
알루미늄 다이캐스팅용 코어핀의 내구성 향상 - ITFIND
117
알루미늄 다이캐스팅용 알루미늄 다이캐스팅용 알루미늄 다이캐스팅용 알루미늄 다이캐스팅용 코어핀의 내구성 향상 코어핀의 내구성 향상 코어핀의 내구성 향상 코어핀의 내구성 향상 2006. 10. 31. 2006. 10. 31. 2006. 10. 31. 2006. 10. 31. 주관기관 한국기계연구원 주관기관 한국기계연구원 주관기관 한국기계연구원 주관기관 한국기계연구원 : 위탁기관 디엔케스트 위탁기관 디엔케스트 위탁기관 디엔케스트 위탁기관 디엔케스트 : 산업자원 산업자원 산업자원 산업자원부
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of 알루미늄 다이캐스팅용 코어핀의 내구성 향상 - ITFIND
알루미늄 다이캐스팅용알루미늄 다이캐스팅용알루미늄 다이캐스팅용알루미늄 다이캐스팅용
코어핀의 내구성 향상코어핀의 내구성 향상코어핀의 내구성 향상코어핀의 내구성 향상
2006. 10. 31.2006. 10. 31.2006. 10. 31.2006. 10. 31.
주관기관 한국기계연구원주관기관 한국기계연구원주관기관 한국기계연구원주관기관 한국기계연구원::::
위탁기관 디 엔 케 스 트위탁기관 디 엔 케 스 트위탁기관 디 엔 케 스 트위탁기관 디 엔 케 스 트::::
산 업 자 원산 업 자 원산 업 자 원산 업 자 원 부부부부
- 1 -
제 출 문제 출 문제 출 문제 출 문
한국부품소재산업진흥원장 귀하한국부품소재산업진흥원장 귀하한국부품소재산업진흥원장 귀하한국부품소재산업진흥원장 귀하
본 보고서를 알루미늄 다이캐스팅용 코어핀의 내구성 향상에 관한 신뢰성향상지원본 보고서를 알루미늄 다이캐스팅용 코어핀의 내구성 향상에 관한 신뢰성향상지원본 보고서를 알루미늄 다이캐스팅용 코어핀의 내구성 향상에 관한 신뢰성향상지원본 보고서를 알루미늄 다이캐스팅용 코어핀의 내구성 향상에 관한 신뢰성향상지원""""
사업기간 과제의 최종보고서로 제출합니다사업기간 과제의 최종보고서로 제출합니다사업기간 과제의 최종보고서로 제출합니다사업기간 과제의 최종보고서로 제출합니다" ( : 2005. 6.~2006. 10.) ." ( : 2005. 6.~2006. 10.) ." ( : 2005. 6.~2006. 10.) ." ( : 2005. 6.~2006. 10.) .
2006. 10. 31.2006. 10. 31.2006. 10. 31.2006. 10. 31.
주관기관명주관기관명주관기관명주관기관명 :::: 한국기계연구원한국기계연구원한국기계연구원한국기계연구원
주관책임자주관책임자주관책임자주관책임자 :::: 임 영 목임 영 목임 영 목임 영 목
연 구 원연 구 원연 구 원연 구 원 :::: 이 종 훈이 종 훈이 종 훈이 종 훈
연 구 원연 구 원연 구 원연 구 원 :::: 나 영 상나 영 상나 영 상나 영 상
연 구 원연 구 원연 구 원연 구 원 :::: 유 위 도유 위 도유 위 도유 위 도
위탁기관명위탁기관명위탁기관명위탁기관명 :::: 디 엔 케스트디 엔 케스트디 엔 케스트디 엔 케스트
주관책임자주관책임자주관책임자주관책임자 :::: 유 진 규유 진 규유 진 규유 진 규
연 구 원연 구 원연 구 원연 구 원 :::: 신 현 종신 현 종신 현 종신 현 종
- 2 -
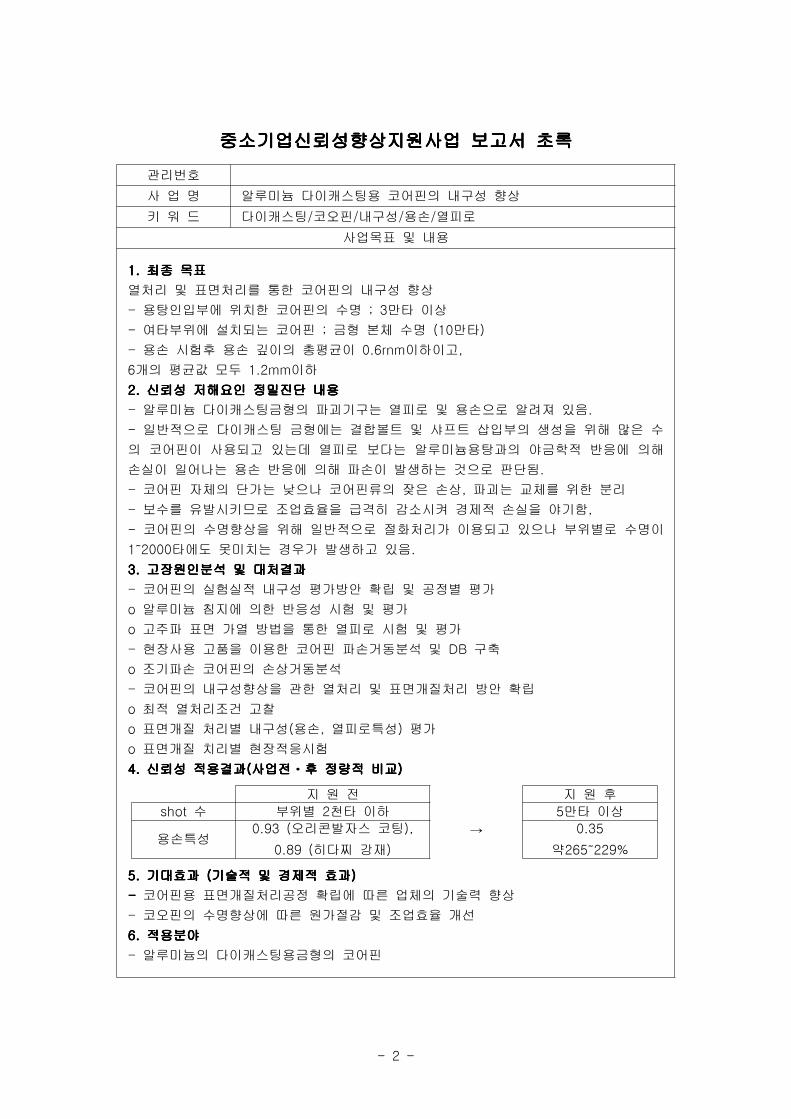
중소기업신뢰성향상지원사업 보고서 초록중소기업신뢰성향상지원사업 보고서 초록중소기업신뢰성향상지원사업 보고서 초록중소기업신뢰성향상지원사업 보고서 초록
관리번호
사 업 명 알루미늄 다이캐스팅용 코어핀의 내구성 향상
키 워 드 다이캐스팅 코오핀 내구성 용손 열피로/ / / /
사업목표 및 내용
최종 목표최종 목표최종 목표최종 목표1.1.1.1.
열처리 및 표면처리를 통한 코어핀의 내구성 향상
용탕인입부에 위치한 코어핀의 수명 만타 이상- ; 3
여타부위에 설치되는 코어핀 금형 본체 수명 만타- ; (10 )
용손 시험후 용손 깊이의 총평균이 이하이고- 0.6rnm ,
개의 평균값 모두 이하6 1.2mm
신뢰성 저해요인 정밀진단 내용신뢰성 저해요인 정밀진단 내용신뢰성 저해요인 정밀진단 내용신뢰성 저해요인 정밀진단 내용2.2.2.2.
알루미늄 다이캐스팅금형의 파괴기구는 열피로 및 용손으로 알려져 있음- .
일반적으로 다이캐스팅 금형에는 결합볼트 및 샤프트 삽입부의 생성을 위해 많은 수-
의 코어핀이 사용되고 있는데 열피로 보다는 알루미늄용탕과의 야금학적 반응에 의해
손실이 일어나는 용손 반응에 의해 파손이 발생하는 것으로 판단됨.
코어핀 자체의 단가는 낮으나 코어핀류의 잦은 손상 파괴는 교체를 위한 분리- ,
보수를 유발시키므로 조업효율을 급격히 감소시켜 경제적 손실을 야기함- ,
코어핀의 수명향상을 위해 일반적으로 절화처리가 이용되고 있으나 부위별로 수명이-
타에도 못미치는 경우가 발생하고 있음1 2000 .˜
고장원인분석 및 대처결과고장원인분석 및 대처결과고장원인분석 및 대처결과고장원인분석 및 대처결과3.3.3.3.
코어핀의 실험실적 내구성 평가방안 확립 및 공정별 평가-
알루미늄 침지에 의한 반응성 시험 및 평가o
고주파 표면 가열 방법을 통한 열피로 시험 및 평가o
현장사용 고품을 이용한 코어핀 파손거동분석 및 구축- DB
조기파손 코어핀의 손상거동분석o
코어핀의 내구성향상을 관한 열처리 및 표면개질처리 방안 확립-
최적 열처리조건 고찰o
표면개질 처리별 내구성 용손 열피로특성 평가o ( , )
표면개질 치리별 현장적응시험o
신뢰성 적용결과 사업전 후 정량적 비교신뢰성 적용결과 사업전 후 정량적 비교신뢰성 적용결과 사업전 후 정량적 비교신뢰성 적용결과 사업전 후 정량적 비교4. ( )4. ( )4. ( )4. ( )ㆍㆍㆍㆍ
지 원 전 지 원 후
수shot 부위별 천타 이하2
→
만타 이상5
용손특성오리콘발자스 코팅0.93 ( ),
히다찌 강재0.89 ( )
0.35
약265 229%˜
기대효과 기술적 및 경제적 효과기대효과 기술적 및 경제적 효과기대효과 기술적 및 경제적 효과기대효과 기술적 및 경제적 효과5. ( )5. ( )5. ( )5. ( )
---- 코어핀용 표면개질처리공정 확립에 따른 업체의 기술력 향상
코오핀의 수명향상에 따른 원가절감 및 조업효율 개선-
적용분야적용분야적용분야적용분야6.6.6.6.
알루미늄의 다이캐스팅용금형의 코어핀-
- 3 -
목 차목 차목 차목 차
제 장 서 론제 장 서 론제 장 서 론제 장 서 론1111 ················································································································································································································································································································································ 4444
제 절 신뢰성향상 기술지원 개요제 절 신뢰성향상 기술지원 개요제 절 신뢰성향상 기술지원 개요제 절 신뢰성향상 기술지원 개요1111 ················································································································································································································································································4444
제 절 목표 및 내용제 절 목표 및 내용제 절 목표 및 내용제 절 목표 및 내용2222 ················································································································································································································································································································································································6666
제 장 질화처리에 대한 문헌조사제 장 질화처리에 대한 문헌조사제 장 질화처리에 대한 문헌조사제 장 질화처리에 대한 문헌조사2222 ························································································································································································ 11111111
제 절 질화처리 개요제 절 질화처리 개요제 절 질화처리 개요제 절 질화처리 개요1111 ····························································································································································································································································································································································11111111
제 절 염욕질화처리제 절 염욕질화처리제 절 염욕질화처리제 절 염욕질화처리2222 ····································································································································································································································································································································································19191919
제 절 이온질화처리제 절 이온질화처리제 절 이온질화처리제 절 이온질화처리3333 ····································································································································································································································································································································································21212121
제 장 코어핀의 내구성에 미치는 표면개질의 영향제 장 코어핀의 내구성에 미치는 표면개질의 영향제 장 코어핀의 내구성에 미치는 표면개질의 영향제 장 코어핀의 내구성에 미치는 표면개질의 영향3333 ························································ 39393939
제 절 표면개질공정조건제 절 표면개질공정조건제 절 표면개질공정조건제 절 표면개질공정조건1111 ····································································································································································································································································································································39393939
제 절 용손특성에 미치는 표면개질공정조건의 영향제 절 용손특성에 미치는 표면개질공정조건의 영향제 절 용손특성에 미치는 표면개질공정조건의 영향제 절 용손특성에 미치는 표면개질공정조건의 영향2222 ···························································································································· 68686868
제 절 열피로특성에 미치는 표면개질공정조건의 영향제 절 열피로특성에 미치는 표면개질공정조건의 영향제 절 열피로특성에 미치는 표면개질공정조건의 영향제 절 열피로특성에 미치는 표면개질공정조건의 영향3333 ············································································································ 73737373
제 장 현장적용시험제 장 현장적용시험제 장 현장적용시험제 장 현장적용시험4444 ························································································································································································································································································ 81818181
제 절 현장파손 코어핀의 손상원인 분석제 절 현장파손 코어핀의 손상원인 분석제 절 현장파손 코어핀의 손상원인 분석제 절 현장파손 코어핀의 손상원인 분석1111 ············································································································································································································81818181
제 절 현장적용시험 조건제 절 현장적용시험 조건제 절 현장적용시험 조건제 절 현장적용시험 조건2222 ····························································································································································································································································································································96969696
제 절 표면개질공정처리별 현장적용시험결과제 절 표면개질공정처리별 현장적용시험결과제 절 표면개질공정처리별 현장적용시험결과제 절 표면개질공정처리별 현장적용시험결과3333 ···································································································································································· 100100100100
제 장 결 론제 장 결 론제 장 결 론제 장 결 론5555 ···························································································································································································································································································································· 114114114114
- 4 -
제 장 서 론제 장 서 론제 장 서 론제 장 서 론1111
제 절 신뢰성 향상 기술지원 개요제 절 신뢰성 향상 기술지원 개요제 절 신뢰성 향상 기술지원 개요제 절 신뢰성 향상 기술지원 개요1111
적용 제품 및 기술적용 제품 및 기술적용 제품 및 기술적용 제품 및 기술1.1.1.1.
가 제품명 알루미늄 다이캐스팅 금형용 코어핀. : (core pin)
나 특성 및 기능.
알루미늄 및 마그네슘등을 이용하여 다이캐스팅으로 제품을 만들 경우에 사용되o
는 금형에서 주조제품의 결합볼트 샤프트 핀 등이 삽입되는 분위에 공공을 생성시, ,
키기 위해 사용되는 핀.
금형용 코어핀의 소재는 주로 종이 사용되며 가능한 한 많은 양의 제o KS STD61
품을 제조하기 위해서는 내구성이 크게 요구되므로 이를 위한 표면처리를 적용하고
있음
다 핵심 요소 기술. ㆍ
열처리기술 표면처리기술o ,
열피로 및 용손등 내구성 평가기술o
지원의 필요성지원의 필요성지원의 필요성지원의 필요성2.2.2.2.
알루미늄 다이캐스팅금형 파괴기구는 열피로 및 용손으로 알려져 있음o
일반적으로 다이캐스팅 금형에는 결합볼트 및 샤프트 삽입부의 생성을 위해 많은o
수의 코어핀이 사용되고 있는데 열피로 보다는 알루미늄용탕과 야금학적 반응에 의
해 손실이 일어나는 용손 반응에 의해 파손에 발생하는 것으로 판단됨.
코어핀 자체의 단가는 낮으나 코어핀류의 잦은 손상 파괴는 교체를 위한 분리o , ㆍ
보수를 유발시키므로 조업효율을 급격히 감소시켜 경제적 손실을 야기함.
- 5 -
지원범위지원범위지원범위지원범위3.3.3.3.
코어핀 장착 부위별 파손사례 분석o
온도 압력등의 차이에 따른 파괴거동 파악( , )
주조환경별 용손 거동 파악o
열처리 표면처리 질화 등 에 따른 용손거동 분석o , ( , PVD )
금형내 코어핀 위치에 따른 온도 유속 별 최적 내용손특성 공정 확립o ( , )
국내기술현황국내기술현황국내기술현황국내기술현황4.4.4.4.
소착현상을 방치하기위해 일반적으로 가스질화처리를 실시하고 있으나 부위별로o
수명이 타에도 못 미치는 경우도 발생하는등 적절한 내구성향상기술이 정립되2000
어 있지 못함.
코어핀의 수명에 미치는 표면개질 처리에 대한 체계적인 연구 미흡o
선진기술현황선진기술현황선진기술현황선진기술현황5.5.5.5.
일본에서는 산학연 전문가로 구성된 연구회에서 다이캐스팅 금형의 수명향상을o
위한 조직적인 연구개발 활동을 전개하고 있음.
그러나 다이캐스팅 금형 본체부에 대한 연구에 중점을 두고 있어 냉각능이 달라o
파괴거동이 다른 코어핀쪽은 상대적으로 관련연구 보고가 미미한 실정임.
기술적 파급효과기술적 파급효과기술적 파급효과기술적 파급효과6.6.6.6.
다이캐스팅 금형의 수명향상 및 조업 능률 향상을 통한 국제 경쟁력 강화o
- 6 -
독자적인 코어핀 손상원인 구축 및 표면처리 기술 확보o DB
다이캐스팅 주조품의 품질향상o
제 절 목표 및 내용제 절 목표 및 내용제 절 목표 및 내용제 절 목표 및 내용2222
최종목표최종목표최종목표최종목표1.1.1.1.
열처리 및 표면처리를 통한 코어핀의 내구성 향상o
용탕인입부에 위치한 코어핀의 수명 만타 이상- ; 3
여타부위에 설치되는 코어핀 금형 본체 수명 만타- ; (10 )
용손 시험후 용손 깊이의 총평균이 이하이고 개의 평균값 모두- 0.6mm , 6 1.2mm
이하
다이캐스팅용 열간금형강 의 평가기준에는 총평균이 이하임 여(RS D 0007 " " 1mm .
타 물성은 상기 기준을 만족하는 것을 함)
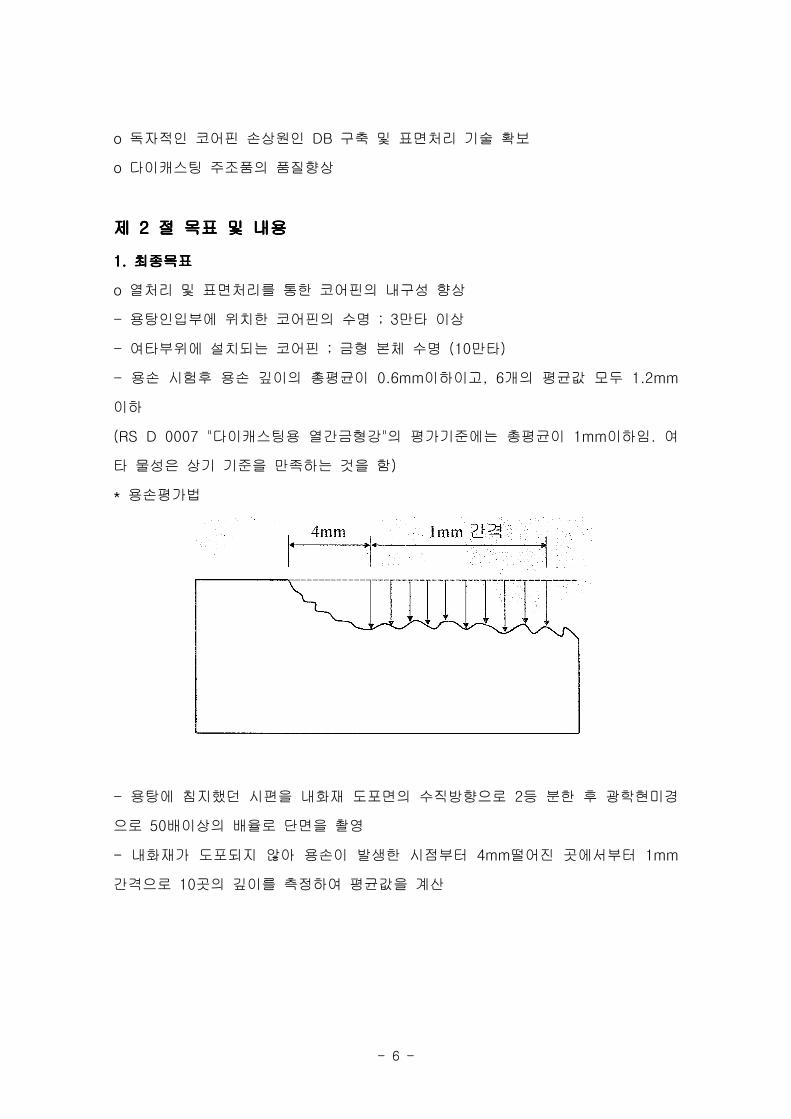
용손평가법*
용탕에 침지했던 시편을 내화재 도포면의 수직방향으로 등 분한 후 광학현미경- 2
으로 배이상의 배율로 단면을 촬영50
내화재가 도포되지 않아 용손이 발생한 시점부터 떨어진 곳에서부터- 4mm 1mm
간격으로 곳의 깊이를 측정하여 평균값을 계산10
- 7 -
시편당 개의 표면이 존재하므로 세 개의 시편에서 총 개의 평균값을 구한 후- 2 6
이를 평균하여 총 평균값을 산출
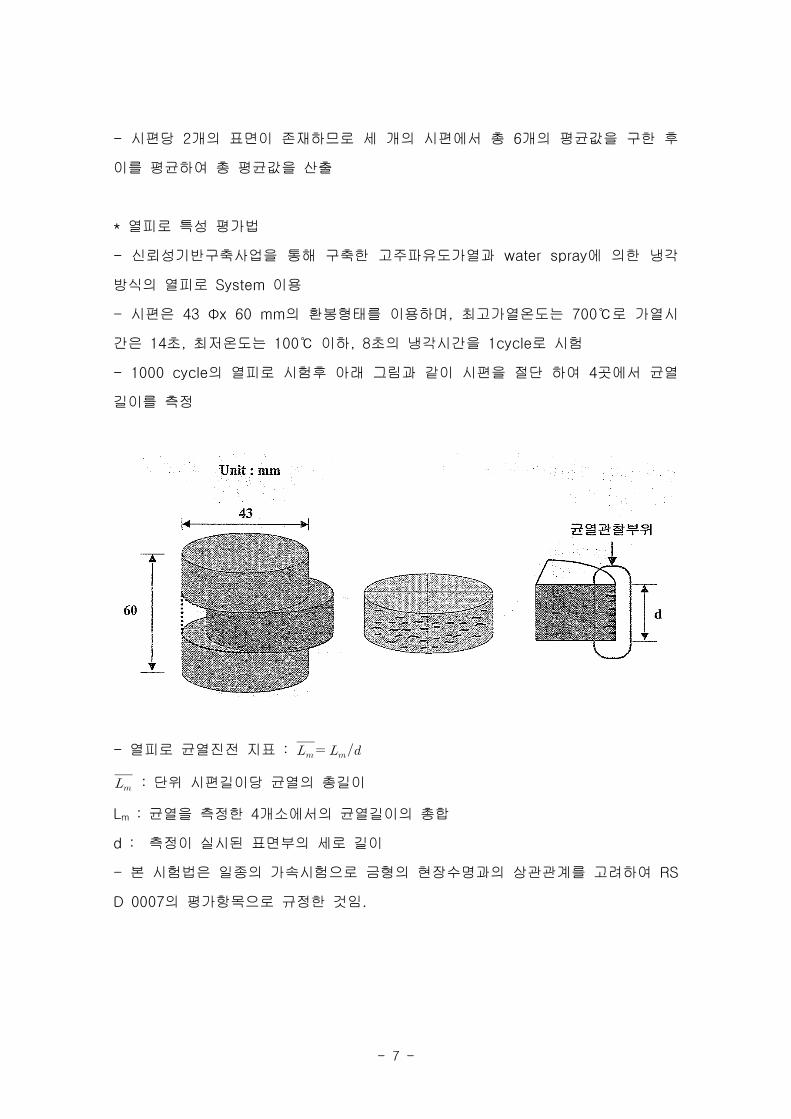
열피로 특성 평가법*
신뢰성기반구축사업을 통해 구축한 고주파유도가열과 에 의한 냉각- water spray
방식의 열피로 이용System
시편은 의 환봉형태를 이용하며 최고가열온도는 로 가열시- 43 x 60 mm , 700Φ ℃
간은 초 최저온도는 이하 초의 냉각시간을 로 시험14 , 100 , 8 1cycle℃
의 열피로 시험후 아래 그림과 같이 시편을 절단 하여 곳에서 균열- 1000 cycle 4
길이를 측정
열피로 균열진전 지표- :
단위 시편길이당 균열의 총길이:
Lm 균열을 측정한 개소에서의 균열길이의 총합: 4
측정이 실시된 표면부의 세로 길이d :
본 시험법은 일종의 가속시험으로 금형의 현장수명과의 상관관계를 고려하여- RS
의 평가항목으로 규정한 것임D 0007 .
- 8 -
지원내용지원내용지원내용지원내용2.2.2.2.
가 신뢰성현황.
코어핀은 다이캐스팅 금형 중 주조품의 결합볼트 각종 샤프트 핀등이 삽입되는o , , ,
부분에 공공을 생성시키기 위하여 사용되는 핀임.
다이캐스팅 금형의 파괴기구는 크게 두가지로 열피로 및 용손임o .
코어핀은 열피로보다는 알루미늄 용탕과의 야금학적 반응에 의해 손실이 일어나는
용손반응에 의해 파손이 되는 것으로 추정됨.
특히 용손이 발생하면 핀재질 손실뿐만아니라 표면 합금화 반응에 의한 소착으로o
인해 금형 분리시 과응력에 의한 파손이 발생할 확률이 높아짐.
코어핀 자체의 단가는 낮으나 코어핀류의 잦은 손상 파괴는 교체를 위한 분리o , ㆍ
보수를 유발시키므로 조업효율을 급격해 감소시켜 경제적 손실을 야기함.
일본에서는 산학연 전문가로 구성된 연구회에서 다이캐스팅 금형의 수명향상에o
대하여 조직적인 연구활동을 전개하고 있으나 대부분 금형본체에 대한 연구에 중점
을 두고 있어 온도이력이 달라 파괴거동양상이 다를 것으로 추정되는 코어핀은 상,
대적으로 관련연구보고가 미미한 실정임
코어핀의 수명향상을 위해 일반적으로 질화처리가 이용되고 있으나 부위별로 수o
명이 타에도 못미치는 경우가 발생하고 있음 따라서 코어핀의 신뢰성 향상1~2000 .
을 위해서는 용탕인입부와의 상대적인 위치 및 작업 조건에 따라 변화되는 코어핀
의 파손거동에 대해 체계적인 분석 및 최적 대응방안을 선정하기 위한 연구가 필수
적임.
- 9 -
나 고장원인 분석 및 해결방안.
물성평가 및 기본적인 내구성평가는 에 규정된 시험 방법 및 기준에o RS D 0007
의거하여 수행
코어핀 장착 부위별 온도 및 용탕압력등의 차이에 따른 파괴거동 양상 파악o
주조환경별 용탕온도 압력 유지시간등 용손 거동 파악o ( , , )
열처리 표면처리 질화 등 에 따른 용손거동 분석o , ( , PVD )
열피로특성과의 상관관계 파악o
현장시험을 통해 실험실적 시험과 현장수명과의 상관관계 도출o
금형내 코어핀 위치에 따른 온도 유속별 최적 내구성 향상 공정 확립o ,
다 신뢰성향상지원 결과의 활용방안.
본 연구내용 특성상 코어핀을 제작하여 실제 다이캐스팅 제품 생산에 활용하는o
참여기관 디엔캐스트 이 곧 수요기관으로써 실제금형에 적용하여 현장시험을 통해( ) ,
궁극적으로 제품의 내구성 및 신뢰성 향상 도모
이러한 코어핀의 내구성 향상은 조업효율 향상으로 이어져 단가 경쟁력 확보 및o
품질향상에 기여할 것으로 판단됨.
또한 다이캐스팅 제품 수요기업의 만족도 향상을 통한 매출 향상이 기대되며 과o ,
제진행시 가능한한 납품처 최종 제품수요기업 의 의견도 청취함으로써 사업결과의( )
파급효과를 증대시키고자 함.
- 10 -
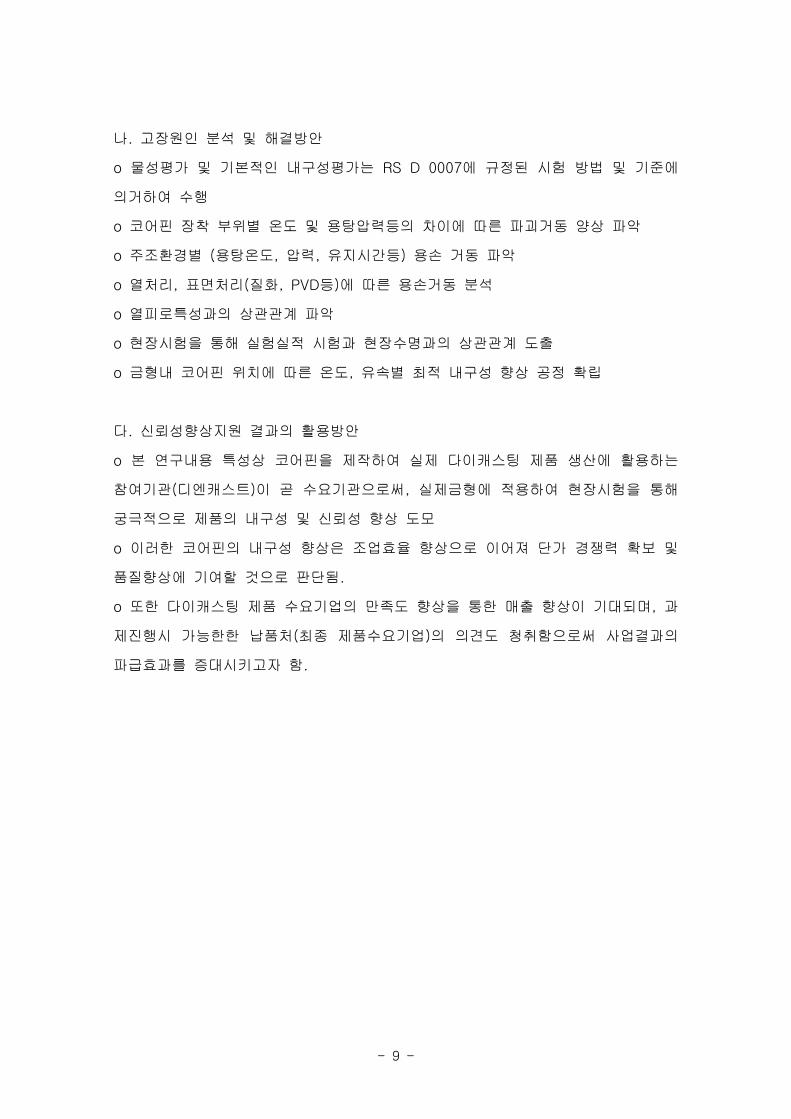
최종평가항목 및 기준최종평가항목 및 기준최종평가항목 및 기준최종평가항목 및 기준3.3.3.3.
단 세계 최고수준은 표면개질처리를 실시하지 않은 열간금형강의 자료임, .※
코어핀의 사이즈가 작아 열피로시험편의 채취가 곤란한 경우 동일한 열처리 및 표면처,※
리를 실시한 원소재에 대해 열피로 시험을 실시.
- 11 -
제 장 질화처리법에 대한 문헌조사제 장 질화처리법에 대한 문헌조사제 장 질화처리법에 대한 문헌조사제 장 질화처리법에 대한 문헌조사2222
제 절 질화처리 개요제 절 질화처리 개요제 절 질화처리 개요제 절 질화처리 개요1111
서 론서 론서 론서 론1.1.1.1.
강의 질화작용이 알려진 것은 매우 오래된 일로 이미 세기초에 암모니아 가스 기20
류중에서 철선에 전류를 통하였을 때 적열된 부분이 질화되었다는 보고가 있다 질.
화가 표면경화법으로서 공업적으로 이용되기 시작한 것은 년에 독일의1923 Knupp
사가 특수강의 질화를 발표한 것이 시초이다 이 질화처리는 침탄경화와 달리 담금.
질에 관한 경화가 아니므로 변형이 적고 처리 온도도 페라이트상 영역이므로 열처,
리 변형이나 결정립성장도 없는데 반해 침탄 경화층에 비해 경도가 훨씬 높고 내마
모성 내식성이 우수한 장점이 있다 이로 인해 예전부터 항공기 선박기관부품의 표. ,
면경화를 위해 이용되었지만 처리온도가 낮기 때문에 희망하는 경화층을 얻는데 장
시간을 필요로 하며 처리강재도 특수강재로 국한되는 단점이 있었다 그러나 근래.
에 기계류부품의 내마모성 내피로성에 대한 요구가 커지면서 가스질화외에 염욕에,
의한 신속실화법등이 개발되어 이용되고 있다.
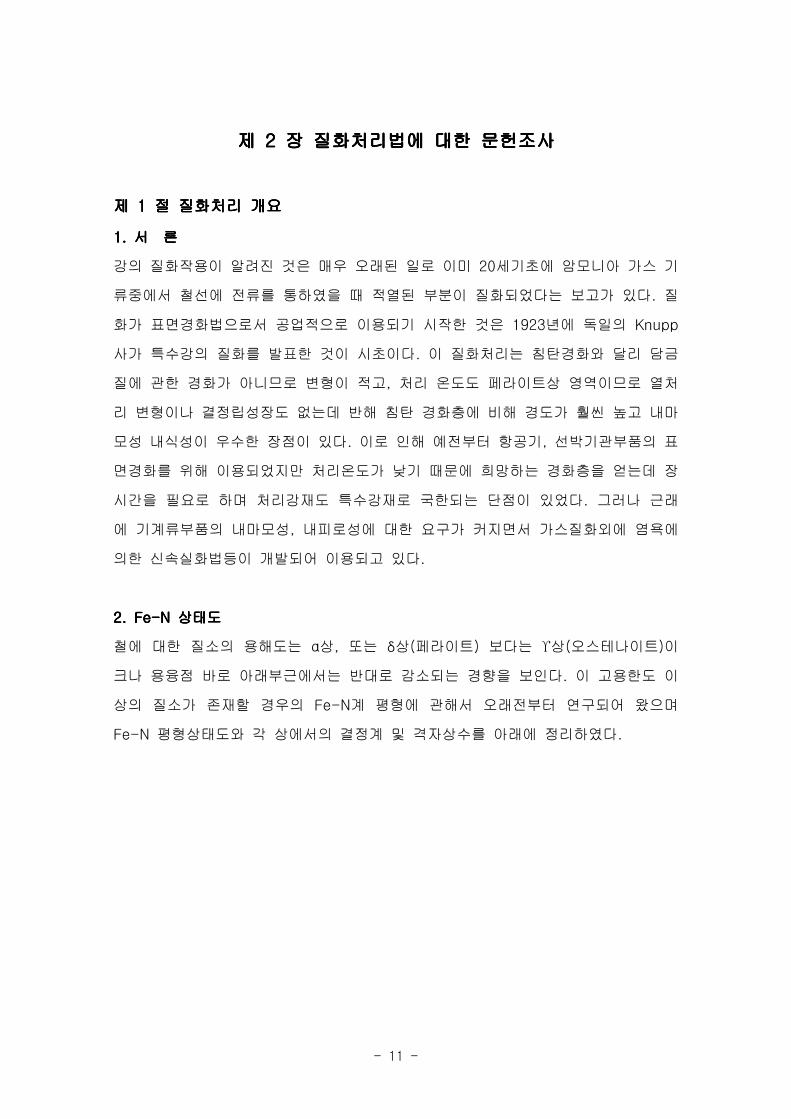
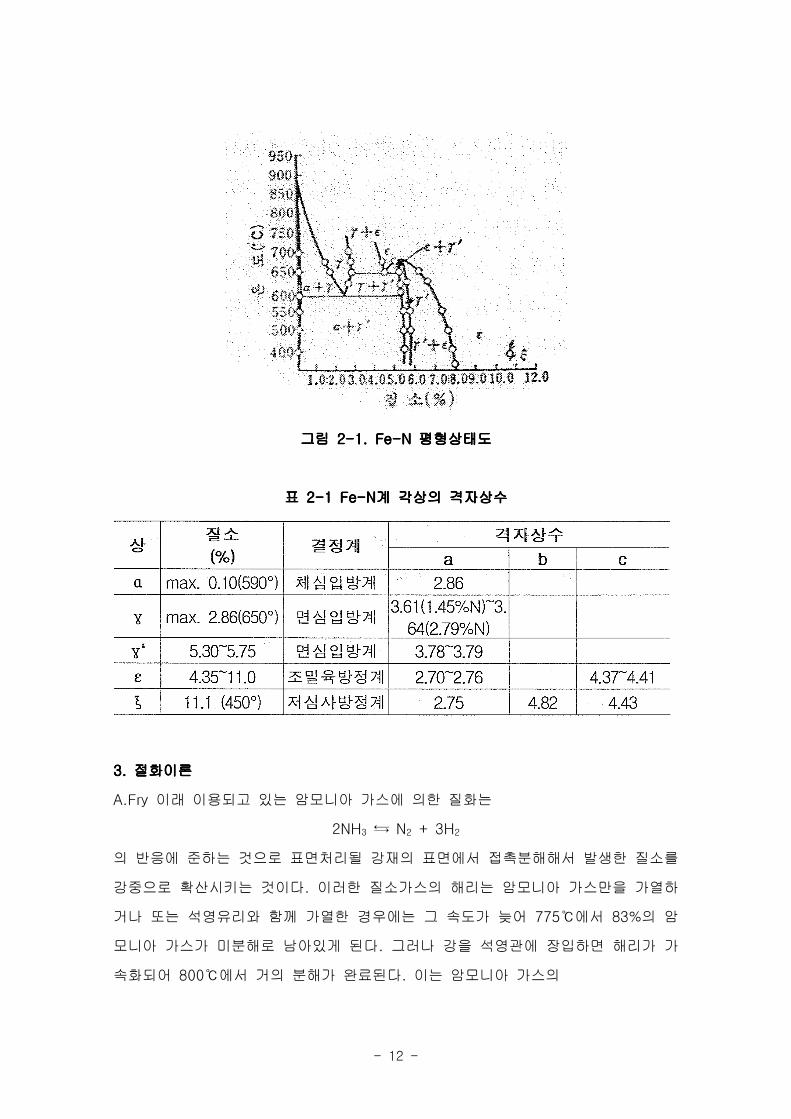
상태도상태도상태도상태도2. Fe-N2. Fe-N2. Fe-N2. Fe-N
철에 대한 질소의 용해도는 상 또는 상 페라이트 보다는 상 오스테나이트 이, ( ) ( )δɑ ϒ
크나 용융점 바로 아래부근에서는 반대로 감소되는 경향을 보인다 이 고용한도 이.
상의 질소가 존재할 경우의 계 평형에 관해서 오래전부터 연구되어 왔으며Fe-N
평형상태도와 각 상에서의 결정계 및 격자상수를 아래에 정리하였다Fe-N .
- 12 -
그림 평형상태도그림 평형상태도그림 평형상태도그림 평형상태도2-1. Fe-N2-1. Fe-N2-1. Fe-N2-1. Fe-N
표 계 각상의 격자상수표 계 각상의 격자상수표 계 각상의 격자상수표 계 각상의 격자상수2-1 Fe-N2-1 Fe-N2-1 Fe-N2-1 Fe-N
절화이론절화이론절화이론절화이론3.3.3.3.
이래 이용되고 있는 암모니아 가스에 의한 질화는A.Fry
2NH3 N⇆ 2 + 3H2
의 반응에 준하는 것으로 표면처리될 강재의 표면에서 접촉분해해서 발생한 질소를
강중으로 확산시키는 것이다 이러한 질소가스의 해리는 암모니아 가스만을 가열하.
거나 또는 석영유리와 함께 가열한 경우에는 그 속도가 늦어 에서 의 암775 83%℃
모니아 가스가 미분해로 남아있게 된다 그러나 강을 석영관에 장입하면 해리가 가.
속화되어 에서 거의 분해가 완료된다 이는 암모니아 가스의800 .℃
- 13 -
해리가 단순 열해리가 아니고 강표면에 의한 촉매작용에 의한 것임을 의미한다 따.
라서 암모니아 가스 해리율은 강의 표면생성물에 의해 달라지게 된다 이와 같이.
질소가 침입해서 질화가 진행되나 순철 탄소강 니켈 혹은 코발트를 함유한 강은, ,
경화하지 않으며 알루미늄 크롬 티탄 바나듐 망간 실리콘 등을 함유한 강은 경, , , , ,
화속도가 증가하는데 이는 안정한 화합물의 생성에 따른 변형경화에 기인한 것이
다.
합금원소의 영향 및 질화강합금원소의 영향 및 질화강합금원소의 영향 및 질화강합금원소의 영향 및 질화강4.4.4.4.
질화강으로서의 필요조건은 중심부 내부 가 우수한 기계적 특성을 가지면서 경도가( )
매우 높은 표면경화층을 얻을 수 있는 조성을 가지는 것으로 탄소외에 질소와 친화
력이 강한 원소를 함유할 필요가 있다.
가 탄소 질화강은 침탄강과 달리 탄소량 제약은 받지 않으나 담금질 뜨임에. (C) : ,
의해 강도를 얻기 때문에 의 탄소를 함유해야한다 만약 탄소를 함유하지0.2~0.5% .
않으면 질화층이 붕괴되기 쉬워지고 탄소량이 많으면 질화속도가 늦어지며 두께, ,
경도 모두 감소되어 실용에 적합하지 않게 된다.
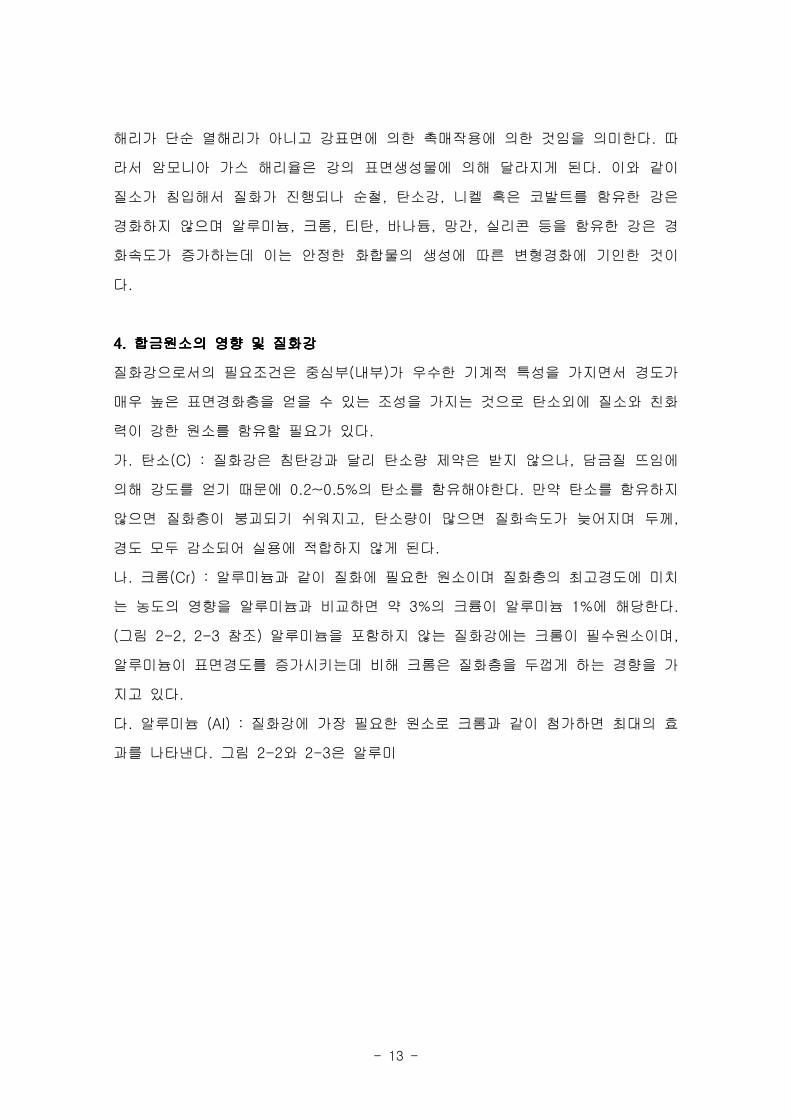
나 크롬 알루미늄과 같이 질화에 필요한 원소이며 질화층의 최고경도에 미치. (Cr) :
는 농도의 영향을 알루미늄과 비교하면 약 의 크륨이 알루미늄 에 해당한다3% 1% .
그림 참조 알루미늄을 포함하지 않는 질화강에는 크롬이 필수원소이며( 2-2, 2-3 ) ,
알루미늄이 표면경도를 증가시키는데 비해 크롬은 질화층을 두껍게 하는 경향을 가
지고 있다.
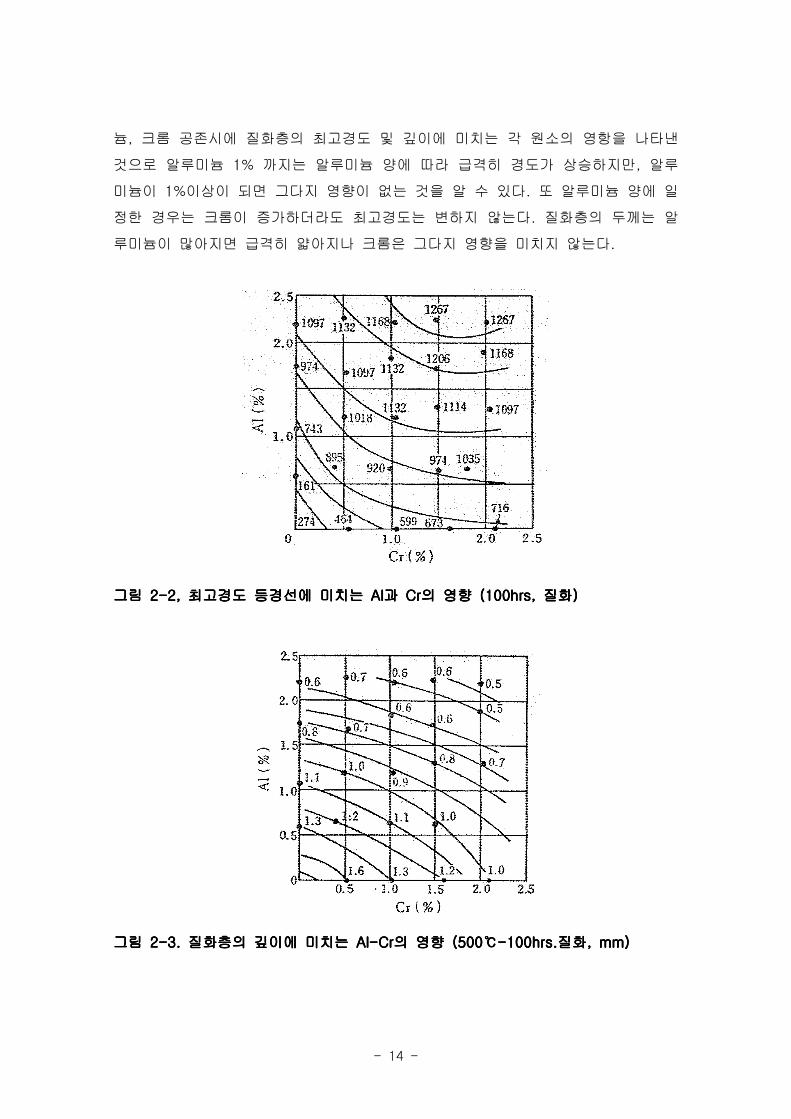
다 알루미늄 질화강에 가장 필요한 원소로 크롬과 같이 첨가하면 최대의 효. (Al) :
과를 나타낸다 그림 와 은 알루미. 2-2 2-3
- 14 -
늄 크롬 공존시에 질화층의 최고경도 및 깊이에 미치는 각 원소의 영항을 나타낸,
것으로 알루미늄 까지는 알루미늄 양에 따라 급격히 경도가 상승하지만 알루1% ,
미늄이 이상이 되면 그다지 영향이 없는 것을 알 수 있다 또 알루미늄 양에 일1% .
정한 경우는 크롬이 증가하더라도 최고경도는 변하지 않는다 질화층의 두께는 알.
루미늄이 많아지면 급격히 얇아지나 크롬은 그다지 영향을 미치지 않는다.
그림 최고경도 등경선에 미치는 과 의 영향 질화그림 최고경도 등경선에 미치는 과 의 영향 질화그림 최고경도 등경선에 미치는 과 의 영향 질화그림 최고경도 등경선에 미치는 과 의 영향 질화2-2, Al Cr (100hrs, )2-2, Al Cr (100hrs, )2-2, Al Cr (100hrs, )2-2, Al Cr (100hrs, )
그림 질화층의 깊이에 미치는 의 영향 질화그림 질화층의 깊이에 미치는 의 영향 질화그림 질화층의 깊이에 미치는 의 영향 질화그림 질화층의 깊이에 미치는 의 영향 질화2-3. Al-Cr (500 -100hrs. , mm)2-3. Al-Cr (500 -100hrs. , mm)2-3. Al-Cr (500 -100hrs. , mm)2-3. Al-Cr (500 -100hrs. , mm)℃℃℃℃
- 15 -
라 물리브덴 이 원소의 함유량이 늘면 경화층 경도는 커지나 이상의 함. (Mo) : 2%
유량에서는 영향이 작아지며 질화처리시에 경도저하를 저지시키는 특징을 갖고 있
다.
마 니켈 질소와 반응하지 않고 질화물 생성원소로서는 아무 기능을 하지못. (Ni) :
하나 경도를 적당하게 가감함으로써 내부의 기계적 성질을 향상시킨다.
바 망간 이 원소는 질화층의 경화에 악간의 영항을 미치기는 하나 알루미. (Mn) :
늄 크롬만큼 영향이 크지는 않다 알루미늄 크롬 몰리브덴강에 망간을 첨가하면, . - -
최고경도가 망간 까지는 변화가 없으나 그 이상이 되면 점점 저하한다 경화층1% .
의 깊이는 망간 까지는 증가하나 그 이상이 되면 반대로 얇아진다1% .
이 밖에 봉소 지르코늄 바나듐 실리콘등도 안정한 질화물을 형성하므로 질화강에, , ,
서 무시할 수 없는 원소들이다.
질화층의 성질질화층의 성질질화층의 성질질화층의 성질5.5.5.5.
질화층의 경도는 매우 높지만 표면에 상이 형성되면 취약해 지므로 상이 형성-ε ε
되지 않도록 처리조건을 선택해야한다.
가 처리온도의 영향.
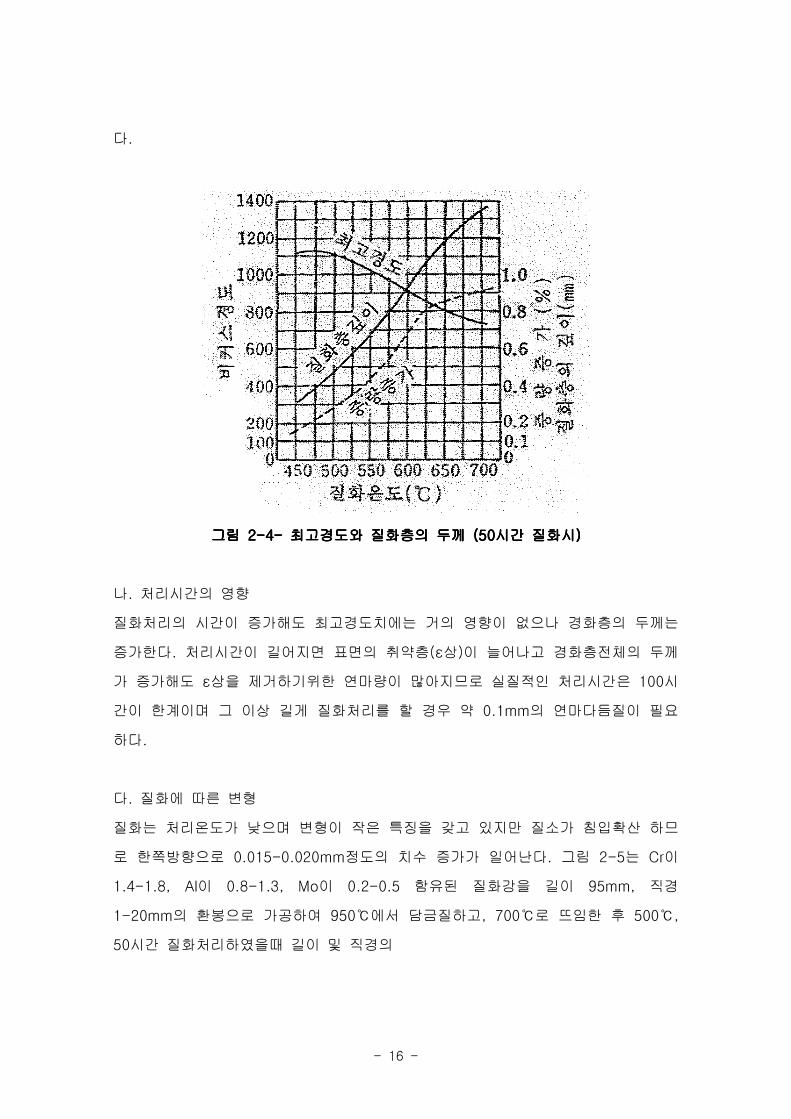
질화생성층은 처리온도에 의해 큰 영향을 받는다 표준 질화강을 에서. 450~700℃
시간 질화처리했을 때의 최고경도 및 깊이 관계를 그림 에 나타내었다 그림50 2-4 .
에 나타난 바와 같이 에서 최고 경도를 나타내며 그 이상에서는 경도가 점차475℃
감소하는 반면 깊이는 증가하고 있다 실질적인 필요경도를 얻을 수 있는 최고 질.
화온도는 이나 표면의 취약층을 최대한 줄이기 위해 에서 주로 질550 500~510℃ ℃
화처리를 실시한
- 16 -
다.
그림 최고경도와 질화층의 두께 시간 질화시그림 최고경도와 질화층의 두께 시간 질화시그림 최고경도와 질화층의 두께 시간 질화시그림 최고경도와 질화층의 두께 시간 질화시2-4- (50 )2-4- (50 )2-4- (50 )2-4- (50 )
나 처리시간의 영향.
질화처리의 시간이 증가해도 최고경도치에는 거의 영향이 없으나 경화층의 두께는
증가한다 처리시간이 길어지면 표면의 취약층 상 이 늘어나고 경화층전체의 두께. ( )ε
가 증가해도 상을 제거하기위한 연마량이 많아지므로 실질적인 처리시간은 시100ε
간이 한계이며 그 이상 길게 질화처리를 할 경우 약 의 연마다듬질이 필요0.1mm
하다.
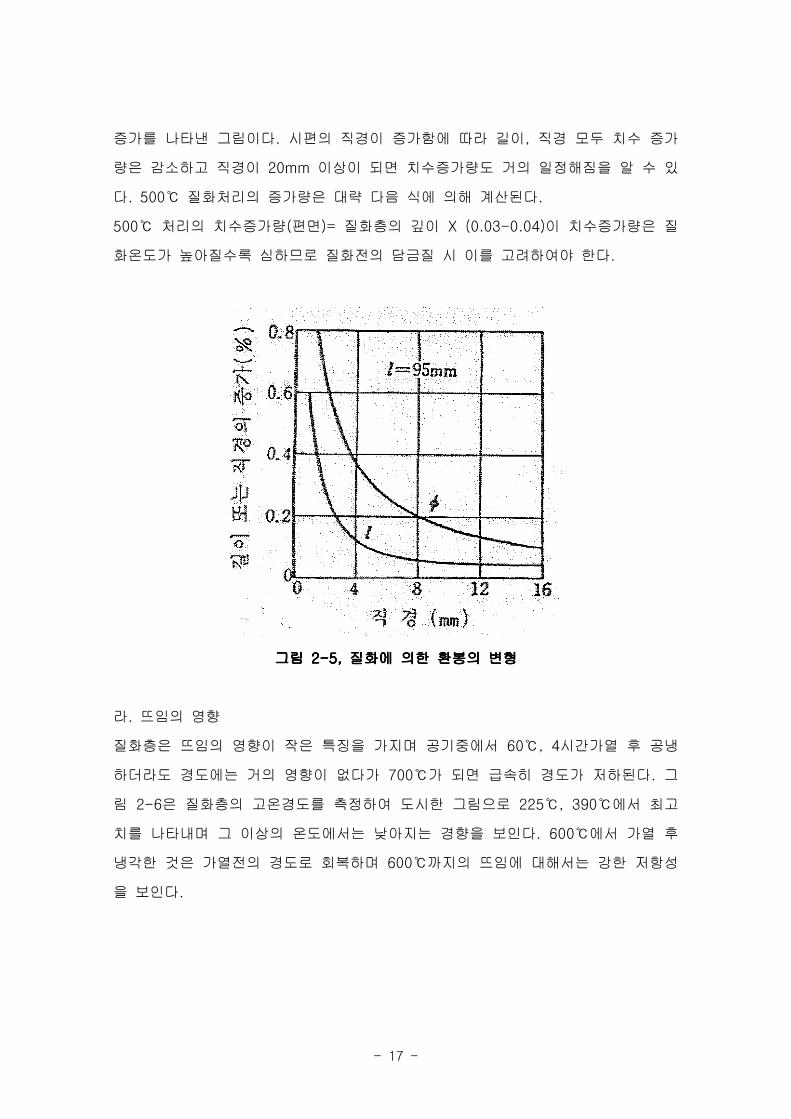
다 질화에 따른 변형.
질화는 처리온도가 낮으며 변형이 작은 특징을 갖고 있지만 질소가 침입확산 하므
로 한쪽방향으로 정도의 치수 증가가 일어난다 그림 는 이0.015-0.020mm . 2-5 Cr
이 이 함유된 질화강을 길이 직경1.4-1.8, Al 0.8-1.3, Mo 0.2-0.5 95mm,
의 환봉으로 가공하여 에서 담금질하고 로 뜨임한 후1-20mm 950 , 700 500 ,℃ ℃ ℃
시간 질화처리하였을때 길이 및 직경의50
- 17 -
증가를 나타낸 그림이다 시편의 직경이 증가함에 따라 길이 직경 모두 치수 증가. ,
량은 감소하고 직경이 이상이 되면 치수증가량도 거의 일정해짐을 알 수 있20mm
다 질화처리의 증가량은 대략 다음 식에 의해 계산된다. 500 .℃
처리의 치수증가량 편면 질화층의 깊이 이 치수증가량은 질500 ( )= X (0.03-0.04)℃
화온도가 높아질수록 심하므로 질화전의 담금질 시 이를 고려하여야 한다.
그림 질화에 의한 환봉의 변형그림 질화에 의한 환봉의 변형그림 질화에 의한 환봉의 변형그림 질화에 의한 환봉의 변형2-5,2-5,2-5,2-5,
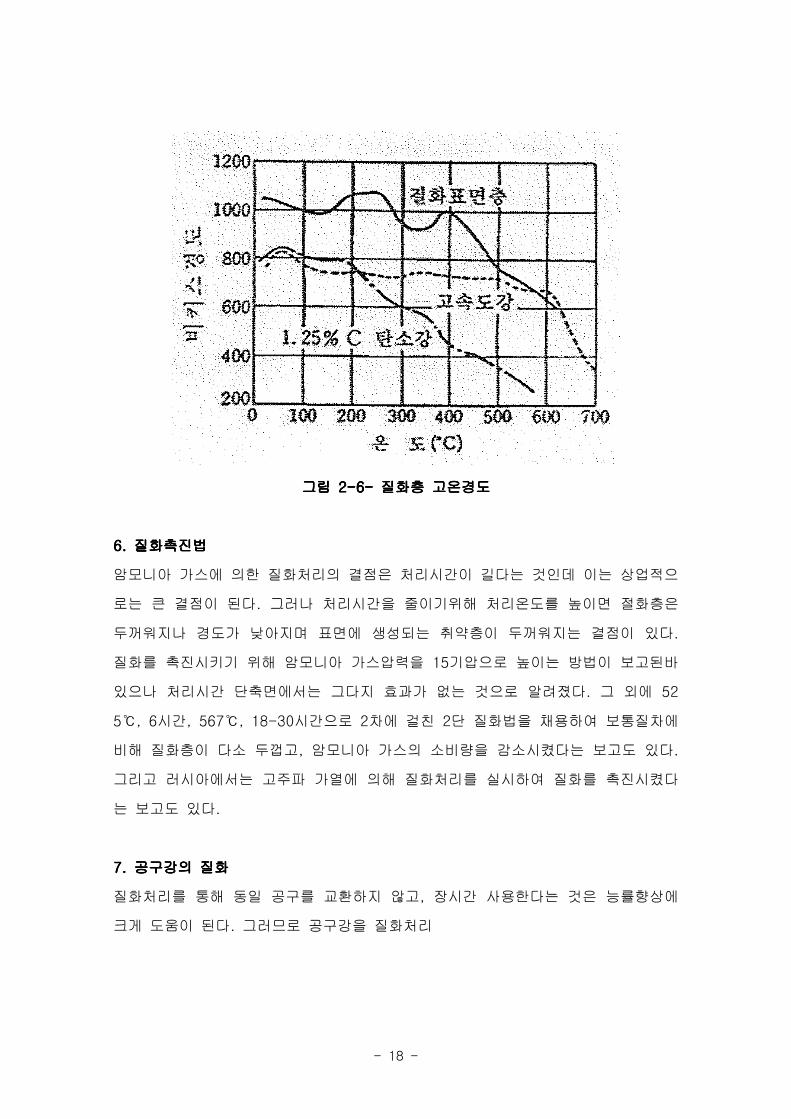
라 뜨임의 영향.
질화층은 뜨임의 영향이 작은 특징을 가지며 공기중에서 시간가열 후 공냉60 , 4℃
하더라도 경도에는 거의 영향이 없다가 가 되면 급속히 경도가 저하된다 그700 .℃
림 은 질화층의 고온경도를 측정하여 도시한 그림으로 에서 최고2-6 225 , 390℃ ℃
치를 나타내며 그 이상의 온도에서는 낮아지는 경향을 보인다 에서 가열 후. 600℃
냉각한 것은 가열전의 경도로 회복하며 까지의 뜨임에 대해서는 강한 저항성600℃
을 보인다.
- 18 -
그림 질화층 고온경도그림 질화층 고온경도그림 질화층 고온경도그림 질화층 고온경도2-6-2-6-2-6-2-6-
질화촉진법질화촉진법질화촉진법질화촉진법6.6.6.6.
암모니아 가스에 의한 질화처리의 결점은 처리시간이 길다는 것인데 이는 상업적으
로는 큰 결점이 된다 그러나 처리시간을 줄이기위해 처리온도를 높이면 절화층은.
두꺼워지나 경도가 낮아지며 표면에 생성되는 취약층이 두꺼워지는 결점이 있다.
질화를 촉진시키기 위해 암모니아 가스압력을 기압으로 높이는 방법이 보고된바15
있으나 처리시간 단축면에서는 그다지 효과가 없는 것으로 알려졌다 그 외에. 52
시간 시간으로 차에 걸친 단 질화법을 채용하여 보통질차에5 , 6 , 567 , 18-30 2 2℃ ℃
비해 질화층이 다소 두껍고 암모니아 가스의 소비량을 감소시켰다는 보고도 있다, .
그리고 러시아에서는 고주파 가열에 의해 질화처리를 실시하여 질화를 촉진시켰다
는 보고도 있다.
공구강의 질화공구강의 질화공구강의 질화공구강의 질화7.7.7.7.
질화처리를 통해 동일 공구를 교환하지 않고 장시간 사용한다는 것은 능률향상에,
크게 도움이 된다 그러므로 공구강을 질화처리.
- 19 -
하여 내마모정을 향상시키고 공구수명을 크게 연장하고 있다 공구강은 스테인리스.
강과 같이 크롬함량이 높아 질화처리가 곤란하나 스테인리스강과 같은 방법으로 질
화를 실시한다 저합금 공구강의 경우 변형경화가 적으며 질화강에 비해 경도가 낮.
다 또한 고속도 공구강에서도 얇은 질화처리를 적용하면 수명이 연장되는 것이 확.
인됨으로써 고속도 공구강에도 질화처리가 이용되고 있다.
제 절 염욕질화처리제 절 염욕질화처리제 절 염욕질화처리제 절 염욕질화처리2222
영욕질화법에 의한 질화는 염의 사용만 다를 뿐 그 밖에 관해서는 모두 가스질화의
경우와 같다 염욕질화법은 가스질화법의 처리 시간이 너무 길고 규정된 질화용 강. ,
에만 처리가 가능하다는 단점을 보완한 것으로 나 등의 시안화합물을NaCNO KCNO
주성분으로 하는 염욕중에서 가열하여 질화처리를 실시하는 방법이다.
이는 액체침탄의 공정과 매우 유사한데 액체침탄의 경우 주 성분이 되는 시안화소
다 가 욕 표면 공기중의 산소 수분 탄산가스와 반응하여 청산염 로(NaCN) , , (NaCNO)
변화하게 된다.
2NaCN+O2 = 2NaCNO
NaCN+O2 = NaCNO + CO
이 청산염은 고온에서 분해하여 아래와 같은 반응식으로 또는 을 만들게 되고CO N
4NaCNO = 2NaCN + Na2CO3 + CO +2N
비교적 저온시에는
5NaCNO = 3NaCN + Na2CO3 + CO2 + 2N
으로 반응하는데 이때 발생한 및 과 가 반응하여 침탄 및 질화가 진행된CO N Fe
다.
이와 같이 시안염을 이용하는 경우 침탄과 동시에 질화가 일어날
- 20 -
수 있는데 어느 반응이 주가 되는가는 처리온도에 의해 결정된다.
즉 이상에서는 의 발생에 따른 침탄이 주가 되고 그 이하에서는 질화가700 CO℃
주가 되게 된다 그러나 시안화소다가 청산염으로 변화하는 반응은 침탄처리와 같.
은 고온도에 있어서만 활발하고 질화온도와 같은 저온에서는 반응이 충분히 진행,
되기 어렵다 그러므로 이 반응를 고온으로 촉진시킨 다음 온도를 저하시켜 질화하.
는 방법이 시도되었으나 발생기의 질소가 생성된 후 비교적 장시간 안정되야하므로
질화처리가 약하고 불균일한 단점인 있었다 이러한 결점을 보완하기위해 를. KCNO
주제로 하는 염이 독일에서 개발되었고 이 염을 이용하는 질화를 연질화법, (soft
또는 터프트라이트 법이리 한다 반응기구상 를 생성시키기nitriding) (tufftride) . CNO
위해 로 하부에 철제 파이프를 이용하여 적당량의 공기를 불어넣는다는 것이 기존
의 방식과 다르다 이러한 연질화법에 의해 의 저탄소강을 에서. 0.152%C 570 1.5℃
시간 질화처리하면 의 질화층이 얻어지고 경도는 정도가 되는 것으0.012mm HV570
로 나타났다 이와 같이 염질화법에 의해 질화층이 비교적 단시간에 생성되는 이유.
는 염내에 발생기의 질소가 풍부하게 존재하며 용융염의 점성에 의한 압력의 영향
때문으로 판단된다.
이와 같이 연질화법은 질화가 신속하게 이루어진다는 장점외에 가스질화로는 처리
가 곤란한 오스테나이트계 스테인리스강에도 처리가 가능하다는 장점이 있다 그러.
나 최근 환경오염을 일으키는 공해물질 배수문제 때문에 시안염을 사용하는 이 질
화법은 가능하면 사용하지 않는 것이 좋고 그 대신 가스에 암모니아 가스를 첨RX
가한 혼합가스에 의해서 처리하는 가스연질화법 또는 글로우 방전을 이용한 이온질
화법을 이용하는 것이 환경보존의 관점에서 바람직하다.
- 21 -
가스질화법은 가스와 암모니아 가스를 으로 혼합하고 에서 처리하는RX 50:50 570℃
무공해방법으로 분위기제어에 의해 연질화가 가능하다 의 처리온도, . 550 -600℃ ℃
에서 분정도의 단시간에 질화가 가능하고 더욱이 어떠한 강종에도 질화처리를30 ,
할 수 있다는 장점이 있다 또한 비록 연질화라고 할지라도 을 함유하는 강에서. Cr
는 이상의 비교적 높은 경도값을 얻을 수 있다HV 1000 .
제 절 이온질화 처리제 절 이온질화 처리제 절 이온질화 처리제 절 이온질화 처리3333
이온질화법의 원리이온질화법의 원리이온질화법의 원리이온질화법의 원리1.1.1.1.
이온질화법은 년경에 개발된 특수한 표면처리법으로서 유럽 및 구미지역에서1930
공업화 되어 적용되고 있으며 최근에는 국내에서도 연구가 활발히 진행되어 산업,
적 사용이 크게 증대되고 있다.
이온질화처리는 대기압보다 낮은 진공에서 플라즈마 를 이용하여 질소이은(plasma)
을 소재 표면에 흡착 확산시킴으로서 표면을 경화 시키는 방법으로 수 의 질소, torr
와 수소 또는 아르곤 가스의 낮은 압력 하에서 에노드 인 챔버와 캐소드(anode)
인 시편사이에 수백 볼트의 나 등의 전압을 인가하면 글로(cathode) DC pulsed DC
우 방전 이 발생하며 질소가스는 전자와 충돌하여 이온화되고 음극(glow discharge)
강화 현상에 의해 수 에서 수백 의 운동에너지를 가지고 시편에 충돌한다 이eV eV .
온충돌로 인해 합금원소인 원자가 스퍼터링 되며 스퍼터링된 가 질Fe (sputtering) Fe
소이온과 결합하여 질화물을 형성하거나 질소이온이 직접 시편 표면에 흡착되어 질
화물을 형성한다 이렇게 형성된 질화철 은 불안정하기 때문에 다시. (FeN) Fe2N,
Fe3N, Fe4 등으로 분리되고 분해된 질소는 시편내부로 확산하여 확산층을 형성하N ,
게 된다 질화층의 형성기구는 아직까지도 명확하게 밝혀지지는 않았지만 현재까지.
도 가장 개연성 있게 받아들
- 22 -
여지고 있는 이며 그림 에 나타냈다Kolbel model 2-7 .
가 이온질화처리에 의한 질화층 형성단계.
플라즈마를 이용한 이온질화처리에 의한 질화층의 형성은 크게 단계로 정리할 수4
있으며 그림 에 나타낸 각각의 단계를 아래에 설명하였다2-7 Kolbel model .
단계 질소 수소 가스의 이온화 단계(1) 1 : ( )
챔버내로 도입된 가스들이 진공 중에서 글로우 방전에 의해 이온 중성입자 전자로, ,
이온화 된다.
단계 스퍼터링되는 단계(2) 2 :
이온화 과정 중에 형성된 양이온 이 시료표면에 충돌하여 산화물 탄화물(N+, H+) ,
등을 환원시키며 오염물질들을 제거하는 과정이다, .
단계 시료가열 및 질화물 형성단계(3) 3 :
플라즈마를 이용한 이온질화처리는 기존의 질화법과는 달리 이온들이 높은 에너지
를 가지고 시편 표면에 충돌함으로써 외부 가열없이 처리온도까지 시편을 가열할
수 있다 즉 표면에 층돌 시 발생하는 에너지는 표면입자를 이온화시키는 분리에너.
지와 분리된 입자의 운동에너지로 쓰이고 나머지는 열에너지로 전환되어 시편을 가
열하게 되는 것이다 그리고 스퍼터링 과정에서 분리된 가 질소와 결합하여 질화. Fe
물을 형성하거나 질소이온이 직접 표면에 흡착되어 질화철을 형성한다.
단계 질화철의 흡착 및 분리된 질소의 내부확산 단계(4) 4 :
흡착된 질화철은 열역학적으로 보다 안정한 Fe2-3 상이나N( ) Feε 4 상으로 그리N( ")ϒ
고 상으로 분해되며 분리된 질소는 시편 내부로 확산하여 확산층을 형성하여 시,ɑ
편 내부를 경화시키고 일부
- 23 -
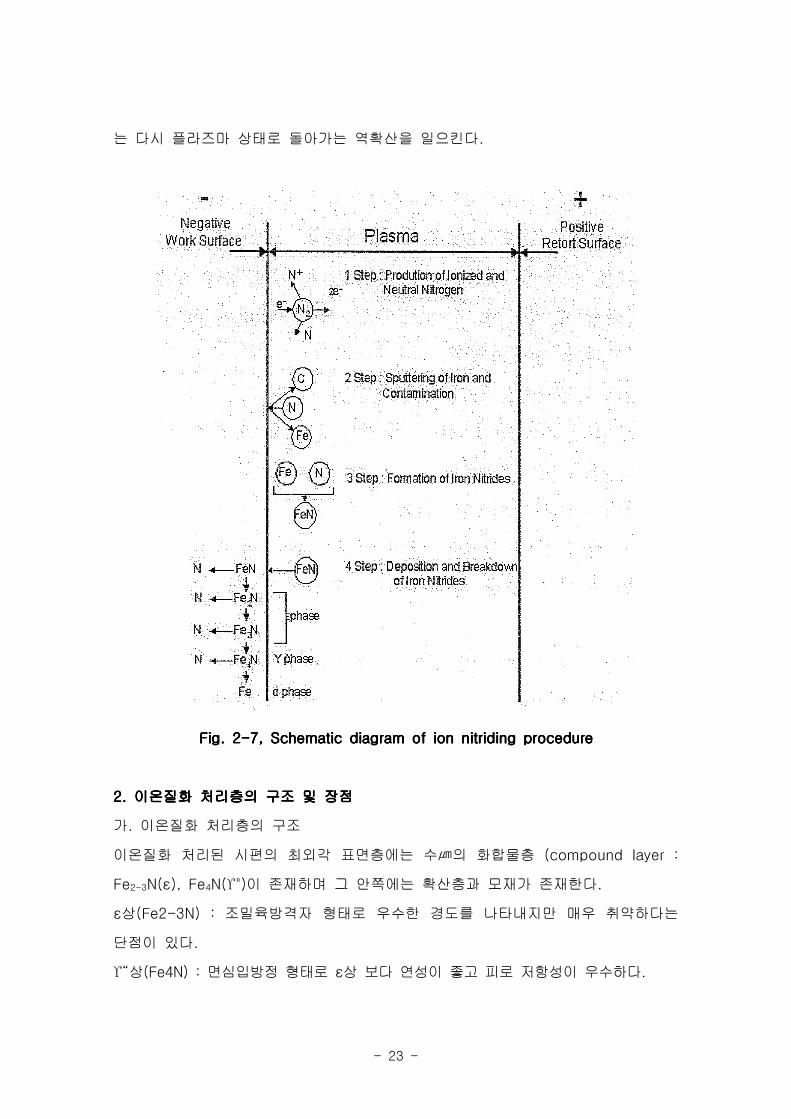
는 다시 플라즈마 상태로 돌아가는 역확산을 일으킨다.
Fig. 2-7, Schematic diagram of ion nitriding procedureFig. 2-7, Schematic diagram of ion nitriding procedureFig. 2-7, Schematic diagram of ion nitriding procedureFig. 2-7, Schematic diagram of ion nitriding procedure
이온질화 처리층의 구조 및 장점이온질화 처리층의 구조 및 장점이온질화 처리층의 구조 및 장점이온질화 처리층의 구조 및 장점2.2.2.2.
가 이온질화 처리층의 구조.
이온질화 처리된 시편의 최외각 표면층에는 수 의 화합물층 (compound layer :㎛
Fe2-3N( ), Feε 4 이 존재하며 그 안쪽에는 확산층과 모재가 존재한다N( ") .ϒ
상 조밀육방격자 형태로 우수한 경도를 나타내지만 매우 취약하다는(Fe2-3N) :ε
단점이 있다.
상 면심입방정 형태로 상 보다 연성이 좋고 피로 저항성이 우수하다“ (Fe4N) : .εϒ
- 24 -
나 이온질화 처리의 장점.
보조가열 장채가 필요 없어 기존의 질화법보다 에너지 절약 측면에서 효과적 이①
다.
처리후 표면상태가 처리전과 비교해서 타 질화법에 비해 양호하게 보존되기 때②
문에 처리 후에 연마 및 세척 등 후 처리가 필요 없다.
표면조직의 선택 생성이 가능하며 경화층의 깊이 조절이 용이하다.③
필요한 부분만 국부적으로 질화처리가 가능하다.④
스퍼터링 효과에 의해 표면을 활성화시키고 고 에너지의 이온에 의해 질화가 이⑤
루어지므로 질화속도가 빠르다.
경화깊이가 균일하기 때문에 체적 팽창 등으로 인한 미소변형이 거의 없다.⑥
미량의 질소와 수소 가스만으로 기존의 질화법인 염욕질화법 등에서 발생하는⑦
에 의한 공해 등을 없앨 수 있는 무공해 처리이다CN .
이온질화처리에 영향을 미치는 인자이온질화처리에 영향을 미치는 인자이온질화처리에 영향을 미치는 인자이온질화처리에 영향을 미치는 인자3.3.3.3.
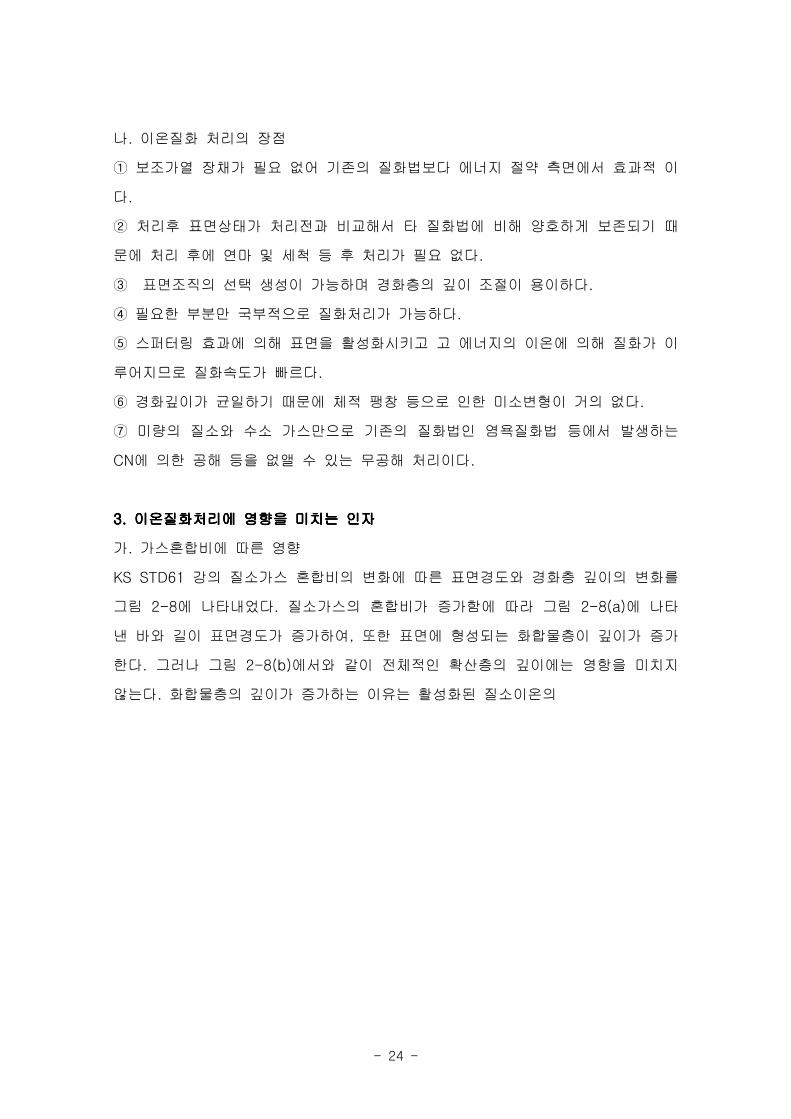
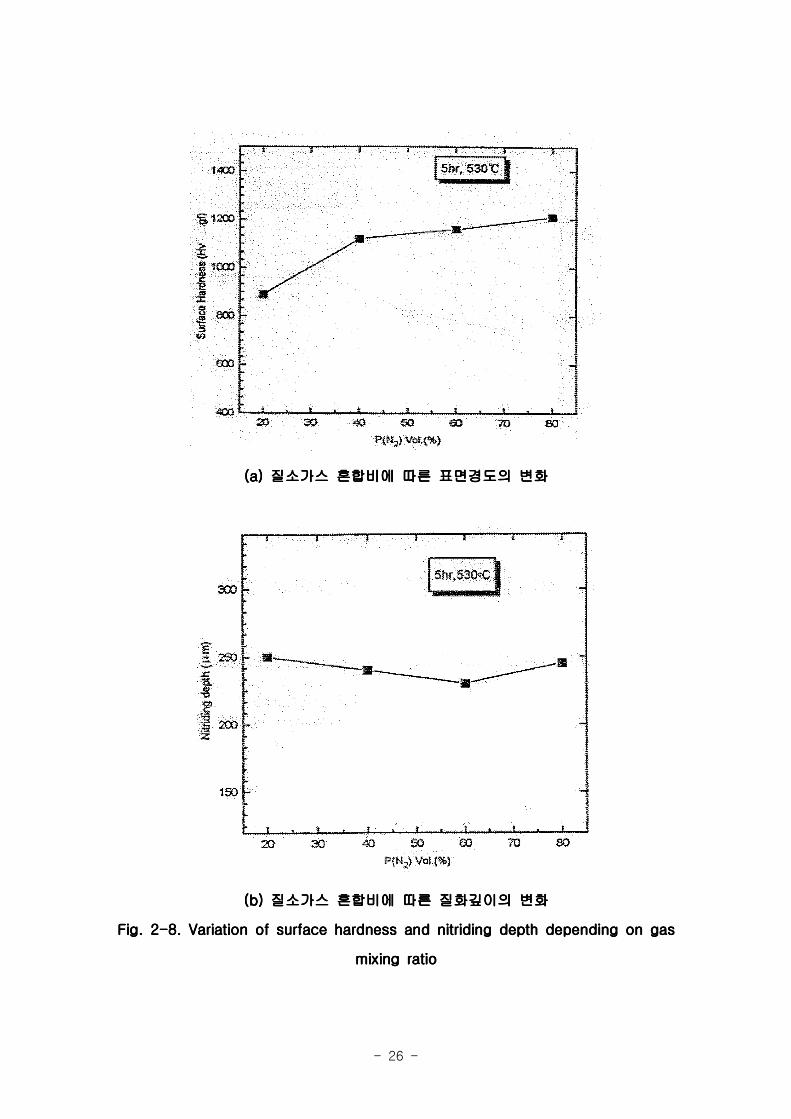
가 가스혼합비에 따른 영향.
강의 질소가스 혼합비의 변화에 따른 표면경도와 경화층 깊이의 변화를KS STD61
그림 에 나타내었다 질소가스의 혼합비가 증가함에 따라 그림 에 나타2-8 . 2-8(a)
낸 바와 길이 표면경도가 증가하여 또한 표면에 형성되는 화합물층이 깊이가 증가,
한다 그러나 그림 에서와 같이 전체적인 확산층의 깊이에는 영항을 미치지. 2-8(b)
않는다 화합물층의 깊이가 증가하는 이유는 활성화된 질소이온의.
- 25 -
증가에 의해 표면으로부터 스퍼터링된 의 비율이 높아져서 계의 질화철을Fe Fe-N
형성할 수 있는 비율이 높아지기 때문이다 그러나 확산층은 화합물층내의 질소가.
분리되어 시편내분로 확산하여 형성되기 때문에 가스조정에는 크게 영향을 받지 않
기 때문이다 또한 질소비율이 이하에서는 화합물층이 발견되지 않으며 질소의. 10%
비율이 이상에서 상과 상의 혼합층이 생성된다는 보고도 있다 또한 질소분30% “ .εϒ
압이 증가할수록 화합물층의 두께가 증가하고 화합물층 내에 고용된 질소의 양이
증가하여 경도는 높아지지만 취약해 진다는 문제가 있다.
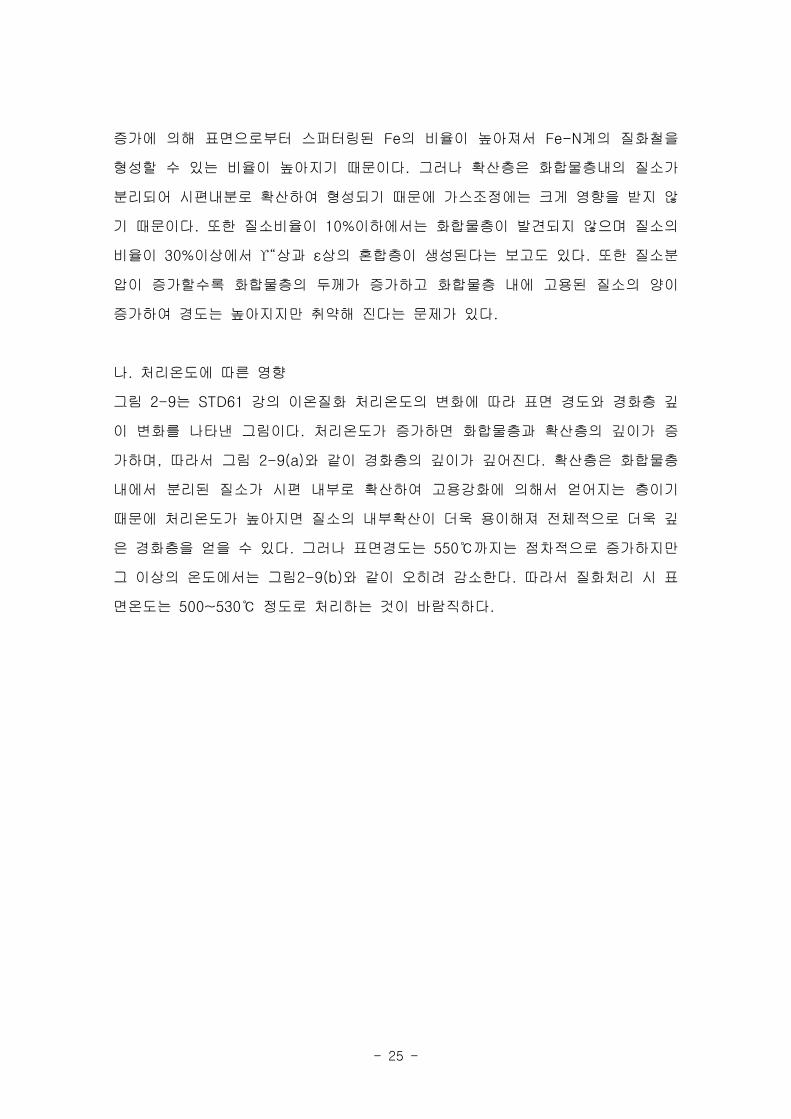
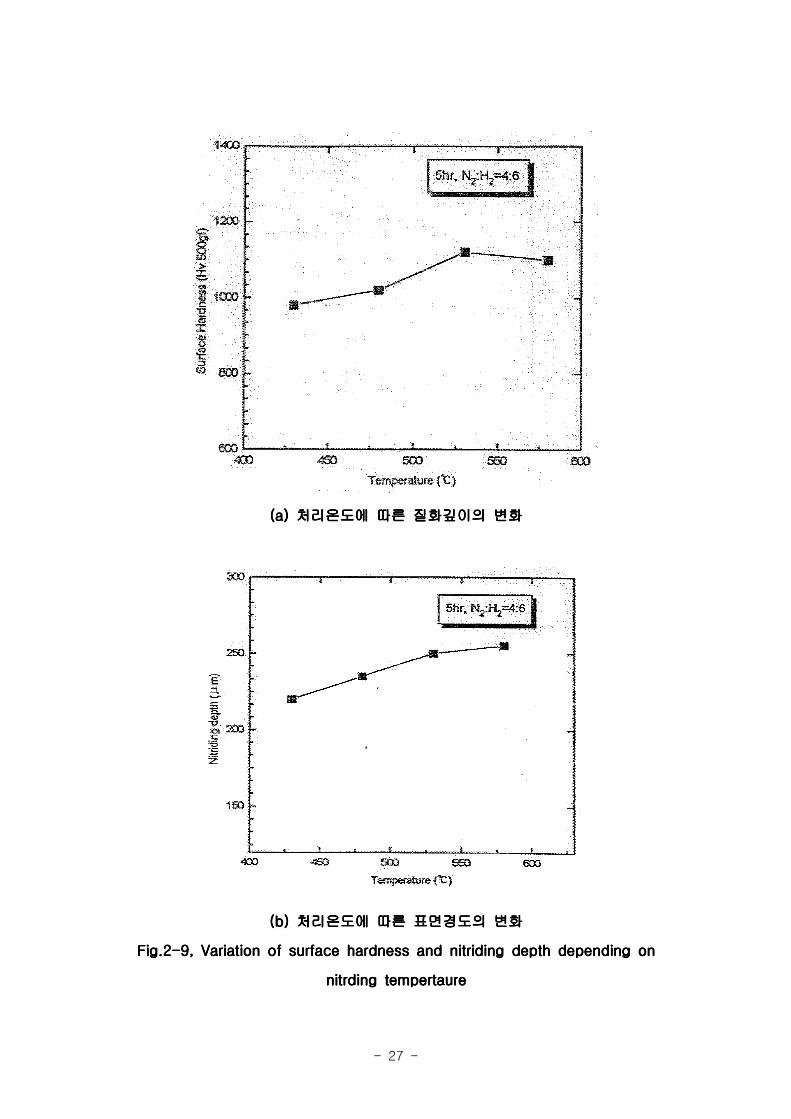
나 처리온도에 따른 영향.
그림 는 강의 이온질화 처리온도의 변화에 따라 표면 경도와 경화층 깊2-9 STD61
이 변화를 나타낸 그림이다 처리온도가 증가하면 화합물층과 확산층의 깊이가 증.
가하며 따라서 그림 와 같이 경화층의 깊이가 깊어진다 확산층은 화합물층, 2-9(a) .
내에서 분리된 질소가 시편 내부로 확산하여 고용강화에 의해서 얻어지는 층이기
때문에 처리온도가 높아지면 질소의 내부확산이 더욱 용이해져 전체적으로 더욱 깊
은 경화층을 얻을 수 있다 그러나 표면경도는 까지는 점차적으로 증가하지만. 550℃
그 이상의 온도에서는 그림 와 같이 오히려 감소한다 따라서 질화처리 시 표2-9(b) .
면온도는 정도로 처리하는 것이 바람직하다500~530 .℃
- 26 -
질소가스 혼합비에 따른 표면경도의 변화질소가스 혼합비에 따른 표면경도의 변화질소가스 혼합비에 따른 표면경도의 변화질소가스 혼합비에 따른 표면경도의 변화(a)(a)(a)(a)
질소가스 혼합비에 따른 질화깊이의 변화질소가스 혼합비에 따른 질화깊이의 변화질소가스 혼합비에 따른 질화깊이의 변화질소가스 혼합비에 따른 질화깊이의 변화(b)(b)(b)(b)
Fig. 2-8. Variation of surface hardness and nitriding depth depending on gasFig. 2-8. Variation of surface hardness and nitriding depth depending on gasFig. 2-8. Variation of surface hardness and nitriding depth depending on gasFig. 2-8. Variation of surface hardness and nitriding depth depending on gas
mixing ratiomixing ratiomixing ratiomixing ratio
- 27 -
처리온도에 따른 질화깊이의 변화처리온도에 따른 질화깊이의 변화처리온도에 따른 질화깊이의 변화처리온도에 따른 질화깊이의 변화(a)(a)(a)(a)
처리온도에 따른 표면경도의 변화처리온도에 따른 표면경도의 변화처리온도에 따른 표면경도의 변화처리온도에 따른 표면경도의 변화(b)(b)(b)(b)
Fig.2-9, Variation of surface hardness and nitriding depth depending onFig.2-9, Variation of surface hardness and nitriding depth depending onFig.2-9, Variation of surface hardness and nitriding depth depending onFig.2-9, Variation of surface hardness and nitriding depth depending on
nitrding tempertaurenitrding tempertaurenitrding tempertaurenitrding tempertaure
- 28 -
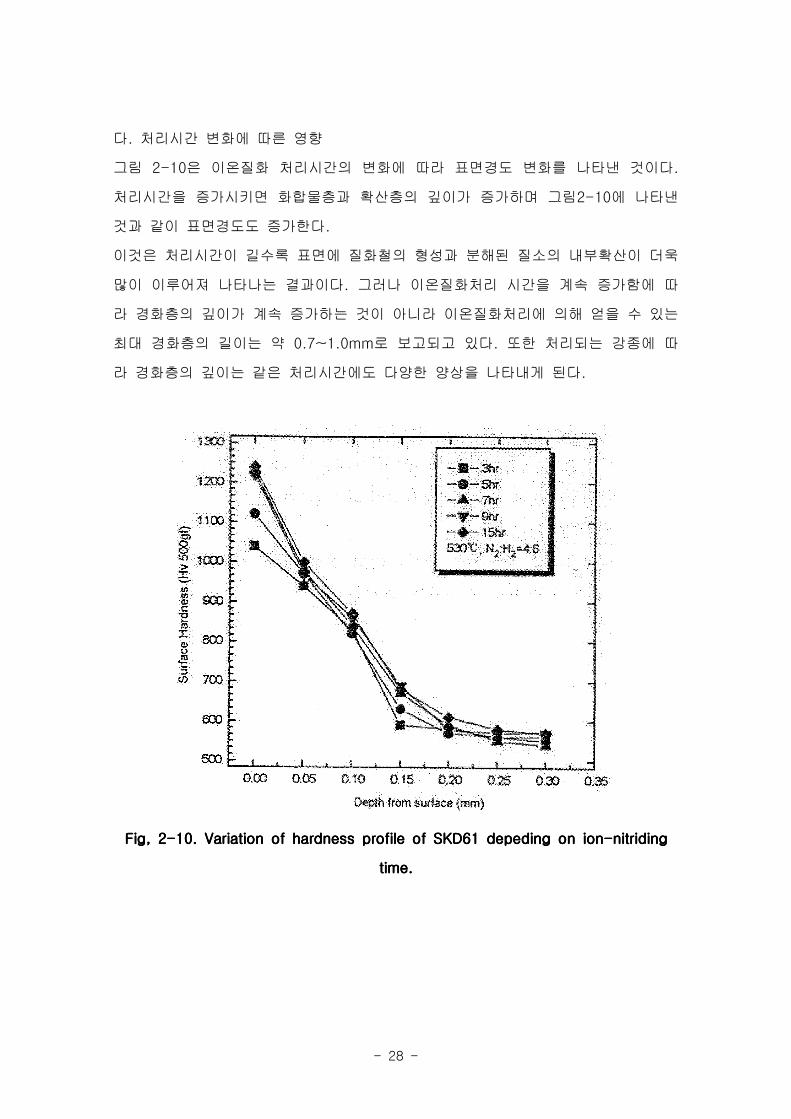
다 처리시간 변화에 따른 영향.
그림 은 이온질화 처리시간의 변화에 따라 표면경도 변화를 나타낸 것이다2-10 .
처리시간을 증가시키면 화합물층과 확산층의 깊이가 증가하며 그림 에 나타낸2-10
것과 같이 표면경도도 증가한다.
이것은 처리시간이 길수록 표면에 질화철의 형성과 분해된 질소의 내부확산이 더욱
많이 이루어져 나타나는 결과이다 그러나 이온질화처리 시간을 계속 증가함에 따.
라 경화층의 깊이가 계속 증가하는 것이 아니라 이온질화처리에 의해 얻을 수 있는
최대 경화층의 길이는 약 로 보고되고 있다 또한 처리되는 강종에 따0.7~1.0mm .
라 경화층의 깊이는 같은 처리시간에도 다양한 양상을 나타내게 된다.
Fig, 2-10. Variation of hardness profile of SKD61 depeding on ion-nitridingFig, 2-10. Variation of hardness profile of SKD61 depeding on ion-nitridingFig, 2-10. Variation of hardness profile of SKD61 depeding on ion-nitridingFig, 2-10. Variation of hardness profile of SKD61 depeding on ion-nitriding
time.time.time.time.
- 29 -
라 첨가된 합금원소의 영향.
알루미늄(1) Al ( )
은 표면경도를 증가시켜 주는데 가장 큰 효과가 있는 원소이다 그러나 은 질소Al . Al
와 친화력이 강하기 때문에 질소가 표면에서 내부로 확산하여 고용되는 양이 적어
경화깊이에 대해서는 효과를 기대 할 수 없다 은 질화에 대해서 값싸고 유용한. Al
원소애지만 통상적으로 대개중에서 계 비금속 게재물을 생성하기 쉽다는 단점이Al
있다.
크롬(2) Cr ( )
도 질화처리와 관련해서 많이 사용되는 원소로 표면경도 경화깊이 양쪽에 모두Cr ,
효과가 있다 실재로 강과 강이 일반적으로 사용되고 있으며. 3%Cr-Mo 3%Cr-Mo-V ,
표면경도에 있어서 이 과 같은 효과를 낸다 즉 이 표면경도 향상에 효3%Cr 1%Al . Al
과적이라면 은 경화층을 깊게 하는데 효과적이라고 할 수 있다Cr .
몰리브덴(3) Mo ( )
은 템퍼링 저항성을 향상시키고 질화 시 고온강도를 유지하며 이온질화 처리중Mo
에 발생하는 취성을 방지하고 경화능과 고온경도를 높이는 효과가 있다 그러나.
이상 함유 시에는 그 영향이 적다3% .
바나듐(4) V( )
소량의 를 첨가해도 표면경도나 경화 깊이에 큰 효과를 볼 수 있다 또한 과V . Al V
를 복합하여 첨가하면 경화 깊이 뿐 아니라 표면 경도도 향상된다.
탄소(5) C ( )
는 질화성에 대해서는 거의 영향을 미치지 않지만 심부경도 피로 강도 충격치C , ,
등에 대해서는 큰 영향을 미치며 제일 중요하게 고려
- 30 -
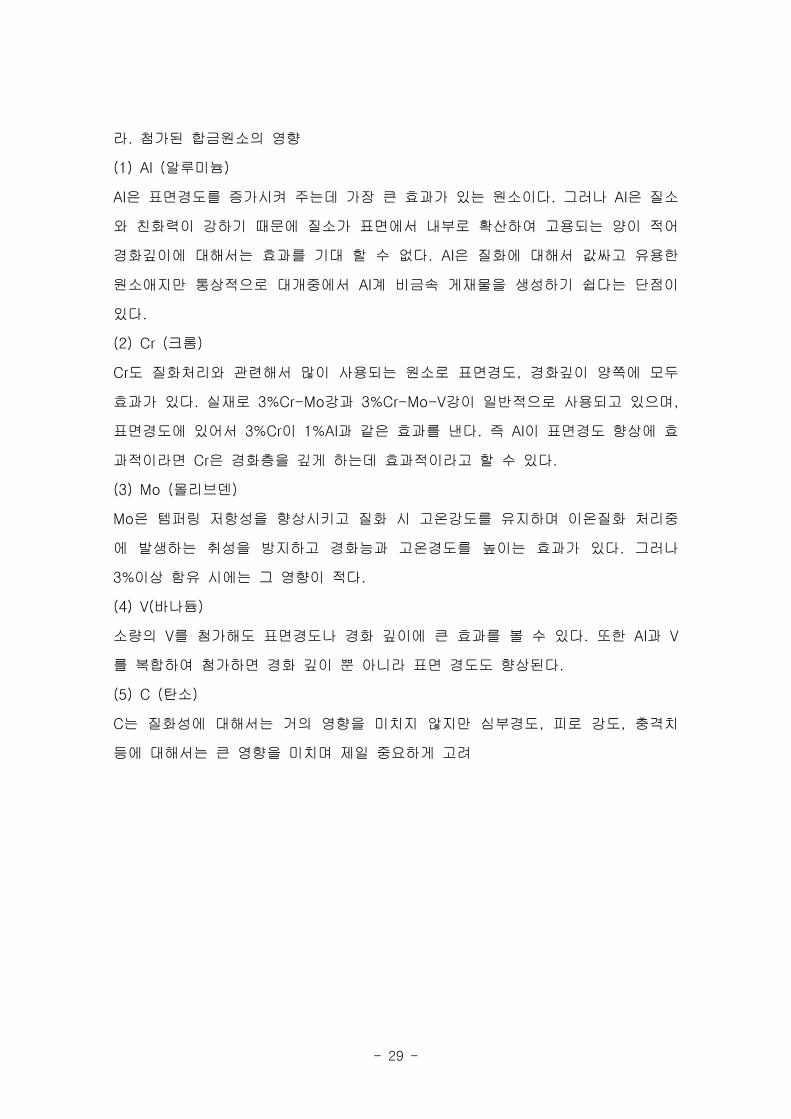
해야 할 원표이다 피로강도는 량의 증가와 함께 증가하나 심부경도와 함께 인성. C
절삭성 등도 고려해야 함으로 현재 이용되는 질화강에는 를 정도 함유C 0.3~0.4%
하여 사용된다 그림 에 첨가원소가 질화강의 경도에 미치는 영향을 나타냈다. 2-11 .
Fig. 2-11. Effect of adding element on hardness of ion nitrided steelFig. 2-11. Effect of adding element on hardness of ion nitrided steelFig. 2-11. Effect of adding element on hardness of ion nitrided steelFig. 2-11. Effect of adding element on hardness of ion nitrided steel
- 31 -
공구강의 이온질화처리공구강의 이온질화처리공구강의 이온질화처리공구강의 이온질화처리4.4.4.4.
가 이온질화 전처리 과정.
이온질화 전의 일반적인 열처리 과정 및 종류(1)
이온질화를 처리하기 전 전처리 과정으로 열처리를 행하는 것은 매우 중요하며 특,
히 금형의 이온질화에서는 전처리 과정을 어떻게 하느냐에 따라 금형의 순명향상에
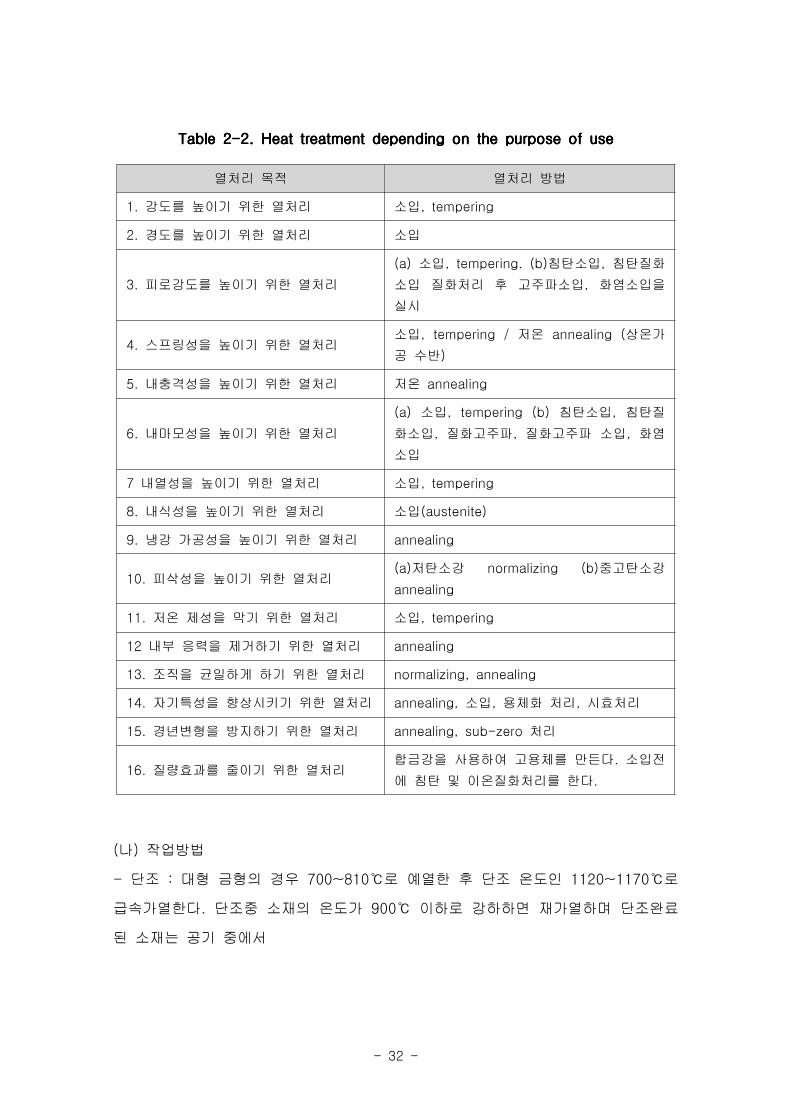
큰 영향을 미친다 표 에 강의 열처리 목적에 따른 열처리 방법을 자세히 분류. 2-2
하여 나타내었다.
강의 열처리법(2) KS STD61
강은 정도의 을 함유하고 있으며 이것이 캐스팅 특히 이라 그 합금STD61 1% V Al
의 다이캐스팅에 필요한 높은 경도와 열균열 및 내마도성에 대한 저항을 만족시켜
준다 이 강종은 높은 작업온도에서의 급격한 냉각에서 가장 우수한 특성을 가지고.
있는 것으로 보고되고 있다.
가 이온질화 전처리의 열처리 조건 일반적으로 많이 쓰이고 있는 조건( ) ( )
단조 마무리 서냉- : 1120~l170 , 990 ,℃ ℃
불림 노냉- : 870 ,℃
예열 경화전처리- : 730 ,℃
경화 공냉- : 1010 ,℃
템퍼링 로 템퍼링- : 560~620℃
- 32 -
Table 2-2. Heat treatment depending on the purpose of useTable 2-2. Heat treatment depending on the purpose of useTable 2-2. Heat treatment depending on the purpose of useTable 2-2. Heat treatment depending on the purpose of use
열처리 목적 열처리 방법
강도를 높이기 위한 열처리1. 소입, tempering
경도를 높이기 위한 열처리2. 소입
피로강도를 높이기 위한 열처리3.
소입 침탄소입 침탄질화(a) , tempering. (b) ,
소입 질화처리 후 고주파소입 화염소입을,
실시
스프링성을 높이기 위한 열처리4.소입 저온 상온가, tempering / annealing (
공 수반)
내충격성을 높이기 위한 열처리5. 저온 annealing
내마모성을 높이기 위한 열처리6.
소입 침탄소입 침탄질(a) , tempering (b) ,
화소입 질화고주파 질화고주파 소입 화염, , ,
소입
내열성을 높이기 위한 열처리7 소입, tempering
내식성을 높이기 위한 열처리8. 소입(austenite)
냉강 가공성을 높이기 위한 열처리9. annealing
피삭성을 높이기 위한 열처리10.저탄소강 중고탄소강(a) normalizing (b)
annealing
저온 제성을 막기 위한 열처리11. 소입, tempering
내부 응력을 제거하기 위한 열처리12 annealing
조직을 균일하게 하기 위한 열처리13. normalizing, annealing
자기특성을 향상시키기 위한 열처리14. 소입 용체화 처리 시효처리annealing, , ,
경년변형을 방지하기 위한 열처리15. 처리annealing, sub-zero
질량효과를 줄이기 위한 열처리16.합금강을 사용하여 고용체를 만든다 소입전.
에 침탄 및 이온질화처리를 한다.
나 작업방법( )
단조 대형 금형의 경우 로 예열한 후 단조 온도인 로- : 700~810 1120~1170℃ ℃
급속가열한다 단조중 소재의 온도가 이하로 강하하면 재가열하며 단조완료. 900℃
된 소재는 공기 중에서
- 33 -
서냉시킨다.
풀림 로 가열하여 이온도에서 최대 두께 당 시간동안 유지한 후- : 870 25m/m 1℃
까지 시간당 최대 로 냉각시킨다480 15 .℃ ℃
그 후 상온까지는 공냉시켜도 무방하며 적당한 풀림 공정은 중성의 불활성 가스인,
질소분위기에서 행하는 것이 좋다.
경화 적정 경화 처리는 강을 로 가열한 후 공기 중에서 냉각시키는 것- : 1010℃
이며 보다 높은 경도가 요구될 경우에는 온냉을 행한다 종 강은 경화처리. STD 61
전에 로 예열한 다음 경화온도로 가열 유지하며 유지 시간은 최대두께700~760 ,℃
당 시간으로 한다 열처리 시 발생되는 형상이 복잡한 금형의 경우 균열25m/m 1 .
이나 변형을 방지하기 위해서 공기 중에서 냉각하는 경우가 많다.
템퍼링 종 강의 경도는 이 유효 사용 범위이며 약- : KS STD 61 HRC 51-52 , 6
로 공냉한 후 템퍼링 온도로 가영하여 사용한다 내충격을 개선하기 위해서는0 .℃
정도로 템퍼링하며 이때의 경도는 대략 정도이다 모든 열간공60 , HRC 45-47 .℃
구 및 금형강은 그들의 최대 사용온도보다 높은 온도에서 템퍼링해야 한다30 .℃
특히 열균열이 문제가 될 때에는 층 템퍼링이 바람직하며 차 템퍼링은 차 템퍼2 , 2 1
링보다 낮은 온도에서 행하는 것이 좋다10~30 .℃
이온질화 처리 종 강의 질화처리 조건은 의 온도에서- : KS STD 61 520 10-12℃
시간 동안 질화처리를 행마며 질화깊이는 정도이며 화화물층 길이는0.25~0.5m/m
정도이다 경도는 정도 측정되는 것으로 보고 있다10-15 . Hv 1000-1200 .㎛
- 34 -
나 이온질화 피처리물의 시 유의점. SETTING
열처리된 피처리물을 이온질화 처리를 위해 질화 챔버에 장입할 때 피처리물 형태
와 크기에 따라 질화장치의 지그에 하는 방법에 크게 다르다 이온질화 처setting .
리물은 크게 두가지로 분리되는데 그 이유는 가공물의 종류에 따라 처리하는 공법
에 약간의 차이가 있기 때문에 분리한 것인데 형상이 복잡하고 좁은 이 많은hole
가 공물일 경우 외부에서 가열차치를 이용하여 주 가열을 하고 약한 플라즈마를,
이용하여 질소의 확산을 촉진시키는 과heater type system ball screw, charger
와 같이 형상이 단순하면서 체적이 큰 가공물의 경우 플라즈마를 사용하여 가shaft
열하는 방식의 으로 처리하고 있다 피처리물의 장입 시 유의plasma type system .
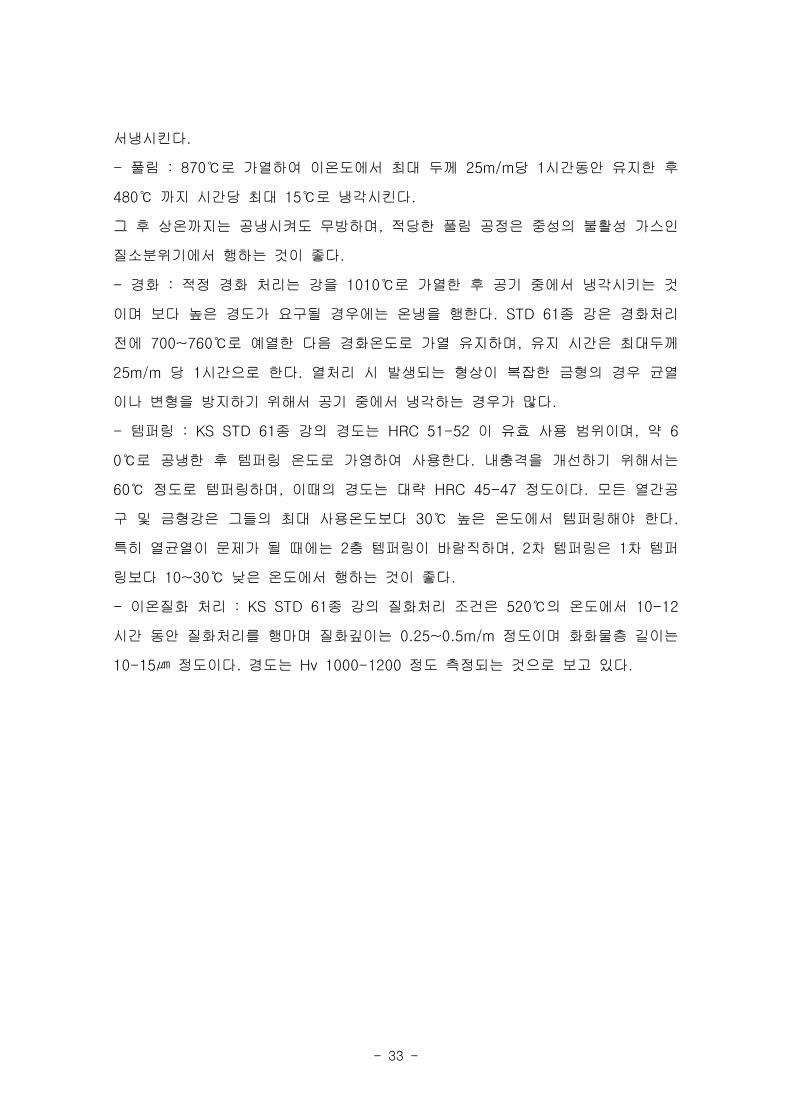
점은 플라즈마 타입이 히터 타입보다 간단하다 아래의 그림에 피처리물의 형태에.
따른 이온질화 법을 나타내었다setting .
모서리 부분의 질화상태가 손상되는 경우
가 있음
처리폼과 동일한 형상의 지그를 이용 그,
위에 함seting
피처리물이 각형일 때피처리물이 각형일 때피처리물이 각형일 때피처리물이 각형일 때(1)(1)(1)(1)
- 35 -
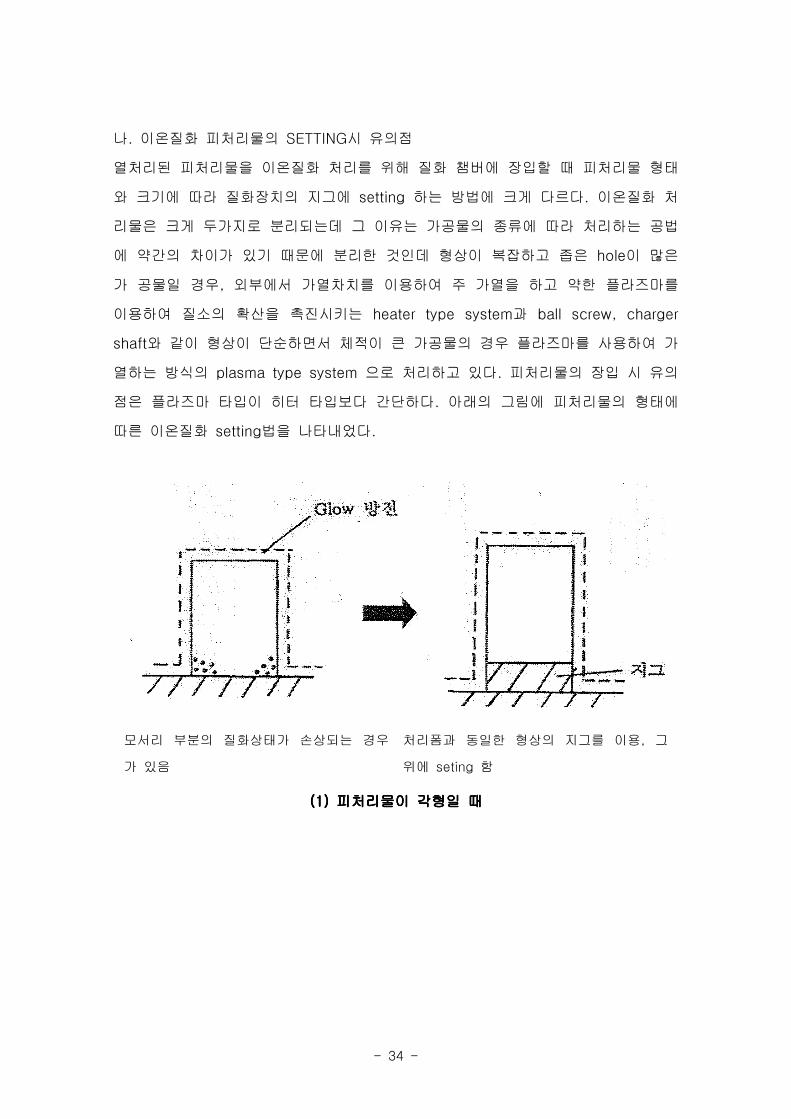
모서리 부분의 강해서 또glow over heat
는 질화상태 손상의 경우가 있음
처리폼이 구르지 않도록 한 지그 이용
피처리물이 원형일 때피처리물이 원형일 때피처리물이 원형일 때피처리물이 원형일 때(2)(2)(2)(2)
피조물의 외주 질화처리 시피조물의 외주 질화처리 시피조물의 외주 질화처리 시피조물의 외주 질화처리 시(3)(3)(3)(3)
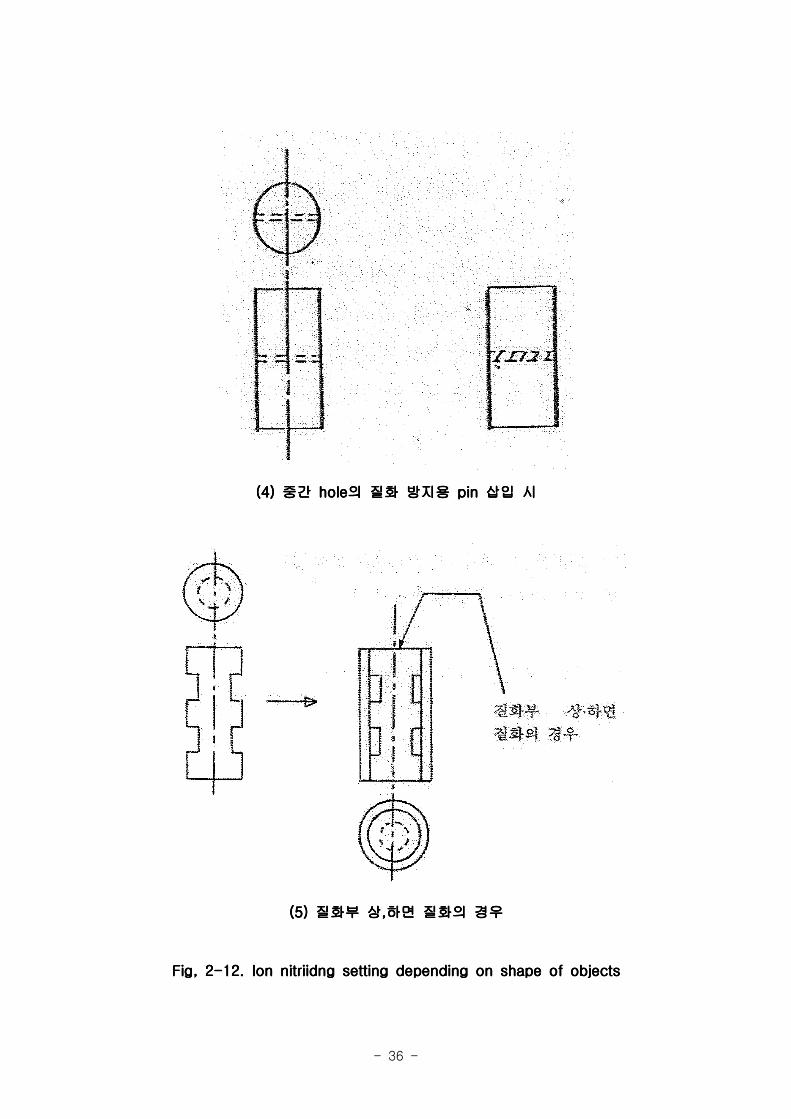
- 36 -
중간 의 질화 방지용 삽입 시중간 의 질화 방지용 삽입 시중간 의 질화 방지용 삽입 시중간 의 질화 방지용 삽입 시(4) hole pin(4) hole pin(4) hole pin(4) hole pin
질화부 상 하면 질화의 경우질화부 상 하면 질화의 경우질화부 상 하면 질화의 경우질화부 상 하면 질화의 경우(5) ,(5) ,(5) ,(5) ,
Fig, 2-12. Ion nitriidng setting depending on shape of objectsFig, 2-12. Ion nitriidng setting depending on shape of objectsFig, 2-12. Ion nitriidng setting depending on shape of objectsFig, 2-12. Ion nitriidng setting depending on shape of objects
- 37 -
이온질화공정 연구동향이온질화공정 연구동향이온질화공정 연구동향이온질화공정 연구동향4.4.4.4.
가 저압 이온질화 처리.
기존에 사용되던 이용 질화처리는 약 의 작업 진공도에서 실시하였으나1~10 Torr
저압 이온처리는 의 상대적으로 저압의 진공도에서 작업을 실시5 X 10-2~1 Torr
한다 이러한 처리의 장점은 질화된 표면 산화문제를 완전히 해결하고 보조 양극판.
을 설치하여 소위 트라이오드 방전을 이용하기 때문에 플라즈마 밀도가 높(triode)
아져 깊은 경화층을 얻을 수 있다는 장점이 있다.
나. duplex treatment
등의 박막이 공구 또는 금형에 코팅되었을 때 모재의 경도가 상대TiN, TiAIN, CrN
적으로 너무 낮으면 박막을 지탱하는 효과가 저하되어 가혹한 환경에서는 박막자체
의 성능을 발휘하지 못한다 이러한 이유로 코팅전 모재를 먼저 이온질화처리를 한.
후 박막을 코팅시킴으로써 코팅박막 경도 및 밀착력을 향상시키는 공정이다.
다 전원을 이용한 이온질화. Plused DC
기존에 사용되던 전원은 아크 발생률이 크고 홀과 같은 곳은 이온질화를 실시DC
하기가 어려웠다 그러나 최근 전원 방식을 전원을 이용함으로서 공정. plused DC
시 아크 발생을 거의 억제시키고 홀 등의 질화처리가 어려웠던 곳도 이온 질화가
가능하게 되었다 또한 전원의 사용은 표면 화합물의 두께를 감소시키. Plused DC
고 특히 취약한 상을 억제시키는 효과를 나타내고 있다.ε
- 38 -
참고문헌참고문헌참고문헌참고문헌
표면열처리 김학윤 김한군 백승호 원창출판사, , 1991○
다인캐스팅 금형의 수명향상과 대책 한국생산기술연구원 1997○
금형열처리 신기술 수원과학대학 2002○
- 39 -
제 장 코어핀의 내구성에 미치는 표면개질의 영향제 장 코어핀의 내구성에 미치는 표면개질의 영향제 장 코어핀의 내구성에 미치는 표면개질의 영향제 장 코어핀의 내구성에 미치는 표면개질의 영향3333
제 절 표면개질 공정조건제 절 표면개질 공정조건제 절 표면개질 공정조건제 절 표면개질 공정조건1111
공구강의 열처리공구강의 열처리공구강의 열처리공구강의 열처리1.1.1.1.
금형강은 다른 소재의 가공을 위해 사용되는 소재인만큼 충분한 강도를 가져야하므
로 일반적으로 열처리를 통해 경화가 되는 합금강을 이용하며 강도뿐만아니라 인,
성등 중요한 기계적 물성이 열처리 조건 영향을 받게 된다.
금형의 처리의 경우 승온시 예열과 소정온도에 이르기까지의 균열Austenitizing , ,
냉각의 과정에 주를 해야 한다 특히 대형 금형에서 승온과정 중 로내 금형표면3 . , ,
금형내부의 온도차에 의해 냉각과정에서 금형내외의 냉각속도차를 고려하여 균일한
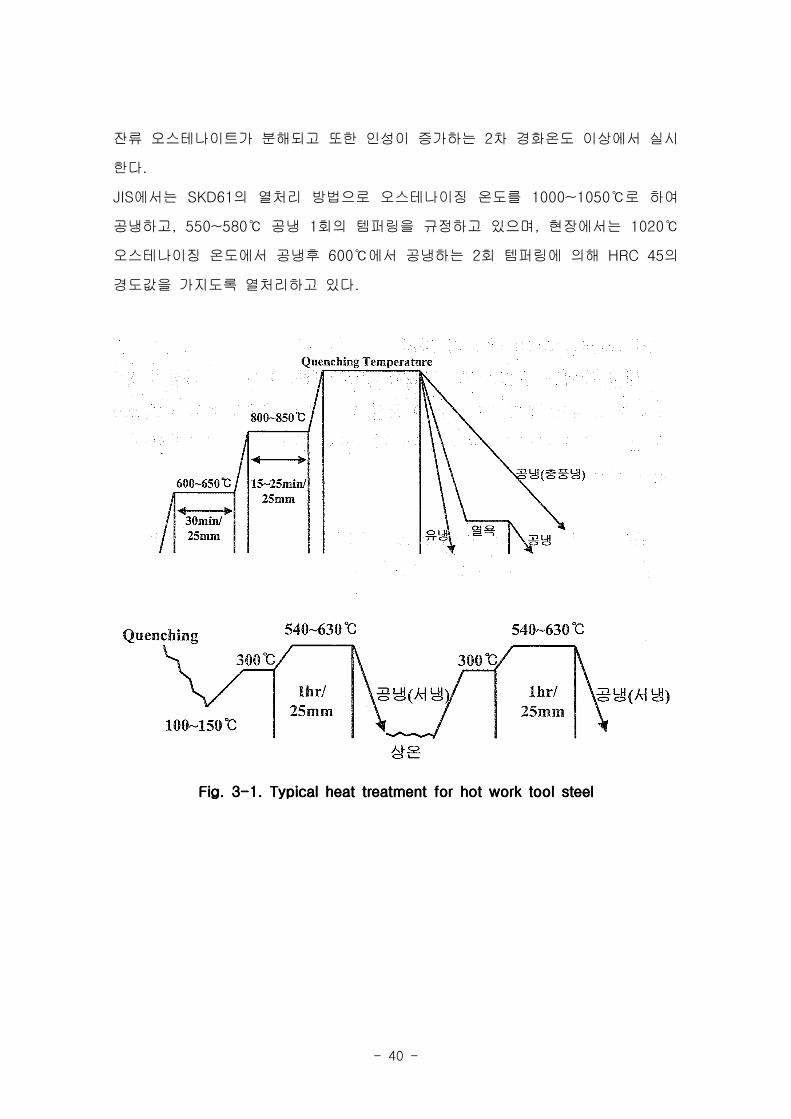
조직을 가지도록 열처리 하는 것이 중요하다 대표적인 열처리곡선을 그림 에. 3-1
나타내었다 퀜칭냉각에서 등의 계는 경화능이. JIS SKD61, SKD6, SKD62 5 % Cr
좋으므로 공냉하는 것이 일반적이다 따라서 다이캐스팅 금형의 칭은 충풍냉각 가. (
압가스냉각 이 일반적으로 사용되지만 이 경우 냉각과정에서 금형의 변형조정은) ,
가능하지만 인성값이 낮게되며 이러한 경향은 대형화할수록 커진다 퀜칭냉각속도, .
가 인성에 미치는 영향이 크므로 최근에는 히트체크에 의한 균열발생이 쉬운 아이
캐스트형과 단조형에서 유냉과 열욕냉각을 행하는 경우가 많아졌다 이러한 유냉의.
경우 열균열에 주의가 요구되며 점 직상의 에서 기름으로부터 꺼내, MS 300~350℃
어 공냉 후 약 가 되면 곧 템퍼링을 행하는 것이 좋다고 알려져 있다100~150 .℃
또한 열간 금형강은 열간에서의 강도를 유지하기 위해 등을 함유하고 있W, Mo, V
어 일반적으로 템퍼링시 차 경화현상을 나타낸다 금형 수명을 향상시키기 위해서2 .
는 금속학적 면에서 상반관계에 있는 강도와 인성을 균형적으로 만족시킬 필요가
있다 보통 템퍼링은.
- 40 -
잔류 오스테나이트가 분해되고 또한 인성이 증가하는 차 경화온도 이상에서 실시2
한다.
에서는 의 열처리 방법으로 오스테나이징 온도를 로 하여JIS SKD61 1000~1050℃
공냉하고 공냉 회의 템퍼링을 규정하고 있으며 현장에서는, 550~580 1 , 1020℃ ℃
오스테나이징 온도에서 공냉후 에서 공냉하는 회 템퍼링에 의해 의600 2 HRC 45℃
경도값을 가지도록 열처리하고 있다.
Fig. 3-1. Typical heat treatment for hot work tool steelFig. 3-1. Typical heat treatment for hot work tool steelFig. 3-1. Typical heat treatment for hot work tool steelFig. 3-1. Typical heat treatment for hot work tool steel
- 41 -
열처리에 따른 내열피로특성열처리에 따른 내열피로특성열처리에 따른 내열피로특성열처리에 따른 내열피로특성2.2.2.2.
본 연구는 표면개질처리에 의한 코어핀의 내구성 향상이 그 목적이나 전술한 바와
같이 코어핀용 소재인 금형강은 열처리에 따라 그 성질이 매우 크게 변화한다 따.
라서 당 연구팀에서는 본 연구과제 이전부터 열처리의 영향에 대한 연구를 진행해
왔으며 표면개질처리 이전에 필수적으로 거치게 되는 열처리 최적조건 확립을 위,
한 이전의 연구내용을 아래에 정리하였다.
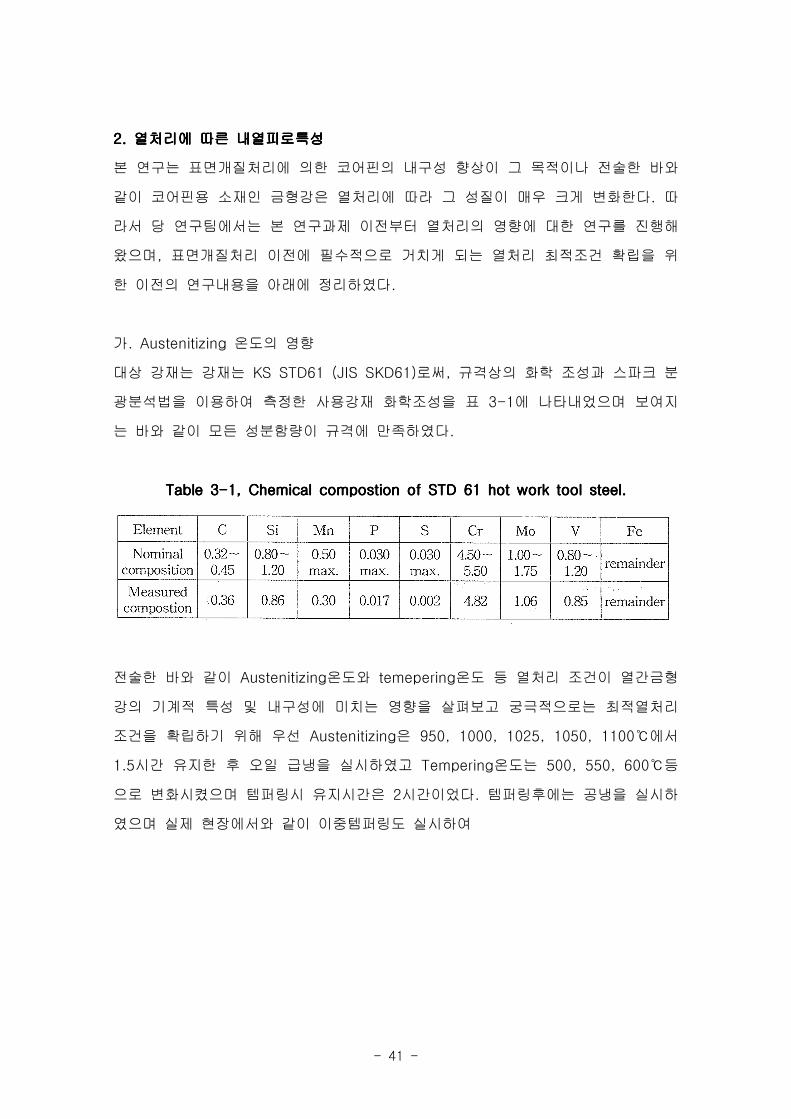
가 온도의 영향. Austenitizing
대상 강재는 강재는 로써 규격상의 화학 조성과 스파크 분KS STD61 (JIS SKD61) ,
광분석법을 이용하여 측정한 사용강재 화학조성을 표 에 나타내었으며 보여지3-1
는 바와 같이 모든 성분함량이 규격에 만족하였다.
Table 3-1, Chemical compostion of STD 61 hot work tool steel.Table 3-1, Chemical compostion of STD 61 hot work tool steel.Table 3-1, Chemical compostion of STD 61 hot work tool steel.Table 3-1, Chemical compostion of STD 61 hot work tool steel.
전술한 바와 같이 온도와 온도 등 열처리 조건이 열간금형Austenitizing temepering
강의 기계적 특성 및 내구성에 미치는 영향을 살펴보고 궁극적으로는 최적열처리
조건을 확립하기 위해 우선 은 에서Austenitizing 950, 1000, 1025, 1050, 1100℃
시간 유지한 후 오일 급냉을 실시하였고 온도는 등1.5 Tempering 500, 550, 600℃
으로 변화시켰으며 템퍼링시 유지시간은 시간이었다 템퍼링후에는 공냉을 실시하2 .
였으며 실제 현장에서와 같이 이중템퍼링도 실시하여
- 42 -
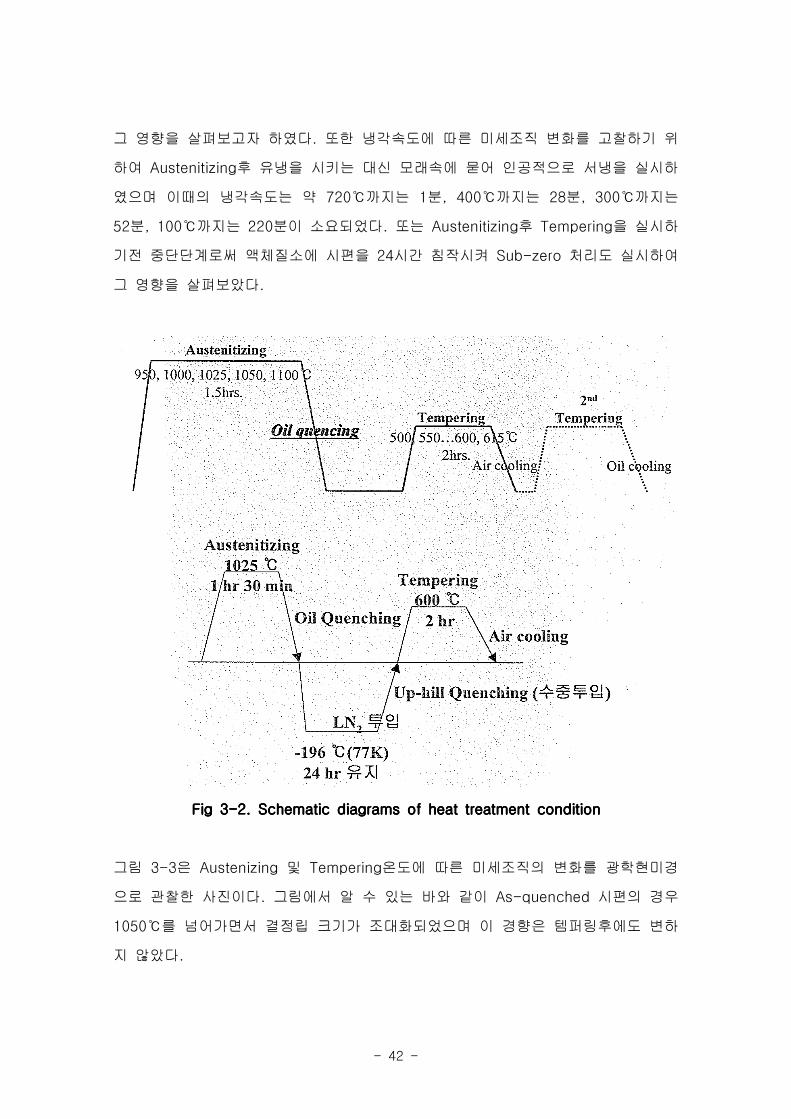
그 영향을 살펴보고자 하였다 또한 냉각속도에 따른 미세조직 변화를 고찰하기 위.
하여 후 유냉을 시키는 대신 모래속에 묻어 인공적으로 서냉을 실시하Austenitizing
였으며 이때의 냉각속도는 약 까지는 분 까지는 분 까지는720 1 , 400 28 , 300℃ ℃ ℃
분 까지는 분이 소요되었다 또는 후 을 실시하52 , 100 220 . Austenitizing Tempering℃
기전 중단단계로써 액체질소에 시편을 시간 침작시켜 처리도 실시하여24 Sub-zero
그 영향을 살펴보았다.
Fig 3-2. Schematic diagrams of heat treatment conditionFig 3-2. Schematic diagrams of heat treatment conditionFig 3-2. Schematic diagrams of heat treatment conditionFig 3-2. Schematic diagrams of heat treatment condition
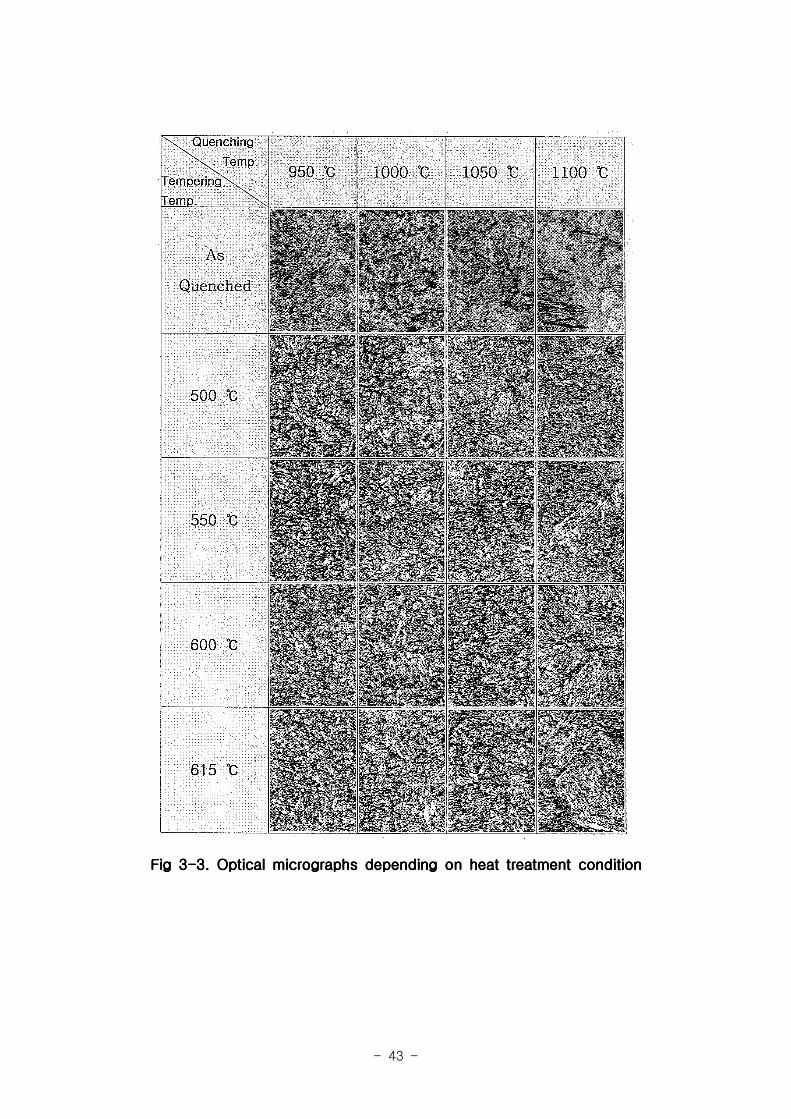
그림 은 및 온도에 따른 미세조직의 변화를 광학현미경3-3 Austenizing Tempering
으로 관찰한 사진이다 그림에서 알 수 있는 바와 같이 시편의 경우. As-quenched
를 넘어가면서 결정립 크기가 조대화되었으며 이 경향은 템퍼링후에도 변하1050℃
지 않았다.
- 43 -
Fig 3-3. Optical micrographs depending on heat treatment conditionFig 3-3. Optical micrographs depending on heat treatment conditionFig 3-3. Optical micrographs depending on heat treatment conditionFig 3-3. Optical micrographs depending on heat treatment condition
- 44 -
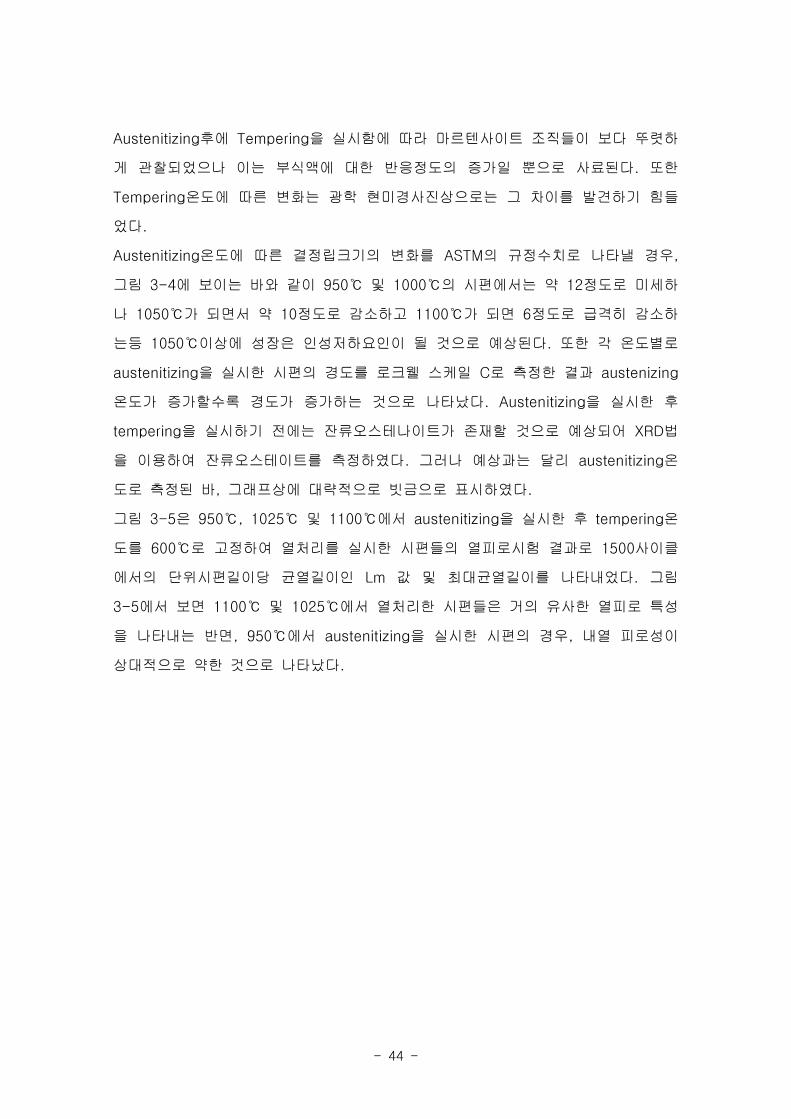
후에 을 실시함에 따라 마르텐사이트 조직들이 보다 뚜렷하Austenitizing Tempering
게 관찰되었으나 이는 부식액에 대한 반응정도의 증가일 뿐으로 사료된다 또한.
온도에 따른 변화는 광학 현미경사진상으로는 그 차이를 발견하기 힘들Tempering
었다.
온도에 따른 결정립크기의 변화를 의 규정수치로 나타낼 경우Austenitizing ASTM ,
그림 에 보이는 바와 같이 및 의 시편에서는 약 정도로 미세하3-4 950 1000 12℃ ℃
나 가 되면서 약 정도로 감소하고 가 되면 정도로 급격히 감소하1050 10 1100 6℃ ℃
는등 이상에 성장은 인성저하요인이 될 것으로 예상된다 또한 각 온도별로1050 .℃
을 실시한 시편의 경도를 로크웰 스케일 로 측정한 결과austenitizing C austenizing
온도가 증가할수록 경도가 증가하는 것으로 나타났다 을 실시한 후. Austenitizing
을 실시하기 전에는 잔류오스테나이트가 존재할 것으로 예상되어 법tempering XRD
을 이용하여 잔류오스테이트를 측정하였다 그러나 예상과는 달리 온. austenitizing
도로 측정된 바 그래프상에 대략적으로 빗금으로 표시하였다, .
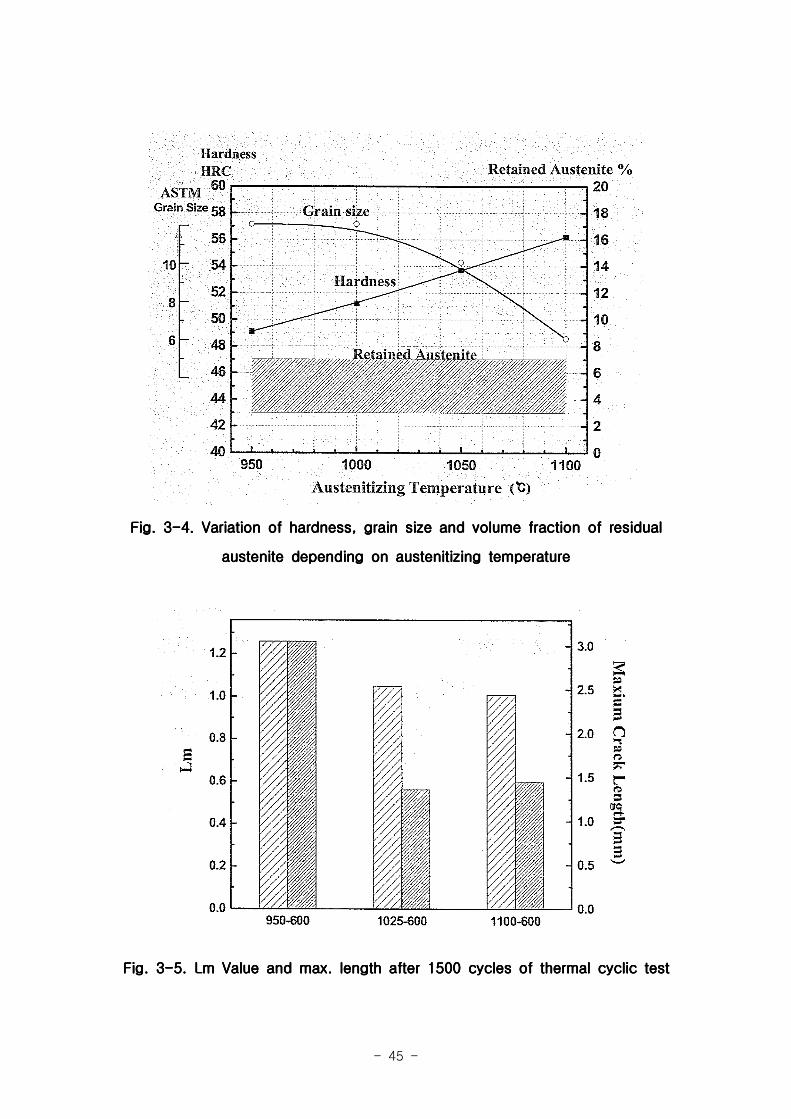
그림 은 및 에서 을 실시한 후 온3-5 950 , 1025 1100 austenitizing tempering℃ ℃ ℃
도를 로 고정하여 열처리를 실시한 시편들의 열피로시험 결과로 사이클600 1500℃
에서의 단위시편길이당 균열길이인 값 및 최대균열길이를 나타내었다 그림Lm .
에서 보면 및 에서 열처리한 시편들은 거의 유사한 열피로 특성3-5 1100 1025℃ ℃
을 나타내는 반면 에서 을 실시한 시편의 경우 내열 피로성이, 950 austenitizing ,℃
상대적으로 약한 것으로 나타났다.
- 45 -
Fig. 3-4. Variation of hardness, grain size and volume fraction of residualFig. 3-4. Variation of hardness, grain size and volume fraction of residualFig. 3-4. Variation of hardness, grain size and volume fraction of residualFig. 3-4. Variation of hardness, grain size and volume fraction of residual
austenite depending on austenitizing temperatureaustenite depending on austenitizing temperatureaustenite depending on austenitizing temperatureaustenite depending on austenitizing temperature
Fig. 3-5. Lm Value and max. length after 1500 cycles of thermal cyclic testFig. 3-5. Lm Value and max. length after 1500 cycles of thermal cyclic testFig. 3-5. Lm Value and max. length after 1500 cycles of thermal cyclic testFig. 3-5. Lm Value and max. length after 1500 cycles of thermal cyclic test
- 46 -
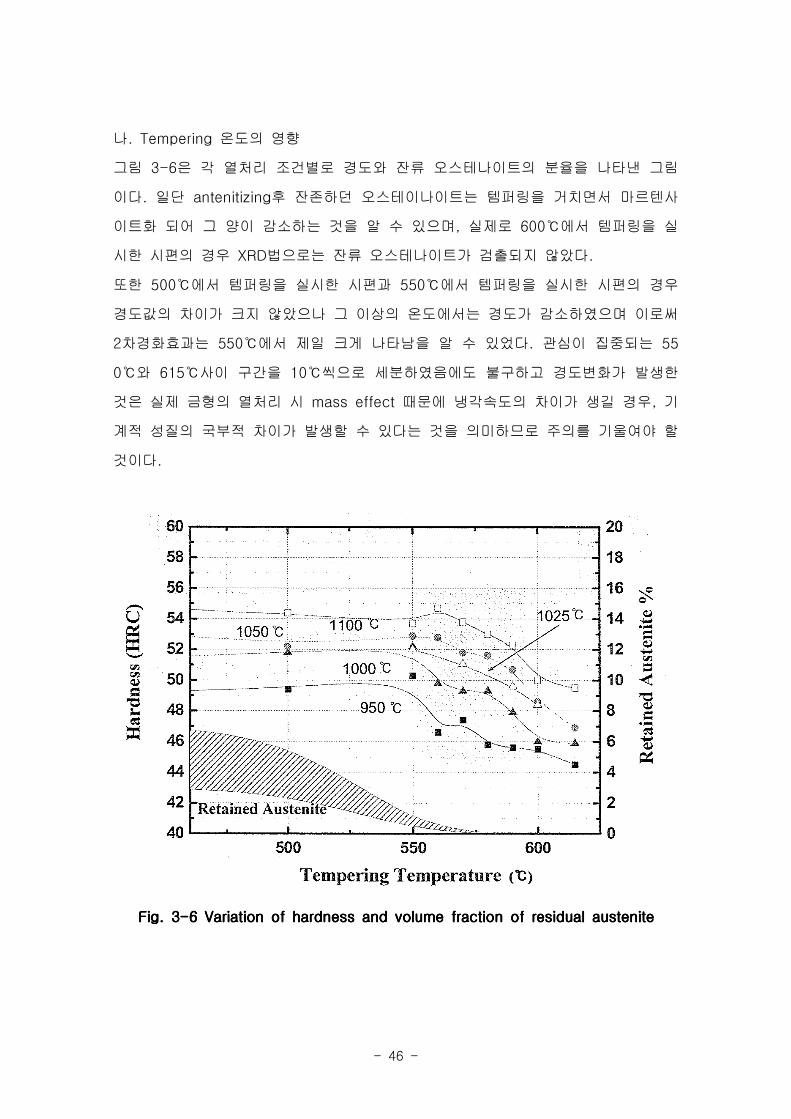
나 온도의 영향. Tempering
그림 은 각 열처리 조건별로 경도와 잔류 오스테나이트의 분율을 나타낸 그림3-6
이다 일단 후 잔존하던 오스테이나이트는 템퍼링을 거치면서 마르텐사. antenitizing
이트화 되어 그 양이 감소하는 것을 알 수 있으며 실제로 에서 템퍼링을 실, 600℃
시한 시편의 경우 법으로는 잔류 오스테나이트가 검출되지 않았다XRD .
또한 에서 템퍼링을 실시한 시편과 에서 템퍼링을 실시한 시편의 경우500 550℃ ℃
경도값의 차이가 크지 않았으나 그 이상의 온도에서는 경도가 감소하였으며 이로써
차경화효과는 에서 제일 크게 나타남을 알 수 있었다 관심이 집중되는2 550 . 55℃
와 사이 구간을 씩으로 세분하였음에도 불구하고 경도변화가 발생한0 615 10℃ ℃ ℃
것은 실제 금형의 열처리 시 때문에 냉각속도의 차이가 생길 경우 기mass effect ,
계적 성질의 국부적 차이가 발생할 수 있다는 것을 의미하므로 주의를 기울여야 할
것이다.
Fig. 3-6 Variation of hardness and volume fraction of residual austeniteFig. 3-6 Variation of hardness and volume fraction of residual austeniteFig. 3-6 Variation of hardness and volume fraction of residual austeniteFig. 3-6 Variation of hardness and volume fraction of residual austenite
- 47 -
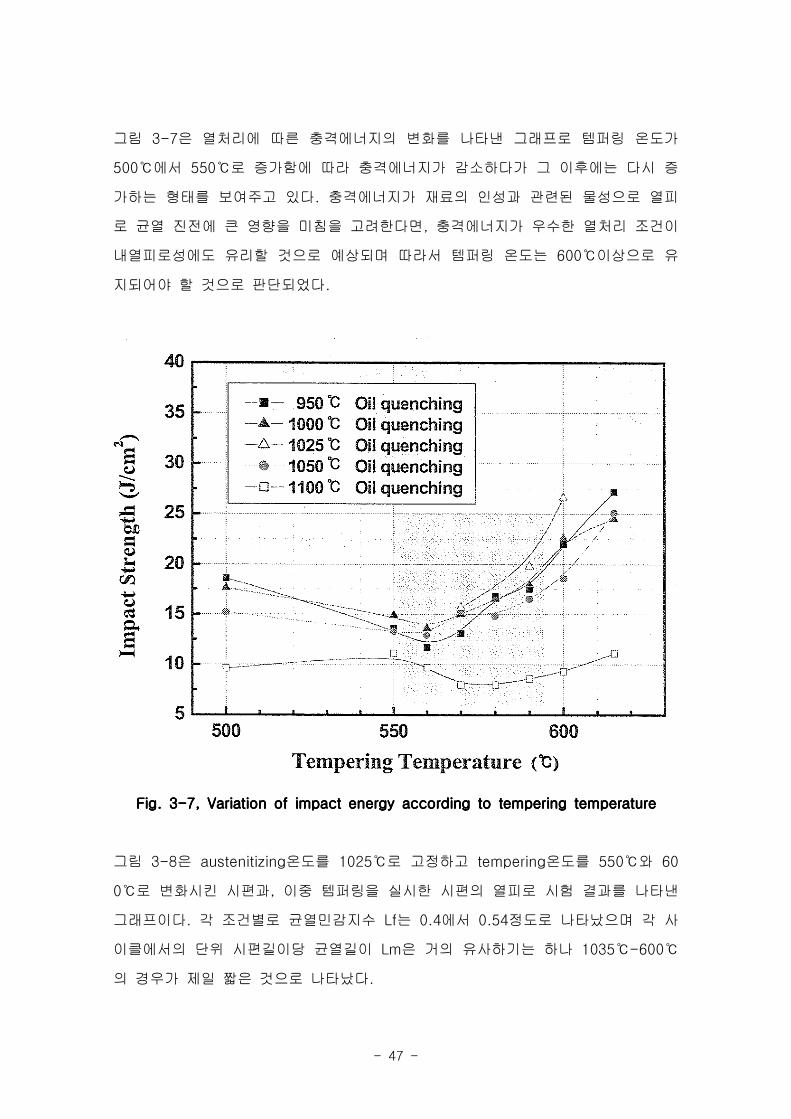
그림 은 열처리에 따른 충격에너지의 변화를 나타낸 그래프로 템퍼링 온도가3-7
에서 로 증가함에 따라 충격에너지가 감소하다가 그 이후에는 다시 증500 550℃ ℃
가하는 형태를 보여주고 있다 충격에너지가 재료의 인성과 관련된 물성으로 열피.
로 균열 진전에 큰 영향을 미침을 고려한다면 충격에너지가 우수한 열처리 조건이,
내열피로성에도 유리할 것으로 예상되며 따라서 템퍼링 온도는 이상으로 유600℃
지되어야 할 것으로 판단되었다.
Fig. 3-7, Variation of impact energy according to tempering temperatureFig. 3-7, Variation of impact energy according to tempering temperatureFig. 3-7, Variation of impact energy according to tempering temperatureFig. 3-7, Variation of impact energy according to tempering temperature
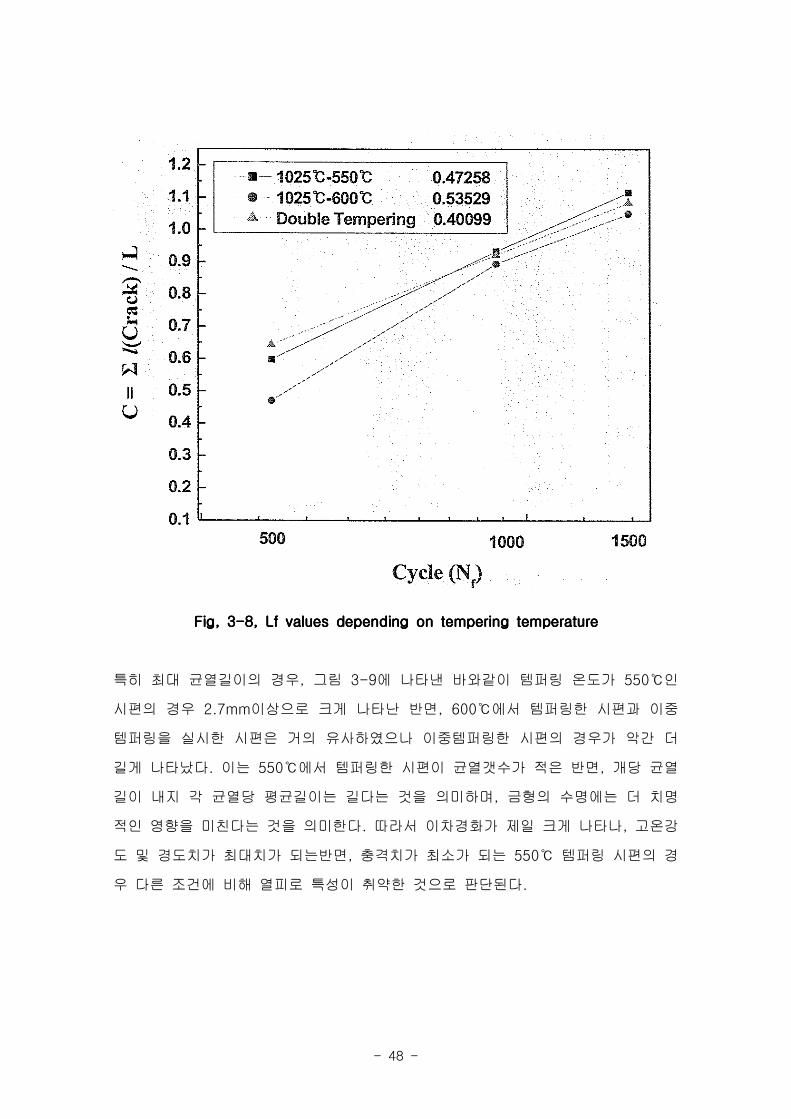
그림 은 온도를 로 고정하고 온도를 와3-8 austenitizing 1025 tempering 550 60℃ ℃
로 변화시킨 시편과 이중 템퍼링을 실시한 시편의 열피로 시험 결과를 나타낸0 ,℃
그래프이다 각 조건별로 균열민감지수 는 에서 정도로 나타났으며 각 사. Lf 0.4 0.54
이클에서의 단위 시편길이당 균열길이 은 거의 유사하기는 하나Lm 1035 -600℃ ℃
의 경우가 제일 짧은 것으로 나타났다.
- 48 -
Fig, 3-8, Lf values depending on tempering temperatureFig, 3-8, Lf values depending on tempering temperatureFig, 3-8, Lf values depending on tempering temperatureFig, 3-8, Lf values depending on tempering temperature
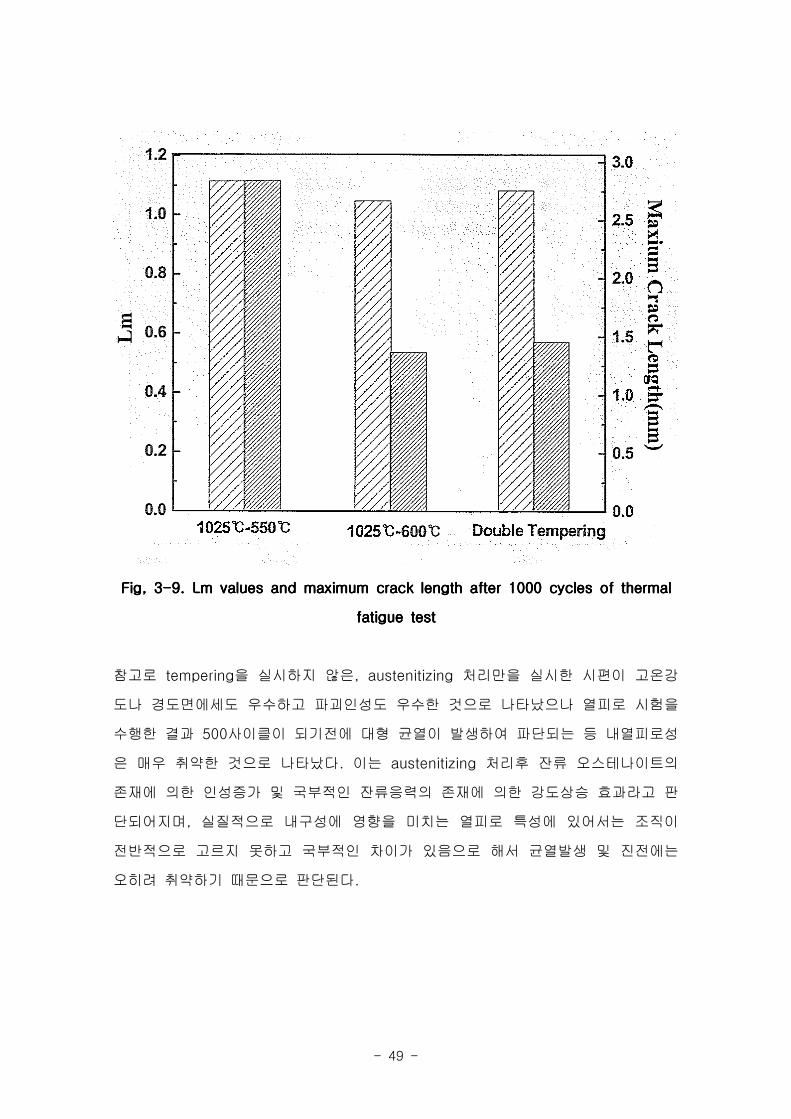
특히 최대 균열길이의 경우 그림 에 나타낸 바와같이 템퍼링 온도가 인, 3-9 550℃
시편의 경우 이상으로 크게 나타난 반면 에서 템퍼링한 시편과 이중2.7mm , 600℃
템퍼링을 실시한 시편은 거의 유사하였으나 이중템퍼링한 시편의 경우가 악간 더
길게 나타났다 이는 에서 템퍼링한 시편이 균열갯수가 적은 반면 개당 균열. 550 ,℃
길이 내지 각 균열당 평균길이는 길다는 것을 의미하며 금형의 수명에는 더 치명,
적인 영향을 미친다는 것을 의미한다 따라서 이차경화가 제일 크게 나타나 고온강. ,
도 및 경도치가 최대치가 되는반면 충격치가 최소가 되는 템퍼링 시편의 경, 550℃
우 다른 조건에 비해 열피로 특성이 취약한 것으로 판단된다.
- 49 -
Fig, 3-9. Lm values and maximum crack length after 1000 cycles of thermalFig, 3-9. Lm values and maximum crack length after 1000 cycles of thermalFig, 3-9. Lm values and maximum crack length after 1000 cycles of thermalFig, 3-9. Lm values and maximum crack length after 1000 cycles of thermal
fatigue testfatigue testfatigue testfatigue test
참고로 을 실시하지 않은 처리만을 실시한 시편이 고온강tempering , austenitizing
도나 경도면에세도 우수하고 파괴인성도 우수한 것으로 나타났으나 열피로 시험을
수행한 결과 사이클이 되기전에 대형 균열이 발생하여 파단되는 등 내열피로성500
은 매우 취약한 것으로 나타났다 이는 처리후 잔류 오스테나이트의. austenitizing
존재에 의한 인성증가 및 국부적인 잔류응력의 존재에 의한 강도상승 효과라고 판
단되어지며 실질적으로 내구성에 영향을 미치는 열피로 특성에 있어서는 조직이,
전반적으로 고르지 못하고 국부적인 차이가 있음으로 해서 균열발생 및 진전에는
오히려 취약하기 때문으로 판단된다.
- 50 -
다 냉각속도의 영향.
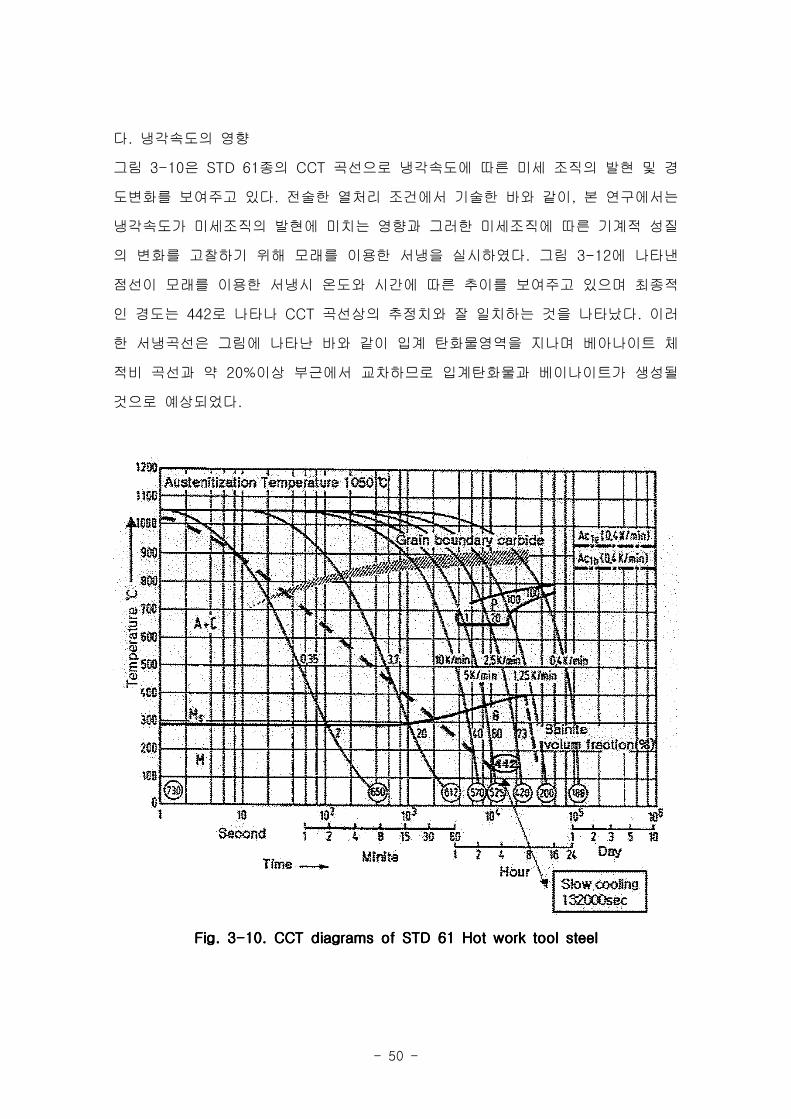
그림 은 종의 곡선으로 냉각속도에 따른 미세 조직의 발현 및 경3-10 STD 61 CCT
도변화를 보여주고 있다 전술한 열처리 조건에서 기술한 바와 같이 본 연구에서는. ,
냉각속도가 미세조직의 발현에 미치는 영향과 그러한 미세조직에 따른 기계적 성질
의 변화를 고찰하기 위해 모래를 이용한 서냉을 실시하였다 그림 에 나타낸. 3-12
점선이 모래를 이용한 서냉시 온도와 시간에 따른 추이를 보여주고 있으며 최종적
인 경도는 로 나타나 곡선상의 추정치와 잘 일치하는 것을 나타났다 이러442 CCT .
한 서냉곡선은 그림에 나타난 바와 같이 입계 탄화물영역을 지나며 베아나이트 체
적비 곡선과 약 이상 부근에서 교차하므로 입계탄화물과 베이나이트가 생성될20%
것으로 예상되었다.
Fig. 3-10. CCT diagrams of STD 61 Hot work tool steelFig. 3-10. CCT diagrams of STD 61 Hot work tool steelFig. 3-10. CCT diagrams of STD 61 Hot work tool steelFig. 3-10. CCT diagrams of STD 61 Hot work tool steel
- 51 -
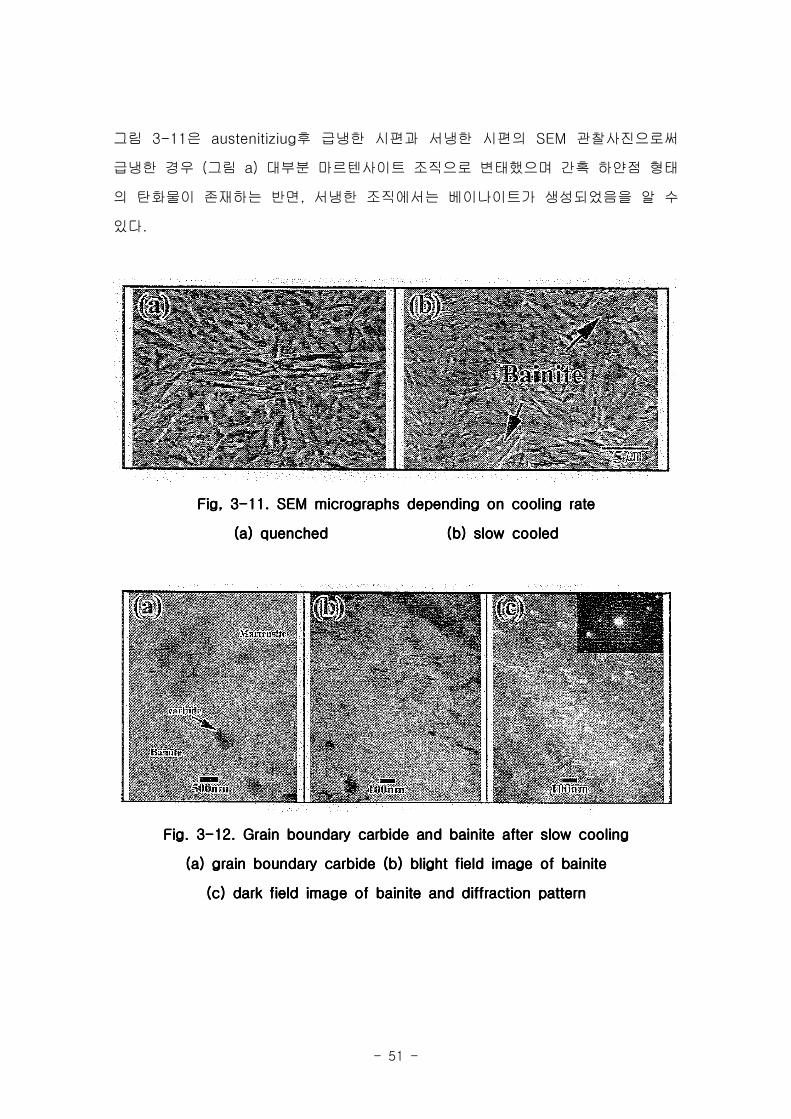
그림 은 후 급냉한 시편과 서냉한 시편의 관찰사진으로써3-11 austenitiziug SEM
급냉한 경우 그림 대부분 마르텐사이트 조직으로 변태했으며 간혹 하얀점 형태( a)
의 탄화물이 존재하는 반면 서냉한 조직에서는 베이나이트가 생성되었음을 알 수,
있다.
Fig, 3-11. SEM micrographs depending on cooling rateFig, 3-11. SEM micrographs depending on cooling rateFig, 3-11. SEM micrographs depending on cooling rateFig, 3-11. SEM micrographs depending on cooling rate
(a) quenched(a) quenched(a) quenched(a) quenched (b) slow cooled(b) slow cooled(b) slow cooled(b) slow cooled
Fig. 3-12. Grain boundary carbide and bainite after slow coolingFig. 3-12. Grain boundary carbide and bainite after slow coolingFig. 3-12. Grain boundary carbide and bainite after slow coolingFig. 3-12. Grain boundary carbide and bainite after slow cooling
(a) grain boundary carbide (b) blight field image of bainite(a) grain boundary carbide (b) blight field image of bainite(a) grain boundary carbide (b) blight field image of bainite(a) grain boundary carbide (b) blight field image of bainite
(c) dark field image of bainite and diffraction pattern(c) dark field image of bainite and diffraction pattern(c) dark field image of bainite and diffraction pattern(c) dark field image of bainite and diffraction pattern
- 52 -
는 서냉한 시편의 미세조직을 으로 관찰한 사진으로 그림 에서는Fig. 3-12 TEM , (a)
곡선에서 예상했던바와 같이 입계 탄화물이 존재함을 보여주고 있다 그리고CCT .
그림 에 나타난 바와 같이 베이나이트 조직의 존재도 관찰 할 수 있었으며 그(b)
미세근조를 제한시야 회절패턴으로 확인한 것을 그림 에 나타내었다(c) .
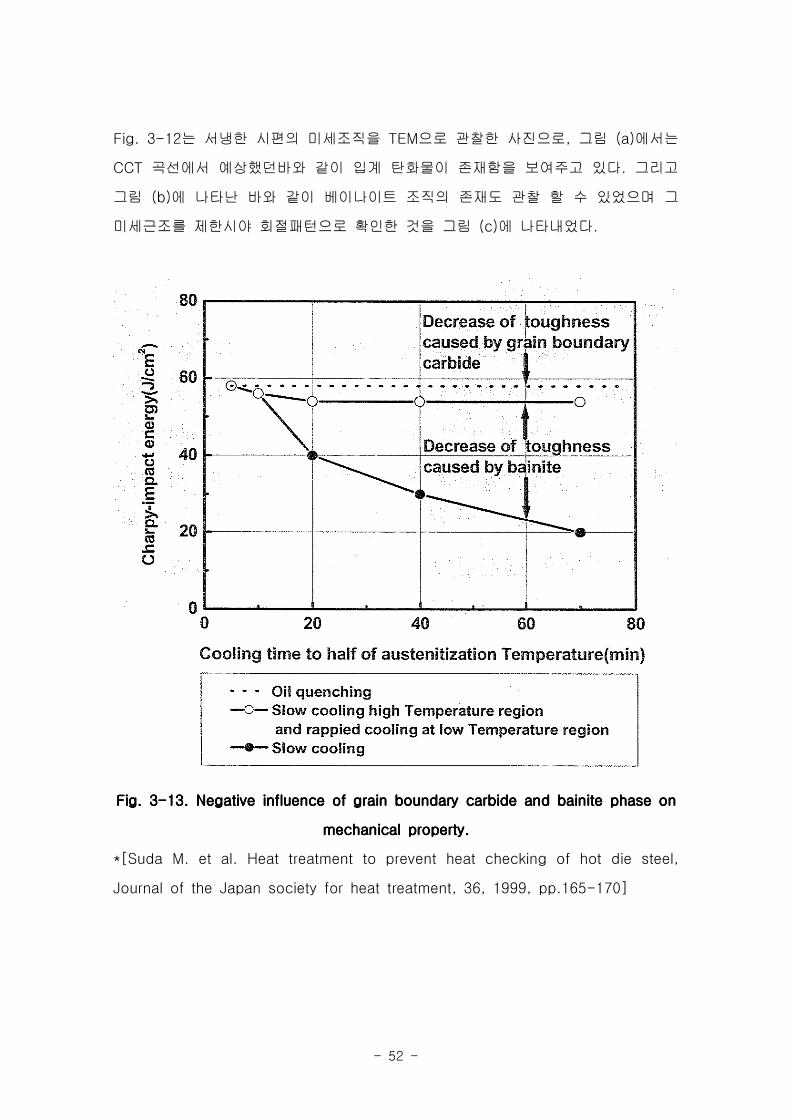
Fig. 3-13. Negative influence of grain boundary carbide and bainite phase onFig. 3-13. Negative influence of grain boundary carbide and bainite phase onFig. 3-13. Negative influence of grain boundary carbide and bainite phase onFig. 3-13. Negative influence of grain boundary carbide and bainite phase on
mechanical property.mechanical property.mechanical property.mechanical property.
*[Suda M. et al. Heat treatment to prevent heat checking of hot die steel,
Journal of the Japan society for heat treatment, 36, 1999, pp.165-170]
- 53 -
이러한 입계탄화물과 베이나이트 조직이 기계적 특성에 미치는 영향을 그림 3-13
에 나타내었다 고온영역에서 서냉을 함으로써 탄화물이 발생한 경우에도 충격에너.
지가 감소하지만 이보다는 전체 영역에서 서냉을 함으로써 발생하는 베이나이트가
기계적 특성에 더 큰 악영향을 미침을 알 수 있다 또한 이러한 서정현상은 금형의.
크기가 비교적 큰 경우 내부와 외부의 냉각속도차이에 따라 발생할 수 있으므로 특
히 주의해야 할 것으로 판단된다.
라 처리의 영향. Sub-zero
일반적으로 서브제로 처리를 실시함에 따라 잔류오스테나이트가 변태되고 조직이
더 안정화됨으로써 보다 더 우수한 기계적 성질을 기대할 수 있다고 알려져 있다.
본 연구에서는 서브제로 처리를 실시한 후 경도 및 충격시험 등을 통해 기계적 성
질을 평가하고 열피로 시험을 실시함으로써 서브제로 처리가 기계적 특성에 미치는
영향과 열피로 특성과의 상관관계를 조사해보고자 하였다.
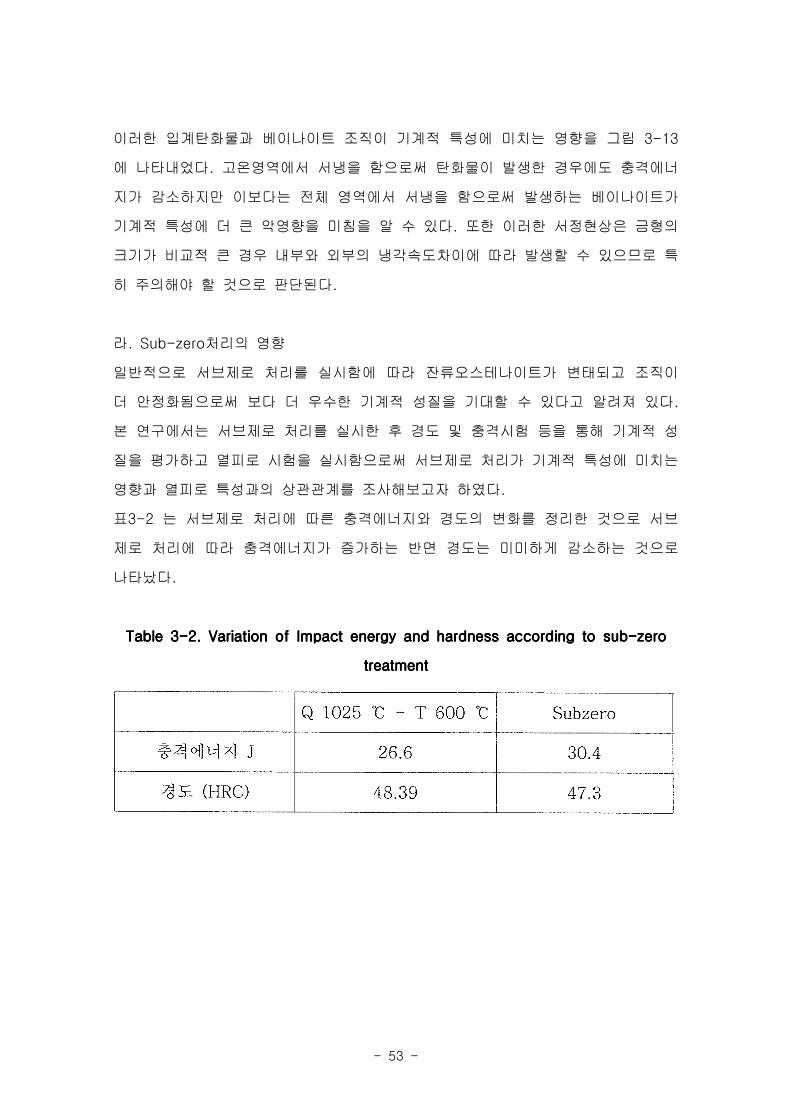
표 는 서브제로 처리에 따른 충격에너지와 경도의 변화를 정리한 것으로 서브3-2
제로 처리에 따라 충격에너지가 증가하는 반면 경도는 미미하게 감소하는 것으로
나타났다.
Table 3-2. Variation of Impact energy and hardness according to sub-zeroTable 3-2. Variation of Impact energy and hardness according to sub-zeroTable 3-2. Variation of Impact energy and hardness according to sub-zeroTable 3-2. Variation of Impact energy and hardness according to sub-zero
treatmenttreatmenttreatmenttreatment
- 54 -
이와 같이 경도는 오차범위내라고 볼수있을 정도로 미미하게 감소한 반면 충격에,
너지는 이상 증가한 것은 서브제로 처리에 의해 조직이 균질하게 강인화되었기12%
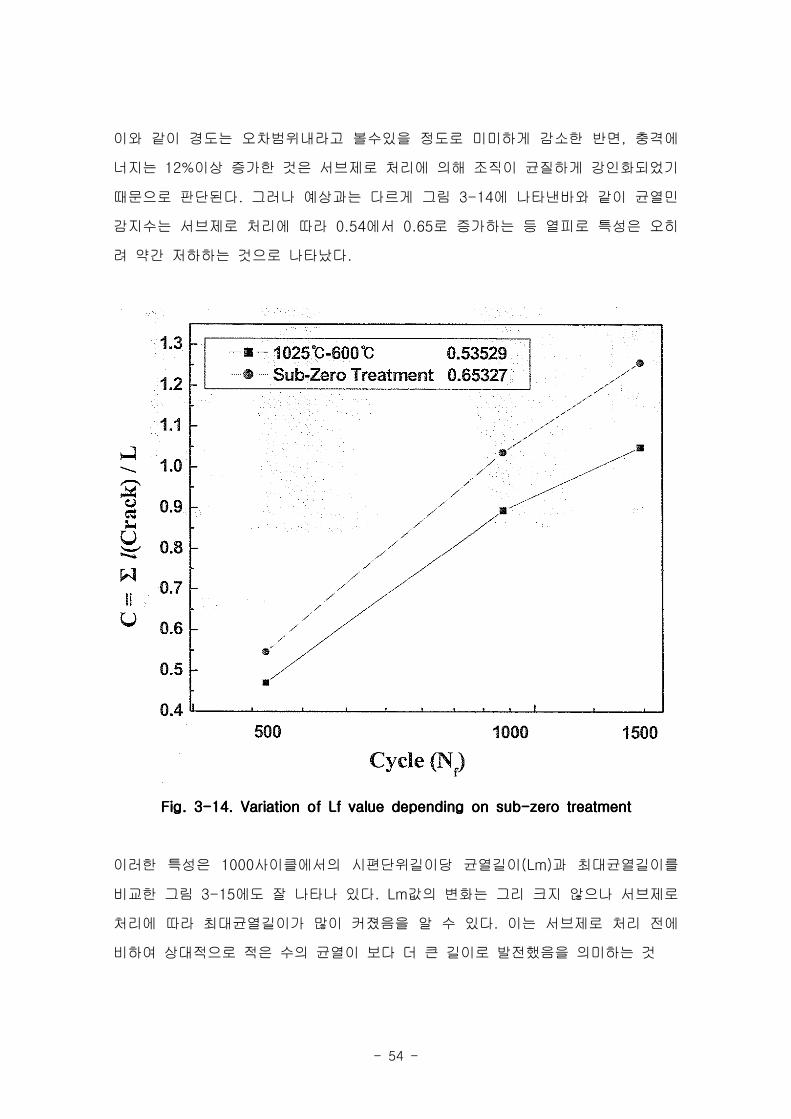
때문으로 판단된다 그러나 예상과는 다르게 그림 에 나타낸바와 같이 균열민. 3-14
감지수는 서브제로 처리에 따라 에서 로 증가하는 등 열피로 특성은 오히0.54 0.65
려 약간 저하하는 것으로 나타났다.
Fig. 3-14. Variation of Lf value depending on sub-zero treatmentFig. 3-14. Variation of Lf value depending on sub-zero treatmentFig. 3-14. Variation of Lf value depending on sub-zero treatmentFig. 3-14. Variation of Lf value depending on sub-zero treatment
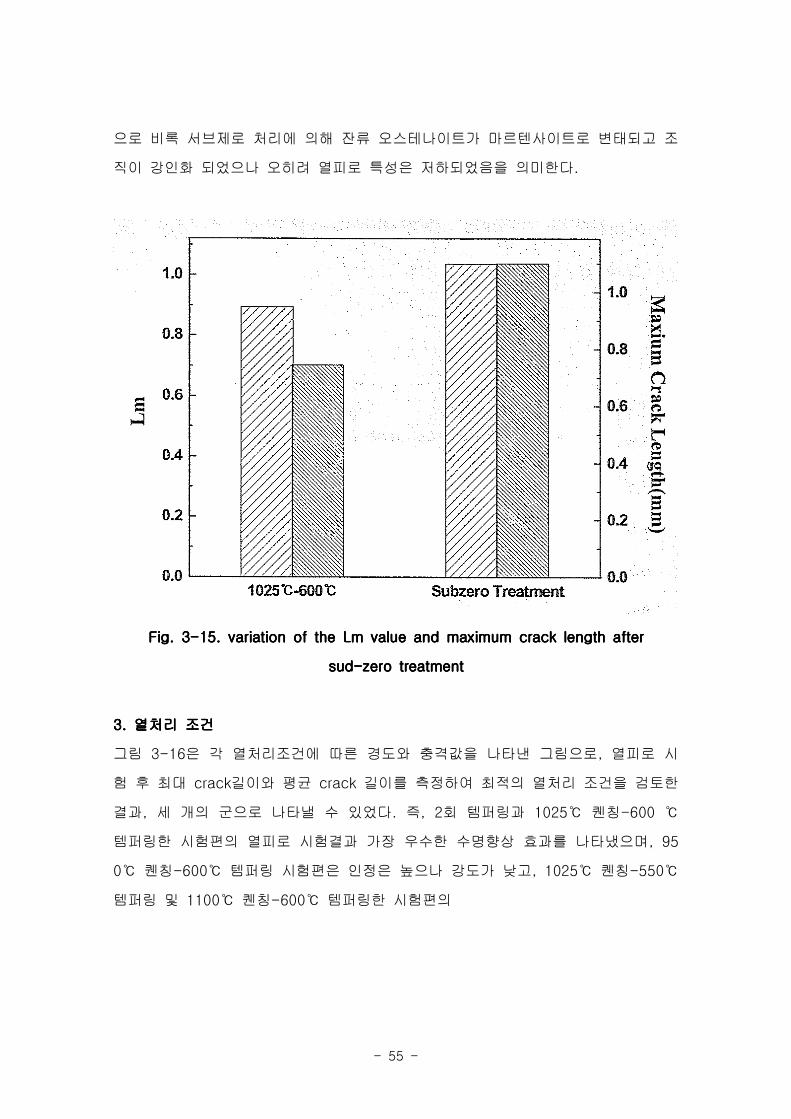
이러한 특성은 사이클에서의 시편단위길이당 균열길이 과 최대균열길이를1000 (Lm)
비교한 그림 에도 잘 나타나 있다 값의 변화는 그리 크지 않으나 서브제로3-15 . Lm
처리에 따라 최대균열길이가 많이 커졌음을 알 수 있다 이는 서브제로 처리 전에.
비하여 상대적으로 적은 수의 균열이 보다 더 큰 길이로 발전했음을 의미하는 것
- 55 -
으로 비록 서브제로 처리에 의해 잔류 오스테나이트가 마르텐사이트로 변태되고 조
직이 강인화 되었으나 오히려 열피로 특성은 저하되었음을 의미한다.
Fig. 3-15. variation of the Lm value and maximum crack length afterFig. 3-15. variation of the Lm value and maximum crack length afterFig. 3-15. variation of the Lm value and maximum crack length afterFig. 3-15. variation of the Lm value and maximum crack length after
sud-zero treatmentsud-zero treatmentsud-zero treatmentsud-zero treatment
열처리 조건열처리 조건열처리 조건열처리 조건3.3.3.3.
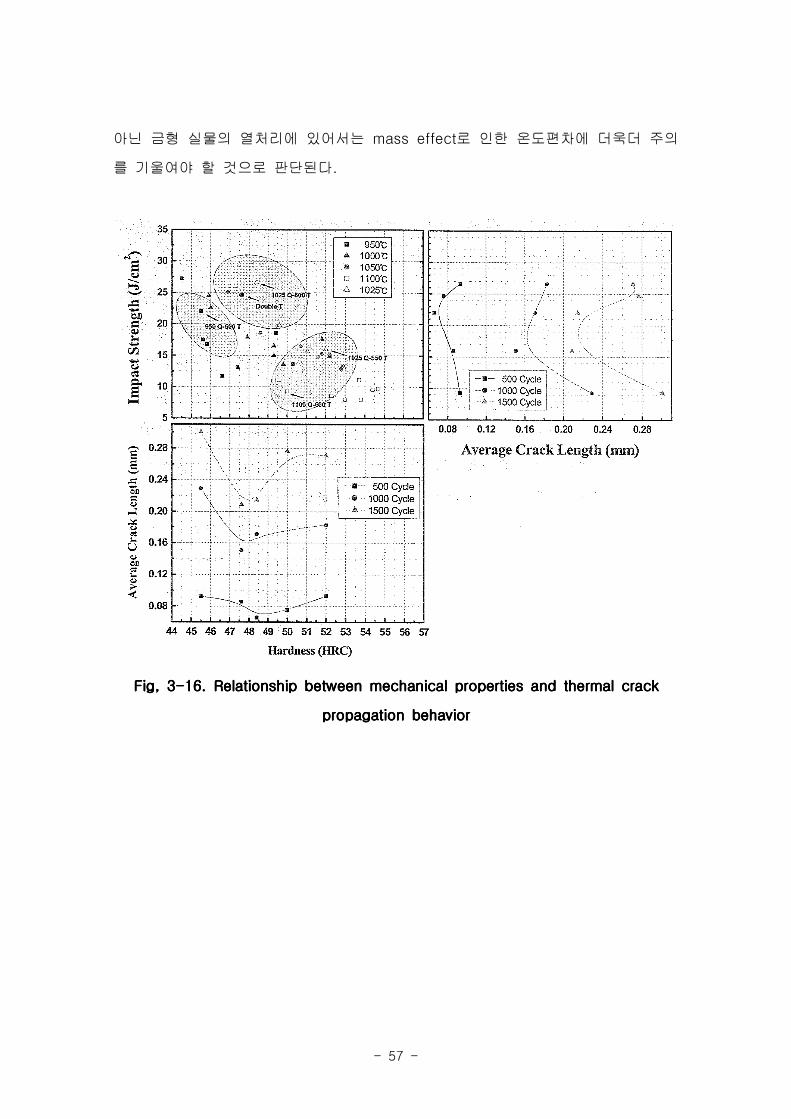
그림 은 각 열처리조건에 따른 경도와 충격값을 나타낸 그림으로 열피로 시3-16 ,
험 후 최대 길이와 평균 길이를 측정하여 최적의 열처리 조건을 검토한crack crack
결과 세 개의 군으로 나타낼 수 있었다 즉 회 템퍼링과 퀜칭, . , 2 1025 -600℃ ℃
템퍼링한 시험편의 열피로 시험결과 가장 우수한 수명향상 효과를 나타냈으며, 95
퀜칭 템퍼링 시험편은 인정은 높으나 강도가 낮고 퀜칭0 -600 , 1025 -550℃ ℃ ℃ ℃
템퍼링 및 퀜칭 템퍼링한 시험편의1100 -600℃ ℃
- 56 -
경우 강도는 높으나 인성의 저하로 비교적 히르체크 발생이 큰 것으로 나타났다.
균열초기발생의 저지는 경도가 높을수록 향상되는데 이것은 경도가 높은 쪽이 고온
강도가 높기 때문이다 일반적으로 항복강도가 증가하면 소성변형이 지연 또는 방.
지됨으로써 균열선단의 소성역 거동인 변화됨에 따라 균열 진전 속도 등에 영향을
미친다 한편 히트체크 및 균열의 발생저지에는 기지경도와 고온강도가 클수록 효. ,
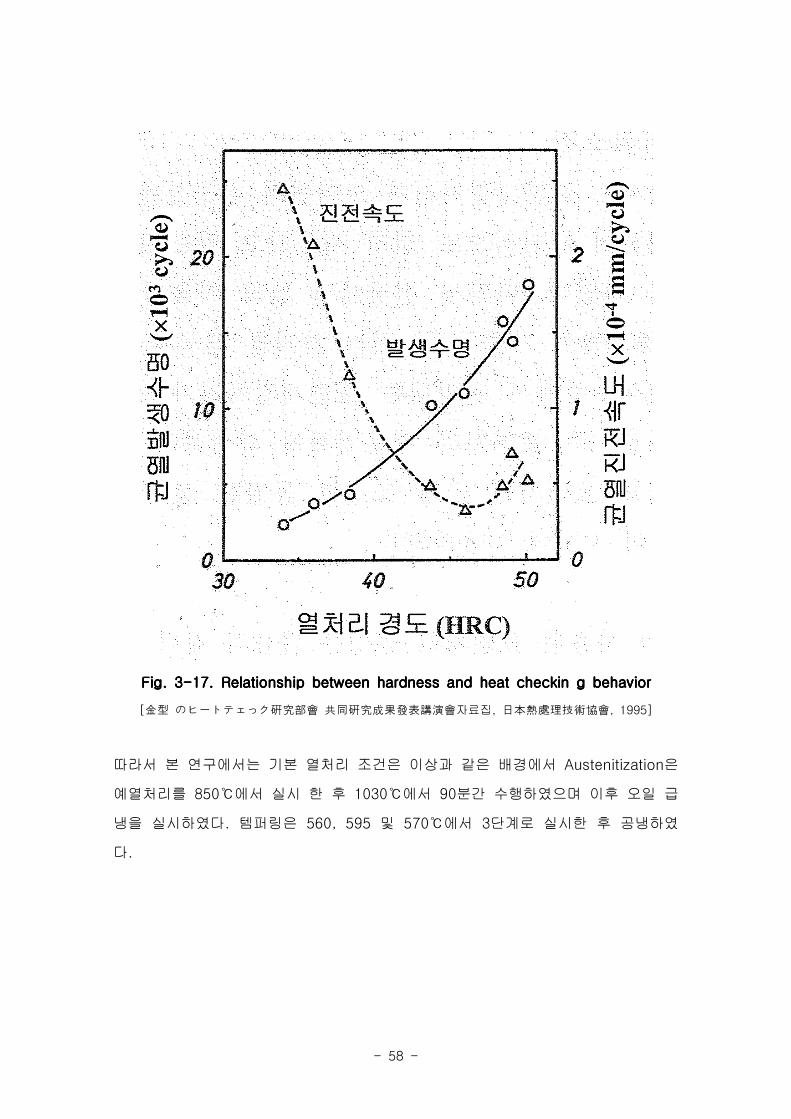
과적이지만 균열진전속도는 을 넘게 되면 쉽게 진행되는 양상을 보인다 그HRC 47 (
림 이것은 경도가 너무 높으면 오히려 인성이 저하됨으로써 균열진행이 용3-17).
이해지기 때문이다 실제로 에서 퀜칭한 시험편은 경도값이 낮고 에. 950 , 1100℃ ℃
서 퀜칭한 시험편의 경우는 의 조대화에 따른 인성의 저하로 균열진행이grain size
용이하여 열피로 특성이 비교적 낮게 나타났다.
평균 길이와 경도 및 충격값을 비교 검토한 결과를 마찬가지로 그림 에crack , 25
나타내었다 각 열괴로 싸이클에서 경도와 충격값의 평균 길이와의 관계에서. crack
열피로 특성이 가장 양호한 다시말해 평균 길이가 가장 작은 영역을 검토한, crack
결과 금형 수명향상을 위한 최적 열처리 조건으로 충격값, HRC 47~49, 16~23
J/cm2으로 유추할 수 있었다.
이와 같은 결과는 내열피로성과 경도 및 충격에너지등 기계적 특성과의 상관관계,
를 밝힘으로써 내열피로성애 우수한 조건을 보편적으로 쉽게 측정할 수 있는 수 있
는 경도와 충격에너지 자료로 표현했다는 것 이외에도 기존에 추천되는 열처리 조
건이 단순히 기계적 특성뿐만 아니라 열피로 특성에도 적절한 조건임을 확인한 것
이라 할 수 있다 그러나 실험결과에 나타난 바와 길이 약간의 온도 변화에도 각각.
의 물성이 민감하게 변화하므로 시편베이스가
- 57 -
아닌 금형 실물의 열처리에 있어서는 로 인한 온도편차에 더욱더 주의mass effect
를 기울여야 할 것으로 판단된다.
Fig, 3-16. Relationship between mechanical properties and thermal crackFig, 3-16. Relationship between mechanical properties and thermal crackFig, 3-16. Relationship between mechanical properties and thermal crackFig, 3-16. Relationship between mechanical properties and thermal crack
propagation behaviorpropagation behaviorpropagation behaviorpropagation behavior
- 58 -
Fig. 3-17. Relationship between hardness and heat checkin g behaviorFig. 3-17. Relationship between hardness and heat checkin g behaviorFig. 3-17. Relationship between hardness and heat checkin g behaviorFig. 3-17. Relationship between hardness and heat checkin g behavior
자료집[ , , 1995]金型 硏究部會 共同硏究成果發表講演會 日本熱處理技術協會のヒ トテェっクー
따라서 본 연구에서는 기본 열처리 조건은 이상과 같은 배경에서 은Austenitization
예열처리를 에서 실시 한 후 에서 분간 수행하였으며 이후 오일 급850 1030 90℃ ℃
냉을 실시하였다 템퍼링은 및 에서 단계로 실시한 후 공냉하였. 560, 595 570 3℃
다.
- 59 -
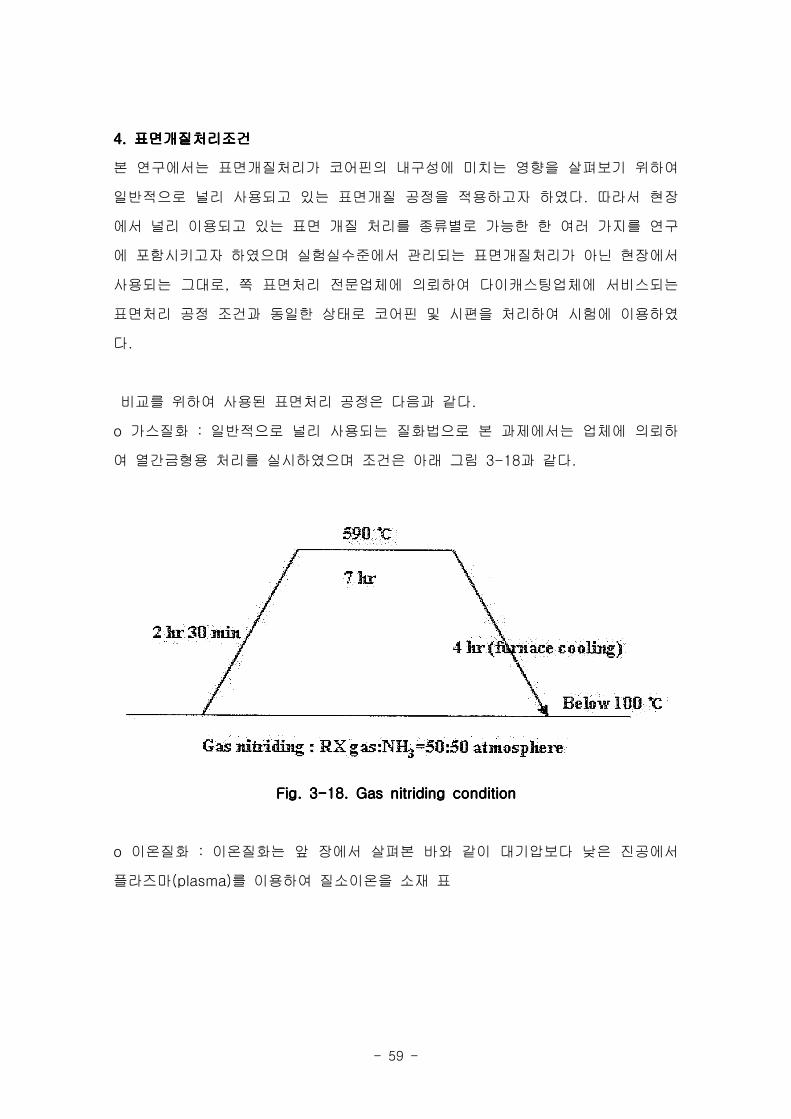
표면개질처리조건표면개질처리조건표면개질처리조건표면개질처리조건4.4.4.4.
본 연구에서는 표면개질처리가 코어핀의 내구성에 미치는 영향을 살펴보기 위하여
일반적으로 널리 사용되고 있는 표면개질 공정을 적용하고자 하였다 따라서 현장.
에서 널리 이용되고 있는 표면 개질 처리를 종류별로 가능한 한 여러 가지를 연구
에 포함시키고자 하였으며 실험실수준에서 관리되는 표면개질처리가 아닌 현장에서
사용되는 그대로 쪽 표면처리 전문업체에 의뢰하여 다이캐스팅업체에 서비스되는,
표면처리 공정 조건과 동일한 상태로 코어핀 및 시편을 처리하여 시험에 이용하였
다.
비교를 위하여 사용된 표면처리 공정은 다음과 같다.
가스질화 일반적으로 널리 사용되는 질화법으로 본 과제에서는 업체에 의뢰하o :
여 열간금형용 처리를 실시하였으며 조건은 아래 그림 과 같다3-18 .
Fig. 3-18. Gas nitriding conditionFig. 3-18. Gas nitriding conditionFig. 3-18. Gas nitriding conditionFig. 3-18. Gas nitriding condition
이온질화 이온질화는 앞 장에서 살펴본 바와 같이 대기압보다 낮은 진공에서o :
플라즈마 를 이용하여 질소이온을 소재 표(plasma)
- 60 -
면에 흡착 확산시킴으로서 표면을 경화 시키는 법이다 본 연구에서는 이온본드 엘, .
트론 사에서 이온질화를 실지하였다.
염욕질화 염욕질화는 가장 기본적인 질화처리로써 최근에는 염욕의 환경오염문o :
제 때문에 점차 감소하는 추세이다 또한 온도조절을 통해 침탄을 동시에 유도할.
수도 있다.
이 표면처리 방법은o TNHT (Titanium Nano Heat Treatment) : Philos
의 고유공법으로써 일종의 염질화이나 최표면에 타이타늄성분이 침투할technology
수 있도록 고안된 처리법이다 아직까지 일반적으로 사용되는 공정은 아니나 신공.
정으로 각광을 받고 있어 본 연구에 포함하여 현장시험을 실시하였다.
일반적인 로써 열간금형강에 적정하면서 업체에 제공되는 공o PVD (CrN) : PVD
정으로 이온본드 엘트론 에서 시편을 제조하였다 에서 분간. (400 90 1.0 X 10社 ℃-2
torr )
올리콘 발저스 코팅 코리아 유 의 공정으로 차 과제 종료 후o PVD (CrN) : ( ) 1社
외산제품의 평가 의 보완에 대한 지적을 받아 추가로 실시한 공정이다data .
표면처리업체가 자체적으로 서비스하는 일반적인 열간금형용 공정을 따르다보니 보
아 정확한 공정조건을 입수하는데 어려움이 있었으나 모두 다이캐스팅등 열간공정
에 납품되고 있는 공정이므로 현장시험등을 수행하는 데 있어서는 큰 문제가 없으
리라고 판단되었다.
- 61 -
표면개질 결과 미세조직 경도분포표면개질 결과 미세조직 경도분포표면개질 결과 미세조직 경도분포표면개질 결과 미세조직 경도분포5. ( , )5. ( , )5. ( , )5. ( , )
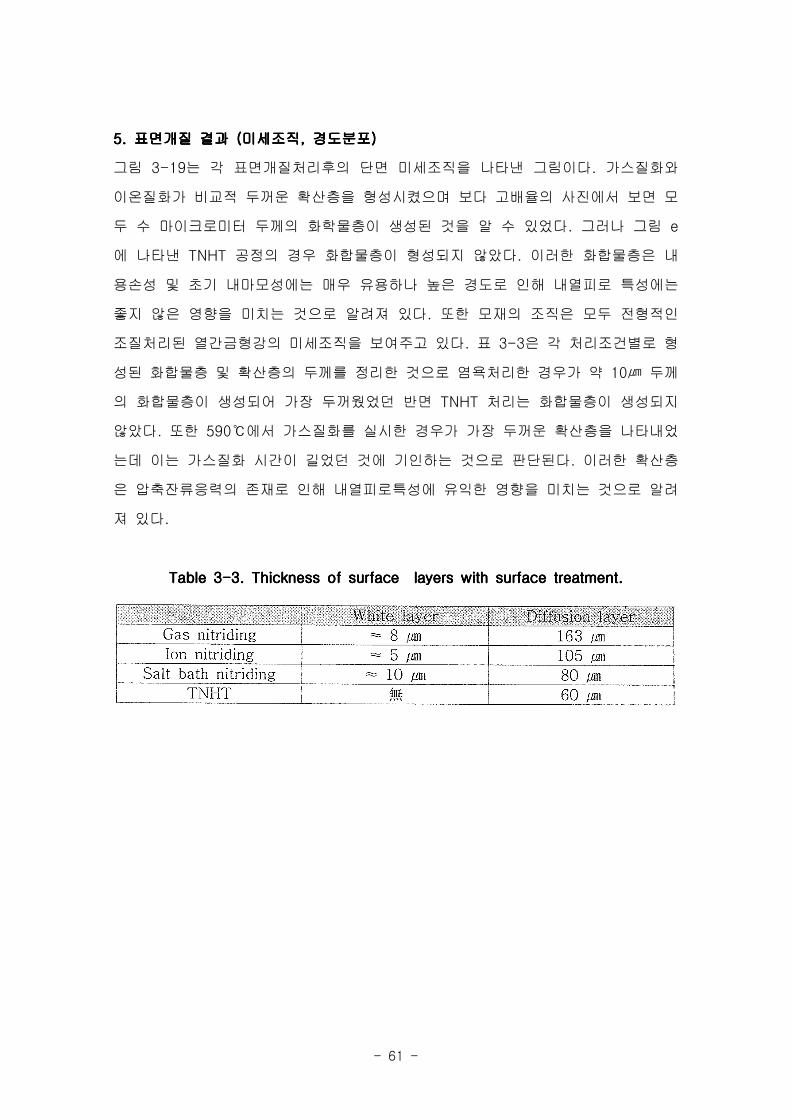
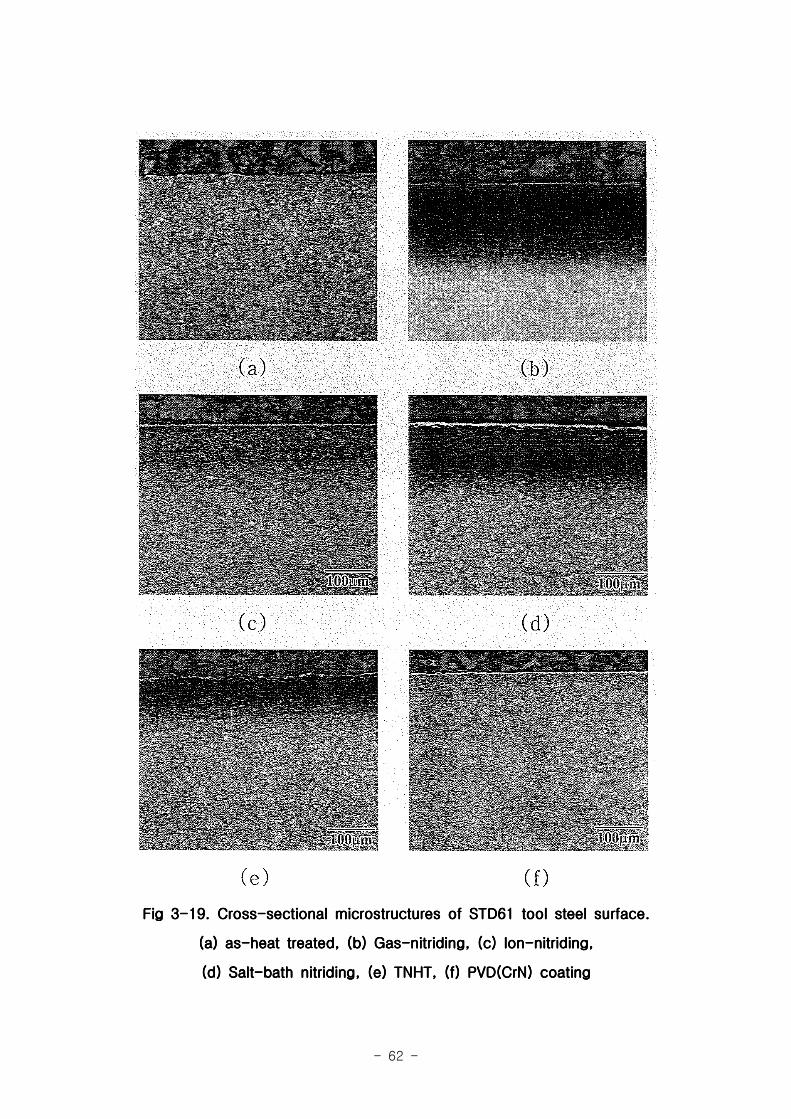
그림 는 각 표면개질처리후의 단면 미세조직을 나타낸 그림이다 가스질화와3-19 .
이온질화가 비교적 두꺼운 확산층을 형성시켰으며 보다 고배율의 사진에서 보면 모
두 수 마이크로미터 두께의 화학물층이 생성된 것을 알 수 있었다 그러나 그림. e
에 나타낸 공정의 경우 화합물층이 형성되지 않았다 이러한 화합물층은 내TNHT .
용손성 및 초기 내마모성에는 매우 유용하나 높은 경도로 인해 내열피로 특성에는
좋지 않은 영향을 미치는 것으로 알려져 있다 또한 모재의 조직은 모두 전형적인.
조질처리된 열간금형강의 미세조직을 보여주고 있다 표 은 각 처리조건별로 형. 3-3
성된 화합물층 및 확산층의 두께를 정리한 것으로 염욕처리한 경우가 약 두께10㎛
의 화합물층이 생성되어 가장 두꺼웠었던 반면 처리는 화합물층이 생성되지TNHT
않았다 또한 에서 가스질화를 실시한 경우가 가장 두꺼운 확산층을 나타내었. 590℃
는데 이는 가스질화 시간이 길었던 것에 기인하는 것으로 판단된다 이러한 확산층.
은 압축잔류응력의 존재로 인해 내열피로특성에 유익한 영향을 미치는 것으로 알려
져 있다.
Table 3-3. Thickness of surface layers with surface treatment.Table 3-3. Thickness of surface layers with surface treatment.Table 3-3. Thickness of surface layers with surface treatment.Table 3-3. Thickness of surface layers with surface treatment.
- 62 -
Fig 3-19. Cross-sectional microstructures of STD61 tool steel surface.Fig 3-19. Cross-sectional microstructures of STD61 tool steel surface.Fig 3-19. Cross-sectional microstructures of STD61 tool steel surface.Fig 3-19. Cross-sectional microstructures of STD61 tool steel surface.
(a) as-heat treated, (b) Gas-nitriding, (c) lon-nitriding,(a) as-heat treated, (b) Gas-nitriding, (c) lon-nitriding,(a) as-heat treated, (b) Gas-nitriding, (c) lon-nitriding,(a) as-heat treated, (b) Gas-nitriding, (c) lon-nitriding,
(d) Salt-bath nitriding, (e) TNHT, (f) PVD(CrN) coating(d) Salt-bath nitriding, (e) TNHT, (f) PVD(CrN) coating(d) Salt-bath nitriding, (e) TNHT, (f) PVD(CrN) coating(d) Salt-bath nitriding, (e) TNHT, (f) PVD(CrN) coating
- 63 -
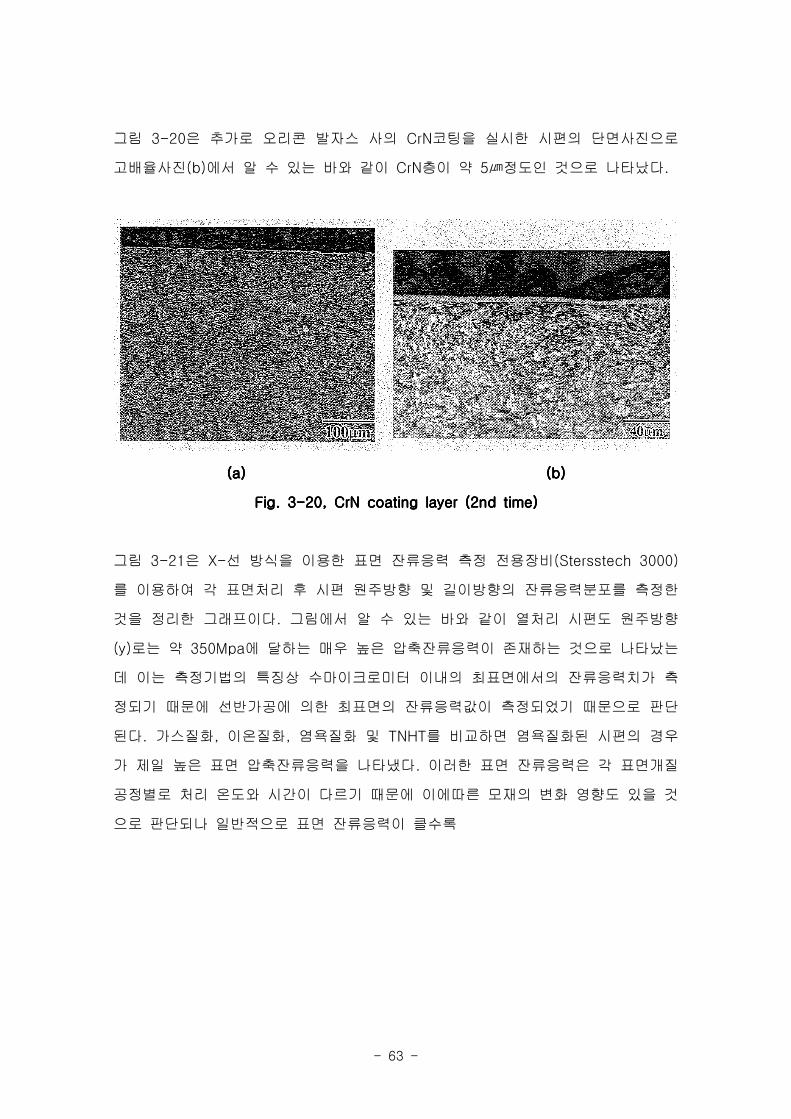
그림 은 추가로 오리콘 발자스 사의 코팅을 실시한 시편의 단면사진으로3-20 CrN
고배율사진 에서 알 수 있는 바와 같이 층이 약 정도인 것으로 나타났다(b) CrN 5 .㎛
(a)(a)(a)(a) (b)(b)(b)(b)
Fig. 3-20, CrN coating layer (2nd time)Fig. 3-20, CrN coating layer (2nd time)Fig. 3-20, CrN coating layer (2nd time)Fig. 3-20, CrN coating layer (2nd time)
그림 은 선 방식을 이용한 표면 잔류응력 측정 전용장비3-21 X- (Stersstech 3000)
를 이용하여 각 표면처리 후 시편 원주방향 및 길이방향의 잔류응력분포를 측정한
것을 정리한 그래프이다 그림에서 알 수 있는 바와 같이 열처리 시편도 원주방향.
로는 약 에 달하는 매우 높은 압축잔류응력이 존재하는 것으로 나타났는(y) 350Mpa
데 이는 측정기법의 특징상 수마이크로미터 이내의 최표면에서의 잔류응력치가 측
정되기 때문에 선반가공에 의한 최표면의 잔류응력값이 측정되었기 때문으로 판단
된다 가스질화 이온질화 염욕질화 및 를 비교하면 염욕질화된 시편의 경우. , , TNHT
가 제일 높은 표면 압축잔류응력을 나타냈다 이러한 표면 잔류응력은 각 표면개질.
공정별로 처리 온도와 시간이 다르기 때문에 이에따른 모재의 변화 영향도 있을 것
으로 판단되나 일반적으로 표면 잔류응력이 클수록
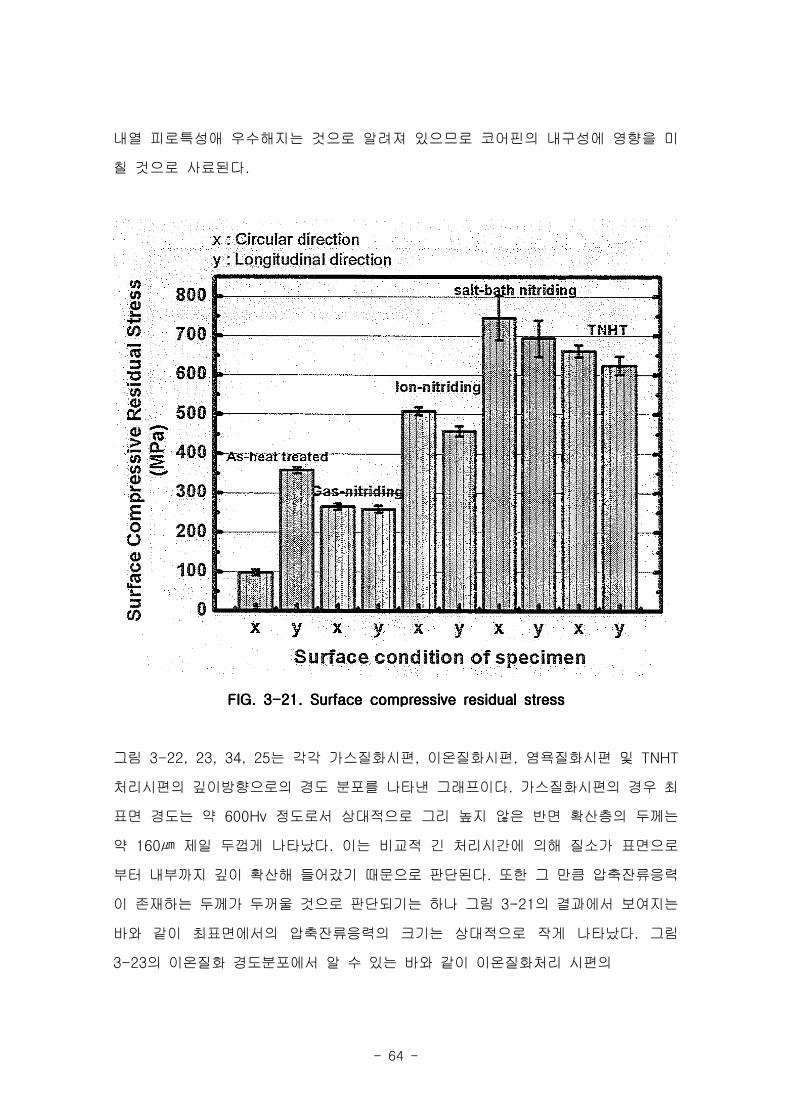
- 64 -
내열 피로특성애 우수해지는 것으로 알려져 있으므로 코어핀의 내구성에 영향을 미
칠 것으로 사료된다.
FIG. 3-21. Surface compressive residual stressFIG. 3-21. Surface compressive residual stressFIG. 3-21. Surface compressive residual stressFIG. 3-21. Surface compressive residual stress
그림 는 각각 가스질화시편 이온질화시편 염욕질화시편 및3-22, 23, 34, 25 , , TNHT
처리시편의 깊이방향으로의 경도 분포를 나타낸 그래프이다 가스질화시편의 경우 최.
표면 경도는 약 정도로서 상대적으로 그리 높지 않은 반면 확산층의 두께는600Hv
약 제일 두껍게 나타났다 이는 비교적 긴 처리시간에 의해 질소가 표면으로160 .㎛
부터 내부까지 깊이 확산해 들어갔기 때문으로 판단된다 또한 그 만큼 압축잔류응력.
이 존재하는 두께가 두꺼울 것으로 판단되기는 하나 그림 의 결과에서 보여지는3-21
바와 같이 최표면에서의 압축잔류응력의 크기는 상대적으로 작게 나타났다 그림.
의 이온질화 경도분포에서 알 수 있는 바와 같이 이온질화처리 시편의3-23
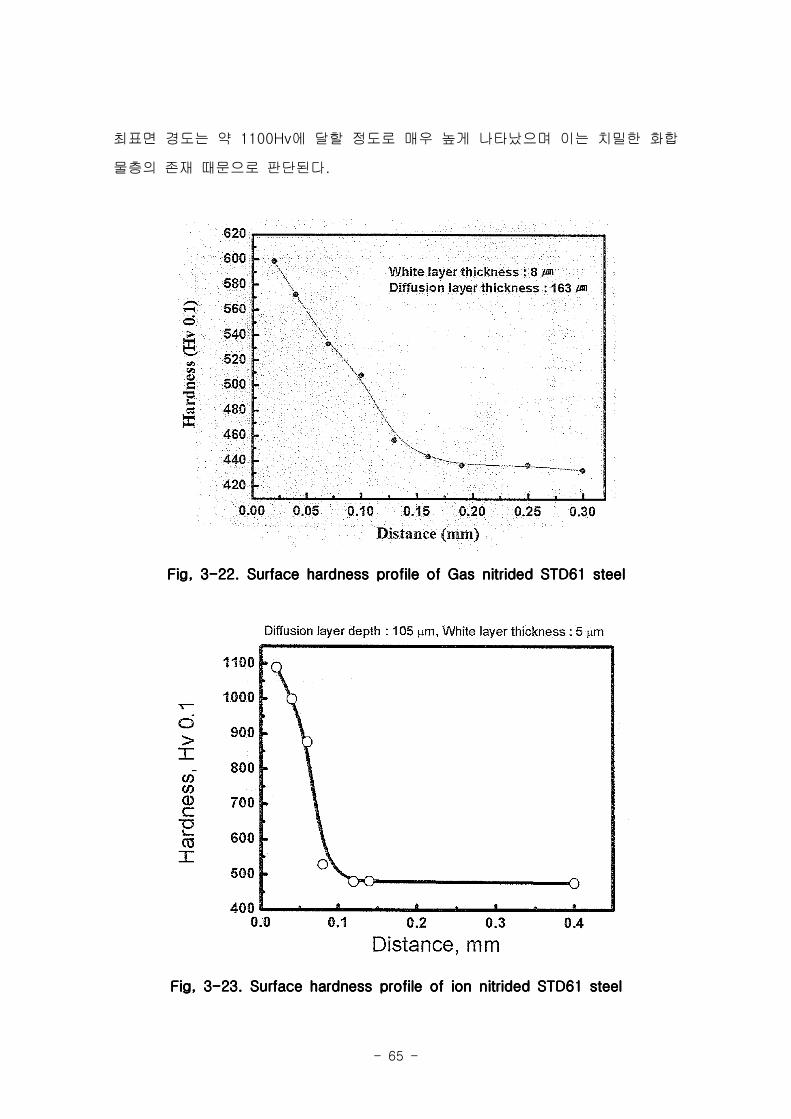
- 65 -
최표면 경도는 약 에 달할 정도로 매우 높게 나타났으며 이는 치밀한 화합1100Hv
물층의 존재 때문으로 판단된다.
Fig, 3-22. Surface hardness profile of Gas nitrided STD61 steelFig, 3-22. Surface hardness profile of Gas nitrided STD61 steelFig, 3-22. Surface hardness profile of Gas nitrided STD61 steelFig, 3-22. Surface hardness profile of Gas nitrided STD61 steel
Fig, 3-23. Surface hardness profile of ion nitrided STD61 steelFig, 3-23. Surface hardness profile of ion nitrided STD61 steelFig, 3-23. Surface hardness profile of ion nitrided STD61 steelFig, 3-23. Surface hardness profile of ion nitrided STD61 steel
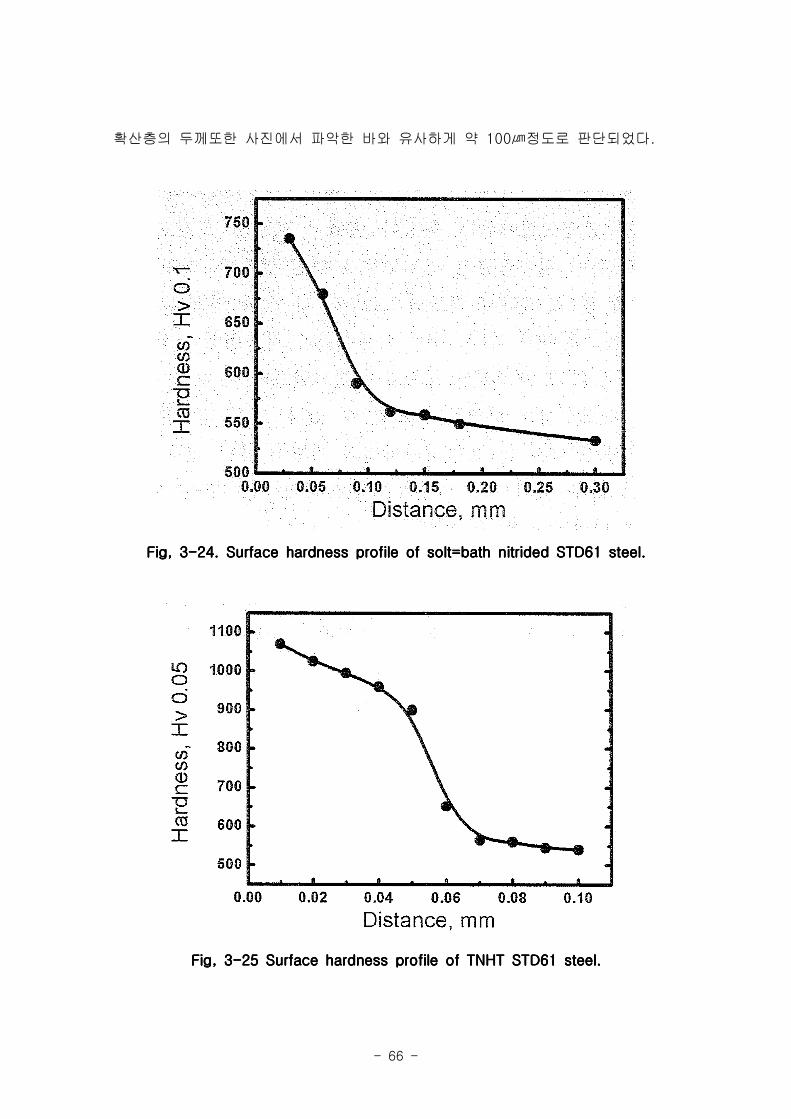
- 66 -
확산층의 두께또한 사진에서 파악한 바와 유사하게 약 정도로 판단되었다100 .㎛
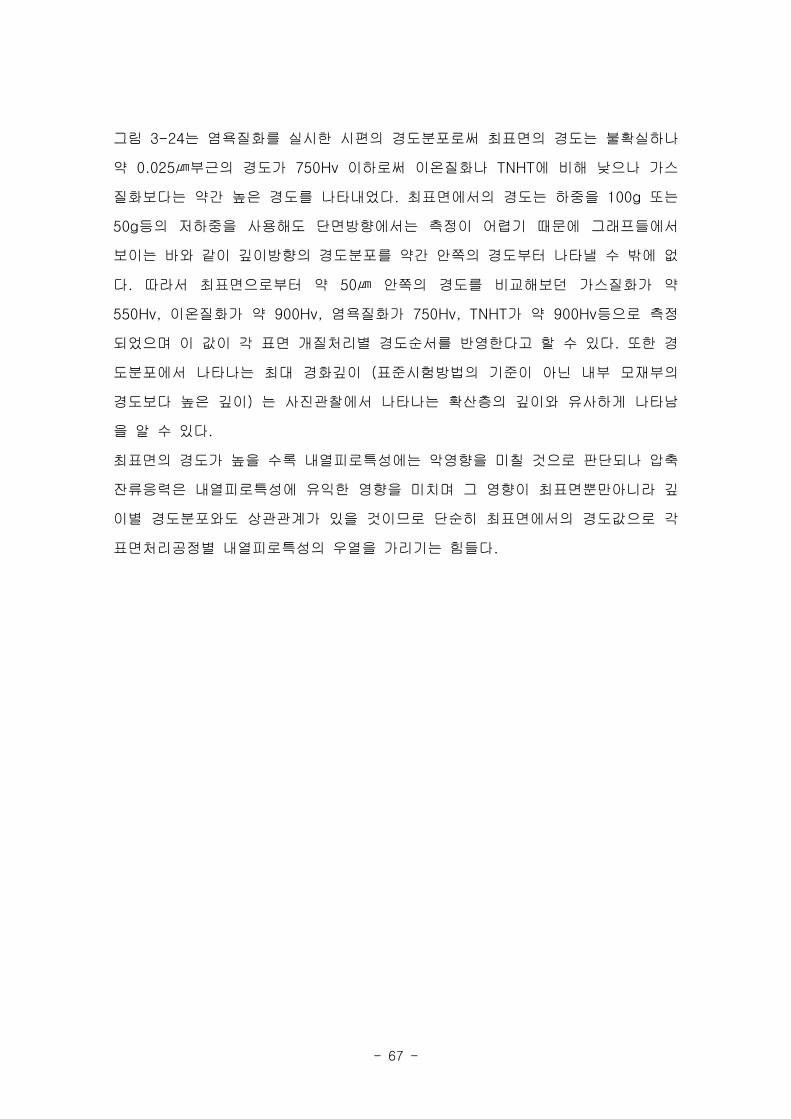
Fig, 3-24. Surface hardness profile of solt=bath nitrided STD61 steel.Fig, 3-24. Surface hardness profile of solt=bath nitrided STD61 steel.Fig, 3-24. Surface hardness profile of solt=bath nitrided STD61 steel.Fig, 3-24. Surface hardness profile of solt=bath nitrided STD61 steel.
Fig, 3-25 Surface hardness profile of TNHT STD61 steel.Fig, 3-25 Surface hardness profile of TNHT STD61 steel.Fig, 3-25 Surface hardness profile of TNHT STD61 steel.Fig, 3-25 Surface hardness profile of TNHT STD61 steel.
- 67 -
그림 는 염욕질화를 실시한 시편의 경도분포로써 최표면의 경도는 불확실하나3-24
약 부근의 경도가 이하로써 이온질화나 에 비해 낮으나 가스0.025 750Hv TNHT㎛
질화보다는 약간 높은 경도를 나타내었다 최표면에서의 경도는 하중을 또는. 100g
등의 저하중을 사용해도 단면방향에서는 측정이 어렵기 때문에 그래프들에서50g
보이는 바와 같이 깊이방향의 경도분포를 약간 안쪽의 경도부터 나타낼 수 밖에 없
다 따라서 최표면으로부터 약 안쪽의 경도를 비교해보던 가스질화가 약. 50㎛
이온질화가 약 염욕질화가 가 약 등으로 측정550Hv, 900Hv, 750Hv, TNHT 900Hv
되었으며 이 값이 각 표면 개질처리별 경도순서를 반영한다고 할 수 있다 또한 경.
도분포에서 나타나는 최대 경화깊이 표준시험방법의 기준이 아닌 내부 모재부의(
경도보다 높은 깊이 는 사진관찰에서 나타나는 확산층의 깊이와 유사하게 나타남)
을 알 수 있다.
최표면의 경도가 높을 수록 내열피로특성에는 악영향을 미칠 것으로 판단되나 압축
잔류응력은 내열피로특성에 유익한 영향을 미치며 그 영향이 최표면뿐만아니라 깊
이별 경도분포와도 상관관계가 있을 것이므로 단순히 최표면에서의 경도값으로 각
표면처리공정별 내열피로특성의 우열을 가리기는 힘들다.
- 68 -
제 절 용손 특성에 미치는 표면개질 공정조건의 영향제 절 용손 특성에 미치는 표면개질 공정조건의 영향제 절 용손 특성에 미치는 표면개질 공정조건의 영향제 절 용손 특성에 미치는 표면개질 공정조건의 영향2222
용손 특정 평가법용손 특정 평가법용손 특정 평가법용손 특정 평가법1.1.1.1.
용손이란 고압 고속사출된 용융 금속이 금형의 캐비티 내에 고속으로 충전, (cavity)
될 때에 발생하는 침식으로 마식 에 의하여 금형이 마찰되어 제품에 볼록, (erosion)
부의 결함을 발생시키게 되며 용탕성분과 금형성분 야금학적인 표면반응에 의하여
진행된다고 알려져 있다 알루미늄 다이캐스팅을 예로 들면 초기단계에서는 용탕과. ,
기지와의 표면확산에 의하여 및 의 고용체가 형성된 후 과포화의 고용체Fe, Al Si
가 계 금속간 화합물로 변화되고 그 이후 이 금속간 화합물의 기지와의 열Al-Fe-Si
팽창율의 차이로 인하여 기지와의 계면이 균열이나 기포가 발생하게 되는 데 이러
한 균열이나 기포는 계면의 밀착성을 저하시켜 표면탈락을 유발시키며 이와같은 과
정의 반복에 의하여 용손인 진행되는 것으로 알려져 있다.
이러한 용손 초기단계에서의 야금학적인 반응 정도를 평가하기 위하여 용탕내에 금
형소재를 침지시킨 후 무게감소량을 측정하는 방법을 이용한 경우가 일본에서 보고
된바 있으며 규격의 종의 경우 용탕에 시간동안 침지함으로써JIS SKD 61 Al 43
1140m9/cm2의 무게감소가 발생하였다고 보고되었다 그러나 이러한 방법으로 실.
험을 실시한 결과 시편표면에 용착된 알루미늄을 용액으로 용해시킨다해도, NaOH
반응층의 탈락정도에 따라 무게변화가 심하게 나타나 시험결과의 오차가 커지게 되
는 단정이 있었다 따라서 본 연구에서는 시편표면의 일부에 접착성있는 내화재료.
를 도포하여 용융알루미늄과의 반응을 억제한 후 원래의 시편표면에 대한 용손표,
면부의 깊이정도로 용손을 평가하는 방법을 다음과 같이 고안하였다.
- 69 -
가 시편준비.
원관형태의 시편표면의 반을 점착성이 있는 내화재료로 도포하고 충분히 건조시킴
으로써 내화재가 도포된 부위는 용융알루미늄과의 반응이 발생하지 않도록 준비한
다.
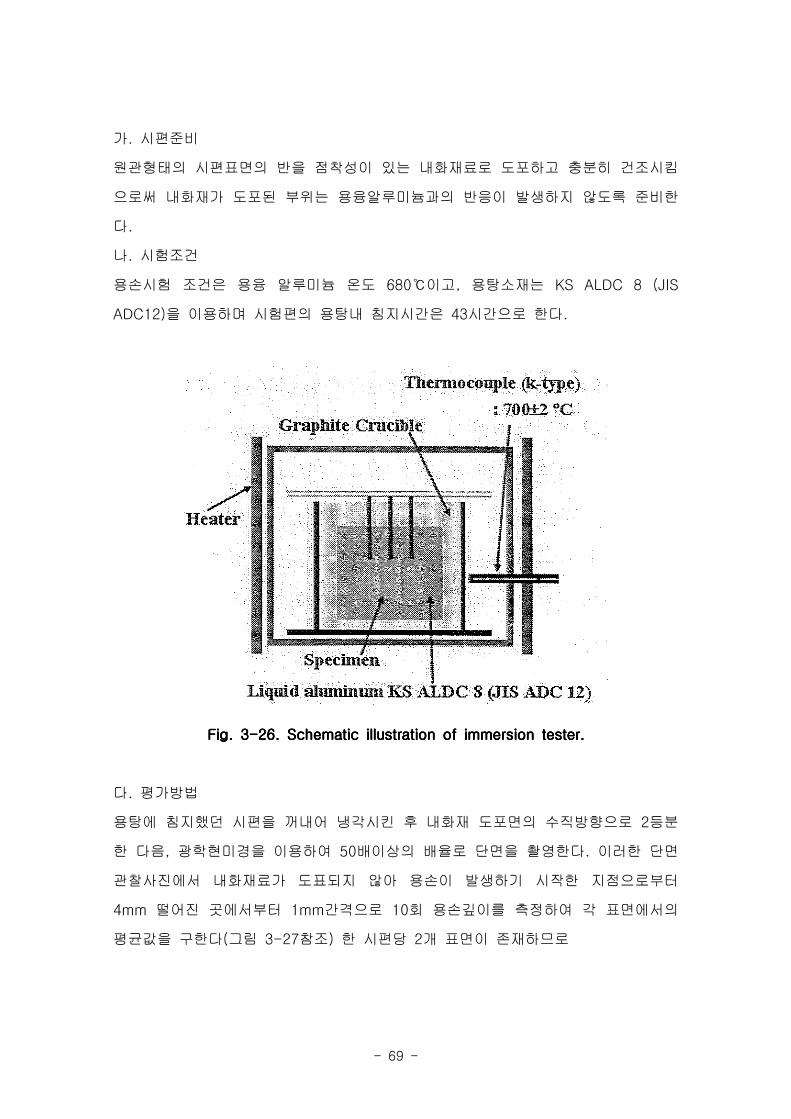
나 시험조건.
용손시험 조건은 용융 알루미늄 온도 이고 용탕소재는680 , KS ALDC 8 (JIS℃
을 이용하며 시험편의 용탕내 침지시간은 시간으로 한다ADC12) 43 .
Fig. 3-26. Schematic illustration of immersion tester.Fig. 3-26. Schematic illustration of immersion tester.Fig. 3-26. Schematic illustration of immersion tester.Fig. 3-26. Schematic illustration of immersion tester.
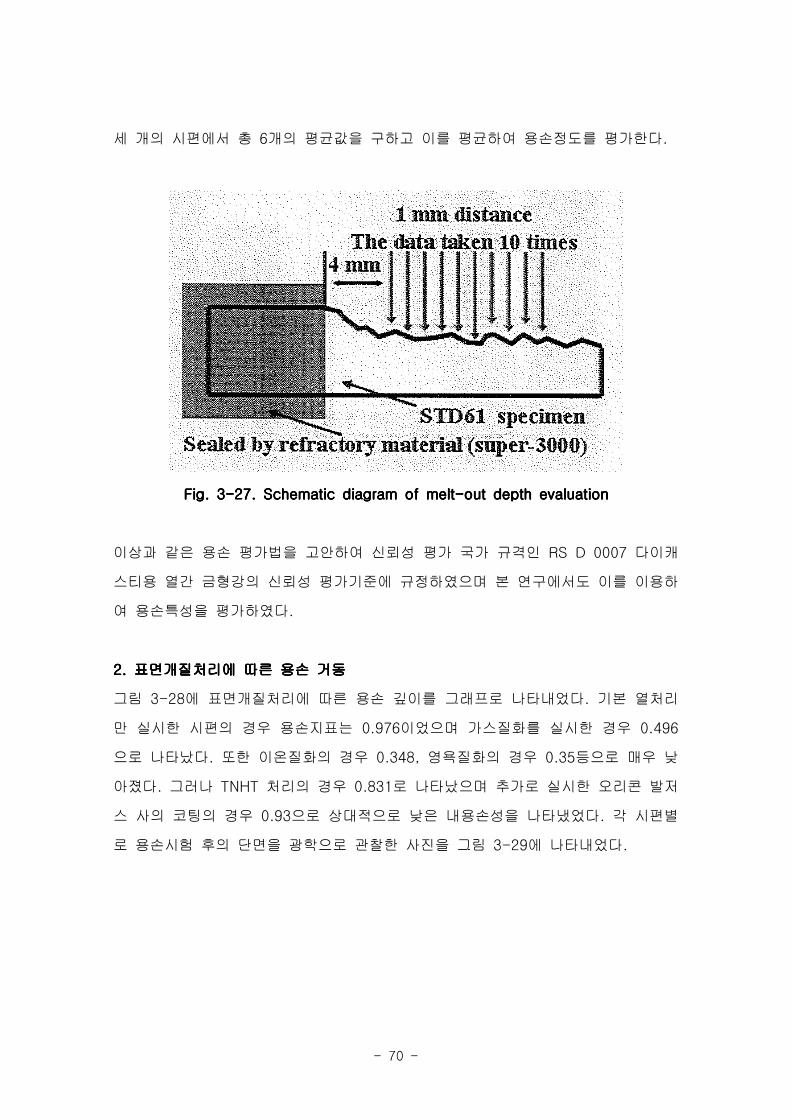
다 평가방법.
용탕에 침지했던 시편을 꺼내어 냉각시킨 후 내화재 도포면의 수직방향으로 등분2
한 다음 광학현미경을 이용하여 배이상의 배율로 단면을 촬영한다 이러한 단면, 50 .
관찰사진에서 내화재료가 도표되지 않아 용손이 발생하기 시작한 지점으로부터
떨어진 곳에서부터 간격으로 회 용손깊이를 측정하여 각 표면에서의4mm 1mm 10
평균값을 구한다 그림 참조 한 시편당 개 표면이 존재하므로( 3-27 ) 2
- 70 -
세 개의 시편에서 총 개의 평균값을 구하고 이를 평균하여 용손정도를 평가한다6 .
Fig. 3-27. Schematic diagram of melt-out depth evaluationFig. 3-27. Schematic diagram of melt-out depth evaluationFig. 3-27. Schematic diagram of melt-out depth evaluationFig. 3-27. Schematic diagram of melt-out depth evaluation
이상과 같은 용손 평가법을 고안하여 신뢰성 평가 국가 규격인 다이캐RS D 0007
스티용 열간 금형강의 신뢰성 평가기준에 규정하였으며 본 연구에서도 이를 이용하
여 용손특성을 평가하였다.
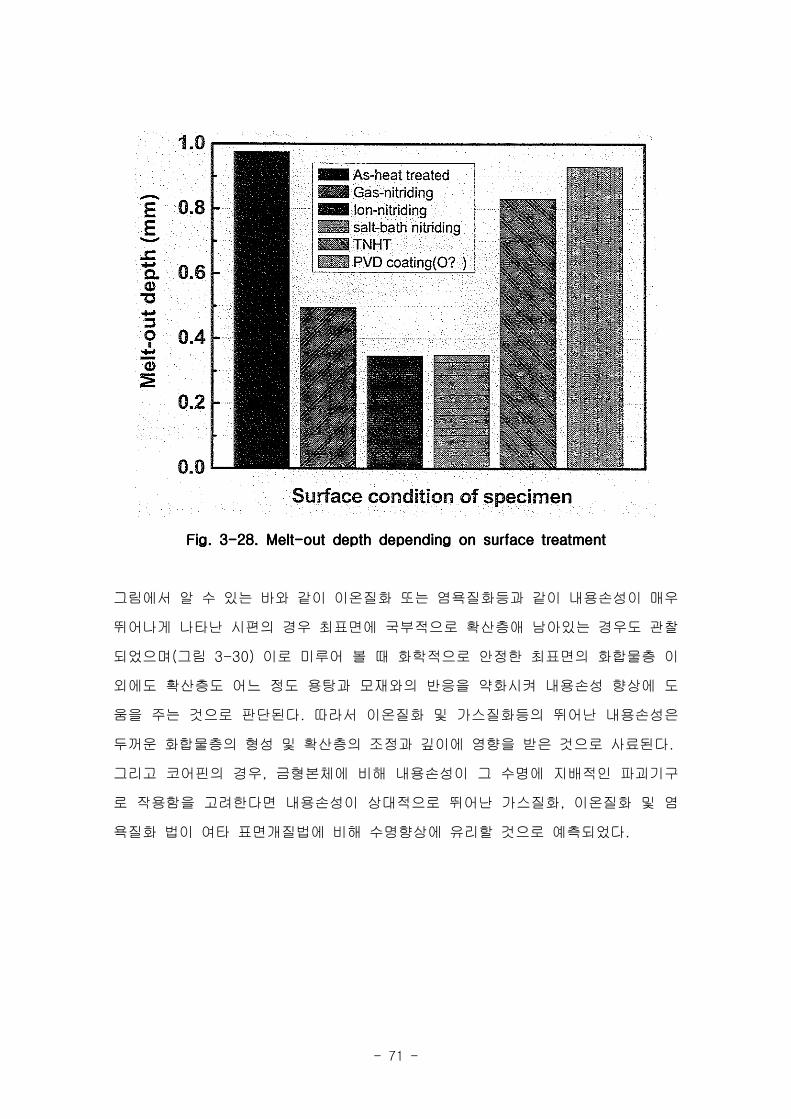
표면개질처리에 따른 용손 거동표면개질처리에 따른 용손 거동표면개질처리에 따른 용손 거동표면개질처리에 따른 용손 거동2.2.2.2.
그림 에 표면개질처리에 따른 용손 깊이를 그래프로 나타내었다 기본 열처리3-28 .
만 실시한 시편의 경우 용손지표는 이었으며 가스질화를 실시한 경우0.976 0.496
으로 나타났다 또한 이온질화의 경우 영욕질화의 경우 등으로 매우 낮. 0.348, 0.35
아졌다 그러나 처리의 경우 로 나타났으며 추가로 실시한 오리콘 발저. TNHT 0.831
스 사의 코팅의 경우 으로 상대적으로 낮은 내용손성을 나타냈었다 각 시편별0.93 .
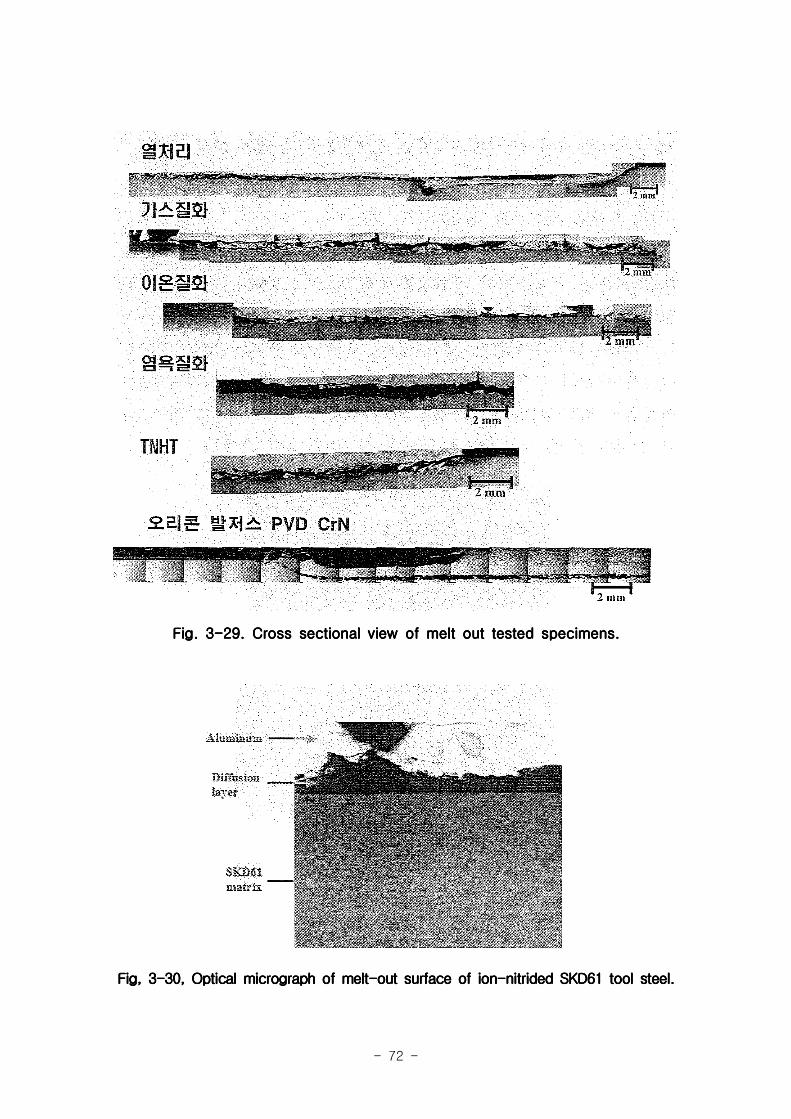
로 용손시험 후의 단면을 광학으로 관찰한 사진을 그림 에 나타내었다3-29 .
- 71 -
Fig. 3-28. Melt-out depth depending on surface treatmentFig. 3-28. Melt-out depth depending on surface treatmentFig. 3-28. Melt-out depth depending on surface treatmentFig. 3-28. Melt-out depth depending on surface treatment
그림에서 알 수 있는 바와 같이 이온질화 또는 염욕질화등과 같이 내용손성이 매우
뛰어나게 나타난 시편의 경우 최표면에 국부적으로 확산층애 남아있는 경우도 관찰
되었으며 그림 이로 미루어 볼 때 화학적으로 안정한 최표면의 화합물층 이( 3-30)
외에도 확산층도 어느 정도 용탕과 모재와의 반응을 약화시켜 내용손성 향상에 도
움을 주는 것으로 판단된다 따라서 이온질화 및 가스질화등의 뛰어난 내용손성은.
두꺼운 화합물층의 형성 및 확산층의 조정과 깊이에 영향을 받은 것으로 사료된다.
그리고 코어핀의 경우 금형본체에 비해 내용손성이 그 수명에 지배적인 파괴기구,
로 작용함을 고려한다면 내용손성이 상대적으로 뛰어난 가스질화 이온질화 및 염,
욕질화 법이 여타 표면개질법에 비해 수명향상에 유리할 것으로 예측되었다.
- 72 -
Fig. 3-29. Cross sectional view of melt out tested specimens.Fig. 3-29. Cross sectional view of melt out tested specimens.Fig. 3-29. Cross sectional view of melt out tested specimens.Fig. 3-29. Cross sectional view of melt out tested specimens.
Fig, 3-30, Optical micrograph of melt-out surface of ion-nitrided SKD61 tool steel.Fig, 3-30, Optical micrograph of melt-out surface of ion-nitrided SKD61 tool steel.Fig, 3-30, Optical micrograph of melt-out surface of ion-nitrided SKD61 tool steel.Fig, 3-30, Optical micrograph of melt-out surface of ion-nitrided SKD61 tool steel.
- 73 -
제 절 열피로 특성에 미치는 표면개질 공정조건의 영향제 절 열피로 특성에 미치는 표면개질 공정조건의 영향제 절 열피로 특성에 미치는 표면개질 공정조건의 영향제 절 열피로 특성에 미치는 표면개질 공정조건의 영향3333
열피로 특성 평가법열피로 특성 평가법열피로 특성 평가법열피로 특성 평가법1.1.1.1.
가 열피로 시험장비 및 조건.
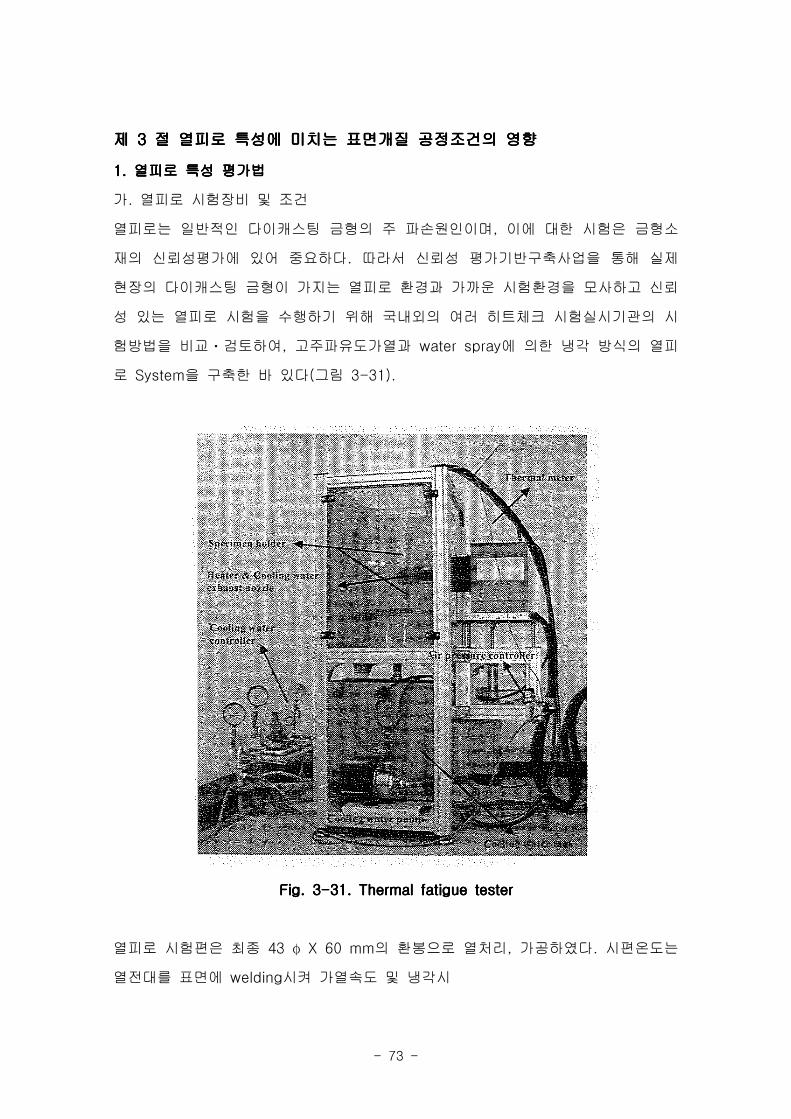
열피로는 일반적인 다이캐스팅 금형의 주 파손원인이며 이에 대한 시험은 금형소,
재의 신뢰성평가에 있어 중요하다 따라서 신뢰성 평가기반구축사업을 통해 실제.
현장의 다이캐스팅 금형이 가지는 열피로 환경과 가까운 시험환경을 모사하고 신뢰
성 있는 열피로 시험을 수행하기 위해 국내외의 여러 히트체크 시험실시기관의 시
험방법을 비교 검토하여 고주파유도가열과 에 의한 냉각 방식의 열피, water sprayㆍ
로 을 구축한 바 있다 그림System ( 3-31).
Fig. 3-31. Thermal fatigue testerFig. 3-31. Thermal fatigue testerFig. 3-31. Thermal fatigue testerFig. 3-31. Thermal fatigue tester
열피로 시험편은 최종 의 환봉으로 열처리 가공하였다 시편온도는43 X 60 mm , .ϕ
열전대를 표면에 시켜 가열속도 및 냉각시welding
- 74 -
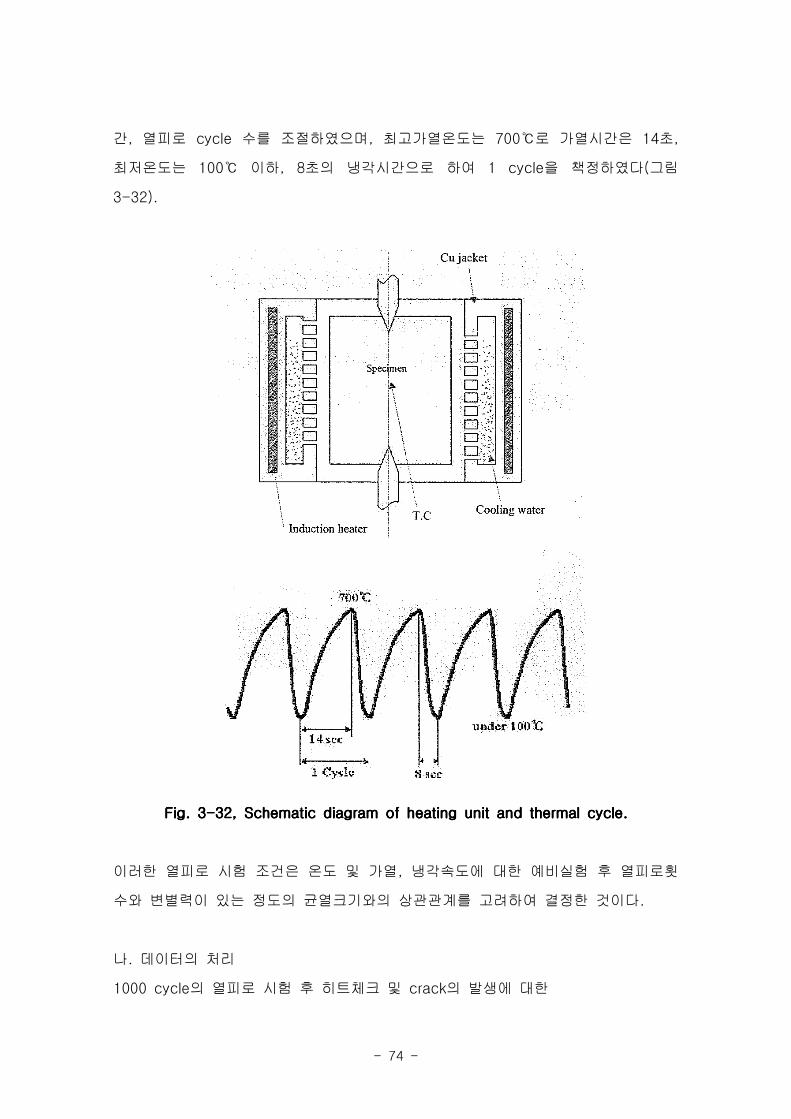
간 열피로 수를 조절하였으며 최고가열온도는 로 가열시간은 초, cycle , 700 14 ,℃
최저온도는 이하 초의 냉각시간으로 하여 을 책정하였다 그림100 , 8 1 cycle (℃
3-32).
Fig. 3-32, Schematic diagram of heating unit and thermal cycle.Fig. 3-32, Schematic diagram of heating unit and thermal cycle.Fig. 3-32, Schematic diagram of heating unit and thermal cycle.Fig. 3-32, Schematic diagram of heating unit and thermal cycle.
이러한 열피로 시험 조건은 온도 및 가열 냉각속도에 대한 예비실험 후 열피로횟,
수와 변별력이 있는 정도의 균열크기와의 상관관계를 고려하여 결정한 것이다.
나 데이터의 처리.
의 열피로 시험 후 히트체크 및 의 발생에 대한1000 cycle crack
- 75 -
감수성 및 의 진전속도의 지표로 다음 식에 의해 발생 빈도를 평가하였crack crack
다.
실체 총 길이 각 의 길이 광학현미경의 배율(L : crack , Li : crack , M : )
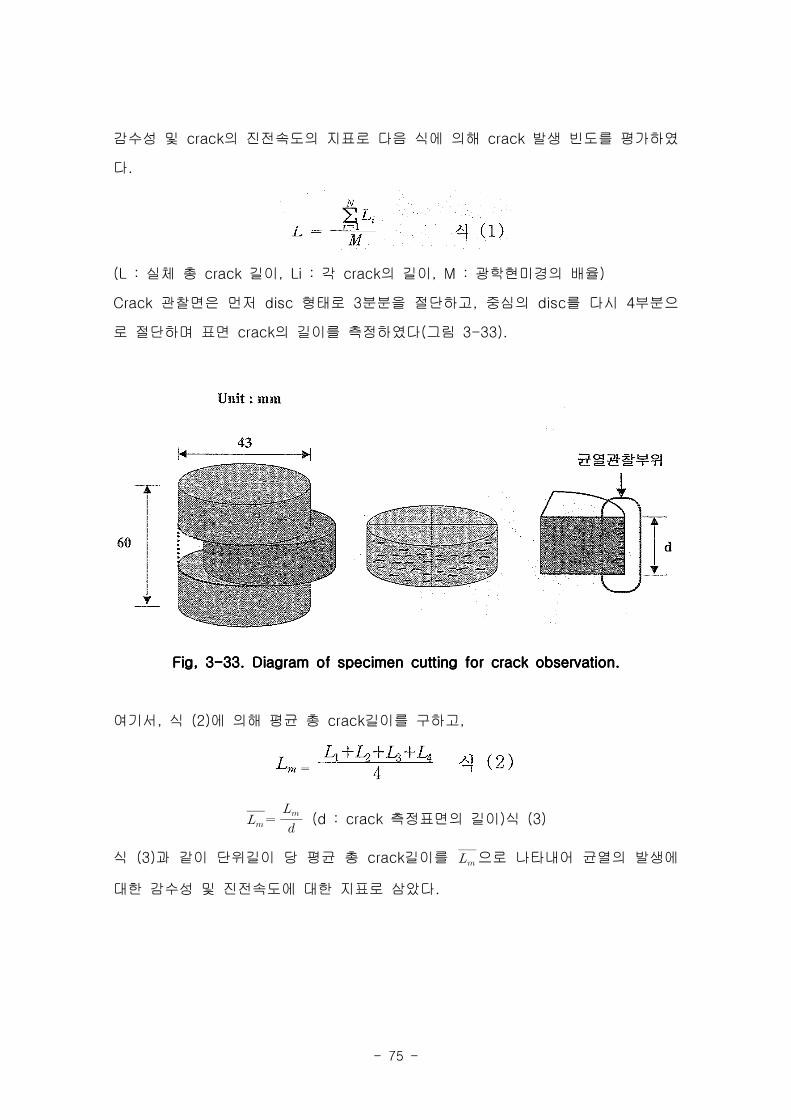
관찰면은 먼저 형태로 분분을 절단하고 중심의 를 다시 부분으Crack disc 3 , disc 4
로 절단하며 표면 의 길이를 측정하였다 그림crack ( 3-33).
Fig, 3-33. Diagram of specimen cutting for crack observation.Fig, 3-33. Diagram of specimen cutting for crack observation.Fig, 3-33. Diagram of specimen cutting for crack observation.Fig, 3-33. Diagram of specimen cutting for crack observation.
여기서 식 에 의해 평균 총 길이를 구하고, (2) crack ,
측정표면의 길이 식(d : crack ) (3)
식 과 같이 단위길이 당 평균 총 길이를(3) crack 으로 나타내어 균열의 발생에
대한 감수성 및 진전속도에 대한 지표로 삼았다.
- 76 -
열피로 시험 시스템을 구축하던 초기에는 Lf값을 제시하기도 하였으며 본 보고서의
앞전에서도 이를 기술한 바 있다 이는 일반적으로 균열의 총길이. Lm와 열피로 싸
이클수가 약 에서 싸이클의 범위에서 직선관계를 나타낸다고 알려져 있기100 5000
때문에 와 InLf의 관계를 그래프로 나타내고 그 직선의 기울기를 균열의 발생빈
도 로 규정하고자 하였었다 이는. Lf값이 열피로 싸이클의 증가에 따른 균일길이의
증가를 나타냄으로써 금형강의 종류등에 따른 균일 발생에 대한 감수성 및 균일의
진전속도를 나타내는 지표가 될 수 있으리라고 판단하였기 때문이다.
즉 이 Lf값이 작은 소재일수록 다시말해 그래프에서의 직선의 기울기가 작을수록,
균열의 발생에 대한 민감도 및 균일진전의 속도가 우수한 열피로 성질을 갖는 재료
로 판단할 수 있을 것으로 예상하였다.
그러나 실제적으로 메이커 열처리 조건 표면조건의 변화등 여러조건으로 준비된 시,
편들에 대해 열피로 시험을 수행해본 결과 예상과는 다르게, Lf값이 균열발생에 대
한 감수성 및 균열의 진전속도를 나타내는 지표로서 내열피로특성의 변화를 뚜렷하
게 반영하지 못하는 것을 나타났다 즉 내열피로성이 취약한 제품의 경우 열피로시. ,
험 초기인 사이클에서도 비교적 높은 균열진전속도를 가지고 있기 때문에 내열500
피로성이 우수한 제품에 비해 그래프상에서 직선의 기울기가 커지기보다는 전반적으
로 위로 수평이동해가는 형태로 열피로 거동이 표현되기 때문으로 판단되었다 따라.
서 합금 공구강의 내열피로성을 보다 정확히 표현하기 위해서는 Lf 값보다는
- 77 -
사이클에서의 시편단위길이당 균열길이1000 (을 지표로 사용하는 것이 타당하)
리라 판단하였다 특히 회정도의 열피로 사이클에서는 내열피로성이 우수한 강. 500
재의 경우 균열성장이 미미한 반면 사이클에서는 산화피막의 과성장 및 탈락1500
으로 인해 정확한 균열길이를 측정하기 어렵기 때문에 사이클에서의1000 값이
보다 정확한 열피로특성을 표현할 수 있으리라 판단되었다 그러나. Lm값은 단위시
편길이당 균열길이이므로 길이가 짧은 다수의 균열에 존재하는 경우와 길이가 긴
적은 수의 균열이 존재하는 경우 균열 길인 총합만 같다던 동일한 값으로 표현되는
단점이 있다 따라서 금형의 수명에 보다 큰 악영향을 미칠 것으로 판단되는 적은.
수의 큰 균열에 대한 보완책으로써 값과 동시에 최대균열길이를 보고하는 것이
타당하리라 판단되었다 이와 같은 기초연구를 토대로 하여 에 열간금형간. RS 0007
의 열피로시험에 대한 규정을 마련하였으며 본 연구가 신뢰성 향상을 목표로 하고
있는 만큼 신뢰성 규격상의 내열 피로특정 평가방법을 본 연구에서도 동일하게 적
용 하는 것으로 하였다.
표면개질처리에 따른 열피로 거동표면개질처리에 따른 열피로 거동표면개질처리에 따른 열피로 거동표면개질처리에 따른 열피로 거동2.2.2.2.
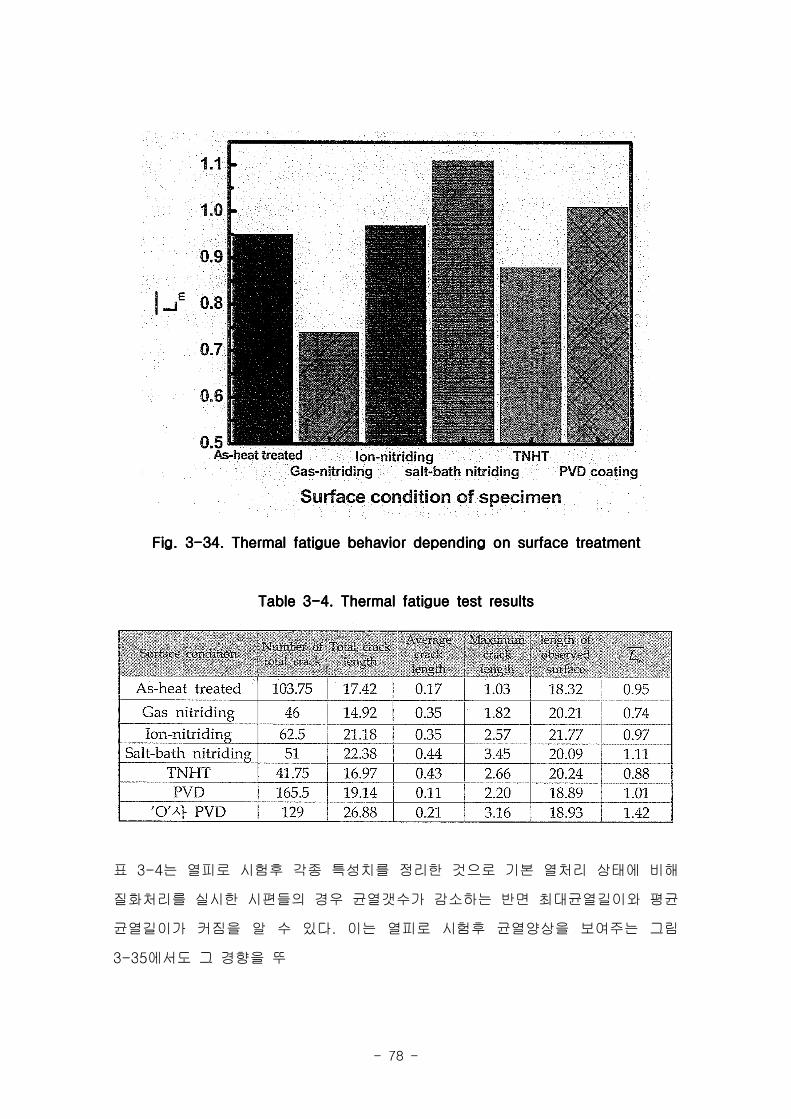
그림 는 각 표면처리 공정 별 값을 정리하여 그래프로 표시한 것으로 가3-34 Lm
스질화 시편이 제일 우수한 내열 피로 특성을 나타내었고 염용질화시편의 경우 1.1
이상의 값을 나타내었다 그리고 국외 대표적 코팅기업이라고 파악되어 추가로 시.
험을 실시한 오리콘 발저스사의 코팅의 경우 까지 높아진 값을 나타내었PVD 1.42
다.
- 78 -
Fig. 3-34. Thermal fatigue behavior depending on surface treatmentFig. 3-34. Thermal fatigue behavior depending on surface treatmentFig. 3-34. Thermal fatigue behavior depending on surface treatmentFig. 3-34. Thermal fatigue behavior depending on surface treatment
Table 3-4. Thermal fatigue test resultsTable 3-4. Thermal fatigue test resultsTable 3-4. Thermal fatigue test resultsTable 3-4. Thermal fatigue test results
표 는 열피로 시험후 각종 특성치를 정리한 것으로 기본 열처리 상태에 비해3-4
질화처리를 실시한 시편들의 경우 균열갯수가 감소하는 반면 최대균열길이와 평균
균열길이가 커짐을 알 수 있다 이는 열피로 시험후 균열양상을 보여주는 그림.
에서도 그 경향을 뚜3-35
- 79 -
렷이 알 수 있다 이는 질화처리에 따른 표면경도의 상승으로 열피로 초기에 균열.
이 발생한 후 이 균열들이 선택적으로 성장함에 따라 비록 균열수는 감소하나 개,
별균열의 길이는 증가하는 경향을 나타냈기 때문으로 판단된다 또한 처리 시. PVD
편의 경우 균열의 개수는 증가하였으나 평균길이는 질화시편에 비해 증가정도가 낮
았으며 전반적으로 기본열처리에 비해 열악한 값을 나타내었다 이는 시편Lm . PVD
들은 최표면에 수 두께로 존재하는 화합물층의 경도가 높아 초기 상태에서는 균㎛
열 수가 증가하나 열피로가 진행되면서 최표면에 탈락되고 나면 모재부위가 드러나
서 기본 열처리시편과 동일한 양상이 되기 때문으로 판단된다 각종 질화체리에 따.
라 경도 또는 화합물 층 및 확산층의 두께에 따라 일정한 경향이 나타나지는 않았
는데 이는 화합물층 및 확산층의 두께가 유사하다하더라도 처리조건에 따라 생성되
는 주 질화물의 조직 및 확산층내 질소원자 분표등이 동일하지 않기 때문으로 판단
된다.
참고로 본 연근에서 이용한 유도가열 및 강제수냉시 열피로 시험의 경우 최고온도
를 등으로 변화시켜가며 열피로 시험을 수행하였지만 모든 온600 , 700 , 720℃ ℃ ℃
도조건에서 사이클 이상에서는 이상의 균열이 성장하였다 특히5000 0.5mm . 720℃
시험의 경우에는 사이클에서도 내지 의 길이를 가진 균열이 발생하였다1000 2 3mm .
이와 같은 결과가 발생한 이유는 일반적인 다이캐스팅 금형의 수명이 만에서5 10
만 임을 고려할 때 매우 가혹한 환경에서 열피로 실험이 이루어졌기 때문인데shot
이는 열피로 시험에 소요되는 시간을 단축하기 위해 가속시험을 염두에 두고 시험
방법을 고안한 결과로 최대균열길이보다는 단위면적당 균열의 발생빈도 및 양을 복
합적으로 대표하는 Lm값을 기준으로 현장수명을 예측하는 것이 타당할 것으로 판단
된다.
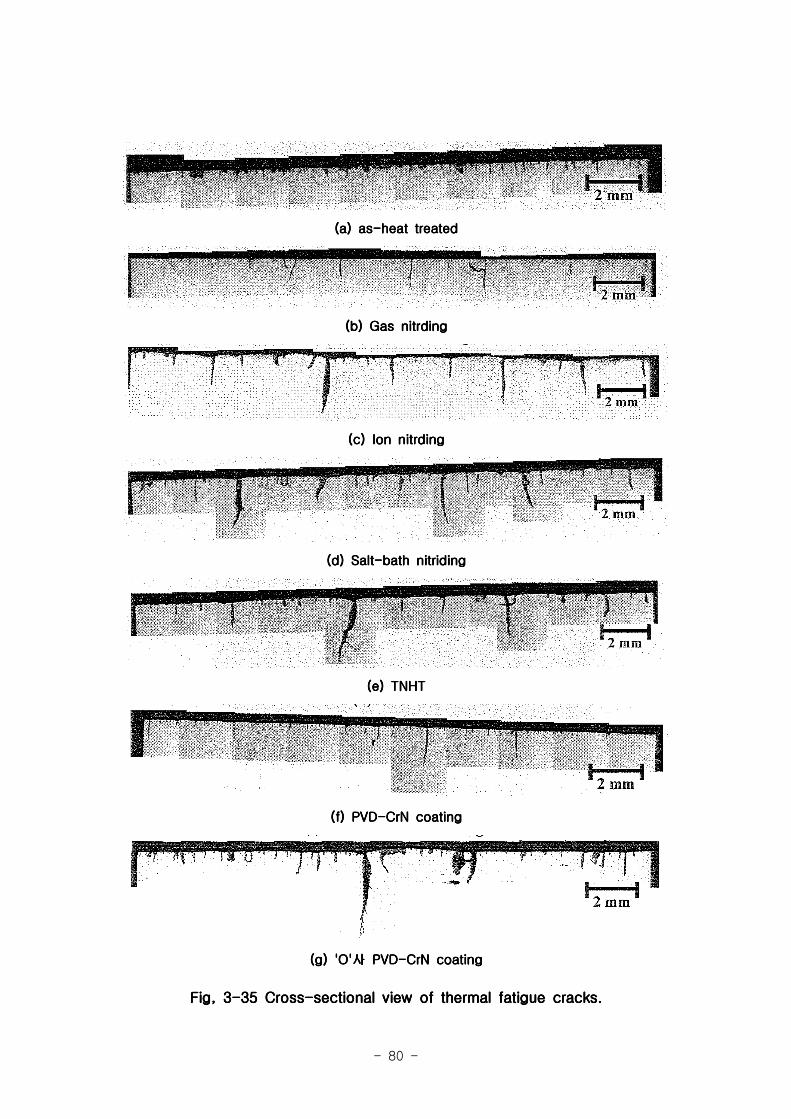
- 80 -
(a) as-heat treated(a) as-heat treated(a) as-heat treated(a) as-heat treated
(b) Gas nitrding(b) Gas nitrding(b) Gas nitrding(b) Gas nitrding
(c) Ion nitrding(c) Ion nitrding(c) Ion nitrding(c) Ion nitrding
(d) Salt-bath nitriding(d) Salt-bath nitriding(d) Salt-bath nitriding(d) Salt-bath nitriding
(e) TNHT(e) TNHT(e) TNHT(e) TNHT
(f) PVD-CrN coating(f) PVD-CrN coating(f) PVD-CrN coating(f) PVD-CrN coating
사사사사(g) 'O' PVD-CrN coating(g) 'O' PVD-CrN coating(g) 'O' PVD-CrN coating(g) 'O' PVD-CrN coating
Fig, 3-35 Cross-sectional view of thermal fatigue cracks.Fig, 3-35 Cross-sectional view of thermal fatigue cracks.Fig, 3-35 Cross-sectional view of thermal fatigue cracks.Fig, 3-35 Cross-sectional view of thermal fatigue cracks.
- 81 -
제 장 현장적용 시험제 장 현장적용 시험제 장 현장적용 시험제 장 현장적용 시험4444
제 절 현장파손 코어핀의 손상원인 분석제 절 현장파손 코어핀의 손상원인 분석제 절 현장파손 코어핀의 손상원인 분석제 절 현장파손 코어핀의 손상원인 분석1111
현장에서 사용중에 파손된 코오핀의 손상부위 및 손상원인을 분석하여 파괴기구에
대한 이해를 돕고자 그동안 본 연구팀에서 진행해왔던 현장파손 코오핀의 손상원인
분석사례를 아래에 정리하였다.
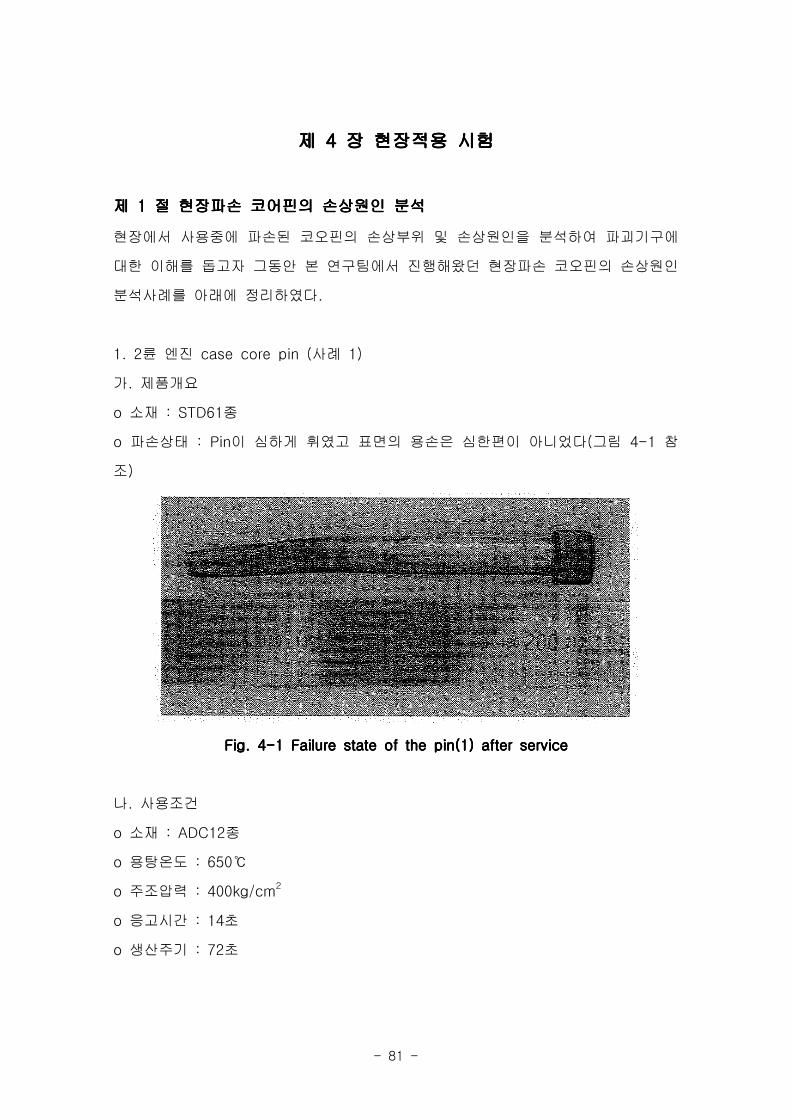
륜 엔진 사례1. 2 case core pin ( 1)
가 제품개요.
소재 종o : STD61
파손상태 이 심하게 휘였고 표면의 용손은 심한편이 아니었다 그림 참o : Pin ( 4-1
조)
Fig. 4-1 Failure state of the pin(1) after serviceFig. 4-1 Failure state of the pin(1) after serviceFig. 4-1 Failure state of the pin(1) after serviceFig. 4-1 Failure state of the pin(1) after service
나 사용조건.
소재 종o : ADC12
용탕온도o : 650℃
주조압력o : 400kg/cm2
응고시간 초o : 14
생산주기 초o : 72
- 82 -
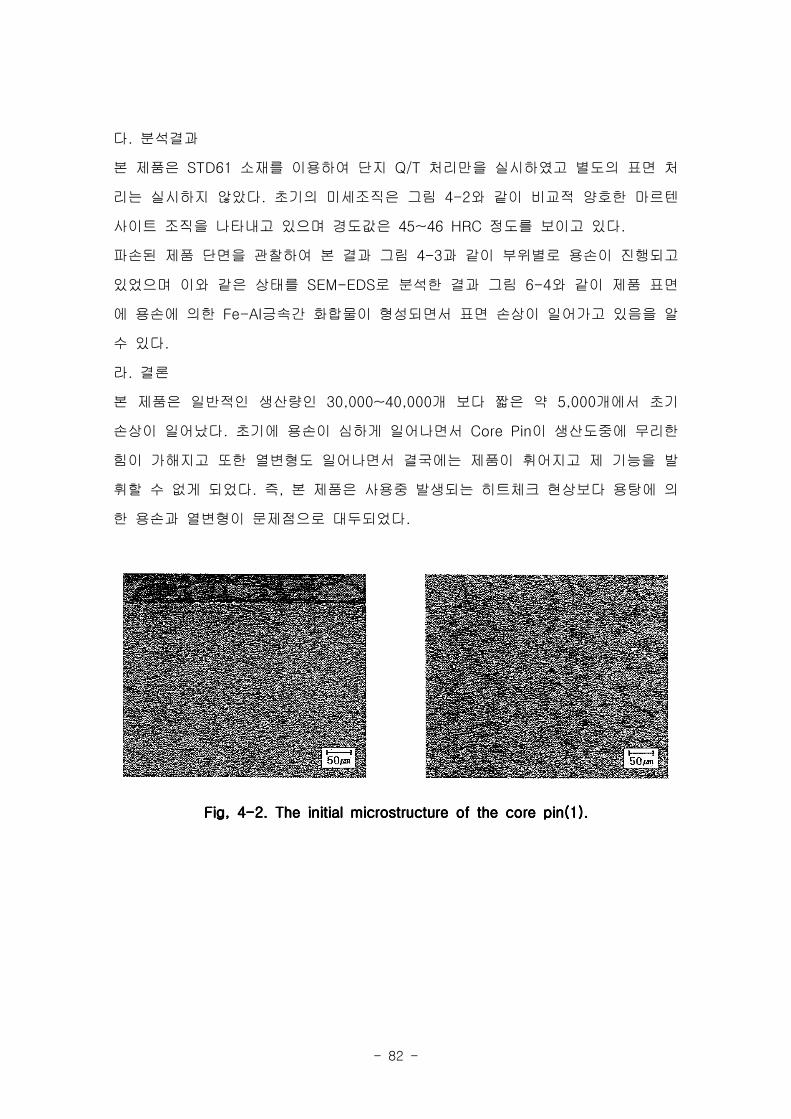
다 분석결과.
본 제품은 소재를 이용하여 단지 처리만을 실시하였고 별도의 표면 처STD61 Q/T
리는 실시하지 않았다 초기의 미세조직은 그림 와 같이 비교적 양호한 마르텐. 4-2
사이트 조직을 나타내고 있으며 경도값은 정도를 보이고 있다45~46 HRC .
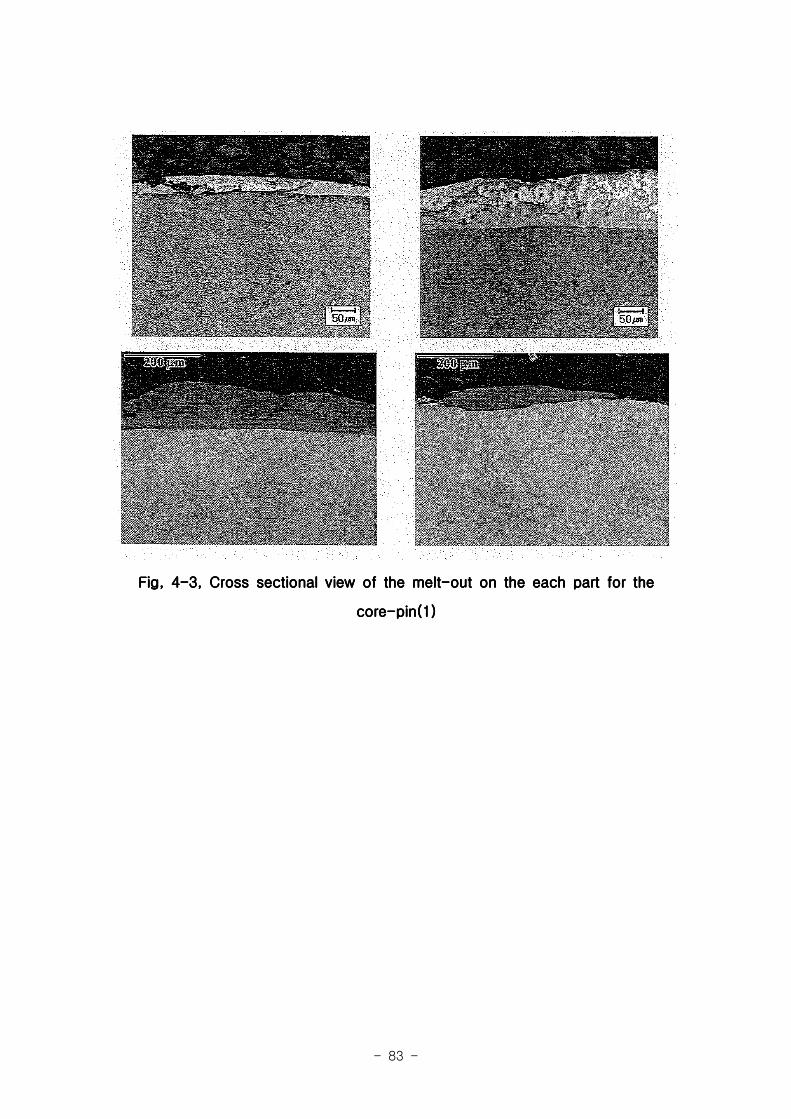
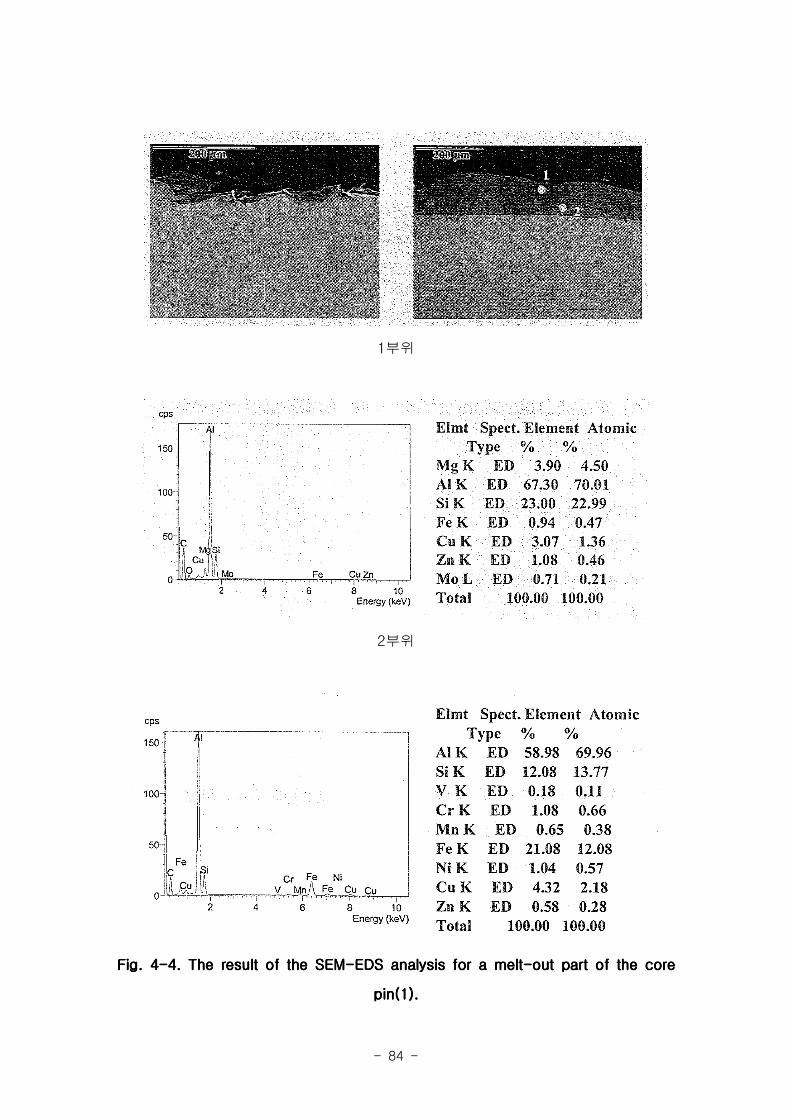
파손된 제품 단면을 관찰하여 본 결과 그림 과 같이 부위별로 용손이 진행되고4-3
있었으며 이와 같은 상태를 로 분석한 결과 그림 와 같이 제품 표면SEM-EDS 6-4
에 용손에 의한 긍속간 화합물이 형성되면서 표면 손상이 일어가고 있음을 알Fe-Al
수 있다.
라 결론.
본 제품은 일반적인 생산량인 개 보다 짧은 약 개에서 초기30,000~40,000 5,000
손상이 일어났다 초기에 용손이 심하게 일어나면서 이 생산도중에 무리한. Core Pin
힘이 가해지고 또한 열변형도 일어나면서 결국에는 제품이 휘어지고 제 기능을 발
휘할 수 없게 되었다 즉 본 제품은 사용중 발생되는 히트체크 현상보다 용탕에 의. ,
한 용손과 열변형이 문제점으로 대두되었다.
Fig, 4-2. The initial microstructure of the core pin(1).Fig, 4-2. The initial microstructure of the core pin(1).Fig, 4-2. The initial microstructure of the core pin(1).Fig, 4-2. The initial microstructure of the core pin(1).
- 83 -
Fig, 4-3, Cross sectional view of the melt-out on the each part for theFig, 4-3, Cross sectional view of the melt-out on the each part for theFig, 4-3, Cross sectional view of the melt-out on the each part for theFig, 4-3, Cross sectional view of the melt-out on the each part for the
core-pin(1)core-pin(1)core-pin(1)core-pin(1)
- 84 -
부위1
부위2
Fig. 4-4. The result of the SEM-EDS analysis for a melt-out part of the coreFig. 4-4. The result of the SEM-EDS analysis for a melt-out part of the coreFig. 4-4. The result of the SEM-EDS analysis for a melt-out part of the coreFig. 4-4. The result of the SEM-EDS analysis for a melt-out part of the core
pin(1).pin(1).pin(1).pin(1).
- 85 -
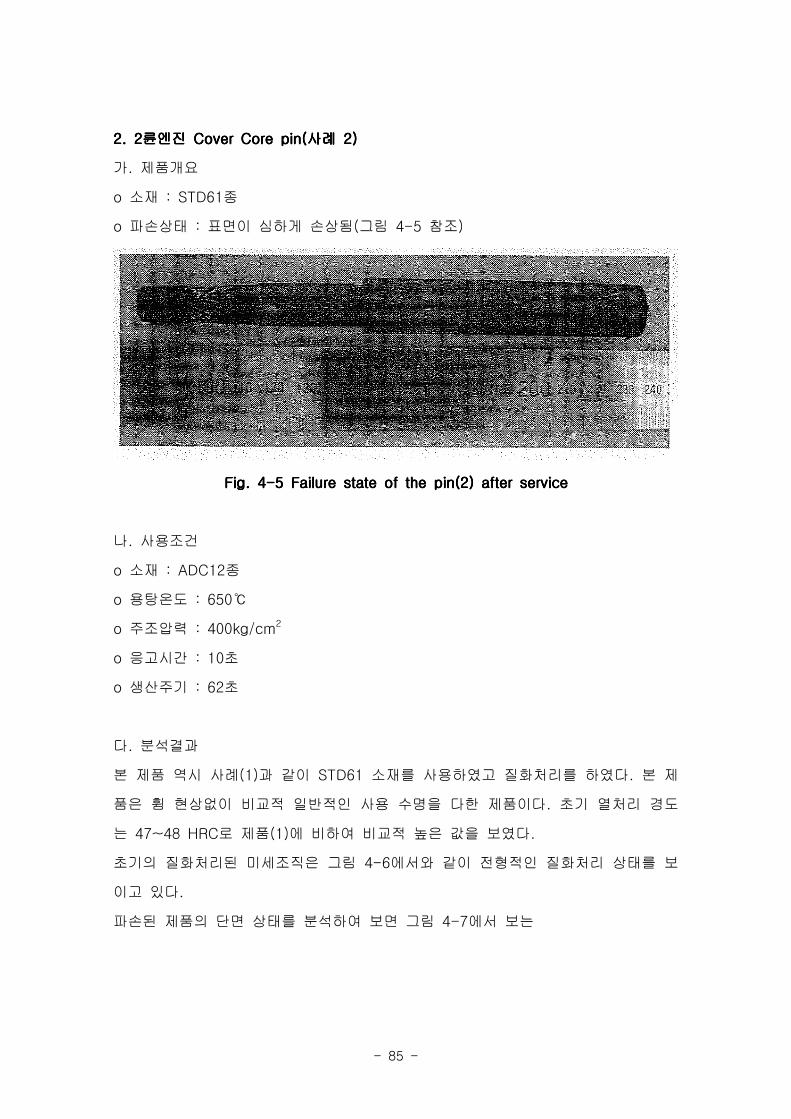
륜엔진 사례륜엔진 사례륜엔진 사례륜엔진 사례2. 2 Cover Core pin( 2)2. 2 Cover Core pin( 2)2. 2 Cover Core pin( 2)2. 2 Cover Core pin( 2)
가 제품개요.
소재 종o : STD61
파손상태 표면이 심하게 손상됨 그림 참조o : ( 4-5 )
Fig. 4-5 Failure state of the pin(2) after serviceFig. 4-5 Failure state of the pin(2) after serviceFig. 4-5 Failure state of the pin(2) after serviceFig. 4-5 Failure state of the pin(2) after service
나 사용조건.
소재 종o : ADC12
용탕온도o : 650℃
주조압력o : 400kg/cm2
응고시간 초o : 10
생산주기 초o : 62
다 분석결과.
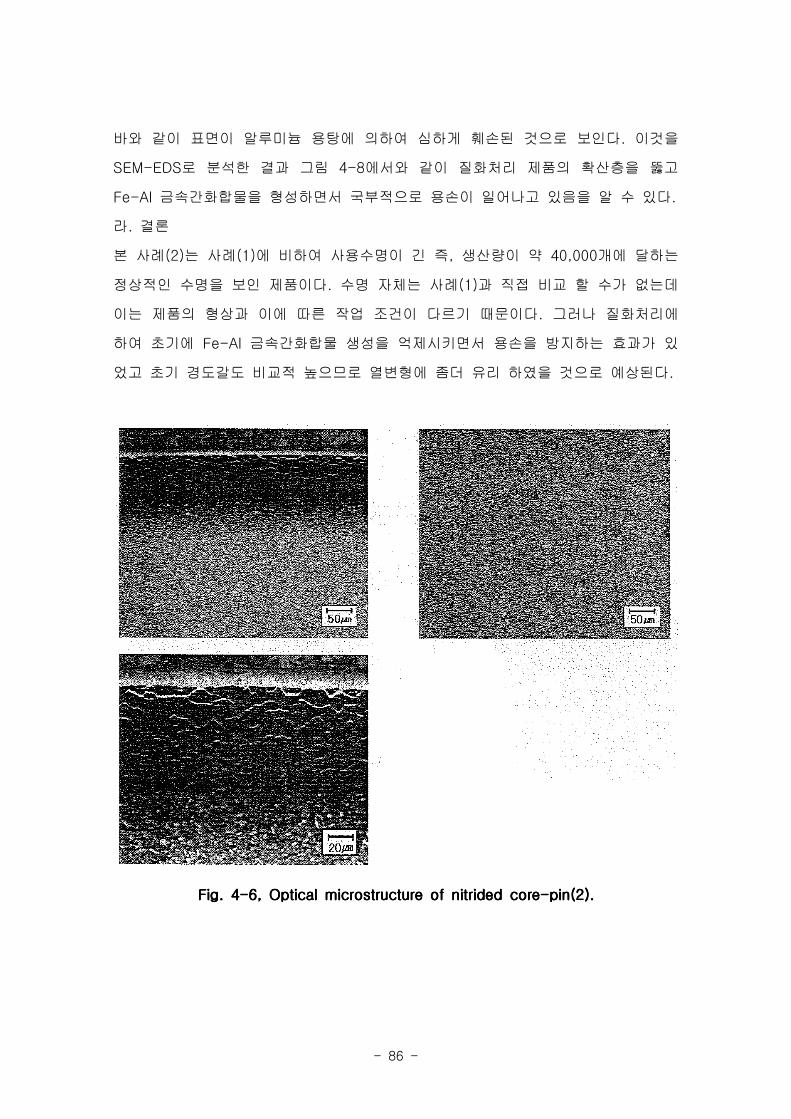
본 제품 역시 사례 과 같이 소재를 사용하였고 질화처리를 하였다 본 제(1) STD61 .
품은 휨 현상없이 비교적 일반적인 사용 수명을 다한 제품이다 초기 열처리 경도.
는 로 제품 에 비하여 비교적 높은 값을 보였다47~48 HRC (1) .
초기의 질화처리된 미세조직은 그림 에서와 같이 전형적인 질화처리 상태를 보4-6
이고 있다.
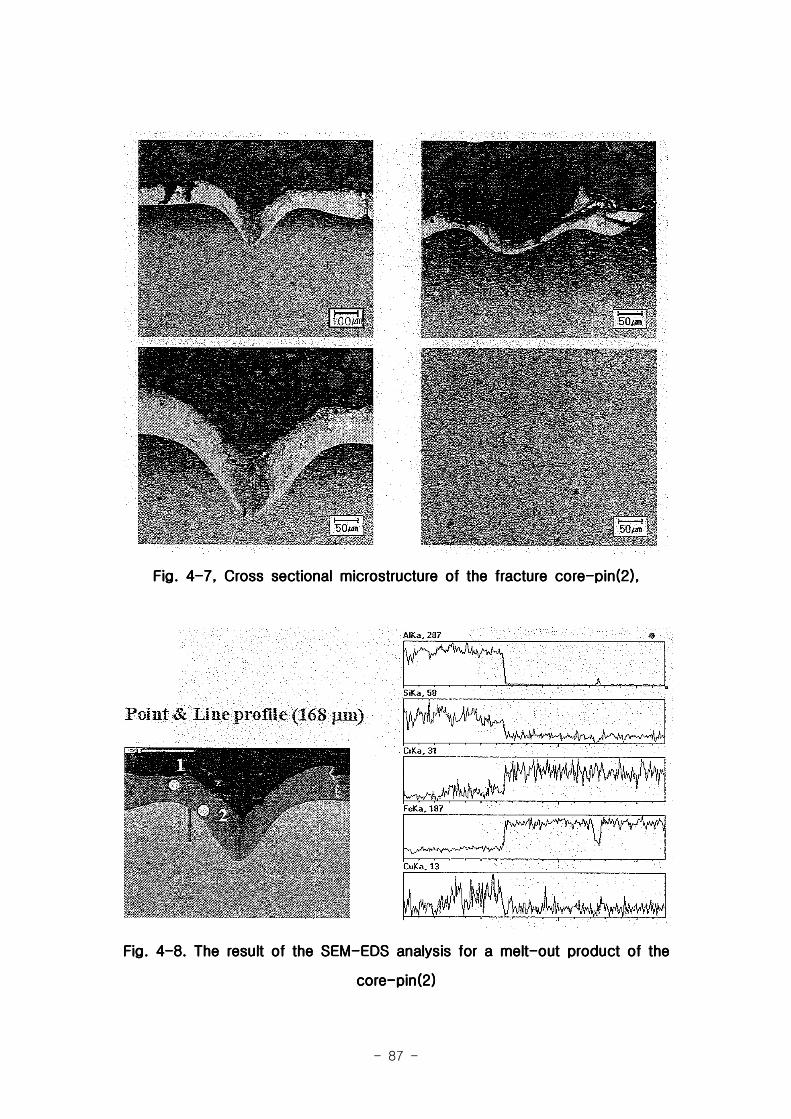
파손된 제품의 단면 상태를 분석하여 보면 그림 에서 보는4-7
- 86 -
바와 같이 표면이 알루미늄 용탕에 의하여 심하게 훼손된 것으로 보인다 이것을.
로 분석한 결과 그림 에서와 같이 질화처리 제품의 확산층을 뚫고SEM-EDS 4-8
금속간화합물을 형성하면서 국부적으로 용손이 일어나고 있음을 알 수 있다Fe-Al .
라 결론.
본 사례 는 사례 에 비하여 사용수명이 긴 즉 생산량이 약 개에 달하는(2) (1) , 40,000
정상적인 수명을 보인 제품이다 수명 자체는 사례 과 직접 비교 할 수가 없는데. (1)
이는 제품의 형상과 이에 따른 작업 조건이 다르기 때문이다 그러나 질화처리에.
하여 초기에 금속간화합물 생성을 억제시키면서 용손을 방지하는 효과가 있Fe-Al
었고 초기 경도갈도 비교적 높으므로 열변형에 좀더 유리 하였을 것으로 예상된다.
Fig. 4-6, Optical microstructure of nitrided core-pin(2).Fig. 4-6, Optical microstructure of nitrided core-pin(2).Fig. 4-6, Optical microstructure of nitrided core-pin(2).Fig. 4-6, Optical microstructure of nitrided core-pin(2).
- 87 -
Fig. 4-7, Cross sectional microstructure of the fracture core-pin(2),Fig. 4-7, Cross sectional microstructure of the fracture core-pin(2),Fig. 4-7, Cross sectional microstructure of the fracture core-pin(2),Fig. 4-7, Cross sectional microstructure of the fracture core-pin(2),
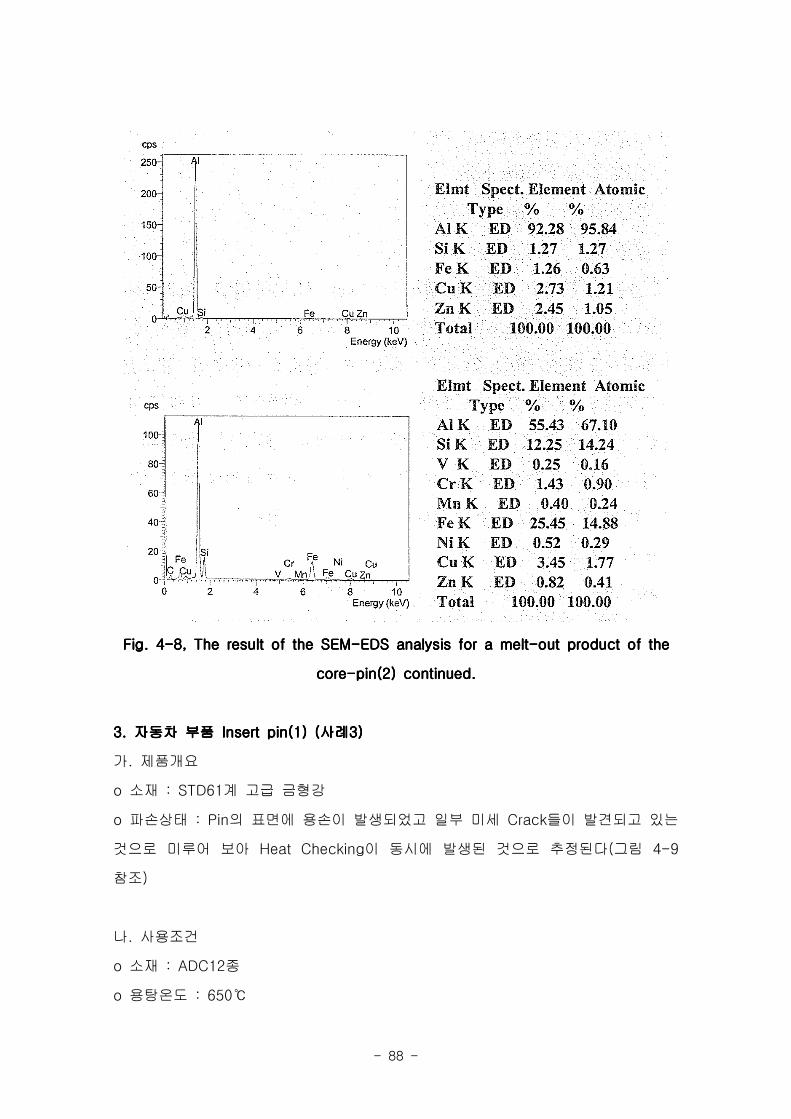
Fig. 4-8. The result of the SEM-EDS analysis for a melt-out product of theFig. 4-8. The result of the SEM-EDS analysis for a melt-out product of theFig. 4-8. The result of the SEM-EDS analysis for a melt-out product of theFig. 4-8. The result of the SEM-EDS analysis for a melt-out product of the
core-pin(2)core-pin(2)core-pin(2)core-pin(2)
- 88 -
Fig. 4-8, The result of the SEM-EDS analysis for a melt-out product of theFig. 4-8, The result of the SEM-EDS analysis for a melt-out product of theFig. 4-8, The result of the SEM-EDS analysis for a melt-out product of theFig. 4-8, The result of the SEM-EDS analysis for a melt-out product of the
core-pin(2) continued.core-pin(2) continued.core-pin(2) continued.core-pin(2) continued.
자동차 부품 사례자동차 부품 사례자동차 부품 사례자동차 부품 사례3. Insert pin(1) ( 3)3. Insert pin(1) ( 3)3. Insert pin(1) ( 3)3. Insert pin(1) ( 3)
가 제품개요.
소재 계 고급 금형강o : STD61
파손상태 의 표면에 용손이 발생되었고 일부 미세 들이 발견되고 있는o : Pin Crack
것으로 미루어 보아 이 동시에 발생된 것으로 추정된다 그림Heat Checking ( 4-9
참조)
나 사용조건.
소재 종o : ADC12
용탕온도o : 650℃
- 89 -
주입온도o : 630℃
사출압력o : 850 bar
응고시간 초o : 28
다 분석결과.
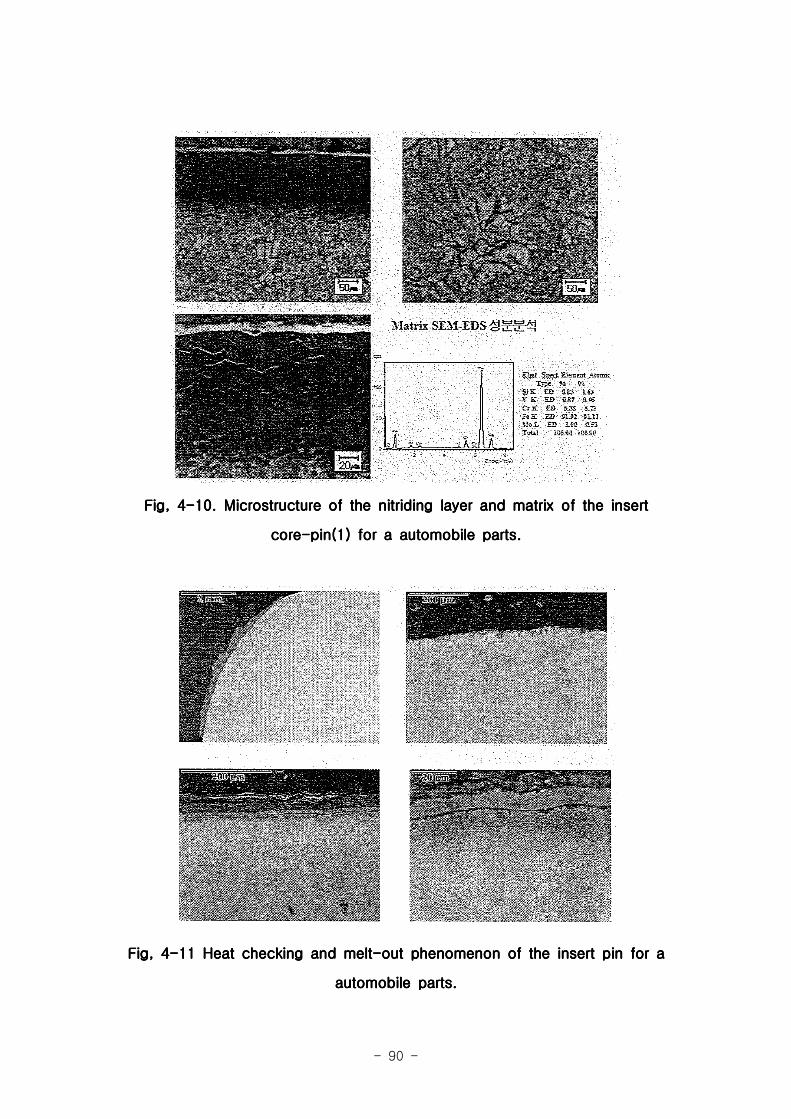
본 제품은 계통의 외산 소재를 사용하였고 초기 경도값은 이며STD61 45 HRC Q/T
처리후 그림 처럼 질화처리를 실시하였다6-10 .
질화처리 조직은 확산층이 약 정도로 비교적 양호한 상태이다 그러나 내부150 .㎛
기지 조직은 기존의 일반적인 미세조직과는 사뭇 다른 국부적으로 이상 결정립 조
대화가 일어난 정도의 과열조직이 나타나고 있는데 이와 같은 현상은 소재자체보다
는 열처리 과정에서 발생된 것으로 추정된다 그림 참조( 4-10 )
사용중에 그림 과 같이 질화층이 파손되면서 용손과 이 동시에4-11 Heat Checking
발생된 것으로 추정된다.
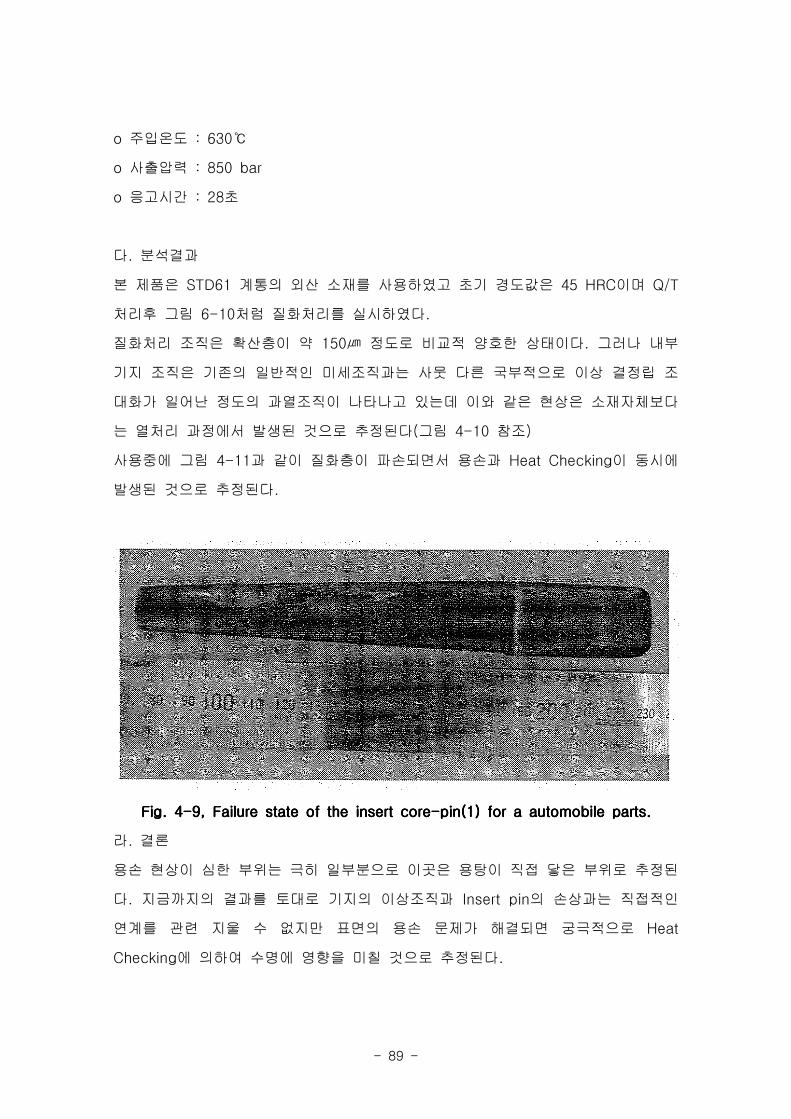
Fig. 4-9, Failure state of the insert core-pin(1) for a automobile parts.Fig. 4-9, Failure state of the insert core-pin(1) for a automobile parts.Fig. 4-9, Failure state of the insert core-pin(1) for a automobile parts.Fig. 4-9, Failure state of the insert core-pin(1) for a automobile parts.
라 결론.
용손 현상이 심한 부위는 극히 일부분으로 이곳은 용탕이 직접 닿은 부위로 추정된
다 지금까지의 결과를 토대로 기지의 이상조직과 의 손상과는 직접적인. Insert pin
연계를 관련 지울 수 없지만 표면의 용손 문제가 해결되면 궁극적으로 Heat
에 의하여 수명에 영향을 미칠 것으로 추정된다Checking .
- 90 -
Fig, 4-10. Microstructure of the nitriding layer and matrix of the insertFig, 4-10. Microstructure of the nitriding layer and matrix of the insertFig, 4-10. Microstructure of the nitriding layer and matrix of the insertFig, 4-10. Microstructure of the nitriding layer and matrix of the insert
core-pin(1) for a automobile parts.core-pin(1) for a automobile parts.core-pin(1) for a automobile parts.core-pin(1) for a automobile parts.
Fig, 4-11 Heat checking and melt-out phenomenon of the insert pin for aFig, 4-11 Heat checking and melt-out phenomenon of the insert pin for aFig, 4-11 Heat checking and melt-out phenomenon of the insert pin for aFig, 4-11 Heat checking and melt-out phenomenon of the insert pin for a
automobile parts.automobile parts.automobile parts.automobile parts.
- 91 -
자동차 부품 사례자동차 부품 사례자동차 부품 사례자동차 부품 사례4. Insert pin(2) ( 4)4. Insert pin(2) ( 4)4. Insert pin(2) ( 4)4. Insert pin(2) ( 4)
가 제품개요.
소재 계 고급 금형강o : STD61
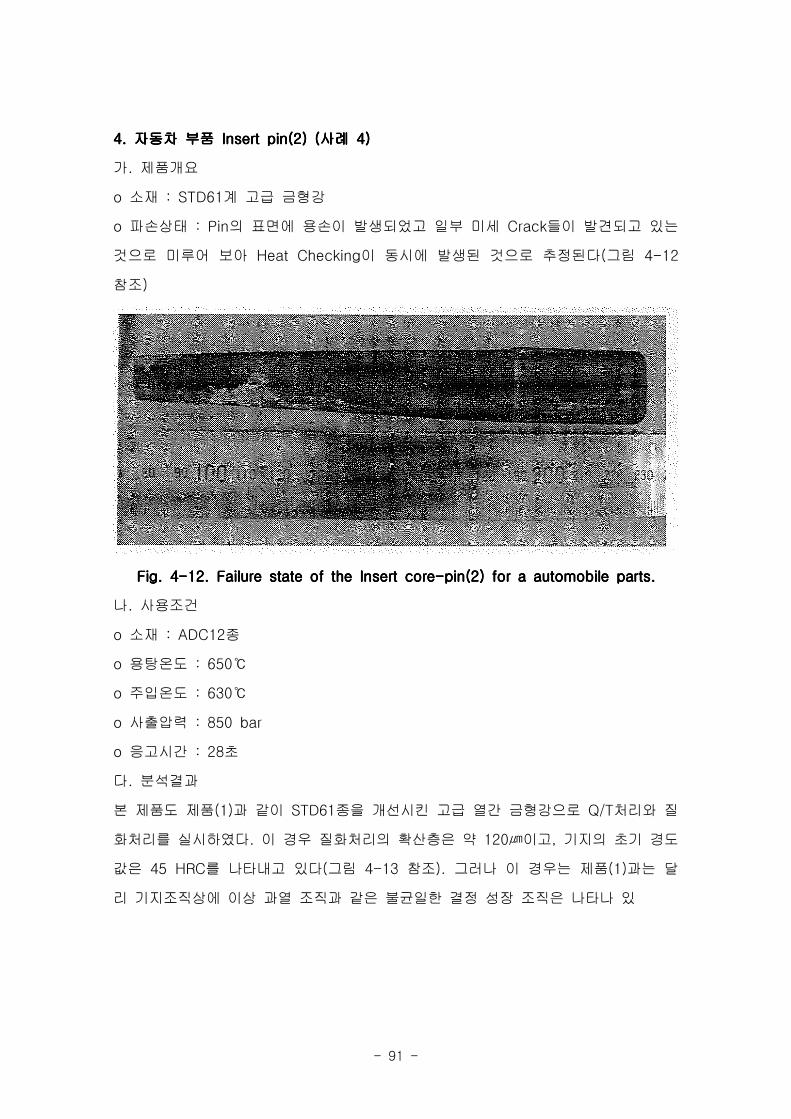
파손상태 의 표면에 용손이 발생되었고 일부 미세 들이 발견되고 있는o : Pin Crack
것으로 미루어 보아 이 동시에 발생된 것으로 추정된다 그림Heat Checking ( 4-12
참조)
Fig. 4-12. Failure state of the Insert core-pin(2) for a automobile parts.Fig. 4-12. Failure state of the Insert core-pin(2) for a automobile parts.Fig. 4-12. Failure state of the Insert core-pin(2) for a automobile parts.Fig. 4-12. Failure state of the Insert core-pin(2) for a automobile parts.
나 사용조건.
소재 종o : ADC12
용탕온도o : 650℃
주입온도o : 630℃
사출압력o : 850 bar
응고시간 초o : 28
다 분석결과.
본 제품도 제품 과 같이 종을 개선시킨 고급 열간 금형강으로 처리와 질(1) STD61 Q/T
화처리를 실시하였다 이 경우 질화처리의 확산층은 약 이고 기지의 초기 경도. 120 ,㎛
값은 를 나타내고 있다 그림 참조 그러나 이 경우는 제품 과는 달45 HRC ( 4-13 ). (1)
리 기지조직상에 이상 과열 조직과 같은 불균일한 결정 성장 조직은 나타나 있
- 92 -
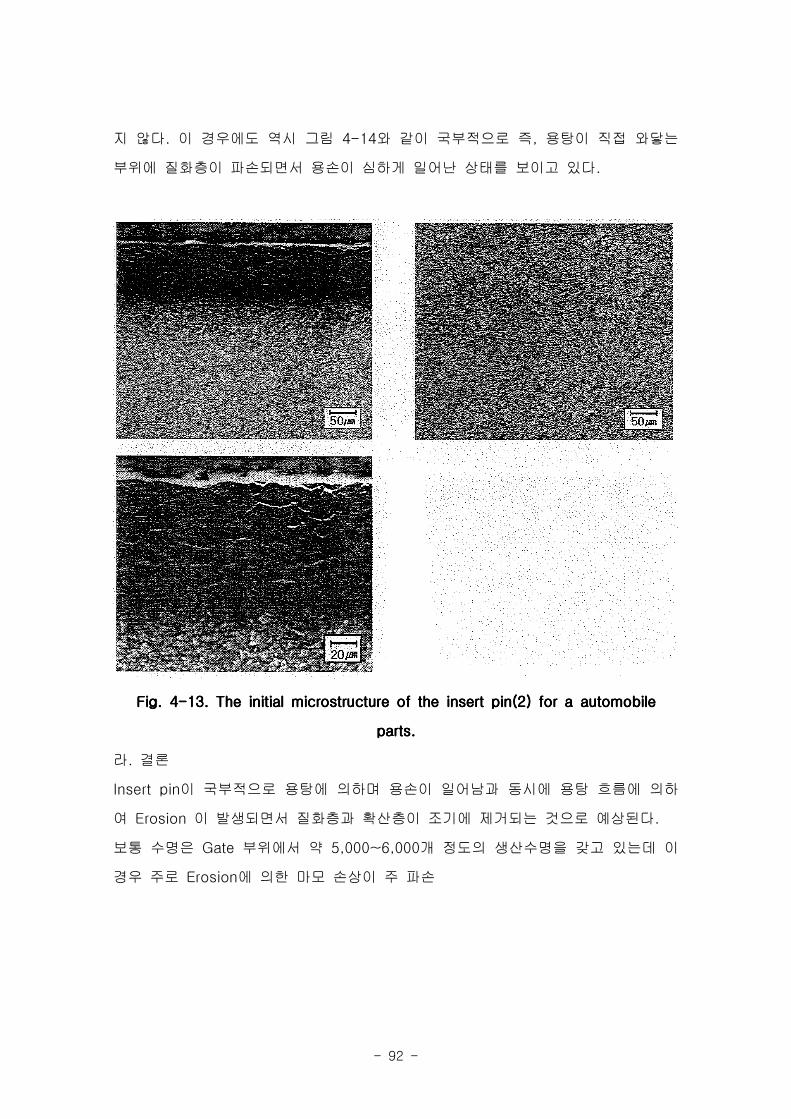
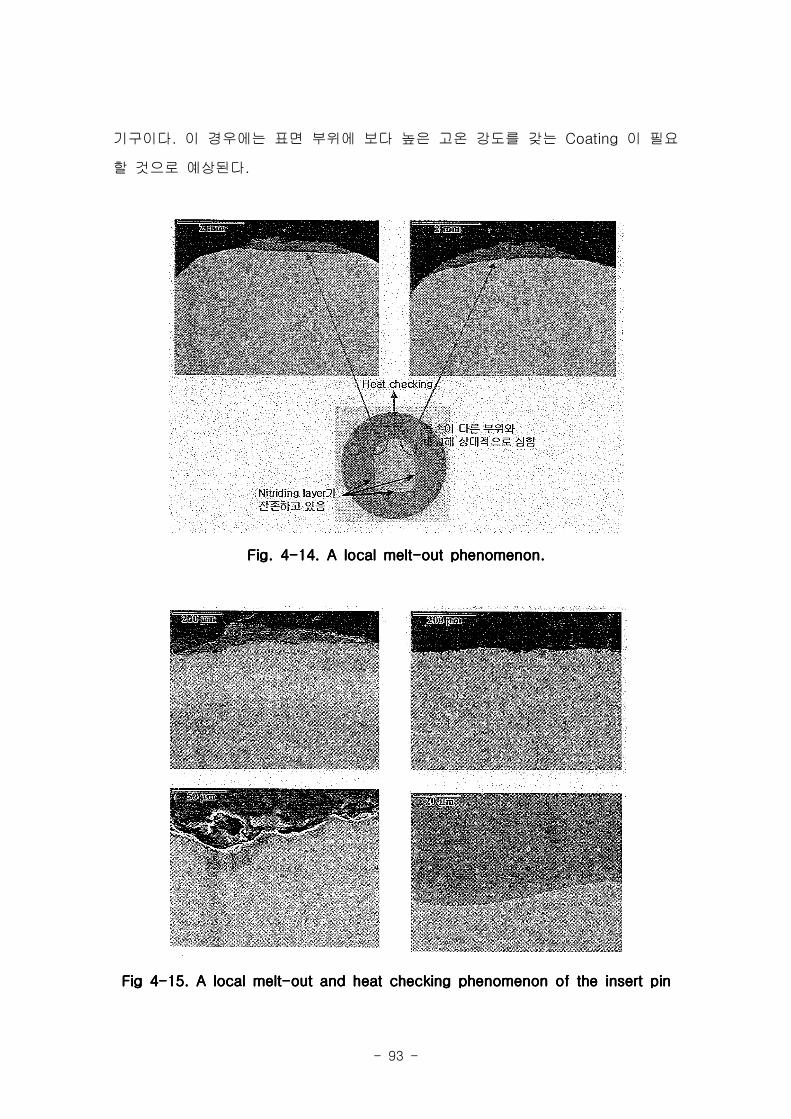
지 않다 이 경우에도 역시 그림 와 같이 국부적으로 즉 용탕이 직접 와닿는. 4-14 ,
부위에 질화층이 파손되면서 용손이 심하게 일어난 상태를 보이고 있다.
Fig. 4-13. The initial microstructure of the insert pin(2) for a automobileFig. 4-13. The initial microstructure of the insert pin(2) for a automobileFig. 4-13. The initial microstructure of the insert pin(2) for a automobileFig. 4-13. The initial microstructure of the insert pin(2) for a automobile
parts.parts.parts.parts.
라 결론.
이 국부적으로 용탕에 의하며 용손이 일어남과 동시에 용탕 흐름에 의하Insert pin
여 이 발생되면서 질화층과 확산층이 조기에 제거되는 것으로 예상된다Erosion .
보통 수명은 부위에서 약 개 정도의 생산수명을 갖고 있는데 이Gate 5,000~6,000
경우 주로 에 의한 마모 손상이 주 파손Erosion
- 93 -
기구이다 이 경우에는 표면 부위에 보다 높은 고온 강도를 갖는 이 필요. Coating
할 것으로 예상된다.
Fig. 4-14. A local melt-out phenomenon.Fig. 4-14. A local melt-out phenomenon.Fig. 4-14. A local melt-out phenomenon.Fig. 4-14. A local melt-out phenomenon.
Fig 4-15. A local melt-out and heat checking phenomenon of the insert pinFig 4-15. A local melt-out and heat checking phenomenon of the insert pinFig 4-15. A local melt-out and heat checking phenomenon of the insert pinFig 4-15. A local melt-out and heat checking phenomenon of the insert pin

- 94 -
자동차 부풍 사례자동차 부풍 사례자동차 부풍 사례자동차 부풍 사례5. Core Pin ( 5)5. Core Pin ( 5)5. Core Pin ( 5)5. Core Pin ( 5)
가 제품개요.
소재 종o : STD61
파손상태 그림 과 같이 표면 부위에 용손에 의한 소착 현상 등이 없고 사o : 4-16
용중 조기 파손이 발생하였다.
Fig. 4-16. Failure state of the core-pin for a automobile parts.Fig. 4-16. Failure state of the core-pin for a automobile parts.Fig. 4-16. Failure state of the core-pin for a automobile parts.Fig. 4-16. Failure state of the core-pin for a automobile parts.
나 사용조건.
소재 종o : ADC12
용탕온도o : 670℃
주조압력o : 700kg/cm2
사출속도o : 2m/sec
응고시간 초o : 6
생산주기 초o : 8
다 분석결과.
가 제품개요.
본 제품은 앞서 기술한 바와 같이 표면 부위에 용손이나 등 일반적Heat checking
인 금형 손상 형태는 발견되고 있지 않다 질화.
- 95 -
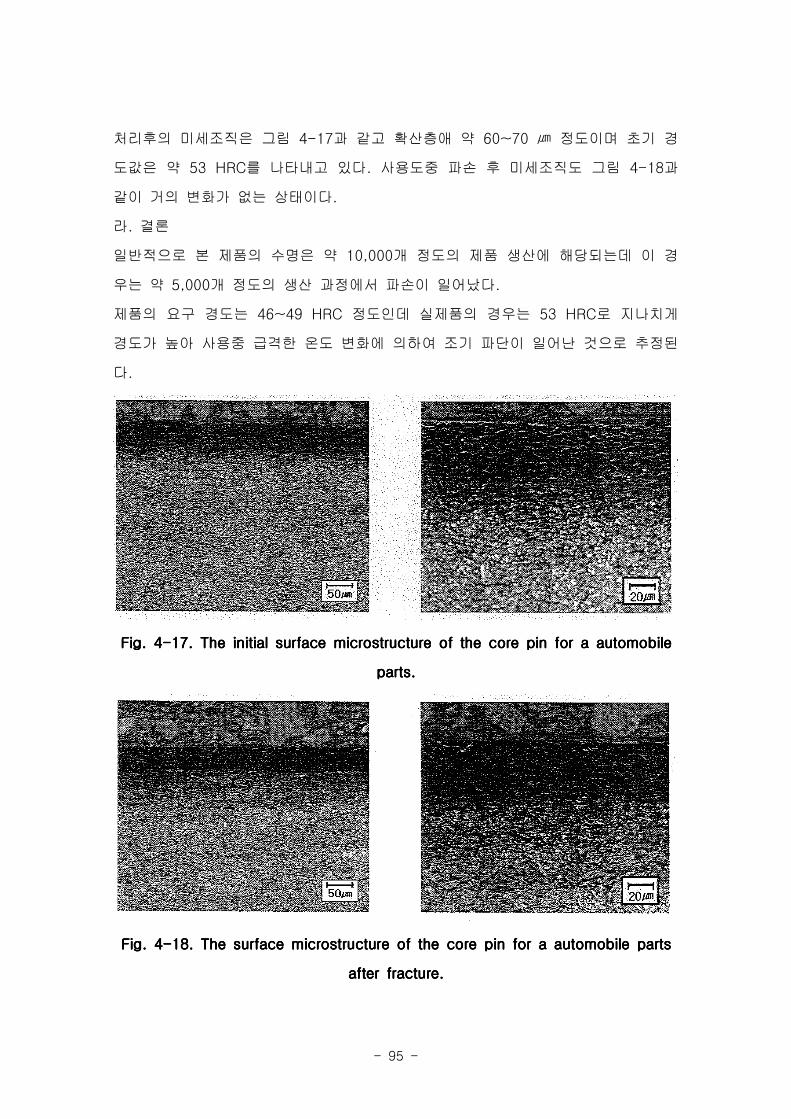
처리후의 미세조직은 그림 과 같고 확산층애 약 정도이며 초기 경4-17 60~70 ㎛
도값은 약 를 나타내고 있다 사용도중 파손 후 미세조직도 그림 과53 HRC . 4-18
같이 거의 변화가 없는 상태이다.
라 결론.
일반적으로 본 제품의 수명은 약 개 정도의 제품 생산에 해당되는데 이 경10,000
우는 약 개 정도의 생산 과정에서 파손이 일어났다5,000 .
제품의 요구 경도는 정도인데 실제품의 경우는 로 지나치게46~49 HRC 53 HRC
경도가 높아 사용중 급격한 온도 변화에 의하여 조기 파단이 일어난 것으로 추정된
다.
Fig. 4-17. The initial surface microstructure of the core pin for a automobileFig. 4-17. The initial surface microstructure of the core pin for a automobileFig. 4-17. The initial surface microstructure of the core pin for a automobileFig. 4-17. The initial surface microstructure of the core pin for a automobile
parts.parts.parts.parts.
Fig. 4-18. The surface microstructure of the core pin for a automobile partsFig. 4-18. The surface microstructure of the core pin for a automobile partsFig. 4-18. The surface microstructure of the core pin for a automobile partsFig. 4-18. The surface microstructure of the core pin for a automobile parts
after fracture.after fracture.after fracture.after fracture.
- 96 -
제 절 현장적용 시험조건제 절 현장적용 시험조건제 절 현장적용 시험조건제 절 현장적용 시험조건2222
적용 제품 및 금형적용 제품 및 금형적용 제품 및 금형적용 제품 및 금형1.1.1.1.
표면개질처리가 다이캐스팅 조업현장에서 코어핀의 수명에 어떠한 효과를 나타내는
지 검증하기 위하여 참여업체의 협력을 받아 현장 적용 시험을 수행하였다.
알루미늄 다이캐스팅 금형은 주로 용탕에 대부분을 차지하는 부와 안Cavity Cavity
에 형태로 부착되는 종류로 나뉠 수 있다Pin Core Pin .
부위는 용탕의 양은 많지만 주위 금형의 가 크므로 실제로 열은 크게Cavity Mass
받지 않는 상태인지만 종류는 중간 즉 용탕의 중간에 단독으로Core Pin Cavity ,
삽입되므로 온도도 높고 용탕의 유속에 직접 노출되는 등의 가혹조건으로 수명이
극히 짧은 실정이다 그리고 의 조개 파손은 다이캐스팅 공정의 중단에 직. Core Pin
접적으로 영향을 끼치므로 생산성 문제에 있어서 매우 중요한 요인이 된다.
가 대상제품.
제품명 상용차 엔진 엔진 의o : ( ) camshaft bearing centerλ
제품소재 종o : ADC12
소재 종o Core pin : STD61
위치 및 형상 그림 참조o Core pin : 4-19
본 연구에서 현장시험 대상으로 사용한 코어핀은 상용차 엔진에 사용되는
를 제작하는 금형으로 한 에 총 개의 제품이 생산되camshaft bearing center shot 8
며 한 개의 제품당 두 개의 고정 홀을 형성하는 코어핀이 사용되므로 총 개의 코16
어핀이 사용되는 금형이다.
본 제품은 참여기업인 디 엔 케스트에서 대림자동차의 수주를 받아
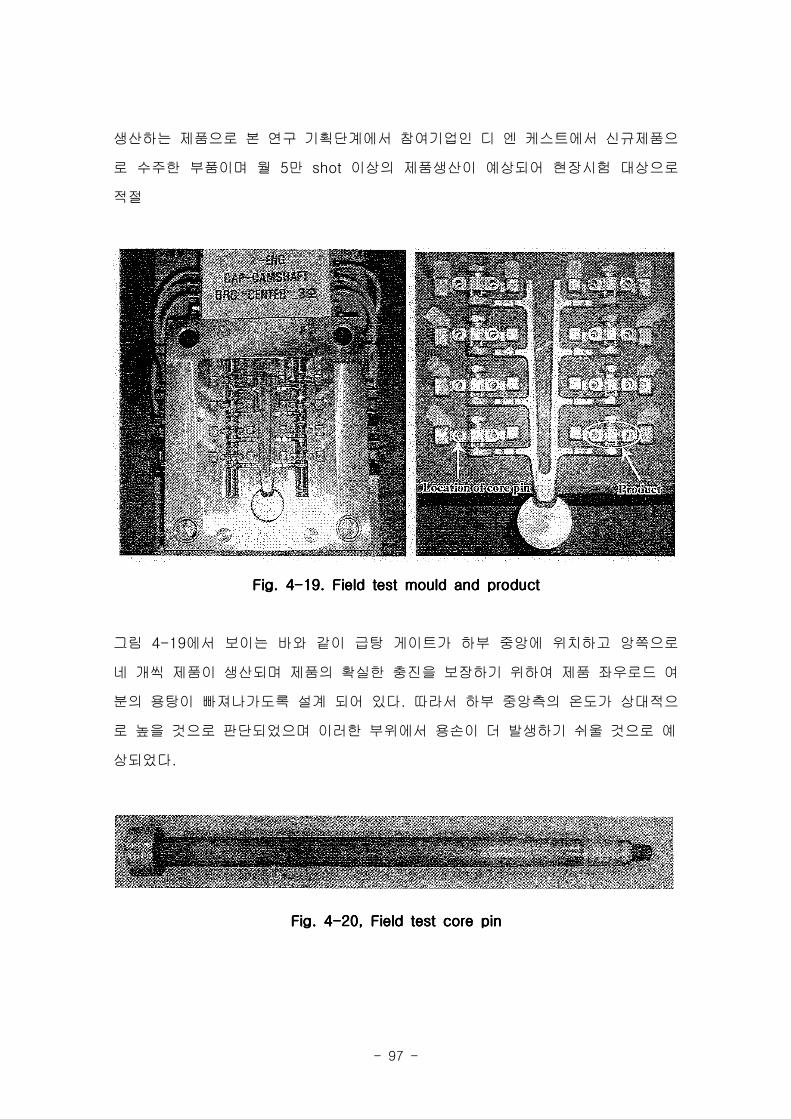
- 97 -
생산하는 제품으로 본 연구 기획단계에서 참여기업인 디 엔 케스트에서 신규제품으
로 수주한 부품이며 월 만 이상의 제품생산이 예상되어 현장시험 대상으로5 shot
적절
Fig. 4-19. Field test mould and productFig. 4-19. Field test mould and productFig. 4-19. Field test mould and productFig. 4-19. Field test mould and product
그림 에서 보이는 바와 같이 급탕 게이트가 하부 중앙에 위치하고 앙쪽으로4-19
네 개씩 제품이 생산되며 제품의 확실한 충진을 보장하기 위하여 제품 좌우로드 여
분의 용탕이 빠져나가도록 설계 되어 있다 따라서 하부 중앙측의 온도가 상대적으.
로 높을 것으로 판단되었으며 이러한 부위에서 용손이 더 발생하기 쉬울 것으로 예
상되었다.
Fig. 4-20, Field test core pinFig. 4-20, Field test core pinFig. 4-20, Field test core pinFig. 4-20, Field test core pin
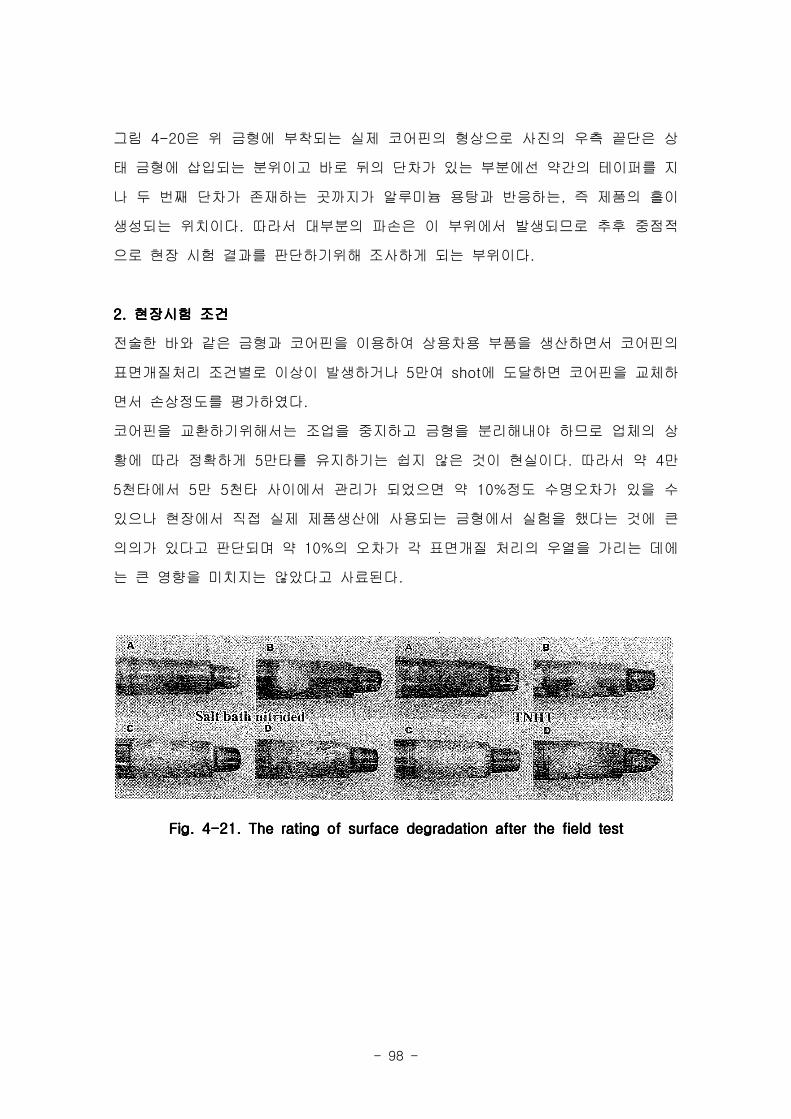
- 98 -
그림 은 위 금형에 부착되는 실제 코어핀의 형상으로 사진의 우측 끝단은 상4-20
태 금형에 삽입되는 분위이고 바로 뒤의 단차가 있는 부분에선 약간의 테이퍼를 지
나 두 번째 단차가 존재하는 곳까지가 알루미늄 용탕과 반응하는 즉 제품의 홀이,
생성되는 위치이다 따라서 대부분의 파손은 이 부위에서 발생되므로 추후 중점적.
으로 현장 시험 결과를 판단하기위해 조사하게 되는 부위이다.
현장시험 조건현장시험 조건현장시험 조건현장시험 조건2.2.2.2.
전술한 바와 같은 금형과 코어핀을 이용하여 상용차용 부품을 생산하면서 코어핀의
표면개질처리 조건별로 이상이 발생하거나 만여 에 도달하면 코어핀을 교체하5 shot
면서 손상정도를 평가하였다.
코어핀을 교환하기위해서는 조업을 중지하고 금형을 분리해내야 하므로 업체의 상
황에 따라 정확하게 만타를 유지하기는 쉽지 않은 것이 현실이다 따라서 약 만5 . 4
천타에서 만 천타 사이에서 관리가 되었으면 약 정도 수명오차가 있을 수5 5 5 10%
있으나 현장에서 직접 실제 제품생산에 사용되는 금형에서 실험을 했다는 것에 큰
의의가 있다고 판단되며 약 의 오차가 각 표면개질 처리의 우열을 가리는 데에10%
는 큰 영향을 미치지는 않았다고 사료된다.
Fig. 4-21. The rating of surface degradation after the field testFig. 4-21. The rating of surface degradation after the field testFig. 4-21. The rating of surface degradation after the field testFig. 4-21. The rating of surface degradation after the field test
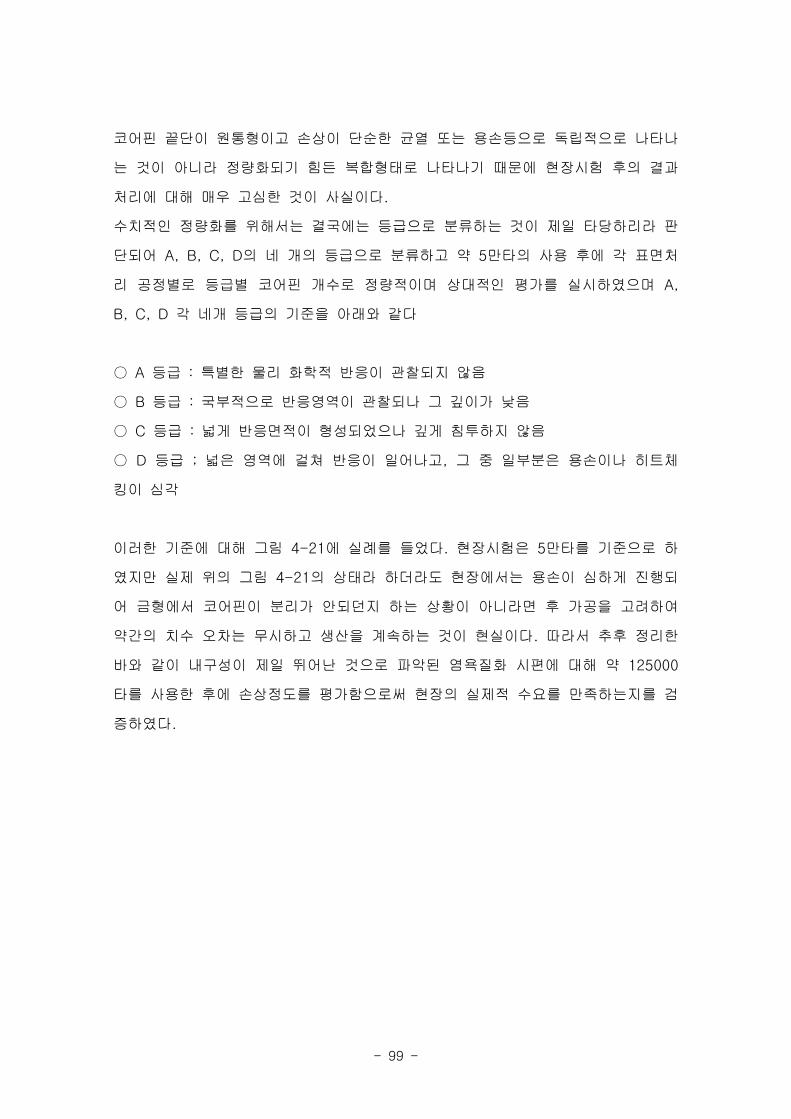
- 99 -
코어핀 끝단이 원통형이고 손상이 단순한 균열 또는 용손등으로 독립적으로 나타나
는 것이 아니라 정량화되기 힘든 복합형태로 나타나기 때문에 현장시험 후의 결과
처리에 대해 매우 고심한 것이 사실이다.
수치적인 정량화를 위해서는 결국에는 등급으로 분류하는 것이 제일 타당하리라 판
단되어 의 네 개의 등급으로 분류하고 약 만타의 사용 후에 각 표면처A, B, C, D 5
리 공정별로 등급별 코어핀 개수로 정량적이며 상대적인 평가를 실시하였으며 A,
각 네개 등급의 기준을 아래와 같다B, C, D
등급 특별한 물리 화학적 반응이 관찰되지 않음A :○
등급 국부적으로 반응영역이 관찰되나 그 깊이가 낮음B :○
등급 넓게 반응면적이 형성되었으나 깊게 침투하지 않음C :○
등급 넓은 영역에 걸쳐 반응이 일어나고 그 중 일부분은 용손이나 히트체D ; ,○
킹이 심각
이러한 기준에 대해 그림 에 실례를 들었다 현장시험은 만타를 기준으로 하4-21 . 5
였지만 실제 위의 그림 의 상태라 하더라도 현장에서는 용손이 심하게 진행되4-21
어 금형에서 코어핀이 분리가 안되던지 하는 상황이 아니라면 후 가공을 고려하여
약간의 치수 오차는 무시하고 생산을 계속하는 것이 현실이다 따라서 추후 정리한.
바와 같이 내구성이 제일 뛰어난 것으로 파악된 염욕질화 시편에 대해 약 125000
타를 사용한 후에 손상정도를 평가함으로써 현장의 실제적 수요를 만족하는지를 검
증하였다.
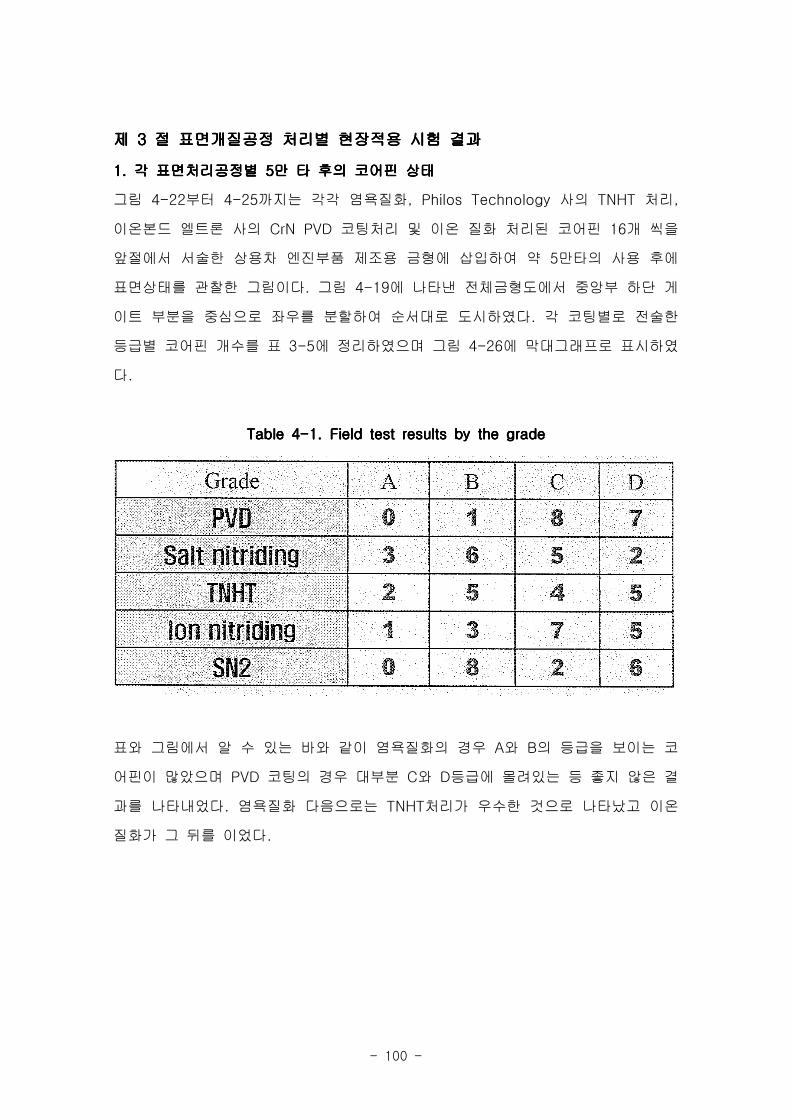
- 100 -
제 절 표면개질공정 처리별 현장적용 시험 결과제 절 표면개질공정 처리별 현장적용 시험 결과제 절 표면개질공정 처리별 현장적용 시험 결과제 절 표면개질공정 처리별 현장적용 시험 결과3333
각 표면처리공정별 만 타 후의 코어핀 상태각 표면처리공정별 만 타 후의 코어핀 상태각 표면처리공정별 만 타 후의 코어핀 상태각 표면처리공정별 만 타 후의 코어핀 상태1. 51. 51. 51. 5
그림 부터 까지는 각각 염욕질화 사의 처리4-22 4-25 , Philos Technology TNHT ,
이온본드 엘트론 사의 코팅처리 및 이온 질화 처리된 코어핀 개 씩을CrN PVD 16
앞절에서 서술한 상용차 엔진부품 제조용 금형에 삽입하여 약 만타의 사용 후에5
표면상태를 관찰한 그림이다 그림 에 나타낸 전체금형도에서 중앙부 하단 게. 4-19
이트 부분을 중심으로 좌우를 분할하여 순서대로 도시하였다 각 코팅별로 전술한.
등급별 코어핀 개수를 표 에 정리하였으며 그림 에 막대그래프로 표시하였3-5 4-26
다.
Table 4-1. Field test results by the gradeTable 4-1. Field test results by the gradeTable 4-1. Field test results by the gradeTable 4-1. Field test results by the grade
표와 그림에서 알 수 있는 바와 같이 염욕질화의 경우 와 의 등급을 보이는 코A B
어핀이 많았으며 코팅의 경우 대부분 와 등급에 몰려있는 등 좋지 않은 결PVD C D
과를 나타내었다 염욕질화 다음으로는 처리가 우수한 것으로 나타났고 이온. TNHT
질화가 그 뒤를 이었다.
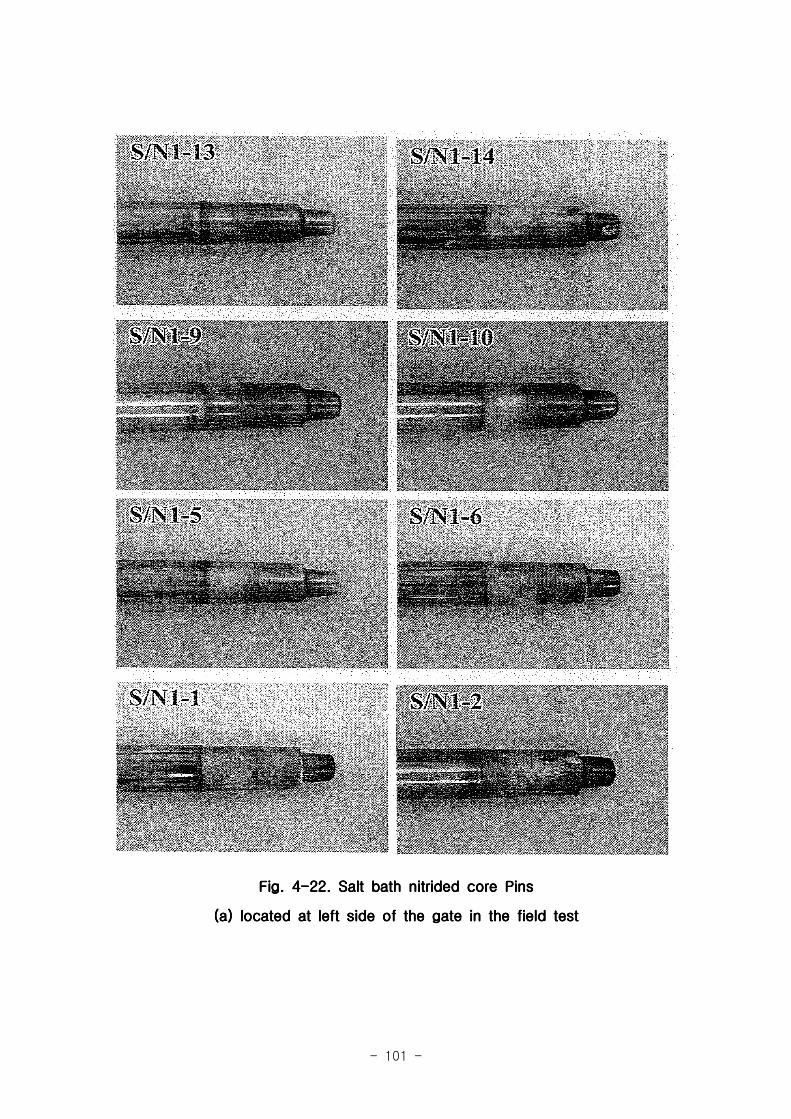
- 101 -
Fig. 4-22. Salt bath nitrided core PinsFig. 4-22. Salt bath nitrided core PinsFig. 4-22. Salt bath nitrided core PinsFig. 4-22. Salt bath nitrided core Pins
(a) located at left side of the gate in the field test(a) located at left side of the gate in the field test(a) located at left side of the gate in the field test(a) located at left side of the gate in the field test
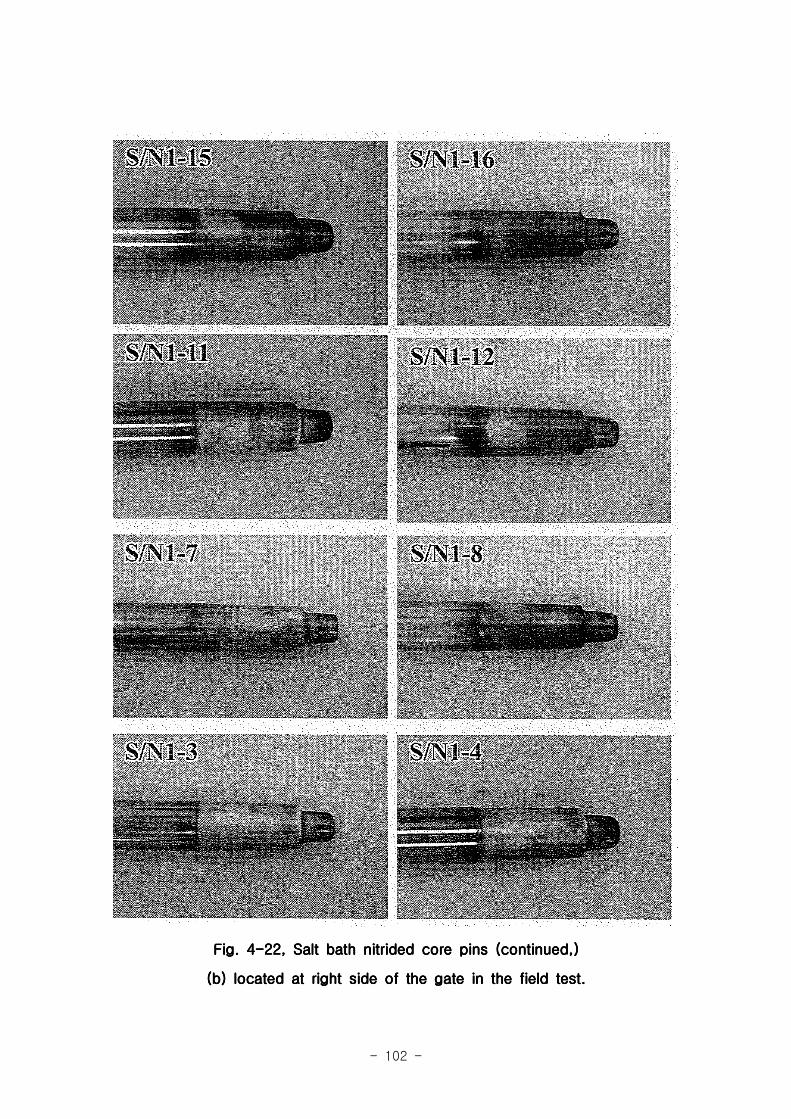
- 102 -
Fig. 4-22, Salt bath nitrided core pins (continued,)Fig. 4-22, Salt bath nitrided core pins (continued,)Fig. 4-22, Salt bath nitrided core pins (continued,)Fig. 4-22, Salt bath nitrided core pins (continued,)
(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.
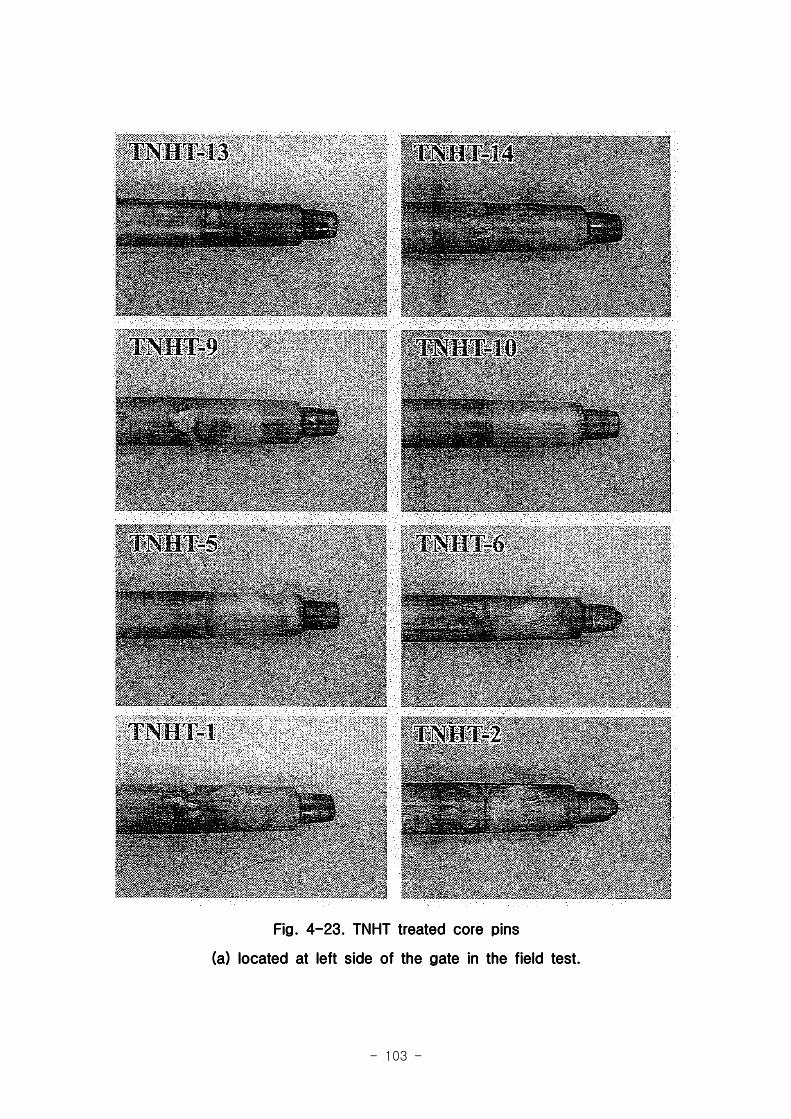
- 103 -
Fig. 4-23. TNHT treated core pinsFig. 4-23. TNHT treated core pinsFig. 4-23. TNHT treated core pinsFig. 4-23. TNHT treated core pins
(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.
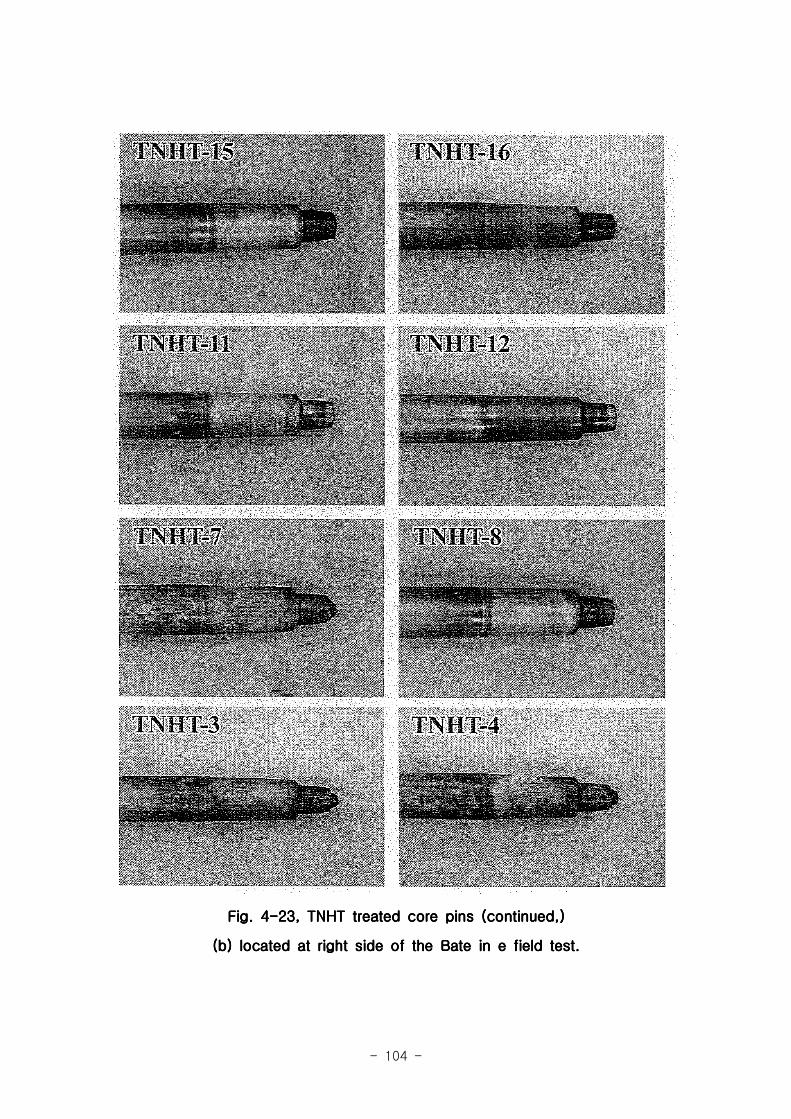
- 104 -
Fig. 4-23, TNHT treated core pins (continued,)Fig. 4-23, TNHT treated core pins (continued,)Fig. 4-23, TNHT treated core pins (continued,)Fig. 4-23, TNHT treated core pins (continued,)
(b) located at right side of the Bate in e field test.(b) located at right side of the Bate in e field test.(b) located at right side of the Bate in e field test.(b) located at right side of the Bate in e field test.
- 105 -
Fig. 4-24, PVD(CrN) treated core pinsFig. 4-24, PVD(CrN) treated core pinsFig. 4-24, PVD(CrN) treated core pinsFig. 4-24, PVD(CrN) treated core pins
(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.
- 106 -
Fig. 4-24, PVD(CrN) treated core pins (continued,)Fig. 4-24, PVD(CrN) treated core pins (continued,)Fig. 4-24, PVD(CrN) treated core pins (continued,)Fig. 4-24, PVD(CrN) treated core pins (continued,)
(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.
- 107 -
Fig. 4-25. ion nitrided core pinsFig. 4-25. ion nitrided core pinsFig. 4-25. ion nitrided core pinsFig. 4-25. ion nitrided core pins
(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.
- 108 -
Fig. 4-25. lon nitrided core pins (continued.)Fig. 4-25. lon nitrided core pins (continued.)Fig. 4-25. lon nitrided core pins (continued.)Fig. 4-25. lon nitrided core pins (continued.)
(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.(b) located at right side of the gate in the field test.
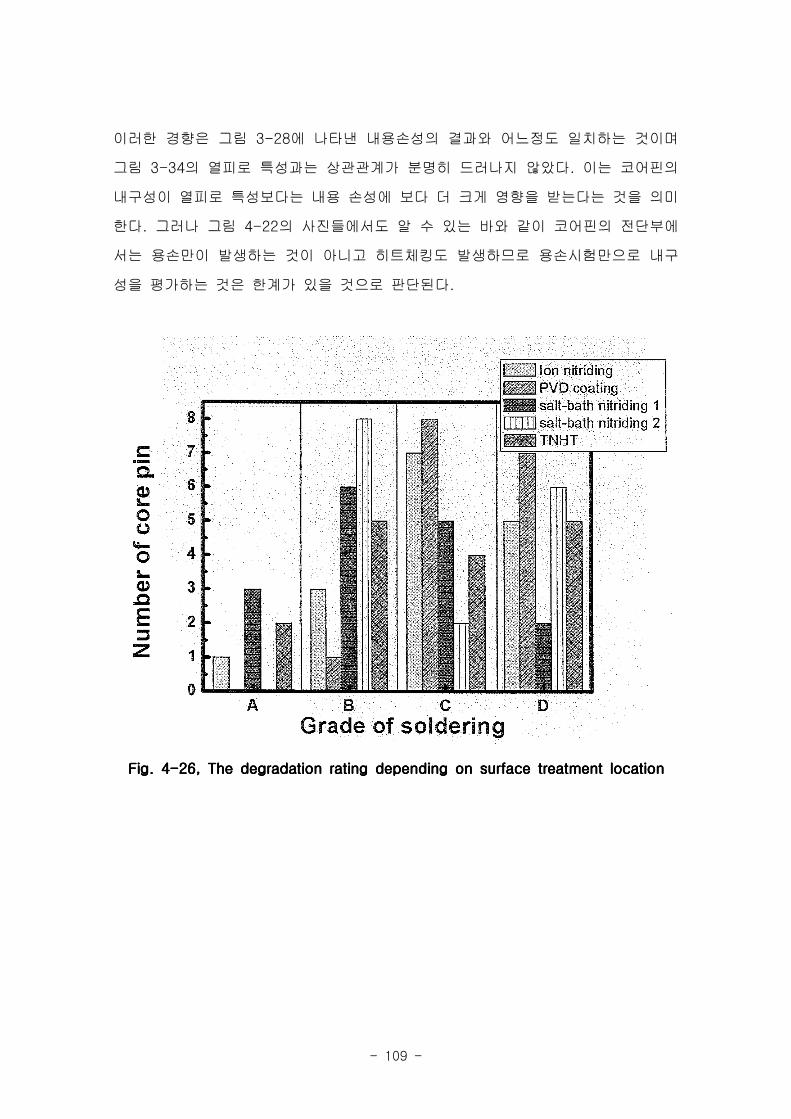
- 109 -
이러한 경향은 그림 에 나타낸 내용손성의 결과와 어느정도 일치하는 것이며3-28
그림 의 열피로 특성과는 상관관계가 분명히 드러나지 않았다 이는 코어핀의3-34 .
내구성이 열피로 특성보다는 내용 손성에 보다 더 크게 영향을 받는다는 것을 의미
한다 그러나 그림 의 사진들에서도 알 수 있는 바와 같이 코어핀의 전단부에. 4-22
서는 용손만이 발생하는 것이 아니고 히트체킹도 발생하므로 용손시험만으로 내구
성을 평가하는 것은 한계가 있을 것으로 판단된다.
Fig. 4-26, The degradation rating depending on surface treatment locationFig. 4-26, The degradation rating depending on surface treatment locationFig. 4-26, The degradation rating depending on surface treatment locationFig. 4-26, The degradation rating depending on surface treatment location
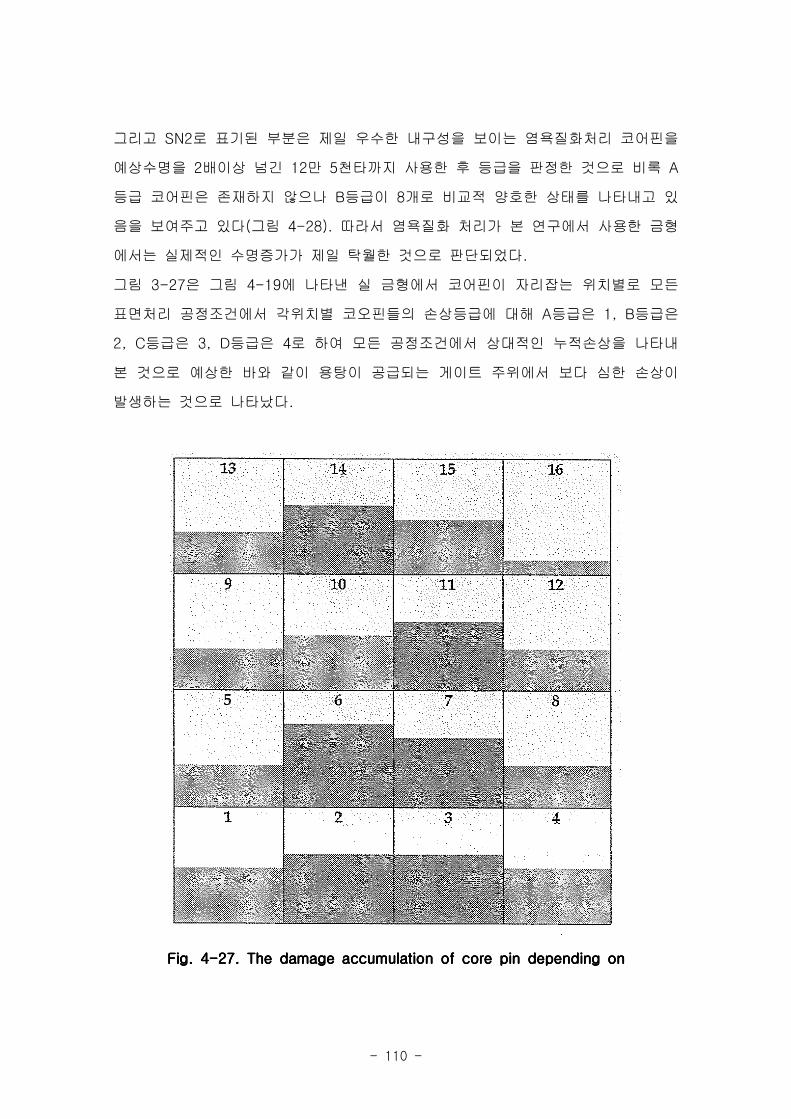
- 110 -
그리고 로 표기된 부분은 제일 우수한 내구성을 보이는 염욕질화처리 코어핀을SN2
예상수명을 배이상 넘긴 만 천타까지 사용한 후 등급을 판정한 것으로 비록2 12 5 A
등급 코어핀은 존재하지 않으나 등급이 개로 비교적 양호한 상태를 나타내고 있B 8
음을 보여주고 있다 그림 따라서 염욕질화 처리가 본 연구에서 사용한 금형( 4-28).
에서는 실제적인 수명증가가 제일 탁월한 것으로 판단되었다.
그림 은 그림 에 나타낸 실 금형에서 코어핀이 자리잡는 위치별로 모든3-27 4-19
표면처리 공정조건에서 각위치별 코오핀들의 손상등급에 대해 등급은 등급은A 1, B
등급은 등급은 로 하여 모든 공정조건에서 상대적인 누적손상을 나타내2, C 3, D 4
본 것으로 예상한 바와 같이 용탕이 공급되는 게이트 주위에서 보다 심한 손상이
발생하는 것으로 나타났다.
Fig. 4-27. The damage accumulation of core pin depending onFig. 4-27. The damage accumulation of core pin depending onFig. 4-27. The damage accumulation of core pin depending onFig. 4-27. The damage accumulation of core pin depending on
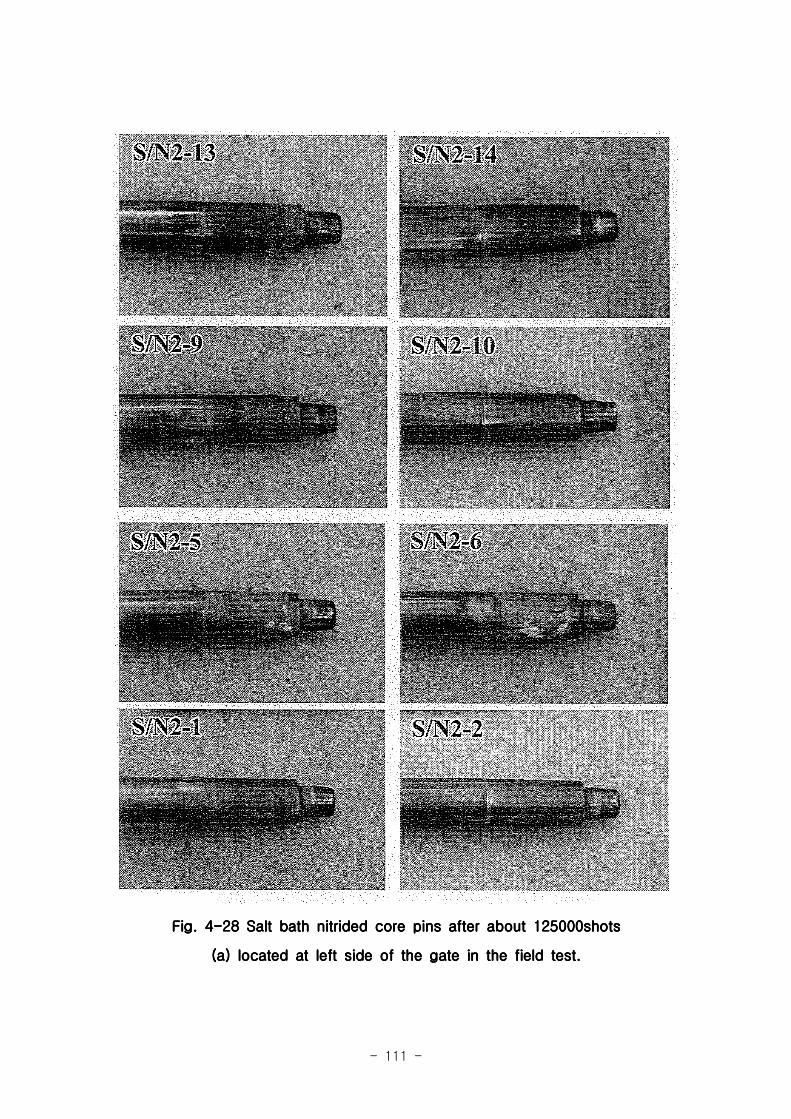
- 111 -
Fig. 4-28 Salt bath nitrided core pins after about 125000shotsFig. 4-28 Salt bath nitrided core pins after about 125000shotsFig. 4-28 Salt bath nitrided core pins after about 125000shotsFig. 4-28 Salt bath nitrided core pins after about 125000shots
(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.(a) located at left side of the gate in the field test.
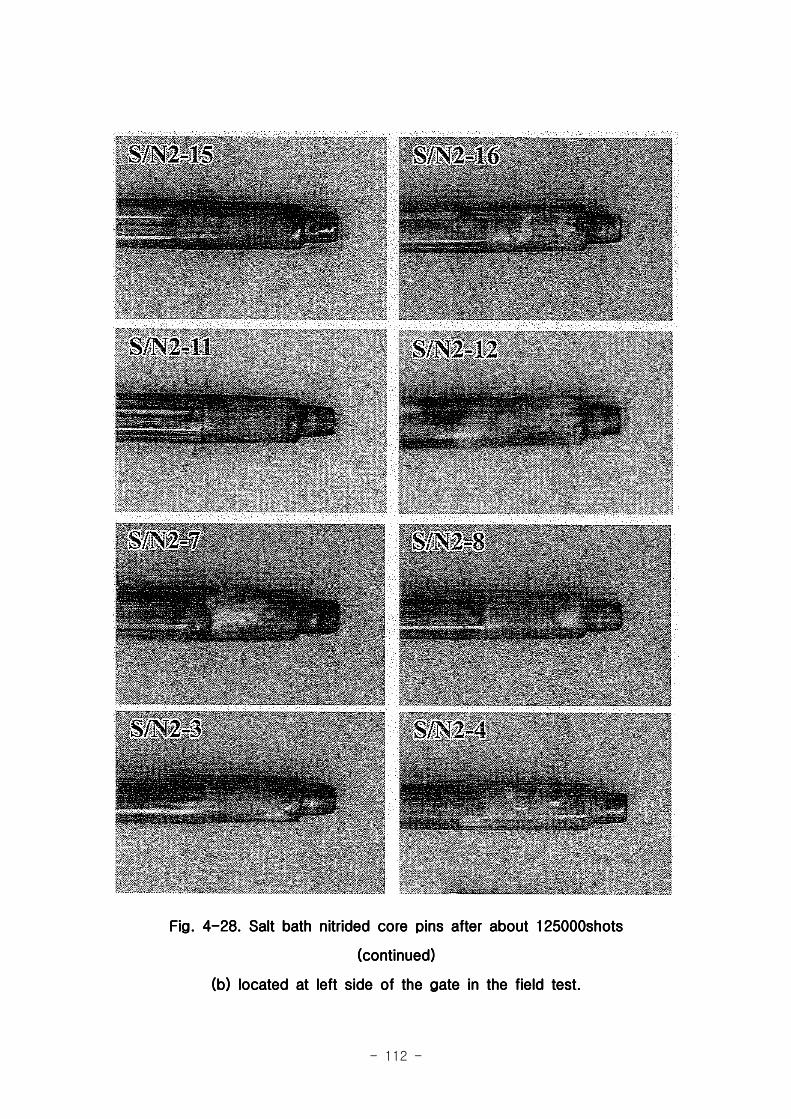
- 112 -
Fig. 4-28. Salt bath nitrided core pins after about 125000shotsFig. 4-28. Salt bath nitrided core pins after about 125000shotsFig. 4-28. Salt bath nitrided core pins after about 125000shotsFig. 4-28. Salt bath nitrided core pins after about 125000shots
(continued)(continued)(continued)(continued)
(b) located at left side of the gate in the field test.(b) located at left side of the gate in the field test.(b) located at left side of the gate in the field test.(b) located at left side of the gate in the field test.
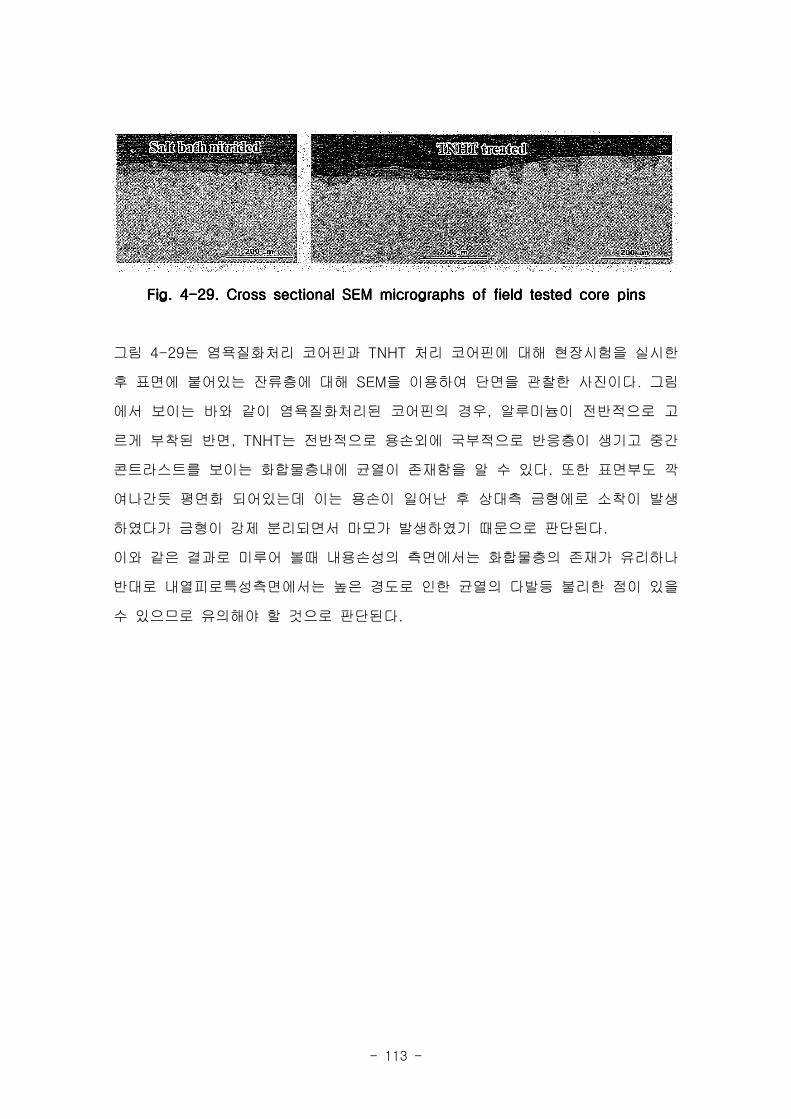
- 113 -
Fig. 4-29. Cross sectional SEM micrographs of field tested core pinsFig. 4-29. Cross sectional SEM micrographs of field tested core pinsFig. 4-29. Cross sectional SEM micrographs of field tested core pinsFig. 4-29. Cross sectional SEM micrographs of field tested core pins
그림 는 염욕질화처리 코어핀과 처리 코어핀에 대해 현장시험을 실시한4-29 TNHT
후 표면에 붙어있는 잔류층에 대해 을 이용하여 단면을 관찰한 사진이다 그림SEM .
에서 보이는 바와 같이 염욕질화처리된 코어핀의 경우 알루미늄이 전반적으로 고,
르게 부착된 반면 는 전반적으로 용손외에 국부적으로 반응층이 생기고 중간, TNHT
콘트라스트를 보이는 화합물층내에 균열이 존재함을 알 수 있다 또한 표면부도 깍.
여나간듯 평면화 되어있는데 이는 용손이 일어난 후 상대측 금형에로 소착이 발생
하였다가 금형이 강제 분리되면서 마모가 발생하였기 때문으로 판단된다.
이와 같은 결과로 미루어 볼때 내용손성의 측면에서는 화합물층의 존재가 유리하나
반대로 내열피로특성측면에서는 높은 경도로 인한 균열의 다발등 불리한 점이 있을
수 있으므로 유의해야 할 것으로 판단된다.
- 114 -
제 장 결 론제 장 결 론제 장 결 론제 장 결 론5555
여러 가지 표면개질처리 후 내용손성을 평가한 결과 이온질화 및 염욕질화처리1.
가 내용손성이 뛰어난 것으로 나타났으며 최표면에 국부적으로 확산층이 남아있는
경우도 관찰되었다 이는 과학적으로 안정한 최표면의 화합물층 이외에도 확산층도.
어느 정도 용탕과 모재와의 반응을 악화시켜 내용손성 향상에 도움을 주기 때문으
로 판단된다 이와 같이 내용손성의 측면에서는 두꺼운 화합물층의 형성 및 확산층.
의 조성과 깊이가 영향을 미칠 것으로 사료된다.
내열피로특성을 신뢰성 기준상의 시험방법을 이용하여 내열피로 특성 지수인2.
값으로 평가한 결과 가스질화 시편이 제일 우수한 것으로 나타났으며 염욕질Lm ,
화 시편의 경우 이상의 값을 나타내었다 또한 국외 대표적 선진 표면처리 기업1.1 .
이라고 판단되어 추가로 시험을 실시한 오리콘 발저스사의 코팅의 경우PVD CrN
까지 높아진 값을 나타내었다 이는 질화처리에 따라 표면경도의 상승으로 열1.42 .
피로 초기에 균열이 발생한 후 이 균열들이 선택적으로 성장함에 따라 비록 균열,
수는 감소하나 개별균 열길이는 증가하는 경향을 나타내기 때문으로 판단되었다.
현장적용시험을 실시한 결과 염욕질화 시편이 상대적으로 우수한 내구성을 나타3.
내었으며 용탕 인입부에 위치하는 코어핀의 경우 만타 이상이라는 예상목표를 훨3
씬 초과하여 만 오천타 사용 후에도 조업 중단을 불러올만한 심각한 파손이 발생12
하지 않았다.
주의
이 보고서는 산업자원부에서 시행한 중소기업신뢰성향상지원사업의 최1.
종보고서이다.
이 신뢰성향상지원과제의 내용을 대외적으로 발표할 때에는 반드시 산2.
업자원부에서 시행한 중소기업신뢰성향상지원사업의 결과임을 밝혀야
한다.
이 보고서는 산업자원부에서 시행한이 보고서는 산업자원부에서 시행한이 보고서는 산업자원부에서 시행한이 보고서는 산업자원부에서 시행한
부품 소재신뢰성기반기술확산사업의 최종보고서입니다부품 소재신뢰성기반기술확산사업의 최종보고서입니다부품 소재신뢰성기반기술확산사업의 최종보고서입니다부품 소재신뢰성기반기술확산사업의 최종보고서입니다....ㆍㆍㆍㆍ




