An investigation into archival handmade papers for the South African art market
249
COPYRIGHT AND CITATION CONSIDERATIONS FOR THIS THESIS/ DISSERTATION o Attribution — You must give appropriate credit, provide a link to the license, and indicate if changes were made. You may do so in any reasonable manner, but not in any way that suggests the licensor endorses you or your use. o NonCommercial — You may not use the material for commercial purposes. o ShareAlike — If you remix, transform, or build upon the material, you must distribute your contributions under the same license as the original. How to cite this thesis Surname, Initial(s). (2012) Title of the thesis or dissertation. PhD. (Chemistry)/ M.Sc. (Physics)/ M.A. (Philosophy)/M.Com. (Finance) etc. [Unpublished]: University of Johannesburg. Retrieved from: https://ujdigispace.uj.ac.za (Accessed: Date).
-
Upload
theanimationschool -
Category
Documents
-
view
3 -
download
0
Transcript of An investigation into archival handmade papers for the South African art market

COPYRIGHT AND CITATION CONSIDERATIONS FOR THIS THESIS/ DISSERTATION
o Attribution — You must give appropriate credit, provide a link to the license, and indicate if changes were made. You may do so in any reasonable manner, but not in any way that suggests the licensor endorses you or your use.
o NonCommercial — You may not use the material for commercial purposes.
o ShareAlike — If you remix, transform, or build upon the material, you must distribute your contributions under the same license as the original.
How to cite this thesis
Surname, Initial(s). (2012) Title of the thesis or dissertation. PhD. (Chemistry)/ M.Sc. (Physics)/ M.A. (Philosophy)/M.Com. (Finance) etc. [Unpublished]: University of Johannesburg. Retrieved from: https://ujdigispace.uj.ac.za (Accessed: Date).

AN INVESTIGATION ,INTO ARCHIVAL HANDMADE
PAPERS FOR THE SOUTH AFRICAN ART MARKET
by
Bronwyn Gillian Marshall
Submitted in fulfilment of the requirements for the
"MASTER'S DEGREE·IN TECHNOLOGY,
FINE ART
in the
FACULTY OF ART, DESIGN & ARCHITECTURE
, at the
Technikon Witwatersrand
South Africa

ABsmAcrPapermaking as an activity area at the Technikon Witwatersrand (TWR) was
initially introduced to equip fine art students with the basic knowledge and
skills required to produce their own handmade papers, primarily for printmak
ing techniques. This need was identified through the fact that quality art
papers were only available on campus at an expense that aspiring students
could not afford. As the Papermaking Research and Development Unit
(PRDU) at TWR expanded, students were able to specialise in paper-based
research that targets certain issues that impact on and in our immediate envi
ronment.One issue that took priority was to investigate the properties, use
and production of archival handmade papers to service local artists and stu
dents.
South Africa does not have an extensive indigenous history or tradition in
hand papermaking. It is a relatively new medium with little literature available
on the subject. Research has become necessary to understand the properties
of this medium in order to explore its various possibilities. This investigation
would be viable to the local marketand manufacturers of paper, as well as to
those who utilise paper in their creative activities.
The bulk of archival papers available on the South African market are current
ly manufactured overseas and are imported to our country. With importing
costs and current exchange rates, this increases their price in the South
African market. The research specificallyaims at producing a local handmade
equivalent to the imported product that will meet, or lower, the cost and
increase the availability of the product to the local market. Handmade papers
have many advantages to the artists that exceed mould-made papers, all of
which are investigated in this research.
The specific market had to be identified in order to streamline the research
possibilities and improve product potential. This market was identified as
papers for selected traditional printmaking techniques, such as silkscreening;
intaglio and relief processes.
The research thesis, once published, will provide a resource on the subject,
with specific application to a local situation. It will enable papermakers to fur
ther understand the composition of their product, as well as expand on its use
and application.

CONTENTS
CHAPfER 1
INfROOOCI1ON 1-8
1. RESFARCH IfYP()TIIESIS .............................3
2. R ESFARCH DESIGN AND METHODOLOGY 5
CHAPfER 2
THE PROPERTIES OF PAPFR 9-47
1. T HE COMPOSITION OF HANDMADE PAPFR
1.1 FIBRE 9
1.1.1 FIBRE QUAUTIES REQUIRED FOR PAPERMAKlNG ............•......10
1.1.2 FIBRE CLASSIACATION: •..•........•............••....•.10
1.1.2.1 PlANT ABRES (UNPROCESSED) ....•............•....10
1.1.2.2 RECYCLED TEXTILE ABRES ...•.....................12
1.1.2.3 PRE-PROCESSED ABRES .....••.........•........•.13
1.1.3 PROCESSING ABRE INTO PAPER .......•..•.•.......•..••...13
1.2 WATER 14
1.2.1 WATER, PlANTS AND PROCESSING ..............•..•.........14
1.2.2 WATER SUPPLY .....•.....•........................•.16
1.2.3 THE INFLUENCE OF WATER ON TIlE DRY SHEET (WATER VAPOUR) 16
1.3 ADDITIVES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
2. THE CLASSIFICATION OF PAPFR ACCORDING TO MANUFAcnJRlNG PROCF.SS
2.1 T YPE.S <>F PAPERS . . . . . . . . . . . . . . . . . . . . . . . . . . .192.1.1 HANDMADE PAPERS .........•.....•.•..•...•.....••...19
2.1.2 MACHINEMADE PAPERS ...••....•..•....................23
2.1.3 MOULDMADE PAPERS .....•.....•..•.............•......26
2.2 A COMPARISON <>F HANDMADE , MOUIDMADE AND MACHINEMADE
PAPERS 28
3. THE CHARAC1FR5I1CS AND SPECIFICATIONS OF PAPFR
3.1 THE SPECIFlCATIONS <>F PAPER 32
(1-13) PAPER SPECIACATIONS

CHAPfFR 3
THE END USFS AND APPLICATIONS OF ARCHWAL HANDMADE
PAPERS 48-71
1. T HE END USES OF FINE PAPER
1.1 PAPERS FOR lRADITIONAL PRINTMAKING lECHNlQUES .48
1.1.1 THE PHYSICAL FACfORS INFLUENCING TIlE PRINTABIUIY OF PAPER •.....49
1.1.2 THE OPTICAL PROPERTIES OF PAPER (REGARDING VISUAL PRINT ON PAPER) ...•51
1.1.3 DTIlER CONSIDERATIONS ••.••••..••...•.........•.......52
1.1.4 GENERAL STUDIO PAPERS 53
1.1.5 SELECfED SPECIAUSED PROCESSES .................•.....•..54
2. A PPLlCATIONS FOR TI-IE PURPOSE OF TIm SIUDY
2.1 T HE USE AND APPUCATION OF SHF.ET PULPS/HALF STUFFS 62
2.1.1 HALF-STUFFS IN TIlE COMMERCIAL PAPERINDUSTRY ....•.•........62
2.1.2 SHEET PUlPS FOR TIlE HAND PAPERMAKING INDUSTRY • . . . . . . . . . . . •.63
2.1.3 THE IMPUCATIONS OF TIlE LOCAL PRODUCTION OF HANDMADE SHEET PUlPS
FOR TIlE HAND PAPERMAKING MARKET (RESEARCH POSSIBIUllES) ..•....65
3. THE LOCAL MARKEr
3.1 I DENTlHCATION OF mE MARKEr NEED 67
3.1.1 LOCALLY AVAILABLE ARCHIVAL PRINTMAKING PAPERS .........•....67
.3.1.2 ENvIRONMENTAL CONSERVATION .•.•..........•.....•....•..68
CHAPfFR 4
PROnucnON AND TFSIlNG 72-121
1. FIBRE-lYPES AND ANALYSIS
1.1 C OITON F1BRFS 72
1.1.1 THE HISTORY AND TRADmON OF COTTON IN PAPERMAKING . . . . . . . • . ..72
1.1.2 THEORETICAL AND STRUCTURAL ANALYSIS: COTTON .......•..•....74
• SEED HAIR FIBRE
• BAST FIBRE
1.1.3 COTTON GROWING REGIONS AND/OR LOCAL AVAILABIUIY OF WASTE .....79
1.1.4 AGRICULTURAL IMPUCATIONS (BENEFITS) OF LOW-END PAPER PRODUCTION .80
1.1.5 FINAL ANALYSIS OF COTTON: SUMMARY AND CONCLUSION ......•....80
1.2 S JSt\L FJBRES 81
1.2.1 THE HISTORY AND TRADmON OF SISAL IN PAPERMAKING 81
1.2.2 THEORETICAL AND STRUCTURAL ANALYSIS: SISAL .........•.......82

1.2.3 SISAL GROWING REGIONS AND/OR LOCAL AVAllABlUTY OF WASTE ...•...84
1.2.4 AGRICULTURAL IMPUCATIONS (BENEFITS) OF LOW-END PAPER PRODUCTION .84
1.2.5 FINAL ANALYSIS OF SISAL: SUMMARY AND CONCLUSION ......•......85
2. P RODUCI1ON TECHNIQUES
2.1 P APfR PRODUCI1ON AND TECHNIQUES EMPLOYID 87
2.1.1 PREPARATIONS ...•.....•....•..•.........•....•......87
2.1.2 COOKING PROCEDURES ..............•.....•...•........89
2.1.3 BEATING METI-IODS ....••..••...•..........•...........90
2.1.4 SIZING TECHNIQUES AND OTHER ADDITIVES ..•..................95
2.1.5 SHEET-FORMING PROCESSES .............•..........•.....96
2.1.6 BRANDING THE PRODUCT .............•.•..•..•.......•..98
2.1.7 PRESSING AND PARTING .....•.•...•.....................99
2.1.8 DRYING PROCEDURES ..........•.......................101
2.2 S MEET PULP SAMPLING 102
2.3 Q UAUIY CONIROL AND SORTING 103
2.3.1 LOOKING AT A SHEET (STANDARD TESTING TECHNIQUES DONE BY
MANUFACTURER) .....................................103
2.3.2 TESTS DETERMINING THE GRADE OF PAPER ....••...............104
2.4 H ANDLING AND SfORAGE PROCEDURfS 106
2.4.1 HANDUNG PAPER •........•.....•.....••..............106
• USING PAPER (GENERAL USES)
• PREPARING PAPER FOR PRINTMAKING TECHNIQUES (SPECIAC USES)
2.4.2 STORING PAPER •.•..............•...•........•.......108
3. DATA CAPTURE
3.1 T HE PRODUCI1ON DATA SHFET (PDS) 110
3.1.1 DETAILS OF THE PDS •.••........•.....•............•..110
3.2 0 rum DATA CAP1URE 118
3.2.1 SAMPUNG METI-IODOLOGY AND ANALYSIS •..........•..•.......118
CHAPTER 5
PAPER QUALOY (OUTPUTS, PRESENTATIONS AND DISCUSSIONS) .... .122
1. COMPARATIVE AND PERFORMANCE ANALYSlS (nsr RESULTS)
1.1 S UBJECI1VE AND QUAllTATIVE TEST RESULTS (PRACI1CAL) 123
1.1.1 WEIGHT AND THICKNESS •...•..•.....................•...123
1.1.2 COMPOSmON AND STRENGTH _...•......•..........•........125
1.1.3 FURNISH AND PROCESSING ....•........•..•...•...........125

1.1.4 CHARACTER / SHEET FORMATION ......................•.....126
1.1.5 RATE OF ABSORBENCY ........•....•..................•..127
1.20 BJECI1VE AND QUANlUATIVE 1FSf RESULTS (SCIENTIFIC) 130
1.2.1 GRAMMAGE ....................••...•..•.............130
1.2.2 TEARING RESISTANCE ...................•...............130
1.2.3 BURSTING STRENGTH .•••..••...........................131
1.2.4 TENSILE STRENGTH (+ STRETCH) .......................•....131
1.2.5 ACIDITY AND pH 132
1.3 P RINTABIUIY 1FSf RESULTS (APPLICATION) 133
1.3.1 INTAGUO PROCESSES ............................•.......134
1.3.1.1 Quality of print technique 135
1.3.1.2 Absorbency 135
1.3.1.3 Weight 136
1.3.1.4 Strength 136
1.3.1.5 Whiteness / Colour ' 137
1.3.1.6 Surface texture (roughness) 138
1.3.1.7 Unwanted particles 139
1.3.1.8 Overall ratings: Intaglio printing 139
1.3.2 EMBOSSING .•..•.••...•••.••••.••.••................. 140
1.3.2.1 Quality of print technique 140
1.3.2.2 Absorbency 140
1.3.2.3 Weight 141
1.3.2.4 Strength 141
1.3.2.5 Whiteness / Colour 141
1.3.2.6 Surface texture (roughness) 142
1.3.2.7 Overall ratings: Embossing 143
1.3.3 REUEF PROCESSES •...............•.......•.............144
1.3.3.1 Quality of print technique 144
1.3.3.2 Absorbency 144
1.3.3.3 Weight 144
1.3.3.4 Strength 145
1.3.3.5 Whiteness / Colour 145
1.3.3.6 Surface texture (roughness) 145
1.3.3.7 Overall ratings: Relief processes 146
1.3.4 SCREENPRINTING ...•.•.•......•....••.••.........••...•147
1.3.4.1 Quality of print technique 147
1.3.4.2 Absorbency 147
1.3.4.3 Weight 147
1.3.4.4 Strength 147
1.3.4.5 Whiteness / Colour 147
1.3.4.6 Surface texture (roughness) 148
1.3.4.7 Overall ratings: Screenprinting 149

1.4 S UMMARY OF HNDINGS 150
CONCLUSION (DISCUSSIONS, ENVISAGED PROBLEMS, RECOMMENDATIONS AND
POSSIBLE SOLUTIONS) ......•............•............ .153
1. COMMERCIAUSATIONOF THE RESEARCH 153
2. HANDMADE PAPERPRODUcr 154
3. ARCHIVAL STANDARDS ......•....•....•.•..••............156
4. TRADITIONAL PRINTMAKING TECHNIQUES .......•................157
5. COSTS ........•.........•..........................157
BIBLIOGRAmY 161
ANNExuRFSANNExuRE A - BATCH CODING SYSTEM AND PAPER PROPERTIES
ANNExuRE B - PRODUCTION DATA SHEETS (PDS's)
ANNExuRE C - INK ABSORPTION TESTS AND RESULTS
ANNExuRE D - MOULDMADE SPECIRCATIONS DATA SHEETS
ANNExuRE E - SAPPI TEST RESULTS
ANNExuRE F - PROPOSED BUSINESS PLAN FOR IMPLEMENTATION IN
PHUMANI PROJECTS
ANNExuRE G - COSTING BREAKDOWN

LISf OF D.LUSfRATIONS AND SAMPLFS
Chapter 1Fig 1.1 - Map showing the development of papermaking 8
Chapter 2
Fig 2.1 - Bast fibre: Hemp 11
Fig 2.2 - Leaf fibre: New Zealand Flax 11
Fig 2.3 - Grass fibre: Flax, linseed 11
Fig 2.4 - Seed Fibre: Cotton 12
Fig 2.5 - Rag Fibre: Cotton 12
Fig 2.6 - Diagram: Hydrogen bonding 15
Sample #1- Handmade paper sheet: Western techniques 21
Sample #2 - Handmade paper sheet: Eastern techniques 21
Fig 2.7 - Cross section: Western sheet 21
Fig 2.8 - Cross section: Eastern sheet 21
Fig 2.9 - Eastern methods of papermaking: Himalayas 22
Fig 2.10 - Eastern methods of papermaking: Japan 22
Fig 2.11 - Western methods of papermaking: Italy 22
Fig 2.12 - Eastern style papers: Japan 23
Fig 2.13 - Western style papers 23
Fig 2.14 - Fourdrinier Papermaking Machine 25
Fig 2.15 - Cylinder-mouldat St. Cuthbert's Mill 26
Fig 2.16 - Finishing room at St. Cuthbert's Mill 27
Fig 2.17 - Mouldmade papers 27
Sample #3 - Handmade rag paper 28
Sample #4 - Mouldmade rag paper 28
Sample #5 - Machinemade paper 28
Fig 2.18 - Laid mould surface 33
Fig 2.19 - Wove mould surface 33
Fig 2.20 - Air-drying in 'lofts' 36
Fig 2.21 - Drying on boards 36
Fig 2.22 - Restraint drying system 36
Sample #6 - Watermark 'branding' 41
Fig 2.23 - Watermark 'branding' 41
Fig 2.24 - Diagram: The metric system for paper sizes 44
Chapter 3
Sample #7 - Intaglio print - Etching 55
Sample #8 - Intaglio print - Photo etching on Polymer 56
Sample #9 - Blind embossing - Wire cut-out 57
Sample #10 - Blind embossing - Positive 20 58
Sample #11 - Lino print 59
Sample #12 - Silkscreen print " 61
Sample #13 - Softwood half-stuff 63
Sample #14 - Cotton sheet pulp 64
Sample #15 - Abaca sheet pulp 64
Fig 3.1 - Cotton sheet pulp 66
Chapter 4Fig 4.1 - Cotton: Gossypium Hirsupum 72
Fig 4.2 - Cotton waste in stamper, Holland .' 74
Fig 4.3 - Cotton fibres 75
Fig 4.4 - Cotton research crop: ARC-TCRI 75
Fig 4.5 - Cotton bolls showing the development of the seed fibre 76
Fig 4.6 - Sorting ginned cotton 77
Fig 4.7 - Modem cotton gin 77
Fig 4.8 - Cotton bast fibre 78
Fig 4.9 - Cotton bast fibre showing inner core of plant 78
Fig 4.10 - Cotton growing regions of South Africa 79
Fig 4.11 - Sisal: Agave sisilana Perinne 82
Fig 4.12 - Sisal: Cabuya, Ecuador 82
Fig 4.13 - Sisal showing decorticated fibre 83
Fig 4.14 - Cotton rag fibre 88
Fig 4.15 - Sisal raw fibre after decortication 88
Fig 4.16 - Cooking sisal and cotton fibres 89
Fig 4.17 - Diagram: Water molecule and a hydrogen bond in water 90
Fig 4.18 - Diagram: Surface of a cellulose molecule on a fibre 91
Fig 4.19 - Diagram: Water molecule between two cellulose surfaces 91
Fig 4.20 - Hollander beater, showing the key components 92
Fig 4.21 - Deckle box tests showing the progression of sheet formation and
fibre development .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .93
Fig 4.22 - Deckle box methodology 93
Fig 4.23 - Microscan of a kraft paper, showing the fibres' progress during
beating 94
Fig 4.24 - The 'freeness' test, showing fibre dispersion 94
Fig 4.25 - Sizing methods 96

Fig 4.26 - Casting [pulling] a sheet of paper 97
Fig 4.27 - Couching a sheet of paper 98
Fig 4.28 - The couching method 98
Fig 4.29 - A TWR watermark design 99
Fig 4.30 - Mould with watermark devise 99
Fig 4.31 - Post of paper being pressed in a hydraulicpress 100
Fig 4.32 - Parting and laying the sheets onto the drying equipment 100
Sample #16 - Restraint-dried sample 101
Sample #17 - Loft-dried sample 101
Fig 4.33 - Drying tests 102
Fig 4.34 - Photos of varying imperfections in handmade paper production .105
Chapter 5
Fig 5.1 - Graph: Weight and thickness test results 124
Fig 5.2 - Graph: Composition and strength test results 125
Fig 5.3 - Graph: Furnish and processing test results 126
Fig 5.4 - Graph: Character / sheet formation test results 127
Fig 5.5 - Paper samples in the ink absorption test 128
Fig 5.6 - Cross hatch test, showing different paper absorbencies 128
Fig 5.7 - Graph: Ink absorption test and standardisation results . . . . . . . . .129
Fig 5.8 - SAPPI and Abbey pen test results 132
Fig 5.9 - Etching print sample 134
Fig 5.10 - Etching print sample 134
Fig 5.11 - Positive 20 print sample 134
Fig 5.12 - Polymer plate photo etching 134
Fig 5.13 - Copper plate photo etching 134
Fig 5.14 - Print samples of papers with varying absorbencies 135
Fig 5.15 - Print samples of papers with varying absorbencies 136
Fig 5.16 - Image showing the destroyed paper surface 137
Fig 5.17 - Colour range of papers 137
Fig 5.18 - Image showing varying surface textures 138
Fig 5.19 - Image showing print defect because of surface texture 138
Fig 5.20 - Image of good quality blind embossings 140
Fig 5.21 - Image showing the effect of paper colour on embossings 142
Fig 5.22 - Images showing the effect of surface texture on embossings '" .142
Fig 5.23 - Image showing the effect of over sizing paper in relief printing ..144
Fig 5.24 - Image showing poor print qualities because of surface texture 145
Sample # 18 - Two paper samples, one calendered, one not 148
Fig 5.25 - Image showing print quality effected by calendering paper 149
LlST OF ABBREVIATIONS
ARC-TCRI - Agricultural Research Council- Tobacco and Cotton Research
Institute
CSIR - Council for Scientific and Industrial Research
DACST - Former Department of Arts, Culture, Science and Technology.
Currently split into DAC (Department of Arts and Culture) and DST
(Department of Science and Technology)
NRF - National Research Foundation
PACA - Papel Artesanal de Cabuya (Handmade Cabuya Paper)
PDS - Production Data Sheet
pH - Potential for hydrogen
PROD - Technikon Witwatersrand Papermaking Research and Development
Unit
SAPPI - South African Pulp and Paper Industry
SMME - Small, Medium and Micro Enterprise
SUBIR - Sustainable Uses for Biological Resources
TAPPI - Technical Association of Pulp and Paper Industry
TWR - Technikon Witwatersrand

DEClARATION
I hereby declare that the thesis,.which I herewith submit for the researchqualification
Mfech FmeArt
to the Technikon Witwatersrand is my own work,apart from the recognised assistance,
and has not previously been submitted by me to another institution to obtaina research diploma or degree.

ACKNOWLFDGMENTS
I would hereby like to thank the following organisations for sponsorship:
The Technikon Witwatersrand Research Committee for the consecutive Fellowships to
complete my MTech studies;
The Vlaams-ZuidAfrica Cultuurstitching,
The Ernst Oppenheimer Memorial Trust and
The Technikon Witwatersrand Committee on International Affairs
for funding the research/student exchange trip to Belgium in 2000;
The Technikon Witwatersrand Committee on International Affairs,
The Technikon Witwatersrand Faculty Research Committee (FADA) and
Phumani Paper for funding the research trip to Japan in 2001;
The National Arts Council of South Africa and
The Technikon Witwatersrand Faculty Research Committee (FADA)
for funding the international group exhibition "Transformation: Works in Paper"
that I curated for my Mtech studies in 2002.
I would also like to thank the following organisations and people for their
continuous support and transfer of knowledge that helped me grow
throughout my studies:
Phumani Paper, Technikon Witwatersrand, Karel de Grote-Hogeschool,
Veerle Rooms, all involved in the Japan & Belgium research visits, The Minnebach Family,
all the artists on my exhibition, Alet Voster, Threads & Crafts Magazine,
all the staff and participants of Phumani Paper,
Kim Berman, Robbin Silverberg, Gail Deery, Bob Matthysen, Asoa Shimura,
Pam Allara, Mandy Coppes, my family and
Connie Mogale for the Best Post Graduate Research Student Award I received in 2002.

"Fine handmade paper is intrinsically connected to time -
it takes a great investment of time to make it and
once made, fine paper can suroive the ravages of climate and
insects for ages.
In surviving it becomes the carrier of knowledge and times
past. "
Dorothy Field. Hand Papermaking , Washington, D.C., Summer
1987.

This thesis is dedicated to
Kim Berman,
without whom my inspiration, drive, eagerness,
experience and successes
would not be as great.
Thank you Kim - you are a true inspiration.
CHAPfFB. 1
INIRooocnoN
Printmaking opens many avenues in all aspects of art and design for any
aspiring student. It is a medium that is well established, yet has much room
for individual innovation and development (Bagilhole, et al. 1983:6). For the
professional printmaker, the print offers a magical quality with an expanding
realisation of what the processes them-selves can be designed to do (Bagilhole
et al. , 1983:6; Heller, 1972:1).
Printmaking is about technique - it's an impression created through contact
with a surface that has been treated using a specific method of preparation. It
can also be produced in multiples - identical, original works of art called
editions, yet are not copies or reproduction (Heller, 1972:4-8). For those
creators concerned with the perfection of the multiple, the choice of tools and
materials with which to create becomes essential. For printmakers, the
important material requirements are the paper, ink and equipment (or tool)
used to produce the final print, which all have a considerable effect on the
character of the impression (Heller, 1972:320).
As a research papermaker and trained printmaker, an interest in one of the
three above-mentioned important printmaking materials arose. Printmaking
requires paper with various qualities, properties and longevity in order to
produce a quality edition. As Silvie Turner states (1998:9), these papers are
known as fine papers - papers of the 'finest quality' that 'should perform
perfectly in the application that it has been designed for'.
All locally available papers of this nature are currently manufactured overseas
and imported to our country. For this reason, these papers are difficult to
source in variety and are not affordable in bulk nor for random experimenta
tion. This evident gap in the local market was targeted in this investigation for
further research and development in order to service the South African art
market, with a specific focus on the hand printmaking industry.
1

The linking of these two fields of papermaking and printmaking provides a
unique synergy that enables the creator to fully explore one of their primary
materials, whilst learning and understanding the medium with which he or she
works. Locally available literature that explores these issues and which
specialises in a medium for a specific purpose, is limited. Silvie Turner's
guides to 'Fine Papers' (1991; 1998) are aimed specifically at the American
and European market where these papers are manufactured. Most of the
papers listed and analysed in these books are not available for purchase in
South Africa. Although the information on paper properties, qualities and
applications do apply to local artists, it is difficult to apply the knowledge to
the limited amount of papers available on our market. Literature available
from Barret (1983; 1994), Bell (1981), Dawson (1995), Heller (1978),
Hiebert (2000) and Smith (1989) cover aspects of the 'how to' of papermak
ing, rather than specialising in a single type of paper. Hunter (1943) offers a
concise and historical view of the traditions and development of papermaking
through the centuries across the globe, and covers all types of papers, from
papyrus to machinemades. While this literature provides the reader with an in
depth understanding of the development of papermaking through the
centuries, it does not allow much room for the application of knowledge
gained. Gilmour (1967) covers most aspects of paper, specialising in industrial
papermaking and "merchanting". Electronic sources include a 'how to' guide
or online shopping, with few specialising in the exchange of valuable paper
knowledge.
The extensive literature available on printmaking often includes sections on
papers for printmaking. Some will cover the history and tradition of paper
making (Eichenberg, 1976; Clemson & Simmons, 1988; Lambert, 2001),
while others will include a description of the paper requirements for specific
printmaking processes (Bagilhole, et aI., 1983; Heller, 1972; Knigin &
Zimilies, 1970). Clearly, a unique understanding of these mediums and their
application to a local situation is required.
In The Book of Fine Paper (1998), Turner lists and analyses the different
papers available for various techniques of painting, drawing, printmaking,
2
bookbinding and other graphic media. As discussed in her book (Turner,
1998:114-116), these papers are referred to as fine papers, which are
manufactured by hand or machine. Both processes are said to have various
qualities and properties that define the consumer's choice of purchase. In
South Africa, printmakers have a single and limited choice for fine paper that
is manufactured by machine. According to Turner (1998:114), the machine
made paper was designed to create papers that were more consistent and
reliable than the handmade sheet. The book also argues that this threat of the
competitive machinemade product has resulted in the re-emergence of the
handmade paper product with its own place in contemporary use (Turner,
1998:41).
"If you compare a handmade sheet, for example, with a machinemade grade
the latter will certainly be cheaper, smoother, generally more even and more
consistent, with the result that it has long been considered superior:
However, people are awakening to the beauty, the vitality, the depth, the
design, the character and expressiveness, the level of skill involved, the
difference of a handmade sheet...What is not widely understood about this
type of paper is that a machine cannot emulate its qualities."
(Turner, 1998:41)
1. R ESFARCH HYPOlHESLS
A locally manufactured handmade paper that meets archival standards, as well
as the criteria for professional printmakers has therefore become the hypothe
sis for this investigation. The aims and objectives of this research have been
derived from the qualities identified for handmade fine papers for use by
artists.
- Locally manufactured
The need for a locally manufactured product of this nature is important to
developing South Africa's economy. Applications of the research can assist
in rural development and job creation by providing a new cultural industry
a bringing together of science and humanities.
3

- Handmade Paper
When looking at a map of the history of hand papermaking, Southern
Africa was not involved in its development, nor was it introduced to this
ancient art (Refer to Fig 1.1). In recent years, innovative African artists
began to develop hand papermaking as part of their artistic expression.
Artists like Durant Sihlale and John Roome have become leaders in the
development of hand papermaking in South Africa. Creative engineers, like
Walter Ruprecht have also been recognised for developing unique non
electrical beaters for rural papermakers in Zimbabwe and for initiating
papermaking projects. All are working to develop hand papermaking in
South Africa, demonstrating that our country can be a viable resource for
the future of paper.
Technikon Witwatersrand (TWR) began developing the Papermaking Unit
through the initiative of Kim Berman, after she visited tertiary institutions in
the United States. Berman believed paper to be a vital organ of the art
making process and began teaching basic papermaking to first year Fine Art
students. Through consecutive grants from the National Research
Foundation (formerly the Centre for Science Development), the
Papermaking Unit has developed into a Research & Development Unit
(PRDU), a viable resource for the Technikon. For example, Government has
demonstrated their support by funding the Poverty Relief Papermaking
Project Phumani Paper, at the TWR. The project has currently set up 20
rural development papermaking projects across the country, employing over
400 previously unemployed men and women in South Africa. Part of the
Unit's purpose is to contribute to the sustainability of these projects through
research, product design, extensive training, business management skills and
self empowerment. Through managing this project, the Technikon has
developed the capacity of students and community artists into specialists in
the field of hand-papermaking. This research investigation on fine papers
for the art market can be implemented into the sustainable SMME's of
Phumani Paper, thereby developing this industry in South Africa and
contributing to job creation.
4

- Archival product with printmaking properties
Throughout the world, handmade paper is characterised by its functionality
and its aesthetic properties. There are many different types of paper
available. The research will deal primarily with functional paper, with
attention given to the particular aesthetics related to printmaking techniques.
This investigation will unpack the properties, applications and production
methodologies of archival handmade papers.
2. R ESFARCH DESIGN AND METHOOOLOGY
The research investigation will address the following issues, problems and
findings:
THE PROPERTIES OF HANDMADE PAPER (CHAPTER 2)
The properties that make up a sheet of handmade paper require certain
analysis in order to understand the medium holistically. These properties
include the composition, classification, characteristics and specifications of
paper, which will require in-depth analysis, description, comparison and
discussion.
THE END-USES AND APPUCATIONS OF ARCI-:IVAL HANDMADE PAPERS (CHAPTER 3)
An analysis of the function, application or end-use of a sheet of fine paper is
important as it defines the method of research and manufacture to follow. A
particular goal has to be determined before the practical research becomes
possible. In this chapter, the use of archival handmade papers for specific
printmaking purposes is analysed, as well as various possible applications of
the research investigation and an identification of the local market need.
REsEARCH METHODOLOGIES AND PRODUCTION (CHAPTER 4)
The research investigation up to this point will provide the theoretical basis
for the execution of the practical research. The investigation that follows will
draw upon practice-based research methodology. This Chapter will look into
the specific research methodologies:
5

• What the paper will be made from (fibre types and analysis),
• How the paper will be made (production techniques), and
• Documentation of the practical research investigation (data capture),
REsEARCH RESULTS AND ANDINGS (CHAPTER 5)
The results and findings of the paper quality test will be analysed and
discussed in this chapter in order for the investigationto reach a conclusion.
This chapter focuses on applying the research by discussing the results of
testing completed. It includes outputs, presentations and discussions of how
the paper performed to each printing process tested.
CONCLUSION AND RECOMMENDATrONS
A concluding section presents a holistic view on all the results and findings, as
well as recommendations for the application of the research investigation. All
samples and research documentation are included as Annexures at the back
of the document, or are included in the body of the text, where applicable.
"We stand today at a most interesting and probably historic point - a
place of confrontation, exchange and convergence between estab
lished traditions, skills and media on the one hand and an expanding
world of new technology, new practices and new sensibilities on the
other." (Turner, 1998:10)
The research investigation will be a study of an aspect of the tradition of an
ancient art. In this time of innovation and evolution, paper researchers are
continuously making progress by exchanging knowledge and working as
artists in a scientific field involving agronomy and chemistry to validate the
research. By developing new technology and emerging techniques, the forth
coming research outputs assist in sustaining the future of hand papermaking
in South Africa. Researchers are exploring how new technology and this
ancient art will engage with each other in the present, in a sense, trying to
develop new insights, new directions, new awareness and new methods in our
developing country.
6

Until recently, paper in South Africa has had a purely functional role. Little
has been known about this ancient craft. Attempts have been made to adapt
Western techniques, but this has only succeeded in flooding the market with
products of poor quality. The TWR has embarked on a path to contribute to
new knowledge and develop a South African understanding of paper and its
future in the art industry.
7

8

CHAPfER 2
THE PROPERIIES OF PAPER
1. THE COMPOSmON OF HANDMADE PAPER
Paper can be described as a substance that is' composed of thousands of
interlaced fibres that have been macerated, so that each individual filament is
a separate unit, formed through a water-based process, into a web-like format
(Turner, 1998:3). This description is broad and can be used to loosely
describe the process which forms a true sheet of paper, as there are many
different techniques! for making a sheet of paper. A fibre must undergo some
kind of maceration in water or moisture and a sifting in water of some sort, to
be regarded as a true paper (Hiebert, 2000:3). The products that do not fall
into this category, such as papyrusZ, rice papers, vellums, parchments and
bark paperss, are not included in the course of this study.
It is important to look at the composition of paper to understand the impact
it will have on the end-use of the product. Although paper appears to be a
simple, even and flat surface, it is actually a complex structure that requires a
series of processes to arrive at its specific quality. While the processes of
making paper are not the focus of this investigation, aspects of the
composition of handmade paper need to be considered in order to understand
the context of this study.
1.1 FIBRE
The fibre is the primary raw material that makes up a sheet of paper. The
fibres are made up of cells of varying length and width, which come from a
variety of plants that are high in cellulose", All plants contain cellulose,
therefore all plants can be used to make paper. The quality of the fibre, and
the cellulose content in the plant, will determine the quality and strength of
the finished sheet. Each fibre has its own characteristics and these, in tum,
have an influence on the type of paper it makes. (Turner, 1998:19)
9

1.1.1 FIBRE QUAUTIES REQUIRED FOR PAPERMAKING
1. FIBRE LENGTH: The approximate range of a good fibre for paper will be
between a minimum of 6mm to a maximum of 120mm. The longer the
fibre, the stronger the paper. Hemp, for example, has a length of ±25mm,
and produces a good quality paper. (Bell, 1981:14; NAIHC, 1997)
2. FIBRE THICKNESS: The thicker (wider) the fibre, the coarser or rougher the
paper; the thinner (more slender) the fibre, the smoother, more flexible the
finished sheet will be, which are desirable for printing papers (Bell,
1981:14).
3. The plant requires a HIGH CELLULOSE CONTENT. The papers strength stems
from the absorption of water and the promotion of hydrogen and cellulose
bonding. All non-cellulose materials are extracted before processing (eg.
lignin, pith & woody shives) because they reject water and resist bonding.
Cotton linterss contain the highest percentage of cellulose: up to 95%.
(Tumer, 1998:19; Hiebert, 2000:41)
1.1.2 FIBRE CLASSIRCATION (TYPES OF FIBRE)
Fibres have their own shape, size and structure; both before and after
processing. The most suitable fibres provide elasticity, flexibility and tensile
strength to plants (Dodge, 1897:23). Understanding the fibre type will assist
in the analysis of the behavioural characteristics and life expectancy of the
paper.
1.1.2.1 PLANT RBRES (UNPROCESSED)
Fibres are classified according to their origin in the plant:
Bast Fibre - This is the inner bark of the tree branches and the stems of the
herbaceous annuals and perennialsv. The bast fibre is located
between the outer bark and the core of the branch. The inner
bark of plants is usually quite fleshy and yields a good amount
of strong fibre. The main function of this fibre is to support the
plant, which also contributes to its quality through the strength
of the fibre. There are three types of bast fibre: woody bast;
herbaceous bast and another found in the petiole, or leaf stem.
10
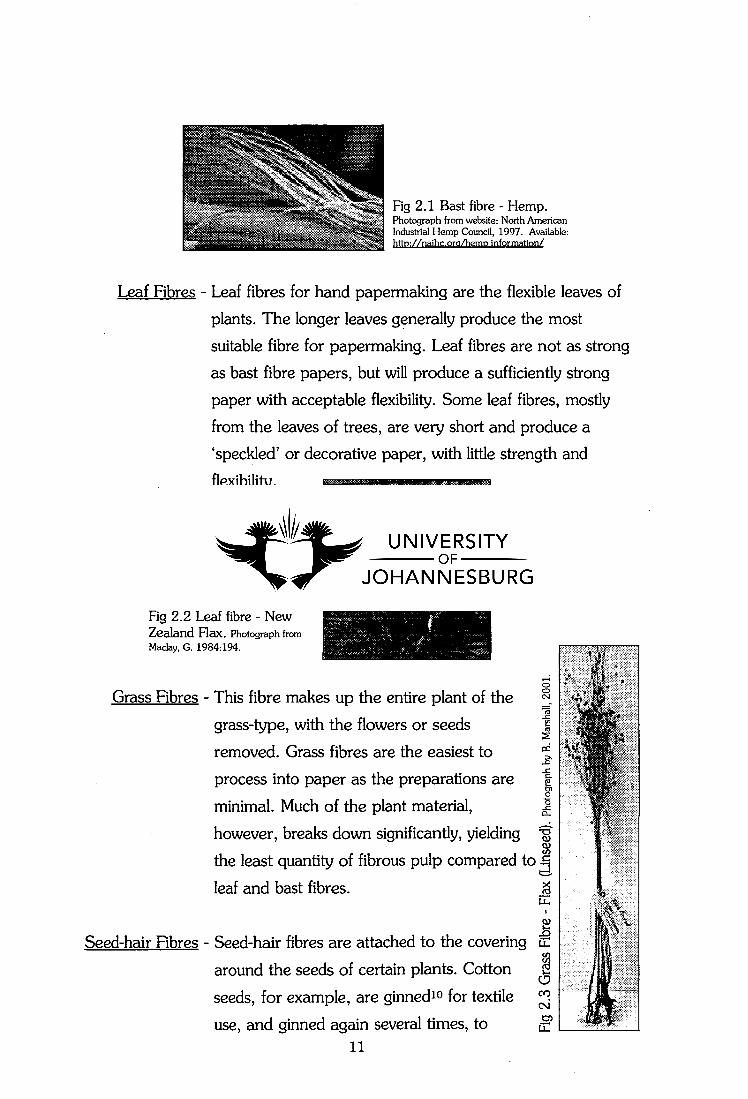
Fig 2.1 Bast fibre - Hemp.Photograph from website: North AmericanIndustrialHemp Council, 1997. Available:http'l!najhc oro/hemp information/
,....;ooC'ol
~'"::;:
a:i§.s::
process into paper as the preparations are ~8'
minimal. Much of the plant material, ~
however, breaks down significantly, yielding ::gQ)
the least quantity of fibrous pulp compared to 3-leaf and bast fibres. rd
u:
Fig 2.2 Leaf fibre - NewZealand Flax. Photograph fromMaclay,G. 1984:194.
Leaf Fibres - Leaf fibres for hand papermaking are the flexible leaves of
plants. The longer leaves generally produce the most
suitable fibre for papermaking. Leaf fibres are not as strong
as bast fibre papers, but will produce a sufficiently strong
paper with acceptable flexibility. Some leaf fibres, mostly
from the leaves of trees, are very short and produce a
'speckled' or decorative paper, with little strength and
flexibility.
Grass Fibres - This fibre makes up the entire plant of the
grass-type, with the flowers or seeds
removed. Grass fibres are the easiest to
.Du..~Seed-hair Fibres - Seed-hair fibres are attached to the covering
around the seeds of certain plants. Cotton ~<.:J
seeds, for example, are ginned10 for textile C'I)"l
use, and ginned again several times, to It11

collect excess fibre that is not strong enough for textiles.
Because of their high percentage of cellulose and due to
their unuseable fibre length for textiles, these fibres are
primarily produced into sheet pulps for papermaking (pre
processed fibre, often referred to as cotton linters).
(Turner, 1998:19-21; Dodge, 1897:25; Hiebert, 2000:39
47)
Rg 2.4 Seed Fibre - Cotton.Photograph from Robinson, E. 1983:519.
Fig 2.5 Rag Fibre - cotton. Photographfrom Heller, J. 1978:37.
1.1.2.2 RECYCLED TEXTILE RBRES
Traditionally, paper was made from discarded textile fibres such as used rags,
ropes and sacks. Processing these fibres for hand papermaking requires
extensive labour-intensive processes, as the rags have to be cut into smaller
pieces in order to break down. In a society of overloading waste materials,
rags from natural fibres, such as cotton or linen, are sold cheaply to promote
their recycling potential.
Other recyclable products include industrial
paper and board. Commercial paper is made
from wood pulp which contains non-cellulose
materials. The impurities from these materials
break down over time and cause the recycled
paper to disintegrate. Additions of chemicals
to the industrial paper also contribute to the
acidity levels in the finished handmade paper
(Gilmour, 1967:24). Recycled archival papers
and boards can be used to create an acid-free
12

handmade paper, but still result in a weaker paper because the fibres are short
and fragile due to ongoing processing (Turner, 1998:19-21).
1.1.2.3 PRE-PROCESSED ABRES
These are produced from plant fibre suitable for hand papermaking. They are
pre-cooked and partially beaten in the form of ready-to-use pulps. They are
marketed in some countries in a dry, compressed sheet form (referred to as
sheet pulp). Sheet pulps, such as Abaca and cotton linters are not locally
available in South Africa. This gap in the market will be discussed further in
the text (Chapter 3, Section 2). (Turner, 1998:19; Hiebert, 2000:39-47)
1.1.3 PROCESSING ABRE INTO PAPER
The basic methods of processing fibre into paper has remained constant for
centuries: Eastern methods of hand papermaking were adapted into Western
methods which were, in tum, adapted for industrial purposes (Turner,
1998:14-16; Hiebert, 2000:1-6; Hunter, 1943). All fibre requires a similar
pulping process in order to be formed into a sheet of paper.
The plant fibre, once selected for its specific purpose, requires preparation
before undergoing a beating process. The fibre is extracted from the plant
and requires cooking and occasional fermentation before the beating
processes. Bast plant fibres require steaming, stripping, rettingn and cleaning.
Recycled or pre-processed fibres have already undergone this process in order
to get it to its present state, but do require soaking prior to beating.
Cooking is done in an alkali12 solution which softens tough, raw fibre and
removes non-cellulose materials such as lignins, pectins, waxes and gums.
These materials resist the absorption of water and bonding processes, which
will affect the archivalis qualities of the paper. These substances are dissolved
during cooking and rinsed out before beating. (Bell, 1981:22; Hiebert,
2000:52)
13

The beating of fibres results in their conversion to a loose viscous matter that
is then scooped into a screen to form a sheet of paper. All beating is done in
the presence of water to promote the intake of water and assist in hydrogen
bonding. Beating can be done by hand with a pounding-mallet, or with
specialised papermaking equipment.
Whizz mixersis are designed to break up pre-processed sheet pulps or
recycled papers. The Whizz mixer acts like a large food processor which
breaks up the fibre into a pulp. Because recycled waste paper pulps utilise
pre-processed materials, the resulting paper is relatively weaker and inferior
for specialised purposes. Hollander beatersis were designed to process
tougher fibres like rag and raw plant fibres. The principal function of the
Hollander beater was to
"pass the fibres, suspended in water, through a controlled gap between sets
of fixed and rotating bars. During the beating, cutting (shortening of fibre
length), fibrillation (shredding and bruising of fibre walls), and hydration
(when fibres begin to' accept water more readily) can all take place and are
adjusted to suit the requirements of the papermaker."
(Turner, 1998:23)
This investigation focused on specialised Western methods of papermaking
that achieve a specific kind of handmade rag paper for the art industry. These
processes will be discussed in Chapter 4, Section 2.
1.2WATFRWater is an essential component for hand papermaking, and although is not
present in the final sheet of paper, it is responsible for most of the results in
the finished sheet and therefore requires some analysis.
1.2.1 WATER, PlANTS AND PROCESSING
All living plants are composed mainly of water which comprises the largest
percentage of the weight of the plant. Cells which are present in all living
things, consist of water molecules. These molecules are transported through
14

the vascular bundles containing xylem16 and phloem17 and contribute to the
life of the plant by aiding in the transportation of food, minerals and water to
other essential parts of the plant. The cambium is responsible for supporting
the rest of the plant. It is a microscopic layer which is contained in the bast
fibre, which is the primary part of the plant used in hand papermaking. This
layer also contains the cellulose fibres which are important for papermaking
and are responsible for many essential characteristics (Hutchins, 1983:290
304).
The cellulose in the cell walls is responsible for the absorption of water during
beating. Cellulose is water-loving and if beaten properly can absorb large
amounts of water into the fibres' cells. The more water that is present in the
cell, the stronger the hydrogen bond and therefore, the stronger the paper
(Turner, 1998:23). A hydrogen bond is an exceptionally strong force that
keeps the water molecules in fixed positions (Bull, 1983:51-55). In
papermaking, this bond is created when pressing the sheet of paper in the
hydraulic press - the greater the pressure, the stronger the bond. The bond
results in a developed network of molecules which can be compared to that of
the effect of temperature on hydrogen bonding in water (See Fig 2.6).
Fig 2.6 Diagram showing how ice isless dense than water because theeffect of hydrogen bonding becomesstronger as water is cooled. Left imageshows an undeveloped network. Middleimage shows a more developednetwork as the water is cooled andright image shows a fully developednetwork when the water is frozen.Photograph from Bull,C. 1983:55.
The strength of the paper, as discussed, is due to the absorption of water and
the promotion of hydrogen and cellulose bonding. The non-cellulose materials;
e.g. lignin, pith and woody shives, must be extracted before processing
because they reject water and resist bonding. This occurs from the cooking
process with the aid of chemicals (a lye solution or soda ash), in order to
prepare them for the beating and bonding processes (Hiebert, 2000: 52-53).
15

1.2.2 WATER SUPPLY
The papermaking process is dependent on a good, pure water supply. The
source should be free from impurities and unwanted mineral traces (Turner,
1998:24). The demand for a clean water supply has become very strong in
recent years. As the population grows, so have the demands for more water
and for purer water for public health issues. (Bull, 1983:51-55)
In the Eastern tradition, paper was made in the rivers and lakes of mountains
and valleys. This source of water is considered to be in its most purest form,
free from impurities and human interference (Turner, 1998:24). Papermaking
was, and still is in some countries, considered to be a winter activity for two
main reasons: firstly, it was an alternative to crop farming in its dormant
months and, because farmers had no source of income in the winter months,
paper was often made as a substitute. Secondly, cold water controls bacterial
growth and assists in forming a crisp sheet by tightening the fibres (Shukuno,
2001). This Eastern philosophy of winter-papermaking posed problems of
demand from western countries. Western papermaking introduced the use of
a vat and other indoor equipment to compensate the problems of winter
papermaking (Hunter, 1943:224).
Contemporary problems associated with inner-city papermaking is often an
impure water supply. Mass urbanisation has put tremendous pressure on our
water supplies, necessitating increased levels of chemical treatment and
recycling (Smith, 1983:65-68). Purification and filtration techniques aid in the
elimination of the effect of chemical by-products and organic impurities in the
hand papermaking process. These products are often the result of pH
imbalances and archival qualities in handmade paper and require further
investigation.
1.2.3 THE INFLUENCE OF WATER ON THE DRY SHEEr (WATER VAPOUR)
A dry sheet of paper is still an organic substance which has the ability to
breathe and take in moisture. If a sheet of paper has an inadequate quantity
of sizing18, absorption of water vapour can result in its deterioration (Turner,
16

1998:29). The major factor influencing this deterioration involves the storage
of the paper. Correct storage procedures and the side effects of incorrect
storage facilities will be discussed further in Chapter 4, Section 2.
1.3 ADDITIVES
Many of the characteristics of a finished sheet of paper result from the use of
additives during the pulping and forming processes. Certain substances have
different effects in papermaking and can improve or enhance the quality of
the finished sheet. Craft papers, for bookbinding and box making do not
necessarily require additives, but they can be added to improve strength.
Specialised papers, such as etching papers, require additives to improve the
performance of the end product (Turner, 1998:24).
Additives can be natural or chemical in nature. Often additives from traditional
techniques have natural and chemical substitutes. For example, Formation
Aid, a mucous substance Which acts primarily as an agent to alter the
viscosity of the pulp and water durinq sheet formation, can be made from the
root of the hibiscust? plant or is sold in powder or liquid form from paper
chemical suppliers. Additives can range from buffers, fillers and agents which
affect the physicality of the final paper quality, to additives which streamline
the production process. Specific additives will be discussed further in the
Chapter, Section 3.1:6.
Fibre, water and chemical or natural additives can conclusively be considered
the three main composites of any sheet of paper. For different kinds of paper,
however, the composites may vary. For instance, the fibres previously
discussed in Section 1.1 were specificallyaimed at fibres for hand
papermaking. Various wood fibres are the main constituent of machinemade
papers and therefore may contain other properties which are not discussed in
this investigation.
17

The discussion following investigated other methods which are used to classify
and categorise paper which may bring about new ideas about paper
composition and methods of classification. This indicates that the previous
section (Chapter 2, Section 1) should be applied to each individual situation.
18
2. THE ClASSIFICATION OF PAPER ACCORDING TO
MANUFAcruRlNG PROCESSFS
2.1 T YPFS OF PAPERS
Fine papers are described and labelled according to the way in which they are
produced. Each method of production gives rise to certain characteristics in
the sheet of paper (Turner, 1998:41-135). It is important to conduct a broad
investigation of types of papers available on the market in order to place the
identified paper under investigation into a specific category. This section of
the investigation will look at the criteria which gives a certain type of paper,
its identifying name, use and, ultimately, price. Specific fine papers that are
available on the South African market will be further discussed in Chapter 3,
Section 3. This section (including Chapter 2, Section 3) provides a broad
overview in order to place the research into a particular context.
The types of papers that are available on the art market fall into one of two
categories: handmade or machinemade papers. As SilvieTurner in 'The Book
of Fine Paper' (1998: 18) discusses, there is a third type of paper available,
which fits specifically into one category but has characteristics of the other.
These papers are known as mouldmade papers and will be discussed
separately. The three categories under consideration differ significantly with
regard to both product and cost. These papers will be looked at according to
their characteristics, end-uses and price range.
2.1.1 HANDMADE PAPERS
'Handmade' paper is the description given to the type of paper that is made
individually, sheet by sheet, in the traditional manner that has remained
virtually unchanged for centuries (Turner, 1998:41). The sheets are made with
skill and care, with little or no addition of chemicals to the pulp. The method
of making, as referred to in the previous section (Section 1.1), involves the
following processes. (Note: These processes are discussed with a practical
application in Chapter 4, Section 2):
1. The fibre must be cleaned of all substances that impair their value as a
19

papermaking material i.e. all non-cellulose materials. This involves cutting
and sorting the fibre, as well as sometimes stripping, soaking, retting and
cooking the fibre in order to prepare it for beating. However, many
contemporary papermakers can purchase their pre-prepared stock in the
form of compressed, half-beaten sheets (sheet pulps) which helps
streamline production.
2. The beating process occurs ina Hollander beater, Whizz mixer or by hand
(in the presence of water), and its purpose is to break and separate the
fibres into smaller fibrils to form a pulp. The beating process is critical to
the effect on the finished sheet and its purpose. Additives such as size,
buffers or colourings can be added during beating to enhance paper
quality.
3. The pulp is then placed into a vat20 with a percentage of about 90% water
to 10% stock. It is then scooped up ('pulled' or 'casted'), with a screen
covered with a mesh (known as a mould and deckle) and the excess water
is drained out. The sheet is formed by agitating and interweaving the fibres
with circular and linear motions. This action aligns the fibres in four
different directions, and lends the handmade paper the characteristic of a
woven or dispersed grain direction. This also adds to the strength of the
paper and is important to the formation, thickness and evenness of the dry
sheet.
4. The wet sheet is transferred onto a felt by a process called 'couching'.
Many sheets are formed and transferred onto the stack or 'post',
interleaved with felt or sheets of interfacing. The post is then pressed in a
hydraulic or screw press under immense pressurezi to remove excess
water.
5. The sheets are removed from the wet felts and placed in a restraint-drying
system or hung in a loft (or well-ventilated area) to dry. Once the sheets are
dry, they are pressed again for several days in order to cure and prepare
them for their end-use.
20

6. Sometimes additional sizing agents and finishes can be added as an extra
stage for specialised requirements in the dry sheet. Many defective or "8"
grade sheets occur during this process, but are re-pulped during
manufacture or dried and allocated for other functions, such as product
making or proofing. These applications will be discussed further in the
Chapter, Section 3.
All handmade papermaking techniques follow similar processes of formation,
yet there is a variation in Eastern and Western traditions which effect the final
look and quality of the paper (see samples below). Traditional fibres used in
Eastern papermaking have a rich, textual quality which is visible in the final
sheet. The Western papermaking tradition is based on cotton or linen rags for
production of paper for a different function; it therefore has a completely
different quality to that of papers from the East. All handmade papers have
individual characteristics and range in colour, weight, surface and texture.
Sample #1: Handmade paper sheetusing Western techniques
Fig 2.7 Cross-section of Westernstyle paper. Photograph from AllJapan Washi
Association, 1991:15.
21
Sample #2: Handmade paper sheetusing Eastern techniques
Fig 2.8 Cross-section of washi(Eastern-style paper). Photograph from All
Japan Washi Association, 1991:15.

Fig 2.9 ABOVE: Eastern methods ofpapennaking, Himalayas. Photographfrom Turner, S. 1998:80.
Fig 2.10 A BOVE: Eastern methods of pape rmaking,Japan . Photograph from AllJapan Washi Association. 1991 :11.
Fig 2.11 ABo VE: Western methods of papermaking , Italy. Photographfrom Turner. 5 .1998:45.
22

Fig 2.12 RIGHT: Easternstyle papers, Japan.Photograph from Schleiper catalogue2000 . Antwerpen , Belgium.
Fig 2.13 LEFr: Western stylepapers. Left pho tograph fromTurner. S. 1998:73 . Right photographfrom Khadi Papers catalogue. 2000.Chichester. United Kingdom.
2.1 .2 M ACHINEMADE PAPERS
The papermaking machine was invented in 1798 in France by Nicolas Louise
Robert (Hutchins, 1983:53). In 1803-4, the first machine for the manufacture
of paper on a continuous cycle was set up at Fragmore, Hertfordshire;
financed by a firm of wholesale stationers, the Fourdriniers (Turner,
1998 :135). Today, machinemade papers are manufactured daily by the ton
for industrial and commercial use, and provide for the cheaper end of the
paper market. The production is primarily targeted to the 'consume and
dispose ' market and , for this reason , the ingredients and techniques used
23

reflect the end purpose. Large amounts of chemicals are included in these
papers, thereby limiting their life span, and often causing short-term
degradation, breakdown and, ultimately, waste. Archivality is not an important
factor in this industry as quantity is the main focus of production. This type of
production and its visual quality often mistakenly sets the standard and grades
of all paper production. The majority of these machinemade papers are not
as pure as those produced by hand or by cylinder mould and are therefore not
able to stand the test of time. Since 1970 a number of industrial paper
manufacturers have developed special ranges for the creative and
environmentally aware market. The quality, however, is not as refined as that
of handmade and mouldmade papers, but they have the advantages of being
cheap, uniform and widely available (Turner, 1998:135).
The paper machines that are responsible for this type of commercial paper
are quick and have a high degree of technical sophistication. Industrial paper
mills rarely stop production, and mill workers work in shifts to monitor the
machines. The machine is comprised of a flat bed (made of wire mesh) on
which the paper is formed. The mesh shakes in one direction as the pulp is
distributed onto it. This means that the fibres are formed in one direction and
result in the grain direction of the finished roll of paper. After this sifting
process, the paper goes through many suction, pressing and heat processes
in order to achieve the fine quality of machinemade papers. The roll is then
usually cut into sheets of various sizes and shipped off to wholesalers (Turner,
1998:136).
Machinemade papers are most commonly made from hardwood and
softwood fibres. These wood fibre pulps contain a large percentage of lignin
and other impurities which produces a paper that degrades very quickly,
resulting in the yellowing of the sheet when exposed to bright light for
extended periods. In addition, the paper has a low tensile strength. Certain
mills, as previously mentioned, make acid free grades due to pressure from
paper conservationists. According to Turner (1998:136), the Permanent
Paper Standard of the USA: ANSI 239 states that:
24

PuLP CARRIED ON PHOSPHOR
BRONZE WlRECLOTHD ANDY
ROLL
COUCH
ROLLS
t2ND PREss
ROLLS
3RD PREss ROLLS
(REvERSING PREss)DRYING CYUNDERS
tSMOOTHING
ROLLS
DRYINGCYUNDERs
1$I" 2ND 3RD 4THC A L E ND ER S
COOUNG REELROlLS
PAN C VIEW OF A FOURDRINIER PAPER MAKING MACHINED1ustratlng the processes of converting the liquid pulp to the finished reel
(Reproduced by courtesy of Guard Bridge Paper Co. Ltd)
TAKEN FROM: G our, S. C. 1%7. Paper: It's MakIng, Merchantlng and Usage. 2nd Edition.London, Urn ed Kingdom: National Association of Paper Merchants.

2.1.3 MOULDMADE PAPERS
Dry sheets of mouldmade papers closely resemble the characteristics of
handmade papers. This is largely due to the fact that they both use the same
raw material (i .e. cotton or linen rag fibre). Pulp preparation is similar to that
of handmade paper, but the shee t forming, pressing and drying processes are
replaced by that of a machine called the cylinder mould, invented by John
Dickinson in 1809 (Gilmour, 1967:69). This machine contains a large
cylinder covered with a wire mesh , the diameter of which determines the size
of the paper. The cylinder revolves in half-immersed pulp, and a vacuum
pump inside the cylinder propels the fibres to adhere to the mesh, which
results in the formation of a layer of paper.
The paper then passes through two cylindrical rolls that mechanically
squeezes the water and presses the shee t. Both of these cylinders are covered
with a felt which gives the paper its texture on both sides of the paper.
Various textures are achieved through different processes: rough paper texture
from a felt with a heavy weave; a fine (or 'NOT' ) surface from a tightly woven
felt; and a smooth (or H.P.) surface from a smooth metal polishing roll, called
calender rolls22. The paper is dried by passing it through steam-heated
cylinders after which the paper is reeled into a continuous roll of paper. The
sheets are usually hand-torn from the roll into sheets, which results in soft
edges on the paper. This represents the false deckle edge; a characteristic of
mouldmade paper (Turner, 1998:113).
Fig 2 .15 RIGHT: Thevat area of thecylinder-mouldma chine at St.Cuthberts Mill ,Somerset , UK.Photograph from Turner. S.
1998:115.
26

Fig 2.16 RIGHT: The finishing roomat St. Cuthberts Mill , Somerset,United Kingdom. Photograph from Turner. S.1998:117 .
Moulin du Cue
Fabriano No 5, trimmed
Schoellershammer lOW
Velin Arches
SihlArt Aquarelle, trimmed
Velin de Lana
% LanaGravure, trimmed
Hanhemuhle Aquarelle
Hanhemtihle Medi aeval Laid
Somerset White Satin
Z erkall 7625
Fig 2.17 Mouldmade papers. Photograph from Turner. S. 1991:54.
27

2.2 A COMPARISON OF HANDMADE, MOULDMADE AND
MACHINEMADE PAPERS
The differences in the making of these types of papers defines their
characteristics as well as their end-uses. The end-uses of different papers will
be discussed in Chapter 3, Section 1 and aspects pertaining to their
comparison will be considered in this section.
Mouldmade and handmade printing papers are the most closely related and
are often confused because both papers are made from the same raw
material. Rag papers offer the highest quality of pulp for fine papers . The
essential difference is that a handmade sheet is made by hand and is therefore
less consistent than any sheet made by a machine. The cylinder-mould was
invented to mechanically imitate the production of handmade paper in order
to make it easier, to increase production, and to lower the rejection rate of
sheets. Mouldmade papers have a reputation for being more consistent,
technically perfect and ultimately reliable. It also aids in increasing the quality
in the size of the sheet, as it is difficult to form large sheets by hand. Almost
any size of paper can be made by a machine, depending on the diameter and
length ofthe cylinder. (Turner, 1998: 113-116)
Sample #3 Handmade ragpaper: Cotton. Produced in thecourse of study by B. Marshall. 2002.
Sample #4 Mouldmade ragpaper: Fabriano Rosapina.Purchased from Herbert Evans.
28
Sample #5 Machinemadepaper: Bockingford. Purchased
from Herbert Evans.

Handmade papers differ in significant ways from mouldmade papers. One of
the major differences between these two methods is the ability to create the
multi-directional shake that results in little or no grain direction in the
handmade sheet, thereby giving more stability and tensile strength to the
paper. Mouldmade papers are composed of fibres that are aligned in one
direction due to the shaking action of the mould. A second characteristic that
cannot be duplicated by any machine is the four deckle edges on a single
sheet. The mouldmade paper consists of two true deckle edges (from the
parallel edges of the cylinder) and two simulated deckle edges. The natural
deckle edges, although seemingly unimportant, are believed by many artists to
enhance the visual character of an artwork (Turner, 1998:113-116).
Another reason, not considered in much of the literature but relevant in a
South African context, is the fact that the handmade process requires a lot
less machinery which lowers the initial cost of a handmade paper mill. Hand
manufactured beaters, which provide the necessary technology for the pulping
of rag fibre, currently cost between R30 000 and R70 000 in South Africa,
and are hand-crafted by a single engineer. In South Africa, funding is a critical
issue to the small business entrepreneur. The initial cost of the design and
manufacture of a cylinder mould would be costly, and would support a small
portion of the art market. The low-use of technology results in a reduced use
of energy and an affordable operational cost. A handmill in the context of
appropriate technology for rural development is relevant to South Africa for
sustainability. Walter Ruprecht, an engineer and hand papermaker in
Zimbabwe, has developed beaters which are run with no electrical power,
using the principle of the bicycle to generate energy (Becker, 1998:21-30).
This labour-intensive process also aids in job creation, which would be
applicable in poverty relief programmes in South Africa.
Another problematic factor in mouldmade papers is that the manufacturer is
not always willing to reveal the chemical constituents of their papers which
affect the longevity of the paper (Turner, 1998: 114). The term 'rag' should
also refer to the use of a pre-processed rag fibre that has undergone
29

treatment to ensure a neutral pH quality. This term has now become a loose
description of all papers made from some sort of cotton fibre (usually linters).
Rags from textiles contain the strongest cotton fibres which create the
strongest paper. However, linters are the shortest fibres on the cotton plant
but contain the highest percentage of cellulose. This investigation considers
varieties of raw cotton fibres suitable for paper production and focuses on the
recycling value of the use of rag waste. The procedures necessary to ensure
neutral pH quality are also discussed.
The comparison between mouldmade and machinemade papers also
highlights further differences: machinemade papers are manufactured, in most
cases, for vast commercial and industrial use and their ingredients and
properties vary according to the manner in which they are going to be
applied (Turner, 1998:113-116). The only comparison we can begin to make
is with the small percentage of mills that are producing paper specifically for
the archival market (not in South Africa). This minority reveals that the paper
manufactured still contains many impurities resulting from the wood fibre
pulp. Woodpulp is proven to yellow with time. This process will therefore not
be a consideration of this investigation. Comparisons exist in the similarity of
the sheet-forming process. The cylinder mould is a slower running machine
than the Fourdrinier which results in slower formation of the sheet and,
therefore, less grain direction and more stability in the product. Watermarksss
are also generally found on mouldmade sheets due to the process offering
more possibilities and advantages than the Fourdrinier. The drying process on
a cylinder mould is also slower and less technical, with the ability for hand
testing durinq the process. False deckle edges are also obtained using different
methods: the edges of mouldmade papers are achieved using wire or tape
across the cylinder, whereas machinemade papers can be sprayed with water
during the sheet-forming process, so that a thinner layer of pulp is created
where it will be tom at a later stage (Turner, 1998:113-116).
It is evident that handmade papers produce comparable properties and uses;
however the differences in manufacture as well as use of material, differ
considerably.
30
In conclusion, the comparison of similarities between quality, size and the
weight of each sheet of paper from each type of manufacturing process, as
well as the time it takes to manufacture each sheet, will determine the price of
the product. This should result in handmade papers being the most expensive
and machinemade papers being the cheapest. This, however, is not the case
in South Africa, because all archival printing papers are imported. This
investigation seeks to demonstrate that the manufacture of handmade archival
papers in South Africa would result in these either being sold at a cheaper
price, or meeting the price of current imports. It will also demonstrate the
many advantages of the use of standard mouldmade and machinemade rag
papers for the archival art market.
31

3. T HE CHARACTERISTICS AND SPECIFICATIONS OF PAPER
The character of fine paper is the combination of qualities or features that
distinguishes one paper from another. These qualities or features will give the
paper a specific look, texture, feel and function (Turner, 1991:11). Without
having a detailed technical knowledge of paper, it is difficult to know what
type of paper to purchase. Often the buyer's decision is based on the physical
appearance, texture, feel and aesthetic qualities of the paper, as opposed to
the strength, durability, quality of chemical additives and, most importantly,
longevity of the paper. This Section attempts to present these qualities and
others that are of value to the buyer and end-user. According to Turner
(1998: 26-36), these qualities and characteristics are usually classified in the
following categories
(NOTE: Specific papers under investigation in Chapter 4 will retain a similar format for data
capture):
3.1 T HE SPECIFICATIONS OF PAPBl.
1. NAME OF PAPER
The name of the paper is a BRAND NAME given by the mill where it is
manufactured. Alternative names are sometimes given by agents and
retailers to avoid difficult or foreign words. Indigenous names have been
given to the papers under investigation in this dissertation and will be
referred to by these names in the concluding text.
2. DESCRIPTNE NAME
This describes the category of end use in which the paper is classed, for
instance: Watereolour Paper , for instance, means it is best suited for
water- colour techniques. End-uses of paper are described in more detail in
the following chapter. The main body of the investigation focuses on paper
used specifically for printmaking techniques.
3. TYPE OF PAPER
3.1 CATEGORY: Handmade, mouldmade or machinemade.
32

3.2 WOVE OR LAID: Another sub-category of this description, which applies to
all types of manufacture, is wove or laid - a very distinct
characteristic of paper. This refers to the type of mesh
used on the mould, whether it be a cylinder or hand-held
mould. A wove mesh is a type of mesh that is woven, like
that of fabric. A laid mesh consists of several parallel lines
that lie horizontally, constructed in wire or bamboo that
are held together by a thinner chain or wire running at a
right angle (perpendicular) to the parallel lines. These two
types of meshes leave a noticeable impression or
watermark in the finished sheet of paper when held up to
the light. Sheets formed on wove mould are generally
more smooth in finish, as they allow a more even
distribution of pulp on the screen and have less of a
mesh-impression. The moulds as illustrated below, were
invented after laid moulds, the latter being known as
'antique' and usually indicate a rough finish (Turner,
1998:27).
Fig 2.18 Laid mould surface. Photographfrom Turner, S. 1998:33.
Fig 2.19 Wove mould surface, withwatermark. Photograph from Hunter, 0.1943:126.
4. FURNISH
4.1 FIBRE-TYPE: This describes the basic ingredients of the paper, the main
ingredient being the type of fibre being used. For instance,
paper made from rag will be described as: Rag Paper
Cotton; or paper made from plant fibre: Fibre Paper - Sisal .
33
4.2 BEATING PROCESS: The type of beating process described in this section
will give some kind of indication of the technique used.
For instance Handbeaten usually implies that the
papermaker has utilised Eastern methodologies to
produce the sheet of paper. If this method is used, it
usually means the fibre contains long, strong fibres that
could be overbeaten in the Hollander beater. Machine
beaten: Hollander describes the type of beater used in
production and usually implies Western methodologies
of sheet formation are used to create the specific type
of paper. If the Hollander is used, there is a range of
descriptions for beating methods . For instance, if the
roller is lowered early in the beating process, it will
create a softer, blotter-like paper. If the roller is lowered
later, the result will be a crisper, more stable sheet of
paper.
5. DRYING PROCEDURE
The drying procedure has a significant effect in the final quality of the paper.
If not dried under correct conditions, the paper distorts in a process referred
to as 'cockling'. Cockling occurs when all the moisture from between the
fibres is removed in the finished sheet and hydrogen bonding takes place. The
various methods of drying procedures lend themselves to different traditions
and sometimes result in different qualities and textures.
- Air drying (or loft drying)
In Western tradition, sheets were dried in specially designed lofts. The paper
was dried at a very slow rate with natural air that passed through the
darkened loft. The walls are constructed from fixed or moveable slanted slats
which, when opened, allow air to pass through which is free of dust from
the lower floors. The papers are hung on waxed horsehair ropes in stacks or
'spurs' (±5 pressed wet sheets) and left to dry for approximately two weeks.
34

The end result is a paper with a very distinct natural and uniquely rough
surface (Matthysen, 2000). The paper shrinks slightly, depending on the
type of fibre used to produce the sheet, due to the fact that it is not
restrained by frames. The sheets are then pressed to flatten out the natural
cockling process. This process matures or cures the paper and results in a
stable sheet that is able to withstand different atmospheric conditions during
storage (Turner, 1998:28). Contemporary adaptations of this method utilise
sizing techniques with gelatin (further discussed in this Section, point 6:
Special Properties). Refer to Fig 2.20.
- Restraint drying
This method speeds up the drying time and resolves the cockling problems
related to drying and hydrogen bonding. As the paper dries, bonds occur
and the paper retains the memory of the surface it is dried on (Turner,
1998:29). This reflects the behaviour of the paper when it is dampened
again (e.g. loft-dried papers will cockle; paper dried on a hot, curved drum
will curl, whereas paper dried in a restraint-dryer will tend to remain flat).
Different drying methods can be used:
- Drying on the mould. This is when the sheet of paper is left on the mould
to dry. The natural bond of the pulp to the mould holds the sheet in place
while the drying process occurs. This results in a two-sided sheet: one side
will keep the texture of the mesh, the other side will resemble the
bumpiness of the pulp as it is laid on the mould. This process does not
involve any pressing procedures and will result in a relatively weak paper.
This method also requires the papermaker to use a different screen for
each sheet of paper produced, which is not cost effective.
- Drying on boards. This is an Eastern tradition where the wet sheet, after
pressing, is brushed onto a board and placed outside in the sunshine to dry
(refer to Fig 2.21). The sheet adheres to the board and therefore adopts its
smooth texture. Contemporary adaptations of this method utilised by some
papermakers in Japan involves a pyramid-shaped metal plated drum which
is heated with steam. The paper dries within ten minutes of it being
brushed on to the dryer (Shukuno, 2001).
35

- Restraint drying system. This is a Western method that involves restraining
the sheets between blotters or felts, separated by fluted cardboard in an
enclosed box (open in the front, mounted with fans on one side) . The
boards are kept under adequate pressure to restrain the sheets as the air
travels through the fluted board and dries the paper overnight (refer to Fig
2.22). The paper is removed from the dryer when completely dry and flat.
(Deery, 2000)
- Heat drying. Papers can also be hot-pressed with an iron or heat press
when damp and dried at a fast rate . They should then be pressed under
weight to ensure their flatness, as even-drying is not consistent due to the
element of the heat-source not being evenly spread.
Fig 2 .2 0 lEFT: Air drying in 'lofts' . Photograph
from video still "Western Papermaking II - Professional Equipment
and Techniques", University of Iowa. Barret . T. 1994 .
Fig 2.21 LEFr: Drying onboards. Photogra ph fro m Turner . S .1994:89
Fig 2 .22 ABOVE: Drying usingthe restraint drying system.Photograph from video still "Wester n
Papermaking II - Professional Equipment and
Techniques ". University of Iowa. Barret. T.1994 .
6. S PECIAL PROPERTIES
6.1 SIZING AND ABSORBENCY
This refers to the method emp loyed to attain the level of
36

absorbency/resistance to moisture or water. An unsized sheet of paper is
called a water/eat and is not considered useable, except as a blotter. The
addition of surface or internal sizing prevents the absorption of moisture and,
in turn, makes it useable (Turner, 1991:14). If a sheet is unsized, ink will run,
glue will be absorbed and the sheet will have a softer, non-crisp 'fluffy' feel to
it. The paper will also continually change its characteristics according to its
environment. If the paper is stored in a moist atmosphere, the paper will
always feel damp and hold the moisture for longer (Turner, 1998:29).
Cellulose fibres are water-loving (hygroscopic) by nature and therefore have to
be sealed in some way to avoid the further absorption of moisture. Sizing
agents can provide this insulation and are cured for a suitable amount of time
before usage. Sizing can be applied in two distinct ways:
- Internally: This means the sizing agent is added to the wet pulp during the
last beating cycle or in formation process.
- Externally or surface sized: This means the sizing was applied to a dry or
semi-dry sheet at the end of the process.
Sizing agents can include the use of rosin or gelatin (mostly used as surface
sizing agents) or chemical solutions such as Aqua Pel or Ketene Dimer
Solution (only used as internal sizing agents), and they have a neutral pH to
meet archival standards.
6.2 STABIUTY
This refers to the way in which the finished sheet of paper reacts to climate
and atmospheric conditions and is dependent on the way in which the sheet
was produced. When paper is exposed to high-moisture conditions, the fibres
absorb water and swell, and when they dry again they contract and may result
in a dimensional distortion (Turner, 1998:29). If stored in stacks, only the
edges of the sheet will be affected and could cause the sheet to distort
unconventionally. This characteristic is directly affected by the quality of sizing
applied to the sheet during the making. Beating times and methods are also
factors that affect the stability of the sheet. Fibres beaten for long periods of
time are said to be stronger but less stable, as a more dense bonding has
37
taken place. Fibres beaten for short periods or by hand are said to be weaker
but more stable, because fewer bonds have occurred between the fibres and
each fibre has more freedom to move (Turner, 1998:29).
6.3 GRAIN DIRECTION
The grain direction, as mentioned previously, refers to the direction of the
fibre-alignment in the sheet. Handmade papers have little or no direction due
to the multi-directional shake during sheet forming processes; mouldmade and
machinemade papers have only one grain direction due to the movement and
alignment of the fibres on the continuous bed or cylinder mould. When the
sheets of papers from the mould and machinemade machines are cut, the
'long grain' or 'short grain' characteristic is identified>.
According to Turner (1998:30), grain direction can have many different
consequences when using paper, for instance:
* Paper tears and folds along the grain more evenly and easily than across it,
but creates a stronger fold when folded across the grain.
* The absorption of water/moisture and contraction after drying expands
across the grain and has a large effect in bookbinding and box making
procedures.
6.4 pH AND ACIDITY
Potential of Hydrogen (pH) is the measure of acidity or alkalinity of a
solution (of hydrogen ions), numerically equal to 7 for neutral solutions,
increasing with alkalinity and decreasing with acidity. The scale runs from 0 to
14, 1 being most acidic, 14 being most alkaline. Paper that measures below 5
is considered acidic (Turner 1998:30).
Acid-free implies that the paper is of a permanent nature and has a long life.
The pH value is not exactly 7 but is within the range for the paper to last for
long periods of time. Papers that are acidic turn yellow due to oxidationz- and
become brittle in short periods of time. They are not good for creating
artworks or documents which have value for future generations.
38

It has been demonstrated that acid content in papermaking can be eliminated
by extracting all the unwanted, non-cellulose materials from the fibre during
the cooking process, i.e. paper should be made from 100% cellulose material.
All additive products, such as sizing agents and fillers, should be of an archival
nature to prevent the eventual deterioration of the paper. Alkaline substances,
like calcium carbonate, can be added to the paper to ensure the longevity of
these acidic substances, as it will neutralise acids or act as a buffer to
counteract acids that may result in the use of these products (Turner,
1998:30).
6.5 ADDITIVES
Additives that can be used in paperrnaking to enhance the quality of the
finished sheet have briefly been discussed in Section 1. A detailed list of
additives that can be used in the papermaking process follows (adapted from
notes complied by Carriage House Paper (Koretsky; Koretsky, 1993-8):
Sizing agents - Such as gelatin and rosin (natural substances) or
Aqua Pel and Ketene Dimer Emulsion (specialised
chemical substances) are used to resist the
absorption of water and moisture and to sustain
stability and rigidity in the finished sheet of paper.
Buffers - Such as Calcium Carbonate in papers of an
archival nature. It acts as a buffering agent that
counteracts the effects of acidic pollutants in the
atmosphere, which paper can absorb over a period
of years or that are already contained in the paper if
the pH is below 7, but above 4 (Koretsky; Koretsky,
1993-8).
Fillers - Such as Kaolin clay and Titanium dioxide used as
fillers to create a more even sheet surface by filling
in the gaps between fibres. They have no bonding
capabilities and may weaken the paper.
39

Specialised Agents
Adhesives/bonding
materials
Opacifiers - Titanium Di-oxide can also be used to create a
whiter opacity to the paper (i.e. give the paper a
'whiteness' in colour). A retention agent is used to
fix it.
- Retention agents are used to bind colour and other
additives to the pulp. Formation Aid is a mucilage
substance added to pulp to slow drainage, disperse
and suspend very long plant fibres during sheet
formation. It is usually used in Eastern techniques of
papermaking (Hiebert, 2000: 73). Synthetic and
natural types are available. Coagulant is a synthetic
powder which flocculates pulp (forms large clumps)
that already contains retention aid or sizing. It can
be used to create some special effects in paper, like
mottling effects.
- Sodium Carboxymethyl Cellulose (Methyl
cellulose) is a water-soluble gum used chiefly as a
mild adhesive that does not degrade the paper. It
can also be used to glue paper in its wet stage
(when the sheets have just been formed). Bonding
only occurs when both materials are dry. The
process can be reversed by soaking the paper in
water.
7. WATERMARKS
A watermark is a design or text that is impressed into the sheet of paper
during its manufacture and is only visible when the sheet is held up to the
light. The mark or design usually represents the mill where it is manufactured
and guarantees its authenticity as an original product [branding]. Over the
centuries, watermarks have been used as logos, trademarks, signatures and
autographs. Some contemporary artists use watermarking in their papers as
part of the concept and design of their artwork (Turner, 1998:31).
40

Watermarks are made by raising a part of the mould by sewing copper wire
to the surface of the mesh of the paper mould. The wire results in the pulp
dispersing more thinly in those areas, leaving the impression of the wire in
the sheet of paper. The watermark is not at all visible on the surface of the
finished sheet, as the paper is pressed and finished in the usual manner, but
reveals itself when held up to the light. Watermarks are usually located on the
edges of the paper, so as not to interfere with the final use of the paper.
(Refer to Sample #6)
Fig 2.23 Watermark process'branding'. Photograph from Hunter,1943:167
Sample # 6 - Watermark 'branding'. Sampleproduced in the course of study by B. Marshall, 2002.
8. DECKLE EDGES
The deckle edge as previously described, is the edge created by the deckle
frame which covers the mould during the sheet-forming process. The deckle's
purpose is to hold enough pulp in the screen in order to make a thick enough
sheet and avoid the pulp from slipping off the screen. The deeper the deckle,
the thicker the sheet of paper will be. As mentioned previously, a handmade
sheet has four true deckle edges, where mouldmade papers only have two.
Sometimes a double deckle edge is found when the mould has been dipped
twice into the vat of pulp to form a thicker sheet. Occasionally a deckle edge
is considered undesirable and is trimmed off the finished product. However,
artists consider the deckle edge to be a trademark of the authenticity of
handmade paper. Occasionally, artists attempt to mimic this characteristic by
41

wetting a sheet of paper (using a ruler and a thin paint brush) and tearing it
apart (Turner, 1998:32).
9. SURFACE FiNISH (TEXTURE OR 'CALENDER')
Many factors can contribute to a specific type of texture in the finished sheet.
The following are some of the main contributing factors:
Beating procedures - Create the softer or crispy 'feel' to the paper.
Fibre type - Thicker (wider) fibres create coarser/rougher
finishes in the paper. Slender fibres produce
smoother surfaces.
Drying procedures - Air dried sheets usually cockle, creating an
uneven surface texture. Restraint dried sheets
have a flatter, smoother texture.
Impressions - The texture of the sheet-separators when
pressing the wet sheets will have an effect on
the final sheet. If the sheets are separated by
felts, they will be slightly rough. When sheets
are separated by perspex, the surfaces will be
very smooth.
Sizing agents and fillers - Sizing agents can sometimes result in crisper
sheets. Fillers create a more even surface,
specially for printing purposes.
According to Turner (1998:33-34) and Hiebert (2000:114), the surface can
be described using one of the followinq terms:
• Rough - Which describes the natural roughness of the sheets pressed with
traditional felts (not deliberately smoothed using another process,
like hot pressing).
• NOT - This is the term given to sheets that involve some sort of
intermediate pressing using finer felts or boards - sometimes
described as cold pressed or pack pressed. It gives a surface finish
in between Rough and H.P.
• H.P - Stands for Hot-pressed and is used to describe a very smooth type
42

of paper that is achieved either by using a method of heat pressing
(on heat glazing rollers/Elna Presses). Calendered paper,
sometimes referred to as HP, is achieved by burnishing a formed
sheet using a smooth surface, like highly polished metal rollers.
The handmade character
Handmade papers seem to have the same texture on both sides of the sheet.
However, when closely looked at, there are two distinctive sides: the wire side
(the side on which the pulp sits on the mesh); and the felt side. Additives can
sink to the wire side, if heavier than the pulp, and create a smoother surface
on this side.
Mould and machinemade characters
The wire side of these papers are generally more porous, contains less size
and has shorter fibres. The felt side has less grain, more sizing and is the
better printing surface.
10. WEIGHT / THICKNESS / SIZE (DIMENSIONS)
The weight, thickness and size of the paper are linked. Using the metric
system, the basis weight of a single sheet of paper is measured in grams per
square meter (abbreviated as 'gsm' or 'g/m2' ) . Three sizes exist within this
system, the basic being AO, which has a total surface area of one meter
squared (1m2) , on which all the others are derived: the A series (printing
papers), B series (poster size) and C series (envelopes and folders). Each series
contains smaller denominations which are obtained by halving the longer side
(Refer to Fig 2.23) (Turner, 1998:212-214).
The thickness is usually referred to when measuring boards or card, eg:
1 Ply (single layer) is equal to 250gsm; 2 ply to 500gsm; etc.
43
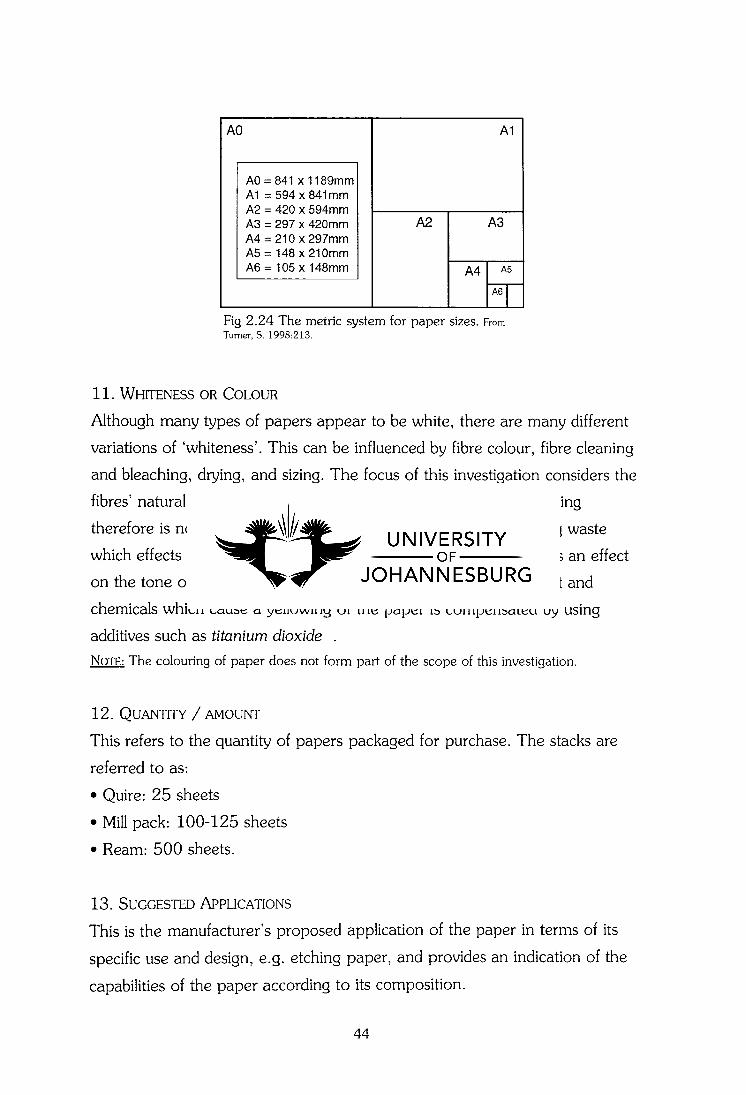
AO A1
AO = 841 x 1189mmA1 =594x841mmA2 = 420 x 594mmA3 = 297 x 420mm A2 A3A4 = 210 x 297mmA5 = 148 x 210mmA6 = 105 x 148mm A4 A5
A6jFig 2.24 The metric system for paper sizes. FromTurner, S. 1998:213.
11. WHITENESS OR COLOUR
Although many types of papers appear to be white, there are many different
variations of 'whiteness'. This can be influenced by fibre colour, fibre cleaning
and bleaching, drying, and sizing. The focus of this investigation considers the
fibres' natural colours to produce unique papers. The use of bleaching
therefore is not investigated, but the removal of additives to the rag waste
which effects the paper's pH is taken into consideration. Water has an effect
on the tone of the paper which is monitored. Impurities such as silt and
chemicals which cause a yellowing of the paper is compensated by using
additives such as titanium dioxide .
NOTE: The colouring of paper does not form part of the scope of this investigation.
12. QUANTITY / AMOUNT
This refers to the quantity of papers packaged for purchase. The stacks are
referred to as:
• Quire: 25 sheets
• Mill pack: 100-125 sheets
• Ream: 500 sheets.
13. SUGGESTED APPLICATIONS
This is the manufacturer's proposed application of the paper in terms of its
specific use and design, e.g. etching paper, and provides an indication of the
capabilities of the paper according to its composition.
44

In conclusion of this chapter, the following can be stated regarding the
properties of paper:
Paper is composed of the three main elements: fibre, water and chemical or
natural additives. Fibres for papermaking can be derived from plant fibres,
recycled textile fibres or pre-processed sheet pulps. Water, although not
physically present in the final paper product, is responsible for most
formation and properties of strength in the paper. Additives can be used to
enhance the final look, texture and quality of a sheet of paper.
Paper can be classified according to the method of manufacture which can be
described as handmade, mouldmade or machinemade. Handmade papers
have a reputation of strength, individuality and purity in substance.
Mouldmade papers contain properties of consistency, reliability and
availability. Machinemade papers are manufactured for the 'consume and
dispose' market, degrading and yellowing in short periods of time. Various
comparisons can be made between the different types of paper: handmades
and mouldmades being the most closely related regarding properties, and
handmades and machinemades being the most unrelated.
The character of paper is what distinguishes one paper from another. These
various characteristics will determine the final look, feel and function of the
paper for the end-user.
With the properties of a sheet of paper now analysed, the following chapter
will consider the end uses and applications of archival handmade papers in a
printmaking context.
45

Notes1. Techniques of making paper: Eastern and Western traditions: Turner, S. 1998:41-47;81
92. The Book of Fine Paper. Slovenia, Thames & Hudson.
2. Papyrus: Traditionally made by cutting strips of the plants' stalk into lengths and
overlapping them side by side; then perpendicular, which are pounded and
laminated together to form a sheet of paper.
3. Rice paper: Made from the pith (core of the stem) of the rice paper plant.
4. Vellum: A fine parchment made from the un-split skins of calf, lamb or kid.
5. Parchment: Made from the skin of a sheep or goat.
6. Bark papers: Made similarly to papyrus but from different plant materials such as ficus,
mulberry and wild fig (also known as Tapa/Amate).
7. Cellulose: An amorphous carbohydrate polymer (C6HlO as). The main constituent of all
plant tissues and fibres, used in the manufacture of fibrous products, ego paper,
textiles and explosives.
8. Cotton linters: These are the shorter fibres left behind on the seed after ginning, which are
not used to make thread (short fibres). These fibres are brushed off the
seed, cooked, washed, beaten and formed into blotter-like sheets known as
pre-processed sheet pulps or half stuff.
9. Herbaceous: Any plant that does not form a persistent woody stem, lasting one season
(annuals) or everlasting [season to season] (perrenials).
10. Ginning: A mechanical process for removing the seeds from the cotton boll.
11 Retting: A process where fibres are left to stand in water or mist in order to break the
fibre down by means of organic enzymes.
12. Alkali: A hydroxide or carbonate having a pH greater than 7.
13. Archival: The papers' ability to last a long time (preservation).
14. Whizz mixer: Machine designed to break down recycled or pre-processed materials to a
pulp for papermaking (similar to that of a large food processor).
15. Hollander beater: Machine designed in Holland in the 17th Century for processing rag
into pulp for paper.
16. Xylem: The supporting and water conducting tissue of vascular plants, consisting
primarily of tracheids and vessels; woody tissue.
17. Phloem: A food-conducting tissue of vascular plants, consisting of sieve tubes and other
cellular material.
18. Sizing: Any of several gelatinous or glutinous substances usually made from glue, wax or
clay and used as a glaze of filler for porous materials, like paper.
19. Hibiscus plant: Any of various chiefly tropical plants, shrubs or trees; having various
coloured flowers; of the family of deciduous and evergreen perrenials.
20. Vat: Container used for casting methodologies in papermaking.
21. Immense pressure: Approx 10-30 tons of pressure.
22. For NOT and HP descriptions see Chapter 2, Section 3; point 9.
23. Watermark: A translucent design impressed on paper during manufacture and visible
when the finished paper is held up to the light.
46

24. 'Long grain' refers to sheets cut vertically from the mould, 'short grain' refers to sheets
cut horizontally from the mould.
25. Oxidation: The combination of a substance with oxygen (a reaction in which the atoms in
an element lose electrons and its valence is correspondingly increased.
47

CHAPfER 3
THE END USFS AND APPLICATIONS OF
ARCHIVAL HANDMADE PAPERS
1. THE END USES OF FINE PAPER
Paper is classified according to the methods by which it was manufactured, as
discussed in Chapter 2, Section 3. Another method of classifying paper (or
sub-classification) is by its USAGE by the market. Often a paper is judged by
how well it carries out its function, and is ultimately the fundamental element
of the consumer's choice of purchase. The key role of the paper is to reflect
the technical perfection of the medium and enhance the aesthetic! quality of
the work (Turner, 1998:161).
There are many papers available on the market for specific purposes, from
watercolour, drawing and calligraphy papers to bookbinding, photography,
decorative papers and papers for electronic output (computer & photocopy
papers). This investigation will attempt to consider these categories, but will
focus specifically on paper for various selected hand-printrnaking
techniques .
1.1 P APFRS FOR TRADITIONAL PRINTMAKING TECHNIQUES
The understanding of a sheet of paper and its performance is critical in
printmaking processes. The identical impressions required in the editioninqe of
prints demands that the papers are stable, even and consistent. For this
reason, mouldmade papers are usually used by publishing studios and artists.
Today, many handmade papers made by practiced professionals can stand up
to this ideal and offer qualities that make the paper the preferred choice
(Turner, 1998: 168).
According to Gilmour (1967:200), the quality of resulting print editions should
take into consideration the following important factors:
48

1. The ink must have the correct properties of body, and viscosity in order to
give the layer a look that is uniform and of sufficient thickness on the
surface under the action of the roller;
2. The ink should remain in a fixed position on the surface in relation to the
raised portions of the plate;
3. The ink must be successfully transferred onto the surface of the paper
when the correct pressure is applied (a thin layer will remain on the plate);
4. The pressure must be sufficient to ensure the print is a solid (unbroken)
impression without spreading or 'squash'.
The aim of any printing technique is to "produce a uniform and solid
(unbroken) impression free from slur or obvious ink spread. This is the
physical aspect of printing which may be considered separately from aesthetic
requirements" (Gilmour, 1967:210-211). Gilmour provides an analysis of the
printability of paper, which depends on factors which will be expanded on.
These factors relate to the discussion of handmade paper in Chapter 2, and
will now be discussed in relation to the printmaking requirements of paper.
1.1.1 THE PHYSICAL FACTORS INFLUENCING THE PRINTABIUTY OF PAPER
FIBRE - The printability or print quality of paper may be subject to the fibre
type (Gilmour, 1967:211). The fibre type (bast, leaf, grass or seed
hair) determines, to some extent, the length of the fibre (Chapter 2,
Section 1.1). This length, according to Gilmour (1967:211), will also
to some extent determine the paper's printability.
"The fibres of rag pulp paper [seed fibre], if lightly sized, are soft and
tend to accept ink well. Esparto fibres [leaf fibres] are also elastic and
tend to give a little under printing pressure; this helps to produce a
sound impression. Mechanical wood pulps [wood fibre] are harder and
less elastic and have a tendency to print a broken impression."
He goes on to say that this is a generalisation and relatively short fibres
can be favourable to good printing if prepared correctly, but the nature
of these fibres do reduce the strength and the longevity of the paper
(as previously discussed in Chapter 2, Section 1.1).
49
SIZING - The primary reason for sizing a sheet of paper is to reduce the
absorption of ink and water, to minimise their negative effects (e.g.
ink: bleeding) and improve paper quality (Heller, 1978:80). Gilmour
(1967:211-212) states that his experimental evidence in practical
printing, regarding the effect of sizing, is inconclusive. He believes
that "the effect of size is to repress the absorption of water inks, but
not necessarily the oils and varnishes of ordinary printing inks".
Laurence Barker (cited in Heller, 1978:84) agrees with this position,
because waterleafs or unsized papers provide maximum absorbency
for printmakers. Artists who paint and draw prefer less absorbent
paper.
The effect of sizing on hand printing techniques varies in accordance
with the desired rate of absorption by the printer, and the paper
should therefore be sized accordingly. This issue will be further
analysed in Chapter 4, Section 2.1, as different methods of sizing
produce different qualities of printing and can also alter the quality of
paper. For example, gelatin surface sizing can improve the paper's
surface strength, etc. (Turner, 1998:24).
CALENDERING - The effects of calendering include a smoother surface and a
(SURFACE FINISH) more uniform sheet which can improve print qualities,
especially when fine detail is required (Gilmour, 1967:212).
Handmade papers are not usually put through this process,
unless prepared by the printer. There are various factors and
methods which influence the surface finish of a handmade
sheet (discussed in Chapter 2, Section 3-9). The effects of
surface finishes of handmade sheets in printing will be further
analysed in Chapter 4, Section 2.1.
ADDITNES - The use of additives in the paper are primarily to enhance the
quality of the finished sheet. These can be very important for
printmaking papers, as the identical impressions required in
50
printmaking are primarily justified by the evenness and stability of
the sheet. Uneven papers can result in uneven or inconsistent
printing impressions, especially visible in planographic processes
(eg. lithography). This factor may not have a major significance in
processes undergoing heavy printing pressures (eg. etching) unless
the sheet produces significant lintinqs problems.
POROSITY - The porosity of the paper is an important characteristic which
affects the ink transfer and absorbency during printing (Gilmour,
1967:212). The above-mentioned factors, including external
factors durinq the papermaking procedures (e.g. beating times)
have an effect on the paper's porosity and will be practically tested
in Chapter 4, Section 2.
1.1.2 THE OPTICAL PROPERTIES OF PAPER (WITH REGARD TO THE VISUAL PRINT ON PAPER):
GLOSS - According to Gilmour (1967:212), the readability of printed matter
depends on the character of the paper surface. He explains the
process which results in rough surfaces diffusing light, with smooth
surfaces reflecting light, producing a gloss effect. It is further
explained that artwork viewed at an angle perpendicular to its
surface on a rougher paper, will be less strenuous to view as the
eye will be observing diffused light, rather than creating a less
desirable reflection.
OPACITY - This refers to the transmission of light through the paper.
Translucent papers will appear to absorb more ink as a show
through image is visible on the back of the paper. This can be
lessened by changing the character of the print type (eg. thinner
type/lines will not appear as darkened as bolder type/lines). Less
opaque papers will automatically appear darker in tone, which can
be lessened by displaying the printed work on a bright white
material (Gilmour, 1967:213).
COLOUR - Books usually require a near white paper to secure a good contrast
between print and paper, which assists in readability. Where
aesthetics playa role, a slightly toned paper is preferred. When
51
colour visual images are used, a whiter paper can enhance the
coloured ink by highlighting the colour contrasts (Gilmour,
1967:213-214).
1.1.3 OTHER CONSIDERATIONS:
When aesthetics influence the choice of paper, other factors come into play.
Some papers are easier to handle, have a pleasing surface colour, are free
from gloss and stand up more effectively to the 'tests of time'. Sometimes
artists choose a paper made from a specific fibre to enhance the concept of
the work.
An important aspect of the paper failing to meet the artist's requirements in
the studio can also stem from the paper being improperly stored or utilised.
Many different atmospheric conditions affect the fibres in the finished sheet,
thereby changing the composition of the paper. Some papers stored under
improper conditions may curl, wrinkle or fail to print with good registration
qualities. These factors and proper storage and handling procedures will be
discussed further in Chapter 4, Section 2.
Other factors inhibiting good print quality can also be specific factors in the
studio that do not pertain to the paper quality at all, but are often mistakenly
attributed to the latter. For instance, if the ink is not properly mixed, problems
like offsetting, smudging and a failure to dry properly may occur. Problems
may also relate to insufficient/uneven pressure on the press- which could
cause stretching, bad registration and streaks on papers of fine quality.
Soaking the paper for the incorrect time periods or in contaminated water
may also add to problems during printing. The user should be aware of these
problems and not mistake them for poor paper quality (Turner, 1991: 10,89;
1998:168).
1.1.4 GENERAL STUDIO PAPERS
NOTE: The following papers are commercially produced and do not require a handmade
equivalent. They are cost-effective and are currently widely available. An overview of all
the types of papers required in a general printmaking studio is provided.
52

Proofing papers
Before printing an edition, the printmaker first needs to test the plate to see
the quality of the image. These test-prints are called state proofs and are
labelled SIP or AlP. At this point, minor adjustments can be made to image,
ink and pressure application. For this reason, they cannot be called editions,
as minor differences occur in the print; they are usually destroyed after the
edition has been completed, or kept by the artist. It is also advisable to test
different kinds of papers at this point to see which type of paper gives the
best quality of print. This may be costly to the printer; however, it may be
beneficial in the long-run as slight changes in colour or surface texture can
change the look and quality of the print (Turner, 1991:90; 1998:169). Two
types of proofing methodology can be used:
1& Rough proofing - Newsprint is the most commonly used. It is one of the
lowest quality papers; however, it serves as a good
stabiliser for proofing and is inexpensive. It can also be
used for interleaving fresh prints, temporarily (see
interleaving sheets below) to avoid smudges, but prints
should not be stored like this indefinitely.
c:w Final proofing - This type of proofing should take place in order to
perfect the print quality and should be done on the paper
chosen for the edition.
Interleaving sheets
During editioning, prints are interleaved to avoid the offset or smudging of ink
while stacked. Papers that can be used for this are thin white tissue papers
which need not be of high quality but should be pH neutral. Newsprint can be
used temporarily (as mentioned above). Other products are available but are
costly and not necessary.
Blotting papers
Blotting papers can be used instead of interleaving sheets for processes that
require a longer drying period (papers that are soaked before printing, e.g.
intaglio processes). White blotting papers of ±280gsm weight are generally
used; they should be pH neutral and have a certain wet-strengths.53

Wrapping papers
These are usually brown, heavy weight wrapping papers that are sealed
(waterproofed or waxed). Certain types are available in acid and lignin-free
variables to ensure safe long-term storage.
1.1.5 SELECTED SPECIAUSED PROCESSES
Intaglio processes
DEFINITION - Intaglio is a printing method by which the paper is forced into the
ink-filled recesses of an etched metal plate. The process, known
as etching, involves covering a metal plate with an acid-resistant
coating then removing some of the coating using a needle. Acid«
is then poured onto the plate in order to eat away at the exposed
areas, creating raised and recessed areas (Eichenberg, 19976:
274-5). Other processes that fall into this category are
mezzotints, dry points and engravings. The ink is pushed into the
lower areas and the surface is then polished.
CHARACTERISTICS - The print has a very distinctive plate mark embossed into
the surface. Specific characteristics regarding the print,
using drypoint techniques produced by the burr, give the
print very rich black lines (Gilmour, 1967:239). Deeply
etched areas will have an embossing effect that is visible in
the final print.
PAPER REQUIREMENTS - Given the nature of the surface of the plate, the paper
should have the ability to be dampened and stretched.
It should also be heavy enough to react to the different
levels of the plate, especially heavily etched plates. It
should also be able to pick up the fine detail of the
etched plate (i.e. it must be soft) (Turner, 1998: 170).
Cotton rag papers are best suited for intaglio
processes. Dampening and drying procedures must be
carefully monitored in order to achieve optimum results
54

(for methods of dampening & drying, see Chapter 4 ,
Section 2).
IMPORTED PAPERS FOR COMPARISON TESTING (±300gsm):
Fabriano Rosapina , Tieplolo, Artistico and Arches Aquarelle.
Sample #7: Intaglio print: Drypoint and etching on zinc. Produced in the couse of study by S .Marshall. 2003.
55

Sample #8: Intaglio print: Copper plate photo etching. Produced in the couse of study by B. Marshall.
2003 .
56
Embossing
DERNITION - Embossed prints can be called 'inkless intaglios' and have a deep
relief surface. They are simply heavily etched prints with no ink
and create a relief 'ghost' image (Turner, 1998: 172). Extra soft
blankets or felts need to be added to the press to assist in the
embossing process.
PAPER REQUIREMENTS - They are usually done on a very heavyweight paper
which takes the pressure of stretching and retains the
embossed image when dry. Thin sheets usually tear
when forced into the depths of the plate. Drying
procedures can be tricky with these types of images, as
heavy boards can flatten the embossing. This can be
easily prevented by adding extra padding with blotters
or blankets when drying the embossed sheets.
IMPORTED PAPERS FOR COMPARISON TESTING (±300gsm):
Saunders Waterford, Bockingford, Fabriano Tiepolo and Arches Aquarelle
Sample #9: Blind embossing: metal cut-out. Producedin the couse of study by B. Marshall, 2003.
57

Sample #10: Blind embossing: Positive 20 etching on zinc. Produced in the couse of study byB. Marshall, 2003.
Relief processes
DERNITION - A relief printing block (usually from wood or linoleum) consists of
non-printing areas that are carved away, leaving the surface,
which will be inked & printed by hand or press (Clemson;
Simmons, 1988: 7). This means that it is a print which is taken
from the top surface of a plate: the engraved lines will print as
white areas whereas, in intaglio processes, they print black.
Some techniques in this category involve woodblock printing,
engraving, linos, collographs and letterpress.
CHARACfERISTICS - This printing method produces images with heavy linework
(that represent 'carved' lines)-, Embossed lines may be
visible when printed with a press.
58

PAPER REQUIREMENTS - The paper recommended for these techniques is one
with a smooth surface (especially if printed by hand
such as woodblock/lino). Hard and soft surfaced sheets
are suitable, but softer surfaces may produce better
results. Thin papers are usually associated with
engravings because they produce sharp images. It is
best to experiment with these processes as they can all
achieve very different results (Turner, 1998: 174-5).
The technique to be used for testing in this
investigation will be lino.
INti" OUT?
Sample #11: Uno print. Produced in the couse of study by B. Marshall. 2003.
59
IMPORTED PAPERS FOR COMPARISON TESTING (±200gsm):
Arches Aquarelle; Bockingford; Fabriano Tiepolo, Artistico and Rosapina.
Screenprinting
DERNITION - This technique was designed especially for commercial printing
purposes and was held in low regard, which gave rise to
serigraphy? in order to distinguish art prints from the mass
produced prints for commerce and industry (Eichenberg,
1976:482).
In this technique, ink is forced through a fine mesh containing a
stencil with a squeegee10, directly onto a paper or fabric under
the screen. The 'stencil' is created with an emulsion that blocks
out parts of the image and does not allow ink to pass through
(Turner, 1998: 176).
CHARACTERISTICS - An image of stencil-like quality with a mesh-like print
quality and no plate mark.
PAPER REQUIREMENTS - Due to the fact that this is such a versatile medium
which can be used on many types of surfaces, the
choice of paper is not critical (Gilmour, 1967:248).
The printer needs to experiment a few times in order
to achieve good print quality. In this investigation, all
the types of papers made for research purposes will be
tested using this technique to establish the different
qualities each paper will have.
IMPORTED PAPERS FOR COMPARISON TESTING (±200gsm):
Saunders Waterford; Arches Aquarelle; Fabriano Rosapina, Tiepolo and
Artistico
60

~
"PHOTOPt-
oto
hotophobia
oPhotophobia
Photophobia
Sample #12: Section of a silkscreen print. Produced in the couse of study by B. Marshall, 2003.
61
2. A PPUCATIONS FOR TIlE PURPOSE OF TIllS srunv
2.1 T HE USE AND APPLICATION OF SHFET PULPS/HALF-snJFFS
In the paper industry (both industrial and handmade) a product known as half
stuffs» or sheet pUlpS12 are available for the production of paper. They are in
the form of dry, compressed (heavyweight) sheets which can be used directly
in papermaking, by hydrating them with water in a very basic mixer-type
device (Koretsky; Brock, 2002: 10). These sheet pulps contain fibres which
have undergone some form of pre-processing like cutting/stripping, cooking,
rinsing and beating, They are not considered useable 13 sheets of paper, but
are pre-processed pulps for the production of specialised papers and
products.
These pulps will be looked at in terms of their application to the handmade
paper industry. They are included in the section "The End-uses of Paper" , as
the investigation categorises the sheet pulps as a finished, saleable product,
with its own characteristics, end-uses and applications in the handmade paper
industry.
2.1.1 HALF-STUFFS IN THE COMMERCIAL PAPER INDUSTRY.
In certain mills which produce papers for the mass-market, half-stuffs are
often a constituent of the finished product (SAPPI, 1999). Half-stuffs in this
industry are mechanically processed and are composed of pre-processed
softwood fibres which are short in length, contain waste materials (such as
lignin, pith, etc.) and are bleached considerably, which lends them their
whiteness in colour. These sheets are used mainly as 'fillers' in the
papermaking process and are beneficial for many reasons. The sheets require
less processing, as they have already undergone some form of pre-processing.
This would decrease the production time required, thereby increasing the
production rate, availability and income. Another reason these pulps are
widely used is because the mill is required to utilise a smaller percentage of
their locally available raw fibres. This results in smaller quantities being
62
produced,with a concommitant reduction in expenditure on the growing,
transporting and processing of these fibres.
These softwood sheets are useable by the handmade paper industry, although
they are not archival in nature (due to their composition). They do contribute
to producing a better grade of recycled paper, which is pure in colour and has
a longer life-span. This is due to the fact that these sheets do not contain all
the chemicals of a finished sheet (for example, recycled handmade papers
usually utilise office-waste papers, Iwhich have a certain life span, and
this leads to the faster degradation
of the handmade sheet). These
pulps could be introduced by the
commercial paper industry to local
hand papermakers wanting to
produce recycled papers of higher L-.. ---'
quality. Sample #13: Softwood half-stuff. Sample supplied bySAPPI.
2.1.2 SHEET PULPS FOR THE HAND PAPERMAKING INDUSTRY.
These sheet pulps are produced by international markets (mechanically) for
utilisation by hand papermakers. The difference in product to the industrial
version is that these pulps are archival in nature, and are produced from
quality fibres such as Abaca (manila hemp), hemp, cotton linters or rags, with
little or no chemical additions to the pulp. Due to the large international
creative industries, these pulps are sold mainly for their creative papermaking
uses (Koretsky, Brock, 2002: 10).
The sheet pulps offer artists:
- Quality pre-processed fibre resources, which can be further processed with
no heavy papermaking equipment required - although Hollander processing
can alter the nature of the pulp and allow the artist a more extensive
creative freedom to form a variety of qualities of paper;
- Pulps with significant wet-strengths which have extensive sculptural
applications and opportunities;63

- Strong fibres, like Abaca, can be beaten in a Hollander beater for several
hours while keeping their tensile strength, and can result in many
applications in translucent papers, pulp painting and pulp spraying
techniques;
- Availability in bleached or natural coloured sheets, at the discretion of the
artist;
- Cotton linters (which contain short fibres) offer many watermarking
possibilities.
In the production of archival handmade papers, the producer can choose to
produce the sheet pulps as a second product to paper. It uses the same basic
processes and contains the same qualities as the archival handmade sheet, but
requires less finishing processes.
Sample #14: Cotton sheet pulp. Sample fromCarriage House Paper, USA.
Sample #15: Abaca sheet pulp (ManilaHemp). Sample from Carriage House Paper, USA.
The misconception of the 'cotton linter':
Sheet pulps made from cotton linters are often referred to as 'cotton linters'
and not sheet pulps. Cotton linters are the short seed hairs of the cotton
plant, Gossypium Hirsupum. As described previously, cotton is ginned
several times to achieve various qualities of cotton. The shortest fibre, which
remains on the cotton seed after ginning, the lint, can be used in explosives,
but is most commonly produced into sheet pulps. This is due to the nature of
their high cellulose content. While longer fibres are most often used for
textiles, short fibres, or linters, have fewer uses. Pulp is most often made from
linters.
64

2.1.3 THE IMPUCATIONS OF THE LOCAL PRODUCTION OF HANDMADE SHEET PULPS
FOR THE HAND PAPERMAKlNG MARKET (RESEARCH POSSIBIUTIES)
Through this investigation, it has become evident that these sheet pulps
should be further explored, as they may have a possible local market
potential. With Government's support in the establishment and development
of many hand papermaking projects across the country to create and self
sustainable small business enterprises, it has become evident that sheet pulp
production could have significant opportunities in the local market for the
following reasons:
- It could lower the initial set-up cost of a hand papermaking studio. This is
due to the fact that Hollander beaters are not essential for the production of
this product into paper. Hollander beaters are very costly to purchase and
require ongoing maintenance care, which could hamper production and self
sustainability. Sheet pulp production could eliminate the need for a
Hollander beater in the production of quality handmade papers.
- Many projects/small businesses of this nature have limited access to
electricity, and also find that electricity use is costly. The use of sheet pulps
would shorten beating times, thereby saving energy and energy costs. In
addition, Hollander beaters require three-phase electricity, which is not
always easy to access or cost-effective.
- The use of sheet pulp could also increase production output, as pulping
processes could be decreased. Projects/small businesses could purchase
sheet pulps and utilise them as their main constituent or 'raw material' for
their papers. This would enable them to act solely as an end-of-cycle paper
manufacturer, while reducing preparation times and costs, and increasing
product output and, ultimately, turnover.
- It could also provide and supply a larger market for quality archival
handmade papers, thereby lowering the costs of the imported equivalents.
Projects/small businesses could focus on producing these quality archival
65

papers as small industry, thus increasing and improving the quality of
handmade papers available in South Africa and lowering the availability of
poor quality recycled papers. The National Archives of South Africa import
archival products and have expressed an interest in supporting this product
to fulfil their archival requirements.
- Finally, the production of sheet pulps have many possibilities for art and
design students in tertiary institutions, and for professional artists , as the
path of creativity can be broadly expanded. Quality paper pulps or sheet
pulps could be utilised and specialised for the individual artist's requirements .
This would promote the use of handmade paper and pulps in the art
industry which would, in turn , create a greater demand for the product.
This investigation provides an opportunity for further researc h into the
production of this product. The purpose is to look at expanding the product's
possibilities and its applicability to various local industries. Specific outputs and
findings of the application and use of sheet pulps in the handmade paper
industry will not be pursued in this investigation; however it is relevant in that
it could provide a method of improving the availability of the arch ival
handmade product.
Fig 3 .1. Cotton sheet pulp being processedin a Whizz mixer. Photograph from Heller. J 1978 :98 .
66

3. T HE LOCAL MARKEr
The research investigation has so far analysed the properties, uses and
applications of handmade fine paper. The target market for the production
and sale of this kind of product will now be considered. This section of the
investigation is of great importance, as it reveals the market potential and
commercial viability of the archival handmade paper product.
The marketing of a product cannot be conducted in isolation as there is a
direct link between marketing and the functions of an enterprise (Le Roux et
al., 1995:240). This investigation does not conduct extensive market research
or industry analysis, or create a marketing strategy for the product, but
instead focuses on the making and testing of the product to optimise its use
and performance in the marketplace.
3.1 I DEN1lFICATION OF THE MARKEr NEED
The European market saw the rise in demand of fine papers in the era of the
"print renaissance" of the 1960s, where there was a transition between 'old
artisanship of unwritten formula and today's much more scientific quality
control' (Antreasian, 1979, cited in Turner, 1998:144). In the United States
around the same time, paper merchants were also dedicated to promoting
this underdeveloped market area (Turner, 1998:144). The development of
this market came from the identification of the special qualities required for
longevity in paper by the mills and makers, which in turn sparked off an
'unusual creativity and revision of what was available' (Turner, 1998:144).
3.1.1 LOCALLY AVAILABLE ARCHNAL PRINTMAKING PAPERS
On a local scale, all the fine papers in South Africa are currently imported.
There are no local makers of mouldmades or machinemades that contain the
properties required for various hand printmaking, painting and drawing
techniques. A need for a locally produced equivalent of this product was
revealed, especially with current importing costs as well as our increasing
67

exchange rates and taxes. The production of a local handmade equivalent to
the imported product would meet or lower the cost and increase the
availability of the product in the South African market.
3.1.2 ENVIRONMENTAL CONSERVATION
Issues that are critical to environmental sustainability include recycling and
waste management. The world faces a crises of environmental problems
which have been accelerated by technological development and increased
consumption patterns (Thompson, 1992:3).
The production of handmade paper from recycling waste addresses this need
directly. This research focuses on utilising cotton rag waste as its primary
resource of raw material. Although the local market need for this product is
not large enough to eradicate this cotton waste, it offers an alternative use for
the product, as well as adding value to the existing market. The use of this
material is further discussed in Chapter 4, Section 1.
The production of the craft industries in South Africa have been given a boost
by Government which develops and promotes local craft initiatives (DACST;
NCCSA, 2001). This research has revealed the viability of a 'handmade
cotton paper mill' which could assist in the development of the craft industry
in South Africa and address issues of poverty relief and job creation.
Opportunities also exist for the production of a unique South African product.
The nature of a paper can be directly influenced by its immediate
surroundings. The look, feel and function of the paper could be that of a
uniquely South African product in a situation where the fibre is locally grown
and manufactured, the applied Western papermaking techniques are adapted
for a local situation, and environmental elements provide resources for a
culturally different product (e.g: cotton/mielie paper mixes).
Export possibilities playa significant part in the development of the
handmade paper industry in South Africa. Applied research carried out on
sheet pulps from local, indigenous fibres could provide opportunities for
68

producing such sheet pulps for sale to countries abroadis. The paper could
then be marketed internationally,
69
The research investigation up to this point has provided the theoretical basis
for the execution of the practical research. It has analysed the properties
which make up a sheet of paper, and the uses and applications of handmade
archival papers, and has referred to the possibilities for producing this
product on a local scale and marketing it internationally.
The investigation that follows has drawn on practice-based research methods.
The following Chapter [4] will look into the specific research methodologies:
how the paper can be made (production techniques), documented (data
capture) and tested (practically and scientifically). In Chapter 5, the results and
findings will be analysed and discussed in order to reach a conclusion.
The papers have been produced and tested in various selected applications:
1. Papers for intaglio processes (heavyweight, soft with an ability to be dampened,
stretched, and pick-up detail).
2. Papers for embossing techniques (heavyweight, soft and structurally stable).
3. Papers for relief processes (for Iino - lightweight & smooth surfaced).
4. Screenprinting papers (samples of all the above for testing).
Sample papers have been produced and tested using the research
methodology included in the following chapter. The fibres were chosen
according to certain criteria, which will be discussed in Chapter 4, Section 1.
NOTE: All samples and research documentation are included as Annexures at the back of the
document, or are included in the body of the text where applicable.
70
Notes1. Aesthetic: Of or pertaining to the criticism of taste (the sense of the beautiful).
2. Edition: The entire number of copies of a publication or image printed from a single type
setting or other form of reproduction.
3. Linting: Clumps of fibre in the handmade paper that have become softened by moisture.
These clumps pick up extra ink during lithographic printing processes and ruin the
print quality.
4. Press: Any of various machines or devices that apply pressure for transferring lettering or
images by contact with various forms of inked surface onto paper or a similar
material fed into it in various ways.
5. Wet-strength: The strength and ability of a wet sheet of paper to be handled and not
become subject to its deterioration or damaged in any way (thereby affecting
the quality of the dry sheet) .
6. Acid: In context, refers to acid used in the specific printmaking process (eg: for etching
zinc = Nitric Acid (HN03)).
7. Laminate: In context, refers to joining two types of papers by glueing with an adhesive (ie:
methyl cellulose) to enhance the visual quality of a printed image.
8. Planographic: A process of printing from a smooth surface, as lithography or offset.
9. Serigraphy: A printing process from that of a silkscreen. Term used to describe screen
printed works of art.
10. Squeegee: A T-shaped implement having a crosspiece edged with rubber or leather, used
to move ink on a silkscreened surface.
11. Half-stuffs: The term also referred to in the commercial paper industry as pre-processed
sheet pulps.
12. Sheet pulps: The term also referred to in the handmade paper industry as pre-processed
sheet pulps.
13. Useable: In context, refers to the qualities that make the sheet useable to the end-user, in
processes such as printing, drawing, painting, etc.
14. Robbin Silverberg, Gail Deery (visiting professional paper artists from the USA) and Lee
Scott McDonald (US paper equipment supplier), have previously expressed an interest in
this product by the American market.
71
CHAPfER 4
PRODUCDON AND TFSfING
The practical research activities of the research investigation will be
considered in this chapter. Various analyses, production and data collecting
methodologies were employed in order to achieve a specific output. This
chapter will consider these methodologies in order to analyse the results and
output of the research investigation in Chapter 5.
1. F IBRE lYPES AND ANALYSIS
The following section will investigate the properties of certain fibres and their
characteristics. The discussion will involve a structural analysis of these fibres
(botany), the implication of their use in the agricultural market and the
application of the research in the handmade paper industry.
1.1 C OlTON FIBRES
1.1.1 THE HISTORY AND TRADITION OF COTTON IN PAPERMAKING.
Papermaking was a well established art long before the invention of printing.
Therefore, it was intuitive that the nature of the paper dictated the methods
of printing to be employed. With the invention of moveable type- by Johann
Gutenberg in Europe in the mid-15th century, Western techniques in
papermaking saw the development and use of linen and cotton rags which
were dipped in a solution of gelatin2• This method of
making paper produced a 'hard, opaque and
impervious- surface' that was perfectly suited for
the type of printing methods being employed. U:
the thin, transparent papers of an
oriental nature, the papers of Europe could
be written or printed on both sides of the sheets
(Hunter, 1943:61-62).
Fig 4.1 Cotton GossypiumHirsupum . Photograph from Dodge.
C. R. 1897: 175
72

In the early part of the 18th century the consumption of paper increased
significantly, making it difficult for papermills to source enough rag to keep up
with the demand. This rise in demand came from the more general circulation
of written information such as newspapers and books. A campaign entitled
"save your rags" was undertaken throughout the century which encouraged
the public to use wool for clothing wherever possible, a material unsuited to
papermaking. (Hunter, 1943:311)
The beginning of the 19th century established that there was an increase for
more plentiful materials for papermaking. This quest was not to find materials
that produce superior qualities of paper, but rather find substances that were
more abundant, cheaper and easier to process. Speed and low cost became
the most important issues of papermaking. Cotton and linen had been the
primary materials for making paper for over five centuries. The first
suggestion of wood as a papermaking fibre was in 1719 by Rene Antoine
Ferchault de Reaumur, who analysed the habits of a wasp. His theory was
that American wasps form a type of paper by masticating wood fibres and
turning it in to a paper-like nest (Hunter, 1943:313-316). However, his
observations were not put into action until attempts in the early 19th century,
when Nicholas Louis Robert developed the mechanisation of paper
production on a continuous cycle. After much research and development, the
paper production from wood fibres was finally in practice by the mid-19th
century (Turner, 1998: 15-16).
The use of cotton and linen rag for paper production after this period focused
on applications where durabilitys and quality were essential (Hunter,
1943:394;428). However, hand-processing was slow and produced a 20%
reject rate, according to Hunter (1943:451). This then lead to the
development of a second mechanised process towards the end of the 19th
century - the cylinder mould, a process which mimicked the quality of a
handmade sheet discussed in detail in Chapter 2, Section 2.1 (Turner,
1998:16).
73
Fig 4.2 Cotton waste in thestamper in Papiermolen "DeSchool-meester", Zaanse Stad ,Holland. Photograph by B. Marshall. researchvisit, 2000.
1.1.2 THEORETICAL AND STRUCTURAL ANALYSIS: Cotton (Gossypi um Hirsupum)
Due to the wide distribution of the cotton plant and its long history of
cultivation, cotton has several species and therefore many product varieties .
Some countries, including South Africa, consider some species of cotton
indigenous because it has been cultivated for such a long time . A species
which is still cultivated today was discovered growing in South Africa as early
as 1516. The cotton grown in South Africa is considered to be of good
quality (Klindt, 2000). The specific type under investigation is the Gossyp ium
Hirsupum , sourced from the Agricultural Research Council - Institute for
Industrial Crops (ARC-TCRI) , Rustenburg , South Africa.
Cotton crops are considered by farmers to be a 'gamble ' as they are very
prone to insects, diseases and externa l factors, like spring rains before and
during harvesting which rots the bolls but , if successful, are very rewarding.
According to research conducted by ARC-TCRI South Africa since 1978/9
(Dippenaar; van Zyl & Vink, S.a: 15-16), the total production of cotton is far
be low the total fibre consumption of our country. They are currently
researching the adaptability of new cultivarss to different South African
conditions, with respect to yield and fibre characteristics.
The cotton plant is a warm weather plant and grows to approximately 0.5 to
2 metres tall when cultivated for textile use . The plant has a cream-coloured
74

to yellow flower, with surrounding leaves that remain when the flowers fall off.
These leaves hold the seed pods , called cotton bolls . Inside these bolls are the
cotton seeds and fibres (Robinson , 1983:519).
Fig 4 .3 Cotton fibres. Fig 4 .4 Cotton research crop -Image from Dodge. C. R. 1898:27 . ARC-TCRI, Rustenburg. Photograph by
B. Marshall. research internship. 2001.
Cotton is considered to be the world's most important and abundant natural
textile fibre (Robinson, 1983 :519). The fibre from the plant is derived from
the seeds and the stem and can therefore be divided into two categories: seed
hair & bast fibre. This is unique in that cotton is one of the few types of
plants that has more than one useable type of fibre (i.e. the kapok has good
seed hair fibre but the bast is not strong; where hemp has good bast fibre and
no seed fibre). These two useable cotton fibre sources both yield a different
kind of fibre and, ultimately, a different kind of product and therefore need to
be analysed separately:
• S EED HAIR RBRE
This fibre is derived from the seed of the cotton plant. These fibres are
actually hairs that grow on the cotton seeds, protecting them while they
ripen (Robinson, 1983 :5 19). Cotton fibres from the seed hair have the
reputation of being one of the best fibres for papermaking (Gilmour,
1967:19). This is due to its high cellulose content which is conducive to
hydrolysis (Heller, 1978:38).
75

Fig 4 .5 Cotton bolls showing the development of the seed fibre.Photograph by B. Marshall, research internship, 2001.
The lint or fibres from the seed are found in the fruit or boll of the plant after
maturity. The value of the lint depends on the length of the seed hairs and is
known as the 'staple'. The shorter staples are less valuable than the long
staples, and are not generally used to make fabrics. As ment ioned previously,
these are processed into sheets called sheet pulps which are used in
explosives or for small-scale papermaking (Hiebert, 2000:41).
Longitudina lly, the cotton fibres appear quite separate ; they are flat and
twisted. This twisted-quality of the cotton fibril is quite characterist ic and is
important in that it helps hold the fibres together when the fibrils are spun
into a yarn or thread. A cotton fibre is as strong as a steel wire of the same
thickness. By a process called cell division, the fibre - which varies in length
from 25-35mm for a long staple - is two thousand times longer than it is
wide (Bigwood, 1918:16-18).
THE EXTRACTION OF THE USEABLE RBRE
The seeds of the cotton plant cling firmly to the tightly curled fibres of the
boll. Picking these seeds out of the fibres by hand is a laborious and time
consuming activity. A cotton gin (short for 'engine') was designed to
mechanically remove these seeds from the fibre. The gin is made of 3 parts: a
revolving cylinder with stiff wire hooks , a metal plate with slots in it, and a
brush. When the cylinder turns, the wire hooks (which look like rows of teeth)
go through the slots, grab the fibre and pull it down through the slots. The
seeds, too large to pass through, get caught on the metal plates and snap off.
As the cylinder turns past the brush, the fibre is brushed off the hooks and
76
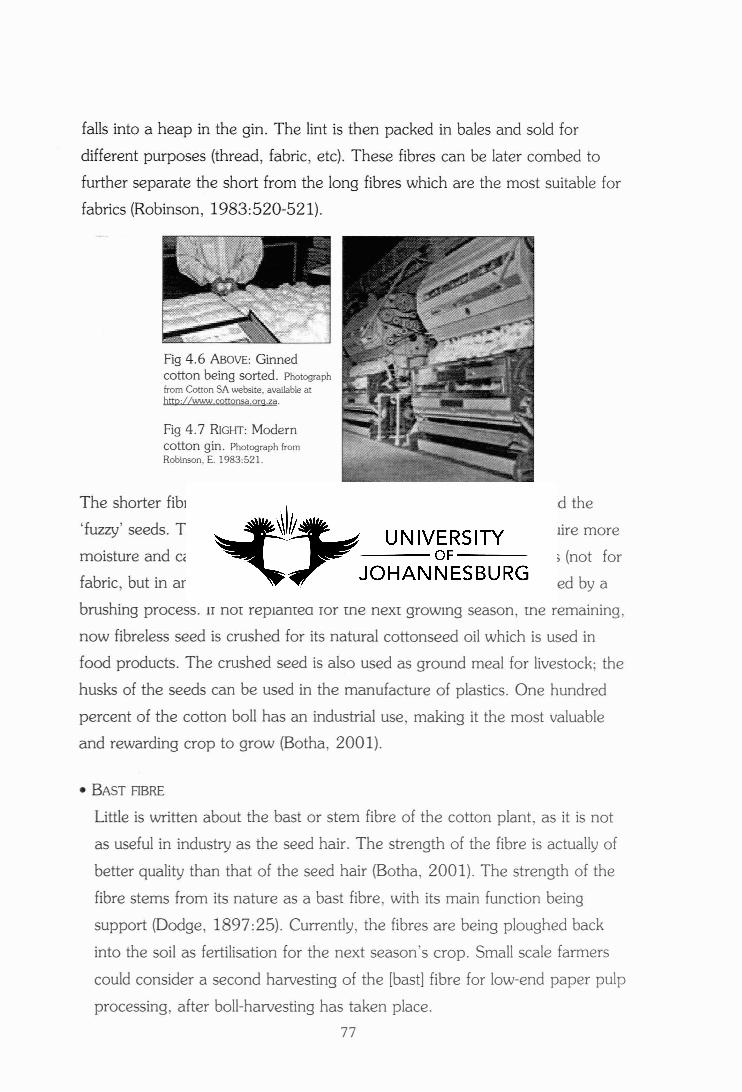
falls into a heap in the gin. The lint is then packed in bales and sold for
different purposes (thread, fabric, etc). These fibres can be later combed to
further separate the short from the long fibres which are the most suitable for
fabrics (Robinson, 1983:520-521).
Fig 4 .6 ABOVE: Ginnedcotton being sorted. Photographfrom Colton SA website, available athltp:l lwww.coltonsa .org.za.
Fig 4. 7 RIGHT: Moderncotton gin. Photograph fromRobinson, E. 1983:521.
The shorter fibres still remain on the seed after ginning and are called the
'fuzzy' seeds. These seeds are like a second protective layer and require more
moisture and care during planting. These fuzzy hairs have many uses (not for
fabric, but in ammunition, camera film and dynamite) and are removed by a
brushing process. If not replanted for the next growing season, the remaining,
now fibreless seed is crushed for its natural cottonseed oil which is used in
food products. The crushed seed is also used as ground meal for livestock; the
husks of the seeds can be used in the manufacture of plastics. One hundred
percent of the cotton boll has an industrial use, making it the most valuable
and rewarding crop to grow (Botha, 200 1).
• BAST RBRE
Little is written about the bast or stem fibre of the cotton plant, as it is not
as useful in industry as the seed hair . The strength of the fibre is actua lly of
better quality than that of the seed hair (Botha, 2001). The strength of the
fibre stems from its nature as a bast fibre, with its main function being
support (Dodge, 1897 :25). Currently, the fibres are being ploughed back
into the soil as fertilisation for the next season 's crop. Sma ll scale farmers
could consider a second harvesting of the [bast] fibre for low-end paper pulp
processing, after boll-harvesting has taken place.
77

Fig 4.8 Cotton bast fibre. Photograph by B. Marshall. 200 1.
T HE EXTRACTION OF THE USEABLE RBRE.
The main stem of the plant is simpler to process into paper and will produce
the most useable fibre. Extraction of the fibre is quite a lengthy process. This
is probably the reason for its under-utilisation by industry, as well as the
important time factor between harvesting, preparing and planting the next
season 's crop. After chopping down the entire plant , the leaves, remaining
bolls and smaller sub-stems need to be removed. This process can be done in
the field , making the possibility of re-using the waste (sub-stems, etc) more
accessible . The waste can be left in the field for ploughing and preparing the
ground for the next season 's crop, whilst the main-stems can be bundled and
stored for sale to small-scale paper mills. The pre-processing manufacturing
unit could then be set up to extract the useable fibre by
retting, steaming and stripping the inner bark of the
plant, which will be described in more detail in the
following section.
Fig 4.9 Cotton bast fibreshowing the inner core, bastand outer bark. Photograph by B.Marshall. 2001.
78

1.1.3 COlTON GROWING REGIONS AND/ OR LOCAL AVAILABIUTY OF WASTE
Because of the predominance of cotton in the textile industry, the focus of
this investigation is not to utilise the fibre, which is primarily used for textiles,
but to focus on the waste material of the plant in order to address issues of
waste management and add value for job creation. The main cotton source
for this investigation will be suppliers of rag waste; however , a thorough
investigation of the plant structure and processing needs to be undertaken in
order to understand the characteristics of the fibre for its application in the
papermaking industry.
Fig 4.10 Cottongrowing regionsin South Africa .Image from Colton SAwebsite. availableatbttp'!!www,cottonsa or!Uil.
1.1.4 A GRICULTURAL IMPUCATIONS (BENEFITS) OF LOW-END PAPER PRODUCTION
There are various agro-processing opportunities and benefits to the small
scale farmer. The use of cotton waste may not impact on the farmer directly.
but does have implications of adding value to the farming of cotton. It not
only extends the life of the cotton product, but transforms it into a different
product with an alternative market.
The use of the bast fibre would introduce a unique application to South
African industrial crops, as it currently has no use in industry. The use of this
fibre could have implications for poverty alleviation and job creation in South
Africa - an additional workforce or harvesting team could be con tracted to
process fibre suitable for pulping , thereby creating a new market and
79
additional possibilities for small industries. Cotton farmers in South Africa as
yet have not had the opportunity to target the paper industry, nor the art
market. The research investigation proposes that the use of this cultural staple
crop can have benefits to the small scale papermaker in making it more viable
and accessible through the production and manufacture of sheet pulps, as well
as for the local art market in creating a new product.
1.1.5 COlTON: SUMMARY & CONCLUSION
Through the above analysis, the following facts of cotton are applicable:
1. Cotton is considered a good fibre for hand papermaking.
* The staple length of a cotton fibre is ±25-35mm;
* The strength of the cotton fibre is determined by its flat and twisted
structure, and has been proven to be as strong as a piece of steel wire of
the same thickness;
* The cotton fibre is made of up to 95% cellulose and is preconditioned to
hydrolysis (an important chemical reaction required for producing a
quality paper).
2. Cotton is considered to be the world's most important and abundant
natural textile fibre. This can be proven by the fact that 100% of the
cotton boll has an industrial use.
3. Both the bast and the seed-hairs produce useable fibre for papermaking.
4. The bast fibre in the main stem, although laborious to extract, has good
strength and length as a papermaking fibre, while the unuseable fibre can
still be used to prepare the soil for the next season's crop.
5. Harvesting and extracting the useable bast fibre for papermaking can help
address issues of poverty and unemployment in South Africa. For instance,
it could introduce a new activity in the existing Phumani Paper Poverty
Relief Programme.
6. The crop value for cotton can be increased by utilising the bast fibre of the
plant to increase production potential. This would be a unique application
of cotton fibre in South Africa could add potential value to the small scale
cotton farmer.
7. Research shows that different cultivars of cotton can be utilised to reach
80

optimum crop potential and ensure validity of crop production. (Klindt,
2000)
8. The total production of cotton is far below the fibre consumption of South
Africa.
9. Utilising cotton rag waste produced by society makes the cotton product
more ceo-friendly and valuable.
10. Utilisation of the cotton waste opens new doors to the cotton industry in
paper and art markets through new product development.
11. The production of cotton linters (by both paper and cotton industries)
could benefit papermakers and tertiary institutions.
1.2 S~ FIBRFS
1.2.1 THE HISTORY AND TRADmON OF SISAL IN PAPERMAKING.
In history, sisal has primarily been grown for the manufacturing of ropes,
cordage and sacking (Wall, 1983:331). It is also known worldwide for its use
in tea bags and filter papers (Bell, 1981:91). Sisal does not have an extensive
history of use in papermaking. In most of the literature available on the
subject of the development of fibres for papermaking, sisal is not mentioned.
Its investigation by current papermakers such as Deery, Takahashi and Bell,
its use as a papermaking material has proven to be exceptional for non-wood
pulp and paper production. It has a number of distinguishing properties that
make it of value in the manufacture of speciality papers that are usually made
with rag, cotton linters, flax and hemp (Rappe, S.a: 1).
Existing research in the field of non-wood pulp by the Technical Association
of Pulp and Paper Industry (TAPPI) in America, shows that sisal paper pulp
has been selected as an appropriate cotton substitute because it has
properties of high alpha-celluloses content, good absorbency, high bulk and
burst, competitive folding endurance, and good drainage, formation and wet
strength (Rappe, S. a:5).
81

Fig 4.12 Sisal - Cabuya, Ecuador.Photograph by K. Berman, 1999.
1.2.2 THEORETICAL AND STRUcrURAL ANALYSIS: Sisal (Agave sisilana Perrinne)
Sisal is a monocotyledonous plant which belongs to tl
Agavaceae family. It is indigenous in origin to tropica
sub-tropical America (Dannhauser, S. a:2). It is a larg:
succulent that forms an open rosette of broad, thick,
sword-like grey-green or yellow-green leaves, dependi
on the specific species. Each leaf has sharp brown he
along the margins and ends in a long, sharp point (M
1984:76). The leaves can grow up to 2 metres long,
usually 1.2 metres in length. The leaves have a thick ~~\'1 ~h...'..;:
epidermis covered with a waxy cuticle. The sisal
plant flowers once during its life from a 'pole' in the (
the plant which can reach five to six meters in heigh
(Dannhauser, S. a:3). Fig 4.11 Sisal Agave sisilanaPerrinne. Image from Dodge, C. R.1897:49
The physical properties of the sisal plant contributes to its description as a
hard fibre. Hard fibres are coarse and long, with sisal specifically known for its
strength. Sisal has closely packed fibres that are compact and bonded
together (Lock, 1962:260). The fibre is yellowish-white in colour, sometimes
showing a greenish tinge (Dodge, 1897:48). The fibres in a sisal leaf are of
various lengths. The shorter fibres, which
are located in the butt-end? of the leaf, are
usually lost during decortications. The
longer, coarse fibres are the same length as
the leaf itself, and are therefore of various
lengths. The fineness and texture of the
fibre varies in the different parts of the leaf,
from smooth to coarse (Lock, 1962:265
267). This fibre character lends itself to the
roughness of the paper surface it produces
(Hiebert, 2000:42).
82

One of the most important properties of hard fibres is their extensive tensile
strength, which can vary according to the different parts of the leaf. The fibre
is naturally pliable when fresh, but tends to become stiff when dried (Lock,
1962:274-77). However, the fibrillation and maceration processes of fibre for
papermaking changes the nature of this fibre into one that remains pliable
and fairly soft, if correct beating procedures have been employed. The fibre is
also fairly elastic (Lock, 1962:278), which could provide interesting
opportunities for printmaking papers.
THE EXTRACTION OF THE USEABLE RBRE.
The useable fibre from the sisal plant is derived from the leaves of the
plant.The sisal plant is a succulent? and the inner fibres of its leaves are thick
and juicy, and lend themselves to the storage of water in the tissues during
rainy seasons. This water is then drawn on in periods of drought. The leaf has
a waxy outer coating, whose function is to reduce water loss caused from
evaporation (Maclay, 1984:402-3).
Decortication is the method used
to remove this outer waxy layer, or
skin, from the leaf and separate
the fibres from the tissues (Lock,
1962:265). The decortication
process requires specialised
agricultural equipment. For this
reason, it is usually done on or
nearby the sisal plantations and is
not a focus of this investigation.
Fig 4.13 Sisal - Cabuya, Ecuador showingdecorticated fibre. Photograph by K. Berman, 1999.
The fibre, once decorticated and combed, is in a useable state for
papermaking. This research investigation examined the use of this fibre,
purchased from the farmers, in order to reduce the cost of specialised
processing equipment. It is also an initiative to support local small-scale
farmers by offering sisal as an alternative niche market to cordage, carpets
and sacking in South Africa.
83

1.2.3 SISAL GROWING REGIONS AND/OR LOCAL AVAILABIUTY OF WASTE
Sisal was introduced to South Africa in 1912, although its origin in this
country is obscure. It is said to be planted first in Ndumo near the
Mozambique border, and that one of the initial reasons for planting sisal in the
former South African "homelands" was to create job opportunities. Up until
the early 1960s the major portion of this fibre was still imported. Political
issues brought about the rise of sisal plantations in the mid 1960s, when
approximately 25 000 hectares were established. It has declined since then,
resulting in the bulk again being imported. However, with various initiatives
on the rise, sisal is currently growing in various regions in Limpopo Province,
KwaZulu Natal, Mpumalanga and the Eastern Cape (Dannhauser, S. a:4).
1.2.4 AGRICULTURAL IMPUCATIONS (BENEATS) OF LOW-END PAPER PRODUCTION
Hand papermaking for economic development has become widely practised
worldwide (Deery & Takahashi, 1999:20). In 1994, Tom Horton, the
founding Director of Sustainable Technologies, was developing many projects
in South America which integrated business with environmental sustainability
and technology. Included in these technologies was an environmentally
suitable method for converting agricultural waste into paper fibre (Deery &
Takahashi, 1999:21).
Through his research, Horton identified cabuya (also known as sisal) as an
indigenous fibre for papermaking in Getsemani, Ecuador. This fibre had been
cultivated for centuries, primarily for the production of coffee and cocoa sacks
and rope. Contemporarily, it is being used for carpet manufacturing and
various commercial hand crafts. In the 1960s, as plastic coffee bean sacks
became more readily available, the price of cabuya began to drop. The
packaging product became more industrialised by other countries, thereby
lowering its cost, leaving the Ecuadorian farmers with an abundance of fibre
and virtually no market. CARE International approached the problem with
Sustainable Uses for Biological Resources (SUBIR) to link conservation with
the economic well being of local inhabitants. Together SUBIR and Horton
developed the idea of hand papermaking to replace the current cabuya
industry for farmers. (Deery & Takahashi, 1999:21).
84

Sisal is now considered to be a viable crop in the South African economy
(CSIR Manufacturing and Materials Technology, 2002). I believe the
production of archival handmade papers from this fibre source has much
potential. Using the Ecuadorian SUBIR cabuya project PACA (Papel
Artesanal de Cabuya - Handmade Cabuya Paper) as a case study, the
feasibility of sisal as an ecologically sustainable natural fibre for the production
of archival hand papermaking, becomes concrete. The similarities between
the PACA project and the South African situation are very closely linked.
With the revival of several abandoned local sisal plantations in the Eastern
Cape and Limpopo Province, the crops could have new market potential. In
South Africa, unemployment and poverty is rife and there is an increasing
need for job creation through sustainable development. By using PACA as a
model for developing a local initiative to process sisal fibre into archival
handmade paper, an industry could be developed which would support the
local environment and meet the needs of the people. PACA seeks to develop
an international network to develop shared resources that will provide
information to avoid common technical, cultural, environmental and financial
difficulties for this environmentally non-intrusive, income-generating micro
industry. This support could be drawn upon to develop the industry in South
Africa into one with a focused niche market with sustainable potential (Deery
& Takahashi, 1999:26).
1.2.5 SISAL: SUMMARY AND CONCLUSION
1. Sisal has proven to be exceptional for non-wood pulp and paper
production and has a number of distinguishing properties that make it of
value in the manufacture of speciality papers usually made with rag, cotton
linters, flax and hemp.
2. Sisal paper pulp offers properties of high alpha cellulose content, good
absorbency, high bulk and burst, competitive folding endurance, and good
drainage, formation and wet strength.
3. The physical properties of the sisal plant contributes to its description as a
hard fibre. Hard fibres are coarse and long, with sisal specifically known for
its strength.
85

4. Sisal has closely packed fibres that are compact and bonded together.
5. The fibre is yellowish-white in colour, a desirable off-white paper colour for
printmaking.
6. The fibre is fairly elastic, which could provide interesting printing
opportunities.
7. It can provide an initiative to support local small-scale farmers by providing
an alternative niche market for cordage, carpets and sacking in South
Africa.
8. The PACA project in Ecuador can serve as a South African model for
developing the micro-industry for archival hand papermaking.
Cotton rag and sisal fibres are the specific fibres considered for this
investigation. Many other plant fibres have suitable properties for the
production of archival handmade papers, but have not been included in this
investigation. The research can be applied to alternative fibre-types, as a
handmade papers' archivality is derived from its method of production, rather
than from the choice of fibre. The following section will consider these
production methodologies for the manufacture of archival handmade papers.
86

2. P ROnuGnON TECHNIQUES
This section will look specifically at the methods employed to produce archival
handmade papers. Where applicable, various tests and results will be
discussed. End results and applications will be discussed with conclusive
findings in Chapter 5.
2.1 P APFR PRODUCflON AND TECHNIQUFS EMPLOYFD
The following research was conducted on two RBRE TYPES:
1. Cotton Rag 100%
2. Cotton Rag 50% Sisal 50% mix
Both fibre types underwent the same testing and production procedures, in a
production with 3 SEPARATE BATCHES10 OF EACH RBRE TYPE. Included in these six
batches are various internal tests, producing several unique papers to undergo
various paper quality and printability testing, to be further discussed in Chapter 5.
(Refer to Annexure A for BATCH CODING AND PAPER PROPERTIES)
Due to the nature of the fibre types chosen for this specific investigation, as
well as the requirements of archival printing papers, Western methodologies
of papermaking were employed.
2.1.1 PREPARATIONS
The two fibre types were sourced in the following formu:
1. The cotton rag was purchased from a retailer12 of cleaning materials in
the form of rag waste. The fibre is purchased in 25kg bags, containing
100% pure cotton rags (usually old clothing with zippers and buttons
removed, or hospital sheeting) which are sterilised and cleansed (see Fig.
4.14). The rag fibre must be cut into smaller pieces, about the size of a
postage-stamp (Hiebert, 2000:42).
2. The sisal fibr e was purchased through a carpet and cordage
manufacturerr>, who purchases the fibre direct from the farmers in the
Limpopo Province in pure dry-fibre form (see Fig. 4.15), i.e. after
decortication and combing processes have taken place. It is an "A Grade"
fibre; lower grades are available.
87

The fibre must be cut into smaller pieces , approximately 1 1/2 em lengths
prior to beating the fibre (Bell,1981 :25). This process is done prior to
cooking as it is easier to cut when dry.
Fig 4 .14 Lrrr. Cotton rag in the form purchased for the research investigation. RIGHT: Closeup photo of the cut fibre, ready for cooking or beating. Photographs by B. Marshall. 2002 .
Fig 4 .15 trrr. Sisal Fibre in the form purchased for the research investigation. RIGHT : Thecut fibre, ready for cooking. Photogra phs by B. Marshall. 2002.
Both fibre types were soaked for periods to hydrate the cellulose fibres in
order to determine its effects on the beating process and on the finished
sheet. Refer to Annexure B for P RODUCllO DATA SHEETS. No retting
procedures were applied for this investigation.
88
2.1.2 COOKING PROCEDURES
Cooking fibres for papermaking, as previously discussed in Chapter 2,
Section 1, is done with an alkali solution in orde r to soften tough , raw fibre to
facilitate subsequent beating and to separate the fibre. It also removes all non
cellulose materials in the fibres which are unwanted in papermaking, as they
interfere with the bonding process and affect the arc hivality of the paper. The
process improves the paper's permanence (Hiebert, 2000:52; Barret, 1994).
As with the soaking process, cooking helps to swell the cell walls of the fibre,
to enable them to take in more water during beating - thus improving the
hydrogen bond and increasing the paper 's strength (Bell , 1981:22).
Cooking of the specific fibre types in this investigation was done in a 20%
alkali solution . The alkali was in the form of soda ash (Na2C03) . Cooking
times varied, depending on the specific fibre type: Cotton was cooked for a
standard period of 2 hours in order to analyse the effect of the cooking
process on the pH of the paperi-, as well as the effect of the beating
processes. This procedure is also required in cotton rag to remove any sizing
or finishing materials 15 that prevent the fibres from opening up during beating
(Hiebert, 2000:56). Sisal cooking times varied in order to determine the
most effective times for the specific pa per under investigation . Refer to
Annexure B (PRODUCTION DATASHEETS) for further details and results .
Fig 4 .16 lEFT: Sisal Fibre in the cookingprocess. Photograph by B. Marshall. 2002.
89
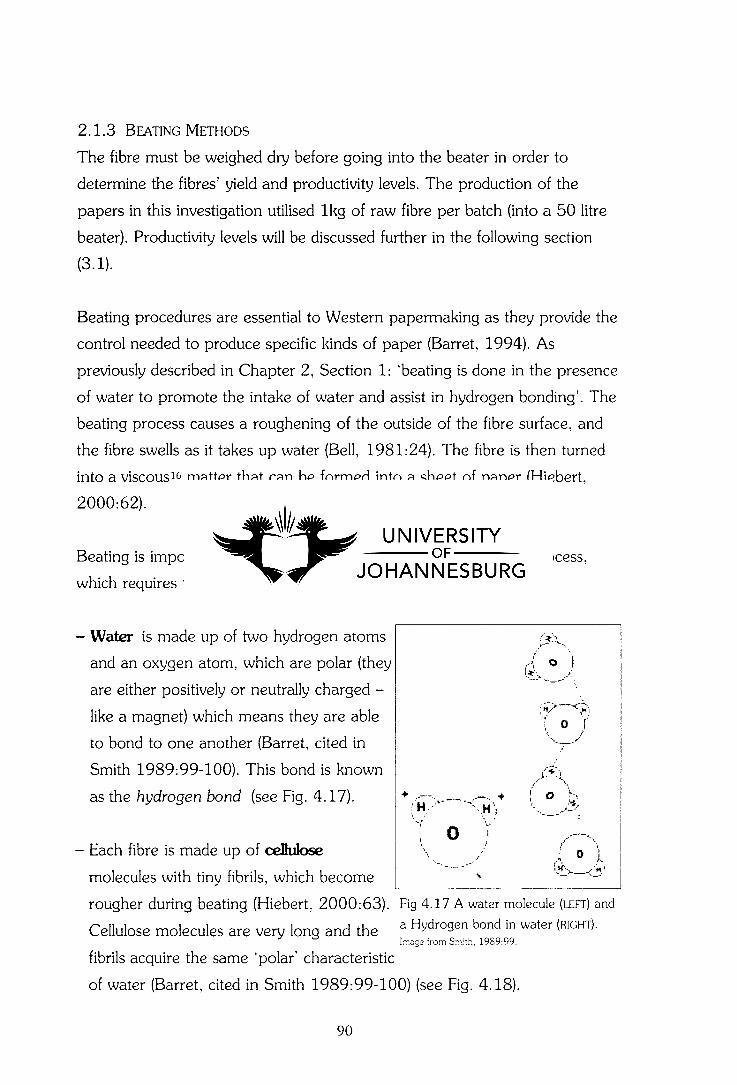
2.1.3 BEATING METHODS
The fibre must be weighed dry before going into the beater in order to
determine the fibres' yield and productivity levels. The production of the
papers in this investigation utilised 1kg of raw fibre per batch (into a 50 litre
beater). Productivity levels will be discussed further in the following section
(3.1).
Beating procedures are essential to Western papermaking as they provide the
control needed to produce specific kinds of paper (Barret, 1994). As
previously described in Chapter 2, Section 1: 'beating is done in the presence
of water to promote the intake of water and assist in hydrogen bonding'. The
beating process causes a roughening of the outside of the fibre surface, and
the fibre swells as it takes up water (Bell, 1981:24). The fibre is then turned
into a viSCOUS 16 matter that can be formed into a sheet of paper (Hiebert,
2000:62).
Beating is important for the promotion of the hydrogen bonding process,
which requires the following two substances:
"'"
"
\,
- Water is made up of two hydrogen atoms
and an oxygen atom, which are polar (they
are either positively or neutrally charged
like a magnet) which means they are able
to bond to one another (Barret, cited in
Smith 1989:99-100). This bond is known
as the hydrogen bond (see Fig. 4.17).
- Each fibre is made up of cellulose
molecules with tiny fibrils, which become
rougher during beating (Hiebert, 2000:63). Fig 4.17 A water molecule (LEFf) and
Cellulose molecules are very long and the a Hydrogen bond in water (RIGHT).Image from Smith, 1989,99.
fibrils acquire the same 'polar' characteristic
of water (Barret, cited in Smith 1989:99-100) (see Fig. 4.18).
90

Fig 4.18 The surface of acellulose molecule on afibre. Image from Smith, 1989:100.
These two substances, when put together, attract each other by forming
bonds between them. These bonds increase, and become stronger, as water is
removed and they are pulled together (Barret, cited in Smith 1989:99-100).
The nature of the rough surface of the fibre from beating provides many sites
for hydrogen bonds to occur (Hiebert, 2000:63) (see Fig. 4.19).
The beating process is done with a Hollander beater. The specific beater used
was designed and manufactured by Antonio Moreno of Johannesburg.
Fig 4.19 Watermolecules between twocellulose surfaces. Imagefrom Smith. 1989:100.
The process of beating by a Hollander beater changes the nature of the fibre
as it is gradually shortened, fibrillated!", softened, opened-up and plasticisedis
in the presence of water. Beaters can vary in design but all have similar key
components as illustrated in Fig 4.20 below:
The tub contains a midfeather, backfall and a bedplate. The bed plate consists
of bars mounted vertically on the bottom of the tub. A roller containing
flybars rotates above this bedplate, with an adjustment mechanism that varies
the distance between the moving flybars and the stationary bedplate. When in
operation, the tub is filled with water and fibre, which is drawn through this
space between the roll and the bedplate, thrown over the backfall and rotated
around the tub in a continuous process (Barret, 1994).91

1 - Shaft2 - Bedplate3 - Tub (Oval)4 - Backfall5 - Midfeather6 - Flybars
Fig 4.20 The Hollander beater, showing the key components. Photograph fromGentenaar & Torley, 2000:81.
Beating times and procedures all have an immediate effect on the final paper
quality. The extremities of these effects are described by Hiebert (2000:62) as
shorter periods of beating producing a soft , opaque sheet that shrinks
minimally, with longer beating periods producing crisp, translucent papers
with high shrinkage rates . The specific papers under investigation in this
research underwent many beating variations and tests. Deckle box testing was
the main method employed to undertake these tests , which involves a
specially-clesigned mould and 'box' in which small sample sheets (of 400ml's
of pulp) are produced continuously on sampling the pulp on a half hourly
basis (see Fig. 4 .21).
The purpose of these tests is to display the progression of sheet formation
and fibre development (break-down) through sampled sheets taken at various
beating times (see Fig 4.23). They also provide the papermaker the
opportunity to design papers and recipes by carefully recording this data for
referral at a later stage. The specific results and beater tests are recorded in
Annexure B (PRODUcnO DATA SHEETS).
92

Fig 4. 21 ABOVE: Deckle box tests, showing the progression of sheetformation and fibre development (cellulose fibre and water relationship )taken from various beating stages. Photographs taken on a light box and produced in thecourse of study by B. Mars hall, 2002.
Fig 2 .22 RIGHT: The method of taking decklebox tests ABOVE: The design of the decklebox. Photograph from research . B. Marshall. 2002.
93

Fig 4.23 lEFT: Microscan of a kraft paper xll O. RIGHT: The same pulp after 50 minutes ofbeating, showing the prog ression of beating (swelling of fibres and development of bond) .Photogra ph from Heller. 1978:58-59.
Another method of testing the pulp to determine its progression during
beating is the 'freeness test'. This is a less scientific method which requires
some experience and practical knowledge. It involves placing a small amount
of beaten pulp into a jar of clean water, shaking it vigorously and holding it
against the light. The purpose it to see if there is any weave or thread
remaining in the cotton fibre, and to see how the fibres distribute themselves
in water. If there is a 'clumpy' effect, the pulp in its present state will form an
uneven sheet of paper which means the fibre is underbeaten. If the fibres
disperse eas ily in the jar and create a 'cloudy' but even effect, the pulp is
properly beaten and sheet formation will be of good quality (Fig 4.24). This
method of testing , however, will only indicate whether the pulp has been
beaten sufficiently in order to make a sheet of paper. Only deckle box testing
will indicate the type of paper the pulp will produce at tha t partic ular stage of
beating. The freeness test is usually utilised in conjunction with a da ta sheet or
recipe of a specific type of paper, in order to de termine shee t formation and
fibre dispersion .
Fig 4 .24 lEFT: The'freeness test' on a pulpthat is not ready forsheet-forming.RIGHT: The same pulpshowing more evendispersion . Photograph by B.Marshall. 2002.
94

In papermaking, cotton is a versatile fibre and responds well to beating
(Gilmour, 1967:19). According to Gilmour (1967:19):
"The fact that the twisted tendency of the fibres prevents them from lying
very closely together gives bulk and opacity to papers beaten so as to
preserve this feature. If, however, cotton fibres are "brushed" with the beater
roll, they split longitudinally into many fibres, which when assembled together
on the paper machine produce great strength. If the fibres are cut without
fibrillation, a very absorbent pulp results. Finally, the chemical purity of cotton
cellulose pulp enables paper made from it to retain its strength for long
periods of time. "
2.1.4 SIZING TECHNIQUES AND OTHER ADDITNES
As previously discussed in Chapter 2, Section 1 and 3, the sizing
requirements of the paper depends on its end use. Sizing is used to coat the
fibres in order to make them more water repellent and bleed-resistant
(Hiebert, 2000: 70). Sizing also aids in strength and abrasion resistance which
is important for papers undergoing heavy processes that need to withstand
extensive handling (Barret, 1994).
Sizing is an important factor in printmaking as its end-use is concerned with
ink absorption and paper strength. Various methods of sizing were utilised in
this research investigation on various samples from each batch:
1. Internal sizing techniques using Aqua pel19 were conducted on certain
batches. This was added to the beater during the last stages of beating.
Some samples were externally sized as well.
2. External sizing techniques using a gelatin solution were conducted on
various samples of the batches. This was executed using the following
method: it was dipped in a bath of gelatin solution and re-dried. This
process was considered a second sizing on some samples (that were
previously internally sized) which required extra properties of strength in
order to see if repeating the sizing process affected the paper quality and
absorbency.
The results of these tests will be discussed in Chapter 5. For specific results
and findings, refer to the Data Sheets in Annexure C: Ink Absorption tests &
results.
95
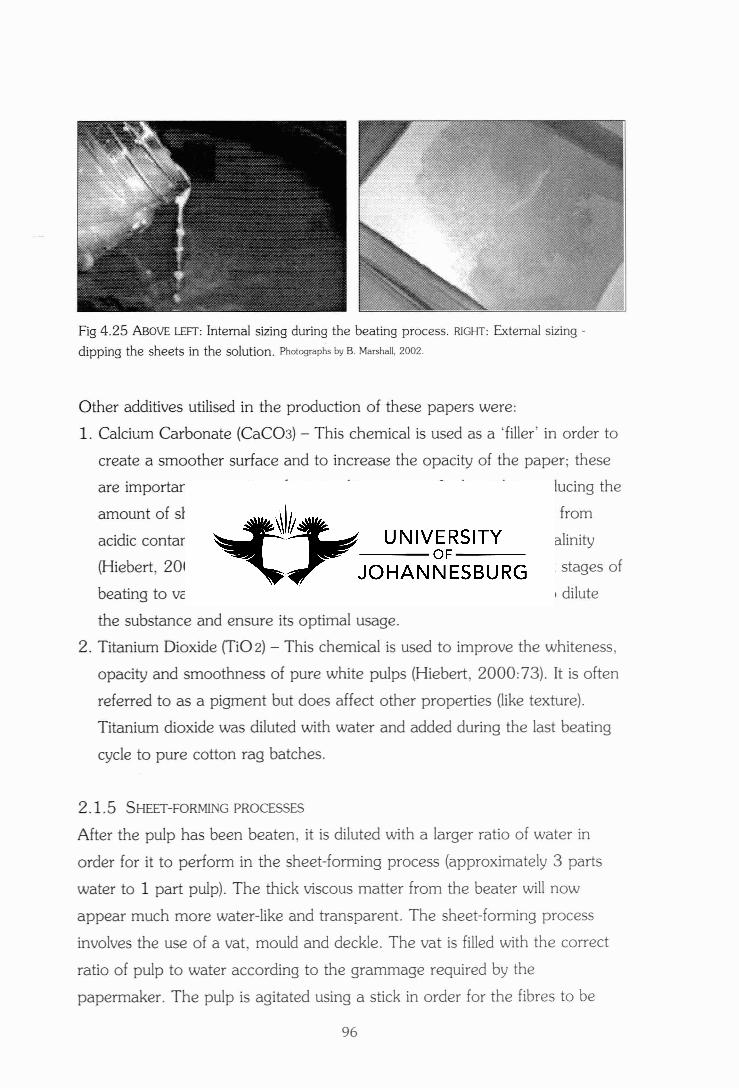
Fig 4.25 A BOVE LEFT: Internal sizing during the beating process. RIGHT: External sizing
dipping the sheets in the solution . Photographs by B. Marshall, 2002.
Other additives utilised in the production of these pa pers were:
1. Calcium Carbonate (CaC0 3) - This chemical is used as a 'filler' in order to
create a smoother surface and to increase the opacity of the paper; these
are important properties of printmaking papers. It also aids in reducing the
amount of shrinkage in the pulp (Smith, 1995:27) and protects it from
acidic contaminant in the air by slightly increasing the paper's alkalinity
(Hiebert, 2000 :72). Calcium Carbonate was added during the last stages of
beating to various batches by mixing it with a cup of water first to dilute
the substance and ensure its optimal usage.
2. Titanium Dioxide (TiO 2) - This chemical is used to improve the whiteness,
opaci ty and smoothness of pure white pulps (Hiebert , 2000:73). It is often
referred to as a pigment but does affect other properties (like texture).
Titanium dioxide was diluted with water and added during the last beating
cycle to pure cotton rag batches.
2 .1.5 S HEET-FORMI G PROCESSES
After the pulp has been beaten, it is diluted with a larger ratio of water in
order for it to perform in the sheet-forming process (approximately 3 parts
water to 1 part pulp). The thick viscous matter from the beater will now
appear much more water-like and transparent. The sheet-forming process
involves the use of a vat, mould and deckle. The vat is filled with the correct
ratio of pulp to water according to the grammage required by the
papermaker. The pulp is agitated using a stick in order for the fibres to be
96
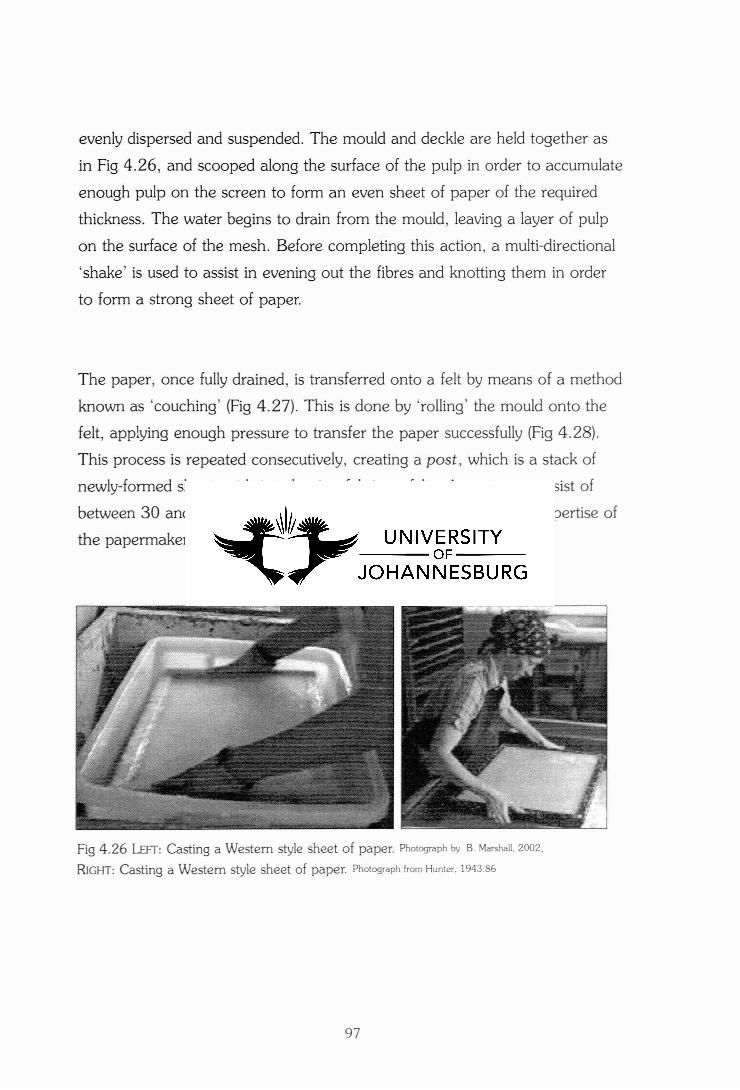
evenly dispersed and suspended. The mould and deckle are held together as
in Fig 4.26, and scooped along the surface of the pulp in order to accumulate
enough pulp on the screen to form an even sheet of paper of the required
thickness. The water begins to drain from the mould, leaving a layer of pulp
on the surface of the mesh . Before completing this action, a multi-directional
'shake' is used to assist in evening out the fibres and knotting them in order
to form a strong sheet of paper.
The paper , once fully drained , is transferred onto a felt by means of a method
known as 'couching' (Fig 4 .27). This is done by 'rolling' the mould onto the
felt, applying enough pressure to transfer the paper successfully (Fig 4.28).
This process is repeated consecutive ly, creating a post , which is a stack of
newly-formed sheets with interleaving fabric or felts. A post can cons ist of
between 30 and 100 sheets of paper, depending on the skill and expertise of
the papermaker.
Fig 4 .26 lEFr: Casting a Western style sheet of paper. Photograph by B. Marshall. 2002.
RIGHT: Casting a Western style sheet of paper. Photograph from Hunter , 1943:86
97

Fig 4 .27 LEFf: Couching a sheet of
paper. Fig 4 .28 BELOW, LEFf AND
RIGHT: The method of couching
(horizontal view)Photograph produced in the course of study by B.
Marshall, 2002.
2.1.6 B RANDING THE PRODUcr
The branding of the archival paper product was done by a method called
watermarking . Watermarking has been done over the centuries mainly for
trading purposes. It usually contains a logo or name to identify a particular
grade, place/mill or date and is traditiona lly a design only found in Western
papers (Turner , 1998 :3 1). Other functions include a guarantee of the
product's authenticity, and a display of craftsmanship; watermarking can also
be a method of branding, advertising or trademarking the product.
A watermark can be described as a 'translucent design or emblem incorpor
ated into a sheet of paper during its manufacturing process, which is only
visible when the sheet is held up to the light' (Hiebert , 2000:151 ; He ller,
1997:75). It is usually confined to the edges or corners of the paper in order
not to interfe re with the end-use of the product (Turner, 1998:32).
98
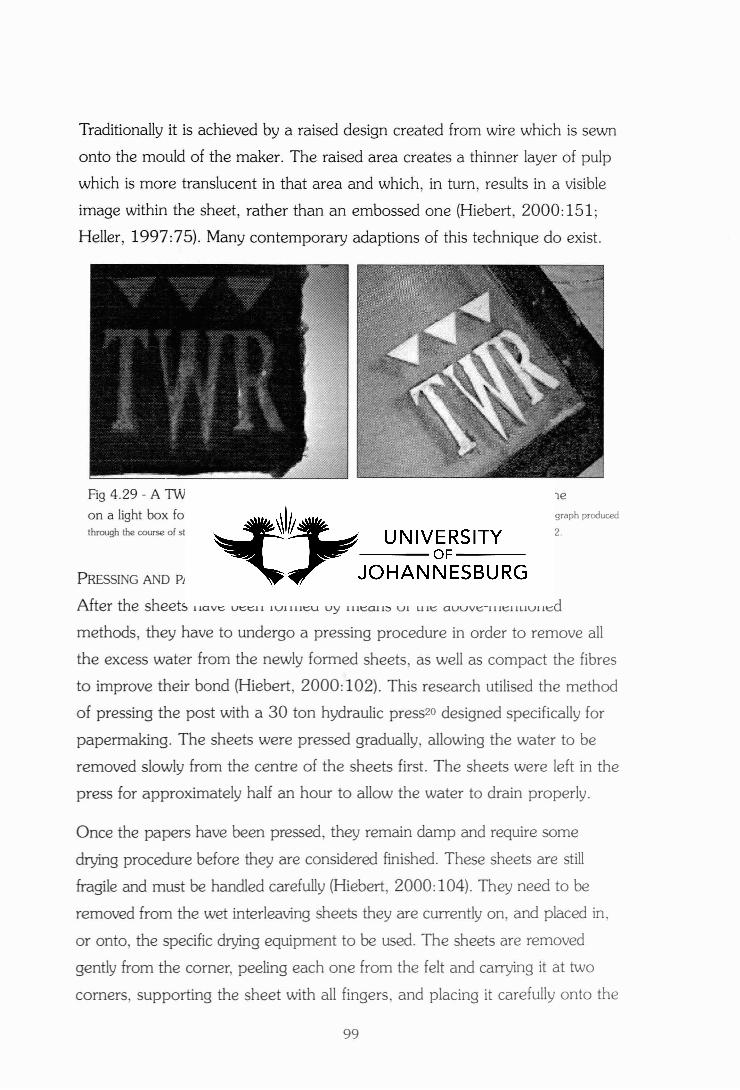
Traditionally it is achieved by a raised design created from wire which is sewn
onto the mould of the maker. The raised area creates a thinner layer of pulp
which is more translucent in that area and which, in turn, results in a visible
image within the sheet, rather than an embossed one (Hiebert, 20 00:151;
Heller , 1997:75). Many contemporary adaptions of this technique do exist.
Fig 4 .29 - A lWR wate rmark design taken
on a light box for visibility. Sample produced
through the course of study by B. Marshall. 2002.
Fig 4 .30 . The mould containing the
watermark device for testing. Photograph produced
through the course of study by B. Marshall. 2002.
P RESSING AND PARTING
After the sheets have been formed by means of the above-mentioned
methods, they have to undergo a pressing procedure in order to remove all
the excess water from the newly formed sheets, as well as compact the fibres
to improve their bond (Hiebert , 2000 :102). This research utilised the method
of pressing the post with a 30 ton hydraulic press20 designed specifica lly for
papermaking. The sheets were pressed gradually, allowing the water to be
removed slowly from the centre of the sheets first. The sheets were left in the
press for approximately half an hour to allow the water to dra in properly.
Once the papers have been pressed , they remain damp and require some
drying procedure before they are considered finished. These sheets are still
fragile and must be handled carefully (Hiebert, 2000: 104). They need to be
removed from the wet interleaving sheets they are curren tly on, and placed in,
or onto, the specific drying equipment to be used. The sheets are removed
gently from the corner, peeling each one from the felt and carrying it at two
corners, supporting the sheet with all fingers , and placing it carefully onto the
99

drying equipment. If not handled correctly, many rejects could be formed at
this stage, lowering productivity levels and manufacturing outputs.
Fig 4 .31. LEFr: A hydraulic press. RIGHT: A post of paper being pressed in a 30 ton
hydraulic press. Photograph produced through the course of study by B. Marshall. 2002.
2.1.8 D RY! G PROCEDURES
Drying procedures , as previously discussed in Chapter 2 , Section 3-5 , have a
significant effect on the fina l quality of the finished sheet. Various techniques
of drying exist [refer to previous discussion] and all result in different
characteristics which have various advantages in printmaking.
Fig 4 .32 .
Parting and
laying the
sheets onto the
drying equip
ment. Top LEFT:
Shows how the
interleaving
sheets should be
removed:
Borro-r LEFT:
Shows how the
papers are
removed from
the post: and
RIGHT: Shows how the papers are carried to the dryer.Photograph produced through the course of study by B. Marshall. 2002
100

The drying procedures used in this investigation were twofold:
1. Most of the paper samples were dried by means of a restraint drying
system, which used double-fluted corrugated cardboard and acid free felts
(refer to Fig 4.33 for method of stacking). This method was chosen for the
bulk of the production because it produces dimensional stability, increases
production outputs and reduces manufacturing procedures.
2. Certain samples were stack pressedo in spurs22 of five, loft dried, then re
moistened, and restraint-dried in order to become flat. This process was
tested to see its effect on the final quality of the sheets in order to compare
them to the restraint-dried sheets and analyse their effect during
printmaking.
Sample #16 - Paper sample from restraint
drying tests, showing the effect on the papers
surface texture. Samples produced through the course of
study by B. Marshall, 2002.
Sample #17 - Paper sample from loft drying
tests, showing the effect on the papers
surface texture. Samples produced through the course of
study by B. Marshall, 2002.
101

Fig 4 .33. Photos of varying drying tests :
LEFf: Restraint dried .
RIGHT: Loft or air dried.Ph otograph produced through the course of study by B. Marshall.
2002 .
2.2 S HER PULP SAMPLING
In order to loo k into the local market possibilities of sheet pulps as an
additional output of the research investigation (previously discussed in Chapter
3 , Section 2), it was necessary to produce a few samples of the product in
order to conduct further research and source initial market feedback. This
process was done by using the following methodologies:
- As sheet pulps are described as 'pre-processed paper pulps in the form of
dry, heavyweight sheets ' , samples were taken from each batch of the
research paper production. This was done in order to produce various
samples of these sheet pulps in order to analyse the market potential and
need for the various specialised products, if any. Due to the nature of their
processing techniques, each sheet pulp sample from each batch offers
unique qualities , which could result in them being sold as individual
products.
- These samples were taken during the last beating cycle, prior to the addition
of any chemical additives. This methodology was employed in order to have
a standardised end produc t that could be further specialised by the consumer.
- They were formed using traditiona l pa permaking tech niques, but, using a
deckle box (as opposed to a mould and deckle) and a reduced pulp-to-water
ratio. This was done in order to achieve a thicker sheet which could be re
pulped to produce many thinner sheets.
102
- The samples were compressed by half-pressing them in a hydraulic press, so
they remained quite porous and soft, and were restraint dried in the drying
system, so they remained flat.
2.3 Q UALOY CONTROL AND SORTING
The finished papers are required to undergo some sort of grading procedures
in order to class the paper into specific categories for the retailer and/or end
user. According to Heller (1997:103), 'in all handmade papers there is
considerable variations in the thickness and finish'. This is due to the
individuality and uniqueness of handmade sheets - made one by one by a
skilled craftsperson. However, no matter how skilled the papermaker, there
will always be variations and flaws which are required to be sorted and graded
accordingly. It is, after all, the link between handmade products and human
nature which, in turn, leads to the development of technology, and ultimately
the machinemade product. Paper quality should therefore be looked at in a
different light to that of the machinemade product:
2.3.1 LOOKING AT A SHEET (STANDARD TESTING TECHNIQUES DONE BY MANUFACTURER)
By careful examination of the PRODUCTION DATA SHEETS (Annexure B)
following the procedures described in detail in Chapter 2, Section 3, each
batch of paper contains certain methodological specifications-" of production
which determines the type and end use of paper. However. within each of
these specifications-", the quality has further been determined by conducting
the following physical tests to determine grade:
2.3.2 TESTS DETERMlt\II\'G THE GRADE OF PAPER:
Grammage is first determined by weighing the paper, which is then graded
according to the following criteria:
1. One can determine the strength of the paper by loosely handling a sheet of
paper to judge its 'feel', and listening to the sound or .rattle . it makes
(Turner 1998:37). 'Soft' sounding and textured sheets are considered
weaker, as they have undergone short periods of beating. 'Crisp sounding
103

and hard textured sheets are considered stronger, as they have undergone
longer periods of beating, allowing more water absorption and hydrogen
bonding. Sizing procedures can also affect this paper quality: hard-sized
papers will appear 'crisper' to undersized papers, having a stronger
resilience to external factors. Grades are determined by this characteristic
A and B grades are 'crispy' in nature, C grades will be 'soft' in nature. The
difference between A and B will be determined by further characteristics.
The brittleness of a paper should be noted under this section as it is also
determined by its sound. This is a result of overbeating the fibres, but can
also be highlighted through other testing methodologies. This will also fall
into the C grade category.
2. The 'top' side of the sheet is easily determined by the readability of the
watermark. If the paper does not contain a watermark, usually the wire
side is considered the top of the paper. Both sides should be completely
free from the impurities illustrated in Fig 4.33, in order to optimise its end
use, thereby characterising A grades. If various (but minimal) impurities
exist, the paper is graded B to C, depending on the nature of the
impurities.
3. When illuminated by light, the sheet of paper should be uniform, even,
contain no water droplets and be free from linting. These factors should be
categorised by severity in the various grades (A-C). The opacity of these
specific papers in this investigation should be low, as they are generally
heavy-weight papers. Papers containing a higher opacity should be graded
accordingly, or assigned for an alternative end use.
4. By tearing a sheet (one from each batch), the strength can be determined.
This strength is preconditioned by a combination of all manufacturing
processes undertaken. Grades can be determined accordingly.
104

According to Turner (1998:38) 'these qualities are an inherent part of the
hand made character' . Inconsistent sheets can be sold as lower grades, but still
have a market to those consumers not concerned with perfection, but rather
with character and individuality. However, not all the sheets produced in a
batch can be considered 'sellable '. According to Hunter (cited in Turner,
1998:38) 'T here is considerable loss in making paper by hand .. .It is not
unusual to discard as impe rfect about twenty five percent of the paper
produced".
•
-
Fig 4 .34. Photos of varying imperfections in handmade paper production taken on a light box:
Top \..EFT: Inconsistent sheet formation (unevenness). Top RIGHT: 'Cellulite ' in paper caused by
too much agitation during casting or negligence whilst couching . BELOW LEFf: Water dropl ets
in the wet pulp. known traditionally as "the vatrnans tears" . M IDDLE RIGHT: Folded edges
caused during couching . resulting in uneven deckle edges. B OTTOM RIGHT: Clumps in paper
pulp caused by inconsistent beating . called 'ne ps' . Photographs by B. Marshall. 2002-3
105

2.4 HANDLING AND STORAGE PROCEDURES
Once the paper's manufacturing processes are complete, it is important that it
is handled and stored correctly, to ensure optimal use by the consumer. Paper
remains an organic material, even after its making and usage, therefore it is
important to investigate these procedures in order to preserve the product
and ensure its longevity as it applies to the investigation into archival
handmade papers.
2.4.1 HANDUNG PAPER
Because paper is an organic material, it is fragile and, if not handled correctly,
may be severely damaged. Paper can be bruised, creased, wrinkled, stained or
soiled very easily and should therefore be handled as little as possible (Turner,
1991:75). Because our fingertips are greasy and are not always hygienically
clean, one should not handle paper with bare hands (unless they have been
cleaned). It is a good idea to tear small pieces of another paper, fold them,
and use them as 'tongs' when handling fine papers. Cotton gloves can also be
used. The paper should be held using both hands to prevent kinks and creases
in the paper. These 'kinks' are actually damaged fibres and are often
irreparable (Turner, 1991: 76).
• USING PAPER (GENERAL USES)
Although the natural deckle edge of the paper should be kept in order to
identify the quality and type of paper, it is not always possible when specific
sizes are required (Turner, 1998: 150). A neatly tom edge can be achieved by
tearing the sheet (face-down on a clean surface), with a steel ruler. The
paper should be pulled in the direction of the centre of the sheet to avoid
uneven tearing (Turner, 1991:76). This method will imitate the natural deckle
edge of the paper. Another method is to fold the sheet to the desired size,
bumishz- the fold with a bone folder25 and, with a blunt tool, gently pull along
the fold (Turner, 1998: 150).
Scoring a sheet of paper is done to achieve a clean fold or tear. Turner
(1998: 150) describes scoring as "an incised line made in the same way as a
106
cut, by running a tool along a straight edge". When folding a sheet, one
must align the bottom two opposite corners of a sheet and run your thumb up
the sheet, then use a bone folder to give the fold its permanence (Turner,
1998:150).
Cleaning a dry sheet of paper can cause more damage if not done correctly.
Unattached particles (like dust or dirt) can be brushed off using a soft brush.
Deposits of ink or dirt particles which are attached should only be removed
with a fine point of a blade or a needle, without damaging the papers'
surface. Erasers can also be used but they do serious damage to very porous
sheets. Only soft, smooth clean erasers should be used (Turner, 1998: 150).
Because papers are porous and organic, every type of paper will react
differently to moisture. This makes glueing paper a difficult task. According
to Turner (1998: 152), the adhesive chosen to complete the job should:
- be archival and acid free;
- have the required bondinglholding properties;
- be soluble (water-soluble is better, as they can be easily reversed).
Traditional wheat or rice-starch paste is strong, versatile and safe (Turner
1991:77).
Stretching paper is done "to help keep the surface even and to prevent any
buckling that might occur when applying heavily water-based media, thus
ending up with a work that remains flat when dry" (Turner. 1998: 153). The
process is done to stretch the fibres by wetting the paper and restraint drying
it. so the fibres are stretched to their limit (Turner. 1998: 153).
• PREPARING PAPER FOR PRINT:v1AKE\"G TECHNIQUES (SPECIFIC USES)
Improper paper preparation can cause the paper to curl, wrinkle or fail to
print properly. The same can be said for poor ink and press preparations and
may therefore have nothing to do with poor paper quality (Turner,
1998: 168). For the purpose of this investigation, as well as ensuring the
paper's optimal usage in order to provide sound results and findings in the
107

following chapters, care was taken regarding the following:
* Effects of humidity , lessened by:
Running the paper through the press prior to printing;
Following monitored drying procedures;
Papers were dampened/moistened once only;
Atmospheric conditions (in the print studio, as well as in storage) were
of a suitable nature.
* Dampening the paper as it is important during printmaking. This is done
to soften the fibres so they can be pressed and be able to pick up the ink
from the plate (Turner, 1991:90). Dampening was done by dipping every
second sheet in wate and stacking them with interleaving dry papers,
wrapped in plastic overnight (12-24 hours prior to printing).
* Drying prints was done using a restraint drying method in order for the
prints to remain dimensionally stable, once dry. Prints are placed between
blotter-like boards until dry.
* Stretching the paper initially is done with some printmaking processes
that require consistency in registration (eg. multiple plate printing) to reduce
further stretching during printing. Most of the stretch occurs during the first
time of printing and is therefore done by running the paper through the
press before printing to allow for consistency in following printing
processes.
2.4.2 STORING PAPER
All paper should be stored flat. Rolling a sheet is suitable for transportation
only and should be stored flat again as soon as possible (Turner, 1998: 146).
The sheets should be stored between quality rag paper or archival board.
Contact with other low quality paper or boards can stain the paper and affect
the life and quality of the paper - a process known as acid-migration (Turner,
1991:76; 19988: 156). Ideally, the environment in which to store paper is a
well-ventilated one. According to Turner (1998: 147):
"Paper likes a temperature of 15°-18°C and a relative humidity (water vapour
in the air expressed as a percentage) of above 30% but below 70%.
Conditions that are too dry and too hot will encourage it to become brittle. In
conditions that are too damp. mould, which feeds on sizing and fibres can
108

make a feast out of the grease of a thumb print, will have a marvellous time.
In warm and damp conditions, all chemical action tends to accelerate,
including the ravages of acidity."
Because of the hygroscopic nature of the fibres in the paper (as described in
Chapter 2, Section 1), the paper tends to absorb and give off moisture
according to its environment. This tends to happen more frequently to the
exposed edges of a stack of paper. If the paper is going to be stored for long
periods of time, it should be wrapped (not more than 25 to 50 sheets per
stack) in acid-free wrapping paper with a board on the top and bottom for
moving purposes. This will also help avoid deterioration and discolouring
caused by long exposure to light (Turner, 1998: 147).
Direct sunlight and ultraviolet light can be harmful to the paper, causing a
process called "photo oxidations?", All lighting should be filtered as much as
possible, bearing in mind that an environment with no light can be just as
harmful, as damp conditions in dark spaces stimulate a fast rate of mould
growth - a process called "bio-deterioration". Other forms of this process can
arise from impurities found in the paper during the time of making - for
instance, insects in the pulp, dust particles, hairs, etc. - all of which can start
these chain reactions of deterioration (Turner, 1998: 155-156)
109
3. DATA CAPTIJRE
It is essential when researching various paper methodologies to record all data
required to reproduce a specific kind of paper. The data utilised in this
research investigation was recorded by means of a specially designed data
sheet. This data sheet records all the necessary information required to apply
the research, as well as identify possible problem areas and possible solutions.
Refer to Annexure B for the PRODUCTION DATA SHEETS. Below is the layout of
the Production Data Sheet, with brief descriptions of the information to be
recorded and why it is important to refer back to this information.
NOTE: The data sheet below was constructed from information discussed in the previous
chapters, with specific attention to Chapter 2, Section 3 and Chapter 4, Section 2.
3.1 THE PRODUCfION DATA SHEET (PDS)3.1.1 DETAILS OF THE PDS
DETAILS OF RESEARCH:
- DATE
This information is required in order to identify the date/year the research
was undertaken, so the reader can place the investigation into context.
- NAME AND DETAILS OF RESEARCHER
This information is required in order to identify the person and institution
where the research was conducted in oder to provide credibility to the
research, address issues of intellectual property, as well as provide the reader
the opportunity to contact the institution for further information.
- BATCH NUMBER (BATCH #)
This information is required in order to identify which part of the research
this data sheet is referring to in order to analyse the aims and outcomes, as
well as for easy referral for further discussion in the research investigation.
PAPER INFORMATION:
- NAME OF PAPER
The paper should be given a name. to identify and brand it for marketing
and advertising purposes. The specific paper will then always retain its
particular name.
110

- DESCRIPTNE NAME / SUGGESTED APPLICATION
This information is required in order to identify the intended use of the
paper by its manufacturer; e.g. etching paper.
- TYPE OF PAPER
CATEGORY: This information is required in order to identify the category of
paper; ie: handmade, mouldmade or machinemade.
WOVE/LAID: This information is required in order to identify the type of
mould used during the sheet-forming process.
FIBRE INFORMATION:
- NAME OF RBRE (BOTANICAL & COMMON)
This information identifies the raw fibre used for the investigation, including
its scientific and common identification.
- FIBRE TYPE
This information identifies the fibre type, such as bast, leaf, grass or seed
hair fibre, and provides an immediate indication of the strength of the paper.
- FIBRE DESCRIPTION
This information describes the fibre in detail: what it looks like, where it can
be found in the plant, and its known special properties. In this section the
state the plant is in can also be described, for example: the fibre is in dry
form, pre-processed, freshly cut, etc.
- DATE HARVESTED (IF APPLICABLE)
This information identifies the time of year the plant was harvested and is
important because fibres can produce different papers when processed in
different seasons - they are subject to environmental surroundings, such as
temperature, humidity, etc., as well as environmental degradation (how long
the plant has been removed from its growing state). This information will
not be applicable to certain fibres, like cotton rag for example. which is pre
processed and indeterminate.
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments. notes and
possible areas for improvement.
111

PREPARATIONS:
- REDING PROCESS & DETAILS (IF APPUCABLE)
This section describes the process of retting undertaken - e.g. how it was
done, for how long, etc.
- STRIPPING PROCESS & DETAILS (IF APPUCABLE)
This section describes the process of stripping undertaken.
- SOAKlNG PERIOD & DETAILS
This section describes the process of soaking undertaken.
- WEIGHT OF DRY RBRE (BEFORE STRIPPING, IF APPUCABLE)
This section provides the factual information of how much fibre was initially
used in the research (measured in kilograms [kq'sl) in order to determine the
fibre yield.
- WEIGHT OF USEABLE DRY RBRE (BEFORE COOKING & BEATING)
This section provides the factual information of how much useable fibre was
produced after the stripping and retting processes (measured in kilograms
[kgs]). It is also important in determining the fibre yield.
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.
COOKING PROCEDURES:
- DURATION OF COOKlNG (TIME ON & OFF)
This provides the researcher the opportunity to record the cooking times of
the fibre in order to analyse and determine the best cooking time-periods
after several batches have been completed.
- ADDITIVES AND AMOUNTS
This information is important for later referral and analysis of the effects of
chemicals during cooking fibres on paper production.
- \VATER pH AFTER COOKING
This information is important for a later analysis of the effect of cooking on
the pH of the paper.
- PROBLEMS ENCOUNTERED/f\OTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.112

BEATING METHODS:
- TYPE OF BEATING METHOD
This describes the type of beating method employed, i.e. hand or machine.
- TYPE OF BEATER
This describes the beater used to manufacture the paper. The description
should include the beater's capacity, features as well as possible problems in
design (in case of the beater inhibiting paper quality and production).
- DESCRIPTION OF BEATING PROCESS
This information is important when the production of specialised papers are
required. It refers to the method of which the maker has lowered the roll of
the beater, at what time periods and for what duration. Included here can
also be notes regarding beating, such as the addition of water (including
amounts), etc.
- DURATION OF BEATING (TIME ON & OFF)
This provides the researcher the opportunity to record the beating times of
the fibre for record-keeping and referral.
- ADDITIVES & AMOUNT
This information is important for later referral and analysis of the effects of
chemicals during beating fibres for paper production.
- PULP pH AFTER BEATING
This information is important for a later analysis of the pH of the paper
during processing.
- DECKLE BOX TESTS
These tests are important in analysing the effect of beating times and
methodology on paper quality. This section will record the amount of pulp
used to complete these test samples, the duration of intervals of samples
taken, as well as the drying method of samples employed. The samples are
filed with the data sheets.
- PROBLEMS ENCOUN'TERED/NOTES
This is for the researcher to provide additional comments. problems
encountered, notes and possible areas for improvement.
113

SIZING TECHNIQUE:
- TYPE OF SIZE
This gives a description of the type of sizing used, ego gelatin or Aqua Pel,
etc.
- METHOD OF APPUCATION
This section will provide information of how the size was applied to the
paper, i.e. internally - in the pulp, and/or externally - painted or dipped.
- AMOUNT/RECIPE
This section provides information of how the recipe was formulated, giving
exact amounts of size to water, then to pulp ratio.
- METHOD OF RE-DRYING (IF APPUCABLE)
Only applicable to externally sized sheets. This describes the method in
which the sheets were dried after applying the size. This is important to be
mentioned as it may affect the final texture and quality of the paper.
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.
SHEET-FORMING PROCESSES:
- ADDITIVES & AMOUNT
A description of additives or chemicals added during the sheet-forming
process, including amounts and recipes (if applicable).
- FORMATION STYLE
This is the type of sheet-forming style employed i.e. Japanese or Western.
- SHEET SIZE, GRAIN DIREefION Ai\D DECKLE EDGES
This is factual information about the size of the sheets manufactured (in
metric paper sizes, e.g. A4, A3, etc.), the grain direction of the fibres (only
applicable if certain 'pulling' styles are adopted), and the number of true
deckle edges (deckle edges can be faked by using masking tape on moulds in
order to achieve specialised dimensions or shapes).
- SHEET THICKNESS
This information is indicated in grammage (gsm) and. at first, is an intention
(before 'pulling' the sheets) dictated by the intended use of the paper. Once
114

the sheets have been completed, they are sorted by specific grammages (see
the section QUALITY CONTROL AND YIELD to follow).
- AMOUNT OF SHEETS FORMED
This information indicates the fibre yield and productivity levels (to be
elaborated upon in the section QUAUTY CONTROL AND YIELD to follow.
- WET SHEET (PULP) COLOUR
This will give the manufacturer an indication of the final colour of the paper.
This is, however, intensified when wet.
- DRAINAGE RATE
This will indicate which types of pulps have slow drainage (a property of
long-beaten pulps) which will affect the production capacity and procedures
in a large-scale mill. This property can also have an effect on fibre
dispersion and, ultimately, sheet formation. Problems should be noted
below.
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.
BRANDING METHODOLOGIES:
- TYPE OF BRANDING AND DETAILS
This includes a description of the type of branding utilised (e.g. watermark),
how it was achieved, and the final quality of the mark in the dry paper.
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments. problems
encountered, notes and possible areas for improvement.
PRESSING AND PARTING:
- PRESS TYPE
A description of the press (hydraulic/screw/hand). its features and problems
in design.
- MAXIMUM WEIGHT
The factual information of the maximum pressure the press can achieve,
expressed in tonnage (ton).
115
- DURATION OF PRESSING
An indication of the period (length of time) the paper was pressed for. This
will indicate if the fibres were allowed sufficient time to drain water, in order
to maximise the hydrogen bond.
- PAPER'S WET-STRENGTH
This will indicate whether the paper will be of strong quality when complete.
From extensive papermaking experience, the researcher has the ability to
determine the wet strength.
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.
DRYING PROCEDURES:
- TYPE OF DRYING & DETAILS
This section describes the type of drying method employed, i.e. air or
restraint, and includes details such as air dried in the drying box; restraint
dried on boards, etc. In this section the drying apparatus is described in
detail.
- DURATION OF DRYING PERIOD
The amount of time for which the paper was dried, until 100% dry. This will
indicate drying periods for large-scale manufacture and production.
- SURFACE RNISH/TEXTURE OF RNISHED SHEET
This is a description of the surface texture of the paper, described as rough,
NOT or HP. Further detail can be included here at the researcher's
discretion, as it applies to their topic of investigation.
- DRY SHEET COLOUR
This will give a description of the final colour of the paper in comparison to
the wet pulp colour.
- PROBLEMS ENCOUI'iTERED/NOTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.
QUAUTY CONTROL AND YIELD:
The following are measured numerically by sorting and grading the sheets
116
manually:
(For description of grades see previous Section 2.3 in the chapter)
- AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS)
- AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS)
- AMOUNT OF REJECT SHEETS
- AMOUNT OF SHEETS USED FOR SAMPUNG
- FIBRE YIELD (# OF SHEETS PER KILO)
- PRODUCTNITY (TIME PERIOD PER BATCH)
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.
DETAILS OF SHEET PULP SAMPLES:
- METHOD OF SAMPUNG & DETAILS
This is a brief description of the method employed in sampling the sheet
pulp, which includes an analysis of the procedure and results.
- PROBLEMS ENCOUNTERED/NOTES
This is for the researcher to provide additional comments, problems
encountered, notes and possible areas for improvement.
CONCLUSIVE FINDINGS:
Once the paper is dried and completed, several practical tests are conducted
on the paper by the manufacturer before undergoing specific scientific and
practical testing by professional organisations. The results of these tests are
recorded on the PDS as follows:
SUBJECIlVE AND QUALITATIVE TEST RESULTS:
- UNIFORMITY / FIBRE DISPERSION
- THICKi"iESS / V.,TEIGHT / OPACITY
- RATE OF ABSORBENCY
- STABIUTY
- GRAIN DIRECTION
- ACIDITY & pH
- PRESENCE OF UNWANTED MATERIALS
117

- RATILE (SOUND QUALITY)
- STRENGTH AND COMPOSITION
- SURFACE CHARACTERISTICS
- OPTICAL CHARACTERISTICS (INCLUDING COLOUR OF PAPER, COLOUR FASTNESS,
ETC.)
ADDITIONAL COMMENTS/RECOMMENDATIONS:
This section provides the researcher an opportunity to make further final
observations and conclusions on the research conducted, or to summarise
their notes for easy access for later analysis. Supervisors', or end users'
comments or suggestions can also be placed in this section for further
improvements.
FURTHER TESTING AND ENDORSEMENT DETAILS:
This section can be completed once testing by professional organisations has
been completed. It provides the PDS with further credibility, and the
possibilities of patenting or copyright can be explored.
The final PDS is filed with all supporting documentation (see Section 3.2 to
follow), and can be entered onto a computerised database system. Its main
function is to act like a 'recipe' for paper production of a specific nature,
depending on its credibility and endorsements after professional testing has
been completed.
3.2 0 THFR DATA CAPI1JRE
3.2.1 SAMPUNG METHODOLOGY AND ANALYSIS
All the above-mentioned data sheets required various sampling and photo
documentation to highlight the effects of certain procedures on the final
paper quality. These samples are important as support material to the
research investigation. Throughout the practical investigation, certain paper
samples were kept aside for sample collection or further data analysis. These
samples were recorded in the PDS under the sub-heading QUAUTY CONTROL
AND YIELD in order to record their use in the investigation.
118

In order not to lower the production yield, most samples were taken from
reject sheets, where certain qualities were not an issue (e.g. samples with bad
sheet formation were used to record drying tests, etc). However, when sheet
formation and fibre uniformity were important towards the analysis, A grade
samples were used. The real paper samples have been included in the text
and Annexures, where possible. Accurate photos, or verbal descriptions have
been included, where necessary.
119

In conclusion, it can be stated that handmade papers can be specifically
designed for individual end-uses:
Initially, the fibre type chosen for the production of paper can have varying
results and functions. As discussed in Chapter 3, Section 1, the fibre type
determines the printability of paper. The fibre types chosen for this
investigation (cotton and sisal), have the relative properties required for
printmaking processes (i.e. length, strength and high cellulose content).
Secondly, the method of paper production can significantly alter the end use
of the paper:
- Beating methodologies must be designed in order to prepare the fibres for
certain requirements in printmaking.
- Sheet forming, pressing and drying procedures are also important for the
final quality in the end sheet.
- Sizing techniques are extremely important to the papers absorbency which
directly influences its printability.
- Additives in the pulp, too, can enhance the printability, look and texture of
the finished sheet.
To employ uniform quality control throughout the papermaking procedure is
detrimental to the grade, use and price to the consumer. Handmade sheets
are conclusively individual and unique and should therefore be graded
accordingly.
After production, the paper should be handled and stored correctly in order to
ensure the quality of the sheet before reaching the consumer. Papers are
organic and fragile by nature and should therefore be handled accordingly to
optimise their usage.
All the above-mentioned procedures need to be adequately recorded. and
constantly tested (qualitative, quantitative and application testing) in order to
maintain the standards required by a mill to produce a sound, quality product.
120

Notes1. Moveable-type: Refers to the invention of printing.
2. Gelatin: A slightly yellow, transparent, sticky protein formed by boiling a granular
substance made from the hoofs of horses. In papermaking it enhances the
strength and absorbency of paper when applied to a dry sheet.
3. Impervious: Incapable of being penetrated/affected.
4. Durability: Able to withstand wear and tear or decay; lasting.
5. Cultivar: A horticulturally or agriculturally derived variety of a plant, as distinguished from a
natural variety [culti{vated} + var(iety)).
6. Alpha-cellulose: The first type of cellulose in order of importance
7. Butt-end: The larger {or thicker} part of the leaf, nearer the base.
8. Decortication: To remove the outer and inner {cortex} layer from a leaf fibre
9. Succulent: A plant having thick, fleshy leaves or stems that conserve moisture {e.g. cactus}.
10. Batches: Refers to one load of pulp in the beater.
11. Form: Refers to the state or form of fibre. e.g. raw, pre-processed, etc.
12. Retailer of cotton rag: G. Fox & Co.
13. Retailer of sisal: Rebtex.
14. The effect of pH on the paper - Bleaching and sterilising procedures of waste collectors
have an unknown pH effect on the paper and cooking
with this solution is said to neutralise the pH of the
fibre.
15. Finishing materials - such as starches, fire retardants and waterproofing agents.
16. Viscous: A substance that contains a relatively high resistance to flow.
17. Fibrillate: In papermaking, refers to the state of fibres when they have been separated
and prepared to accept water more readily during the beating process.
18. Plasticised: In papermaking, refers to the state of fibres when they have been softened to
make them more pliable during the beating process.
19. Aqua Pel: A white liquid. chemical substance used to decrease paper absorbency.
20. Hydraulic press: In papermaking, it is a specifically designed piece of equipment that
presses, or squeezes the water out of a post of paper by exerting a large
force using the system of hydraulics.
21. Stack pressed: 5 to 10 sheets pressed in a hydraulic press without interleaving materials.
22. Spurs: The term used to describe the group of sheets dried naturally together.
23. Specifications: {of paper}: Refers to the way in which the paper was made and recorded.
24. Burnish: To smooth or make glossy by rubbing with a rounded tool.
25. Bone folder: Specifically designed tool for folding paper, traditionally made from the bone
of animals.
26. Photo oxidation: The reaction of elements with light that causes paper to yellow.
121
CHAPfER 5
PAPFR QUALIIY
(OUTPUTS, PRESENTATIONS AND DISCUSSIONS)
When purchasing a sheet of printing paper, the artist needs to be confident
that the paper will meet the required standard. The product, therefore, needs
to undergo sufficient testing in order to ensure this confidence. This research
will ultimately result in manufacturer credibility and return-of-business by the
consumer, thereby sustaining the future of the business.
Paper testing is important and should be done on a regular basis to ensure
the quality of the product and to maintain the standards of the mill. This
research investigation used the following disciplines or focus areas to test the
quality of the papers produced: subjective; objective and practical testing
(Sections 1.1, 1.2 and 1.3 to follow).
The following chapter provides the results and performance analyses of the
papers produced through this investigation that will be the basis for final
analysis and conclusion. The following codes refer to the batch of papers pro
duced using the specific fibres:
Codes 01- Refers to 100% cotton fibre papers,
Codes 02- Refers to 50% cotton 50% sisal papers,
Codes 03- Refers to research applications (archival papers produced using
alternative fibres)
Codes 04- Refers to imported archival papers (for the purpose of comparative
testing)
NOTE: The above is necessary for analysing and understanding the data revealed in this chap
ter. Refer to Annexure A for a more detailed description of the papers' properties and
the coding system of each batch. Alternatively, consult Annexure B for each batch's
Production Data Sheets or Annexure D for Mouldmade Specifications Data Sheet.
122

1. COMPARATIVE AND PERFORMANCE ANALYSIS
(TFSf RESULTS)
The papers that have been produced through this research investigation
each went through various testing procedures in order to determine the
strengths and weaknesses of each type of paper. Three main types of tests
were undertaken:
1.1 Subjective (qualitative) test, using little or no equipment.
1.2 Objective (quantitative) tests, using specialised paper testing equipment.
1.3 Printability tests, using specialised printmaking tools and equipment.
1.1 S UBJECIlVE AND QUALITATIVE TFSf RESULTS (PRAcnCAL)
Practical testing should be done on a regular basis by the manufacturer at the
mill, prior to supplying the market with the product. This method of testing
can involve simple tests with low, or no testing equipment required, both hav
ing their various limitations.
USING THE SENSES - With some prior paper knowledge, one can make many
assessments regarding paper quality by utilising the five senses. These tests
are only an indication of quality, and can vary from the experience of the
tester. They are therefore not conclusive and should be supported by further
testing, done with specialised paper testing equipment. These tests were
included in this investigation as part of the PDS (see Annexure B - Section
'Conclusive Findings' [report])
NOTE: The results in this investigation are recorded on a 'graph' system. From these graphs a
'rating' system can be devised, which some manufacturers utilise to enable the con
sumer to choose his or her paper requirements accordingly. Please refer to graphs and
ratings accompanying the following text for visual explanations of test results.
1.1.1 WEIGHT AND THICKNESS
By handling the various sheets from each batch produced, the following can
be deducted regarding weight and thickness:
• The nature of handmade sheets of paper, makes it virtually impossible to
produce all the sheets in a single batch of exact thicknessess. There are two
reasons for this:
123

1. Each sheet is produced individually, making it unlikely that two shee ts
will be identical;
2 . After every 'pull' there is a different ratio of pulp to water (the amount of
water increases as the amount of pulp decreases) , thereby thinning the
sheets. While this can, however, be monitored and controlled to an
extent, the sheets will always vary slightly in thickness.
The results below were determined by averaging the quality and consistency
of the sheet thickness of each batch , taking the above into account. Through
conducting the research , it became evident that some pulps were easier to
control and keep the weights consistent. This seemed to depend on the way
in which the pulp was processed (i.e. beating procedures) or 'pulled' and was
not determined by the fibre type. This is evident because of the varying results
of each fibre type .
The "ideal" weight for the sheets was considered to be in a range of 200gsm
to 300gsm, which is a good weight for most types of printmaking processes.
While some papers vary in thickness, this does not mean that cannot be used:
they are just not suited to certain hand printmaking processes. These thinner
papers are good for computer printing and small-scale commercial use. These
papers are more likely to be sold cheaper as 'seconds' , as their weight vari
ances may be seen as a quality defect.
10
9
8
7
6
5
4
3
2
0~ - ~ ~ 0 0 ~ 00 0 0 0 0 0 0 0 0 0 0C'\l C'J ~ C'\l ~ C'\l C'\l C'J 9 ~
'l:l: 6 + ~ 6 ~ + + N + ~ J:J J-J..c: 0
~0 0 0
~
0 0 0 0'7 ~ ~ M ~ ~ ~u 0 M
,N 0 0 0co ~ - ~ ~ ~ 0 0 0 0
9 N 9 0 0 M,
~CO N N ~
9 0 9 00 - 0 0 0 N (V) M
0 0 0 0
Fig 5 .1 Weight and thickness test results
124
Scores above 8 = Good weight consis
_ tency and 90% of sheets over 200 gsm
Scores below 8 but above 6
Medium weight consistency and 70' ::, '.A
sheets over 20(J~lsrn
Scores beIou.6 = Poor weight quality
and consi stency. 50% of sheets under
200g sm

1.1.2 COMPOSITION AND STRENGTH
By tearing sheets of paper in different ways, its composition and strength can
be determined. The paper's strength in this research investigation seemed sta
ble, apart from one batch of paper (01-02 -101&102). The raw fibre for this
batch was soaked for an extensive amount of time and produced a very soft,
weak paper. Although this paper was very weak and soft, it did perform very
well in various tests for printability which will be discussed in Section 1.3 to fol
low.
The strength of the other batch did very well in tests to compare them with the
imported paper: they were stronger and more durable. This test, however, is
one of the less accurate tests, as it draws on comparisons for its results. A more
accurate determination of strength will be discussed in Section 1.2 to follow.
~ ...... ...... ~ ~ 0 ~ 0 ...... ~
0 0 0 0 0 0 0 0 0 0 0 0C\I C\I C;J C\I C;J C\I C\I ...... C\I 9 ...... ~
lI: 6 + ...... 6 ...... + + N + ~ J:, JJ..c: 0 ...... 0 0 0
,...-0 ,...-0 9 ,...-0 9 9 0,...-0 ...... ,...-0 ,...-0 .j.u , 0 ch
,N 0 0 C"'J 0 V V...... ,...-0 ...... ,...-0 ,...-0 0 ,...-0 0 0 0
10 9 N 9 0 0 ch ~ .j.OJ ,...-0 9 ...... N N 0 0 0
0,...-0
0 0 0 N ch ch0 0 0 0
Fig 5.2 Composition and strength test results
1.1.3 FURNISHl AND PROCESSING
1Scores above 8
_tion and strength
- Scores below 6
and strength
= Excellent composi -
= Poor composition
This is determined by listening carefully to the paper's rattle and sound quali
ty. A paper's rattle will determine how well the fibres have been processed ,
thereby determining strength and quality. The following graph represents the
'rattle ' , grading it from the 'crispest' (i.e. well-beaten fibres) to the 'softest' (i.e .
under-beaten fibres). The paper with a 'crispy' rattle means it is more refined ,
which improves its strength. The 'softer' the rattle , the weaker the paper
which means it was under-processed.
125

10
9
8
7
6
5
4
3
2
0...... ...... ...... ...... ...... ..... ...... a ...... a ...... ......a a a a a 0 a a 0 0 a aC\J C\J ":l C\J ":l C\J C\J ..... C\J 9 ...... ......6 + ...... 6 ...... + + N + ...... --0 JJ
=l:I: a ..... a a a ..... ...... a ...... a a a...... ...... ...... ...... ,;, ,j. ,j. ,j...c: , 0 M N a a a..... ..... ..... ..... ..... a ..... a a au 9 N 9 a a ,;, ,,j........
N N .....co ..... 9 ...... 0 a aOJ 0 ..... a a a N ,;, ,;,
0 0 a 0
Fig 5.3 Furnish and processing test results
1.1.4 CHARACTER I SHEET FORMATION
processing
The character or sheet formation is judged by holding the paper up to the
light. The papers in this research investigation were pinned to a specially
designed light box z, which increases the visual opacity of the paper, so that
one can carefully determine its sheet formation. Poor sheet formation can
result from over-beaten pulp , which can be slippery and difficult to handle.
This causes 'cellulite':' marks in the paper that affect the surface quality during
off-set printing techniques.
This method can also determine the paper 's opacity , texture, and freedom
from impurities. The printable surface in printmaking is important, therefore
these factors affect quality. Any clumps of fibres or impurities in the pulp can
inhibit the print quality of the paper. Some pulps, depending on processing
methodologies , are more prone to bad surface qualities . This can be because
the beating process was not monitored , causing some of the pulp to break
down more than the rest which results in clumps . Poor hygene and cleanli
ness in the studio can also result in many impurities entering the pulp (i.e.
traces of other pulps, or insects and grit in pulp). This affects the surface
quality of the paper.
126

The handmade papers in this research investigation tested average in sheet
format ion. The imported mouldmade samples (04-05&06-10 1) have no defects
relating to sheet formation and impurities, as they are manufactured by
machine.
10
9
8
7
6
5
4
3
2
0...... ...... ...... ...... ...... ...... ...... 0 ...... 0 ...... ......0 0 0 0 0 0 0 0 0 0 0 0C\I C\I ~ C\I ~ C\I C\I ...... C\I 9 ......
:;;: 6 + ...... 6 ...... + + ~ + ...... JJ til0 0 0 0 0 0 0 0
..c r;"...... ...... ...... ...... ...... ...... en ...... .,j- .,j- .,j-
u 0 en ,~
0 0 0...... ...... ...... ...... ...... ...... 0 0 0 0co 9 N 9 9 9 en ...... .,j-eo ...... 9 ...... C\I C\I 0 0 0
0 ...... 0 0 0 N en en0 0 0 0
Fig 5.4 Character / sheet formati on test results(Opacity, texture and freedom from impurities)
Scores above 9 = Excellent character
_tand sheet formation
t Scores below 9 but above 7 =
.. Good cha racter and sheet formation
Scores below 7 = Acceptable charac
ter and sheet formation
Scores below 6 = Poor character and
sheet formation
1.1.5 RATE OF ABSORBENCY
Absorbency is an important criteria for printing processes . The rate of
absorbency will indicate how the ink will lie on the sheet of paper. If the
paper is too absorbent, the ink will seep into the fibres of the paper causing it
to bleed, resulting in a prob lematic print. If the papers are oversized, the ink
will not penetrate the paper and may cause the ink to blotch.
Testing the amount of size contained in a shee t of paper can be determined
in a number of ways. The easiest way is to apply one's tongue to a corner of
the sheet and note how the saliva absorbs into the paper. This method, how
ever , is not suitable for recording and analysis. Another method is to apply
cross-hatched strokes with a felt-tip pen and note the way in which the ink
lies or absorbs into the paper (see Annexure C for cross-hatch tests). It may
help to use a magnifying glass to analyse the effect of the ink on the paper.
127
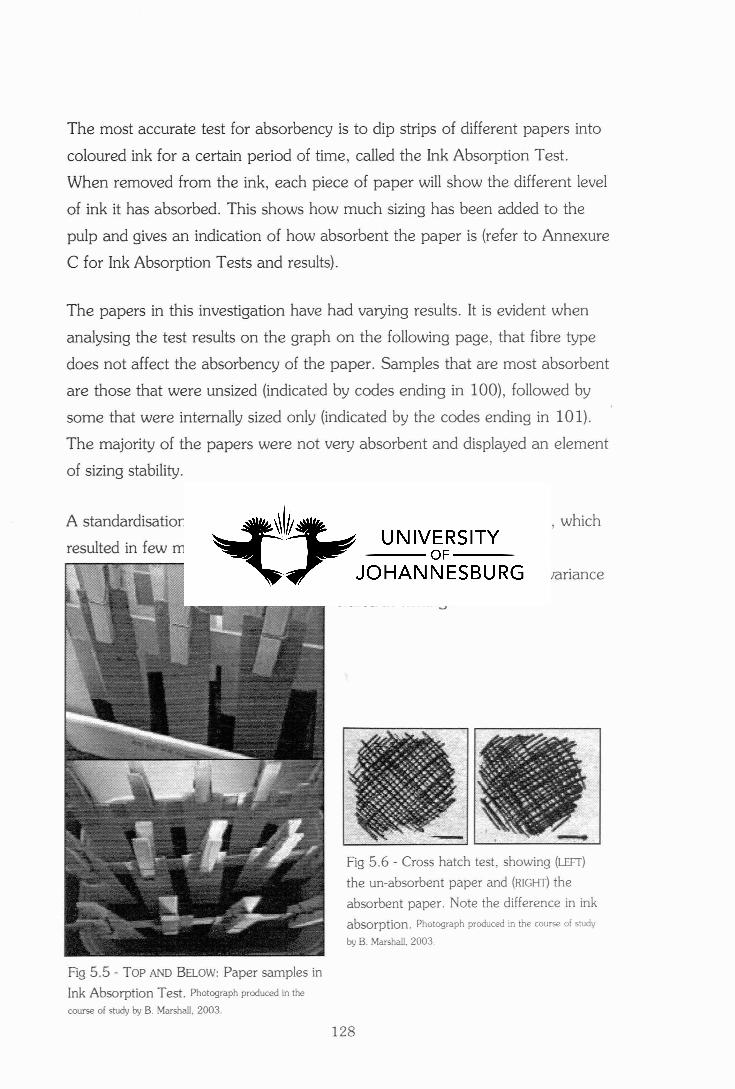
The most accurate test for absorbency is to dip strips of different papers into
coloured ink for a certain period of time, called the Ink Absorp tion Test.
When removed from the ink, each piece of paper will show the differen t level
of ink it has absorbed. This shows how much sizing has been added to the
pulp and gives an indication of how absorbent the paper is (refer to Annexure
C for Ink Absorption Tests and results).
The papers in this investigation have had varying results. It is evident when
analysing the test results on the graph on the following page, that fibre type
does not affect the absorbency of the paper. Samples that are most absorbent
are those that were unsized (indicated by codes ending in 100), followed by
some that were internally sized only (indicated by the codes ending in 101) .
The majority of the papers were not very absorbent and displayed an element
of sizing stability.
A standardisation test was conducted in order to verify the test results , which
resulted in few minor discrepancies. These are indicated in the graph ,
highlighted in green, with the variance
stated in writing.
Fig 5 .6 - Cross hatch test, showing (LEFf)
the un-absorbent paper and (RIGHT) the
absorbent paper. Note the difference in ink
absorption. Photograph produced in the course of study
by B. Marshall. 2003.
Fig 5 .5 - Top AND B ELOW: Paper samples in
Ink Absorpt ion Test. Photograph produced in the
course of study by B. Marshall. 2003.
128

Batch #
01-01-100
01-01-100-201
01-02-101
01-02-101-201
*01-03-101
*01-03-101-201
01-03-101
01-03-101-201
02-01-100
02-01-100-201
02-02-101
02-02-101-201
02-03- 101
02-03-101-201
03-01-101
03-01-101-201
03-02-100
03-02-100 -201
03-03- 100
03-03-100-201
03-04-101
03-04-101-201
04-01-000
04-02-000
04-03-000
04-04-000
04-05-000
04-06-000
129

1.20 BJECfIVE AND QUANfITATIVE TFSf RESULTS (SCIENTIFIC)
USING INSTRUMENTS - The objective and quantitative testing of this research
investigation was completed at the South African Pulp and Paper Industry's
(SAPPI) research facilities in Springs, Gauteng. These methods of testing fall
into a more scientific field, utilising highly specialised paper testing equipment
to achieve credible results and to support the subjective and qualitative test
results. Following is a brief explanation of the testing completed on the paper
samples (Annexure E contains the specific test results).
1.2.1 GRAMMAGE
The grammage is tested using a scale with a 1 gram minimum reading. The
scale is encased in a glass container which shields the paper being weighed
from environmental conditions. The papers are cut into 10cm x 10cm
squares for weighing purposes. The final reading is multiplied by 100 and
rounded off in order to get the grams per square meter [gsm] reading (e.g. a
reading of 2,278 = 228gsm).
Random samples were tested for grammage. One sample weighed over
300gsm, 3 samples between 200gsm and 300gsm and 4 samples below
200gsm. This factor indicated that the handmade papers need to become
more consistent in properties of weight in order to stand up to the imported
mouldmades. This will require very skilled craftsmen at the vats during produc
tion and a preliminary sorting process into weights according to the 'feel' of
the papers (e.g. heavy, medium and light weight).
1.2.2 TEARING RESISTANCE
This is measured by an instrument called an Elmendorf. According to Gilmour
(1967: 174) it measures the "force necessary to tear through a certain length
of paper once the tear has been started". The tearing resistance is measured
in mN (micro neutrons), with the higher readings indicating the stronger
papers. The random sample sheets tested were cut into 64mm x 75mm size
pieces.
The imported mouldmades measured between 1115mN and 141OmN. The
handmade equivalents scored much higher readings, between 1148mN and
130

3706mN, with one sample reading 444mN (Batchv 01-02-101-201) which
has been noted previously for its poor properties of strength (in Section 1.1.2
Composition and Strength).
1.2.3 BURSTING STRENGTH
This test can be done by hand by pushing one's finger through a paper in
order to determine its strength. With an instrument called a Mullen hydraulic
burst tester, a similar test can be conducted (Gilmour, 1967: 175). The tester
holds the piece of paper in an area which contains a cavity of one square
inch. When activated, a rubber diaphragm is inflated which comes into con
tact with one side of the paper. The pressure is recorded in kPa (kilo pascals)
until the paper bursts, at which point its reading is stated. The higher the
reading, the stronger the paper's bursting resistance and, therefore, the
stronger the paper.
The imported mouldmades measured between 271kPa and 376kPa. The
handmade equivalents measured between 222kPa and 452kPa, with one
sample reading 169kPa (Batch# 01-02-101-201).
1.2.4 TENSILE STRENGTH (+ STRETCH)
According to Gilmour (1967:175), this test involves a 'gradually increasing
load to be applied to a strip of paper until it breaks'. The procedure involves a
strip of paper (usually 15mm in width) clamped tautly between two clamps.
When activated, the clamps begin to move in separate directions, with the
stress on the strip of paper increasing until rupture occurs. The tensile
strength is measured in N/mm (Neutrons per mrn), with higher readings indi
cating higher tensile strengths. This instrument also has an attachment for
measuring the stretch of the paper at break, which is measured as a percent
age (%).
For tensile strength measurements, the imported mouldmades measured
between 3.790N/mm and 8.760N/mm. The handmade equivalents meas
ured between 2. 149N/mm and 12.11 N/mm. Stretch measurements for the
imported mouldmades measured between 1.840% and 6.307%. The hand
made equivalents measured slightly lower, at between 1.339% and 6.233%.131
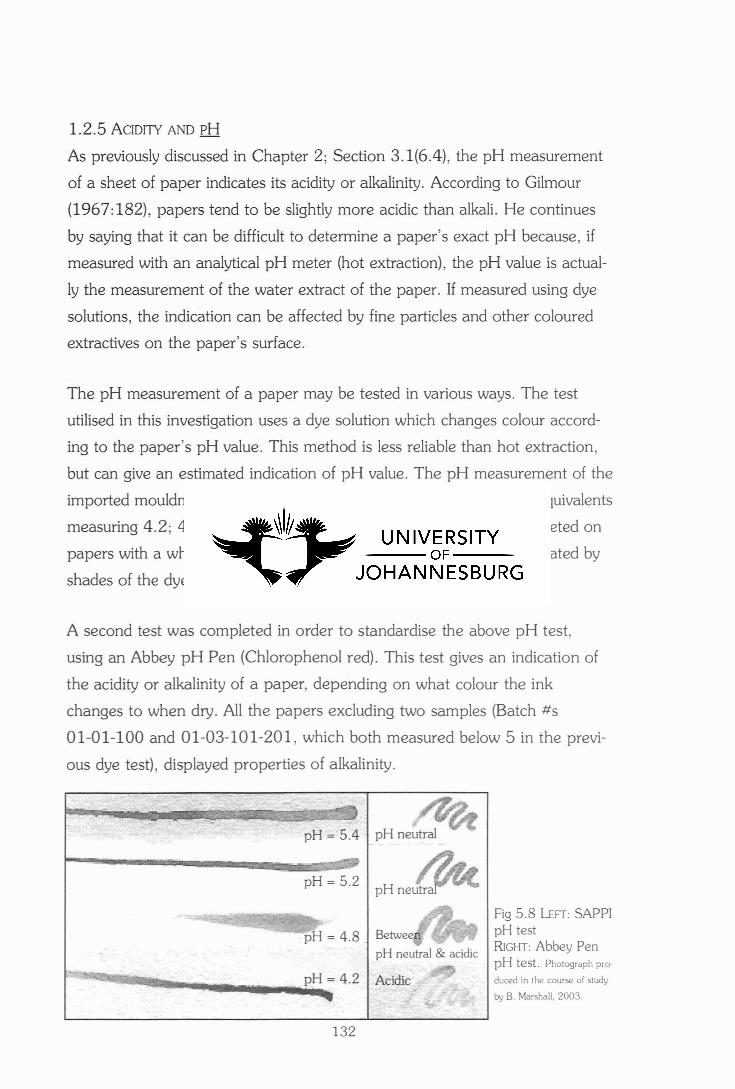
1.2.5 ACIDITY AND pH
As previously discussed in Chapter 2; Section 3.1(6.4), the pH measurement
of a sheet of paper indicates its acidity or alkalinity. According to Gilmour
(1967: 182), papers tend to be slightly more acidic than alkali. He continues
by saying that it can be difficult to determine a paper's exact pH because, if
measured with an analytical pH meter (hot extraction), the pH value is actual
ly the measurement of the water extract of the paper. If measured using dye
solutions, the indication can be affected by fine particles and other coloured
extractives on the paper's surface.
The pH measurement of a paper may be tested in various ways. The test
utilised in this investigation uses a dye solution which changes colour accord
ing to the paper's pH value. This method is less reliable than hot extraction ,
but can give an estimated indication of pH value. The pH measurement of the
imported mouldmade papers was 5.0 and 5.2 , with the handmade equivalents
measuring 4.2; 4.8 and 5.4 respectively. This test can only be completed on
papers with a white or off-white colour surface, as the results are dictated by
shades of the dye once dry.
A second test was completed in order to standardise the above pH test ,
using an Abbey pH Pen (Chlorophenol red). This test gives an indication of
the acidity or alkalinity of a paper, depending on what colour the ink
changes to when dry. All the papers excluding two samples (Batch #s
01-01 -100 and 01-03-101-201 , which both measured below 5 in the previ
ous dye test), displayed properties of a lkalinity.
pH = 5.2
pH = 5.4
Fig 5.8 LEFf : SAPPIpH testRIGHT: Abbey PenpH test. Photograph pro
duced in the course of study
by B. Marshall. 2003.
pH = 4 .8 BetweepH neutral & acidic
1~~---_..._..............ip~H~= 4.2 Acidic
132

1.3 P RINTABn.rrv TEST RESULTS (APPLICATION)
THE USETEST: This is a simple test which immediately indicates whether or
not the product meets the requirements of the consumer. If the mill is manu
facturing handmade paper for writing purposes, the simple test of writing on
the paper with various types of writing media should be undertaken. However,
when specialised printing papers are manufactured, it requires expertise and
specialised equipment to undertake this test.
As previously discussed in Chapter 3; Section 1, traditional printmaking tech
niques require good quality, stable and consistent papers in order to achieve
their function. The handmade papers in this investigation underwent specific
production processes to ensure the most efficient design of paper specific to
each printmaking process.
The following section discusses the results of these printability tests in terms
of the method of production utilised for each batch of paper. A rating system
was devised from the various test results, in order to analyse each paper's
positive and negative attributes to the printed work. This section will follow
the structure of the rating system for the analysis of the paper and test results
for each print medium. The rating system includes the following :
RATING SYSIrM :
PAPER CODE: 00-00-000-000
o 0 0 0 Quality of print technique
o 0 00 Absorbency
0000 Weight
o 000 Strength
o 0 00 Whiteness / Colour
o 0 0 0 Surface texture (roughness)
o 0 0 0 Unwanted particles
o 0 0 0 Overall rating
133
SCORING S YSTEM:
• 000 = 25% Performance
• • 0 0 = 50% Performance
• •• 0 = 75% Performance
• ••• = 100% Performance
• • • • = Not applicable

1.3.1 lNTAGUO PROCESSES
The testing of paper for intaglio processes
was carried out using five different intaglio
techniques in order to analyse the various
effects the paper may have on the print.
This was important because each technique
has different qualities, and may therefore
give varying results. The techniques tested
included plates using drypoint , etching,
positive 20 , polymer and copper plate
photo etchings. Fig 5.9 - Etching print sample .Photograph produced in the course of study by B.
Marshall. 2003.
Rg 5.10 - Etching and drypoint printsample. Photogra ph produced in the course of study by
B. Marshall . 2003 .
Fig 5.11 - Positive 20 print sample. Photograph
produced in the course of study by B. Marsha ll. 2003 .
Fig 5.12 - Polymer plate photo etching printsample. Photograph produced in the cou rse of study by B.
Marsha ll. 2003.
Fig 5.13 - Copper plate photo etching
print sample. Photograph produced in the course of
study by B. Marshall. 2003.
134
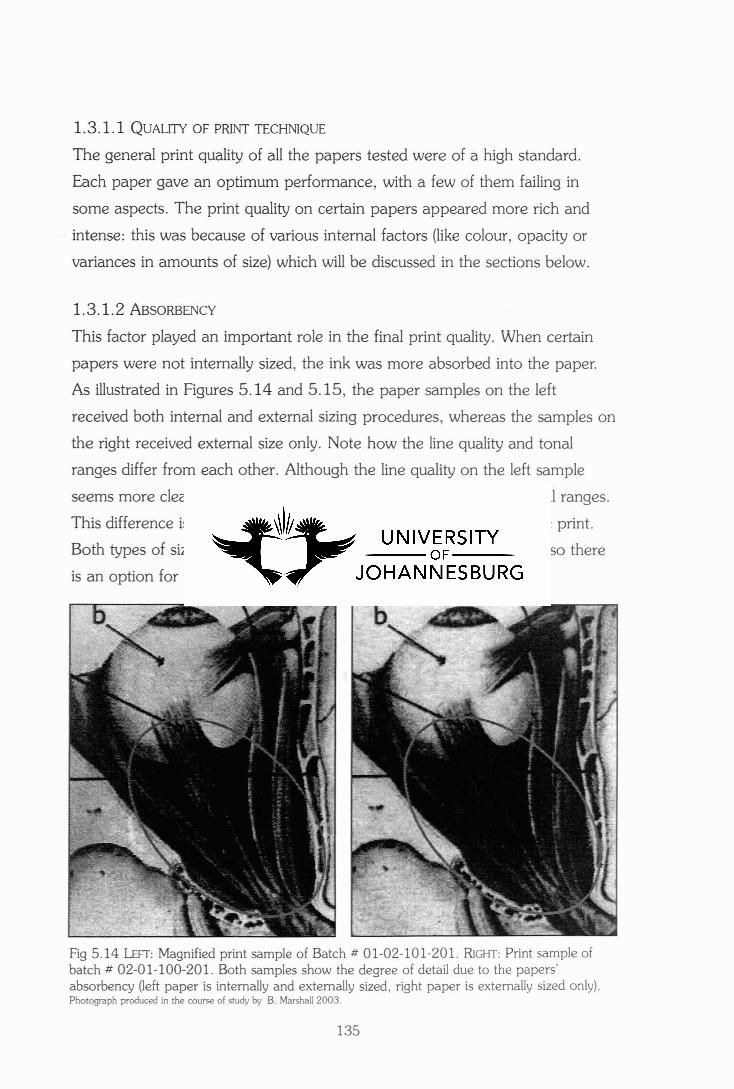
1.3.1.1 Q UAUTY OF PRINT TECHNIQUE
The genera l print quality of all the papers tested were of a high standard.
Each paper gave an optimum performance , with a few of them failing in
some aspects. The print quality on certain papers appeared more rich and
intense: this was because of various internal factors (like colour , opacity or
variances in amounts of size) which will be discussed in the sections below.
1.3 .1.2 ABSORBENCY
This factor played an important role in the final print quality. When certain
papers were not internally sized, the ink was more abso rbed into the paper.
As illustrated in Figures 5.14 and 5.15, the paper samples on the left
received both internal and external sizing procedures, whereas the samples on
the right received external size only. Note how the line quality and tonal
ranges differ from each other. Although the line quality on the left sample
seems more clear , the final print sample on the right is richer in tonal ranges.
This difference is very minor, but can enhance the overall look of the print.
Both types of sizing procedures should be available to the consumer so there
is an option for varying paper absorbencies .
Fig 5.1 4 LEFT: Magnified print sample of Batch # 01-02-101 -201. RIGHT: Print sample ofbatch # 02-01-100-201. Both samples show the degree of detail due to the papers'absorbency (left paper is internally and externally sized , right paper is externally sized only).Photograph produced in the course of study by B. Marshall 2003.
135

Fig 5.15 Top AND
BOlTOM LEFT:Magnified print sample of Batch # 0102-101-201. TopAND BOlTOM RIGHT:Magnified print sample of Batch #
01-01-100-201.Both samples showthe degree of detaildue to the papers'absorbency (leftpapers are internallyand externally sized,right papers areexternally sizedonly).Photograph produced in the
course of study b-; B.
Marshall 2003.
When comparing the print samples to those done on the imported samples,
the more absorbent samples (i.e. those with external sizing only) equal the
tonal quality of the mouldmade papers.
1.3.1.3 W EIGHT
The weights of the paper samples did not inhibit the print quality of the test
samples, as all sheets were of sufficient weight (i.e they were all over
150gsm). Owing to the immense pressure required for printing intaglio plates ,
the slight variances in paper weight were not a problem. It must be noted that
the print samples for this investigation were small in size (ranging from
±15cm x 15cm to 20cm x 30cm). When printing larger size plates , a heavier
weight paper is sometimes necessary.
1.3.1.4 STRENGTH
The strengths of the papers under investigation were of a good standard. All
136
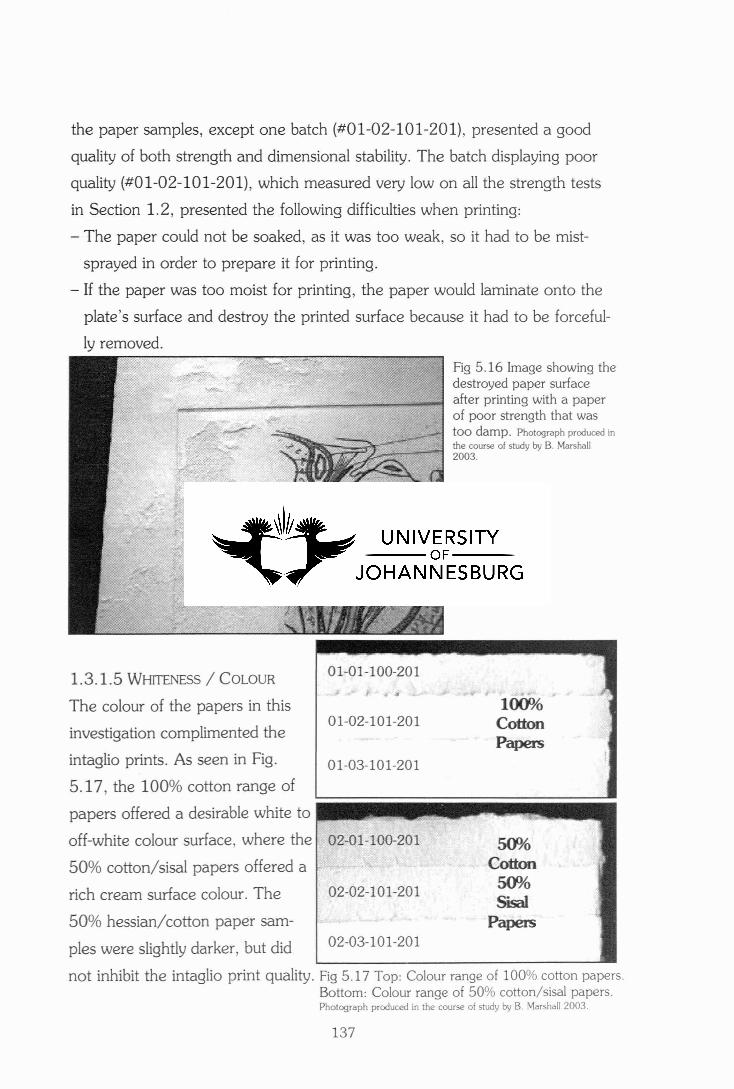
the paper samples, except one batch (#01 -02-101-201), presented a good
quality of both strength and dimensional stability. The batch displaying poor
quality (#01-02-101-201) , which measured very low on all the strength tests
in Section 1.2, presented the following difficulties when printing:
- The paper could not be soaked , as it was too weak, so it had to be mist
sprayed in order to prepare it for printing.
- If the paper was too moist for printing, the paper would laminate onto the
plate 's surface and destroy the printed surface because it had to be forceful
ly removed.
..rooss
CottonPapers
5004»Cotton
5004»Sisal
Papers02-03-10 1-20 1
02 -02 -101-201
01-02-101-201
02-01-100-201
01 -01-100-201
01-03-1 01-201
50% hessian/cotton paper sam
ples were slightly darker , but did
not inhibit the intaglio print quality. Fig 5. 17 Top: Colour range of 100% cotton papers.Bottom: Colour range of 50% cotton/sisal papers.Photograph produced in the course of study by B. Marshall 2003 .
Fig 5.16 Image showing thedestroyed paper surfaceafter printing with a paperof poor strength that wastoo damp. Photograph produced in
~~CG~~$~--1 the course of study by B. Marshall.. 2003 .
1.3.1.5 WHITENESS / COLOUR
The colour of the papers in this
investigation complimented the
intaglio prints. As seen in Fig.
5. 17 , the 100% cotton range of
papers offered a desirable white to liiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiioff-white colour surface, where the
50% cotton/sisal papers offered a
rich cream surface colour. The
137

1.3.1.6 SURFACE TEXTURE (ROUGHNESS)
The surface texture of the papers in this investigation varied because of vary
ing drying tests. 95% of the paper used for testing was dried flat in a restraint
drying system. This is the most desirable method of prod uction for this kind of
paper product. The surface texture achieved using this methodology is one
that is medium-to-smooth. However, an additional air-drying test was under
taken on 5% of the paper samples in order to note the effect it would have
on the paper's strength and print quality.
As can be seen in Fig. 5.18, the
surface texture of the air-dried sam
ples (left) was significantly different
from that of the restraint-dried sam
ples (right). In this case, the effect
was problematic on a few of the
prints. As seen in Fig. 5 .19 below,
the uneven surface affected some ofthe properties of the print. In this Fig 5 .18 Image showing the di~ferenc~ in the papers
surface texture because of varymg drymg tests.image the ink did not transfer suffi- Photograph produced in the course of study by B. Marshall 2003.
ciently onto the paper. The on ly difference in production from other samples
in this batch was the drying method: therefore it can be deduced that the
papers ' surface texture inhibited the resulting quality of the print.
Fig 5.19 lEFT: Image showing a print defect because of specific drying methodologies. RIGHT
is a magnified close-up of the defect. Photograph produced in the course of study by B. Marshall 2003.
138

1.3.1.7 UNWANTED PARTICLES
None of the papers utilised in this research investigation contained large
amounts of unwanted particles. These sheets were removed when grading the
papers and were classed as rejects or seconds. This section, therefore, was
not included in the rest of the investigation.
1.3.1.8 OVERALL RATINGS: INTAGUO PRINTING
BATCH #1 = 01-01-100-201
•••• LINE QUALITY
•••• ABSORBENCY
•••• WEIGHT
•••0 STRENGTH
•••0 WHITENESS / COLOUR
•••• TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
•••• PRINT RATING
BATCH #3 = 01-03-101+ *01-03-101
•••• LINE QUALITY
•••• ABSORBENCY
••00 WEIGHT
••• 0 STRENGTH
•••• WHITENESS / COLOUR
•••• TEXTURE (ROUGHNESS)
••00 UNWANTED PARTICLES
••• 0 PRiNT RATING
BATCH #2 = 01-02-101-201
• ••0 LINE QUALITY
• ••0 ABSORBENCY
• ••0 WEIGHT
.000 STRENGTH
•••0 WHITENESS / COLOUR
• •• 0 TEXTURE (ROUGHNESS)
•••0 UNWANTED PARTICLES
..00 PRINT RATING
BATCH #4 = 02-01-100-201
•••• LiNE QUALITY
•••• ABSORBENCY
•••• WEIGHT
•••0 STRENGTH
•••• WHITENESS / COLOUR
•••• TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
•••• PRINT RATING
BATCH #5 = 02-02-101+ 02-02-101-201 BATCH #6 = 02-03-101 + *02-03-101
02-02-101-201 + *02-02-101-201
••• 0 liNE QUALITY
••• 0 ABSORBENCY
••00 WEIGHT
••00 STRENGTH
•••• WHITENESS / COLOUR
•••0 TEXTURE (ROUGHNESS)
••00 UNWANTED PARTICLES
••00 PRINT RATING
•••0 LiNE QUALiTY
•••0 ABSORBENCY
••00 WEIGHT
•••0 STREJ"iGTH
•••• WHITEl\ESS / COLOUR
•••0 TEXTURE (ROUGHNESS)
•••0 UNWANTED PARTICLES
•••0 PRINT RATING
139
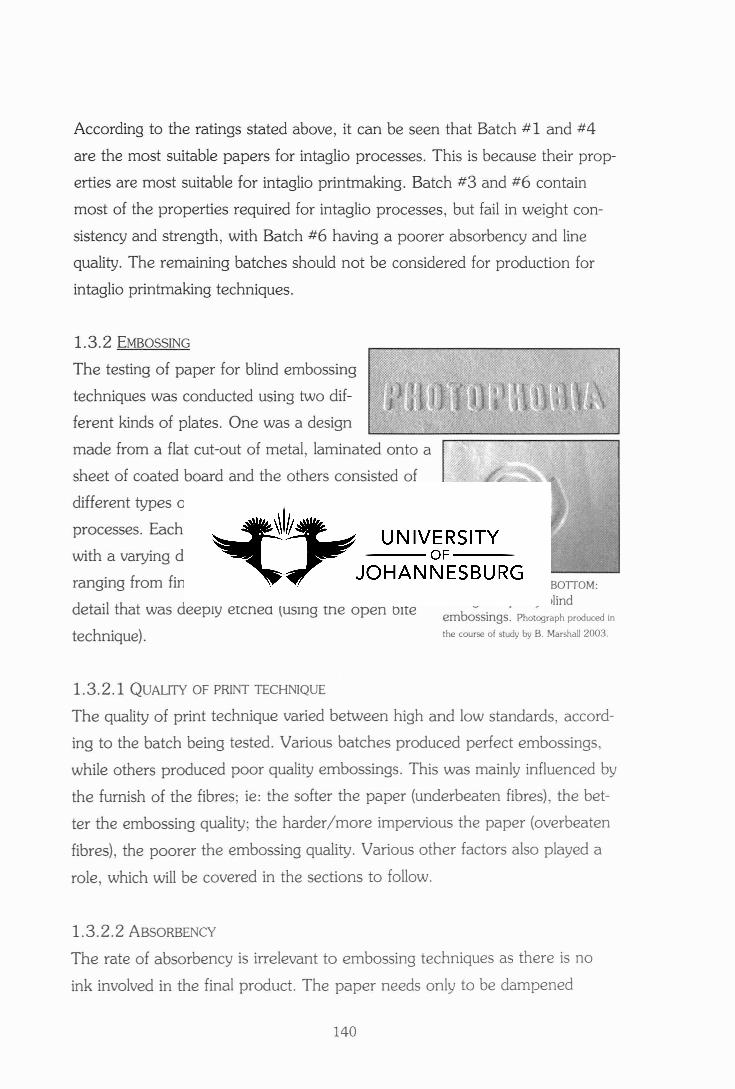
Fig 5.20 Top AND BOTTOM:
Two good quality blindembossings. Photograph produced in
the course of study by B. Marshall 2003.
According to the ratings stated above, it can be seen that Batch #1 and #4
are the most suitable papers for intaglio processes. This is because the ir prop
erties are most suitable for intaglio printmaking. Batch #3 and #6 contain
most of the properties required for intaglio processes, but fail in weight con
sistency and strength , with Batch #6 having a poorer absorbency and line
quality. The remaining batches should not be considered for production for
intaglio printmaking techniques.
1.3.2 EMBOSSING
The testing of paper for blind embossing
techniques was conducted using two dif
ferent kinds of plates. One was a design
made from a flat cut-out of metal, laminated onto a
sheet of coated board and the others consisted of
different types of zinc plates using Positive 20
processes. Each plate consisted of an image or text
with a varying degree of detail and depth of etching ,L...- .....1
ranging from fine detail (thinly etched) to minimum
detail that was deeply etched (using the open bite
technique).
1.3.2.1 Q UALITY OF PRINT TECHNIQUE
The quality of print technique varied between high and low standards, accord
ing to the batch being tested. Various batches produced perfect embossings,
while others produced poor qua lity embossings. This was mainly influenced by
the furnish of the fibres; ie: the softer the paper (underbeaten fibres), the bet
ter the embossing quality; the harder/ more impervious the paper (overbeaten
fibres), the poorer the embossing quality. Various other factors also played a
role, which will be covered in the sections to follow.
1.3.2 .2 ABSORBENCY
The rate of absorbency is irrelevant to embossing techniques as there is no
ink involved in the fina l product. The paper needs only to be dampened
140
slightly for embossing, which proved to be non-problematic for all papers test
ed. However, the papers that were internally and externally sized contained a
more impervious surface and therefore prevented a deep embossing quality to
some degree.
1.3.2.3 WEIGHT
The heavier weight paper samples from each batch were selected for testing
embossing techniques, which require a very heavyweight paper in order for
them to exhibit the relief impression of the objects. The weight of all the
papers were above 250gsm each and were therefore sufficient and posed no
problems.
1.3.2.4 STRENGTH
None of the papers tested in this investigation displayed any strength deficien
cies for embossing. All the sheets remained dimensionally stable and flat for
this purpose.
1.3.2.5 WHITENESS / COLOUR
The whiteness or colour of the papers in this investigation played a very
important role in determining the success of the embossing tests. The charac
teristic of the blind embossings are the quality of the unprinted lines and tex
tures. All the tones and colours of the 100% cotton papers and 50%
cotton/sisal papers did not inhibit the visual character of the embossing. The
colour of the 50% hessian/cotton paper was very difficult to decipher the
image, although the quality of the embossing was very good. The characteris
tics and visual quality of the fibre was too busy and interfered with the clarity
of the result.
The image to follow shows how the quality of the embossing seems different
because of the paper colour. The line quality of these embossings are in reali
ty the same, but optically different because of the paper colour.
141

Fig 5 .21 Image showing the effect of colour on a blind embossing LEFf: Embossingon 50% hessian and cotton paper. RIGHT: Embossing on 100% cotton paper.Photograph produced in the course of study by B. Marshall 2003.
1.3.2.6 S URFACE TEXTURE (ROUGHNESS)
The surface texture of the paper plays an important role in assessing the qual
ity of the embossing. The smooth paper surface is preferable for line quality
and clarity. The rougher the pa per , the poorer the quality of the embossing.
This can be seen in the images below, where the distinctiveness of the
embossing deteriorates with the rougher surface.
Fig 5 .22 Two images showing the effect of texture on ablind embossing FROM LEFfTO RIGHT: Poor qualityembossing on rough paperto good quality embossing onsmooth paper.Photograph produced in the course ofstudy by B. Marshall 2003.
142
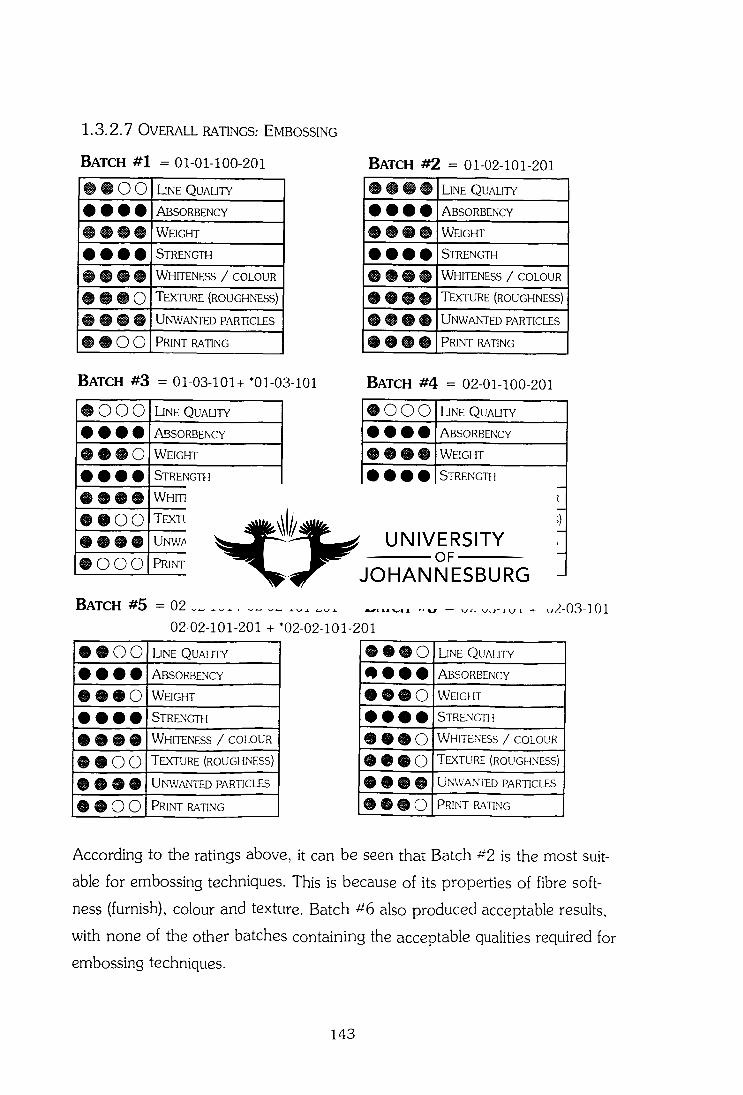
1.3.2.7 OVERALL RATINGS: EMBOSSING
BATCH #1 = 01-01-100-201
••00 LINE QUAUTY
•••• ABsORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
•••0 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
••00 PRINT RATING
BATCH #3 = 01-03-101+ *01-03-101
.000 LINE QUAUTY
•••• ABsORBENCY
•••0 WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
••00 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
.000 PRINT RATING
BATCH #2 = 01-02-101-201
•••• LINE QUALITY
•••• ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
•••• TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
•••• PRINT RATING
BATCH #4 = 02-01-100-201
.000 LINE QUALITY
•••• ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
..00 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
80'00 PRINT RATING
BATCH #5 = 02-02-101+ 02-02-101-201 BATCH #6 = 02-03-101 + *02-03-101
02-02-101-201 + *02-02-101-201
••00 UNE QUALITY
•••• ABSORBENCY
•••0 WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
••00 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
••00 PRINT RATING
••• 0 LINE QUALITY..... ABSORBENCY
•••0 WEIGHT
•••• STRENGTH
•••0 WHITENESS / COLOUR
• •• 0 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
•••0 PRINT RATING
According to the ratings above, it can be seen that Batch #2 is the most suit
able for embossing techniques. This is because of its properties of fibre soft
ness (furnish), colour and texture. Batch #6 also produced acceptable results.
with none of the other batches containing the acceptable qualities required for
embossing techniques.
143

1.3.3 RELIEF PROCESSES
The testing of paper for relief processes was conducted using linoleum print
ing techniques. Lino printing is better than woodblock printing for Western
style papers of this nature and will provide better results. This is because
woodblock printing should be printed by hand using Eastern style sheets that
are thin. The lino prints utilised a screw press for transferring the image to
the thick Western style sheets.
1.3.3.1 QUALITY OF PRINT TECHNIQUE
The general print quality of the papers tested was good. The internal factors
that inhibited print quality of some of the print tests were surface texture and
absorbency. These are discussed in detail below.
1.3.3.2 ABSORBENCY
The paper's absorbency is important to the success or failure of the print
tests. Most of the absorbency levels were sufficient to create good prints. One
paper sample (Batch # 01-02-101-201) was oversized and caused a 'blotch
ing' effect with the ink. The effect can be seen in Fig 5.23, when the paper
came into contact with the plate during printing, the ink was repelled by the
unabsorbent paper.
I.
!laI EXPElTtSECAlkIY SPECIALISTS
Fig 5.23 Close up of print showing the blotching of ink caused by an unabsorbent paper (lEFr)and (RIGHT) a paper with good absorbency. Photograph produced in the course of study by B. Mershell 2003
1.3.3.3 WEIGHT
The weights of the paper did not inhibit the print quality of the test samples.
The tests were completed using a screw press. The result would be different if
they were printed using a spoon for burnishinq-. The papers were all relative
ly heavyweight (over 200gms), and would not print as well when done by
hand.
144

1.3.3.4 STRENGTH
The papers under investigation displayed acceptable properties of strength.
Strength, however, is not a critical feature when printing with a screw press,
as there is only a downward direct contact pressure between the paper and
the plate surface. This may be relevant when printing by hand, as the move
ments with the spoon may require a strong, impervious surface.
1.3.3.5 WHITENESS / COLOUR
The colour of the paper surface was not relevant for this process. The same
effect of colour applies for relief processes as it did for intaglio processes (see
Section 1.3.1.5 Whiteness/Colour).
1.3.3.6 SURFACE TEXTURE (ROUGHNESS)
The paper's surface texture is important for good print quality. Some of the
papers were too rough, resulting in poor prints. As seen in Fig 5.24, the
rough surface of the paper on the left resulted in a poor print. This quality is
significantly different to the print on the right, which was printed on a paper
with a smooth surface texture which was fairly absorbent, resulting in an even
print quality.
Fig 5.24 Close up of prints showing (LEFf) the poor ink quality caused by a paper with arough surface texture, and (RIGHT) good ink quality caused by a paper with a smoothsurface texture. Photograph produced in the course of study by B. Marsha!! 2003
145
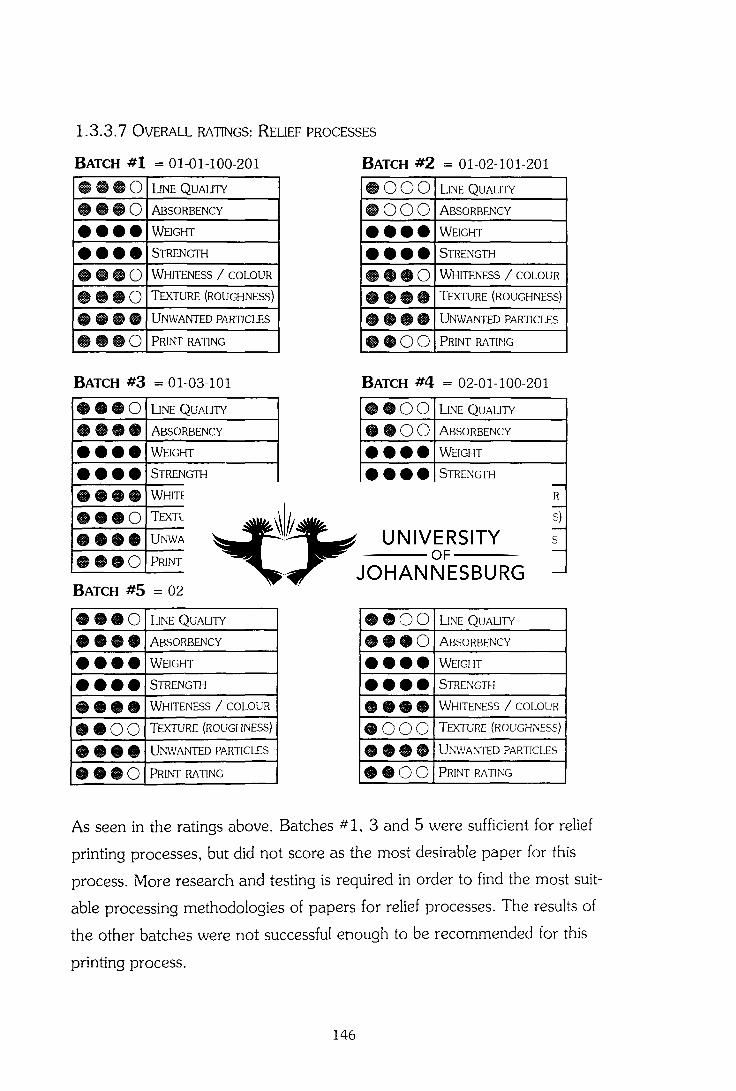
1.3.3.7 OVERALL RATINGS: REUEF PROCESSES
BATCH #1 = 01-01-100-201 BATCH #2 = 01-02-101-201
••• 0 LINE QUAUTY
•••0 ABsORBENCY
•••• WEIGHT
•••• STRENGTH
•••0 WHITENESS / COLOUR
•••0 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
•••0 PRINT RATING
8000 LINE QUAUTY
.000 ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••0 WHITENESS / COLOUR
•••• TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
••00 PRINT RATING
BATCH #3 = 01-03-101 BATCH #4 = 02-01-100-201
••• 0 LINE QUAUTY
•••• ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
••• 0 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
••• 0 PRINT RATING
••00 LINE QUALITY
..00 ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
••• 0 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
••00 PRINT RATING
BATCH #5 = 02-02-101+ 02-02-101-201 BATCH #6 = 02-03-101
••• 0 LINE QUALITY
•••• ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
••00 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
•••0 PRINT RATING
••00 LINE QUALITY
• •• 0 ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
.000 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTICLES
••00 PRINT RATING
As seen in the ratings above, Batches #1, 3 and 5 were sufficient for relief
printing processes, but did not score as the most desirable paper for this
process. More research and testing is required in order to find the most suit
able processing methodologies of papers for relief processes. The results of
the other batches were not successful enough to be recommended for this
printing process.
146

1.3.4 SCREENPRINTING
The testing of paper for silkscreening was conducted using a photo-exposed
image on a 19TT mesh, using a waterbased silkscreen inks. The image used
for these tests was composed of varying degrees of detailed text and images
in order to reflect a range of different line qualities in the print.
1.3.4.1 QUALITY OF PRINT TECHNIQUE
The mesh proved too fine for the handmade textured papers. A textile screen
would be more suitable for these kinds of rough surfaces. It was, however,
important to achieve successful results, as the print tests on the imported
mouldmade samples were of acceptable quality. The problem was approached
by mimicking the process of calendering, which is discussed in detail below.
1.3.4.2 ABSORBENCY
The absorbency of the papers tested had a minimal effect on the quality of
the silkscreen print. It has been noted that less absorbent papers achieved bet
ter results than more absorbent sheets. The reason for this is undetermined,
but could be due to surface textures, rather than absorbency.
1.3.4.3 WEIGHT
The weight of the paper is not a factor in determining the print quality of this
test. The sheets were only required to be dimensionally stable and smooth in
surface texture.
1.3.4.4 STRENGTH
All the papers responded well to properties of strength and dimensional stabil
ity.
1.3.4.5 WHITENESS / COLOUR
The colour of the paper surface was not relevant for this process. The same
effect of colour applies for relief processes as it did for intaglio processes. See
Section 1.3.1.5 Whiteness/Colour.
147
1.3.4.6 SURFACE TEXTURE (ROUGHNESS)
The surface texture of the papers is a critical factor for silkscreen processes.
The restraint dried sheets were re-moistened and placed onto metal platess
that were fed through an etching press (no air-dried samples were used for
this printing process). This was done in order to prepare the paper's surface
for silkscreening. It can be compared to the process of calendering which
involves feeding a sheet of paper through two hardened metal rollers to
increase its surface smoothness (Turner, 1998:216).
The samples below indicate the different finishes to the papers once they
have been calendered. By gently running one's fingers on to the paper's sur
face, the difference can be felt. The sample on the left is calendered, with the
uncalendered sample on the right.
Sample #18 Two samples of the same paper. LEFT: The sample that has been calendered andhas a smooth texture. RIGHT: The sample that has not been been calendered and has arougher surface texture. Sample produced in the course of study by B. Marsha!! 2003
148

Fig 5 .25 LEFr: A print sample of the paper that was calendered and has a smooth texture . RIGHT: A print sample of the paper that has not been been calendered and has arougher surface texture , resulting in poor print quality. Photograph produced in the course of study by B.Marshall 2003
1.3.4.7 O VERALL RATINGS: SCREENPRINTING
B ATCH #1 = 01-01-100-201
•••0 LI NE Q UAun'
••• 0 ABsORBENCY
•••• W EIGHT
•••• STRENGTH
••• 0 W HITENESS / COLOUR
•••0 T EXTIJRE (ROUGHNESS)
•••• U NWANTED PARTICLES
•••• PRINT RATING
B ATCH #3 = 01-03-101+ ·01-03-101
••00 LINE Q UAun'
••00 ABsoRBENCY
•••• W EIGHT
•••• STRENGTH
•••• W HITENESS / COLOUR
•• 0 0 T EXTIJRE (ROUGHNESS)
•••• U NWANTED PARTICLES
••00 P RINT RATING
B ATCH #2 = 01-02-101-201
. 0 0 0 LINE Q UAun'
. 0 0 0 A BSORBENCY
•••• WEIGHT
••00 STRENGTH
•••0 W HITENESS / COLOUR
•••• T EXTURE (ROUGHNESS)
•••• U NWANTED PARTICLES
..0 0 P RINT RATING
B ATCH #4 = 02-01 -100-201
••00 LINE Q UAun'
••00 A BSORBENCY
•••• W EIGHT
•••• S TRENGTH
•••• W HITENESS / COLOUR
••00 T EXTIJRE (ROUGHNESS)
•••• UNWANTED PARTICLES
•••0 P RINT RATING
149

BATCH #5 = 02-02-101+ 02-02-101-201
••• 0 LINE QUAUTY
••• 0 ABsORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
••00 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTIClES
••• 0 PRINT RATING
BATCH #6 = 02-03-101 + '02-03-101
.000 LINE QUAUTY
••00 ABSORBENCY
•••• WEIGHT
•••• STRENGTH
•••• WHITENESS / COLOUR
.000 TEXTURE (ROUGHNESS)
•••• UNWANTED PARTIClES
••00 PRINT RATING
According to the ratings above, Batch #1 is the most suitable paper for
screenprinting. This is because it has good properties of strength and colour,
balanced by an acceptable line quality and absorbency. Batch # 4 and 5 are
also acceptable for screenprinting, but score lower because of their surface
texture. The remaining samples do not qualify as good screenprinting papers.
1.4 S UMMARY OF FINDINGS
In conclusion, the following can be deducted from the tests conducted:
• Testing conducted by the manufacturer can give an indication of the various
properties of weight and thickness, composition and strength, furnish and
processing, character and sheet formation, and rate of absorbency. When
compared to the tests completed using advanced testing equipment, the
results were an accurate indication of these properties.
• The tests completed using specialised paper testing equipment proved that
in most instances (ie: tearing resistance, bursting strength, tensile strength
and pH), the handmade equivalents matched or proved more resilient and
stronger than the imported mouldmade samples. In certain cases (such as
grammage and stretch) the mouldmade papers tested more consistent. The
production of the handmade papers is therefore required to establish a more
effective manner of standardising the weight and thickness of the sheets. All
the papers measured quite low on the pH scale, but a more accurate
method of testing may need to be developed.
150
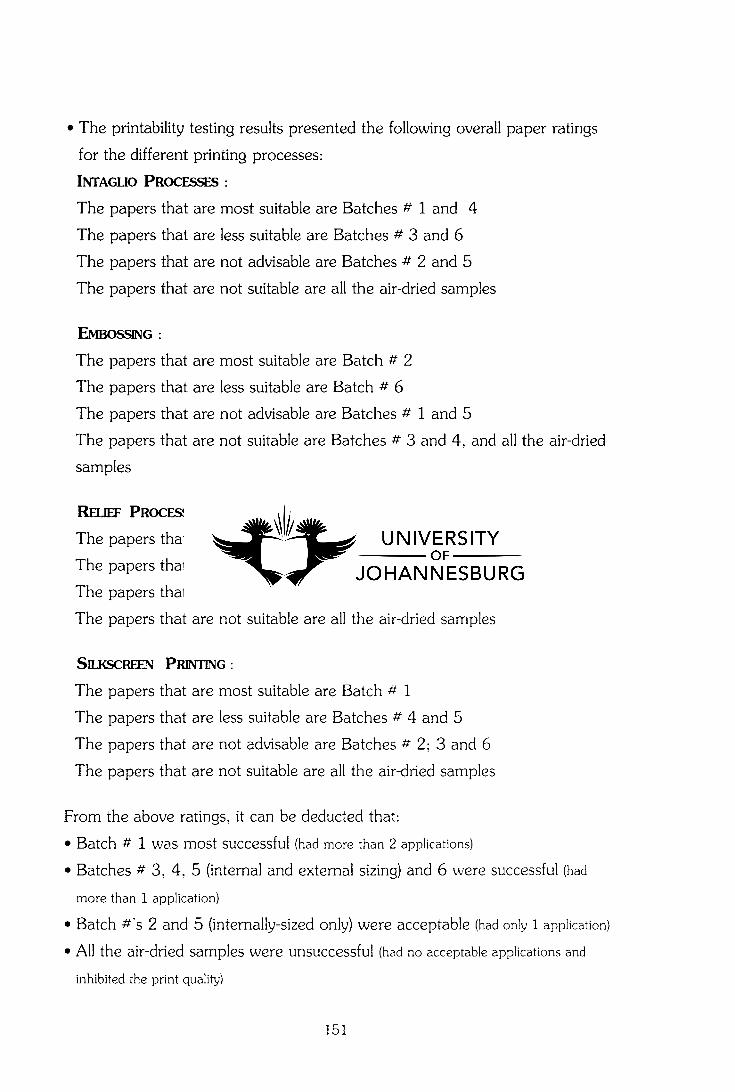
• The printability testing results presented the following overall paper ratings
for the different printing processes:
INTAGLIO PROCESSES :
The papers that are most suitable are Batches # 1 and 4
The papers that are less suitable are Batches # 3 and 6
The papers that are not advisable are Batches # 2 and 5
The papers that are not suitable are all the air-dried samples
EMBoSSING:
The papers that are most suitable are Batch # 2
The papers that are less suitable are Batch # 6
The papers that are not advisable are Batches # 1 and 5
The papers that are not suitable are Batches # 3 and 4, and all the air-dried
samples
REuEF PROCESSES :
The papers that are most suitable are Batch # 3
The papers that are less suitable are Batches # 1 and 5
The papers that are not advisable are Batches # 2; 4 and 6
The papers that are not suitable are all the air-dried samples
SILKSCRfEN PRINTING:
The papers that are most suitable are Batch # 1
The papers that are less suitable are Batches # 4 and 5
The papers that are not advisable are Batches # 2; 3 and 6
The papers that are not suitable are all the air-dried samples
From the above ratings, it can be deducted that:
• Batch # 1 was most successful (had more than 2 applications)
• Batches # 3, 4, 5 (internal and external sizing) and 6 were successful (had
more than 1 application)
• Batch #'s 2 and 5 (internally-sized only) were acceptable (had only 1 application)
• All the air-dried samples were unsuccessful (had no acceptable applications and
inhibited the print quality)
151

Notes1. Furnish: Relates to the manner in which the fibre was processed (i.e. handbeaten or beat
en by Hollander beater) and the effect it will have on the finished paper.
2. Lightbox: Specially designed box containing a white perspex cover encasing a high-voltage
light for seeing through a sheet of paper in order to observe the sheet formation
and defects in the sheet.
3. Cellulite: Defect in paper. See Fig. 4.33 on page 109.
4. Burnishing: To transfer ink from printing block to paper by rubbing with a rounded blunt
tool.
5. Waterbased silkscreen ink: textile screen printing ink, Aquatex. Purchased from Chemisol,
Selby, Johannesburg.
6. Metal plates: Stainless steel metal plates purchased from Telsteel, Doornfontein,
Johannesburg.
152

CONCLUSION(DISCUSSIONS, ENVISAGED PROBLEMS, RECOMMENDATIONS
AND POSSIBLE SOLUTIONS)
The hypothesis for this investigation is the research possibility of manufactur
ing quality handmade papers that meet both archival standards, and the crite
ria required by professional printmakers. The resulting handmade paper was
designed to meet or lower the cost of the imported mouldmade papers which
are currently available in selected shops for artists in South Africa. This inves
tigation has revealed a range of results, problems, issues and opportunities.
The concluding text provides an analysis of the hypothesis and offers recom
mendations, envisaged problems and workable solutions for each issue.
1. C OMMERCIALISATK>N OF TIlE RESFARCH
The implementation of manufacturing archival paper was targeted for devel
oping Small, Medium and Micro Enterprises (SMME's) by initiating its produc
tion into various rural development projects. I believe that, by implementing
this research, it has the potential to assist in creating jobs and in developing
the South African economy. The National Archives of South Africa have indi
cated that the product has significant market potential, both locally and inter
nationally (Dominee; Motsi, 2003). At present, archival products! are import
ed into the whole of Africa and are very costly, especially for the poorer
African countries.
Director of the National Archives, Graham Dominee, has expressed support
for the initiation of archival paper and products into selected projects of
Phumani Paper. as part of a poverty relief programme. Although their interest
is not for printmaking purposes, it is a further application of the research
investigation, and has direct market possibilities to help sustain Phumani proj
ects in the future.
153

ENVISAGED PROBLEMS
The production of archival handmade paper is labour intensive and spe
cialised, and requires a lot of monitoring on quality control and mill standards.
A production mill for archival cotton paper would require a full-time manager
who would oversee the three stages of production (i.e. pulp preparation,
paper production and product-making). A concern is that, if a single project
manufactured the product with all three stages involved, it would put too
much pressure on the mill, as the potential product demand is very large,
especially for the envisaged export market.
RECOMMENDATIONS / POSSIBLE SOLUTIONS
A suggestion is that the process be divided into different stages: this would
enable it to support a specialised function, and would make production output
more reliable. The paper mill must be contaminant-free and operate effective
ly, in order for the product to meet a consistent standard of quality. Each
project team could master their own specific production procedures which
would, in turn, create an internal support structure for all three projects.
In order to streamline the initial production procedures and continue regular
testing methodologies until the product is sound and meets all archival stan
dards, it was suggested that the TWR Paper Research Unit (PROU) begin pro
ducing the sheet pulps. Later, these could be handed over to a second project
team, which would then manufacture paper from the sheet pulps, with a third
team manufacturing the archival products from the paper (refer to Annexure
F: Proposed Business Plan).
2. HANDMADE PAPFR PRODUCf
The archival handmade paper can be standardised and manufactured by fol
lowing the procedures laid out in the 'paper recipe' (i.e. POS). Aspects of the
POSs in this investigation can be utilised to manufacture specific papers. If the
market calls for a hard, resilient paper that is going to be handled often. the
producer can use specific data from this study to meet these specifications.
154
Different recipes can be developed by trial and error, creating test pulps in
order to see what results can be achieved. It is critical that each mill manufac
turing products of this nature develops its own PDSs until the desired product
has been reached, and that it continues updating them on a regular basis.
This investigation for archival papermaking can be applied to various other
fibre2 types (i.e. non-wood fibres). The application of this research utilised hes
sian fibre for producing archival papers. Similarly, mills can experiment with
various other fibres for producing archival papers by following the necessary
procedures for ensuring the paper's longevity.
ENVISAGED PROBLEMS
• Paper size: The creative market may demand papers larger in size (i.e. A2
or larger). The imported mouldmade papers are produced on a
large machine which, therefore, allows for almost any size
sheets to be produced. Handmade papers over Az in size are
difficult to produce in quality and quantity. This research focused
on producing A3 size sheets for testing product potential.
Further research is required to investigate the best methodolo
gies for producing larger sheets for the creative market.
• Market demand: In the face of excellent export opportunities, the market
may become too large for local projects to keep up with
demand. For the quality to remain constant, however, produc
tion cannot be speeded up. A new solution may be to establish
new mills to assist in coping with overflow orders.
RECOMMENDATIONS / POSSIBLE SOLUTIOI':S
An investigation is required to address and develop the technology required to
mechanise the sheet-forming process. This could include the development of
a low-end paper machine that mimics the formation of handmade paper. A
similar model is in operation in Hollands, in which pulp is fed onto a moving
screen, which allows for the production of Ai sheets of paper.
155
The introduction of manufacturing paper from sheet pulps in South Africa
could aid in the production outputs of handmade paper mills. It reduces pulp
preparation times significantly, thereby increasing the mill's production capaci
ty. Most mills in Europe and the USA utilise these pulps for paper production.
3. ARCHIVAL SfANDARDS
Archival standards in papermaking can be met if all the production proce
dures are completed sufficiently. Constant monitoring of quality control with
regular testing of products will aid in ensuring the authenticity of the product.
The establishment of a viable relationship between mills and organisations like
SAPPI are important in ensuring quality through regular product testing. This
partnership could offer endorsements for archival products to assist in sustain
ing mills as reputable businesses.
ENVISAGED PROBLEMS
The papers developed through this investigation were of a relatively low pH
reading. According to Alexio Motsi, Deputy Director of the National Archives
of South Africa, pH amounts of 6 and higher are considered to meet accept
able South African archival standards. The reason for these papers testing
below 6 is probably due to the water source in the facility from which they
were produced. A filtered water source is critical for archival papermaking and
should be regularly monitored and tested. However, according to the pH tests
completed at SAPPI, the imported mouldmade papers tested below 6. By
international standards they are required to be above 7.5 on the pH scale. This
may indicate inadequate testing, or that further testing could have yielded dif
ferent results. An alternative technique of testing pH also needs to be pursued.
RECOMMENDATIONS / POSSIBLE SOLUTIOi\S
One solution to help raise the pH value of the paper, would be the installation
of a water purification systems into mills which produce archival papers. The
effect of these purification systems would require further research. in order to
evaluate the improvement and impact this may have on the paper's pH value
and cost.
156

4. T RADIDONAL PRINTMAKING TECHMQUES
This investigation only covered selected traditional printmaking techniques for
testing the printability of the final product. As discussed in Section 2 above,
the handmade paper product can easily be replicated or further designed by
following or adapting the procedures laid out in the 'paper recipe'. The out
come of this research investigation suggests that any kind of paper can be
developed and tested, if paper specifications and requirements are clear. This
could open many avenues of research for future products simply by applying
the research to other situations and product requirements.
ENVISAGED PROBLEMS
The problem and challenge for the printmaking/creative industry may be that
the mill which produces the papers for this purpose may not be able to main
tain adequate standards. Handmade paper manufacturing for this sector will
require a highly skilled artisan to ensure optimum quality paper.
RECOMMENDATIONS / POSSIBLE SOLUTIONS
An important solution is for the mill to keep testing the products on a regular
basis, and to liaise with professionals in the field. If the producers are able to
keep up with market demand, trends and product development, it will provide
a strong basis for sustaining business for the mill, as well as future new prod
uct potential.
5. CosrsAccording to the costing of the product (see Annexure F), the wholesale price
of the handmade equivalent will be approximately R16-15 per Az sheet
(420mm x 594mm) 250gsm. The average retail price of a mouldmade paper,
depending on make and quality, ranges between R23 and R46 for Az
(420mm x 594mm) 300gsm. When comparing these two products and
prices, the Az handmade equivalent may retail at approximately R32-30. This
proves that although the handmade equivalent is higher than some of the
mouldmade papers, it also remains cheaper than some of the imported
papers.
157

This investigation proves that the handmade equivalent may exceed that of
imported papers in its properties of quality and strength, and may also have a
higher degree of desirability as a specially designed product.
ENVISAGED PROBLEMS
The products available on the market cannot be compared with the imported
handmade papers of Asian countries. Eastern papers are mostly decorative
papers that are extremely low in price. A comparison will not reflect the pur
pose and design of the locally handmade equivalent to mouldmade papers, as
these papers strive for quality and perfection and are specialised for various
artistic processes. They should always be categorised in a different context,
rather than compared, as comparisons will also lower product expectations
and purpose.
The price of the handmade equivalent is high due to its specialised nature.
This is, however, an estimated price and offers grounds for further investiga
tion. Once a mill has been set up, and production is consistent, one can re
evaluate the cost price of the product in terms of exact overhead costs and
production outputs. This is a very difficult task to attempt to finalise before
production of a product has begun. This is, therefore, only a basis for discus
sion and a starting point for entering a predominantly international market.
RECOMMENDATIONS / POSSIBLE SOLUTIONS
A solution which helps to compensate for the high retail price of this product.
is to ensure that the highest possible quality is maintained at all times. If a
consumer is satisfied with a product, he or she will continue to purchase the
product. As previously discussed, product prices may decrease in accordance
with progress and competition within the industry.
158

In concluding this investigation, I believe that all the objectives of the research
have been addressed with varying results. A range of possibilities and potential
avenues of research has been opened for discussion and further exploration.
Hand papermaking is in the beginning stages of a new tradition and offers
the potential for technological advancement in South Africa. This ancient
craft is only beginning to penetrate the local market, and it is creating many
opportunities for emerging students and small business initiatives. As Silvie
Turner (1998: 10) discusses, the new development of hand papermaking is a
renewed appreciation for a very fine tradition. She states that
".. .it is in the recognition of mutual needs an active cross-fertili
sation occurs; listening to the creative solutions for both hand and mind
simply produces the new insights, new directions, new awarenesses and
new methods that continue to respond today" .
Opportunities such as this new industry requires South African paper produc
ers to work together to develop these new insights and ideas, in order to
improve our economy and build our nation.
159

Notes:1. Archival products: Refers to all the products used at the National Archives for boxing and
housing valuable government documents.
2. Fibres that produce archival paper: All non-wood fibres can produce archival paper if pre
pared under the correct papermaking procedures (i.e.
all non-cellulose materials need to be removed before
beating procedures are undertaken).
3. Papiermolen "De Schoolrnecster", Zaanse stad, Holland - Site visit, 23 May 2000 as part
of a European research visit and student exchange programme, April-June 2000.
160

Bibliography
1. BOOKS
ALL JAPAN WASHI ASSOCIATION. 1991. Handbook on the art of washi.
Tokyo, Japan: Wagami-do KK.
BAGILHOLE, R., HACKING, N., T INSlEY, F., T URNER, S. & F ITZSIMMONDS ,
B. 1983. Practical printmaking . Hong Kong, China: Chevprime
Limited.
BARREr , T. 1983. Japanese papermaking . New York, USA: Weatherhill
BaL, L. A. 1981. Plant fibres for papermaking . McMinnville, Oregon:
Liliaceae Press.
BIGWOOD, G. 1918. Cotton. Constable & Company Ltd.
ClARKE, A. G. 1995. Create your own business - From ideas to action.
Cape Town, South Africa: Human & Rousseau (Pty) Ltd.
CL.B1SON, K & S IMl\fONS, R. 1988. The complete manual of relief
printmaking. London, United Kingdom: Dorling Kindersley.
DAWSON, S. 1995. A hand papermaker's sourcebook. London. United
Kingdom: Estamp.
DODGE, C. R. 1897. A descriptive catalogue of the useful fibre plants of
the world. Washington. USA: Gov. P. D.
EICHENBERG, F. 1976. The art of the print: Masterpieces; history and
techniques. London. United Kingdom: Thames & Hudson.
161

GENTENAAR, P. & ToRLEY, P. 2000. Papier en water / Paper and water.
Catalogue/Publication. Rijswijk, Holland: Gentenaar & Torley
Publishers.
GILMOUR, S. C. 1967. Paper: Its making, merchanting and usage . 2 nd
Edition. London, United Kingdom: National Association of Paper
Merchants.
HELLER, J. 1972. Printmaking today - An artist's handbook.
USA: Holt, Rinehart and Winston, Inc.
New York,
HEllER, J. 1978. Papermaking. How to make handmade paper for
printmaking, drawing, painting, relief and cast forms, book arts and
mixed media. New York, USA: Watson-Guptill Publications.
HIEBER T, H. 1998. Papermaking with plants. Hong Kong, China: C & C
Offsett Printing Co., Ltd.
HIEBERT, H. 2000. The papermaker's companion: The ultimate guide to
making and using handmade paper . Vermont, USA: Storey Books.
HUNTER, D. 1943. Papermaking: The history and technique of an
ancient craft. New York, USA: AA. Knopf. Inc.
KNIGIN, M. & Z IMILES, M. 1970. The technique of fine art lithography.
New York, USA: Van Nostrand Reinhold Company.
lAMBERT, S. 2001. Prints - Art and techniques. London. United
Kingdom: V&A Publications.
I.E Raux, E. E., V ENTER, C. H., J ANSEN VAN VUREN, J. E., K RIT1lNGER ,
A. A. C., FERREIRA, E. J., DE BEER, A. A., Hi} Bl'.'ER, C. P., JACOBS ,
H. & L ABUSCHAGNE ,M. 1995. Business management. A practical
approach. Johannesburg, South Africa: Lexicon Publishers.
162

LOCK, G. N. 1962. Sisal- 25 Years of sisal research . South Africa:
Longmans.
McDONALD, L. S, ed. 1990. Beater builders of North America 1946
1989. Chillicothe, Ohio: The Friends of Dard Hunter.
SMITH, G. Z. 1989. Teaching papermaking. A classroom guide . Iowa,
USA: Zpaperpress.
STIJDLEY, V. 1977. The art and craft of handmade paper. New York,
USA: Dover Publications.
THOMPSON, C. G. 1992. Recycled papers: The essential guide . London,
United Kingdom and Cambridge, Massachusetts, USA: MIT Press.
TURNER, S. 1991. Which paper? London, United Kingdom: BAS Printers.
TuRNER, S. 1998. The book of fine paper. London, United Kingdom:
Thames and Hudson.
2. JOURNALS
BECKER, C. 1998. An interview with Walter Ruprecht. Hand
Papermaking. Winter 1998: 13(1). Washington, USA: Sexton
Printing.
DEERY, G. & T AKAHASHI , M. 1999. Economic development in Ecuador.
Hand Papermaking. Winter 1999: 14(2):20-26. Washington. USA:
Whitmore Print and Imaging.
DIPPENAAR, M., V AN ZYL, J. & V INK, GSP. S.a. The importance of culti
vars in cotton. On the boll. Volume 3. Special Edition.
163

3. D ICfIONARIES & ENCYCLOPEDIAS
BULL, C. 1983. The new book of knowledge. Vol 20. S.v. 'water'. USA:
Grolier Incorporated.
HUTCHINS. R. E. 1983. The new book of knowledge . Vol 15. S.v.
'plants'. USA: Grolier Incorporated.
MACLAY, G. 1984. Illustrated encyclopedia of gardening in South Africa.
Cape Town, South Africa: The Reader's Digest Association.
ROBINSON, E. E. 1983. The new book of knowledge. Vol 3. S.v. 'cot
ton'. USA: Grolier Incorporated.
SMITH, B. 1983. The new book of knowledge. Vol 20. S.v. 'water sup
ply'. USA: Grolier Incorporated.
WALL, H. M. 1983. The new book of knowledge. Vol 16. S.v. 'rope'.
USA: Grolier Incorporated.
4. PERSONAL COMMUNICA TIONS
BOTHA, M. 2001. Internship. ARC-TCRI (AGRICULTURAL RESEARCH
COUNCIL - Tobacco and Cotton Research Institute). Rustenburg, South
Africa. October 2001.
DEERY, G. 2000. Workshop - Papermaking techniques and drying sys
tems. TECHNIKON WITIVATERSRAND. PAPERMAKE\,G RESEARCH &
DEVELOPMENT UNIT. Johannesburg, South Africa. 9-14 November
2000.
DOMINE:, G. & M OTSI, A. 2002. Meeting - The possibility of implement
ing archival handmade paper into existing Phumani Projects.
NATIONAL ARCHIVES OF SOUTH AFRICA. 27 November 2002.
164

MATIHYSEN, B. 2000. Research! Site Visit. "De Schoolmeester de Kat"
Wind-driven paperrnill. Zaanse Stad, Holland. 23 May 2000.
MOTSI, A. 2003. Meeting - Prototypes and requirements. NATIONAL
ARCHIVES OF SOUTH AFRICA. 24 June 2002.
SAPPl 1999. Site visit. Stanger Mill - Stanger, KwaZulu Natal, South
Africa. September 1999.
SAPPI REsEARCH UNIT. 2003. Paper testing. Enstra Mill- Springs,
Johannesburg, South Africa. 5 June 2003.
SHUKUNO, M. 2001. Interpreter of Research Visit . Papermaking studios:
Kochi, Japan. 29 March-16 April 2001.
5. E LECIRONIC REFERENCES
NORTH AMFRIcAN INDUSfRIAL HEMP COUNCIL [online]. October 1997.
Available: http://naihc.org/hemp information! [Date visited: 2001,
June 16].
KlINDT, G. 2000. Cotton South Africa [online]. Available:
http://www.cottonsa.org.za [Date visited: 2000, October 30].
6. CATALOGUES
CARRIAGE HOUSE PAPER. 2001. Papermaking supplies and information
brochure!catalogue.
7. V IDEO (NON-PRINTID WORKS}
BARRETT , T. 1994. Western papermaking I: Classroom equipment and
techniques. (Educational Video). Iowa City, USA: The University of
Iowa Center for the Book.
165

BARREIT, T. 1994. Western papermaking II: Professional equipment and
techniques. (Educational Video). Iowa City, USA: The University of
Iowa Center for the Book.
8.0rnFRDANNHAUSER, C. S. S.a. Agronomic assessment of sisal production in
the Northern Province and in Kwazulu Natal. ARC-TCRI
(AGRICULTURAL RESEARCH COUNCIL - Tobacco and Cotton Research
Institute). Rustenburg, South Africa. Report: Unpublished.
RAPPE, E S.a. Pulp and paper from cabuya - An economic incentive to
conserve biodiversity in the Highland RECC (Cotacachi - Cayapas
Ecological Reserve, Ecuador) . Proposal: Unpublished.
DFPARTMENT OF ARTS, CULTIJRE, SCIENCE AND TECHNOLOGY (DACSI),
NATIONAL CRAFTS CooNCR.. OF SOUTII AFmcA (NCCSA). 2001.
Craft South Africa - Information directory . Pretoria, South Africa:
The Government Printers.
CSIR MANUFACTIJRING AND MATFRIALS TECHNOLOGY. 2002. THE
NATIONAL FIBRE CENTRE. Pamphlet from the World Summit on
Sustainable Development - Science at the Summit. Pretoria. South:
Africa.
166

ANNEXURE A
BATCH CODING SYSfEM AND PAPER PROPER1lFS

BATCH COOING AND PAPFR PROPERTIFS
01
~THIS INDICATES THE
PAPERS FIBRE lYPE:
01 indicates Cotton 100%
02 indicates Cotton 50%Sisal 50%
03 indicates another fibre(RESEARCH APPUCATIONS:
either Hessian, cottonbast or sisal 100%)
04 indicates bought papersfor comparative analysis
01
~This indicates theBATCH NUMBER, running consecutivelyfrom 01,02,03, etc.
101-201
~This indicates the papersAPPLICATION OF SlZlNG ;
100 = No internal sizing at thetime of initial making
101 = Internal sizing with Aquapel at the time of initialmaking
+ 201 = External sizing withGelatin once dried
BATCH CODE FIBRE PROPERTIES
01-01-100-101 Cotton 100% • Good strength and formation
• Contains additives (Titanium Di-oxide: Calcium
Carbonate) and is bright white in colour
• Un sized at time of making. externally sized
with Gelatin
• Absorbent
• Good weight and surface texture
01-02-101 & 201 Cotton 100% • Poor strength and formation
• Contains additives (Titanium Di-oxide: Calcium
Carbonate) and is dull white in colour
• Internally sized with Aqua Pel. externally sized
with Gelatin
• Repels water (not at all absorbent)
• Good weight and surface texture
01-03-101 & 201 Cotton 100% • Good strength and formation
• Contains no additives and is off-white in
colour
• Internally sized with Aqua Pel. externally sized

with Gelatin.
• Fairly absorbent
• Varying weight and poor surface texture
02-01-100-101 Cotton 50% • Good strength and formation
Sisal 50% • Contains additive (Calcium Carbonate) and is
cream in colour
• Unsized at time of making, externally sized
with Gelatin
• Absorbent
• Good weight and surface texture
02-02-101 & 201 Cotton 50% • Good strength and formation
Sisal 50% • Contains additive (Calcium Carbonate) and is
light cream in colour
• Internally sized with Aqua Pel, externally sized
with Gelatin.
• Fairly absorbent
• Varying weight and surface texture
02-03-101 & 201 Cotton 50% • Good strength and formation
Sisal 50% • Contains additive (Calcium Carbonate) and is
light cream in colour
• Internally sized with Aqua Pel, externally sized
with Gelatin.
• Fairly absorbent
• Vc:ying weight and surface texture
03-01-101 & 201 Cotton sheet pulp • Good strength and formation
(from Carriage House) • Contains additive (Calcium Carbonate) and is
bright white in colour
• Internally sized with Aqua Pel. externally sized
with Gelatin.
• Fairly absorbent
• Varying weight and surface texture
03-02-100-101 Cotton bast fibre • Good strength and formation
• Contains additive (Formation aid) and is brown
in colour
• Externally sized with Gelatin only
• Fairly absorbent
• Varying weight and surface texture
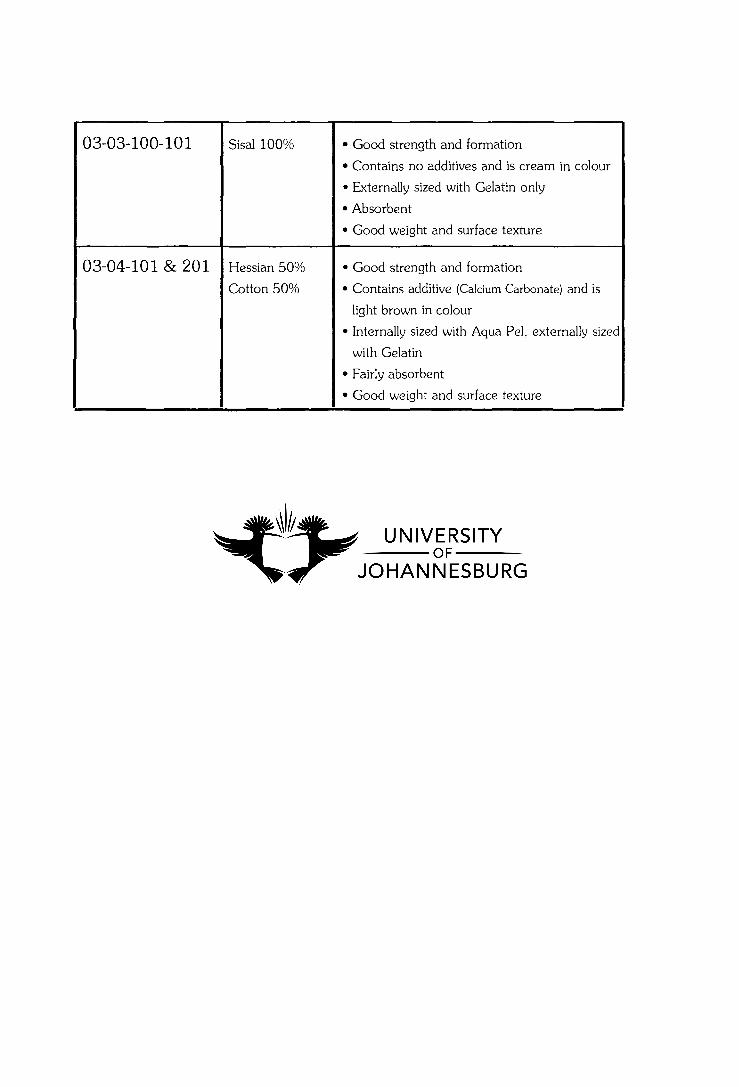
03-03-100-101 Sisal 100% • Good strength and formation
• Contains no additives and is cream in colour
• Externally sized with Gelatin only
• Absorbent
• Good weight and surface texture
03-04-101 & 201 Hessian 50% • Good strength and formation
Cotton 50% • Contains additive (Calcium Carbonate) and is
light brown in colour
• Internally sized with Aqua PeL externally sized
with Gelatin
• Fairly absorbent
• Good weight and surface texture

ANNEXURE B
PRODUCTION DATA SHEETS (PDS'S)

PRODUCI10N DATA SHFET (PDS)
DErAILS OF REsEARCH:
DATE - 21-25 May 2001
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 01-01-100-201
PAPER INFORMATION:
NAME OF PAPER - Ukotini
DESCRIPTIVE NAME (SUGGESTED APPLICATION) - Paper for Intaglio, Relief, Litho & Silk-
screen testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FIBRE INFORi'1ATK>N :
NAME OF FIBRE (BOTAf\!CAL & COMMON) - Cotton: Gossipium Hersupum
FIBRE TYPE - Seed hair
FIBRE DESCRIPTION - Long staple cotton that was spun first. then woven into cloth. The
cotton is purchased from G. Fox & Co in rag form (hospital rags)
DATE HARVESTED (IF APPLICABLE) - N/A
PRfPARATIONS U!'l'DER TAKEN :
RETTING PROCESS & DETAILS (IF APPLICABLE) - N/A
STRIPPII':G PROCESS & DETAILS (IF APPLICABLE) - N/A
SOAKING PERIOD & DETAILS - N/A
WEIGHT OF DRY FIBRE (BEFORE STRIPPII\G. IF APPLICABLE) - N/A
WEIGHT OF USEABLE DRY FIBRE (BEFORE COOKIi':G & BEATIi':G) 2 kg
PROBLEMS Ei':COU"TERED/NOTES
None
COOKING PROCEDURES:
DURATIOi': OF COOKI!\G - 2 hours
ADDITIVES & AMOUNT - Soda ash 20'ib (400 grams)
PROBLEMS ENCOUNTERED/NOTES
None
1

BFATING METHODS:
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater Duplex (100 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating prop-
erly, turned the roll down closer to the bedplate (about 5), and left it for about half an hour.
Then turned it down to about 3, for 20 minutes, then to 2 and leave it for another 45min-
utes. After an hour and a half (all the above times added), the roll was lowered to just above
o for maximum beating. It was then left at this level until the pulp was in it's desired form.
DURATION OF BEATING - 5 hours
ADDITIVES & AMOUNT - Calcium Carbonate: 50 mls: Titanium di-oxide 2 table spoons
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD) -
500ml samples, every half hour, starting after first hour and half of beating. Samples were
hot pressed.
PROBLEMS ENCOUNTERED/NOTES - Titanium di-oxide gave the paper a bright white look.
STZlNG TECHNIQUE:
TYPE OF SIZE - Gelatin (surface sized)
METHOD OF APPLICATION - GELATIN: Dipped in a bath of solution and 'loft' dried.
AMOUNT/RECIPE - 2.5% solution diluted in boiling water =150mls dissolved into 2 litres
of boiling water. then diluted into 4 litres of cold water. (Total of 6 litrcs solution which did
±70 A3 papers)
METHOD OF RE-DRYING - Air dried then pressed.
PROBLEMS ENCOUNTERED/NOTES - None
SHFET-FORMING PROCESSES :
ADDITNES & AMOUNT - N/A
FORMATION STYLE - Western
SHEET SIZE - A3 size (297mm x 420mm)
GRAIN DIRECTION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets)
SHEET THICKl\ESS - Varied: ± 250 gsm - 300 gsm
AMOUNT OF SHEETS FORMED - ±40 sheets
WET SHEET (PULP) COLOUR - Bright white
DRAINAGE RATE - Medium
PROBLEMS El\COUI\TERED/NOTES - Pulp was difficult to couch (slippery)
2
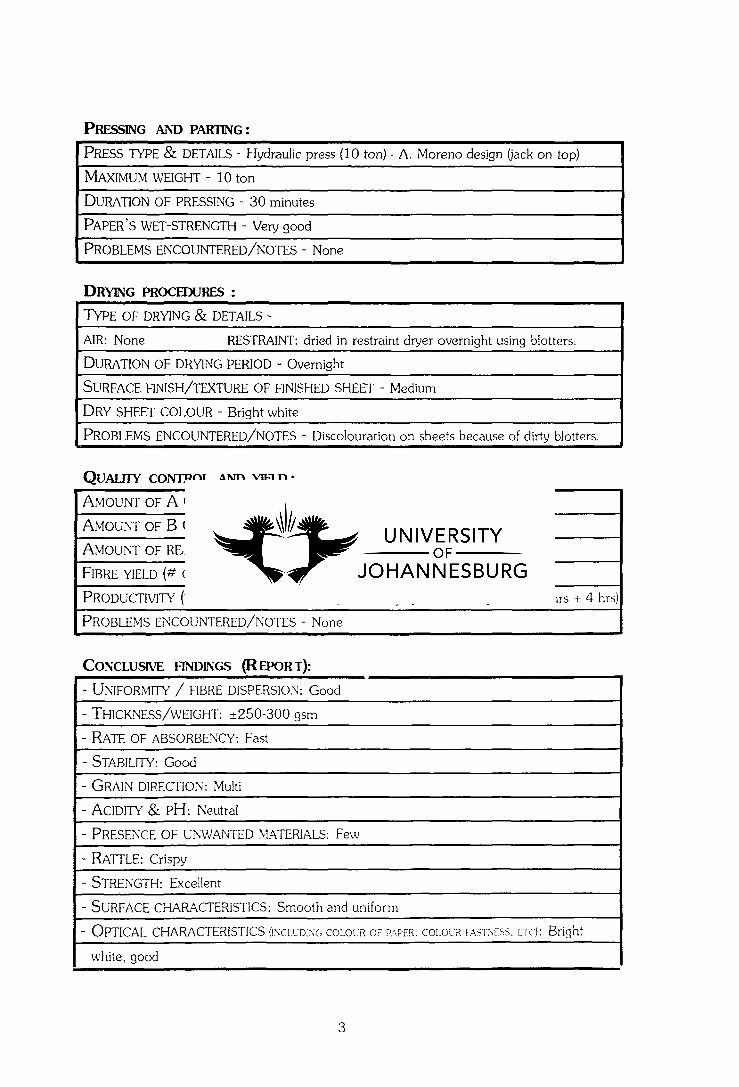
PRESSING AND PARTING:
PRESS TYPE & DETAILS - Hydraulic press (10 ton) - A. Moreno design (jack on top)
MAXIMUM WEIGHT - 10 ton
DURATION OF PRESSING - 30 minutes
PAPER'S WET-STRENGTH - Very good
PROBLEMS ENCOUNTERED/NOTES - None
DRYING PROCB){JRES :
TYPE OF DRYING & DETAILS -
AIR: None RESTRAINT: dried in restraint dryer overnight using blotters.
DURATION OF DRYING PERIOD - Overnight
SURFACE FINISH/TEXTURE OF FINISHED SHEET - Medium
DRY SHEET COLOUR - Bright white
PROBLEMS ENCOUNTERED/NOTES - Discolouration on sheets because of dirty blotters.
QUALIIY CONTROL AND YlELD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 30 ±250-300gsm
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 8 ±250gsm
AMOUNT OF REJECT SHEETS - 2 ±200gsm
FIBRE YIELD (# OF SHEETS PER KILO) - 40 sheets per 2kg of fibre
PRODUCTIVITY (TIME PERIOD PER BATCH) - 1.5 days per batch (l person - 8 hrs + 4 hrs)
PROBLEMS ENCOUNTERED/NOTES - None
CONCLUSIVE FINDINGS (RFPOR T):
- UNIFORMITY / FIBRE DISPERSION: Good
- THICKNESS/WEIGHT: ±250-300 gsm
- RATE OF ABSORBENCY: Fast
- STABILITY: Good
- GRAIN DIRECTION: Multi
- ACIDITY & pH: Neutral
- PRESENCE OF UNWANTED MATERIALS: Few
- RATTLE: Crispy
- STRENGTH: Excellent
- SURFACE CHARACTERISTICS: Smooth and uniform
- OPTICAL CHARACTERISTICS (!\CLLDi\G COLOCR OF P,\PEn.. COLOL·R F,\ST\ESS. ETC): Bright
white, good
3

ADDITIONAL COMMENTS / RECOMMENDATIONS
Paper was generally very good quality, uniform and had good optical characteristics. 'Roller'
marks need to be controlled, as well as unwanted particles. Sheet forming requires attention.
Thickness/weight, good.
FINAL PAPER SAMPlE:
DATE OF COMPlEIlON :
REsEARCHERS SIGNAlURE :
1 June 2001
4

PRODUCTION DATA SHFEf (PDS)
DEfAll.S OF REsEARCH:
DATE - 4 December 2002
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 01-02-101 & 201
PAPER INFORMATION :
NAME OF PAPER - Ukotini
DESCRIPTNE NAME (SUGGESTED APPUCATIOf\i) - Paper for Intaglio, Relief, Litho & Silk-
screen testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FIBRE INFORMATION:
NAME OF RBRE (BOTANICAL & COMMON) - Cotton: Gossipium Hersupum
FIBRE TYPE - Seed hair
FIBRE DESCRIPTION - Long staple cotton that was spun first, then woven into cloth. The
cotton is purchased from G. Fox & Co in rag form (hospital rags)
DATE HARVESTED (IF APPLICABLE) - N/A
PRB>ARATIONS UNDfRTAKEN:
REnING PROCESS & DETAILS (IF APPLICABLE) - N/A
STRIPPING PROCESS & DETAILS (IF APPLICABLE) - N/A
SOAKING PERIOD & DETAILS - ± 6 months after cooking and rinsing
WEIGHT OF DRY RBRE (BEFORE STRIPPING, IF APPLICABLE) - N/A
WEIGHT OF USEABLE DRY RBRE (BEFORE COOKING & BEATING) 1 kg
PROBLEMS ENCOUl'HERED/NOTES
The fibre was soaked for such a long period because there were problems with the beater
(roller bent) at the time of preparation. awaiting beater to become operational.
COOKING PROCEDURES:
DURATION OF COOKING - 2 hours
ADDITIVES & AMOUNT - Soda ash 20% (400 grams)
PROBLEMS ENCOU~TERED/NOTES - None
1
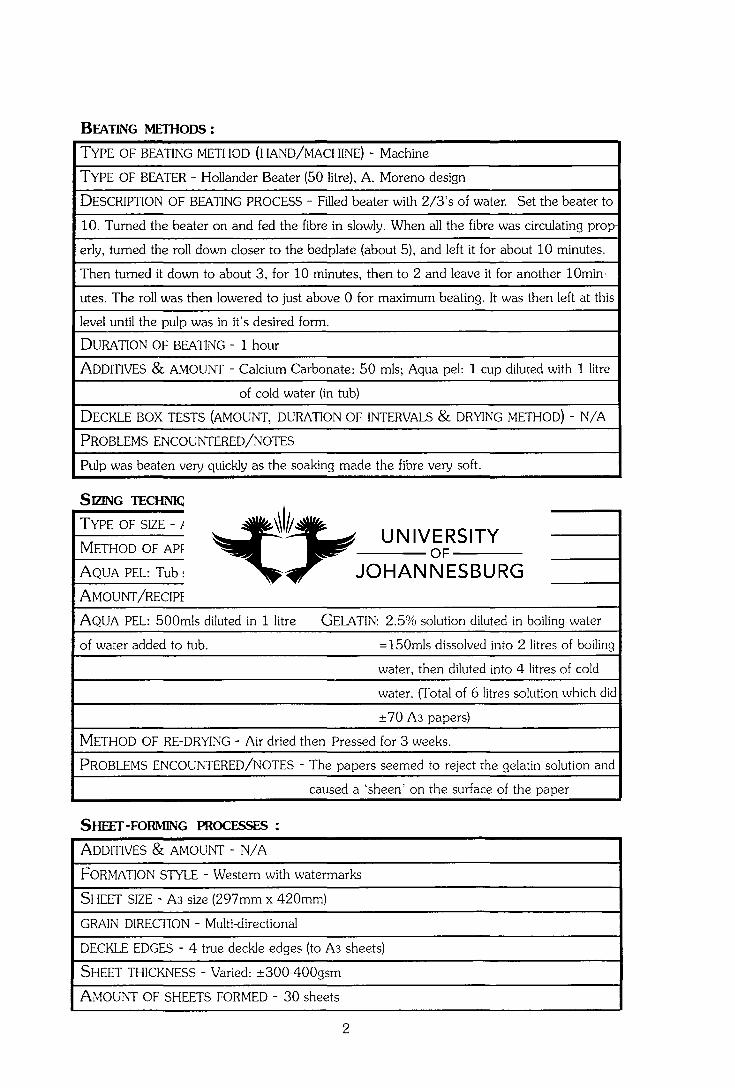
BEATING MElHODS:
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater (50 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating prop-
erly, turned the roll down closer to the bedplate (about 5), and left it for about 10 minutes.
Then turned it down to about 3, for 10 minutes, then to 2 and leave it for another LUmln-
utes. The roll was then lowered to just above 0 for maximum beating. It was then left at this
level until the pulp was in it's desired form.
DURATION OF BEATING - 1 hour
ADDITIVES & AMOUNT - Calcium Carbonate: 50 mls; Aqua pel: 1 cup diluted with 1 litre
of cold water (in tub)
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD) - N/A
PROBLEMS ENCOUNTERED/NOTES
Pulp was beaten very quickly as the soaking made the fibre very soft.
SIZING TECHNIQUE:
TYPE OF SIZE - Aqua Pel & Gelatin (various sheets)
METHOD OF APPLICATION -
AQUA PEL: Tub sized GELATIN: Dipped in solution
AMOUNT/RECIPE -
AQUA PEL: 500mls diluted in 1 litre GELATIN: 2.5% solution diluted in boiling water
of water added to tub. =150mls dissolved into 2 litres of boiling
water, then diluted into 4 litres of cold
water. (Total of 6 litres solution which did
±70 A3 papers)
METHOD OF RE-DRYING - Air dried then Pressed for 3 weeks.
PROBLEMS ENCOUNTERED/NOTES - The papers seemed to reject the gelatin solution and
caused a 'sheen' on the surface of the paper
SHEET-FORMING PROCESSES :
ADDITIVES & AMOUNT - N/A
FORMATION STYLE - Western with watermarks
SHEET SIZE - A3 size (297mm x 420mm)
GRAIN DIRECTION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets)
SHEET THICKNESS - Varied: ±300-400gsm
AMOUNT OF SHEETS FORMED - 30 sheets
2

WET SHEET (PULP) COLOUR - White - slightly grey (probably from beater)
DRAINAGE RATE - Medium to slow
PROBLEMS ENCOUNTERED/NOTES - Slipping when couching. Added titanium di-oxide (2
teaspoons) and calcium carbonate (2 tspoons) to vat.
PRESSING AND PARTING:
PRESS TYPE & DETAILS - Hydraulic press (20 ton) - J. Robertson design
MAXIMUM WEIGHT - 20 ton
DURATION OF PRESSING - 30 minutes
PAPER'S WET-STRENGTH - Poor
PROBLEMS ENCOUNTERED/NOTES - None
DRYING PROCEDURES :
TYPE OF DRYING & DETAILS - AIR: None
RESTRAINT: Restraint dried 30 sheets in drying system
DURATION OF DRYING PERIOD - Over weekend (3 days)
SURFACE FINISH/TEXTURE OF FINISHED SHEET - medium
DRY SHEET COLOUR - White (dull)
PROBLEMS ENCOUNTERED/NOTES - None
QUAUIY CONTROL AND YIElD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 15
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 7
AMOUNT OF REJECT SHEETS - 8
FIBRE YIELD (# OF SHEETS PER KILO) - 30 sheets per 1 kg
PRODUCTIVITY (TIME PERIOD PER BATCH) - 1.5 days per batch (1 person, 8 hrs + 4 hrs)
PROBLEMS ENCOUNTERED/NOTES - None
CONCLUSIVE ANDINGS (REPORT):
- UNIFORMITY / FIBRE DISPERSION: Medium
- THICKNESS/WEIGHT: ±300-400 gsm
- RATE OF ABSORBENCY: Fast - STABILITY: Medium
- GRAIN DIRECTION: Multi - ACIDITY & pH: Neutral
- PRESENCE OF UNWANTED MATERIALS: Yes
- RATTLE: Soft
- STRENGTH: Poor
- SURFACE CHARACTERISTICS: Cotton particles (unbeaten) present
- OPTICAL CHARACTERISTICS (INCLUDING COLOUR OF PAPER, COLOUR FASTNESS, ETC) - Poor (dull)
3

AnomoNAL COMMENTS / RECOMMENDATIONS :
The paper is very soft, poor quality but will undergo various print testing.
FINAL PAPER SAMPLE:
DATE OF COMPlEflON :
REsEARCHERS SlGNAl1JRE:
1~_2....,O"",O_3_5~__
~
4

PROnuCOON DATA SHEEr (PDS)DErAILS OF REsEARCH:
DATE - 13-14 February 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 01-03-101 & 201
PAPER INFORMATION:
NAME OF PAPER - Ukotini
DESCRIPTIVE NAME (SUGGESTED APPUCATION) - Paper for Intaglio, Relief, Litho & Silk-
screen testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FIBRE INFORMATION :
NAME OF FIBRE (BOTANICAL & COMMON) - Cotton: Gossipium Hersupum
FIBRE TYPE - Seed hair
FIBRE DESCRIPTION - Long staple cotton that was spun first, then woven into cloth. The
cotton is purchased from G. Fox & Co in rag form (hospital rags)
DATE HARVESTED (IF APPLICABLE) - N/A
PREPARATIONS UNDERTAKEN:
RETTING PROCESS & DETAILS (IF APPLICABLE) - N/A
STRIPPING PROCESS & DETAILS (IF APPLICABLE) - N/A
SOAKING PERIOD & DETAILS - N/A
WEIGHT OF DRY FIBRE (BEFORE STRIPPING, IF APPLICABLE) - N/A
WEIGHT OF USEABLE DRY FIBRE (BEFORE COOKING & BEATING) 1 kg
PROBLEMS ENCOUi'frERED/NOTES - None
COOKING PROCIDURfS :
DURATION OF COOKING - -No cooking procedures under taken
BEATING METHODS:
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater (50 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
1

10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating prop
erly, turned the roll down closer to the bedplate (about 5), and left it for about half an hour.
Then turned it down to about 3, for 20 minutes, then to 2 and leave it for another 45min-
utes. After an hour and a half (all the above times added), the roll was lowered to just above
o for maximum beating. It was then left at this level until the pulp was in it's desired form.
DURATION OF BEATING - 4 hours
ADDITIVES & AMOUNT - None
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD) - N/A
PROBLEMS ENCOUNTERED/NOTES - None
SIZING TECHNIQUE:
TYPE OF SIZE - Aqua Pel & Gelatin (various sheets)
METHOD OF APPUCATION-
AQUA PEL: Internal in vat GELATIN: External, dipped
AMOUNT/RECIPE -
AQUA PEL: 1 cup diluted in 1 litre cold GELATIN: Two tablespoons of Gelatin was
water and added to the vat dissolved in hot water then diluted to 2
litres of cool water. The sheets were
dipped in the solution and hung to
to dry (air dried), then mist-sprayed and
re-pressed.
METHOD OF RE-DRYING - Air dried then Pressed for 3 weeks.
PROBLEMS ENCOUNTERED/NOTES - None
SHEEr-FORMING PROCESSES :
ADDITIVES & AMOUNT - N/A
FORMATION STYLE - Western
SHEET SIZE - A3 size (297mm x 420mm)
GRAIN DIRECTION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets)
SHEET THICK1~ESS - Varied: 00 sheets < 00 gsm; 00 sheets> 00 gsm
AMOUNT OF SHEETS FORMED - 25 sheets
WET SHEET (PULP) COLOUR - White
DRAINAGE RATE - Slow-to-Medium
PROBLEMS ENCOUl\lfERED/NOTES - None
2
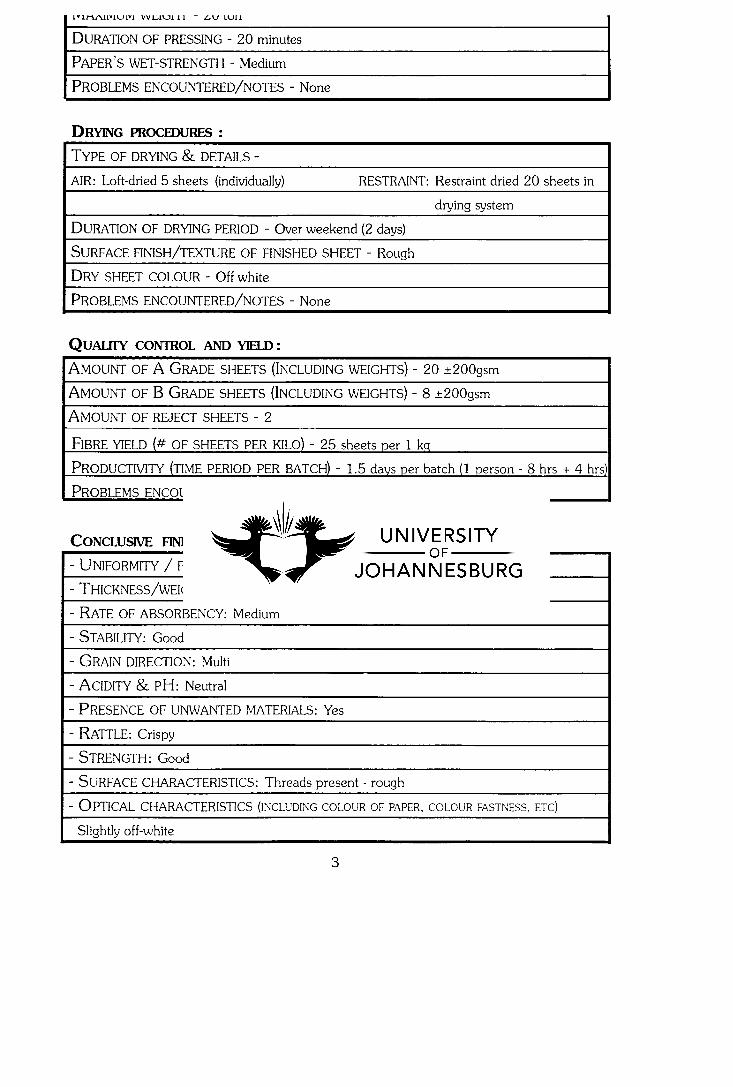
lYl/""'\.AJlVlUlVl VVLl\Jlll - ~V lUll
DURATION OF PRESSING - 20 minutes
PAPER'S WET-STRENGTH - Medium
PROBLEMS ENCOUNTERED/NOTES - None
DRYING PROCEDURES :
TYPE OF DRYING & DETAILS -
AIR: Loft-dried 5 sheets (individually) RESTRAINT: Restraint dried 20 sheets in
drying system
DURATION OF DRYING PERIOD - Over weekend (2 days)
SURFACE RNISH/TEXTURE OF RNISHED SHEET - Rough
DRY SHEET COLOUR - Off white
PROBLEMS ENCOUNTERED/NOTES - None
QUALITY CONTROL AND YIElD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 20 ±200gsm
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 8 ±200gsm
AMOUNT OF REJECT SHEETS - 2
FIBRE YIELD (# OF SHEETS PER KILO) - 25 sheets per 1 ko
PRODUCTIVITY (TIME PERIOD PER BATCH) - 1.5 davs per batch (l person - 8 hrs + 4 hrs
PROBLEMS ENCOUNTERED/NOTES - Cotton threads visible in caner
CONCLUSIVE FINDINGS (REPORT):
- UNIFORMITY / RBRE DISPERSION: Good
- THICKNESS/WEIGHT: ±200gsm
- RATE OF ABSORBENCY: Medium
- STABILITY: Good
- GRAIN DIRECTION: Multi
- ACIDITY & pH: Neutral
- PRESENCE OF UNWANTED tvlATERIALS: Yes
- RATTLE: Crispy
- STRENGTH: Good
- SURFACE CHARACTERISTICS: Threads present - rough
- OPTICAL CHARACTERISTICS (INCLUDING COLOUR OF PAPER, COLOUR FASTNESS, ETC)
Slightly off-white
3

ADDITIONAL COMMENTS /RECOMMENDATIONS :
Paper is good quality, but has unbeaten cotton particles present. Is very strong.
FINAL PAPER. SAMPLE:
DATE OF COMPLEIlON : 17F~:.2003 •
REsEARCHERS SlGNATIJRE: _.;...-.,,---..,.,:;.:;.,."r------
4

PRODUCTION DATA SHEEr (PDS)
DEfAll..S OF REsEARCH:
DATE - 18-20 June 2001
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 02-01-100-201
PAPER INFORMATION:
NAME OF PAPER - Sisal & cotton
DESCRIPTIVE NAME (SUGGESTED APPUCATION) - Paper for Intaglio, Relief & Silkscreen
testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FIBRE INFORMATION :
NAME OF RBRE (BOTANICAL & COMMON) -
FIBRE 1: Cotton: Gossipium Hersupum FIBRE 2: Sisal: Agave Sisalana
FIBRE TYPE -
FIBRE 1; Seed hair FIBRE 2: Leaf (hardy)
FIBRE DESCRIPTION -
FIBRE 1: Cotton rag - Long staple cotton that FIBRE 2: Sisal decorticated Grade A fibre.
was spun first, then woven into cloth. Purch- Dry, decorticated and combed fibre.
ased from G. Fox and Co. Purchased from Rebtex.
DATE HARVESTED (IF APPLICABLE) - N/A
PRFPARATIONS UNDERTAKEN:
RETrING PROCESS & DETAILS (IF APPLICABLE) - N/A
STRIPPING PROCESS & DETAILS (IF APPLICABLE) - N/A
SOAKING PERIOD & DETAILS - Overnight after cooking
WEIGHT OF DRY RBRE (BEFORE STRIPPING, IF APPLICABLE) - N/A
WEIGHT OF USEABLE DRY RBRE (BEFORE COOKING & BEATING) 1 kg of each
PROBLEMS ENCOUNTERED/NOTES - None
1

COOKING PROCEDURES :
DURATION OF COOKING - Cotton: not cooked Sisal: 8 hours
ADDITNES & AMOUNT - Soda ash 20% (200 grams for sisal fibre)
PROBLEMS ENCOUNTERED/NOTES - None
BEATING MEllIODS:
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater Duplex (100 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating prop
erly, turned the roll down closer to the bedplate (about 5), and left it for about half an hour.
Then turned it down to about 3, for 20 minutes, then to 2 and leave it for another 45min-
utes. After an hour and a half (all the above times added), the roll was lowered to just above
o for maximum beating. It was then left at this level until the pulp was in it's desired form.
DURATION OF BEATING - 4 1/2 hours
ADDITIVES & AMOUNT - Calcium Carbonate: 50 mls
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD) - 500ml
samples, every half hour, starting after first hour and half of beating. Samples were hot
pressed.
PROBLEMS ENCOUNTERED/NOTES
Sisal needed alot of attention when in beater. Kept getting stuck.
SIZING lECHNIQUE:
TYPE OF SIZE - Gelatin (surface sized)
METHOD OF APPUCATION - GELATIN: Dipped in a bath of solution and 'loft' dried.
AMOUNT/RECIPE - 2.5% solution diluted in boiling water =150mls dissolved into 2 litres
of boiling water, then diluted into 4 litres of cold water. (Total of 6 litres solution which did
±70 A3 papers)
METHOD OF RE-DRYING - Air dried then pressed.
PROBLEMS ENCOUNTERED/NOTES - None
SHEET-FORMING PROCESSES :
ADDITIVES & AMOUNT - NIA
FORMATION STYLE - Western
SHEET SIZE - A3 size (297mm x 420mm)
GRAIN DIRECTION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets)
SHEET THICKNESS - Varied: ± 250 gsm - 300 gsm
2

AMOUNT OF SHEETS FORMED - 30 sheets
WET SHEET (PULP) COLOUR - Cream
DRAINAGE RATE - Medium
PROBLEMS ENCOUNTERED/NOTES - None
PRESSING AND PARTING:
PRESS TYPE & DETAILS - Hydraulic press (20 ton) - J. Robertson design
MAXIMUM WEIGHT - 20 ton
DURATION OF PRESSING - 30 minutes
PAPER'S WET-STRENGTH - Very good
PROBLEMS ENCOUNTERED/NOTES - None
DRYING PROCFDURFS :
TYPE OF DRYING & DETAILS -
AIR: None RESTRAINT: dried in restraint dryer overnight using blotters.
DURATION OF DRYING PERIOD - Overnight
SURFACE RNISH/TEXTURE OF RNISHED SHEET - Medium
DRY SHEET COLOUR - Cream
PROBLEMS ENCOUNTERED/NOTES - None
QUAl1IY CONfROL AND YIELD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 25 ±250-300gsm
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 3 ±250gsm
AMOUNT OF REJECT SHEETS - 2 ±200gsm
FIBRE YIELD (# OF SHEETS PER KILO) - 30 sheets per 2kg of fibre
PRODUCTMTY (TIME PERIOD PER BATCH) - 1.5 days per batch (1 person - 8 hrs + 4 hrs)
PROBLEMS ENCOUi'.'TERED/NOTES - None
CONCLUSIVE FINDINGS (RFPOR T):
- UNIFORMITY / RBRE DISPERSION: Good - THICKNESS/WEIGHT: :t250-300 gsm
- RATE OF ABSORBENCY: Fast - STABILITY: Good
- GRAIN DIRECTION: Multi - ACIDITY & pH: Neutral
- PRESENCE OF UNWANTED MATERIALS: Few - RATTLE: Crispy
- STRENGTH: Excellent
- SURFACE CHARACTERISTICS: Smooth and uniform
- OPTICAL CHARACTERISTICS (INCLUD!:\G COLOUR OF PAPER. COLOUR FASTNESS, ETC): Cream,
good
3

ADDITIONAL COMMENTS /RECOMMENDATIONS :
Paper was generally very good quality, uniform and had good optical characteristics. Paper
was a very nice colour. Sheet forming requires some attention. Thickness/weight, good.
FINAL PAPER SAMPLE:
DATE OF COMPLETION :
REsfARCHERS SlGNATIJRE:
4

PRODUCIlON DATA SHEEr (PDS)
DETAILS OF REsfARCH :
DATE - 5 February 2002
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 02-02-101 & 201
PAPER INFORMATION:
NAME OF PAPER - Sisal & cotton
DESCRIPTNE NAME (SUGGESTED APPUCATION) - Paper for Intaglio, Relief & Silkscreen
testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FmRE INFORMATION:
NAME OF FIBRE (BOTANICAL & COMMON) -
FIBRE 1: Cotton: Gossipium Hersupum FIBRE 2: Sisal: Agave Sisalana
FIBRE TYPE-
FIBRE 1: Seed hair FIBRE 2: Leaf (hardy)
FIBRE DESCRIPTION -
FIBRE 1: Cotton rag - Long staple cotton that FIBRE 2: Sisal decorticated Grade A fibre.
was spun first, then woven into cloth. Purch- Dry, decorticated and combed fibre.
ased from G. Fox and Co. Purchased from Rebtex.
DATE HARVESTED (IF APPLICABLE) - N/A
PREPARATIONS UNDERTAKEN:
RETTING PROCESS & DETAILS (IF APPLICABLE) - N/A
STRIPPING PROCESS & DETAILS (IF APPLICABLE) - N/A
SOAKING PERIOD & DETAILS - 2 months after cooking
WEIGHT OF DRY FIBRE (BEFORE STRIPPING, IF APPLICABLE) - N/A
WEIGHT OF USEABLE DRY FIBRE (BEFORE COOKING & BEATING) 1 kg each fibre
PROBLEMS ENCOUNTERED/NOTES
None
1

COOKING PROCEDURES :
DURATION OF COOKING - Sisal: 8 hours; Cotton: 1 hour
ADDITIVES & AMOUNT - Soda ash 20% (100 grams) for each fibre
PROBLEMS ENCOUNTERED/NOTES - None
BFATING MEfHODS :
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater Duplex (100 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating
properly, turned the roll down closer to the bedplate (about 5), and left it for about half an
hour. Then turned it down to about 3, for 20 minutes, then to 2 and leave it for another
45minutes. After an hour and a half (all the above times added), the roll was lowered to just
above 0 for maximum beating. It was then left at this level until the pulp was in it's desired
form.
DURATION OF BEATING - 6 hours
ADDITIVES & AMOUNT - Calcium Carbonate: 30 mls: Aqua pel: 1 cup diluted with 1 litre
of cold water
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD) - N/A
PROBLEMS ENCOUNTERED/NOTES - None
STlING TECHNIQUE:
TYPE OF SIZE - Gelatin (surface sized)
METHOD OF APPUCATION - GELATIN: Dipped in a bath of solution and 'loft' dried.
AMOUNT/RECIPE - 2.5% solution diluted in boiling water =150mls dissolved into 2 litres
of boiling water, then diluted into 4 litres of cold water. (Total of 6 litres solution which did
±70 A3 papers)
METHOD OF RE-DRYING - Air dried then pressed.
PROBLEMS ENCOUNTERED/NOTES - None
SHFET-FORMING PROCESSES :
ADDITIVES & AMOUNT - N/A
FORMATION STYLE - Western
SHEET SIZE - A3 size (297mm x 420mm)
GRAIN DIRECTION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets)
SHEET THICKNESS - Varied: ± 180 gsm - 200 gsm
AMOUNT OF SHEETS FORMED - 40 sheets
2

WET SHEET (PULP) COLOUR - Light cream
DRAINAGE RATE - Medium
PROBLEMS ENCOUNTERED/NOTES - None
PRESSING AND PARfING:
PRESS TYPE & DETAILS - Hydraulic press (20 ton) - J. Robertson design
MAXIMUM WEIGHT - 20 ton
DURATION OF PRESSING - 30 minutes
PAPER'S WET-STRENGTH - Good
PROBLEMS ENCOUNTERED/NOTES - None
DRYING PROCFDURES :
TYPE OF DRYING & DETAILS-
AIR: 5 sheets loft dried RESTRAINT: dried in restraint dryer overnight using blotters.
DURATION OF DRYING PERIOD - Overnight
SURFACE FINISH/TEXTURE OF RNISHED SHEET - Medium to rough
DRY SHEET COLOUR - Cream
PROBLEMS ENCOUNTERED/NOTES - Air dried samples contained a rougher surface tex-
ture and contained a more impervious surface.
QUALJIY CONTROL AND YIElD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 10 ±250gsm
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 20 ±200gsm
AMOUNT OF REJECT SHEETS - 10 ±180gsm
FIBRE YIELD (# OF SHEETS PER KILO) - 40 sheets per 2kg of fibre
PRODUCTIVITY (TIME PERIOD PER BATCrU - 1.5 days per batch (1 person - 8 hrs + 4 hrs)
PROBLEMS ENCOUNTERED/NOTES - None
CONCLUSIVE FINDINGS (RFPORT):
- UNIFORMITY / RBRE DISPERSION: Good - THICKNESS/WEIGHT: ± 180-200 gsm
- RATE OF ABSORBENCY: Fast - STABILITY: Good
- GRAIN DIRECTION: Multi - ACIDITY & pH: Neutral
- PRESENCE OF UNWANTED MATERIALS: Few - RATTLE: Crispy
- STRENGTH: Good
- SURFACE CHARACTERISTICS: Smooth and uniform
- OPTICAL CHARACTERISTICS (L,CLL:DI'\G COLOUR OF PAPER. COLOUR FASE\ESS. ETC): Cream,
good
3

ADDITIONAL COMMENTS /RECOMMENDATIONS
Paper was generally good quality, uniform and had good optical characteristics. Sheet form
ing and beating procedures requires some attention. Thickness/weight, good. Surface tex
ture was a bit rough.
FINAL PAPER SAMPLE:
DATE OF COMPtEIlON :
REsEARCHERS SlGNAlURE:
4

PROOOCfION DATA SHFET (PDS)
DETAILS OF REsfARCH :
DATE - 13-14 February 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 02-03-103
PAPER INFORMATION:
NAME OF PAPER - Sisal and Cotton
DESCRIPTIVE NAME (SUGGESTED APPLICATION) - Paper for Intaglio Relief, & Silkscreen
testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FIBRE INFORMATION :
NAME OF HBRE (BOTANICAL & COMMON) -
FIBRE 1: Cotton: Gossipium Hersupum FIBRE 2: Sisal: Agave Sisalana
FIBRE TYPE-
FIBRE 1: Seed hair FIBRE 2: Leaf (hardy)
FIBRE DESCRIPTION -
FIBRE 1: Cotton rag - Long staple cotton that FIBRE 2: Sisal decorticated Grade A fibre.
was spun first, then woven into cloth. Purch- Dry, decorticated and combed fibre.
ased from G. Fox and Co. Purchased from Rebtex.
DATE HARVESTED (IF APPLICABLE) - N/A
PRB>ARATIONS UNDERTAKEN:
RETTING PROCESS & DETAILS (IF APPLICABLE) - N/A
STRIPPING PROCESS & DETAILS (IF APPLICABLE) - N/A
SOAKING PERIOD & DETAILS - Cooked sisal fibre was soaked for 1 months prior to beat-
ing. Cotton was soaked for 2 months prior to beating.
WEIGHT OF DRY HBRE (BEFORE STRIPPING, IF APPLICABLE) - N/A
WEIGHT OF USEABLE DRY HBRE (BEFORE COOKING & BEATING) 1 kg of each fibre
PROBLEMS ENCOUNTERED/NOTES
Fibre was rinsed prior to beating
1

COOKING PROCEDURES :
DURATION OF COOKING - Cotton: not cooked Sisal: 8 hours
ADDITNES & AMOUNT - Soda ash 20% (200 grams for sisal fibre)
PROBLEMS ENCOUNTERED/NOTES - None
BEATING MEfHODS:
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater Duplex (100 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating prop-
erly, turned the roll down closer to the bedplate (about 5), and left it for about half an hour.
Then turned it down to about 3, for 20 minutes, then to 2 and leave it for another 45min-
utes. After an hour and a half (all the above times added), the roll was lowered to just above
ofor maximum beating. It was then left at this level until the pulp was in it's desired form.
DURATION OF BEATING - 6 hours
ADDITNES & AMOUNT - Calcium Carbonate: 50 mls; Aqua pel: 1 cup diluted with 1 litre
of cold water
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD) - N/A
PROBLEMS ENCOUNTERED/NOTES
Fibre in beater was getting stuck in backfall and has a backwash at the intake. Beater has
problem with design. Suggestions have been addressed with Antonio.
SIZING TECHMQUE:
TYPE OF SIZE - Aqua Pel & Gelatin (various sheets)
METHOD OF APPLICATION-
AQUA PEL: Internal in beater GELATIN: External, dipped
AMOUNT/RECIPE -
AQUA PEL: 1 cup diluted in 1 litre cold water GELATIN: Two tablespoons of gelatin was
and added during last beating cycle with the dissolved in hot water then diluted to 2
roller up high (not beating) litres of cool water. The sheets were dipp-
ed in the solution and hung to dry (air
dried), then mist-sprayed and re-pressed.
METHOD OF RE-DRYING - Mist-sprayed and flattened in hydraulic press overnight. Then
air dried and pressed for 3 weeks.
PROBLEMS ENCOUNTERED/NOTES
None
2

SHEET-FORMING PROCESSES :
ADDITIVES & AMOUNT - N/A FORMATION STYLE - Western
SHEET SIZE - A3 size (297mm x 420mm) GRAIN DIRECTION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets)
SHEET THICKNESS - Varied: ± 180 gsm - 250 gsm
AMOUNT OF SHEETS FORMED - 41 sheets
WET SHEET (PULP) COLOUR - Yellow
DRAINAGE RATE - Medium
PROBLEMS ENCOUNTERED/NOTES
Pulp was sliding when couching. Used Gail Deery's method of stacking felt on sides of wet
sheets to aid in this problem. Technique worked well.
PRESSING AND PARfING:
PRESS TYPE & DETAILS - Hydraulic press (20 ton) - J. Robertson design
MAXIMUM WEIGHT - 20 ton
DURATION OF PRESSING - 20 minutes
PAPER'S WET-STRENGTH - Good
PROBLEMS ENCOUNTERED/NOTES
Some papers were destroyed while pressing. This could be because the pulp was quite slip-
pery and were not pressed slowly enough, causing papers to 'explode'. Pressing was done
carefully after this problem was noted with significant improvement.
DRYING PROCFDURES :
TYPE OF DRYING & DETAILS -
AIR: 5 sheets loft dried RESTRAINT: dried in restraint dryer ovemight using blotters.
DURATION OF DRYING PERIOD - Overnight
SURFACE RNISH/TEXTURE OF RNISHED SHEET - Medium to rough
DRY SHEET COLOUR - Cream
PROBLEMS ENCOUNTERED/NOTES - Air dried samples contained a rougher surface tex-
ture and contained a more impervious surface.
QUALJIY CONlROL AND YIELD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 15 ±250gsm
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 20 ±200gsm
AMOUNT OF REJECT SHEETS - 5 ±180gsm
FIBRE YIELD (# OF SHEETS PER KILO) - 30 sheets per 2kg of fibre
PRODUCTIVITY (TIME PERIOD PER BATCH) - 1.5 days per batch (I person - 8 hrs + 4 hrs)
PROBLEMS ENCOUNTERED/NOTES - None
3

CONCLUSIVE FINDINGS (RFPORT):
- UNIFORMITY / RBRE DISPERSION: Good - THICKNESS/WEIGHT: ±200 gms
- RATE OF ABSORBENCY: Slow - STABILITY: Good
- GRAIN DIRECTION: Multi - ACIDITY & pH: Neutral
- PRESENCE OF UNWANTED MATERIALS: Yes - RATTLE: Crispy
- STRENGTH: Medium - SURFACE CHARACTERISTICS: Uniform
- OPTICAL CHARACTERISTICS (INCLUDING COLOUR OF PAPER, COLOUR FASTNESS, ETC) - Good
ADDmoNAL COMMENTS /RECOMMENDATIONS :
Paper was generally very good quality, uniform and had good optical characteristics. Sheet
forming requires some attention. Thickness/weight needs to be improved.
FINAL PAPER SAMPLE:
DATE OF COMPLETION : 17 February 2003
REseARCHERS SlGNAnJRE~--Z""'4----

PRODUCflON DATA SHEEr (PDS)
DErAILS OF REsEARCH:
DATE - 20-21 February 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 03-01-103
PAPER INFORMATION:
NAME OF PAPER - None
DESCRIPTIVE NAME (SUGGESTED APPUCATION) - Paper for Intaglio, Relief & Silkscreen
testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FIBRE INFORMATION:
NAME OF FIBRE - Cotton Rag half stuff (purchased from Carriage House Paper Supplies,
2002).
BOTANICAL NAME - Cotton: Gossipium
FIBRE TYPE - Seed hair
FIBRE DESCRIPTION - Long staple cotton that was spun first, then woven into cloth. The
cotton has been cooked and partially beaten. Purchased in compressed sheet form. Each
sheet weighs ±200gms. (10 sheets per package, totalling 2 kgs [4 liz Ibs] ). 3 sheets were
used in this batch = 600gms
DATE HARVESTED (IF APPUCABLE) - N/A
PREPARATIONS UNDER TAKEN :
HETTING PROCESS & DETAILS (IF APPUCABLE) - N/A
STRIPPING PROCESS & DETAILS (IF APPUCABLE) - N/A
SOAKING PERIOD & DETAILS - Soaked half-stuff 1 hour before beating
WEIGHT OF DRY FIBRE (BEFORE STRIPPING, IF APPUCABLE) - N/A
WEIGHT OF USEABLE DRY FIBRE (BEFORE COOKING & BEATING) 600 gms
PROBLEMS ENCOUNTERED/NOTES
Fibre swelled quite alot - beater's capacity is less than initially thought (was going to put 5
sheets into beater 50 litre Hollander Beater).
COOKING PROCBXJRES :
DURATION OF COOKING - 0 hours (pre-cooked by manufacturer)
1

BFATING METHODS:
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater (50 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating prop-
erly, turned the roll down closer to the bedplate (about 5), and left it for about 15 minutes.
Then turned it down to about 3, for 15 minutes, then to 2 and leave it for another 10min-
utes. The roll was lowered to just above 0 for maximum beating. It was then left at this level
until the pulp was in it's desired form.Total duration of beating was 1 hour and 40 minutes
DURATION OF BEATING - 1 hour, 40 minutes
ADDITNES & AMOUNT - Calcium Carbonate: 50 mls; Aqua pel: 1 cup diluted with 1 litre
of cold water
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD) - N/A
PROBLEMS ENCOUNTERED/NOTES - Beater had dark banana pulp in previous load. Specs
of banana were present in final sheets.
SIZING TECHNIQUE:
TYPE OF SIZE - Aqua Pel & Gelatin (various sheets)
METHOD OF APPUCATION -
AQUA PEL: Internal in beater GELATIN: External, dipped
AMOUNT/RECIPE -
AQUA PEL: 1 cup diluted in 1 litre cold water GELATIN: Two tablespoons of Gelatin was
and added during last beating cycle with the dissolved in hot water then diluted to 2
roller up high (not beating) litres of cool water.The sheets were dipped
in the solution and hung to dry.
METHOD OF RE-DRYING - Air dried then mist-sprayed and flattened in hydraulic press
overnight.
PROBLEMS ENCOUNTERED/NOTES - None
SHEET-FORMING PROCESSES :
ADDITIVES & AMOUNT - N/A
FORMATION STYLE - Western
SHEET SIZE - A3 size (297mrn x 420mm)
GRAIN DIRECfION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets)
SHEET THICKNESS - Varied: ± 180 gsm - 250 gsm
AMOUNT OF SHEETS FORMED - 28 sheets
2

WET SHEET (PULP) COLOUR - Bright white
DRAINAGE RATE - Medium
PROBLEMS ENCOUNTERED/NOTES - Sheets had alot of unwanted particles present - from
previous pulp in beater and dirty studio equipment
PRESSING AND PARTING:
PRESS TYPE & DETAILS - Hydraulic press (10 ton) - A. Moreno design Oack on top)
MAXIMUM WEIGHT - 10 ton
DURATION OF PRESSING - 30 minutes
PAPER'S WET-STRENGTH - Very good
PROBLEMS ENCOUNTERED/NOTES - None
DRYING PROCEDURES :
TYPE OF DRYING & DETAILS-
AIR: None RESTRAINT: dried in restraint dryer overnight using blotters.
DURATION OF DRYING PERIOD - Overnight
SURFACE RNISH/TEXTURE OF RNISHED SHEET - Medium
DRY SHEET COLOUR - Bright white
PROBLEMS ENCOUNTERED/NOTES - None.
QUAUIY CONlROL AND YIELD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 30 ±200-250gsm
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 8 ±200gsm
A!\10UNT OF REJECT SHEETS - 2 ± 180gsm
FIBRE YIELD (# OF SHEETS PER KILO) - 40 sheets per 2kg of fibre
PRODUCTMTY (TIME PERIOD PER BATCH) - 1.5 days per batch (1 person - 8 hrs + 4 hrs)
PROBLEMS ENCOUNTERED/NOTES - None
CONCLUSIVE FINDINGS (RFPORT):
- UNIFORMITY / HBRE DISPERSION: Good - THICKNESS/WEIGHT: ±250-300 gsm
- RATE OF ABSORBENCY; Fast - STABIUTY: Good
- GRAIN DIRECTION: Multi - ACIDITY & pH: Neutral
- PRESENCE OF UI'.WANTED MATERIALS: Few - RATTLE: Crispy
- STRENGTH: Excellent
- SURFACE CHARACTERISTICS: Smooth and uniform
- OPTICAL CHARACTERISTICS (INCLUDING COLOUR OF PAPER, COLOUR FASTNESS, ETC); Bright
white, good
3

ADDITIONAL COMMENTS / RECOMMENDATK>NS :
Paper was of a very good quality, uniform and had good optical characteristics. Sheet form
ing was quite easy. Thickness/weight, good.
FINAL PAPER SAMPLE:
DATE OF COMPLEl1ON: 2~ Fe~/:::::2-
REsEARCHERS SIGNATIJRE • . 'i .
~
4
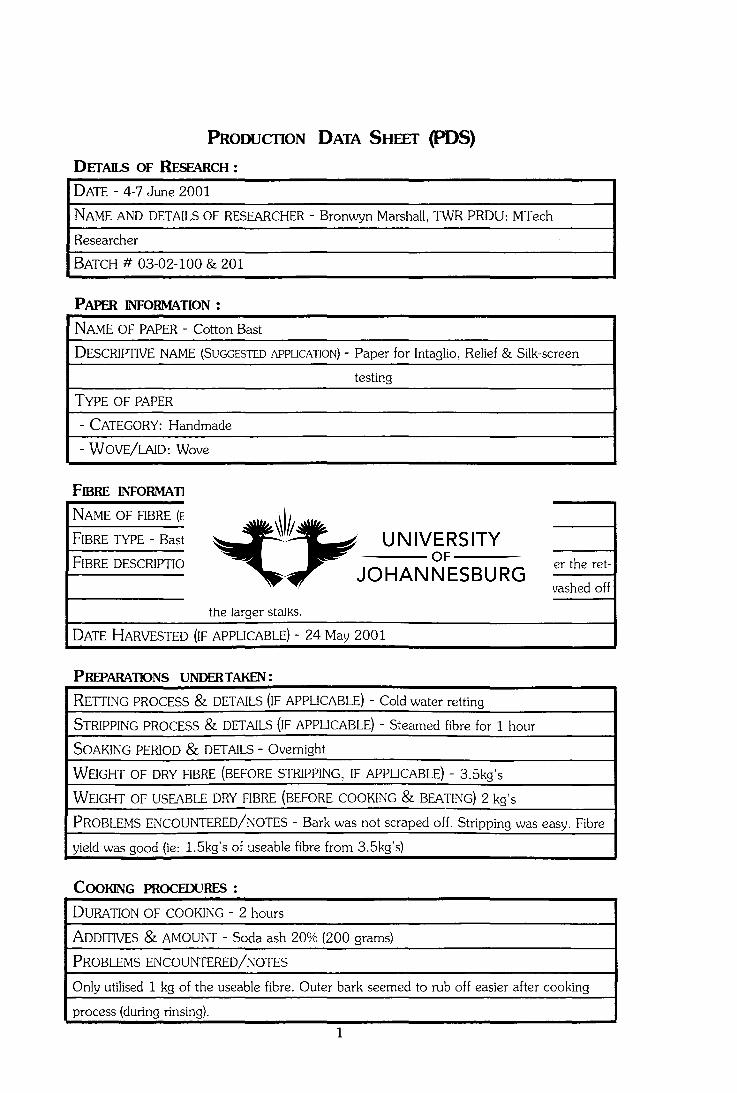
PRODUCIlON DATA SHF£f (PDS)
DErAIlS OF REsEARCH:
DATE - 4-7 June 2001
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech
Researcher
BATCH # 03-02-100 & 201
PAPER INFORMATION:
NAME OF PAPER - Cotton Bast
DESCRIPTIVE NAME (SUGGESTED APPUCATION) - Paper for Intaglio, Relief & Silk-screen
testing
TYPE OF PAPER
- CATEGORY: Handmade
- WOVE/LAID: Wove
FIBRE INFORMATION:
NAME OF FIBRE (BOTANICAL & COMMON) - Cotton: Gossipium Hersupum
FIBRE TYPE - Bast and rag sheet pulp (quarter sheet)
FIBRE DESCRIPTION - The inner bark of the cotton plant. The fibre is stripped after the ret-
ting process by steaming the fibre. The outer bark can be washed off
the larger stalks.
DATE HARVESTED (IF APPUCABLE) - 24 May 2001
PREPARATkJNS UNDERTAKEN :
RETTING PROCESS & DETAILS (IF APPUCABLE) - Cold water retting
STRIPPING PROCESS & DETAILS (IF APPUCABLE) - Steamed fibre for 1 hour
SOAKING PERIOD & DETAILS - Overnight
WEIGHT OF DRY FIBRE (BEFORE STRIPPING, IF APPUCABLE) - 3.5kg's
WEIGHT OF USEABLE DRY FIBRE (BEFORE COOKING & BEATING) 2 kg's
PROBLEMS ENCOUNTERED/NOTES - Bark was not scraped off. Stripping was easy. Fibre
yield was good (ie: 1.5kg's of useable fibre from 3.5kg's)
COOKING PROCEDURES :
DURATION OF COOKING - 2 hours
ADDITIVES & AMOUNT - Soda ash 20% (200 grams)
PROBLEMS ENCOUNTERED/NOTES
Only utilised 1 kg of the useable fibre. Outer bark seemed to rub off easier after cooking
process (during rinsing).
1

BEATING MElHODS:
TYPE OF BEATING METHOD (HAND/MACHINE) - Machine
TYPE OF BEATER - Hollander Beater Duplex (100 litre), A. Moreno design
DESCRIPTION OF BEATING PROCESS - Filled beater with 2/3's of water. Set the beater to
10. Turned the beater on and fed the fibre in slowly. When all the fibre was circulating prop-
erly, turned the roll down closer to the bedplate (about 5), and left it for about ten minutes.
Then turned it down to about 3, for 10 minutes, then to 2 and leave it for another 5min-
utes. After a half hour, the roll was lowered to just above 0 for maximum beating. It was
then left at this level until the pulp was in it's desired form.
DURATION OF BEATING - 1.5 hours
ADDITIVES & AMOUNT - Formation aid: 2 cups
DECKLE BOX TESTS (AMOUNT, DURATION OF INTERVALS & DRYING METHOD)- 500ml samples,
every half hour, starting after first hour and half of beating. Samples were hot pressed.
PROBLEMS ENCOUNTERED/NOTES - Fibre beat very quickly. lifted roller after 1 hour.
Beater test showed good formation and fibre furnish.
SIZING lECHNIQUE:
TYPE OF SIZE - Gelatin (surface sized)
METHOD OF APPLICATION - GELATIN: Dipped in a bath of solution and 'loft' dried.
AMOUNT/RECIPE - 2.5% solution diluted in boiling water =150mls dissolved into 2litres
of boiling water, then diluted into 4 litres of cold water. (Total of 6 litres solution which did
±70 A3 papers)
METHOD OF RE-DR'rlNG - Air dried then pressed.
PROBLEMS ENCOUNTERED/NOTES - None
SHFET-FORMING PROCESSES :
ADDITIVES & AMOUNT - Formation aid, 4 cups FORMATION STYLE - Western
SHEET SIZE - A3 size (297mm x 420mm) GRAIN DIRECTION - Multi-directional
DECKLE EDGES - 4 true deckle edges (to A3 sheets) SHEET THICKNESS - Varied: ± 180
gsm - 200 gsm
AMOUNT OF SHEETS FORMED - ±22 sheets
WET SHEET (PULP) COLOUR - Medium to dark brown with specs
DRAINAGE RATE - Medium
PROBLEMS ENCOUNTERED/NOTES - Pulp did not seem beaten well enough. Formation
was difficult and drainage was slow. Lots of air bubbles present when couching. Left over
pulp was reserved for future use (frozen). Outer bark resulted in the dark brown specs. This
is undesirable for printmaking papers.
2
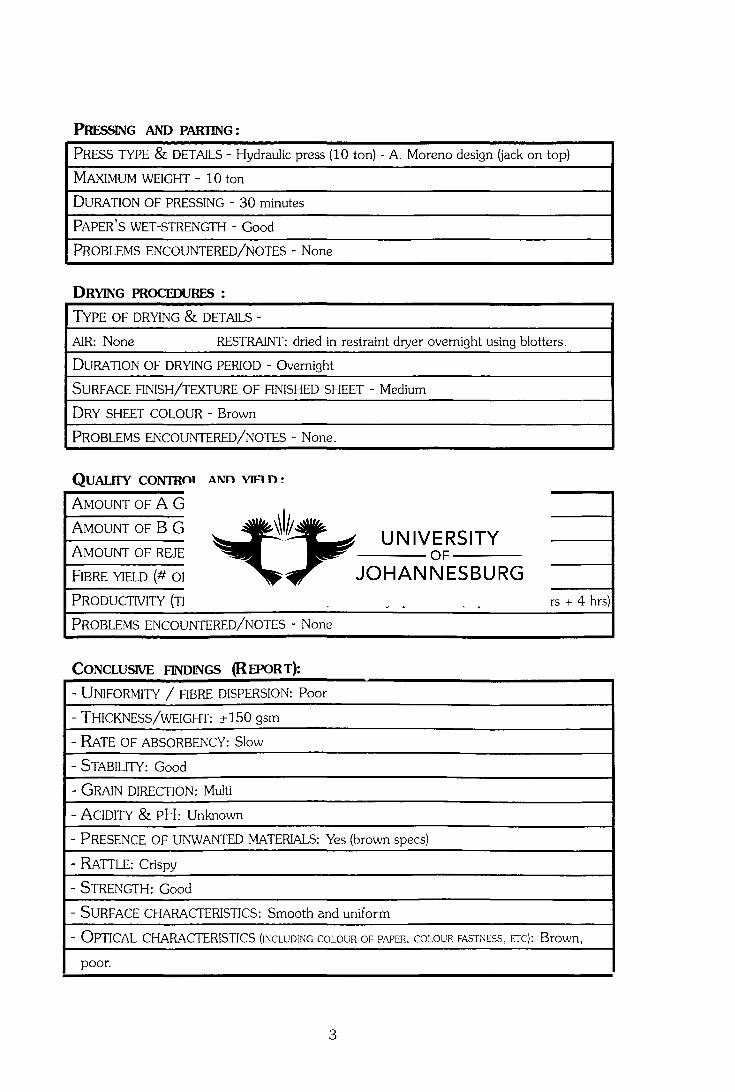
PREssING AND PARTING:
PRESS TYPE & DETAILS - Hydraulic press (10 ton) - A. Moreno design (jack on top)
MAXIMUM WEIGHT - 10 ton
DURATION OF PRESSING - 30 minutes
PAPER'S WET-STRENGTH - Good
PROBLEMS ENCOUNTERED/NOTES - None
DRYING PROCEDURES :
TYPE OF DRYING & DETAILS -
AIR: None RESTRAINT: dried in restraint dryer overnight using blotters.
DURATION OF DRYING PERIOD - Overnight
SURFACE FINISH/TEXTURE OF FINISHED SHEET - Medium
DRY SHEET COLOUR - Brown
PROBLEMS ENCOUNTERED/NOTES - None.
QUALIfY CONfROL AND YIELD:
AMOUNT OF A GRADE SHEETS (INCLUDING WEIGHTS) - 5 ±200gsm
AMOUNT OF B GRADE SHEETS (INCLUDING WEIGHTS) - 15 ±180gsm
AMOUNT OF REJECT SHEETS - 2 ±100gsm
FIBRE YIELD (# OF SHEETS PER KILO) - Unknown (never finished pulp)
PRODUCTNITY (TIME PERIOD PER BATCH) - 1.5 days per batch (1 person - 8 hrs + 4 hrs)
PROBLEMS ENCOUNTERED/NOTES - None
CONCLUSIVE FINDINGS (RB'OR T):
- UNIFORMITY / FIBRE DISPERSION: Poor
- THICKNESS/WEIGHT: ±150 gsm
- RATE OF ABSORBENCY: Slow
- STABIUTY: Good
- GRAIN DIRECTION: Multi
- ACIDITY & Pll: Unknown
- PRESENCE OF UNWANTED MATERIALS: Yes (brown specs)
- RATTLE: Crispy
- STRENGTH: Good
- SURFACE CHARACTERISTICS: Smooth and uniform
- OPTICAL CHARACTERISTICS (I0iCLUDING COLOUR OF PAPER, COLOUR FASTNESS, ETC): Brown,
poor.
3

ADDITIONAL COMMENTS / RECOMMENDATIONS
Fibre could be bleached to achieve a lighter colour. Beating should be longer. Try brushing
outer bark away after cooking process. Mix with a higher percentage of cotton rag for
papers for printmaking purposes.
FINAL PAPfR SAMPlE:
DATE OF COMPLEIlON :
REsEARCHERS SlGNAlURE:
4

AoomoNAL COMMENTS / RECOMMENDATIONS
Fibre could be bleached to achieve a lighter colour. Beating should be longer. Try brushing
outer bark away after cooking process. Mix with a higher percentage of cotton rag for
papers for printmaking purposes.
FINAL PAPER SAMPlE:
DATE OF COMPl..ETlON :
REsEARCHERS SlGNAllJRE:
4

ANNEXURE C
INK ABSORPTION TESTS AND RESULTS

PDS SAMPLE ANALYSIS #1DETAD..S OF REsEARCH:
DATE - 1 - 9 March 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, 1WR PROU: MTech Researcher
TEST- InkAbsorption Test
01:.01-100Cotton 100%
10
·01-03-101Cotton 100%
01-01~100-201
Cotton 100%
·01':03-101-201Cotton 100%
01-02-101Cotton 100%
01-03-101Cotton 100%
. 01-02-101-201Cotton 100%
01-03-101-201Cotton 100%

02-02-101-201Cotton 50% Sisal 50%
02-02-101Cotton 50% Sisal 50%
02-01-100-201Cotton 50% Sisal 5()OAJ
02-01-100Cotton 50% Sisal 50%
o
10
9
8
7
6
5
4
02~03-101Cotton 50% Sisal50%
02-03-101-201Cotton 50% Sisal 50%
03-01-101Sheet pulp
03-01-101-201Sheet pulp

03-02-100Cotton Bast 100%
03-02-100-201Cotton Bast100%
03-03-100Sisal 100%
03-03-100-201Sisal 100%
04-02-000Dutch cotton
samples
I 04-01-000Dutch cotton
samples
03-04-101-201Cotton 50%Hessian 50%
03-04-101Cotton 50%Hessian 50%
....-, .' ....._",-',; ,.~_ ...'.
~-;='~:J
)\,!' ,
5
7
8
9
4
6
2
3
o
10

04-06-000Rosapina
04-05-000Arches Rives
-
04-04-000Fabriano
kl d04-03-000
Hahnemuhle
4
9
8
5
2
3
o
10

PDS SAMPLE ANALYSIS #1DETAILS OF REsEARCH:
DATE - 8 March 2003
NAME AND DETAILS OF RESEARCHER - BronwynMarshall, 1WR PRDU: MTech Researcher
TEST - InkAbsorption Test - Cross Hatch Test
-01-01-100
Cotton 100%
*01-03-101Cotton 100%
02-01-100Cotton 50% Sisal 500A!
02-03-101Cotton 50%Sisal50%
-01-01-100-201Cotton 100%
*01-03-101-201Cotton 100%
02-01-100-201Cotton 50% Sisal 50%
02-03-101-201Cotton 50% Sisal 50%
01-02-101Cotton 100%
01-03-101Cotton 100%
02-02-101Cotton 50% Sisal 500A!
03-01-101Sheet pulp
01':02-101-201Cotton 100%
01-03-101-201Cotton 100%
02-02-101-201Cotton 50%Sisal500A!
03-01-101-201Sheet pulp

L..===::=.::--=-~- --- --- ----03-02-100
Cotton Bast 100%
03-04-101Cotton 50%Hessian 50%
04-03-000Hahnemuhle
03-02-100-201Cotton Bast 100%
03-04-101-201Cotton 50%Hessian 50%
-04-04-000Fabriano
03-03-100Sisal 100%
04-01-000Dutch cotton
samples
-04-05-000
Arches Rives
03-03-100-201Sisal 100%
04-02-000Dutch cotton
samples
04-06-000Rosapina

ANNEXURE D
MOULDMADE SPECIFICATIONS DATA SHFETS

MOULDMADE SPECIFICATIONS DATA SHFET
DETAILS OF REsEARCH:
DATE - 25 March 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, 1WR PRDU: MTech Researcher
BATCH # 04-03-100
PAPER INFORMATION •.NAME OF PAPER - Canson Aquarelle Arches (Shop code 4018)
RETAILER - Herbert Evans, Fourways Crossing
PRICE - R35-95 per sheet (+ 20% discount)
DESCRIPTIVE NAME / SUGGESTED APPUCATION - For monoprinting, relief, silkscreen printing,
litho and intaglio processes
TYPE OF PAPER
- CATEGORY: Mouldmade
- WOVE/LAID: Wove
FURNISH - 100% cotton
DRYING - Air-dried
SIZING - Internally and externally tub-sized with natural gelatin
STABIUfY AND GRAIN DIRECTION - Unknown
pH - acid free
WATERMARK (IF APPUCABLE) - Watermarked 'Arches FRANCE'
DECKLE EDGES - 2 natural deckle edges, 2 tom
SURFACE FlNISH - NOT (cold pressed-irregular texture) also available in H.P.
WEIGHT- 185gsm (also available in 4 other weights, 300, 256, 640 + 850gsm)
DIMENTIONS (SIZE) - 56 x 76cm
COLOUR - Creamy white
SPECIAL PROPERTIES - Contains an anti-fungus treatment. Both sides are useable. Stretches easily.
COUNTRY OF ORIGIN - France, Canson Mill (belonging to Arches, France)
ADDmONAL COMMENTS / NOTES -
Watermark on this paper has a small 'z' below - meaning unknown (no infinity symbol 00 present).
Maintained soft surface, low absorption. The sheets are hand inspected.
SUPPLIER RATING:
PAPER SAMPlE: 8800 Absorbency
8880 Speed of absorbency
8800 Wet strength
8880 Amount of size
8800 Ease of correction
8800 Whiteness
8800 Roughness
8.00 Uniformity of texture
~~-------------------

MOULDMADE SPECIFICATIONS DATA SHEEr
DErAILS OF REsEARCH:
DATE - 25 March 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PROU: MTech Researcher
BATCH # 04-04-100
PAPER INFORMATION:
NAME OF PAPER - Fabriano Tiepolo (Shop code 4068)
RETAILER - Herbert Evans, Forways Crossing
PRICE - R27-28 per sheet (+ 20% discount)
DESCRIPTIVE NAME / SUGGESTED APPUCATION - For all printing processes
TYPE OF PAPER
- CATEGORY: Mouldmade
- WOVE/LAID: Wove
FURNISH - 100% cotton
DRYING - Unknown
SIZING - Internally sized
STABIUTY AND GRAIN DIRECTION -
pH - acid free
WATERMARK (IF APPUCABLE) - Watermarked 'C.M.F' hand-written with a star symbol * on top of
the lettering, enclosed in a hand drawn circle (evidently made from
wire) on the botton right hand comer.
DECKlE EDGES - 2 natural deckle edges, 2 false
SURFACE ANISH - NOT (cold pressed) also available in H.P. and ROUQh
WEIGHT- 300gsm (also available in 2 other weiqhts, 200+600gsm)
DIMENTIONS (SIZE) - 56 x 76cm
COLOUR - Refined white
SPECIAL PROPERTIES - Unknown
COUNTRY OF ORIGIN - Italy, Cartiere Miliani Fabriano
ADDmONAL COMMENTS / NOTES -
This mill has a reputation for the papers reliability, consistency and beauty. This grade is used mainly
for special editions but is suitable for all types of printmaking. S~ RATING: UNKNOWN
PAPER SAMPLE: 0000 Absorbency
0000 Speed of absorbency
0000 Wet strength
0000 Amount of size
0000 Ease of correction
0000 WhitenessI 0000 Roughness
0000 Uniformity of texture
. -"-'---".>'"~'__>O'~"" ___ ' ___ '_"'""~__"_ -----.- ._._--.._.,_._----_._--_._ .._-~_._.,~_._-_.~_...._- r'\ r-; r-; r-. r.nc::t

MOULDMADE SPECIFICATIONS DATA SHEET
DETAH.S OF REsEARCH:
DATE - 25 March 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech Researcher
BATCH # 04-05-100
PAPER INFORMATION:
NAME OF PAPER - Fabriano Artistico (Shop code 4073)
RETAIlER - Herbert Evans, Rosebank
PRICE - R32-60 per sheet (+ 20% discount)
DESCRIPTIVE NAME / SUGGESTED APPUCATION - For relief, intaglio & silkscreen printing
TYPE OF PAPER
- CATEGORY: Mouldmade
- WOVE/lAID: Wove
FURNISH - 100% cotton linters
DRYING - Unknown
SIZING - Surface sized
STABIUTY AND GRAIN DIRECTION - Stable, non-directional - short grain
pH - acid free (protected against aQing)
WATERMARK (IF APPUCABlE) - Watermarked 'C.M.FABRIAN0-100/100 COTION' running along
the sides of the sheet
DECKlE EDGES - 2 natural deckle edges, 2 torn
SURFACE RNISH - NOT (cold pressed-distictive) also available in H.P. and Rough
WEIGHT- 300gsm (also available in 2 other weights, 200 + 600gsm)
DIMENTIONS (SIZE) - 56 x 76cm
COLOUR - Off-white
SPECIAL PROPERTIES - Tough and absorbent, cockles when wet and benefits from being stretched.
COUNTRY OF ORIGIN - Italy, Cartiere Miliani Fabriano
ADDmONAL COMMENTS / NOTES -
This mill has a reputation for the papers reliability, consistency and beauty. Surface resembles an
artists canvas.
SUPPlIER RATING:
PAPFR SAMPLE: ••00 Absorbency
••00 Speed of absorbency
••00 Wet strength
••• 0 Amount of size
••00 Ease of correction
.000 Whiteness
••00 Roughness
•••• Uniformity of texture--------- ~--------~~------- -'"' '"' '"' r'n",t

MOULDMADE SPECIFICATIONS DATA SHFEf
DErAILS OF REsEARCH:
DATE - 25 March 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, lWR PRDU: MTech Researcher
BATCH # 04-06-100
PAPER INFORMATION·.NAME OF PAPER - Fabriano Rosapina (Shop code 4070-ivory, F23051C-white)
RETAILER - Herbert Evans, Rosebank [ivory], X Press Graph X [white]
PRICE - R32-40 per sheet (+ 20% discount) Ivory, R42-24 per sheet White
DESCRIPTNE NAME / SUGGESTED APPUCATION - For all lithography, screen printing and relief
processes
TYPE OF PAPER
- CATEGORY: Mouldmade
- WOVE/lAID: Wove
FURNISH - 40% cotton, 60% wood free paper
DRYING - Unknown
SIZING - Internally sized
STABIUfY AND GRAIN DIRECTION '-
pH - Neutral pH
WATERMARK (IF APPUCABLE) - Watermarked 'm FABRIANO' running on the sides of the paper.
DECKLE EDGES - 2 natural deckle edges, 2 cut
SURFACE RNISH - Unknown (smooth)
WEIGHT- ????? gsm (also available in 2 other weights, 200+600gsm)
DIMENTIONS (SIZE) - 70 x 100cm
COLOUR - Ivory and white
SPECIAL PROPERTIES - Unknown
COUNTRY OF ORIGIN - Italy, Cartiere Miliani Fabriano
ADDmONAL COMMENTS / NOTES-
This mill has a reputation for the papers reliability, consistency and beauty. This paper is also avail-
able in a waterleaf that is particularly suitable for intaglio (should be soaked not sprayed).
SUPPLIER RATING: UNKNOWN
PAPER SAMPlE: 0000 Absorbency
0000 Speed of absorbency
0000 Wet strength
0000 Amount of size
0000 Ease of correction
0000 Whiteness
0000 Roughness
0000 Uniformity of texture
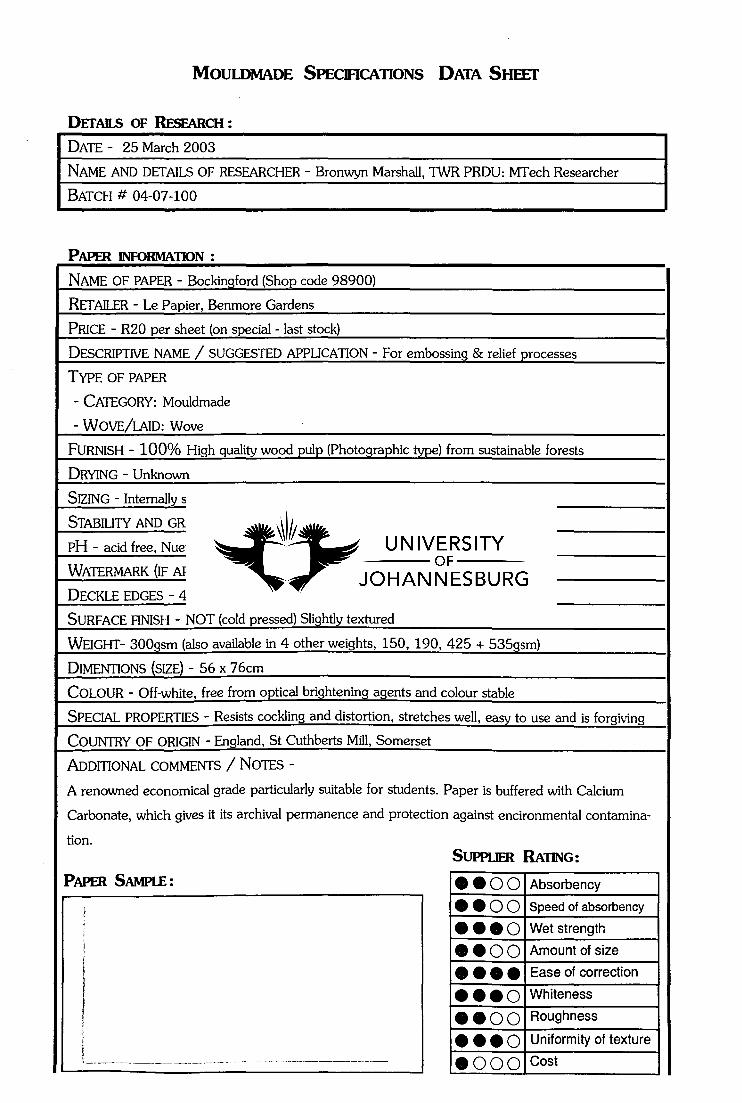
MOULDMADE SPECIFICATIONS DATA SHEET
DETAILS OF REsEARCH:
DATE - 25 March 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, 1WR PRDU: MTech Researcher
BATCH # 04-07-100
PAPER INFORMATK>N :
NAME OF PAPER - Bockingford (Shop code 98900)
RETAII.ER - Le Papier, Benmore Gardens
PRICE - R20 per sheet (on special - last stock)
DESCRIPTIVE NAME / SUGGESTED APPUCATION - For embossing & relief processes
TYPE OF PAPER
- CATEGORY: Mouldmade
- WOVE/LAID: Wove
FURNISH - 100% High quality wood pulp (Photographic type) from sustainable forests
DRYING - Unknown
SIZING - Internally sized
STABIUTY AND GRAIN DIRECTION - Stable, non-directional - short grain
pH - acid free, Nuetral pH
WATERMARK (IF APPUCABLE) - None
DECKLE EDGES - 4 cut edges
SURFACE ANISH - NOT (cold pressed) Slightly textured
WEIGHT- 300gsm (also available in 4 other weights, 150, 190,425 + 535gsm)
DIMENTIONS (SIZE) - 56 x 76cm
COLOUR - Off-white, free from optical brighteninq agents and colour stable
SPECIAL PROPERTIES - Resists cockling and distortion, stretches well, easy to use and is forgiving
COUNTRY OF ORIGIN - England, St Cuthberts Mill, Somerset
ADDmONAL COMMENTS / NOTES -
A renowned economical grade particularly suitable for students. Paper is buffered with Calcium
Carbonate, which gives it its archival permanence and protection against encironmental contamina-
tion.SUPPLIER RATING:
PAPER SAMPLE: ••00 Absorbency
••00 Speed of absorbency
•••0 Wet strength
••00 Amount of size
•••• Ease of correction
•••0 Whiteness
••00 Roughness
•••0 Uniformity of texture
.000 Cost

MOULDMADE SPECIRCATIONS DATA SHEET
DETAILS OF REsEARCH:
DATE - 25 March 2003
NAME AND DETAILS OF RESEARCHER - Bronwyn Marshall, TWR PRDU: MTech Researcher
BATCH # 04-08-100
PAPER INFORMATION •.NAME OF PAPER - Saunders Waterford (Shop code 3402)
RETAILER - Herbert Evans, Fourways Crossing
PRICE- R34-10 per sheet (+ 20% discount)
DESCRIPTIVE NAME / SUGGESTED APPUCATION - For monoprinting, embossing, litho &
silkscreen printing
TYPE OF PAPER
- CATEGORY: Mouldmade
- WOVE/LAID: Wove
FURNISH - 100% cotton
DRYING - Unknown
SIZING - Internally and surface sized with qelatin
STABIUTY AND GRAIN DIRECTION ,- Stable, non-directional - short orain
pH - acid free, buffered with Calcium Carbonate
WATERMARK (IF APPUCABLE) - Watermarked 'SAUNDERS WATERFORD' and embossed (chop-
marked) with the St. Cuthberts Mill 10QO in one comer
DECKLE EDGES - 2 natural deckle edges, 2 torn
SURFACE ANISH - Rough (cold pressed) also available in H.P.
WEIGHT- 1909sm (also available in 3 other weights, 300, 536 + 638gsm)
DIMENTIONS (SIZE) - 56 x 76cm
COLOUR - Creamy off-white
SPECIAL PROPERTIES - Good surface strength, resistant to lift and cockling, does not feather.
COUNTRY OF ORIGIN - England, St Cuthberts Mill, Somerset
ADDmONAL COMMENTS / NOTES -
The premium quality paper of St. Cuthberts Mill. Good for 2 and 3 plate intaglio printmaking. Good
stretch, both sides of paper is useable. SumJER RATING:
PAPER SAMPlE: ••00 Absorbency
••00 Speed of absorbency
•••0 Wet strength
•••0 Amount of size
••00 Ease of correction
••00 Whiteness
••00 Roughness
••00 Uniformity of texture---------.__..- +---_.. "-- -_.._--------_ .. _----------_._---------._.'-._..- -_ .. _"-_._------ ...... " r.nc::t

ANNEXURE E
SAPPI TEST RESULTS
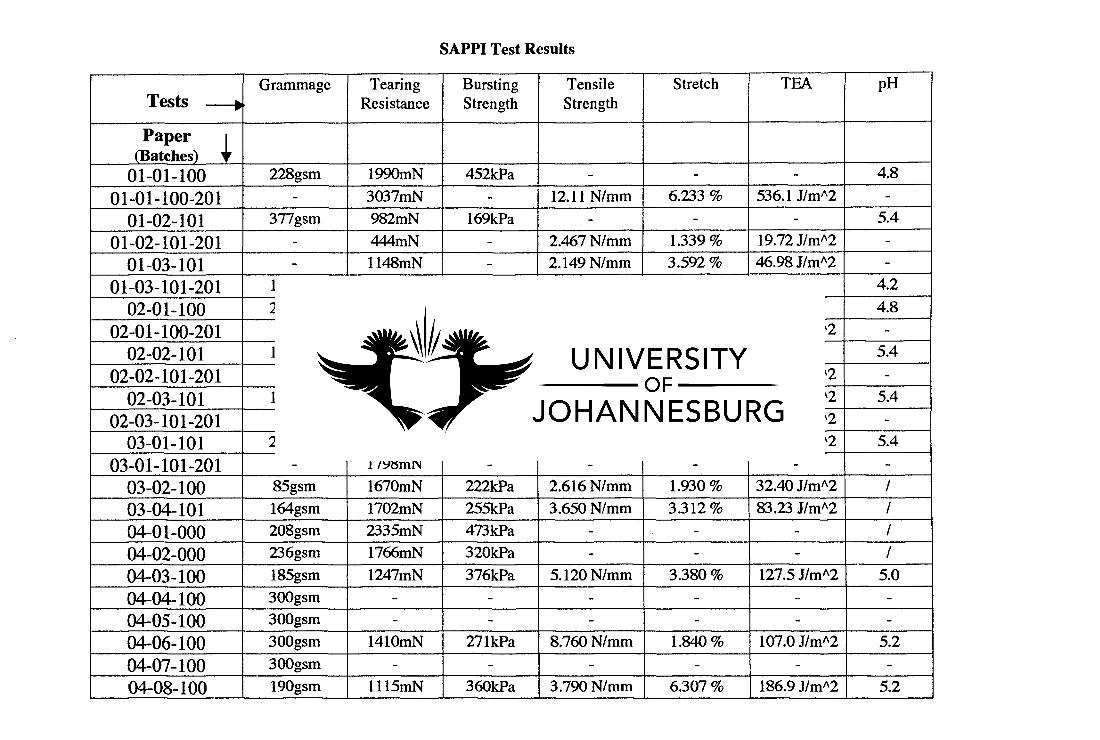
SAPPI Test Results
Grammage Tearing Bursting Tensile Stretch TEA pHTests ... Resistance Strength Strength..Paper
+(Batches)01-01-100 228gsm 1990mN 452kPa - - - 4.8
01-01-100-201 - 3037mN - 12.11 N/mm 6.233 % 536.1 J/m"2 -01-02-101 377gsm 982mN 169kPa - - - 5.4
01-02-101-201 - 444mN - 2.467N/mm 1.339 % 19.72 J/m"2 -01-03-101 - 1148mN - 2.149 N/mm 3.592% 46.98 J/m"2 -
01-03-101-201 157gsm 2021mN 443kPa - - - 4.2
02-01-100 246gsm 2857mN 343kPa - - - 4.8
02-01-100-201 - 3678mN - 11.41 N/mm 5.753 % 450.7 J/m"2 -02-02-101 128gsm 3126mN 289kPa - - - 5.4
02-02-101-201 - 2367mN - 4.625N/mm 4.910% 153.9 J/m"2 -02-03-101 187gsm 3007mN 451kPa 5.527 N/mm 4.060% 158.4 J/m"2 5.4
02-03-101-201 - 3706mN - 7.692N/mm 4.890% 270.8 J/m"2 -03-01-101 228gsm 3155mN 388kPa 4.79ON/mm 4.927 % 171.7 J/m"2 5.4
03-01-101-201 - 1798mN - - - - -03-02-100 85gsm 1670mN 222kPa 2.616N/mm 1.930 % 32.40 J/m"2 /
03-04-101 164gsm 1702mN 255kPa 3.65ON/mm 3.312 % 83.23 J/m"2 /
04-01-000 208gsm 2335mN 473kPa - - - /
04-02-000 236gsm 1766mN 320kPa - - - /
04-03-100 185gsm 1247mN 376kPa 5.120 N/mm 3.380% 127.5 J/m"2 5.0
04-04-100 300gsm - - - - - -04-05-100 300gsm - - - - - -04-06-100 300gsm 1410mN 271kPa 8.760N/mm 1.840 % 107.0 J/m"2 5.2
04-07-100 300gsm - - - - - -04-08-100 1909sm 1115mN 360kPa 3.79ON/mm 6.307 % 186.9 J/m"2 5.2
ANNEXURE F
PROPOSED BUSINESS PlAN FOR IMPLEMENTATIONIN PIiuMANI PROJECTS

Proposed Business Plan
for Implementing Archival Hand Papermaking
into Selected Projects of Phumani Paper
Contact Person/s: Kim Berman; Bronwyn Marshall.
Address: Technikon Witwatersrand, Marydale Basement, Doornfontein Campus, 37
Nind Streeet, Johannesburg.
Postal Address: PO Box 17011, Doornfontein, 2028.
Tel: (011) 406-8111 Fax: (011) 406-8112
Date: 24 March 2003
Executive Summary
The Technikon Witwatersrand Papennaking Research and Development Unit (TWR
PRDU) has contributed to the sustainability of Phumani Paper through research, product
design, extensive training, business management skills and self empowerment, The TWR
has developed its capacity of students and community artists into specialists in the field of
hand-papennaking. The research of Mtech student B. Marshall into archival hand
papennaking can now be implemented into Phumani Projects as the market potential has
been identified.
The business objectives include sustainability of various Phumani projects through
developing innovative and advanced technology, building the TWR's capacity, improving
product quality, streamlining production and identifying market potential. The archival
paper product will provide lower cost opportunities, be readily and locally available to the
market, and will beeco-friendly and combat certain waste issues. The market that has been
identified is very large and can service the projects in its entirety, if successful. There is
also room for growth in expanding the product ranges and out-sourcing the orders to other
SMME's of Phumani Paper.
Introduction
The TWR PRDU began operating in 1997 with consecutive grants from the National
Research Foundation (ex Centre for Science Development), developing into a viable
resource for the Technikon. Government - through the Department of Science and
technology, has since demonstrated much interest in supporting the unit by funding the
Poverty ReliefPapennaking Project, Phumani Paper, at the TWR. The project has
currently set up 20 rural development papennaking projects across the country, creating
1

jobs for over 400 previously unemployed women, youth and men in South Africa. Part of
the Units' purpose is to contribute to the sustainability of these projects through research,
product design, extensive training, business management skills and self empowerment.
Through managing this project, the Technikon has developed the capacity of students and
community artists into specialists in the field of hand-papennaking. This business proposal
for archival hand papennaking can beimplemented into the potentially sustainable
SMME's of Phurnani Paper, thereby developing this industry in South Africa and
contributing to job creation.
As the PRDU at the Technikon expanded, Masters students were able to specialise in paper
research that targets certain issues that impact on and in our immediate environment. One
issue that took priority was to investigate the properties, use and production of archival
handmade papers to service local artists and students. The bulk of archival papers and
products available on the South African market are currently manufactured overseas and
imported to our country. Because of importing costs and current exchange rates, these
papers are difficult to source and are costly to the South African market. Although this
research has an artistic focus, the National Archives of South Africa have expressed an
interest in the product that could be adapted to suite their requirements.
The need for a locally manufactured product of this nature is important for developing
South Africa's economy and can be achieved by supporting the Poverty Relief Projects of
Phumani Paper. The production of archival paper by hand could assist in Projects
sustainability by providing an existing market requiring much needed service.
ObjectivesThe business will aim at producing a local handmade equivalent to imported archival
papers and products that will lower the cost and increase the availability of the product
to the local market.
Because this product can bemade from certain natural raw materials, with little or no
addition of harmful chemicals, another objective of the business is to encourage local
environmental conservation. Because of the importance of the use of certain fibres in
the textile industry, the business will target utilising the waste produced from these
products. For instance, ginned cotton has countless uses for textiles and is therefore not
targeted for papermaking, but rather cotton rag waste produced by society in order to
combat waste issues in suburban areas.
The handmade paper industry in South Africa is growing rapidly. This is evident by the
amount of handmade paper available in local craft and gift stores. However, the market
2

is becoming flooded by poor quality recycled papers, as this is generally what is
available (quality handmade papers are imported). Therefore, the need for product
specification in projects of Phumani Paper was important for sustaining hand
papermaking and the interest by industry in creating a quality product with a new
market and export possibilities.
The PRDU can be re-focussed as a high-end production mill andresearch facility that
builds the capacity of Phumani projects through its students and community artists. It
will also work with industry and network with international organisations to develop
this product and keep up with current international trends.
The PRDU can also focus its attention on developing new and advanced technology in
order to streamline production systems of Phumani projects.
Beneficiaries
The production of this product will benefit the following projects and organisations:
The Bosele Papermaking Project, in Lehurutshe, North West Province, has been
identified to produce the archival paper.
The Kutlwano Paper Project, in Welkom, Freestate, has been identified to produce the
archival products (i.e, boxes, folders, etc).
The TWR PRDU will supply Bosele with the sheet pulps required to produce the
archival paper.
Market PotentialThe market potential and commercial viability of a locally manufactured archival paper
product has vast opportunities. Due to its nature as a local handmade craft item, the cost of
production and transport is lowered considerably compared with the imported product.
This is cost effective to the consumer and increases it's commercial viability in both local
and international markets, as all archival products are imported from British or American
sources. As previously stated, the National Archives of South Africa has expressed a great
interest in the local manufacturing of this product, and has mentioned that other African
Archives would support an initiative of this nature due to its feasibility.
These markets are very large and would keep the projects in full production without
requiring any further markets for building the business. If the initial product is successful,
the market could expand its range and assist in supporting and sustaining other SMME's of
Phumani Paper (the business will focus on producing a minimum amount of products to
begin with).
3

If required, future product and market potential can result in the projects producing other
archival paper products that cater for other smaller industries, such as the art and creative
markets, (e.g. Artists paper for printing).
Product Specifications
Its status as an environmentally sound product manufactured from cotton waste material
ensures its longevity and assists in combating various waste issues we face daily in South
Africa. The production will utilise hospital sheeting and can include various invasive plant
material in order to provide a uniquely South African product which can be marketable to
overseas countries.
Sheet pulps are dry, compressed (heavy-weight) sheets which can be used directly in
papermaking, by hydrating them with water in a very basic mixer-type device. These sheet
pulps contain fibres which have undergone some form of pre-processing like
cutting/stripping, cooking, rinsing and beating processes. They are not considered useable
sheets of paper, but are pre-processed pulps for the production of specialised papers and
products. When produced, they will be available in one size only (66Omm x 23Omm) in a
very heavy grammage (still to be determined by research currently being conducted). The
sheet pulp will contain a TWR 'chop' (i.e. embossed logo) in order to identify the
authentication of the product as meeting the required archival standards.
The paper that will be produced will be available in A2 and A3 size only, depending on the
box/folder requirements of the National Archives. The pulp will be dyed a certain colour in
order to identify the paper and provide project and product identity. The product will carry
the 'Proudly South African' logo.
Boxes and folders to be produced are unknown at this stage (awaiting confirmation of
product specifications from National Archives). All the products will be die-cut and
laminated with the archival paper, meeting the required archival standards of the National
Archives of South Africa.
PriceThe price of the archival paper and product is still to be determined (still in a process of
research, determining production costs, overheads, etc). However, from consultation with
the National Archives (on imported product costs) and with extensive experience in the
field, we are confident that the products can be produced at a lower cost to the imported
product and in line with the customers price requirements.
4

Distribution and delivery
A distribution strategy will be developed in order to ensure an efficient and reliable
production and delivery process to meet company and customer standards. This strategy
will be developed according to the organisational plan (below-pg 6-7):
1. TWR will have to source raw materials eg cotton waste locally in Johannesburg.
2. Sheet pulp will be delivered to Lehurutshe, from TWR PRDU.
3. Paper will be transported from Lehurutshe and delivered to Welkom,
4. Die-cut boxes and materials will be sourced in Welkom, and final products would have
to be delivered to the National Archives project in Pilgrims Rest, Mpumulanga (pilot
project), as well as other projects of the National Archives requiring the products.
Networks & Partnerships
Various networks and partnerships will be established through the production of this
product:
Networking will take place on various levels:
TWR PRDU will collaborate with SAPPI for testing & endorsement of product;
TWR PRDU will work very closely with the National Archives of South Africa for
product specialisation and customisation;
TWR PRDU willliase and network with various international experts in the field for
streamlining and optimising production and ensuring the quality of product;
TWR PRDU will work in partnership with the selected SMME's of Phumani Paper to
ensure efficiency, productivity, development, growth and quality of the product/s
during implementation and production.
TWR PRDU will form strong links with Mapepa (c/o Walter Ruprecht), a rural
development project of Zimbabwe, to share markets, technology and product potential.
Partnerships between:
TWR and CSIR will be established in order to ensure the objectives of the individual
organisations have been reached;
TWR and SAPPI will be established in order to ensure that the endorsement of product
and the relevant testing can be completed;
TWR and National Archives of South Africa will be established in order to ensure
market stability and sustainability of the archival paper initiative.
Organisational PlanThe viability of manufacturing a product of this nature on a local scale is to produce a
handmade equivalent which meets the required archival standards. This goal can be
5

achieved through careful analysis of the properties and additives to the paper, as well as
constant monitoring of the papermaking procedures. There are various critical stages in the
papermaking process which could affect the pH and longevity of the paper, which will
therefore result in the following organisational plan:
Pulp Pre-processing Unit:
Because archival papermaking is so specialised and requires constant monitoring, testing
and quality control, the pre-processing of the paper pulp would be undertaken at the
Technikon Papermaking Research and Development Unit. The pre-processing of archival
pulp is done by means of manufacturing the cotton rag into sheet pulps, which can be
transported to the projects in dry, compressed sheets. These sheets can be re-hydrated
using less sophisticated papermaking equipment, which cannot effect the quality of the
pulp.
This process of sheet pulp manufacturing involves the sourcing and purchasing of the raw
fibre (which individual projects do not have the capacity to undertake due to their remote
geographic locations), preparing and beating the rag fibre which requires specialised
papermaking equipment and resources. Beating rag fibre requires constant testing,
monitoring and data analysis, which is more feasible and in an institutional and
professional environment. This unit would specialise in sourcing and preparing raw fibres;
pulp processing and consistency; testing, data capture and analysis.
Paper Manufacturing Unit:
Once the sheet pulps are delivered to the paper processing units (which can be done easily
by post), the sheet pulps are re-hydrated then processed into specialised papers. The
papermaking process, now shortened by no pre-processing requirements, can result in a
higher production capacity with constant quality and control of pulp. These units would
specialise in sheet-forming and finishing processes only.
Product Manufacturing Unit:
Once the paper is completed for end-use, it can be sent to the product manufacturing unit
which would operate especially for the requirements of the National Archives of South
Africa. At this unit, either existing [non-archival] boxes can be laminated with archival
paper or, new archival boxes can be manufactured. This unit would specialise in archival
product manufacturing only.
The following organogram illustrates the various manufacturing units, tasks and
responsibilities and lines of production:
6
."
Pulp Pre-processing & Research Unit:
TWR Papermaking Research & Development Unit (PRDU), Johannesburg.
Main activities:- Sourcing raw materials- Preparing raw materials- Pulp preparation- Forming sheet pulps- Coordinating transport and delivery of sheet pulps to Lehurutshe- Regular testing of sheet pulps- Supply training, management and support to relevant archival paper & product
projects- Co-ordination and delivery of archival paper and product orders- Establish partnerships and networks (as previously mentioned)- Develop and research new and advanced technology for streamlining and optimising
production- Invoicing National Archives and ensuring payment to all projects and businesses
involved-- Fiancial administration of this activity- Recording, administering and reporting on relevant work related to archival paper- Development of database.
."
Paper Manufacturing Unit:
Bosele Papermaking Project, Lehurutshe.
Main activities:- Production of archival paper: Forming and finishing processes only- Ensuring postage and delivery of paper to Welkom- Manage project as a proffessional business- Partake in training activities to develop skills and qualifications- Liaise and consult with TWR PRDU on product and production issues- Production planning- Ensure production schedules are in line with targets in order to ensure profit and
business growth
Product Manufacturing Unit:
Kutlwano Paper Project, Welkom.
Main activities:Production of archival boxes and foldersEnsuring sufficient materials and die-cuts available to complete orderEnsuring delivery to customers in required time periodManage project as a proffessional businessPartake in training activities to develop skills and qualificationsLiaise and consult with TWR PRDU on product and production issuesProduction planningEnsure production schedules are in line with targets in order to ensure profit andbusiness growth
7

Implementation Plan
Implementation of the business re-direction of Bosele and Kutlwano paper projects can be
implemented from the start of the Create South Africa Project of Phumani Paper beginning
1st May 2003. The two projects are highlighted as target groups for initiating the Create SA
Programme which aims at providing learnerships for NQF 2 qualifications within the
MAPP SErA. As this leamership is in the pilot phase, the skills programme can be
designed to meet the projects requirements, providing advanced training in order to
implement archival papermaking in the projects. As soon as training has begun, specific
archival product training can begin and production plans can be developed.
Monitoring & Evaluation
Monitoring and evaluation will be done on a monthly basis through monthly reports from
both the Phumani Paper Regional Co-ordinator, and the Archival Project Manager. The
Create SA Programme also contains various monitoring and evaluation processes as part of
the training programme, which can form part of this requirement.
Plans for Sustainability
Once production procedures and organisational plans have been put into place, the projects
will be able to deliver orders and receive payment. As per discussion with National
Archives, the market for this product is very large and orders can increase as the projects
production capacity increases. This subtle development can, in the long term, ensure
project sustainability.
Through the Create SA Learnership programme, the skills of the participants will increase
and projects will be advised to bring in new participants for training (by existing
participants). This would increase the production potential, thereby increasing orders and
income, in turn, securing larger markets. This will also provide more employment
opportunities
Once the programme begins supplying the Archives with the products, projects will buy the
pulp from PRDV, and resources from each other (i.e. Welkom will buy the paper product
from Bosele) and therefore this will ensure longer term sustainability. (e.g. income
generation).
Required Resources and Budget
There are various resources required in order to set up the manufacturing units as per the
organisational plan discussed. If the projects are to become long-term manufacturers of
8

archival paper and products, the following budgeted items and activities will be required to
ensure their optimum manufacturing capabilities (over a 1 year period).
Item Details Amount Quantity Total
Management:1.Archival Paper Management of all issues relating R3 500pm 1 year R42000Project Management to archival paper research, orders, (part time-2and Research training, and payment days p/week)
3. Project Printing, postage, stationery, etc. Rl000pm 1 Year R12000Administration
Subtotal R54000
Training:1. Specialised Over & above Create SA training 2xR8OOpm 1 Year R19200
training Part time trainers (2) x 1 week per x 12month
2. Guest specialist To assist in production processes, R2000per 3 weeks R6000trainer communication and business week (overa6
operations (1 x 3 weeks) mnth period)
3. Transport & For part time, guest trainers & R3 OOOpm 1 year R36000accomodation manazers
Subtotal R61200Equipment:
Pulp Pre-processingUnit (PRDU)Beater Upgrade For increasing production RIO 000 1 RIO 000
200 litre Rag beater For increasing production and R30000 1 R30000(Ruprecht Beater) testing
Studio relocation and Partial costs (balance budgeted for R20000 1 R20000upgrade facilities through National office)
Water filtration system 1 unit with minimum l00litres of R8500 12 mnths R8500water per day + replacementcartridge (18 month supply)
Rag supply For production of sheet pulps Rl000pm 1 year R12000(100kgs per month)
R8000 R8000Miscellaneous Deckles & moulds, Interleavingequipment for materials, Boards, large vats,upgrading & plastic ware, chemicals, fibre andincreasing production sheet storage & temp gages
Maintenance and repair - R3000 R250pmx R3000of equipment 12 mnths
Subtotal R91500
9

Paper ManufacturingUnit - BoseleDrying System Including felts, double fluted R4000 1 R4000
c/boardand blotters
Whizz beater For re-hydrating pulps and RSOOO 1 R5000increasing production
Water filtration system 1 unit with minimum l00litres of R8500 1 year R8500water per day + replacementcartridge (18 month supply)
Miscellaneous Interleaving fabrics, scales, mould R8000 - R8000equipment for & decIdes, vats, plastic ware,upgrading& sheet storage, temp gages, boards
. increasing production and chemicals
Maintenance and - R1800 RI50pmx R 1800repairs 12 mnths
Subtotal R27300
ProductManufacturing Unit-KutlwanoDie-cuts and die- For first 6 mnths RIO 000 6mnths RIO 000cutting
Miscellaneous Glue, card boards, stationery, R6000 1 year R6000consumables for tables, etcupgrading furniture &increasing production
Maintenance and repairSubtotal R16000Total R2S0 000
Purchase of die-cutting machines have been budgeted for in the motivation for additional
equipment. An additional Hollander beater for cotton rag would need to bepurchased for
the Bosele Unit. Additional equipment budget =RI50 000
10

ANNEXURE G
COSTING BREAKDOWN

Costing Breakdown
Item Details Unit Price TotalRaw materials:Cotton raa 2 x 1 kg, hospital raa RIO per ka R20-00Chemicals:Soda ash 200grams R200 per 20 kg's R 2-00Calcium Carbonate 30 ml's RIOO per SOOg's R 6-00Aqua Pel lOOml's RI50 per 25litres R 1-00
R50per I kgGelatine 5Oml's RIOO per SOOg's R 2-50Titanium Di-oxide 3Oml's R 1-00Labour:Cutting cotton Into small squares for pulp preparation R15 per kg R30-00Paper production Production per batch x 1 day (2 people) Rl00 R200-00Overheads:Water and electricity Per day (estimate-R5OOpm) R25 R25Rent Per day (estimate-R20000m) Rl00 Rl00
Total =(Batch Price) R387-50Profit Maq;n (25%) R484-40
Total =(Sheet price +35"A" grade sheets) R16-15