USULAN PERBAIKAN SISTEM PERSEDIAAN BAHAN BAKU STEEL …
55
USULAN PERBAIKAN SISTEM PERSEDIAAN BAHAN BAKU STEEL CORD 0.115 MIKRON MENGGUNAKAN METODE CONTINUOUS REVIEW di PT. XX Oleh Eben Frantogi NIM : 004201105038 Diajukan untuk Memenuhi Persyaratan Akademik Mencapai Gelar Strata Satu Pada Fakultas Teknik Program Studi Teknik Industri 2016
Transcript of USULAN PERBAIKAN SISTEM PERSEDIAAN BAHAN BAKU STEEL …
USULAN PERBAIKAN SISTEM
PERSEDIAAN BAHAN BAKU STEEL CORD
0.115 MIKRON MENGGUNAKAN METODE
CONTINUOUS REVIEW di PT. XX
Oleh
Eben Frantogi
NIM : 004201105038
Diajukan untuk Memenuhi Persyaratan Akademik
Mencapai Gelar Strata Satu
Pada Fakultas Teknik
Program Studi Teknik Industri
2016

DAFTAR TERMINOLOGI
Fluktuasi : ketidaktetapan atau guncangan yang terjadi karena
berbagai hal, sebagai contoh jumlah demand,
harga barang dan sebagainya, yang bisa dilihat di
dalam bentuk grafik.
.
Kontinjensi : suatu keadaan ketidakpastian mengenai
kemungkinan jumlah laba atau kerugian yang
diperoleh oleh suatu perusahaan.
Degrees of freedom : jumlah nilai dalam perhitungan akhir statistik
yang bebas bervariasi, dimana nilai bersifat
independent dan bisa bergerak dinamis.
Titik Equilibrium : titik keseimbangan yang terbentuk karena adanya
keseimbangan antara permintaan dan penawaran,
atau dengan kata lain demand = supply.
Galat : kekeliruan atau kesalahan yang muncul dalam
meramalkan permintaan pelanggan yang berakibat
menimbulkan biaya tambahan.
Periodic Review : model persediaan produk dimana periode/interval
pemesanannya tetap, sedangkan jumlah produk
yang dipesan berdasarkan dari perhitungan jumlah
produk maksimum yang harus dipenuhi.
Fixed Order Quantity : model untuk menentukan titik spesifik saat
pemesanan dilakukan dan jumlah pesanan yang
dimana permintaannya bersifat independen

NOMENKLATUR
� : Alpha
N : Jumlah data
� : Konstanta pada Tabel Policy Factor
� : Konstanta probability pada Tabel Distribusi Normal
� : Konstanta expected loss pada Tabel Unit Distribusi Normal
� : Standar Deviasi
�� : Lead Time
��� : Standar deviasi selama Lead Time
�� : Safety Stock
� : Kebutuhan rata-rata demand
: Frekuensi Pemesanan
� : Pemesanan optimal
� : Biaya pesan
�� : Biaya simpan
�� : Biaya stock out
� : Jumlah stock out (ton)
� : Reorder point dengan safety stock
�� : Reorder point tanpa safety stock
���� : Level maksimum back order
� : Harga Pembelian bahan baku
� : Asumsi hari kerja
�� : Total cost
�� : Total cost biaya pesan
��� : Total cost biaya simpan
��� : Total cost biaya stock out

ABSTRAK
Pengendalian persediaan bahan baku merupakan hal penting karena merupakan
salah satu faktor untuk menjamin kelancaran proses produksi. Tujuan penelitian
ini adalah untuk meminimalkan biaya persediaan, menentukan jumlah pemesanan,
dan menentukan titik pemesanan kembali. Penelitian dilakukan di PT. XX pada
bisnis unit steel cord yang merupakan perusahaan industri manufaktur dengan
produksi kawat ban (tire cord) konstruksi 0.115 mikron. Dalam mengendalikan
persediaannya PT. XX menggunakan sistem pemesanan periodic secara kuartal
dan beberapa kebijakan, sehingga muncul shortage karena demand yang
fluktuatif. Langkah-langkah untuk mengendalikan persediaan bahan baku dengan
optimal adalah meramalkan (forecast) demand, memilih Lot sizing, menentukan
jumlah pemesanan optimal, reorder point, dan menetukan safety stock dengan
service level menggunakan model EOQ Probabiistik (q,r). Dari hasil analisis
metode usulan EOQ Probabiistik (q,r) dengan service level 99% pada tahun 2015
memberikan selisish total biaya sebesar 75% dari total cost metode perusahaan.
Kata Kunci : Pengendalian Persediaan, Forecast, EOQ Probabilistik (q,r), reorder
point, safety stock, dan service level.
1
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Untuk memperoleh pangsa pasar yang baik, perusahaan dituntut untuk memiliki
sistem manajemen mutu yang efektif dan efesien diantaranya adalah
mengendalikan sistem persediaan dan kualitas produk. Sehingga total biaya
dapat diatur pada batas yang layak dan produk dapat dijual dengan harga yang
kompetitif.
Penelitian dilakukan di PT. XX yang merupakan perusahaan industri manufaktur
khususnya bidang otomotif dengan memproduksi tire cord dan objek yang dipilih
adalah produk steel cord konstruksi 0.115 mikron, karena produk steel cord
merupakan produk dengan proporsi demand terbesar dari total demand selama
tahun 2013-2015 yaitu sebesar 56% atau sebesar 8,970 ton dari 15,890 ton.
Dalam mengendalikan biaya persediaan, perusahaan dalam 1 tahun secara normal
melakukan pemesanan secara periodik yaitu 4 kali pemesanan atau setiap kuartal.
Kebijakan lain perusahaan adalah perusahaan dapat menunda biaya pelunasan
pembeliaan hingga periode tertentu sesuai kesepakatan dengan supplier.
Kelemahan kebijakan ini adalah perusahaan akan dikenakan biaya tambahan
(bunga) oleh supplier jika perusahaan melakukan keterlambatan pembayaran dan
tidak diperkenankan memesan bahan baku sebelum melunasi pembayaran periode
sebelumnya. Dalam hal ini peluang munculnya shortage akan lebih besar karena
adanya kebijakan tersebut dan sifat demand produk steel cord konstruksi 0.115
mikron yang fluktuatif.
Pada tahun 2015 pengendalian persediaan yang dilakukan PT. XX mengalami
masalah yaitu adanya shortage sebesar 195 ton/tahun atau rata-rata shortage
sebesar 16.25 ton/bulan untuk produk steel cord konstruksi 0.115 mikron,
sehingga perlu dilakukan evaluasi dan perbaikan untuk metode perusahaan.
2
1.2. Rumusan Masalah
Dari penjelasan diatas, rumusan masalah yang menjadi pusat perhatian adalah
bagaimana perusahaan melakukan pemesanan bahan baku untuk memenuhi
permintaan pelanggan dan memperhitungkan efisiensi biaya sebagai bagian dari
manajemen persediaan?
1.3. Tujuan Penelitian
Tujuan umum penelitian ini adalah mengetahui jumlah dan kapan perusahaan
melakukan pemesanan bahan baku secara optimal untuk memenuhi permintaan
pelanggan.
1.4. Batasan Masalah
Agar penelitian terfokus pada tujuan utamanya, maka dibuat batasan masalah
antara lain:
• Biaya persediaan dan biaya simpan tetap.
• Produk yang diteliti adalah steel cord dengan proporsi demand terbesar.
1.5. Asumsi
Asumsi-asumsi yang digunakan antara lain:
• Proses produksi steel cord konstruksi 0.115 mikron berjalan normal dan
produk tidak memiliki nilai scrap.
• Tidak ada perubahan proses selama pelaksanaan penelitian.
• Supplier dapat memenuhi pemesanan perusahaan.
• Dana untuk pembelian bahan baku cukup tersedia.
• Service of level 90%,95%, dan 99%
• Error (�) = 5%
1.6. Sistematika Penulisan
Secara garis besar sistematika penulisan pada penelitian ini terbagi kedalam lima
bab, yaitu: Bab 1 Pendahuluan, Bab 2 Tinjauan Pustaka, Bab 3 Metode Penelitian,
Bab 4 Pengumpulan dan Analisis Data, dan Bab 5 Kesimpulan dan Saran.

3
BAB I Pendahuluan
Bab ini terdiri dari latar belakang masalah, rumusan masalah,
tujuan penelitian, batasan masalah, asumsi masalah dan sistematika
penulisan penelitian.
BAB II Tinjauan Pustaka
Bab ini menguraikan teori-teori yang digunakan dalam penelitian
yaitu: persediaan dan peramalan. Sumber teori yang digunakan
diambil dari referensi buku dan beberapa jurnal penelitian yang
berhubungan dengan topik penelitian.
BAB III Metodologi Penelitian
Menjelaskan tahapan-tahapan penelitian dimulai dari observasi
penelitian, identifikasi masalah, metode pengumpulan data, metode
pengolahan data, analisis pemecahan masalah sampai penarikan
sebuah kesimpulan dan saran.
BAB IV Pengumpulan dan Pengolahan data
Data yang dikumpulkan untuk diolah adalah data sekunder seperti
permintaan produk steel cord konstruksi 0.115 mikron selama tiga
tahun terakhir, biaya pembelian bahan baku, lead time, biaya
pemesanan, biaya penyimpanan, dan biaya stock out. Selanjutnya
melakukan peramalan, menghitung error peramalan, uji normalitas
residual, menentukan Lot sizing, mencari pemesanan optimal, titik
pemesanan ulang, safety stock, dan menghitung total cost. Setelah
itu menguraikan hasil dan melakukan perbandingan hasil
pengolahan data terhadap metode yang digunakan perusahaan.
BAB V Kesimpulan dan Saran
Memberikan hasil penelitian yang menyatakan bahwa tujuan dari
penelitian ini telah dipenuhi dan beberapa saran yang bermanfaat
untuk metode penelitian agar lebih baik.
Selanjutnya pada Bab II akan dibahas dan dijelaskana mengenai studi literatur
yang digunakan untuk membantu memecahkan masalah pada penelitian ini.

4
BAB II
TINJAUAN PUSTAKA
2.1. Persediaan
Persediaan merupakan aset penting perusahaan baik dalam jumlah maupun
perananya untuk kegiatan produksi, berikut pendapat tentang pengertian
persediaan salah satu diantaranya adalah menurut Assauri (1999) “Persediaan
adalah sebagai suatu aktiva ancar yang meliputi barang barang milik perusahaan
dengan maksud untuk dijual dalam suatu periode usaha normal atau persediaan
barang yang masih dalam pekerjaan proses produksi ataupun persediaan bahan
baku yang menunggu penggunaanya dalam suatu proses produksi”.
Dilihat dari fungsinya menurut Assauri (1999), persediaan dibedakan menjadi:
1. Batch Stock atau Lot Size Inventory yaitu persediaan karena kita membeli atau
membuat barang dalam jumlah yang lebih besar dari jumlah yang dibutuhkan.
2. Fluctuation Stock atau Safety Stock adalah persediaan untuk menghadapi
fluktuasi permintaan yang tidak dapat diramalkan.
3. Anticipation Stock yaitu persediaan untuk menghadapi fluktuasi permintaan
yang dapat diramalkan, berdasarkan pola musiman yang terdapat dalam satu
tahun dan untuk menghadapi penggunaan atau penjualan permintaan yang
meningkat.
Pengendalian persediaan erat hubungannya dengan biaya persediaan seperti
modal, pemesanan bahan baku, biaya pemakaian gudang, dan biaya penanganan
agar produk tidak rusak, kadaluarsa, terkena pajak, ataupun hilang.
2.1.1 Biaya Persediaan
Kebijakan dalam mengatur persediaan bahan baku meliputi dua keputusan, yaitu
kapan pemesanan dilakukan (reorder point) dan berapa banyak yang harus
dipesan (reorder quantity). Salah satu diantara berbagai pertimbangan tersebut
adalah adanya biaya persediaan (inventory cost). Adapun biaya-biaya yang perlu
5
diperhitungkan adalah biaya yang jumlahnya berubah sesuai dengan perubahan
waktu atau titik pemesanan dan jumlah pemesanan. Terdapat beberapa jenis
biaya-biaya yang berhubungan dengan keputusan-keputusan manajemen
persediaan yaitu:
• Biaya Pembelian (Purchasing Cost)
Biaya yang timbul akibat pembelian bahan baku. Biaya ini dipengaruhi
besarnya jumlah dan harga bahan baku yang dipesan.
• Biaya Pemesanan (Ordering Cost)
Biaya pemesanan yang meliputi biaya-biaya kegiatan yang memerlukan
penyiapan, pembelian dan setup produksi.
• Biaya Penyimpanan (Holding Cost)
Biaya penyimpanan meliputi: biaya modal yang tertanam, biaya kemerosotan
kualitas bahan, biaya keusangan, biaya asuransi, pajak, kehilangan, keamanan,
dan keperluan penyimpanan.
• Biaya Habis Persediaan (Stockout Cost)
Biaya ini timbul bila terjadi ketidakcukupan persediaan bahan baku untuk
memenuhi pesanan. Bila keadaan tersebut terjadi, maka ada dua kemungkinan,
yaitu dilakukan backorder atau tidak. Bila backorder dilakukan maka biaya
yang timbul adalah biaya tambahan untuk melakukan proses backorder.
• Biaya yang berhubungan dengan Kapasitas (Capacity Related Costs)
Biaya yang timbul karena meningkatnya kapasitas ataupun menurunnya
kapasitas yang diakibatkan oleh keputusan perencanaan agregat persediaan
yang relatif lemah.
2.1.2 Pengendalian Persediaan
Pengendalian persediaan berkaitan dengan kegiatan akuisisi, penyimpanan,
penanganan, dan penggunaan persediaan sehingga dapat menjamin dan
memberikan ketentuan yang memadai untuk proses produksi. Oleh karena itu
pengendalian persediaan mengacu pada suatu sistem yang menjamin pasokan
kuantitas dan kualitas persediaan tersedia pada waktu yang diperlukan dan pada
saat yang bersamaan untuk mencegah adanya investasi yang tidak perlu dalam

6
suatu persediaan. Faktor-faktor dalam pengendalian persediaan dilakukan dengan
berbagai langkah, seperti:
1. Tingkat Pelayanan (Service Level)
Manajemen persediaan tidak hanya bertujuan untuk mempertimbangkan biaya
penyimpanan dan biaya pemesanan, tetapi perlu mempertimbangkan mengenai
tingkat layanan. Tabel 2.1 merupakan tabel policy factor (k) terhadap frequency
level of service.
Tabel 2. 1. Policy Factor (k) pada Frequency Level of Service
Frequency Level of Service (%) 75.00 80.00 85.00 90.00 95.00
k. 0.67 0.84 1.04 1.28 1.65
Frequency Level of Service (%) 97.50 98.00 99.00 99.50 99.99
k. 1.96 2.05 2.33 2.58 3.1
2. Waktu Ancang - ancang (Lead Time)
Waktu ancang-ancang adalah waktu tenggang saat memulai pemesanan bahan
baku hingga kedatangan bahan baku. Waktu ancang-ancang penting karena:
• Sebagai patokan kapan mulai mengadakan pemesanan kembali,
• Untuk menentukan jumlah persediaan yang ekonomis, dan
• Merupakan alternatif solusi ketika muncul masalah ketidakpastian.
3. Persediaan Pengaman (Safety Stock)
Persediaan pengaman adalah persediaan minimal yang harus diperhatikan
dalam suatu bisnis. Hal ini bertujuan untuk menghindari kehabisan persediaan
bahan baku yang disebabkan ketidakpastian tingkat pemakaian dan
ketidakpastian waktu kedatangan persediaan. Faktor-faktor yang
mempengaruhi persediaan pengaman:
• Besar kecilnya resiko kehabisan persediaan.
• Besar biaya penyimpanan digudang dengan biaya-biaya yang harus
dikeluarkan.
• Tingkat layanan (service level) untuk menentukan jumlah persediaan
pengaman.
Rumus untuk menentukan persediaan pengaman adalah sebagai berikut:

7
�� = � ∗ ���
(2-1)
Keterangan:
� : Policy factor pada frequency level of service seperti pada Tabel 2.1
��� : standar deviasi bahan baku selama lead time
4. Titik Pemesanan Ulang (Re-Order Point)
Titik pemesanan kembali terjadi jika jumlah persediaan terus berkurang
sehingga harus memperbaiki batas minimal tingkat persediaan. Jumlah yang
diharapkan tersebut dihitung selama masa tenggang yang ditambahkan dengan
stok pengaman yang bisa mengacu kepada probabilitas terjadinya kekurangan
persediaan selama masa tenggang. Adapun rumus yang berlaku adalah:
� = ∗ �� + ��
(2-2)
Keterangan :
: kebutuhan rata-rata bahan baku
�� : lead time
�� : safety stock
2.1.3 Model Pengendalian Persediaan
Model pengendaliaan persediaan dibentuk berdasarkan pengambilan keputusan
persediaan yang meliputi: kuantitas (quantity decision), keputusan waktu
pemesanan (timing decision), dan pengendalian persediaan (control decision).
Model untuk quantity decision biasa disebut dengan Lot sizing Models, yang
dikelompokkan menjadi 2 (dua) kategori yaitu Static Lot Sizing Models (model
ukuran pemesanan yang statis) dan Dynamic Lot Sizing Models (model ukuran
pemesanan yang dinamis). Berikut klasifikasi metode-metode yang sesuai dari Lot
Sizing Models seperti pada Gambar 2.1

8
Gambar 2. 1. Klasifikasi Lot Sizing Models
• Static Lot Sizing Model dapat dikategorikan menjadi 4 model yaitu:
o Economic Order Quantity
o Economic Production Quantity
o Resource Constrains
o Fixed Order Quantity
• Dynamic Lot Sizing Model dibagi menjadi 3 cara penyelesaian yaitu:
o Simple rules adalah aturan keputusan kuantitas pemesanan yang
tidak didasarkan pada optimalisasi fungsi biaya.
o Heuristic rules bertujuan untuk mencapai solusi biaya yang rendah.
o Wagner-Whitin adalah pendekatan optimum untuk permintaan
yang berubah-ubah.
Pada Gambar 2.1 dijelaskan Static Lot Sizing model digunakan untuk permintaan
yang tetap selama periode waktu yang direncanakan, sedangkan Dynamic Lot
Sizing model digunakan untuk permintaan yang berubah-ubah selama rentang
waktu periode perencanaan persediaan. Adapun test untuk mengetahui jika
permintaan berubah-ubah atau tetap (lumpy demand) adalah dengan Peterson-
Silver rule dimana rumus yang berlaku adalah (Tersine, 1994):
� = ∑ �� ���(∑ �)� ��� − �
(2-3)
Lot Sizing Model
Static Lot Sizing
Economic Order Quantity
Economic Production Quantity
Resource Constrains Fixed Order Quantity
Dynamic Lot Sizing
Simple
Fixed PeriodePeriod Order
Quantity
Lot for Lot
Optimum
Wagner-Whitin
Heuristik
Silver MealLeast Unit
Cost
Part Periode Balancing

9
Keterangan :
: jumlah data
� : demand pada periode t
Ketentuan lumpy test sebagai berikut :
o jika V < 0.25, demand tidak dikatakan lumpy dan menggunakan Static Lot
Sizing Models.
o jika V > 0.25, demand dikatakan lumpy dan menggunakan Dynamic Lot
Sizing Models.
2.1.4 Model Pengendalian EOQ (Economic Order Quantity)
Perumusan metode EOQ ditemukan oleh FW Harris pada tahun 1915 dan
dikembangkan oleh Wilson pada tahun 1934.
Gambar 2. 2. Posisi Inventory Model Wilson
Pada Gambar 2.2. dijelaskan awal periode terdapat barang sebesar q0
yang akan
dipakai untuk memenuhi permintaan, sehingga akan ada penyusutan dan akhirnya
habis pada akhir periode, pada saat itulah dilakukan pemesanan barang sebesar q0
unit. Barang yang dipesan akan datang pada saat itu juga, karena waktu ancang-
ancang (lead time) sama dengan nol, sehingga posisi inventori akan berulang dari
satu siklus ke siklus lain selama horison perencanaannya.
Metode EOQ adalah metode yang mengasumsikan permintaan secara pasti
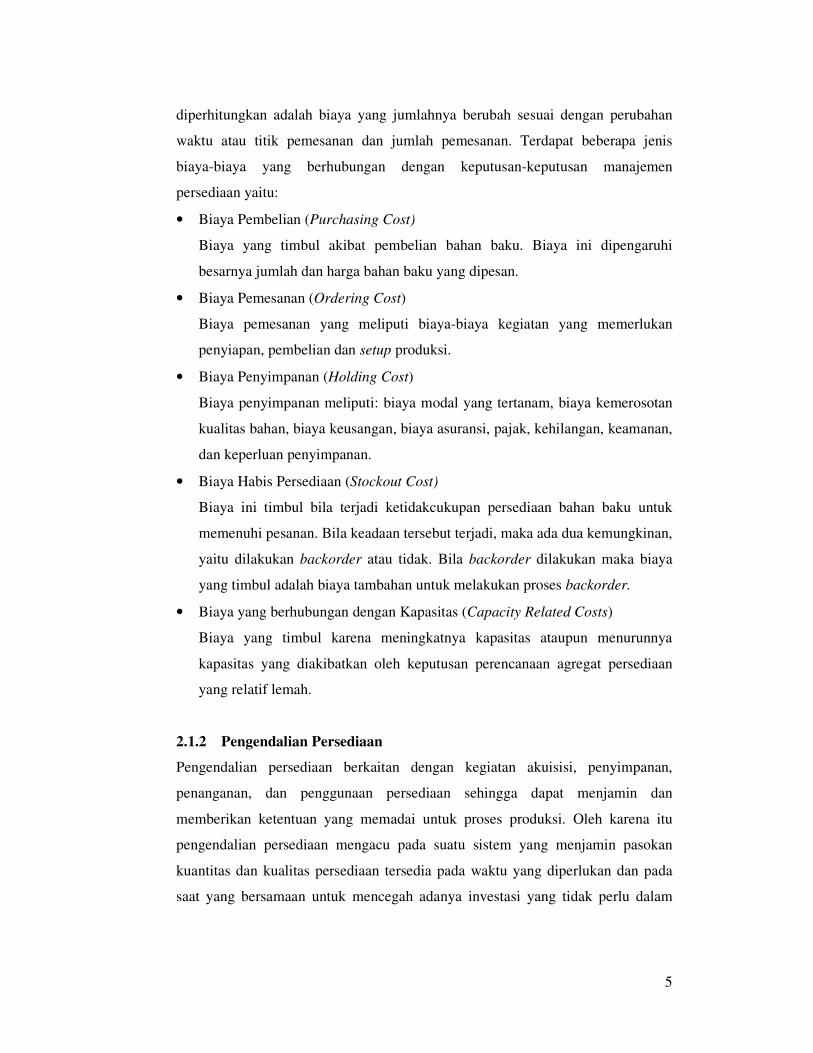
dengan pemesanan yang dibuat secara konstan seperti Gambar 2.3.
10
Gambar 2. 3. Hubungan biaya penyimpanan dan pemesanan
Sehingga pada model ini jumlah pesanan ekonomis untuk model EOQ sederhana
ditentukan dengan rumus:
�∗ = �� ∗ �� ∗ ��
(2-4)
Total Biaya Persediaan (TC) per periode adalah :
�� = ��∗� ∗ �� + ��� + �� ∗ �∗� ∗ ��
(2-5)
Karena bervariasinya permintaan setiap pelanggan maka model EOQ
dikembangkan sehingga dibagi menjadi 2 model yaitu model EOQ deterministic
dan model EOQ probabilistic. Pada bab ini akan dijelaskan mengenai model EOQ
Probabilistic.
2.1.5 Model EOQ Probabilistic
Secara umum model Static Lot Sizing yang digunakan dalam pengendalian
persediaan yang bersifat probabilistik adalah metode EOQ dengan sistem Q dan
metode EOQ dengan sistem P.
• EOQ Probabilistic sistem Q (Continuous Review Method)
EOQ Probabilistic sistem Q secara garis besar mengasumsikan bahwa posisi
barang yang tersedia di gudang sama dengan posisi persediaan barang pada sistem
determistik, hanya saja pada metode ini ditambahkan cadangan pengaman (safety

11
stock). Pada prinsipnya sistem ini adalah mencari tingkat pelayanan untuk
menentukan besarnya q optimal dan r.
Pada sistem ini pemesanan dilakukan dalam jumlah lot pesanan yang sama.
Asumsi yang perlu diperhatikan pada saat menggunakan metode pengendalian
sistem Q ini adalah:
• Biaya simpan per unit tetap
• Biaya setiap kali dilakukan pemesanan ulang adalah tetap
• Waktu tunggu tetap
• Permintaan bahan baku bervariasi
• Pembelian tidak mendapat potongan harga
Prosedur yang digunakan untuk menentukan jumlah q optimal dan r untuk
menekan total cost adalah sebagai berikut (Filla Dristiana, dkk. 2015):
� Menghitung jumlah Q dengan menggunakan model EOQ sederhana
seperti pada rumus (2-4).
� Mencari nilai reorder point tanpa safety stock (Ro) dengan pendekatan
rumus sebagai berikut:
�� = ( ∗ ��) + � ∗ �( ∗ ��) (2-6)
Dimana nilai ! adalah nilai yang diperoleh dari Tabel Unit Normal Distribution,
dengan rumus berikut:
� − "(�) = �# ∗ ��$ ∗
(2-7)
� Menghitung level maksimum back order dengan L adalah nilai yang
diperoleh dari Tabel Unit Normal Distribution.

12
%(��) = &( ∗ �� ∗ '
(2-8)
� Memasukkan nilai Ro untuk mendapatkan nilai Q1 seperti pada rumus
berikut:
��∗ = �� ∗ ∗ (�� + �$ ∗ % ∗ ��))�#
(2-9)
� Kemudian masukkan nilai Q1 yang diperoleh pada persamaan (2-9) untuk
mencari nilai R1.
� Ulangi lagkah-langkah tersebut hingga diperoleh selisih nilai Qt = Qt-1
atau Rt = Rt-1.
� Setelah diperoleh nilai Q atau R yang selisihnya mendekati nol, maka nilai
tersebut sudah merupakan nilai optimal.
• EOQ Probabilistic sistem P (Periodic Review Method)
Periodic review system adalah suatu model persediaan produk dimana
periode/interval pemesanannya tetap, sedangkan jumlah produk yang dipesan
berdasarkan dari perhitungan jumlah produk maksimum yang harus dipenuhi.
(Simchi-Levi, dkk, 2003).
Parameter utama yang digunakan adalah batas maksimum persediaan produk yang
harus dipenuhi oleh perusahaan. Pada sistem P jumlah pesanan yang dipesan
sangat bergantung pada sisa persediaan pada saat periode pemesanan tercapai,
sehingga ketika akan melakukan pemesanan ukuran lot pesanan tidak sama.
Kelemahan pada sistem P ini adalah adanya kemungkinan persediaan habis
sebelum periode pemesanan berikutnya belum tercapai, sehingga membutukan
safety stock yang besar.
13
2.2. Peramalan
Secara garis besar peramalan dibagi menjadi dua metode yaitu metode kualitatif
dan metode kuantitatif (Fogarty, dkk. 1991).
� Metode Kualitatif adalah metode yang pada umumnya digunakan apabila
data kuantitatif permintaan masa lalu tidak tersedia atau akurasinya tidak
signifikan. Ada dua pendekatan yang dapat dilakukan pada metode ini yaitu
dengan penaksiran secara langsung (direct judgement) atau penaksiran yang
merupakan koreksi terhadap peramalan.
� Metode Kuantitatif adalah metode yang mempunyai pola yang
diperkirakan masih berlanjut ke masa yang akan datang dengan asumsi peramalan
data permintaan masa lalu dari produk atau item. Secara umum terdapat 4 pola
yang mempengaruhi analisis dalam peramalan antara lain adalah :
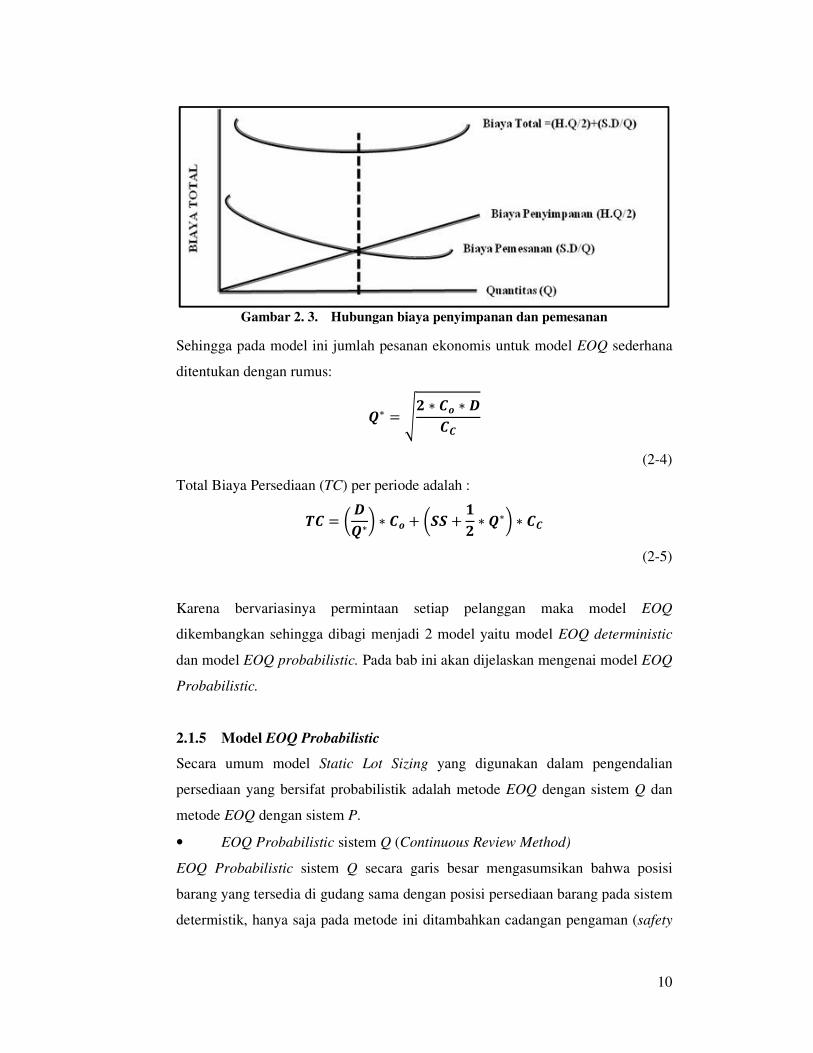
1. Pola Horizontal adalah pola yang terjadi jika nilai data berfluktuasi di
sekitar harga rata-rata yang konstan dan penjualan produk mengalami peningkatan
maupun penurunan jumalah pesanan.
Gambar 2. 4. Pola data Horizontal
2. Pola Musiman (seasonal) adalah pola perubahan data yang dipengaruhi
oleh faktor-faktor musiman seperti: tahunan, kuartal, bulanan, mingguan atau
harian yang berderet secara berkala.
Gambar 2. 5. Pola data Musiman
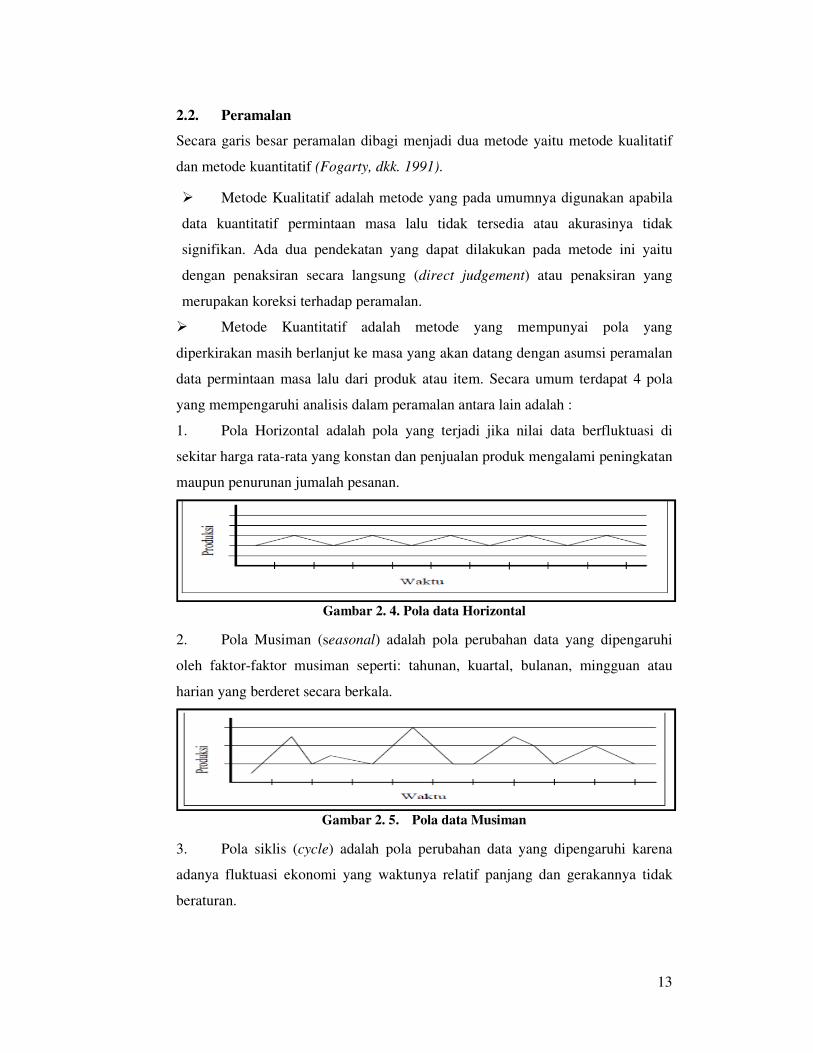
3. Pola siklis (cycle) adalah pola perubahan data yang dipengaruhi karena
adanya fluktuasi ekonomi yang waktunya relatif panjang dan gerakannya tidak
beraturan.
14
Gambar 2. 6. Pola data Siklis
4. Pola Trend adalah pola yang secara umum terjadi penambahan atau
penurunan pada data.
Gambar 2. 7. Pola data Trend
Pada dasarnya metode kuantitatif dibagi menjadi tiga bagian yaitu: metode
intrinsic (intrinsic method), metode ekstrensik (extrensic method), dan metode
deret waktu (time series forecasting methods).
o Metode intrinsik adalah metode peramalan yang didasarkan pada latar
belakang historis demand terhadap item yang akan diramalkan.
o Metode ekstrinsik adalah metode yang menggunakan faktor eksternal
kemudian dikombinasikan dengan demand yang akan diramalkan, misalnya dalam
hubungan sebab-akibat (causal-relationship).
o Metode deret waktu (time series forecasting methods) adalah metode
peramalan yang digunakan untuk menganalisis sejumlah data dengan asumsi
beberapa pola atau kombinasi pola selalu berulang sepanjang waktu, dan pola
dasarnya dapat diidentifikasi. Adapun metode peramalan deret waktu yang umum
digunakan adalah:
o Metode Penghalusan yang dimana merupakan metode untuk
mengurangi ketidakteraturan musiman dari historis data dengan
membuat rata-rata setimbang.
o Metode rata rata bergerak (moving average) yang terdiri dari :
� Single Moving Average
� Linear Moving Average
� Double Moving Average
15
� Weighted Moving Average
o Metode Eksponensial Smoothing yang terdiri dari :
� Single Eksponensial Smoothing
� Double Eksponensial Smoothing
� Exponential Smoothing dengan musiman
Dilihat dari pola data yang diperoleh, maka metode-metode yang digunakan
dalam penelitian ini adalah model Triple Exponential Smoothing – Winter dan
model Dekomposisi. Sehingga pada sub bab selanjutnya akan dibahas lebih rinci
mengenai model peramalan tersebut.
2.2.1 Metode Eksponensial Smoothing
• Single Eksponensial Smoothing
Merupakan metode pengembangan dari metode moving average, sehingga metode
ini lebih cocok digunakan untuk meramal data-data yang fluktuatif secara random
(tidak teratur). dengan rumus sebagai berikut :
"�(� = "� + )(*� − "�) (2-10)
Dalam melakukan peramalan dengan menggunakan metode single exponential
smoothing (SES), besarnya α ditentukan secara trial error hingga α menghasilkan
forecast error terkecil.
• Double Exponential Smoothing
Metode double exponential smoothing ini biasanya lebih tepat untuk meramalkan
data yang mengalami trend kenaikan. Pada metode ini proses penentuan ramalan
sama dengan metode single exponential smoothing yang dimana dimulai dengan
menentukan besarnya alpha secara trial dan error. Sedangkan untuk tahap-tahap
dalam menentukan ramalan adalah sebagai berikut :
"�(+ = ()� + %�(+) (2-11)
• Triple Exponential Smoothing Holt- Winter
Pengembangan metode pemulusan eksponensial yaitu Holt Winter mampu
menangani data yang memiliki unsur trend dan musiman. Metode Holt Winter

16
menggunakan tiga parameter yaitu α, β, dan γ, dimana parameter parameter
tersebut ditentukan secara trial dan error yang berada pada interval (0-1). Adapun
persamaan metode Holt Winter Multikatif adalah sebagai berikut:
"�(+ = (�� + %�+),�-�(+
(2-12)
Dengan nilai :
�� = )( *�,�-�) + (� − ))(��-� + %�-�) (2-13)
%� = .(�� − ��-�) + (� − .)%�-�
(2-14)
,� = /(*���) + (� − /),�-�
(2-15)
Keterangan :
*� : data permintaan
�� : nilai pemulusan keseluruhan
%� : komponen pemulusan trend
,� : komponen pemulusan musiman
"�(+ : peramalan untuk m periode berikutnya
2.2.2 Metode Dekomposisi
Dekomposisi merupakan metode yang menggunakan empat komponen utama
dalam meramalkan nilai masa depan, komponen tersebut antara lain adalah nilai
trend, musiman, siklis, dan error. Dekomposisi mengisolasi komponen-komponen
tersebut untuk kemudian menyusun kembali komponen-komponen tersebut
menjadi efek musiman, efek siklus, efek trend, dan error. Secara umum terdapat
dua jenis model dekomposisi antara lain:
• Dekomposisi Aditif
Dekomposisi Aditif menghitung dekomposisi time seris pada komponen-
komponen trend, musiman, siklus dan error. Model diasumsikan bersifat aditif

17
jika semua komponen ditambahkan untuk mendapatkan hasil peramalan. Adapun
persamaan dalam model ini adalah:
*′� = (�� + �� + �� + 1�) (2-16)
• Dekomposisi Multiplikatif
Dekomposisi multiplikatif menghitung dekomposisi time series pada komponen-
komponen trend, musiman, siklus, dan error, kemudian memprediksi nilai masa
depan. Model diasumsikan bersifat multiplikatif jika semua komponen dikalikan
satu sama lain untuk mendapatkan model peramalan. Adapun persamaan dalam
model ini adalah:
*′� = (�� ∗ �� ∗ �� ∗ 1�) (2-17)
Keterangan :
*′� : data peramalan
�� : nilai data trend perode t
�� : nilai faktor musiman
�� : nilai faktor siklis
2� : faktor error
Adapun rumus untuk menghitung nilai trend adalah:
3 = (4 + % ∗ * + 1�) (2-18)
dimana nilai 56578 :
5 = ∑ 9: dan 8 = ∑;9∑;<
2.2.3 Menghitung Kesalahan dan Validasi Peramalan
Model-model peramalan yang dilakukan kemudian divalidasi menggunakan
beberapa indikator antara lain:
• Mean Absolute Deviation
Mean Absolute Deviation adalah menghitung rata-rata absolute dari kesalahan
meramal, tanpa menghiraukan tanda positif maupun negatif.
18
=> =∑|*� − "�|
(2-19)
• Mean Squared Error
Mean Squared Error adalah kuadrat rata-rata kesalahan meramal. Metode ini
mempunyai kelemahan-kelemahan antara lain perlu data historis yang cukup, data
tiap periode diberi bobot (weight) yang sama, fluktuasi data tidak random dan
tidak menghasilkan forecasting yang baik.
=�@ =∑(*� − "�)�
(2-20)
• Mean Absolute Percentage Error (MAPE)
Mean Absolute Percentage Error merupakan nilai tengah kesalahan persentase
absolute dari suatu peramalan.
=>A@ = ���� �B|*� −"�*� ���
| (2-21)
• Tracking Signal
Tracking Signal adalah ukuran bagaimana suatu peramalan memperkirakan nilai-
nilai actual. Tracking signal yang positif menunjukkan nilai aktual permintaan
lebih besar dari ramalan, sedangkan negatif menunjukkan nilai aktual permintaan
lebih kecil dari peramalan yang dimana dihitung dengan menggunakan rumus:
�C4#�D E�DE 4F = ���"@=>� (2-22)
• Moving Range
Peta Moving Range adalah peta yang dirancang untuk membandingkan nilai
permintaan aktual dengan nilai peramalan. Peta tersebut dikembangkan ke periode
yang akan datang hingga dapat dibandingkan data peramalan dengan permintaan
aktual. Adapun rumus perhitungan peta Moving Range adalah sebagai berikut:
=� = |("�-� − >�-�) − ("� − >�)| (2-23)
Gambar 2.
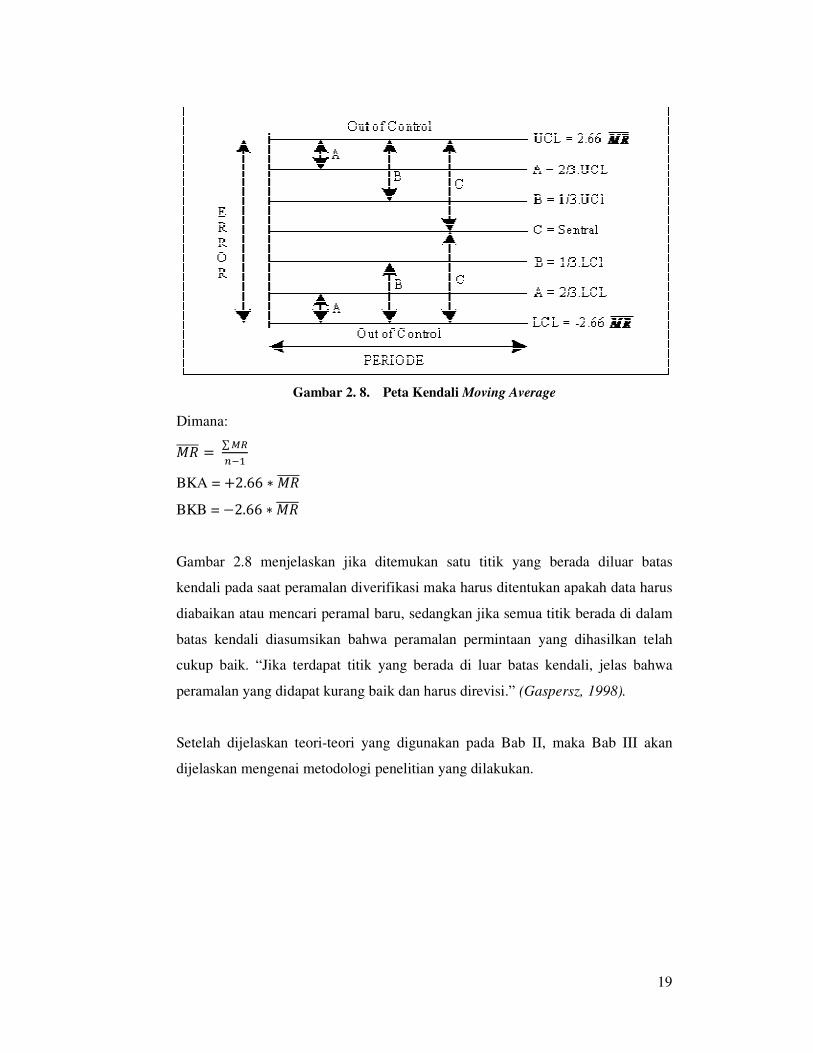
Dimana:
GHIIIII = ∑JK:-L
BKA = +2.66 ∗ GHIIIII BKB = −2.66 ∗ GHIIIII
Gambar 2.8 menjelaskan j
kendali pada saat peramalan diverifikasi maka harus ditentukan apakah data harus
diabaikan atau mencari peramal baru, sedangkan j
batas kendali diasumsikan bahwa peramalan permintaan yang dihasilkan telah
cukup baik. “Jika terdapat
peramalan yang didapat kurang baik dan harus direvisi
Setelah dijelaskan teori
dijelaskan mengenai metod
Gambar 2. 8. Peta Kendali Moving Average
II
menjelaskan jika ditemukan satu titik yang berada diluar batas
pada saat peramalan diverifikasi maka harus ditentukan apakah data harus
ikan atau mencari peramal baru, sedangkan jika semua titik berada di dalam
diasumsikan bahwa peramalan permintaan yang dihasilkan telah
Jika terdapat titik yang berada di luar batas kendali, jelas bahwa
peramalan yang didapat kurang baik dan harus direvisi.” (Gaspersz, 1998).
dijelaskan teori-teori yang digunakan pada Bab II, maka Bab III akan
dijelaskan mengenai metodologi penelitian yang dilakukan.
19
ika ditemukan satu titik yang berada diluar batas
pada saat peramalan diverifikasi maka harus ditentukan apakah data harus
k berada di dalam
diasumsikan bahwa peramalan permintaan yang dihasilkan telah
titik yang berada di luar batas kendali, jelas bahwa
(Gaspersz, 1998).
Bab III akan

Observasi Awal
Identifikasi Masalah
Study literatur
Pengumpulan Data
Analisis Data
Kesimpulan dan Saran
METODOLOGI PENELITIAAN
3.1. Metode Penelitian
Gambar 3.
Observasi Awal
• Mengamati lini produksi steel cord
• Berdiskusi dengan management
produksi steel cord.
Identifikasi Masalah
• Menetapkan tujuan dan batasan
masalah.
Study Literature
• Persediaan.
• Peramalan.
Pengumpulan data
• Tahap I : Pengumpulan data.
• Tahap II : Pengolahan data.
Analisis Data
• Peramalan, menentukan Lot sizing,
• Usulan perbaikan.
• Perbandingan hasil penelitian.
Kesimpulan dan Saran
• Kesimpulan.
• Saran.
BAB III
METODOLOGI PENELITIAAN
Metode Penelitian
Gambar 3. 1. Metodologi Penelitian
20
steel cord.
Berdiskusi dengan management
Lot sizing,

21
3.2. Observasi Awal
Mengamati area produksi steel cord dan lebih terfokus terhadap penggunaan
bahan baku, stok bahan baku, dan tempat persediaan bahan baku produksi steel
cord. Setelah itu mencoba mengajukan proposal untuk melakukan penelitian
kepada management produksi steel cord.
3.3. Identifikasi Masalah
Berdasarkan hasil pengamatan secara langsung dan hasil diskusi dengan
management produksi steel cord seperti operator mesin, team leader, foreman,
dan manager produksi maka identifikasi masalah yang terlihat adalah tingginya
mesin produksi yang stop akibat adanya stockout bahan material dengan
menggunakan sistem persediaan fakultatif, dimana perusahaan melakukan
pemesanan ulang terhadap bahan-bahan yang telah mencapai titik kritis dengan
lama lead time selama 14 hari. Tahap berikutnya dari identifikasi masalah adalah
menetapkan tujuan dan batasan masalah yang akan diselesaikan.
3.4. Tujuan dan Batasan Masalah
Adapun tujuan dan batasan masalahnya adalah untuk menentukan jumlah pesanan
yang ekonomis, meminimalkan biaya persediaan, menentukan safety stock, dan
menetukan titik pemesanan kembali (reorder point). Sedangkan batasan
masalahnya adalah penelitian ini hanya terfokus pada produk stell cord dengan
jumlah demand terbanyak yaitu konstruksi 0.115 mikron yang dimulai dari
pemesanan bahan baku, stok bahan baku, dan penggunaan bahan baku.
3.5. Studi Literatur
Setelah mengetahui permasalahan yang terjadi di lini produksi steel cord,
selanjutnya untuk menyelesaikan permasalahan tersebut diperlukan pengetahuan
mengenai peramalan produksi steel cord, selanjutnya menghitung biaya
persediaan, mengendalikan persediaan, faktor-faktor yang mempengaruhi
pengendalian persediaan, dan model-model perencanaan pengendalian persediaan.
22
3.6. Pengumpulan dan Pengolahan Data
Dalam tahap ini dibagi menjadi 2 tahap yaitu:
Tahap I : Pengumpulan Data
Pada penelitian ini teknik pengumpulan data yang dilakukan adalah:
• Teknik observasi, yakni melakukan pengamatan langsung di area produksi
steel cord konstruksi 0.115 mikron dan mengumpulkan data historis.
• Teknik wawancara, yaitu dengan melakukan wawancara dengan pihak
manajemen perusahaan untuk mendapatkan informasi yang diperlukan guna
pencapaian tujuan penelitian.
• Teknik kepustakaan, yaitu dengan mempelajari buku-buku yang berkaitan
dengan persediaan bahan baku.
Tahap II : Pengolahan Data
Metode pengolahan data yang digunakan pada penelitian adalah:
•••• Analisis Trend dan Peramalan
Melalui analisis data tersebut diperoleh informasi mengenai bentuk dari trend
data yang ada untuk kemudian dilakukan peramalan data produksi, sehingga
dapat menjadi dasar untuk menentukan kebutuhan persediaan material.
•••• Uji Normalitas error/residual
Uji normalitas error, untuk mengetahui apakah data error/residual demand
yang didapat dari peramalan produksi sudah berdistribusi normal atau tidak
dengan menggunakan uji distribusi Smirnov Kolgomonorov.
•••• Menentukan Lot Sizing
Proses untuk memutuskan berapa banyak jumlah pemesanan material.
•••• Perhitungan Persediaan Pengaman
Perhitungan berapa besar persediaan pengaman (safety stock) untuk meredam
fluktuasi demand steel cord konstruksi 0.115 mikron.
•••• Perhitungan Batas Titik Pemesanan
Perhitungan ini untuk menentukan jumlah persediaan akhir agar dapat
melakukan pemesanan ulang (reorder point) guna menghindari terjadinya
gangguan pada proses produksi akibat kekurangan bahan baku.
•••• Perhitungan Total Cost
23
Perhitungan ini dilakukan untuk mengetahui besarnya perbandingan total
biaya yang dikeluarkan dengan menggunakan metode perusahaan dan metode
usulan selama tahun 2015.
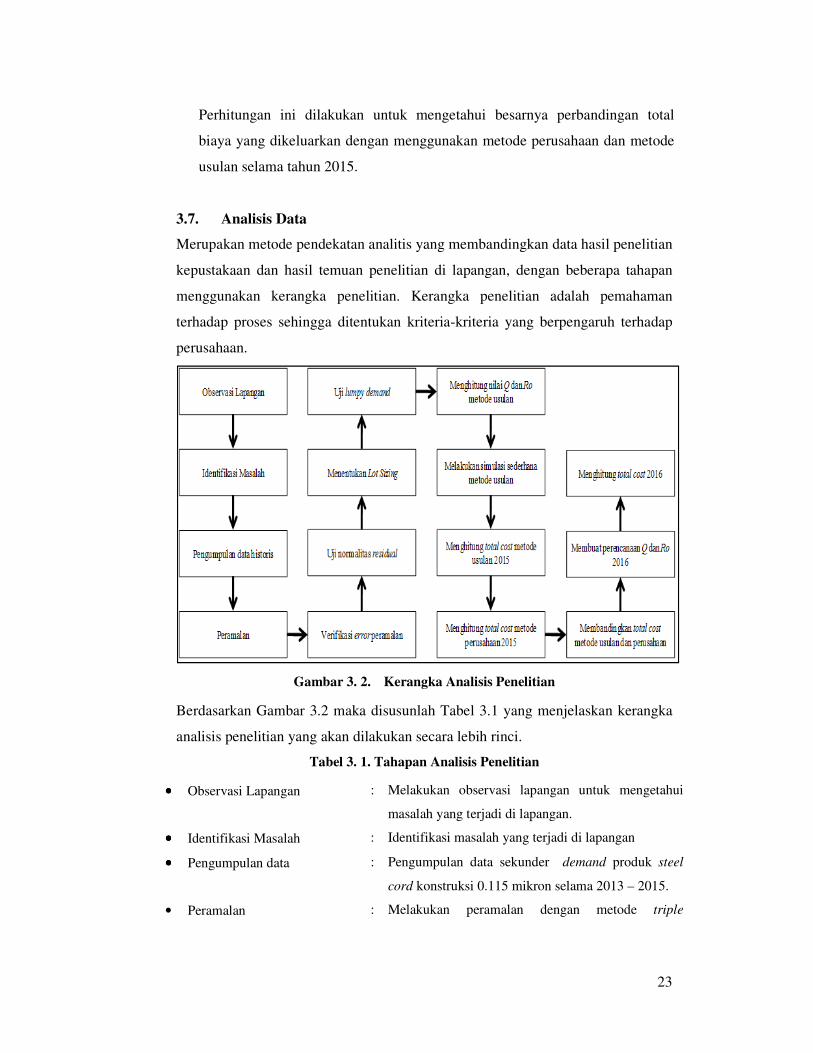
3.7. Analisis Data
Merupakan metode pendekatan analitis yang membandingkan data hasil penelitian
kepustakaan dan hasil temuan penelitian di lapangan, dengan beberapa tahapan
menggunakan kerangka penelitian. Kerangka penelitian adalah pemahaman
terhadap proses sehingga ditentukan kriteria-kriteria yang berpengaruh terhadap
perusahaan.
Gambar 3. 2. Kerangka Analisis Penelitian
Berdasarkan Gambar 3.2 maka disusunlah Tabel 3.1 yang menjelaskan kerangka
analisis penelitian yang akan dilakukan secara lebih rinci.
Tabel 3. 1. Tahapan Analisis Penelitian
•••• Observasi Lapangan : Melakukan observasi lapangan untuk mengetahui
masalah yang terjadi di lapangan.
•••• Identifikasi Masalah : Identifikasi masalah yang terjadi di lapangan
•••• Pengumpulan data : Pengumpulan data sekunder demand produk steel
cord konstruksi 0.115 mikron selama 2013 – 2015.
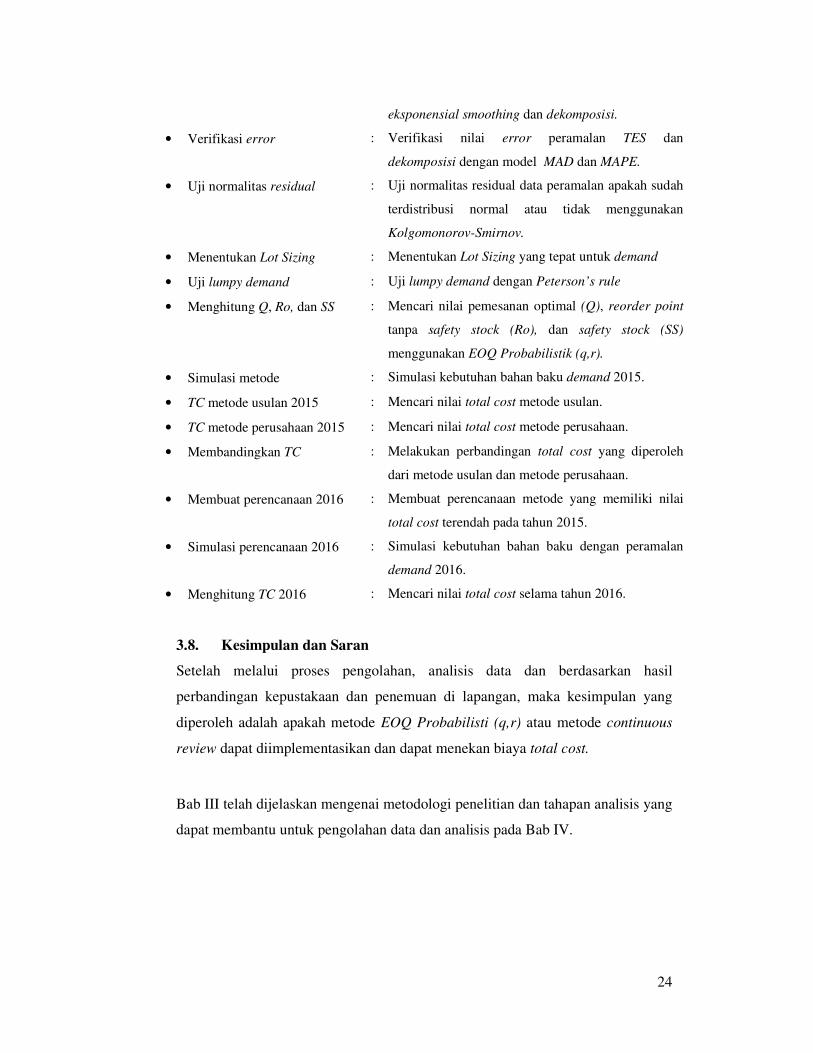
• Peramalan : Melakukan peramalan dengan metode triple
24
eksponensial smoothing dan dekomposisi.
• Verifikasi error : Verifikasi nilai error peramalan TES dan
dekomposisi dengan model MAD dan MAPE.
• Uji normalitas residual : Uji normalitas residual data peramalan apakah sudah
terdistribusi normal atau tidak menggunakan
Kolgomonorov-Smirnov.
• Menentukan Lot Sizing : Menentukan Lot Sizing yang tepat untuk demand
• Uji lumpy demand : Uji lumpy demand dengan Peterson’s rule
• Menghitung Q, Ro, dan SS : Mencari nilai pemesanan optimal (Q), reorder point
tanpa safety stock (Ro), dan safety stock (SS)
menggunakan EOQ Probabilistik (q,r).
• Simulasi metode : Simulasi kebutuhan bahan baku demand 2015.
• TC metode usulan 2015 : Mencari nilai total cost metode usulan.
• TC metode perusahaan 2015 : Mencari nilai total cost metode perusahaan.
• Membandingkan TC : Melakukan perbandingan total cost yang diperoleh
dari metode usulan dan metode perusahaan.
• Membuat perencanaan 2016 : Membuat perencanaan metode yang memiliki nilai
total cost terendah pada tahun 2015.
• Simulasi perencanaan 2016 : Simulasi kebutuhan bahan baku dengan peramalan
demand 2016.
• Menghitung TC 2016 : Mencari nilai total cost selama tahun 2016.
3.8. Kesimpulan dan Saran
Setelah melalui proses pengolahan, analisis data dan berdasarkan hasil
perbandingan kepustakaan dan penemuan di lapangan, maka kesimpulan yang
diperoleh adalah apakah metode EOQ Probabilisti (q,r) atau metode continuous
review dapat diimplementasikan dan dapat menekan biaya total cost.
Bab III telah dijelaskan mengenai metodologi penelitian dan tahapan analisis yang
dapat membantu untuk pengolahan data dan analisis pada Bab IV.

25
BAB IV
PENGOLAHAN DATA DAN ANALISIS
4.1. Identifikasi Masalah
4.1.1 Produk dan Demand
PT. XX yang pada awalnya berdiri sebagai perusahaan dengan meproduksi kawat
berduri untuk pengaman hura hara, namun dengan seiringnya berkembang industri
manufacture PT. XX juga berkembang hingga bidang bisnis automotive dengan
memproduksi tire cord yang dimana fungsinya sebagai structure pada karet ban
kendaraan bermotor.
Di dalam penelitian ini bisnis unit produk yang diambil adalah produk steel cord
dengan konstruksi 0.115 mikron, karena jumlah proporsi demand terbesar yaitu
sebesar 56% atau sebesar 8,970 ton per 3 tahun. Secara garis besar proses
produksi ini adalah mendrawing wire root berdiameter 0.83 mikron hingga
berdiameter 0.115 mikron.
Gambar 4.1 menjelaskan proporsi demand steel cord masing-masing konstruksi
selama tahun 2013–2015 di PT. XX.
Gambar 4. 1. Grafik demand konstruksi steel cord 2013-2015
Demand/3 tahun
0.115 8,970
0.130 3,418
0.120 2,154
0.140 1,348
-
1,000
2,000
3,000
4,000
5,000
6,000
7,000
8,000
9,000
10,000

26
4.1.2 Sistem Persediaan Perusahaan
Sistem pemesanan bahan baku yang digunakan PT. XX dalam mengendalikan
biaya persediaan adalah perusahaan melakukan pemesanan bahan baku secara
normal dalam 1 tahun sebanyak 4 kali pemesanan atau pemesanan dilakukan per
kuartal yaitu pada awal bulan Januari, April, Juli, dan Oktober. Sedangkan untuk
metode pengendaliaan persediaan perusahaan menggunakan metode sistem
fakultatif, yaitu perusahaan melakukan pemesanan ulang jika bahan-bahan di
gudang telah mencapai titik kritis atau hampir habis. Metode ini berguna bagi
perusahaan untuk menghindari pemesanan dengan jumlah yang relatif kecil untuk
menekan biaya inventory. Namun kelemahan metode ini adalah peluang
munculnya shortage akan lebih besar.
Tabel 4.1 merupakan rincian tabel persediaan material steel cord selama 2015
yang mengalami stock out, sedangkan untuk perhitungan dan tabel selengkapnya
dapat dilihat pada Lampiran 1 Persediaan Material selama tahun 2015.
Tabel 4. 1. Persediaan Material stockout 2015
Bulan Week Demand
(aktual)
Inventori
Awal
Average
(D)
Inventori
akhir
Stock
out
Jun
21
270
220 67.5 153
22 153 67.5 85
23 85 67.5 18
24 18 67.5 -50 -50
Sep
33
240
200 60 140
34 140 60 80
35 80 60 20
36 20 60 -40 -40
Des
45
300
210 75 135
46 135 75 60
47 60 75 -15 -15
48 -15 75 -90 -90
Data pada Tabel 4.1. menjelaskan bahwa tahun 2015 bisnis unit steel cord
konstruksi 0.115 mikron mengalami shortage sebesar 195 ton atau sebesar 16.25
ton/bulan. Hal ini menyebabkan perusahaan harus segera melakukan pemesanan
ulang untuk memenuhi permintaan pelanggan sehingga menimbulkan biaya

27
tambahan seperti: biaya pesan ulang, biaya spesial transportasi tambahan, dan
biaya stock out yang besar untuk mendatangkan material produk steel cord 0.115
mikron dengan lead time yang lebih cepat.
4.2. Pengumpulan Data
Data-data yang dikumpulkan dalam penelitian ini adalah data sekunder, dimana
data diperoleh dari catatan-catatan maupun laporan yang terdapat pada perusahaan
dan juga data-data pendukung yang berhubungan dengan penelitian. Data-data
yang digunakan adalah data demand penjualan produk steel cord bulan Januari
2013–Desember 2015, data harga steel cord tahun 2015, harga bahan baku steel
cord, lead time pemesanan, biaya pemesanan dan biaya penyimpanan material.
Berikut penjelasan data-data yang dikumpulkan untuk penelitian ini.
4.2.1 Data Penjualan Produk Steel Cord
Jumlah demand steel cord konstruksi 0.115 mikron selama 2013-2015 dapat
dilihat pada Tabel 4.2 dan untuk data lengkap demand produksi steel cord selama
2013-2015 dapat dilihat pada Lampiran 2 Demand Produksi steel cord 0.115
tahun 2013-2015.
Tabel 4. 2. Demand Produksi steel cord 0.115 tahun 2013-2015
Bulan Xt
2013(ton) Bulan
Xt
2014(ton) Bulan
Xt
2015(ton)
Total/tahun 2145 Total/tahun 2295 Total/tahun 2990
4.2.2 Harga Pembelian Material Produk
Dalam pengumpulan data daftar harga, data yang diperoleh adalah informasi
tentang harga material/ton dan harga jual produk steel cord konstruksi 0.115
mikron seperti Tabel 4.3.
Tabel 4. 3. Harga Pembelian Material Produk 0.115 mikron
Kode item Raw Material Netto/ton Harga beli/ton
SW0001 Wire root 1 15,000,000
28
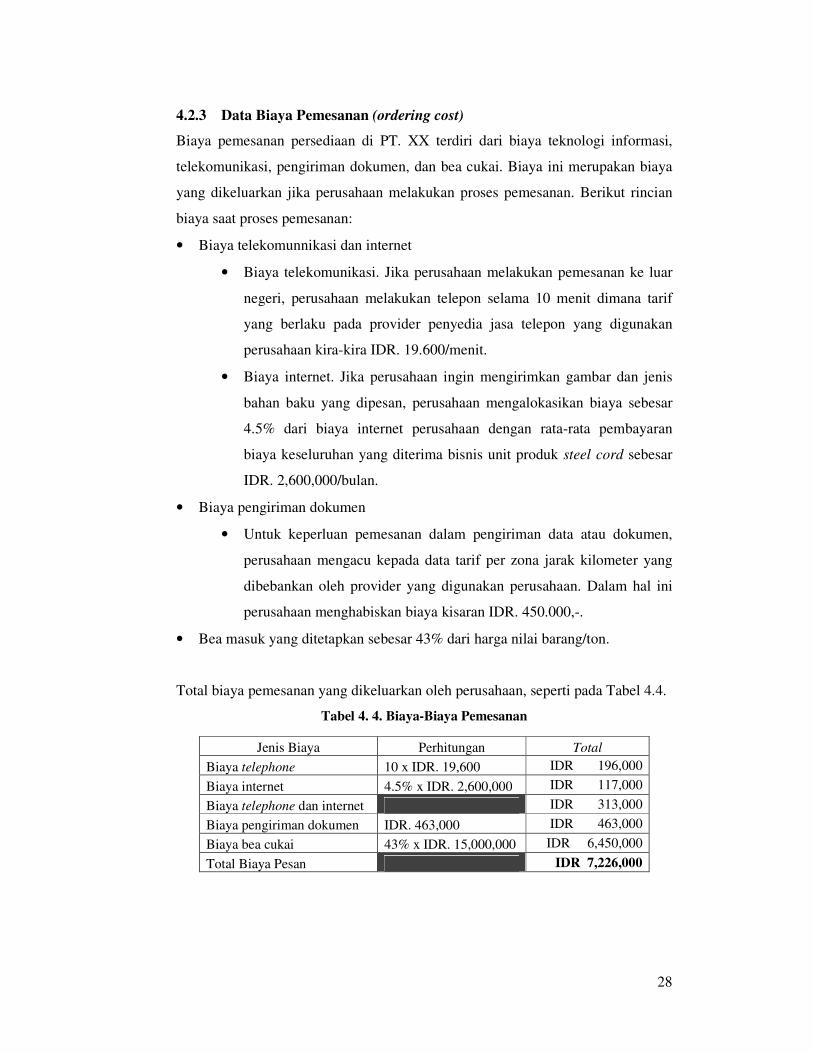
4.2.3 Data Biaya Pemesanan (ordering cost)
Biaya pemesanan persediaan di PT. XX terdiri dari biaya teknologi informasi,
telekomunikasi, pengiriman dokumen, dan bea cukai. Biaya ini merupakan biaya
yang dikeluarkan jika perusahaan melakukan proses pemesanan. Berikut rincian
biaya saat proses pemesanan:
• Biaya telekomunnikasi dan internet
• Biaya telekomunikasi. Jika perusahaan melakukan pemesanan ke luar
negeri, perusahaan melakukan telepon selama 10 menit dimana tarif
yang berlaku pada provider penyedia jasa telepon yang digunakan
perusahaan kira-kira IDR. 19.600/menit.
• Biaya internet. Jika perusahaan ingin mengirimkan gambar dan jenis
bahan baku yang dipesan, perusahaan mengalokasikan biaya sebesar
4.5% dari biaya internet perusahaan dengan rata-rata pembayaran
biaya keseluruhan yang diterima bisnis unit produk steel cord sebesar
IDR. 2,600,000/bulan.
• Biaya pengiriman dokumen
• Untuk keperluan pemesanan dalam pengiriman data atau dokumen,
perusahaan mengacu kepada data tarif per zona jarak kilometer yang
dibebankan oleh provider yang digunakan perusahaan. Dalam hal ini
perusahaan menghabiskan biaya kisaran IDR. 450.000,-.
• Bea masuk yang ditetapkan sebesar 43% dari harga nilai barang/ton.
Total biaya pemesanan yang dikeluarkan oleh perusahaan, seperti pada Tabel 4.4.
Tabel 4. 4. Biaya-Biaya Pemesanan
Jenis Biaya Perhitungan Total
Biaya telephone 10 x IDR. 19,600 IDR 196,000
Biaya internet 4.5% x IDR. 2,600,000 IDR 117,000
Biaya telephone dan internet IDR 313,000
Biaya pengiriman dokumen IDR. 463,000 IDR 463,000
Biaya bea cukai 43% x IDR. 15,000,000 IDR 6,450,000
Total Biaya Pesan IDR 7,226,000
29
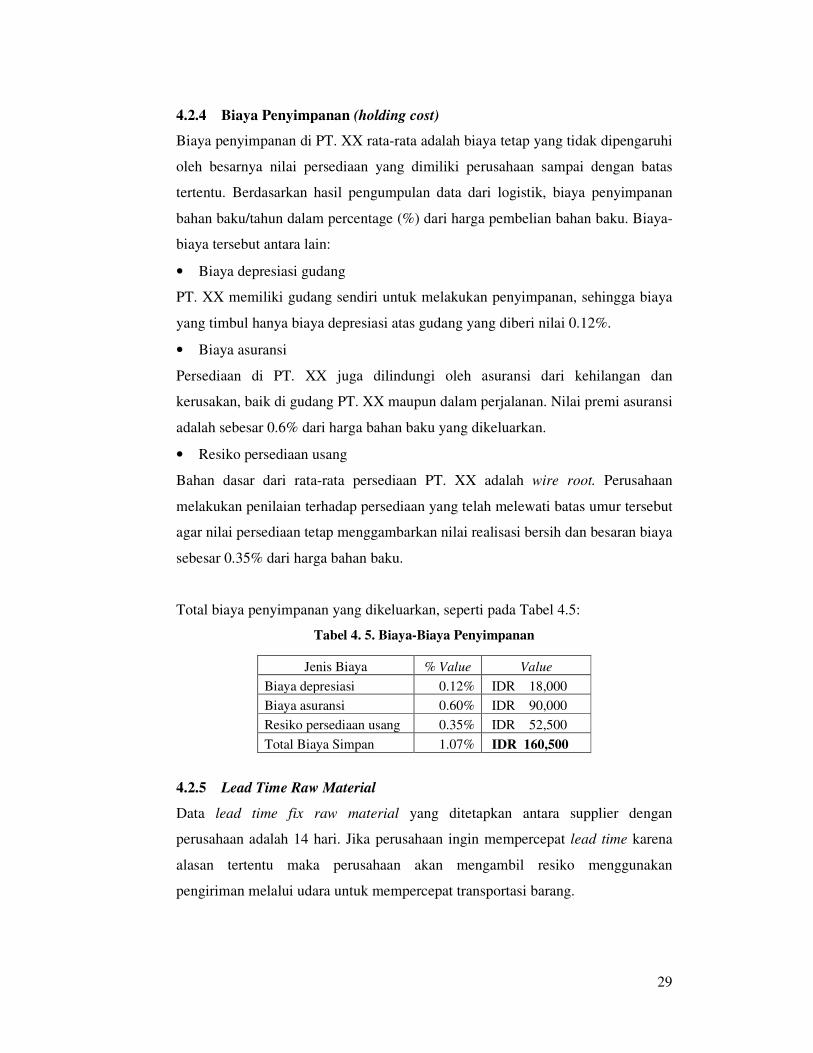
4.2.4 Biaya Penyimpanan (holding cost)
Biaya penyimpanan di PT. XX rata-rata adalah biaya tetap yang tidak dipengaruhi
oleh besarnya nilai persediaan yang dimiliki perusahaan sampai dengan batas
tertentu. Berdasarkan hasil pengumpulan data dari logistik, biaya penyimpanan
bahan baku/tahun dalam percentage (%) dari harga pembelian bahan baku. Biaya-
biaya tersebut antara lain:
• Biaya depresiasi gudang
PT. XX memiliki gudang sendiri untuk melakukan penyimpanan, sehingga biaya
yang timbul hanya biaya depresiasi atas gudang yang diberi nilai 0.12%.
• Biaya asuransi
Persediaan di PT. XX juga dilindungi oleh asuransi dari kehilangan dan
kerusakan, baik di gudang PT. XX maupun dalam perjalanan. Nilai premi asuransi
adalah sebesar 0.6% dari harga bahan baku yang dikeluarkan.
• Resiko persediaan usang
Bahan dasar dari rata-rata persediaan PT. XX adalah wire root. Perusahaan
melakukan penilaian terhadap persediaan yang telah melewati batas umur tersebut
agar nilai persediaan tetap menggambarkan nilai realisasi bersih dan besaran biaya
sebesar 0.35% dari harga bahan baku.
Total biaya penyimpanan yang dikeluarkan, seperti pada Tabel 4.5:
Tabel 4. 5. Biaya-Biaya Penyimpanan
Jenis Biaya % Value Value
Biaya depresiasi 0.12% IDR 18,000
Biaya asuransi 0.60% IDR 90,000
Resiko persediaan usang 0.35% IDR 52,500
Total Biaya Simpan 1.07% IDR 160,500
4.2.5 Lead Time Raw Material
Data lead time fix raw material yang ditetapkan antara supplier dengan
perusahaan adalah 14 hari. Jika perusahaan ingin mempercepat lead time karena
alasan tertentu maka perusahaan akan mengambil resiko menggunakan
pengiriman melalui udara untuk mempercepat transportasi barang.
30
4.2.6 Biaya Kekurangan Persediaan
Perusahaan mengambil kebijakan untuk menetapkan biaya kekurangan persediaan
sebesar 30% dari harga material pemesanan normal.
4.3. Pengolahan Data
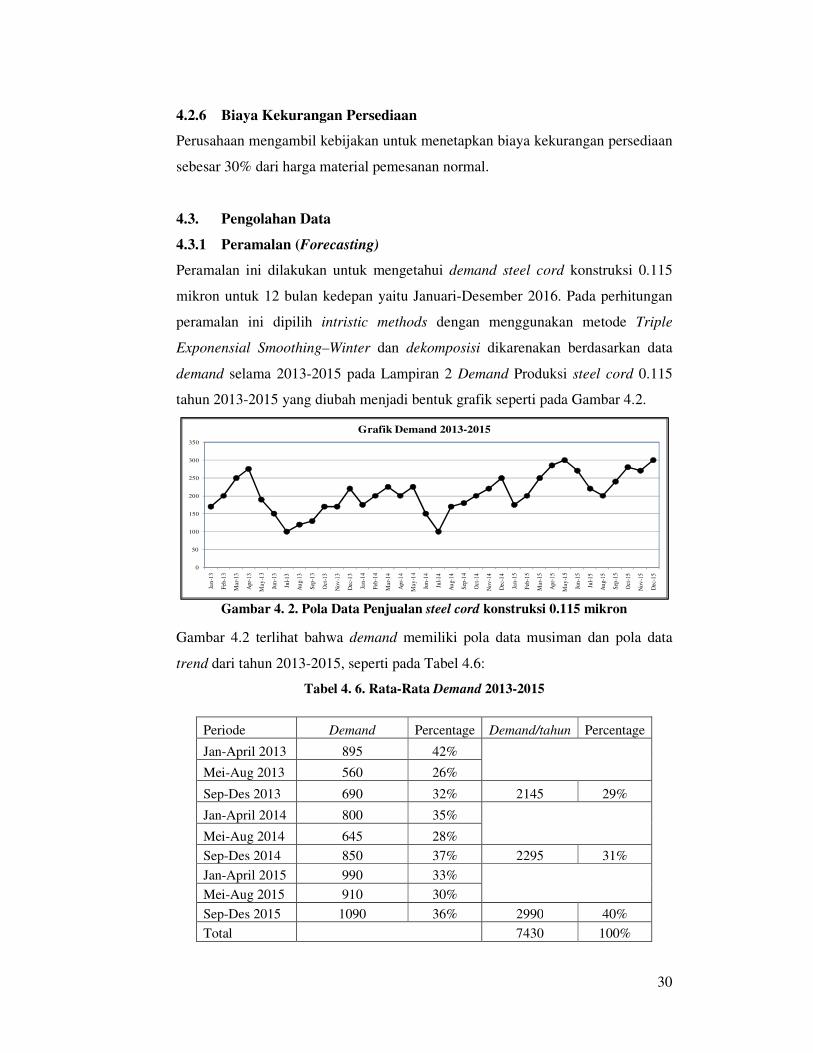
4.3.1 Peramalan (Forecasting)
Peramalan ini dilakukan untuk mengetahui demand steel cord konstruksi 0.115
mikron untuk 12 bulan kedepan yaitu Januari-Desember 2016. Pada perhitungan
peramalan ini dipilih intristic methods dengan menggunakan metode Triple
Exponensial Smoothing–Winter dan dekomposisi dikarenakan berdasarkan data
demand selama 2013-2015 pada Lampiran 2 Demand Produksi steel cord 0.115
tahun 2013-2015 yang diubah menjadi bentuk grafik seperti pada Gambar 4.2.
Gambar 4. 2. Pola Data Penjualan steel cord konstruksi 0.115 mikron
Gambar 4.2 terlihat bahwa demand memiliki pola data musiman dan pola data
trend dari tahun 2013-2015, seperti pada Tabel 4.6:
Tabel 4. 6. Rata-Rata Demand 2013-2015
Periode Demand Percentage Demand/tahun Percentage
Jan-April 2013 895 42%
Mei-Aug 2013 560 26%
Sep-Des 2013 690 32% 2145 29%
Jan-April 2014 800 35%
Mei-Aug 2014 645 28%
Sep-Des 2014 850 37% 2295 31%
Jan-April 2015 990 33%
Mei-Aug 2015 910 30%
Sep-Des 2015 1090 36% 2990 40%
Total 7430 100%
0
50
100
150
200
250
300
350
Jan
-13
Feb
-13
Ma
r-1
3
Ap
r-1
3
Ma
y-1
3
Jun
-13
Jul-
13
Au
g-1
3
Sep
-13
Oct
-13
No
v-1
3
Dec
-13
Jan
-14
Feb
-14
Ma
r-1
4
Ap
r-1
4
Ma
y-1
4
Jun
-14
Jul-
14
Au
g-1
4
Sep
-14
Oct
-14
No
v-1
4
Dec
-14
Jan
-15
Feb
-15
Ma
r-1
5
Ap
r-1
5
Ma
y-1
5
Jun
-15
Jul-
15
Au
g-1
5
Sep
-15
Oct
-15
No
v-1
5
Dec
-15
Grafik Demand 2013-2015
31
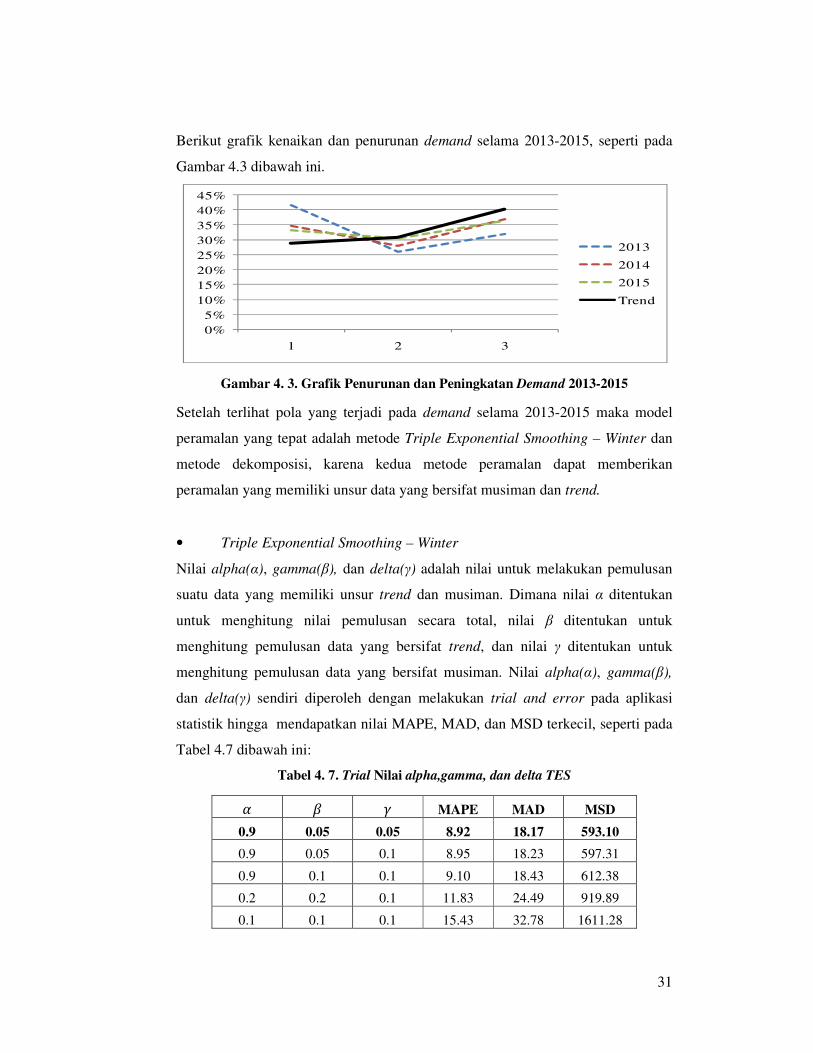
Berikut grafik kenaikan dan penurunan demand selama 2013-2015, seperti pada
Gambar 4.3 dibawah ini.
Gambar 4. 3. Grafik Penurunan dan Peningkatan Demand 2013-2015
Setelah terlihat pola yang terjadi pada demand selama 2013-2015 maka model
peramalan yang tepat adalah metode Triple Exponential Smoothing – Winter dan
metode dekomposisi, karena kedua metode peramalan dapat memberikan
peramalan yang memiliki unsur data yang bersifat musiman dan trend.
• Triple Exponential Smoothing – Winter
Nilai alpha(α), gamma(β), dan delta(γ) adalah nilai untuk melakukan pemulusan
suatu data yang memiliki unsur trend dan musiman. Dimana nilai α ditentukan
untuk menghitung nilai pemulusan secara total, nilai β ditentukan untuk
menghitung pemulusan data yang bersifat trend, dan nilai γ ditentukan untuk
menghitung pemulusan data yang bersifat musiman. Nilai alpha(α), gamma(β),
dan delta(γ) sendiri diperoleh dengan melakukan trial and error pada aplikasi
statistik hingga mendapatkan nilai MAPE, MAD, dan MSD terkecil, seperti pada
Tabel 4.7 dibawah ini:
Tabel 4. 7. Trial Nilai alpha,gamma, dan delta TES
� � � MAPE MAD MSD
0.9 0.05 0.05 8.92 18.17 593.10
0.9 0.05 0.1 8.95 18.23 597.31
0.9 0.1 0.1 9.10 18.43 612.38
0.2 0.2 0.1 11.83 24.49 919.89
0.1 0.1 0.1 15.43 32.78 1611.28
0%
5%
10%
15%
20%
25%
30%
35%
40%
45%
1 2 3
2013
2014
2015
Trend
32
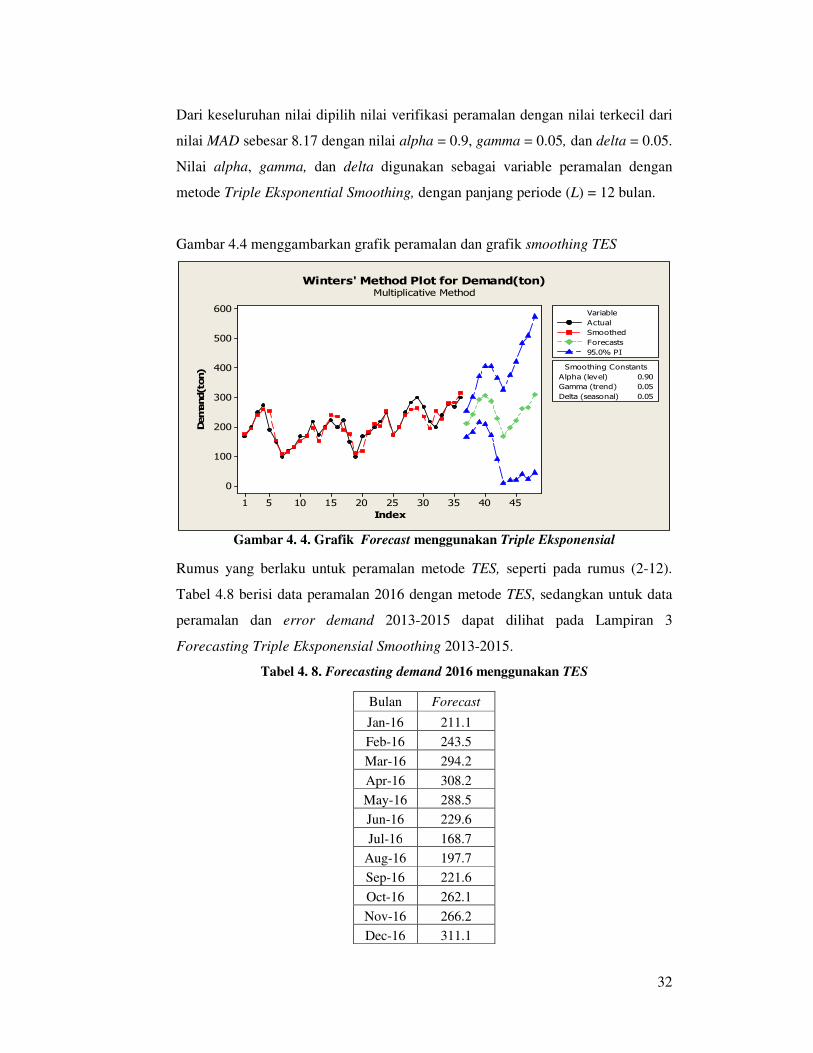
Dari keseluruhan nilai dipilih nilai verifikasi peramalan dengan nilai terkecil dari
nilai MAD sebesar 8.17 dengan nilai alpha = 0.9, gamma = 0.05, dan delta = 0.05.
Nilai alpha, gamma, dan delta digunakan sebagai variable peramalan dengan
metode Triple Eksponential Smoothing, dengan panjang periode (L) = 12 bulan.
Gambar 4.4 menggambarkan grafik peramalan dan grafik smoothing TES
Gambar 4. 4. Grafik Forecast menggunakan Triple Eksponensial
Rumus yang berlaku untuk peramalan metode TES, seperti pada rumus (2-12).
Tabel 4.8 berisi data peramalan 2016 dengan metode TES, sedangkan untuk data
peramalan dan error demand 2013-2015 dapat dilihat pada Lampiran 3
Forecasting Triple Eksponensial Smoothing 2013-2015.
Tabel 4. 8. Forecasting demand 2016 menggunakan TES
Bulan Forecast
Jan-16 211.1
Feb-16 243.5
Mar-16 294.2
Apr-16 308.2
May-16 288.5
Jun-16 229.6
Jul-16 168.7
Aug-16 197.7
Sep-16 221.6
Oct-16 262.1
Nov-16 266.2
Dec-16 311.1
454035302520151051
600
500
400
300
200
100
0
Index
Demand(ton)
Alpha (level) 0.90
Gamma (trend) 0.05
Delta (seasonal) 0.05
Smoothing Constants
Actual
Smoothed
Forecasts
95.0% PI
Variable
Winters' Method Plot for Demand(ton)Multiplicative Method

33
Setelah diperoleh peramalan demand dari metode peramalan TES maka tahap
selanjutnya adalah menentukan berapa besar nilai kesalahan peramalan dari
metode TES. Perhitungan kesalahan peramalan untuk produk steel cord konstruksi
0.115 mikron dengan metode menggunakan MAD seperti pada rumus (2-19) dan
MAPE seperti pada rumus (2-21).
Berikut data perhitungan kesalahan peramalan TES pada Tabel 4.9 dan untuk data
perhitungan lengkapnya dapat dilihat pada Lampiran 4 Perhitungan Kesalahan
MAPE dan MAD Forecasting TES.
Tabel 4. 9. Perhitungan Kesalahan Forecasting TES
T Xt Ft Xt-Ft |Xt-Ft| |(Xt-Ft)/Xt|
666 7430 7320.099 109.901 654.115 3.212
MAD : 18.170
MAPE : 8.923
Setelah diketahui nilai kesalahan pada metode TES, selanjutnya mencari demand
menggunakan metode peramalan ke dua yaitu dengan metode dekomposisi.
• Metode Dekomposisi merupakan metode peramalan yang mencoba
memisahkan tiga komponen terpisah dari pola dasar yang cenderung. Komponen
tersebut adalah faktor trend (kecenderungan), siklus dan musiman. Faktor
kecenderungan menggambarkan perilaku data dalam jangka panjang yang dimana
pola data dapat meningkat, menurun atau tidak berubah sama sekali, faktor siklus
menggambarkan baik turunnya ekonomi dan faktor musiman berkaitan dengan
fluktuasi periodik dengan panjang konstan yang disebabkan oleh temperatur,
curah hujan, waktu liburan, dan adanya kebijaksanaan perusahaan. Langkah
langkah untuk mendapatkan data peramalan selama satu tahun kedepan
menggunakan metode dekomposisi adalah:
• Mencari nilai indeks musiman
• Mencari nilai deseasonalized data
• Menghitung nilai trend
34
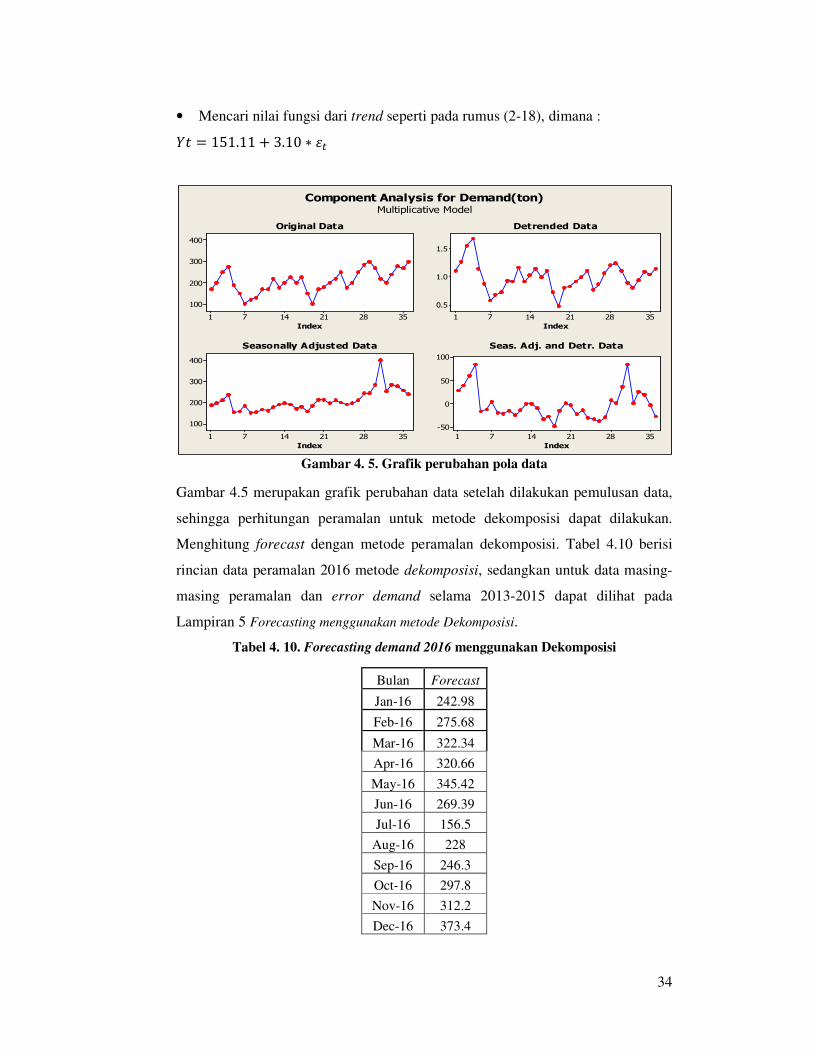
• Mencari nilai fungsi dari trend seperti pada rumus (2-18), dimana :
�� = 151.11 + 3.10 ∗ ��
Gambar 4. 5. Grafik perubahan pola data
Gambar 4.5 merupakan grafik perubahan data setelah dilakukan pemulusan data,
sehingga perhitungan peramalan untuk metode dekomposisi dapat dilakukan.
Menghitung forecast dengan metode peramalan dekomposisi. Tabel 4.10 berisi
rincian data peramalan 2016 metode dekomposisi, sedangkan untuk data masing-
masing peramalan dan error demand selama 2013-2015 dapat dilihat pada
Lampiran 5 Forecasting menggunakan metode Dekomposisi.
Tabel 4. 10. Forecasting demand 2016 menggunakan Dekomposisi
Bulan Forecast
Jan-16 242.98
Feb-16 275.68
Mar-16 322.34
Apr-16 320.66
May-16 345.42
Jun-16 269.39
Jul-16 156.5
Aug-16 228
Sep-16 246.3
Oct-16 297.8
Nov-16 312.2
Dec-16 373.4
3528211471
400
300
200
100
Index
3528211471
400
300
200
100
Index
3528211471
1.5
1.0
0.5
Index
3528211471
100
50
0
-50
Index
Component Analysis for Demand(ton)Multiplicative Model
Original Data
Seasonally Adjusted Data
Detrended Data
Seas. Adj. and Detr. Data
35
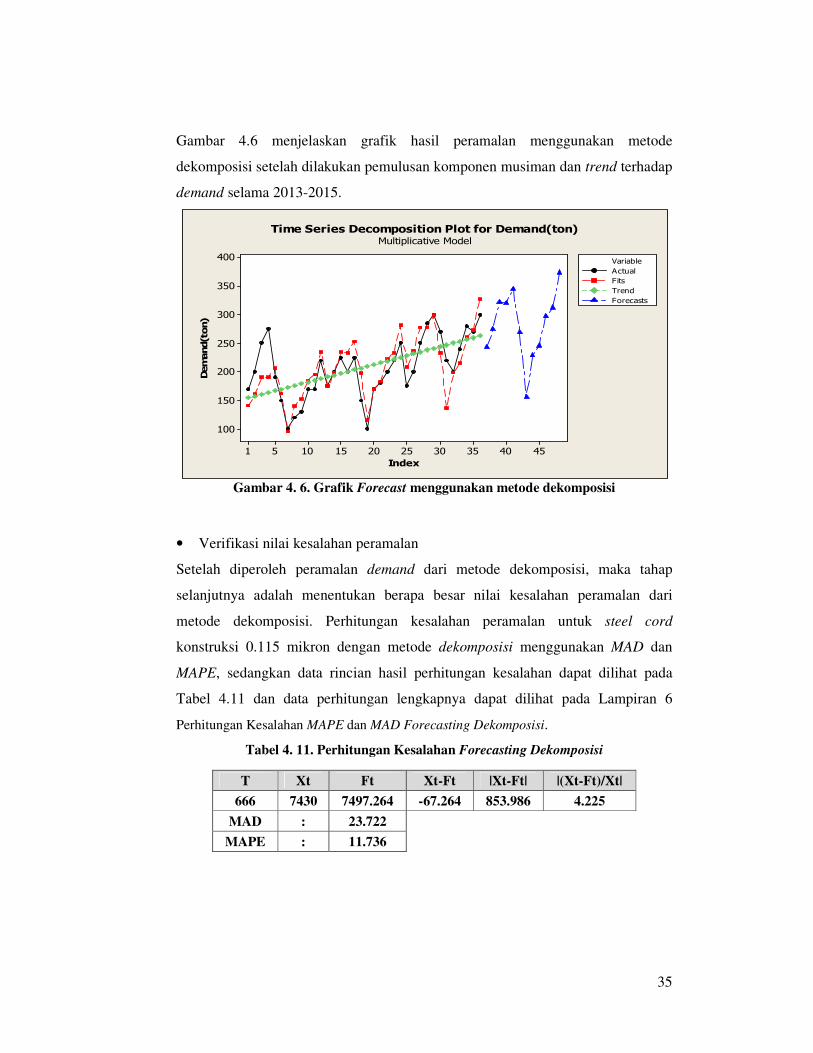
Gambar 4.6 menjelaskan grafik hasil peramalan menggunakan metode
dekomposisi setelah dilakukan pemulusan komponen musiman dan trend terhadap
demand selama 2013-2015.
Gambar 4. 6. Grafik Forecast menggunakan metode dekomposisi
• Verifikasi nilai kesalahan peramalan
Setelah diperoleh peramalan demand dari metode dekomposisi, maka tahap
selanjutnya adalah menentukan berapa besar nilai kesalahan peramalan dari
metode dekomposisi. Perhitungan kesalahan peramalan untuk steel cord
konstruksi 0.115 mikron dengan metode dekomposisi menggunakan MAD dan
MAPE, sedangkan data rincian hasil perhitungan kesalahan dapat dilihat pada
Tabel 4.11 dan data perhitungan lengkapnya dapat dilihat pada Lampiran 6
Perhitungan Kesalahan MAPE dan MAD Forecasting Dekomposisi.
Tabel 4. 11. Perhitungan Kesalahan Forecasting Dekomposisi
T Xt Ft Xt-Ft |Xt-Ft| |(Xt-Ft)/Xt|
666 7430 7497.264 -67.264 853.986 4.225
MAD : 23.722
MAPE : 11.736
454035302520151051
400
350
300
250
200
150
100
Index
Demand(ton)
Actual
Fits
Trend
Forecasts
Variable
Time Series Decomposition Plot for Demand(ton)Multiplicative Model

36
4.3.2 Pengujian Hipotesa Pemilihan Metode Peramalan
Setelah dilakukan perhitungan kesalahan pada masing-masing metode peramalan,
selanjutnya adalah membuat tabel summary untuk dilakukan uji hipotesis.
Tabel 4. 12. Summary Verifikasi Peramalan
Metode Nilai
MAD MAPE Alfa(α) Gamma(β) Delta(γ)
TES 0.9 0.05 0.05 18.17 8.923
Dekomposisi 23.722 11.736
Memilih metode peramalan dengan nilai MAD dan MAPE terkecil ditentukan
dengan uji hipotesa F sebagai berikut :
• H0 : MADTriple Eksponensial ≤ MADDekomposisi.
• H1 : MADTriple Eksponensial ≥ MADDekomposisi.
Nilai error (α) yang digunakan yang telah ditetapkan yaitu sebesar 5%, sehingga
batas daerah penolakan yang merupakan uji dua ujung bernilai Ftabel = 1.98.
Aturan keputusannya adalah tolak H0 dan terima H1 jika RUF > 1.98, dengan
rumus yang berlaku adalah sebagai berikut:
��� = (����������� �!"�" �#�)%(������!&�! � �)% = 18.17%23.722% =330.1489562.7333 = 0.586
Hasil pengujian menunjukkan untuk menerima H0 yaitu dengan menggunakan
peramalan TES. Untuk mengetahui apakah fungsi peramalan terpilih telah cukup
representatif, maka dilakukan proses verifikasi perhitungan peramalan TES
dengan trend Moving Range Chart seperti pada rumus (2-23), dimana data moving
range dapat dilihat pada Lampiran 7 Data Moving Range Peramalan TES.
��----- = ∑��" − 1 = 878.8436 − 1 = 25.11
Sehingga batas kontrol yang berlaku adalah :
BKA = + 2,66 * MR = + 66.79
BKB = - 2,66 * MR = - 66.79
37
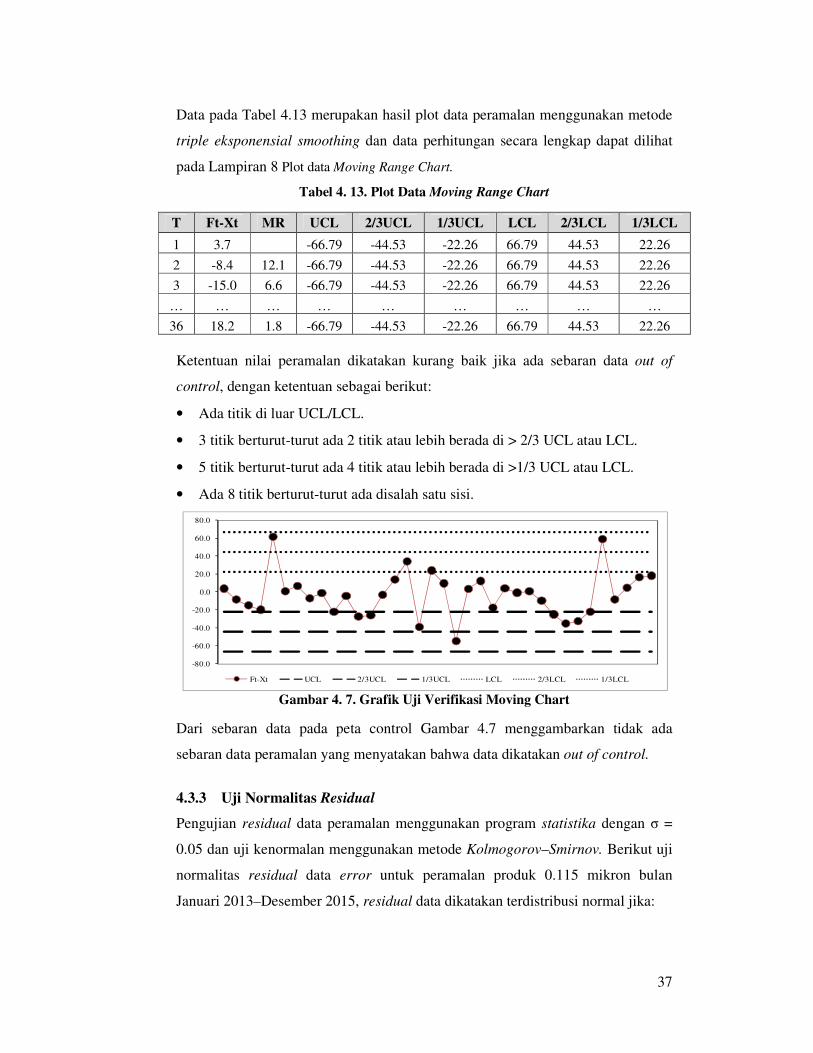
Data pada Tabel 4.13 merupakan hasil plot data peramalan menggunakan metode
triple eksponensial smoothing dan data perhitungan secara lengkap dapat dilihat
pada Lampiran 8 Plot data Moving Range Chart.
Tabel 4. 13. Plot Data Moving Range Chart
T Ft-Xt MR UCL 2/3UCL 1/3UCL LCL 2/3LCL 1/3LCL
1 3.7 -66.79 -44.53 -22.26 66.79 44.53 22.26
2 -8.4 12.1 -66.79 -44.53 -22.26 66.79 44.53 22.26
3 -15.0 6.6 -66.79 -44.53 -22.26 66.79 44.53 22.26
… … … … … … … … …
36 18.2 1.8 -66.79 -44.53 -22.26 66.79 44.53 22.26
Ketentuan nilai peramalan dikatakan kurang baik jika ada sebaran data out of
control, dengan ketentuan sebagai berikut:
• Ada titik di luar UCL/LCL.
• 3 titik berturut-turut ada 2 titik atau lebih berada di > 2/3 UCL atau LCL.
• 5 titik berturut-turut ada 4 titik atau lebih berada di >1/3 UCL atau LCL.
• Ada 8 titik berturut-turut ada disalah satu sisi.
Gambar 4. 7. Grafik Uji Verifikasi Moving Chart
Dari sebaran data pada peta control Gambar 4.7 menggambarkan tidak ada
sebaran data peramalan yang menyatakan bahwa data dikatakan out of control.
4.3.3 Uji Normalitas Residual
Pengujian residual data peramalan menggunakan program statistika dengan σ =
0.05 dan uji kenormalan menggunakan metode Kolmogorov–Smirnov. Berikut uji
normalitas residual data error untuk peramalan produk 0.115 mikron bulan
Januari 2013–Desember 2015, residual data dikatakan terdistribusi normal jika:
-80.0
-60.0
-40.0
-20.0
0.0
20.0
40.0
60.0
80.0
Ft-Xt UCL 2/3UCL 1/3UCL LCL 2/3LCL 1/3LCL

38
H0 : residual berdistribusi normal.
H1 : residual tidak berdistribusi normal.
Gambar 4.8 merupakan hasil uji normalitas residual dengan nilai p-value yaitu
0.283, sehingga H0 tidak perlu ditolak dan residual data telah dikatakan
terdistribusi secara normal.
Gambar 4. 8. Grafik Uji Normalitas residual data
4.4. Usulan Perbaikan
Untuk melihat apakah metode usulan lebih baik dibandingkan dengan metode
perusahaan, maka tahap selanjutnya membandingkan nilai total cost metode
usulan dengan metode yang digunakan perusahaan pada tahun 2015 terhadap
demand actual.
4.4.1 Usulan Model Persediaan
Untuk memimalisasi biaya pemesanan dan penyimpanan barang digunakan
metode Lot Sizing terlebih dahulu untuk dapat memutuskan kuantitas pemesanan,
keputusan waktu pemesanan, dan pengendalian persediaan. Adapun cara untuk
memilih Static Lot Sizing Models atau Dynamic Lot Sizing Models adalah dengan
cara menguji ke lumpy demand menggunakan Peterson dan Silver rule seperti
pada rumus (2-3) dimana data demand dapat dilihat pada Lampiran 2. Penjualan
Demand steel cord 0.115 tahun 2013-2015, dengan ketentuan lumpy test:
39
• jika V < 0.25, demand tidak dikatakan lumpy (permintaan diketahui dengan
pasti) sehingga menggunakan Static Lot Sizing Models.
• jika V > 0.25, demand dikatakan lumpy sehingga menggunakan Dynamic Lot
Sizing Models.
0 = 36 ∗ 1,634,25055,204,900 − 1 = 0.026
Setelah dilakukan pengujian ini maka diketahui bahwa demand tahun 2015
bersifat statis, sehingga metode yang digunakan adalah metode EOQ Probabilistik
(q,r). Karena tujuan dari metode usulan ini adalah untuk meminimumkan total
biaya dengan menentukan reorder point, jumlah quantity order, dan lead time
yang tetap dengan tingkat permintaan (Q) yang berubah-ubah/fluktuatif.
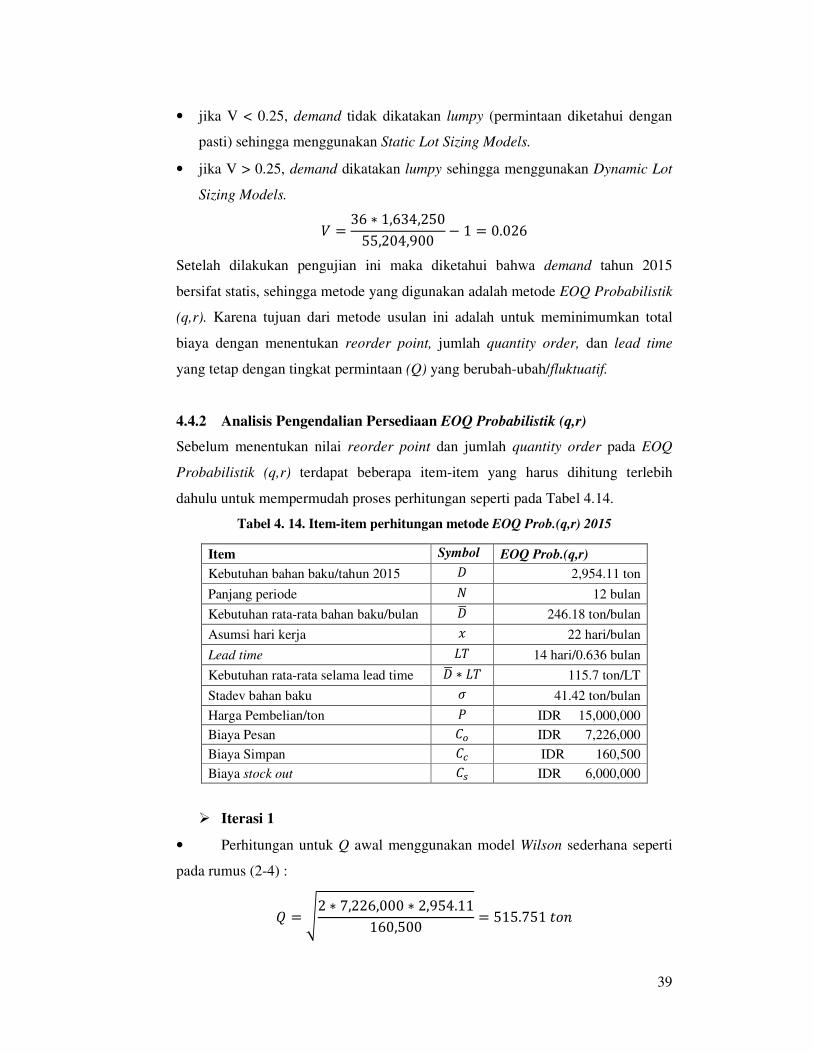
4.4.2 Analisis Pengendalian Persediaan EOQ Probabilistik (q,r)
Sebelum menentukan nilai reorder point dan jumlah quantity order pada EOQ
Probabilistik (q,r) terdapat beberapa item-item yang harus dihitung terlebih
dahulu untuk mempermudah proses perhitungan seperti pada Tabel 4.14.
Tabel 4. 14. Item-item perhitungan metode EOQ Prob.(q,r) 2015
Item Symbol EOQ Prob.(q,r)
Kebutuhan bahan baku/tahun 2015 � 2,954.11 ton
Panjang periode 2 12 bulan
Kebutuhan rata-rata bahan baku/bulan �3 246.18 ton/bulan
Asumsi hari kerja 4 22 hari/bulan
Lead time 5� 14 hari/0.636 bulan
Kebutuhan rata-rata selama lead time �3 ∗ 5� 115.7 ton/LT
Stadev bahan baku 6 41.42 ton/bulan
Harga Pembelian/ton 7 IDR 15,000,000
Biaya Pesan 89 IDR 7,226,000
Biaya Simpan 8: IDR 160,500
Biaya stock out 8; IDR 6,000,000
� Iterasi 1
• Perhitungan untuk Q awal menggunakan model Wilson sederhana seperti
pada rumus (2-4) :
< = =2 ∗ 7,226,000 ∗ 2,954.11160,500 = 515.751�!"
40
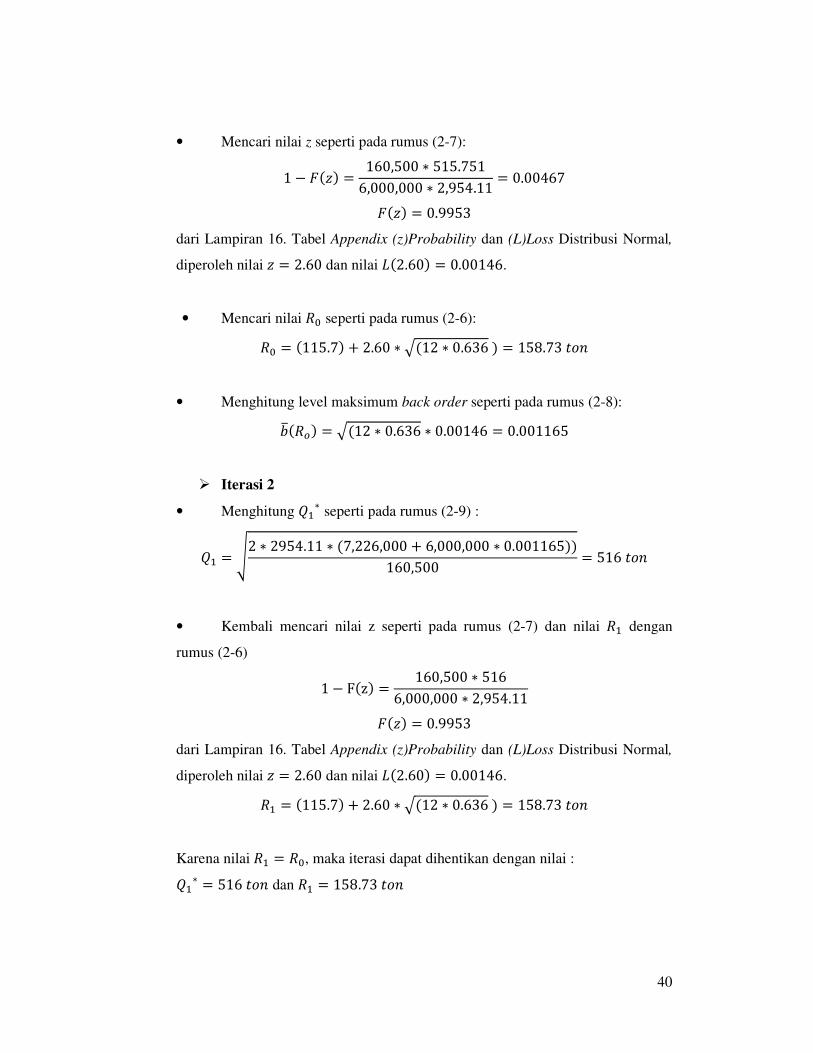
• Mencari nilai z seperti pada rumus (2-7):
1 − >(?) = 160,500 ∗ 515.7516,000,000 ∗ 2,954.11 = 0.00467
>(?) = 0.9953
dari Lampiran 16. Tabel Appendix (z)Probability dan (L)Loss Distribusi Normal,
diperoleh nilai ? = 2.60 dan nilai 5(2.60) = 0.00146.
• Mencari nilai �@ seperti pada rumus (2-6):
�@ = (115.7) + 2.60 ∗ A(12 ∗ 0.636) = 158.73�!"
• Menghitung level maksimum back order seperti pada rumus (2-8):
B-(�9) = A(12 ∗ 0.636 ∗ 0.00146 = 0.001165
� Iterasi 2
• Menghitung <C∗ seperti pada rumus (2-9) :
<C = =2 ∗ 2954.11 ∗ (7,226,000 + 6,000,000 ∗ 0.001165))160,500 = 516�!"
• Kembali mencari nilai z seperti pada rumus (2-7) dan nilai �C dengan
rumus (2-6)
1 − F(z) = 160,500 ∗ 5166,000,000 ∗ 2,954.11
>(?) = 0.9953
dari Lampiran 16. Tabel Appendix (z)Probability dan (L)Loss Distribusi Normal,
diperoleh nilai ? = 2.60 dan nilai 5(2.60) = 0.00146.
�C = (115.7) + 2.60 ∗ A(12 ∗ 0.636) = 158.73�!"
Karena nilai �C = �@, maka iterasi dapat dihentikan dengan nilai :
<C∗ = 516�!" dan �C = 158.73�!"

41
• Banyaknya perusahaan melakukan pesanan adalah :
F = 2954.11516 = 5.73 ≈ 6kalipesan
• Menentukan safety stock dengan service level 95% seperti rumus (2-1).
PP = 1.65 ∗ 41.42 ∗ 0.636 = 43.49�!"
Untuk menghindari adanya stock out, maka service level perlu diolah dengan
melakukan trial menggunakan service level 90% dan 99%.
• Menentukan safety stock dengan service level 90%
PP = 1.28 ∗ 41.42 ∗ 0.636 = 33.74�!"
• Menentukan safety stock dengan service level 99%
PP = 3.1 ∗ 41.42 ∗ 0.636 = 61.42�!"
Setelah diketahui berapa jumlah pemesanan optimal, reorder point, dan jumlah
safety stock dengan service level 90%, 95%, dan 99%, maka tahap selanjutnya
adalah melakukan simulasi dengan tabel simulasi sederhana yang dapat dilihat
secara lengkap pada Lampiran 9 Simulasi Pengendalian persediaan metode usulan
service level 90 % tahun 2015 dan Lampiran 10-11 untuk masing-masing service level
95% dan 99%. Adapun biaya perhitungan total cost adalah:
• Total annual ordering cost adalah :
QRS = T ∗ RS
• Total annual inventory holding cost / periode adalah :
QRU = ((VV) + WXY ∗ Z∗[) ∗ RR
• Total annual back order cost adalah:
QR\ = ] ∗ R\ • Total cost yang dikenakan dengan metode ini adalah :
QR = QRS + QRU + QR\
Tabel 4.15 menunjukkan nilai perbandingan safety stock terhadap reorder point
dengan service level sebesar 90%, 95%, dan 99%. Dengan masing-masing service
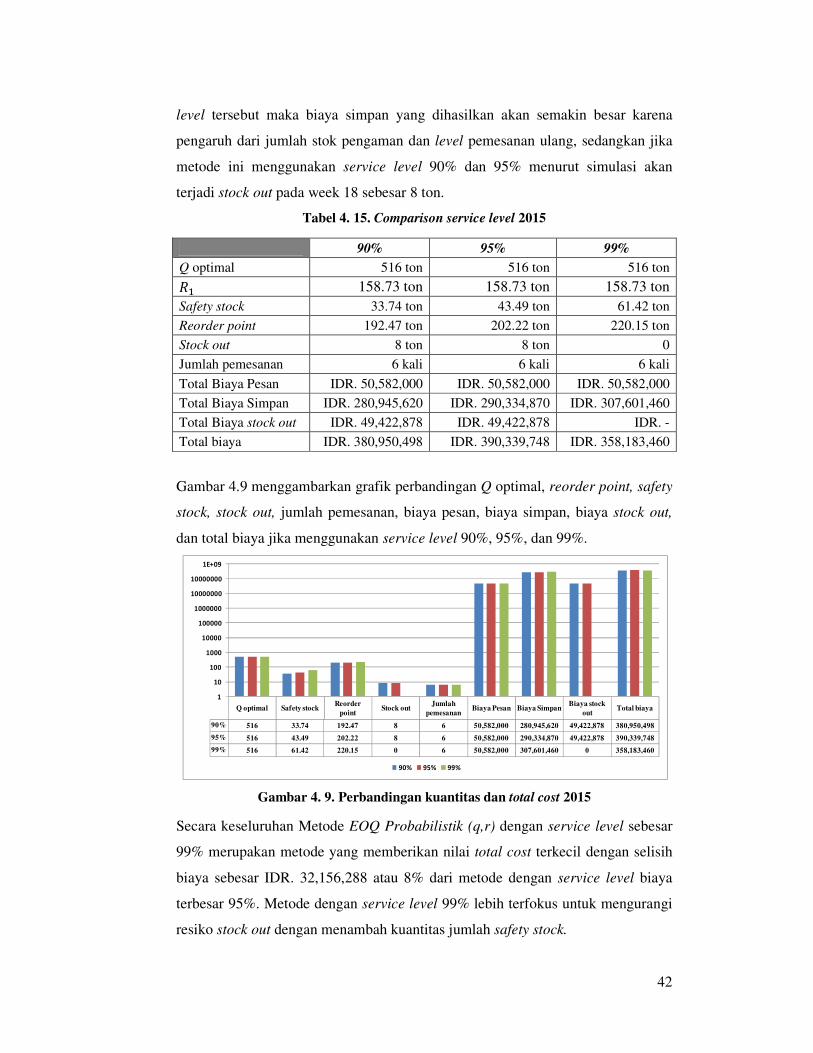
42
level tersebut maka biaya simpan yang dihasilkan akan semakin besar karena
pengaruh dari jumlah stok pengaman dan level pemesanan ulang, sedangkan jika
metode ini menggunakan service level 90% dan 95% menurut simulasi akan
terjadi stock out pada week 18 sebesar 8 ton.
Tabel 4. 15. Comparison service level 2015
90% 95% 99%
Q optimal 516 ton 516 ton 516 ton �C 158.73 ton 158.73 ton 158.73 ton
Safety stock 33.74 ton 43.49 ton 61.42 ton
Reorder point 192.47 ton 202.22 ton 220.15 ton
Stock out 8 ton 8 ton 0
Jumlah pemesanan 6 kali 6 kali 6 kali
Total Biaya Pesan IDR. 50,582,000 IDR. 50,582,000 IDR. 50,582,000
Total Biaya Simpan IDR. 280,945,620 IDR. 290,334,870 IDR. 307,601,460
Total Biaya stock out IDR. 49,422,878 IDR. 49,422,878 IDR. -
Total biaya IDR. 380,950,498 IDR. 390,339,748 IDR. 358,183,460
Gambar 4.9 menggambarkan grafik perbandingan Q optimal, reorder point, safety
stock, stock out, jumlah pemesanan, biaya pesan, biaya simpan, biaya stock out,
dan total biaya jika menggunakan service level 90%, 95%, dan 99%.
Gambar 4. 9. Perbandingan kuantitas dan total cost 2015
Secara keseluruhan Metode EOQ Probabilistik (q,r) dengan service level sebesar
99% merupakan metode yang memberikan nilai total cost terkecil dengan selisih
biaya sebesar IDR. 32,156,288 atau 8% dari metode dengan service level biaya
terbesar 95%. Metode dengan service level 99% lebih terfokus untuk mengurangi
resiko stock out dengan menambah kuantitas jumlah safety stock.
Q optimal Safety stockReorder
pointStock out
Jumlah
pemesananBiaya Pesan Biaya Simpan
Biaya stock
outTotal biaya
90% 516 33.74 192.47 8 6 50,582,000 280,945,620 49,422,878 380,950,498
95% 516 43.49 202.22 8 6 50,582,000 290,334,870 49,422,878 390,339,748
99% 516 61.42 220.15 0 6 50,582,000 307,601,460 0 358,183,460
1
10
100
1000
10000
100000
1000000
10000000
10000000
1E+09
90% 95% 99%

43
4.4.3 Analisis Pengendalian Persediaan Metode Perusahaan
Dalam mengendalikan biaya persediaan perusahaan melakukan pemesanan
periodik secara kuartal atau sebanyak 4 kali dalam 1 tahun. Berikut data
kedatangan material perusahaan pada tahun 2015 seperti pada Tabel 4.16.
Tabel 4. 16. Kedatangan material 0.115 mikron 2015
Bulan Quartal Kedatangan Material (ton)
Jan-15
1 630 Feb-15
Mar-15
Apr-15
2 780 May-15
Jun-15
Jul-15
3 670 Aug-15
Sep-15
Oct-15
4 800 Nov-15
Dec-15
Dalam kondisi tertentu perusahaan akan melakukan pemesanan secara fakultatif
yaitu perusahaan melakukan pemesanan darurat jika stock material berada di titik
kritis atau hampir habis. Beberapa item yang harus dihitung untuk mempermudah
proses perhitungan pada metode perusahaan seperti pada Tabel 4.17.
Tabel 4. 17. Item-item Perhitungan Metode Perusahaan 2015
Item Symbol Value
Kebutuhan bahan baku per tahun � 2,880 ton
Kedatangan Material kuartal 1 <1 630 ton/kuartal
Kedatangan Material kuartal 2 <2 780 ton/kuartal
Kedatangan Material kuartal 3 <3 670 ton/kuartal
Kedatangan Material kuartal 3 <4 800 ton/kuartal
Lead time 5� 14 hari/0.636 bulan
Asumsi hari kerja 4 22 hari
Harga Pembelian/ton 7 IDR 15,000,000
Biaya Pesan 89 IDR 7,226,000
Biaya Simpan 8: IDR 160,500
44
Sama halnya dengan metode usulan, metode perusahaan diuji dengan melakukan
simulasi yang sama untuk melihat berapa total cost yang dikeluarkan. Berikut
Tabel 4.18 yang menjelaskan mengenai besarnya pemesanan, stock out, dan biaya
persediaan selama tahun 2015 menggunakan metode perusahaan dan simulasi
total cost seperti pada Lampiran 12 Simulasi Pengendalian Persediaan metode
perusahaan tahun 2015.
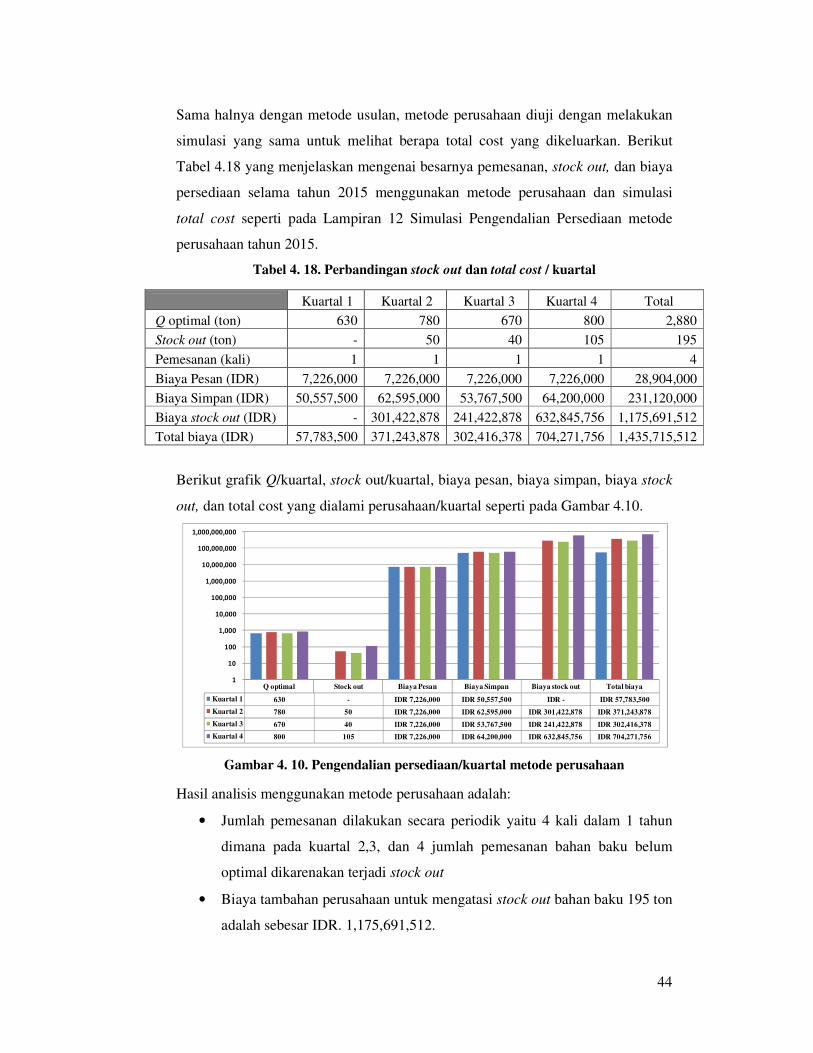
Tabel 4. 18. Perbandingan stock out dan total cost / kuartal
Kuartal 1 Kuartal 2 Kuartal 3 Kuartal 4 Total
Q optimal (ton) 630 780 670 800 2,880
Stock out (ton) - 50 40 105 195
Pemesanan (kali) 1 1 1 1 4
Biaya Pesan (IDR) 7,226,000 7,226,000 7,226,000 7,226,000 28,904,000
Biaya Simpan (IDR) 50,557,500 62,595,000 53,767,500 64,200,000 231,120,000
Biaya stock out (IDR) - 301,422,878 241,422,878 632,845,756 1,175,691,512
Total biaya (IDR) 57,783,500 371,243,878 302,416,378 704,271,756 1,435,715,512
Berikut grafik Q/kuartal, stock out/kuartal, biaya pesan, biaya simpan, biaya stock
out, dan total cost yang dialami perusahaan/kuartal seperti pada Gambar 4.10.
Gambar 4. 10. Pengendalian persediaan/kuartal metode perusahaan
Hasil analisis menggunakan metode perusahaan adalah:
• Jumlah pemesanan dilakukan secara periodik yaitu 4 kali dalam 1 tahun
dimana pada kuartal 2,3, dan 4 jumlah pemesanan bahan baku belum
optimal dikarenakan terjadi stock out
• Biaya tambahan perusahaan untuk mengatasi stock out bahan baku 195 ton
adalah sebesar IDR. 1,175,691,512.
Q optimal Stock out Biaya Pesan Biaya Simpan Biaya stock out Total biaya
Kuartal 1 630 - IDR 7,226,000 IDR 50,557,500 IDR - IDR 57,783,500
Kuartal 2 780 50 IDR 7,226,000 IDR 62,595,000 IDR 301,422,878 IDR 371,243,878
Kuartal 3 670 40 IDR 7,226,000 IDR 53,767,500 IDR 241,422,878 IDR 302,416,378
Kuartal 4 800 105 IDR 7,226,000 IDR 64,200,000 IDR 632,845,756 IDR 704,271,756
1
10
100
1,000
10,000
100,000
1,000,000
10,000,000
100,000,000
1,000,000,000
45
4.4.4 Analisis Perbandingan Persediaan 2 Metode
Setelah memperoleh hasil pada metode usulan dan metode perusahaan maka
langkah selanjutnya adalah membandingkan untuk memperoleh metode terbaik.
Untuk diterapkan sebagai model pengendalian untuk tahun 2016. Berikut hasil
perbandingan total cost antara metode usulan dan metode perusahaan seperti pada
Tabel 4.19 dan grafik analisis pada Gambar 4.11.
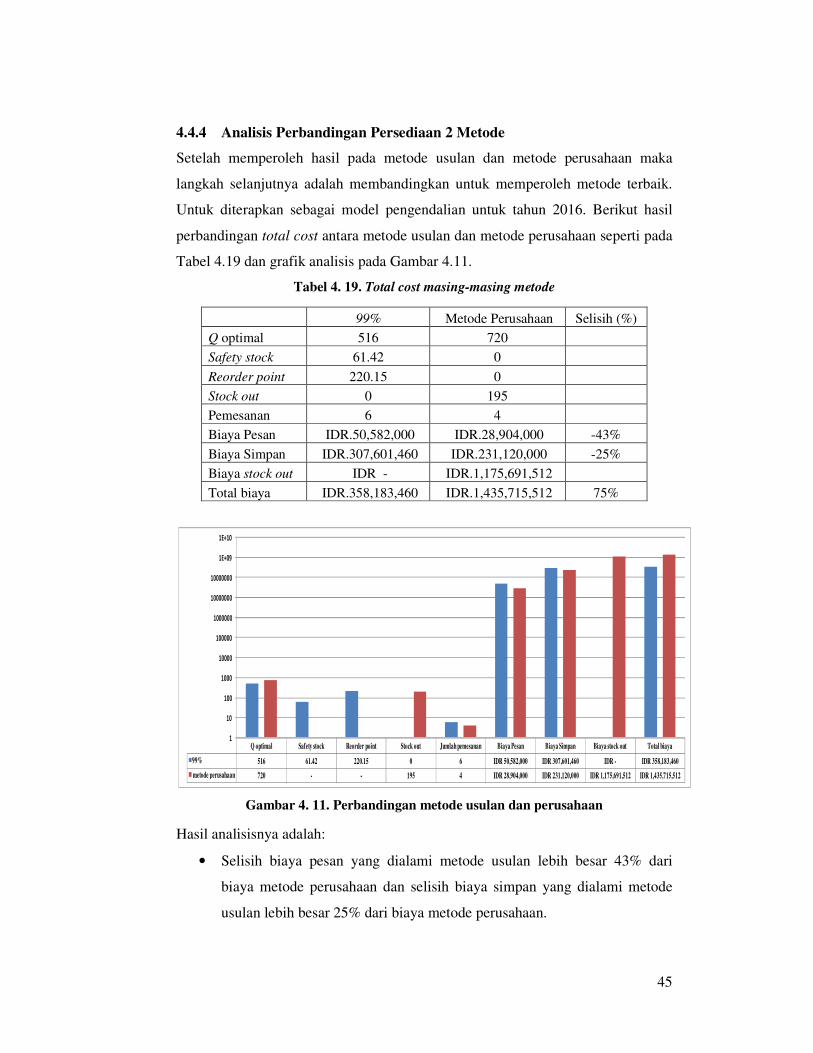
Tabel 4. 19. Total cost masing-masing metode
99% Metode Perusahaan Selisih (%)
Q optimal 516 720
Safety stock 61.42 0
Reorder point 220.15 0
Stock out 0 195
Pemesanan 6 4
Biaya Pesan IDR.50,582,000 IDR.28,904,000 -43%
Biaya Simpan IDR.307,601,460 IDR.231,120,000 -25%
Biaya stock out IDR - IDR.1,175,691,512
Total biaya IDR.358,183,460 IDR.1,435,715,512 75%
Gambar 4. 11. Perbandingan metode usulan dan perusahaan
Hasil analisisnya adalah:
• Selisih biaya pesan yang dialami metode usulan lebih besar 43% dari
biaya metode perusahaan dan selisih biaya simpan yang dialami metode
usulan lebih besar 25% dari biaya metode perusahaan.
Q optimal Safety stock Reorder point Stock out Jumlah pemesanan Biaya Pesan Biaya Simpan Biaya stock out Total biaya
99% 516 61.42 220.15 0 6 IDR 50,582,000 IDR 307,601,460 IDR - IDR 358,183,460
metode perusahaan 720 - - 195 4 IDR 28,904,000 IDR 231,120,000 IDR 1,175,691,512 IDR 1,435,715,512
1
10
100
1000
10000
100000
1000000
10000000
10000000
1E+09
1E+10
46
• Secara keseluruhan metode usulan dengan service level 99% merupakan
metode terbaik dikarenakan selisih total biaya keseluruhan lebih rendah
75% atau sebesar IDR.1,077,532,053 dari metode perusahaan.
• Hal ini terjadi karena metode usulan dengan service level 99% tidak
mengalami stock out, karena metode usulan lebih menekankan terhadap
adanya jumlah safety stock yang besar untuk mengantipasi permintaan
yang fluktuatif meskipun efeknya adalah menambah biaya simpan.
4.4.5 Perecanaan Pengendalian 2016
Setelah melakukan analisis dan menemukan metode terbaik selanjutnya adalah
merancang pengendalian persediaan untuk tahun 2016. Adapun tahapan untuk
melakukan perencanaan pengendalian persediaan selama 2016 adalah:
• Menentukan nilai demand untuk tahun 2016
Tabel 4.9 merupakan hasil peramalan metode TES untuk demand tahun 2016.
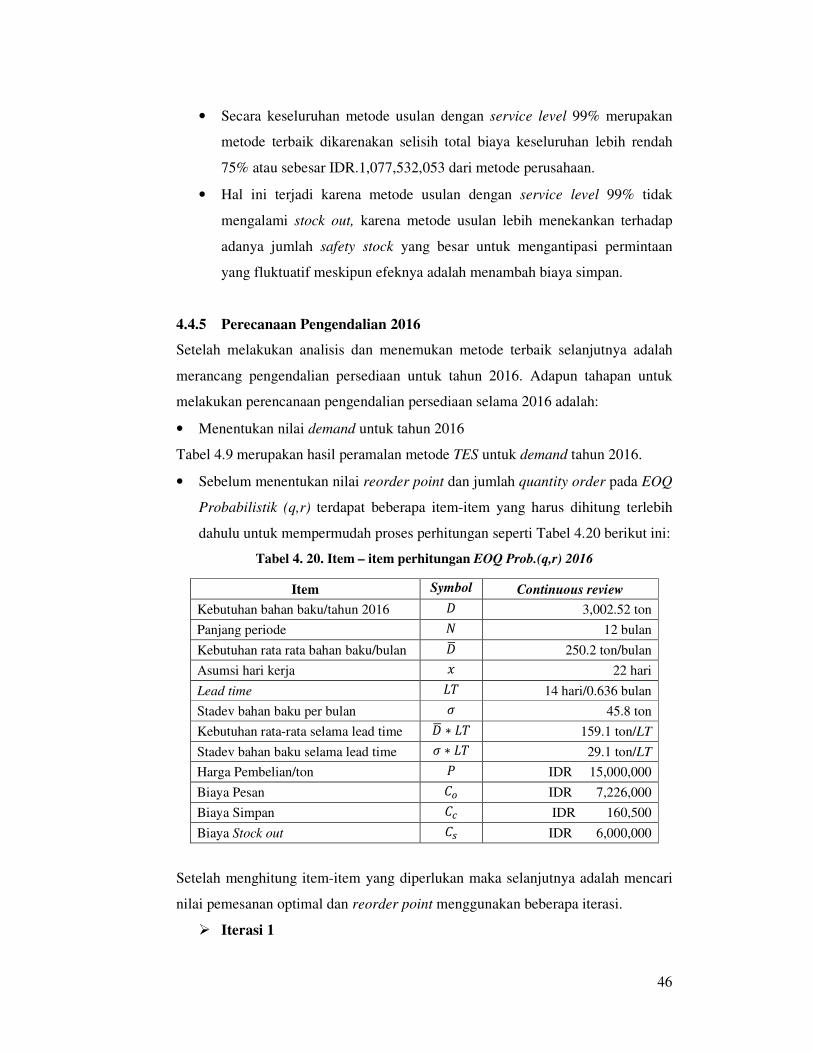
• Sebelum menentukan nilai reorder point dan jumlah quantity order pada EOQ
Probabilistik (q,r) terdapat beberapa item-item yang harus dihitung terlebih
dahulu untuk mempermudah proses perhitungan seperti Tabel 4.20 berikut ini:
Tabel 4. 20. Item – item perhitungan EOQ Prob.(q,r) 2016
Item Symbol Continuous review
Kebutuhan bahan baku/tahun 2016 � 3,002.52 ton
Panjang periode 2 12 bulan
Kebutuhan rata rata bahan baku/bulan �3 250.2 ton/bulan
Asumsi hari kerja 4 22 hari
Lead time 5� 14 hari/0.636 bulan
Stadev bahan baku per bulan 6 45.8 ton
Kebutuhan rata-rata selama lead time �3 ∗ 5� 159.1 ton/LT
Stadev bahan baku selama lead time 6 ∗ 5� 29.1 ton/LT
Harga Pembelian/ton 7 IDR 15,000,000
Biaya Pesan 89 IDR 7,226,000
Biaya Simpan 8: IDR 160,500
Biaya Stock out 8; IDR 6,000,000
Setelah menghitung item-item yang diperlukan maka selanjutnya adalah mencari
nilai pemesanan optimal dan reorder point menggunakan beberapa iterasi.
� Iterasi 1

47
• Perhitungan untuk Q optimal awal seperti pada rumus (2-4):
<∗ = =2 ∗ 7,226,000 ∗ 3,002.52160,500 = 519.959�!"
• Mencari nilai z seperti pada rumus (2-7):
1 − >(?) = 160,500 ∗ 519.9596,000,000 ∗ 3,002.52
>(?) = 0.9954
dari Lampiran 16. Tabel Appendix (z)Probability dan (L)Loss Distribusi Normal,
diperoleh nilai ? = 2.60 dan nilai 5(2.60) = 0.00146.
• Mencari nilai �@ seperti pada rumus (2-6):
�@ = (159.1) + 2.60 ∗ A(12 ∗ 0.636) = 161.21�!"
• Menghitung level maksimum back order seperti pada rumus (2-8):
B-(�9) = A(12 ∗ 0.636 ∗ 0.00146 = 0.001165
� Iterasi 2
• Menghitung <C∗ seperti pada rumus (2-9).
<C = =2 ∗ 3,002.52 ∗ (7,226,000 + 6,000,000 ∗ 0.001165))160,500 = 520.21�!"
• Mencari nilai z seperti pada rumus (2-7) dan nilai �C dengan rumus (2-6).
1 − >(?) = 160,500 ∗ 519.9596,000,000 ∗ 3,002.52
>(?) = 0.9954
dari Lampiran 16. Tabel Appendix (z)Probability dan (L)Loss Distribusi Normal,
diperoleh nilai ? = 2.60 dan nilai 5(2.60) = 0.00146.
• Mencari kembali nilai �C seperti pada rumus (2-6):
�C = (159.1) + 2.60 ∗ A(12 ∗ 0.636) = 161.21
48
Karena nilai �C = �@, maka iterasi dapat dihentikan dengan nilai :
<C∗ = 520.21�!"dan�C = 161.21�!"
• Banyaknya perusahaan melakukan pesanan adalah :
F = 3,002.52520.21 = 5.77 ≈ 6�#���� #"
• Menentukan safety stock dengan service level 95% seperti rumus (2-1):
PP = 1.65 ∗ 45.8 ∗ 0.636 = 48.09�!"
Untuk menghindari stock out, perlu melakukan trial service level 90% dan 99%.
• Menentukan safety stock dengan service level 90%
PP = 1.28 ∗ 45.8 ∗ 0.636 = 37.31�!"
• Menentukan safety stock dengan service level 99%
PP = 3.1 ∗ 45.8 ∗ 0.636 = 67.91�!"
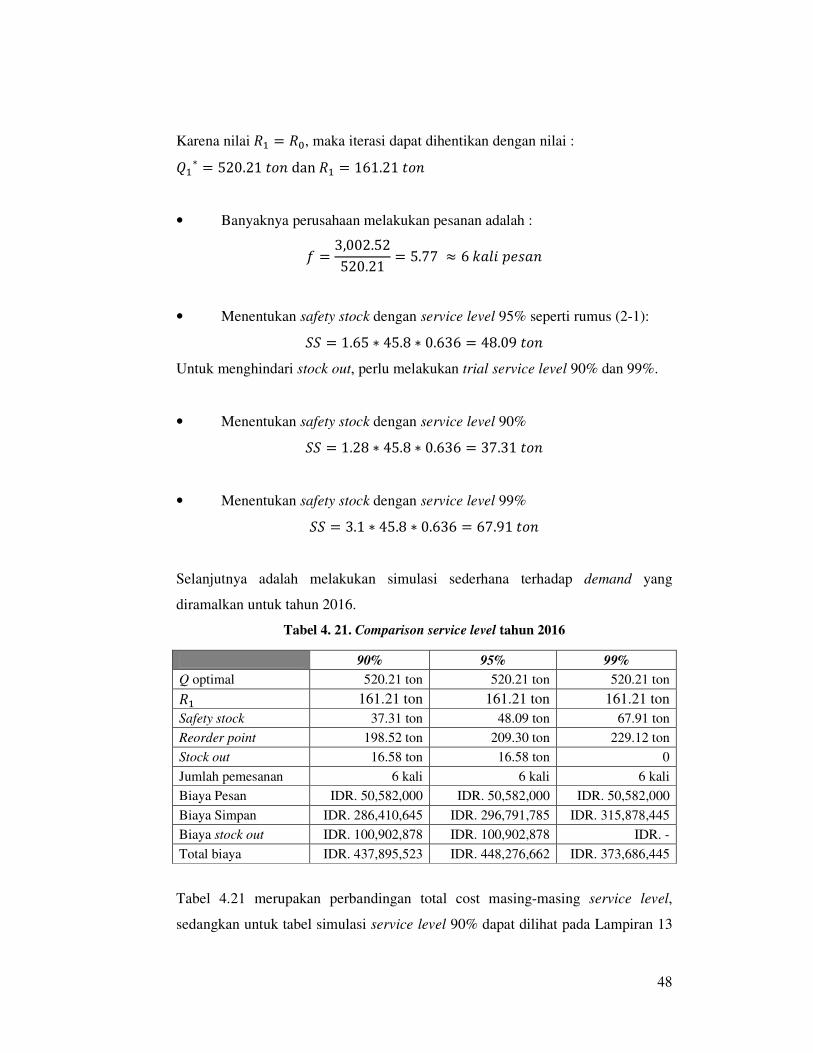
Selanjutnya adalah melakukan simulasi sederhana terhadap demand yang
diramalkan untuk tahun 2016.
Tabel 4. 21. Comparison service level tahun 2016
90% 95% 99%
Q optimal 520.21 ton 520.21 ton 520.21 ton �C 161.21 ton 161.21 ton 161.21 ton
Safety stock 37.31 ton 48.09 ton 67.91 ton
Reorder point 198.52 ton 209.30 ton 229.12 ton
Stock out 16.58 ton 16.58 ton 0
Jumlah pemesanan 6 kali 6 kali 6 kali
Biaya Pesan IDR. 50,582,000 IDR. 50,582,000 IDR. 50,582,000
Biaya Simpan IDR. 286,410,645 IDR. 296,791,785 IDR. 315,878,445
Biaya stock out IDR. 100,902,878 IDR. 100,902,878 IDR. -
Total biaya IDR. 437,895,523 IDR. 448,276,662 IDR. 373,686,445
Tabel 4.21 merupakan perbandingan total cost masing-masing service level,
sedangkan untuk tabel simulasi service level 90% dapat dilihat pada Lampiran 13

49
Simulasi Pengendalian Persediaan metode usulan service level 90% tahun 2016 dan
untuk service level 95% dan 99% selanjutnya ada pada Lampiran 14 dan 15.
Grafik perbandingan pada tahun 2016 dengan 3 service level pada Gambar 4.12.
Gambar 4. 12. Perbandingan kuantitas dan total cost service level 2016
Hasil analisnya adalah:
• Jumlah Q optimal tiga service level sebesar 520.21 ton, reorder point
dengan service level 90% 198.52 ton, service level 95% 209.3 ton, dan
service level 99% 229.12 ton.
• Stock out pada tigkat service level 90% dan 95% sebesar 16.58 ton,
sedangkan untuk service level 99% dapat memenuhi demand karena
jumlah safety stock yang besar.
• Biaya pesan service level IDR. 50,582,000.
• Biaya simpan terendah dimiliki metode dengan service level 90%
kemudian diikuti service level 95% dan 99%. karena masing-masing
metode memiliki jumlah safety stock yang berbeda untuk memenuhi
permintaan pelanggan yang dimana hal ini dibebankan pada biaya simpan.
• Total cost dengan service level 99% dapat menghemat biaya sebesar 21%
dari biaya metode dengan tingkat pengaman 95%, karena pada service
level 99% tidak mengalami stock out.
Setelah dipilih metode usulan yaitu EOQ Probabilistik (q,r) atau continuous
review (q,r) dengan serice level 99% maka pada bab selanjutnya adalah menarik
kesimpulan apakah tujuan dari kegiatan telah terpenuhi atau belum.
Q optimal Safety stockReorder
pointStock out Pemesanan Biaya Pesan
Biaya
Simpan
Biaya stock
outTotal biaya
90% 520.21 37.31 198.52 16.58 6 50,582,000 286,410,645 100,902,878 437,895,523
95% 520.21 48.09 209.3 16.58 6 50,582,000 296,791,785 100,902,878 448,276,662
99% 520.21 67.91 229.12 0 6 50,582,000 315,878,445 0 373,686,445
1
10
100
1000
10000
100000
1000000
10000000
10000000
1E+09

50
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Kesimpulan yang diperoleh dari hasil analisa pengendalian bahan baku adalah:
Metode EOQ Probabilistic(q,r) atau dikenal dengan metode continuous review
menghasilkan keputusan yang lebih baik dibandingkan metode yang dilakukan
perusahaan pada tahun 2015 karena dapat membantu untuk menentukan frekuensi
pemesanan, jumlah pemesanan yang ekonomis, dan titik saat melakukan
pemesanan ulang untuk mengurangi resiko kehabisan bahan baku wire root
konstruksi 0.115 mikron dengan menekan biaya total cost serendah mungkin.
Selisih total cost metode usulan tahun 2015 lebih rendah 75% atau sebesar IDR.
1,077,532,052 dari metode yang dilakukan perusahaan pada tahun 2015 karena
metode usulan dengan service level 99% tidak terjadi stock out, meskipun
demikian keputusan ini harus tetap memperhatikan kondisi aktual di lapangan.
5.2. Saran
Saran yang diberikan berdasarkan penelitian ini adalah:
Penelitian ini dapat dikembangkan dengan menggunakan metode lain yang sesuai
seperti menggunakan model EOQ Probabilistik dengan adanya back order
sehingga total biaya bisa dibandingkan untuk memperoleh hasil yang lebih baik.

DAFTAR PUSTAKA
Assauri, Sofyan, 1999. Manajemen Produksi dan Operasi. Edisi Revisi, LPFE-UI,
Jakarta.
Fila Dristiana, Tedjo Sukmono. 2015. Pengendalian Bahan Baku obat dengan
menggunakan metode EOQ Probabilistik berdasarkan peramalan
exponential smoothing pada PT. XYZ. Spektrum Industri, 2015, Vol.13,
No.2, 115-228.
Fogarty, Blackstone, dkk. 1991. Production & Inventory Management. 2nd
Edition. Cincinnati, Ohio; South-Wester Publishing Co.
Gaspersz, Vincent. 1998. Production Planning and Inventory Control. Jakarta:
Gramedia Pustaka Utama.
Simchi-Levi, David, dkk. 2003. Designing and Managing The Supply Chain:
Concepts, Strategies, and Case Studies. 2nd Edition. Singapore:
McGRAW-HILL.
Tersine, Richard J. 1994. Principles of Inventory and Materials Management.
United States of America; Prentice Hall.