
Notes on an Anglo-Saxon burial from West Hanney, Oxfordshire. In Medieval Archaeology 55. 2011
Upload
independentCategory
view
4download
0
Anglo-Saxon Iron and Steelmaking
_________________________
Dennis Riley
©Dennis Riley, 2011
IntroductionIntroductionIntroductionIntroduction
The principle function of this paper is to bring together in one place sufficient information regarding Anglo-Saxon Iron and Steel making – to a degree an overview of the processes involved, it is primarily directed towards archaeologists and reenactors with an interest in this subject. Hitherto, information has represented a restricted view of the field of experimental archaeometallurgy in Iron and Steel production (as it usually covers one topic under investigation) and it is hoped that here the main topics and processes involved will give the reader a fuller understanding of the processes involved without being too indepth. It could be argued that the problem lies within the weighting of the archaeological evidence and has so far being viewed as an archaeological exercise, whereas perhaps a more metallurgical stance would best serve the field. The archaeological viewpoint is to be expected as archaeologists first excavate the site, but I here make the comment that Iron working sites should be treated as a whole entity for investigation as currently the artefacts form these sites are treated seperatly; the furnace wall and slags to the ceramicist, the woodwork to the dendrochronologist, minerals to the geologist etc, so in some respects an overview is lost, however we will not delve too deeply into this in this paper. The topics under discussion here are wide ranging; raw materials, furnace construction, archaeological evidence, the bloomer process and interestingly the work of African Iron producers – the casual observer may find this strange but in some respects the structure of society and the metalworking processes of Africa are not that dissimilar to those of the Anglo-Saxons, this paper is structured from raw material to finished product and the processes involved at each stage and to garner sufficient evidence we are not wholly confined to the Anglo-Saxon period as I have also included parallel finds from Continental Europe, the Roman iron age and later to build up a more complete picture and in that respect represents the technology of the time- of which the Anglo-Saxons played their part. The measure of a societies technology is that which it can consistently produce, in those rare circumstances where fortunate events produce an advanced metal is not an indicator of high technology, on the same basis one would not ascribe low technology to a failure by the same degree, so here I have included an indepth analysis of the Heeten punch (a Germanic find
©Dennis Riley, 2011

of the 2-4th Century) from the view of a metallurgist and try and place it in some sort of period context.
Raw materRaw materRaw materRaw materialsialsialsials
In the context of early Iron and Steel making the raw materials are limited to Iron ore and the Fuel for smelting, Table 1 below lists both fuel and ore;
IRON ORE FUEL
Bog ore Charcoal Iron Stone Siderite limonite
Table 1, Iron ore and Fuel types used in Anglo-Saxon Iron smelting
Iron Ore sourcesIron Ore sourcesIron Ore sourcesIron Ore sources
Sources of iron Ore are never pure, the content of iron oxide within the ore varies dependent upon its source1, generally mixed with clays and sandstones, the ores always require further purification before they can be used in the smelting process, in addition they will contain other elements that are difficult if not impossible to remove by ancient smelting processes, the principle element here being Phosphorous which in ancient Irons has a double effect of either being beneficial or damaging to the material dependent upon its content in the iron, here too this will be discussed later.
Bog OreBog OreBog OreBog Ore
1 See appendix 1 for ore contents
©Dennis Riley, 2011

Bog ore is probably one of the most ancient sources of iron oxide that has been available to man, it is formed by the oxidisation of Iron bearing ground water by microbial action, the principle bacterium involved in this process are; Gallionella, Thorobacillus Ferrooxidans, Leptospirillium Ferrooxidans and leptothrix. These Bacterium as part of their life process oxidise Iron dissolved in
water to produce as a precipitate, insoluble Ferric Oxide (Fe2O3), Iron oxides formed in this way generally have a large phosphorous content2 derived from the life process and evidence of bog ore formation can be seen on the surface of bogs by the oily film the life process produces, known as “Jarnsbrak” or iron slick3, the size of iron deposits produced in this way varies greatly, from “farmed “ bogs –were periodically the bog ore is mined (perhaps once in a generation) the size is small, may be no more than a pea size piece of ore, but on virgin areas- either lakes or bogs the size can be in “pods” up to 50cm thick4 as have been attested to in North Wales. Iron made from Bog ore often contains residual silicates which give the iron a glassy coating which sometimes aids it in rust prevention5.
Iron StoneIron StoneIron StoneIron Stone
Iron stone contains hematite (Fe2O3), the same as found in bog ore and is also known as “Natural Ore”, it is a heavy sand to brown coloured material with a high Iron Oxide content, It is generally mixed with earth and stony matter and found on the surface or in rents and land slips, ironstone deposits are quite well spread out in the united Kingdom so is a usable source of Iron for the Anglo-Saxons.
SideriteSideriteSideriteSiderite
Siderite is a carbonate of iron (FeCO3) and is generally found in association with clay, in this form it is unusable as an ore and requires further processing (outlined later), Experiments carried out by the Wealdon Iron Research Group
2 Gordon 1996 p57
3 http://www.hurstwic.org
4 http://www.geoarch.co.uk/geology – geology of UK iron resources
5 US geological survey, open file report 03-346 (online only)
©Dennis Riley, 2011
shows that siderite ores contain up to 70% siderite and 7-9% silica so is a valuable source of ore once processed.
LimoniteLimoniteLimoniteLimonite
Limonite is a hydrated iron oxide of chemical composition; Fe2O3.H2O or FeO.OH 6, in this form it is usually known as Goethite (a crystalline Oxide) with deposits found in the Forest of Dean and also in the sand-ironstone deposits of Northamptonshire.
Taken together the main sources of iron are Limonites, Carbonates and Heamatites7 taken together with bog ore they have a wide distribution over the united kingdom to such an extent that most people would have had access to iron ores in their geographical area albeit that the source composition may vary from area to area.
Fuel; CharcoalFuel; CharcoalFuel; CharcoalFuel; Charcoal
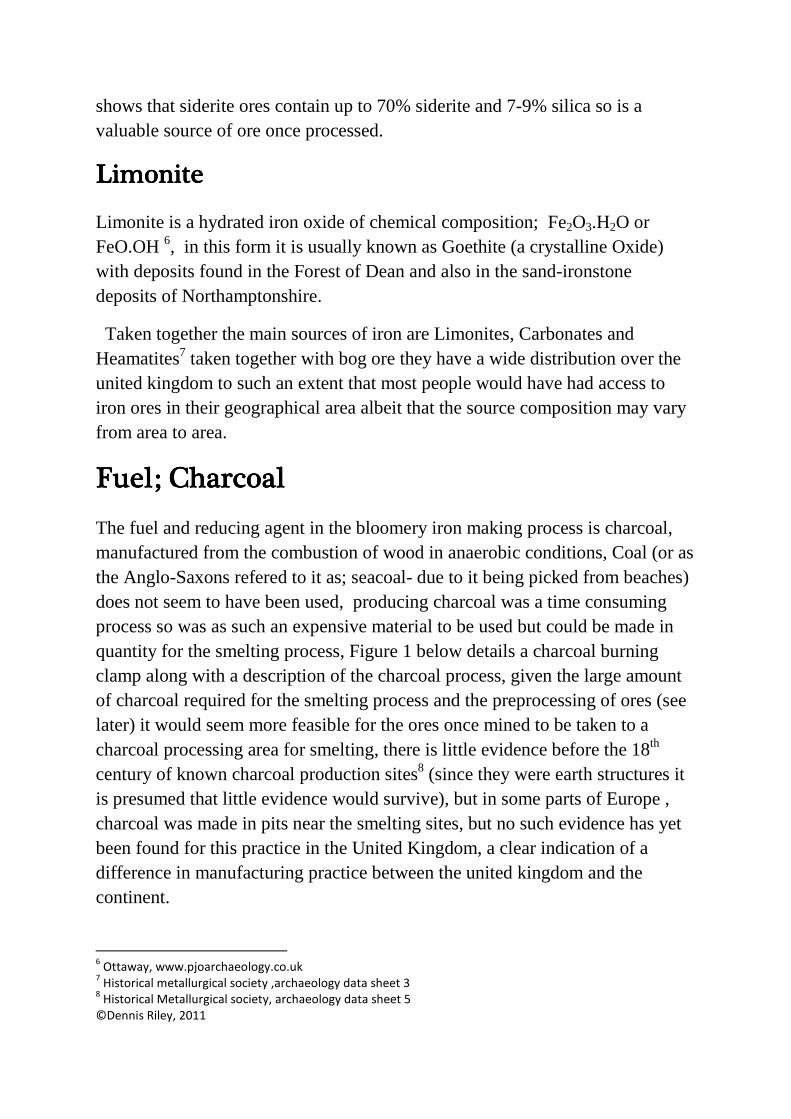
The fuel and reducing agent in the bloomery iron making process is charcoal, manufactured from the combustion of wood in anaerobic conditions, Coal (or as the Anglo-Saxons refered to it as; seacoal- due to it being picked from beaches) does not seem to have been used, producing charcoal was a time consuming process so was as such an expensive material to be used but could be made in quantity for the smelting process, Figure 1 below details a charcoal burning clamp along with a description of the charcoal process, given the large amount of charcoal required for the smelting process and the preprocessing of ores (see later) it would seem more feasible for the ores once mined to be taken to a charcoal processing area for smelting, there is little evidence before the 18th century of known charcoal production sites8 (since they were earth structures it is presumed that little evidence would survive), but in some parts of Europe , charcoal was made in pits near the smelting sites, but no such evidence has yet been found for this practice in the United Kingdom, a clear indication of a difference in manufacturing practice between the united kingdom and the continent.
6 Ottaway, www.pjoarchaeology.co.uk
7 Historical metallurgical society ,archaeology data sheet 3
8 Historical Metallurgical society, archaeology data sheet 5
©Dennis Riley, 2011

Figure 1, a Charcoal Clamp
The production of charcoal is based on heating wood in a reduced oxygen atmosphere, this removes all water and volatile chemicals in the wood leaving a porous carbon residue, Charcoal is prepared in “clamps”, effectively a wood pile covered by soil and turf to prevent the ingress of air, A clamp is prepared by first placing a “motty Peg” in the ground, it is round this that the wood is layered and from which the fire will be lit. Once the motty peg has been placed in the ground, timber sections are laid out radiating from the centre, this will act as air vents to allow air to the fire, above this and built off the motty peg are short sections of split timber set out from the motty peg at an angle of about 80° to the horizontal, these are built out to the edge of the clamp, once done they are covered with a layer of bracken approximately 12” (300mm) thick and then covered with a layer of earth some 12” (300mm) thick and covered with turf. The motty peg is removed and hot embers placed in the hole made by its removal, once the fire has taken hold the hole is turfed over whilst the slow burn takes place, from lighting to finishing the clamp requires 24 hour attention to ensure a good burn. From the initial lighting up to around 15 hours much smoke and steam is produced as the wood dries out, after about 20+ hours the steaming stops, the rate of burn is controlled by blocking and unblocking the air vents with earth, depending upon the size of the clamp burning can take place for up to 30 days, during which time a gradual collapse of the clamp will take place as the wood inside shrinks to become charcoal, during this time the fire may break out of the clamp, in which case more earth must be added at the break in the surface to cut off the air supply. Once the clamp has sufficiently reduced in size the fire is killed by blocking off
©Dennis Riley, 2011
all the air vents, the clamp is then left for 3 to 4 days for the fire to extinguish and the clamp cool down, at this stage the clamp is opened and the contents graded for further working- the charcoal is extracted and unburnt or partially carbonised wood is set Aside for the next clamp firing.
Iron Ore; extraction and Iron Ore; extraction and Iron Ore; extraction and Iron Ore; extraction and processingprocessingprocessingprocessing....
The type of ores used have already been discussed, obtaining them was the difficulty, ores by their very nature are buried and have to be won from the earth, in the case of bog ores this was quite easy, one can feel your way around a bog until you hit upon a piece of nodular ore, a slow process and once a bog has been played out one would have to move further afield, In many places in the United Kingdom iron stones are found at the surface in small pieces, fragmented by frost from rock faces and river cuts, the same can be said for siderite ores, but here they are generally mixed with clays and stones which must be separated.
CleaningCleaningCleaningCleaning
The ores once collected would be cleaned to remove organic matter, small stones and specifically in the case of Siderite ores, any clay, using water the extraneous matter would be removed leaving the ore in its best condition for further working.
RoastingRoastingRoastingRoasting
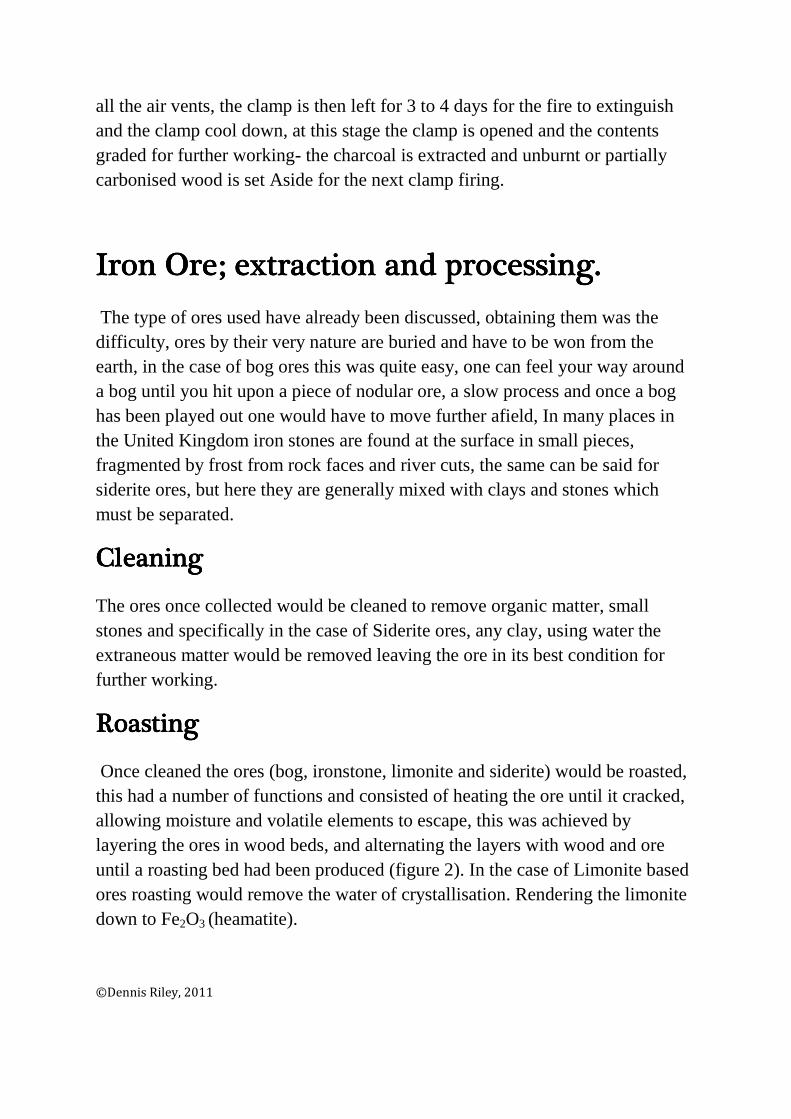
Once cleaned the ores (bog, ironstone, limonite and siderite) would be roasted, this had a number of functions and consisted of heating the ore until it cracked, allowing moisture and volatile elements to escape, this was achieved by layering the ores in wood beds, and alternating the layers with wood and ore until a roasting bed had been produced (figure 2). In the case of Limonite based ores roasting would remove the water of crystallisation. Rendering the limonite down to Fe2O3 (heamatite).
©Dennis Riley, 2011
Figure 2, an Iron ore roasting bed
Once the wood had been lit the ores would heat up and begin to crack and allow the moisture to escape, this had the added bonus of splitting the ore down into smaller pieces as the bloomer process required ores of a specific size. In the case of Siderite ores the roasting caused a chemical reaction which reduced the Iron Carbonate to iron oxide and Carbon Dioxide. By the end of this process the ores would be broken down by hammering into 2” (50mm) diameter pieces ready for the bloomer process.
The economics and structure of ore production is unknown, but given the nature and size of the operation required it would seem plausible that each stage was carried out by a different group of people, one could argue organised on a clan (extended family) or tribal basis, given the complexity and specialist nature of smelting this would have been carried out by a separate “elite” group (albeit small) with charcoal being carried out by those skilled in its production, ore gathering requires little skill except the knowledge to identify the ores and since the ores may have been wide spread would have required some time to gather so it could be argued that ore gathering would have been carried out in that part of the year were field work and farming was at its least busy- unless a specific ore collecting profession existed, in the Early Anglo-Saxon period this seems unlikely.
The PThe PThe PThe Pyrometallurgical extraction of Iyrometallurgical extraction of Iyrometallurgical extraction of Iyrometallurgical extraction of Ironronronron9999
Before we look at the Bloomery process for Iron and Steel manufacture we will first consider the chemistry of the process, this was far beyond the knowledge
9 Davies & Oelmann ,1985
©Dennis Riley, 2011

and understanding of the Anglo-Saxons, their knowledge was based upon trial and observation, so they understood what and when something needed to be done without understanding why, it was a reactive process whereas modern steel making is a proactive process, we understand why and as a result can manipulate the outcome. Iron is extracted from its oxide by a high temperature chemical reaction with carbon and carbon monoxide, both these reactions start at different temperatures and can be split into the indirect and direct reduction process, the atmosphere in the bloomery furnace had to be both carbon and carbon monoxide rich for iron to be formed, the chemical reactions are as follows;-
Indirect Reduction using Carbon Monoxide
This reaction starts at around 300° Centigrade and is a complex series of interlinked reactions;
3Fe2O3 + CO → 2Fe3O4 + CO2
Fe3O4 + CO → 3FeO + CO2
FeO + CO → Fe + CO2
Direct reduction using Carbon
This reaction starts at about 1000° Centigrade and is by the direct reaction of carbon and iron oxide;
FeO + C → Fe + CO
In the gas-solid reactions using carbon monoxide the rates of reaction are governed by the amount of surface area of solid present to the gas.
In the Case of the bloomery process another important reaction is the reduction of phosphorous pentoxide to phosphorous and carbon monoxide, as the phosphorous produced goes directly into the iron formed (the problems this causes will be discussed later);
P2O5 + 5C → 2P + 5CO ©Dennis Riley, 2011
The Bloomery Process for Iron MakingThe Bloomery Process for Iron MakingThe Bloomery Process for Iron MakingThe Bloomery Process for Iron Making
The Bloomery process is the oldest method for manufacturing iron from its ore, it is also the simplest in theory, but the application of anything simple is usually difficult! So the process required skill in its operation , in its simplest form it is a ceramic tube in which iron oxide is heated by charcoal in an air blast, the decomposition of the charcoal in air (by burning) provides the carbon and carbon monoxide required to power the reducing reaction that forms the iron, we will here view the archaeological evidence to produce a furnace design that can be employed in the smelting process, an ever growing body of work is being produced through smelting experiments that add to our knowledge of the Anglo-Saxon smelting operation.
The archaeological evidenceThe archaeological evidenceThe archaeological evidenceThe archaeological evidence
The evidence is not always clear, little evidence often remains of a smelting site, the principle remnants are the slags produced and the foundation area of the bloomer furnace, two practices in furnace design were employed; the slag pit(figure 3) furnace and the slag tap furnace (figure 4). The evidence from Heeten10 in Eastern Netherlands shows a tradition (at least in that area) for the slag pit type of furnace, this site was in use from around 315AD to 340AD, approximately 25 years and yielded some 1000 slag pit furnaces, each representing a (presumed) single smelt11, this suggests around 40 smelts per year over the lifetime of the site, if we exclude periods in the year were smelting would be difficult- (winter) it is plausible that the site was in constant use with smelting being carried out on a weekly basis, excavations of roman furnaces indicate that the slag tap furnace was favoured so here we have a delineation of bloomery technique between the Germanic and the Romanide areas of Europe, it appears in the united kingdom that both types were employed, this is understandable given the roman presence and the transfer of knowledge during the Roman to Anglo-Saxon migration period. In the United Kingdom the basis of the archaeometallurgical investigation of sites is focused on the iron smelting slags and other residues.12
10
Godfrey & Van Nie, 2004 11
In theory! 12
Crew, P.,HMS archaeological data sheet 5. 1995
©Dennis Riley, 2011

Given the great variation in smelting processes and local styles (which no doubt would have developed) we have a wide variation in the type of slags produced (slag is the clay based material in the ore that has reacted with the charcoal and iron during the smelting process), there is no consensus on the terminology for some varieties of slags and interpretation is difficult as these slags have reacted with other materials over the centuries thereby debasing their original form still further, however primary smelting sites do present the following evidence;, large amounts of clay is used in the preparation and construction of the furnace, usually grogged with small stones and slag (from previous smelts) even re used roman tiles have been found, there is some evidence to show that finer grades of clay, mixed with sand or charcoal have been used on the hotter parts of the furnace (which infers some knowledge of the refractory properties of various materials). There has to date been no evidence of any specific tools used in bloomery manufacture, this also extends to the use of bellows, but there is on some sites a degree of evidence to suggest fixing points for bellows (the use of bellows are explained later) nor is there evidence for specifically designed separate tuyeres (the ceramic blow hole for the furnace), separate tuyeres are known in the roman period but this too will be explained later and may be an indication of the type of furnace used.
Evidence from excavations show both slag pit and slag tap furnaces were in use (see figures 3 & 4) and that some furnaces have had multiple firings as shown by repairs to the furnace wall and multiple vitrification of the furnace walls, the principle difference in furnace style is in that slag pit furnaces are used only once (leaving the slag in situ) whereas the slag tap furnace can be used a number of times as will be explained in further detail.
Furnace typesFurnace typesFurnace typesFurnace types
From the archaeological evidence there are two types of furnace that were in operation; the slag tap furnace and the slag pit furnace, of the two, the slag tap is the more sophisticated, in addition to the two types where the furnaces powered by bellows or by natural draft (normally aspirated), furnace design is critical in obtaining the best results from the fuel and it is not unreasonable to assume that both bellows and/or a combination of bellows and draft would have been employed.
©Dennis Riley, 2011
Slag Pit furnacesSlag Pit furnacesSlag Pit furnacesSlag Pit furnaces
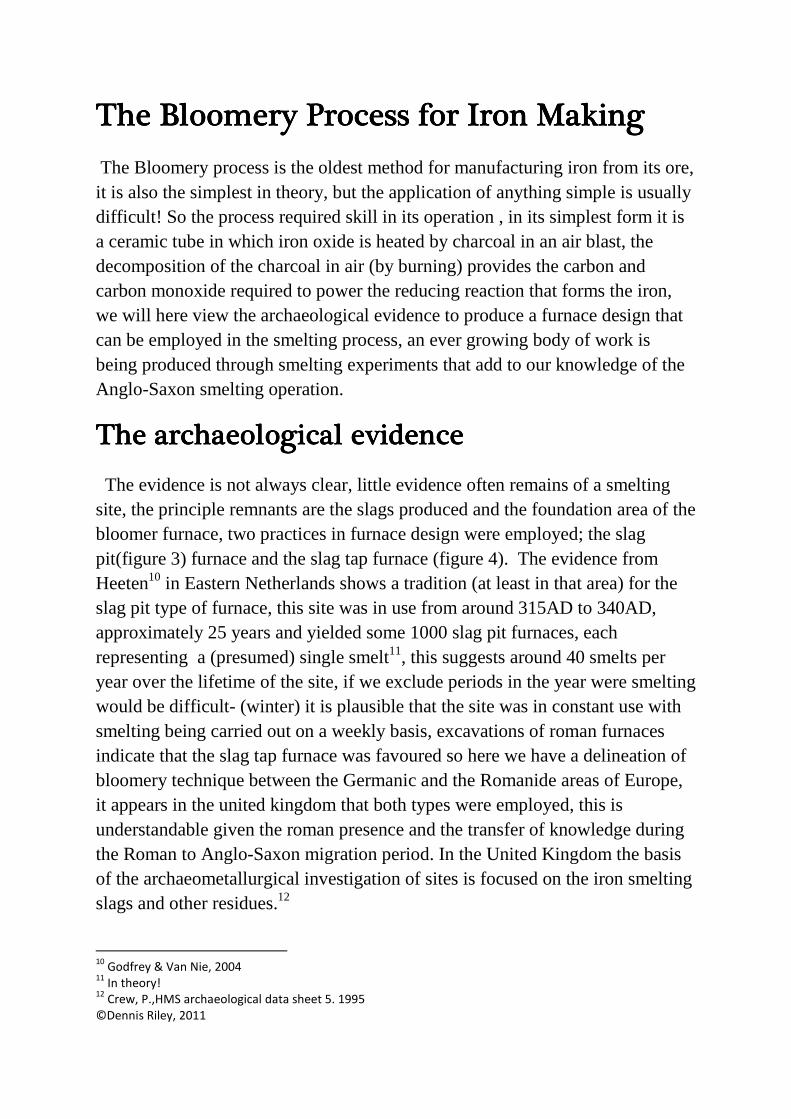
The slag pit furnace (figure 3) is a one piece monolithic structure constructed of clay, straw, stones and old slag, the addition of these materials to the clay are designed to give it strength and structural support during the firing process, bloomer furnaces are generally not large, not being more than 1.5m high or
more than 1.0m wide, the hight of the furnace is proportionate to its diameter so that it forms a tube in which the pyrometallurgical reaction can take place. The basic design (figure 3) shows the internal structure in a 3d cutaway, in the slag pit furnace the slag produced during the process collects in a bowl at the bottom of the furnace, just below the tuyeres. The tuyeres are the tubes through the furnace wall that supply the forced air
Figure 3, the slag pit furnace. required to initiate and maintain the bloomery process, this air is supplied presumably by Bellows (as little evidence of bellows have been found) or by natural draught (in this case the hight of the furnace would have to be higher to create a draw for the air), the number of tuyeres present in an Anglo-Saxon bloomer furnace is unknown, the minimum requirement is for 1 if bellows are used and more if natural draught is used, when in use the furnace produces slag that collects in the pit below the furnace, once the bloom has been formed it has to be removed usually with tongs from the top or by breaking of the furnace wall to aid removal, In the case of the slag it is left in the bottom of the furnace and the furnace abandoned, this type is generally a one shot design as removal of the slag is difficult , resulting in damage to the furnace to such an extent that it is no longer viable, it is entirely feasible that certain portions of the furnace can be reused in the building of a new furnace.
©Dennis Riley, 2011

Slag Tap furnaceSlag Tap furnaceSlag Tap furnaceSlag Tap furnace
The slag tap furnace differs from the slag pit furnace in that the slag can be removed from the furnace at intervals during the smelting process as shown in figure 4 below. In design it is exactly the same as the slag pit furnace except for the slag tapping hole at the bottom of the furnace, to aid in the tapping a groove is hollowed out of the ground in front of the furnace to aid in slag removal, as has been previously stated the use of bellows is presumed (with limited archaeological evidence to back it up) as experimentation leads us in this direction, as a secondary advantage it also allows the use of the slag tap hole to be used to feed extra fuel into the furnace if need be, This furnace type is designed to be Figure 4, Slag Tap Furnace reused as the slag can be easily removed and archaeological evidence13 supports the repairs to furnaces which suggests multiple fireings , during the roman period there is evidence for replaceable tuyeres , however there is little evidence of such practices employed by the Anglo-Saxons, if such evidence came to light it may favour the use of slag tap furnaces as these can be used for multiple smelts with their attendant need for easy repair.
Given the number of experiments that have been undertaken in experimental smelting, the conventional wisdom is that forced air used in the smelting operation was supplied by bellows, generally speaking a normally aspirated furnace would have to be quite tall to create enough draught to power it, with bellows the user has more control of the air blast which is important in controlling the furnace temperature.
13
HMS data sheet 5, Crew, P. 1995
©Dennis Riley, 2011

A Bloomery smeltA Bloomery smeltA Bloomery smeltA Bloomery smelt
I have here created a stylised smelt culled from a number of sources showing a simple smelt, it is not designed to be “indepth” but just a general description of the bloomery smelting process, I have included a list of internet based smelting reports and experiments in appendix 2 for those intent on further reading. It must be noted that the bloomery process is a solid state reaction in which the iron bloom forms by the accretion of iron atoms into a solid material. The service temperature in the smelter is typically 1100 to 1200° Centigrade, the temperature required to cause liquid iron to form is in excess of 1550° Centigrade, by vigorous use of the bellows it is possible for the furnace to cycle up to 1400°C but only for very short periods.
The furnace was prepared some two weeks previous to the smelting operation to allow time for the furnace to dry out and reduce the problems of cracking, it was constructed of local clay mixed with straw (chaff) and partially reinforced with an earth banking on ¾ of its perimeter, only the area at the tap hole and tuyeres were free of banking to allow the users to tap and provide an area for the bellows, the inside of the furnace near the bottom zone (being the hottest) was lined with an extra layer of clay mixed with charcoal. The completed furnace was around 1.5m (4.5ft) High by 0.8m (2ft 8”) diameter with an internal chamber of 40cm (15”). On the day of the smelt the materials were ready for the process.
The bog ore, already roasted and broken down into pieces approximately 10mm diameter and weighing around 40kg in total, along with the charcoal broken down into pieces around 20mm diameter and weighing in excess of 150kg (not all will be needed for the process but spare fuel is always made ready in the event of a problematical smelt).
A fire is first lit in the furnace using wood and once this is dying down around 20kg of charcoal is added to the furnace, at this stage the bellows are used to heat through the charcoal and increase the temperature of the furnace, after about 30 minutes the first charge is added to the furnace comprising of a mixture of equal weights of ore and charcoal- around 5kg of each and the bellows maintain a steady flow of air, with this slag taping furnace we are using two bellows powered by hand, one man per bellows rotating with a fresh man
©Dennis Riley, 2011

every 10 minutes, 6 men are used to power the bellows giving each man a 20 minute rest every half hour. The bellows are critical to creating a good bloom, disrupted air flow will allow the furnace to cool and the process will stall and may never recover. Every 30 minutes a fresh charge is added to the furnace so that over a 2.5 hour period all the charge will be loaded into the furnace, by about the fourth charge slag will be starting to drip down through the furnace and form in a pool in the furnace bottom. The slag is a mixture of iron oxide and clay and other minerals present in the oxide as well as pieces of furnace lining that have also reacted in the intense heat and reducing atmosphere, the slag tap hole is opened and this slag is raked out it is mixed with more charcoal and added to the top of the furnace, as it re heats it will melt and run through the furnace and react with the bloom, this is done once or twice until the resultant slag at the slag tap is quite liquid, we know then that the bloom is in a good condition. A secondary addition is also sometimes made at this stage in that a charge of charcoal and hammer scale (the scale produced from the smithing process) as this sometimes aids in creating a free flowing slag throughout all this process the blast from the bellows gives a constant feed of air to the furnace, once blowing becomes difficult the bellows will be removed from the tuyeres (never both at once) and an iron rod is forced into the tuyeres to create a free passage and the bellows re connected, after about 5 hours of continuous smelting from the original charge the process is brought to an end, the bellows are withdrawn and the furnace allowed to cool for a while so the still hot bloom can be extracted, during the process the bloom usually works its way towards the tuyeres and is sometimes attached to the furnace wall (where it reacts with the clay to make more slag), since a slag tap furnace has been used and will be reused the bloom is extracted with large tongs with as much care as is possible so as not to damage the furnace.
Once removed from the furnace the bloom will undergo a quick consolidation by hammering with wooden mallets to force out any large pieces of still liquid slag, once done it is allowed to cool. The furnace is allowed to cool for a couple of days before it is cleaned out of all smelting debris and then is repaired, any loose pieces of ore and charcoal are recycled and any gromps recovered (gromps are pieces of iron and slag that have broken away from the main bloom – their nature and importance will be explained later).
©Dennis Riley, 2011

The BloomThe BloomThe BloomThe Bloom
Once extracted from the bloomery furnace the bloom is an amorphous spongy mass of iron and slag and still hot, various experiments have given us two processing routes from this point, the bloom is either hot worked to homogenise its structure and force out as much slag as possible, or it is hot worked and then after cooling goes to a further homogenising process whereby the bloom is reheated in a charcoal furnace to remove the slag (it may be hot forged and placed back in the furnace- we do not know). This secondary heating and forging will work out any pieces of charcoal, stones, and slag present and will also homogenise the carbon content of the iron to give it uniformity.
The carbon content of the bloom varies from each smelt and also within the bloom itself, the smelt produces blooms of carbon content varying from pure iron (virtually no carbon) up to a maximum around 0.8% Carbon14. It must also be noted that the bloom is hetrogeneous that is to say that different parts of the bloom have different carbon contents15, usually the higher carbon content is at the surface and the lower one to the centre. Experiments have suggested that the ancient smelter could alter the carbon content of the smelt by increasing the amount of charcoal in the smelt with regards to the ore, this has not been conclusively proven however. Once the bloom has been homogenised and worked down into a billet (a block of iron or steel) it would then be tested, and for this I have put forward reasons and reasoning along with experiments to determine the theoretical Metallurgical knowledge of the Anglo-Saxons, as part of this we will examine the find of an ultrahigh carbon steel punch from Heeten in the Netherlands and the context of its find, it is from the late roman iron age but a Germanic site, so falls within the context of Anglo-Saxon iron and steelmaking techniques.
14
Private correspondence between the author and Hector Cole 15
Refer to appendix 3, bloomery mapping
©Dennis Riley, 2011

GrompsGrompsGrompsGromps
In addition to the formation of the bloom, gromps are also sometimes formed during the bloomery process, these gromps are pieces of Iron that have formed independently of the main bloom, they are generally quite small, perhaps the size of a finger, but due to their small size are easily carburised in the carbon rich atmosphere of the smelter, in increasing their carbon content their melting point is reduced to such an extent that insipient fusion (partial melting) takes place within the gromp producing an iron of very high carbon content, high density and highly magnetic. These gromps are recovered from the smelt for further working along with the bloom.
The Heeten PunchThe Heeten PunchThe Heeten PunchThe Heeten Punch
From the early Germanic site of Heeten in the eastern Netherlands comes an intriguing find; an ultrahigh carbon steel punch, the site was in use from between the 2nd and 5th centuries AD. the work by Godfrey and Van Nie16 in investigating the punch raises some interesting points regarding the carbon steel technology of the era, from the site a number of ferrous based artefacts were investigated- ten in total, eight were rods and nails constructed from phosphoric iron17 containing between 0.1 to 0.8% phosphorous and phosphoric steel with compositions up to 0.8% carbon, the ninth object was a semi finished rod of low carbon content with phosphorous in the range of 0.1 to 0.2% phosphorous with the tenth object being a punch of seemingly high quality phosphorous free steel of an average carbon content of 2.0% carbon. Godfrey and Van Nie cite this punch (which is unique) as being an indicator of a level of steelmaking skill hitherto unknown in the early Germanic period, they state; “A Germanic tradition of technological ability in the selection and manipulation of raw materials and in the forging of iron that was unmatched by the roman smith”, however their assertion is flawed for a number of reasons which will be expanded upon later.
16
Geodfrey and Van Nie, 2004 17
Refer to appendix 4
©Dennis Riley, 2011
The punch from Heeten is not large, being some 6cm long and approximately 1cm square at the head tapering down to a point (broken in antiquity), made from three heavily carburised strips nominally 3mm thick that have been skilfully fire welded together. The microstructure of the head section is one of coarse pearlite containing cementite needles with a grain boundary network of cementite. Etching of the punch shows some segregation of trace elements with the steel containing no phosphorous (which is unusual but not untoward) . The lower portion of the shaft has undergone prolonged heating and hot working as it contains areas of spheroidised carbide that have been deformed by working, the microstructure of the surviving tip shows that it has undergone rapid cooling (a quenching process?).
Given the accepted technology of the day the proposed production route of the punch was from the carburising of the three strips from which it is constructed, using modern carburising methods it would take approximately 50 hours at 925°C to achieve such a high carbon content, this does represent a considerable investment in time and effort to produce just one punch (or rather the steel for one punch), however set against this is the fact that Heeten is a smelting site so if the carburising pack (the strips wrapped in a carbon rich material and packed in clay) was added to the bloomery smelter it could be carburised as a secondary process to the main smelting operation, in this respect it would not represent a great problem to produce, but it would on this basis require at least 10 smelting operations18 before the steel could be used for fire welding.
The Heeten punch is important in that it is a technology indicator, but I believe that godfrey and Van Nie have read too much into it, many factors count against it being a great technological advancement that sets the Early Germanics above the Roman smith, the main arguments are outlined below;
The technical measure of any society is that technology or material it can consistently produce, for consistency implies understanding (albeit not in the modern sense of scientific understanding). The Heeten punch is unique and that is where the problem lies, no other comparative finds have come to light from that period and area, indeed for a number of centuries. Its uniqueness is its problem, the Heeten punch must therefore be viewed as an experiment whose
18
10x5hour smelt =50 hour carburising time
©Dennis Riley, 2011

results where beyond the understanding of the smiths who made it and not as Godfrey and Van Nie suggest a technological advancement previously unknown in the period.
If we look at the Heeten punch in terms of modern steelmaking, the carbon content of 2.0% is unfeasibly high, modern carbon tool steels that are unalloyed rarely exceed 1.0% Carbon with good reason- they are unworkable and produce a tool not capable of sustained use, it is only by the addition of alloying elements (unavailable in the 2nd to the 5th centuries) that ultrahigh carbon steels can have any application, the heat treatments even in a modern context to render these ultrahigh steels fit for purpose are complex and this may be borne out by the fact that the Heeten punch has a broken tip19 , a possible indicator that the smith did not understand the heat treatment of such a complex steel.
The sole function of any tool is to perform a job of work, they are purely functional devices and have always been treated as so, a punch is designed to make holes and for this process must be hard and tough, the Germanic smith would have known that some steels are harder than others (we now know due to its carbon content), but this relationship is not linear, the hardness of a carbon steel reaches a plateau at around 0.7% Carbon content 20 so the carbon content of the Heeten punch (being nearly threefold higher) would not contribute to the hardness of the punch but would reduce its toughness and tensile strength- in effect its ability to take impact. I see no reason to suppose that the early Germanic smiths would not be aware of this, or alternatively it could be viewed that the Heeten punch was an experiment to prove this point.
From the wider aspect one should view the Heeten punch as an experiment in carburising as carburising was known in the early Germanic period, the facilities at the Heeten site provide the long heat treatment times required for achieving deep carburising depths by carburising simultaneously with the bloomery smelting operation, indeed without the smelting facility it may not have been viable for the smith to invest the 50+ hours required to carry out the carburising experiment. Once completed the carburised iron was fashioned into a tool that unfortunately broke and on the basis of current metallurgical knowledge (and I assert also period knowledge) did not function better than a punch of a much lower carbon content, in essence an experiment that failed.
19
Broken in antiquity 20
Davies & Oelmann, 1983
©Dennis Riley, 2011

In summary it can be said that technological achievements are fuelled by the needs of the society that require it, this is as true today as it was in the early Germanic period, iron tools are steeled to increase their performance, knives are made of composite steels and punches are designed to punch metal, but there has always been a need to experiment and I believe the Heeten punch is part of that experimental tradition, it does not represent a hitherto unknown level of technology as it was not acted upon and used , since no more similar tools have been found or no seed change in manufacturing processes noted after Heeten it must be regarded as an experiment that failed (one is an experiment, ten is a product run!). The Heeten punch is however still important as a unique metallurgical artefact but I do not place the level of emphasis upon its importance as do Godfrey and Van Nie.
AngloAngloAngloAnglo----Saxon MetallurgySaxon MetallurgySaxon MetallurgySaxon Metallurgy
The Early Anglo-Saxons possessed metallurgical knowledge sufficient for their needs, this knowledge was based on cause and effect, observation and practice. They were unaware of the chemical nature of what they were producing and had little knowledge of the elements as we know them, they no doubt had theories as to why things happened , but in part this would have been based on folklore. I have therefore put forward a series of experiments (albeit contentious) as to the possible level of Anglo-Saxon metallurgical knowledge based on the physical observations of various irons and steel. In conducting these experiments I am indebted to Hector Cole who kindly supplied me with samples of wrought iron and phosphoric iron for experimentation, I do not have a chemical analysis of these irons but neither did the Anglo-Saxons-so in that respect I follow in their path!. In the testing of the Carbon steels, modern ones have been used as a substitute as smelted ones are currently unavailable to me for experimentation. Since we know from the metallographic analysis of iron finds (In particular knives and swords) we know that the Anglo-Saxons had sufficient knowledge to determine the difference between the following metals; Pure Iron, Phosphoric Iron, Medium Carbon Steel and High carbon steel, consequently the experiments undertaken here are designed to determine how it could be done. Some of the experiments undertaken failed in their objective, but this should not
©Dennis Riley, 2011
Be regarded as a failure, they are in fact experiments that define the limits of Knowledge and what could and could not be achieved. The materials used in the experiments are those that would have been easily available to the Anglo-Saxons.
Experiment 1; CoExperiment 1; CoExperiment 1; CoExperiment 1; Colour testlour testlour testlour test
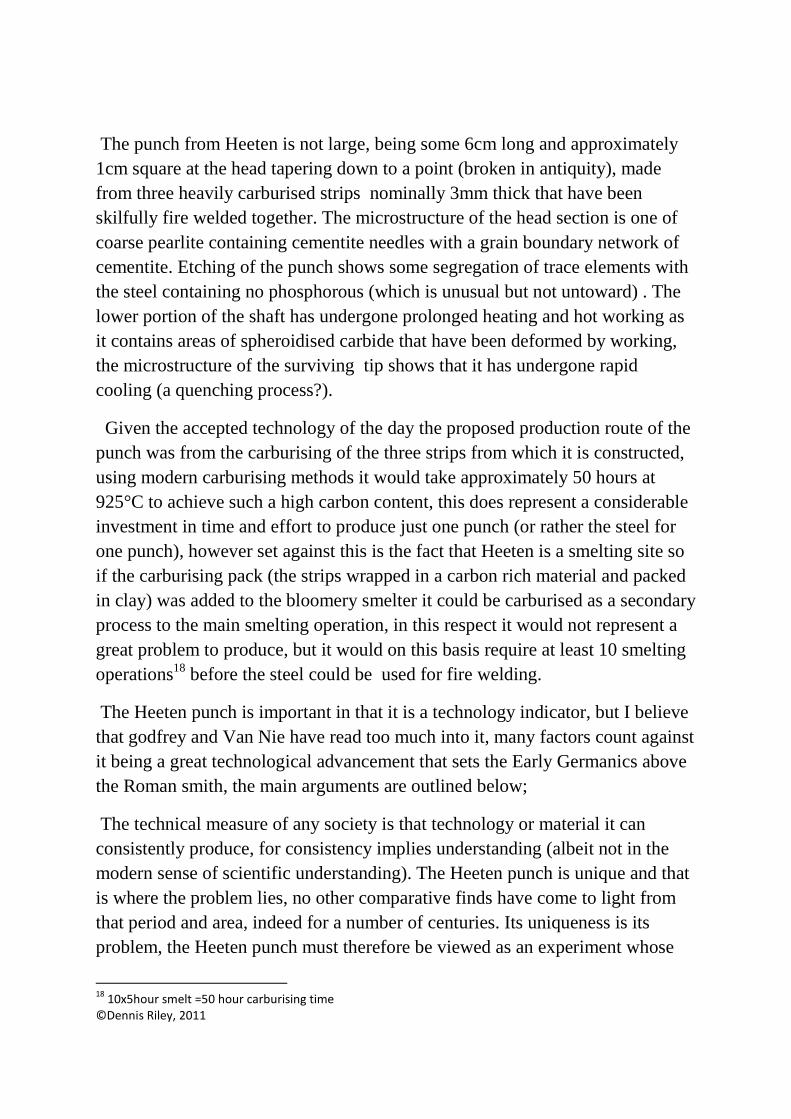
Bars of wrought phosphoric iron and wrought iron produced by the bloomery process were placed side by side, both were in the “as forged” condition and
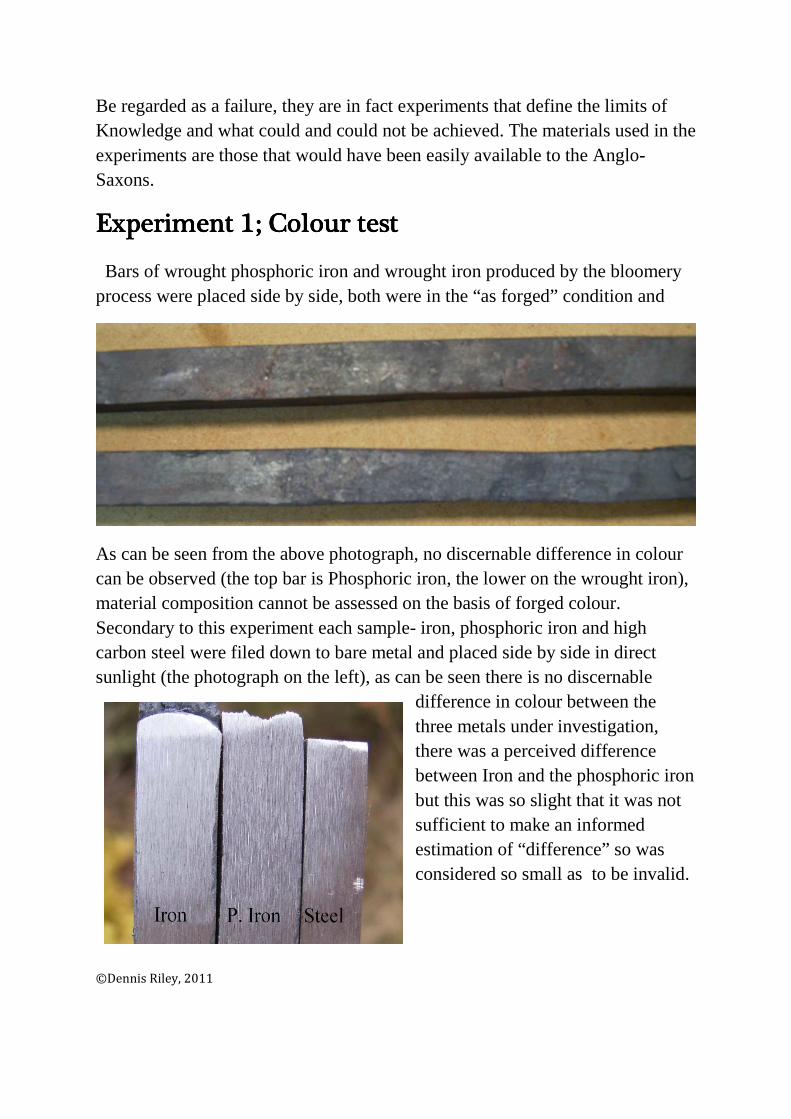
As can be seen from the above photograph, no discernable difference in colour can be observed (the top bar is Phosphoric iron, the lower on the wrought iron), material composition cannot be assessed on the basis of forged colour. Secondary to this experiment each sample- iron, phosphoric iron and high carbon steel were filed down to bare metal and placed side by side in direct sunlight (the photograph on the left), as can be seen there is no discernable
difference in colour between the three metals under investigation, there was a perceived difference between Iron and the phosphoric iron but this was so slight that it was not sufficient to make an informed estimation of “difference” so was considered so small as to be invalid.
©Dennis Riley, 2011

Experiment 2; Spark TestExperiment 2; Spark TestExperiment 2; Spark TestExperiment 2; Spark Test
The spark test was applied to all three samples under investigation, whereby each sample was placed against a grinding wheel and the type of spark produced duly noted, the spark test is quite a common shop floor test still applied in engineering to the extent that spark atlases for various steels are produced as an aid, however set against this the quality and speed of Anglo-Saxon grinding wheels are unknown and they may not have been capable of the speeds required to generate a spark. From the test results the spark atlas of the iron and phosphoric iron were the same so on this basis no difference could be inferred from its use, but on the high carbon steel, more sparks were produced with a spark burst typical of high carbon steel (whereas low carbon and iron produce just a straight spark).
High carbon steel sparks
Iron and Phosphoric iron sparks
If the Anglo-saxons had high speed wheels it is entirely feasable that they could have used the spark test for materials selection.
©Dennis Riley, 2011

Experiment 3;Experiment 3;Experiment 3;Experiment 3; TTTThe file feel testhe file feel testhe file feel testhe file feel test
With the file feel test each sample was filed down to bare metal , there was no discernable difference in “feel” when filing both phosphoric and phosphorous free iron, there was a slight difference on the high carbon steel with it being slightly smoother, difficult qualities to quantify and if used would have required a test block as a control.
Experiment 4; Experiment 4; Experiment 4; Experiment 4; stone marking teststone marking teststone marking teststone marking test
It is common practice in modern india to test the purity of gold on a stone, I have employed the method here , however the results show no difference in the marking of the stone by the three metals under test. It may be possible using a harder stone but until further experiments are undertaken we must
presume that this method was not used to determine metal “quality”
Experiment 5; The Taste testExperiment 5; The Taste testExperiment 5; The Taste testExperiment 5; The Taste test
Wrought iron, wrought Phosphoric iron and steel taste the same (taste has always been one of the oldest methods of testing anything) so this could not have been used to determine the difference between the three.
Experiment 6; TExperiment 6; TExperiment 6; TExperiment 6; The hardening testhe hardening testhe hardening testhe hardening test
The easiest way of determinng carbon content is in hardening a sample, both wrought and phosphoric wrought iron cannot be hardened by quenching as insufficient carbon exists in the iron structure to initiate the hardening reaction,
©Dennis Riley, 2011

however carbon steels can be hardend by quenching, high carbon steels will harden by water quenching but the hardness falls with a decrease in carbon content, medium to lower carbon steels can be hardened by salt quenching so a testing mechanism exists to determine the relative carbon content of a steel sample.
Experiment 7; TExperiment 7; TExperiment 7; TExperiment 7; The forging testhe forging testhe forging testhe forging test
Wrought iron and wrought phosphoric iron are easily hot worked, high carbon steels however are not, experimentation has shown that with practice a skilled blacksmith can feel the difference between high and low carbon steel in the strike force required to achieve deformation, allied to this and in some circumstances you can have carbon burn off from the steel as it decarburises, producing a blue flame round the work piece (this however is a fairly rare occurance), also during forging ,high carbon steels have an acrid smell, again the skilled smith can “smell” the difference between high and low carbon steel under favourable conditions.
Experiment 8; notched impact Experiment 8; notched impact Experiment 8; notched impact Experiment 8; notched impact testtesttesttest
High carbon steel Phosphoric iron Iron
©Dennis Riley, 2011

The notched bar impact test would have been the key indicater of the material condition, as can be seen from the above photograph, the central sample contains phosphorous, as in the fractured sample small silver plates exist within the grey iron structure, this is free iron phosphide at the grain boundaries of the iron and causes cold shortness- where a sharp impact will cause the iron to fracture along its grain boundaries where ithe iron phosphide is weaker than the surrounding iron. The iron sample shows no such defects so would indicate a phosphorous free iron (not that the Anglo-saxons would know it was phosphorous), the steel sample has a much cleaner fracture, but as this sample is a modern steel we cannot read too much into that.
Experiment 9; etching testExperiment 9; etching testExperiment 9; etching testExperiment 9; etching test
Each of the three samples were immersed in vinegar for 24 hours, after removal and drying the samples were inspected , there where no discernable difference in colour between phosphoric, pure iron and high carbon steel therefore etching in vinegar could not have been used as a test for diferentiation of metals.
ConclusionConclusionConclusionConclusion
The function of an experiment is to determine what can be achieved and what can not, from the nine experiments undertaken here we can make the following conclusions on the Anglo-Saxons ability to differentiate between metals;
1, High carbon steel can be determined by its sparking abilities , long sparks with a starburst end, it would also be hardened by water quenching and likely to crack in salt quenching.
2, medium carbon steel can be determined by the spark test, similar to high carbon steel but not as much sparking, it will not harden using water but will harden using salt quenching
3, pure iron can be determined by salt and water quenching, hardening will not happen under any circumstances, the notched bar impact test will show no evidence of “silver plates” indicatin a low or no Phosphorous content, also there will be ductile fracture on bending over the notched sample.
©Dennis Riley, 2011

4, Phosphoric iron can be determined by the notched bar impact test as there will be brittle fracture (the sample breaks and shows little bending on impact-indicating cold shortness) and the fracture surface will contain “silver plates” of grain boundry iron phosphide, the sample cannot be hardened by salt or water quenching.
It would seem likely that there would have been test bars available for comparative tests- effectivly a set of test blocks against which the products of the bloomery furnace could be measured and compaired. There is unfortunatly no data here for high phosphorous steel as no suitable samples were available at the time of preparing this report.
The easiest method of producing phosphorous free iron and steel was “avoidance”, as through experimentation the Anglo-Saxon smith would know which ores from which areas were subject to cold shortness, these irons would generally only be used for low quality items such as nails, hinges and bulk items. It seems clear from the evidence garnered at excavated sites that material selection took place as is shown in the materials chosen for specific jobs of work and that it would be most likely that after the post bloomery forging that the irons and steel would be seperated out for sale, each material commanding a different price or even a premium, as with a modern steel stockholder the blacksmith would purchase to his requirement the cheapest iron or steel that would do the job, then as now one would try to obtain the best material for the least price.
Report Summary Report Summary Report Summary Report Summary
This report has set out to describe the processes involved from the basic raw materials to the finished products of the bloomery process, the likely level of metallurgical knowledge of the Anglo-Saxons has been explored along with various aspects of the bloomery process , we have not explored the economics of the process, the trade aspects of the products produced and the quantity requirements of the Anglo-Saxon period, the work undertaken by Godfrey and Van Nie at Heeten show a complex of smelting furnaces in continuous use suggesting more than just local use, indeed it would suggest the manufacture of iron based metals on an Industrial scale for export not only in the local
©Dennis Riley, 2010

Community but for use further afield suggesting that at this time a healthy trade in iron and the commerce that entails, on the other hand there are finds of many small furnaces in isolation suggesting local production and use, perhaps for just one village, manufacturing iron is not an easy process and requires skill and knowledge, there has been a suggestion21 that small local production was carried out seasonally and at the requirement of the local community, I argue against this, there has always been a need for iron and given the skill required those skilled in iron extraction would likely to have been in continuous work, to this end it is entirely feasable that iron smelting in the countryside was an itinerant profession- in much the same way as rural blacksmiths were in 10th century sweden22 with the smelters going from site to site with the local population supplying both ore and charcoal for the process, only in larger communities or where good supplies of ore were available (Heeten) was the smelter able to have a fixed location. I have not touched upon the aspects of the folklore of smelting, given the pagan nature of society at this time we can sumise that most of the process was shrouded in myth and lore and given the relationship between the smith and his community it seems likely that the smelter was posessed of magic or unearthly powers23 , here Pollington in “waylands world” sets the smith in his social context; The smith is a creator, and his work hedged about with with mystery and tabu. It is interesting to note that the smelter births metal from the furnace and may be viewed (as Pollington points out) as a “midwife”- in some african smelting areas menstruating women are forbidden to be near a smelting furnace in case they contaminate the process and cause it to fail24 were the Anglo-Saxons also of the same opinion?; likely, much folk lore is based on paralell observation (however inacurate it is!).How close were the smelter and the smith? Were they one and the same? Were they viewed as separate professions each with their own lore, it cannot be said with any certanty either way, it may well be a mixture of the two or non at all, population density dictates the needs- in outlying areas with low population the smelter and the smith could have been one and the same, in larger population centres the smiths would represent a separate profession with the iron being a local import.
21
Bloomeries of the Scottish highlands; www.sasaa.co.uk 22
Arwidsson, G. & Berg, G., the mastermyr find 23
Pollington, S. ,Kerr, L. ,Hammond, B. Waylands world 24
Haaland, G., Haaland, R., Dea, D. cast and its symbolism in south western Ethiopia (extract online)
©Dennis Riley, 2011

Appendix 1Appendix 1Appendix 1Appendix 1
Iron contents of various ores25
Name Typical Fe Content Colour Magnetite 65% Oxide Black Haematite 50% Oxide Red Limonite 30-50% Hydrated Oxide Brown Siderite 30% Carbonate Yellowish
Brown
Appendix 2Appendix 2Appendix 2Appendix 2
Internet reports and experiments
This list is by no means exhaustive and much practical observation can be made on youtube (one site listed here)
http://Iron.wlu.edu/anvil.htm
www.geoarch.co.uk/experimental/experimental.htm
www.wealden.org.uk/expt/index.htm
www.whitehallvilla.co.uk/htmlfiles/smelt2001.html
www.bradford.ac.uk/acad/archsci/depart/resgrp/amrg/rievaulx02/rievaulx.htm
www.jernmager.dk/filer/treatise_on_iron_smelting.pdf
www.youtube.com/watch?v=9IBFRy7GTaY
25
Davies & Oelmann 1983
©Dennis Riley,2011

Appendix 3Appendix 3Appendix 3Appendix 3
Bloomery mapping
Most experiments in iron production confine themselves to the production of the bloom and its use in subsiquent working, there has hitherto been little research carried out on the metallurgical condition of the bloom ex furnace, it has been noted from experiments that the bloom has a higher carbon content at the surface than at the core but no real metallurgical investigation has taken place to prove this assumption. The Author here make the case for a proper “mapping” of the carbon content of the bloom, if it can be shown that carbon content is highest at the surface then it is plausable that the bloom could be beaten flat thereby producing a rim of higher carbon steel which could in theory be chiseled off for further working into high carbon steel, however this is purely speculative.
Appendix 4Appendix 4Appendix 4Appendix 4
The effects of Phosphorous on Iron
Phosphorous generally has a detrimental effect upon iron, most iron ores contain phosphorous in varying degrees to produce an iron with a phosphorous content ranging from virtually none to about 1.5%. Without going into the complex metallurgy of the iron-phosphorous interaction it can be said that at low concentrations it has a work hardening effect upon the iron due to an interstitial hardening mechanism, but as the phosphorous content increases an embrittleing effect occurs were excess iron phosphide (Fe3P) forms at the grain boundry causing brittle failiure of the iron (cold shortness).
Appendix 5Appendix 5Appendix 5Appendix 5
An African smelt
I have reproduced here the bare bones of a smelt that took place in Guinea, more specifically in the Fouta Djallon Region and is based on the work carried out by Rolf Jensen .The furnace was constructed in much the same way as those used during the Anglo-saxon period, the inside and outside of the furnace walls
©Dennis Riley, 2011

were constructed from a different type of mud than the core of the walls, the hight of the furnace was approximatly 1.9m high above ground level and 1.2m below ground level, the furnace had five ground level holes for the tuyeres- for which 12 tuyers were used for the smelt. A kindling of wood, straw and cerimonial plants were loaded through the front window and lit and around 200kg of charcoal loaded into the furnace, this furnace is normally aspirated- no bellows were used, after an hour the first of the ore and charcoal mix was added, roughly 50% of each, the entire smelt lasted 40 hours, during this time the tuyeres were kept free of slag by rodding, at the end of the smelt the bloom was removed from the front of the furnace along with a number of bloom fragments. After quenching the bloom was broken up into smaller pieces and refined over a bed of charcoal aerated with bellows before the pieces were forged together into bars.
In a broad aspect the process is no different to that employed by the Anglo-Saxons.
©Dennis Riley, 2011
BibliographyBibliographyBibliographyBibliography
Arwidsson, G. & Berg, G. The mastermyr find;a viking age tool chest from Gotland. 2000
Davies, D.J. & Oelmann, L.A. the structure, properties and heat treatment of metals, London, 1983
Davies, D.J. & Oelmann, L.A. metallurgical process and production technology, London, 1985
Godfrey, E. & Van Nie, M. A Germanic ultrahigh carbon steel punch of the late Roman -Iron age, Journal of archaeological science 31, 1117-1125, 2004
Gordon, R.B.American iron 1607-1900, john hopkins university press, baltimore, MD. 1996
Haaland, G., Haaland, R. & Dea, D. smelting iron-cast and its symbolism in south western ethiopia. Vatuk folklore institute ,1991.
Jenson, R.The culture and technology of african iron production. University of florida press . 1997
Pollington, S., Kerr, L. & Hammond, B. Weyland’s work, Anglo-Saxon art, myth and material culture from the 4th to 7th century, Swaffham, 2010
©Dennis Riley, 2011
Copyright © 2022 FDOKUMEN




















