Anantharamu et al - Historical Metallurgy
13
13 Abstract A large slag heap exists in the vicinity of Ghattihosahalli village in the Chitradurga district in the state of Karnataka in southern India. The heap has been studied by mapping and sampling, followed by the examination and analysis of the ores, slags and the associated fragments of iron and crucible steel found in it to give more information on the in-situ carburisation process of making crucible steel. It is recorded that crucible steel was manufactured in Ghattihosahalli in the last part of the 19th century. The slag heap, and the furnace remains that it covers, are amongst the most substantial remains of the crucible steel process to survive. It is hoped that bringing the remains at Ghattihosahalli to the attention of an international audience will provide support for its preservation as a National Monument. Introduction Iron and steel have been made in India for at least three thousand years, and, very early on, the Indian craftsmen developed the ability to produce molten steel, thereby creating a much superior product. Over much of the ancient world, steel was produced by the solid state carburisation of wrought iron, itself made by the solid state bloomery process. The resulting steel was unsatisfactory for a number of reasons: the actual uptake of carbon was quite low, and was very unevenly distributed in the metal, which, never having been molten, still contained the slag stringers from the original smelting process. The obvious solution was to melt the steel, thereby homogenising the carbon content and allowing the slag particles to float to the surface from which they could be removed. The equally obvious problem was the very high temperatures required; a steel with one per cent of carbon melts at well over 1400 o C. This is appreciably hotter than the temperature required for any other ancient process. Crucible steel has a very long history in the Indian sub- continent: the earliest surviving examples seem to be two swords and an axe from Taxila, now in Pakistan (reported by Hadfield in Marshall 1951, 536-7 and 562-3), and dated to the first centuries AD. Contemporary with this in the Roman world, the Alexandrian alchemist Zosimos (Berthelot 1888, II, V.v 347-8 and V.v 332 n.5-6) gave a detailed account of how the Indians prepared steel by strongly heating wrought iron with organic material in a crucible until it became molten. He went on to state that from this steel marvellous swords were made by the Indians, but traded by Persians. A Sasanian sword of the 6th or 7th century AD has recently been reported in Historical Metallurgy (Lang et al 1998). There were two main processes by which crucible steel was made in Asia. The wrought iron could be carburised and melted in a clay crucible, typically with organic materials such as wood, and sometimes green leaves also. This was sometimes referred to as the Mysore process, although it was not practised exclusively in Mysore, the region now broadly occupied by the State of Karnataka, or even only in India. Alternatively, quantities of low carbon wrought iron and high carbon cast iron could be melted together in a co-fusion process. For details of the many varieties see Bronson (1986), Krishnan (1953) and Craddock (1995; 1998). Latterly, crucible steel was made by both processes at many centres throughout India, Central Asia and the Middle East. Amongst the more important southern India centres for the manufacture were Hyderabad, Mysore and Salem (Bronson 1986). The steel was often known as wootz, the name being derived from the Kannada word ukku meaning steel. Francis Buchanan in his A journey from Madras through the countries of Mysore, Canara and Malabar (Buchanan 1807, 361-2), based on travels made in southern India between 1800 and 1802, described crucible steel production in Devarayanadurga and at Chinnarayandurga, in the Chitradurga district, and other places in the then Mysore state. Ghattihosahalli was not mentioned by Buchanan and it is very likely that it was not producing steel at that time. At the end of the 19th century however, the geologist, Sambasiva Iyer (Sambasiva Iyer 1898-9, 102-110; 1900- 1901, 240-246), gave clear descriptions both of iron- making at Chikbyalikere, and of the production of crucible Crucible steel of Ghattihosahalli, Chitradurga District, Karnataka, southern India T R Anantharamu, P T Craddock, K Nagesh Rao, the late S R N Murthy and M L Wayman
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Anantharamu et al - Historical Metallurgy

13
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
Abstract
A large slag heap exists in the vicinity of Ghattihosahallivillage in the Chitradurga district in the state of Karnatakain southern India. The heap has been studied by mappingand sampling, followed by the examination and analysisof the ores, slags and the associated fragments of iron andcrucible steel found in it to give more information on thein-situ carburisation process of making crucible steel. Itis recorded that crucible steel was manufactured inGhattihosahalli in the last part of the 19th century. Theslag heap, and the furnace remains that it covers, areamongst the most substantial remains of the crucible steelprocess to survive. It is hoped that bringing the remains atGhattihosahalli to the attention of an international audiencewill provide support for its preservation as a NationalMonument.
Introduction
Iron and steel have been made in India for at least threethousand years, and, very early on, the Indian craftsmendeveloped the ability to produce molten steel, therebycreating a much superior product. Over much of theancient world, steel was produced by the solid statecarburisation of wrought iron, itself made by the solid statebloomery process. The resulting steel was unsatisfactoryfor a number of reasons: the actual uptake of carbon wasquite low, and was very unevenly distributed in the metal,which, never having been molten, still contained the slagstringers from the original smelting process.
The obvious solution was to melt the steel, therebyhomogenising the carbon content and allowing the slagparticles to float to the surface from which they could beremoved. The equally obvious problem was the very hightemperatures required; a steel with one per cent of carbonmelts at well over 1400oC. This is appreciably hotter thanthe temperature required for any other ancient process.
Crucible steel has a very long history in the Indian sub-continent: the earliest surviving examples seem to be twoswords and an axe from Taxila, now in Pakistan (reported
by Hadfield in Marshall 1951, 536-7 and 562-3), and datedto the first centuries AD. Contemporary with this in theRoman world, the Alexandrian alchemist Zosimos(Berthelot 1888, II, V.v 347-8 and V.v 332 n.5-6) gave adetailed account of how the Indians prepared steel bystrongly heating wrought iron with organic material in acrucible until it became molten. He went on to state thatfrom this steel marvellous swords were made by theIndians, but traded by Persians. A Sasanian sword of the6th or 7th century AD has recently been reported inHistorical Metallurgy (Lang et al 1998).
There were two main processes by which crucible steelwas made in Asia. The wrought iron could be carburisedand melted in a clay crucible, typically with organicmaterials such as wood, and sometimes green leaves also.This was sometimes referred to as the Mysore process,although it was not practised exclusively in Mysore, theregion now broadly occupied by the State of Karnataka,or even only in India. Alternatively, quantities of lowcarbon wrought iron and high carbon cast iron could bemelted together in a co-fusion process. For details of themany varieties see Bronson (1986), Krishnan (1953) andCraddock (1995; 1998).
Latterly, crucible steel was made by both processes atmany centres throughout India, Central Asia and theMiddle East. Amongst the more important southern Indiacentres for the manufacture were Hyderabad, Mysore andSalem (Bronson 1986). The steel was often known aswootz, the name being derived from the Kannada wordukku meaning steel. Francis Buchanan in his A journeyfrom Madras through the countries of Mysore, Canara andMalabar (Buchanan 1807, 361-2), based on travels madein southern India between 1800 and 1802, describedcrucible steel production in Devarayanadurga and atChinnarayandurga, in the Chitradurga district, and otherplaces in the then Mysore state. Ghattihosahalli was notmentioned by Buchanan and it is very likely that it wasnot producing steel at that time.
At the end of the 19th century however, the geologist,Sambasiva Iyer (Sambasiva Iyer 1898-9, 102-110; 1900-1901, 240-246), gave clear descriptions both of iron-making at Chikbyalikere, and of the production of crucible
Crucible steel of Ghattihosahalli, Chitradurga District,Karnataka, southern IndiaT R Anantharamu, P T Craddock, K Nagesh Rao, the late S R N Murthy and
M L Wayman

14
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
steel by the Mysore, or in situ carburisation process, aspractised in the village of Ghattihosahalli, Holalkere taluk,Chitradurga district, Karnataka. He reported that thecrucible steel was used to meet the local demands for steelto manufacture chisels and other implements. The steelwas sold in the form of ‘buttons’ to local smiths, who inturn converted them into implements. It was remarked thatthe farmers preferred tools made of the locally-producedcrucible steel to those of imported steel, indicating thesuperior quality of the local metal, although the formerwere a little costlier even then. It is mentioned that localiron and steel were easier to work into any kind ofimplements they needed and that very often old, worn outimplements were converted by the smiths into usefulforms. It is significant that these steels were not used inweapon making. Perhaps these small steel cakes mightalso have been sold to the artisans of Channapatna fordrawing into the wires for musical instruments asBuchanan (1807) had noted almost a century earlier. Aninclusion-free steel is necessary for drawing musical wires.
Sambasiva Iyer’s descriptions were very brief, althoughthey did include analyses of the ores used and of thewrought iron feedstock (Tables 1 & 2 respectively). Hisdescriptions, coupled with the survival of the slag heap atGattihosahalli encouraged research by Rao et al (1971).Even so, much remained unknown about the process, inparticular the nature of the refractories and how theywithstood the high temperatures; and the nature of theproduct, the crucible steel. Visits to Ghattihosahalli, madeseparately by PTC and TRA, produced more material,including slags and refractories as well as samples of theiron feedstock and of the steel.
Research already published by Freestone and Tite (1986)on samples from the heaps at Ghattihosahalli establishedthe nature of the refractories, and the results of aninvestigation of the iron and steel are presented below.
In this paper information from a variety of sources, bothhistorical and scientific, is brought together to form, for thefirst time, a coherent technical history of the in situcarburisation process of Mysore from ore to finished product,as exemplified by Ghattihosahalli. This also serves todemonstrate the continuing importance of the remains therefor our understanding and appreciation of the process.
Geology of the area and mining of the ore
A map of Ghattihosahalli and the surrounding region(Fig 1) shows the iron ore bands which form part of theVanivilas formation of the Chitradurga schist belt. In thevicinity of Kudure-Kanive, these bands have beenexploited by the local people for their iron ores formanufacturing of wrought iron and steel in Chikbyalikere,Dodbyalikere, Dodkittadahalli, Bukkashagara-Tekalvattiand other places. The numerous open cast mines for ironore described by Sambasiva Iyer are on these iron orebands. Table 1, reproduced here from Sambasiva Iyer,shows the composition of three samples of iron ore fromthe quarries of Dodkittadahalli.
The mines at Bukkashagara comprise a series of quarriesin the ironstone bands which outcrop on the hills aboutthree to four kilometres east of the town. Sambasiva Iyerstates that pickaxe and shovel were the only tools usedfor mining, and that the ore was sorted up in the quarriesand brought down to the furnaces on the backs of buffaloor donkeys. The hill with the mined outcrops is knownas Gaaj-Kal Betta, literally ‘colouring stone hill’, and ore,which is mainly hematite, is still quarried on a very minorscale for pigments, for the red colour wash applied to thewalls of houses in the vicinity. As well as quarries thereare a few galleries (Fig 2), but these only penetrate for afew metres and are now the haunt of bears and other wildanimals.
Iron smelting
The iron feedstock for crucible steelmaking was smeltedat a number of centres near the ironstone mines, and the
Composition (Wt%)
Reg No. 2821 2821C 2821A
Fe2O
377.470 88.218 85.272
MnO 3.539 nil 2.472
SiO2 3.129 1.164 2.360
Combinedwater
10.970 10.045 10.530
Moisture 0.485 1.055 0.425
Table 1 Chemical analysis of three samples of hematite from aquarry 3km west of Dodkittadahalli, (from Sambasiva Iyer 1898-9 who also only reported traces of sulphur and phosphorus).
Element Content (Wt%)
Fe 95.144
Total C 0.184
Si 0.749
Mn 0.449
S 0.016
P 0.071
Table 2 Chemical analysis of a sample of wrought iron fromDodkittadahalli, Registered No 115, (from Sambasiva Iyer 1898-9).

15
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
Figure 1: Geological map of part of Chitradurga schist belt showing distribution of iron ore bands and ancient iron smelting centres(inset showing area of Figure 1 on map of southern India).

16
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
slag heaps still survive at centres such as Chikbyalikere(Fig 3) and Bukkashagara. The large number of hearthbottoms at both sites shows that wrought iron wasproduced from the blooms, and Sambasiva Iyer states thatthe iron produced was worked into domestic andagricultural implements. Some part of the production wassent away as blooms to be worked at other smithinghearths and it seems from the iron feedstock recoveredfrom Ghattihosahalli that iron intended for the cruciblesteel production centres was also supplied directly asblooms (see below). Sambasiva Iyer (1898-9, 105-7)described the smelting operations at Chikbyalikere asfollows:
‘Fuel used for smelting the ore is the ordinary woodcharcoal prepared locally by charring the selected kindsof green wood, stacked in the shallow pits or on thesurface of the ground, in which latter case, the stack iswell protected by a cover of green leaves so as toprevent combustion and complete oxidation. Bamboocharcoal is preferred for the smith’s furnaces.The smelting furnace is of a primitive type. Its shapeand dimensions are observed to be pretty uniform inthe several villages, the variations, if any, beingcomparatively slight.1 It is made up of three differentparts of distinct shapes - conical, cylindrical and funnel-shaped. The first or conical is an earthen pot of theshape of a short truncated cone with its larger andbottom section resting on the top of the second - avertical hollow cylinder of the same section; while onthe upper and smaller section of the cone rests the third- a funnel-shaped earthen pot - to receive the ore andfuel. The conical part is so built on the cylindricalbelow, that its surface in front is vertical. There are twoopenings in the wall of the cylindrical part, one in frontand the other on a side. Through the front opening passthe two pipe ends of the two pairs of bellows whichpump in blasts of air, while the side opening serves to
run out the slag, to rake up the fire in the furnace andto remove the metal bloom through.The temperature of the furnace is raised and kept upby blasts of air from two large pairs of bellows workedby two men. The bellows are made of buffalo hide.Charges of fuel and ore are introduced into the furnaceseveral times during smelting. Smelting commenceswith six basketsful of charcoal and a half a basketfulof ore being introduced into the furnace. Thetemperature of the furnace is gradually raised duringthe first hour after which interval a second instalmentof three basketsful of charcoal and one of ore is charged.This is repeated after another hour. In the fourthinstalment, the quantity of the ore is only half a basketful,the quantity of fuel being the same as before. After a shortinterval, the furnace is charged with three morebasketsful of charcoal and a high temperature is keptup for nearly an hour. The smelting is now complete.The total quantity of fuel used is 18 basketsful,weighing about 162lbs, while that of the ore being onlythree basketsful, weighing about 150lbs.The time for one charge is about four hours. There aretwo such charges per day. The bloom of iron is takenout through the side hole which is now fully opened. Aportion of the slag on it is removed by fast repeatedblows of hammers worked by men in rapid succession.While still red-hot, the bloom is split up into two parts,one of which is usually larger than the other.Finally, some more of the slag still adhering to the splitsis removed by similar hammer blows. The bloom is nowfit for a smith’s forge. It is there worked into bars andimplements.’
The surviving heaps at both Bukkashagara and atChikbyalikere contain large numbers of tuyeres, eitherstraight cylindrical pipes or larger conical tuyeres that wereset in large collars. From the extensive slagging on thelatter it would appear that these belong to the smelting
Figure 2: Large shallow gallery at the iron mines on Gaaj-KalBetta, just east of Bukkashagara.
Figure 3: A slag heap at Chikbyalikere, formed of ash, slag,hearth bottoms, tuyeres and other refractory fragments.

17
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
operations, and the former fed air to the smithing hearths.Sambasiva Iyer (1898-9) noted that although large depositsof iron of good quality existed, the methods would haveto change if the operations were to remain viable. Hefurther noted that:
‘There is now a very large amount of waste heat duringsmelting. The size of the furnace is too small besides.The smelters are quite ignorant of the use of fluxes andof the preparation of cast iron. The smelting isintermittent, the furnace-fire being put out every dayand after every smelting in some cases.’
At Bukkashagara iron smelting stopped at about the timeof the First World War, directly as a consequence of theopening of the Visveswayara Iron Company in Mysore,which the local smelters knew would take away theirmarkets. To preserve their memory, and to go out in style,the smiths used the last iron smelted in the town to forgea giant bow and arrow, weighing several hundredkilogrammes, for the local temple, where it is stillpreserved, and is paraded through the town at festivals.
The slag heap at Ghattihosahalli
Slag heaps have been reported in the literature from manylocations in the Karnataka state, mostly associated withthe smelting of iron. The heaps in the village ofGhattihosahalli (N 13° 59' : E 76° 17') in the Holalkeretaluk, Chitradurga district are very different, containing thedebris of crucible steel production. The main heap (Figs4 and 5) is located immediately north of the village,extending for a length of 250m E-W and up to 40m N-S
with a height varying from 3m to 6m. The heap ischaracterised by the presence of innumerable slag piecesalong with partially and completely preserved cruciblesand fragments of furnace wall and tuyeres. The totalvolume of the heap amounts to a little more than 15000cubic metres. The slag heap has been in existence for overa century in this place. The description of iron smeltingrecorded by Francis Buchanan in his diary dated May 3rd1801 gives the details of iron smelting for wrought ironat Chikbyalikere (Fig 3), but he does not mention themanufacture of steel at Ghattihosahalli. The first recordis apparently that of Sambasiva Iyer in his report for thefield seasons of the years 1896-1899. This would suggestthat the steel manufacturing in Ghattihosahalli wasprobably started after Buchanan’s visit to the district,sometime in the 19th century, when the village Hosahalli
Figure 4: Plan of main slag heap at Ghattihosahalli.
Figure 5: The main heap (Fig 4) at Ghattihosahalli.

18
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
The crucibles
The crucibles are concentrated in the top of the mound,where they occur in association with powdery ash and slagpieces, otherwise there is no preferential concentration ofthe materials within the mound. In the course of study ofthe slag heap, a number of crucibles has been recoveredfrom the heap. The crucibles were conical, but hadslumped during the process to such an extent that severalnow have oval-shaped mouths, with a maximum width ofthe opening measuring from 30 to 60mm diameter. Themaximum internal depth of the crucibles is about 150mm,with wall thicknesses ranging from 10 to 15mm (Fig 6).The ceramic of the crucibles is of an ordinary ferruginousclay, heavily tempered with rice husk and straw. Buchananstated that the temper was charred prior to mixing withthe clay and that the crucibles were not fired before use.The crucible examined by Rao et al, which had apparentlybeen baked, also contained charred rice husk and straw.2
During the subsequent steelmaking process the remainingcharred organics formed carbon monoxide gas, which atthe very high temperatures attained during the processreduced much of the iron oxide in the clay to metallic ironthereby making the ceramic much more refractory (Freestoneand Tite 1986). Furthermore, the resulting voids made theceramic much better able to absorb thermal stress.
The slags
The slag pieces are of irregular shape and varyingdimension. They are well preserved, since chemically theyrepresent iron silicate showing a high degree of resistanceto weathering and acid reaction. There are two types ofslag present, a dense black homogeneous slag whichappears to be from iron smelting, and a much more glassygreen slag, which has a much lower iron content thanusually encountered in smelting or smithing slags(Table 3). The latter is found on a number of other siteswhere crucible steel was made in the past, such asKonasamudram, Nizimabad District, Andrah Pradesh(Lowe et al 1991), and similar black and glassy green slagswere also found at the recently excavated site at Merv, inTurkmenistan, dating to the early Islamic period (Merkelet al 1995). The green slag probably results from thevitrification of the furnace linings etc during the intenseheat of the process. Two samples of glassy green slagscollected from the slag heap of Ghattihosahalli wereanalysed. Their composition of major and trace elementsis given in Table 3. It can be seen that the slag samplescontain silica and considerable amounts of iron oxide(although considerably less than in standard bloomeryiron-smelting slags), alumina, lime, magnesia and potash.Soda and titania and manganese oxides are present insmaller quantities, and there are traces of copper, zinc,nickel, cobalt, zirconium, antimony, arsenic, chromiumand vanadium.
GH-1 GH-2
Oxide (wt%)
SiO2 58.15 58.83
Al2O3 14.21 14.60
Fe2O3 6.95 7.16
MgO 2.36 2.60
CaO 11.50 11.59 Na
2O 1.09 0.99
K2O 4.50 4.70
TiO2 0.79 0.75
MnO 0.18 0.17
Trace element (ppm)
Cu 200 150 Pb <10 <10
Zn <300 <300
Ni 70 70
Co 30 50
Mo <10 <10
Sn <10 <10 W <10 <10
Zr 300 300
As <1 <1
B <20 <20
Cr 200 200
V 100 100
Ba - - Sr - -
Ga 15 15
Be <5 <5
Y 50 50
La <30 <30
Nb <30 <30
Note: Chemical analysis of the major oxides was carried out by theChemical Division, AMSE wing, Geological Survey of India usingan AA-30, Atomic Absorption Spectrophotometer, made by VarianTectron. Minor and trace analyses were also made at the AMSELaboratory, using semi-quantitative spectrochemistry, using aJarrell-Ash spectrograph.
Table 3 Chemical analysis of two samples of light colouredglassy slag from the Ghattihosahalli slag mound.
acquired the epithet ‘Ghatti’ (ingot). Sambasiva Iyer’sreport (1900-01) specifically states that steel was not madein any other village in the Chitaldroog District, showingthat by the late 19th century production was confined tojust the one centre, although he did note that steel wasreported to have been made in some villages in theadjacent Shimoga district, which he had not visited.

19
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
The iron and steel
For this study a piece of an iron bloom feedstock, collectedby PTC at Ghattihosahalli in 1987, together with a pieceof wrought iron and an ingot of steel, collected fromGhattihosahalli by TRA, were examined metall-ographically and chemically analysed.
The metallographic examination of the sample of the ironfeedstock showed that it is of iron with a very low carboncontent (Figs 7 and 8). It is made up of metallic regionsinterspersed with extensive porosity, which are relativelyequiaxed showing that the iron has not been mechanicallyworked, that is forged, since it was smelted. Thus, this isa piece of an iron bloom that has not been consolidatedby bloom smithing. Many of the porous regions are filledwith, or have at least a surface layer, of iron oxide, andall the external surfaces are covered with layered ironoxide. It seems likely that the oxides result from post-depositional corrosion on the slag heaps penetrating theinterior along the pore network (Fig 7). The metallicregions are of ferrite with small amounts of carbide on thegrain boundaries and some minor quantities of pearlite
(Fig 8). The overall carbon content is estimatedmetallographically to be no more than 0.1%.
However, the chemical analysis (Table 4) on a bulk sampleof the bloom fragment showed the carbon content to bemuch higher, together with appreciable silicon andmanganese contents. It must be appreciated that thissample of bloomery iron contained material from thefurnace, including some slag and charcoal, which hasinevitably contributed to the overall composition. It seemslikely that the true carbon content of the iron is much moreaccurately represented by the metallographic structure,although the possibility of local regions of higher carboncontent just below the polished surface cannot be excludedin this very heterogenous material.
Figure 6: Sectioned crucible with sealed lid and section ingotplaced inside from unknown steel making site. The crucible andingot were the property of Dr K N P Rao and we are gratefulto him for permission to photograph them).
Figure 7: Unetched microstructure showing metallic regions(white), porosity, (black) and oxide (grey). Note oxide along anetwork presumably corresponding to grain boundaries. Opticalmicrograph, unetched x 45.
Table 4 Analyses of the fragment of bloomery iron fromGhattihosahalli, collected by PTC, and of the crucible steelcollected by TRA.
ElementComposition (wt%)
Bloomery iron Steel
C 0.48 0.69
Si 1.30 <0.1
Mn 0.60 <0.01
S 0.025 <0.01
P 0.045 0.005
Note: Samples were analysed at the University of Alberta,Edmonton, by the Leco method, in which the sample is melted ina vacuum and then oxidized. The resulting gas volumes of carbondioxide and sulphur dioxide are measured, and the P, Mn and Siare determined by wet chemistry.

20
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
Thus it seems that freshly smelted blooms of iron werebrought to Ghattihosahalli where clearly the first stage wasto forge the pieces of iron bloom into billets small enoughto go into the crucibles (Fig 9).
Table 5 shows the composition of the wrought ironcollected by TRA, which is considerably purer, no doubtreflecting the expulsion of most of the slag during the
forging of the bloom.
A sample from the edge of the piece of steel, having theappearance of an ingot, collected by TRA, was examinedin Edmonton (Figs 10-13) and another sample from theinterior was examined at Bangalore. The examinationproved extremely interesting as the carburisation had onlypenetrated the outer regions, thereby lowering the meltingpoint, resulting locally in molten steel, whereas the interiorwas still solid wrought iron with only its original carboncontent. The bulk chemical composition correspondedwith wrought iron, but was slightly higher in carbon.
The metallographic structure of the section from the centrewas found to be of ferrite grains with streaks of pearlite.Here the piece had not been molten but retained its originalwrought structure, consistent with the carburisation nothaving penetrated to the centre of the billet. The probablereason for this was that the temperature had not been heldat the elevated conditions necessary, for a sufficient lengthof time to ensure the conversion to steel of the whole billet,or possibly that insufficient carbonaceous material wasavailable.
The microstructure of the sample from the edge is veryheterogenous, but basically falls into three zones, gradingfrom high carbon at the surface down to much lowercarbon in the interior of the billet edge. The zone whichlies along the outer surface of the sample in the sectionexamined, has an obvious as-cast structure, as evidencedby the content and shape of the porosity (Fig 10). It is ahigh carbon steel with a carbon content approaching theeutectoid composition (0.7 - 0.8% C). Where it is slightlyhypoeutectoid, the proeutectoid ferrite is present along theprior austenite grain boundaries and as Widmanstattenplates within prior austenite grains (Fig 11). Porosity ispresent, at both macroscopic and microscopic levels.
Figure 8: Ferrite grains, porosity and oxide. Minor amounts ofpearlite on ferrite grain boundaries. Optical micrograph, 2%nital etch, x 60.
Figure 9: Selection of billets and steel ingots collected by Dr KN P Rao. The small roughly prismatic-shaped billet beneath theothers has been hammered from the bloomery iron and is readyto go into the crucible for conversion. The roughly conical ingotin the centre is of crucible steel, note the honeycomb structurecommented on by Sambasiva Iyer. The two sectioned ingots ateither end are of billets where the conversion of the wrought ironto steel has only been complete at the edges, very similar to thepiece reported in this paper.
Element Composition (wt%)
C 0.157
Si 0.056
Mn 0.256
S 0.015
P 0.0019
Cr <0.03
Ni <0.03
Mo <0.01
Table 5 Chemical analysis by the Geological and MetallurgicalLaboratory, Bangalore, of the specimen of wrought iron fromGhattihosahalli, collected by TRA. Sample analysed by vacuumemission spectography, using a Spectrovac instrument.

21
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
The chemical analysis of a bulk sample taken from theingot is given in Table 4. This shows the metal to be ofconsiderable purity compared to both the bloom andwrought iron, as one would expect. The carbon contentis overall rather low but it must be appreciated that thepiece was very heterogeneous, having been only partiallycarburised and melted, and the sample may very well havecontained some unreacted wrought iron, and therefore beless pure.
It is important to note that there was nothing intrinsicallywrong with the iron itself, such as a high phosphoruscontent which could have inhibited the absorption ofcarbon, but the smiths did not know this and the piece wasrejected at this stage, presumably to err on the side ofcaution.
There are no indications of decarburisation at the poresurfaces or at the outer surface of the sample. This isconsistent with carburisation of the billet from the surfacein the crucible. Slag particles are associated with themicroporosity, and in fact some of the micropores may beholes which at one time were filled with slag which wasplucked out during the sample preparation.
Further into the billet, in the second zone, there is atransition region between the high carbon near-eutectoidsteel and medium carbon steel (Fig 12). Further in again,in the third, innermost zone, the carbon content declinesstill further to about 0.15-0.2%, which is likely to be thecarbon content of the original feedstock bloomery iron (cfTable 2), and this region has clearly not been much, if atall, affected by the process (Fig 13).
Figure 10: Eutectoid region, dark regions are microscopicporosity. Optical micrograph, 2% nital etch x 75.
Figure 11: Near-eutectoid region showing fine pearlite withproeutectoid ferrite along the prior austentite grain boundariesand as fine Widmanstatten plates in the pearlite. Opticalmicrograph, 2% nital etch x 365.
Figure 12: Transition region between high carbon eutectoidsteel and medium carbon steel. Porosity mainly on austenitegrain boundaries. Optical micrograph, 2% nital etch x 45.
Figure 13: Low carbon area (estimated 0.15-0.2% C). Opticalmicrograph, 2% nital etch x 90.

22
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
The process of manufacturing crucible steel
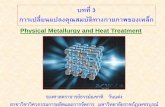
The process3 is succinctly described by Sambavisa Iyer(1898-99) as follows:
‘Steel is prepared out of the local wrought iron.Ghattihosahalli in the Holakere Taluk is the only placein the Chitaldroog District where it is prepared.Wrought iron required for this conversion into steel, isbeing supplied by the iron smelter in the village ofDodkittadhalli, Hiriyur Taluk.The process of conversion appears simple. 50 to 55 bitsof wrought iron from three to four inches in length areintroduced into an equal number of specially preparedclay crucibles with a few bits of wood-thangadichakkeyin each and the mouth of the crucibles closed by clay.These crucibles are then laid in the form of a semi-conical heap into an ordinary smith’s furnace workedby bellows for about five hours (Figure 15). They arethen cooled suddenly by water. Short dark-grey andhoneycombed bits of the shape of a truncated coneindicate steel of the first quality whereas the bits of theshape and appearance of the bits of iron put in, indicatethe worst type (Figure 9).Daily produce is valued at about Rs. 12, the workingexpenses amounting to about Rs. 8. The weight of thedaily produce of steel is about 45 lbs. on the average.The people do not work for more than two months inthe year owing to want of demand for the metal.A sample of steel from the village of Ghattihosahalli,yielded the following results on analysis:-
Iron 98.314 per centTotal carbon 0.963 do.Silicon 0.127 do.Manganese 0.097 do.Sulphur 0.020 do.Phosphorus 0.007 do.
Much of the steel produced is consumed locally. Sharpcutting tools are made out of it and in some cases edgedwith it only. A part of the steel is sent to Hyderabad(Deccan).’
The process is described in the succeeding report(Sambasiva Iyer 1900-01), in almost exactly the samewords, but does add the following information:
‘The average weight of each bit of steel is about 13oz.The price of a bit of steel depends upon its quality, theaverage price being three and three quarter annas. Inspite of its price being higher than that of ordinaryimported steel, it is in demand not only locally but alsoin the Nizam’s Dominions.’
This report also notes that only two furnaces were inoperation, again for just two months.
Thus during the process the solid iron would have beencarburised by the wood chips, and also possibly by theorganics of the refractory, as suggested by Rao et al(1971), although it is doubtful whether sufficient organicmatter would remain in the crucible to contributesignificantly to the carburisation of the iron.4 As thecarbon content of the iron increased so its melting pointdecreased until, if successful, the newly made steel meltedresulting in the dark-grey ingot, with some porosity on theupper surface (the honeycomb structure) and having theshape of the bottom of the crucible in which it was melted(Figs 6 and 9). The still-hot crucibles were then removedfrom the furnace with long iron tongs (Fig 14). If thecarburisation was insufficient then the iron did not melt
Figure 14: Tongs used to remove the crucibles from the furnacewhilst still hot, held here by Sri Arlekere Thimmappa,photographed at Ghattihosahalli in 1987.

23
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
and the bar retained its original shape (Fig 9).
Sambasiva Iyer’s comment that the process took place inan ‘ordinary smith’s furnace’ is, if accurate, somewhatsurprising as the furnaces described by Buchanan (Fig 15)at the beginning of the 19th century were very differentand some preliminary and unpublished excavations in themound at Ghattihosahalli, have revealed furnaces verysimilar to those recorded by Buchanan.5
Conclusions
It is seen from the above study that the areas round aboutGhattihosahalli were centres of iron and steelmakingbecause of natural resources of low phosphorus iron ore.The finds made there suggest that iron was brought in asblooms, which were then forged on site to the small billetsof appropriate size to fit the crucibles, prior to in situcarburisation. Clearly the process was not alwayssuccessful, and as Sambasiva Iyer notes billets of iron thathad not melted were rejected. The example examined herehad only carburised on the surface. There was nothinginimical in the structure or composition of the wroughtiron; possibly the conditions in the crucible were eithernot hot enough or there was insufficient reductant.
Steel-making was taking place at Ghattihosahalli duringthe 19th century at the very end of a process stretchingback for at least two thousand years in India. The cruciblesfound on the heap are comparable to those dated in SriLanka to the latter part of the first millennium AD, fromthe site located east of the Knuckles Mountains to the northeast of the Central Highlands (Juleff 1997), and suggest a
Figure 15: Simplified reconstruction of crucible steel furnace,based on the furnaces at Chinnarayanundurga, observed byBuchanan. The operators of the two large ox-hide bellows onthe left are screened from the hearth, which consists of a pit fedwith a single tuyere and a tunnel for removing ash. Such a tunnelwas observed during recent unpublished excavations atGhattihosahalli (Rao pers comm 1994).
long continuity for the process before its final extinctionin the face of competition from the steelmaking processesof the modern world. The exact date when operations atGhattihosahalli ceased is not known, but it is not likely tohave survived the end of iron smelting at Bukkashagaraaround the time of the First World War, some 15 years afterSambasiva’s reports. The quality of the steel producedremained good until the very end, but the process couldnot compete either on scale of production or on price.
The quantities produced were not insignificant. SambasivaIyer implies that production was much reduced at the timeof his visits, with only two furnaces working for just twomonths a year. Yet on his production figures of 45lb a daythis still amounts to about 2500lb, approximately half aton, per annum. This represents a lot of blades or chisels!Ghattihosahalli is important as the only example of the insitu carburisation process where the material remains havebeen scientifically studied. Yet much remains to be done.As yet there is little firm evidence on the nature of thefurnaces. The reports of Buchanan and of Sambasiva Iyerare contradictory (see above), but unpublished excavationsin the heap suggest the presence of furnaces similar tothose described by Buchanan. Clearly there is a need fora programme of research, including controlled excavation.
The preservation of the site together with the realisationof its potential both as a research resource and as a heritagecentre deserve to be seriously discussed. Parallels couldbe drawn with the Japanese tatara steelmaking. This wasalso a highly sophisticated traditional process thatproduced a very distinctive product. It also becamemoribund in the early 20th century in the face ofcompetition from steel made by more modern processes.However it was revived specifically to provide the specialquality steel needed for the traditional samurai swords, andthe whole steelmaking process is part of a major heritageindustry in its own right (Craddock 1998). Such a courseof action could be contemplated for the traditional Mysoresteel industry. The wootz steel is certainly well known,distinctive and was also used to make prestigious swordsand other blades. Ghattihosahalli itself is in a very remote,and for India, a sparsely populated region, but the mainmuseums and production facilities need not necessarily belocated in the original centres; they certainly are not inJapan, and in fact some degree of isolation could bedesirable to limit erosion and damage to the sites and theirenvironments.
As a first stage, steps should be taken to ensure the survivalof the mound by legislation to make it a NationalMonument. It is indeed a monument, not just to thetechnical achievements of India, but to the history ofmetallurgy generally.

24
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
Acknowledgements
The authors have greatly benefited from discussionswith Dr K N P Rao, and we are deeply saddened byhis recent death. We also acknowledge the HistoricalMetallurgy referee’s helpful suggestions. Dr K N P Raoand the Chitradurga Copper Company arranged forPTC to visit Ghattihosahalli in 1987, and Mrs AlmitraPatel arranged the visits to Bukkashagara and other ironsmelting centres in the Chitradurga schist belt in 1994.TRA, KN and SRN are grateful to Dr P P Naidu andhis colleagues at the Chemical Laboratory, AMSEWing, of the Geological Survey of India, Bangalore forextending analytical support and to Sri J S M Acharfor his skilled drawings. Brenda Craddock is thankedfor providing the inset map on Figure 1. Figure 15 wasredrawn by Lori Grove from Buchanan 1807, I, Plate XVI,and taken from Bronson 1986, and is reproduced here bycourtesy of the author and The Field Museum, Chicago.The Director General, Geological Survey of India, isalso thanked by TRA for his encouragement and forpermission to publish this paper.
Notes
1. The dimensions given in feet and inches in a footnote, are asfollows: ‘Conical part: height 2' 0", bottom diameter 3' 0", topdiameter 1' 6", Cylindrical: height 2' 3", diameter 3' 0". Funnelshaped: height 1' 3", bottom diameter 1' 6", top diameter 1' 6",top diameter 2' 3".These dimensions and numerous other details connected withthe construction and working of the smelting furnace are theprivate property of a few old men called Vàdgàs. These mentransmit to their posterity all these details by word of mouth. Anumber of thin sticks of different lengths and names constitutesall the information thus transmitted about the dimensions of theseveral parts of the smelting furnace.’
2. Rao et al (1971) examined both used crucibles and an unusedbut apparently fired crucible from Ghattihosahalli. This stillcontained appreciable amounts of organic material present assmall black particles throughout the ceramic. On ignition theceramic lost a further 11.25% in weight. As noted in the maintext Buchanan stated the crucibles were used unfired, and this issupported by the unused crucible containing a charge of wroughtiron in the collection of Sir Thomas Holland, preserved at theRoyal School of Mines in London, and examined by Tylecote(1962, 294). Elsewhere Lowe et al (1991) claim the crucibles atKonasamudram were used in an unfired state, but von Schwarzin 1899 (Journal of the Iron and Steel Institute 78, 89-99) statedthat the crucibles used for crucible steel production in the stateof Hyderabad were ‘dried and baked’. On balance it seems likelythat the crucibles in the Mysore process were used unfired, withcharred temper.
3. The process of manufacturing can be summarised as follows:Crucible material: Clay tempered with rice husk and strawCrucible size: 150mm x 30 to 60mm diameterShape: ConicalSealing: Moist clayCrucible charge: One piece of wrought iron with green wood
(Iron was not produced at Ghattihosahalli,but procured from nearby Bellows)
No. of crucibles: 50 to 55 arranged in a semicircle shape onan ordinary smith's furnace with theirbottom downwards
Fuel: Charcoal fire was lit and air was blown inby bellows; 2 bellows were in operation
Firing time: 1 to 5 hoursCooling: Crucibles were taken from the hearth and
suddenly quenched with water.4. It is perhaps significant that studies made in the 19th century on
the European crucible steelmaking processes, using a variety ofrefractory materials in the crucibles, found that the carbon contentof the steel was significantly higher in crucibles that containedcarbon (reported in Barraclough 1984, 54, Table 1).
5. We are grateful to Prof K N P Rao for showing plans of thesefurnaces.
Bibliography
Barraclough K C 1984, Steelmaking before Bessemer Vol 2:Crucible Steel (London).
Berthelot M 1888, Collections des Anciens Alchimistes Grecs II(Paris).
Bronson B 1986, ‘The Making and Selling of Wootz: A CrucibleSteel of India’, Archaeomaterials 1.1, 13-51.
Buchanan F 1807 (repr 1988), A Journey from Madras through thecountries of Mysore, Canara and Malabar (New Delhi).
Craddock P T 1995, Early Mining and Metal Production(Edinburgh).
Craddock P T 1998, ‘New light on the production of crucible steelin Asia’, Bulletin of the Metals Museum of the Japan Instituteof Metals 29, 41-56.
Freestone I C and Tite M S 1986, ‘Refractories in the Ancient andPre-Industrial World’, in W D Kingery (ed) Ceramics andCivilisation III (Westerville, Ohio) 35-64.
Juleff G 1997, in HMS NEWS 35, 3.Krishnan M S 1953, ‘Iron ore, Iron and Steel’, Bulletin of Geological
Survey of India, Series A: Economic Geology 9 (Delhi), 63-85.Lang J, Craddock P T and Simpson St J 1998, ‘New evidence for
early crucible steel’, Historical Metallurgy 32.1, 7-14. Lowe T L, Merk N and Thomas G 1991, ‘An historical mullite
fibre-reinforced, ceramic composite: characterization of the“wootz” crucible refractory’, in P Vandiver, J Druzik and G SSeagan (eds), Materials Issues in Art and Archaeology II(Pittsburgh), 627-32.
Marshall J 1951, Taxila (Cambridge).Merkel J F, Feuerbach A and Griffiths D 1995, ‘Analytical
Investigation of Crucible Steel Production from Merv,Turkmenistan’, IAMS Newsletter 19, 12-4.
Rao K N P , Mukherjee J K and Lahiri A K 1971, ‘Someobservations on the structure of ancient steel from South India,and its mode of production’, Historical Metallurgy 4.1, 12-17.
Sambasiva Iyer V S 1898-99, ‘Report on prospecting work in partsof the Chitaldroog and Tumkur district, during the Field Season1896-99’, Mysore Geological Department Records, II.
Sambasiva Iyer V S 1900-01, ‘Notes on Economic Mineral Productsof the Chitaldrug and Shimoga Districts’. Mysore GeologicalDepartment Records III. This publication is not readily availableoutside India and so sections of this valuable source arereproduced in this article.
Tylecote R F 1962, Metallurgy in Archaeology (London).

25
CRUCIBLE STEEL OF SOUTHERN INDIA/ANANTHARAMU ET AL JHMS 33/1 1999
The Authors
T R Anantharmu is engaged in gold prospection in theGeological Survey of India, and is associated with themajor gold investigations carried out in Karnataka. As ageologist, he has great concern for the gold miningindustry, both ancient and modern. He has authored 20popular geology books in vernacular and has won manyawards from both state and private institutions.Geological Survey of India, Operations: Karnataka andGoa, Shopping Complex, 4th Block, Jayanagar, Bangalore560011, India.
P T Craddock has carried out research into many aspectsof early metallurgy in the Department of ScientificResearch in the British Museum for over 25 years. Hehas been especially concerned with Indian metallurgy,notably the production of zinc, lead and silver in theAravallis of Rajasthan, steel making in the south of India,and the bronze working industries of Kerala.Department of Scientific Research, British Museum,London WC1B 3DG, UK
K Nagesh Rao served as Chief Metallurgist in M/SHindustan Machine Tools and was mainly responsible for
indigenisation of materials and for evolving standards,which won him the National Award. He taught metallurgyin Vishvesvaraya College of Engineering, University ofBangalore and is now Professor Emeritus.Visiting Professor, Vishvesvaraya College of Engineeering,University of Bangalore, Jnana Bharathi, Bangalore560056, India.
S R N Murthy (1936-1996), during three decades ofservice in the Geological Survey of India, carried out basemetal investigations and studies on ultramafic rocks. Hiswork on gemstones is widely recognised by gemologistsof the country. He was also deeply involved in theevaluation of geological concepts in the Vedic literatureand was a profound scholar of Sanskrit.
M L Wayman has been Professor of Metallurgy at theUniversity of Alberta for many years, working on a widerange of projects and materials. He also has a stronginterest in archaeometallurgy and has produced studies onsubjects as diverse as the indigenous metalwork of NorthAmerica, the metallurgy of clocks and watches, iron andsteel in China and crucible steel from Sri Lanka.Department of Chemical and Materials Engineering,University of Alberta, Edmonton T6G 2G6, Canada.