bulletin - Siempelkamp
92
bulletin THE SIEMPELKAMP MAGAZINE 01_2018 135 years Siempelkamp Markets Solutions for the challenges of tomorrow 135 years Siempelkamp Machines Leadership in Technology 135 years Siempelkamp People Interview with Dr. Dieter Siempelkamp
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of bulletin - Siempelkamp

bulletinTHE SIEMPELKAMP MAGAZINE 01_2018
135 years Siempelkamp MarketsSolutions for the challenges of tomorrow
135 years Siempelkamp Machines Leadership in Technology
135 years Siempelkamp PeopleInterview with Dr. Dieter Siempelkamp

2 bulletin : 135 years Siempelkamp : Editorial
> 135 YEARS SIEMPELKAMP

bulletin 3
Dear Readers,
In 2018 Siempelkamp celebrates its 135th anniversary. Though this is not a major anniversary,
it is still a milestone that makes us proud.
Looking back at such a time period, there is every reason to reflect upon the chronology
of your positioning in the market. First, there is the family company, which was driven by a
strong desire and the innovative strength of the shareholders and managing directors from
the start. Next came the time of the technology transfer, the process of transforming experience
and technological concepts into more and more new applications. A time of expansion
followed in the 1970s and 1980s, and then the consistently advanced internationalization
to the present day combined with our ambitious research and development, and finally the
growth of the last ten years.
Today, we operate as an international technology provider in differentiated and digitalized
markets. Our motto is “Leadership in Technology”. Nevertheless, we are always conscious of
our traditions and roots, in particular, our responsibility towards our long-standing established
customer relationships, but also towards our employees. Range and innovative strength are
not possible if a company cannot show a sound corporate culture.
We thank you, dear customers and partners, for each milestone we have achieved together in
our company history. Let’s continue on this path!
Enjoy reading our Bulletin!
With kind regards from Krefeld
Dr.-Ing. Hans W. Fechner
Dr.-Ing. Hans W. Fechner, Spokesman of the Management of G. Siempelkamp GmbH & Co. KG

4 bulletin : 135 years Siempelkamp : Content
: People
8 ‘Reliability, honesty, trust’ Interview
with Dr. rer. nat. h.c. Dieter Siempelkamp
12 CMC Texpan Benvenuto, Xylexpo!
16 Wood-based panel industry in India High-efficient plant concepts
are advancing
22 Siempelkamp Giesserei Production at its best
: Markets
28 “We deliver solutions for the challenges of tomorrow” Interview
with Dr.-Ing. Hans W. Fechner
32 Siempelkamp’s markets in the year of its 135th anniversary In the
international fast lane
42 GIM EXPORT Group and Siempel-kamp Hoşgeldiniz, wood-based panel
industry
44 Siempelkamp in the ASEAN countries The German partner with
presence in Singapore and
Kuala Lumpur
50 Location expansion for Siempelkamp in Blatnice, Czech Republic Moving on!
52 Siempelkamp NIS Ingenieurge-sellschaft mbH A further dismantling
project for a nuclear power plant in the
USA
56 Service 4.0 by SLS We are shaping
the future
: Machines
64 Siempelkamp developments
Leadership in Technology
72 Record year 2017 An extremely
successful year for Strothmann
74 Siempelkamp’s expertise in plants for the production of composites 2017 The entire process chain scores big
76 Siempelkamp’s performance in India In 20 months from the contract to the first
board
80 Four months ahead of schedule ContiRoll® at it’s best
84 Where brute forces are working cost effectively Energy-efficient drive
concepts in metal forming

bulletin 5
135 years of Siempelkamp stand for diverse generations of management and employees as well as customer relation-ships. In an interview Dr. rer. nat. h.c. Dieter Siempelkamp presents a lively picture of formative contacts and in-fluential characters.
> Read the interview on page 8.
Siempelkamp has successfully established itself throughout the world as an international technology provider. How are the current strategies and projects in China, Eastern Europe, or the USA faring? Dr.-Ing. Hans W. Fechner summarizes where Siempel-kamp sets milestones.
> Find out the details on page 28.
Which extraordinary de-velopments characterize and continue to characterize Siem-pelkamp’s “Leadership in Technology”? Dr.-Ing. Volker Middelmann illustrates which two fundamentally different sources reinforce the reputation of the company as a driver of innovation.
> Read more about this topic on page 64.
26 626

6 bulletin : 135 years Siempelkamp : People

bulletin 7
135 years of Siempelkamp represent many decades full of visions. New markets, innovative technologies, progress through research – all that was and is only possible because the management and teams think and act according to the motto “Leadership in Technology”.
PEOPLE

8
135 years S iempe lkamp
bulletin : 135 years Siempelkamp : People
Bulletin: How did your father Eugen Siempelkamp make his mark during his period from 1919?Dr Dieter Siempelkamp: My father started managing the company at the age of 25. He was very strong-willed. He managed the company during the difficult period following the First World War – through the inflation, the global depression and the crippling lack of raw materials that existed during the 1920s. He faced different challenges than my grandfather had. And he overcame them with hard work and his strong will. Siempelkamp then received an order from Russia for 20 hot-platen dryers for veneer production – on condition that the first dryer was supplied free of charge. My father took the risk and shipped the prototype free of charge after three months. The total order – for around 400 hot platens – was placed six months later. This order saved the company. My father, just like my grandfather, was also always interested in establishing international contacts to extend the company’s reach. Furthermore, his innovative capacities and foresight resulted in additional Siempelkamp patents. His commitment to his workforce was also remarkable: before the currency reform in the period following the First World War, it was often customary for orders to be settled in kind. When a farmer ordered
Bulletin: Dr Siempelkamp, we are looking back on 135 years of history that Siempelkamp has enjoyed from the view of those people who have shaped and who continue to shape the company. You once said in an interview in 2015, ‘It was always the case that the right person was at the head of the company at the right time.’ What makes the respective Siempelkamp generations stand out from each other?Dr Dieter Siempelkamp: My grandfather Gerhard Siempelkamp brought a special entrepreneurial spirit to the company he founded in 1883. He was driven by three interests: technology – markets – internationality. His concept for hot platens that employed a drilled system of pipes to heat them stood for a unique innovative technology. The system was initially intended for use in the textile industry. But he had also started to supply the plywood industry and the still young plastics and rubber industries and had commenced delivering metal forming presses by around 1900. It was in this way that he expanded into new markets. He further established the name of Siempelkamp, for instance, in eastern Europe – where there was also a demand in the plywood industry for our presses. The first shipment to Russia was executed in 1906.
‘RELIABILITY, HONESTY, TRUST’ Interview with Dr. rer. nat. h.c. Dieter Siempelkamp By Dr. Silke Hahn
INTERVIEW
Siempelkamp is celebrating its 135th anniversary – that’s a history that covers several generations of
management personalities, customers and employees – all of whom have shaped the company. What
has set the respective managements apart at Siempelkamp? And how has the company been able to
maintain relationships with customers so stably and successfully – sometimes over many decades?
Bulletin spoke to Dr. rer. nat. h.c. Dieter Siempelkamp, ‘business person of the third generation’.
Siempelkamp advertisement for the aerospace industry from the 1950s

bulletin 9
a screw press for pressing potatoes or apples to produce high-volume spirits, it was frequently paid for in potatoes or apples – and we often supplied rubber presses in return for rubber boots and bicycle tyres. Such barter transactions often benefited the workforce and were not unusual during the post-war period.
Bulletin: You followed these two management phases as the ‘third generation in business’ in 1970 …Dr Dieter Siempelkamp: …and focused on the challenge of following the examples of my grandfather and father and continuing the paths they had pursued. This meant the further development of technologies and markets and the intensification of dialogue with customers. The key to success in the plant-and-machinery business was to develop and master process engineering and technologies – in line with our motto ‘innovation from tra-dition’ – while pursuing the aim of subsequently being able to say: ‘Leadership in Technology’. It is what made it possible for us to expand beyond presses to being able to supply complete plants and consequently grow our order books.
Dieter Siempelkamp (left of the training director) Siempelkamp apprentices in 1953 (with Dr Dieter Siempelkamp centre left)
Dr. rer. nat. h.c. Dieter Siempelkamp, was born in Krefeld in 1933, and joined his father’s company in 1958. He was appointed managing partner in 1970, he retired from the management in 2003. He remained chairman of the Siempelkamp Group’s supervisory board until 2017. Dr Dieter Siempelkamp re-mains closely associated with the com-pany as a shareholder and the Honorary Chairman of the Supervisory Board.
Combined straightening and forming press by Siempelkamp

10 bulletin : 135 years Siempelkamp : People
Bulletin: You’ve met famous politicians, aristocrats and business personalities throughout your work. Which encounters impressed you particularly? Dr Dieter Siempelkamp: iOne outstanding experience was meeting Jimmy Carter before he became president of the United States of America. I met him in 1973 when we opened our branch in Atlanta. Then there’s Felix Liner, Director-General of the Central Russian Ministry for the Wood and Paper Industry. We maintained a regular exchange throughout my time as chairman of the German engineering association’s wood division and the relationship developed into a friendship over the years. I greatly admired Felix Liner as an outstanding expert who quietly but efficiently managed a major ministry. It was Harry Merlo who stood out as a special business personality in the USA. As the CEO of Louisiana Pacific, he placed the order for the first ContiRoll® plant in 1985. And I also had great respect for Dr Friedrich Wilhelm Christians, the former CEO of Deutsche Bank, who was the long-standing chairman of our advisory board. For me, he was a special personality, an ‘honourable banker’ who operated to outstanding standards.
Bulletin: Siempelkamp’s relationships with customers were just as long lasting as some of those personal contacts – some even endured for decades. To what do you attribute this continuity?Dr Dieter Siempelkamp: To three essential values – reliability, honesty, trust. These values create likeability and empathy. And this was only possible by supplying quality; quality that helped our customers achieve success in business. In the case of Duratex, a plant operator in Brazil, this success resulted in an association that continued down through the generations. The company purchased the first plant for the production of wet fibre boards from my father in 1953. This resulted in many years of cooperation, which in turn led to us supplying four particleboard production plants and five MDF production plants over the years. My father negotiated with the company founder Dr Olavo Egydio Setúbal whom I also got to know in later years. Our companies’ relationship is founded on reliability and produced many follow-up orders.
Bulletin: Within the overall structure of things, the so-called ‘Siempelkampers’, the workforce, hold an important position. What do you think sets such a Siempelkamper apart?
Dr Dieter Siempelkamp: The thing that all the so different members of our team have in common is their pride in our company. Pride in Siempelkamp’s reputation, its tradition and its market leadership in many areas – pride in a company that in spite of all its innovative power always keeps its feet firmly on the ground. Our teams are committed and contribute in all individual areas of responsibility to driving the business forward. The very positive response to our improvement suggestion scheme, the many suggestions for improvements that our employees submit every year are an expression of this pride.
Bulletin: You started to pursue internationalisation very early on. How was it possible for the company to position itself so strongly in so many markets – particularly in view of the cultural diversity encountered in these markets? Dr Dieter Siempelkamp: When I came to manage Siempelkamp in 1970, it was already clear that it had to be reorganised to adapt to the changing international conditions that the company faced as the ‘economic miracle’ came to an end. Siempelkamp had already established itself in Russia and the USA. It was clear to me that we had to build up an even stronger and broader base of international customers to enable us to absorb the different economic trends in the different countries. The global dependencies and interrelationships weren’t as pronounced then as they are now. We expanded particularly in South-East Asia, South America and later in China. Our internationalisation strategy has always been aimed at intensifying our contacts with customers locally by establishing individual branches. This strong presence in the market is a particular strength. It is realised particularly by our service and the development and expansion of our production in other countries.
Bulletin: Siempelkamp’s research and development activities were significantly expanded under your leadership. What was important to you at the time when this department was set up and when it started to set itself apart?Dr Dieter Siempelkamp: The priority for me was to systematise and focus the wealth of ideas that had always characterised the company. We opened our R&D centre to this end in 1974. It enabled us to develop the engineering processes across all stages and achieve the quality we
ContiRoll® No. 1 for Louisiana Pacific
First board from a Siempelkamp plant at
Duratex, a long-standing customer, in Agudos

bulletin 11
135 years S iempe lkamp
Dr Dieter Siempelkamp (3rd from right) in December 2017 – meeting of the advisory board at Siempelkamp’s Qingdao/China location
Dr Dieter Siempelkamp in February 2018 celebrating the opening of the SLS services and logistics centre in Bad Kreuznach
are producing today. The skill with which we are able to manage technological processes makes us more self-reliant and independent of suppliers. Our standard is deemed to be the benchmark and benefits our customers, for example, in the shape of the considerable reduction of commissioning times for complete plants. We were able take another significant leap forward with the development of our Prod-IQ® ‘NEXT’ process-control system. It has enabled us to realise the self-optimising production plant – reliable quality at optimum cost.
Bulletin: Markets and organisations develop in ever-faster cycles. What challenges does this bring to the management of a company like Siempelkamp?Dr Dieter Siempelkamp: My motto here is, ‘To set specific priorities with the aim of achieving stability while change is happening.’ Siempel-kamp has always been able to establish its market leadership in its respective areas of business and set priorities appropriately. The high quality of casting work achieved at Siempelkamp’s foundry, the skills in the field of thick-walled casting and heavy-duty casting deserve special mention here. Our flagship activities also include our outstanding achievements in the wood-processing sector, which we were recently able to transfer to the use of annual plants for the board industry. We’re also setting benchmarks in the field of metal forming and in the rubber sector. These are, of course, areas where Industry 4.0 and the associated digitisation are presenting new challenges. We’re approaching these issues from two directions: on the one hand, we’re developing new controls to make our customers’ plants even more effective and, on the other, we’re integrating the digital concepts into our own company’s processes. We’re already employing the modern digital engineering methods that are essential to the time-saving and effective development of plants and machinery.
Bulletin: Technologies are a factor in the success of a company, the right team is another. That’s why employer branding is an issue that is relevant to many SMEs. What do you think makes the ‘Siempelkamp’ brand strong and attractive to applicants?Dr Dieter Siempelkamp: One outstanding characteristic of our company is its great international reputation. This reputation binds our existing workforce and attracts new employees. The high quality of our training
has for many years been another outstanding aspect of our good reputation. We offer a wide range of different opportunities for training and further education, we’ve introduced dual training concepts and cooperative ventures with universities and are always able to credibly convey and anchor our visionary development. In 2018, the year of our 135th anniversary, our dedication, our commitment and the creativity of all those who make up Siempelkamp remain central to our chronology.
Apprenticeship qualification awards 2017: Siempelkamp apprentices at their qualification award ceremony in 2017

12 bulletin : 135 years Siempelkamp : People
For a long-standing Siempelkamp subsidiary,
Xylexpo 2018 is going to be a home game:
CMC Texpan S.r.l. from Colzate in Italy will be
represented at the Siempelkamp booth within
the group of companies. This is a good reason
to take a closer look at the specialist for
front-end machinery.
CMC Texpan: Benvenuto, Xylexpo!
By Dr. Paolo Gattesco
Core business – Wood: CMC Texpan advances innovationsWithout doubt, the wood-based materials industry, particularly the particle board industry, represents the core business sector of CMC Texpan. “Here we have a solid reputation which is not only due to the high standard of our supplied machines, but also
the excellent service we provide. Our techno-logical know-how has always been a very valuable resource to our worldwide customers. Even for retrofit projects our customers can rely on customer-specific solutions,” says Paolo Gattesco, General Manager of CMC Texpan.
The CMC team in Colzate
Siempelkamp stands for an end-to-end service chain when it comes to plants for the wood- based materials industry – from the raw material feed to the finishing and packing of panels. Thouroughly designed front-end tech-nology is the foundation for manufacturing a top product. High-quality boards can only be attained with high-quality chips and fibers. In this area CMC Texpan is the expert within the Siempelkamp Group.
The manufacture of the first stationary forming machine in the 1980s represents a very important milestone, as the transition from movable to stationary forming machines made it possible to boost capacity of production plants in a significant manner. The company achieved other significant milestones in the 2000s, for example, further developments in forming technology, new machine types, higher capacities. CMC Texpan also established itself with significant projects in fields other than those related to machinery for the wood- based panels industry, for example, large-sized lime and cement kilns, an IWT (icing wind tunnel) for the Italian Aerospace Research Center and even some small submarines for the inspection of dams. The heterogeneity of these projects was a real challenge for CMC TEXPAN’s engineering and manufacturing capabilities, which proved to be at top-flight level.

bulletin 13
1962
CMC was established in 1962 as a small metalworking firm. The company started out as a manufacturer of semi-manufactured products and metal structural elements for the textile and mechanical industries. Soon after, CMC shifted its attention to the nascent industry of wood composites. The first particle-board panels produced in Italy date back to 1963. CMC then specialized in the fabrication of woodworking machinery for wood-composite panels.
2010
The relationship with Siempelkamp also became closer and closer: Siempelkamp gradually increased its share in CMC TEXPAN. Since 2010 CMC TEXPAN has been a 100% subsidiary of Siempelkamp. At the same time, the company invested in research and develop-ment, acquired new experts, designed and improved the machines for storing, screening, cleaning, and resin application.
CMC and Siempelkamp: Dream team
Siempelkamp booth at Xylexpo 2016
1980
The mutual success story of CMC and Siempelkamp started in 1980: Both companies worked hand in hand producing forming machines for MDF and OSB plants. In the same year, CMC and Texpan together built the first stationary forming machine. This cooperation led to the merger of both companies in 1997. The personnel of Texpan was integrated into CMC. Both the engineering and production skills were combined under one brand: CMC Texpan. In the following years CMC Texpan increasingly focused on the production of forming machines.

14 bulletin : 135 years Siempelkamp : People
The competence of the Italian Siempelkamp subsidiary in the wood-based panel industry resulted in several innovations in recent years. This includes, for example, the EcoFormer SL, a further development of the traditional wind forming concept. Its function is to optimize the separation of finer and coarser flakes in the surface layer material (thus, achieving better crosswise distribution and better surface quality of panels) by increasing the efficiency of the airflow inside the wind forming chamber. Krefeld and Colzate: SynergiesThe order from Thai Green River Panels, placed in November 2017, is an excellent example of how CMC TEXPAN’s expertise and experience as a direct supplier can represent a benefit for the whole group (siehe S. 44). For this project, CMC TEXPAN will not only supply the forming system through Siempelkamp. The company has also been appointed as a direct supplier for several other systems. This includes machines for the particle preparation area (such as hydraulic extractors, oscillating screening machines, roller separators, and gravimetric separators) but also resin preparation and dosing systems and resin blenders. The possibility of entering the market as a direct supplier makes it possible to keep prices as low as
possible. In this way, customers can benefit from the advantages offered by the competence and first-class technology of Siempelkamp under the motto “Everything from one source” – without negative impacts on the investment budget.
“At CMC TEXPAN, business activities through Siempelkamp and direct business activities are often closely related to each other. In fact, for many of the last important projects, CMC
Gravimetric separator
Screening machine
CMC location in Colzate

bulletin 15
Resin blender
FOUR QUESTIONS FOR Paolo Gattesco
Bulletin: Mr. Gattesco, Xylexpo in May of 2018 invites visitors to ex-amine and experience the latest technologies for wood processing as well as the latest materials and components for the production of furniture at first hand. What will CMC present?
Paolo Gattesco: We will pay particular attention to resin blending and mat forming systems, but also to all those machines dedicated to the particle preparation area, such as oscillating screening machines, as well as systems for the cleaning of particles and separation of pollutants. As a matter of fact, we can see an increasing interest in these products, as they enable an efficient use not only of fresh, but also of recycled wooden chips.
Bulletin: What goals are you going to pursue with CMC in the future?Paolo Gattesco: Our main efforts will be directed towards strengt-hening our cooperation with Siempelkamp as well as reinforcing our corporate identity. Recently, we have attended several meetings with end customers together with Siempelkamp project managers. In this way, we had the opportunity of sharing our experience on a face-to-face basis, and customers could clearly see the advantages that the multidis-ciplinary, comprehensive competence of the Siempelkamp Group brings.
Bulletin: How does the cooperation between Siempelkamp Krefeld and CMC Colzate work, for example, the exchange of information between the teams?Paolo Gattesco: Thanks to video conference calls, the Siempelkamp and CMC teams can meet via the Internet whenever necessary: contacts are immediate and direct. Of course, this does not replace mutual visits between the two companies and traditional-style meetings, which enhance and reinforce the cooperation, coordination, and the exchange of information between colleagues.
What do you see today – 2018 – as the greatest common field of activity between CMC and the Siempelkamp Group?Paolo Gattesco: The synergies between CMC and the companies of the Siempelkamp Group are supported and enhanced by the exponential growth of web-based technologies. Thus, every project can be developed side by side in real time. This allows an early recognition of any possible critical issues, as well as increases quality and efficiency.
Paolo Gattesco,
General Manager CMC
ALONGSIDE IN REAL TIME
TEXPAN was present both as Siempelkamp partner and as a direct supplier. The Green River project is an example of the most recent project of this type. However, we would also like to mention the whole spectrum of Chinese pro-jects such as SciSky Ketien, Hua Sen, and the upgrade of the Dare Suqian plant as well as the North-American projects which are still at an early stage of development,” summarizes Paolo Gattesco.

16 bulletin : 135 years Siempelkamp : People
A general preference for wooden furniture, a trend to high-efficient production plants including the option to use alternative
resources – India’s wood-based panel industry is currently one of the most promising markets in the world. Siempelkamp is
currently establishing itself in this market with ground-breaking partnerships. Let’s take a closer look.
Wood-based panel industry in India: High-efficient plant concepts are advancing
By Rananjoy Mitra and Samiron Mondal
Action Tesa meets Siempelkamp (from left to right): Bert Kehr (Sales Department Siempelkamp), Samiron Mondal (Managing Director Siempelkamp Maschinen- und Anlagenbau), Arvind Kumar Singh (Vice President Action Tesa), N. K. Aggarwal (Chairman Action Tesa), Vivek Jain (Director Action Tesa), Dong Hongjie (Chief Engineer Action Tesa)
Because India has always had a preference for wooden furniture, the local furniture market developed into a significant industry. “The wood-processing and furniture industry in India is a $20 billion business. This industry employs more than 3 million people in the organized sector and grows annually by 10 to 12 percent. It is expected that this industry will grow to $32 billion annually until 2019/20,” reports Samiron Mondal, Managing Director
Siempelkamp Maschinen- und Anlagenbau GmbH. Despite the current dimensions, the market has not been fully tapped yet. With significant imports, which cover a large share of the market, the growth potential is enormous.
Traditionally, the raw material for furniture production has always been sawn timber and to a large part plywood. With the recent urbanization in the country, the demand for

bulletin 17
Siempelkamp team (3rd from left: Bert Kehr, center: Samiron Mondal) – guests at Rushil Déco
Siempelkamp press conference at IndiaWood, 4th from left: Dr.-Ing.
Hans W. Fechner
Effective presence at IndiaWood in Bangalore 2018
A delegation of the Siempelkamp customer Woodon MDF Ltd. with Samiron Mondal, Managing Director at Siempelkamp
wood-based material products increased. Furthermore, the government measures against the deforestation of natural resources have driven wood-based panel manufacturers to fall back on agriculturally-cultivated raw materials such as eucalyptus and poplar.
The future: booming MDF and particleboard industriesDue to the increased demand for furniture and the unavailability of raw materials (sawn timber and plywood) for traditional furniture manufacture, an enormous transition towards high-efficient production plants for MDF and particleboard can be observed in India. In urban India the trend goes towards modular and ready-made furniture. Established European companies such as IKEA and Hülsta, as well as many Indian manufacturers including Godrej Interio, Durian, Damro, Zuari Furniture, Style Spa, and Home Town take part in this trend and build furniture showrooms. These companies
rely on efficiently produced MDF and particle-board for furniture manufacture. The strict emission standards in the country also contribute to the growth of the MDF and particleboard industrie.

18 bulletin : 135 years Siempelkamp : People
In India, there are only a few areas where the concentration of forest could be considered large enough to justify the sustainability of a large MDF or particleboard production plant. Furthermore, the available forest or rather the forest from agro-forestry would have to be large enough to sustain both – plants for plywood and MDF/particleboard production. The trend in India therefore goes towards medium-sized high-efficient plants for MDF and particleboard manufacture (400m3/day to 600m3/day), which can process a combination of various wood species (see info box).
Siempelkamp and India: milestones from single-source solutions to energy efficiencyLooking at Siempelkamp’s activities in India, the introduction of the ContiRoll® within the framework of the cooperation with Action Tesa can be considered an important milestone. The company, a driver of innovations in the wood-based panel industry, ordered in 2016
the main components of an MDF/HDF plant including a 8‘ x 27.1m ContiRoll® press.
A current order also illustrates a new visionary awareness: Rushil Décor Limited, one of the largest wood-based panel manufacturers in India, placed the order for a complete MDF plant with Siempelkamp (siehe Kasten, Seite 20). With the new plant located in Atchuta-puram the company will manufacture MDF from eucalyptus grown in plantations and from over mature mango trees. This complete line is based on Siempelkamp‘s comprehensive experience with all machine groups. In light of the price-sensitive Indian market and cut-throat competition between wood-based panel manufacturers, a solution was developed that worked well for both involved parties – a complete plant at a very competitive price and with state-of-the-art technology and first-class quality standards. “This solution is a true benchmark in the market. We have already
received four requests for similar solutions as the one for the Rushil project,” reports Ranan-joy Mitra, Siempelkamp India. With the first board for Action Tesa coming in record time, it had once again been confirmed that we also offer excellent service after the sale of our products. Both projects – Action Tesa and Rushil – turned out to be benchmarks for Siempelkamp on the Indian market.
1 Eukalyptus 2 Mango 3 Poplar 4 Acacia 5 Casuarina 6 Cashew
1 2
3 4
5 6

bulletin 19
India’s wood-based materials market: the raw materials
The best known wood species which are grown in agro-forestry as resources for wood-based panel manufacture in North India are eucalyptus and poplar. These species are used in combination with other locally available species such as mango, acacia, casuarinas, or cashew trees. The wood residues from plywood mills, veneer waste, and saw mill waste are also a substantial part of the raw material supply. With the variety of options available by the Siempelkamp subsidiary Pallmann, tailor-made solutions can be found fitting to the customer’s raw material combination.
India also has large quantities of naturally growing bamboo forests in the northern and north-east part of the country. Bamboo has always been the preferred raw material for the paper industry. Panel board manufacturers, however, have always wanted to use bamboo as the raw material for board production. Thanks to Siempelkamp’s innovative research and
development, bamboo is now considered as raw material for particleboard for a number of prospective projects.
Traditionally, rubber wood was the most popular raw material for plywood production in Southern India, primarily due to its large availability. With the increasing demand for MDF and particleboard for furniture manufacture, rubber wood is in-creasingly becoming a preferred raw material in this area for many potential projects.
India is one of the largest rice growing countries in the world, nearly as large as China. Though there is currently no intent to use rice husks as raw material for board production, the prospect of such is promising and welcome. Rice husks are normally burnt as a fuel, which causes high levels of environmental pollution. Because the current government has set strict regu-lations on the levels of environmental pollution, putting rice husks into other uses will become increasingly more common.
Samiron Mondal, Managing Director Maschinen- und Anlagenbau GmbH, as well as Rananjoy Mitra who is on site in India are responsible for the Indian market at Siempelkamp. How is Siempelkamp established in India? Which projects are considered milestones? Our interviewees share their insight on these topics.
Bulletin: What reputation do Siempelkamp and its products have in India?Samiron Mondal: Our activities in the Indian market are based on a long history. Siempelkamp introduced MDF in India with a plant for Mangalam Timber as early as 1987. The Mangalam plant is still running
“PARTNER INSTEAD OF SUPPLIER.”Interview with Samiron Mondal and Rananjoy Mitra
Samiron Mondal, Managing Director Siempelkamp Maschinen- und Anlagenbau GmbH
INTERVIEW

20 bulletin : 135 years Siempelkamp : People
strong which shows how robust and high-qualitative the machinery that we make is. This is something that customers expect from a machine supplier.
Rananjoy Mitra: Our renowned customers see in Siempelkamp a partner and not just a machine supplier. They trust in our knowledge to deliver machinery for all parts of the line, from the raw material production to the finished boards. Customers in India prefer end-to-end concepts, solutions that include the engineering and design for a complete plant. With our Belgium subsidiary SICOPLAN and its expertise in engineering, we can serve our customers in the best possible way.
Bulletin: What other performance features are important for customer support?Samiron Mondal: Our range of services, ranging over the entire pro-duction line, reflects our comprehensive knowledge. This knowledge can also become extremely helpful to our customers when selecting machinery from third suppliers in case Siempelkamp does not supply the entire production line. With India being a very price sensitive market, the services and opportunities provided by our subsidiary ACE for project financing are important for any project and made use of by customers.
Rananjoy Mitra: Our efficiency and the speed with which we imple-ment projects are exemplary. Our team of mechanics, electricians, hydraulic technicians, and software engineers ensures customers quick and effective response times throughout the life time of the plant. In a nutshell, customers in India look for a partner who will be supportive and provide advice at any time during the project implementation. We
provide reliable after-sales service on site; our technical personnel in India is ready to assist at any time.
Bulletin: What challenges and further developments do you see for the wood-based panel industry in the Indian market? Rananjoy Mitra: Raw material for MDF and particleboard lines is available all over the country. The average capacity that can be expected from an MDF plant is between 400m3 and 600m3/day, for particleboard plants between 600m3 and 1,000m3/day. We have successfully offered our customers solutions for 8’ lines. The next big challenges for us as a machine supplier is to place our 4’ lines in the Indian market. The main advantage of our 4’ lines is cost efficiency, but also a reduction in raw material requirement. Many smaller and efficient companies will have an interest in a 4’ option.
Furthermore, the market will prefer lines that can process different raw materials. Investors are already moving away from plywood to wood- based material panels. The next transition will regard the change from wood as raw material to bamboo, rice husks, or the more efficient use of bagasse. It is also apparent that currently a transition from 100% wood- based material panels to wood composite material (a mixture of plastics and wood) is taking place.
The Indian wood-based materials manufacturer Rushil Décor commissioned Siempelkamp in December 2017 as the single-source supplier of an MDF plant in India. With the new plant in Atchutapuram in the Federal State of Andhra Pradesh, the manufacturer will produce MDF from eucalyptus grown in plantations and from over mature mango trees. To meet the local market requirements, Rushil Decor is expanding its production capacities significantly from its current 3.5 million m².
Rushil Decor Limited, founded in Gujarat in 1993, is one of the largest Indian manufacturers for wood- based panels. Under the brand names VIR Laminates, VIR MDF, and Signor Decorative Laminates, Rushil Décor offers high-quality products primarily to the Indian market. By complying with BIS standards, ISO certifications, and EN standards Rushil Decor is meanwhile able to export a share of its wood-based panel production to 36 countries.
The scope of work for Siempelkamp for this order includes the wood as well as fiber preparation system, the resin blending and application system, the fiber dryer and sifter, the forming line, an 8 ft. x 28.8 m ContiRoll press, the cooling and stacking line, the intermediate storage, the sanding line, and the cut- to-size line. The equipment will be partially supplied from China, for example, from both Siempelkamp production locations in Qingdao and Wuxi.
With the new MDF plant Rushil Decor will increase its daily production capacities by 760 m³. The start of delivery is scheduled for the last quarter of 2018; the startup of the plant is scheduled for the fourth quarter of 2019.
Rushil Decor ordered a complete MDF plant from Siempelkamp

bulletin 21
To good partnership: (from left to right) Krupa Thakkar (Rushil Décor), Krupesh Thakkar (Managing Director Rushil Décor), Samiron Mondal (Managing Director Siempelkamp), Bert Kehr (Siempelkamp), Keyur Gajjar (Rushil Décor), Prasanta Kumar Ghosh (Rushil Décor), Rananjoy Mitra (Siempelkamp), Sebastian Eickhoff (Siempelkamp), N.M. Chacko (Siempelkamp), Rama Ganapathy, H.K Modi, Dharmik Kumar Thakkar (all Rushil Décor)
GUJARAT
ANDHRA PRADESH
SRI LANKA
INDIA
MYANMAR
NEPAL
BHUTAN
BANGLA- DESH
PAKISTAN
Atchutapuram
New Delhi
Mumbai
Colombo

22 bulletin : 135 years Siempelkamp : People
For many decades Siempelkamp Giesserei has contributed with excellent expertise to the overall concept of the Siempelkamp Group.
In 2017 the team succeeded in increasing its production output by 13 % despite a very competitive market
Siempelkamp Giesserei: Production at its best
By Dirk Howe and Dr. Georg Geier
The foundry industry in Germany is currently facing considerable challenges, especially for large and heavy castings. The energy prices are continuously increasing and are among the highest in Europe. The raw material prices for scrap metal, pig iron, alloying agents, and foundry resins also increased significantly last year.
An example: “The price for furan resin required to make molds in the foundry has increased by 75 % within eight months. At the same time, the customer sector is going through a radical change. The wind energy sector, onshore as
Managing Directors at Siempelkamp Giesserei: Dr. Georg Geier, Dirk Howe
well as offshore, is currently recording a dramatic drop in orders of more than 50 % due to legislative changes limiting new con-struction and prolonging approval procedures,” reports Dirk Howe, Managing Director of Siempelkamp Giesserei.
In this environment the company asserted itself extremely well in 2017. The previous year recorded a 13 % increase in produced castings compared to 2016. Especially the areas of press manufacturing, large-scale engines as well as mining and grinding recorded an increase in sales and orders

bulletin 23
Core-making shop
De-slagging process
received. “We succeeded in gaining market shares in a tough, particularly competitive, and partially declining market,” says Dirk Howe.
In detail: industries and markets in 2017A closer look at the core industries of Siempel-kamp Giesserei reveals that press manufacturing stands out in 2017. The business with cast components for metal forming presses was primarily sustained by components for plastic injection molding machines, tile and stone presses, and structural components for metal forming presses. Business in all three areas outperformed the expected level in 2017. For the premium manufacturers of injection molding machines Siempelkamp Giesserei has been a reliable partner for many years. Injection molding machines worldwide operate with tool plates that are made by Siempelkamp. These machines manufacture parts for the automotive, medical technology, clean room technology, or consumer electronics (e.g., flat screens and smartphones) sectors.
The demand in the series production for radioactive waste containers, and in particular transport and storage casks for spent fuel
elements, decreased to an expected level, however, still contributed significantly to the overall success in 2017. The demand for CASTOR® casks remained at a constant level. The excellent quality of our products continues to
prove convincing for our customer, Siempel-kamp Behältertechnik GmbH (SBT), and its end customer, GNS Gesellschaft für Nuklear- Service mbH, in 2017.

24 bulletin : 135 years Siempelkamp : People
Top: Ladle
Center: Fettling shop
Bottom: Molding
Vertical mill construction with grinding tables for coal and cement mills developed positively. Siempelkamp Giesserei achieved a steady year-round utilization from this business sector in 2017. A reduced level of demand was recorded for horizontal mills, as a result of reluctance to invest due to the falling prices for gold, copper, iron ore, and nickel. The business with crankcases for large engines used in the energy conversion and ship building sectors also developed positively. Crankcases are considered the ultimate skill in casting manufacturing. “They demand our competence in manufacturing intensively molded and highly complex castings with geometric precision to the exact millimeter,” describes Dr. Georg Geier, Managing Director of Siempelkamp Giesserei. Based on this ex-pertise, the Krefeld team has consistently expanded existing market shares and strategically gained new customers and market shares. The wind energy sector, primarily the offshore sector, remained tense due to changed and unsettled framework conditions.
The sector of general machine engineering also relies on the expertise of Siempelkamp Giesserei. Customers from this sector order castings which are used as gearbox housings for large and semi-automatic gearboxes, roll housings, or machine beds for tool and grinding machines. In terms of competence and perfor-mance, the company sets benchmarks in this area: The complex requirements on geometry and material properties are met, as are the short delivery times and the high quantities that the market demands. Challenging large- scale components for machine tools, large gears, and for steel rolling mill construction

bulletin 25
In 2017 Siempelkamp Giesserei accomplished a top-level achievement: At year-end the reject rate was at 1.2 percent.
The manufacture of hand-molded cast parts is a complex task: Many different sub-processes have to be carried out precisely before a casting can be delivered. This is especially important for large-scale castings because many steps have to be carried out carefully and with foresight due to the large dimensions and weights of the parts. Customers have valued castings “made by Siempelkamp” for many years due to the reliability that the team provides in the manufacture of large and heavy component parts.
Traditionally, the reject rate of the components is at approximately 1.8 to 2 percent – which is, compared to the norm for the industry, a very good value. In 2017 Siempelkamp Giesserei set itself the goal to once again undercut this value and reach a maximum reject rate of 1.6 %. At year-end the reject rate was at 1.2 %! The goal was undercut by 25 % which represents a historically low value for Siempelkamp as well as a new benchmark value for the industry of hand-molded large castings!
In close cooperation the technical team of the foundry has analyzed errors and developed improvements. This process was supported by the production- accompanying quality management system and a transparent exchange of information. On a regular basis, current topics related to component and work quality are addressed by foremen and department heads and discussed with employees. Furthermore, by creating a knowledge database, component-related production know-how can be archived and made available to each employee during production.
Siempelkamp Giesserei reaches top-level achievement: Reject rate at 1.2 percent at year end 2017!
3-D measurement
The foundry’s technical team at work: from left to right Arndt Merten, Quality Manager, Jens Stellmacher, Head of Metallurgy and Product Optimization, Jens Wenzel, Operations Manager, Klaus Wohlfeil, Head of Process Planning
are the foundation that supports our good position in this sector. As a result of the optimistic general economic development, this business segment developed positively in 2017.
Going on … Siempelkamp Giesserei has laid the foundations for a successful 2018 business year. “This
includes the optimization processes that were already put in place in 2017 and the excellent reputation in our current and newly gained markets which will have to be enhanced even further,” states Dr. Georg Geier.
At Siempelkamp Giesserei the digitalization of processes is advancing – step by step along the entire value-added chain. The particular
focus here is on the control cycle between “planning – implementation – control – optimization”, which is connected to the interfaces of Siempelkamp customers (we reported on this topic in Bulletin 02_2017).

26 bulletin : 135 years Siempelkamp : Markets

bulletin 27
From its headquarters in Krefeld, Siempelkamp expanded to all continents with press concepts for the wood-based materials, metal, rubber, and composites industries. As an international technology provider, Siempel-kamp enjoys an excellent re-putation across many different industries today and is, with its international production facilities and sales offices, as present as never before.
MARKETS

28 bulletin : 135 years Siempelkamp : Markets
plants to the wood-based materials industry. On the one hand, we gradually built up comprehensive capabilities through the acquisitions we were able to realise over the last 10 years which have made us autonomous in the field of mechanical engineering. Our group is strong thanks to the acquisition of Metso Panelboard GmbH in Hanover in 2007, Hombak GmbH in Bad Kreuznach in 2009, Ventapp GmbH in 2012, the acquisition of the majority shareholding in Carpenterie Metalliche di Colzate S.R.L. in 2013 and finally the investment in Pallmann in Zweibrücken, which we were able to conclude successfully last year. Siempelkamp’s crane- engineering division is also a great boost to our group’s profile. All this means that we are not only able to meet mechanical-engineering requirements but also that we possess the capacity to significantly define concepts for entire plants and – which is also very important to me – further progress developments.
Bulletin: Dr Fechner, what are the skills that make Siempelkamp so successful in positioning itself in its markets?Dr.-Ing. Hans W. Fechner: Siempelkamp is a solutions provider that delivers premium products and that possesses innovative capacities that cannot be overestimated. We want to utilise the leadership in technology that we occupy in many areas to improve the worlds of living that our customers define with their products. Key subjects in this regard include ‘home and living‘ – the classic domain of the wood-based materials industry – and ‘mobility’.
Bulletin: Talking about ‘Leadership in Technology’: how has Siempelkamp been able to assert itself in the field of wood-processing plants in recent years?Dr.-Ing. Hans W. Fechner: It is our aim to supply intelligent complete
“WE DELIVER SOLUTIONS FOR THE CHALLENGES OF TOMORROW” Interview with Dr.-Ing. Hans W. Fechner
INTERVIEW
Dr.-Ing. Hans W. Fechner, Spokesman of the Executive Board at G. Siempelkamp GmbH & Co. KG

bulletin 29
We want to plan and deliver to our customers the most modern, resource- saving and efficient plants with the highest levels of automation.
We also want to realise the assembly and commissioning phases for these plants on a highly professional basis and to speed up these processes so that the total costs for our customers are kept to a minimum. The keywords here are ‘time to market’.
We have, at the same time, made consistent efforts to boost internatio-nalisation in recent years. As many of our satisfied customers know, we produce absolute quality at our locations CMC Colzate in Italy and Siempelkamp CZ in Blatnice in the Czech Republic and at our Siempel-kamp plants in Wuxi and Qingdao in China. We are investing heavily in our production facilities in Qingdao – we are currently expanding our production space there considerably and investing heavily in state- of-the-art production machines.
Bulletin: What does this mean for customers?Dr.-Ing. Hans W. Fechner: We are able to act much faster internationally; we have also become more local to many customers and more cost- effective. Germany will always remain a high-wage country – but 80% of our customers produce their board materials outside the European Union. That requires maximum flexibility ‘made by Siempelkamp’ and that in top quality. That is what we aim to achieve and it is what we guarantee.
Bulletin: And service?Dr.-Ing. Hans W. Fechner: The commitment to a highly qualified and professional service is crucial to our development in future and has also contributed significantly to our business success in recent years.
As has already been reported several times elsewhere, we have expanded our Bad Kreuznach location to make it the world’s most modern logistics centre for supplying to customers operating in the wood-based materials industry.
The goal here is to provide our customers with urgently needed spare parts in the shortest time possible. We are able to realise these links through our close association with Frankfurt Airport and of course by stocking hundreds of thousands of individual parts on an area of 7,000 square metres.
Besides supplying spare parts, we also deliver high-quality services in the fields of modernisation and plant expansion. Furthermore, there is the whole range of modern business-management tools – just think of Prod-IQ, for example. This is literally how digitisation can be employed.
Bulletin: What does digitisation mean for Siempelkamp – what is the next step?Dr.-Ing. Hans W. Fechner: Zunächst First of all, within the context of all innovations, digitisation is the best way to simplify the in-house processes we employ to design and manufacture our machine technologies and make them more effective. In addition, we provide state-of-the-art services to our customers. These include apps to support operational management and, in particular, intelligent data analysis, which we have developed and are increasingly making available to our customers.
Then there is the broad range of skills that modern information technology presents. Just think of our new Siempelkamp Press Controller, the SPC 9, for instance, that helps monitor the condition of our ContiRoll® and thus pro-
Above: Ventapp products: Three large dryer fans
for major contracts of Büttner
Right: Qingdao production site, China
30 bulletin : 135 years Siempelkamp : Markets
vides plant owners with timely information about optimising the operation of their plants.
We are also pursuing the goal of designing the intelligent factory of the future with our product Prod-IQ® Next. It will ultimately become the norm in the coming years for production plants to optimise and control themsel-ves based on the recipes specified by wood-based materials producers.
Bulletin: Siempelkamp is also focusing on the topic of ‘sustainability’ with innovative concepts...Dr.-Ing. Hans W. Fechner: Board-shaped wood-based materials manu-factured from rapidly renewable raw materials are helping to reduce environmental impacts and are making a valuable contribution to the prosperity of growing populations, particularly in emerging economies. For example, our technology for compacting rice straw is already setting milestones in a new market environment. Our new plants enable us to recycle raw materials that are generated in large quantities and that have so far remained unused or that have been incinerated.
Bulletin: What does mobility mean as a key topic to Siempelkamp?Dr.-Ing. Hans W. Fechner: The range of topics related to sustainability and resource efficiency also defines the requirements for ‘mobility’, which constitutes the second important key topic: there remains great market potential for Siempelkamp’s metal-forming business, particularly in the aerospace industry.
Bulletin: How is Siempelkamp positioned here?Dr.-Ing. Hans W. Fechner: We are helping to meet the constantly growing demand for mobility with state-of-the-art manufacturing processes for high-strength and lightweight structural components to be employed in future generations of aircraft. The world will need 30,000 new lower-emission commercial aircraft by 2030 – a challenge that we are tackling with a constant stream of new research and development projects. Our high-precision drop-forging presses also make us the clear market leader here.
There is also the additional field of composite presses which is a relatively new area of activity for us. It is a field in which we are making pioneering efforts with our high-precision presses. Just think of the OHLF press for a VW development centre in Wolfsburg, for example. The hybrid production technologies that this press makes possible mean that we are contributing to the democratisation of lightweight construction in the automotive sector.
A characteristic and a significant competitive advantage: we are not only supplying the actual composite presses with mechanics, hydraulics, drives and controls; we are also able, on request, to provide our customers with entire plants, including all upstream and downstream processes and high levels of automation from a single source.
Bulletin: And how do the remaining activities around former nuclear technologies fit into this concept?Dr.-Ing. Hans W. Fechner: As I said before, it is our goal to utilise our technological leadership in a wide range of areas – and if we use the expertise we have acquired over many years to dismantle disused reactor pressure vessels and the structures they contain, we are contributing to the improvement of living environments. This is where the close inter-action between our highly competent Siempelkamp NIS engineering company in Alzenau and our sound mechanical engineering skills – both in design and production – here in Krefeld helps us. It is precisely on the basis of these capabilities that we were able to convince our customer SONGS in California to award the next contract for the dismantling of two pressurised water reactor pressure vessels, including their internal fittings. It was a great leap of faith – but one that we also worked hard to achieve.
Rice straw bales – new materials for board production
OHLF-Press supplied by Siempelkamp in Wolfsburg – opening ceremony(Source/image rights: OHLF / Matthias Leitzke Photodesign)

bulletin 31
Bulletin: So production in Krefeld will continue to be a very important pillar for the Siempelkamp Group?Dr.-Ing. Hans W. Fechner: Yes, it certainly will. Over the last 10 years here in Krefeld, we have invested in unique technical mechanical equip-ment, especially for the machining of heavy parts. In close cooperation with our foundry, which specialises in the production of largest spheroidal graphite castings and which also booked orders worth more than € 80 million in 2017, we have established a unique selling point here. You won’t find any such bundling of forces within a radius of 500 kilometres anywhere else around Krefeld. A top foundry that can produce large castings up to 320 t / unit weight and well-equipped large mechanical machining under a single roof.
This concept is convincing for our customers and also decisive to our abi-lity to manufacture everything, also in the field of metal forming, totally in line with our concept of ‘everything from a single source’.
Bulletin: And what’s going to happen in the future?Dr.-Ing. Hans W. Fechner: Our customers and their success constitute the focus of our activities. We think of our customers as partners. Our thinking and actions are characterised by reliability, credibility, but also by flexibility.
Ultimately, we are using the high quality of our products and services to the benefit of our customers and thus to create customer relationships that will endure over the long term.
We want to be world leaders with our technologies and services in all aspects of our business. That is our understanding of leadership in technology. We now lead the market in many fields, deliver highest product qualities and outstanding services at competitive prices.
We are utilising our innovative powers to define the technology of tomorrow.
283-t casting comprising five foundry ladles in Siempelkamp’s foundry
Concentrated service power at the SLS location in Bad Kreuznach – 7,000 m² capacity.

32 bulletin : 135 years Siempelkamp : Markets
Confirmed by key figures: 2017 was a financial year that Siempelkamp mastered outstandingly. With booked orders worth more than
720 million, the Siempelkamp Group exceeded its budget targets; sales – € 716.9 million – and total output – € 702.0 million – were
similarly positive. Production is running at full capacity and 2018, the year of the company’s 135th anniversary, is going to be a year
worth celebrating. The business continues on its road to success as an international technology group! We are starting a global road
show: Which market is asking for which performances?
Siempelkamp’s markets in the year of its 135th anniversary:In the international fast lane
By Ulrich Kaiser and the Siempelkamp Sales Team
Guararapes company premises in Cacador
Wood-based materials are today being manu-factured across the globe on more than 9,500 metres of ContiRoll® hot-platens – a distance that is the equivalent to the length of the Moscow Boulevard Ring that encircles the
Russian capital’s city centre. We are not going to start our global road show in Russia, however, but in South America, which is a particularly diverse market for Siempelkamp.
Siempelkamp has enjoyed business relationships with Latin America since the 1930s. Triplex Pizano (today Pizano S.A.) in Colombia ordered a Siempelkamp plywood press as early as 1934. That makes Pizano our oldest customer on this sub-continent today! Deliveries were also made over this period of time to customers operating in the plywood industry in Uruguay and Venezuela and the plastics industry in Brazil, which was then only taking its first steps towards success. The resumption of old connections and the establishment of new ones followed World War II.
STATION 1: South America – a sound base, long-term partnerships
bulletin 33
Guararapes’ plantation culture
Duratex location
The first MDF plant in South America commenced production at Tableros Guillermina in Argentina as early as 1978.It was the first complete MDF plant that Siempelkamp had planned and delivered. The multi-daylight press system was equipped with high-frequency heating, in line with the state of the art at the time, especially in the USA.
One of Siempelkamp’s longest-standing relationships in South America is its business cooperation with Duratex in Brazil. This company has worked with Siempelkamp to implement the largest and most efficient wood-processing presses several times, the MDF plant realised in Botucatú in 2002 is just one example. The ContiRoll® press sized eight feet times 50 metres is considered to be Latin America’s largest continuous press line to date. Duratex already ordered a Siempelkamp ContiRoll® for MDF in a record size of nine feet times 77 metres for its Agudos location just five years later. This anniversary press – the 200th ContiRoll® – broke records as the longest continuous press in the world.
Siempelkamp’s success in Brazil does not only include deliveries to the wood-processing industry, but also shipments of 16 short-cycle lines, including four presses for processing synchronous pore surfaces (one-sided) and another press line for two-sided synchronous pore surfaces. More than 90% of decorative laminates in Brazil are today being produced on Siempelkamp presses.
A rather new market area is the field of metal presses where, in 2012 and 2013, we were able to succeed in selling one ‘O-ing’ and one ‘U-ing’ press to Tenaris/Confab for its pipe mill in Pindamonhangaba SP.
Many deliveries to the South American market were firsts or enabled us to create unique positions for ourselves. For instance, when the Fibranova company (Nueva Group, Switzerland) in Chile, ordered a complete particleboard plant and an MDF plant along with a short- cycle press for its new works in Puerto Ordaz on the Orinoco in 2000. Both plants went into operation in 2002 and today operate under the name of Masisa. These are the only two particleboard and MDF plants in Venezuela.
Today, the entire base that Siempelkamp has installed in South America totals 16 ContiRoll® lines for MDF and 11 for particleboards. Four multi-daylight systems for particleboards and one for MDF are also represented in the region as are six additional single-daylight systems for particleboards. A proud 28 short-cycle presses finish boards on the South American continent and 12 HD decorative laminate presses are also in operation.
“Following the worst economic and financial crisis in its history that Brazil has been suffering since 2014, indicators improved considerably last year and are now cautiously promising improve- ment. Siempelkamp as the No. 1 supplier in the wood-processing industry is also enjoying positive developments against this backdrop. Siempelkamp customers are the top suppliers to the board industry in South America – and new investments in this area are evident.”
WERNER MASNITZA, SALES DIRECTOR SIEMPELKAMP BRAZIL

34 bulletin : 135 years Siempelkamp : Markets
Long-standing business relationships between Siempelkamp and North America also date back as far as 1936. Milestones include the first particleboard plant for the USA, which Siempelkamp delivered in 1952, the first OSB plant that Weyerhaeuser ordered in 1980 – and the first ContiRoll® plant that was ordered by Louisiana Pacific in 1985. Siempelkamp has been represented with an American location in Marietta since 1972.
A total of 62 Siempelkamp plants are currently in operation in North America, 15 of which are continuous press lines, including four Küsters lines, 29 multi-daylight lines and 18 short-cycle press lines. All in all, almost 200 presses have been shipped to the USA and Canada. More than 50% of the plants manufacture OSB products, which are mainly used in the field of house construction. Siempelkamp presses are currently experiencing an upswing of a special magnitude: The company was able to win four of five orders for wood-processing plants with continuous press technology that were placed in the last two years! All new lines are MDF
and particleboard plants, a product area for which the Siempelkamp ContiRoll® generations 8 and 9 offer special benefits during processing. Siempelkamp received the largest order ever placed with it in the history of the company from South Carolina in 2016: SWISS KRONO SC, LLC placed an order for a complete plant for the production of MDF / HDF. Another mile- stone in green business and resource efficiency is the order placed by CalAg LCC in California, which was for a complete Siempelkamp plant for processing rice straw based on a highly innovative process.
Kronospan’s fourth order through GIM Export in the USA, which was received at the beginning of 2018, marked another milestone. Here, Siempelkamp will be supplying a ContiRoll® sized 10 feet times 43.7 metres for the production of particleboards, the forming and press line with the most innovative combination of mat-forming technology and the cooling and stacking line for master boards. The scope of the shipment to Oxford in Alabama also includes two short-cycle press lines and the extension of an automatic paper pallet warehouse to expand the coating plant.
Siempelkamp is currently implementing a particularly visionary concept called ‘Columbus’ in conjunction with its long-standing customer Egger: a gigantic particleboard plant with forming and press line and a ContiRoll® sized 10 feet times 43.7 metres for the Egger location in Lexington in North Carolina in the USA. The scope of delivery also includes an energy plant along with a dryer by Siempelkamp’s subsidiary Büttner. Installation is scheduled to begin in April 2019 with the first board being manufac-tured in April 2020.High-quality Egger products for the US market can now also be produced from local ranges of American wood. This plant plays a decisive role for Egger’s presence in the market as it will increase product availability and delivery speeds.
Once again an alliance between the Egger Group and Siempelkamp has been realised – always borne by the desire to advance the wood- processing industry’s market with ambitious visions.
Further orders are expected for North America, particularly in the field of MDF and particle-board production.
STATION 2: North America – Siempelkamp home base with new energy
Swiss Krono visits Siempelkamp (from left to right): Dirk Koltze (Siempelkamp USA), Bernd Henrich
(Swiss Krono USA), Ulrich Kaiser (Siempelkamp), Jürgen Philipps (Management Siempelkamp),
Roland Kovacic (CTO Swiss Krono Group), Norm Voss (Swiss Krono USA), Peter Beck (Siempelkamp)

bulletin 35
Contract signed with Murom (from left to right): A.E. Fedorov (investor), Jürgen Philipps (Spokesperson for the Management at Siempelkamp Maschinen- und Anlagenbau GmbH), Ulrich Kaiser (Siempelkamp Sales Manager), Olga Tikhonova (General Director at ZAO ‘Murom’), Mikhail Kostjuschkin (Minto), Konstantin Putintsev (Siempelkamp), Roman Billinger (Siempelkamp)
The business relations between Siempelkamp and its Russian customers are also deeply rooted in history. Siempelkamp already starting supplying press lines for the plywood industry when Russia was still ruled by the Tsars. Russia was until 1939 one of the world’s most important customers for plywood presses. In fact, in around 1930, at the depths of the Great Depression, Siempelkamp survived a critical situation when it received an order from a wood-veneer manu-facturer in Russia – which is something that Siempelkamp as a company with a great sense of its own history has never forgotten! Russia is, so to speak, hard-wired into our company’s genetic code.
Siempelkamp’s competence was also in high demand during the age of the USSR. Special presses for the aerospace industry were highly regarded: The Khrunichev aircraft centre in Moscow produced components for the Proton space rockets and structural parts for the Russian space station on Siempelkamp presses. The Russian Federation to this day remains one of our most important sales markets. In addition to delivering heavy forging and forming presses of all kinds, one of the most efficient ring-rolling mills in the world was supplied to the Elektrostal steel group in Russia. Above all, however, Siempelkamp has played a leading role in the modernisation of the wood-processing industry in Russia, Belarus and Ukraine over the last 25 years.
Even in times of crisis, Siempelkamp always operated its own offices locally – initially with a representative office, today with a limited central sales and service company located in the centre of Moscow and a second service base in Belarus. We are continuously working with our customers in the development of interesting new projects. Our motto of ‘investing during lean periods and profiting during boom periods’ now applies across all member states of the Russian Federation.
More than 25 Siempelkamp plants are in production or under construction in Russian- speaking countries. The most recent ones to go live were Egger Gagarin’s MDF plant and Krono- star’s new particleboard plant. Construction work is currently in full swing on the Plitspich-prom particleboard plant in Balabanovo and the new MDF plant in Altailes near Barnaul beyond the Urals. A contract to deliver an OSB plant was recently signed with ZAO Murom in the Vladimir region. This plant is expected to
STATION 3: Russia/Russian Federation – part of our ‘genetic code’
‘OSB ADVANCED’ – Siempelkamp awarded major order from RussiaA current milestone: Several years of joint development work have resulted in the ‘CJSC MUROM’ – a plywood manufacturer based in Russia – placing an order for the delivery of a complete wood-processing plant that employs future-oriented technology with Siempelkamp in February 2018.
Engineered wood – a product for innovative customers and markets, produced on an industrial scale but that still conserves resources – this was the ambitious goal that this plywood specialist from the Vladimir region in Russia and Siempelkamp Maschinen- und Anlagenbau GmbH in Krefeld had set themselves. Engineered to perfection – a technology is now available with ‘OSB ADVANCED’ that does not only set the supply of raw materials on a new and flexible foundation.

36 bulletin : 135 years Siempelkamp : Markets
“Our industry has very few players, mostly daring entrepreneurs with big visions and big hearts. These people know Siempel-kamp – and they know that they can rely on us. Sometimes everything works perfectly, sometimes it takes a little more time. But even then, things will always be brought to a success-ful conclusion. In this business, customers and suppliers always cross the finishing line together.”
HANS-JOACHIM GALINSKI, SALES DIRECTOR CIS / WOOD DIVISION
set completely new standards in the production of OSB as early as next year. More than six million cubic metres of wood-based materials are being produced today on Siempelkamp plants in Russia. That is the equivalent of a market share of approx. 70%. Not without reason: Our technology is not only internationally leading and the equipment robust and power-ful, but – and in contrast to other machine manufacturers – Siempelkamp builds genuinely complete plants in a cost-effective, fast and permanently reliable fashion. Every Siempel-kamp plant is living proof of this. And: You can also rely on Siempelkamp when activities start to falter, when new ways of reaching goals need to be found. There is a much evidence for this, too.
ContiRoll® at Uvadrev
Taking a look at the wood-processing industry in Turkey illustrates how the country has developed over the last 15 years from a small community of wood-processing businesses to the most important innovation driver in Europe. Today, the market in Turkey is THE market in the world of the MDF and particleboard industry. Customers in Turkey set great store in the considerable capacities offered by large MDF plants with 12 times 55-metre ContiRolls®.
High performance is in general demand; AGT Wood Ind. & Trd. Ltd. Co. in Turkey is manufac-turing on a high-end plant made by Siempel-kamp. AGT is therefore operating the most modern MDF plant in Turkey. Capacity increases, intelligent production and low downtimes are the goal. As the German partner, Siempelkamp enjoys an excellent reputation for such ambitious
projects: “I would like to thank the Siempel-kamp team for always supporting us in opti- mising our plants and systems,” said Fikret Erdogan, E&A Manager at AGT, in an article for the Bulletin in 2017.
It is remarkable how the wood-processing sector in Turkey has developed from its focus on meeting the needs of local industries into becoming an international player. Some of the best examples include Kastamonu Entegre with its commitments in Russia, Bulgaria, Romania and Italy as well as Yildiz Entegre, which is represented in Romania, Slovenia and soon in Russia. Kastamonu’s installed base has cata-pulted it to fourth place in the European and ninth place in the global industry for wood processing, Yildiz Entegre also occupies one of the top positions in the European company
STATION 4: Turkey – ‘Yes, we can’: the innovation driver

bulletin 37
“From customers to partners – this is the best way to describe our activities in the market in Turkey. We work with the plant operators in the country while focusing on ‘learning and sharing’ – on professional exchanges, on innovative power, on searching for and finding the best solutions through very close collaboration.”
ULRICH KAISER, HEAD OF SALES SIEMPELKAMP
Kurtulus Topaloglu, Production Director AGT,
Fikret Erdogan, E&A Manager AGT
Most recent order from AGT – to good cooperation: from left to right: Nilgün Binbay, Sales Assistant Siempelkamp; Mustafa and Mehmet Semih Söylemez, Members of the Board at AGT Ağaç San. ve Tic. A.Ş.; Ulrich Kaiser, Head of Sales Siempelkamp; Ahmet Söy-lemez, Member of the Board at AGT Ağaç San. ve Tic. A.Ş.; Michael Krocker, Managing Director GIM Export Group GmbH & Co. KG; Şirzat Subaşı, General Manager AGT Ağaç San. ve Tic. A.Ş.; Onur Güven, Managing Director AGT Ağaç San. ve Tic. A.Ş.; Carsten Otto, Sales Director Büttner Energie- und Trocknungstechnik GmbH
rankings. So it is not surprising that Turkish plants are regarded as global references when investors in the MDF and particleboard industry wish to find out about the market’s leading concepts.
In this regard, Siempelkamp is providing its support directly at the pulse of the market – with an office in Istanbul headed by Managing Director Faruk Sisci, who also is also responsible for keeping the comprehensive services offered by the German home base on a top course in Turkey. GIM Export, which Siempelkamp has supported as a partner in the Turkish market for many decades, also deserves mention where performance is concerned. This company has been reliably and professionally delivering wood-processing machinery to the market in Turkey for almost 40 years.
What are the projects that will be shaping 2018? Yildiz Entegre’s first board in Romania is scheduled to leave the plant in the second quarter of 2018 and AGT placed another order for a plant in March 2018. The first MDF line, which attracted numerous Siempelkamp customers from all over the world to Antalya, was already viewed as a reference project but
the new project has further enhanced the benchmark status that the AGT equipment enjoys. This major customer has once again set its sights on energy efficiency. The combination of both systems also opens up synergies where cutting and transport are concerned, thus making production more economical overall.

38 bulletin : 135 years Siempelkamp : Markets
Siempelkamp has been operating in the market in India since 1987 – the first MDF plant is still in operation. The industry for wood processing in India has traditionally used sawn timber and plywood to a large extent to produce furniture. Demand for wood-based materials and conse-quently for MDF and particleboard has increased as a result of the country’s increasing urbaniza-tion. The country’s strict emission regulations are also encouraging the growth of the MDF and particleboard industry.
Additional information about the market in India is available in a separate article in this issue of Bulletin (see P. 16). The introduction of the ContiRoll® to Action Tesa, which manu-
The total global production capacity for wood- based boards was approximately 250 million cubic metres in 2016. China alone accounts for approximately 34% of this annual capacity. Siempelkamp is able to draw on decades of expertise as a technology supplier in Asia. From plant concepts specifically tailored to this market to very-well equipped production locations in China, Siempelkamp is providing customers in China with all the advantages that plant
factures wood-based materials, and the new order placed by Rushil Décor Limited must, however, also be viewed as important mile- stones here: The company ordered a complete Siempelkamp plant for its location in Atchuta-puram. The company will be producing MDF from plantation eucalyptus and overaged mango trees.
STATION 5: India – setting a new course
STATION 6: China – Living and producing quality
„Our prestigious customers always look into Siempelkamp as a partner more than a machinery supplier, they believe in the knowledge that our legacy carries to deliver machinery from all parts of the line from raw material to finished boards processing.”
RANANJOY MITRA, SIEMPELKAMP INDIA
Sales success with four-foot presses at the fair in Beijing

bulletin 39
A few big players dominate the market in Vietnam’s wood-processing industry. DongWha was the pioneer in socialist Vietnam, which in conjunction with Vietnam Rubber Group – its joint venture partner – developed a market that had until then been untouched. VRG DongWha Joint Stock Company – a joint-venture company based in Vietnam – already signed a contract for an MDF / HDF plant at its site in the province of Binh Phuoc in June 2010. The plant included an eight-feet times 47-metre ContiRoll® and was thus the largest MDF plant in Vietnam. A company from the Vietnam Rubber Group
– VRG Kien Giang – also placed a second order in 2014. FSC Vietnam Corporation was most recently the first purely private-sector investor to opt for a Siempelkamp plant, which it did in 2016.
First investors in countries usually function as role models so this purchase decision will be decisive for subsequent buyers. FSC Vietnam
Corporation opted for a plant set-up in 2016 that was almost identical to the one for the DongWha order that was placed in 2010. Siempelkamp projects enjoy the reputation of being able to ‘cross the finishing line quickly’ – this aspect of the company’s reliability always constitutes an argument for new customers to place their orders for plants for manufacturing wood-based materials with Krefeld.
operators appreciate. This was most recently documented by the order placed by the OSBORNE Decoration Material Co., Ltd. in China: The company, which is a member of the Treezo Group, placed an order for a complete OSB line with a ContiRoll® sized 8.5 feet times 30.4 metres in September 2017 – a current milestone in the almost 40 years of history of cooperation between the wood-processing industry in China and Siempelkamp.
Milestones were also set in the previous decade by the smart four-foot ContiRoll® version. Zhejiang Liren Wood Industry in Jiang Shan City, Zhejiang Province, ordered its first ‘small’ Siempelkamp ContiRoll® for MDF sized four feet times 33.8 metres in November 2007 – many additional orders followed over the next few years. One important aspect of the market in China: Siempelkamp is represented there with two production plants, which were
established in 2004 and 2015. Wuxi Machinery Manufacturing Co Ltd. is Siempelkamp’s first site to open in China and was specifically set up for the purpose of quickly satisfying the demands being made by customers in Asia.
In 2015, Siempelkamp was the first German company to establish itself at the Ecopark Qingdao, a German-Chinese pilot project, with a production area of 7,000 square metres and the option to expand to a further 13,500 square metres. ‘Living and making quality’ is the focus here: The location cooperates with a specialised training workshop in Qingdao, which qualifies young employees especially for the range of professions that Siempelkamp customers require.“It is in this way that we are able to draw on highly qualified personnel to maintain the usual high standard of our products at this location,” says Dr Jung-Ren Ni, Managing Director Siempelkamp China.
STATION 7: Vietnam – ‘reliability’ triumphs
Top: Production Site Qingdao Bottom: Dr. Jung-Ren Ni, Managing Director Siempelkamp China
Jürgen Philipps (4th from left) Spokesperson for the Management Board at Siempelkamp Maschinen- &
Anlagenbau GmbH visiting FSC Vietnam Corporation
40 bulletin : 135 years Siempelkamp : Markets
Siempelkamp was able to secure its first order from Australia in 1961: a particleboard plant for D.G Brims & Sons Pty Ltd in Brisbane. This plant was in operation until 2007 / 2008. Siempelkamp remains ideally positioned ‘down under’: The installed base for particleboards comprises a total of seven daylight presses and a ContiRoll® system. This latest plant, which is still under construction, is one of Siempelkamp’s most striking milestone projects on the Australian continent: Borg Manufacturing in Oberon / New South Wales marks the first investment in a particleboard project in Australia in more than 30 years – and the first continuous press on the continent! The plant will be commen-cing operations in 2018 and will be setting benchmarks thanks to its state-of-the-art nature. The particleboard industry is generally characterised by the output achieved by Siempelkamp plants that remains high even after so many years.
Five MDF plants (four ContiRoll® and one Küsters plant) are also in operation in Australia – which means that all MDF boards being produced in Australia are being manufactured on Siempel-kamp plants! Ten short-cycle presses and one
Siempelkamp presses have left Krefeld to conquer the world in the 135 years of the company’s existence. Our ContiRoll® methods and techno-logies were significantly developed through collaboration with our European customers and partners down the years – right up to the
ContiRoll® Generation 9. The new requirements that our customers face continue to this day to present us with new tasks and to ‘continuously’ make our press technologies achieve even greater peak performances. The presses have as a result not only evolved to become increasingly efficient, precise and faster, they have with their ContiRoll® technologies also enabled the continuous pro-duction for the first time of such new products as OSB in Europe. Intensive connections and a constant exchange exist with (almost) all European manufacturers of wood-based materi-als for many years and decades.
Where does Siempelkamp stand in this market today? The picture is varied. Plant operators in central Europe are focusing on implementing replacement investments for older multi- and single-daylight press lines with Siempelkamp as the partner – e.g. within the scope of replacing a Küsters press with a ContiRoll® press at Rauch in Mark Bibart. The company consciously opted for the best press and mat-forming technology in order to further develop the ‘Rauch furniture board’ and meet the highest demands that its own furniture production makes and to ensure supplies to its downstream furniture factory over the long term.
HPL line round off the continent’s Siempelkamp statistics for the wood-processing plants. Other customers who have ordered Siempelkamp presses include plant operators from the rubber industry – with four conveyor belt systems ordered to date.
The Australian market has developed steadily particularly over the last three years, which is mainly a result of the booming construction industry in the major cities. This growth is set to slow in 2018.Wood-materials processors in Australia mainly serve their local markets; only few quantities of MDF are exported. The focus
is on raw materials such as various types of pine from plantations. The particleboard industry sources its raw materials mainly from sawmill residues and plantation wood. With Australia increasingly exporting softwood and particles to Asia, the demand for raw materials originating from urban wood waste / recycled wood by the particleboard industry is expected to increase over coming years.
STATION 8: Australia – ‘down under’ right on top
STATION 9: Central Europe – the circle closes
“With the set-up of Siempelkamp Australia in 1985 we have partnered with our customers over the long journey providing not only direct sales support but most importantly by establishing a reliable local service support team for all our valuable customers. Together with the ongoing moderni-sations of the older lines with the latest technology from Siempelkamp, our customers have been able to improve their production capacities and quality significantly over the years past and we continue to strive to not only ensure the same level but to also improve our level of support for future developments as well.”
GEOFF ROBSON, SIEMPELKAMP AUSTRALIA

bulletin 41
Frati in Italy also turned to Siempelkamp’s press technology for its new HDF thin board line in Bicinicco, which went live in 2013 and which is able to produce thinnest boards at speeds of 2,000 millimetres per second as well as light and standard MDF boards up to 25 millimetres thick. An eight-foot times 30.4-metre ContiRoll® has been producing particleboards for SAIB in Fossadello di Caorso (PC) in Italy since 2016. ContiRoll® technology has also been employed to replace multi-daylight presses at Kronospan’s ‘Falco’ site in Szombathely in Hungary through GIM-Export and in Bulgaria at the Veliko Tarnovo location. The joint venture between Sonae and Arauco, that was established in 2016 created the second largest wood-processing group in the world – it now operates on four continents (South America, North America, Africa, Europe). Here, too, Siem-pelkamp is supplying ContiRoll® technology to replace old facilities at the Mangualde site in Portugal and is as a result again demonstrating that it is a proven partner. The task for our Sico-plan planning office here was to come up with the forming and press line concept that was best for the existing infrastructure before work on de-signing the machines commenced by measuring the existing MDF plant using a 3D scan. The plant is scheduled to go live in July 2018.
Smartply’s OSB investment in Ireland also deserves mention where modernisation and replacement investments in Europe are concerned. We were also able to join forces with the Swiss-Krono Group and take one of the most modern and trend-setting OSB plants into operation at the Vásárosnamény site in Hungary in 2016. Besides on press technology, the development of the project and plant concept focused above all on making the best possible use of existing ranges of wood and using formaldehyde-free binding agents. Our subsidiary Büttner was also able to score here with newly developed dryer technology and an energy concept that was integrated into the production process.
We are currently supporting our major customer Yildiz Entegre in its first investment in a wood- processing complex outside Turkey that is locat-ed in Pitechti in Romania. Yildiz Entegre is building its fifth 55.3-metre ContiRoll® line in a greenfield project there and is now demons-trating its competence in the field of MDF/HDF with its new production site outside Turkey.
European companies in turn are increasing their overseas activities with Siempelkamp equipment – e.g. SWISS-KRONO in Barnwell/USA, where Siempelkamp, with the participation of all its subsidiaries, is currently building the most modern MDF/HDF plant in North America as part of the largest single order in the company’s 135 years of history. Egger in the USA has also opted for ContiRoll® 10-feet wide technology at its location in Columbus in North Carolina site as has Kronospan at its site in Anniston in Alabama.
The furniture manufacturer Forte in Poland has chosen to rely on its own sources of raw particles in order to achieve independence from board manufacturers. The first board left Siempelkamp’s ContiRoll® at the Forte plant – which the company built in just eight months – at the end of 2017! The plant was taken into three-shift operation and optimised to meet acceptance outputs in the shortest possible time. The work we did here represents another example where we were able
to demonstrate that we are able to quickly turn ‘newcomers’ into board-production professionals.The new investment by the VMG Group in Lithuania, which is planning to build a greenfield plant with Siempelkamp’s help, means that the Siempelkamp group of companies will taking another particleboard plant in Europe – albeit not a state-of-the-art system – into operation in 2020.
Like Egger, European manufacturers are increas- ingly ‘going into the surface’ and ordering high-end KT700 short-cycle presses from Siem-pelkamp in order to develop new and innovative products for their customers using our techno- logies.
All this while the specialists at Siempelkamp’s servicing subsidiary on the Iberian peninsular continue to overhaul older plants.
And, last but not least, Siempelkamp has been demonstrating its innovative power over recent years in its work carried out in conjunction with Pollmeier Massivholz GmbH in Creuzburg. No problem with beech veneer lumber! It is not only the product itself that is innovative, the production technology is, too: Pollmeier and Siempelkamp joined forces to develop a production process that again uses the ContiRoll® continuous press at its heart.
Short-cycle press at Egger, St JohannBeech LVL after the press
The first board produced by Fabryki Mebli Forte (from left to right): Stefan Tippenhauer, Volodymyr Hryhoriev, Peter Schönfeld, Peter Wollnik, Christian Löffler (all Siempelkamp), Achim Iredi (Project Manager Forte), Thomas May, Rudolf Ohlendorf, Andreas Nussbaum, Lars Rabitsch, Dr Ali Akrami (all Siempelkamp)

42 bulletin : 135 years Siempelkamp : Markets
Siempelkamp and GIM EXPORT Group have jointly placed 28 ContiRoll® presses for the wood-based panel industry in the Turkish
market – most recently, a second line for MDF production for AGT which was ordered in mid-April. This is a good reason to take a
closer look at this successful cooperation.
GIM EXPORT Group and Siempelkamp:Hoşgeldiniz, wood-based panel industry
By Ulrich Kaiser
The statistics are convincing: Including the new order from AGT, GIM EXPORT placed 28 Siempelkamp plants in Turkey or with Turkish customers. Another three plants can be added if one counts the orders that GIM EXPORT obtained for Küsters, nowadays maintained by Siempelkamp.
Turkish wood-based panel manufacturers have trusted in the services of GIM EXPORT and its founder Michael P. Krocker, who is regarded as one of the most influential experts of the Turkish market, since the 1980s. His business activities began kind of incidentally, when he was asked by Turkish entrepreneurs to bring in-demand spare parts back to Turkey from his travels, for example, sewing machine needles
for industrial purposes. These activities de-veloped into a trade that quickly reached the wood-based materials industry. White edging strips for Istas (today Starwood) marked the entry into an industry that Michael P. Krocker knows like no other.
The connection to Siempelkamp represents a long-standing constant: In the beginning of the 1990s GIM EXPORT started the cooperation with Pallmann (today Siempelkamp’s subsidiary) concentrating on the sale of Pallmann’s supreme refiner. Siempelkamp has been cooperating with GIM EXPORT since 1994; back then regarding the delivery of two continuous press lines for particleboard and MDF for Starwood.
First Board at Starwood on July 17, 1996, Mehmet Yildiz (second from left) with Michael P. Krocker (second from right) – during a time when smoking was still permitted during this process

bulletin 43
If the presses made by Küsters were included in the chronology, the cooperation started even earlier. In the early 1990s Kastamonu Entegre approached GIM EXPORT with the request for the delivery of a new MDF production plant for the Gebze location including a continuous press by Küsters. Since then, the alliance “GIM EXPORT – Siempelkamp” has been a strong and unwavering constant on the Turkish market which is trusted by market-dominating wood-based panel manufacturers.
Trust…… is the magic word that has manifested Siempelkamp’s as well as GIM EXPORT’s success in the Turkish market. Customers can rely on having an excellent equipment supplier on the one hand, and the general contractor GIM EXPORT, which establishes cooperation partnerships, paves the way for new investments and financing via German banks, and provides support during contract implementation, on the other. Thus, the most modern equipment in the wood-based panel industry worldwide has been established in Turkey over the past 20 years. The Turkish companies invested over one billion euros via GIM EXPORT.
The most recent milestone in the successful cooperation is the current project for AGT: Siempelkamp concluded the contract with GIM EXPORT for a second MDF line. This order also includes the supply, installation, and startup supervision for the fiber dryer and energy plant by Siempelkamp’s subsidiary Büttner. The connection with the first MDF line, also made by Siempelkamp, opens up numerous advantages, and primarily focuses on resource efficiency. During the 24-year long cooperation, 28 ContiRoll® presses, including 12 gigantic MDF/HDF lines with a length of 55.3 m, were supplied to Turkish customers.
Michael P. Krocker, Managing Director GIM EXPORT
Track record of GIM EXPORT and Siempelkamp – 24 years, 28 ContiRolls®
GIM EXPORT Group GmbH & Co. KG: profile• founded: 1979• founder and managing director: Michael P. Krocker• company location: Göttingen, Germany • core competence: the “All-round Carefree Package” for wood-based panel
manufacturers• services: negotiations, financing support, plant planning, procurement of
components and services• core statement: “Nothing is impossible. Anything is possible. According to this
principle we provide for our customers. Day and night. Seven days a week. In short: Our customers can come to us with any problem at any time, and we will solve it for them.”
1994 Starwood Yonga levha 8´ x 23,5 m Inegöl1996 Yıldız Sunta MDF MDF 8´ x 23,5 m Kocaeli2001 Yıldız Entegre MDF 7´ x 55,3 m Kocaeli2002 Kastamonu Entegre MDF 7´ x 20,5 m Gebze2002 SFC MDF 7´ x 20,5 m Kastamonu2002 Çamsan Entegre MDF 8´ x 27,1 m Hendek2002 Teverpan MDF 7´ x 27,1 m Çerkezköy2003 Starwood Yonga levha 6´ x 47,0 m Inegöl2004 Kastamonu Entegre Yonga levha 7´ x 42,1 m Balikesir2004 Yıldız Entegre MDF 7´ x 55,3 m Kocaeli2004 Yıldız Sunta MDF MDF 7´ x 55,3 m Kocaeli2006 Yıldız Entegre MDF 7´ x 55,3 m Kocaeli2006 Kastamonu Entegre MDF 7´ x 55,3 m Kastamonu2007 Turanlar-Group MDF 7´ x 28,8 m Vezirköprü2007 Starwood MDF 7´ x 28,8 m Inegöl2008 Yıldız Sunta MDF Yonga levha 7´ x 42,1 m Kocaeli2009 Kastamonu Entegre Yonga levha 7´ x 37,1 m Gebze2009 Orma Yonga levha 7´ x 37,1 m Isparta2010 Yıldız Entegre MDF 8´ x 55,3 m Mersin2010 Yıldız Entegre Yonga levha 7´ x 42,1 m Akhisar2011 Yıldız Entegre Yonga levha 7´ x 28,8 m Mudurnu2012 Kastamonu Entegre MDF 9´ x 55,3 m Tartastan2012 AGT MDF 8´ x 55,3 m Antalya2014 Çamsan Entegre MDF 7´ x 48,7 m Hendek2014 Starwood MDF 7´ x 55,3 m Inegöl2015 Yıldız Entegre MDF 8´ x 55,3 m Romanya2015 Yıldız Entegre MDF 9´ x 55,3 m Rusya2018 AGT MDF 7´ x 55,3 m Antalya
24 yılda ContiRoll teknolojisine sahip satılan 28 tesis
GIM EXPORT GROUP GmbH & Co. KGWilli-Eichler-Straße 2537079 Göttingen / GermanyP.O.BOX 20 30 37010 Göttingen / Germany
Tel: +49 / 551 / 504 86-0Fax: +49 / 551 / 504 86-66
E-mail: [email protected]
Siempelkamp Maschinen- und Anlagenbau GmbH Siempelkampstrasse 75 47803 Krefeld / Germanywww.siempelkamp.com
Leadership in Technologywww.siempelkamp.com
Siempelkamp Türkiye’ de 1 numara

44 bulletin : 135 years Siempelkamp : Markets
Siempelkamp in the ASEAN countries: The German partner with presence in Singapore and Kuala Lumpur
By Henning Gloede
As a consequence of the first business collabora-
tions in Southeast Asia, Siempelkamp established
a presence in Singapore in 1979. Almost 40
years later, Siempelkamp Pte. Ltd. Singapore still
supports wood-based materials manufacturers
in the ASEAN countries with new plants, spare
parts, and services. To date 45 plants have been
sold to this market. What success stories did
plant operators get off the ground together with
their German partner? We talked to Henning
Gloede who has been working for Siempelkamp
in Singapore since 1992.
With the first sales concluded in the Philippines and Thailand in the late 1970s, Siempelkamp’s success story in Southeast Asia began. It thus became clear that the presence of Siempelkamp in this part of the world had to be intensified. ‘Germapore Machine Manufacturer Private Limited’ was founded in Singapore in April of 1979. Siempelkamp held a 50 % interest in this company.
When in the 1980s the economy in Asia boomed, the demand for board products, especially in the furniture industry, grew very fast. With it the demand for Siempelkamp press concepts also increased. This resulted in 4 contracts within 5 consecutive years. It was only logical that Siempelkamp took over Germapore in 1982 and was now running its own operation in Asia. In 1989 Siempelkamp Pte. Ltd. Singapore was founded, a name the company still uses today. The area of operation comprises all of the ASEAN countries with an emphasis on Indonesia, Malaysia, Thailand, and Vietnam.
44 bulletin : 135 years Siempelkamp : Markets
On site at FSC in Vietnam: Talks with partners

bulletin 45

46 bulletin : 135 years Siempelkamp : Markets
VIETNAM
MALAYSIA
SINGAPORE
CAMBODIA
LAOS
THAILAND
The focus was set on supplying Asia with new Siempelkamp production lines to meet the region’s fast-growing demand for wood-based panels. With the world’s largest wood resources, both from natural forests as well as rubber-wood from plantations around the Equator, the potential in this area was enormous. “This ‘new’ wood species led to a breakthrough development at Siempelkamp and hence to the groundbreaking first use of rubberwood for the production of MDF. This development set new standards in the industry,” says Henning Gloede, Managing Director Siempelkamp Pte. Ltd. Singapore. The intense research and development work and the experiences gained from the first lines running with this new
raw material, secured Siempelkamp’s front row seat in the board industry in Southeast Asia. Siempelkamp has sold 45 lines in this region to date.
Present and future With a significant installed base of machines, that is currently part of 45 lines, the timely supply of our customers with spare and wear
Trang
Surat Thani
Kuala Lumpur
Bin Phuoc provincet

bulletin 47
INDONESIA
Team Singapore
FSC in Vietnam ordered a 8’ x 47 ContiRoll®. This press is part of Asia’s largest MDF plant built in the Bin Phuoc province. The press is designed to produce boards with a thickness ranging from 2.5 to 40 mm and with an annual capacity of 400,000 m³.
JULY 2016: FSC in Vietnam ordered a ContiRoll® press for MDF production
Vanachai Panel Industry Company Ltd. ordered from Siempelkamp a 8‘ x 25.5 m ContiRoll® with forming and press line, cooling and stacking line, as well as an automated storage system for its location Surat Thani in South Thailand. This press is the 5th ContiRoll® at this location and therefore makes this location the largest coherent production site for wood-based panels in Southeast Asia.
NOVEMBER 2016: Vanachai ordered a plant for thin MDF
Green River Panels, Thailand, placed an order with Siempelkamp for the supply and installation of what will be Asia’s largest particleboard plant. The company is one of the leading wood-based materials suppliers in Asia. Next to sawed timber from over-mature rubber-wood plantations, the company also offers particleboard made from the same type of wood. The new plant will be built close to Trang in South Thailand, the center of the Thai latex production with extensive rubber-wood plantations. The order includes the forming and press line with a 8’ x 50.4 m ContiRoll® press of the 9th Generation. It also includes the machines for wood preparation by the front-end specialist Pallmann, the sifting and screening machines, as well as the equipment for resin blending and mat forming by CMC Texpan, Italy, and the energy plant and drum dryer by Büttner – which are all Siempelkamp Group companies.
NOVEMBER 2017: Green River Panels ordered the longest ContiRoll® in Asia
A new milestone in a long-standing successful customer relationship: Vanachai Panel Industries Company Ltd., Thailand, placed the 12th order with Siempelkamp. The order includes a forming and press line with a 4’ x 48.7m ContiRoll® press for OSB production. This will be the first OSB line in Thailand and again underlines the trusting customer relationship which began in the 1980s.
OCTOBER 2017: Vanachai placed with Siempel-kamp Qingdao the order for the longest 4’ ContiRoll®
CURRENT MILESTONES
20162017

48 bulletin : 135 years Siempelkamp : Markets
VIETNAM
MALAYSIA
CAMBODIA
LAOS
THAILAND
Trang
Surat Thani
Kuala Lumpur
Provinz Bin Phuoc
SINGAPORE
parts as well as related services is becoming increasingly more important. “Here, we have been concentrating on reducing delivery times and costs. We have expanded our after-sales services by transferring our knowledge to a larger team of local engineers who are familiar with the local conditions and mentality in Southeast Asia,” reports Henning Gloede.
This competence was bundled in a new branch office of Siempelkamp Singapore in Kuala Lumpur, Malaysia, in 2007. This step opened up the possibility to use the skilled workforce of this country and to set up the foundation for the next move of Siempelkamp’s activities
in Southeast Asia. The set-up of local installation and start-up teams is further advancing Siempelkamp’s customer service and market leadership.
Today Siempelkamp Pte. Ltd. Singapore and the Siempelkamp branch office in Kuala Lumpur employ five committed people for the sales and acquisition of new Siempelkamp lines, spare parts sales, and service support of existing Siempelkamp lines as well as presses made by Metso/Küsters. An additional 25 employees work as service, installation, and startup engineers at the branch office in Kuala Lumpur.
“The same way we as a supplier have evolved over the years, also our customers have evolved and grown in size. Their demands on us as a complete supplier have grown. Their markets have grown from local country-based markets to regional markets, including all ASEAN- countries, to global markets. They place in-creasingly higher demands on the reliability and efficiency of the machines we supply. This market force is the constant motor for us at Siempelkamp that drives our innovations
Wanthana Jaroennawarat. Managing Director Vanachai Group of Companies (right) with Henning Gloede (Managing Director Siempelkamp Pte. Ltd. Singapore)
Shaking hands during the signing of the contract (from left to right): Jürgen Philipps (Spokesperson Siempelkamp Management), David Huang
(CEO Green River Panels)

bulletin 49
Warm welcome at FSC
by the need for new skills for the ever growing degree of automation for our production plants.
The general mechanics and electricians are still essential for the operation and main-tenance of wood-based panel lines; however, a new generation of higher skilled electronic and mechatronic specialists is increasingly taking over the actual operations of the lines. This requires not only higher educational standards in local schools and universities, but also better training for the operators of our customers on the automation standards of our
machines. This training is usually provided during the design, installation, and startup phases of our equipment, but also needs to be constantly refreshed and updated during the following years. Siempelkamp is providing these services both by on the job training during the installation as well as through class room training at our Siempelkamp Academy in Germany. “Both options are available if desired and requested by our customers,” says Henning Gloede.
forward and produces increasingly higher efficient and technically sophisticated production plants for the wood-based materials industry,” summarizes Henning Gloede.
Challenges – a new generationThailand, Malaysia and Vietnam have developed into the regions key suppliers of wood- based panels. The lines are state-of-the-art and are now run by a younger generation of employees. Our experience shows that also our customers and their employees are facing a generational change. This trend is accompanied
“In a constantly evolving world and market, our mission is never completed and needs constant adaptations to such new market environments.”
HENNING GLOEDE, MANAGING DIRECTOR SIEMPELKAMP SINGAPORE

50 bulletin : 135 years Siempelkamp : Markets
Location expansion for Siempelkamp in Blatnice, Czech Republic: Moving on!
By Michal Pospisil
Team “Blatnice” with managing director Michal Pospisil in the early years
2009Foundation
Siempelkamp has been operating a production
location in Blatnice, Czech Republic, since
2009. This plant manufactures a wide range of
components for the forming line as well as for
chip production including wood feeders, rotor
debarkers, chippers, and the flaker, forming
machines, and machines for the finishing line.
Complex tasks require more room; another
expansion of the site became necessary!
“Since our company was founded we experien-ced a quick and extensive development. We began with tables for the forming line and bulk goods; we built the first large bunker after five months. After only a short time we manufactu-red almost the entire forming line and later ad-ded almost the entire spectrum downstream from the press.” General Manager Michal Pospisil
After two and a half years in production, the Czech Siempelkamp team also started manu-facturing high-quality component groups inclu-ding the extensive electrics and pneumatics.
Large orders, such as the one from OOO DOK Kalevala, were processed with high production share in Blatnice: The Russian wood-based panel manufacturer had ordered a complete OSB plant including a 9’-ContiRoll® press from Siempelkamp in 2010 – the largest OSB plant in Europe. For this order the Czech Siempelkamp subsidiary produced almost 100 components.

bulletin 51
2014 – 2017 Further growth
2011 Blatnice is expanding
A good corporation between Germany and the Czech Republic: Fred Holmer (Management Ventapp), Michal Pospisil (Management Siempelkamp CZ s.r.o.)
2018 The next steps
In 2011 the second production building was opened in Blatnice. With it the Czech Siempel-kamp subsidiary became best equipped to assemble a number of components in its own plant. At that time the number of employees had grown to 120, from 20 during the starting phase.
More and more high-quality components including electrics and pneumatics were manufactured and expanded the production volume of the Czech Siempelkamp location. “We process five to six large orders at the same time. That means not only our product spectrum but, at the same time, the processing of several orders is handled at a high quality level. Our employees are very proud of the fact that the product quality is right,” says Michal Pospisil in 2011 on the occasion of the first expansion. Customers profit from a com-plete service chain and quick support within the European market. The close cooperation between specialists from Krefeld and Blatnice allows a constant transfer of knowledge and a growing production volume that consistently maintains a high level of quality. The large amount of orders processed by the Czech location is also characterized by a reasonable price level.
Higher order volumes require greater floor spaces and new machines. That’s why Siempel-kamp invested in a third production building in 2014 and in a fourth in 2017. Currently, the production area amounts to approximately 10,500 m². Building 1 accommodates the pre-production operations (sawing, flame cutting, drilling, sheet metal processing and primarily welding), building 2 the machining processes (milling, turning, painting, and storage). Buildings 3 and 4 carry out the assembly, expediting, and the stowing of the containers prior to shipping.
On average two to three loaded trucks are leaving the premises each day. The production spectrum now practically contains the entire machinery for the wood yard, the forming line, and the finishing line. Staff changes have also occurred. In 2017 Siempelkamp in the Czech Republic had 185 employees, an additional 50 to 60 welders and technicians were hired through recruitment agencies.
“We cooperate very well with the German Siempelkamp subsidiary Ventapp: For over a year Ventapp has supplied us with all the required lasered and chamfered parts,” praised Michal Pospisil. Ventapp lasers, in other words cuts and if needed edges, sheet metal according to Siempelkamp construction drawings. Here the companies not only use synergies within the Group, but also cost advantages: A market analysis has shown that Ventapp can supply parts more cost-effectively than local manufacturers despite the additional transport costs. In 2017 approximately 170 metric tons of finished laser parts and lasered chamfered parts were sent from Kempen in Germany to Blatnice.
Given the volume of work, another location expansion has become absolutely essential. That’s why Siempelkamp is adding a fifth production building in Blatnice in 2018. The new facility will add approximately 1,200 m² of extra space. Next to growth, another cent-ral objective remains – to optimize the net-working with the Krefeld team. The exchange regarding the jointly used equipment as well as the dialogue with other departments in Krefeld, for example, the design department, are the foundation for the joint international quality standard.
To improve the production capabilities, Siem-pelkamp in Blatnice has implemented a new planning software. The team is motivated to improve productivity; the turnover of staff is very low. Due to low unemployment in the Czech Republic, employee recruitment is not always easy. The company therefore has initiated a number of measures to enhance its reputation. “We sponsor cultural and sporting events, different sport teams, social programs and schools in Blatnice and its surrounding area. Furthermore, we award scholarships to students in technical schools. With more than 1000 visitors, the turnout on our Open House Day in 2017 was huge. That was a tremendous success. All these activities ensure that our company is enjoying an excellent reputation,” says Michal Pospisil.
Siempelkamp location in Blatnice in 2018

52 bulletin : 135 years Siempelkamp : Markets
While Germany is phasing out the generation of electricity from nuclear energy due to political considerations, other
countries also have a demand for the competent dismantling of nuclear facilities, for example, because the service life of
a nuclear power plant has been reached. Siempelkamp services, in the area of nuclear decommissioning and dismantling,
have been consistently strong and reliable – the latest example is a recent project in the USA.
Siempelkamp NIS Ingenieurgesellschaft mbH:A further dismantling project for a nuclear power plant in the USA
By Christian Jurianz and Dr. Aldo Weber
San Onofre Nuclear Generating Station (Photo: Wikipedia)

bulletin 53
Siempelkamp’s technology and expertise concerning the effective dismantling of nuclear power plant core internals and reactor pressure vessels were in high demand in the USA between 2010 and 2015. “We provided the required special tools as well as the necessary expert support during the disassembly of the core internals and the thermal dismantling of the reactor pressure vessels of the nuclear power plant Zion in Illinois, USA,” reports Christian Jurianz, responsible for the project at Siempelkamp.
The first-time use of remote-controlled thermal cutting technology for cutting the thick reactor pressure vessel walls at this US plant became the foundation for further dismantling activities for Siempelkamp NIS Ingenieurgesellschaft mbH (Siempelkamp NIS) in North America. Based on this reference a further project could be realized now in the USA.
The recent decommissioning order affects two pressurized-water reactors by Combustion Engineering, which went into operation with an electrical capacity of 1,070 MW in 1983/1984 and permanently decommissioned due to economic reasons in 2013.
Lifting of a spherical calotte Inspection of flame cutting system

54 bulletin : 135 years Siempelkamp : Markets
Christian Jurianz, engineering degree in nuclear power plant technology, employed at Siempelkamp since 2001. Managing Director of Siempelkamp Ingenieur und Service GmbH.
Dr. Aldo Weber, Ph. D. in Physics, employed at Siempelkamp NIS Ingenieurgesellschaft mbH since 2007. As head of the information tech-nology and consulting department, he was initially responsible for calculating the costs of dismantling nuclear facilities and all services related to the operations. Since 2015 he
has been the spokesperson of the management of Siempelkamp NIS Ingenieurgesellschaft mbH based in Alzenau. In this function he is responsible for the operational business which also includes the remote-controlled dismantling of large-scale components, the decontamination of primary circuit components, and the planning and supply of systems for the waste treatment in nuclear installations.
Stefan Dätig, graduate in engineering and employed at Siempelkamp since 2009. As a design engineer he worked on the further development of the thermal cutting process with a manipulator-guided burner. The experience he gained during the disas-sembly of the reactor pressure vessel at the
nuclear power plant Stade resulted in his assignment to complete the challenging tasks at Zion, USA: Starting March 2011 he was present on site as planning engineer taking care of design tasks regarding the equipment used to disassemble the reactor pressure vessel internals at Zion. Later he took over the project management for the design and acquisition of the entire reactor pressure vessel disassembly equipment including acceptance tests, mock-up tests, and the on-site set-up. He then managed the team during plant planning and dis-mantling. Since January 2016 Stefan Dätig has been the head of the department for dismantling and consulting.
Andreas Loeb, graduate in electrical engineer- ing and with Siempelkamp since 2003. As overall project manager he was in charge of the project “dismantling of the reactor pressure vessel and reactor pressure vessel internals of the multi-purpose research reactor Karlsruhe” until 2008. As department head for “dismant-
ling projects” Andreas Loeb was the overall project manager for the project “dismantling of the reactor pressure vessel at the Stade nuclear power plant” starting in 2010. Furthermore, he took over the national and international sales and project management, particularly for the dismantling of primary circuit components. As department head, Andreas Loeb has been responsible for the areas of dismantling and consulting at Siempelkamp NIS since 2016.
Siempelkamp NIS Ingenieurgesellschaft mbH’s negotiation team
From 30 to 100 percent: project phasesIn the first stage NIS was commissioned with an in-depth concept development (30% design), in other words, NIS examined the feasibility of the disassembly steps, defined the necessary disassembly tools and assigned the locations for the disassembly. Naturally, this phase is particularly characterized by a wealth of ideas. All this happens under great time pressure. After all, the customer expects to have the required disassembly tools ready for use at the power plant site within only 20 months.
With a budget of $ 4.4 billion US, this decom-missioning project in California is without doubt the largest of its kind. Over a 10-year period, all necessary fuel storage and dismantling activities will be completed, the re-cultivation of the site carried out, and the radiation levels reduced to a level that allows the unrestricted subsequent use of the location. Under compliant of strict environmental regulations with Californian authorities and the activities will be executed. This dismantling project creates approximately 600 jobs over the entire time period.

bulletin 55
and the subordinated control. This is done by means of a mock-up test under realistic conditions, in part under water. We will report on this at a later time…
A few month later, the 100% design for the dismantling equipment of the core internals was also finished on time and accepted by the customer. The next main interest of the customer is the on-schedule manufacturing of the equipment, which takes place exclusively at Siempelkamp Maschinenfabrik (machine factory) in Krefeld.
After the production is completed, the customer will perform an in depth acceptance test of the equipment, which includes the inspection of the interaction with the video technology
Disassembly of reactor core internals, view of reactor pool, 30% design
Disassembly of reactor core internals, view of reactor pool with dismantling equipment, 100% design
100 %30 %
This concept development phase was followed by a phase involving the detailed engineering of the tool design (100% design) to the depth of production and the interaction of the individual components combined with the primary equipment for remote control and video surveillance of the disassembly processes.
In the meantime NIS completed the 30% design for the disassembly of the core internals as well as the reactor pressure vessel to the fullest satisfaction of the customer who accepted the submittal for this phase of the project.

56 bulletin : 135 years Siempelkamp : Markets
Markets and technologies are undergoing radical changes, the digital transformation is in full swing – key word: “Industry 4.0”.
Concepts of Industry 4.0 will change the economy fundamentally. Consequently, the demands on developers and service
providers change constantly. Siempelkamp Logistics & Service GmbH responds to this with a clear concept: Service 4.0 is
shaping the future!
Service 4.0 by SLS We are shaping the future
By Dr. Stephan Niggeschmidt
The worldwide service for Siempelkamp-made machinery and plants throughout their entire product life-cycle is the core business of Siempelkamp Logistics & Service GmbH (SLS). The portfolio contains the planning and imple-mentation of maintenance and modernization Official opening of the new SLS service and logistics center in February 2018 – the management
team from left to right: Dr. Stephan Niggeschmidt, Carmen Lorch, Stefan Wissing, Thomas Dahmen

bulletin 57
projects, spare parts service, field service, and online support. “We offer solutions from a single source which optimize processes, increase efficiency, lower operational costs, and secure future viability,” says Dr. Stephan Niggeschmidt, who has become the third managing director
Online quality control with Prod-IQ®
of SLS next to Stefan Wissing and Thomas Dahmen in January 2018. “To utilize the capacities of machines and equipment, functioning technology, pioneering measures, and innovative strength is required. Our expertise is the foundation for efficiency. We know what has to be done, we bring existing plants up-to-date and are ready to assist when production has come to a standstill or a replacement is required.”
As a service provider, SLS has started to shape the future. In the context of so-called Smart Services or Service 4.0, intelligent and networked machines and equipment maintain contact with the service partner even after the sale. “We define the term Service 4.0 even further. Next to using innovative technological pro-ducts, we concentrate on the digitalization of sales channels as well as the optimization of internal and external processes when interacting with our customers,” explains Dr. Stephan Niggeschmidt. Service 4.0 will contribute decisively to optimizing the service process documentation, enhancing the skills of employees as well as clarifying error messages prior to dispatching service technicians and thus, avoiding any unnecessary deployment of technicians. This goes hand-in-hand with enormous cost savings not only for the customer but also for SLS.
“Through Service 4.0 we can establish an even stronger relationship with our customers, develop new services and therefore create important added value for our customers. This we can achieve in several different ways: Firstly, with the help of our own concepts
which improve our services continuously. Secondly, with our solutions that meet the requirements of customers and projects. And thirdly, with the innovations that result in Siempelkamp technologies representing best German engineering!” For all these processes and systems, the collection of data and its consistent use is the foundation. This includes the process and production data for Prod-IQ®, RemoteService, and the innovative 4.0 upgrade packages, as well as the ERP and customer data for networked business processes. Paired with the experience of our specialists, we offer Service 4.0 for the benefit of our customers.
Prod-IQ®: the intelligent and innovative process control technologyAs the name suggests, Prod-IQ® stands for intelligent production: Connected to an ERP system, this process control technology covers the areas of production management, quality assurance as well as servicing and maintenance. It is based on a number of different modules which have been developed in close cooperation with users in the wood industry. The benefits are diverse, ranging from improved cost trans-parency and resource savings to increased plant availability. Prod-IQ® is a modern tool which enables improvements in productivity to be achieved systematically. This secures the market position of the operating company and offers flexibility for future invest ments. Next to upgrades for existing systems, SLS offers the Prod-IQ® modules as part of a retrofit or modernization package to customers which would like to optimize their plants and processes through intelligent production.

58 bulletin : 135 years Siempelkamp : Markets
24/7 remote service: quick and secure – for maximum availability of your plant!When a plant is down, when production is disrupted, or whenever it can be optimized, reliable service is required. This support has to focus on two things: Firstly, the efficiency of the
plant, and secondly, the high security requirements when carrying out remote maintenance processes. The solution offered by SLS is a remote service which is specially developed for industrial use. “With our remote service we can analyze the plant status directly, quickly, and above all securely,” explains Dr. Stephan Nigge-schmidt.
And this is how the 24/7 remote service works: After the plant operator authorizes access, the
plant will be connected via Internet and a service router to the central remote server of Siempelkamp. Only then can the remote control session start. Plant operators can constantly monitor all activities that take place during the course of a remote maintenance session. In addition, the entire service operation is documented automatically.
Service 4.0 – increased efficiency due to upgrade packages for intelligent production Many plant operators are interested in bringing their existing plants up-to-date in order to continue operating economically – that is, reliably, automatically, cost effectively, and predictably – and at the highest quality standards. Here too, SLS service is used effectively: The technical innovations for the cutting-edge wood-based panel production plants made by Siempelkamp are available as Service 4.0 modernization and upgrade packages to Siempelkamp customers. From SicoScan to Ecoresinator, these packages target plant areas that that need to be optimized sustainably. Our table shows an extract from our list of upgrade packages.
From Service 4.0 to Logistics 4.0 – smart, networked, digitalized Closely linked with Service 4.0 is Logistics 4.0, which advances the networking in the supply chain. By building a new logistics center in
Prod-IQ®: the right module for every requirement
• Prod-IQ.basics: Tool for reliable and up-to-date on-demand data for the management. For documenting the entire production process, Prod-IQ.basics includes modules that collect reliable and up-to-date management data (availability, system perfor-mance, consumption, and quality) as well as modules for material flow tracking.
• Prod-IQ.business: Tool for shift, day, and month evaluations. Prod-IQ.business allows to customize the standardized evaluations and reports with Script-Editor, provides 2 additional licenses for Office workstations, and an OEE evaluation.
• Prod-IQ.quality: Tool for online quality forecasts. Prod-IQ.quality is a comprehensive system for the online quality forecasting of critical board parameters such as internal bond, bending strength, thickness swelling, and surface soundness. Material savings of more than 2.5 % can be achieved without any loss in quality.
• Prod-IQ.maintenance: Tool for optimized maintenance and repair processes.
24/7 remote service: Highest demands on the transmission reliability (© photo: istock)
“Our remote service is available for ContiRoll® plants and can also be retro-fitted to existing plants. Our customers can contractually agree on this service at the time of purchase of the plant or at any later date.”
DR. STEPHAN NIGGESCHMIDT, MANAGEMENT SLS

bulletin 59
Package Function Benefits
SicoScan For the precise measurement of different production parameters such as mat moisture content, weight per unit area, or board thickness. SicoScan is integrated into the automation technology and communicates directly with the control systems.
• continuous optimization of the production process• higher profitability• increased plant availability
EcoScan NEO Allows high-resolution analysis of the weight-per-unit-area distribution and reliable tramp material detection. EcoScan Neo offers a clear multi-dimensional visualization able to localize forming errors and tramp material in the mat, to limit faulty mat sections containing density deviations and to detect tramp material as small as 1.6 mm.
• Detection of faulty mat sections containing density deviations
• Reduced raw material use• Top board quality
SicoCam The innovation among the upgrade packages. This system is used for quality measurement and fully- automatic process control in the production of wood-based panels. As a fully automatic inline board measuring system, SicoCam captures each edge of the board during production. The measurement data are processed in the form of width, linear, and diagonal dimensions for direct evaluation.
• Material and resource savings• Highly precise board production
Sico CMS SicoCMS performs efficient maintenance management, machine condition monitoring, and preventive maintenance, especially for the important ContiRoll® components such as EcoDrive (drives and gearboxes), hydraulics, chains, supporting rollers, friction linings, insulations, and steel belts.
• Clear visualization• Compatible with any sensor technology, excellently
suitable as a retrofit • Can be configured specifically to suit individual
requirements and is extendable to meet future tasks
SPC G 9 Intelligent pressure and position control system for the control of the desired press forces and distances between cylinders in the technological press zones of the ContiRoll®. The system ensures that the press forces and distances between the cylinders specified by the technologist in the recipe are precisely kept.
• Latest hardware technology• Phenomenal computing power • Problem-free replacement for SPC systems of the
first and second generation during upgrades
ContiRoll EcoDrive Reliable drive technology with high savings potential. ContiRoll EcoDrive is an energy-efficient servomotor with two-stage gearbox and integrated water cooler which offers an increased service life and dependa-bility several times higher than that of conventional drive concepts that employ complex gearbox geo-metries.
• Best efficiency with up to 14 % energy savings (partial-load operation)
• Wear is insignificant due to low number of revolutions, low probability of system failure
• Conversion does not require complex modifications• Quick return on investment
EcoFormer For optimized mat forming. The EcoFormer is a crucial component when it comes to improving the forming accuracy of surface-layer mat formers in particleboard plants.
• Improved forming in longitudinal and transversal directions
• Reduced production costs due to optimal use of resources (wood, resin, electrical and thermal energy)
Ecoresinator Resin blending system for MDF production which ensures lower resin consumption and more profitable production.
• High material savings• Low operational costs• Technological flexibility

60 bulletin : 135 years Siempelkamp : Markets
Bad Kreuznach, SLS has further optimized and expanded the service for spare parts. “With the newly introduced warehouse management system we plan and control our entire material and information flow. Thus, we have laid the foundation today to make our logistics fit for a networked future. Along the entire value chain, companies connect their plants and systems,” describes Dr. Stephan Niggeschmidt. From the supplier to the logistics provider to the transport company, all processes of the supply chain are interlinked and are permanently monitored. This increases the data volume tremendously. SLS utilizes this data to optimize its processes.
In this context, SLS developed its own barcode system in 2012 which is used for the complete tracking of the supply chain from the factory to the construction site. Furthermore, the system allows a simplified search and allocation of the parts at the construction site. Ultimately, this leads to accelerated installation since the supplied parts are quickly found. All components leaving the manufacturing plants and production facilities of the suppliers are centrally recorded in the newly developed software. Afterwards,
each package receives a barcode label. Thus, the packages can be identified and their data can be retrieved with the software. All data relevant for the construction sites, customs clearance, and for Siempelkamp customers are also added and can be retrieved worldwide with the system.
LIGNA innovation: the Service AppAt LIGNA 2017 the Service App of SLS was, for the first time, put on the mobile devices of fair visitors. With the help of this app, customers can send requests or problems, including
illustrative phone documentations, directly to SLS. Shortly after, the right contact person will get in touch with the customer. Another function of the app includes the tracking and tracing of spare parts deliveries. With the order number, the customer can, at any time, find out about the status of the order and where the ship-ment is at the moment. “Currently, we are developing a new version of the app which will, in addition to the performance data from the plant (“Prod-IQ® mobile”), also provide the link to a service platform. Thus, the customer can retrieve at any given time the current plant and spare parts documentations, check the delivery times of spare parts, and also order spare parts,” explains Dr. Stephan Niggeschmidt with a look into the future. Via the Prod-IQ® app on the mobile phone or tablet, customers always have access to the analysis data of their Prod-IQ® platform and the condition monitoring by Siempelkamp – and hence, to the live status of their plant. The current performance and production time is always at hand. Furthermore, the customer can receive an analysis of the product quality in real time as well as an overview of critical and defect plant sectors. Another important component of the SLS strategy “Service 4.0” is the digitalization of the sales channels. This includes the networking of customer processes with those of Siempel-kamp. Thus, spare parts lists and prices can be directly connected with the ERP system of the customer or order data can be exchanged via
SicoCam during use
Efficient small parts storage with vertical storage lift systems

bulletin 61
a portal. Consequently, transaction costs are reduced and a quicker and more intense coordination is realized. With the help of automated processes, SLS is once more able to increase its efficiency as well as the efficiency of its partners.
„You request – we deliver“……four words for the claim that has become the guiding principle for SLS. However, as simply as this is put, against the background of the digital transformation of the markets
and technologies, it requires innovative solutions, smooth processes, intelligent logistics, motivated employees, and an above-average service awareness. “With our Service 4.0 we have arrived in the future and will develop, together with our customers, innovations that will advance us as well as the plant operators,” says Dr. Stephan Niggeschmidt.
EcoScan: precise measurement of weight-per-unit-area distribution and tramp material detection

62 bulletin : 135 years Siempelkamp : Machines
Friction linings
Insulation
Hydraulic systemGearboxes
Drives
Chaines
Supporting rollers
Steel belts

bulletin 63
MACHINES
As a consequence of Industry 4.0, the digital transformation is in full swing. Siempelkamp is taking the initiative with innovative solutions, smooth processes, and intelligent logistics – the best framework conditions for each plant concept.

64 bulletin : 135 years Siempelkamp : Machines
A more thorough examination reveals that our most important developments and innovations were produced by two fundamentally different sources. These include strategic decisions on the one hand, which are decisions determining the orientation of the company, and the actual innovations and technical developments on the other hand.
We look back proudly on a successful company history of 135 years –
a history, which is characterized by excellent innovations and
developments.
Siempelkamp developments:Leadership in Technology
By Dr.-Ing. Volker Middelmann
The strategic decisions have always been characterized by a clear corporate philosophy which is based on the transfer of technology into new product developments and the diversification into new industries and markets.
This corporate philosophy is still the foundation for our strategic decisions today and we have many diverse examples demonstrating this. Siempelkamp transferred its press technolo-gy, which was originally developed for the textile industry, to seed presses, grinding disk
Press for celluloid sheets
Dr.-Ing. Volker Middelmann, Director of Technology

bulletin 65
Rubber pad press for the manufacture of large structural parts for the aviation industry
1880 Gerhard Siempelkamp invents the heatable steam-press-board – a technical innovation
Tension carriage press for the manufacture of layered wood
presses, forging presses, and composite presses. The company diversified into the plastics and celluloid, rubber, wood, and metal industries.
The oldest and probably the most significant innovation for our company was the technolo-gy that was used to drill channels (steam chambers) into platens for textile presses through which hot steam was channeled. With the help of a self-centering drill, it became possible to drill through the entire hotplaten and then heat it efficiently with steam. The innovation was developed at the Büttner boiler plant, today a Siempelkamp subsidiary, back then the workplace of the young metal worker Gerhard Siempelkamp.
The next innovation regards a fairly new pro-duct, celluloid, invented in 1870, which is better known today as thermoplast. The indus-trial manufacture of celluloid required the development of new production machines. Siempelkamp developed a husking machine and the first hydraulic shifting table for a continuous feed. At this time Siempelkamp also established its first contact with the plastics industry – an important milestone for our company.
1900: Entry into the wood-based panel industryWith the transition into the 20th century, the entry into the wood industry took place. Back then wooden panels were cold glued using tension carriage presses. Later, with the invention of the special Baurit resins by Bayer, the gluing process took place under pressure and with heat.
Between 1925 and 1930 the foundation for further developments in press manufacturing was laid – from a press with a column design to a press with a frame design. Due to its design, the frame press had the mechanical advantage of lower deformation which resulted in shape stability of the components.
After the First World War, wood still had a large significance in aircraft building. Next to solid wood, wood-plastic-composites were also needed. In 1920 Siempelkamp supplied the first presses for molded wood and plywood. Plywood blocks were the material of choice for propellers.
After the Second World War rubber pad presses experienced a high demand. With this type of press, featuring a frame design, the upper bolster is designed as a rubber pad which allows the forming of large structural elements. This press type was particularly needed in the aerospace industry.

66 bulletin : 135 years Siempelkamp : Machines
1960s: Establishment in the rubber industryIn the 1960s Siempelkamp successfully entered the rubber industry. Siempelkamp is a pioneer in the area of machines for steel cord reinforced conveyor belts. Instead of textile inserts, steel cords were now vulcanized into the belts. With the introduction of steel cord reinforced con-veyor belts it was now possible to build belts that were more than 500 m long but neverthe-less could still be accurately controlled. This technology revolutionized the conveyor belt industry; conveyor systems became more dependable. The development of the inserted steel cords attracted great interest from Japan, Australia, China, India, and other countries and represented a true milestone in the technology development.
Siempelkamp’s latest presses and plants for this industry open up even more advantages to operators due to the individually controlled steel cord tension distribution system. The steel cord tension distribution is individually control-led, product changeover times are significantly reduced. The electromotive individually control-led tensioning system is located directly in the creel with integrated tensioning, measuring and control functions for a more transparent steel cord tension distribution.
Foundry technology: Extraordinary performancesThroughout the history of the company, Siempel- kamp Giesserei also reached numerous unique selling points. An important technological milestone is the further development of casting with ductile graphite iron in the 1950s and 1960s. Due to the special ability of this material to shield against radioactive radiation, this
development laid the foundation for the entry into the nuclear industry. Siempelkamp Giesserei developed and built the primary shielding of the nuclear reactor of the nuclear-powered commercial vessel “Otto Hahn” in 1965. After many years of testing and verification, the first CASTOR® casks (Casks for Storage and Trans-port of Radioactive Material) were supplied in the beginning of the 1980s. Siempelkamp
Vulcanizing press for conveyor belts
Production of CASTOR® cask bodies of the first stage of development (l.)
and today (r.)

bulletin 67
Giesserei delivers the CASTOR® casks on behalf of Gesellschaft für Nuklearservice (GNS). With CASTOR® the German nuclear industry finally had a mobile and safe system for the transport of high-level radioactive waste.
Thick-walled components made of ductile cast iron with nodular graphite were used in large- scale metal presses. In 1983 Siempelkamp Giesserei celebrated a world record: An almost 170 metric ton, 12 m high, and 4 m wide frame made of ductile cast iron for a 4,000 metric ton forging press was successfully cast. From then on, one world record followed another such as the 188 metric ton moving bolster for a 1,500 metric ton forging press in 1987 and the casting of a 195 metric ton grinding table for a cement mill in 1991. In general, press manufacture was greatly influenced with the introduction of nodular graphite cast iron which cost significantly less than cast iron. Heavy roller mill housings, upper and lower bolsters for closed-die forging presses, and many other large and thick-walled components were now cast from nodular graphite cast iron.
1980s: Milestone ContiRoll®
One of the most important developments in the history of the Siempelkamp company was the ContiRoll®. This press is the heart of a modern forming and press line in the wood-based panel industry and has turned Siempelkamp into a world market leader. First considerations regarding the principle of the continuous press, based on the needle bearing principle, were made in the 1970s.
The development work for the continuous press did, however, not start until the 1980s. Success followed in 1983 when the first ContiRoll® was started up in the test facility. That was the cornerstone for the subsequent accomplishments. The decisive advantage of the ContiRoll® is its flexibility. Any type of wood can be processed and any type of board product (particleboard, MDF, HDF, OSB) produced with this press.
Over the years the ContiRoll® was constantly further developed. The introduction of the flexible press infeed section made it possible to cover all applications with a ContiRoll® press that was
identical in construction. Today, one would say: One solution fits all! The production capacity for this type of press has increased fivefold in the previous decades, the minimal board thickness decreased from approximately 8 millimeters to below 1.5 millimeters. Production speeds have reached 2 m per second. Even that speed will soon be obsolete. Our ContiRoll® 9 NEO, which is currently being tested in our testing facility, is designed for production speeds of 3 m and more per second.
In the wood-based panel industry Siempelkamp set new standards and opened new ways with numerous groundbreaking inventions. This includes press feeding systems without any support plates as well as mechanical mat forming machines for MDF plants which replaced wind forming systems.
Use of roller rod chains in ContiRolls® starting in 1985
ContiRoll® Generation 9 NEO

68 bulletin : 135 years Siempelkamp : Machines
Nuclear technology: new standards through new solutionsThe area of nuclear technology also set important standards. In 1998 the GERTA melting plant for low radioactive metal scrap was put into operation. To date more than 20,000 metric tons of material were recycled there. With the acquisition of WENUTEC GmbH in 2000, Siem-pelkamp Nukleartechnik secured the exceptional competence of a leading company in the field of nuclear technology, a specialist for automated stud tensioners for the opening and closing of reactor pressure vessels and other primary circuit components in nuclear power plants.
The dismantling of nuclear power plant com-ponents by means of remote-controlled robots and flame cutters is developing into a very important and challenging field of activity in
nuclear technology. The order for the dismantl- ing of the nuclear power plant San Onofre Nuclear Power Generation Station (SONGS) in the USA, which is currently being processed, confirms this.
Our current challengesWhen we take a look at the challenges of the last 10 years, those noteworthy of mentioning are: Globalization, Competence for complete plants, Worldwide service, Technology and competitive leadership, Industry 4.0 and all related topics.
Each of these five challenges has and will sustainably influence the development strategy of our company. The globalization of the markets requires to be competitive in all regions of the world. This goes in particular for the increasingly important Far East markets
including China, India, and Southeast Asia. Competitive leadership can only be secured by standardized products and system solutions which are tailored to the specific market re-quirements and can be increasingly produced in our foreign production locations with the typical high Siempelkamp quality standard. The competence for complete plants is much more important than it used to be because the options to be different from the competition have become more limited, the technical margins smaller, and the implementation of technical solutions more complex, and thus more challenging. We can only be successful in developing and providing a technical concept for a complete plant if we know the entire value-added chain of the production process of our customers. Today, we provide all products in this value-added chain, from the project planning of a plant, to the process-
Stud tensioners for opening and closing of reactor pressure vessels

bulletin 69
ing of logs, to the forming and press line, all the way to the board handling systems.
The meaning of understanding the complete system leads to the various topics involving Industry 4.0. The need for networking and automating plants has established itself almost without being noticed in the previous years.
For this reason Siempelkamp relies on networ-ked and intelligent systems, from the adaptive, self-learning production control to mechatronic system components, to machine monitoring and predictive maintenance. The convincing customer benefit: first-class quality while simultaneously reducing production costs!
Our recent successes: King-size projects in the area of metal formingThe metal forming business was also characte-rized by its competence to implement very large and challenging projects in recent years. In 2009 Alcoa Forging & Extrusions ordered from Siempelkamp a total of 14 castings and custom parts for the modernization of one of the largest closed-die forging presses in the world located in Cleveland, Ohio. The modifi-cation turned the 50,000 metric ton press into the most state-of-the-art and efficient forging press of its time and class.
First, 10 parts with weights between 200 and 250 metric tons were cast for the order. In July 2010 the upper bolster was cast with 283 metric tons of molten iron. With the precision closed-die forging press for Nanshan, Siempel-kamp added to these world records. In July 2013 Siempelkamp cast a 320 metric ton lower bolster made of nodular graphite cast iron. The closed-die forging press for Nanshan is not only a masterpiece as far as the casting process goes. The press is able to achieve a pressing pressure of 500MN, or 50,000 metric tons, at a working pressure of up to 450 bar – all that with the impressive accuracy of a few tenth of a millimeter and forming speeds ranging from 0.05mm/s to 50mm/s.
Nanshan forging press with 50,000 metric tons of pressing power
Our current challenges • Globalization• Competence for complete plants• Worldwide service• Technology and competitive leadership• Industry 4.0 and all related topics

70 bulletin : 135 years Siempelkamp : Machines
To optimize the design process and shorten the startup, the Nanshan press was designed with the help of state-of-the-art simulation tools (FEM/MKS/CFD) and the process for virtual commissioning. Here, we succeeded in looking at the areas of hydraulics, mechanics, technology, and automation technology holistically, and thus bringing them together. A modern approach to Industry 4.0!
From a technological point of view, the develop- ment to use forming presses for composite applications and the developments regarding ring rolling mills are important milestones. Here too, the principle of technology transfer, which
runs through our 135-year company history, was implemented.
Intelligent production and Industry 4.0As mentioned before, the requirements on an adaptive and self-learning, which is to say intelligent, production control for the manu-facture of wood-based panels are versatile. They include plant protection, quality and machine monitoring, as well as an adaptive production that can be adjusted to any change in the process, material, or desired result. Our primary objective is always to lower production costs while simultaneously keeping or improving the quality.
To achieve this goal, Siempelkamp uses inno-vative measurement systems. They are of essential significance regarding the online quality monitoring and control of machine systems. One of these products is EcoScan NEO, introduced in 2017. This measurement device detects tramp material reliably and measures the weight-per-unit-area distribution of formed mats with high accuracy, evaluates the measurements and adjusts the forming machine accordingly to improve the forming result. This leads to improved quality at lowered production costs.
The new ring rolling mill at L’Union des Forgerons
Left and right: EcoScan NEO

bulletin 71
It is due to the performance of our state-of-the-art development tools that our EcoSifter was developed successfully and quickly introduced to the market. Flow-optimized with simulation software, the EcoSifter offers a 20 % higher fiber throughput compared to similar sifters – while at the same time having a lower energy consumption and a smaller size.
With the newly developed Sico PMS (Performance Monitoring System) Siempelkamp is setting standards in the wood-based panel industry. Entire plant systems are monitored and their current state of wear evaluated so that an imminent failure can be predicted. The information
is provided in a sophisticated information chain to the different system users. The service depart-ment receives relevant information directly and immediately; production management and other system users receive information relevant to them. With a click of a mouse the authorized individuals can navigate through locations and system components, and thus monitor the plant’s condition efficiently and in a targeted manner.
Once again the circle is closingLet’s go back to the beginning of this article. We pointed out that the technology transfer for products is one of the biggest driving
forces for our developments and innovations. Another current example is the following Siempelkamp project: The US-American com-pany CalAg LLC ordered a production plant for fiberboards made of rice straw. The plant will process rice straw to MDF. The special techno-logical requirements for this raw material were met by the systematic development of our existing products. Let’s wait and see which opportunities will open up after the plant’s startup in California.
When you follow the history of our company, you recognize recurring success patterns that run like a red thread through our history all the way to the present time, as Dr.-Ing. Hans W. Fechner put it. Or take a look at the four fundamental values that the Siempelkamp family has specified as the guiding principles. These are: basic entrepreneurial principles, customer focus, advanced technology, and, one of the most important values, competent employees. It is the creativity of our employees, their engineering competence, their diligence and constant efforts to find the best technical solution, their feel to find the right solution for each customer that is the foundation for our success. Let’s hold on to this success pattern.
EcoSifter, left: Flow simulation, right: Validation in test field
Dr. Michael Schöler, Director Research and Development at Siempelkamp, with a panel made of rice straw
Friction linings
Insulation
Hydraulic systemGearboxes
Drives
Chaines
Supporting rollers
Steel belts
Performance Monitoring System

72 bulletin : 135 years Siempelkamp : Machines
worth more than EUR 27 million have been received by the company by end of the year
FiveMAJOR ORDERS
2017
Record year 2017:An extremely successful year for Strothmann
By Lutz Bussmann and Henning Seffers
Within the Siempelkamp Group, Strothmann Machines & Handling
GmbH provides automation solutions which are used, for example, in
machine engineering or in the aircraft, automotive, and wind power
industries. At the end of 2017 Strothmann had outstanding sales figures:
the company recorded five large orders with a total value in excess of
EUR 27 million. With total incoming orders of EUR 37 million, the company
achieved record figures!
Strothmann Management: Henning Seffers (Spokesperson of the Management), Dr. Volker Middelmann
“Innovation in Motion” is the guiding principle of the company which was founded in 1976 and has been a 100% Siempelkamp subsidiary since 2000. Strothmann represents three core competencies: press automation, RoundTrack® systems, and handling systems (see box).
In 2017 the Siempelkamp subsidiary set many milestones with its product range. The starting point for the very successful Strothmann year was an order from the long-term Siempelkamp customer Egger in Brilon. More than 1,000 m of RoundTracks, complex, fully-automatic carts, and various lifting units with a total value in excess of EUR 3 million were ordered in January 2017 and successfully started up in July.
In May 2017 the Chinese press manufacturer Chin Fong Machine Industrial Co. LTD. ordered from Strothmann the automation system (HighSpeedTransfer line, short: HST) for its press line. Strothmann implemented several press projects successfully with Chin Fong in the past. The end customer for this line is a new Chinese automobile manufacturer. IcarEV plans to use the press line for its entry into the market for electric vehicles. The order value amounted to approximately EUR 5 million.
In May of 2017 Rittal GmbH & Co. KG, Germany, also decided to go with Strothmann as its key automation provider. The company manufactures and develops solutions in the areas of switch

bulletin 73
Strothmann: Product areas
1.) Press automation – includes the automation of the entire process line in press shops from unloading of the blanks to the stacking of finished pressed parts. In the area of press to press transfer systems, Strothmann can offer performance-strong special machines for new press lines as well as for the retrofitting of existing lines. Going forward, the company intends for this product area to concentrate to a higher degree on customers other than automobile manufacturers.
2.) RoundTrack® systems – make new productive forms of organization for continuous flow or pulse assembly and intralogistics in many industries possible. Due to minimal rolling resistance, the patented RoundTrack® can move extremely heavy loads with high accuracy. This allows for a single person to manually move loads of up to 5 metric tons. Strothmann installs up to 20,000 m of tracks each year worldwide. Business in this area becomes especially exciting whenever customer-specific on-board automation solutions for carts are requested.
3.) Handling systems are preferred where conventional robots can no longer compete. For example, when the handling task regards larger loads, higher speeds, and longer distances. In this product area Strothmann looks back on numerous references in the past and plans to expand this area in the future.
cabinets, power distribution, climate control, IT infrastructures, as well as software and service. The order, with an order value of approximately EUR 3 million, includes the automation for various systems used in a new plant for the production of enclosures.
At the end of the year Strothmann came through against tough competition with its CompactTransfer system as the solution for the modernization of a press line for body parts at VW Commercial Vehicles in Hannover. In the course of this project, with an order value of almost EUR 6 million. With this order
VW already equips the seventh large-scale crossbar press with the CompactTransfer.
Another order from China marks a successful finale for the 2017 business year: The order from China First Heavy Industries in December for two HighSpeedTransfer systems is an absolute highlight. With an order value of approximately EUR 10 million, this order is the largest individual order in the history of Strothmann. The end customer of the two identical press lines is the Chinese automobile manufacturer Chongqing Changan Automobile Company, which is one of the five largest manufacturers in China. Strothmann in China: Chronology of successThe reason that Strothmann was able to position itself in 2017 with such great success is attributable not least to the continuous presence in China. Since 2007 the company has been operating an office in Shanghai. There, a team of six manages sales, project management, and after sales service. Since this location in Asia was established, the hard work has paid off: To date Strothmann supplied eleven FEEDERplus6 press lines and one HighSpeed-Transfer press line as well as approximately 8 km of RoundTracks to China. “ In 2018 we will supply three additional HighSpeed Transfer press lines,” says Wensheng Feng, Managing Director Strothmann China.
“For Strothmann the record number of new orders is challenging in two ways. On the one hand, the orders have to be processed on time with the accustomed high quality. On the other hand, record values are a motivation to continuously pursue the growth path of Stroth-mann,” says Henning Seffers, Spokesperson of the Management of Strothmann Machines und Handling GmbH.
Strothmann team in Schloß Holte-Stukenbrock
Installation of HighSpeedTransfer system in Schloß Holte-Stukenbrock

74 bulletin : 135 years Siempelkamp : Machines
The Siempelkamp Group was represented with its combined expertise in “composites” at JEC
World 2018 in Paris. From March 6th to 8th, the systems supplier for composites processes relied on
“Knowledge & Networking” with innovative press technology - in line with this year’s JEC motto. One
highlight at the booth was the new drive and control concept. Another one was the fact that in
2017 Siempelkamp concepts for the production of composites had a pleasantly high demand from
interna-tional customers.
Siempelkamp’s expertise in plants for the production of composites 2017: The entire process chain scores big
By Carsten Daub
In Paris, Siempelkamp was represented together with Wolfangel GmbH – both companies have successfully established themselves as a provider for all areas of the composites industry. Siempelkamp’s high-precision composites press systems are based on many years of
experience in press design and innovative research and development. Plant operators benefit from complete production lines, delivered turn-key. Siempelkamp customers not only order the actual press including the mechanics, hydraulics, drives, and controls,
Siempelkamp stand at JEC 2018 in Paris

bulletin 75
but also the entire system with all upstream and downstream process steps, specially tailored to the process and production needs of the customer.
The core competence areas of Wolfangel GmbH, which has been part of the Siempel-kamp Group since 2013, are injection and metering systems as well as individual machine solutions for different composite applications. “Broad process know-how, established system components and individual automation solutions are the best foundation for continuing to convince in markets worldwide and implementing market-driven solutions,” says Carsten Daub, head of sales for composites systems at Siempelkamp. The composites team presented its expertise in Paris in Hall 6 at Booth A58. One focus was on the new drive and control concept which convinces with clear visualiza-tion and increased user friendliness.
Visitors were able to enter recipes on a real- life operating panel, set and adjust machine parameters followed by the data tracking in the process visualization.
Expertise prevails: order successes in 2017 Many years of extensive expertise in press manufacture, active research work, and comprehensive solutions: The expertise of the Siempelkamp Group meets the demands of the composites industry. As a proof for this, six orders were placed with Siempelkamp by international customers over the last few months.
Convinced of the corresponding Siempelkamp expertise is, for example, the TU Clausthal: In July 2017 the university placed an order for a composites laboratory press system. The university, whose research activities focus on the processing and development of polymer materials as well as new processing techniques, has awarded Siempelkamp through an international tender assignment.
Composites presses made by Siempelkamp also succeed in the industry: In summer 2017, a Turkish company ordered a multi-daylight heating-cooling press system for the production
Wolfangel and Siempelkamp: jointly represented at JEC
of sandwich panels made of composite elements. The leading manufacturer of industrial fibers decided for a flexible plant concept specifically designed to meet the customer’s technical requirements; a concept that scores with compact and efficient material transport. “Again, our joint project started in our technical center. Before starting with the design concept, we tested the right process and production parameters with the new materials in prelimi-nary tests,” explains Carsten Daub, head of composites division at Siempelkamp.
Another pleasing milestone in our success story: In December 2017 an industrial company from Russia placed an order for three press lines. This new customer ordered a SMC line with a press force of 1,000 metric tons as well as two SMC lines with pressing forces of 1,500 metric tons each. Siempelkamp supplies end-to-end solutions and demonstrates its process expertise in the area of SMC technology. “We not only supply the composite press including the mechanics, hydraulics, drives, and controls. Upon request, our customers receive the complete system with all upstream and
downstream processes and a high level of automation from a single source – a significant competitive advantage in the market,” says Carsten Daub.
The most recent order for the composites division was also placed by a customer from Russia. The company, which focuses on technical plastics and composite materials, placed a project planning order including the preliminary testing of a new injection method with Siempelkamp and its subsidiary Wolfangel GmbH in Ditzingen. Here, the synergies within the group take effect as part of an innovative manufacturing process for a new product.
The incoming orders in 2017 demonstrate: The transfer of Siempelkamp press technology has long reached the composites industry – and convinces!

76 bulletin : 135 years Siempelkamp : Machines
A special highlight for Siempelkamp provides the commissioning in the first quarter of 2018 represents the order execution for the Indian customer
Action Tesa – especially in the emerging Indian market environment.
Siempelkamp’s performance in India: In 20 months from the contract to the first boards
By Christian Hassler
India’s economic power has become increas-ingly dynamic in recent years. Thus, India’s gross domestic product was 2.439 billion US dollars and thus nominal GDP per capita at 1,852 US dollars. In 2017 the inflation decreased to 3.8% originating value, which was at 10% in 2012. According to the projection India will move up to the third largest economy worldwide (after USA and China). With above 1.2 Billion inhabitants, India stands as the second most densely populated country in the world after China. Due to the high population growth India will overtake China in 2025 and from then to be considered as the most populous country in the world.
The Indian Action Group is a conglomerate with a very diverse product portfolio and
range of services. The group was founded 46 years ago for shoes production, but thanks to the entrepreneurial vision of the company founder Shri Mange Ram Aggarwal the concern meanwhile is settled in industries such as steel & energy, chemistry, real estate, health care and electronic. In the wood-based panel industry, the company is positioning itself with MDF/HDF and particleboard, which have been so far produced onto multi-opening or calander presses.
The plant operator opened 2009 its most modern production facility in Sitarganj. The production site was equipped with one calander line for the production of flooring panels, two short cycle presses and a connect-ed line for the production of laminated floor-ing panels. For the supply of flooring produc-tion, Action Tesa operates a multi-daylight press for the production of MDF/HDF and
furthermore another multi-opening press for the manufacturing of particleboard. Moreover the plant includes a painting line; all machines are of Chinese origin. Based on the equipment of the relatively new location it can be seen, how thoroughly Action Tesa operates the vertical product range of its production facility. As the first manufacturer of laminated HDF flooring in India, of course, an autonomous supply of the production lines was prior to ensure a supply that is in line with market requirement. Action Tesa produces all compo-nents for the production of its floor coverings, high-gloss acrylic-coated panels, door skins as well as MDF- and particleboard for the interior and exterior use in Sitarganj. The spectrum includes Embossed HDF, an HDF board with embossed pattern structure for a sophisticat-ed interior design.
Despite of the already impressive product portfolio of the Action Group’s young division decided the chairman of management board, N. K. Aggarwal to invest into further production capacities, to secure the business future of the group with a further competitive advantage: It should be a continuous press for the produc-tion of high qualitative MDF/HDF, ContiRoll® made by Siempelkamp, the worldwide market leader for the wood-based panel industry. The initial contact took previously place at IndiaWood in Bangalore and after a visit to the Headquarters in Krefeld and the highly specialized production facilities, the manage-
KREFELD
END OF JULY 2016ment members of Action Group and Siempelkamp reached an agreement at the end of July 2016. The order includes the delivery of the complete production line, from the forming and pressing line with ContiRoll® over the complete finishing up to the automatized storage system in-cluding two satellite vehicles.
NEW DELHI
BOMBAY
Sitarganj
INDIA

bulletin 77
SITARGANJ
JUNE 25, 2017 A solid base for the planned success Sitarganj, June 25, 2017 – the Siempelkamp assembly team under the leadership of the Siempelkamp Singapore office is approaching and finds the best conditions to start the assembly. All the necessary preparatory work had been done excellently by the Action Tesa team. So were all foundations applied as scheduled, the foundation beams exactly positioned and a reliable electricity supply was guaranteed. All necessary infrastructural con-ditions were given on site, e.g. the steel – and hall construction was carried out as best as possible.
The experienced Siempelkamp team does not meet such excellent conditions in all its opera-tions, especially in remote and hard reachable areas. But thanks to the strict organization of Action Tesa’s Project Manager Arvind Kumar Singh and the Managing Director Vivec Jain
absolute excellent conditions for a quick installation – conditions that point to many years of experience in handling major projects. After a jointly site inspection in
mid May 2017 there were no obstacles for a punctual notified start of assembly. Under the construction management of Henry Loo, the specialists of the Malaysian Siempelkamp assembly team started with their work. Good that the Siempelkamp team always could rely on Action Tesa’s excellent connected team during the assembly work.
The action Tesa team around Arvink Kumar Singh always succeeded in finding pragmatic and quick solution for inevitable unplanned challenges and to organize all necessary procurements. This sets a thinly populated area,
From top to bottom:
Installation of the ContiRoll® press inlet area ,
Retraction of the heating plate with the press cylinder,
Finishing line with star cooler
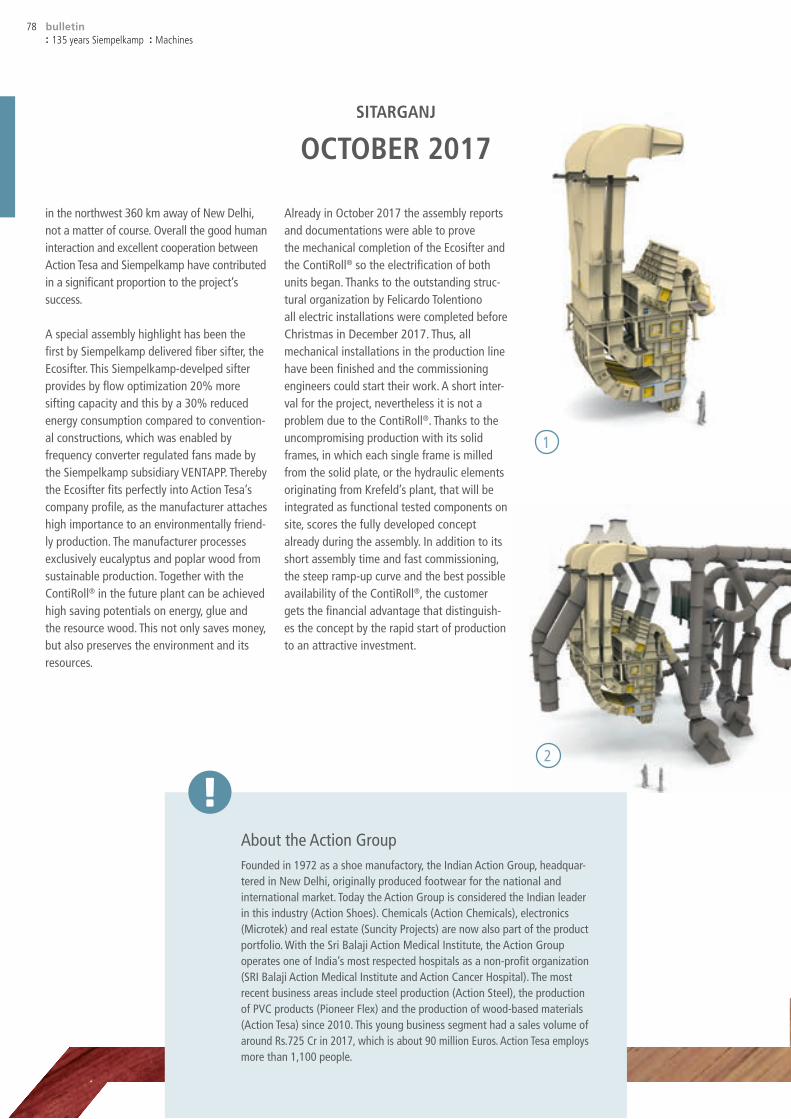
78 bulletin : 135 years Siempelkamp : Machines
2
SITARGANJ
OCTOBER 2017
Already in October 2017 the assembly reports and documentations were able to prove the mechanical completion of the Ecosifter and the ContiRoll® so the electrification of both units began. Thanks to the outstanding struc-tural organization by Felicardo Tolentiono all electric installations were completed before Christmas in December 2017. Thus, all mechanical installations in the production line have been finished and the commissioning engineers could start their work. A short inter-val for the project, nevertheless it is not a problem due to the ContiRoll®. Thanks to the uncompromising production with its solid frames, in which each single frame is milled from the solid plate, or the hydraulic elements originating from Krefeld’s plant, that will be integrated as functional tested components on site, scores the fully developed concept already during the assembly. In addition to its short assembly time and fast commissioning, the steep ramp-up curve and the best possible availability of the ContiRoll®, the customer gets the financial advantage that distinguish-es the concept by the rapid start of production to an attractive investment.
in the northwest 360 km away of New Delhi, not a matter of course. Overall the good human interaction and excellent cooperation between Action Tesa and Siempelkamp have contributed in a significant proportion to the project’s success.
A special assembly highlight has been the first by Siempelkamp delivered fiber sifter, the Ecosifter. This Siempelkamp-develped sifter provides by flow optimization 20% more sifting capacity and this by a 30% reduced energy consumption compared to convention-al constructions, which was enabled by frequency converter regulated fans made by the Siempelkamp subsidiary VENTAPP. Thereby the Ecosifter fits perfectly into Action Tesa’s company profile, as the manufacturer attaches high importance to an environmentally friend-ly production. The manufacturer processes exclusively eucalyptus and poplar wood from sustainable production. Together with the ContiRoll® in the future plant can be achieved high saving potentials on energy, glue and the resource wood. This not only saves money, but also preserves the environment and its resources.
About the Action GroupFounded in 1972 as a shoe manufactory, the Indian Action Group, headquar-tered in New Delhi, originally produced footwear for the national and international market. Today the Action Group is considered the Indian leader in this industry (Action Shoes). Chemicals (Action Chemicals), electronics (Microtek) and real estate (Suncity Projects) are now also part of the product portfolio. With the Sri Balaji Action Medical Institute, the Action Group operates one of India’s most respected hospitals as a non-profit organization (SRI Balaji Action Medical Institute and Action Cancer Hospital). The most recent business areas include steel production (Action Steel), the production of PVC products (Pioneer Flex) and the production of wood-based materials (Action Tesa) since 2010. This young business segment had a sales volume of around Rs.725 Cr in 2017, which is about 90 million Euros. Action Tesa employs more than 1,100 people.
1

bulletin 79
SITARGANJ
FEBRUARY 28, 2018
At February 28, in 2018 the time has come at last: On the new production line the first MDF board with a thickness of 16mm was produced – an outstanding success for the Siempelkamp-team and an excellent cooperation with Action Tesa’s team. Thereby the Indian manufacturer can put into operation its fourth production line after an assembly period of only 8 months. The key role plays of course the ContiRoll®, here with a length of 27.1 m and a variable production width of 6’-8’. The press is designed for a product thickness range of 2-37 mm, for MDF/HDF panels made of eucalyptus and poplar wood. With a production speed of 1,500 mm/s, the daily production capacity is at 660 m³. For Action Tesa this plant represents the first investment in technique “made in Germany”, an investment for the production of highest quality wood-based panels, in order to expand its market leadership in India and extend its export activities.
Top: The new ContiRoll® at Action Tesa
Bottom: Forming line
3
4
Simpelkamp’s fibre separator EcoSifter
EcoSifter with pipe system and ventilators
piped EcoSifter in the steel construction
EcoSifter at Action Tesa
1
2
3
4

80 bulletin : 135 years Siempelkamp : Machines
Deadline April 12th 2018: The Polish furniture manufacturer, Farbi Mebli “Forte” S.A. opens officially its
newest plant for the wood based panel production in Suwałki / East Poland. The manufacturer produces
there since middle of March in a three-shift operation particle boards for its furniture factories in
Mazowiecka, Bialystok, Hajnówka and shortly also on the new production location in Suwałki. Because
simultaneously with the opening ceremony for Forte’s most modern plant a foundation stone for the
future and neighbored furniture factory will be placed.
Four months ahead of schedule: ContiRoll® at its best
By Christian Löffler
That Forte could start with the regular produc-tion of particleboards already since March, is owed to the record commissioning of Siem-pelkamp-team. One and a half months earlier than planned, on February 3rd the first board was produced. Actually the notification was sent of mid-March. Since then the Polish furniture manufacturer produces itself 15 mm particle boards with a density of 530 kg/m³ in
a superb quality. And already on April 12th all confirmed productions qualities and quantities within acceptance time were met – thereby takes place the acceptance provided by the customer four months earlier than contractually stipulated deadline. Already in the following third of the year Fabryki Mebli “Forte” S.A. pays off with on the plant obtained profit already its investment costs – a fantastic start on the return on investment.
December 15. in 2017: Actually the first board could have been manufactured, as the Siem-pelkamp-team and the excellent cooperating experienced team of “Forte” already put the
BU
Suwałki
POLAND
Construction site at Forte in January 2017

bulletin 81
turnkey delivered complete plant for particle boards into production readyness. However Christmas was not far anymore and especially in the catholic characterized Poland, where the festive season has a high significance, the teams decided to start the production in the new year. This delay of one and half month did not strain the project guidelines, the opposite was the case. The actual contractual assured date for the production of the first board was set for mid-March.
On February 3. it finally happened, for the first time the mat drives into the ContiRoll®, in order to leave it after the pressing process as
the first pressed particle board. This first com-missioning for 2018 puts the kickoff of a complete series of five commissioning for the first quarter in the new year – the Siempel-kamp-team around Christian Löffler congratu-lates the committed and experienced team of Fabryki Mebli “Forte” S.A. for starting the production of Europe’s most modern particle-board plant.
The installation took entirely eight months until the premature start of production – the period within their turnkey delivered plant was installed and put into operation. For such an effort experienced and well-rehearsed
teams are necessary to that a perfect working mechanical engineering, experience and sophisticated components. How well, that Krefeld’s panel specialist sets continuously and consequently on innovative capacity and the own production of all components in its 135 financial years. At latest on the construction site it always pays off, that the installation team e.g. install complete hydraulically assem-blies, which have already left behind their test run in the headquarters plant. In this way, in order to stay into hydraulics, complete fitted functionaries or other assemblies will be in-stalled and accordingly plugged – “plug and play”. Still the most important factor that
The turbo project Forte: the milstones
Conclusion of contract: May 30. 2016
Delivery to Suawałki: March 30. until April 30. 2017
Start of assembly: May 1. 2017
Completion of assembly: November 15. 2017
Production readiness: December 15. 2017
First board produced: February 3. 2018
Start of the 3-shift production: March 13. 2018
Acceptance by Forte: April 12. 2018
8
months
assembly time up to start of production
Büttner energy plant with drum dryer

82 bulletin : 135 years Siempelkamp : Machines
can guarantee a quick commissioning is and stays the factor human being.
Only experienced project and installation teams are able to react on situational impon-derability. Exactly these capabilities were required in Suwałki, despite all conscientious preparations and structured project stages. A necessary, official approval procedure delayed the installation of both Büttner’s components of drum dryer and energy plant directly to three months. This unpredictable incident endangered obviously all target agreements the whole production plant with regard to its commissioning.
On explicit customer request, the Siempel-kamp subsidiary enforced thereupon its instal-lation team substantial and catched up this long delay based on considerable effort. The team around project leader Dirk Goebel succeeded even both components in spite of three months of delay to put into operation one month earlier than it was planned. This spectacular success is based on Büttner’s sophisticated engineering as well as the experienced team on-site that carried out all necessary activities including refractory lining, steel construction and insulation works. The energy plant with a total furnace capacity of 49.9 MW secures next to the heating of particle dryer the thermal oil supply of the ContiRoll® and provides beyond the energy
for the building heating. The high efficiency dryer, which drum dryer measure a diameter of 5.6 m and a length of 28 m, consists a flake throughput of 42t/h atro. It is heated exclusively with flue gas of the energy plant.
Furthermore the total scope of supply included to Fabryki Mebli “Forte” S.A. included the complete forming- and press line as well as the finishing line. Since start of installation beginning in May 2017 the Siempelkamp-team complete installation team scored with extremely short plugged and partly even preterm ticked off project milestones. So could the finishing line have been completed, by consisting of diagonal saw, cooling and stacking station, the automatized warehouse, as well as the grinding line already in November 2017.
The ContiRoll® plays here a central role, real-ised with a length of 40,4 m und a production width of 7’. The plant is designed for daily production capacity of 1,500m³ of particle-board. With the production handover to Fabryki Mebli “Forte” S.A. in March 2018, the Polish
Construction site at Forte in March 2018
Installation of the ContiRoll® at Forte
4
Months
earlier than planned, Fabryki Mebli “Forte” S.A. can supply its furniture factories with high-quality particleboards

bulletin 83
panel producer can with immediate effect supply its furniture factory with high quality particleboards – and this four months ahead as planned. Sophisticated technique of the own production and experienced personnel: These are competitive advantages that Siem-pelkamp offers its customers even before the commissioning and it is worth it. “In order to keep pace with the continual technological
change, we use the knowledge of our best experts in national territory and abroad. Siem-pelkamp is due to its technological competence the ideal partner”, so Maciej Formanowicz, Forte’s chairman of the executive board. Board member Klaus Dieter Dahlem adds: “With the new production plant we pursue ambitious goals – and we are pleased to realize it with the Siempelkamp team.”
Cooling turner
The new ContiRoll® at Forte
Büttner energy plant with 21 MW thermal oil heater

84 bulletin : 135 years Siempelkamp : Machines
Where brute forces are working cost effectively: Energy-efficient drive concepts in metal forming
Open-die forging process
By Gregor Endberg and Dr. René von Dombrowski
The energy-efficient production of semi-finished products and consumer goods has increasingly come into the focus of the
public interest throughout the world. To get an idea of the energy consumed by one closed-die forging press Siempelkamp
supplied to Nanshan, it can generate a pressing force of 500 MN – this force is applied to an area of one square meter.
This corresponds to the weight of 185 Airbus A380s.
This machine, which is the largest Siempel-kamp has supplied to date, was delivered to a Chinese manufacturer. This press generates the pressing power for the forging processes through its hydraulic system containing 150,000 liters of hydraulic oil. The exact amount of energy needed for a forging process, such as blanks made of a high tensile titanium alloy, is difficult to precisely estimate. However, it can be said with certainty that the energy demand required to produce just one component could also supply several single- family homes with electricity. The energy use of such a large-scale press for an entire year can be compared to the energy consumption of a medium-sized suburb with approximately three thousand single-family homes.
For this reason, the topic of energy efficiency has always been the focus at Siempelkamp during the development of plant concepts. Presses of this size can only produce high forces by utilizing large hydraulic drives, the largest savings potential is in the hydraulic system itself. By means of intelligent load- sensing control strategies, high-performance
variable displacement pumps provide only the flow and pressure that is needed for the current forging process. The use of an upstream low-pressure tank to ensure the necessary feed pressure on the inlet side of the main pumps eliminates the need for boost pumps, and their associated high energy costs. The no-load losses of the feed pumps are, in general, in line with those of all main drives. The general losses in the system are reduced to a minimum by a flow-optimized system design and optimal piping design. All these measures result in an energy-efficient solution to the plant.
Due to the process, such a press is rarely running in continuous operation: the blank has to be placed in the die; after the forging process the finished part has to be removed from the tooling, and the dies have to be cleaned. Additionally, there is the time needed for loading and unloading, during this time the manipulators have to travel long distances inside the shops with the blanks and semi- finished products. For these reasons, the downtimes of some large-scale presses can easily be far greater than the time needed for the actual forging operation. So, how can additional energy savings be obtained?
For a better understanding, let us take a conventional passenger car with a combustion engine as an example. Suppose the car is accelerated to a high speed within one minute, then stopped to a standstill lasting 9 minutes before accelerating again. For this scenario, there are two different approaches to save energy during this 10-minute cycle. On one hand and obvious to anyone, the motor of the car can be turned off during the nine minute standstill. On the other hand, the energy used for braking could theoretically be recovered, for example, by supplying it to a rechargeable battery, and thus making it available for future use. Conventional cars with a simple combus-tion engine are not currently using this type of energy recovery to date. Braking energy is converted into heat on the brake discs and pads which is then released into the ambient air. However, modern vehicle concepts, especi-ally cars with hybrid or electric drives, convert a large part of braking energy into electrical energy, which is supplied to a rechargeable battery, will then be available for future use.

bulletin 85

86 bulletin : 135 years Siempelkamp : Machines
axial piston pump acts as a regular pump; during pressure reduction, however, it can be operated as a motor that is run in generator- based mode in order to generate electrical energy. This electrical energy can be used by other electrical or electro-hydraulic drive units, for example, for secondary movements of the press. Siempelkamp was ahead of the require-ments of the market for a long time with this modern and energy-efficient drive concept and was able to provide savings potentials to its customers – a production advantage and unique selling point!
Regarding its open-die and closed-die forging presses, Siempelkamp pursues similar approaches. However, due to the system, a higher number of starting points are available. During the pressure build-up for the forging process, as massive forming energy acts on the blank. This energy is still stored in the hydraulics system at the end of the forging process. For plants with a high potential for energy recovery, Siempelkamp relies on a drive concept with adjustable axial piston pumps and variable frequency controlled servo motors. During pressure build-up the special version of the
The Siempelkamp intelligent Power System – tailor-made energy-saving concepts for the optimal return on investment What measure is useful for each plant type and production process? With the help of the Siempelkamp intelligent Power System (iPS*) Siempelkamp provides customers with a modular tailor-made concept. Not only new plants profit from this concept; an analysis of the possible savings potential and a retrofit with Siempel-kamp iPS is especially beneficial to existing plants. In principle the modification is suitable
iPS.ecostart> automatic shut-down at handling and idle times> fast and energy efficient system start-up
• low energy requirement• reduced cooling power• reduced noise pollution
Siempelkamp intelligent Power System
(iPS)
iPS.servo drive> usage of pumps for the press control> substitution of control valves
• reduction of hydraulic throttle losses• reduced cooling power• low energy requirement
iPS.secondary drives> boost and filtration pumps equipped with variable
frequency drives > secondary drives working in optimal operation
points at all times
• optimized energy consumption of secondary drives
iPS.energy recuperation> recuperation of potential energy > recuperation of energy stored in pressurized fluid
• reduced energy consumption• reduced cooling power
MODULES OF THE SIEMPELKAMP INTELLIGENT POWER SYSTEM
* in further text history shortened to iPS

bulletin 87
for all Siempelkamp oil-hydraulic presses as well as any existing oil-hydraulic forging press. To provide our customers with an optimal return on investment, production data of the plant operator is evaluated in a complex data collection process. During this process, all process parameters for the respective products are collected, relevant performance data of the involved aggregates verified, as well as the necessary standstill times for loading and unloading. With the collected data, the entire energy consumption of the complete press cycle can be precisely determined by means of a simulation program. Based on the highly- precise virtual simulation of realistic process parameters, Siempelkamp’s hydraulics and electronics specialists are able to provide a reliable forecast of possible savings.
Four application-specific modules tailored to the specific requirement profiles of the customer are the foundation of the Siempelkamp iPS.With the help of the intelligent start-stop system iPS.ecostart, the electric motors of the main drives are switched off during stand-still and handling times. Thus, no-load losses can be eliminated and the components of the main drives conserved, which in turn results in longer component durability.
For closed-die forging presses the system offers the biggest savings potentials because standstill times are by no means uncommon here. Due to shorter standstill times the savings potential for open-die forging presses is smaller, whereby standstill times of 30 % still enable enormous cost savings.
In contrast to conventional market concepts, the intelligent iPS.ecostart does not require frequency converters for the main drives, but still allows a smooth starting and stopping performance. Thus, eliminating the very large initial start-up costs for the installation of frequency converters for each main drive. Due to the limited service life of the converters, the regularly incurring high costs for component replacements are also saved. Furthermore, frequency converters also experience efficiency losses during the actual production process; they generate a continuous 2% power loss.
The iPS.secondary drives module enables an additional energy efficiency increase by integrating auxiliary equipment into the energy management. The cooling and filter pumps, for example, are equipped with variable speed drives which allow a demand-led control of the volume flow depending on the current fluid temperature and current particle concentration of the fluid. The energy costs for the continuous recycling of clean and adequately heated fluid are thus omitted.
In the case of the highly-dynamic open-die forging presses, which cannot do without the use of boost pumps, the boost pumps are also equipped with variable speed drives which allows not only the control of the flow volume depending on the required main pump flow volume, but also allows the boost pumps to be switched off during standstill times – according to the motto: The best energy is the one which is not needed.
PRODUCTIVITY DISTRIBUTION BASED ON CUSTOMER MEASUREMENT DATA
OPEN DIE FORGING PRESS TYPE A
• lower pressing forces < 20 MN • installed capacity < 3.000 kW
70%
5%
9%
16% Break time
Idle time
Charging
Forging
OPEN DIE FORGING PRESS TYPE B
• medium pressing forces > 40 MN
• installed capacity > 5.000 kW
67%12%
21%
Break time
Idle time / Charging
Forging

88 bulletin : 135 years Siempelkamp : Machines
Another approach to reduce the energy demand is the use of a displacement system, the so called iPS.servo drives module. To eliminate throttle losses of control valves during the control of the moving beam, the control takes place directly via the volume flow control of the pump drives. Together with other energy recovery measures, iPS.servo drive realizes a savings of up to 30 % of operating energy.
With the iPS.energy recuperation module, process-related energy losses can be recovered. Depending on the process, energy is stored in the system during plant operation and is lost with the conventional control via valve tech-nology. The energy is primarily stored during two process phases – on the one hand, during
the lifting of the moving beam potential ener-gy is generated, on the other hand, energy is stored inside the fluid when it is compressed during the pressing process. Siempelkamp’s iPS.energy recuperation module allows for the recovery of these forms of energy through the generator operation of the pump units and the recovery of energy into the supply system.
Crucial testAn energy-efficient drive concept in the maximum configuration level was rigorously implemented already in 2014 for a 50,000 metric ton pipe forming press for Tenaris Confab, the leading Brazilian manufacturer of pipeline pipes. The foundation of the press for the O-forming, the final forming process for longitudinally welded pipes, is the iPS.
servo drives module. With it the press is equipped with variable-speed pump drives and variable displacement pumps and refrains from using control valves as controlling devices. But that is only the beginning: With the energy recovery module iPS.energy recuperation, a significant amount of energy stored in the hydraulic system of the press can be recovered in the process. The energy demand is reduced by 30%. These energy savings are impressive. They do not only save the customer money, but also conserve precious environmental resources.
Tenaris O-forming press
ACHIEVED ENERGY SAVINGS IN THE AREA OF METAL FORMING
without iPS equipped with iPSEn
ergy
con
sum
ptio
n pe
r yea
r
[mil.
kW
h] 10
9
8
7
6
5
4
3
2
1
0
– 30%
O-fo
rmin
g pr
ess
(hig
h pe
rform
ance
cla
ss)
Ope
n di
e fo
rgin
g pr
ess
(hig
h pe
rform
ance
cla
ss)
– 17%
Clos
ed d
ie fo
rgin
g pr
ess
(med
ium
per
form
ance
cla
ss)
– 50%
Ope
n di
e fo
rgin
g pr
ess
(med
ium
per
form
ance
cla
ss)
– 24%
Ope
n di
e fo
rgin
g pr
ess
(low
per
form
ance
cla
ss)
– 32%

bulletin 89

90 bulletin : 135 years Siempelkamp : Imprint
Imprint
Publisher: G. Siempelkamp GmbH & Co. KG, Marketing/Communication Department, Siempelkampstr. 75, 47803 Krefeld (Germany)
Executive Editor: (Officer responsible for compliance with German press law) Christian Hassler, Text: Dr. Silke Hahn and Christian Hassler
Typesetting and Layout: vE&K Werbeagentur GmbH & Co. KG, Printing: KARTEN Druck & Medien GmbH & Co. KG
This publication is published in German and English. Reprints, in whole or in part and including illustrations, require the Publisher’s permission,
which in most cases is gladly given. Visit Siempelkamp on the Internet: www.siempelkamp.com


05.2
018
/ 2.7
50 G
B
G. Siempelkamp GmbH & Co. KG
All rights reserved. No part/parts of this publication may be reproduced, transmitted, edited or published in any form or by any means, electronic or mechanical,without the written permission from G. Siempelkamp GmbH & Co. KG. © G. Siempelkamp GmbH & Co. KG
G. Siempelkamp GmbH & Co. KG | Siempelkampstraße 75 47803 Krefeld, Germany | Phone: +49 215192-30 Fax: +49 215192-5604 www.siempelkamp.com
Sales companies/ Representatives
Australia Siempelkamp Pty Ltd.
BrazilSiempelkamp do Brasil Ltda.
ChinaSiempelkamp (Wuxi)
Machinery Manufacturing Ltd., Beijing
RussiaSiempelkamp Moscow
BelarusSiempelkamp BEL
SpainSiempelkamp Barcelona
TurkeySiempelkamp Istanbul
FranceSiempelkamp MSDG S.A.S.
Hombak Machines- and Anlagenbau GmbHBad Kreuznach, Germany
Büttner Energie- and Trocknungstechnik GmbH
Krefeld, Germany
Machines & Handling
W. Strothmann GmbHSchloß Holte-Stukenbrock, Germany
Machines & Handling
Siempelkamp (Wuxi) Machinery Manufacturing Co. Ltd., China
Siempelkamp India Pvt. Ltd. India
Siempelkamp (Qingdao) Machinery & Equipment Co. Ltd., China
Siempelkamp Pte Ltd. Singapore
Siempelkamp L.P. USA
Siempelkamp CZ s. r. o.Czech Republic
ATR Industrie-Elektronik GmbHKrefeld, Germany
CMC S.r.I.Italy
Engineering
Sicoplan N.V.Belgium
Engineering
Ventilatoren – ApparatebauKempen, Germany
Wolfangel GmbHDitzingen, Germany
Siempelkamp Machines- and Anlagenbau GmbHKrefeld, Germany
Maschinen- und Anlagenbau
Siempelkamp NIS Ingenieurgesellschaft mbHAlzenau, Dresden, Essen and Rheinsberg, Germany
NIS Ingenieurgesellschaft
Siempelkamp Logistics & Service GmbHBad Kreuznach, Germany
Logistics & Service
Siempelkamp Krantechnik GmbH Moormerland, Germany
Krantechnik
Siempelkamp Prüf- and Gutachter-Gesellschaft mbH Dresden, Germany
Prüf- und Gutachter-Gesellschaft
Siempelkamp Giesserei GmbHKrefeld, Germany
Giesserei
Siempelkamp Ingenieur and Service GmbH Krefeld, Germany
Ingenieur und Service
Siempelkamp Behältertechnik GmbH Mülheim a. d. Ruhr, Germany
Behältertechnik
Siempelkamp Machinesfabrik GmbHKrefeld, Germany
Maschinenfabrik
Pallmann Machinesfabrik GmbH & Co. KGZweibrücken, Germany