
Celda Neumatica
27
Automatización en Celda Neumática David Sáenz Ardila 285936 Luis Alberto Arias 285678 Introducción En el siguiente informe se mostrará el procedimiento para el control de la Celda Neumática a partir de programación en Ladder utilizando el software de programación de Festo. Se hará una aproximación al problema a partir del análisis POA a una rutina de ensamblaje por medio de la celda neumática. Posteriormente se realizará la explicación de la rutina a partir del código Ladder. Marco Teórico El Diagrama de Escalera: Diagrama Ladder, o de Contactos, originario de USA es un tipo de lenguaje para PLC basado en esquemas eléctricos de control clásicos. Es necesario comprender los diferentes elementos que constituyen este lenguaje. En la siguiente tabla se muestran los símbolos y descripciones de los elementos. Símbolo Nombre Descripción Contacto NA (Normalment e Abierto) Activada cuando tiene un uno lógico en la entrada que representa. Es una entrada, variable interna o bit de sistema; utilizada para captar información del proceso controlado.
Transcript of Celda Neumatica

Automatización en Celda NeumáticaDavid Sáenz Ardila 285936Luis Alberto Arias 285678
IntroducciónEn el siguiente informe se mostrará el procedimiento para el control de la Celda Neumática a partir de programación en Ladder utilizando el software de programación de Festo. Se hará una aproximación al problema a partir del análisis POA a una rutina deensamblaje por medio de la celda neumática. Posteriormente se realizará la explicación de la rutina a partir del código Ladder.
Marco Teórico
El Diagrama de Escalera: Diagrama Ladder, o de Contactos, originario de USA es un tipo de lenguaje para PLC basado en esquemas eléctricos de control clásicos. Es necesario comprender los diferentes elementos que constituyen este lenguaje. En la siguiente tabla se muestran los símbolos y descripciones de los elementos.
Símbolo Nombre Descripción
Contacto NA
(Normalmente Abierto)
Activada cuando tiene un uno lógico en laentrada que representa. Es una entrada, variable interna o bit de sistema; utilizada para captar información del proceso controlado.

Contacto NC
(Normalmente Cerrado)
Su función es similar al contacto NA anterior, pero en este caso se activa cuando hay un cero lógico.
Bobina NA
(Normalmente Abierto)
Se activa cuando la combinación que hay asu entrada (izquierda) da un uno lógico. Su activación equivale a decir que tiene un uno lógico. Suele representar elementos de salida, aunque a veces puedehacer el papel de variable interna.
Bobina NC
(Normalmente Cerrado)
Se activa cuando la combinación que hay asu entrada (izquierda) da un cero lógico.Su activación equivale a decir que tiene un cero lógico. Su comportamiento es complementario al de la bobina NA.
Bobina SET
Una vez activa (puesta a 1) no se puede desactivar (puesta a 0) si no es por su correspondiente bobina en RESET. Sirve para memorizar bits y usada junto con la bobina RESET dan una enorme potencia en la programación.
Bobina Reset
Permite desactivar una bobina SET previamente activada.
Bobina JUMP
Permite que se salten instrucciones del programa e ir a etiqueta que el usuario desee. Es utilizada para hacer subprogramas.
Tabla 1: Simbolos Ladder [1]
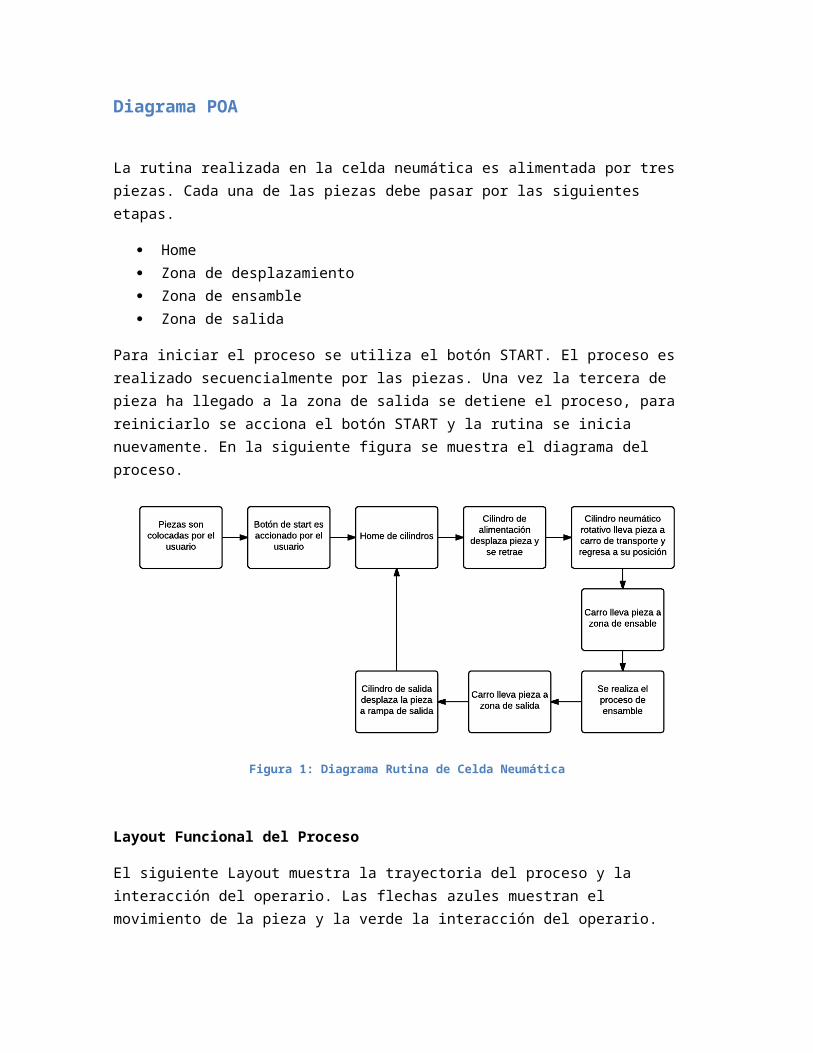
Diagrama POA
La rutina realizada en la celda neumática es alimentada por tres piezas. Cada una de las piezas debe pasar por las siguientes etapas.
Home Zona de desplazamiento Zona de ensamble Zona de salida
Para iniciar el proceso se utiliza el botón START. El proceso es realizado secuencialmente por las piezas. Una vez la tercera de pieza ha llegado a la zona de salida se detiene el proceso, para reiniciarlo se acciona el botón START y la rutina se inicia nuevamente. En la siguiente figura se muestra el diagrama del proceso.
Figura 1: Diagrama Rutina de Celda Neumática
Layout Funcional del Proceso
El siguiente Layout muestra la trayectoria del proceso y la interacción del operario. Las flechas azules muestran el movimiento de la pieza y la verde la interacción del operario.

Figura 2: Parte 1 Celda Neumática
Figura 3: Parte 2 Celda Neumática
Entradas y salidas del sistema
A continuación se muestran las entradas y salidas utilizadas en elproceso y su respectiva posición en el módulo respectivo
Entradas

Botón Start
Salidas
carro de transporte a ensamble carro de transporte a salida retraer carro ensamble extender carro ensamble abrir pinza cerrar pinza bajar brazo girar brazo extender cilindro de centrado extender cilindro centrado ensamble extender buje de ensamble extender cilindro de alimentación retraer cilindro de alimentación extender cilindro de salida retraer cilindro de salida cilindro de alimentación extendido brazo retraído brazo en zona de transporte brazo en zona de alimentación cilindro de salida extendido
Poa Nodriza
En el siguiente diagrama se muestra el proceso a realizar, las entradas y salidas que requiere del sistema. Debido a que es necesario descargar el programa Ladder realizado al PLC, se incluye la Plataforma de la cual se obtiene la rutina a realizar. Al igual es necesario descargar el estado de las maquinas, de manera que no haya errores al ejecutar el programa

Figura 4: POA Nodriza

Poa Estático
Debido a que la rutina no utiliza sensores se tomaran los procesos realizados como los pasos que debe seguir la pieza. Las líneas azules muestran la retroalimentación de la rutina al PLA. La línea verde muestra el aire utilizado para accionar los cilindros-
Figura 5: POA Estático

Programación en Ladder
Declaración de Entradas, salidas y variables a utilizar.
Una vez se ha creado un nuevo programa, con un controlador FEC Standart. Se procede a asignar las entradas y salidas, de acuerdo con la conexión realizada en el PLC FC640.
Figura 6: Entradas y Salidas
El proceso va a ser realizado utilizando temporizadores, etapas y contadores; es necesario declarar los siguientes operandos.

Figura 7: Procesos temporizadores y variables

Programación Ladder
La programación se realizó por etapas, para esto se utilizan los bloques TO y =, para realizar lacomparación. TO permite reemplazar el valor de la variable por el valor ingresado a la parte izquierda del bloque.
Figura 8: TO
El siguiente bloque hace una comparación de la variable con el valor en la segunda casilla. En caso de que sean iguales manda un uno lógico a su salida.
Figura 9: Igual
Los temporizadores se utilizan a manera de seguridad para que las válvulas de doble efecto no se accionen al mismo tiempo y esperar los tiempo respectivos entre paso y paso. Se utilizan los siguientes bloques para la lógica.

Figura 10: Temporizador Y Examine_Off T0
El Examine_Off es utilizado para dar un uno lógico una vez el tiempo del temporizador se ha cumplido. Para el temporizador se selecciona cual temporizador se utilizará en la parte superior yel tiempo respectivo.
Debido a que se utilizan cilindros de doble efecto se recomienda utilizar Set(S) y Reset(R) para la lógica del programa. El Set coloca la salida respectiva en 1 y Reset la coloca en 0. En la siguiente imagen se muestra el los bloques para extender el cilindro de alimentación.
Figura 11: Set y Reset
El primer paso espera la señal del Botón de inicio, en este paso se reinicia el contador CW2 que se encarga de contar el número de piezas y lleva la variable step (CW200) a 1.

Lleva las piezas a su Home, mientras el valor del contador CW2 sea menor a 3 y step se encuentre en el paso 1.

Se inicia un temporizador de 2 segundos y se lleva step al paso 2.

Una vez se cumplen los dos segundos y step se encuentra en 2 procede a extender el cilindro de alimentación.

Los siguientes pasos matienen la misma lógica por lo la imagen tendra en su descripación la función realizada.

Figura 12: Retraer Cilindro

Figura 13: Bajar Brazo
Figura 14: Cerrar Pinza

Figura 15: Girar y subir brazo
Figura 16: Bajar Brazo

Figura 17: Abrir Pinza
Figura 18: Girar y Subir Brazo

Figura 19: Llevar carro a zona de ensamble

Figura 20: Retraer carro de ensamble
Figura 21: Extender Buje de ensamble

Figura 22: Extender cilindro de centrado de ensamble
Figura 23: Retraer cilindro de centrado

Figura 24: Retraer buje de ensamble y retraer carro ensamble

Figura 25: Carro de transporte a zona de salida

Figura 26: extender cilindro de salida

En este paso se lleva el proceso al paso 1 para repetir el proceso. A través de se incrementa el contador en 1. De manera que cada vez que se lleva una pieza a la salida incrementa el contado CW2 en 1.
Figura 27: Retraer cilindro de salida y regresar a paso 1

Bibliografía IEC 61131-3: a standard programming resource. PLC OPEN.




