Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
25
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses CRÉDITOS LEGALES ES PROPIEDAD DE CESVI COLOMBIA S.A. ES PROPIEDAD DE CESVI COLOMBIA S.A. © CESVI COLOMBIA S.A. Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTO DE INVESTIGACIÓN” es una obra colectiva producida por encargo y por cuenta y riesgo de CESVI COLOMBIA S.A. Editado por Cesvi Colombia S.A. en abril de 2006. PROYECTO DE INVESTIGACIÓN Resumen
-
Upload
independent -
Category
Documents
-
view
7 -
download
0
Transcript of Definición de los criterios técnicos para la reparación de las carrocerías de autobuses

Definición de los criterios técnicospara la reparación de lascarrocerías de autobuses
CRÉDITOS LEGALESES PROPIEDAD DE CESVI COLOMBIA S.A.
ES PROPIEDAD DE CESVI COLOMBIA S.A.
© CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTO DE INVESTIGACIÓN” es una obra colectiva producida por encargo y por cuenta y riesgo de CESVI COLOMBIA S.A. Editado por Cesvi Colombia S.A. en abril de 2006.
PR
OY
ECTO
DE
INV
ESTI
GA
CIÓ
N
Resumen

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
2
Contenido
Objetivo General ______________________________________________________________________ 4Objetivos específicos ___________________________________________________________________ 4Alcance ____________________________________________________________________________ 4
1. CONCEPTOS GENERALES _____________________________________________________ 51.1. Definición del vehículo para transporte de pasajeros ___________________________________ 51.2. Identificación de Componentes ___________________________________________________ 51.3. Tipos de chasís empleados para la fabricación de autobuses ____________________________ 61.4. Clasificación de los Vehículos para pasajeros ________________________________________ 7
2. NORMATIVIDAD ______________________________________________________________ 92.1. Normatividad técnica en la fabricación de carrocerías __________________________________ 92.1.1. Normatividad Técnica Colombiana _________________________________________________ 92.2. Especificaciones técnicas del fabricante del chasís ____________________________________ 92.2.1. Medidas y datos de pesos ______________________________________________________ 102.2.2. Modificaciones y trabajos sobre el chasís __________________________________________ 102.2.2.1. Cambios en el largo del Bastidor del chasís _________________________________________ 102.2.2.2. Perforaciones en el chasís ______________________________________________________ 112.2.2.3. Soldaduras en el bastidor _______________________________________________________ 132.2.2.4. Fijaciones o anclaje de la carrocería ______________________________________________ 13
3. FABRICACION DE LA CARROCERÍA DE UN AUTOBUS _____________________________ 143.1. Proceso de carrozado _________________________________________________________ 143.1.1. Diseño de la carrocería _________________________________________________________ 153.1.2. Alistamiento del chasis _________________________________________________________ 163.1.3. Estructura de la plataforma del piso _______________________________________________ 163.1.4. Estructura superior de la carrocería _______________________________________________ 173.1.5. Ensamble total de la estructura __________________________________________________ 173.1.6. Laminación (Forrado) de páneles amovibles ________________________________________ 183.1.7. Aplicación de pinturas _________________________________________________________ 193.1.8. Terminados estéticos __________________________________________________________ 21

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
3
4. DEFINICIÓN DE LOS CRITERIOS TÉCNICOS PARA LA REPARACIÓN DE LOS AUTOBUSES ____________________________________________ 224.1. Definiciones y conceptos _______________________________________________________ 224.2. Criterios de reparabilidad _______________________________________________________ 234.2.1. Criterios de reparabilidad de páneles de acero galvanizado y aluminio ____________________ 234.2.2. Criterios de reparabilidad de plástico reforzado tenemos ______________________________ 234.2.3. Criterios de reparabilidad de la estructura multitubular ________________________________ 234.3. Criterios para la evaluación y diagnostico del daño ___________________________________ 24
CONCLUSIONES ____________________________________________________________________ 25

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
4
Objetivo General
Elaborar el estudio de la tecnología, materiales, procesos y métodos empleados en la fabricación y reparación de las carrocerías de los vehículos industriales empleados para el transporte de pasaje-ros.
Objetivos específicos
Alcance
g Conocer los tipos de carrocería y las especificaciones técnicas de los vehículos de transporte de pasajeros comercializados en nuestro mercado.
g Definir los tipos de daños que derivados de una colisión se presentan en las carrocerías de los vehículos para el transporte de pasajeros.
g Dar a conocer los criterios adecuados en la reparabilidad de las carrocerías de los vehículos em-pleados para el transporte de pasajeros.
Conocer la tecnología, materiales, procesos y métodos empleados en la fabricación de las carroce-rías de los vehículos empleados en el transporte de pasajeros para asegurar la calidad y las condi-ciones originales durante la reparación de los daños ocasionados por una colisión.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
5
1. CONCEPTOS GENERALES
Para facilitar la comprensión de los conceptos y argumentos técnicos desarrollados durante la presente in-vestigación, debemos definir los términos, componentes y características que identifican a los vehículos em-pleados para el transporte de pasajeros. Veamos entonces las particularidades de los autobuses, como se conocen genéricamente ha estos vehículos.
1.1. Definición del vehículo para transporte de pasajeros
Vehiculo automotor destinado al transporte de personas y sus equipajes. Se caracterizan porque el chasis y estructura de la carrocería están diseñados para ofrecer la seguridad y confort al pasajero durante el traslado urbano o la ruta entre ciudades o municipios.
1.2. Identificación de Componentes
El autobús es la unión de un chasis comercial (grupo de elementos mecánicos localizados sobre un bastidor) con una carrocería multitubular de dimensiones determinada por el numero de pasajeros a trasladar sobre este chasis, para ofrecer en conjunto la resistencia y estética necesarias para la seguridad y confort de los pasajeros.
Chasís(conjunto elementosmecánicos y bastidor)
Carrocería
Fig. 1: Conjuntos de un autobus

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
6
En la siguiente figura podemos ver los elementos externos de carrocería que componen la carrocería de un bus.
Fig. 2: Componentes autobus
1.3. Tipos de chasís empleados para la fabricación de autobuses
Existen diferentes modalidades de servicio, prestado por los autobuses, pero básicamente por las caracterís-ticas de diseño y confort interior del vehículo se distinguen el autobús para el servicio de trayectos largos o foráneo (interurbano) y el autobús para el servicio de transporte de trayectos cortos (urbano).
Fig. 3: Autobús foráneo y autobús urbano

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
7
Teniendo en cuenta lo anterior veamos en el siguiente cuadro los chasis ofrecidos comercialmente para la fabricación de autobuses.
TIPO DE CHASÍS
Chasís araña: Constituido por los elementos me-cánicos motor, transmisión y diferencia sobre el bastidor. El motor puede estar dispuesto adelante o atrás.
Chasís cabina: Con motor delantero con los ele-mentos del cubículo de la cabina.
Chasís autoportante: Con motor trasero, se carac-teriza porque el chasis esta seccionado permitiendo su alargue a la medida que el carrocero desee.
1.4. Clasificación de los Vehículos para pasajeros
Existen dos formas de clasificar los vehículos de pasajeros. Una establecida según la clase de vehiculo para la que se diseña la carrocería y otra según la capacidad de personas autorizadas que pueden ser moviliza-das.
Para comprender la clasificación según la clase de vehiculo es importante definir la tipología establecida para los vehículos y el servicio ofrecidos a los usuarios de este medio de transporte.
Tipos de vehículos:
• Tipo A: Vehículos diseñados con áreas para transportar pasajeros sentados y de pie, que permitan su fácil desplazamiento.• Tipo B: Vehículos concebidos para transportar pasajeros exclusivamente sentados.
Modalidad de servicio:
• Servicio urbano: Transporte para la movilización de pasajeros dentro de las áreas metropolitana, distri-tal y municipal.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
8
• Servicio interurbano: Transporte para la movilización de pasajeros entre dos o mas ciudades.• Servicio escolar: Transporte para la movilización de estudiantes.• Servicio turístico: Transporte para la movilización de pasajeros dentro de la ciudad o entre dos o mas
ciudades.
Definido los tipos de vehículos y la modalidad del servicio, se han establecido las siguientes “clases” de vehí-culos para el transporte de pasajeros de más de 8 plazas:
• Clase I: Vehículos tipo A y B diseñados para servicio urbano y tipo B para servicio escolar.• Clase II: Vehículos tipo A concebidos para servicio interurbano.• Clase III: Vehículos tipo B concebidos para servicio interurbano y/o turístico.
Según la capacidad de pasajeros: Para clasificar estos vehículos en funcion de la cantidad de plazas ofreci-das, se ha establecido el cumplimiento de dos condiciones (ecuaciones) en la norma NTC 5206 para calcular este numero total (N) de pasajeros, sentados y de pie. Estas dos ecuaciones están en funcion de la capacidad de carga (masa máxima admisible por el fabricante) del chasís y el área disponible para los pasajeros según la clase de vehículos.
1. N <= Ps + ( S1 / Ssp ) (Asegura el área para cada pasajero de pie)
2. N <= [ MT – MV – (L*V) – (r * VX) ] / Q (Asegura la carga máxima admisible)
Donde,
VARIABLE NOMBRE OBSERVACIÓN
Ps
Numero de sillas Las dimensiones y características técnicas de las sillas están descritas en la norma 5206 - Numeral 5.8.7.
MT Masa admisible por el fabricante del vehiculo
Se debe tener en cuenta: Peso máximo admisible sobre cada eje, peso total máximo admi-sible del vehículo.
S1
Superficie (m2) disponi-ble para pasajeros de pie
Igual al área total del piso del vehículo menos el área horizontal proyectada sobre el piso de:
1. Habitáculo del conductor.2. Peldaños.3. Áreas con alturas al techo inferiores a 1350 mm.4. Áreas con inclinación mayor a 8%.5. El espacio que se extienda 300 mm delante de cualquier silla.6. Cualquier área donde no se pueda apoyar un rectángulo de 400 mm x 300 mm.En los vehículos clase I tipo B y Clase III. S
1 = 0
Ssp
Espacio calculado para cada pasajero de pie
Clase I, Tipo A = 0.125 m2
Clase II = 0.150 m2
MV Masa en vació (Kg)Hay que tener en cuenta:1. Masa del conductor (75kg). 90% de carga en los fluidos del vehículo (combustible, líqui-dos de refrigeración, frenos, etc).
LMasa especifica de equipajes en las bodegas de carga
Igual a 100 Kg/ m3.
V Volumen total de las bodegas M3
R Masa específica de los equipajes sobre el techo 75 kg / m2
VX Área disponible para equipajes sobre el techo (m2)
QMasa promedio de una persona según la clase y tipo de vehiculo.
Clase I, Tipo A = 68kg.Clase II = 71kg.Clase III = 71kg.Clase I, Tipo B = 68kg.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
9
2. NORMATIVIDADLa estructura de la carrocería es el esqueleto del autobús, debe ser seguro, resistente y aerodinámico. Éstos son los principales requisitos que deben tener para cumplir con su objetivo fundamental, proteger a sus ocu-pantes en caso de un accidente de tránsito.De acuerdo con el Ministerio de Transporte, entidad encargada de autorizar el proceso de homologación de la industria carrocera, hoy en día existen en el país 581 empresas dedicadas a este oficio, aunque no están clasificadas por el tipo de servicio, es decir, de carga o pasajeros, ya que en la mayoría de las veces estas ofrecen ambos productos. Además es el ente encargado de hacer cumplir los requerimientos de calidad, se-guridad y dimensiones estructurales. En la industria carrocera del país las estructuras diseñadas para el transporte público tienen líneas estéticas, son ergonómicas y rentables, pero no son lo suficientemente seguras, por ello, cuando se presenta un acci-dente de tránsito los más afectados son los pasajeros ya que en ocasiones son las laminas de las carrocerías las que se convierten en factores de peligro para sus ocupantes. Según lo anterior, es importante estar al tanto de las normas que regulan la fabricación de las carrocerías en nuestro pais.
2.1. Normatividad técnica en la fabricación de carrocerías
2.1.1. Normatividad Técnica Colombiana
Durante el año 2003 un grupo interdisciplinario entre el sector carrocero, fabricantes de vehículos, el Ministerio de Transportes, proveedores de productos, las universidades estuvo trabajando en conjunto con el ICONTEC para definir la norma técnica NTC 5206. La norma 5206 del ICONTEC, logra recoger todas las buenas experiencias obtenidas por los Europeos en materia de regulación del sector carrocero, y las especificaciones técnicas establecidas por el Ministerio de Transportes.Actualmente esta norma no es exigida por el gobierno Colombiano y esto ha facilitado la fabricación de carro-cerías de dudosa procedencia.
2.2. Especificaciones técnicas del fabricante del chasís
Las especificaciones técnicas y los requerimientos o limitaciones que el fabricante del vehículo exige son la base para el diseñador de la carrocería. Por tanto antes de iniciara los trabajos de diseño de una carrocería se debe tener presente las siguientes consideraciones:
• Examinar si el chasís es apto para la carrocería proyectada.• Examinar si el tipo de chasís corresponde a las condiciones de servicio.• Para proyectar una carrocería se deben solicitar los planos de chasís para conocer los datos técnicos y
las cotas de este.• Está prohibido introducir modificaciones en la dirección, en el sistema de frenos y los revestimientos
insonorizantes (salvo en el caso de que se modifique la distancia entre ejes).
El constructor de carrocerías debe informar a la entidad pertinente del fabricante de vehículos para que certi-fique y autorice las modificaciones introducidas en el chasís y los sistemas intervenidos.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
10
2.2.1. Medidas y datos de pesos
Las medidas y los pesos máximos autorizado por el fabricante no deben sobrepasarse en su totalidad, ni la carga permitida sobre cada eje. El carrocero debe suministrar la información sobre las modificaciones realiza-das a los pesos para que el fabricante del chasis certifique la idoneidad del prototipo antes de su producción en línea.
Voladizo del vehículo y distancia entre ejes:
La longitud de los voladizos debe fijarse siempre teniendo en cuenta las cargas admisibles sobre los ejes y la carga mínima sobre el eje delantero. Para el cálculo, se debe tener presente el peso de los equipos especiales montados al chasís.
Voladizos máximos del vehículo: En los vehículos de dos ejes esta reglamentado un 65% de la distancia entre ejes. En los vehículos de tres ejes el 70% de la distancia entre ejes.
Distribución del peso: Evitar la distribución unilateral del peso sobre las ruedas (esta debe estar en lo posible en 1/2 de la carga sobre el total del eje), se puede sobrepasara como máximo en un 4% el peso de una rueda a otra en el mismo eje. Tenga en cuenta siempre la capacidad portante de los neumáticos.
Ejemplo: Carga admisible total sobre el eje = 10.000 Kg.
Entonces: La distribución admisible de la carga sobre las ruedas debe estar entre 5.200 Kg. a 4.800 Kg.
Alturas del centro de gravedad: Para la homologación del vehículo ya equipado con la carrocería se debe calcular la altura del centro de gravedad del vehículo con carga plena. Las bases de cálculo y las alturas del centro de gravedad permitidas deben estar especificadas y certificadas por el departamento competente del fabricante del chasís. El fabricante del chasis se pronunciará sobre el comportamiento en la conducción, en el frenado y en la dirección, si una carrocería destinada al transporte de pasajeros tiene el centro de gravedad en una disposición desfavorable (por Ej.: Cargas en la parte trasera, cargas altas o cargas laterales). Final-mente es el constructor de la carrocería quien se responsabiliza de la seguridad del vehículo en el caso de la carrocería.
2.2.2. Modificaciones y trabajos sobre el chasís
La instancia sobre las modificaciones sobre el chasis debe ser siempre, el evitar hacer cualquier modificación o trabajo sobre el. Pero si definitivamente se requiere de alguna transformación, las siguientes consideracio-nes que se deben tener presente.
2.2.2.1. Cambios en el largo del Bastidor del chasís
En las prolongaciones de la distancia entre ejes del bastidor, el material utilizado para la pieza de prolongación y la escuadra de refuerzo debe coincidir en calidad y medidas con el del bastidor del chasis de serie.
• Cuando se modifique el bastidor es obligatorio colocar escuadras de refuerzo interiores o exteriores.
• Se deben atornillar o remachar las escuadras de refuerzo de manera que no sobresalgan de las superficies frontales de las alas superior e inferior del perfil. Donde sea posible, emplear los taladros que ya existan en los largueros del bastidor.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
11
• Entre la escuadra de refuerzo superior y la inferior del alma del bastidor debe quedar espacio suficiente.
• Cuando se requiera modificar la distancia entre ejes, hay que emplear un chasís cuya distancia de serie esté muy próxima a la exigida.
• Tener en cuenta que el peso del vehículo y el círculo de viraje porque cambiarán. No se manifestará sobre el comportamiento en marcha, los frenos o de la dirección de aquellos vehículos cuya distancia entre ejes haya sido sometida a modificaciones extre-mas.
• Se Recomienda efectuar las modificaciones de la de la distancia entre ejes cambiando la posición del eje trasero. Dado que en este caso no es necesaria ninguna escuadra de esfuerzo, esto tiene ventajas tanto en los costos como en el peso. Cuando sea nece-sario, emplear vehículos con voladizo trasero prolongado.
Fig. 5: Chasís soldado con refuerzo atornillado
Todos los taladros sobre el larguero del bastidor deben estar separados entre sí 5 mm.
• Cuando se modifique la distancia entre ejes cortando los largueros del bastidor hay que determinar los luga-res de corte de forma que no se corten los taladros ya existentes en el larguero del bastidor.
• No está permitido cortar el bastidor en las siguientes zonas:
• Los puntos de aplicación de carga.• Guía del eje, suspensión del eje.• Suspensión del cambio. • Cambio del perfil (sectores de estrechamiento del bastidor).
En el lugar en el que se corte el bastidor se deben adaptar escuadras de refuerzo a los suplementos ya exis-tentes en el bastidor y finalmente soldarlas. Atornillar a continuación dichas escuadras al bastidor del chasís y a la prolongación del bastidor. Después de modificar la distancia entre ejes se requieren refuerzos en el chasís con un bastidor auxiliar corrido.
2.2.2.2. Perforaciones en el chasís
• Esta prohibido perforar en las alas superior e inferior del bastidor del chasís.
A excepción de agujeros en el extremo trasero del bastidor. No obstante, no se deben perforar en la zona por-tante del último eje ni en piezas fijadas al bastidor. En la zona en que varía el perfil de los largueros del bastidor como por ejemplo en los sectores de estrechamiento del bastidor. En los puntos de descarga de cargas como por ejemplo en los soportes de muelles.
• Los agujeros efectuados de fábrica en la parte superior e inferior del bastidor del chasis no deben ser agran-dados, a excepción de perforaciones de fijación para el travesaño final. Estos taladros no deben emplearse para fijar grupos.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
12
• En lo posible, no se deben maquinar agujeros a las vigas del chasis (se deberán utilizar siempre que estén al alcance, los agujeros ya existentes). Pero en caso de ser necesario maquinar una perforación, la distancia mínima entre dos agujeros contiguos es de 50 mm.
• Nunca se deberán maquinar agujeros a una distancia inferior de 30 milímetros del doblez del perfil de la viga.
• En los puntos en los que se aplican grandes cargas concentradas, (por ejemplo, en los soportes de las ba-llestas, en los soportes de los amortiguadores, en los soportes del motor, en los soportes de la caja, etc), se deberá respetar un área libre mínima de 50 milímetros alrededor de dichos puntos.
• No maquinar agujeros en las zonas en las que se encuentran los cambios de dirección en el bastidor, en los cambios de perfil, en las uniones.
• Está terminantemente prohibido perforar las aletas de los largueros. Todas las perforaciones deberán efec-tuarse obligatoriamente en el alma de los largueros, respetando las posiciones posibles indicadas.
• Evite realizar perforaciones en las zonas en que se afecte la resistencia a la carga o a la flexión de los so-portes y refuerzos.
• Esta prohibido taladrar más de tres orificios en una misma vertical.
• Siempre que se mecanicen agujeros sobre el bastidor del chasís, se deberán eliminar las rebabas producto de la mecanización, con la ayuda de una espátula afilada o una broca una medida mayor a la utilizada para el mecanizado inicial. Igualmente, se deberá aplicar una base de protección anticorrosivo, que evite la aparición de oxido en las partes maquinadas.
• Para mecanizar agujeros sobre el bastidor del chasis siempre se deben utilizar brocas, nunca se podrá utili-zar herramientas de corte por temperatura (antorcha de Oxígeno - Acetileno).
• El diámetro máximo permitido para la mecanización de agujeros en el bastidor del chasis es de 13 milíme-tros.
• En la parte superior e inferior del bastidor del chasís, queda prohibida la adición de nuevos orificios o el remaquinado de su diámetro, debido a que estos nuevos mecanizados tienden a disminuir la resistencia del bastidor.
CRITERIO ESPESIFICACIÓN
A > 30mm
B > 50 mm
C > 13 mm
Fig. 6: Criterios sobre los agujeros sobre el chasís

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
13
2.2.2.3. Soldaduras en el bastidor
Los trabajos de soldadura en el bastidor deben ser realizados únicamente por personal calificado. • Está prohibido efectuar trabajos de soldadura en las alas superior e inferior del bastidor del chasis. Excepto en el caso de modificar la distancia entre ejes o de prolongar el bastidor.• El material de soldadura debe tener como mínimo el mismo límite de elongación y la misma resistencia a la tracción que el material a soldar.
Para evitar un efecto de entalladura mediante la penetración de la soldadura, se deben pulir los cordones de soldadura y reforzarlos por medio de perfiles angulares. Evitar los cordones de soldadura en los radios de flexión. La distancia de los cordones de soldadura a los bordes exteriores debería ser como mínimo de 15 mm.
2.2.2.4. Fijaciones o anclaje de la carrocería
Hay que determinar la fijación según el modelo del vehículo y la carrocería prevista, así como el servicio que ha de cumplir el vehículo. Definir el número de puntos de fijación de forma que esté garantizada la absorción de las fuerzas de frenado y de las fuerzas laterales de la carrocería. La fijación correcta es muy importante para:
• El comportamiento de marcha y la seguridad del vehículo durante la conducción.• La duración del bastidor del chasís y de la carrocería.• Si se requiere montar largueros sobre el chasís, estos se deben fijar en sentido longitudinal y transversal.• Configurar de forma elástica los dos primeros puntos de fijación (resortes de disco, apoyos de goma).• Prever únicamente placas guía en la zona de los ejes traseros en el bastidor del chasís (con excepción de los vehículos con 2 ejes traseros propulsados).
Fig. 7: Diferentes formas de anclaje de la carrocería

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
14
3. FABRICACION DE LA CARROCERÍA DE UN AUTOBUS
Una buena carrocería debe mantener el equilibrio entre la deformación y la rigidez. En el caso de un acciden-te, esta debe absorber la mayor cantidad de energía para minimizar las lesiones en los ocupantes. El papel que juega una carrocería en un accidente es muy importante. Primero es la encargada de soportar las fuerzas derivadas de la colisión; en segundo lugar, debe evitar que la deceleración alcance a los ocupantes al mismo tiempo que absorbe energía.
Fig. 8: Autobús
El vuelco es uno de los accidentes más graves para los ocu-pantes del vehículo, porque cuando se presenta las partes del cuerpo que más se ven afectadas son la cabeza, el cuello, pe-cho, y abdomen. Así mismo, las lesiones de columna vertebral hasta se triplican con respecto a otros accidentes. Las causas que originan estas lesiones son la deformación del techo y no llevar puesto el cinturón de seguridad encargado de retener al pasajero en su asiento, por ello en este tipo de accidentes muchos pasajeros salen despedidos.
Recordemos que generalmente un bus es un conjunto de un chasis al que se sobrepone la carrocería con anclajes atornillados al bastidor (fig 1). Dicha carrocería debe tener las características que en conjunto se conviertan en un vehiculo que asegure la integridad de sus ocupantes. Por tanto, antes de iniciara los trabajos se debe examinar si el chasis es apto para la carrocería proyectada y si el tipo de chasis y el equipo corres-ponden a las condiciones de servicio.El constructor de carrocerías debe informar al perito o controlador reconocido oficialmente por el fabricante de vehículos para verificar todas las modificaciones introducidas en el chasis. Tomar las medidas, los planos y los datos de pesos del manual del carrocero que el fabricante esta en la obligación de entregar.
3.1. Proceso de carrozado
La carrocería en un autobús de pasajeros es sencilla, consiste en una estructura multitubular fabricada en módulos independientes de perfiles de acero galvanizado o negro, de sección cuadrada y rectangular, uni-dos todos ellos por soldadura, y forrada en su interior y exterior por lámina galvanizada, aluminio o plástico termoendurecible (fibra de vidrio); lo cual es capaz de soportar todos los esfuerzos dinámicos producidos por los trabajos de la ruta.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
15
Cuando hablamos de que la carrocería es fabricada en módulos independientes, nos referimos a que la ca-rrocería esta compuesta por seis estructuras bien definidas: La plataforma del techo, los costados izquierdo y derecho, la plataforma del piso, el modulo frontal y el modulo trasero (fig 10). Cada uno de estos módulos se arman por separado en matrices independientes; para que posteriormente sean unidas como un conjunto por medio de soldadura Mig/Mag.
Fig. 9: Esqueleto estructuctral carroceria
Fig. 10: Conjuntos de la carrocería de la estructura de un autobus
El proceso de carrozado del chasis de un autobús puede realizarse de diferentes formas. Hay carroce-ras que arman la estructura y la montan sobre el cha-sis para posteriormente continuar con el laminado de los exteriores e interiores y finalmente los accesorios. Otras carroceras arman la estructura, la forran y pos-teriormente montan la carrocería al chasis, esto con la finalidad de no parar la producción en caso de no tener disponible el chasis en la carrocería. Algunas van armando la estructura de la carrocería sobre el chasis para luego laminar y colocar los accesorios.
Independiente del proceso que se emplee para la fabricación de las carrocerías, existen los mismos pasos y para la cual describiremos el proceso que consiste en ir fabricando la carrocería sobre un chasis portante, porque es el mas usado por los carroceros en Colombia.
3.1.1. Diseño de la carrocería
En conjunto, el fabricante de vehículos y carrocero calculan y definen los siguientes parámetros de la carro-cería:

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
16
• Diseño y calculo de anclajes entre la carrocería y el chasis. Se emplea platinas de acero de1/4”. • Modificaciones realizadas al chasis: Agujeros, Alargamientos, soldaduras, soportes nuevos, distribución de la estructuras de la plataforma del piso.• Definición del Ruteo y los anclajes para los sistemas eléctricos, neumáticos e hidráulicos.• Diseño de soportes para nuevos elementos mecánicos o que deben ser posicionados nuevamente.
Luego el carrocero calcula los componentes internos, la distribución de cargas, materiales a emplear y lógica-mente el calculo de la estructura que será el casco de protección de los pasajeros. Para definir los parámetros y características de la estructura el fabricante de carrocerías debe cumplir con las exigencias que hace la normatividad Colombiana y el fabricante de vehículos.
3.1.2. Alistamiento del chasis
Consiste en preparar el chasis para recibir la carrocería. Durante esta etapa del proceso se realizan los si-guientes trabajos.
• Lavado del chasis.• Recolectar y guardas los diferentes líquidos (refrigerantes, AA, frenos, hidráulico, etc).• Recoger o retirar las mangueras flexibles, tuberías y cableado eléctrico para luego ser ruteados.• Retiro de estructuras, tanques de aire o combustible, si se requiere.• Realizar las modificaciones definidas en el diseño original (alargues, soldaduras) • Montaje de soportes y refuerzos adicionales de los diferentes componentes que cambiaran sus dimensiones o posición como: Exostos, tuberías de combustible, tanques de combustible o aire, etc.• Finalmente se aplican las protecciones anticorrosivos a estos nuevos elementos.
3.1.3. Estructura de la plataforma del piso
• Montaje de anclajes: Esta etapa inicia con el montaje de los anclajes atornillados sobre el chasis que recibirá la carrocería. Las formas y características de estos anclajes quedaron descritas en el anterior capítulo.
• Estructura del piso de pasajeros: Se comienza a conformar con el montaje de puentes soldados sobre los anclajes ya montados en el chasis, estos puentes van dispuestos transversalmente sobre toda la longitud del chasis. Difieren en su altura dependiendo si el vehiculo llevara bodegas de almacenaje de equipajes y de la altura final del piso. En un vehiculo de servicio interurbano estos puentes pueden alcanzar alturas de 100 cms. Se emplea en tubería galvanizada de 40 x 40, 30 x 50, 80 x 40 de 1.5 a 2.5 mm de espesor.
A lo largo de la superficie de pasajeros y sobre los puentes transversales se soldan tubos cuadrados longitu-dinalmente. Los tubos laterales extremos son la guía y soporte para la laminación externa de la carrocería y los tubos internos son la base para el piso final.
• Estructura habitáculo del conductor: Generalmente a ras del chasis se elabora la plataforma del piso del habitáculo del conductor. Esta estructura sirve de soporte al aislamiento térmico y sonoro del motor cuando el vehiculo viene dispuesto con motor adelante.
• Soportes de estructuras: A esta estructura van soldados o atornillados los soportes de portarepuestos, tan-ques de combustible y aceite, recipientes de líquidos, templetes, etc.
ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
17
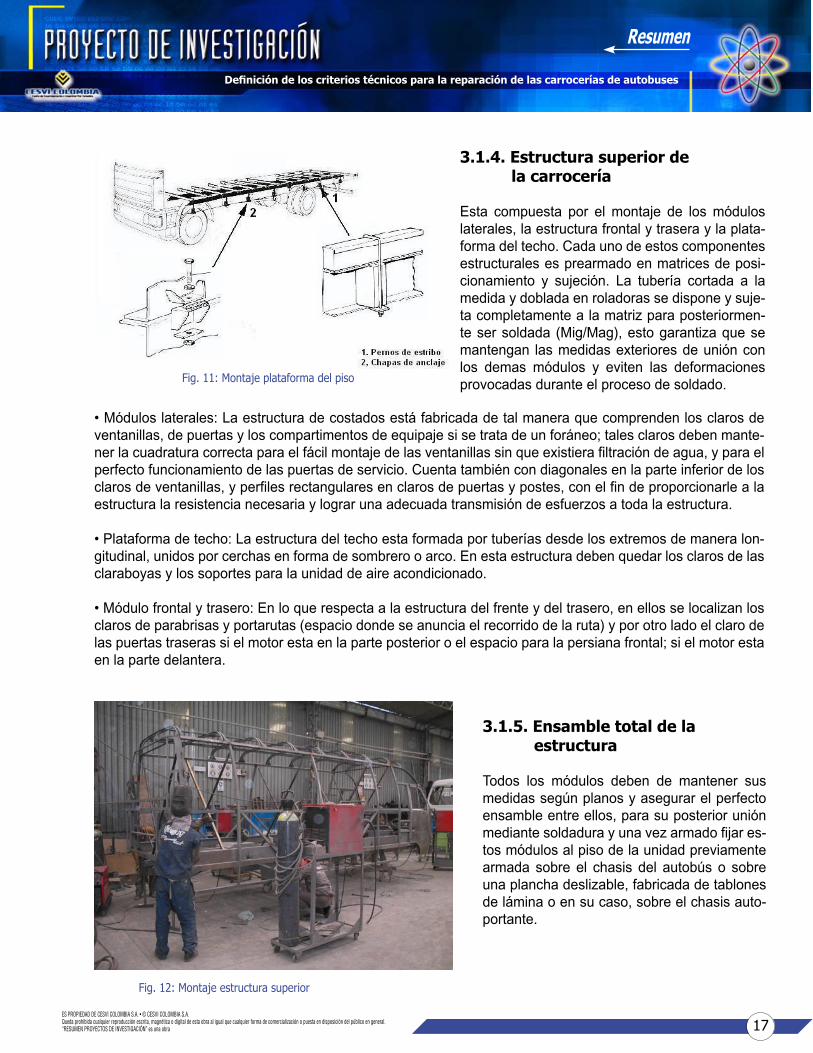
3.1.4. Estructura superior de la carrocería
Esta compuesta por el montaje de los módulos laterales, la estructura frontal y trasera y la plata-forma del techo. Cada uno de estos componentes estructurales es prearmado en matrices de posi-cionamiento y sujeción. La tubería cortada a la medida y doblada en roladoras se dispone y suje-ta completamente a la matriz para posteriormen-te ser soldada (Mig/Mag), esto garantiza que se mantengan las medidas exteriores de unión con los demas módulos y eviten las deformaciones provocadas durante el proceso de soldado. Fig. 11: Montaje plataforma del piso
• Módulos laterales: La estructura de costados está fabricada de tal manera que comprenden los claros de ventanillas, de puertas y los compartimentos de equipaje si se trata de un foráneo; tales claros deben mante-ner la cuadratura correcta para el fácil montaje de las ventanillas sin que existiera filtración de agua, y para el perfecto funcionamiento de las puertas de servicio. Cuenta también con diagonales en la parte inferior de los claros de ventanillas, y perfiles rectangulares en claros de puertas y postes, con el fin de proporcionarle a la estructura la resistencia necesaria y lograr una adecuada transmisión de esfuerzos a toda la estructura.
• Plataforma de techo: La estructura del techo esta formada por tuberías desde los extremos de manera lon-gitudinal, unidos por cerchas en forma de sombrero o arco. En esta estructura deben quedar los claros de las claraboyas y los soportes para la unidad de aire acondicionado.
• Módulo frontal y trasero: En lo que respecta a la estructura del frente y del trasero, en ellos se localizan los claros de parabrisas y portarutas (espacio donde se anuncia el recorrido de la ruta) y por otro lado el claro de las puertas traseras si el motor esta en la parte posterior o el espacio para la persiana frontal; si el motor esta en la parte delantera.
Fig. 12: Montaje estructura superior
3.1.5. Ensamble total de la estructura
Todos los módulos deben de mantener sus medidas según planos y asegurar el perfecto ensamble entre ellos, para su posterior unión mediante soldadura y una vez armado fijar es-tos módulos al piso de la unidad previamente armada sobre el chasis del autobús o sobre una plancha deslizable, fabricada de tablones de lámina o en su caso, sobre el chasis auto-portante.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
18
3.1.6. Laminación (Forrado) de páneles amovibles Llamada también cubierta fija por ser la laminación amovible de la fachada exterior e interior del vehiculo. Antes de la laminación se debe realizar un tratamiento anticorrosivo a la estructura.
• Imprimación de la Estructura: Consiste en la limpieza previa de la estructura, utilizando para ello solvente de rápida evaporación y garantizando la desaparición de la grasa de la superficie de acero del perfil. Una vez evaporado el solvente, se aplica la imprimación (Primario alquidálico, epóxico o cromato de zinc) adecuada al material de la estructura y al clima donde circulará el vehículo.
• Laminado Exterior: En esta etapa se instalan los módulos frontales y trasero, la plataforma del techo res-pectivamente y en ocasiones los hombros de las esquinas de la carrocería, los cuales suelen ser piezas de plástico reforzado en fibra de vidrio (PRFV), de 3 a 5 mm de espesor. De igual forma se instalan también los lienzos de lámina galvanizada (calibre 18 a 20) en los costados, hombros y toldo. Cabe mencionar que para el tensado de los lienzos de costados, primeramente se prefija con puntos de soldadura en un extremo del pánel y se tensa por el otro aplicando calor a 70-80°C de manera superficial para después fijar definitivamente y lograr un excelente tensado evitando ondulamientos en la lámina.
A las caras de los perfiles que van a recibir el panel se les ha aplicado antes un cordón de adhesivo poliuretano de secado rápido y alta resistencia a la tensión y el cizallamiento (adhesivos estructurales).
Templetes desujección del techo
Fig. 13: ensamble final de la semana
Montaje módulo trasero Montajee de la plataforma del techo
Laminado de los costados laterales
Montaje modulo frontal
Fig. 14: Laminado exterior

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
19
Aislamiento Termoacústico: En las celdas formadas por la estructura de perfiles y la laminación exterior se llenan con poliuretano liquido aspreado que al expandirse se conforma la colchoneta completamente en todo el volumen de las cajas de la estructura. Además de servir como aislante térmico y acústico del cubículo interno de la carrocería evita el ruido que producirían la estructura con las laminas por la vibración. En el piso se instalan cajuelas prefabricadas con poliuretano expandido en los espacios de la estructura que cumple la misma funcion de los paneles laterales.
Laminado interior: Posterior al aislamiento, se instalan los guarnecidos internos laterales en laminas galva-nizadas calibre 16 o 18 forrados en paños o plásticos. Las tapas trasera, delantera y de techo generalmente son de plástico reforzado en fibra de vidrio (PRFV), las puertas con su estructura se forran en lámina galva-nizada o aluminio.
En esta etapa también se montan las tapas de cajuelas, de motor, parrillas, herrajes, la instalación eléctrica de la unidad antes del forro interior y se realizan las pruebas de filtración de agua correspondientes.
El montaje de los elementos exteriores e interiores en la fabricación de la carrocería de un autobús se llevan a cabo utilizando remaches de aluminio pop sellado, remache de aluminio de impacto o tornillo golosos; agre-gando además, un sellador de butilo en traslapes como protección para las filtraciones de agua al interior; pero, en unidades modernas, se utilizan adhesivos estructurales elásticos, es una alternativa de calidad para bajar costos de fabricación, reducir pesos en la carrocería, le da una vista limpia a la unidad y algo muy impor-tante, el adhesivo tiene las características de absorber las vibraciones, esfuerzos de la estructura y además de servir como sellador para la filtración de agua en traslapes y uniones.
Cabe mencionar que debido a la configuración de ciertas piezas, a la tensión que se requiere en lienzos de lá-mina para ser montadas, etc., no queda excluido el utilizar sistemas de montaje combinados; es decir, que en estos casos se apoye para el fijado de elementos, de métodos de remachado, atornillados y de adhesivos.
3.1.7. Aplicación de pinturas
Previo al montaje de accesorios, se realiza la preparación de la unidad, para ser imprimada, aparejada y darle el acabado final según los cortes de pintura que se deseen. Aplicando el tipo de sistema (Bicapa, tricapa o monocapa) elegido, tanto por la parte exterior como interior, y en partes de fibras de vidrio. Inicialmente se hace la aplicación de las pinturas de fondo, para luego terminar con las pinturas de acabado.
A continuación, se expone el proceso aplicado para el pintado de los autobuses en fabrica después de salir de montaje de los modulos exteriores de la carrocería.
• Aplicacion de pinturas de fondo
Aplicación de Masilla: Rellena las deformaciones e iregularidades de la superficie. Se disimula la union entre laminas.Lijado de masillas: Nivela la superficie de la masilla con el resto de las piezas.Imprimacion: Proteger de la oxidación las zonas de lamina desnuda que aparecen del lijado de la masilla.Aparejo: Rellena las marcas de lijado, poros de masilla. Logra la adherencia necesaria de la pintura de aca-bado, logrando un espesor que permita conseguir la uniformidad de la superficie que recibira las pinturas de acabado.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
20
• Aplicación de pinturas de acabado
El tipo de acabado que finalmente tendra el autobus define el proceso que se debe seguir para la aplicación de la pintura final. La tecnología empleada para las pinturas de acabado es la 2K (dos componentes).
• Acabado bicapa: Este acabado esta compuesto por la aplicación de dos capas diferentes. Inicialmente, se aplica la capa que da el color de la superficie y luego e aplica el barniz (2K) para dar el brillo y la proteccion adecuada al color.
• Acabado Monocapa: Este acabado se realiza en una sola fase de aplicación y la pintura se aplica junto con el catalizador.
Fig. 15: autobús aparejado listo para la aplicación final de la pintura
Fig. 16: Personalización de autobuses
• Acabados especiales: Las divisas, franjas o ro-tulaciones son bastante empleadas para caracte-rizar y personalizar las flotas de las Compañias de transporte de personal. La aplicación de las di-visas se realiza sobre una base seca de acabado monocapa, se procede a enmascarar la zona que llevara la divisa, para luego ser mateada y limpia-da para aplicar el color que tendrá la divisa. Es común añadir un aditivo para los franjeados con el fin de obtener un secado más rápido y poder eliminar el escalón que se genera entre la divisa y las partes adyacentes. En los acabados bicapa, la divisa se debe realizar una vez seco el color o la pintura base y posteriormente, se debe dejar secar el color de la divisa para aplicar el barniz.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
21
3.1.8. Terminados estéticos
Es la última etapa de armado del autobuses, donde se montan los siguientes accesorios finales:
Internamente:
• Madera en el piso forrada con hules de polipropileno.• Boceleria interna• Cubiertas de plástico laterales y centrales del techo• Arneses eléctricos y ductos para el aire acondicionado.• Cabinas sanitarias.• Chapas y empaques de puertas• Portaequipajes superiores• Cubrepostes de las columnas de la carrocería que soportan los vidrios• Claraboyas• Silleteria• Consolas superiores y millares del conductor• Instalaciones eléctricas de tableros• Instalaciones de luces internas• Mamparas o separaciones de la cabina del conductor.• Pasamanos• Sistemas de video y monitores
Fig. 17: Aspecto interno de un autobús interurbano Fig. 18: Aspecto interno de un autobús urbano
Externas:
• Vidrios laterales• Parabrisas traseros y delanteros• Equipo de aire acondicionado• Boceleria exterior donde existen uniones de diferentes materiales.• Cornetas y luz rotativa• Rejillas de motor.
ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
22
4. DEFINICIÓN DE LOS CRITERIOS TÉCNICOS PARA LA REPARACIÓN DE LOS AUTOBUSES
Los métodos de reparabilidad de la carrocería de los vehículos de transporte difiere de los de automóviles en gran medida porque, su fabricación artesanal no permite establecer estándares en los componentes de cambio debido a que las medidas, formas contructivas y materiales empleados en los modelos de vehículos de cada carrocero son diferentes. El marco teórico expuesto, es la base conceptual para definir los parámetros que aseguren el correcto diag-nostico y evaluación de los daños ocasionados a un vehículo de transporte de pasajeros.
4.1. Definiciones y conceptos
Como primer estándar para construir los criterios de reparación en los autobuses, consiste en definir los pará-metros y términos necesarios que intervienen en la metodología de reparación.
Elementos constructivos: la reparación se realizara sobre los siguientes elementos que intervienen en la construcción de la carrocería.
• Perfil: Tubería cuadrada de acero galvanizado con la cual se arma la estructura del esqueleto de la carroce-ría. • Pánel de lámina: Páneles exteriores e interiores que revisten los costados laterales de la carrocería. Gene-ralmente son de lámina de acero galvanizado o lámina de aluminio.• Moldura de plástico reforzado: Módulos delantero y trasero y capota que reviste él módulo frontal, trasero y techo de la estructura de la carrocería.
Estructuras de la carrocería: De igual forma la carrocería queda seccionada en las siguientes grandes áreas que conforman el esqueleto de la carrocería (fig 10).
• Módulo delantero• Costado izquierdo• Costado derecho• Plataforma del piso• Plataforma del techo• Módulo trasero

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
23
4.2. Criterios de reparabilidad
Las características y la magnitud del daño me definen el tipo de reparación que debemos realizar sobre el vehículo. Según el daño, se clasifican los siguientes tipos de reparación en la carrocería de los autobuses:
4.2.1. Criterios de reparabilidad de páneles de acero galvanizado y aluminio Reparación del pánel (independiente del sustrato): Si la intensidad del daño permite realizar una repara-ción técnica posible con los procesos descritos en él capítulo anterior, se debe llevar a cabo la reparación. Para que sea técnicamente reparable el pánel, no debe presentar hundimientos, rasgaduras, desprendimien-tos o quiebres pronunciados, porque recobrar la planitud en este elementos es dispendioso y muchas veces más costo que realizar el cambio total o parcial de la sección.
• Sustitución parcial del pánel: Si el daño ocasionado al área del panel del costado es menor del 60% , se recomienda hacer una sustitución parcial del pánel. Se debe asegurar que la línea del perfil del corte realizado al pánel de la lámina descanse sobre alguna de las caras de los perfiles de la estructura.
• Sustitución total del pánel: Si el daño ocasionado al pánel supera el 60% del área, se recomienda el cambio total del pánel.
4.2.2. Criterios de reparabilidad de plástico reforzado tenemos
• Reparación de la moldura: Estas molduras tienen configuraciones curvas lo que dificulta la reparación. Además, para el cambio de la pieza total hay que recurrir al fabricante de la carrocería para que se elabore una nueva estructura con el molde original. Por tanto se recomienda recuperar la pieza si el daño no supera el 40% de la pieza del total del área de la misma. • Cambio total de la moldura: Si el daño supera el 40% del área de la moldura, conviene cambiar el compo-nente en su totalidad.
4.2.3. Criterios de reparabilidad de la estructura multitubular
• Enderezado de la sección del modulo: Se recomienda realizar la reparación de la estructura, si los perfiles afectados fueron sometidos a flexion. Esta reparación se puede realizar con la ayuda sistemas de estiraje o portos en frío. • Cambio de perfiles estructurales: Si el esfuerzo al que fue sometido el perfil de la estructura sufrió quiebres en las esquinas del cuadrado de la sección, debe ser cambiado. Si el esfuerzo al que fue sometido el perfil de la estructura sufrió hundimientos en las áreas de sus caras, el perfil debe ser cambiado.
Nota: Para realizar el corte de los perfiles se debe tener presente las siguientes recomendaciones: Se debe seccionar el perfil a 5 cm de distancia de la unión del nudo al que llega el perfil.

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
24
4.3. Criterios para la evaluación y diagnostico del daño
Antes de iniciar cualquier proceso de reparación, un buen diagnostico de la magnitud, tanto en intensidad como los costos; del daño son la base para definir establecer el método de reparación y el tipo de daño. Tenga en cuenta la siguiente metodología para la evaluación de los daños.
a. Evalué el ángulo de incidencia del impacto para definir posibles daños sobre las vigas del chasis. Se debe revisar los movimientos, pandeos o torcedura en los elementos constructivos de los anclajes de la carro-cería.
b. La intensidad del daño permite precisar, si la reparación de los elementos afectados es posible o debemos sustituir perfiles, paneles o molduras de plástico reforzado.
c. Defina los componentes afectados: 1. módulos estructurales de los costados de la carrocería, 2. Paneles internos y externos de las cubiertas laterales, 3. módulos de plástico reforzado de la parte frontal, trasera y techo.
d. Basado en los criterios establecidos en el numeral anterior, definir de los elementos afectados, si pueden ser técnicamente reparables o es mas conveniente su cambio.
e. Finalmente tenga presente que la reparación o sustitución de cualquier elemento de la carrocería debe realizarse con los métodos y herramientas adecuados con el fin de mantener las condiciones de diseño constructivas originales de la carrocería.
Elementotécnicamentereparable
Elementotécnicamente
reparable
Elementotécnicamenteno reparable

ES PROPIEDAD DE CESVI COLOMBIA S.A. • © CESVI COLOMBIA S.A.Queda prohibida cualquier reproducción escrita, magnética o digital de esta obra al igual que cualquier forma de comercialización o puesta en disposición del público en general. “RESUMEN PROYECTOS DE INVESTIGACIÓN” es una obra
Definición de los criterios técnicos para la reparación de las carrocerías de autobuses
Resumen
25
CONCLUSIONES
1. Se investigo sobre la normatividad oficial emitida por el Ministerio de Transportes y de identidades privadas como el Icontec para la fabricación de las carrocerías para vehículos de transporte de pasajeros. Estas reglamentaciones están encaminadas a ofrecer la seguridad y confort a los pa-sajeros que allí se trasladan. Es importante comentar que la Norma 5206 desarrollada en el 2002 no es exigida como parámetro técnico para la fabricación de las carrocerías.
2. Se establecieron los criterios de reparabilidad y la metodología de evaluación de los daños que permitan devolver las condiciones iniciales de seguridad pasiva en estos vehículos, ocasionados por una colisión. Estos criterios son el resultado de la investigación realizada en los procesos de producción en la industria carrocera.
3. La fabricación de las carrocerías es un proceso artesanal que realizan actualmente en el país 98 carroceras reconocidas por el Ministerio de Transportes. Esto conlleva a tener un sin numero de modelos de carrocerías complicando su estandarizar, con miras a desarrollar un baremo en función a los modelos de carrocerías como sucede actualmente con los automóviles. Por tanto, conviene establecer los criterios para definir los grupos para el análisis de la reparabilidad en la experimentación, con los criterios definidos en el presente proyecto.