 20.9 0.20 0.35
03 33.1 0.25 0.40
04 49.9 0.30 0.45
05 75.7 0.35 0.50

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
16
Two cutting tool blanks T-42, S-400, 1/2″x 4″ were purchased from Mirinda Tools Pvt.
Ltd., one tool was kept un-treated and the other one got deep cryogenically treated from
the Institute for Auto-Parts and Hand Tool Technology (UNDP-UNIDO assisted Punjab
Govt. Project), focal point, Ludhiana, Punjab. The tools were prepared as per desired tool
geometry. The desired angles and nose radius were cut on profile grinder machine from
the R and D centre for Bi-cycle and Sewing Machine, Ludhiana. Brief experimental
conditions, machine tool and equipment specifications are given in Table 2.
Table 2 Experimental conditions, machine tool and equipment specifications.
Sr. No. Parameter/ite
m
Experimental conditions/ M/C tool and equipment
specifications
01 Machine tool High-power rigid lathe machine, 6.5-feet bed, 3-phase
2 HP motor
02 Cutting tools Untreated Mirinda make, HSS T-42, S-400 (UT) 1/2″x
4″ single point turning tool.
Cryogenically treated, HSS T-42, S-400 (CT) 1/2″x 4″
single point turning tool.
Chemical composition; C-1.430, Cr-3.920, Mo-3.560,
W-8.56, V-2.900,
Co-9.45.
03 Tool
geometry
Back rake angle: 08°, side rake angle: 10°, end flank
angle: 05°, side flank angle: 05°, end cutting edge
angle: 15°, side cutting edge angle: 15°, nose radius:
0.5 mm (as recommended by M/S Mirinda Tools Ltd.
for machining mild steel)
04 Work
material
Mild steel, AISI/SAE-1020, Diameter 36 mm, same for
both the tools
Chemical composition; C-0.190, S-0.40, P-0.38, Si-
0.140, Mn-0.43.
Turning operation was carried out on the work specimens using cryogenically
treated and untreated HSS tools. Various experimental runs were performed by
changing the machining parameters at a fixed length of cut. The nose radius of the
cutting tools (CT and UT HSS) was measured after each experiment run and
increase in nose radius was calculated.
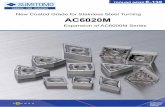
2.1 Methodology 2.2 Metallurgical investigation of both the tools (CT and UT HSS) have been
obtained using a metallurgical microscope with magnification X100 as shown
in Fig. 1.

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
17
Fig. 1 Metallurgical microscope
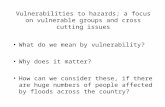
2.3 Nose radius of both the UT as well as CT HSS tools was measured after the
each experimental run using Universal Measuring Microscope Least Count
(LC) 0.0001 mm and microstructure of both the UT and CT HSS tools was
taken using Metallurgical Microscope, magnification X100 as shown in
Fig. 2.
Fig. 2 Universal Measuring Microscope used to measure the nose radius.

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
18
3. RESULTS AND DISCUSSION
After the completion of experimentation the data was used to calculate signal to noise
S/N ratio using Taguchi method. The main objective of the experiment is to optimize
machining parameters (cutting speed, feed rate and depth of cut) to achieve low value of
the increase in nose radius (minimum tool wear). So from the S/N ratio characteristics,
smaller the better was selected for analysis. The S/N ratio values of the increase in nose
radius are calculated, using smaller the better characteristics. The experimental data for
increase in nose radius along with its computed S/N ratio values is given in the table 3.
The response for signal to noise ratio is given in table 4. The plots are developed using a
software package MINITAB 15 and the results were further analyzed using ANOVA
(Table 4) for the purpose of identifying significant factor, which affects the increase in
nose radius. This analysis is carried out for a level of significance of 5% i.e. for a level of
confidence of 95%. The F-test is performed to judge the significant parameter affecting
increase in nose radius. The larger F-value affects more on the performance
characteristics.
Table 3 Experimental design using L25 orthogonal array for CT and UT HSS tools
Exp.
Run
Cuttin
g
speed
(m/mi
n.)
Feed
rate
(mm/re
v.)
Depth of
cut (mm)
Cryogenically treated
(CT)
Un-treated (UT)
Increase in
nose radius
(mm)
S/N
ratio
Increase in
nose radius
(mm)
S/N
ratio
1 11.3 0.15 0.30 0.0006 64.4370 0.0025 52.0412
2 11.3 0.20 0.35 0.0009 60.9151 0.0045 46.9357
3 11.3 0.25 0.40 0.0042 47.5350 0.0080 41.9382
4 11.3 0.30 0.45 0.0061 44.2934 0.0095 40.4455
5 11.3 0.35 0.50 0.0073 42.7335 0.0109 39.2515
6 20.9 0.15 0.35 0.0099 40.0873 0.0132 37.5885
7 20.9 0.20 0.40 0.0107 39.4123 0.0162 35.8097
8 20.9 0.25 0.45 0.0110 39.1721 0.0185 34.6566
9 20.9 0.30 0.50 0.0108 39.3315 0.0195 34.1993
10 20.9 0.35 0.30 0.0095 40.4455 0.0208 33.6387
11 33.1 0.15 0.40 0.0115 38.7860 0.0216 33.3109
12 33.1 0.20 0.45 0.0088 41.1103 0.0223 33.0339
13 33.1 0.25 0.50 0.0094 40.5374 0.0227 32.8795
14 33.1 0.30 0.30 0.0116 38.7108 0.0229 32.8033
15 33.1 0.35 0.35 0.0122 38.2728 0.0233 32.6529
16 49.9 0.15 0.45 0.0103 39.7433 0.0234 32.6157
17 49.9 0.20 0.50 0.0107 39.4123 0.0235 32.5786
18 49.9 0.25 0.30 0.0105 39.5762 0.0237 32.5050
19 49.9 0.30 0.35 0.0120 38.4164 0.0239 32.4320

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
19
20 49.9 0.35 0.40 0.0097 40.2646 0.0242 32.3237
21 75.7 0.15 0.50 0.0124 38.1316 0.0243 32.2879
22 75.7 0.20 0.30 0.0114 38.8619 0.0245 32.2167
23 75.7 0.25 0.35 0.0115 38.7860 0.0249 32.0760
24 75.7 0.30 0.40 0.0119 38.4891 0.0252 31.9720
25 75.7 0.35 0.45 0.0139 37.1397 0.0255 31.8692
75.749.933.120.911.3
52
48
44
40
0.350.300.250.200.15
0.500.450.400.350.30
52
48
44
40
Cutting speed (m/min)
Mean of SN ratios
Feed rate (mm/rev.)
Depth of cut (mm)
Main Effects Plot for SN ratios
Data Means
Signal-to-noise: Smaller is better
Fig 3. Main effects plot for signal to noise ratio for CT HSS tool.

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
20
75.749.933.120.911.3
45
40
35
0.350.300.250.200.15
0.500.450.400.350.30
45
40
35
Cutting speed (m/min)
Mean of SN ratios
Feed rate (mm/rev.)
Depth of cut (mm)
Main Effects Plot for SN ratios
Data Means
Signal-to-noise: Smaller is better
Fig 4. Main effects plot for signal to noise ratio for UT HSS tool.
Table 4: Analysis of Variance for Increase in nose radius (mm), using Adjusted SS
for CT and UT HSS Tool.
Source Degrees of
freedom
Sequencial Sum of
squared deviation
Adjusted Sum of
squared deviation
Adjusted Mean
squared deviation
Fisher’s f ratio
(F)
Probability of
significance
(P)
CT UT CT UT CT UT CT UT CT UT CT UT
Cutting
speed (m/
min.)
4 4 0.000215
8
0.001067
4
0.00021
58
0.00106
74
0.00005
40
0.0002
669
20.97 140.4
0
0.00
0
0.000
Feed rate
(mm/
rev.)
4 4 0.000016
7
0.000050
0
0.00001
67
0.00005
00
0.00000
42
0.0000
125
1.62 6.57 0.23
3
0.005
Depth
of cut
(mm)
4 4 0.000006
5
0.000015
2
0.00000
65
0.00001
52
0.00000
16
0.0000
038
0.63 2.00 0.64
9
0.159
Error 12 12 0.000030
9
0.000022
8
0.00003
09
0.00002
28
0.00000
26
0.0000
019
Total 24 24 0.000269
8
0.001155
4

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
21
Fig 5. Microstructure of CT HSS tool material
Fig 6. Microstructure of UT HSS tool material
From the main effects plots (for both UT HSS and CT HSS, fig. 3 and 4) for signal to
noise ratio, it can be observed that the maximum value of parameters i.e. speed 75.7
m/min, feed rate 0.35 mm/rev. and depth of cut 0.50 mm are the optimum parameters for
machining mild steel with both CT HSS and UT HSS tools. Further from the ANOVA
results (for both CT HSS and UT HSS, table 5) it has been found that cutting speed is the
most significant factor followed by feed rate as the larger F-value affects more on the
performance characteristics. The results for wear (table 3), i.e. increase in nose radius
vary widely for CT and UT HSS tools. From the analysis, it can be seen that the wear of
UT HSS tool is more than that of CT HSS tool.

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
22
The microstructure analysis was carried out to study the microstructure changes in HSS
UT and CT tools due to cryogenic treatment. From the micrographs shown in Figures 5
and 6, it can be seen that the microstructure of HSS gets more refined, with uniformly
distributed fine alloy carbides in tempered martensite, after the cryogenic treatment.
4. CONCLUSION
The performance of HSS is quite good because of its composition, especially 10% cobalt.
After cryogenic treatment, the performance of cryogenically treated tool had been
significantly enhanced. From the analysis of graphs for signal to noise (S/N) ratio it has
been observed that optimum machining parameters in both the cases (CT HSS and UT
HSS tools) are higher cutting speed (75.7 m/min.), higher feed rate (0.35 mm/rev.) and
higher depth of cut (0.50 mm). The ANOVA results shows that the cutting speed is the
most significant parameter followed by feed rate in both the cases (CT HSS and UT HSS
tools). On the comparison based on increase in nose radius, it has been found that the
performance of CT HSS tools is better than that of UT HSS tools. It has been found that
the microstructure of HSS gets more refined and the particles are uniformly distributed
after the cryogenic treatment. Less increase in nose radius, more uniform distribution of
metal particles, refined microstructure of CT HSS tool represent the positive scope of
cryogenic treatment on tool and die materials.
ACKNOWLEDGEMENT
Authors thankfully acknowledges support of R & D Centre for Bi-cycle and Sewing
Machines (UNDP-UNIDO assisted Punjab Govt. Project), Focal Point, Ludhiana in
providing experimentation and testing facilities and the Institute for Auto Parts and hand
Tools Technology (UNDP-UNIDO assisted Punjab Govt. Project), Focal Point, Ludhiana
in providing cryogenic treatment facilities.
REFERENCES
1. Mohan Lal D, Renganarayanan S. and Kalanidhi A. (2001), “Cryogenic treatment
to augment wear resistance of tool and die steels”, Cryogenics 41:149-155 doi:
10.1016/S0011-2275(01)00065-0.
2. Cohen .P and Kamody D. (1998), “Cryogenics goes deeper” Cutting Tool Eng
150(7): 46-50.
3. Sekhar Babu P, Rajendran P. and Rao K. N.(2005), “Cryogenic treatment of M1,
EN19 and H13 tool steels to improve wear resistance” IE(I) Journal–MM 86 : 64-66.
4. Flavio J, Sinesio D, Emmanuel O, Allisson R and Antonio M (2006),
“Performance of cryogenically treated HSS tools” Wear 261: 674-685.
5. Raghuwanshi B. S. (1990), “A Course in Workshop Technology, Volume II
(machine tools)” New Delhi: Dhanpat Rai & Company Ltd. 23(5) : 309-316.

International Journal of Design and Manufacturing Technology (IJDMT), ISSN 0976 – 6995(Print),
ISSN 0976 – 7002(Online) Volume 3, Issue 1, January – December (2012), © IAEME
23
6. Bayhan Y. (2006), “Reduction of Wear Via Hard Facing of Chisel Ploughshare”
Tribology International 39 :570-574, 2006.
7. Singh A. H. (2007), “Effect of Cryogenic treatmenton machining characteristics
of titanium alloy (Ti-6A1-4v)” M.Tech. Thesis, Guru Nanak Dev Engineering
College, Ludhiana, Punjab, India.
8. Grewal J. (2007), “Effect of cryogenic treatment of the wire on machining
performance of Wire Cut Electric Discharge Machine” M.Tech. Thesis, Guru Nanak
Dev Engineering College, Punjab, India
9) Huang, J.T. and Lliao, Y.S. (2003), “Optimization of machining
parameters of wire EDM based on Grey relational and statistical analysis”,
International Journal of Production Resources, Vol.41, No.8, pp. 1707-1720.
10) Primero Limited (2005), “User Manual-Cryo Processing System” (Model
No. CP 220 LH)”, Primero Enserve(I) Pvt. Ltd., Chennai, India.
11) Young, A. Y. L., Seah, K. H. W., Rahman, M. (2005) “Performance of
cryogenically treated carbide tools in milling operations” International Journal of
Advanced Manufacturing Technology, In Press.