ARYL MONOSULFONATE COLLECTORS USEFUL IN THE ...
57
(19) J (12) (45) Date of publication and mention of the grant of the patent: 23.07.1997 Bulletin 1997/30 (21) Application number: 92904085.5 (22) Dateof filing: 13.12.1991 Europaisches Patentamt ||| || 1 1| || || || || || || || ||| ||| || European Patent Office Office europeen des brevets (11) EP 0 562 040 B1 EUROPEAN PATENT SPECIFICATION ation and mention (51) Int. CI.6: B03D 1/012, B03D 1/02 (86) International application number: PCT/US91/09371 (87) International publication number: WO 92/1 1091 (09.07.1992 Gazette 1992/1 7) (54) ARYL MONOSULFONATE COLLECTORS USEFUL IN THE FLOTATION OF MINERALS ARYLMONOSULFONAT-SAMMELWIRKSTOFFE VON NUTZEN BEI DER FLOTATION VON MINERALIEN AGENTS COLLECTEURS A BASE DE MONOSULFONATE D'ARYLE UTILES A LA FLOTTATION DE MINERAUX (84) Designated Contracting States: SE (30) Priority: 17.12.1990 US 628264 (43) Date of publication of application: 29.09.1993 Bulletin 1993/39 (73) Proprietor: THE DOW CHEMICAL COMPANY Midland, Michigan 48640 (US) (72) Inventors: • KLIMPEL, Richard, R. Midland, Ml 48640 (US) • LEONARD, Donald, E. Shepherd, Ml 48883 (US) • FRAZIER, Kevin, A. Midland, Ml 48642 (US) CO o o CM CO LO o Q_ LU • MCCANN, Gordon, D. Midland, Ml 48642 (US) (74) Representative: Burford, Anthony Frederick et al WH. Beck, Greener & Co. 7 Stone Buildings Lincoln's Inn London WC2A 3SZ (GB) (56) References cited: US-A- 2 373 305 US-A- 2 861 687 US-A- 3 214 018 US-A- 3 405 802 US-A- 4 308 133 US-A- 4 959 123 US-A- 2 547 148 US-A- 3 164 549 US-A- 3 292 787 US-A- 4 231 841 US-A- 4 309 282 US-A- 5 01 5 367 Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall be filed in a written reasoned statement. It shall not be deemed to have been filed until the opposition fee has been paid. (Art. 99(1) European Patent Convention). Printed by RankXerox (UK)Business Services 2.14.11/3.4
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of ARYL MONOSULFONATE COLLECTORS USEFUL IN THE ...
(19) J
(12)
(45) Date of publication and mention of the grant of the patent: 23.07.1997 Bulletin 1997/30
(21) Application number: 92904085.5
(22) Dateof filing: 13.12.1991
Europaisches Patentamt | | | | | 1 1| | | | | | | | | || | | | | | | | | | | | | European Patent Office
Office europeen des brevets (11) E P 0 5 6 2 0 4 0 B 1
EUROPEAN PATENT S P E C I F I C A T I O N
ation and mention (51) Int. CI.6: B03D 1/012, B03D 1/02
(86) International application number: PCT/US91/09371
(87) International publication number: WO 92/1 1091 (09.07.1992 Gazette 1 992/1 7)
(54) ARYL MONOSULFONATE COLLECTORS USEFUL IN THE FLOTATION OF MINERALS
ARYLMONOSULFONAT-SAMMELWIRKSTOFFE VON NUTZEN BEI DER FLOTATION VON MINERALIEN AGENTS COLLECTEURS A BASE DE MONOSULFONATE D'ARYLE UTILES A LA FLOTTATION DE MINERAUX
(84) Designated Contracting States: SE
(30) Priority: 17.12.1990 US 628264
(43) Date of publication of application: 29.09.1993 Bulletin 1993/39
(73) Proprietor: THE DOW CHEMICAL COMPANY Midland, Michigan 48640 (US)
(72) Inventors: • KLIMPEL, Richard, R.
Midland, Ml 48640 (US) • LEONARD, Donald, E.
Shepherd, Ml 48883 (US) • FRAZIER, Kevin, A.
Midland, Ml 48642 (US)
CO o
o CM CO LO o Q_ LU
• MCCANN, Gordon, D. Midland, Ml 48642 (US)
(74) Representative: Burford, Anthony Frederick et al WH. Beck, Greener & Co. 7 Stone Buildings Lincoln's Inn London WC2A 3SZ (GB)
(56) References cited: US-A- 2 373 305 US-A- 2 861 687 US-A- 3 214 018 US-A- 3 405 802 US-A- 4 308 133 US-A- 4 959 123
US-A- 2 547 148 US-A- 3 164 549 US-A- 3 292 787 US-A- 4 231 841 US-A- 4 309 282 US-A- 5 01 5 367
Note: Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall be filed in a written reasoned statement. It shall not be deemed to have been filed until the opposition fee has been paid. (Art. 99(1) European Patent Convention).
Printed by Rank Xerox (UK) Business Services 2.14.11/3.4
EP 0 562 040 B1
Description
This invention is related to the use of chemical collectors in the recovery of minerals by froth flotation. Froth flotation has been extensively practiced in the mining industry since at least the early twentieth century. A
5 wide variety of compounds are taught to be useful as collectors, frothers and other reagents in froth flotation. For exam- ple, xanthates, simple alkylamines, alkyl sulfates, alkyl sulfonates, carboxylic acids and fatty acids are generally accepted as useful collectors. Reagents useful as frothers include lower molecular weight alcohols such as methyl iso- butyl carbinol and glycol ethers. The specific additives used in a particular flotation operation are selected according to the nature of the ore, the conditions under which the flotation takes place, the mineral sought to be recovered and the
10 other additives which are to be used in combination therewith. While a wide variety of chemical reagents are recognized by those skilled in the art as having utility in froth flotation,
it is also recognized that the effectiveness of known reagents vary greatly depending on the particular ore or ores being subjected to flotation as well as the flotation conditions. It is further recognized that selectivity or the ability to selectively float the desired species to the exclusion of undesired species is a particular problem.
15 Minerals and their associated ores are generally categorized as sulfides or oxides, with the latter group comprised of oxygen-containing species such as carbonates, hydroxides, sulfates and silicates. Thus, the group of minerals cate- gorized as oxides generally includes any oxygen-containing mineral. While a large proportion of the minerals existing today are contained in oxide ores, the bulk of successful froth flotation systems is directed to sulfide ores. The flotation of oxide minerals is recognized as being substantially more difficult than the flotation of sulfide minerals and the effec-
20 tiveness of most flotation processes in the recovery of oxide ores is limited. A major problem associated with the recovery of both oxide and sulfide minerals is selectivity. Some of the recog-
nized collectors such as the carboxylic acids, alkyl sulfates and alkyl sulfonates discussed above are taught to be effec- tive collectors for oxide mineral ores. However, while the use of these collectors can result in acceptable recoveries, it is recognized that the selectivity to the desired mineral value is typically quite poor. That is, the grade or the percentage
25 of the desired component contained in the recovered mineral is unacceptably low. Due to the low grade of oxide mineral recovery obtained using conventional, direct flotation, the mining industry has
generally turned to more complicated methods in an attempt to obtain acceptable recovery of acceptable grade miner- als. Oxide ores are often subjected to a sulfidization step prior to conventional flotation in existing commercial proc- esses. After the oxide minerals are sulf idized, they are then subjected to flotation using known sulfide collectors. Even
30 with the sulfidization step, recoveries and grade are less than desirable. An alternate approach to the recovery of oxide ores is liquid/liquid extraction. A third approach used in the recovery of oxide ores, particularly iron oxides and phos- phates, is reverse or indirect flotation. In reverse flotation, the flotation of the ore having the desired mineral values is depressed and the gangue or other contaminant is floated. In some cases, the contaminant is a mineral which may have value. A fourth approach to mineral recovery involves chemical dissolution or leaching.
35 None of these existing methods of flotation directed to oxide ores are without problems. Generally, known methods result in low recovery or low grade or both. The low grade of the minerals recovered is recognized as a particular prob- lem in oxide mineral flotation. Known recovery methods have not been economically feasible and consequently, a large proportion of oxide ores are simply not processed. Thus, the need for improved selectivity in oxide mineral flotation is generally acknowledged by those skilled in the art of froth flotation.
40 US-A-2373305 discloses the use of anionic wetting agents to enhance the performance of fatty acids as promoter in the froth flotation of tungstate minerals using a gangue depressant. Specified wetting agents include a commercial alkyl aryl sulfonate (Kemenol™). It is stated that the wetting agent must not produce an adverse effect on the quality and collecting power of the froth.
US-A-2547148 discloses the froth flotation of iron ore using a collector obtained by sulfonation of polyalkyl aromatic 45 hydrocarbons obtained as the bottoms fraction from the alkylation of mononuclear aromatic hydrocarbons with olefins,
or olefin polymers, containing from 9 to 18 carbon atoms and boiling between 250°F (120°C) and 600°F (315°C). If the sulfonic acid collector is not sufficiently acid to impart the desired degree of acidity during flotation, additional sulfuric acid is added.
US-A-3214018 discloses the separation of micaceous minerals by froth flotation under acid or neutral conditions so using an alkyl aryl sulfonic acid or salt as the sole depressant or in combination with a strong inorganic mineral acid. A
cationic collector is used and it is emphasized that the alkyl aryl sulfonic acid or salt does not function as a collector. Specified alkyl aryl sulfonic acids include several having two or more alkyl substituents.
US-A-3292787 discloses the froth flotation of phosphate ores using an alkali metal salt of an aryl sulfonic acid hav- ing a molecular weight between 360 and 600 and a hydrocarbon oil having a viscosity of 33 to 10,000 sec. Saybolt
55 measured at 100°F (38°C). Exemplified aryl sulfonates include sodium trioctylbenzenesulfonate, decanylnaphthale- nesulfonate, didecanylnaphthalenesulfonate and propylheptyldecanylnaphthalenesulfonate. The preferred aryl sul- fonate is a mixture of sodium alkylbenzenesulfonates and alkylnaphthalenesulfonates. Reference is made to adjusting pH by the addition of sulfuric acid.
US-A-3405802 discloses the froth flotation of apatite from apatite-bearing pulp conditioned by treatment with a fatty
2

EP 0 562 040 B1
acid, an alkyl aryl sulfonic acid or salt and a sulfated fatty acid. The alkyl aryl sulfonic acid is a so-called "green acid" obtained by the sulfonation of petroleum stock. In discussion of prior art, general reference is made to the use of alkyl aryl sulfonates, specifically sodium dodecyl benzene sulfonate and sodium butyl naphthalene sulfonate, as collectors in mineral flotation.
5 US-A-5015367 discloses the use of alkyl diaryl oxide monosulfonic acids and salts as collectors in the flotation of oxide and other minerals. Reference is made to polyalkyl species but only monoalkyl diaryl oxide monosulfonic acids and salts are exemplified. It is stated that a particular advantage of the alkyl diaryl oxide monosulfonic acids and salts is that additional additives are not required to adjust the pH of the flotation slurry but it is proposed to optimize flotation by pH adjustment. Exemplified pH adjustment is with hydrochloric acid and sodium hydroxide.
10 This invention is a process for the recovery of minerals by froth flotation using of a collector comprising at least one alkyl aryl monosulfonic acid or salt thereof of which acid(s) or salts(s) at least 50% have at least two alkyl substituents containing in total at least 10 carbon atoms and provided that, when said polyalkyl aryl monosulfonic acid or salt is a diaryl oxide sulfonic acid or salt, the collector includes a carboxylic component comprising at least one Ci_24 carboxylic acid or salt thereof. Some further restrictions may apply depending upon the minerals to be separated.
15 The recovered minerals may be the mineral that is desired or may be undesired contaminants. Additionally, the froth flotation process of this invention may utilize frothers and other flotation reagents known in the art.
The practice of the flotation process of this invention results in improvements in selectivity and thus the grade of minerals recovered from oxide and/or sulfide ores while generally maintaining or increasing overall recovery levels of the mineral desired to be recovered. The use of the aryl monosulfonic acid or salt thereof having at least two alkyl sub-
20 stituents results in improvements in selectivity or recovery of mineral values when compared to the use of similar acids or salts having comparable numbers of carbon atoms but only a single substituent. The use of a collector containing the sulfonic component and the carboxylic component results in highly efficient flotation of minerals, particularly in those instances where hard water exists in the flotation environment.
The flotation process of this invention is useful in the recovery of mineral values from a variety of ores, including 25 oxide ores as well as sulfide ores and mixed ores. The oxide or oxygen-containing minerals which may be treated by
the practice of this invention include carbonates, sulfates, hydroxides and silicates as well as oxides. Non-limiting examples of oxide ores which may be floated using the practice of this invention preferably include iron
oxides, nickel oxides, copper oxides, phosphorus oxides, aluminum oxides and titanium oxides. Other types of oxygen- containing minerals which may be floated using the practice of this invention include carbonates such as calcite or dol-
30 omite and hydroxides such as bauxite. Non-limiting examples of specific oxide ores which may be collected by froth flotation using the process of this
invention include those containing cassiterite, hematite, cuprite, vallerite, calcite, talc, kaolin, apatite, dolomite, bauxite, spinel, corundum, laterite, azurite, rutile, magnetite, columbite, ilmenite, smithsonite, anglesite, scheelite, chromite, cerussite, pyrolusite, malachite, chrysocolla, zincite, massicot, bixbyite, anatase, brookite, tungstite, uraninite, gummite,
35 brucite, manganite, psilomelane, goethite, limonite, chrysoberyl, microlite, tantalite, topaz and samarskite. One skilled in the art will recognize that the froth flotation process of this invention will be useful for the processing of additional ores including oxide ores, wherein oxide was defined to include carbonates, hydroxides, sulfates and silicates as well as oxides.
The process of this invention is also useful in the flotation of sulfide ores. Non-limiting examples of sulfide ores 40 which may be floated by the process of this invention include those containing chalcopyrite, chalcocite, galena, pyrite,
sphalerite, molybdenite and pentlandite. Noble metals such as gold and silver and the platinum group metals wherein platinum group metals comprise plat-
inum, ruthenium, rhodium, palladium, osmium, and iridium, may also be recovered by the practice of this invention. For example, such metals are sometimes found associated with oxide and/or sulfide ores. Platinum, for example, may be
45 found associated with troilite. By the practice of the present invention, such metals may be recovered in good yield. Ores do not always exist purely as oxide ores or as sulfide ores. Ores occurring in nature may comprise both sulfur-
containing and oxygen-containing minerals as well as small amounts of noble metals as discussed above. Minerals may be recovered from these mixed ores by the practice of this invention. This may be done in a two-stage flotation where one stage comprises conventional sulfide flotation to recover primarily sulfide minerals and the other stage of the f lota-
50 tion utilizes the process and collector composition of the present invention to recover primarily oxide minerals and any noble metals that may be present. Alternatively, both the sulfur-containing and oxygen-containing minerals may be recovered simultaneously by the practice of this invention.
A particular feature of the process of this invention is the ability to differentially float various minerals. The suscep- tibility of various minerals to flotation in the process of this invention is thought to be related to the crystal structure of
55 the minerals. More specifically, a correlation appears to exist between the ratio of crystal edge lengths to crystal surface area on a unit area basis. Minerals with higher ratios appear to float preferentially when compared to minerals with lower ratios. Thus, minerals whose crystal structure have 24 or more faces (Group I) are generally more likely to float than minerals with 16 to 24 faces (Group II). Group III minerals comprising minerals with 12 to 16 faces are next in order of preferentially floating followed by Group IV minerals with 8 to 12 faces.
3

EP 0 562 040 B1
In the process of this invention, generally Group I minerals float before Group II minerals which would float before Group III minerals which float before Group IV minerals. By floating before or preferentially floating, it is meant that the preferred species float at lower collector dosages. That is, a Group I mineral may be collected at a very low dosage. Upon increasing the dosage and/or the removal of most of the Group I mineral, a Group II mineral is collected and so on.
One skilled in the art recognizes that these groupings are not absolute. Various minerals may have different possi- ble crystal structures. Further, the size of crystals existing in nature also varies which influences the ease with which different minerals are floated. An additional factor affecting flotation preference is the degree of liberation. Further, within a group, that is, among minerals whose crystals have similar edge length to surface area ratios, these factors and others influence which member of the group floated first.
One skilled in the art can readily determine which group a mineral belongs to by examining standard mineralogy characterization of different minerals. These are available, for example, in Manual of Mineralogy. 19th Edition. Cornelius S. Hurlbut, Jr. and Cornelis Klein (John Wiley and Sons, New York 1977). Non-limiting examples of minerals in Group I include graphite, niccolite, covellite, molybdenite and beryl.
Non-limiting examples of minerals in Group II include rutile, pyrolusite, cassiterite, anatase, calomel, torbernite, autunite, marialite, meionite, apophyllite, zircon and xenotime.
Non-limiting examples of minerals in Group III include arsenic, greenockite, millerite, zincite, corundum, hematite, brucite, calcite, magnesite, siderite, rhodochrosite, smithsonite, soda niter, apatite, pyromorphite, mimetite and vanadi- nite.
Non-limiting examples of minerals in Group IV include sulfur, chalcocite, chalcopyrite, stibnite, bismuthinite, loellin- gite, marcasite, massicot, brookite, boehmite, diaspore, goethite, samarskite, atacamite, aragonite, witherite, strontian- ite, cerussite, phosgenite, niter, thenardite, barite, celestite, anglesite, anhydrite, epsomite, antlerite, caledonite, triphylite, lithiophilite, heterosite, purpurite, variscite, strengite, chrysoberyl, scorodite, descloizite, mottramite, brazilian- ite, olivenite, libethenite, adamite, phosphuranylite, childrenite, eosphorite, scheelite, powellite, wulfenite, topaz, columbite and tantalite.
As discussed above, these groupings are theorized to be useful in identifying which minerals float preferentially. However, as discussed above, the collector and process of this invention are useful in the flotation of various minerals which did not fit into the above categories. These groupings are useful in predicting which minerals float at the lowest relative collector dosage, not in determining which minerals maybe collected by flotation in the process of this invention.
The selectivity demonstrated by the collectors of this invention permits the separation of small amounts of unde- sired minerals from the desired minerals. For example, the presence of apatite is frequently a problem in the flotation of iron as is the presence of topaz or tourmaline in the flotation of cassiterite. Thus, the collectors of the present invention are, in some cases, useful in reverse flotation where the undesired mineral is floated such as floating topaz or tourma- line away from cassiterite or apatite from iron.
In addition to the flotation of ores found in nature, the flotation process and collector composition of this invention are useful in the flotation of minerals from other sources. One such example is the waste materials from various proc- esses such as heavy media separation, magnetic separation, metal working and petroleum processing. These waste materials often contain minerals that may be recovered using the flotation process of the present invention. Another example is the recovery of a mixture of carbon based inks such as graphite ink and other inks in the recycling of paper. Typically such recycled papers are de-inked to separate the inks from the paper fibers by a flotation process. The flota- tion process of the present invention is particularly effective in such de-inking flotation processes.
The aryl monosulfonic acid or monosulfonate collector of this invention comprises an aromatic core having from two to five alkyl substituents and a sulfonic acid or sulfonate moiety. For purposes of this invention, the term sulfonate include both the sulfonic acid moiety and the sulfonate moiety. It is preferred that the collector has two to three substit- uents and more preferred that it has two. The aromatic core preferably comprises phenol, benzene, naphthalene, anthracene and compounds corresponding to the formula:
wherein X represents a covalent bond; --(CO)--; or R wherein R is a linear or branched alkyl divalent moiety having one to three carbon atoms. It is preferred that the aromatic core is benzene, naphthalene or biphenyl and more preferred that it is benzene or naphthalene and most preferred that it is benzene.
The two or more alkyl substituents may be the same or may be different and may be ortho, para or meta to each other with para and meta being preferred and para being more preferred. The alkyl groups may be the same or different
( I )
EP 0 562 040 B1
and may be substituted or unsubstituted and preferably contain from 3 to 24 carbon atoms. More preferably each of the alkyl groups contains from 6 to 18 carbon atoms and most preferably 8 to 12 carbon atoms. The alkyl groups contain a total of at least 10, more preferably at least 12 and most preferably at least 16 carbon atoms. The maximum total number of carbon atoms in the alkyl groups is preferably no greater than 32 and more preferably no greater than 24.
5 The alkyl groups can be linear, cyclic or branched with linear or branched being preferred. The alkyl substituted aryl sul- fonates are available commercially or may be prepared by methods known in the art. For example, the alkyl substituted aryl sulfonate collectors may be prepared by alkylation of aryl centers by nucleophilic aromatic alkylation using alkyl hal- ides, alcohols or alkenes as the alkylation agent with appropriate catalysts.
It is a critical feature of the present invention that the aryl sulfonate collectors contain at least two alkyl substituents. 10 It will be recognized by one skilled in the art that methods of production of substituted aryl sulfonates sometimes result
in mixtures of non-substituted, mono-substituted, di-substituted and higher substituted aryl sulfonates. Such mixtures are operable in the practice of this invention if at least 50 percent of the alkylated aryl sulfonates contain at least two alkyl substituents.
In a particularly preferred embodiment, the two or more alkyl groups are different. In this embodiment, it is preferred 15 that one alkyl group is a Ci_3 alkyl group and the second alkyl group is a C10.24 alkyl group. In the preparation of these
unsymmetrical sulfonates, alpha-olefins, alkyl halides and alcohols having sufficient carbon atoms to provide the desired hydrophobicity are used as alkylating agents. Typically, groups having from 10 to 24, preferably from 16 to 24 carbon atoms are used. The species which is alWyated is typically toluene, cumene, ethyl benzene or xylene. The alkylated species is sulfonated by methods known in the art.
20 Other sulfonates useful in the collector composition include a central aromatic group having one alkyl substituent and one non-alkyl substituent. Examples of such sulfonates include monoalkylated diphenyloxide sulfonate.
Particular examples of unsymmetrically substituted monosulfonates include hexadecyl cumene sulfonic acid, octa- decyl cumene sulfonic acid, octadecyl ethylbenzene sulfonic acid, octadecyl p-xylene sulfonic acid, octadecyl o-xylene sulfonic acid, and hexadecyl m-xylene sulfonic acid.
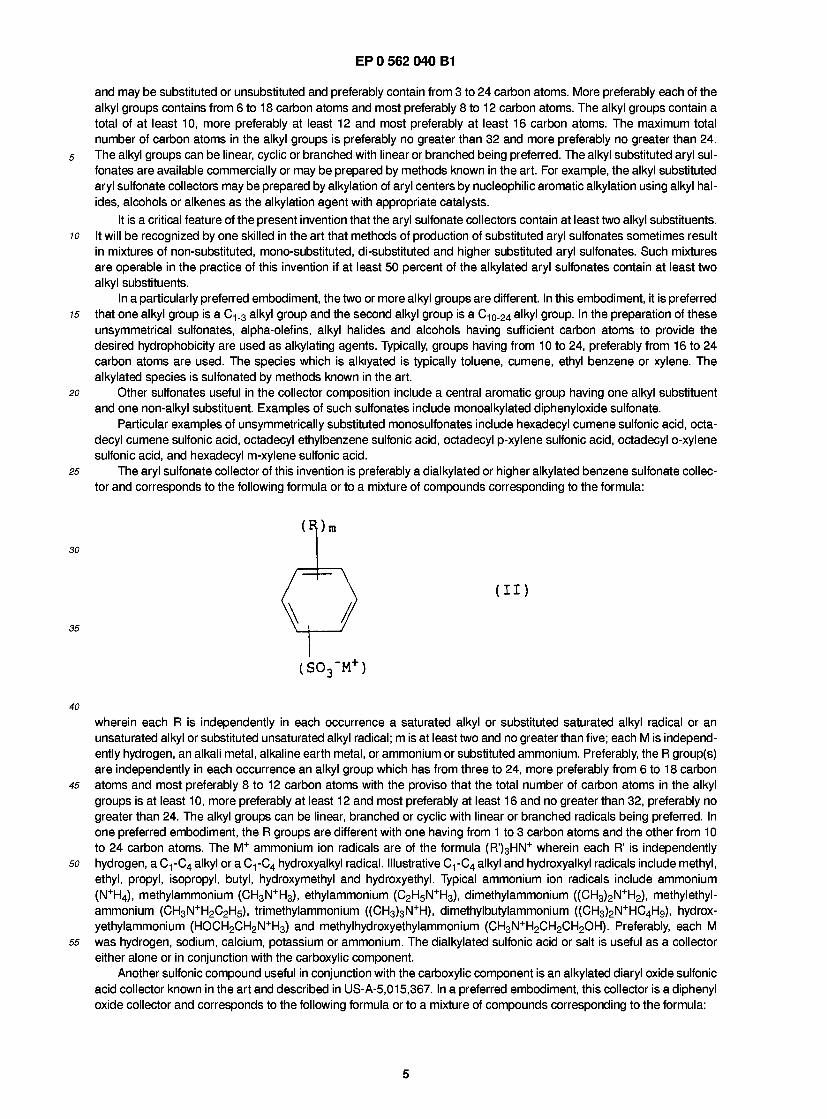
25 The aryl sulfonate collector of this invention is preferably a dialkylated or higher alkylated benzene sulfonate collec- tor and corresponds to the following formula or to a mixture of compounds corresponding to the formula:
30
35
(R)m
w / / ( I I )
(S03-M+)
40 wherein each R is independently in each occurrence a saturated alkyl or substituted saturated alkyl radical or an unsaturated alkyl or substituted unsaturated alkyl radical; m is at least two and no greater than five; each M is independ- ently hydrogen, an alkali metal, alkaline earth metal, or ammonium or substituted ammonium. Preferably, the R group(s) are independently in each occurrence an alkyl group which has from three to 24, more preferably from 6 to 18 carbon
45 atoms and most preferably 8 to 12 carbon atoms with the proviso that the total number of carbon atoms in the alkyl groups is at least 10, more preferably at least 12 and most preferably at least 16 and no greater than 32, preferably no greater than 24. The alkyl groups can be linear, branched or cyclic with linear or branched radicals being preferred. In one preferred embodiment, the R groups are different with one having from 1 to 3 carbon atoms and the other from 10 to 24 carbon atoms. The M+ ammonium ion radicals are of the formula (R')3HN+ wherein each R' is independently
so hydrogen, a C1-C4 alkyl or a C1-C4 hydroxyalkyl radical. Illustrative C1-C4 alkyl and hydroxyalkyl radicals include methyl, ethyl, propyl, isopropyl, butyl, hydroxymethyl and hydroxyethyl. Typical ammonium ion radicals include ammonium (N+H4), methylammonium (CH3N+H3), ethylammonium (C2H5N+H3), dimethylammonium ((CH3)2N+H2), methylethyl- ammonium (CH3N+H2C2H5), trimethylammonium ((CH3)3N+H), dimethylbutylammonium ((CH3)2N+HC4H9), hydrox- yethylammonium (HOCH2CH2N+H3) and methylhydroxyethylammonium (CH3N+H2CH2CH2OH). Preferably, each M
55 was hydrogen, sodium, calcium, potassium or ammonium. The dialkylated sulfonic acid or salt is useful as a collector either alone or in conjunction with the carboxylic component.
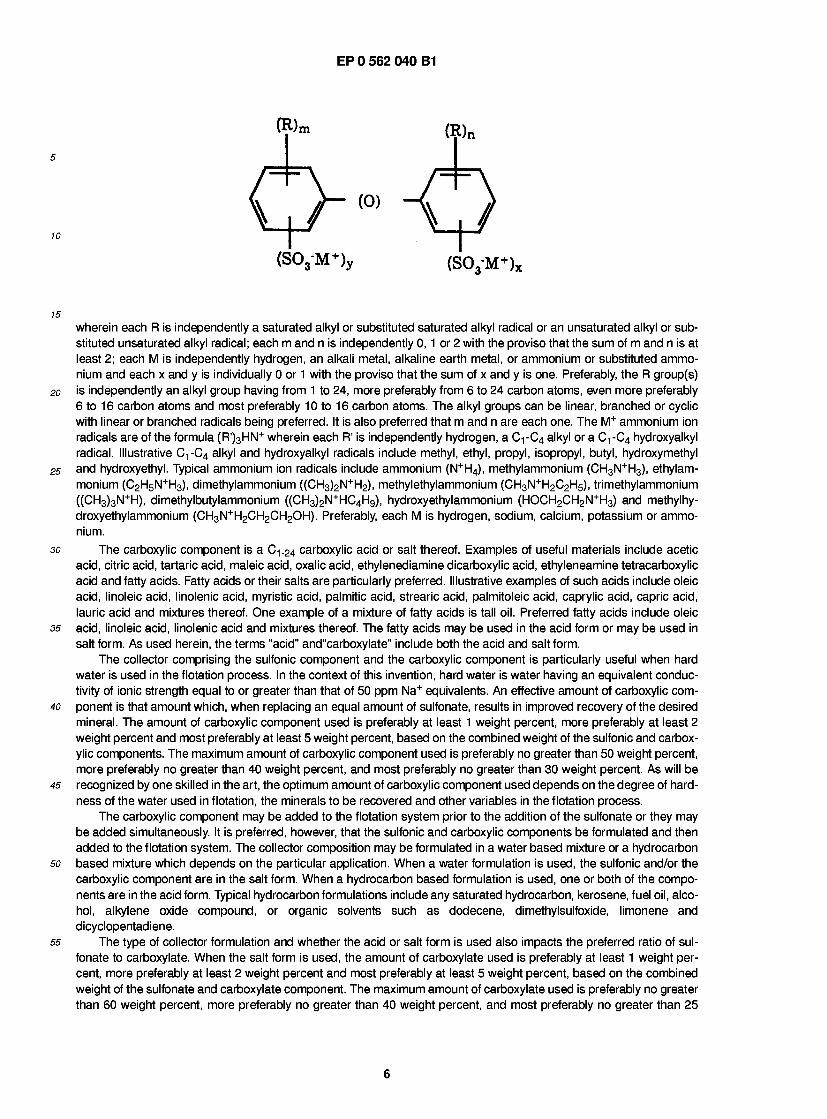
Another sulfonic compound useful in conjunction with the carboxylic component is an alkylated diaryl oxide sulfonic acid collector known in the art and described in US-A-5,015,367. In a preferred embodiment, this collector is a diphenyl oxide collector and corresponds to the following formula or to a mixture of compounds corresponding to the formula:
5
EP 0 562 040 B1
wherein each R is independently a saturated alkyl or substituted saturated alkyl radical or an unsaturated alkyl or sub- stituted unsaturated alkyl radical; each m and n is independently 0, 1 or 2 with the proviso that the sum of m and n is at least 2; each M is independently hydrogen, an alkali metal, alkaline earth metal, or ammonium or substituted ammo- nium and each x and y is individually 0 or 1 with the proviso that the sum of x and y is one. Preferably, the R group(s) is independently an alkyl group having from 1 to 24, more preferably from 6 to 24 carbon atoms, even more preferably 6 to 16 carbon atoms and most preferably 10 to 16 carbon atoms. The alkyl groups can be linear, branched or cyclic with linear or branched radicals being preferred. It is also preferred that m and n are each one. The M+ ammonium ion radicals are of the formula (R')3HN+ wherein each R' is independently hydrogen, a C1-C4 alkyl or a C1-C4 hydroxyalkyl radical. Illustrative C1-C4 alkyl and hydroxyalkyl radicals include methyl, ethyl, propyl, isopropyl, butyl, hydroxymethyl and hydroxyethyl. Typical ammonium ion radicals include ammonium (N+H4), methylammonium (CH3N+H3), ethylam- monium (C2H5N+H3), dimethylammonium ((CH3)2N+H2), methylethylammonium (CH3N+H2C2H5), trimethylammonium ((CH3)3N+H), dimethylbutylammonium ((CH3)2N+HC4H9), hydroxyethylammonium (HOCH2CH2N+H3) and methylhy- droxyethylammonium (CH3N+H2CH2CH2OH). Preferably, each M is hydrogen, sodium, calcium, potassium or ammo- nium.
The carboxylic component is a Ci_24 carboxylic acid or salt thereof. Examples of useful materials include acetic acid, citric acid, tartaric acid, maleic acid, oxalic acid, ethylenediamine dicarboxylic acid, ethyleneamine tetracarboxylic acid and fatty acids. Fatty acids or their salts are particularly preferred. Illustrative examples of such acids include oleic acid, linoleic acid, linolenic acid, myristic acid, palmitic acid, strearic acid, palmitoleic acid, caprylic acid, capric acid, lauric acid and mixtures thereof. One example of a mixture of fatty acids is tall oil. Preferred fatty acids include oleic acid, linoleic acid, linolenic acid and mixtures thereof. The fatty acids may be used in the acid form or may be used in salt form. As used herein, the terms "acid" and"carboxylate" include both the acid and salt form.
The collector comprising the sulfonic component and the carboxylic component is particularly useful when hard water is used in the flotation process. In the context of this invention, hard water is water having an equivalent conduc- tivity of ionic strength equal to or greater than that of 50 ppm Na+ equivalents. An effective amount of carboxylic com- ponent is that amount which, when replacing an equal amount of sulfonate, results in improved recovery of the desired mineral. The amount of carboxylic component used is preferably at least 1 weight percent, more preferably at least 2 weight percent and most preferably at least 5 weight percent, based on the combined weight of the sulfonic and carbox- ylic components. The maximum amount of carboxylic component used is preferably no greater than 50 weight percent, more preferably no greater than 40 weight percent, and most preferably no greater than 30 weight percent. As will be recognized by one skilled in the art, the optimum amount of carboxylic component used depends on the degree of hard- ness of the water used in flotation, the minerals to be recovered and other variables in the flotation process.
The carboxylic component may be added to the flotation system prior to the addition of the sulfonate or they may be added simultaneously. It is preferred, however, that the sulfonic and carboxylic components be formulated and then added to the flotation system. The collector composition may be formulated in a water based mixture or a hydrocarbon based mixture which depends on the particular application. When a water formulation is used, the sulfonic and/or the carboxylic component are in the salt form. When a hydrocarbon based formulation is used, one or both of the compo- nents are in the acid form. Typical hydrocarbon formulations include any saturated hydrocarbon, kerosene, fuel oil, alco- hol, alkylene oxide compound, or organic solvents such as dodecene, dimethylsulfoxide, limonene and dicyclopentadiene.
The type of collector formulation and whether the acid or salt form is used also impacts the preferred ratio of sul- fonate to carboxylate. When the salt form is used, the amount of carboxylate used is preferably at least 1 weight per- cent, more preferably at least 2 weight percent and most preferably at least 5 weight percent, based on the combined weight of the sulfonate and carboxylate component. The maximum amount of carboxylate used is preferably no greater than 60 weight percent, more preferably no greater than 40 weight percent, and most preferably no greater than 25
EP 0 562 040 B1
weight percent. When the acid form is used, the amount of carboxylic component used is preferably at least 1 weight percent, more preferably at least 5 weight percent and most preferably at least 10 weight percent, based on the com- bined weight of the sulfonic and carboxylic component. The maximum amount of carboxylic component used is prefer- ably no greater than 70 weight percent, more preferably no greater than 50 weight percent, and most preferably no
5 greater than 30 weight percent. In preferred embodiments, both the sulfonic and carboxylic components are in either the salt form or the acid form.
Mixed formulations where one is a salt and the other an acid are possible, but are generally not preferred. The acid form, or hydrocarbon based formulations, are generally preferred in those situations where pH regulators are used to raise the pH above 7. In those instances where the flotation was conducted at a natural pH, it is typically preferred to
10 use the salt form or water based formulations. The collector can be used in any concentration which gives the desired selectivity and recovery of the desired min-
eral values. In particular, the concentration used is dependent upon the particular mineral to be recovered, the grade of the ore to be subjected to the froth flotation process and the desired quality of the mineral to be recovered.
Additional factors to be considered in determining dosage levels include the amount of surface area of the ore to 15 be treated. As will be recognized by one skilled in the art, the smaller the particle size, the greater the surface area of
the ore and the greater the amount of collector reagents needed to obtain adequate recoveries and grades. Typically, oxide mineral ores must be ground finer than sulfide ores and thus require very high collector dosages or the removal of the finest particles by desliming. Conventional processes for the flotation of oxide minerals typically require a deslim- ing step to remove the fines present and thus permit the process to function with acceptable collector dosage levels.
20 The collector of the present invention functions at acceptable dosage levels with or without desliming. Preferably, the concentration of the collector is at least 0.001 kg/metric ton, more preferably at least 0.05 kg/metric
ton. It is also preferred that the total concentration of the collector is no greater than 5.0 kg/metric ton and more pre- ferred that it is no greater than 2.5 kg/metric ton. In general, to obtain optimum performance from the collector, it is most advantageous to begin at low dosage levels and increase the dosage level until the desired effect is achieved. While the
25 increases in recovery and grade obtained by the practice of this invention increase with increasing dosage, it will be rec- ognized by those skilled in the art that at some point the increase in recovery and grade obtained by higher dosage is offset by the increased cost of the flotation chemicals. It will also be recognized by those skilled in the art that varying collector dosages are required depending on the type of ore and other conditions of flotation. Additionally, the collector dosage required has been found to be related to the amount of mineral to be collected. In those situations where a small
30 amount of a mineral susceptible to flotation using the process of this invention is present, a very low collector dosage is needed due to the selectivity of the collector.
It has been found advantageous in the recovery of certain minerals to add the collector to the flotation system in stages. By staged addition, it is meant that a part of the collector dose is added; froth concentrate is collected; an addi- tional portion of the collector is added; and froth concentrate is again collected. The total amount of collector used is
35 preferably not changed when it is added in stages. This staged addition can be repeated several times to obtain opti- mum recovery and grade. The number of stages in which the collector is added is limited only by practical and economic constraints. Preferably, no more than about six stages are used.
An additional advantage of staged addition is related to the ability of the collector of the present invention to differ- entially float different minerals at different dosage levels. As discussed above, at low dosage levels, one mineral partic-
40 ularly susceptible to flotation by the collector of this invention is floated while other minerals remain in the slurry. At an increased dosage, a different mineral is floated thus permitting the separation of different minerals contained in a given ore.
In addition to the collector of this invention, other conventional reagents or additives may be used in the flotation process. Examples of such additives include various depressants and dispersants well-known to those skilled in the art.
45 Additionally, the use of hydroxy-containing compounds such as alkanol amines or alkylene glycols is useful in improving the selectivity to the desired mineral values in systems containing silica or siliceous gangue. In addition, frothers may be and typically are used. Frothers are well known in the art and reference is made thereto for the purposes of this invention. Examples of useful frothers include polyglycol ethers and lower molecular weight frothing alcohols. Addition- ally, the collectors of this invention may be used with hydrocarbon as an extender. Examples of hydrocarbons useful in
so this context include those hydrocarbons typically used in flotation. Examples of such hydrocarbons include fuel oil, ker- osene and motor oil.
The collectors of this invention may also be used in conjunction with other collectors. For example, it has been found that in the flotation of sulfide mineral containing ores, the use of the collector of this invention with sulfide thiol collectors such as xanthates, dithiol phosphates and trithiol carbonates is advantageous. The use of a collector com-
55 position comprising both sulfide collectors and dialkyl aromatic sulfonate collectors is particularly advantageous when it is desired to conduct the flotation at natural or non-elevated slurry pH.
The collectors of this invention may also be used in conjunction with other conventional collectors in other ways. For example, the aryl sulfonate collectors of this invention may be used in a two-stage flotation in which the sulfonate flotation recovers primarily oxide minerals while a second stage flotation using conventional collectors recovers prima-
7
EP 0 562 040 B1
rily sulfide minerals or additional oxide minerals. When used in conjunction with conventional collectors, a two-stage flo- tation may be used wherein the first stage comprises the process of this invention and is done at the natural pH of the slurry. The second stage involves conventional collectors and is conducted at an elevated pH. It should be noted that in some circumstances, it may be desirable to reverse the stages. Such a two-stage process has the advantages of using less additives to adjust pH and also permits a more complete recovery of the desired minerals by conducting flotation under different conditions.
A particular advantage of the collector of the present invention is that additional additives are not required to adjust the pH of the flotation slurry. The flotation process utilizing the collector of the present invention operate effectively at typical natural ore pH's ranging from 5 or lower to 9. This is particularly important when considering the cost of reagents needed to adjust slurry pH from a natural pH of around 7.0 or lower to 9.0 or 10.0 or above which is typically necessary using conventional carboxylic xanthic collectors. As noted above, a collector composition comprising the collector of the present invention and a xanthate collector is effective at a lower pH than a xanthate collector used alone.
The ability of the collector of the present invention to function at relatively low pH means that it may also be used in those instances where it is desired to lower the slurry pH. The lower limit on the slurry pH at which the present inven- tion is operable is that pH at which the surface charge on the mineral species is suitable for attachment by the collector.
Since the collector of the present invention functions at different pH levels, it is possible to take advantage of the tendency of different minerals to float at different pH levels. This makes it possible to do one flotation run at one pH to optimize flotation of a particular species. The pH can then be adjusted for a subsequent run to optimize flotation of a different species thus facilitating separation of various minerals found together.
The following examples are provided to illustrate the invention and should not be interpreted as limiting it in any way. Unless stated otherwise, all parts and percentages are by weight.
The following examples include work involving Hallimond tube flotation and flotation done in laboratory scale flota- tion cells. It should be noted that Hallimond tube flotation is a simple way to screen collectors, but does not necessarily predict the success of collectors in actual flotation. Hallimond tube flotation does not involve the shear or agitation present in actual flotation and does not measure the effect of frothers. Thus, while a collector generally must be effective in a Hallimond tube flotation if it is to be effective in actual flotation, a collector effective in Hallimond tube flotation is not necessarily effective in actual flotation. It should also be noted that experience has shown that collector dosages required to obtain satisfactory recoveries in a Hallimond tube are often substantially higher than those required in a flo- tation cell test. Thus, the Hallimond tube work cannot precisely predict dosages required in an actual flotation cell.
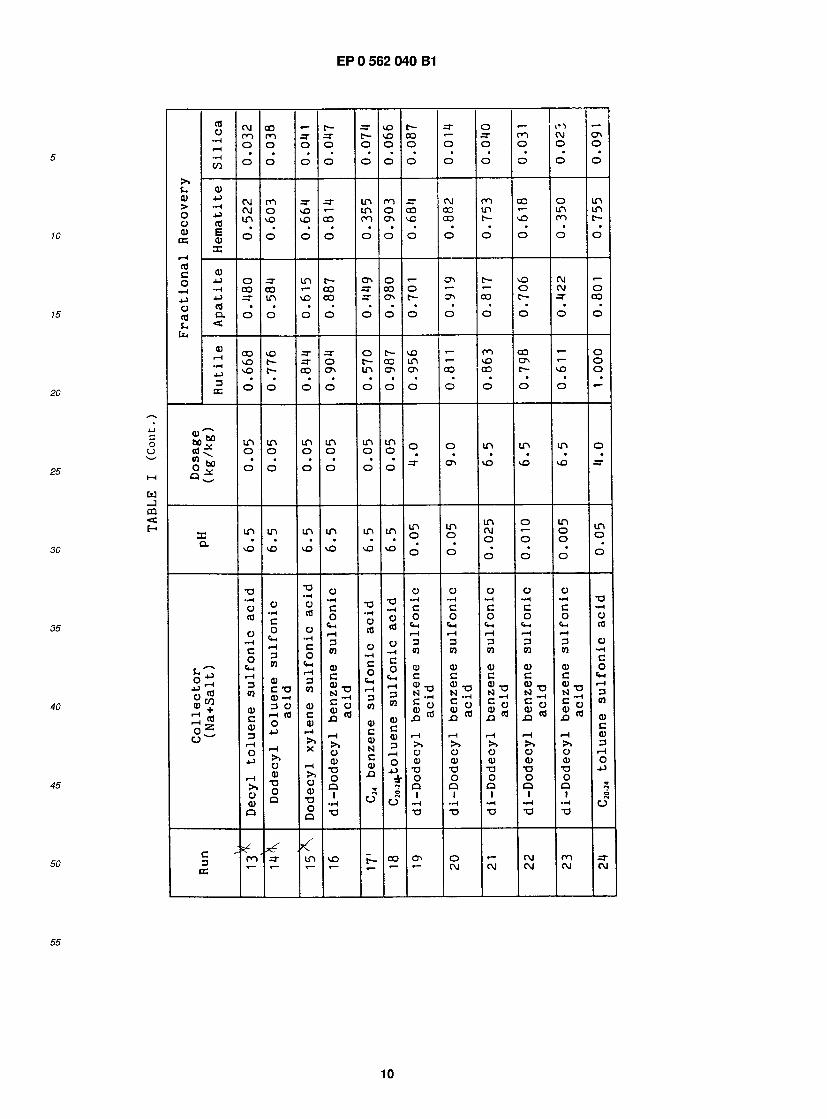
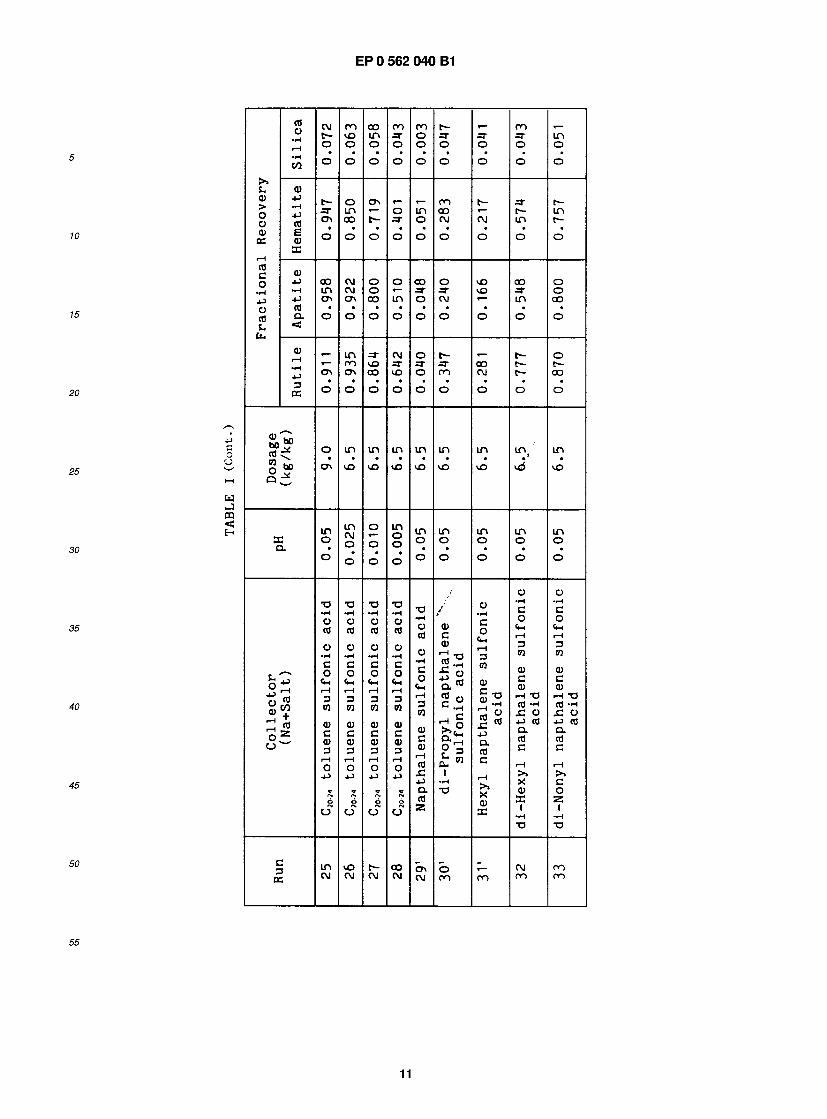
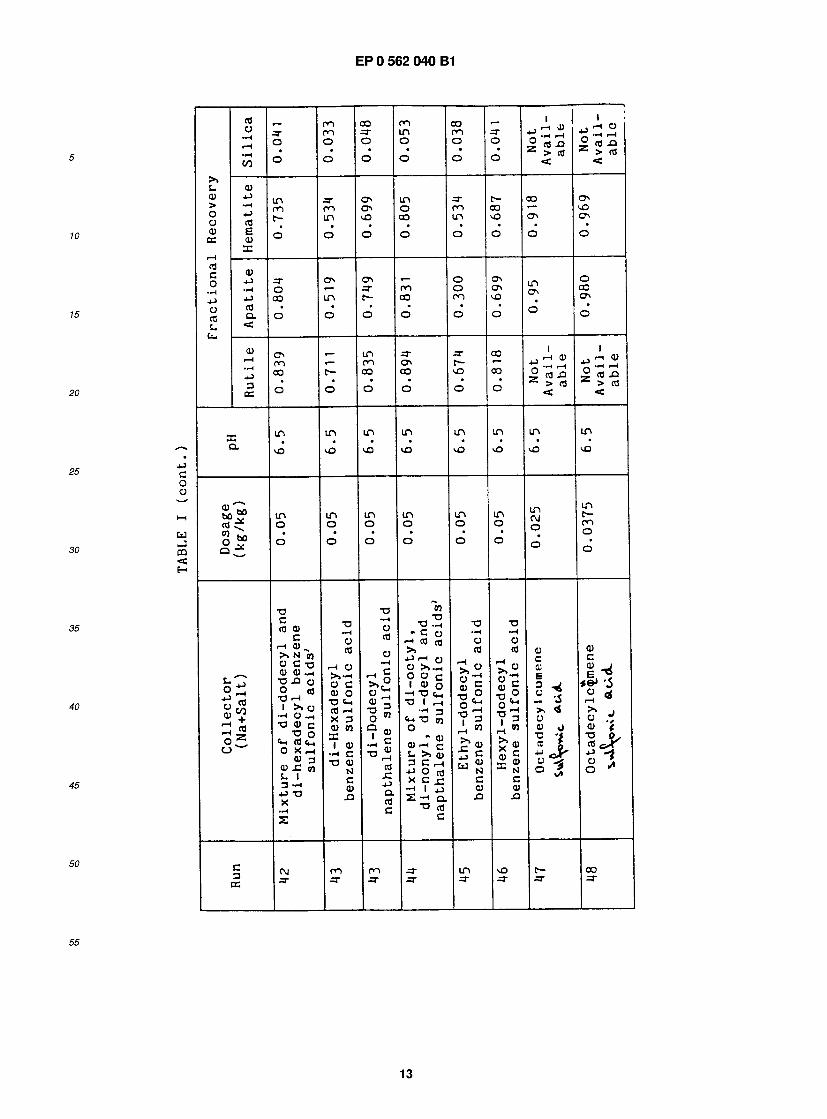
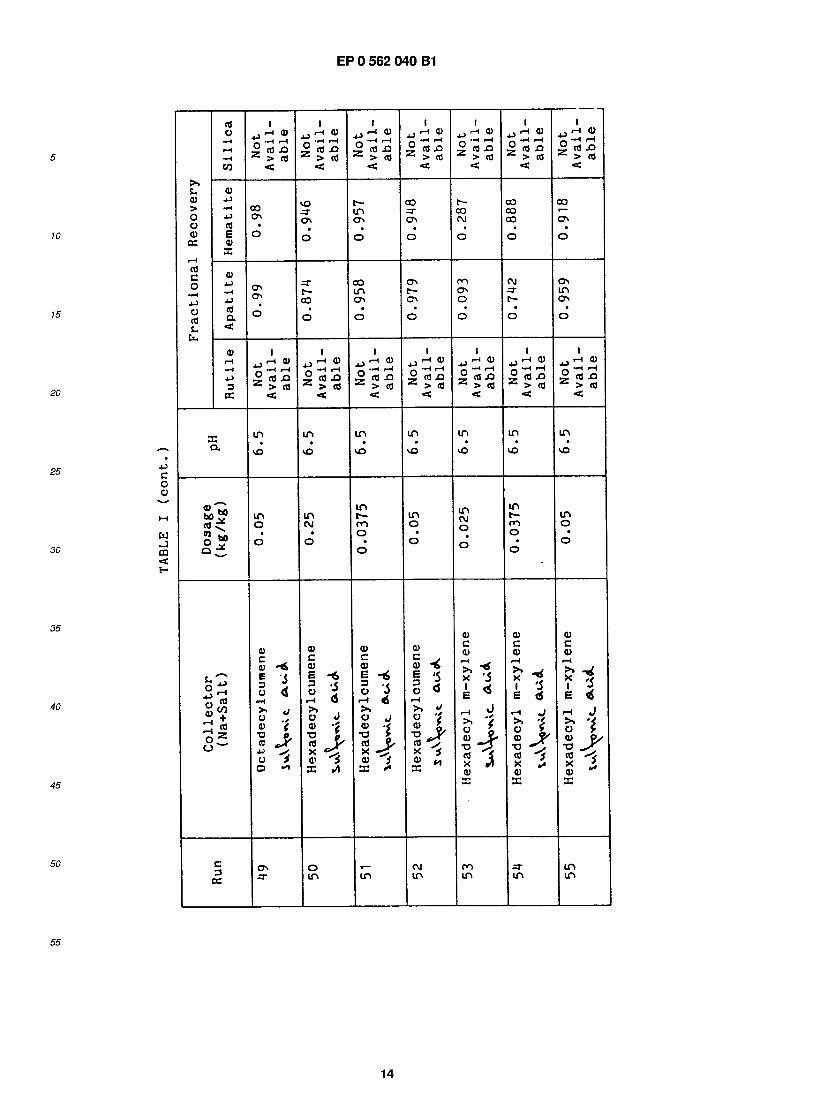
Example 1 - Hallimond Tube Flotation of Rutile, Apatite, Hematite and Silica
1.1 g sample either the specified mineral or silica sized to -60 to +120 U.S. mesh (125-250 urn) was placed in a small bottle with 20 ml of deionized water. The mixture was shaken 30 seconds and then the water phase containing some suspended fine solids or slimes was decanted. This desliming step was repeated several times.
A 150-ml portion of deionized water was placed in a 250-ml glass beaker. Next, 2.0 ml of a 0.10 molar solution of potassium nitrate was added as a buffer electrolyte. The pH was adjusted to the specified level with the addition of 0.10 N HCI and/or 0. 1 0 N NaOH. Next, a 1 .0-g portion of the deslimed mineral was added along with deionized water to bring the total volume to about 1 80 ml. The specified collector was added and allowed to condition with stirring for 1 5 minutes. The pH was monitored and adjusted as necessary using HCI and NaOH. All collectors indicated were converted to the Na+ salt form before addition.
The slurry was transferred into a Hallimond tube designed to allow a hollow needle to be fitted at the base of the 180-ml tube. After the addition of the slurry to the Hallimond tube, a vacuum of 5 inches of mercury (17 kPa) was applied to the opening of the tube for a period of 10 minutes. This vacuum allowed air bubbles to enter the tube through the hollow needle inserted at the base of the tube. During flotation, the slurry was agitated with a magnetic stirrer set at 200 revolutions per minute (RPM).
The floated and unf bated material was filtered out of the slurry and oven dried at 1 00°C. Each portion was weighed and the fractional recoveries of each mineral and silica were reported in Table I below. After each test, all equipment was washed with concentrated HCI and rinsed with 0.10 N NaOH and deionized water before the next run.
The recovery of each mineral and silica, respectively, reported was that fractional portion of the original mineral placed in the Hallimond tube that was recovered. Thus, a recovery of 1 .00 indicated that all of the material was recov- ered. It should be noted that although the recovery of each mineral and silica, respectively, was reported together, the data was actually collected in four experiments done under identical conditions. It should further be noted that a low sil- ica recovery indicated a selectivity to the the desired minerals. The values given for the various mineral recoveries gen- erally were correct to ±X).05 and those for silica recovery were generally correct to ±X).03.
8

> , t— «- vO =T cm *- cm a- 10 «— t— t— o *j o >- <- «- cm cm m <- =r .- § 0 0 0 0 0 0 0 0 0 0 0 0 X
c « t j j r o o o c y i Q O <Tit— 0 0 . o ^ r t — c\j IL i n c r i o o t— ON <£><— 3 Oi IP p 0 0 0 0 0 <— o c \ i o o o a - <—
3 Q . 0 0 0 0 0 0 0 0 0 0 0 0
i_i * «— 00 co 10 0 3- n in cot— co in
1— en t~ <o voir* m o qd ^ o\ m • j ^ o o o o 0 <— 0 on ro n io in , 5 o o o o 0 0 0 0 0 0 0 0
bo ?r in in in in in in in in i n i n i n in «j ^ 0 0 0 0 0 0 0 0 0 0 0 0 o?P 0 0 0 0 0 0 0 0 0 0 0 0
J. in in in in in in in in in in in in
"2 0 » 2 S 0 ° 2
2 2 -o 0 - g * § * - § c ■ S 0 h s l 2 2 £ °
0 0 0 " § <£2 ° <» ° 0 5, 3
S3 ^ <M N-H 01 5 2 N'H M g-H 0)-l
.h* " n m .0 S .hcS ^ S 5 «
* * S £ * ^ « .2 £ >. S = h 0 11 * 0 a 0
0 p ^ a 1 a. g> J< 0
™ 0. Oli *
c ~ 3 >- i\i m i in i> f-aD o\ °. ,— ™
9
d
c v j c n z T i T in oo a- c\j oo co o in (M o vo-— i n o o o ao in •— in in in io io oo oo on vo oo t — vo oo t— o o o o o o o o o o o o
o -3* in c— o> o ' — on t— cvj <— co co >— co - 3 - c o o «— o rvj o 3" in co ^rONt— on oo t— oo o o o o o o o o o o o o
83 iO ZT OC— vO «— OO OO O v o t — i r o t — co in ■— «3 on <— o
c— co on in on on oo oo t— o o o o o o o o o o o o «—
S S o S S o ° ° ^ ^ ^ ° o d d o o o ^ <=* ^ »° * »
in in m m in in £ £ oj 2 o £ VOVO VOVO O v O Q 0 ^ ^ ^ o
•O 2 a C J C J O O C J " 2 2 c ^ -i c c C C C -h «i r t o - ^ . c j o o o o o o 0 ° °, rH < « ™ M rH rH H rH • H i ' c 3 „ O 3 3 3 3 3 O
<m n ^ co £ o « <u o> o> <" ° i — 1 ^ C r° c_ C C C C C <-> 3 3 CO | (D— CO _ m _ CO CO — >— 1 » E2 " " h n 3 82 «S " 2 5 2 " 2 3 CO ~H r- rt 3 ~ r c- e e C 01 a) 3 2 2 S 2 w n S S » 2 §2 Sg © 2
3 ^ -H £ CO ^ ^ ^ °> rH . £* >» S 3 >■ >> >> >» >» 3 o "T * o ™ ,-( o o o a o rH 4j>> a< S o < u a> 10 © <" ° r H * ? ? o - ° * o o o o o > » ^ 2 a „ ~ Q a O, O. O 5 CO Q ^ "H O -H ~-l —1 -H U q q " ° - o t j - o t d t j
ro' in «d t~- co on o r- cm oo a-
10
rH g <D O 4-> CO CM O O CO O vD CO O .H • H i n c M O ' — ^- j i - vo o 4_} 4-) ON ON co in o cm <— IfN. CO
Q . O O O O O O O O O <
2 *- in cm o t- t— o " i- m vo ^ * » co r— c— ON ON CO O CO CM C— CO ^ o o o o o o o o o
g fj,^ o in in in in in in in. in 2 bO O N i O v O v O i O v O vo vO
u ■ 1 m
* ° o 5 o ° ° ° ° ° ° d d d ° ° ° ° °
CJ o •O T3 T3 -O _ / O "2 'ij ^ .H -H -1 2 / -H £ £ it m m m j o _j *1 TO C ^ rH i— 1 O O C J O . 0 ' rH 3 3 ° " * ° 2 rt^ 3 n n
q 4-> l« ^ ^ in ° ~ CO CO g J « 3 3 3 3 "5 2 O S "2 ^ 2 t,co to co co m 3 C ,H . -h rd-H co-h
^ 3 3 3 3 " ° 3 C C I C C r H r H r H r H ' t J ' - ' O O C , __, o o o o S ' V ' t . ' t . ^ ^ ^ ^ 5 HI X C
* * , a. -o 5» co o * « — O O O O "* fll i-1-* CJ CJ O O X -lH •a T3
£ in yo c— oo on o - tM co (j; cm cm cm cm cm ro m cno m
11

— " J f o j p o a - o r o v o c o o co o oo on o t~ c— o ■ ^ j v o c o v o i n o o o o r — t— § 0 0 0 0 0 0 0 0 as
0) 4 - > o o c y » i n o N . . = r «— on on • H i t i r o c o v o o i n 0 ■ i - > t - c o t — i n o o o N c o t - 0 . 0 0 0 0 0 0 0 0 <
i n . = j - O N o o o n t — =r . " J O N i n t — o o o o n c o •— j co r - t ^ v o ^ r on 00 co j ^ O O O O O O O O
jj. 0 0 in in in in in in " 3" On vO vO >oO
o j i n i n f t o g i n i n in
* 0 0 d d d 0 0 0
0 0 0 0 0 — < «H -rH —1 -H c c c c c o o o o o ' Z l "On "O m Oh Cm Cm Cm Cm £ C t) C tj H -H rH rH rH ° ^ (4 .H « H CO CO CO CO CO h - cd ^ cd
_ CO CD CO CD CD 03 n>>0 Xr- .0 4-> C C C C C qj ° O -h CD T J, rH « O CO CO CO " <» C -C o C rt rH -O Hp rH TJ HT3 H T3 g T3 ^ "O O ' i ) 0 +J .CO £ O .CO £ 0 .CO £ O ^ "O X ^ I cfl 4J cd 4-i cd 4Jcd -u cd £ cd % -a 3 ° 3 , to co to cd cd « 0 j C C C C C . P rl Q) £ CO
rH rH rH rH rH £>> .2 C CD CD >> >> >» >» >» £ "C ° N 3 N c c c c c 2 . . 5 c c c O O O O O 1 1 Q) X CD 2 2 2 2 2 ' 2 -h j5 j5 £ " O S •H -M »H «H »r-4 ^ •O -O T3 T3 T3
E .=T in <jD f- CO On O r- on 00 on on on on 3- ;r
12
* ™< oo oo on o co oo •— -> t-- in >-o oo in *o on on y co . . . . . . . • e § o o o o o o o o
X H 13 C <D n j j ^ r on on *- o on ^ o Z ~* o r- .3- m o on £J oo J 4 - J C O in t— co m v o o , on o co . . . . . . £ a. o o o o o o ' - ' o E. <
•
h m — co on t- <- 4 J ^ * -^ZnrH £ co C- oo oo vo oo O ^ ^ O n j ^ = d d d d d d 2 > « 2 > «
in in in m L n L T . L T . Ln ^ . . . . . . . •
to S? in Ln in in in if) crj ^ o o o o o O q oo 11 „ . . . . O o 5? o O O O o o Q • Qc5 °
•a -o £ «2 .h ~«
O " H rj k o O "iS-m rt O * 03 « 2 « S"0 HO 7! O ^ O ^O CO O
lira ^ ^ C m c r i Q o " ' n ' n c j o 0 I ° S =
„ J ig „ _ « >«a> £a> « | r t j K
~ J. c 5 * c .c c c 3 h m -if -h i £3 0 eg -° & = 5 0. -° -0
.H C 73 2 s c
5 c\j on oo a- i n v o c — 00 3 a- a- a- a- a-
13
CD Jj „ vo C— CO t — CO 00 1 °° -a- in co co •- ■~ ^ 0\ ON On CM CO ON § ° o o o o o o I
CD a- CO On rO CM On — i ? t~ in c— on -a- in j J ^ C O ON ON O t— ON CO — o. u O o o o o o <
CD 1 1 1 I I I 1 rH CJ jjrHO r-l CD rH CD ^ H CJ rH CD ^ H 0)
°coxi 2 ca xi ° co xj 5 cox* °cojo ° « £> S u e 3 z>cd z > cd •s>ca > cd ^ > a > <ti K < < < < < < <
in in in in in in in ** • • • • • • •
D. in 10 in " m i n t - i n j Q t - i n ^ o cm r o o J - J r o o *? o o o * o
CJ CJ CD « g g g 5 0 o
Cd rH rH <S rH rH fc fc « S= <0
o -» x ./l sc «" x J * 1 S « " X X X
E. o n o *— cm m a- in 3 a- in i n i n i n m i n
14
- 1 ~~ LCI CO On on in On =t * T : a - «- co on a- «- on ■? ~3 t— ON ON O t— ON v£>
: g o o o o o o o X H
2 a, j j - J a - O O ON oo o >o h . h c o co on on in t— o J -U CO ON ON C\J CO ON CVJ j c d » • • • • • • a a. o o o o o o o
0) I 1 1 1 1 I 1 H jjHO) . H I ) 0J ^ rH 0) .HOI jjHO) rH CO •H V* H H "tr -rH rH „ -H rH ^ H H f> H H _ -r, rH n H H 4J ° ca n ° (d i j Scan 2njjO 2. as x> X r> g a £> 3 z > cd z > cd s > cd > cd <=>rt > cd > cd c c < < < < < < <
_ in in in in in in in •i? • • • • • • • v O ^ O vO *-D vO vO
M M i n l C ^ i n t C ^ i n a0 v _j t— in r\i t— Ui Ai £ ^ o J? ° o £ °. o c?^ o 0- ° o o
° °
H) c cu co <d co cu cu 2 C C C C C C c co a> co co co co h r-{ r-i r-i r-i r-l r-1 £
s-H * 1 * "5 x x x x - ^ . " ^
u C/N CO V H ^ r H . r H H rH rH - J j
o 5 CD p. CD J CO* U i V ? s V i s ^ 3 / cd co<; ca^T cor< cd g < O O (!) o j i o e " a o 73 o o o o o o ^
o o
S v o t — o o o n o cm ^ m in i n i n u o v a o v o
15
:P 0 562 040 B1
>> £. CD > o CJ 0) as
CO C o •H 4-> CJ cd u
cu 'H 4-> CO E 0) r
0J
4-> cd a <
4-} 3 05
3G Q. 4-1 c o CJ
u J <
no cd ; CO O a ;
no
DO
o
c 3 DC
1 V H r-l 0 -O > CO c
r o
3
CO J-> > cd <
O
3
J 4
o -i
cd cj ^ o
( 1
• r-i «■ i CO aO - > cd a J-i > cd c
4 o o
r.
, rH CD ? CO £3 > cd
o
1 1 D
C a> N C CD
4J « 4
o -I ® % •o cd —
-4
4
CD 4-> co
VI 4-> c CD c o a E o 0 CD 4-> «-i O CD U 3 4-1 X ~H E c
O cd •rH 4J CO C — 1 CD > U C O ■H 4-> o CD CD £ rH 4-> rH O Cm O O CD 4-> £ C 4->
CD f— • _ •rl VJ •a c O 3 JO f- E CD CD
CO C CD co s: 4-> 4-1 o c Z l-H
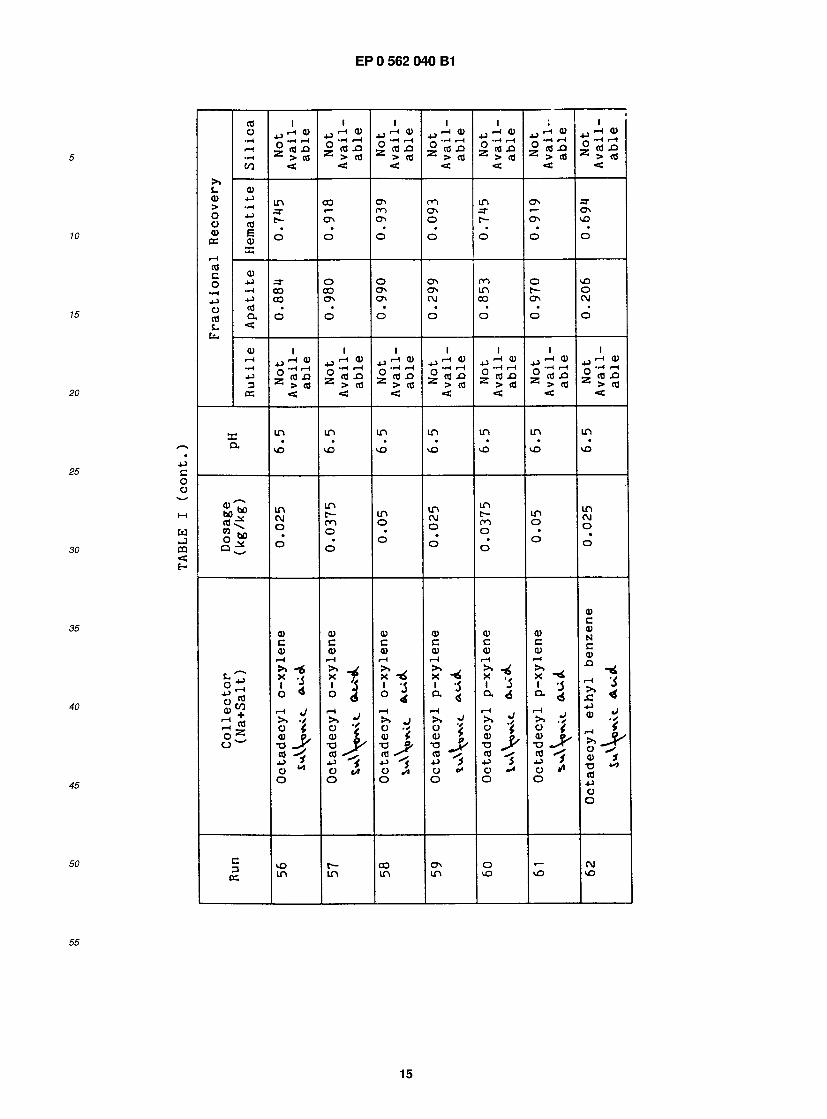
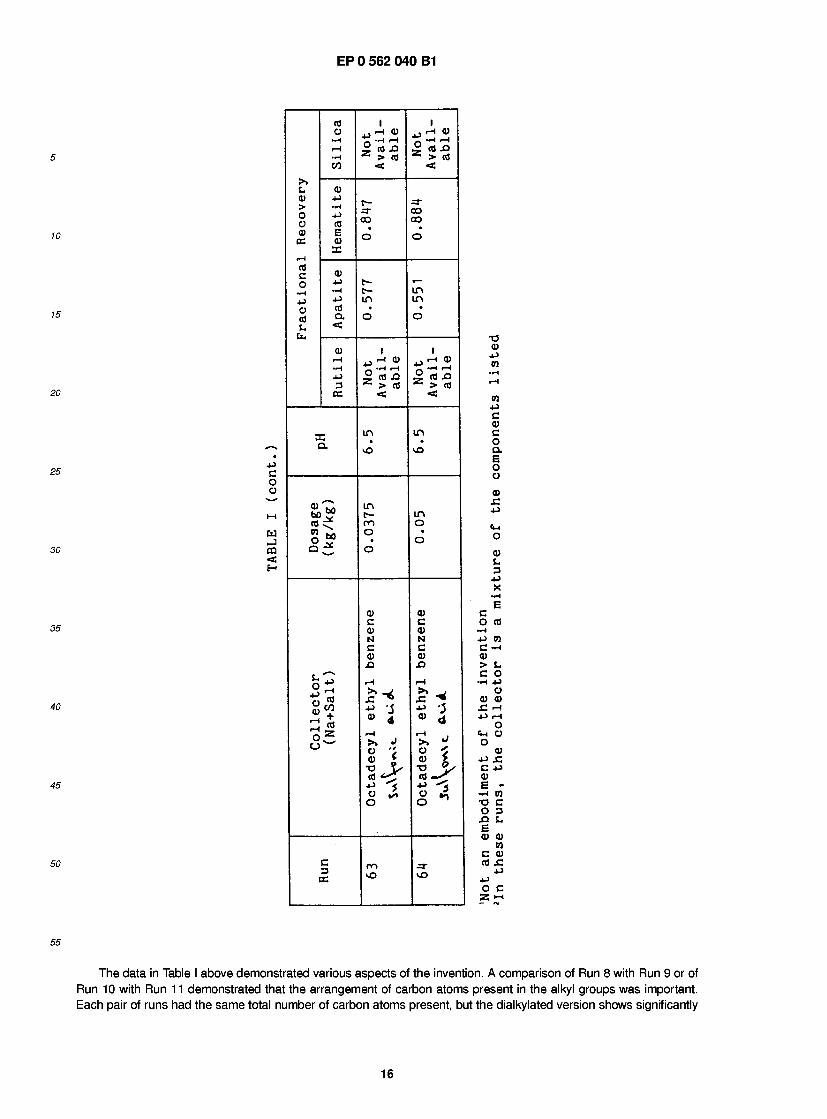
The data in Table I above demonstrated various aspects of the invention. A comparison of Run 8 with Run 9 or of Run 10 with Run 1 1 demonstrated that the arrangement of carbon atoms present in the alkyl groups was important. Each pair of runs had the same total number of carbon atoms present, but the dialkylated version shows significantly
EP 0 562 040 B1
improved results when compared to monoalkylated version. A comparison of Runs 1-7, 9, 11 and 17-19, which were not embodiments of the present invention, with the remaining runs, which were embodiments of the present invention, clearly show the importance of total carbon content of the substituents being greater than 1 2 as well as showing the importance of a degree of alkylation greater than one. Runs 28-30 and 33 show that mixtures of the collectors were effective. Run 34 demonstrates the effectiveness of a compound where one substituent was an ethyl group while the other was a dodecyl and Run 35 similarly demonstrates the effectiveness of compounds where one substituent was an hexyl group while the other was a dodecyl. In each case, the collector was more effective than a collector having more carbon atoms, but in a single substituent rather than split between two substituents. Additionally, comparing those runs where the alkyl groups were asymmetrical with those having similar numbers of carbon atoms in symmetrical alkyl groups, it was shown that asymmetrical alkyl groups provide improved performance.
Example 2 - Flotation of Various Oxide Minerals
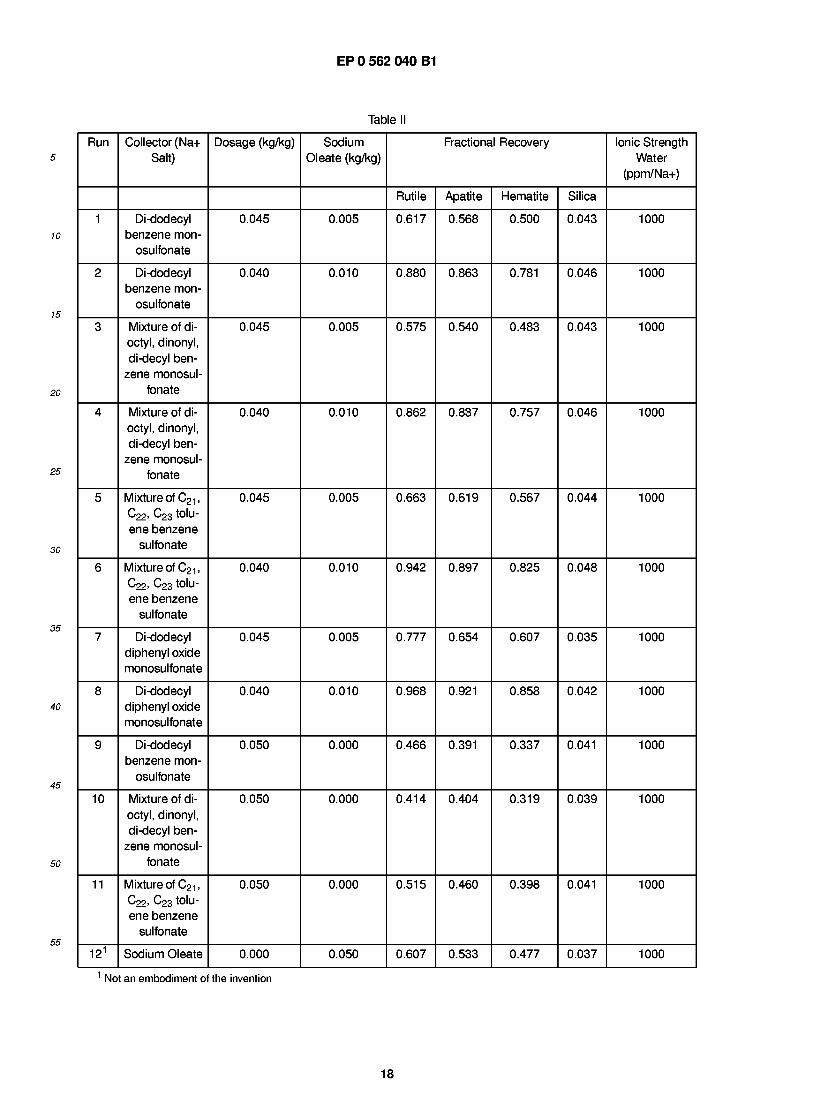
The general procedure of Example 1 was followed with the exception that both the sulfonate and carboxylate com- ponents were pre-blended and then added to the slurry. Additionally, the ion concentrations are indicated for those runs where metal ions were deliberately added to the processing water for flotation. The ratio of metal ions added is five parts Na+, two parts Mg++, and one part Fe+++ with the total amount of these ions added being determined by measuring the ionic strength of the water in equivalent Na+ concentration as measured by a conductivity cell.
The data in Table II demonstrate the broad range of minerals which may have been floated using the collector and process of this invention.
EP 0 562 040 B1
Table II
Run Collector (Na+ Dosage (kg/kg) Sodium Fractional Recovery Ionic Strength Salt) Oleate (kg/kg) Water
(ppm/Na+) Rutile Apatite Hematite Silica
1 Di-dodecyl 0.045 0.005 0.617 0.568 0.500 0.043 1000 benzene mon-
osulfonate
2 Di-dodecyl 0.040 0.010 0.880 0.863 0.781 0.046 1000 benzene mon-
osulfonate
3 Mixture of di- 0.045 0.005 0.575 0.540 0.483 0.043 1000 octyl, dinonyl, di-decyl ben-
zene monosul- fonate
4 Mixture of di- 0.040 0.010 0.862 0.837 0.757 0.046 1000 octyl, dinonyl, di-decyl ben-
zene monosul- fonate
5 Mixture of C21, 0.045 0.005 0.663 0.619 0.567 0.044 1000 C22, C23 tolu- ene benzene
sulfonate
6 Mixture of C21, 0.040 0.010 0.942 0.897 0.825 0.048 1000 C22, C23 tolu- ene benzene
sulfonate
7 Di-dodecyl 0.045 0.005 0.777 0.654 0.607 0.035 1000 diphenyl oxide monosulfonate
8 Di-dodecyl 0.040 0.010 0.968 0.921 0.858 0.042 1000 diphenyl oxide monosulfonate
9 Di-dodecyl 0.050 0.000 0.466 0.391 0.337 0.041 1000 benzene mon-
osulfonate
10 Mixture of di- 0.050 0.000 0.414 0.404 0.319 0.039 1000 octyl, dinonyl, di-decyl ben-
zene monosul- fonate
11 Mixture of C21, 0.050 0.000 0.515 0.460 0.398 0.041 1000 C22, C23 tolu- ene benzene
sulfonate 121 Sodium Oleate 0.000 0.050 0.607 0.533 0.477 0.037 1000
Not an embodiment of the invention
18

EP 0 562 040 B1
The above information demonstrated the effect of ratio of sulfonate to carboxylate and also shows that the combi- nation of sulfonate and carboxylate functions better than either alone.
Example 3 - Flotation of Various Oxide Minerals
The general procedure of Example 1 was followed with the exception that various oxide minerals were used in place of the ores specified in Example 1. All runs were conducted at a pH of 8.0. The collectors used were a C12 dialkylated benzene sulfonate and a C2n-22 toluene sulfonate, each at a dosage of 0.024 kg of collector per kilogram of mineral. The results are shown in Table III below.

EP 0 562 040 B1
TABLE III
Mineral Fractional Mineral Fractional Mineral Recovery (Con. Recovery (Ci,? oo Toluene Sulfonate)
Dialkylated Benzene Sulfonate)
Silica (Si02) 0.048 0.038
Cassiterite (Sn02) 0.877 0.914
Bauxite [AI(OH)3] 0.813
Calcite (CaC03) 0.854
Chromite (FeCr204) 0.915 0.955
Dolomite [CaMg(C03)2] 0.805 0.711
Malachite [Cu2C03(OH)2] 0.773 0.887
Chrysocolla [Cu2H2Si205(OH)4] 0.540 0.655
Hematite (Fe203) 0.868 0.944
Corundum (A203) 0.900
Rutile (Ti02) 0.946 0.989
Apatite [Ca5{C\i F)[PO^ 0.897 0.943
Nickel Oxide (NiO) 0.652
Galena (PbS) 0.890 0.937
Chalcopyrite (CuFeS2) 0.883 0.939
Chalcocite (Cu2S) 0.847 0.880
Pyrite (FeS2) 0.667 0.433
Tourmaline 0.940
Sphalerite (ZnS) 0.843 0.903
Pentlandite [Ni(FeS)p 0.789 0.854
Barite (BaS04) 0.844
Molybdenite (MoS2) 0.935 0.988
Cerussite (PbC03) 0.905 0.956
Calcite (CaC03) 0.461
Beryl ( B e ^ S i ^ 8) 0.893
Covellite (CuS) 0.793 0.868
Zircon (ZrSi04) 0.874 0.931
Graphite (C) 0.944 0.970
Topaz [AlgSiO^OH);,] 0.910 0.966
Scheelite (CaW04) 0.822
Anatase (Ti02) 0.904 -- Boehmite (yAlO • OH) 0.776 --
Diaspore (aAlO • OH) 0.815
Goethite (HFe02) 0.773 0.875
®Sample includes some pyrrhotite. ®Sample comprises powdered elemental metal of similar size to other mineral samples.
20

EP 0 562 040 B1
The data in Table III demonstrated the broad range of minerals which may be floated using the collector and proc- ess of this invention. The asymmetrical collector generally outperformed the symmetrical collector at constant dosage. Only in the flotation of silica, dolomite and pyrite (typically viewed as gangue consituents) does the symmetrical collec- tor perform better.
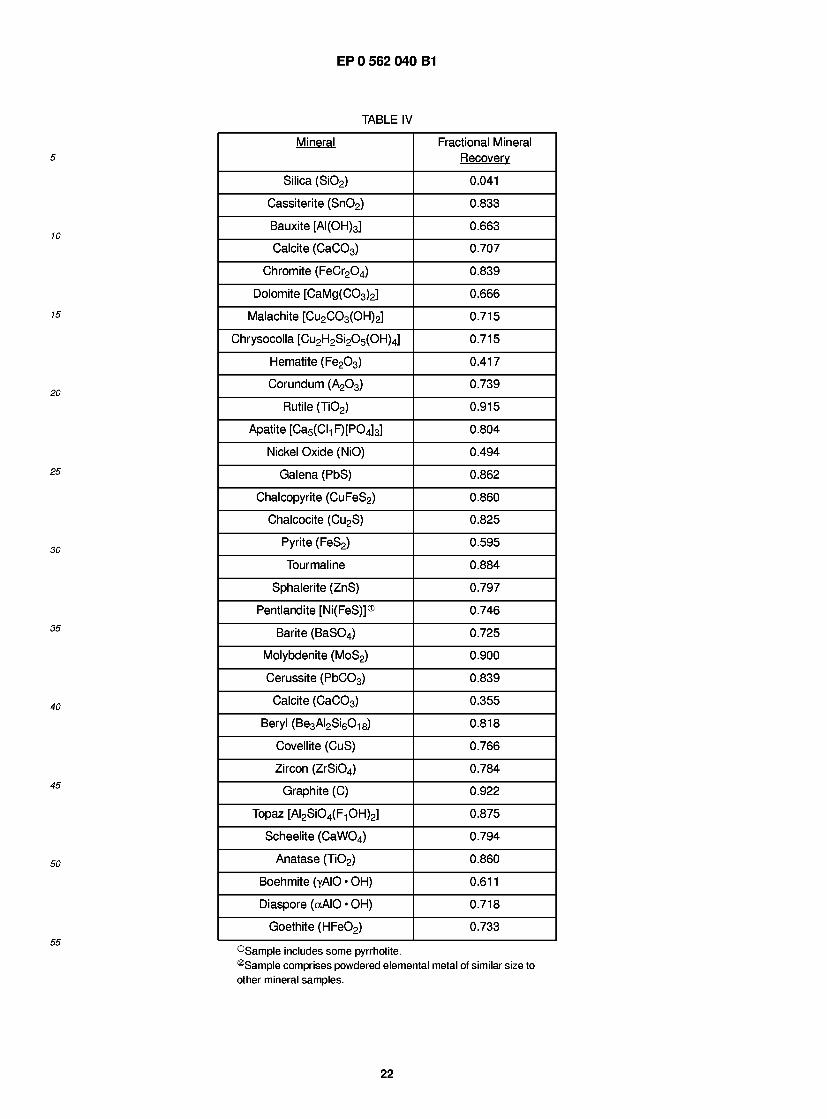
Example 4 - Flotation of minerals
The procedure of Example 3 was followed with the exception that the collector used was 0.018 of C12 alkylated benzene sulfonic acid and 0.006 kg of oleic acid per kg of mineral. The sulfonic and oleic components were pre-blended prior to addition to the cell. In all runs, the ratio of metal ions added was five parts Na+, two parts Mg++, and one part Fe+++ with the total amount of these ions added being sufficient to result in measured ionic strength of the water being equivalent to Na+ of 1000 ppm as measured by a conductivity cell. The results obtained are shown in Table IV below.
21
EP 0 562 040 B1
TABLE IV
Mineral Fractional Mineral Recovery
Silica (Si02) 0.041
Cassiterite (Sn02) 0.833
Bauxite [AI(OH)3] 0.663
Calcite (CaC03) 0.707
Chromite (FeCr204) 0.839
Dolomite [CaMg(C03)2] 0.666
Malachite [Cu2C03(OH)2] 0.715
Chrysocolla [Cu2H2Si205(OH)4] 0.715
Hematite (Fe203) 0.417
Corundum (A203) 0.739
Rutile(Ti02) 0.915
Apatite [CasCCI^tPOJs] 0.804
Nickel Oxide (NiO) 0.494
Galena (PbS) 0.862
Chalcopyrite (CuFeS2) 0.860
Chalcocite (Cu2S) 0.825
Pyrite (FeS2) 0.595
Tourmaline 0.884
Sphalerite (ZnS) 0.797
Pentlandite [Ni(FeS)]® 0.746
Barite (BaS04) 0.725
Molybdenite (MoS2) 0.900
Cerussite (PbC03) 0.839
Calcite (CaC03) 0.355
Beryl (Be3AI2Si6018) 0.818
Covellite (CuS) 0.766
Zircon (ZrSi04) 0.784
Graphite (C) 0.922
Topaz [AlaSiO^OHfe] 0.875
Scheelite (CaW04) 0.794
Anatase (Ti02) 0.860
Boehmite (yAlO • OH) 0.61 1
Diaspore (aAlO • OH) 0.718
Goethite (HFe02) 0.733
®Sample includes some pyrrhotite. ®Sample comprises powdered elemental metal of similar size to other mineral samples.
22

EP 0 562 040 B1
The data in Table IV demonstrated the broad range of minerals which may have been floated using the collector composition and process of this invention.
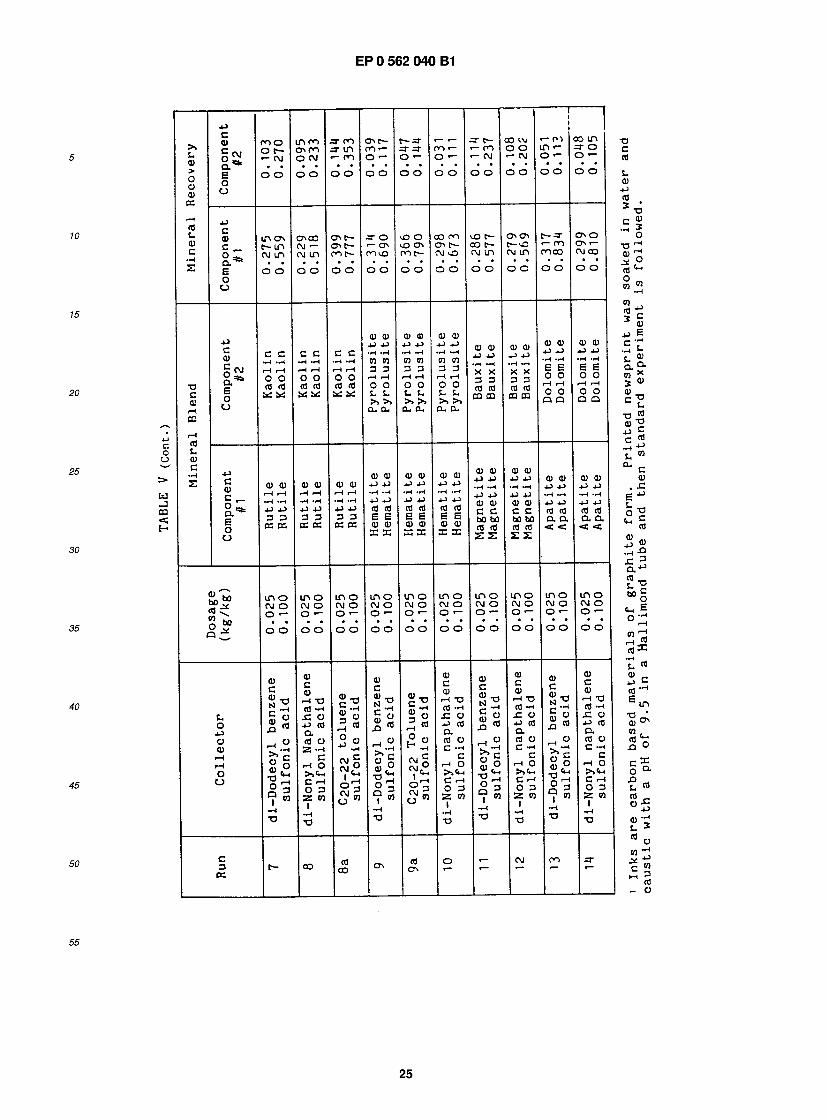
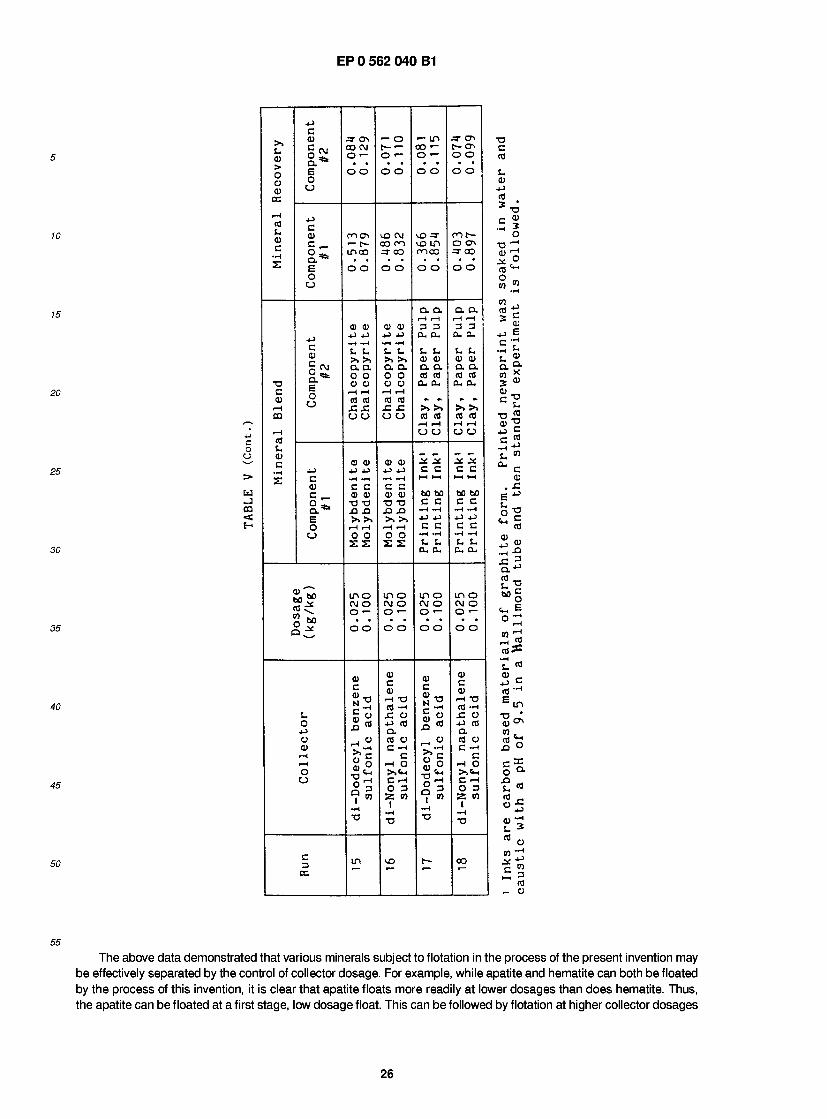
Example 5 - Sequential Flotation
This example used the Hallimond tube flotation procedure outlined in Example 1 . In each case, the feed material was a 50/50 weight percent blend of the components listed in Table V. The specific collectors used (in the sodium salt form) and the mineral recoveries obtained are also listed in Table V below. All runs were performed at a pH of 7.0.
23

CD 4-> cd 2-0
r— t— c— O c— O rot— a- 1— coco c— vo cr\a- eg 3" CO t— -a- ON «- C— C— <— LO O ON fr><— ON t— O «- "O 1-1 LOCO uO ON a CO rOifl at— POLO 3" OO rOC— LOON J) H OO OO OO OO OO OO OO OO OO «jCm
w m CO , S c * 0) CD CD CD CD CD CD £ 4_J iJ J J-> 4-> — 1 CD CD 11) CJ CD CD „ „ ffl ffl m .H „, .H .„ C
*J *J <J *J * 2 £ 2 J. j,f- I. U ^ 5 ~1 ~J " f t "J , "H «H *»h CD CD CD CD CD CD Jr a ^ ^"2 M« xx xx xx v>*j 4->*j o-x = = = | S « eded cfl cfl cflcfl co co coco coco * ®* ._>._> £2 cam mm mm coco coco coco v-o r n x x x x n : « ig ro n a « c$_
o o o o o o —cd
c j Cu
2 2 2 2 22 *2 22 2 2 NN NN J
eded eded eded JZJZ % oo oo oo o O.O. aa. a a 33 3 3 3 3 he- h h he- ^ c «<<;«3;«3;<;< *»
CD s i
« — LOO LOO lO O LOO LOO LOO LOO LOO LOO <*> _ CMO CM O CMO NO (MO CNJO CM O CNJO IMO ~ Or- Or- Or- 0<~ Or- O r- 0*~ Or- Or- <M = OO OO OO OO OO OO OO OO OO ^
2 cfl cfl 1 —1 - s- <°
S cd ° » C 2 =
jj-o «T3 | t j »t> »tj 2 -a S73 ^ *-o Elo 2 -H £ -n S -1 £ ~« S -< Cfl *H £ -I CO -H J -n LO So °. o £ o " o 2 o r o £ o £ o -o ' 2 cfl 3<fl Jed 3Cfl 3Cd £Cd «Cd £Cfl 3Cfl
.o ° o -0 o °o °o Cfl o ^,o Cfl o °o Cfl1"
| l ? l ^ ? l ^ ^ | l * ! ? l ? 2 ° 2 2 - o^ g-3 | 2 §3 °2 •£« °c^ ^ ^ ? S zco 2-co ^ £
-o r! -h •o td 73 -a c jh - ■ ■ cfl 0
n 2 r - ^ C N j o i ^ a - L O v o ^ co
- o
24
1 w ) -~> m 3-o
: ) loon onco on t— a- o ico com ^ t - oncjn r--=r on o o
t— lO CM «— ON t— «— on ON On C— CO C— C— •— CO ON < -rj H J*- CM LO CM LO rOC- rOvO rot-- CM CM LO CM LO rOCO CMCO a; rH : OO OO OO OO OO OO OO OO OO OO I s «
s 2" GO
0) CD CD CD 0) 0) -u> ^ J iJjJ .JJjJ4JJJ> ma.(1)(UCDQ)CD J .H .H -H -H -H -H CO CO CO CO CO CO ~ ~ .H -H "H -H -H t. « :C\| rHr-lrHrHrHrH 33 33 33 x>< x>< g E EE Q. " 3=* O O O O O O H H H H H H * * * * 00 00 „ * r coco cued rt co oo oo oo co co ~ ~ 7, 7, 3 5 ^ ^ ^ cScS cScS oo oo „ J Cu CL, D-, CU 0- 0- b 73 -2
1 CD CD CD CD C m CDCDCDCDCUCD^^jJiJCDCDCDCD CD - CD CD CDCD CDCD -t> J-> .h .h -t 4-> .U *J4J . £ " HH rH rH rH rH -H -H -H -H -H -H jj jj -H -H p 4-> - r- .W-H -H-H -H-H 4J4J JJJJ ^(j, jj^j jjjj = 1=*= -tf-tf tj-tj tjtj 22 22 22 c c cc coca coco 5-0 _ 33 33 33 EE EE EE MbO tOhfl Q.Q. Q.Q. £. C = ostfi cccc race » o» » 0 a; a; £rf « co << << ^ co 3 xx x x s s 2S c
« -r, 0 LOO LOO LOO LOO LOO LOO LOO LOO LOO LOO t>0 g £ CMO CMO CMO CMO CMO CMO CMO CMO CMO CMO g O r- C - O r- O r- Or- Or- Or- Or- Or- O r- = f OO OO OO OO OO OO OO OO OO OO ^
rH CO
-Hrt
2 S g c g S g = 2 5 s-o % g-o g , 2-0 s , 2 . 5 , r ; g2 5 2 g2 g2 §2 5 2 g2 52 g2 5 2 S* 3 * 2rt h « 2 « ■£« 2 « ^ - .2 5 5 5 * t . " 5 * S-2 £-2 2.2 -.2 2.2 5 o " § -O gg g rHg gg rHg gg HO C = «c2 >,<2 7<2 ®«S 7<m >><~ >.*h >,<« o °- ^H C rH 'rH 'rH CH ^ rH CH ^ rH CH Xl^ ° 3 O 3 °. 3 °3 °3 O 3 5 3 03 ° 3 03 C-rt «=> n 2 co ^co ° co 2"co 2 co ° co z co » co z co rt
J, .i r: Jh ri .i ° ^
co -1 _ c O ^ c f l O ' - c M r o a - ^ *f
- o
25
* OO OO OO OO O O OO i-> <~> >-'>-' rH « cO 2 «
. g . g g S g g 2 5 s-o St, g-o s-o 5 , r ; g2 5 2 g2 g2 §2 5 2 g2 52 g2 5 2 ^ S* 3 « 2« h « 2 « ci<8 2 « g04 - .2 rl-2 5 ° H.2 h 2 g.2 2-2 -.2 g ° 5 o " g rHg - g gg ^g rHg gg rHg gg HO C = a>c2 >,<2 7<2 ®<« <M >><~ >.*h >,<« o °- 73 H CH 'h 73 rH 'h CH ^H CH £h CH Xl^ ° 3 O 3 °. 3 °3 °3 O 3 5 3 03 ° 3 03 C-rt «=> n z co ^co ° co £co z co ° co z n ^ co z co rt
■ 0 2 ^ X3 73 -O 73 T3 CD-g « O co -1
_ c a ^ c f l O ' - c M r o a - ^ *f
I I I I I I I I I - o
25
E oo o o 0 0 o o n) ° o m cj to n CO , o. o. a a. cd *; HH H H 3 £ 0)0)0)0) 3D 33 g 4J4->4J4->Cl.CU0-0- j -J t
^ -h c , = H ~ >,>>>,>> a>a>a>o> l « 5 cm a a a o. a. o. a a. a. °- OO OO cocfl (0(0 co J; TO JT OOOOCuCuOuCU 3°)
C 5 H rH H rH 0)_ a) ° cocflfflco « « ► . c y rH ° £ x: >>>> >» >> ~ m o o o o c f l c o c o n ) -a™ ^ rH rH rH rH 0) X " r H O O O O j j C £ cfl C «
( S i , „ _ £ w £ coo) 0)0) * * ^ £ t> 5- C _( H H H H H H 0)
0) c c c c .J" U c ggi tOtO UU p jJ ■J OH OO TJO CC CC P CD Q»"**" . Q . Q . O . O H H H H o"0 < e >>>>>>>> -e -e £ 5 H O r H r H r H r H C C C C (fl
o o o o o , 7 , - ' H - | - r ' 0) s s s s s- £ i. £ 0) CU CU Cu Cu , .Q r =
^ J- 73 Si, oo ino mo too ino bo S rr^: cm o cmo cmo cm o = £ ^ ° - ° - <=>.- j§ oo o o o o o o ^
cd*
S S s ? 5 S
Cfl H S-H Cfl H ^ s. £ j o x : o S o x : o -a * o ®(04->co2cd4->cd 0)O JJ Q. CI CO o . o c o o . o c o o cd'" 0) "T H C— ("T-H C-H £)<J rH >>C C g C C ^ ; o h o So h o c o "<m >><« i|(M >>v, o °- O H CH 1? H CH X) _ ° 3 O 3 S : O 3 v co Z co , to 2 in cfl-
Z\ H Zl H *> ■o x, 73 -o a) rt o
~ in t— co ^ t; 3 — r- r- >- C CO
- o
.trated that various minerals subject to flotation in the process of the present invention may he control of collector dosage. For example, while apatite and hematite can both be floated ion, it is clear that apatite floats more readily at lower dosages than does hematite. Thus, a first stage, low dosage float. This can be followed by flotation at higher collector dosages
26
EP 0 562 040 B1
to float the hematite. An examination of the other runs in this example demonstrates that similar separations are possi- ble using other minerals. It should also be noted that the asymmetrical collector consistently outperforms the symmet- rical collector.
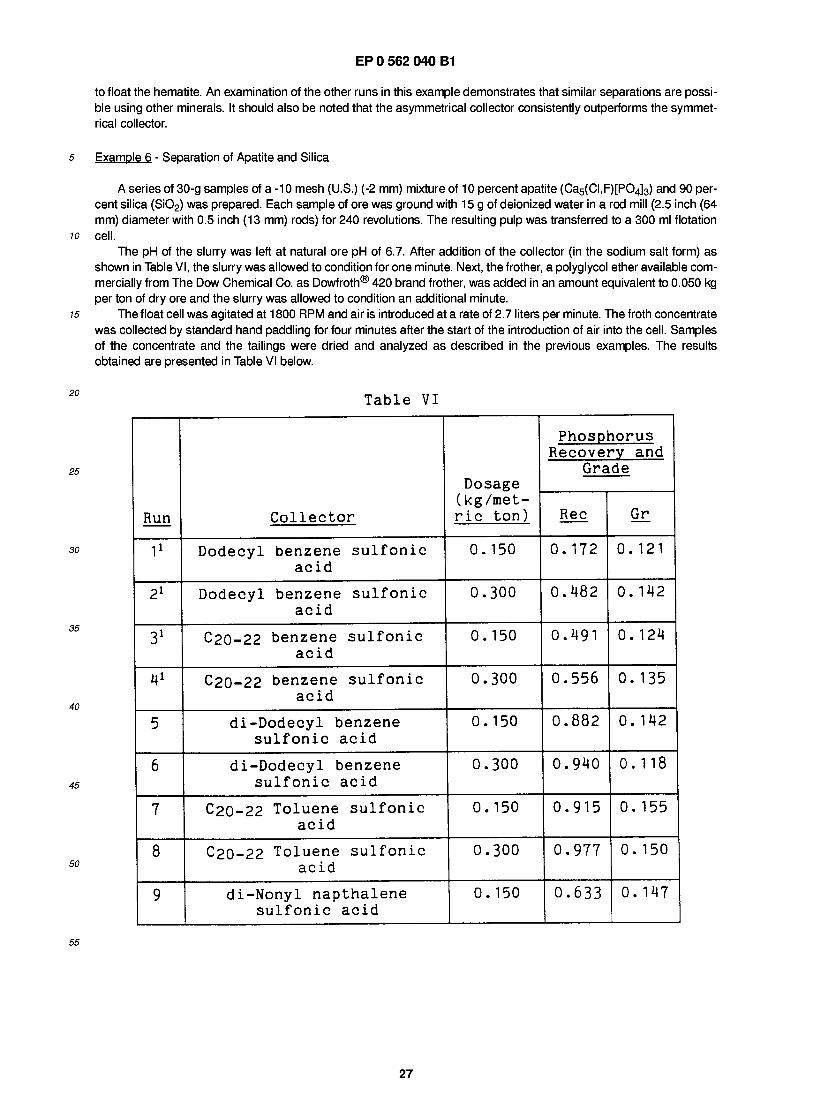
Example 6 - Separation of Apatite and Silica
A series of 30-g samples of a -10 mesh (U.S.) (-2 mm) mixture of 10 percent apatite (Ca5(CI,F)[P04]3) and 90 per- cent silica (Si02) was prepared. Each sample of ore was ground with 15 g of deionized water in a rod mill (2.5 inch (64 mm) diameter with 0.5 inch (13 mm) rods) for 240 revolutions. The resulting pulp was transferred to a 300 ml flotation cell.
The pH of the slurry was left at natural ore pH of 6.7. After addition of the collector (in the sodium salt form) as shown in Table VI, the slurry was allowed to condition for one minute. Next, the frother, a polyglycol ether available com- mercially from The Dow Chemical Co. as Dowfroth® 420 brand frother, was added in an amount equivalent to 0.050 kg per ton of dry ore and the slurry was allowed to condition an additional minute.
The float cell was agitated at 1800 RPM and air is introduced at a rate of 2.7 liters per minute. The froth concentrate was collected by standard hand paddling for four minutes after the start of the introduction of air into the cell. Samples of the concentrate and the tailings were dried and analyzed as described in the previous examples. The results obtained are presented in Table VI below.
T a b l e VI
P h o s p h o r u s R e c o v e r y a n d
G r a d e D o s a g e
( k g / m e t - Run C o l l e c t o r r i c t o n ) Rec G r
11 D o d e c y l b e n z e n e s u l f o n i c 0 . 1 5 0 0 . 1 7 2 0 . 1 2 1 a c i d
21 D o d e c y l b e n z e n e s u l f o n i c 0 . 3 0 0 0 . 4 8 2 0 . 1 4 2 a c i d
31 C 2 0 - 2 2 b e n z e n e s u l f o n i c 0 . 1 5 0 0 . 4 9 1 0 . 1 2 4 a c i d
41 C 2 0 - 2 2 b e n z e n e s u l f o n i c 0 . 3 0 0 0 . 5 5 6 0 . 1 3 5 a c i d
5 d i - D o d e c y l b e n z e n e 0 . 1 5 0 0 . 8 8 2 0 . 1 4 2 s u l f o n i c a c i d
6 d i - D o d e c y l b e n z e n e 0 . 3 0 0 0 . 9 4 0 0 . 1 1 8 s u l f o n i c a c i d
7 C 2 0 - 2 2 T o l u e n e s u l f o n i c 0 . 1 5 0 0 . 9 1 5 0 . 1 5 5 a c i d
8 C 2 0 - 2 2 T o l u e n e s u l f o n i c 0 . 3 0 0 0 . 9 7 7 0 . 1 5 0 a c i d
9 d i - N o n y l n a p t h a l e n e 0 . 1 5 0 0 . 6 3 3 0 . 1 4 7 s u l f o n i c a c i d
27
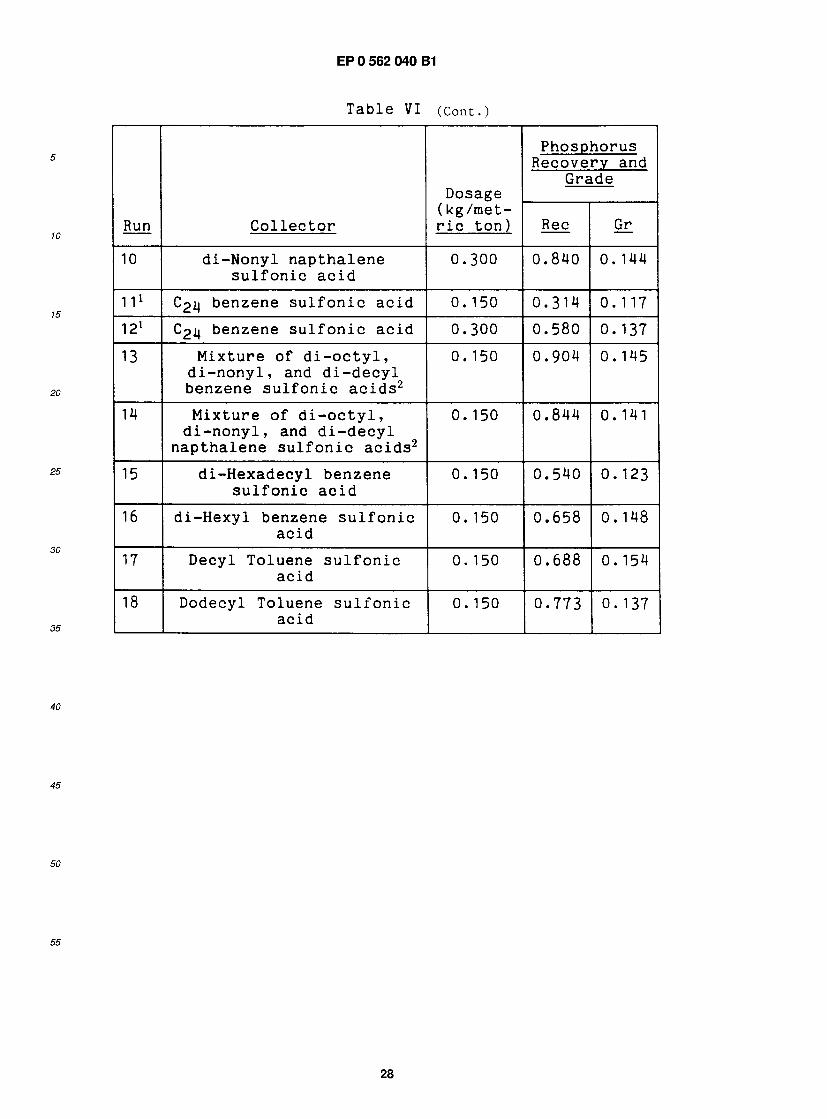
EP 0 562 040 B1
T a b l e VI ( c o n t . )
P h o s p h o r u s R e c o v e r y a n d
G r a d e D o s a g e
( k g / m e t - Run C o l l e c t o r r i c t o n ) Rec Gr
10 d i - N o n y l n a p t h a l e n e 0 . 3 0 0 0 . 8 4 0 0 . 1 4 4 s u l f o n i c a c i d
111 C2n b e n z e n e s u l f o n i c a c i d 0 . 1 5 0 0 . 3 1 4 0 . 1 1 7
121 C24 b e n z e n e s u l f o n i c a c i d 0 . 3 0 0 0 . 5 8 0 0 . 1 3 7
13 M i x t u r e of d i - o c t y l , 0 . 1 5 0 0 . 9 0 4 0 . 1 4 5 d i - n o n y l , and d i - d e c y l b e n z e n e s u l f o n i c a c i d s 2
14 M i x t u r e of d i - o c t y l , 0 . 1 5 0 0 . 8 4 4 0 . 1 4 1 d i - n o n y l , and d i - d e c y l
n a p t h a l e n e s u l f o n i c a c i d s 2
15 d i - H e x a d e c y l b e n z e n e 0 . 1 5 0 0 . 5 4 0 0 . 1 2 3 s u l f o n i c a c i d
16 d i - H e x y l b e n z e n e s u l f o n i c 0 . 1 5 0 0 . 6 5 8 0 . 1 4 8 a c i d
17 D e c y l T o l u e n e s u l f o n i c 0 . 1 5 0 0 . 6 8 8 0 . 1 5 4 a c i d
18 D o d e c y l T o l u e n e s u l f o n i c 0 . 1 5 0 0 . 7 7 3 0 . 1 3 7 a c i d
28
EP 0 562 040 B1
I a b l e VI ( C o n t . )
P h o s p h o r u s R e c o v e r y a n d
G r a d e D o s a g e
( k g / m e t - Run C o l l e c t o r r i c t o n ) Rep Gr
193 d i - H e x y l b e n z e n e s u l f o n i c 0 . 0 2 5 0 . 5 0 0 0 . 1 3 3 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 1 2 5 a c i d
203 D o d e c y l t o l u e n e s u l f o n i c 0 . 0 2 5 0 . 5 8 8 0 . 1 4 0 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 1 2 5 a c i d
213 d i - H e x y l b e n z e n e s u l f o n i c 0 . 0 5 0 0 . 5 1 7 0 . 1 3 5 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 1 0 0 a c i d
223 D o d e c y l t o l u e n e s u l f o n i c 0 . 0 5 0 0 . 6 3 5 0 . 1 4 8 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 1 0 0 a c i d
233 d i - H e x y l b e n z e n e s u l f o n i c 0 . 0 7 5 0 . 5 4 4 0 . 1 4 0 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 0 7 5 a c i d
29

=P 0 562 040 B1
["able VI ( c o n t . )
P h o s p h o r u s R e c o v e r y a n d
G r a d e D o s a g e
( k g / m e t - Run C o l l e c t o r r i c t o n ) Rec Gr
2M3 D o d e c y l t o l u e n e s u l f o n i c 0 . 0 7 5 0 . 6 9 2 0 . 1 5 3 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 0 7 5 a c i d
253 d i - H e x y l b e n z e n e s u l f o n i c 0 . 1 0 0 0 . 6 0 9 0 . 1 M 9 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 0 5 0 a c i d
263 D o d e c y l t o l u e n e s u l f o n i c 0 . 1 0 0 0.7MM 0 . 1 6 0 a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 0 5 0 a c i d
273 d i - D o d e c y l b e n z e n e 0 . 0 2 5 0.5-4M 0 . 1 1 5 s u l f o n i c a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 1 2 5 a c i d
283 d i - D o d e c y l b e n z e n e 0 . 0 5 0 0 . 6 3 6 0 . 1 1 9 s u l f o n i c a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 1 0 0 a c i d
30

EP 0 562 040 B1
f a b l e VI ( C o n t . )
P h o s p h o r u s R e c o v e r y a n d
G r a d e D o s a g e
( k g / m e t - Run C o l l e c t o r r i c t o n ) Rec Gr
293 d i - D o d e c y l b e n z e n e 0 . 0 7 5 0 . 7 5 5 0 . 1 4 0 s u l f o n i c a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 0 7 5 a c i d
303 d i - D o d e c y l b e n z e n e 0 . 1 0 0 0 . 8 4 3 0 . 1 4 8 s u l f o n i c a c i d
D o d e c y l b e n z e n e s u l f o n i c 0 . 0 5 0 a c i d
314 d i - D o d e c y l b e n z e n e 0 . 1 5 0 0 . 9 1 4 0 . 1 5 2 s u l f o n i c a c i d
324 C 2 0 - 2 2 T o l u e n e s u l f o n i c 0 . 1 5 0 0 . 9 4 7 0 . 1 6 7 a c i d
334 d i - D o d e c y l b e n z e n e 0 . 1 2 5 0 . 9 0 8 0 . 1 5 0 s u l f o n i c a c i d
344 C 2 0 - 2 2 T o l u e n e s u l f o n i c 0 . 1 2 5 0 . 9 4 7 0 . 1 6 1 a c i d
354 d i - D o d e c y l b e n z e n e 0 . 1 0 0 0 . 8 7 3 0 . 1 4 8 s u l f o n i c a c i d
364 C 2 0 - 2 2 T o l u e n e s u l f o n i c 0 . 1 0 0 0 . 9 2 5 0 . 1 5 5 a c i d
31

EP 0 562 040 B1
Tab le VI (Cont . )
P h o s p h o r u s R e c o v e r y a n d
G r a d e D o s a g e
( k g / m e t - Run C o l l e c t o r r i c t on ) Rec Gr
375 d i - D o d e c y l b e n z e n e 0 . 1 5 0 0 . 8 5 0 0 . 1 4 0 s u l f o n i c a c i d
386 d i - D o d e c y l b e n z e n e 0 .150 0 . 8 3 7 0 . 1 3 8 s u l f o n i c a c i d
397 d i - D o d e c y l b e n z e n e 0 . 1 5 0 0 . 7 7 6 0 . 1 3 7 s u l f o n i c a c i d
408 d i - D o d e c y l b e n z e n e 0 .150 0 . 6 1 0 0 . 1 3 5 s u l f o n i c a c i d
411'8 O l e i c Acid 0. 150 0 . 6 0 6 0. 131
423-5 d i - D o d e c y l b e n z e n e 0. 125 0 . 8 7 6 0. 141 s u l f o n i c a c i d
O l e i c a c i d 0 . 0 2 5
433-6 d i - D o d e c y l b e n z e n e 0. 129 0 . 8 6 7 0. 140 s u l f o n i c a c i d
O l e i c a c i d 0 . 0 2 5
443-7 d i - D o d e c y l b e n z e n e 0 .129 0 . 8 4 4 0 . 1 3 9 s u l f o n i c a c i d
O l e i c a c i d 0 . 0 2 5
453-8 d i - D o d e c y l b e n z e n e 0 .129 0 . 8 3 0 0 . 1 3 8 s u l f o n i c a c i d
O l e i c a c i d 0 . 0 2 5
*Not an e m b o d i m e n t of the i n v e n t i o n . 2In t h e s e r u n s , the c o l l e c t o r is a m i x t u r e of t h e
c o m p o n e n t s l i s t e d . 3 M i x t u r e added t o g e t h e r and t hen added to c e l l . C o l l e c t o r mixed w i t h 0 . 1 5 0 k g / m e t r i c ton f u e l o i l #2 and bo th added to c e l l . 5 I o n i c s t r e n g t h of w a t e r used e q u i v a l e n t to 100ppm Na+
impounded by c o n d u c t i v i t y c e l l . 6 I o n i c s t r e n g t h of w a t e r used e q u i v a l e n t to 250ppm Na+
impounded by c o n d u c t i v i t y c e l l . 7 I o n i c s t r e n g t h of w a t e r used e q u i v a l e n t to 500ppm Na+
impounded by c o n d u c t i v i t y c e l l . 8 I o n i c s t r e n g t h of w a t e r used e q u i v a l e n t to 1000ppm Na+
i m p o u n d e d by c o n d u c t i v i t y c e l l .
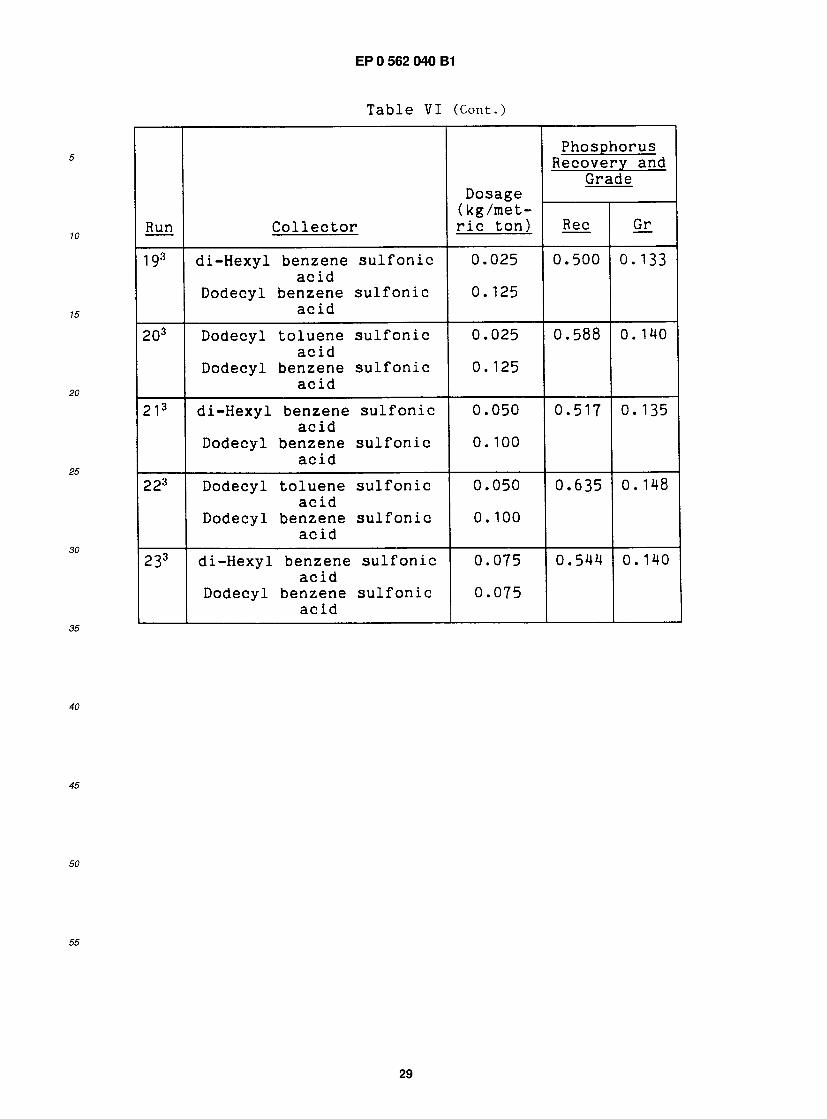
The data in Table VI demonstrate the effectiveness of the present invention. Runs 13-20 show the effect of mixing collectors of the present invention with similar monoalkylated species. Clearly the monoalkylated species is significantly less effective than the dialkylated species as shown by the steadily decreasing recoveries obtained when the monoalkylated species are added. For example, a comparison of Run 3 with Run 20 showed that replacing 0.050
32
EP 0 562 040 B1
kg/metric ton of di-dodecyl benzene sulfonic acid with a similar amount of dodecyl benzene sulfonic acid results in lower recovery. As more monoalkylated species is added, recoveries consistently decline. Runs 9 and 10 again demonstrated that mixtures of the collectors of this invention are effective. Additionally, Runs 21-23 show that the collector of the present invention may be used with hydrocarbons. The replacement of a portion of the collector with a hydrocarbon gives comparable results which is of economic benefit assuming the hydrocarbon is less expensive than the collector.
Runs 3 and 24-32 demonstrate the effect of hard water on the present invention and how the use of an oleic acid in conjunction with the dialkylated aromatic sulfonate collector counteracts this effect. The use of oleic acid and di- dodecylbenzene sulfonate together result in recoveries in hard water significantly improved over what either can obtain in hard water.
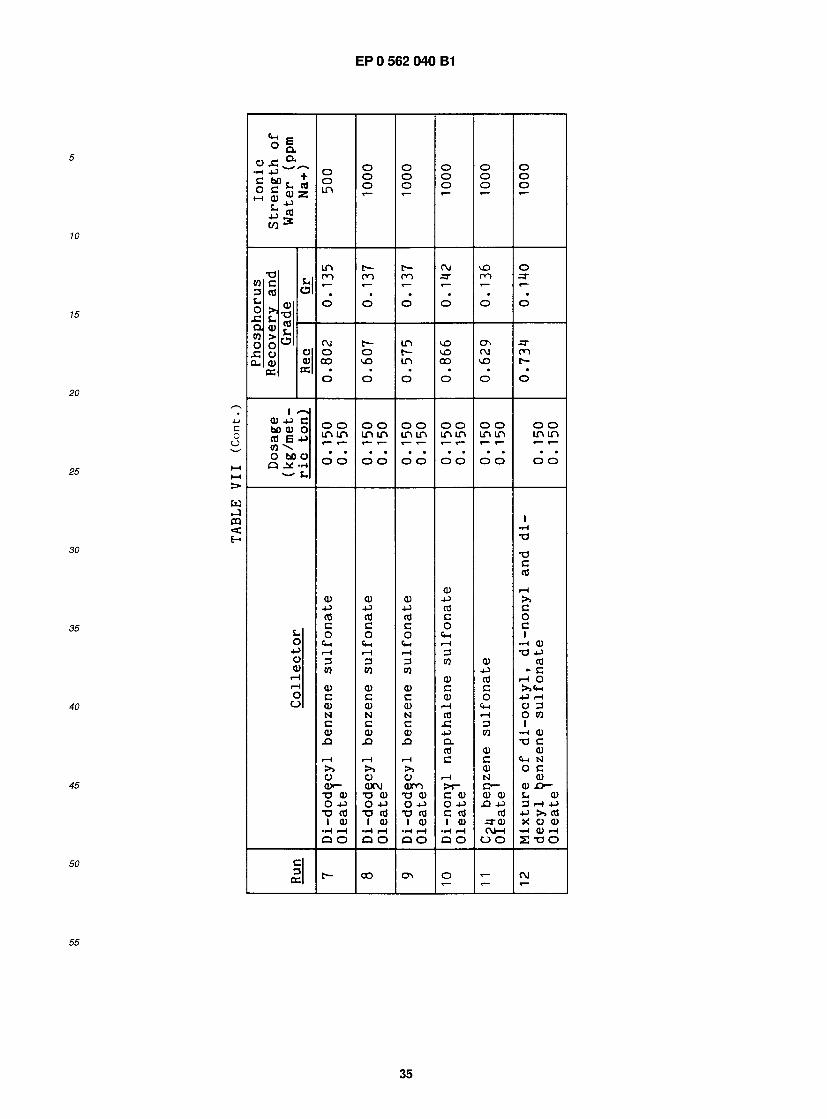
Example 7 - Separation of Apatite and Silica
The procedure of Example 6 was followed with the exception that the water used to prepare each sample contained 5 parts Na+, 4 parts Ca++, 2 parts Mg++, and 1 part Fe+++ in the appropriate amounts to produce the ionic strengths indicated in the Table VII. The ionic strengths were measured in Na+ equivalents using a conductivity cell. The results obtained are shown in Table VII below.
33

r— O OO >X> vO T3 „ , .=r ro on m
5- m O O O O O O ° >■ -a SI L r a aS g S o ° ■=»■ t- " f1"1 lo o
q o>— oo o co v£> -=r J 5 0) MO CO ON C- CO oo
O O O O O O
1 - 1 £, ™ S o o o o o o o o o o o o cd E -2 10 10 1010 100 LnLO 1010 1010
5 5?" o o o o o o o o o o o o
> u m < H
OJ Q) CD CD CD 4J 4J> 4J cd co co cd cfl
CD C C C C C S- jj O o o o o O cd -l Ci_i Cm Cw Cm *> C rH iH rH i-H rH O O 3 3 3 3 3 a) cfl co oo co co -H rH rH 3 CD OJ CD OJ CD O CO C C C C C O OJ OJ OJ CD CD
OJ N N N N N C C C C C C OJ OJ OJ OJ OJ OJ N Xi X) XI X> X) c OJ i— 1 rH rH rH rH X) > > > > > > > > > >
O O O O O r-H— Q>— OJr- CD<— OJr- Q>— >> QJ TD CD T30J 73 OJ T30J TOOJ CJjJ O J-> O*5 O 4-> O+J O+J cd cd -a cd -o cd "O cd -a cd *o cd •O OJ I0J 1 OJ I0J 1 CI 1 OJ O rH HH -rH rH H H H H *H rH QO QO Q O a O QO Q O
c 3 r- CM m - LO MO cc
34
in t— t— oo ud o "O ., m on oo a- oo
t- m o o o o o o x: s- ^ Q OJ £ CO > "2 0 0 0 c\j t— in vr> as a- x: o o o o t- vO oo oo CL, CD Q) QO vX> in CO >x> t—
O O O O O O
~ 1 C hnm n OO OO OO OO OO O O o ca e *j mm mm mm mm mm m m
O if-H 0 0 ° 0 OO 0 0 0 0 0 0
> w CQ 1 < r!
TJ c cd
OJ rH OJ 0J CD 4-> >» 4-) 4J 4J cd C co cd cd c O c c c o c
S; O O O Cm 1 O Cm c, Cm rH -H OJ 4-> H H H 3 TJ 4-> O 3 3 3 CO OJ CO OJ CO CO CO 4J - C ■"H OJ Cd rH O rH OJ OJ OJ C C >>Cm O c C C OJ O -U H O CD OJ CD H Cm 0 3 N N N Cd rH O CO C C C SZ 3 1 OJ OJ OJ 4-> CO H CJ X) X) X) Q. TJ C
cd oj cd rH rH rH C C <M N > > > > > > ( D O C 0 O O rH N OJ OJr- QX\J 0J0O >l- O— CD X>— T30J TJ CD TD CD COJ OJOJ U OJ O 4J O 4-> Oil O J-> XI 4-1 3rH4-> ■a cd td cd "O cd ccd cd 4-> >> cd 1 oj i oj iaj i oj a-oj x o oj
•H i— I H H HH >H H OJH H OJ H q o q o q o q o o o 2 -a O
c 3 t— ao on o <- OJ
35

O LO O a- CO O -"2 r i ■=T 00 a- a- m a-
J r .Q) O o o o o o
Q OJ «
O o u «- c- a- o a- £ fj cj co o co <- «— m D_ OJ OJ vO vO CO ON CO ON
O O O O O O
7 i ~ i C 2»m n 0 0 0 0 ° 0 OO OO O O 0 ? B±J LO LO LO LO LO LO LO O LO LO LO LO 2 " ^ ° - ° "
,_, Q If -2 0 0 0 0 0 ° 0 ° ° ° ° 0 r—t > u 03 1 < ~<
TJ OJ OJ OJ OJ 4J Jj 4-3 4-3 TJ CO (0 CO cfl C OJ C C C C <0 4-> O O O O CO Oh Ct-n Cm H C rH i-l ■— 1 H >> O 3 3 3 3 c u-> co in cq m O OJ rH C 4J 3 OJ OJ OJ OJ
J* 1 Cfl CO TJ TJ TJ TJ O H C H H -H H TJ O OJ X X X X O <m TJ O O O O OJ - rH H rH! H 3 X rH rH rH rH ^ >> GO O > » > , >> >» O 4J c c c c O O OJ rH OJ OJ 0) OJ o c >> x: x: x: x: ioj c o. a a, a. HH OJ H H -H H TJ CO £ TJ TJ TJ TJ x: a
«H 4-> -H. i-H rH rH rH o a. TJ\fl > > > > > > > > CO o o o o OJ tar- r-T- OJr- OJr- OJr- OJr- J- 0 J > > 0 J T J 0 J T J 0 J T J 0 J T J 0 J 3H4J O 4-3 O 4-1 O 4J O 4-> O 4-> 4J >> (0 0J CO TJ CO TJ CO TJ CO TJ cd X O 0J TJ OJ IOJ IOJ IOJ 10) H OH O H HH HH -HH H H Z TJ O QO QO OO Q O Q O
C| ^ m a lo vo c— co
36

CT> t— O ON O t— ■O , , oo oo a- oo a- no
£ - o > o o o o o o
n O ° CO UO ON OO <- CM r-rj fj CO =T CM CO >— cuQj oj co co vo in co t—
O O O O O O
1 "1 e S,m n O O OO OO OO OO O O o cd e 2 1010 10 1010 1010 1010 " r~.'~. T"^ ^ . . 5 " OO OO OO OO OO o o hH — > Id J m < H OJ OJ
4-) 4-> cd cd «- C C 4J O O rH Cm Cm Cd rH i-H OJ no CO 3 3 4J OJ OJ OJ co n cd 4J 4-> E 4->
C cd cd 3 cd OJ OJ o C C -H o—
S - T J TJ Cm O O T J 0 4 J O - M H rH Cm <MOCMrH X X 3 rH i-HCOrHCd
O o O CO 3 3 300 oj oo co - oo r-l t-4 r-t TJ E ■-H >> >> >> rH 0 J - H 0 J 3
O c C C >» C O C - H O 0 OJ CD C OJ Cd 0J TJ SZ SZ £. OJ N NO o. a a sz c >, c co •r4 -H -H a OJ 4-> OJ TJ TJ TJ "H £> 4-3 jQ
TJ Cd TJ rH rH rH rH Cm rH -H > > > > > > rH >> >, O o o o >> O r H O c o OJr- CD>— OJCM CJTO CD "H OJ TJ 0) TJ CD TJ CD OJOJ TJ O TJ O 04-> O 4-> 04-> TJ4J O O'H TJ Cd TJ Cd TJ Cd Ocd TJ rH TJ rH IOJ 1 CD 1 CD TJ OJ IrH led
•H rH -H rH —1 rH -H rH -H Cd -H X QO QO QO QO OH Q O
C 3 o o «- c\j oo a- K «— C\J CM C\l CM C\J
37
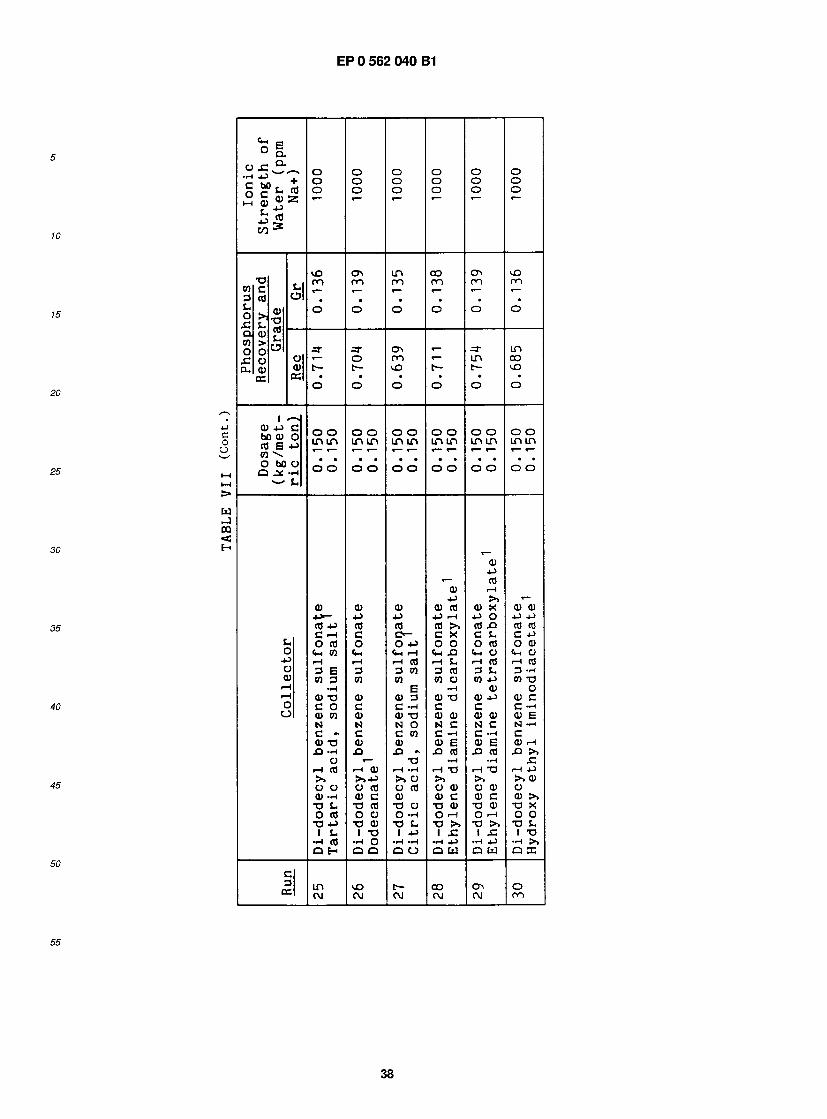
vO ON in OO On <D TJ , . on f>n on on on on
o> o o o o o o x: l ^ CO > o o u a- =r on «- a- in ^ 0 o <— o on <— in co Ouoj cut— C— VD t— t— WO
O O O O O O
1 ^ C m m n OO OO OO OO OO O O o ca s 4J 10 10 1010 in in in in in in m m " co ^ *~t ^ ^ ^ ^ ^ ^ ^ ""j
q J?." o o o o o o o o o o o °
> u ►J 03 <
0) 4-> •- co OJ rH 4J >> <~
OJ OJ OJ OJ Cfl CD X OJ OJ 4->— 4_3 4J _|J H 4-3 O 4-> 4J co 4J co cO cd >> CO XJ co co C rH C O- C X C S - C 4 J o c o o o - p o o o c o o o j O Oh CO 0—1 ( M r H C w X l C M C C n O 4-> rH rH HJ) HL H(d H « | O 3 E 3 3C0 3C0 3 C 3 - H OJ CO 3 00 00 CO O CO 4-> GO TJ rH H E "H 0J O rH CD 73 0J 0J3 0J TJ 0J4J OJC O C O C C - h C C C h O CD CO CD 0 J T J O J O J O J 0 J C D E N N N O N C N C N - r H C - C C C O C - h C - h C CD TJ CD OJ O J E Q J E O J r H XJ H XI XI - XJ cfl XJ CO XJ>>
O r - TJ H H £ rHCfl H 0) H H H TJ H TJ rHJJ >» >»4-> >» O >> >> >> OJ OO OCO OCO OCD OOJ o OJ.H OJC CD 0J C CD C CD >> TJ S-. TJ CO TJ O TJ CD TJ0J TJX O CO OO Oh OH OH o o TJ -U TJ OJ TJ J_ TJ >> TJ >> TJ L ism i tj i4J ix: ix: i t j
H CO HO H H H 4-> H 4-3 — 1 >> QH QQ QO Q U Q hi O X
c £ in vo t— oo on o B* cvj c\i c\j c\j c\j on
38

<— O on co a- cm -=r tj , . -j- =r oo no ro oo oo
S - m O O O O O O O ° >■ -a XT L ^ OT :> n h O v£> t- a- O <- r- yo X q CJ C— vO a- oo a- LO vO 0_ q) 0) CO CO CO 00 VO o
O O O O O O O
r Jr.m S LO LO LO LO LO LO LO LO OO OO O O e S C\J CM CM CM CM CJ C\J OJ LO LO LO LO O ° en^ ° 1-0 *~ ° ° *~ ^ 00
0 . * H ° ° ° ° ° ° 0 0 ° ° ° ° ° H - t. > hi .J m
CO c o Cm rH
0J OJ OJ OJ OJ 3 4-) *J 4J 4-) 4 CO cd co cd cd cd C C C C C OJ d)
W . O O O O O T 3 4 - J O Cm Cm Cm Cm Im H CO ■U H H H H H X C 0 3 3 3 3 3 0 0 OJ CO 00 CO CO CO Ci_i rH rH rH r H 0 J O J O J Q ) O J > . 3 O C C C C C C C O O OJ OJ OJ OJ OJ OJ
N N N N N £ OJ C C C C C Q. C OJ OJ OJ OJ OJ H OJ X> XI XI XJ XI TJ N
c r-i r-< r-\ r-\ rH rH OJ >> t» > > > > > > > > XJ O O O O O O OJr- OJr- OJr- OJr- OCT OW rH TJO DO T30 TJO XJO TJO >> O 4-> O 4-> 04J O 4J 04J 04-> O •OcO TJ cO D cd TJ cd tj n) TJ cd OJ IOJ IOJ IOJ IOJ 10 1 O TJ
HH H H H H H H H H H H O QO QO QO QO QO QO Q
C LO 3 r- CVJ O O i T L O v O t— r c O O P O O O O O O O O O O O
39
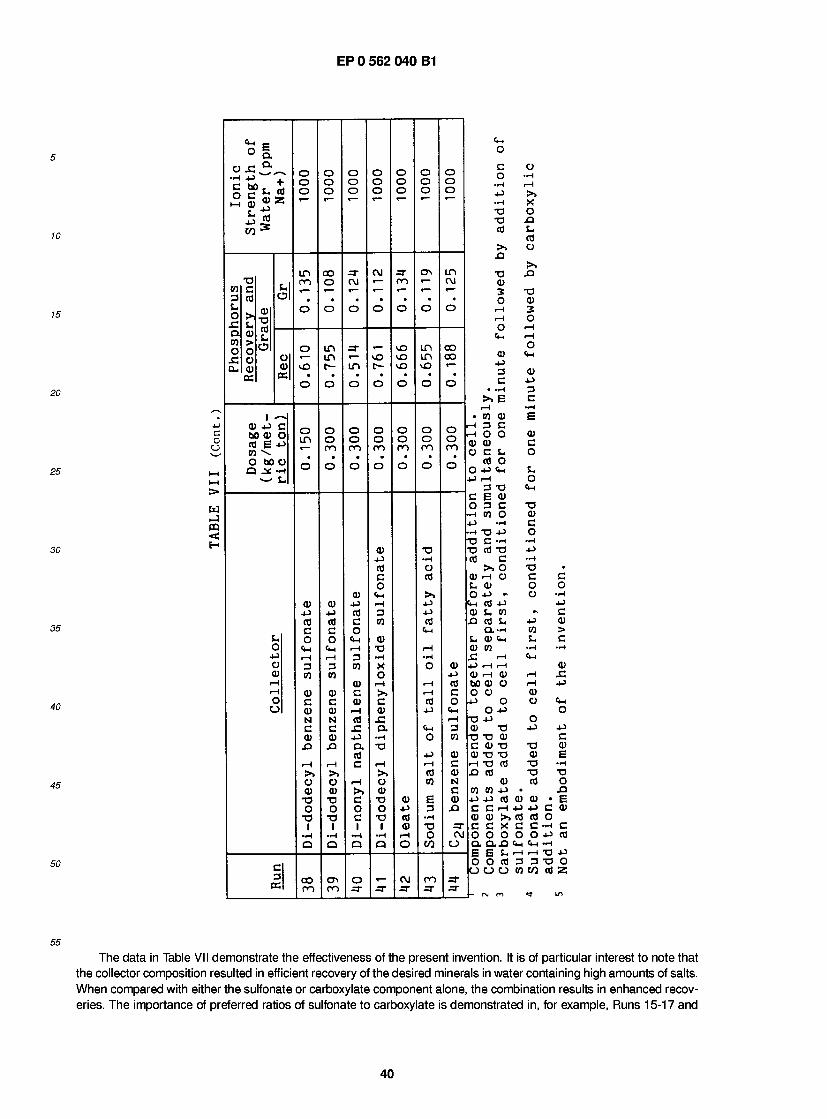
EP 0 562 040 B1
10
15
20
25
30
m <
35
40
45
50
O
H 4-) . o c *
CO •*
TJ CO C 3 cd S- o > C S- Q 0) CO > O O c o X, 0)
cc
niii c bO OJ O cd 6 4-> co \ O bO CJ
C 3 cc
n
o
o
>> CJ OJ t j o t j I
co ro
>> cj OJ TJ O TJ I
C7N ro
=4
LO o
OJ 4J cd c o Cm rH 3 co OJ c OJ ■H cd x: 4-> Q. cd c
OJ 4-> cd c o Cm i-I 3 CO OJ TJ •H X o rH >> c OJ £ O.
>> CJ OJ TJ O TJ I
in in 43
o o no
CJ cd >> 4-> 4J cd Cm
u JO
o ~o
ID 4J cd c o Cm r-l 3 CO OJ C OJ N C OJ X) a- CM
O
>M O
o
TJ TJ cd >> XJ TJ OJ 3 O
o Cm OJ 4-> 3 C
• t4 >» £ rH
• co oj H 3 C -I O O OJ OJ CJ C S-
cd O O 4-> <M |J rH
3 TJ CEOJ O 3 C H CO O »J "H ■H TJ 4-> O C -H TJ cd TJ cd C
>> o 0) rH CJ M 0)
TJ TJ cd OJ • u o ■ <M CD XJ C-, 0) x: 4-> I 0) < bO o 4-1 TJ 0J TJ c 0)
CO 4-> M co cd £- Q..H CD Cm co
X o X) s- co o >» X) TJ OJ 3 O
u Cm 0J 4-> 3 C
CV C o M o Cm TJ 0) C o
c o CJ
4-> co M
r-l Q> r-1 0) CJ rH CJ 0)
O CJ O 4J 4-) O
TJ 4-) TJ OJ OJ TJ TJ TJ TJ 0) TJ Cd TJ CO TJ
0) CO CO 4-> • 4-3 CO 0) OJ C rH 4-5 4-> cd >> cd cd e x e c o o o o O.XJ Cm Cm E £-. rH rH O CO 3 3 O O CO CO
CJ O 4-> TJ 0J TJ TJ CO
O •H 4-> c CD > C
x: 4J Cm o 4J c CD E •H TJ O XJ
• E C 0J o »H C 4J CO •H TJ 4J TJ O cd 2
The data in Table VII demonstrate the effectiveness of the present invention. It is of particular interest to note that the collector composition resulted in efficient recovery of the desired minerals in water containing high amounts of salts. When compared with either the sulfonate or carboxylate component alone, the combination results in enhanced recov- eries. The importance of preferred ratios of sulfonate to carboxylate is demonstrated in, for example, Runs 15-17 and
40

EP 0 562 040 B1
Runs 2-4.
Example 8 - Flotation of Mixed Copper Sulfide Ore Containing Molybdenum
A series of 30-gram samples of a -10 mesh (U.S. ) (-2 mm) ore from Arizona containing a mixture of various copper oxide minerals and copper sulfide minerals plus minor amounts of molybdenum minerals was prepared. The grade of copper in the ore was 0.013 and the grade of the molybdenum was 0.00016. Each sample of ore was ground in a lab- oratory swing mill for 10 seconds and the resulting fines were transferred to a 300 ml flotation cell.
Each run was conducted at a natural ore slurry pH of 6.5. The collector (in the sodium salt form) was added at a dosage of 0. 1 50 kg/ton of dry ore and the slurry was allowed to condition for one minute. Ore concentrate was collected by standard hand paddling between zero and four minutes. Just before flotation was initiated, a frother, a polyglycol ether available commercially from The Dow Chemical Company as Dowfroth® 250 brand frother, was added in an amount equivalent to 0.030 kg/ton of dry ore.
The float cell in all runs was agitated at 1 800 RPM and air was introduced at a rate of 2.7 liters per minute. Samples of the concentrates and the tailings were then dried and analyzed as described in the previous examples. The results obtained are presented in Table VIII below.
41
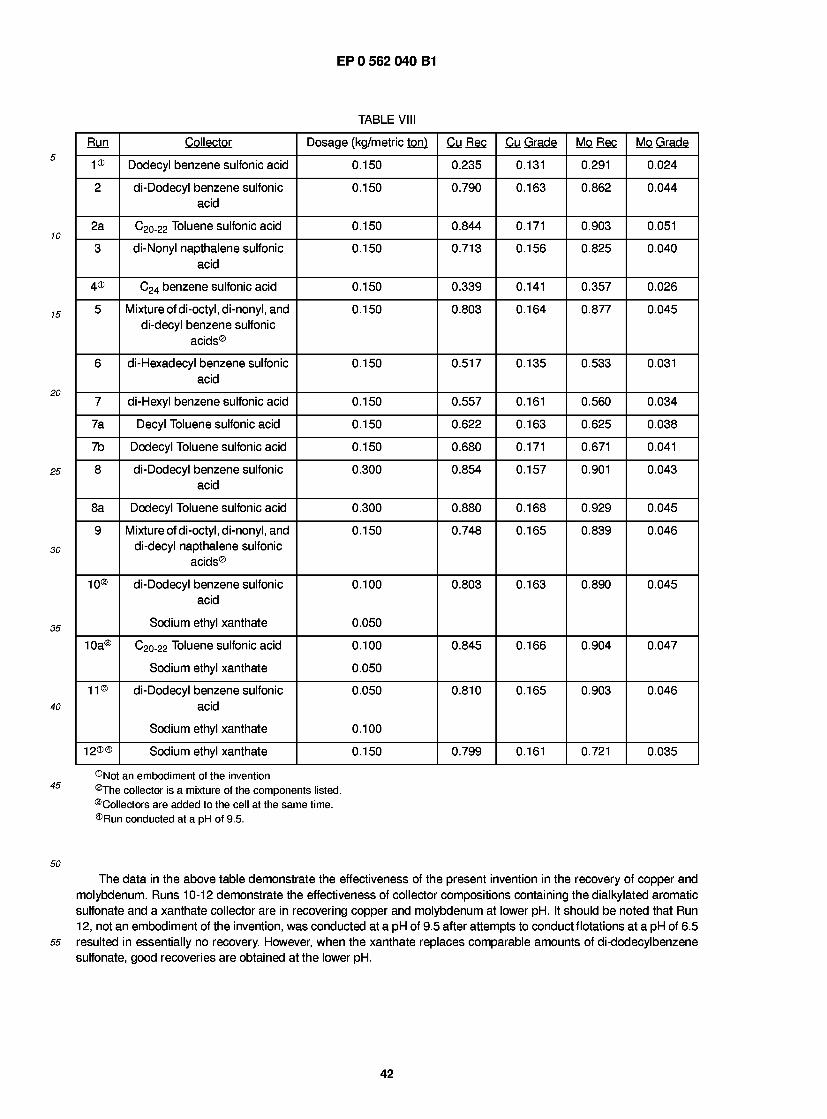
EP 0 562 040 B1
TABLE VIII
Run Collector Dosaae (ka/metric ton) Cu Rec Cu Grade Mo Rec Mo Grade
1® Dodecyl benzene sulfonic acid 0.150 0.235 0.131 0.291 0.024
2 di-Dodecyl benzene sulfonic 0.150 0.790 0.163 0.862 0.044 acid
2a C20-22 Toluene sulfonic acid 0.150 0.844 0.171 0.903 0.051
3 di-Nonyl napthalene sulfonic 0.150 0.713 0.156 0.825 0.040 acid
4® C24 benzene sulfonic acid 0.150 0.339 0.141 0.357 0.026
5 Mixture ofdi-octyl, di-nonyl, and 0.150 0.803 0.164 0.877 0.045 di-decyl benzene sulfonic
acids®
6 di-Hexadecyl benzene sulfonic 0.150 0.517 0.135 0.533 0.031 acid
7 di-Hexyl benzene sulfonic acid 0.150 0.557 0.161 0.560 0.034
7a Decyl Toluene sulfonic acid 0.150 0.622 0.163 0.625 0.038
7b Dodecyl Toluene sulfonic acid 0.150 0.680 0.171 0.671 0.041
8 di-Dodecyl benzene sulfonic 0.300 0.854 0.157 0.901 0.043 acid
8a Dodecyl Toluene sulfonic acid 0.300 0.880 0.168 0.929 0.045
9 Mixture ofdi-octyl, di-nonyl, and 0.150 0.748 0.165 0.839 0.046 di-decyl napthalene sulfonic
acids®
10® di-Dodecyl benzene sulfonic 0.100 0.803 0.163 0.890 0.045 acid
Sodium ethyl xanthate 0.050
10a® C20-22 Toluene sulfonic acid 0.100 0.845 0.166 0.904 0.047
Sodium ethyl xanthate 0.050 11® di-Dodecyl benzene sulfonic 0.050 0.810 0.165 0.903 0.046
acid
Sodium ethyl xanthate 0.100
12®® Sodium ethyl xanthate 0.150 0.799 0.161 0.721 0.035
®Not an embodiment of the invention ®The collector is a mixture of the components listed. ®Collectors are added to the cell at the same time. ®Run conducted at a pH of 9.5.
The data in the above table demonstrate the effectiveness of the present invention in the recovery of copper and molybdenum. Runs 10-12 demonstrate the effectiveness of collector compositions containing the dialkylated aromatic sulfonate and a xanthate collector are in recovering copper and molybdenum at lower pH. It should be noted that Run 12, not an embodiment of the invention, was conducted at a pH of 9.5 after attempts to conduct flotations at a pH of 6.5 resulted in essentially no recovery. However, when the xanthate replaces comparable amounts of di-dodecylbenzene sulfonate, good recoveries are obtained at the lower pH.
42

EP 0 562 040 B1
Example 9 - Flotation of Mixed Copper Sulfide Ore Containing Molybdenum
The procedure in Example 9 was followed with the exception that the water used contained 600 ppm Ca++, 20 ppm Fe+++, 140 ppm S04= and 50 ppm Mg++.
Each run was conducted at a natural ore slurry pH of 6.5. The collector composition (in the sodium salt form) was added at a total dosage of 0.150 kg/ton of dry ore and the slurry was allowed to condition for one minute. Ore concen- trate was collected by standard hand paddling between zero and four minutes. Just before flotation was initiated, a frother, a polyglycol ether available commercially from The Dow Chemical Company as Dowfroth® 250 brand frother, was added in an amount equivalent to 0.030 kg/ton of dry ore.
Samples of the concentrates and the tailings were then dried and analyzed as described in the previous examples. The results obtained are presented in Table IX below.
TABLE IX
Run Collector Dosaae (ka/metric ton) Cu Rec Cu Grade Mo Rec Mo Grade
1 di-Dodecyl benzene monosul- 0.145 0.724 0.150 0.783 0.038 fonate
Sodium Oleate 0.005
2 di-Dodecyl benzene monosul- 0.140 0.777 0.161 0.848 0.043 fonate
Sodium Oleate 0.010
3 di-Dodecyl benzene monosul- 0.135 0.765 0.161 0.829 0.042 fonate
Sodium Oleate 0.015
4 di-Dodecyl benzene monosul- 0.120 0.708 0.153 0.767 0.038 fonate
Sodium Oleate 0.030
5 di-Dodecyl benzene monosul- 0.105 0.605 0.137 0.657 0.028 fonate
Sodium Oleate 0.045
6 di-Dodecyl diphenyloxide mon- 0.140 0.837 0.176 0.900 0.048 osulfonate
Sodium Oleate 0.010
The data in the above table demonstrate the effectiveness of the present invention in the recovery of copper and molybdenum. In particular, it shows that, in this system, the ratio of sulfonate to oleate collector that is most effective is ranges from 30:1 to 2:1.
Example 10 - Flotation of Iron Oxide Ore
A series of 600-g samples of iron oxide ore from Michigan was prepared. The ore contained a mixture of hematite, martite, goethite and magnetite mineral species. Each 600-g sample was ground along with 400 g of deionized water (Runs 1-10) in a rod mill at about 60 RPM for 10 minutes. In Runs 1 1-40, water containing 300 ppm Ca+, 10 ppm Fe+++, 80 ppm S04=, 20 ppm CI" and 40 ppm Mg++ was used. The resulting pulp was transferred to an Agitair 3000 ml flotation cell outfitted with an automated paddle removal system. The collector was added and the slurry was allowed to condi- tion for one minute. Next, an amount of a polyglycol ether frother equivalent to 40 g per ton of dry ore was added fol- lowed by another minute of conditioning.
The float cell was agitated at 900 RPM and air was introduced at a rate of 9.0 liters per minute. Samples of the froth concentrate were collected at four minutes after the start of the air flow. Samples of the froth concentrate and the tail- ings were dried, weighed and pulverized for analysis. They were then dissolved in acid, and the iron content determined by the use of a D.C. Plasma Spectrometer. Using the assay data, the fractional recoveries and grades were calculated using standard mass balance formulas. The results are shown in Table X below.
43
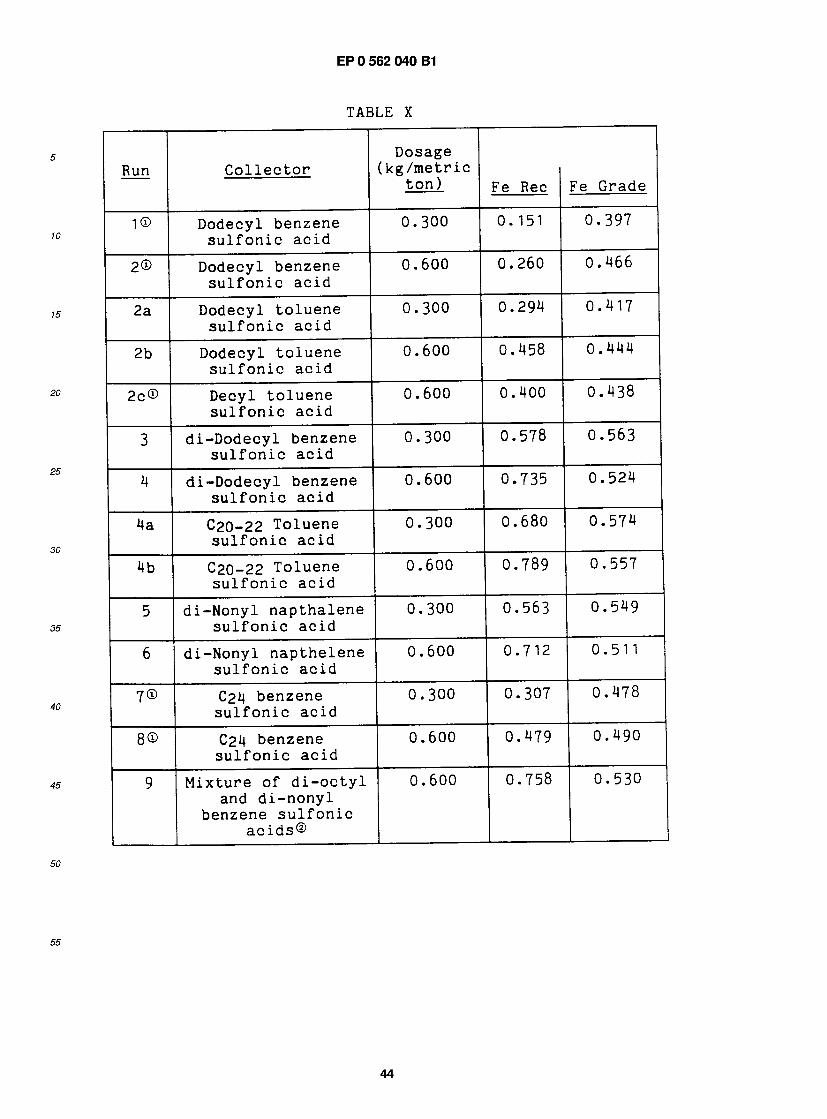
P 0 562 040 B1
AtJLc. X
D o s a g e Run C o l l e c t o r ( k g / m e t r i c
t o n ) pe Rec Fe G r a d e
1® D o d e c y l b e n z e n e 0 . 3 0 0 0 . 1 5 1 0 . 3 9 7 s u l f o n i c a c i d
2© D o d e c y l b e n z e n e 0 . 6 0 0 0 . 2 6 0 0 . 4 6 6 s u l f o n i c a c i d
2a D o d e c y l t o l u e n e 0 . 3 0 0 0 . 2 9 4 0 . 4 1 7 s u l f o n i c a c i d
2b D o d e c y l t o l u e n e 0 . 6 0 0 0 . 4 5 8 0 . 4 4 4 s u l f o n i c a c i d
2c® Decy l t o l u e n e 0 . 6 0 0 0 . 4 0 0 0 . 4 3 8 s u l f o n i c a c i d
3 d i - D o d e c y l b e n z e n e 0 . 3 0 0 0 . 5 7 8 0 . 5 6 3 s u l f o n i c a c i d
4 d i - D o d e c y l b e n z e n e 0 . 6 0 0 0 . 7 3 5 0 . 5 2 4 s u l f o n i c a c i d
4a C 2 0 - 2 2 T o l u e n e 0 . 3 0 0 0 . 6 8 0 0 . 5 7 4 s u l f o n i c a c i d
4b C 2 0 - 2 2 T o l u e n e 0 . 6 0 0 0 . 7 8 9 0 . 5 5 7 s u l f o n i c a c i d
5 d i - N o n y l n a p t h a l e n e 0 . 3 0 0 0 . 5 6 3 0 . 5 4 9 s u l f o n i c a c i d
6 d i - N o n y l n a p t h e l e n e 0 . 6 0 0 0 . 7 1 2 0 . 5 1 1 s u l f o n i c a c i d
7® C24 b e n z e n e 0 . 3 0 0 0 . 3 0 7 0 . 4 7 8 s u l f o n i c a c i d
8® C24 b e n z e n e 0 . 6 0 0 0 . 4 7 9 0 . 4 9 0 s u l f o n i c a c i d
9 M i x t u r e of d i - o c t y l 0 . 6 0 0 0 . 7 5 8 0 . 5 3 0 and d i - n o n y l
b e n z e n e s u l f o n i c a c i d s ®
44

:P 0 562 040 B1
'ABLE X ( C o n t . )
D o s a g e Run C o l l e c t o r ( k g / m e t r i c
t o n ) pe Rec Fe G r a d e
10 M i x t u r e of d i - 0 . 6 0 0 0 . 6 9 8 0 . 5 0 9
o c t y l , d i - n o n y l a n d d i - d e c y l b e n z e n e
s u l f o n i c a c i d s ®
11 d i - D o d e c y l b e n z e n e 0 . 6 0 0 0 . 5 8 8 0 . 4 8 9 s u l f o n i c a c i d
12 d i - D o d e c y l b e n z e n e 0 . 3 0 0 0 . 4 0 1 0 . 5 0 0 s u l f o n i c a c i d
13® O l e i c Ac id 0 . 3 0 0 0 . 4 8 8 0 . 4 7 7
14® O l e i c Ac id 0 . 6 0 0 0 . 3 3 7 0 . 4 3 8
15 d i - D o d e c y l b e n z e n e 0 . 3 0 0 0 . 6 9 4 0 . 5 2 3 s u l f o n i c a c i d
O l e i c A c i d ® 0 . 3 0 0
16 M i x t u r e of d i - o c t y l 0 . 3 0 0 0 . 4 1 7 0 . 5 1 3 and d i - n o n y l
b e n z e n e s u l f o n i c a c i d s ®
17 M i x t u r e of d i - o c t y l 0 . 3 0 0 0 . 7 0 3 0 . 5 4 1 and d i - n o n y l
b e n z e n e s u l f o n i c a c i d s ®
O l e i c A c i d ® 0 . 3 0 0
18® D i - d o d e c y l b e n z e n e 0 . 6 0 0 0 . 5 0 4 0 . 4 8 3 s u l f o n i c a c i d
19 D i - d o d e c y l b e n z e n e 0 . 5 5 0 0 . 6 6 3 0 . 4 8 3 s u l f o n i c a c i d
O l e i c a c i d ® 0 . 0 5 0
45

:P 0 562 040 B1
:ABLE X ( C o n t . )
D o s a g e Run C o l l e c t o r ( k g / m e t r i c
t o n ) Ye Rec Fe G r a d e
20 D i - d o d e c y l b e n z e n e 0 . 5 0 0 0 . 7 2 3 0 . 5 2 6 s u l f o n i c a c i d
O l e i c a c i d ® 0 . 1 0 0
21 D i - d o d e c y l b e n z e n e 0 . 4 5 0 0 . 7 3 5 0 . 5 2 8 s u l f o n i c a c i d
O l e i c a c i d ® 0 . 1 5 0
22 D i - d o d e c y l b e n z e n e 0 . 4 0 0 0 . 6 6 3 0 . 5 1 0 s u l f o n i c a c i d
O l e i c a c i d ® 0 . 2 0 0
23 D i - d o d e c y l b e n z e n e 0 . 3 0 0 0 . 5 8 2 0 . 4 8 7 s u l f o n i c a c i d
O l e i c a c i d ® 0 . 3 0 0
24 D i - d o d e c y l b e n z e n e 0 . 5 3 8 0 . 5 8 5 0 . 4 8 1 s u l f o n i c a c i d
T a l l o i l f a t t y 0 . 0 6 2 a c i d ®
25 D i - d o d e c y l b e n z e n e 0 . 4 7 5 0 . 6 6 8 0 . 5 4 4 s u l f o n i c a c i d
T a l l o i l f a t t y 0 . 1 2 5 a c i d ®
26 D i - d o d e c y l b e n z e n e 0 . 3 0 0 0 . 6 0 2 0 . 5 4 8 s u l f o n i c a c i d
T a l l o i l f a t t y 0 . 3 0 0 a c i d ®
46
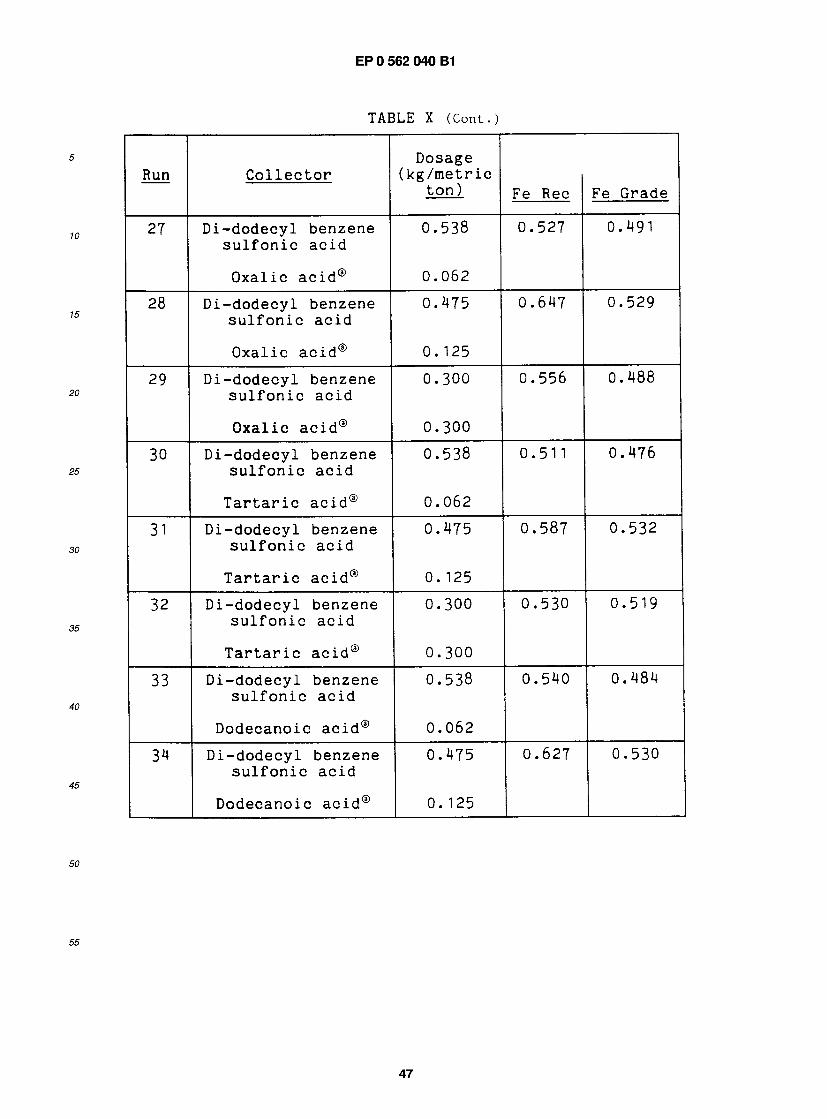
EP 0 562 040 B1
TABLE X ( C o n t . )
D o s a g e Run C o l l e c t o r ( k g / m e t r i c
t o n ) tjp Rpn jTp rc ra r lP
27 D i - d o d e c y l b e n z e n e 0 . 5 3 8 0 . 5 2 7 0 . 4 9 1 s u l f o n i c a c i d
O x a l i c a c i d ® 0 . 0 6 2
28 D i - d o d e c y l b e n z e n e 0 . 4 7 5 0 . 6 4 7 0 . 5 2 9 s u l f o n i c a c i d
O x a l i c a c i d ® 0. 125
29 D i - d o d e c y l b e n z e n e 0 . 3 0 0 0 . 5 5 6 0 . 4 8 8 s u l f o n i c a c i d
O x a l i c a c i d ® 0 . 3 0 0
30 D i - d o d e c y l b e n z e n e 0 . 5 3 8 0 . 5 1 1 0 . 4 7 6 s u l f o n i c a c i d
T a r t a r i c a c i d ® 0 . 0 6 2
31 D i - d o d e c y l b e n z e n e 0 . 4 7 5 0 . 5 8 7 0 . 5 3 2 s u l f o n i c a c i d
T a r t a r i c a c i d ® 0. 125
32 D i - d o d e c y l b e n z e n e 0 . 3 0 0 0 . 5 3 0 0 . 5 1 9 s u l f o n i c a c i d
T a r t a r i c a c i d ® 0 . 3 0 0
33 D i - d o d e c y l b e n z e n e 0 . 5 3 8 0 . 5 4 0 0 . 4 8 4 s u l f o n i c a c i d
D o d e c a n o i c a c i d ® 0 . 0 6 2
34 D i - d o d e c y l b e n z e n e 0 . 4 7 5 0 . 6 2 7 0 . 5 3 0 s u l f o n i c a c i d
D o d e c a n o i c a c i d ® 0 . 1 2 5
47
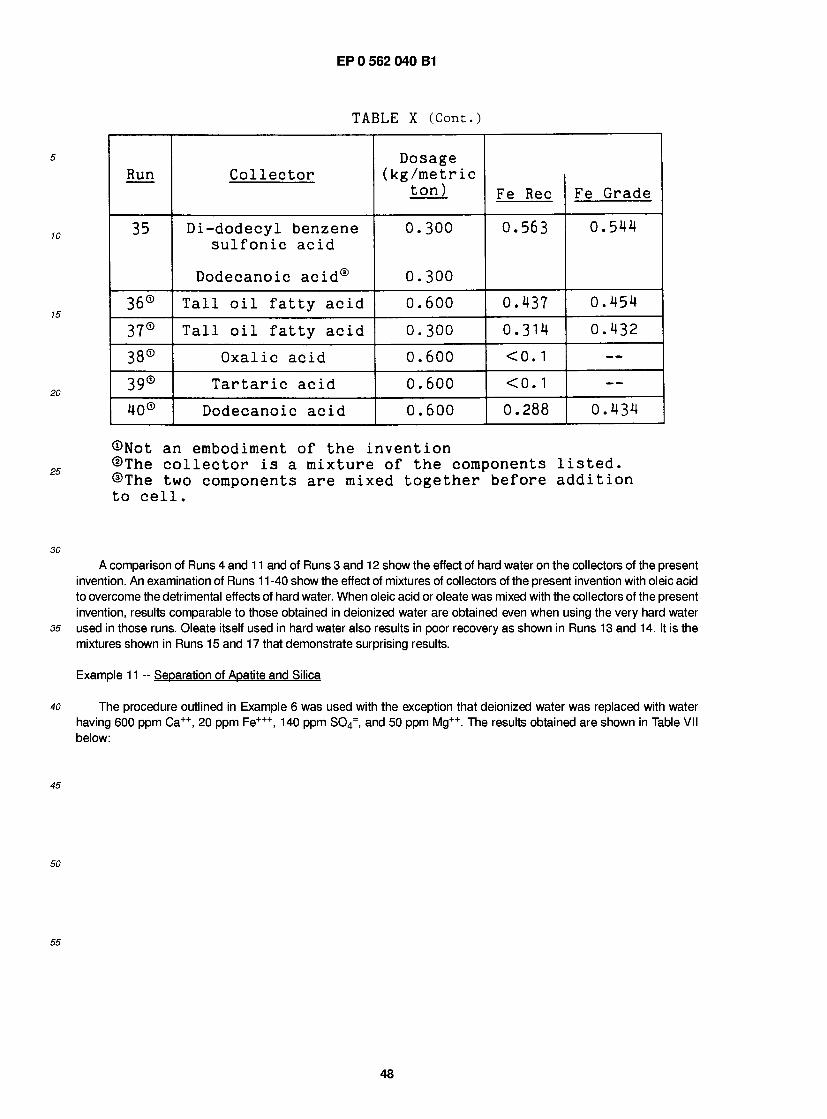
EP 0 562 040 B1
TABLE X ( C o n t . )
D o s a g e Run C o l l e c t o r ( k g / m e t r i c
t o n ) Fp Rpo Fp Rra r i f i
35 D i - d o d e c y l b e n z e n e 0 . 3 0 0 0 . 5 6 3 0 . 5 4 4 s u l f o n i c a c i d
D o d e c a n o i c a c i d ® 0 . 3 0 0
36® T a l l o i l f a t t y a c i d 0 . 6 0 0 0 . 4 3 7 0 . 4 5 4
37® T a l l o i l f a t t y a c i d 0 . 3 0 0 0 . 3 1 4 0 . 4 3 2
38® O x a l i c a c i d 0 . 6 0 0 < 0 . 1
39® T a r t a r i c a c i d 0 . 6 0 0 < 0 . 1
40® D o d e c a n o i c a c i d 0 . 6 0 0 0 . 2 8 8 0 . 4 3 4
©Not an e m b o d i m e n t of t h e i n v e n t i o n ©The c o l l e c t o r i s a m i x t u r e of t h e c o m p o n e n t s l i s t e d . ©The two c o m p o n e n t s a r e m i x e d t o g e t h e r b e f o r e a d d i t i o n to c e l l .
A comparison of Runs 4 and 1 1 and of Runs 3 and 1 2 show the effect of hard water on the collectors of the present invention. An examination of Runs 1 1 -40 show the effect of mixtures of collectors of the present invention with oleic acid to overcome the detrimental effects of hard water. When oleic acid or oleate was mixed with the collectors of the present invention, results comparable to those obtained in deionized water are obtained even when using the very hard water used in those runs. Oleate itself used in hard water also results in poor recovery as shown in Runs 13 and 14. It is the mixtures shown in Runs 1 5 and 1 7 that demonstrate surprising results.
Example 1 1 ~ Separation of Apatite and Silica
The procedure outlined in Example 6 was used with the exception that deionized water was replaced with water having 600 ppm Ca++, 20 ppm Fe+++, 140 ppm S04=, and 50 ppm Mg++. The results obtained are shown in Table VII below:
48

EP 0 562 040 B1
TABLE XI
Run Collector Dosaae (ka/metric ton) Phosphorus Recovery and Grade
Rec Grade 11 Oleic Acid 0.025 0.249 0.141 21 Oleic Acid 0.050 0.350 0.139 31 Oleic Acid 0.075 0.538 0.136 41 Oleic Acid 0.150 0.671 0.134
5 di-Dodecyl benzene sulfonic acid 0.150 0.534 0.139
6 di-Dodecyl benzene sulfonic acid 0.125 0.449 0.141
7 di-Dodecyl benzene sulfonic acid 0.100 0.308 0.142
8 di- Dodecyl benzene sulfonic acid 0.075 0.217 0.144 92 Oleic Acid di-Dodecyl benzene 0.025 0.637 0.135
sulfonic acid 0.125 102 Oleic Acid di-Dodecyl benzene 0.050 0.753 0.133
sulfonic acid 0.100 112 Oleic Acid di-Dodecyl benzene 0.075 0.814 0.132
sulfonic acid 0.075 122 Oleic Acid di-Dodecyl benzene 0.100 0.729 0.130
sulfonic acid 0.050 133 Oleic Acid di-Dodecyl benzene 0.075 0.790 0.133
sulfonic acid 0.075 144 Oleic Acid di-Dodecyl benzene 0.075 0.636 0.136
sulfonic acid 0.075 152 Fatty Acid5 di-Dodecyl benzene 0.075 0.833 0.133
sulfonic acid 0.075 163 Fatty Acid5 di-Dodecyl benzene 0.075 0.805 0.132
sulfonic acid 0.075 174 Fatty Acid5 di-Dodecyl benzene 0.075 0.648 0.135
sulfonic acid 0.075 186 Fatty Acid5 di-Dodecyl benzene 0.075 0.863 0.141
sulfonic acid 0.075 196 Fatty Acid5 di-Dodecyl benzene 0.050 0.885 0.142
sulfonic acid 0.010
Not an embodiment of the invention. 2Two components mixed together before addition to cell. 3First component added to cell, conditioned for one minute followed by second component added to cell con- ditioned for one minute. 4Second component added to cell, conditioned for one minute followed by addition of first component added to cell conditioned for one minute. 5Mixture of oleic, linoleic and linoleic acids. 6Mixture added to grinding step.
49
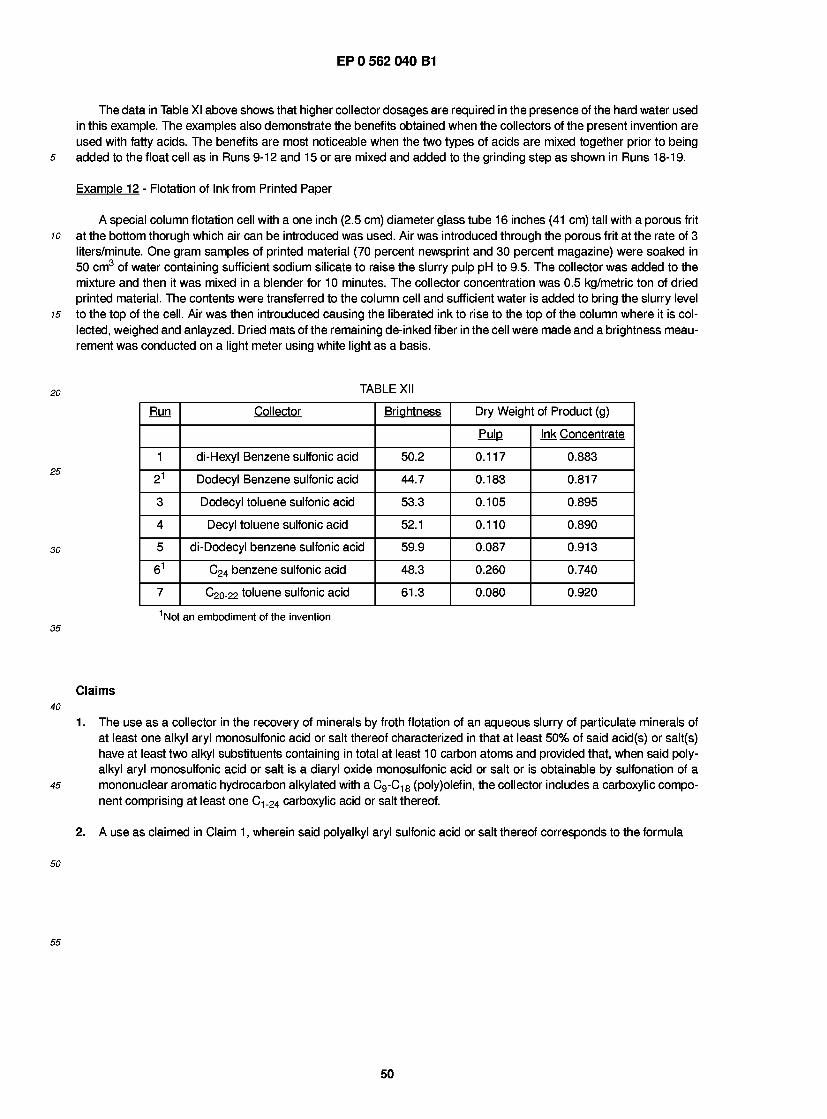
EP 0 562 040 B1
The data in Table XI above shows that higher collector dosages are required in the presence of the hard water used in this example. The examples also demonstrate the benefits obtained when the collectors of the present invention are used with fatty acids. The benefits are most noticeable when the two types of acids are mixed together prior to being added to the float cell as in Runs 9-12 and 15 or are mixed and added to the grinding step as shown in Runs 18-19.
Example 12 - Flotation of Ink from Printed Paper
A special column flotation cell with a one inch (2.5 cm) diameter glass tube 16 inches (41 cm) tall with a porous frit at the bottom thorugh which air can be introduced was used. Air was introduced through the porous frit at the rate of 3 liters/minute. One gram samples of printed material (70 percent newsprint and 30 percent magazine) were soaked in 50 cm3 of water containing sufficient sodium silicate to raise the slurry pulp pH to 9.5. The collector was added to the mixture and then it was mixed in a blender for 10 minutes. The collector concentration was 0.5 kg/metric ton of dried printed material. The contents were transferred to the column cell and sufficient water is added to bring the slurry level to the top of the cell. Air was then introuduced causing the liberated ink to rise to the top of the column where it is col- lected, weighed and anlayzed. Dried mats of the remaining de-inked fiber in the cell were made and a brightness meau- rement was conducted on a light meter using white light as a basis.
TABLE XII
Run Collector Briahtness Dry Weiaht of Product (a)
Pulp Ink Concentrate
1 di-Hexyl Benzene sulfonic acid 50.2 0.117 0.883 21 Dodecyl Benzene sulfonic acid 44.7 0.183 0.817
3 Dodecyl toluene sulfonic acid 53.3 0.105 0.895
4 Decyl toluene sulfonic acid 52.1 0.110 0.890
5 di-Dodecyl benzene sulfonic acid 59.9 0.087 0.913 61 C24 benzene sulfonic acid 48.3 0.260 0.740
7 C20-22 toluene sulfonic acid 61.3 0.080 0.920
Not an embodiment of the invention
Claims
1 . The use as a collector in the recovery of minerals by froth flotation of an aqueous slurry of particulate minerals of at least one alkyl aryl monosulfonic acid or salt thereof characterized in that at least 50% of said acid(s) or salt(s) have at least two alkyl substituents containing in total at least 10 carbon atoms and provided that, when said poly- alkyl aryl monosulfonic acid or salt is a diaryl oxide monosulfonic acid or salt or is obtainable by sulfonation of a mononuclear aromatic hydrocarbon alkylated with a C9-C18 (poly)olefin, the collector includes a carboxylic compo- nent comprising at least one Ci_24 carboxylic acid or salt thereof.
2. A use as claimed in Claim 1 , wherein said polyalkyl aryl sulfonic acid or salt thereof corresponds to the formula
50
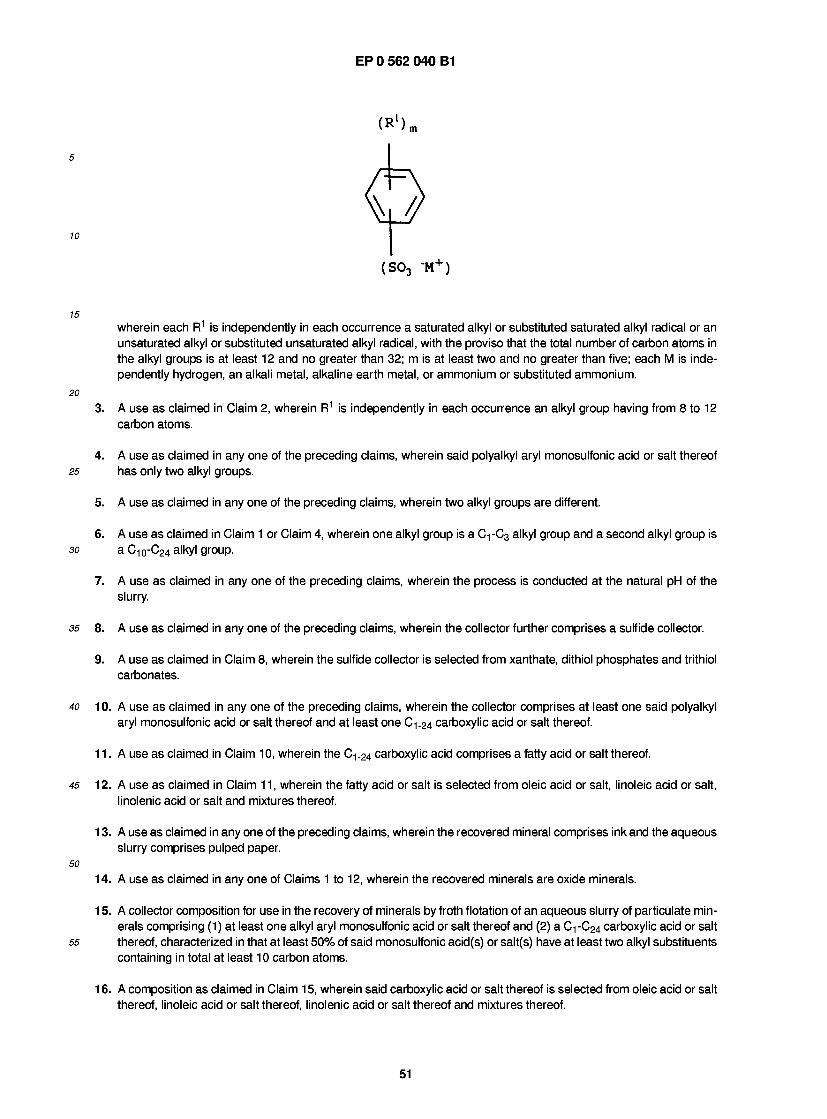
EP 0 562 040 B1
5
10
(S03 -M+)
15 wherein each R1 is independently in each occurrence a saturated alkyl or substituted saturated alkyl radical or an unsaturated alkyl or substituted unsaturated alkyl radical, with the proviso that the total number of carbon atoms in the alkyl groups is at least 12 and no greater than 32; m is at least two and no greater than five; each M is inde- pendently hydrogen, an alkali metal, alkaline earth metal, or ammonium or substituted ammonium.
20 3. A use as claimed in Claim 2, wherein R1 is independently in each occurrence an alkyl group having from 8 to 12
carbon atoms.
4. A use as claimed in any one of the preceding claims, wherein said polyalkyl aryl monosulfonic acid or salt thereof 25 has only two alkyl groups.
5. A use as claimed in any one of the preceding claims, wherein two alkyl groups are different.
6. A use as claimed in Claim 1 or Claim 4, wherein one alkyl group is a C1-C3 alkyl group and a second alkyl group is 30 a Ci0-C24 alkyl group.
7. A use as claimed in any one of the preceding claims, wherein the process is conducted at the natural pH of the slurry.
35 8. A use as claimed in any one of the preceding claims, wherein the collector further comprises a sulfide collector.
9. A use as claimed in Claim 8, wherein the sulfide collector is selected from xanthate, dithiol phosphates and trithiol carbonates.
40 10. A use as claimed in any one of the preceding claims, wherein the collector comprises at least one said polyalkyl aryl monosulfonic acid or salt thereof and at least one Ci_24 carboxylic acid or salt thereof.
11. A use as claimed in Claim 10, wherein the Ci_24 carboxylic acid comprises a fatty acid or salt thereof.
45 12. A use as claimed in Claim 11, wherein the fatty acid or salt is selected from oleic acid or salt, linoleic acid or salt, linolenic acid or salt and mixtures thereof.
1 3. A use as claimed in any one of the preceding claims, wherein the recovered mineral comprises ink and the aqueous slurry comprises pulped paper.
50 14. A use as claimed in any one of Claims 1 to 12, wherein the recovered minerals are oxide minerals.
1 5. A collector composition for use in the recovery of minerals by froth flotation of an aqueous slurry of particulate min- erals comprising (1) at least one alkyl aryl monosulfonic acid or salt thereof and (2) a C1-C24 carboxylic acid or salt
55 thereof, characterized in that at least 50% of said monosulfonic acid(s) or salt(s) have at least two alkyl substituents containing in total at least 10 carbon atoms.
1 6. A composition as claimed in Claim 1 5, wherein said carboxylic acid or salt thereof is selected from oleic acid or salt thereof, linoleic acid or salt thereof, linolenic acid or salt thereof and mixtures thereof.
51

EP 0 562 040 B1
17. A composition as claimed in Claim 15 or Claim 16, wherein the said polyalkyl aryl monosulfonic acid or salt thereof is as defined in any one of Claims 2 to 6.
18. A process for the recovery of minerals by froth flotation wherein an aqueous slurry of particulate minerals is sub- jected to froth flotation using a collector comprising at least one alkyl aryl monosulfonic acid or salt thereof charac- terized in that at least 50% of said acid(s) or salt(s) have at least two alkyl substituents containing in total at least 1 0 carbon atoms and provided that, when
(a) the minerals include micaceous, phosphate or iron minerals or coal, or (b) said polyalkyl aryl monosulfonic acid or salt is a diaryl oxide monosulfonic acid or salt,
the collector includes a carboxylic component comprising at least one Ci_24 carboxylic acid or salt thereof.
19. A process for the recovery of minerals by froth flotation wherein an aqueous slurry of particulate minerals is sub- jected to froth flotation using a collector comprising at least one alkyl aryl monosulfonic acid or salt thereof and a carboxylic component comprising at least one Ci_24 carboxylic acid or salt thereof, characterized in that at least 50% of said acid(s) or salt(s) have at least two alkyl substituents containing in total at least 10 carbon atoms.
20. A process for the recovery of minerals by froth flotation wherein an aqueous slurry of particulate minerals other than coal is subjected to froth flotation using a collector comprising at least one alkyl benzene, naphthalene or biphenyl monosulfonic acid or salt thereof characterized in that at least 50% of said acid(s) or salt(s) have at least two alkyl substituents containing in total at least 10 carbon atoms and provided that:-
(a) when the minerals include micaceous minerals, no additional cationic collector is present,
(b) when the minerals include phosphate minerals no hydrocarbon oil is present, and
(c) when the minerals include iron ores, said polyalkyl aryl sulfonic acid or salt is not obtainable by sulfonation of a mononuclear aromatic hydrocarbon alkylated with a C9-Ci8 (poly)olefin.
21 . A process for the recovery of minerals by froth flotation wherein an aqueous slurry of particulate minerals not con- taining micaceous, phosphate or iron minerals, or coal is subjected to froth flotation using a collector comprising at least one alkyl aryl monosulfonic acid or salt thereof characterized in that at least 50% of said acid(s) or salt(s) have at least two alkyl substituents containing in total at least 10 carbon atoms and provided that, when said polyalkyl aryl monosulfonic acid or salt is a diaryl oxide monosulfonic acid or salt, the collector includes a carboxylic compo- nent comprising at least one Ci_24 carboxylic acid or salt thereof.
22. A process as claimed in any one of Claims 1 8 to 21 , wherein the collector is as defined in any one of Claims 2 to 1 2.
Patentanspriiche
1. Verwendung einer waBrigen Aufschlammung von teilchenformigen Mineralien von mindestens einer Alkylarylmo- nosulfonsaure Oder einem Salz davon als einen Kollektor bei der Gewinnung von Mineralien durch Schaumflotie- ren, dadurch gekennzeichnet, daB mindestens 50 % der Saure(n) oder der (des) Salze(s) mindestens zwei Alkylsubstituenten aufweisen, die gesamt mindestens 10 Kohlenstoffatome beinhalten und mitder MaBgabe, daB, wenn die Polyalkylarylmonosulfonsaure oder das Salz eine Diaryloxidmonosulfonsaure oder ein Salz ist oder erhaltlich ist durch Sulfonierung eines mononuklearen aromatischen Kohlenwasserstoffs, der mit einem C9-Ci8 (Poly)olefin alkyliert ist, der Kollektor eine Carboxylkomponente beinhaltet, umfassend mindestens eine Ci_24 Car- bonsaure oder ein Salz davon.
2. Verwendung gemaB Anspruch 1 , worin die Polyalkylarylsulfonsaure oder das Salz davon der Formel entspricht
52
EP 0 562 040 B1
(S03 T-T)
worin jedes R1 unabhangig jeweils ein gesattigter Alkyl- oder substituierter gesattigter Alkylrest oder ein ungesat- tigter Alkyl- oder substituierter ungesattigter Alkylrest ist, mit der MaBgabe, daB die Gesamtzahl von Kohlenstoff- atomen in den Alkylgruppen mindestens 12 und nicht groBer als 32 ist, m mindestens zwei oder nicht groBer als funf ist, jedes M unabhangig Wasserstoff, ein Alkalimetall, ein Erdalkalimetall oder Ammonium oder ein substituier- tes Ammonium ist.
3. Verwendung nach Anspruch 2, worin R1 unabhangig jeweils eine Alkylgruppe mit von 8 bis 12 Kohlenstoffatomen ist.
4. Verwendung nach einem der vorhergehenden Anspriiche, worin die Polyalkylarylmonosulfonsaure oder das Salz davon nur zwei Alkylgruppen hat.
5. Verwendung nach einem der vorhergehenden Anspriiche, worin zwei Alkylgruppen unterschiedlich sind.
6. Verwendung nach Anspruch 1 oder Anspruch 4, worin eine Alkylgruppe eine Ci -C3 Alkylgruppe ist und eine zweite Alkylgruppe eine C10-C24 Alkylgruppe ist.
7. Verwendung nach einem der vorhergehenden Anspriiche, worin das Verfahren bei natiirlichem pH der Aufschlam- mung durchgefiihrt wird.
8. Verwendung nach einem der vorhergehenden Anspriiche, worin der Kollektor weiterhin einen Sulfidkollektor umfaBt.
9. Verwendung nach Anspruch 8, worin der Sulfidkollektor ausgewahlt wird aus Xanthat, Dithiolphosphaten und Trithiolcarbonaten.
10. Verwendung nach einem der vorhergehenden Anspriiche, worin der Kollektor mindestens die eine Polyalkylaryl- monosulfonsaure oder das Salz davon und mindestens eine Ci_24 Carbonsaure oder ein Salz davon umfaBt.
11. Verwendung nach Anspruch 10, worin die Ci_24 Carbonsaure eine Fettsaure oder ein Salz davon umfaBt.
12. Verwendung nach Anspruch 11, worin die Fettsaure oder das Salz ausgewahlt wird aus Olsaure oder ihrem Salz, Linolsaure oder ihrem Salz, Linolensaure oder ihrem Salz und Gemischen davon.
13. Verwendung nach einem der vorhergehenden Anspriiche, worin das gewonnene Mineral Tinte umfaBt und die waBrige Aufschlammung Zellstoff umfaBt.
14. Verwendung nach einem der Anspriiche 1 bis 12, worin die gewonnenen Mineralien Oxidmineralien sind.
15. Kollektorzusammensetzung zur Verwendung bei der Gewinnung von Mineralien durch Schaumflotieren einer waB- rigen Aufschlammung von teilchenformigen Mineralien, umfassend (1) mindestens eine Alkylarylmonosulfonsaure oder ein Salz davon und (2) eine Ci-C24 Carbonsaure oder ein Salz davon, dadurch gekennzeichnet, daB minde- stens 50 % der Monosulfonsaure(n) oder ihr(e) Salz(e) mindestens zwei Alkylsubstituenten haben, die gesamt
53

EP 0 562 040 B1
mindestens 10 Kohlenstoffatome beinhalten.
1 6. Zusammensetzung nach Anspruch 1 5, worin die Carbonsaure oder ihr Salz ausgewahlt ist aus Olsaure oder einem Salz davon, Linolsaure oder einem Salz davon, Linolensaure oder einem Salz davon und Gemischen davon.
17. Zusammensetzung nach Anspruch 15 oder Anspruch 16, worin die Polyalkylarylmonosulfonsaure oder das Salz davon wie in einem der Anspriiche 2 bis 6 definiert ist.
18. Verfahren zur Gewinnung von Mineralien durch Schaumflotieren, worin eine waBrige Aufschlammung von teilchen- formigen Mineralien einem Schaumflotieren unter Verwendung eines Kollektors unterzogen wird, das mindestens eine Alkylarylmonosulfonsaure oder ein Salz davon umfaBt, dadurch gekennzeichnet, daB mindestens 50 % der Saure(n) oder der (des) Salze(s) mindestens zwei Alkylsubstituenten haben, die gesamt mindestens 10 Kohlen- stoffatome enthalten und mit der MaBgabe, daB, wenn
(a) die Mineralien glimmerartige Phosphate- oder Eisenmineralien oder Kohle oder (b) die Polyalkylarylmonosulfonsaure oder ihr Salz eine Diaryloxidmonosulfonsaure oder ihr Salz ist, der Kol- lektor eine Carboxylkomponente enthalt,
umfassend mindestens eine C1-C24 Carbonsaure oder ein Salz davon.
19. Verfahren zur Gewinnung von Mineralien durch Schaumflotieren, worin eine waBrige Aufschlammung von teilchen- formigen Mineralien einem Schaumflotieren unter Verwendung eines Kollektors unterzogen wird, der mindestens eine Alkylarylmonosulfonsaure oder ein Salz davon und eine Carboxylkomponente umfaBt, die mindestens eine Ci_24 Carbonsaure oder ein Salz davon umfaBt, dadurch gekennzeichnet, daB mindestens 50 % der Saure(n) oder der (des) Salze(s) mindestens zwei Alkylsubstituenten haben, die gesamt mindestens 10 Kohlenstoffatome bein- halten.
20. Verfahren zur Gewinnung von Mineralien durch Schaumflotieren, worin eine waBrige Aufschlammung von teilchen- formigen Mineralien, die von Kohle verschieden sind, einem Schaumflotieren unter Verwendung eines Kollektors unterzogen wird, der mindestens eine Alkylbenzol-, Naphthalin- oder Biphenylmonosulfonsaure oder ein Satz davon umfaBt, dadurch gekennzeichnet, daB mindestens 50 % der Saure(n) oder der (des) Salze(s) mindestens zwei Alkylsubstituenten haben, die gesamt mindestens 10 Kohlenstoffatome beinhalten und mit der MaBgabe, daB:
(a) wenn die Mineralien glimmerartige Mineralien beinhalten, kein zusatzlicher kationischer Kollektor vorhan- den ist, (b) wenn die Mineralien Phosphatmineralien beinhalten, kein Kohlenwasserstoffol vorhanden ist und (c) wenn die Mineralien Eisenerze enthalten, die Polyalkylarylsulfonsaure oder das Satz nicht erhaltlich ist durch Sulfonierung eines mononuklearen aromatischen Kohlenwasserstoffs, der mit einem C9-C18 (Poly)olefin alkyliert ist.
21 . Verfahren zur Gewinnung von Mineralien durch Schaumflotieren, worin eine waBrige Aufschlammung von teilchen- formigen Mineralien, die keine glimmerartigen Phosphat- oder Eisenmineralien oder Kohle enthalten, einem Schaumflotieren unter Verwendung eines Kollektors unterzogen wird, der mindestens eine Alkylarylmonosulfon- saure oder ein Satz davon umfaBt, dadurch gekennzeichnet, daB mindestens 50 % der Saure(n) oder der (des) Salze(s) mindestens zwei Alkylsubstituenten haben, die gesamt mindestens 10 Kohlenstoffatome beinhalten und mit der MaBgabe, daB, wenn die Polyalkylarylmonosulfonsaure oder das Salz eine Diaryloxidmonosulfonsaure oder ihr Satz ist, der Kollektor eine Carboxylkomponente beinhaltet, umfassend mindestens eine Ci_24 Carbon- saure oder ein Satz davon.
22. Verfahren nach einem der Anspriiche 18 bis 21 , worin der Kollektor wie in einem der Anspriiche 2 bis 12 definiert ist.
Revendications
1 . Utilisation en tant que collecteur dans la recuperation de mineraux par f lottation par moussage d'une suspension epaisse aqueuse formee par des mineraux particulaires d'au moins un acide alkylarylmonosulfonique ou sel de ce dernier, caracterisee en ce qu'au moins 50 % dudit ou desdits acides ou sels presentent au moins deux substi- tuants alkyle comportant au total au moins 10 atomes de carbone et pourvu que, quand ledit acide polyalkyl-aryl-
54
EP 0 562 040 B1
monosulfonique ou sel de ce dernier est un acide diaryloxymonosulfonique ou sel de ce dernier, ou peut etre obtenu par sulfonation d'un hydrocarbure aromatique mononucleate alkyle avec une (poly)olefine en C9-Ci8, le collecteur comprend un composant carboxylique comprenant au moins un acide carboxylique en Ci_24 ou son sel de ce dernier.
2. Utilisation conforme a la revendication 1, dans laquelle ledit acide polyalkyl-arylsulfonique ou sel de ce dernier repond a la formule :
(S03 -H+)
dans laquelle chaque R1 represente independamment un radical alkyle sature ou alkyle sature et substitue, ou un radical alkyle insature ou alkyle insature et substitue, sous reserve que le nombre total d'atomes de carbone dans les groupes alkyle soit au moins egal a 12 et ne soit pas superieur a 32 ; m vaut au moins 2 et n'est pas superieur a 5 ; chaque M represente independamment un atome d'hydrogene, un metal alcalin, un metal alcalino-terreux ou un groupe ammonium ou ammonium substitue.
3. Utilisation conforme a la revendication 2, dans laquelle chaque R1 represente independamment un groupe alkyle comportant de 8 a 1 2 atomes de carbone.
4. Utilisation conforme a I'une quelconque des precedentes revendications, dans laquelle ledit acide polyalkyl-aryl- monosulfonique ou sel de ce dernier comporte seulement deux groupes alkyle.
5. Utilisation conforme a I'une quelconque des precedentes revendications, dans laquelle deux groupes alkyle sont differents.
6. Utilisation conforme a la revendication 1 ou 4, dans laquelle un groupe alkyle est un groupe alkyle en C1-C3, et un second groupe alkyle est un groupe alkyle en C10-C24.
7. Utilisation conforme a I'une quelconque des precedentes revendications, dans laquelle on mene le procede a pH naturel de la suspension epaisse.
8. Utilisation conforme a I'une quelconque des precedentes revendications, dans laquelle le collecteur comprend en plus un collecteur de sulfure.
9. Utilisation conforme a la revendication 8, dans laquelle le collecteur de sulfure est choisi parmi les xanthate, dithiol- phosphates et trithiolcarbonates.
10. Utilisation conforme a I'une quelconque des precedentes revendications, dans laquelle le collecteur comprend au moins I'un desdits acides polyalkyl-arylmonosulfoniques ou sels de ces derniers, et au moins un acide carboxylique en Ci_24 ou sel de ce dernier.
11. Utilisation conforme a la revendication 10, dans laquelle I'acide carboxylique en Ci_24 comprend un acide gras ou sel de ce dernier.
12. Utilisation conforme a la revendication 1 1 , dans laquelle I'acide gras ou sel de ce dernier est choisi parmi I'acide oleique ou sel de ce dernier, I'acide linoleique ou sel de ce dernier, I'acide linolenique ou sel de ce dernier, et leurs melanges.
55
EP 0 562 040 B1
13. Utilisation conforme a I'une quelconque des precedentes revendications, dans laquelle le mineral recupere com- prend de I'encre, et la suspension epaisse aqueuse comprend du papier sous forme de pulpe.
14. Utilisation conforme a I'une quelconque des revendications 1 a 12, dans laquelle les mineraux recuperes sont des mineraux de types oxydes.
1 5. Composition de collecteur pour une utilisation dans la recuperation de mineraux par f lottation par moussage d'une suspension epaisse aqueuse de mineraux particulaires comprenant (1) au moins un acide alkylarylmonosulfoni- que ou sel de ce dernier, et (2) un acide carboxylique en Ci_24 ou sel de ce dernier, caracterisee en ce qu'au moins 50 % dudit ou desdits acides monosulfoniques ou sels presentent au moins deux substituants comportant au total au moins 10 atomes de carbone.
16. Composition conforme a la revendication 15, dans laquelle ledit acide carboxylique ou sel de ce dernier est choisi parmi les acide oleique ou sel de ce dernier, acide linoleique ou sel de ce dernier, acide linolenique ou sel de ce dernier, et leurs melanges.
17. Composition conforme a la revendication 15 ou 16, dans laquelle ledit acide polyalkyl-arylmonosulfonique ou sel de ce dernier est tel que defini dans I'une quelconque des revendications 2 a 6.
1 8. Procede pour recuperer des mineraux par f lottation par moussage, dans lequel on soumet une suspension epaisse aqueuse de mineraux particulaires, a une flottation par moussage en utilisant un collecteur comprenant au moins un acide alkylarylmonosulfonique ou sel de ce dernier, caracterise en ce qu'au moins 50 % dudit ou desdits acides ou sels presentent au moins deux substituants alkyle comportant au total au moins 10 atomes de carbone, et pourvu que, quand
(a) les mineraux englobent des mineraux micaces, phosphates ou ferreux, ou du charbon, ou (b) ledit acide polyalkyl-arylmonosulfonique ou sel est un acide diaryloxymonosulfonique ou sel,
le collecteur comprend un composant carboxylique comprenant au moins un acide carboxylique en Ci_24 ou sel de ce dernier.
1 9. Procede pour recuperer des mineraux par flottation par moussage, dans lequel on soumet une suspension epaisse aqueuse de mineraux particulaires, a une flottation par moussage en utilisant un collecteur comprenant au moins un acide alkylarylmonosulfonique ou sel de ce dernier, et un composant carboxylique comprenant au moins un acide carboxylique en Ci_24 ou sel de ce dernier, caracterise en ce qu'au moins 50 % dudit ou desdits acides ou sels presentent au moins deux substituants alkyle comportant au total au moins 10 atomes de carbone.
20. Procede pour recuperer des mineraux par flottation par moussage, dans lequel on soumet une suspension epaisse aqueuse de mineraux particulaires differents du charbon, a une flottation par moussage en utilisant un collecteur comprenant au moins un acide alkylbenzene-, naphtalene- ou biphenyl-monosulfonique ou sel de ce dernier, caracterise en ce qu'au moins 50 % dudit ou desdits acides ou sels presentent au moins deux substituants alkyle comportant au total au moins 10 atomes de carbone, et pourvu que,
(a) quand les mineraux comprennent des mineraux micaces, aucun collecteur cationique supplemental n'est present, (b) quand les mineraux comprennent des mineraux phosphates, aucune huile hydrocarbonee n'est presente, et (c) quand les mineraux comprennent des minerais de fer, on ne peut pas obtenir ledit acide polyalkyl-arylsul- fonique ou sel par sulfonation d'un hydrocarbure aromatique mononucleate alkyle avec une (poly)olefine en Cg-Cis.
21 . Procede pour recuperer des mineraux par flottation par moussage, dans lequel on soumet une suspension epaisse aqueuse de mineraux particulaires ne contenant pas de mineraux micaces, phosphates ou de fer, ou du charbon, a une flottation par moussage en utilisant un collecteur comprenant au moins un acide alkyarylmonosulfonique ou sel de ce dernier, caracterise en ce qu'au moins 50 % dudit ou desdits acides ou sels presentent au moins deux substituants alkyle comportant au total au moins 10 atomes de carbone, et pourvu que, quand ledit acide polyalk- ylarylmonosulfonique ou sel est un acide diaryloxymonosulfonique ou sel, le collecteur comprend un composant carboxylique comprenant au moins un acide carboxylique en Ci_24 ou sel de ce dernier.
56
EP 0 562 040 B1
22. Procede conforme a I'une quelconque des revendications 18 a 21, dans lequel le collecteur esttel quedefini dans I'une quelconque des revendications 2 a 12.
57