CO2 laser welding of aluminium shipbuilding industry alloys: AA 5083, AA 5383, AA 5059, and AA 6082
6
PROCEEDINGS OF SPIE • SPI E- T he lnternational Society for Optical Engineering XIV lnternational Symposium on Gas Flow, Chemical Lasers, and High-Power Lasers Krzysztof M . Abramski Conference Choir Edward F. Pllnskl Conference Cochoir!Editor Wiesfaw Wollnski Progrom Choir 25-30 August 2002 Wrodaw, Po land Orgonized by Oeportment of Electronics. Wroctow University of Technology (Polond) Sponsored by Wroctow University of Technology (Polond) SP IE Poland Chapter European Office of Aerospace Research and Development. Air Force Office of Scientific Research. U.S. Air Force Research Laboratory KBN State Committee for Scientific Research (Poland) Polish Airtines LOT Volume 5120
Transcript of CO2 laser welding of aluminium shipbuilding industry alloys: AA 5083, AA 5383, AA 5059, and AA 6082

PROCEEDINGS OF SPIE • SPIE- The lnternationa l Society for Optical Engineering
XIV lnternational Symposium on
Gas Flow, Chemical Lasers, and High-Power Lasers Krzysztof M . Abramski Conference Choir
Edward F. Pllnskl Conference Cochoir!Editor
Wiesfaw Wollnski Progrom Choir
25-30 August 2002 Wrodaw, Poland
Orgonized by Oeportment of Electronics. Wroctow University of Technology (Polond)
Sponsored by Wroctow University of Technology (Polond) SPIE Poland Chapter European Office of Aerospace Research and Development. Air Force Office of Scientific
Research. U.S. Air Force Research Laboratory KBN State Committee for Scientific Research (Poland) Polish Airtines LOT
Volume 5120

PROCEEDINGS OF SPIE • SPIE-The l nt ernational Society for Opti ca l Engineering
XIV lnternational Symposium on
Gas Flow, Chemical Lasers, and High-Power Lasers
Krzysztof M. Abramski Conference Chair
Edward F. Plinski Conference Cochair/Editor
Wiestaw Wolinski Program Chair
25-30 August 2002 Wrodaw, Poland
Organized by Deportment of Electronics. Wroctow University of Technology (Polond)
Sponsored by Wroctow University of Technology (Polond) SPIE Polond Chop ter
~. /;...,...
Europeon Office of Aerospoce Reseorch ond Development. Air Force Office of Scientific Reseorch. U.S. Air Force Reseorch Laborotory
KBN State Committee for Scientific Reseorch (Polond) Polish Airlines LOT
The event for unveiling the ploque devoted to Mox Born wos funded by Wroctow University of Technology (Polond) • Deutsche Physikolische Gesellschaft (Germany) • lnstitute of Physics. London (United Kingdom) • Wroctaw City Council (Polond) • Deutsch-Polnische Gesellschoft der Universitot Wroctow (Breslou) (Germony) • INCOM Wroctow (Polond)
Pubtished by Volume 5120 SPIE- The lnternotionol Society for Opticol Engineering
SPIE is an intemational technical society dedicated to advancing engineering and scientific applications of optical, photonic, imaging, electronic, and optoelectronic technologies.

The popers published in this volume compose lhe proceedings of the technicol conference cited on fhe cover end title poge. Popers were selected by the conference progrom committee to be presented in orci or poster formot. end were subject to review by the editors end progrom committee. They ore published herein os submitfed. in the interest of timely disseminotion.
Pleose use the following formot to cile materia! from this book:
Author(s), "TIHe of Poper,"in Proceedings o! SPIE Vol. 5120X/V/nfemoliono/ Symposium on Gas Flow, Chemicol Losers. ond High-Power Losers. edited by Krzysztof M. Abramsl<i, Edward F. Pliriski. Wiestaw Woliriski. (SPIE. Bellinghom. WA. 2003) page numbers.
ISSN 0277-786X ISBN 0-8194-4980-6
Published by SPIE-The lnternatlonal Society for Opticol Engineering P.O. Box 10. Bellinghom, Woshington 98227-0010 USA Telephone 1 360/676-3290 (Pocific lime)· Fax 1 360/647-1445
Copyright© 2003. The Society of Photo-Opticollnstrumentation Engineers.
Copying of materia! in lhis book for internai or personal use. or far lhe internai or personal use of specific clients. beyond the fair use provisions gronted by the U.S. Copyright Low is outhorized by SPIE subject to poyment of copying fees. The Tronsoctionol Reporting Service base fee for this volume is $15.00 per artide (or portion thereof), which should be paid directly to the Copyright Cleoronce C enter (CCC). 222 Rosewood Drive, Donvers. MA O 1923. Poyment moy also be mode electronically through CCC Online a t http:/ /www.directory.net/copyright/. Other copying forrepublicotion, resa le. odvertising or promotion. or ony form of systemotic or multiple reproduction of ony moteriol in this book is prohibiled excepl with permission in writing from the publisher. The CCC fee code is 0277-786X/03/$15.00.
Printed in the Uniled Slotes of America.

C02 Laser Welding of Aluminium Shipbuilding lndustry Alloys: AA 5083, AA 5383, AA 5059, and AA 6082
A. Ancona1, G. Daurelio2
, L.A.C. De Filippis3, A.D. Ludovico3
, A.M Spera3
1 Unità di Ricerca INFM -Dipartimento Interateneo di Fisica, Università degli Studi di Bari, Via Amendola 173, 70126, Bari, ltaly
Phone: +39 080 5442371, Fax: +39 080 544 2219, e-mail: [email protected] 2 Centro Laser, Strada Prov.le per Casamassima, km 3, 70010, Valenzano, Bari, Italy
Phone: +39 080 4674314, Fax: +39 080 4674457, e-mail: [email protected] 3 DIMeG- Politecnico di Bari, viale Japigia, 182, 70126, Bari, ltaly
Phone: +39 080 5962755, Fax: +39 080 5962788, e-mail: [email protected]
ABSTRACT
Aluminium alloys are interesting in many and many industriai applications, from the classica! aircraft industry to rail and road vehicles manufacturing (High Speed Train, Car Structure and Body). Recently much more attention for Aluminium Alloys, 5000 and 6000 Series, has been carried out by Shipbuilding lndustry, especially for using in the H.S.L.C. (High Speed Light Craft). Therefore the aim ofthis experimental work has been to study, develop and test a reproducible C02 laser welding procedure and tecbnique on four specific alloys, that is AA 5083, AA 5383, AA 5059 (Al-Mg Alloys), and AA 6082 (Al-Mg-Si AUoy). Different techniques, methodologies, covering gases, nozzles, focusing Jenses and mirrors, welding speed range, laser power range (1000 and 2500 W) bave been carefully experimented. The melted zones properties bave been evaluated by cross sections, and some visual inspections by a NIKON LUCIA Imaging System correlating each experimental test, results and evaluations to the adopted process parameters and to the thermo-physical properties ofthe tested alloys.
Keywords: laser welding, Aluminium alloys.
l. INTRODUCTION
Aluminium-based alloys are becoming of increasing interest to mecbanical industry, especially tbe transport one, since they are light materials but stili preserving good mecbanical properties. Lightness, botb with high mechanical and corrosion resistance, makes aluminium alloys suitable for different applications from the automotive, locomotive and aerospace, to the shipbuilding industry. In the latter tield aluminiumbased frames and coverings of lighter weight allow to build larger and faster boats, having lower fuel consumption. Moreover, due to the almost total absence of corrosion processes in the aluminiummade boat parts, a considerable reduction of the maintenance costs is noticed, even if the materia l is neither painted nor anodized. Finally, · from a structural point of view, aluminium constructions show an enhanced resistance to fatigue strengths (Figure l). The generally used alloys for sbipbuilding industry applications are rolled AI-Mg
Figure l. An example of Al-alloys on naval application (H.L.S.C.)
alloys (series 5000) and extruded Al-Si-Mg alloys (series 6000).
Proceedings of SPIE Vol. 5120 XIV lnternationaJ Syrnposium on Gas Flow, Chemical lasers, and High-Power lasers, edited by Krzysztof M. Abramski, Edward F. Plinski, Wieslaw Wolinski (SPIE, Bellingham, WA, 2003) · 0277-786X/03/$15.00
577
3~.---------------------------------~
3+---------------~~------~~~--~
Il.Sr---~~=---~~~~~----v -5 2 i---------,::,......C'---=--"'""':::7"" c.
o ~ r---~;;;....::===--=-------1 c .g l +------------------- ---; :; ~ o.s 1-------------------------1 ~ 0~--~----~--~----~--~----~--~
a)
2700
3~
3
12,.5
"§. 2 ~ ~5 c o -~ o
l
c ~0,5
o
olSOOW ~---------------------~ olOOOW
li 1500 w 1------------------------~
b)
000 ISO O !700 1900 2100 2300 2500 30 50 70 90 IlO 130
Laser Power [W)
2~~========,------------------------r
e .§. 2
~
-40mm/o
--o--60 mm/1
--l!r--80 mral•
~ ~ J_____.(~~::::::::~~==::::::::=;~~ ~ ----i ~
~ ~~--~----~--------~--~----~--~
c)
Weldìng Speed [mm/s]
l.S r-------------------~
l
~ -o--40nm's
<ç.S +----1t"""""~--=- - -----------1 -<>- 60 nm's -somm's
100 rrm's
-120rrm's
1300 ISO O 1700 1900 2100 2300 2SOO 2700 1300 ISO O 1700 1900 2100 2300 2500 270 0
Laser Power [W) ~Power[W]
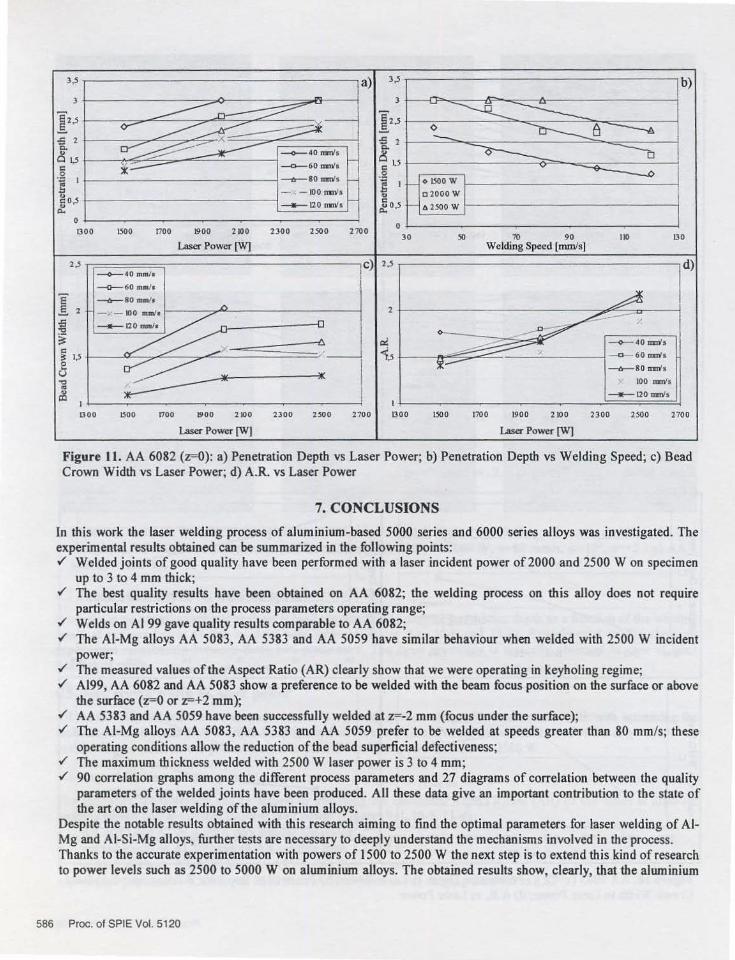
Figure 11. AA 6082 (z=O): a) Penetration Deptb vs Laser Power; b) Penetration Depth vs Welding Speed; c) Bead Crown Widtll vs Laser Power; d) A.R. vs Laser Power
7. CONCLUSIONS
In tbis work tbe laser welding process of aluminium-based 5000 series and 6000 series alloys was investigated. The experimental results obtained can be summarized in Ùle following points: ./ Welded joints of good quality bave been performed witll a laser incident power of2000 and 2500 W oo specimen
up to 3 to 4 mm thick; ./ The best quality results bave been obtained on AA 6082; tbe weldiog process on this alloy does oot require
particular restrictions on tbe process parameters operating range; ./ Welds on Al99 gave quality results comparable to AA 6082; ./ The Al-Mg alloys AA 5083, AA 5383 and AA 5059 bave similar behaviour when welded with 2500 W incident
power; ./ The measured values ofthe Aspect Ratio (AR) clearly show tbat we were operating in keyholing regime; ./ Al99, AA 6082 and AA 5083 show a preference to be welded with the beam focus position on the surface or above
the surface (z=O or z=+2 mm); ./ AA 5383 and AA 5059 bave been successfully welded at z=-2 mm (focus under the surfàce); ./ The Al-Mg alloys AA 5083, AA 5383 and AA 5059 prefer to be welded at speeds greater than 80 mm/s; these
operating conditions allow the reduction of the bead superficial defectiveness; ./ The maximum tbickness welded with 2500 W laser power is 3 to 4 mm; ./ 90 correlation graphs among the different process parameters and 27 diagrams of correlation between the quality
parameters of the welded joints h ave been produced. Ali these data give an important contribution to the state of tbe art on the laser welding ofthe aluminium alloys.
Despite the notable results obtained with this researcb aiming to find the optimal parameters for laser welding of AIMg and AI-Si-Mg alloys, furtller tests are necessary to deeply understand the mechanisms involved in Ùle process. Tbanks to the accurate experimentation with powers of 1500 to 2500 W the next step is to extend this kind ofresearch to power levels such as 2500 to 5000 W on aluminium aJloys. The obtained results sbow, clearly, tbat the aluminium
586 Proc. of SPIE Vol. 5120

alloys prefer power density of 107 W/cm2 rather than 106 W/cm2, that is they prefer the most narrow zone closer to the
focal point ofthe beam (max 2 mm) rath.er than the whole remaining depth offocus.
ACKNOWLEDGMENTS
The Authors are grateful to Ing. G. Morabito Rodriquez of Cantieri Navali, located in Messina, Italy, to Dott. L. M. Volpone of the Fincantieri of Cantieri Navali Italiani, located in Genova, ltaly and to Sig.ra A. Aresi of Pechiney Rhenalu located in Milan, Italy, for having furnished us the aluminium specimens.
BmLIOGRAPHY
[l] UNI 10300: 1994 - Determination ofthe foca! piane fora focused laser beam. Inclined piane method (03/31/1994) [2] Aluminium and the sea", PECHNEY RHENALU, Maggio/2001. [3] RA YNAUD, PH. GOMIERO, "Leghe di Alluminio per Imbarcazioni", Rivista ALLUMINIO e LEGHE/Anno
Vlll-n.79, Giugno 1996/pp.73-77. [4] ZHAO, D. R WlllTE, T. DebROY, "Current issues and problems in laser welding of automotive aluminium
alloys", Intemational Materials Reviews, Vol. 44-n. 6, 1999/pp. 238-265. [5] DAURELlO, L. CENTO, C. ESPOSJTO, "Saldatura a Laser C02 da 2 Kw di Acciai al Carbonio e Inossidabili"
Monografia P.F. Laser di potenza del CNR, 1982. [6] PASTOR, H. ZHAO, R. P. MARTUKANJTZ, T. DebROY, "Porosity, uoderfill and magoesium loss during
continuous wave Nd-YAG laser weJding of thin plates of aluminium alloys 5182 and 5754", Welding Research Supplement Review, Giugoo/1999, pp. 207-216.
[7] M. FERSINJ, M. PATRICOLO, L.M. VOLPONE, "Saldatura laser di leghe di alluminio, serie 5000 e 6000 per costruzioni navali", Rivista LAMIERA, Ottobre/2001, pp. 148-157.
Proc. of SPIE Vol. 51 20 587