
UNIVERSITAS INDONESIA LAPORAN PRAKTEK KERJA …lib.ui.ac.id/file?file=digital/20351360-PR-Anondini...
137
UNIVERSITAS INDONESIA LAPORAN PRAKTEK KERJA PROFESI APOTEKER DI PT INDOFARMA (Persero) Tbk JALAN INDOFARMA NO 1 CIBITUNG BEKASI PERIODE 1 APRIL – 31 MEI 2013 LAPORAN PRAKTEK KERJA PROFESI APOTEKER ANONDINI FEBRIAN GANESTIA, S.Farm 1206312832 ANGKATAN LXXVI FAKULTAS FARMASI PROGRAM PROFESI APOTEKER DEPOK JUNI 2013 Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
Transcript of UNIVERSITAS INDONESIA LAPORAN PRAKTEK KERJA …lib.ui.ac.id/file?file=digital/20351360-PR-Anondini...
UNIVERSITAS INDONESIA
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
DI PT INDOFARMA (Persero) Tbk
JALAN INDOFARMA NO 1 CIBITUNG BEKASI
PERIODE 1 APRIL – 31 MEI 2013
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
ANONDINI FEBRIAN GANESTIA, S.Farm
1206312832
ANGKATAN LXXVI
FAKULTAS FARMASI
PROGRAM PROFESI APOTEKER
DEPOK
JUNI 2013
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
ii
UNIVERSITAS INDONESIA
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
DI PT INDOFARMA (Persero) Tbk
JALAN INDOFARMA NO 1 CIBITUNG BEKASI
PERIODE 1 APRIL – 31 MEI 2013
LAPORAN PRAKTEK KERJA PROFESI APOTEKER
Diajukan sebagai salah satu syarat untuk memperoleh gelar Apoteker
ANONDINI FEBRIAN GANESTIA, S.Farm
1206312832
ANGKATAN LXXVI
FAKULTAS FARMASI
PROGRAM PROFESI APOTEKER
DEPOK
JUNI 2013
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
iii
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

iv
KATA PENGANTAR
Puji syukur atas kehadirat Allah S.W.T, karena rahmat dan hidayah-
Nyalah penulis dapat melaksanakan dan menyelesaikan Praktek Kerja Profesi
Apoteker di PT Indoofarma (Persero) Tbk. Penyusunan laporan ini tidak lepas
dari dukungan moral dan spiritual seluruh pihak yang ada di sekeliling penulis.
Oleh karena itu pada kesempatan kali ini penulis ingin mengucapkan terima kasih
kepada:
1. Hugo Koen Christanto, S.Farm, Apt untuk bimbingan dalam pengerjaan tugas
umum serta pembelajaran selama Praktek Kerja Profesi Apoteker.
2. Ananta Wiguna Firdaus, S.Si, Apt. untuk bimbingan dalam pengerjaan tugas
khusus serta pembelajaran selama Praktek Kerja Profesi Apoteker.
3. Dra. Maryati K, M.Si., Apt., selaku pembimbing yang selalu memberikan
bimbingan, saran dan wawasan yang sangat berharga selama melakukan
Praktek Kerja Profesi Apoteker hingga tersusunnya laporan ini.
4. Prof. Dr. Yahdiana Harahap, MS., Apt., sebagai Dekan Fakultas Farmasi UI
yang telah memberi ijin dan kesempatan untuk melakukan Praktek Kerja
Profesi Apoteker.
5. Bapak Dr. Harmita, Apt., selaku Ketua Program Profesi Apoteker Fakultas
Farmasi UI yang telah memberikan kesempatan untuk melakukan Praktek
Kerja Profesi Apoteker.
6. Bapak Supriyadi, selaku koordinato PKPA PT Indofarma (Persero) Tbk atas
izin dan kesempatan yang diberikan sehingga terlaksananya Praktek Kerja
Profesi Apoteker (PKPA) di PT Indofarma (Persero) Tbk.
7. Lany Marliany, S.Si, Apt, selaku Manajer bidang Strategi Pengembangan
Produk Kesehatan (SPPK) atas izin dan kesempatan yang diberikan untuk
pelaksanaan PKPA di bidang SPPK
8. Seluruh karyawan di PT Indofarma (Persero) Tbk atas bantuan yang telah
diberikan selama masa Praktek Kerja Profesi Apoteker ini.
9. Keluarga yang selalu memberikan dukungan, perhatian, kepercayaan, kasih
sayang yang tak ternilai.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
v
10. Teman-teman Program Profesi Apoteker UI angkatan 76 atas persahabatan,
dukungan, dan kerjasama selama masa perkuliahan dan pelaksanaan Praktek
Kerja Profesi Apoteker.
11. Teman – teman Program Praktek Kerja Profesi Apoteker PT Indofarama
Angkatan 67 atas persahabatan dan kerjasama selama masa Praktek Kerja
Profesi Apoteker.
12. Semua pihak yang tidak dapat disebutkan satu per satu yang telah
memberikan bantuan dan dukungan selama Praktek Kerja Profesi Apoteker.
Penulis menyadari sepenuhnya bahwa laporan ini tidak luput dari kesalahan dan
kekurangan. Oleh karena itu, kritik dan saran yang membangun penulis harapkan
demi perbaikan dan penyempurnaan. Penulis berharap laporan ini dapat
bermanfaat dalam perkembangan ilmu pengetahuan dan bagi para pembaca.
Penulis
2013
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
vi
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
vii
DAFTAR ISI
Halaman
HALAMAN SAMPUL ......................................................................................i
HALAMAN JUDUL .........................................................................................ii
HALAMAN PENGESAHAN ...........................................................................iii
KATA PENGANTAR .......................................................................................iv
DAFTAR ISI ......................................................................................................vi
DAFTAR GAMBAR .........................................................................................vii
DAFTAR LAMPIRAN .....................................................................................viii
BAB 1 PENDAHULUAN .................................................................................1
1.1 Latar belakang ..............................................................................................1
1.2 Tujuan ..........................................................................................................2
BAB 2 TINJAUAN PUSTAKA ........................................................................3
2.1 Industri Farmasi ...........................................................................................3
2.2 Cara Pembuatan yang Baik (CPOB) ............................................................4
BAB 3 TINJAUAN KHUSUS PT INDOFARMA (Persero) Tbk .................20
3.1 Sejarah PT Aventis Pharma ..........................................................................20
3.2 Visi, Misi, Motto dan Logo PT Indofarma (Persero) Tbk ............................23
3.3 Nilai Budaya yang Dikembangkan PT Indofarma (Persero) Tbk .................25
3.4 Kebijakan Mutu Perusahaan ........................................................................26
3.5 Kedudukan, Fungsi, dan Peranan PT Indofarma (Persero) Tbk ...................27
3.6 Lokasi dan Bangunan ....................................................................................28
3.7 Produk PT Indofarma (Persero) Tbk ............................................................29
3.8 Struktur Organisasi PT Indofarma (Persero) Tbk .........................................29
BAB 4 PEMBAHASAN ....................................................................................66
4.1 Tinjauan Umum PT Indofarma (Persero) Tbk ..............................................66
4.2 Penerapan CPOB di PT Indofarma (Persero) Tbk .......................................67
BAB 5 KESIMPULAN DAN SARAN .............................................................77
5.1 Kesimpulan ..................................................................................................77
5.2 Saran.............................................................................................................77
DAFTAR PUSTAKA ........................................................................................78
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
viii
DAFTAR GAMBAR
Halaman
Gambar 1. Logo PT Indofarma (Persero) Tbk .................................................... 24
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
ix
DAFTAR LAMPIRAN
Halaman
Lampiran 1 Denah Lokasi PT. Indofarma (Persero) Tbk. ..................... 80
Lampiran 2 Denah lokasi PT. Indofarma (Persero) Tbk. ....................... 81
Lampiran 3 Struktur Organisasi PT. Indofarma (Persero) Tbk. ............. 82
Lampiran 4 Struktur Organisasi Direktorat Produksi ............................ 83
Lampiran 5 Alur Proses Peluncuran Produk Baru ................................. 84
Lampiran 6 Alur Proses Pembuatan Sediaan Tablet .............................. 85
Lampiran 7 Alur Proses Pembuatan Sediaan Kapsul ............................. 86
Lampiran 8 Alur Proses Produksi Sediaan Cair Oral (Sirup) ................ 87
Lampiran 9 Alur Proses Pembuatan Sediaan Serbuk ............................. 88
Lampiran 10 Alur Proses Produksi Sediaan Salep ................................... 89
Lampiran 11 Alur Proses Produksi Sediaan Sirup Kering ....................... 90
Lampiran 12 Alur Pengolahan Produk Jadi Herbal Bentuk Cair ............. 91
Lampiran 13 Alur Pengolahan Produk Herbal Bentuk Solid ................... 92
Lampiran 14 Alur Proses Produksi Sediaan β-Laktam ............................ 93
Lampiran 15 Alur Proses Produksi Sediaan Steril ................................... 94
Lampiran 16 Alur Proses Produksi Sediaan Steril Aseptis (dibawah
LAF) ................................................................................... 95
Lampiran 17 Alur Produk dalam Pengemasan ........................................ 96
Lampiran 18 Sistem Informasi Dalam Perencanaan Produksi dan
Pengendalian Persediaan .................................................... 97
Lampiran 19 Skema Peran PPPP/PPIC..................................................... 98
Lampiran 20 Sistem Pengolahan Air PT.Indofarma (Persero) Tbk.......... 99
Lampiran 21 Instalasi Pengolahan Air di PT.Indofarma (Persero) Tbk. 100
Lampiran 22 Sistem Pengolahan Air Limbah di PT.Indofarma (Persero) 101
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
x
Lampiran 23 Aspek Pelaksanaan Bagian PPP.......................................... 102
Lampiran 24 Sistem Informasi Perencanaan Produksi dan Pengendalian
Persediaan ........................................................................... 103
Lampiran 25 Skema Peran PPPP/PPIC 104
Lampiran 26 Bagan Sistem Pengolahan Air PT Indofarma (Persero)
Tbk ...................................................................................... 105
Lampiran 27 Bagan Sistem Pengaturan Udara PT Indofarma (Persero)
Tbk ...................................................................................... 106
Lampiran 28 Tabel Instalasi Penolahan Air di PT Indofarma (Persero)
Tbk ...................................................................................... 107
Lampiran 29 Bagan Sistem Instalasi Penngolahan Air Limbah (PAL)
PT Indofarma (Persero) Tbk ............................................... 108
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
1 Universitas Indonesia
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Kesehatan adalah salah satu hak asasi manusia yang dijamin
pemeliharaannya dalam undang-undang. Berdasarkan Undang-Undang Republik
Indonesia No. 36 tahun 2009 tentang kesehatan, yang dimaksud dengan sehat
adalah keadaan sejahtera dari badan dan jiwa yang memungkinkan setiap orang
hidup produktif secara sosial dan ekonomi. Pembangunan kesehatan adalah segala
upaya yang diarahkan guna mencapai kesadaran, kemauan, dan kemampuan
masyarakat untuk hidup sehat. Upaya kesehatan meliputi upaya peningkatan
kesehatan (promotif), pencegahan penyakit (preventif), penyembuhan penyakit
(kuratif), dan pemulihan kesehatan (rehabilitatif).
Penyelenggaraan upaya kesehatan memerlukan sarana pendukung.
Berdasarkan Undang-Undang Republik Indonesia No. 36 tahun 2009 pasal 56,
salah satu sarana kesehatan adalah pabrik obat atau pabrik farmasi. Pabrik atau
industri farmasi adalah sarana untuk melaksanakan pekerjaan kefarmasian berupa
pembuatan obat, pengendalian mutu, penyimpanan dan pengelolaan, serta
distribusi obat.
Industri farmasi sebagai produsen obat memiliki tanggung jawab untuk
menjamin tersedianya sediaan farmasi yang memenuhi persyaratan mutu, khasiat
dan keamanan. Hal-hal yang mempengaruhi mutu sediaan farmasi antara lain
bahan awal yang digunakan, peralatan dan fasilitas yang digunakan, sumber daya
manusia yang terlibat dalam proses produksi, proses produksi, dan lingkungan
produksi. Kesemua aspek tersebut diatur dalam Cara Pembuatan Obat yang Baik
(CPOB), yang harus diterapkan oleh industri farmasi.
Salah satu industri farmasi yang memiliki peranan dalam upaya
kesehatan, dan yang telah memenuhi persyaratan CPOB, adalah PT. Indofarma
(Persero) Tbk. Dalam melakukan upaya kesehatan, Indofarma merupakan
produsen utama obat generik berlogo (OGB) untuk menjamin tersedianya obat-
obatan yang memenuhi syarat mutu, khasiat, dan keamanan serta harga yang
terjangkau. Indofarma juga sebagai Teaching Factory yang terbuka memiliki
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
2
Universitas Indonesia
tugas untuk menyelenggarakan pendidikan dan pelatihan, salah satunya adalah
program Praktik Kerja Profesi Apoteker (PKPA) bagi calon apoteker sebagai
bekal pengetahuan untuk terjun ke dunia kerja di bidang industri farmasi.
1.2. Tujuan
PKPA di industri farmasi bertujuan untuk:
1. Memahami tugas, wewenang, dan tanggung jawab apoteker di industri
farmasi
2. Memahami penerapan ilmu kefarmasian di industri farmasi
3. Memahami penerapan Cara Pembuatan Obat yang Baik (CPOB).
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
3 Universitas Indonesia
BAB 2
TINJAUAN UMUM
2.1. Industri Farmasi
2.1.1. Pengertian Industri Farmasi
Industri farmasi menurut Surat Keputusan Menteri Kesehatan
Republik Indonesia Nomor 245/Menkes/SK/V/1990 terdiri dari industri
obat jadi dan industri bahan baku obat. Industri obat jadi adalah industri
yang memproduksi suatu produk obat yang telah melalui seluruh tahap
proses pembuatan, sistem fisiologis atau keadaan patologi dalam rangka
penetapan diagnosis, pencegahan, penyembuhan, pemulihan, peningkatan
kesehatan dan kontrasepsi. Industri bahan baku adalah industri yang
memproduksi bahan baku dimana bahan baku tersebut adalah seluruh
bahan, baik berkhasiat ataupun tidak berkhasiat.
2.1.2. Persyaratan Industri Farmasi
Perusahaan industri farmasi wajib memperoleh izin usaha industri
farmasi, karena itu industri tersebut wajib memenuhi persyaratan yang
telah ditetapkan oleh Menteri Kesehatan. Persyaratan industri farmasi
tercantum dalam Surat Keputusan Menteri Kesehatan RI No.
245//Menkes/SK/V/1990 adalah sebagai berikut:
a. Industri farmasi merupakan suatu perusahaan umum, badan
hukum berbentuk Perseroan Terbatas atau Koperasi.
b. Memiliki rencana investasi.
c. Memiliki Nomor Pokok Wajib Pajak (NPWP).
d. Industri farmasi obat jadi dan bahan baku wajib memenuhi
persyaratan CPOB sesuai dengan ketentuan SK Menteri
Kesehatan No.43/Menkes/SK/II/1988.
e. Industri farmasi obat jadi dan bahan baku wajib mempekerjakan
secara tetap sekurang-kurangnya dua orang Apoteker warga
negara Indonesia masing-masing sebagai penanggung jawab
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
4
Universitas Indonesia
produksi dan penanggung jawab pengawasan mutu sesuai dengan
persyaratan CPOB.
f. Obat jadi yang diproduksi oleh industri farmasi hanya dapat
diedarkan setelah memperoleh izin edar sesuai dengan ketentuan
perundang-undangan yang berlaku.
2.1.3. Izin Usaha Industri Farmasi
Izin usaha industri farmasi diberikan oleh Menteri Kesehatan dan
wewenang pemberian izin dilimpahkan kepada Badan Pengawas Obat dan
Makanan (BPOM). Izin ini berlaku seterusnya selama industri tersebut
berproduksi dengan perpanjangan izin setiap 5 tahun, sedangkan untuk
industri farmasi Penanaman Modal Asing (PMA) masa berlakunya sesuai
dengan ketentuan dalam Undang- Undang No. 1 Tahun 1967 tentang PMA
dan pelaksanaannya.
2.2. Cara Pembuatan Obat yang Baik (CPOB)
CPOB merupakan pedoman yang harus diterapkan dalam seluruh
rangkaian proses di industri farmasi dalam pembuatan obat jadi, sesuai
dengan keputusan Menteri Kesehatan RI No. 43/Menkes/SK/II/1988
tentang Cara Pembuatan Obat yang Baik. Pedoman CPOB bertujuan untuk
menghasilkan produk obat yang senantiasa memenuhi persyaratan mutu
yang telah ditetapkan sesuai dengan tujuan penggunaannya.
Obat yang berkualitas adalah obat jadi yang benar-benar dijamin bahwa
obat tersebut:
Mempunyai potensi atau kekuatan untuk dapat digunakan sesuai
tujuannya.
Memenuhi persyaratan keseragaman, baik isi maupun bobot.
Memenuhi syarat kemurnian.
Memiliki identitas dan penandaan yang jelas dan benar.
Dikemas dalam kemasan yang sesuai dan terlindung dari
kerusakan dan kontaminasi.
Penampilan baik, bebas dari cacat atau rusak.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

5
Universitas Indonesia
Perkembangan yang sangat pesat dalam teknologi farmasi
menyebabkan perubahan-perubahan yang sangat cepat pula dalam konsep
serta persyaratan CPOB. Konsep CPOB yang bersifat dinamis yang
memerlukan penyesuaian dari waktu ke waktu mengikuti perkembangan
teknologi di bidang farmasi. Aspek-aspek yang merupakan cakupan CPOB
tahun 2006 meliputi 12 aspek yang dibicarakan. Aspek-aspek tersebut
adalah:
1. Manajemen Mutu
Industri farmasi harus membuat obat sedemikian rupa agar
sesuai dengan tujuan penggunaannya, memenuhi persyaratan yang
tercantum dalam dokumen izin edar (registrasi) dan tidak
menimbulkan resiko yang membahayakan penggunanya karena tidak
aman, mutu rendah atau tidak efektif. Manajemen bertanggung jawab
untuk mencapai tujuan ini melalui suatu “kebijakan mutu” yang
memerlukan partisipasi dan komitmen dari semua jajaran departemen
di dalam perusahaan, para pemasok dan para distributor. Manajemen
mutu yang didesain secara menyeluruh dan diterapkan secara benar
diperlukan untuk mencapai tujuan mutu secara konsisten dan dapat
diandalkan.
Unsur dasar manajemen mutu adalah:
1) Suatu infrastruktur atau sistem mutu yang tepat mencakup
struktur organisasi, prosedur, proses dan sumber daya.
2) Tindakan sistematis diperlukan untuk mendapatkan kepastian
dengan tingkat kepercayaan yang tinggi, sehingga produk (jasa
pelayanan) yang dihasilkan akan selalu memenuhi persyaratan
yang telah ditetapkan. Keseluruhan tindakan tersebut disebut
Pemastian Mutu.
Quality Assurance (QA) adalah suatu konsep yang luas yang
mencakup semua aspek yang secara kolektif maupun individual
mempengaruhi mutu dari konsep desain hingga produk tersebut
sampai kepada konsumen.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

6
Universitas Indonesia
Quality Control (QC) adalah bagian dari CPOB yang
berhubungan dengan pengambilan sampel, spesifikasi dan pengujian
serta dengan organisasi, dokumentasi dan prosedur pelulusan yang
memastikan bahwa pengujian yang diperlukan dan relevan telah
dilakukan dan bahwa bahan yang belum diluluskan tidak digunakan
serta produk yang belum diluluskan tidak dijual atau dipasok sebelum
mutunya dinilai dan dinyatakan memenuhi syarat. Setiap industri
farmasi hendaklah mempunyai fungsi pengawasan mutu (QC) yang
independen dari bagian lain.
2. Personalia
Jumlah personil di semua tingkat harus memadai serta memiliki
pengetahuan, keterampilan dan kemampuan yang sesuai dengan
tanggung jawabnya. Kesehatan mental dan fisik yang baik harus dimiliki
personil agar mampu melaksanakan tugas secara profesional dan
hendaklah memiliki sikap dan kesadaran tinggi untuk mewujudkan
CPOB.
Dalam pedoman CPOB dipersyaratkan bahwa bagian produksi
dan pengawasan mutu dipimpin oleh orang yang berlainan yang tidak
saling bertanggung jawab satu terhadap yang lain. Hal ini bertujuan
untuk mencegah timbulnya penilaian yang tidak obyektif terhadap
produk yang dibuat. Keduanya tidak boleh mempunyai kepentingan lain
di luar organisasi pabrik, yang dapat menghambat atau membatasi
tanggung jawabnya atau yang dapat menimbulkan pertentangan
kepentingan pribadi atau finansial. Manajer produksi memiliki
wewenang dengan tanggung jawab penuh untuk mengelola produksi
obat, sedangkan manajer pengawasan mutu berwenang untuk meluluskan
bahan awal, produk antara, produk ruahan dan obat jadi bila produk
tersebut sesuai spesifikasinya, atau menolak bila bahan awal, produk
antara, produk ruahan dan obat jadi bila produk tersebut tidak sesuai
spesifikasi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
7
Universitas Indonesia
3. Bangunan dan Fasilitas
a. Bangunan
Bangunan untuk pembuatan obat hendaklah memiliki ukuran,
rancangan, konstruksi serta letak yang memadai agar memudahkan
pelaksanaan kerja, pembersihan dan pemeliharaan, tiap sarana kerja
hendaklah memadai sehingga setiap resiko terjadi kekeliruan,
pencemaran silang dan berbagai kesalahan lain yang dapat menurunkan
mutu obat dapat dihindarkan. Hal-hal yang perlu diperhatikan antara lain:
a) Lokasi bangunan hendaklah dapat mencegah terjadinya
pencemaran dari lingkungan sekelilingnya seperti pencemaran
udara, tanah dan air maupun kegiatan di sekitarnya.
Permukaan bagian dalam harus licin, bebas dari keretakan
dan sambungan terbuka serta mudah dibersihkan dan
didesinfeksi. Lantai terbuat dari bahan kedap air,
permukaan rata yang memudahkan proses pembersihan
secara cepat dan efisien. Dinding kedap air dan mudah
dicuci. Sudut dinding hendaklah berbentuk lengkungan.
Bangunan hendaklah mendapatkan penerangan yang efektif
dan mempunyai ventilasi yang sesuai.
Penataan ruangan disesuaikan dengan tujuan penggunaan,
seperti ruang steril dipisahkan dari ruang produksi lain serta
dirancang secara khusus. Ruangan khusus diperlukan bagi
kegiatan pembukaan kemasan, pencucian, pengolahan dan
penutupan wadah, ruangan penyangga udara dan pergantian
pakaian steril.
Adanya perbedaan kelas pemisahan ruang di dalam
bangunan produksi, misalnya ruang untuk bahan baku,
kamar ganti pakaian dan pengolahan produksi.
Tersedianya sarana penyimpanan dengan kondisi khusus,
misalnya: suhu, kelembaban dan keamanan tertentu.
Pencampuran hendaklah dihindari dalam proses
penyimpanan.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
8
Universitas Indonesia
Kondisi bangunan diperiksa secara teratur dan dilakukan
perbaikan bila diperlukan.
Lubang pemasukan dan pengeluaran udara serta pipa
dipasang sedemikian rupa untuk mencegah timbulnya
pencemaran produk.
b) Bangunan dirancang dengan baik sehingga dapat terpelihara dan
berfungsi sebagaimana mestinya:
c) Saluran air limbah hendaklah cukup besar dan mempunyai bak
kontrol serta ventilasi yang baik.
d) Tenaga listrik, suhu, kelembaban dan ventilasi harus tepat
supaya tidak mengakibatkan dampak yang merugikan baik
secara langsung ataupun tidak langsung terhadap produk selama
proses pembuatan dan penyimpanan.
b. Fasilitas
a) Sistem Tata Udara/Air Handling System (AHS)
Suatu perusahaan akan menghasilkan suatu produk yang
berkualitas jika memenuhi faktor-faktor kritis salah satunya yaitu kondisi
lingkungan tempat di mana produk tersebut diproduksi. Kondisi
lingkungan yang kritis terhadap kualitas produk antara lain, cahaya, suhu,
kelembaban relative (RH), kontaminasi mikroba dan kontaminasi partikel.
Sebagai upaya untuk mengendalikan kondisi lingkungan tersebut, maka
setiap industri farmasi diwajibkan untuk mempunyai Sistem Tata Udara
atau Air Handling System/AHS. AHS sering disebut juga HVAC (Heating,
Ventilating, and Air Conditioning). AHS atau HVAC berfungsi mengontrol
suhu ruangan, kelembaban, tingkat kebersihan sesuai dengan kelas
ruangan yang dipersyaratkan, tekanan udara dan sebagainya. Pada
dasarnya, penggunaan AHU/HVAC tergantung dari jenis produk yang
dibuat dan tingkat kelas ruang yang digunakan, misal ruang produksi
steril, beta laktam, non steril, sefalosporin dan sebagainya.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

9
Universitas Indonesia
Air Handling Unit (AHU) merupakan seperangkat alat/unit sistem
yang dapat mengontrol suhu, kelembaban, tekanan udara, tingkat
kebersihan (jumlah partikel/mikroba), pola aliran udara, jumlah pergantian
udara, dan sebagainya di ruang produksi sesuai dengan persyaratan
ruangan yang telah ditentukan. AHU terdiri dari alat yang masing-masing
memiliki fungsi yang berbeda, antara lain:
a) Cooling Coil/evaporator, berfungsi mengontrol suhu dan RH
udara yang akan didistribusikan ke ruang produksi.
b) Static Pressure Fan/Blower, berfungsi untuk menggerakkan
udara di sepanjang sistem distribusi udara yang terhubung
dengannya.
c) Filter, untuk mengendalikan dan mengontrol jumlah partikel dan
mikroorganisme serta partikel asing yang mengkontaminasi udara
yang masuk ke dalam ruang produksi.
d) Ducting, sebagai saluran tertutup tempat mengalirnya udara.
Ducting merupakan sebuah sistem saluran udara yang
menghubungkan blower dengan ruangan produksi, yang terdiri
dari saluran udara yang masuk dan saluran udara yang keluar dari
ruangan produksi dan masuk kembali ke AHU.
e) Dumper, merupakan bagian dari ducting AHU yaitu sebagai
pengatur jumlah/debit udara yang dipindahkan ke dalam ruangan
produksi.
2. Pengolahan Air/Water System
Air merupakan salah satu aspek kritis (vital) dalam pelaksanaan
c-GMP. Tujuan dari sistem pengelolaan air untuk produksi adalah untuk
menghilangkan cemaran sesuai dengan standar kualitas yang ditetapkan.
Kualitas air yang digunakan untuk produksi, tergantung dari persyaratan
air yang digunakan untuk produk yang dibuat. Spesifikasi air dalam
farmakope yang sesuai dengan rekomendasi internasional meliputi jenis-
jenis air berupa drinking water/potable water, purified water (PW), highly
purified water (HPW), dan water for injection (WFI).
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

10
Universitas Indonesia
Drinking water/potable water (air minum) harus memiliki
spesifikasi yang sesuai dengan regulasi (WHO, ISO, dan agensi nasional
atau regional). Air jenis ini disediakan di bawah tekanan positif yang
berkesinambungan dan melalui free plumbing system untuk mencegah
kontaminasi. Drinking water/potable water dapat berasal dari sistem
pengairan umum atau sumber alam, di mana kualitas sumbernya
mempengaruhi penanganan yang dibutuhkan.
Purified water (PW) atau air murni disiapkan dari sumber air
minum dan harus memiliki spesifikasi yang sesuai untuk kemurnian kimia
dan mikrobiologi. Air jenis ini harus terlindungi dari rekontaminasi dan
proliferasi mikroba.
Highly purified water (HPW) disiapkan dari sumber air minum
dengan spesifikasi hanya dari European Pharmacopoiea. Kualitas air ini
memiliki standar yang sama dengan water for injection (WFI) yang
meliputi batas endotoksin, tetapi metode penanganan yang
dipertimbangkan lebih tidak ketat dibandingkan distilasi. HPW disiapkan
melalui kombinasi beberapa metode, termasuk reverse osmosis (RO),
ultrafiltrasi (UF), dan deionisasi (DI).
Water for injection (WFI) disiapkan dari sumber air minum.
Berdasarkan farmakope internasional dan Eropa, langkah pemurnian akhir
harus distilasi. WFI bukan air steril, bukan pula bentuk sediaan akhir,
tetapi merupakan produk akhir intermediat yang penting.
4. Peralatan
Peralatan yang digunakan dalam pembuatan obat hendaklah
memiliki rancangan bangunan dan konstruksi yang tepat, ukuran yang
memadai serta ditempatkan dengan tepat sehingga mutu setiap produk
obat terjamin secara seragam dari bets ke bets serta untuk memudahkan
pembersihan dan perawatannya.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
11
Universitas Indonesia
1) Rancang Bangun dan Konstruksi
a. Peralatan yang digunakan tidak bereaksi atau menimbulkan
akibat terhadap bahan yang diolah.
b. Peralatan hendaklah mudah dibersihkan baik bagian dalam
maupun bagian luarnya.
c. Peralatan yang digunakan untuk menimbang, mengukur,
menguji dan mencatat hendaklah diperiksa ketelitiannya secara
teratur serta ditara menurut program dan prosedur yang tepat,
hasil pemeriksaannya dicatat dan disimpan dengan baik.
d. Penyaring untuk cairan tidak boleh melepaskan serat ke dalam
produk dan tidak boleh mengandung asbes.
2) Pemasangan dan Penempatan
a. Peralatan hendaklah ditempatkan pada posisi yang tepat untuk
memperkecil pencemaran silang antar bahan. Peralatan
ditempatkan dengan jarak yang cukup renggang untuk
memberikan keleluasaan kerja.
b. Peralatan utama diberi nomor pengenal yang dipakai pada
semua perintah dan catatan pembuatan bets untuk
menunjukkan unit atau alat tertentu.
c. Semua pipa, tangki, selubung hendaknya diberikan pelekat
untuk memperkecil kehilangan energi.
d. Saluran pipa yang menggunakan uap bertekanan hendaknya
dilengkapi dengan peralatan uap dan saluran pembuangan
yang berfungsi dengan baik.
e. Sistem penunjang hendaknya divalidasi untuk memastikan
fungsinya sesuai tujuannya.
3) Pemeliharaan
a. Peralatan hendaknya dirawat sesuai jadwal yang tepat agar
berfungsi dengan baik dan mencegah pencemaran.
b. Prosedur-prosedur tertulis untuk peralatan dibuat dan dipatuhi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

12
Universitas Indonesia
c. Catatan pelaksanaan pemeliharaan pemakaian peralatan utama
hendaklah dicatat dalam buku harian dan catatan untuk
peralatan yang digunakan khusus untuk satu produk saja dapat
dimasukkan ke catatan produksi bets produk tertentu.
5. Sanitasi dan Higiene
Tingkat sanitasi dan higiene yang tinggi hendaklah diterapkan
pada setiap aspek pembuatan obat. Ruang lingkup sanitasi dan higiene
meliputi personalia, bangunan, peralatan dan perlengkapan, bahan
produksi serta wadahnya dan setiap hal yang merupakan sumber
pencemaran produk. Sumber pencemaran hendaknya dihilangkan melalui
suatu program sanitasi dan higiene yang menyeluruh dan terpadu.
6. Produksi
Produksi hendaklah dilaksanakan dengan mengikuti prosedur
yang telah ditetapkan dan memenuhi ketentuan CPOB yang menjamin
senantiasa menghasilkan produk yang memenuhi persyaratan mutu serta
memenuhi ketentuan izin pembuatan dan izin edar (registrasi).
Prinsip utama produksi adalah:
- Adanya keseragaman atau homogenitas dari bets ke bets.
- Proses produksi dan pengemasan senantiasa menghasilkan
produk yang seidentik mungkin (dalam batas syarat mutu)
baik bagi bets yang sudah diproduksi maupun yang akan
diproduksi.
Prosedur produksi dibuat oleh penanggung jawab produksi
bersama dengan penanggung jawab pengawasan mutu yang dapat
menjamin obat yang dihasilkan memenuhi spesifikasi yang dibutuhkan.
Mutu produk yang dihasilkan sangat ditentukan oleh bahan awal, proses
produksi, personil, dan sistem tervalidasi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
13
Universitas Indonesia
Penyimpanan tergantung dari kestabilan bahan awal. Ruangan
penyimpanan hendaklah tersedia dengan suhu yang berbeda-beda. CPOB
mempersyaratkan klasifikasi ruangan berdasarkan suhu menjadi lima
jenis, yaitu:
- Suhu ruangan: 15 – 30oC
- Suhu ruangan yang dikendalikan: < 25 oC
- Sejuk: 8 – 15oC
- Dingin: 2 – 8oC
- Beku: < 0oC
Tekanan udara dalam ruangan yang memiliki resiko lebih tinggi
terhadap suatu produk hendaklah selalu lebih tinggi daripada ruangan lain.
Bila suatu pintu dibuka, tekanan atau hembusan udara dari arah ruangan
yang beresiko tinggi hendaklah cukup mampu untuk menciptakan arus
udara ke arah ruang yang beresiko lebih rendah untuk menghindarkan
pencemaran balik.
7. Pengawasan Mutu
Pengawasan mutu merupakan bagian yang esensial dari cara
pembuatan obat yang baik untuk memberikan kepastian bahwa
produk secara konsisten mempunyai mutu yang sesuai dengan tujuan
pemakaiannya. Pengawasan mutu hendaklah mencakup semua kegiatan
analitis yang dilakukan di laboratorium, termasuk pengambilan sampel,
pemeriksaan dan pengujian bahan awal, produk antara, produk ruahan dan
produk jadi. Kegiatan ini juga mencakup uji stabilitas, program
pemantauan lingkungan, pengujian yang dilakukan dalam rangka
validasi, penanganan sampel pertinggal, menyusun dan memperbaharui
spesifikasi bahan, produk serta metode pengujiaannya.
Laboratorium pengawasan mutu hendaklah terpisah secara fisik
dari ruang produksi. Laboratorium untuk pengawasan selama proses
mungkin lebih memudahkan apabila letaknya di daerah tempat
pemprosesan atau pengemasan dimana dilakukan pengujian fisik seperti
penimbangan dan uji monitoring lainnya secara periodik.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

14
Universitas Indonesia
Dokumentasi dan prosedur pelulusan yang diterapkan bagian
pengawasan mutu hendaklah menjamin bahwa pengujian yang diperlukan
telah dilakukan sebelum bahan digunakan dalam produksi dan produk
disetujui sebelum didistribusikan. Personil pengawasan mutu hendaklah
memiliki akses ke area produksi untuk melakukan pengambilan sampel
dan investigasi bila diperlukan.
8. Inspeksi Diri dan Audit Mutu
Tujuan inspeksi diri adalah untuk mengevaluasi apakah semua
aspek produksi dan pengawasan mutu industri farmasi memenuhi
ketentuan CPOB. Program inspeksi diri hendaklah dirancang untuk
mendeteksi kelemahan dalam pelaksanaan CPOB dan untuk menetapkan
tindakan perbaikan yang diperlukan. Inspeksi diri dilakukan secara
indepeden dan rinci oleh petugas yang kompeten dari perusahaan.
Inspeksi diri dilakukan secara rutin dan disamping itu, pada situasi
khusus, misalnya dalam hal terjadi penarikan kembali obat jadi atau
terjadi penolakan yang berulang. Prosedur dan catatan inspeksi diri
hendaklah didokumentasikan dan dibuat program tindak lanjut yang
efektif.
Inspeksi meliputi personil, bangunan, penyimpanan, bahan awal,
obat jadi, produksi, pengawasan mutu, dokumentasi dan pemeliharaan
gedung serta peralatan. Manajemen hendaklah membentuk tim inspeksi
diri yang paling sedikit terdiri dari tiga anggota yang berpengalaman
dalam bidangnya masing-masing dan memahami CPOB. Anggota tim
dapat dibentuk dari dalam atau luar perusahaan. Tiap anggota hendaklah
independen dalam melakukan inspeksi dan evaluasi. Inspeksi diri dapat
dilakukan perbagian perusahaan dan dilakukan minimal 1 tahun sekali.
Penyelenggaraan audit mutu berguna sebagai pelengkap inspeksi
diri. Audit mutu meliputi pemeriksaan dan penilaian semua atau sebagian
dari sistem manajemen mutu dengan tujuan spesifik untuk meningkatkan
mutu. Audit mutu umumnya dilaksanakan oleh spesialis dari luar atau
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
15
Universitas Indonesia
independen, atau tim yang dibentuk khusus oleh manajemen perusahaan.
Audit mutu juga dapat diperluas terhadap pemasok dan penerima kontrak.
9. Penanganan Keluhan, Penarikan Kembali Produk dan
Produk Kembalian
Penarikan kembali produk adalah suatu proses penarikan kembali
dari satu atau beberapa bets atau seluruh bets produk tertentu dari rantai
distribusi karena keputusan bahwa produk tidak layak lagi untuk
diedarkan.
Produk kembalian adalah obat jadi yang telah keluar dari
industri atau beredar, yang kemudian dikembalikan ke industri karena
kerusakan, daluwarsa, atau alasan lain misalnya kondisi wadah atau
kemasan yang dapat menimbulkan keraguan identitas, mutu, keamanan
obat serta kesalahan administratif yang menyangkut jumlah dan jenis.
Keluhan dan informasi lain yang berkaitan dengan
kemungkinan terjadi kerusakan obat, dapat bersumber dari dalam maupun
dari luar industri, dan memerlukan penanganan serta pengkajian secara
teliti. Keluhan atau informasi yang bersumber dari dalam industri antara
lain dari bagian produksi, pengawasan mutu, gudang dan pemasaran,
sementara dari luar industri antara lain dapat berasal dari pasien,
dokter, paramedik, klinik, rumah sakit, apotek, distributor.
10. Dokumentasi
Dokumentasi adalah bagian dari sistem informasi manajemen dan
merupakan bagian yang esensial dari pemastian mutu. Sistem dokumentasi
yang dirancang atau digunakan hendaklah mengutamakan tujuannya,
yaitu menentukan, memantau dan mencatat seluruh aspek produksi
serta pengendalian dan pengawasan mutu. Dokumentasi sangat penting
untuk memastikan bahwa setiap petugas mendapat instruksi secara rinci
dan jelas mengenai bidang tugas yang harus dilaksanakannya sehingga
memperkecil resiko terjadinya kekeliruan yang biasanya timbul karena
mengandalkan komunikasi lisan.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

16
Universitas Indonesia
Dokumentasi dalam hal pengawasan mutu meliputi dua hal, yaitu:
a. Prosedur pengawasan mutu dan metode pengujian. Selain itu,
prosedur dalam pengawasan yang terpenting adalah prosedur
pengambilan contoh untuk pengujian.
b. Catatan dan laporan hasil pengujian.
Catatan tentang pengujian hasil stabilitas biasanya diadakan
tersendiri. Laporan hasil pengujian dapat berupa sertifikat
analisis.
11. Pembuatan dan Analisis Berdasarkan Kontrak
Pembuatan dan analisis berdasarkan kontrak harus dibuat
secara benar, disetujui dan dikendalikan untuk menghindari
kesalahpahaman yang dapat menyebabkan produk atau pekerjaan dengan
mutu yang tidak memuaskan. Kontrak tertulis antara pemberi kontrak dan
penerima kontrak harus dibuat secara jelas menentukan tanggung jawab
dan kewajiban masing-masing pihak. Kontrak harus menyatakan secara
jelas prosedur pelulusan tiap bets produk untuk diedarkan yang menjadi
tanggung jawab penuh kepala bagian QA.
12. Kualifikasi dan Validasi
1) Kualifikasi
Kualifikasi adalah kegiatan pembuktian bahwa
perlengkapan, fasilitas atau sistem yang digunakan dalam suatu
proses/sistem akan selalu bekerja sesuai dengan kriteria yang
diinginkan dan konsisten. Validasi/kualifikasi mesin, peralatan
produksi dan sarana penunjang terdiri dari 4 tingkatan, yaitu:
a) Kualifikasi Rancangan (Design Qualification)
Kualifikasi rancangan adalah unsur pertama dalam melakukan
validasi terhadap fasilitas, sistem atau peralatan baru.
Tujuannya adalah untuk menjamin dan mendokumentasikan
sistem, peralatan atau bangunan yang akan dipasang atau
dibangun sesuai dengan ketentuan atau spesifikasi yang
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
17
Universitas Indonesia
diatur dalam ketentuan CPOB yang berlaku. Kualifikasi ini
dilakukan sebelum instalasi (pemasangan)
alat/mesin/prasarana produksi.
b) Kualifikasi Instalasi (Installation Qualification)
Kualifikasi instalasi bertujuan untuk menjamin dan
mendokumentasikan sistem atau peralatan yang diinstalasi
sesuai dengan spesifikasi yang tertera pada dokumen
pembelian, manual alat yang bersangkutan dan
pemasangannya dilakukan memenuhi spesifikasi yang telah
ditetapkan. Kualifikasi instalasi dilakukan pada waktu instalasi
(pemasangan terbaru), modifikasi atau pemindahan alat yang
bersangkutan.
c) Kualifikasi Operasional (Operational Qualification)
Kualifikasi Operasional bertujuan untuk menjamin dan
mendokumentasikan bahwa sistem atau peralatan yang telah
diinstalasi bekerja (beroperasi) sesuai dengan spesifikasi
yang diinginkan. Kualifikasi operasional dilakukan setelah
kualifikasi instalasi (pemasangan baru), modifikasi atau
pemindahan alat yang bersangkutan.
d) Kualifikasi Kinerja (Performance Qualification)
Tujuannya adalah untuk menjamin dan mendokumentasikan
bahwa sistem atau peralatan yang telah diinstalasi bekerja
sesuai dengan spesifikasi yang diinginkan dengan cara
menjalankan sistem sesuai dengan tujuan penggunaan.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
18
Universitas Indonesia
2) Validasi
CPOB mensyaratkan industri farmasi untuk
mengidentifikasi validasi yang perlu dilakukan sebagai bukti
pengendalian terhadap aspek kritis dari kegiatan yang dilakukan.
Kegiatan validasi secara keseluruhan hendaklah direncanakan.
Kegiatan validasi meliputi kualifikasi (personil, peralatan dan
sistem), kalibrasi (instrumen dan alat ukur) dan validasi (prosedur
dan proses).
a) Validasi Metode Analisis
Validasi Metode Analisa untuk membuktikan bahwa
semua metode analisa (cara/prosedur pengujian) yang
digunakan dalam pengujian maupun pengawasan mutu
senantiasa mencapai hasil yang diinginkan secara
konsisten (terus-menerus). Validasi metode analisa
menguji atau memvalidasi prosedur tetap (protap)
pengujian yang bersangkutan. Protap tersebut bisa dibuat
oleh bagian pengawasan mutu, apabila protap belum
dibuat, maka harus dibuat terlebih dahulu, baru
divalidasi.
b) Validasi Proses Produksi
Tujuannya adalah:
- Memberikan dokumentasi secara tertulis bahwa
prosedur produksi yang berlaku dan digunakan
dalam proses produksi rutin (batch processing
record) senantiasa mencapai hasil yang diinginkan
secara terus-menerus.
- Mengidentifikasi dan mengurangi masalah yang
terjadi selama proses produksi dan memperkecil
kemungkinan terjadinya proses ulang.
- Meningkatkan efektivitas dan efisiensi proses
produksi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
19
Universitas Indonesia
c) Validasi Proses Pengemasan
Tujuannya adalah:
- Memberikan dokumentasi secara tertulis bahwa
prosedur pengemasan yang berlaku dan digunakan
dalam proses pengemasan rutin (batch packaging
record) sesuai dengan persyaratan rekonsiliasi yang
telah ditentukan secara konsisten.
- Operator yang melakukan proses pengemasan
kompeten serta mengikuti prosedur pengemasan
yang telah ditentukan.
- Tidak terjadi mix up (campur-baur) antarproduk
maupun antarbets pada proses pengemasan yang
dilakukan.
d) Validasi Pembersihan
Tujuannya adalah:
- Memberikan dokumentasi secara tertulis bahwa
prosedur pembersihan yang berlaku dan digunakan
sudah tepat dan dapat dilakukan berulang-ulang
(reliable and reproducible).
- Peralatan/mesin yang dibersihkan tidak terkena
pengaruh negatif karena efek pembersihan.
- Operator yang melakukan pembersihan kompeten,
mengikuti prosedur pembersihan dan peralatan
pembersihan yang telah ditentukan.
- Cara pembersihan menghasilkan tingkat kebersihan
yang telah ditetapkan, misalnya sisa residu, kadar
kontaminan dan sebagainya.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
20 Universitas Indonesia
BAB 3
TINJAUAN KHUSUS PT. INDOFARMA (Persero) Tbk.
3.1. Sejarah dan Perkembangan PT. Indofarma (Persero) Tbk.
PT. Indofarma (Persero) Tbk., merupakan Badan Usaha Milik Negara
(BUMN) yang berada di bawah Departemen Kesehatan, berdiri pada tahun 1918
berupa unit produksi kecil dari Rumah Sakit Pusat Pemerintah Belanda dengan
kegiatan pembuatan salep dan pemotongan kain kasa pembalut yang dilakukan di
Centrale Burgelijke Zienkeninriching (CBZ), yang sekarang dikenal dengan
Rumah Sakit Dr. Cipto Mangunkusumo di Jakarta.
Pada tahun 1931, pabrik berkembang dengan bertambahnya jenis
produksi, yaitu obat suntik dan tablet. Sejalan dengan itu pada tahun 1935, lokasi
pabrik dipindahkan ke Jalan Tambak No. 2 Manggarai, Jakarta sehingga dikenal
dengan sebutan ”Pabrik Obat Manggarai”.
Semenjak berakhirnya penjajahan Belanda dan masuknya Jepang ke
Indonesia, pada tahun 1942 pabrik obat Manggarai diambil alih dan dikelola oleh
perusahaan farmasi Jepang (Takeda). Selama masa tersebut kegiatan produksi
tidak banyak mengalami perkembangan. Pada saat penyerahan kedaulatan dari
pemerintah Jepang kepada pemerintah Republik Indonesia pada tahun 1950,
Pabrik Obat Manggarai diambil alih oleh pemerintah Indonesia yaitu Departemen
Kesehatan melalui Direktorat Jenderal Farmasi. Pada tahun 1960-1967, pabrik
tersebut berada di bawah naungan Badan Perlengkapan Kesehatan (Baperkes), di
samping dua badan lain, yaitu Depo Farmasi Pusat dan Lembaga Farmakoterapi,
pada perkembangan selanjutnya disebut Lembaga Farmasi Nasional kemudian
menjadi Pusat Pemeriksaan Obat dan Makanan (PPOM).
Pada tanggal 14 Februari 1967, melalui Surat Keputusan Menteri
Kesehatan RI No. 008/III/AM/67, nama Pabrik Obat Manggarai diubah menjadi
Pusat Produksi Farmasi Departemen Kesehatan dan ditetapkan sebagai unit
operatif setingkat Direktorat Jenderal Farmasi. Tugas pokok dari pabrik ini adalah
memproduksi obat-obatan berdasarkan pesanan dari Departemen Kesehatan RI.
Pada tahun 1969-1975 pabrik direnovasi dan tahun 1975 dikeluarkan Surat
Keputusan Menteri Kesehatan Republik Indonesia No. 125/IV/KAB/BU/75
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
21
Universitas Indonesia
tentang Struktur Organisasi Departemen Kesehatan yang merupakan pelaksanaan
lebih lanjut dari Keputusan Presiden Republik Indonesia No. 44 dan 45 tahun
1974. Namun pabrik farmasi Departemen Kesehatan ini tidak tercakup dalam
keputusan tersebut sehingga statusnya tidak jelas. Hal ini berlangsung hingga
tahun 1978.
Dengan adanya kebijaksanaan pemerintah tanggal 15 November 1978
dalam hal ekonomi dan keuangan, harga obat mendadak melambung tinggi
sehingga persediaan obat terutama di puskesmas mengalami kekosongan karena
sulit mendapatkan obat. Peristiwa ini menyadarkan pemerintah untuk
menyediakan peralatan dan sarana yang dibutuhkan agar dapat mengendalikan
mekanisme pengadaan obat dalam jumlah yang cukup serta memenuhi
persyaratan mutu, keamanan dan distribusi yang merata serta harga terjangkau
sesuai kemampuan dan daya beli masyarakat. Maka pabrik farmasi ini diaktifkan
kembali sesuai dengan fungsinya, berdasarkan SK Menteri Kesehatan Republik
Indonesia No. 418/MenKes/SK/XII/78 tanggal 6 Desember 1978.
Pada tahun 1979, pabrik ini ditetapkan sebagai Pusat Produksi Farmasi
Departemen Kesehatan Republik Indonesia. Dalam keputusan tersebut disebutkan
pula bahwa Pusat Produksi Farmasi bertugas membantu usaha pemerintah dalam
meningkatkan kesejahteraan masyarakat di bidang kesehatan, yaitu memproduksi
obat-obat untuk rumah sakit pemerintah dan Pusat Kesehatan Masyarakat. Obat-
obatan yang dimaksud bersifat essensial, artinya bahwa obat tersebut banyak
dibutuhkan oleh masyarakat. Untuk memenuhi kebutuhan tersebut, maka
diputuskan untuk didirikannya sebuah pabrik yang sekaligus untuk memperluas
pelayanan Pusat Produksi Farmasi Departemen Kesehatan. Pada tahun 1980 mulai
dilakukan studi kelayakan untuk pembangunan pabrik ini.
Pada tanggal 11 Juli 1981, berdasarkan PP No. 20 tahun 1981, Pusat
Produksi Farmasi diubah menjadi Perusahaan Umum dengan nama Indonesia
(Perum Indofarma) yang direalisasikan pada tanggal 1 April 1988 dengan mulai
dibangunnya pabrik modern berkapasitas besar dilahan seluas 20 hektar sesuai
dengan konsep dan persyaratan CPOB yang berlokasi di Cibitung, Bekasi dengan
bantuan alat dan teknologi dari Italia.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
22
Universitas Indonesia
Mulai pertengahan tahun 1991, hampir seluruh kegiatan produksi telah
menempati lokasi di Cibitung, kecuali sediaan steril. Tanggal 31 Januari 1995
fasilitas produksi steril diresmikan oleh Menteri Kesehatan RI dengan dana
pembangunan seluruhnya ditanggung oleh Perum Indofarma.
Pada tanggal 2 Januari 1996 Perum Indonesia Farma diubah menjadi
Perseroan Terbatas Indofarma [PT. Indofarma (Persero)] melalui PP No. 34
tanggal 20 September 1995. Perubahan status ini bertujuan untuk mengantisipasi
perubahan dan menigkatkan daya saing. Pada tahun tersebut juga dilakukan
akuisisi PT. Riasima Abadi Farma yang merupakan produsen bahan baku farmasi,
serta dilakukan renovasi pada bidang Litbang pada tahun 1996-1997. Tahun 1999
dibangun Extraction Plant dan selesai awal tahun 2000. Bisnis distribusi dan
perdagangan produk farmasi dan alat kesehatan dipisah tahun 2000 ke anak
perusahaan yang baru dibentuk, PT. Indofarma Global Medika (IGM) sebagai
distributor dan pemasaran produk farmasi termasuk alat kesehatan dengan 28
cabang di seluruh Indonesia. Pengembangan ini sekaligus memungkinkan
Indofarma memfokuskan diri pada bisnis inti di bidang produksi dan pemasaran
produk-produk farmasi. Tahun 2000 dibangun pabrik makanan bayi di Lippo
Cikarang Industrial Estate Jawa Barat.
Pada tahun 2000 unit produksi memperoleh sertifikat ISO 9002 dan pada
tahun 2001 ditingkatkan lagi menjadi ISO 9001 untuk seluruh unit produksi
termasuk unit produksi Herbal Medicine dan Litbang.
Mulai tanggal 17 April 2001, PT. Indofarma melakukan penawaran
saham perdana kepada masyarakat dan mendaftarkan seluruh saham perusahaan di
Bursa Efek Indonesia dengan kode saham INAF. Status Indofarma selanjutnya
berubah menjadi PT. Indofarma (Persero) Tbk.
Manajemen PT. Indofarma (Persero) Tbk. yakin bahwa kunci
keberhasilan untuk memenangkan persaingan di era globalisasi adalah operational
excellence. Guna memperkuat struktur bisnis, pada tahun 2007 PT. Indofarma
(Persero) Tbk. mengoptimalkan fungsi bisnis yang ada melalui restrukturisasi
lanjutan yang memberikan otonomi luas kepada IGM. Perkembangan yang terjadi
setelah hal tersebut inilah yang membuat PT. Indofarma (Persero) Tbk. pada
tahun 2008 secara konsolidasian meraih penjualan bersih sebesar Rp 1.273,11
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

23
Universitas Indonesia
milyar dengan laba bersih Rp 6,67 milyar ditengah pasar OGB yang belum
kondusif.
Saat ini PT. Indofarma (Persero) Tbk., memproduksi sekitar 218 produk
obat. Dari portofolio perusahaan yang cukup lengkap ini, 38 produk adalah obat
dengan nama dagang termasuk didalamnya 6 jenis obat herbal yang telah diterima
oleh masyarakat luas, seperti Prolipid, Prouric dan Biovision.
Untuk meletakkan fondasi bisnis yang kuat, manajemen terus berupaya
menerapkan Tata Kelola Perusahaan yang Baik (Good Coorporate Governance/
GCG). Upaya lain yang tak kalah penting yaitu, manajemen membangun
kompetensi personil yang profesional melalui program pengembangan sumber
daya manusia yang terarah, agar mampu membawa PT. Indofarma (Persero) Tbk.,
memasuki era perdagangan bebas sebagai perusahaan farmasi terkemuka di
kawasan ASEAN.
3.2. Visi, Misi, Motto, dan Loggo PT. Indofarma (Persero) Tbk.
1) Visi PT. Indofarma (Persero) Tbk.
Menjadi perusahaan yang berperan secara signifikan pada perbaikan
kualitas hidup manusia dengan memberi solusi terhadap masalah kesehatan
dan kesejahteraan masyarakat.
2) Misi PT. Indofarma (Persero) Tbk.
Menyediakan produk dan layanan berkualitas dengan harga terjangkau
untuk masyarakat.
Melakukan penelitian dan pengembangan produk yang inovatif dengan
prioritas untuk mengobati penderita penyakit dengan tingkat prevalensi
tinggi.
Mengembangkan kompetensi sumber daya manusia sehingga memiliki
kepedulian, profesionalisme dan kewirausahaan yang tinggi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

24
Universitas Indonesia
3) Motto PT. Indofarma (Persero) Tbk.
Motto PT. Indofarma (Persero) Tbk., adalah Insan Indofarma dalam
menjalankan visi dan misi tersebut yaitu “dilandasi ketakwaan kepada Tuhan
Yang Maha Esa, kita tingkatkan kualitas kesehatan bangsa”.
Insan Indofarma memiliki nilai-nilai inti yang telah disepakati bersama
dan dianut serta mencerminkan budaya korporat yang membentuk filosofi bisnis
dan budaya kerja “Compassionate, Professional, Entrepreneurship “ disingkat
“CPE”, untuk mewujudkan visi dan misi perseroan.
4) Logo PT. Indofarma (Persero) Tbk.
Gambar 1. Logo PT. Indofarma (Persero) Tbk.
Perusaahaan memiliki logo “INF” yang melambangkan kependekan
nama perusahaan (Indofarma). Logo tanpa bingkai menggambarkan pengabdian
perseroan di bidang kesehatan masyarakat. Warna biru melambangkan sifat
pengabdian perseroan yang tidak terbatas untuk kesehatan masyarakat. Keluasan
pengabdian diperluas dengan gradasi warna yang mewakili dimensi yang luas.
Upaya pelayanan perseroan pada masyarakat tersirat pada ritme dari garis luas dan
lengkung. Kesatuan garisnya memberikan kesan melindungi dan saling
mendukung, artinya perseroan siap melindungi masyarakat dari penyakit dan
mendukung masyarakat untuk mewujudkan kesehatan. Posisi miring
melambangkan dinamika perseroan yaitu tidak terpaku pada konvensi-konvensi
yang sudah ada, mengikuti perkembangan jaman dan inovatif tetapi mengikuti
gerak laju teknologi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
25
Universitas Indonesia
3.3. Nilai Budaya yang Dikembangkan PT. Indofarma (Persero) Tbk.
Untuk mewujudkan visi dan misi PT. Indofarma (Persero) Tbk., memiliki
inti yang telah disepakati bersama dan dianut, serta mencerminkan budaya
korporat, dalam hal ini adalah budaya PT. Indofarma (Persero) Tbk. Nilai – nilai
ini membentuk filosofi bisnis dan budaya kerja ”Compassionate, Professional,
Entrepreneurship ” yang disingkat ”CPE”.
Professional memiliki arti yaitu senantiasa bekerja secara profesional
yang dilandasi integritas, komitmen dan selalu berupaya memberikan hasil yang
terbaik. Nilai inti profesional dijabarkan dalam bentuk :
1. Integrity sebagai input, mengandung pengertian satunya pikiran, kata, dan
perbuatan dengan selalu mengatakan kebenaran dan mengikuti aturan yang
berlaku, dengan memegang teguh prinsip-prinsip etika sehingga menjadi
insan Indofarma yang mandiri.
2. Commitment sebagai proses, mengandung pengertian bahwa insan
Indofarma memiliki komitmen yang kuat dalam menjalankan pekerjaan
sesuai keahlian, pengetahuan, dan ketentuan yang berlaku.
3. Strive for excellent sebagai output, mengandung pengertian bahwa insan
Indofarma senantiasa berupaya memberikan yang terbaik bagi stake
holder’s perseroan dengan bekerja secara efektif, efisien, dan akurat.
Entrepreneurship memiliki arti bahwa insan Indofarma senantiasa
memiliki jiwa kewirausahaan berdasarkan pemikiran jauh ke depan, inovatif, dan
fokus terhadap kepuasan pelanggan. Nilai Entrepreneurship dijabarkan dalam
bentuk :
a) Visionary sebagai input , mengandung pengertian bahwa insan Indofarma
memiliki pandangan jauh ke depan disertai kemampuan untuk
menyesuaikan diri terhadap perubahan lingkungan.
b) Innovation sebgai proses, mengandung pengertian bahwa insan
Indofarma memiliki penyesuaian diri terhadap perubahan diwujudkan
dengan menciptakan produk baru, proses atau metode baru dan
melakukan perbaikan dalam lingkup tanggung jawabnya.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

26
Universitas Indonesia
c) Customer focus sebagai output, mengandung pengertian bahwa insan
Indofarma memberikan yang terbaik dan perhatian penuh terhadap
pelanggan dan stakeholder’s perseroan dengan berorientasi hasil namun
tetap mengutamakan proses dan memberikan perhatian penuh terhadap
pelanggan.
Compassionate berarti insan Indofarma memiliki rasa peduli terhadap
sesama, yang dijabarkan dalam bentuk :
a) Respect to people sebagai input , mengandung pengertian bahwa insan
Indofarma menghormati perbedaan pendapat dan peduli terhadap sesama,
baik individu, rekan kerja (atasan, bawahan, setingkat) mitra kerja maupun
stakeholder’s secara umum.
b) Cooperative sebagai proses, mengandung pengertian bahwa insan
Indofarma selalu bekerja sama dalam suatu sinergi yang harmonis dengan
mengedepankan rasa tanggung jawab dan suasana kekeluargaan.
c) Fairness (keadilan) mengandung pengertian adanya kesetaraan di dalam
memenuhi hak-hak stakeholder’s yang timbul berdasarkan perjanjian dan
peraturan perundang-undangan yang berlaku. Nilai ini diwujudkan dengan
meritocarcy (sejajar/sama kedudukannya), keterbukaan (saling terbuka)
dalam setiap pengambilan keputusan sesuai batasan, ketentuan dan
perundangan yang berlaku.
3.4. Kebijakan Mutu Perusahaan
Kebijakan mutu yang ditetapkan oleh perusahaan, yaitu :
1) Mutu dijadikan prioritas pertama demi kepuasan pelanggan eksternal dan
internal.
2) Mutu mencakup seluruh kegiatan perusahaan, mulai dari penelitian dan
pengembangan, produksi sampai pemasaran.
3) Mutu dibangun dalam Sistem Manajemen Mutu (TQM) terpadu oleh
semua pihak melalui perencanaan, pelaksanaan, dan pengendalian yang
efektif dan efisien.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
27
Universitas Indonesia
4) Mutu terutama ditentukan oleh faktor manusia, oleh karena itu
pendidikan dan pelatihan bagi karyawan terus dikembangkan sesuai
kebutuhan dan perkembangan ilmu pengetahuan dan teknologi.
5) Mutu selalu dijaga dan ditingkatkan sesuai kebutuhan pelanggan dengan
memperhatikan kemampuan daya saing melalui proses yang menekan
biaya mutu.
3.5. Kedudukan, Fungsi, dan Peranan PT. Indofarma (Persero) Tbk
1) Kedudukan
PT. Indofarma (Persero) Tbk., adalah sebagai suatu Badan Usaha Milik
Negara (BUMN) yang memproduksi obat-obat esensial dan merupakan produsen
obat generik berlogo yang terbesar di Indonesia.
2) Fungsi
PT. Indofarma (Persero) Tbk., sebagai suatu BUMN mempunyai fungsi
antara lain sebagai berikut :
a. Menyelenggarakan kemanfaatan umum di bidang farmasi dalam arti
yang seluas-luasnya terutama dalam bidang pengadaan produk farmasi
yang sangat diperlukan oleh sarana kesehatan pemerintah maupun
masyarakat umum.
b. Mendapatkan keuntungan berdasarkan prinsip pengelolaan perusahaan
untuk membiayai serta mengembangkan perusahaan dan untuk
disumbangkan bagi pembangunan nasional sesuai dengan kemampuan
perusahaan.
c. Memperluas pemerataan penyediaan obat khususnya bagi masyarakat
golongan menengah ke bawah.
d. Mencukupi kebutuhan obat yang dibutuhkan bagi Puskesmas dan Rumah
Sakit Pemerintah serta penyediaan obat di desa untuk mendukung Pos
Pelayanan Terpadu (POSYANDU).
e. Sebagai Price Leader terhadap obat-obat yang beredar di masyarakat
melalui program Obat Generik Berlogo.
f. Meningkatkan penerapan CPOB sebagaimana direkomendasikan oleh
WHO sebagai hasil produksi berstandar internasional.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

28
Universitas Indonesia
3) Peranan
Peranan PT. Indofarma (Persero) Tbk., antara lain dapat dilihat dari
setiap kebijakan yang operasional maupun arah pengembangan perusahaan, yaitu:
a. Andalan utama produsen obat esensial bermutu, dengan demikian PT.
Indofarma (Persero) Tbk., merupakan pemasok terbesar obat esensial dan
menggunakan sebagian besar kapasitas produksinya untuk memproduksi
obat esensial.
b. Adanya motto perusahaan yaitu “Untuk Kehidupan yang Lebih Baik”,
yang artinya bahwa PT. Indofarma (Persero) Tbk., akan selalu berusaha
meningkatkan derajat kesehatan masyarakat menjadi lebih baik. PT.
Indofarma (Persero) Tbk., sebagai Badan Usaha Milik Negara membantu
memenuhi upaya kesehatan yang bersifat menyeluruh dan terpadu
termasuk pemerataan penyediaan obat yang bermutu dengan harga yang
terjangkau.
c. PT. Indofarma (Persero) Tbk., menjadi tempat pelatihan tenaga farmasis
dan profesi lain dalam rangka meningkatkan kualitas sumber daya
manusia di industri farmasi.
3.6. Lokasi dan Bangunan
Pabrik dan kantor pusat PT. Indofarma (Persero) Tbk., terletak di Jalan
Indofarma No. 1, Desa Gandasari, Kecamatan Cikarang Barat-Bekasi, dengan luas
tanah 2.000.000 m2 dan luas bangunan 28.035 m
2 yang terdiri dari : kantor pusat
20 m2, pusat pelatihan 750 m
2, kantin 300 m
2, koperasi 60 m
2, poliklinik dan
apotek 196 m2, masjid 441 m
2, laboratorium 1.440 m
2, unit produksi utama 9.921
m2, unit produksi β laktam 1.440 m
2, unit produksi parenteral 2.330 m
2, unit
produsi obat tradisional dan gudang 5.250 m2, bangunan utilities 898 m
2, gudang
bahan kimia 216 m2, instalasi pengolahan limbah cair 204 m
2, instalasi limbah
padat 44 m2, menara air 100 m
2, cylinder gas chamber 66 m
2, rumah jaga 128 m
2,
lapangan 1.548 m2, unit penelitian dan pengembangan 700 m
2. Sistem
tata ruang produksi non steril dibagi dua, yaitu kelas empat (black area) dan kelas
tiga (grey area). Kelas empat meliputi gudang, koridor yang menghubungkan
gudang produk jadi dan daerah pengemasan sekunder. Daerah ini ditandai dengan
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
29
Universitas Indonesia
lantai yang di cat epoksi agar kotoran tidak mudah melekat dan dinding mudah
dibersihkan. Kelas tiga merupakan daerah yang terkait langsung dengan proses
produksi, misalnya daerah proses, pengemasan primer, hingga koridor yang
berhubungan.
3.7. Produk PT. Indofarma (Persero) Tbk
Produk yang dihasilkan oleh PT. Indofarma (Persero) Tbk., antara lain
sebagai berikut :
1) Produk Ethical (OGB, Lisensi, Nama Dagang)
PT. Indofarma (Persero) Tbk memproduksi obat generic ethical sebagai
produk utama di samping memproduksi obat dengan nama dagang dan lisensi.
Saat ini PT. Indofarma (Persero) Tbk mulai memperluas target pasar dengan
memproduksi obat branded generic atau obat generik dengan nama dagang
namun harganya terjangkau, yang merupakan program pemerintah untuk
penyediaan obat bagi masyarakat.
2) OTC (Over The Counter) dan Herbal Medicines
Dalam rangka mengembangkan sumber daya alam di Indonesia, PT.
Indofarma (Persero) Tbk., telah mengembangkan Obat Asli Indonesia (OAI)
seperti Prolipid, Pro Uric, Probagin, dan lainnya. Selain itu, diproduksi pula
makanan kesehatan (suplement food) seperti Biovision, Bioprost, dan lain-lain.
Obat OTC yang diproduksi antara lain Bioralit 200ml Serbuk, OBH INDO Plus
Sirop, ProfluTablet, Indo Obat Asma, Indo Obat Batuk Berdahak, Indo Obat
Batuk Cair, Indo Obat Batuk dan Flu, Indo Obat Cacing, Indo Obat Cacing Anak,
Indo Obat Flu, Indo Obat Maag, Indo Obat Penurun Panas, Indo Obat Penurun
Panas Anak, Indo Obat Sakit Kepala, Indo Obat Tambah darah.
3.8. Struktur Organisasi PT. Indofarma (Persero) Tbk
PT. Indofarma (Persero) Tbk., dipimpin oleh seorang Direktur Utama
yang dibantu oleh empat orang direktur, yaitu Direktur Produksi, Direktur Umum
dan SDM, Direktur Pemasaran, serta Direktur Keuangan. Masing – masing
direktur mengepalai direktoratnya dan membawahi bidang – bidang yang
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
30
Universitas Indonesia
dipimpin oleh manajer, tiap – tiap bidang yang dipimpin oleh manajer
membawahi beberapa seksi. Selain itu ada beberapa bagian yang langsung
bertanggung jawab kepada Direktur Utama yaitu Corporate Secretary, Strategic
Business Development, Manajemen Resiko, Compliance & GCG Staf Ahli,
Sarana Pengawas Internal (SPI) dan Supply Chain Management (SCM). Struktur
organisasi di PT. Indofarma (Persero) Tbk dapat dilihat pada lampiran
3.8.1. Direktorat Produksi
Direktorat Produksi PT. Indofarma (Persero) Tbk., membawahi
delapan bidang dimana setiap bidang dipimpin oleh seorang manajer yang
dibantu oleh asisten manajer dan supervisor. Kedelapan bidang tersebut
adalah :
1. Bidang Produksi I
Bidang produksi I dipimpin oleh seorang manajer yang
membawahi empat seksi, yaitu seksi Solid I bertanggung jawab dalam
pembuatan massa tablet dan pembuatan sediaan kapsul, seksi Solid II
bertanggung jawab dalam pencetakan tablet atau filling kapsul, seksi
pengemasan bertanggung jawab dalam pengemasan, dan seksi herbal dan
makanan bertanggung jawab dalam ekstraksi dan pengolahan bahan
herbal.
Proses produksi tablet di produksi I dilakukan dengan metode
vertical closed system, yaitu sistem vertikal tertutup dimana proses
produksi dilakuakan dengan memanfaatkan gaya gravitasi. Metode ini
dilaksanakan di produksi I karena bentuk bangunan memungkinkan
metode tersebut dilakukan (3 lantai) dan produksinya besar sehingga
efisiensi tenaga tercapai. Keuntungan sistem ini adalah dapat
meminimalkan terjadinya kontaminasi silang, bets dapat dibuat dalam
kapasitas besar, efisiensi dari segi waktu, tenaga, tempat maupun energi.
Bidang produksi I akan melaksanakan kegiatan berdasarkan surat
Perintah Pengolahan (PP) yang dikeluarkan oleh bagian Perencanaan
Produksi Dan Pengendalian Persediaan (PPPP) yang disertai dengan
Catatan Produksi Bets (CPB). CPB merupakan dokumen yang berisi
semua prosedur dan persyaratan yang harus dipenuhi selama proses
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

31
Universitas Indonesia
produksi dan segala sesuatu yang menyimpang yang teramati dicatat pada
dokumen tersebut. PP disetujui oleh Manajer Produksi setelah dilakuakan
pengecekan antara PP dengan Rencana Produksi Bulanan (RPB) dan
Rencana Produksi Mingguan (RPM). PP yang telah disetujui oleh Manajer
Produksi I akan digunakan sebagai Bon Permintaan Bahan Awal (BPBA)
kepada bagian Logistik Bahan Awal (LBA). Di gudang, bahan yang
diminta, disiapkan dan diserahkan ke bidang produksi I setelah dilakukan
penimbangan oleh petugas dispensing disaksikan oleh petugas IPC. Bahan
dari gudang yang telah diserahkan dari LBA ke seksi Solid I akan diproses
sampai menjadi produk antara. Seksi Solid II akan mengolah produk
antara menjadi produk ruah. Setelah produk ruah dinyatakan memenuhi
syarat oleh bagian Quality Control (QC) dengan dikeluarkannya Laporan
Analisis Memenuhi Syarat (LA MS), ke bagian seksi Solid II akan
membuat Bukti Penyerahan Produk Ruahan (BPPR) kepada seksi
Pengemasan dan PPPP akan mengeluarkan Perintah Kemas (PK). Bagian
pengemasan akan membuat bon permintaan bahan pengemas ke bagian
LBA sesuai dengan kebutuhan pengemasan. Sebelum proses pengemasan
dimulai, dilakukan persiapan bahan pengemasan yaitu coding nomor
registrasi, nomor bets, serta tanggal kadaluarsa di kemasan sekunder.
Setelah proses pengemasan selesai baru kemudian diperoleh produk jadi.
Proses pengemasan yang dilakukan bidang produksi I meliputi
stripping, blistering, dan bottling. Produk jadi dalam kemasan sekunder
akan dikemas ke dalam karton yang telah disablon sesuai isinya dan
diserahkan ke bagian logistik bahan jadi dengan membuat Bukti
Penyerahan Produk Jadi (BPPJ). Produk jadi yang telah dikemas dalam
karton akan dikarantina untuk diperiksa secara random tentang
kelengkapan penandaan dan dokumentasinya. Produk jadi yang memenuhi
syarat akan didistribusikan dan diambil contoh pertinggal (retained
sample) untuk tiap betsnya sebagai bahan penelusuran apabila ada keluhan
dikemudian hari. Setiap penyimpangan pada proses produksi akan dicatat
dalam catatan penyimpangan produksi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

32
Universitas Indonesia
1) Seksi Solid I
a) Pembuatan massa tablet
Tugas seksi penyediaan massa meliputi persiapan, pengolahan,
penyiapan bahan awal, dan pembuatan massa. Bahan aktif dan bahan
penolong dimasukkan ke dalam alat penampung (bin). Bahan dalam bin
kemudian dibawa dengan forklift dan siap diproses mixing dengan
menggunakan mesin Azo-Thumbler di lantai 3 atau Diosna di lantai 2.
Tahap berikutnya pengolahan massa dengan beberapa metode yaitu
metode cetak langsung (Direct compression) atau granulasi basah (Wet
Granulation). Adapun alur proses pembuatan sediaan tablet dapat dilihat
pada lampiran 8.
b) Pembuatan Sediaan Kapsul
Kelembaban udara ruangan produksi kapsul hendaknya 50-60%
karena cangkang kapsul dapat mengabsorpsi air. Alur proses pembuatan
sediaan kapsul dapat dilihat pada lampiran 11.
2) Seksi Solid II
Seksi solid II bertugas mencetak massa tablet atau massa kapsul
sampai menjadi produk ruah yang lulus uji dan siap dikemas, yang
dilakukan di lantai dua. Tahapan yang dilakukan:
i. Mempersiapkan mesin
ii. Mengoperasikan mesin
iii. Menimbang produk ruahan
iv. Pemberian label, nama produk, nomor bets, jumlah dan tanggal
pencetakan
v. Karantina produk ruah menunggu pemeriksaan dari bidang
pemastian mutu
vi. Mencatat semua kegiatan yang dilakukan dalam catatan produksi
bets
Pemeriksaan kualitas produk antara dan produk ruah oleh petugas
IPC dilakukan selama proses berlangsung agar produk yang dihasilkan
senantiasa memenuhi persyaratan mutu yang ditetapkan.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

33
Universitas Indonesia
Produk ruah yang lolos uji selanjutnya diserahkan ke bidang
pengemasan (seksi pengemasan) untuk dikemas menjadi produk jadi.
Dokumentasi pada bidang produksi I antara lain meliputi catatan produksi
bets, protap kegiatan proses produksi, uraian tugas karyawan dan catatan
produktivitas mesin.
3) Seksi Pengemasan
Suatu produk dapat dikatakan produk jadi bila telah melewati
tahap pengemasan. Definisi pengemasan menurut pedoman CPOB tahun
2006 adalah bagian dari siklus produksi yang dilakukan terhadap produk
ruah untuk menghasilkan produk jadi.
Pengemasan berkaitan dengan stabilitas obat berkaitan dengan
stabilitas obat yang berfungsi melindungi obat terhadap kelembaban,
iklim, dan benturan. Selain itu kemasan juga mempengaruhi daya tarik
produk terhadap konsumen.
Jika ditinjau dari waktu dikeluarkannya PP dan PK, dikenal dua
proses yaitu in line process dan non in line process. In line process yaitu
proses dimana hasil produksi langsung dikemas dalam wadah
pengemasnya, PP dan PK dikeluarkan bersamaan. Jadi mulai dari bahan
awal sampai menjadi produk dalam kemasan akhir, proses tidak terputus.
Proses ini diterapkan dalam sirup cair, sirup kering, salep dan oralit.
Sedangkan pada proses produksi I non in line process dimana PP dan PK
tidak dikeluarkan bersamaan. Setelah PP dikeluarkan, dilakukan
penyiapan bahan awal sampai menjadi produk yang siap dikemas. Produk
ini dikarantina menunggu released dari QC. Proses ini diterapkan dalam
pembuatan kapsul, tablet, dan produk steril.
Pengemas merupakan terminal akhir produksi sebelum
dipasarkan, sehingga suatu produk harus memenuhi syarat – syarat
pengemasan yang baik, yaitu :
Dapat melindungi produk
Inert, spesifik bahan pengemasnya
Harus aman, tidak mudah dibuka oleh anak – anak
Menarik terutama untuk kemasan obat bebas
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
34
Universitas Indonesia
Tujuan dilakukan perubahan kemasan adalah :
Untuk memberikan proteksi obat yang lebih baik
Untuk memberikan image (kesan) baru
Membedakan produk tersebut dari produk lainnya
Promosi
Sumber informasi
PK oleh bidang pengemasan digunakan sebagai bon permintaan
bahan pengemasan yang diajukan ke bagian LBA. Bahan pengemasan dari
gudang bila berupa karton akan dilakukan penyablonan yang berisi nama
produk, nomor bets, expired date, sedangkan untuk etiket dan kotak akan
dilakukan coding (pemberian kode) meliputi nomor bets, expired date dan
lain – lain.
Produk ruah yang akan dikemas dan bahan kemas yang akan
diterima dari gudang pengemasan semuanya sudah diluluskan oleh bidang
pemastian mutu / Quality Assurance (QA). Proses pengemasan dapat
berupa pengisian ke botol, stripping, blistering dan sachetting. Jenis
pengemasan yang digunakan disesuaikan dengan sifat produk ruah dan
permintaan pasar. Sebelum dilakukan proses pengemasan, jalur
pengemasan harus telah dibersihkan (line clearance) untuk mencegah
terjadinya mixed-up label dan selama proses pengemasan dilakukan IPC,
misalnya uji kebocoran strip, blister, dan sachet sebanyak empat lempeng
strip atau blister selama 15 menit.
Selanjutnya dilakukan proses dokumentasi untuk bidang
pengemasan meliputi catatan produksi bets, papan penandaan, catatan
sanitasi, catatan produksi harian yang terdiri dari kontrol harian mesin,
pengepakan dan laporan bulanan.
4) Seksi Herbal dan Makanan
Bahan baku obat tradisional yang digunakan berasal dari dalam
maupun luar negeri. Seksi herbal ini bertugas menyiapkan formula dan
proses pembuatan produk baru sediaan herbal dan makanan, mendesain
formula, merancang metode pembuatan, pengembangan bahan substitusi
dan reformulasi atau reproses. Sistem produksi berupa horizontal closed
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

35
Universitas Indonesia
system dengan menggunkan metode ekstraksi berupa maserasi, perkolasi
atau kombinasi keduanya. Pengeringan ekstrak menggunakan tiga metode
yaitu Spray Dryer, Dehumidifier dan Vaccum Dryer. Bahan pendukung
produksi terdiri dari pelarut seperti etanol dan air yang digunakan untuk
ekstraksi, bahan penolong seperti amilum maydis, magnesium stearat,
sodium starch glycolat dan micro cristalin celullosa serta bahan pengemas
seperti botol dan aluminium foil.
b. Bidang Produksi II
Bidang Produksi II dipimpin oleh seorang Manajer Bidang
Produksi II bertugas untuk memastikan tersedianya produk tablet, kapsul,
dan sirup kering beta laktam, salep, sirup, serbuk dan produk steril sesuai
dengan target dengan cara merencanakan, mengkoordinasi, dan
mengendalikan aktivitas pengolahan, pengemasan dan kegiatan terkait.
Pelaksanaan proses produksi di bidang produksi II menggunakan vertical
closed system untuk menghindari kontak dengan lingkungan, sistem ini
diterapkan untuk produksi oralit. Sedangkan untuk produksi sediaan beta
laktam, salep, dan sirup menggunakan horizontal closed system dimana
penyiapan bahan awal sampai produk akhir diproses dalam lantai yang
sama, karena sediaan yang diproduksi dalam jumlah yang relatif kecil.
Bidang ini membawahi tiga seksi, yaitu:
1) Seksi sediaan salep, sirup dan serbuk
Seksi sediaan salep, sirup dan serbuk memproduksi sediaan sirup
cair, suspensi, salep kulit, krim, serbuk (oralit) dan reagen untuk tes garam
beriodium.
a. Produksi sediaan salep
Adapun proses pembuatan salep dapat dilihat pada lampiran 14.
b. Produksi sediaan sirup cair dan sirup kering
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

36
Universitas Indonesia
Sirup yang diproduksi oleh bidang produksi II ada dua macam,
yaitu sirup cair dan sirup kering.
1. Sediaan sirup cair
Tahap-tahap proses produksi sediaan sirup cair dapat dilihat pada
lampiran 12.
2. Sediaan sirup kering
Produksi sirup kering dilakukan secara horizontal closed system
dan pengemasannya secara in line process. Tahapan proses
pembuatan produksi sediaan sirup kering dapat dilihat pada
lampiran 15.
3. Produksi sediaan oralit
Oralit merupakan contoh sediaan padat (serbuk) berbentuk granul
yang dikemas dalam sachet kedap udara. Pengadukan oralit dilakukan
dalam mixer Diosna. Pemeriksaan kualitas terhadap massa oralit dilakukan
oleh bagian pemastian mutu yang meliputi kadar, keseragaman bobot,
warna, homogenitas, free flowing, distribusi partikel, tapping density dan
kadar air. Untuk oralit kelembaban udara harus rendah karena mempunyai
sifat sangat higroskopis. Pengendalian proses yang dilakukan antara lain
penetapan kadar air dan penetapan kadar seluruh komponen untuk
meyakinkan bahwa campuran sudah homogen. Massa yang telah
memenuhi syarat dimasukan ke dalam sachet dengan mesin pengisi yang
dilengkapi dengan penghisap debu. Selama proses pengisian, operator
mesin dan petugas pemastian mutu melakukan pemeriksaan keseragaman
bobot dan kebocoran wadah.
2) Seksi sediaan steril
Seksi steril bertanggung jawab dalam memproduksi sediaan steril,
dipimpin oleh seorang asisten manajer yang membawahi dua subseksi,
yaitu subseksi steril I (penimbangan dan pelarutan, pengisian, sterilisasi,
pengolahan sefalosporin dan dokumentasi) dan subseksi steril II
(pengemasan, pemeriksaan kejernihan sediaan ampul, vial, dan tetes mata,
serta pencetakan label).
Produk yang dihasilkan antara lain:
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
37
Universitas Indonesia
a. Sediaan steril cair: injeksi vitamin B12 500mcg/ml, deksametason
5mg/ml, diazepam 5mg/ml, furosemid 10mg/ml, gentamisin
40mg/ml, ranitidin 25mg/ml, dan tramadol 50mg/ml
b. Tetes mata : gentamisin 0,3 %
c. Sediaan steril powder : berupa injeksi derivat sefalosporin yang
dibuat secara aseptis yaitu sefotaksim dan seftriakson
Ruang produksi steril dibagi menjadi beberapa kelas sesuai
dengan persyaratan CPOB. Pembagian ini berdasarkan derajat
kebersihannya yaitu :
Ruang kelas I (white area atau ruang kritis) merupakan ruang
kelas di bawah LAF (Laminar Air Flow) yang dilengkapi
dengan HEPA filter berefisiensi 99,997% (jumlah cemaran
partikel maksimum = 3500 partikel/feet kubik). Besarnya
pertukaran udara adalah 20-40 kali/jam. Jumlah cemaran
partikel dengan diameter kurang dari 0,5 µm tidak boleh lebih
dari 5 partikel/kubik.
Ruang kelas II, sama dengan ruang kelas I tetapi tanpa
laminar air flow (LAF). Jumlah cemaran partikel dengan
diameter kurang dari 0,5 µm tidak boleh lebih dari 10.000
partikel / kubik dengan syarat mikroba < 100/ m3 dan besarnya
pertukaran udara adalah 20-40 kali/jam. Ruangan ini
digunakan untuk pengisian, penimbangan, pembuatan larutan,
dan penyaringan.
Ruang kelas III (grey area), dilengkapi dengan filter
berefisiensi 95%, besarnya pertukaran udara 5-20 kali/jam.
Jumlah cemaran partikel dengan diameter kurang dari 0,5 µm
tidak boleh lebih dari 100.000 partikel/kubik, dengan syarat
mikroba < 500 /feet kubik, ruangan ini digunakan untuk
pencucian.
Ruang kelas IV (black area) dengan persyaratan harus bersih
secara visual, jumlah partikel tidak dikendalikan.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

38
Universitas Indonesia
Keempat ruangan di atas, masing-masing dipisahkan dengan
ruangan antara dan dilengkapi dengan sistem air lock, air shower, pass
box dan system air handling unit (AHU) yang memiliki peranan dalam
pengaturan suhu, kelembaban, tekanan, dan sirkulasi udara. Aliran udara
diatur berdasarkan perbedaan tekanan, dimana ruangan dengan kelas yang
lebih tinggi memiliki tekanan yang lebih tinggi daripada kelas yang lebih
rendah. Untuk mencapai kualitas ruangan yang memenuhi persyaratan
jumlah cemaran dan partikel maka dilakukan lay out bahan, barang, dan
karyawan.
Selain dengan pengkondisian tersebut juga dilakukan sanitasi
ruangan dan peralatan secara berkala, sanitasi dilakukan secara harian,
mingguan, dan bulanan. Sanitasi harian meliputi pembersihan lantai dan
dinding dengan dipel. Setiap jumat malam dilakukan sanitasi mingguan
dengan pemberian gas formaldehid dan setiap senin pagi dilakukan
evakuasi untuk menghilangkan gas tersebut dengan penyedotan udara
ruangan. Tekanan udara antara ruangan dikendalikan untuk mencegah
terjadinya kontaminasi silang.
3) Seksi sediaan ß-laktam
Seksi sediaan ß-laktam bertugas memproduksi sediaan antibiotika
yang memiliki inti ß-laktam (turunan penisilin). Bentuk sediaannya berupa
tablet, kaplet, kapsul, dan sirup kering. Antibiotika turunan ß-laktam dapat
menimbulkan reaksi alergi, oleh karena itu LBA, penimbangan, produksi,
dan pengemasan sediaan ß-laktam dilakukan di gedung dan fasilitas yang
secara fisik dipisahkan dari produksi lain (non ß-laktam). Pemisahan ini
dilakukan sebagai tindakan pengamanan untuk mencegah terjadinya
kontaminasi silang dengan produk lain.
Arus keluar-masuk menggunakan air locked system untuk
menghindari terjadinya kontaminasi silang. Air locked system mempunyai
tekanan udara lebih rendah dari ruangan lainnya, untuk mencegah
terjadinya kontaminasi silang. Pengendalian udara dilakukan dengan
sistem Air Handling Unit (AHU), dimana AHU gedung ß-laktam terpisah
dari gedung non ß- laktam. Ruangan ß-laktam terdiri dari dua kelas, yaitu
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
39
Universitas Indonesia
kelas III yang digunakan untuk proses dispensing, mixing, filling,
tableting, dan pengemasan primer dan kelas IV untuk pengemasan
sekunder sampai obat jadi. Ruangan Kelas III dan Kelas IV dipisahkan
berdasarkan perbedaan dimana tekanan udara Kelas IV lebih tinggi
daripada tekanan Kelas III sehingga kontaminasi dari ß-laktam dilakukan
dengan sistem horizontal. Ruangan produksi ß-laktam diatur sedemikian
rupa sehingga mempunyai tekanan yang lebih negatif. Hal itu untuk
mencegah terjadinya pencemaran oleh debu ß-laktam.
Pengaturan sirkulasi udara untuk ruangan ß-laktam
dilakukan secara khusus dan terpisah. Ruangan produksi sediaan ß-laktam
adalah ruang Kelas III dengan tekanan udara yang diatur untuk
menghindari kontaminasi. Ruangan ß-laktam lebih negatif dibanding
koridor di luarnya yang bertekanan negatif. Di luar koridor tekanan udara
lebih positif daripada didalam koridor. Diharapkan udara di dalam ruang
produksi tidak bisa keluar ruangan sehingga tidak mengkontaminasi
lingkungan. Udara dari ruang produksi ß-laktam harus disaring terlebih
dahulu agar udara yang keluar tidak mengandung ß-laktam. Udara
dialirkan ke dalam suatu ruang yang di dalamnya ada tetesan-tetesan air
yang akan melarutkan ß-laktam. Udara bersih ß-laktam dialirkan kembali
ke ruang produksi ß-laktam melalui prefilter (efisiensi 40 %), medium
filter (efisiensi 90%), dan heating coil untuk penyesuaian suhu. Proses
pengolahan tablet, kapsul, dan sirup kering sama dengan proses pada
produksi I dan II, tetapi dilakukan dengan cara horizontal closed system.
Bahan penolong yang berasal dari gudang utama hanya boleh masuk ruang
penyangga dan selanjutnya diambil oleh orang yang berada di dalam ruang
produksi.
Dalam setiap ruang produksi terdapat penghisap debu yang
dihubungkan secara sentral dengan dust collector dari gedung ß-laktam.
Limbah cair yang berasal dari gedung ß-laktam seperti limbah cair yang
berasal dari pencucian alat diolah secara ditampung terlebih dahulu,
kemudian inti ß-laktam didestruksi terlebih dahulu dengan Natrium
Hidroksida sampai didapat pH 11-12, didiamkan selam 48 jam kemudian
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
40
Universitas Indonesia
dinetralkan dengan Asam Klorida pekat 5 N sebelum disalurkan ke dalam
saluran pengolahan limbah. Limbah padat dan partikel debu dibakar dalam
incenerator.
1. Pembuatan sediaan tablet ß-laktam
Alur proses pembuatan sediaan tablet atau kaplet adalah sebagai
berikut:
1) Timbang bahan-bahan yang tercantum dalam formula di
ruang timbang
2) Persiapan awal untuk pencampuran massa
3) Pembuatan massa tablet
4) Penimbangan massa siap cetak
5) Pencetakan massa tablet (kaplet), setiap 15 menit dibuat peta
kendali untuk dilaporkan dalam Catatan Produksi Bets
(CPB). Petugas IPC melakukan kontrol meliputi kekerasan,
kerapuhan, keseragaman bobot, ukuran dan diameter tablet.
6) Tablet / kaplet diletakkan dalam kotak penyimpanan disertai
penandaan karantina
7) Petugas IPC mengambil sampel untuk diuji kemudian
dikemas
2. Pembuatan sediaan kapsul ß-laktam.
Alur proses pembuatan sediaan kapsul adalah sebagai berikut:
1) Timbang bahan-bahan yang tercantum dalam formula di
ruang timbang
2) Persiapan awal untuk bahan aktif yang memerlukan
perlakuan khusus, dan penimbangan kembali karena adanya
penyusutan selama proses
3) Pembuatan massa kapsul
4) Penimbangan massa siap isi
5) Pengisian massa kapsul
Kapsul dilewatkan pada detektor, kapsul yang tercemar
logam terpisah secara otomatis dan ditampung dalam wadah
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

41
Universitas Indonesia
tersendiri. Operator mesin mengontrol bobot 20 kapsul setiap
15 menit dan dibuat peta kendali dalam Catatan Produksi bets
(CPB) juga melakukan kontrol produk.
6) Kapsul dibersihkan melalui proses polishing
7) Kapsul diletakkan dalam kotak penyimpanan disertai
penandaan karantina
8) Petugas IPC mengambil sampel untuk diuji
9) Pengemasan
c. Pembuatan sediaan sirup kering derivat ß-laktam.
Produksi sirup kering di seksi ß-laktam meliputi sirup
kering ampisillin 125 mg/5 mL dan sirup kering amoksisilin 125
mg/5mL. Proses produksi sirup kering dilakukan in line process,
yaitu proses produksi menjadi satu kesatuan dari mulai pengisian
sampai pengemasan.
Alur proses pembuatan sediaan sirup kering adalah sebagai
berikut:
1) Timbang bahan-bahan yang tercantum dalam formula di
ruang timbang
2) Persiapan pembuatan massa
3) Pencampuran awal
4) Pencampuran akhir dengan mixer
5) Penimbangan akhir sirup siap isi
6) Pengisian massa sirup kering dalam botol dengan
menggunakan mesin.
Botol yang datang dari suplier dicuci terlebih dahulu dan
dikeringkan. Ruang tempat pengisian massa sirup kering
perlu kelembaban udara tertentu, yaitu tidak boleh > 50%,
untuk mrnjaga kualitas massa sebuk kering agar mempunyai
aliran yang baik, menjaga kestabilan zat aktif, dan
mengendalikan keseragaman bobot.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

42
Universitas Indonesia
7) Operator mesin mengontrol bobot sirup kering dalam setiap
15 menit dan dibuat peta kendali dalam Catatan Pengolahan
Bets, setelah pengisian dilanjutkan penutupan botol (sealing),
penempelan etiket, pengepakan. Selama penutupan (sealing),
dilakukan uji kekatupan tutup yang dilakukan pada awal,
tengah, dan akhir proses (sejumlah 6 botol).
8) Petugas IPC mengambil sampel untuk diuji
9) Pengemasan
c. Bidang Procurement (Pengadaan)
Pengadaan dihadapkan pada dua hal yang berbeda, yaitu mutu
dan harga. Dapat dikatakan bahwa mutu hasil produksi dapat tergantung
pada mutu bahan awalnya. Demikian pula mengenai harga jual produk
sangat dipengaruhi oleh harga bahan baku. Pada umumnya mutu dan harga
berbanding lurus, mutu bahan awal yang baik akan mempunyai harga yang
tinggi. Dengan demikian menjadi suatu tantangan untuk mendapatkan
bahan bermutu baik dengan harga relatif rendah. Terlebih lagi bagi PT.
Indofarma (Persero) Tbk. yang mengemban misi sebagai produsen utama
Obat Generik Berlogo yang ditujukan untuk konsumsi masyarakat luas.
Bidang Pengadaan melayani permintaan bahan farmasi dan non farmasi
yang sangat kompleks. Oleh karena itu, tanpa adanya spesifikasi yang
jelas, prosedur dan sistem administrasi yang baik maka akan sulit
mencapai hasil yang diinginkan. Pengadaan terbagi menjadi dua seksi,
yaitu Seksi Pengadaan Bahan I dan Seksi Pengadaan Bahan II.
Seksi Pengadaan Bahan I bertugas mengadakan barang lokal
maupun impor, yaitu bahan baku, bahan penolong, dan bahan – bahan lain.
Seksi Pengadaan Bahan II bertugas mengadakan barang umum non
farmasi seperti peralatan laboratorium, produksi, peralatan umum, ATK
(Alat Tulis Kantor), dan lain – lain. Bidang Pembelian dan Bidang
Pengadaan harus memperhatikan masalah QCD (Quality, Cost, Delivery).
Upaya yang dilakukan dalam pengadaan barang/ bahan berkualitas dengan
cara membeli sesuai spesifikasi dan membuat daftar approved
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
43
Universitas Indonesia
supplier/producers. Untuk bahan baku, pengemasan dan penolong
mengikuti spesifikasi yang telah dibuat Bidang Pemastian Mutu dan
Litbang produk, sedangkan untuk mesin dan pemeliharaan teknik terlebih
dahulu dilakukan evaluasi oleh Bidang Teknik dalam mengendalikan
harga pembelian. Prosedur pengadaan bahan baku adalah sebagai berikut:
1) PPPP menerbitkan Surat Permintaan Pembelian Bahan
2) Penerbitan Surat Permintaan Penawaran Harga oleh bagian
pengadaan untuk dikirimkan kepada approved vendor PT.
Indofarma (Persero) Tbk.
3) Dilakukan penawaran harga dan kemudian dievaluasi.
4) Setelah tercapai kesepakatan dengan salah satu approved vendor,
diterbitkan Surat Pesanan (SP) untuk produsen/ supplier lokal dan
Order Confirmation (OC) untuk produsen/ supplier luar negeri
5) Dikeluarkan surat Rencana Kedatangan Barang (RKB) dan
kemudian diterbitkan Surat Pemberitahuan Penerimaan Barang
oleh bidang Logistik Bahan Awal setelah barang diterima.
6) Penerbitan Berita Acara untuk pembayaran barang yang telah
diterima. Bila berita acara belum terbit, tidak bisa dilakukan
pembayaran karena dianggap masih ada masalah (misalnya
barang yang datang tidak memenuhi spesifikasi dan kualifikasi
yang ditetapkan).
d. Bidang Teknik dan Pemeliharaan
Bidang Teknik PT. Indofarma (Persero) Tbk. melakukan
pengawasan dan pemeliharaan terhadap semua fasilitas dan peralatan
pabrik untuk menjaga kelancaran proses produksi. Bidang teknik ini
berperan dalam memperbaiki, merawat dan merekayasa mesin peralatan
produksi, peralatan laboratorium, peralatan produksi, peralatan kantor dan
alat-alat telekomunikasi.
Secara struktural Bidang Teknik dan Pemeliharan berada dibawah
Direktur Produksi yang dipimpin oleh seorang Manajer yang membawahi
beberapa seksi, yaitu:
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
44
Universitas Indonesia
1. Seksi Perencanaan, Evaluasi, dan Bengkel
2. Seksi Pemeliharaan Produksi
3. Seksi Pemeliharaan Utilities
4. Divisi Mesin
Bidang Teknik bertanggung jawab atas penyediaan kebutuhan
sarana produksi yang meliputi listrik serta sistem pengaturan udara dan air.
Untuk mendukung hal tersebut, PT. Indofarma (Persero) Tbk.
menggunakan sumber kelistrikan dari PLN dan generator milik sendiri,
sistem AHU (Air Handling Unit) untuk pengaturan udara, dan sistem
pengolahan air (Water Treatment).
1. Sistem Listrik
Sumber daya listrik yang digunakan untuk produksi dan
penerangan di PT. Indofarma (Persero) Tbk. bersumber dari PLN dengan
daya 2700 kVA. Namun hal tersebut belum cukup kuat untuk
menggerakkan semua mesin yang ada, oleh karena itu PT. Indofarma
(Persero) Tbk. memiliki generator sendiri.
2. Sistem Air Handling Unit (AHU)
Sistem AHU adalah sistem pengendalian udara yang masuk dan
keluar ruang produksi. Sistem ini mengatur suhu, tekanan, kelembaban
dan kebersihan udara. Sistem ini berfungsi untuk :
a. Mencegah kontaminasi silang dalam proses pembuatan obat
b. Mencegah pencemaran lingkungan akibat kegiatan produksi
c. Menciptakan kondisi optimal untuk menjaga kualitas produk
Tekanan udara di ruang produksi PT. Indofarma (Persero) Tbk.
diatur dengan cara melewatkan udara yang masuk melalui kondensor yang
telah dilalui air dingin dari chiller yang ada di utilities II, sehingga
dihasilkan udara dengan temperatur yang diinginkan. Tekanan udara di
ruang produksi diatur dengan dumper. Tekanan udara dapat dibedakan
menjadi :
a. Tekanan udara normal, dimana tekanan udara dalam ruang
produksi sama dengan luar ruangan, kecuali ruang produksi β-
laktam dan steril (sterilisasi akhir)
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

45
Universitas Indonesia
b. Tekanan udara positif, dimana tekanan udara dalam ruang
produksi lebih besar daripada tekanan udara di luar ruangan,
diatur dengan membuka dumper. Tujuannya agar obat yang
diproduksi tidak tercemari debu, partikel atau jasad renik dari luar
ruangan. Diterapkan pada ruang produksi steril.
c. Tekanan udara negatif, dimana tekanan udara dalam ruang
produksi lebih kecil daripada tekanan udara di luar ruangan diatur
dengan membuka dumper. Tujuannya agar bahan yang diproduksi
tidak mencemari produk lain dan lingkungan sekitar ruang
produksi. Diterapkan pada ruang produksi β-laktam.
3. Sistem Pengolahan Air
PT. Indofarma (Persero) Tbk. mempunyai empat sumur arthesis
sebagai sumber air dengan kedalaman 120 – 150 m dan jarak
antar sumur tersebut minimal 50 meter. Bagan pengolahan air ada
pada lampiran 26.
e. Bidang Production Planning and Inventory Control (PPIC) atau
PPPP (Perencanaan Produksi dan Pengendalian Persediaan)
Bidang Perencanaan Produksi dan Pengendalian Persediaan
(PPPP) merupakan bagian fungsional yang berkedudukan langsung
dibawah Direktur Produksi, dipimpin oleh seorang Manajer PPPP yang
mempunyai peranan strategis dalam peningkatan efisiensi dan
produktifitas, proses pabrikasi, pengendalian persediaan dan stok sehingga
diharapkan dapat menghasilkan produk dengan mutu, harga, jumlah, dan
waktu serta pelayanan yang tepat.
Fungsi bidang PPPP adalah menyusun perencanaan produksi dan
pengendalian persediaan, serta sebagai sumber informasi yang berkaitan
dengan produksi dan persediaan. Bidang PPPP merupakan bagian dari
logistik yang menjembatani antara bidang marketing (pemasaran) dan
produksi sehingga terjadi keseimbangan antara produksi dengan
permintaan pasar.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
46
Universitas Indonesia
Alur proses kegiatan bidang PPPP dimulai dari bidang pemasaran
menyerahkan rencana penjualan satu tahun kepada bidang PPPP.
Berdasarkan hal tersebut PPPP membuat rencana produksi satu tahun serta
rencana kebutuhan satu tahun dan meminta persetujuan kepada Direktur
Produksi. Kedua rencana tersebut digunakan sebagai dasar pembuatan
Rencana Kerja dan Anggaran Perusahaan (RKAP) yang disusun setiap
tahun kemudian dijabarkan dalam Konsep Rencana Produksi Periodik
(KRPP) dan Konsep Rencana Kedatangan Bahan (KRKB) perkuartal.
Berdasarkan KRPP dan KRKB perkuartal dibuat Rencana Produksi
Bulanan (RPB). RPB ini digunakan untuk menyiapkan Perintah
Pengolahan (PP) dan Perintah Kemas (PK) serta penyiapan Surat Pesanan
Permintaan Barang (SPPB) untuk dimintakan persetujuan Direktur
Produksi.
PP dan PK ini sekaligus berlaku sebagai Bon Permintaan Bahan
ke gudang penyimpanan bahan baku dan bahan pengemas. Berdasarkan PP
dan PK bidang produksi membuat Rencana Produksi Mingguan (RPM)
yang selanjutnya digunakan sebagai pedoman proses produksi. Proses
produksi dilaporkan dalam bentuk laporan produksi dan ditujukan antara
lain kepada bidang PPPP sebagai informasi untuk fungsi pengendalian
produksi. Bidang Pengadaan kemudian memberikan informasi kemajuan
proses pengadaan kepada PPPP untuk fungsi pengendalian bahan. Oleh
seksi pengemasan, PK digunakan sebagai bon permintaan bahan
pengemasan yang diajukan ke bagian penyimpanan. Bahan pengemas dari
gudang bila berupa karton akan dilakukan penyablonan yang berisi nama
produk, nomor bets, expired date, sedangkan untuk etiket dan kotak akan
dilakukan coding (pemberian kode) antara lain nomor bets, expired date
dan lain – lain.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
47
Universitas Indonesia
Dalam melaksanakan tugasnya, bagian ini dibagi menjadi empat
seksi, yaitu :
A. Seksi Perencanaan dan Pengendalian Bahan
a) Fungsi perencanaan bahan
Seksi ini bertugas menetapkan standar untuk perencanaan bahan
berdasarkan : jenis spesifikasi bahan yang dibutuhkan, sediaan
maksimum dan minimum bahan (buffer stock dan reorder point,
frekuensi pemesanan bahan, kapasitas gudang), lead time, dan
jumlah pesanan (jumlah dan jadwal produksi, minimal packing, dan
minimum order quantity)
b) Fungsi pengendalian bahan
1) Memonitor kedatangan bahan sampai bahan tersebut bisa
digunakan untuk proses produksi
2) Memantau persediaan bahan
3) Menganalisa kebutuhan pasar, desain produk dan kemasan,
kegagalan produk dan kerusakan bahan.
4) Memonitor kemajuan dan kendala pengadaan bahan
5) Mengkoordinasikan problem solving
B. Seksi Perencanaan dan Pengendalian Produksi I
1. Fungsi perencanaan produksi
1) Mengumpulkan data dan analisis : ramalan penjualan
(berdasarkan data retrospektif), kapasitas produksi dan stok
produk antara, ruah dan jadi.
2) Menyusun rencana produksi : rangkaian proses produksi,
jadwal produksi dan line balancing
2. Fungsi pengendalian produksi
1) Evaluasi rencana produksi secara periodik
2) Evaluasi efisiensi dan produktivitas pelaksanaan rencana
3) Evaluasi kendala – kendala produksi
4) Koordinasi problem solving
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
48
Universitas Indonesia
C. Seksi Perencanaan dan Pengendalian Produksi II
1. Fungsi perencanaan produksi
i. Mengumpulkan data dan analisis : ramalan penjualan
(berdasarkan data retrospektif), kapasitas produksi dan
stok produk antara, ruah dan jadi.
ii. Menyusun rencana produksi : rangkaian proses produksi,
jadwal produksi dan line balancing
2. Fungsi pengendalian produksi
i. Evaluasi rencana produksi secara periodik
ii. Evaluasi efisiensi dan produktivitas pelaksanaan rencana
iii. Evaluasi kendala – kendala produksi
iv. Koordinasi problem solving
D. Toll Manufacturing
Ada 2 jenis Toll Manufacturing :
a) Toll Out
PT. Indofarma (Persero) Tbk. membuat produk ke industri
farmasi lain.
b) Toll In
PT. Indofarma (Persero) Tbk. menerima pembuatan produk dari
industri farmasi lain.
f. Bidang Penelitian dan Pengembangan (Litbang) Produk
Bidang ini dipimpin oleh seorang Manajer (apoteker). Bidang
Penelitian dan Pengembangan Produk bertugas meneliti dan
mengembangkan produk serta mengoptimasi proses sesuai dengan
CPOB.
Tugas bidang pengembangan produk meliputi :
1. Penelitian produk baru
2. Optimasi produk yang meliputi optimasi formula termasuk
optimasi proses dan substitusi bahan
3. Pengembangan metode analisis
4. Penyiapan dokumen registrasi lokal dan ekspor
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

49
Universitas Indonesia
5. Desain kemasan
6. Mengorganisasi uji klinis obat dan penelitian ketersediaan hayati
yang bekerja sama dengan instansi lain
7. Mengadakan kerja sama di bidang penelitian dengan instansi lain
seperti LIPI, BPPT dan perguruan tinggi
8. Menyusun dan merevisi spesifikasi
9. Menyiapkan instruksi tertulis yang rinci untuk setiap pemeriksaan
analisis
10. Menetapkan tanggal kadaluarsa dan batas waktu pengggunaan
bahan awal dan obat jadi berdasarkan data stabilitas dan kondisi
penyimpanan
Kegiatan lainnya adalah membuat publikasi ilmiah dengan
mengelola perpustakaan. Bidang pengembangan produk harus
mengembangkan produk-produk baru, sehingga dapat
dipertimbangkan oleh Direksi. Proses pengembangan formula tersebut
meliputi studi pustaka, penetapan spesifikasi produk, seleksi bahan
baku aktif dan penolong, trial dan error, scalling up ke skala produksi
dan uji stabilitas.
Dalam melaksanakan tugasnya, bidang ini dibagi menjadi
empat seksi, yaitu :
1) Seksi Formulasi
Seksi ini bertugas menyiapkan formula dan proses pembuatan
obat baru, mendesain formula, merancang metode pembuatan,
pengembangan bahan substitusi dan reformulasi atau reproses.
Penelitian formulasi meliputi :
a. Penelitian spesifikasi produk
b. Penentuan bahan yang akan dipakai
c. Penelitian formula
d. Pembuatan master formula
e. Pembuatan alur proses
f. Merencanakan dan mengusahakan proses produksi yang
pendek
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

50
Universitas Indonesia
g. Persyaratan obat yang sama dan lebih ketat dari farmakope
h. Mendesain formula yang mudah dianalisis
i. Produk yang dihasilkan mempunyai stabilitas yang baik
j. Efek farmakologi yang baik dan efek samping yang minimal
k. Validasi formula dengan melakukan validasi prospektif 3 bets
pertama divalidasi
l. Melakukan efisiensi formula
2) Seksi Metode Analisis
Tugas seksi ini adalah memilih dan meyiapkan metode
analisis untuk bahan aktif, bahan baku penolong, produk ruahan dan
IPC, yang prosedurnya mengacu pada CPOB. Metode tersebut harus
mempunyai ketepatan, ketelitian yang tinggi, sama atau lebih ketat
persyaratannya dari farmakope, serta menggunakan peralatan dan
reagensia yang efisiensinya lebih tinggi.
Penelitian stabilitas produk terutama dilakukan untuk produk
baru dan produk reformulasi. Uji stabilitas produk dapat dilakukan
pada suhu kamar maupun pada suhu yang ditingkatkan.
Untuk melakukan uji stabilitas produk dapat dilakukan
dengan cara:
a. Accelerated Stability Test atau uji stabilitas dipercepat dengan
menggunakan alat Climate Chamber yang dilakukan pada tiga
suhu berbeda yaitu 31oC, 41
oC, atau 51
oC. Tiap produk harus
dianalisa (dievaluasi) setiap minggu.
b. On Going Stability dilakukan dengan memantau 3 bets pertama
pada suhu kamar selama beberapa tahun. Pada tahun pertama
diperiksa setiap tiga bulan dan tahun selanjutnya diperiksa setiap
setahun sekali.
3) Seksi Registrasi
Seluruh bagian pengembangan produk bekerja sama
menyiapkan data registrasi obat ke Badan Pengawas Obat dan
Makanan (BPOM). Bentuk aplikasinya meliputi:
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
51
Universitas Indonesia
a. Komposisi produk baru
b. Proses pembuatan
c. Metode Analisis
d. Artwork dari desain kemasan
e. Data stabilitas
f. Referensi (pustaka/literatur)
g. Hasil uji klinis
h. Data farmakologi
4) Pengembangan Kemasan
Seksi ini bertugas untuk melakukan desain kemasan untuk
produk baru maupun melakukan evaluasi untuk efisiensi dan
optimalisasi kemasan produk yang existing.
Tugasnya antara lain adalah:
a. Membuat desain/art work kemasan untuk keperluan registrasi
produk baru
b. Melakukan uji stabilitas setiap kemasan baru maupun setiap
ada penggantian spesifikasi kemasan primer
c. Menyusun spesifikasi bahan kemas primer, sekunder, dan
tersier
g. Bidang Quality Control
Bidang Quality Control mempunyai beberapa seksi yaitu
Seksi Pengujian Bahan Awal dan Bahan Pengemas, Seksi IPC dan
Pengujian Produk serta Seksi Pengujian Mikrobiologi.
1. Seksi Pengujian Bahan Awal dan Bahan Pengemas
Pemeriksaan bahan awal dimulai dari gudang, yaitu
bahan masuk digudang dikarantina, disampling, dan diuji oleh
Quality Control untuk menentukan bahan tersebut memenuhi
syarat (diterima) atau tidak memenuhi syarat (ditolak). Seksi
Pengujian Bahan Awal melakukan pengujian bahan baku, air dan
bahan pengemas.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

52
Universitas Indonesia
a) Bahan baku dimulai dari kegiatan sampling sampai dengan
pengujiannya.
i. Dicek label dari pabrik yang meliputi berat bersih, nomor lot,
tanggal pembuatan, expired date, dan logistik.
ii. Dicek label karantina digudang meliputi nama barang, nomor
kode, nomor bets, tanggal dibuat, jumlah, tanggal sampling,
dan paraf.
iii. Sampel diidentifikasi secara fisika atau organoleptis
meliputi bau, rasa, dan warna.
iv. Sampel diidentifikasi secara kimia seperti pengujian kadar
dan potensi.
v. Uji lain, antara lain meliputi tes kemurnian, pH, dan kadar
air.
b) Air
Digunakan oleh bidang produksi yang pengujiannya meliputi
pH, kandungan mineral, dan cemaran mikroorganisme.
c) Bahan pengemas terdiri dari Aproved art work dan prove print
(printed material) untuk supplier.
Pengemas berhubungan dengan stabilitas obat yang
berfungsi melindungi obat terhadap kelembaban, iklim dan
benturan. Selain itu kemasan juga mempengaruhi daya tarik
konsumen terhadap produk.
Produk ruahan yang akan dikemas dan bahan kemas yang
diterima dari gudang pengemasan semuanya sudah diluluskan oleh
bidang Quality Assurance (QA). Proses pengemasan dapat berupa
pengisian ke botol, stripping dan sachet. Jenis pengemas yang
digunakan disesuaikan dengan sifat produk ruahan dan permintaan
pasar.
Bahan pengemas dibedakan menjadi tiga macam, yaitu:
1) Bahan pengemas primer, bahan pengemas yang langsung
berhubungan dengan produk seperti tube, botol, ampul, strip
dan blister. Uji yang dilakukan meliputi:
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
53
Universitas Indonesia
a) Alumunium foil, tes terhadap elastisitas (kekuatan tekanan),
strip (suhu 150o C), lebar, penandaan, nomor registrasi,
tulisan dan nama.
b) Tube, meliputi uji kebocoran warna atau cat, berat, ukuran
tebal badan, dan uji kebocoran membran.
c) Ampul, meliputi diameter, kebocoran, tinggi pemotongan
ampul, tinggi badan, keretakan, dan ketebalan kaca.
d) Botol, yaitu diameter, tinggi, ketebalan dinding botol,
kesetaraan volume, keseragaman bobot dan kebocoran.
2) Bahan pengemas sekunder, bahan pengemas yang tidak
berhubungan langsung dengan produk obat, tapi berhubungan
dengan pengemas primer seperti dus ampul dan kotak botol.
Uji yang dilakukan terhadap kotak atau dus meliputi ukuran,
panjang, lebar, tinggi, tulisan, bobot, dan daya rekat.
3) Bahan pengemas tersier, bahan pengemas yang berhubungan
langsung dengan pengemas sekunder misalnya karton. Uji yang
dilakukan terhadap karton meliputi panjang, lebar, tinggi, dan
tulisan.
2. Seksi IPC dan Pengujian Produk
Seksi Pengujian Produk melakukan pengujian kimia
seperti, kadar, pH, berat jenis, volume terpindahkan, serta disolusi
produk. Tugas seksi pengujian produk meliputi:
a) Pengujian produk antara dan produk ruah. Pengujian yang
dilakukan adalah:
Tablet
Produk antara : uji yang dilakukan yaitu identifikasi, keseragaman
dan kadar.
Produk ruah : uji yang dilakukan yaitu keseragaman bobot, waktu
hancur, kekerasan, diameter atau tebal, kadar dan disolusi.
Kapsul
Produk ruah : uji yang dilakukan yaitu keseragaman bobot, waktu
hancur, kadar, dan disolusi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
54
Universitas Indonesia
Injeksi
Produk antara : uji yang dilakukan yaitu keseragaman kadar, pH.
Produk ruah : uji yang dilakukan yaitu kejernihan, pH, kadar
keseragaman volume, sterilisasi, endotoksin, dan bahan
partikulat.
Oralit
Produk antara : uji yang dilakukan yaitu kadar air, dan
homogenitas.
Produk ruah : uji yang dilakukan yaitu kadar air, kadar,
keseragaman bobot, pH, dan warna.
Sirup dan suspensi
Produk antara : uji yang dilakukan yaitu bobot jenis, pH, kadar,
dan kekentalan.
Produk ruah : uji yang dilakukan yaitu keseragaman volume
(volume terpindahkan), kadar, dan kandungan mikroba.
Sirup kering
Produk antara : uji yang dilakukan yaitu kadar dan kadar air.
Produk ruah : uji yang dilakukan yaitu kadar air, pH, kadar,
kandungan mikroba dan keseragaman bobot.
b) Pengawasan dalam proses (in proses control)
Pengawasan dalam proses dimulai dari penimbangan bahan awal
sampai produk jadi yang siap di distribusikan. Tugas pokok pengawasan
dalam proses antara lain analisis fisik, sampling, kontrol keliling,
pengawasan dispensing, inspeksi bahan awal, inspeksi akhir produk jadi,
administrasi, pengelolaan, dan pengawasan sampel.
3. Seksi Pengujian Mikrobologi
Pemeriksaan mikrobiologi adalah pengujian yang menggunakan
jasad renik (virus, bakteri, jamur, ragi, alga, dan protozoa). Uji
mikrobiologi bertujuan mengetahui sejauh mana suatu produk atau
penunjang produksi (bahan awal, peralatan, operator, ruangan) memenuhi
syarat mikrobiologi. Sumber kontaminasi mikrobiologi ada tiga yaitu:
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
55
Universitas Indonesia
a. Air dari erosi tanah, air hujan, dan tanaman yang membusuk
b. Peralatan karena pembersihan yang tidak sempurna, pencucian
dengan air yang tidak memenuhi persyaratan, debu yang melekat.
c. Operator yang bisa berasal dari keringat, hidung (nafas) dan air
ludah.
Uji yang dilakukan oleh Seksi Pengujian Mikrobiologi meliputi:
a. Uji potensi
Uji potensi dilakukan untuk membandingkan dosis sediaan
uji terhadap dosis sediaan pembanding yang masing-masing
menghasilkan derajat hambatan pertumbuhan yang sama pada
biakan jasad renik yang peka dan sesuai. Uji dilakukan dengan
lempeng silinder.
b. Uji sterilitas
Tujuan dari uji sterilitas untuk menentukan adanya
kemungkinan jasad renik (mikroba) hidup atau mempunyai daya
hidup dalam produk steril baik terhadap produk yang dihasilkan
menggunakan teknik aseptis atau sterilisasi akhir (pada produk
akhir dilakukan sterilitas dengan autoklaf). Cara uji sterilitas ada
dua cara, yaitu:
1) Cara langsung : sampel langsung dimasukkan dalam
pembenihan.
2) Cara tidak langsung: sampel disaring melalui membran dan
dimasukkan dalam media pembenihan. Uji sterilisasi
dilakukan didalam LAF kabinet, sebelum digunakan LAF
kabinet disinari lampu UV selama 10 menit, kemudian
disemprot dengan desinfektan.
c. Uji kontaminasi (uji batas cemaran)
Bertujuan mengetahui sejauh mana suatu sampel serta
sarana pendukung baik ruangan, peralatan, operator telah
terkontaminasi oleh jasad renik.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
56
Universitas Indonesia
d. Pengujian endotoksin (tes LAL)
Bertujuan menguji adanya endotoksin dalam sampel atau
dipermukaan sampel dengan LAL. Endotoksin adalah toksin yang
dihasilkan oleh bakteri gram negatif dan dapat dihancurkan dengan
pemanasan 180o C selama 3,5 jam atau 250
o C selama 0,5 jam.
e. Pemantauan mikrobiologi ruangan dan fasilitas yang diuji yaitu
udara, lantai, dinding dan peralatan. Keempat fasilitas tersebut
dapat mempengaruhi kualitas produksi yang dihasilkan. Metode
uji yang digunakan yaitu:
Settling plate : pemaparan terbuka lempeng agar selama 30
menit kemudian ditutup dan diinkubasi.
Slip to agar (air sampler) : mengontak volume udara
tertentu udara ruangan pada permukaan contact plate
kemudian ditutup dan diinkubasi.
Contact plate : plate ditempelkan langsung pada permukaan
yang datar (lantai, dinding) sejumlah luas tertentu pada agar
contact plate.
Apus (swab) dengan menghapus sejumlah tertentu
permukaan yang berlekuk atau permukaan rata kemudian
disebarkan ke atas permukaan agar lempeng.
h. Bidang Quality Assurance
Bidang Quality Assurance (QA) merupakan bidang yang
berada dibawah Direktur Produksi yang memiliki wewenang untuk
menolak atau menerima (meluluskan) bahan awal, produk antara,
produk ruahan, produk jadi. Seksi QA ada empat yaitu, seksi
pengendalian sistem, seksi kualifikasi, kalibrasi dan validasi,
pengendalian proses dan evaluasi pasca produksi serta training
system.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
57
Universitas Indonesia
1. Seksi Pengendalian Sistem
Seksi pengendalian sistem bertugas untuk mengendalikan
sistem atau metode produksi yang digunakan di PT. Indofarma
(Persero) Tbk. Pengendalian sistem yang digunakan di PT. Indofarma
(Persero) Tbk. sesuai dengan yang ditetapkan oleh CPOB dan ISO
9001. Sistem yang dikendalikan meliputi : inspeksi diri, pengendalian
dokumen, traning karyawan yang berhubungan dengan CPOB.
2. Seksi Kalibrasi, Kualifikasi, dan Validasi
Seksi Kalibrasi, Kualifikasi dan Validasi bertugas untuk
melakukan proses validasi, kualifikasi dan validasi, baik pada
peralatan maupun bangunan sehingga proses produksi dapat berjalan
dengan lancar.
Tugas tersebut meliputi:
Kualifikasi : Mesin untuk produksi dan alat-alat laboratorium.
Kalibrasi : Semua alat ukur yang digunakan untuk produksi dan
Quality Control.
Validasi : Proses metode analisis, pembersihan sistem (AHU,
water system)
3. Seksi Pengendalian Proses dan Evaluasi Pasca Produksi
Tugas dari masing-masing bagian adalah:
Seksi Pengendalian Proses : mengkoordinir pengendalian
perubahan, antara lain : change control, deviasi proses dan
pemeriksaan kebenaran dan kelengkapan serta mengelola
dokumentasi produksi (CPB).
Evaluasi Pasca Produksi : Memantau stabilitas produksi selama
masa edar (melalui retained sample) sampai on going stability,
melakukan penanganan klaim, evaluasi CPB dan hasil pengujian
sebelum pelulusan produk, APR (Annual Product Review).
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

58
Universitas Indonesia
4. Training System
Industri farmasi hendaklah memberikan pelatihan bagi
seluruh personil karena tugasnya harus berada di dalam area produksi,
gudang penyimpanan atau laboratorium dan bagi personil lain yang
kegiatannya dapat berdampak pada mutu produk.
Disamping pelatihan dasar dalam teori dan praktek CPOB,
personil baru hendaklah mendapat pealtihan sesuai dengan tugas yang
diberikan. Pelatihan berkesinambungan sebaiknya dilakukan dan
efektifitas penerapannya dinilai secara berkala.
Pelatihan spesifik diberikan kepada personil yang bekerja di
area dimana pencemaran menjadi suatu bahaya, misalnya area bersih
atau area penanganan bahan berpotensi tinggi, toksik atau bersifat
sensitisasi.
i. Bidang Logistik Bahan Awal (LBA)
Bidang logistik bahan awal dibagi menjadi 3 seksi, yaitu :
seksi bahan baku dan supplies, seksi bahan pengemas dan sparepart,
dan seksi dispensing. Kegiatan utama dari bidang logistik adalah
penerimaan barang, penyimpanan barang, pengeluaran barang dan
sistem komputer. Bidang LBA bertugas untuk memastikan agar
bahan awal (bahan baku dan pengemas) untuk obat maupun obat
tradisional (ekstrak dan simplisia), health food, spare part, reagensia
dan supplies produksi tersimpan aman, rapi dan terjaga kualitasnya.
Dokumen penerimaan bahan awal yaitu PO (Purchase
Order) untuk bahan baku dari dalam negeri, OC (Order
Confirmation) untuk bahan baku impor dan DO (Delivery Order) dari
supplier. Setiap barang yang diterima dilakukan pemeriksaan terlebih
dahulu, meliputi nama barang, nomor bets, jumlah kemasan, tanggal
kadaluarsa, kelengkapan dokumen barang dan mengecek bobot
barang.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

59
Universitas Indonesia
Barang ditempatkan di atas palet ukuran standar (100 x 200
cm) per item dan lot barang. Cara penempatan dan pengambilan
dilakukan dengan sistem FIFO (First In First Out) dimana barang
yang masuk lebih dulu dikeluarkan lebih awal dengan
memperhatikan juga sistem FEFO (First Expired First Out), dimana
barang yang mempunyai tanggal kadaluarsa lebih dulu dikeluarkan
lebih awal. Sasaran mutu Bidang LBA ada dua yaitu :
1) Akurasi stok : dilakukan stock opname bulanan dan triwulan
2) Kecepatan pelayanan : berdasarkan Perintah Pengolahan (PP) dan
Perintah Kemas (PK)
Prosedur pengeluaran bahan adalah dengan menyerahkan
surat Perintah Pengolahan (PP) atau Perintah Kemas (PK) dari Bidang
Perencanaan Produksi dan Pengendalian Persediaan (PPPP) ke Bidang
Administrasi Operasional. Setiap bahan yang keluar dicatat dalam
buku pengeluaran bahan dan kartu persediaan barang. Jika terdapat
sisa setelah penimbangan, maka bahan dikembalikan ke gudang LBA
disertai bon pengembalian barang dari Bidang Produksi ke Bidang
Administrasi Operasional. Bahan yang rusak selama penyimpanan
harus dilaporkan ke Direktur Produksi untuk mendapatkan
persetujuan pengeluaran bahan dan dibuat Bukti Barang Keluar untuk
dimusnahkan. Pemusnahan dilakukan oleh tim yang terdiri atas
Bidang Umun, Quality System dan Logistik disertai Berita Acara
Pemusnahan. Jika bahan digunakan untuk keperluan penelitian maka
perlu dibuat formulir khusus.
Gudang logistik dibagi menjadi lima bagian, yaitu:
a) Gudang Utama
Gudang berkondisi suhu kamar, digunakan untuk
menyimpan bahan-bahan yang ralatif stabil pada suhu tersebut.
Gudang ini meliputi bahan baku, pengemas, penolong, alat tulis,
spare part dan perlengkapan, AC, ruang penimbangan dan
karantina.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

60
Universitas Indonesia
b) Gudang bersuhu dingin
Gudang bersuhu 18-22° C berada di dalam gudang utama,
digunakan untuk menyimpan barang-barang yang tidak stabil pada
suhu kamar, contoh vitamin, hormon, antibiotik, bahan pengemas
(aluminium foil) dan lain-lain seperti etiket dan kapsul kosong.
c) Gudang ß-laktam
Gudang ini terletak dalam satu bangunan yang terpisah
dari gudang utama. Ruangan ini bersuhu 29-30° C. Gudang ini
khusus digunakan untuk menyimpan antibiotik golongan ß-laktam
seperti penisilin, ampisilin, amoksisilin dan lain-lain.
d) Gudang solven
Gudang yang berlokasi diluar gudang utama ini khusus
digunakan untuk menyimpan bahan-bahan yang mudah terbakar
dan korosif seperti alkohol, metanol, metilen klorida dan lain-lain.
e) Gudang Psikotropik dan Perkusor
Gudang psikotropik dan gudang perkusor terletak terpisah
dari gudang yang lainnya dengan langit-langit dan jendela
dilengkapi dengan jeruji besi serta disimpan dengan kunci yang
berlainan merek.
j. Bidang Logistik Produk Jadi
Bidang Logistik Produk Jadi dipimpin oleh Manajer Logistik
Produk Jadi. Produk Jadi yang telah dikemas dalam kemasan tersier
(karton) akan diserahkan oleh bagian pengemasan kegudang produk
jadi disertai Bukti Penyerahan Produk Jadi (BPPJ). Di Gudang,
produk jadi yang telah dikemas dalam karton tersebut akan
dikarantina untuk diperiksa secara random tentang kelengkapan
penandaan dan dokumentasinya. Produk jadi yang memenuhi syarat
akan didistribusikan dan diambil contoh pertinggal untuk tiap
betsnya sebagai bahan penelusuran apabila ada keluhan/komplain
dikemudian hari.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
61
Universitas Indonesia
3.8.2. Direktorat Umum dan Sumber Daya Manusia (SDM)
Pada Direktorat Umum dan Sumber Daya Manusia, terdapat
empat bidang yang masing – masing bidang dipimpin oleh seorang
manajer, yaitu:
a. Bidang SDM
Status karyawan PT. Indofarma (Persero) Tbk. terdiri atas
Tenaga Harian Lepas (THL), Management Trainer (MT), Percobaan,
Perjanjian Kerja Waktu Tertentu (PKWT) dan Karyawan Tetap (KT).
Perusahaan mempunyai program pelatihan kerja yang teratur dalam
bentuk seminar, kursus, pengiriman karyawan berprestasi ke
perguruan tinggi terbaik di dalam maupun di luar negeri. Program
pelatihan yang dilakukan di PT. Indofarma (Persero) Tbk. terbagi
menjadi dua, yaitu:
1) Terjadwal, yang direncanakan pada akhir tahun, diambil dari
kebutuhan – kebutuhan tiap produksi, serta direncanakan oleh
bidang SDM yang disesuaikan dengan visi dan misi dari
Indofarma. Contoh pelatihan adalah pelatihan personal mastery
(gaya kepemimpinan), business mastery (strategic planning).
2) Bersifat insidentil, dilakukan sewaktu – waktu jika diperlukan.
b. Bidang Umum
Bidang Umum bertanggung jawab dalam pelayanan
operasional, pelayanan rumah tangga serta keselamatan dan
kesehatan kerja dan analisis mengenai dampak lingkungan (K3 dan
AMDAL). Bagian pelayanan operasional dan pelayanan rumah
tangga meliputi : kopama, poliklinik dan apotek, serta program
kemitraan dan bina lingkungan (PKBL). Diperlukan kewaspadaan
terhadap keselamatan kerja dan kesehatan kerja serta menganalisis
dampak lingkungan di lingkungan kerja, sehingga kecelakaan dalam
kerja bias dihindarkan atau diminimalkan. Dalam upaya untuk
mewujudkan hal tersebut maka dibutuhkan suatu tindakan – tindakan
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

62
Universitas Indonesia
nyata untuk menciptakan kondisi kerja yang aman dan sehat yang
jauh dari kemungkinan – kemungkinan buruk yang terjadi.
Limbah yang dihasilkan oleh PT. Indofarma (Persero) Tbk.
berupa limbah cair, padat, dan gas. Untuk menjaga kelestarian
lingkungan maka limbah tersebut harus ditangani dengan sebaik-
baiknya. IPAL (Instalasi Pengolahan Air Limbah) berfungsi untuk
mencegah pencemaran lingkungan oleh produksi. Berikut
penanganan limbah berdasarkan jenisnya:
a) Limbah Padat
Limbah padat berupa drum–drum kosong, tong–tong plastik,
kertas, karton bekas, kayu–kayu bekas, debu hasil dari dust
collector engine, filter yang kotor, botol– botol pecah dan lain–
lain. Sebagian dibakar di incinerator, ada yang didaur ulang oleh
pihak kedua diluar pabrik. Sedangkan yang dibakar adalah semua
jenis limbah padat yang sudah terkontaminasi dengan bahan baku
atau proses produksi, seperti plastik, karton, kemasan primer dan
sebagainya. Limbah padat yang masih dapat didaur ulang
diserahkan penanganannya pada koperasi pegawai Indofarma.
b) Limbah Cair
Untuk menangani limbah cair di Indofarma dipisah atas 3 bagian,
yaitu:
1) Sewer System Instalation
Upaya pengelolaan limbah cair yang telah dilakukan
ialah dengan memisahkan saluran pembuangan, antara buangan
produksi dengan limbah cair dari sanitasi/domestik dan air hujan,
sehingga masing-masing menempati satu saluran khusus.
Untuk limbah cair yang berasal dari pencucian alat-alat
dan ruang produksi obat, sisa produksi dan sisa pereaksi kimia
pada kegiatan QC yang mengandung zat-zat yang bersifat toksik
dan mengandung antibiotik dialirkan melalui saluran khusus
sebelum diolah pada satu unit IPAL.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
63
Universitas Indonesia
Khusus untuk produksi β-laktam sebelum dialirkan ke
IPAL, dilakukan pre-treatment terlebih dahulu yang meliputi:
i. Air cucian mesin dari proses produksi β-laktam
dikumpulkan pada drum yang telah disediakan
ii. Dilakukan penambahan NaOH sambil diaduk sampai
diaduk sampai diperoleh pH 12-13.
iii. Larutan tersebut didiamkan selama 2x24 jam
iv. Kemudian pada larutan diatas ditambahkan HCl sambil
dikocok sampai diperoleh pH netral
v. Larutan dengan pH netral tersebut dialirkan ke saluran
limbah yang telah disediakan menuju IPAL
2) Sanitary System Instalation (Saluran Air Limbah Rumah
Tangga)
Air yang berasal dari kamar mandi termasuk kloset
dimasukkan kedalam septic tank untuk mengendapkan kotoran
yang berupa partikel padat dan airnya dialirkan kerembesan yang
terletak dibelakang pabrik.
3) Drainase System Instalation (Saluran Air Hujan)
Air hujan yang turun dilokasi pabrik dialirkan melalui
inspection fit agar partikel padatnya, seperti tanah, pasir dan
lumpur dapat tertampung, sebelum air tersebut dialirkan ke sungai
kebelakang pabrik.
c) Limbah Gas
Upaya pengelolaan yang dilakukan untuk menangani limbah
gas dan partikulat dari hasil pembakaran solar di boiler ialah dengan
menyalurkan melalui cerobong asap sebanyak 2 buah. Untuk gas buang
dan partikel hasil pembakaran sebuah obat dilakukan upaya
pengelolaan pada incenerator menggunakan satu buah burner (alat
pembakar). Temperatur pembakaran dikontrol dengan pengaturan laju
limbah konstan dan diatur melalui satu buah mesin pengontrol. Udara
proses pembakaran diatur berdasarkan laju alir limbah kemudian aliran
gas diemisikan ke udara luar melalui cerobong gas yang mempunyai
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

64
Universitas Indonesia
ketinggian 7 meter dari permukaan tanah, dengan suhu burner 500-
600º C dan suhu cerobong sekitar 300º C. Pengelolaan debu yang
timbul pada pembuatan obat jadi dilakukan melalui sistem AHU. Pada
prinsipnya sistem ini mengatur sirkulasi udara di setiap ruangan
produksi melalui fan yang dapat menyedot debu-debu yang
berterbangan untuk dipisahkan atau disaring dalam beberapa dust box
yang terletak diruangan teratas sebelum dibakar pada unit incenerator.
Khusus untuk debu yang berasal dari β-laktam dilakukan penyaringan
debu dalam ruangan tersendiri. Udara hasil penyedotan dibuang ke
udara bebas melalui cerobong dengan ketinggian 2 meter dari atap.
3.8.3. Direktorat Pemasaran
PT. Indofarma Tbk. memproduksi obat generik berlogo, nama
dagang, lisensi, dan obat herbal. Obat generik berlogo ditujukan terutama
untuk kalangan menengah ke bawah dan mempunyai pangsa pasar yang
cukup besar yaitu 80% dari jumlah penduduk di Indonesia.
Unsur – unsur pemasaran yang meliputi produk, harga, promosi
dan personalia harus diperhatikan untuk memperoleh strategi yang paling
tepat dalam kebijakan yang diambil di bidang pemasaran. Dari segi
produk, PT. Indofarma (Persero) Tbk. menghasilkan obat sangat esensial
bagi pola penyakit di Indonesia. PT. Indofarma (Persero) Tbk.
memproduksi obat dalam skala besar yang memungkinkan dapat
menurunkan biaya produksi sehingga harga jual dapat ditekan.
Kondisi pangsa pasar obat generik di Indonesia (6,8%) memang
sangat jauh berada di bawah negara di luar negeri seperti Amerika (35%),
Kanada (15%), dan Inggris (30%). Hal ini disebabkan karena dianggap
obat generik adalah obat rakyat yang murah sehingga kurang bermutu.
Kesalahpahaman ini terjadi karena pada awal pengenalan obat generik
kepada masyarakat dikatakan bahwa obat generik adalah obat murah untuk
rakyat. Oleh karena itu, hingga sekarang kesan yang timbul adalah bahwa
obat generik kurang bermutu. Untuk mengatasi hal ini, PT. Indofarma
(Persero) Tbk. berusaha memasyarakatkan obat generik bermutu namun
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
65
Universitas Indonesia
terjangkau harganya melalui upaya – upaya pemasaran misalnya melalui
promosi sosial (social promotion). PT. Indofarma (Persero) Tbk. adalah
satu – satumya perusahaan farmasi yang mempunyai Medical Sales
Representative untuk obat generik.
3.8.4. Direktorat Keuangan
a. Bidang Teknologi Informasi
Bidang ini bertanggung jawab dalam penyelenggaraan
sistem pengolahan data berbasis teknologi informasi dan
pemeliharaan hardware dan jaringan. Mulai tahun 2003, PT.
Indofarma (Persero) Tbk., memakai sistem IRP (Interprise Resourt
Planning) dimana semua data terintegrasi dalam satu sistem
sehingga memudahkan dalam koordinasi dengan berbagai bidang
dalam perusahaan.
b. Bidang Akuntansi
Bidang Akuntasi bertugas dalam hal verifikasi pengeluaran,
pencatatan transaksi keuangan, perhitungan harga pokok produksi,
dan budgeting.
c. Bidang Keuangan
Bidang Keuangan bertanggung jawab dalam pengendalian
likuiditas perusahaan, penempatan investasi, collection, perpajakan
dan asuransi.
d. Bidang Rendal Keuangan
Bidang Rendal Keuangan bertanggung jawab dalam
pengendalian anggaran dan pelaporan manajemen.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
66 Universitas Indonesia
BAB 4
PEMBAHASAN
4.1. Tinjauan Umum PT. Indofarma (Persero) Tbk.
PT. Indofarma (Persero) Tbk. merupakan salah satu industri farmasi
BUMN yang dipercaya oleh pemerintah sebagai produsen obat generik terbesar di
Indonesia. Sebagai produsen obat generik, tantangan yang harus dihadapi oleh PT.
Indofarma (Persero) Tbk. adalah selain menyiapkan obat dengan harga terjangkau
oleh masyarakat menengah kebawah, tetapi juga harus memenuhi syarat quality
(kualitas), efficacy (kemanfaatan), dan safety (keamanan). Oleh karena itu, PT.
Indofarma (Persero) Tbk. selalu berusaha melaksanakan ketentuan CPOB yang
sesuai dengan SK. Menkes RI. No. 43/Menkes/SK/II/1988, sehingga obat yang
dihasilkan senantiasa memenuhi persyaratan mutu ditentukan sesuai dengan
tujuan penggunaannya.
Semua bentuk sediaan yang diproduksi oleh PT. Indofarma (Persero)
Tbk. telah memiliki sertifikat Cara Pembuatan Obat yang Baik (CPOB) yang
menunjukkan bahwa CPOB telah diterapkan di semua aspek mulai dari
manajemen mutu, personalia, bangunan, peralatan, sanitasi dan higiene, produksi,
pengawasan mutu, inspeksi diri dan audit mutu, penanganan keluhan terhadap
obat dan penarikan kembali obat dan obat kembalian, dokumentasi, pembuatan
dan analisis berdasarkan kontrak, serta kualifikasi dan validasi.
PT. Indofarma (Persero) Tbk. selalu berusaha untuk terus melakukan
perbaikan di berbagai bidang dalam rangka peningkatan kualitas diri, dan dapat
dilihat dari keberhasilan PT. Indofarma (Persero) Tbk. memperoleh sertifikat ISO
9001 versi 1994 untuk seluruh bidang produksi yang ada, termasuk bidang herbal
medicine (extraction plant) dan bidang Litbang pada Desember 2002. Untuk food
section mendapatkan sertifikat ISO 9002 pada Mei 2002 yang merupakan standar
internasional yang menyangkut sistem manajemen mutu di berbagai bidang
termasuk produk dan jasa. Pada bulan Oktober 2003 dilakukan upgrade ISO 9001
versi 2001 dengan menggabungkan kedua sertifikat yang sudah didapat.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
67
Universitas Indonesia
4.2. Penerapan CPOB di PT. Indofarma (Persero) Tbk.
1. Manajemen Mutu
PT. Indofarma (Persero) Tbk. sebagai perusahaan yang mengutamakan
mutu menerapkan pemastian mutu secara konsisten. Sistem manajemen mutu PT.
Indofarma (Persero) Tbk. dalam menjalankan industri telah mendapatkan
sertifikat CPOB dan ISO 9001 dengan surveillance audit tiap 6 bulan dan
mapping oleh BPOM.
Dalam menjalankan sistem manajemen mutu, PT. Indofarma (Persero)
Tbk. didukung dengan tersedianya personil yang kompeten, serta bangunan,
sarana dan peralatan yang memadai.
2. Organisasi dan Personalia
Ditinjau dari segi organisasi, kualifikasi dan tanggung jawab personil,
PT. Indofarma (Persero) Tbk. telah berupaya mengikuti pedoman CPOB secara
baik yaitu dengan menunjuk personil yang berbeda untuk menjadi manajer
produksi, pemastian mutu dan pengawasan mutu.
Struktur organisasi di PT. Indofarma (Persero) Tbk. dipimpin oleh
seorang Direktur Utama dan membawahi empat direksi yaitu Direktur Produksi,
Direktur Pemasaran, Direktur Umum dan SDM, dan Direktur Keuangan. Masing
– masing direktur membawahi manajer disetiap bidangnya. Pada tahun 2011
terjadi perubahan struktur di PT. Indofarma (Persero) Tbk. yaitu bidang Quality
Assurance dan Quality Control yang awalnya menjadi satu sekarang terpisah
sehingga job description menjadi lebih spesifik, lebih fokus pada bidangnya
masing-masing dan beban kerja berkurang.
Sebagai salah satu dari dua belas aspek CPOB, personalia mempunyai
peranan penting dimana jumlah karyawan disemua tingkatan hendaklah cukup
serta memiliki pengetahuan, keterampilan dan kemampuan sesuai tugasnya serta
memiliki sikap dan kesadaran tinggi untuk mewujudkan tujuan CPOB. Untuk itu
PT. Indofarma (Persero) Tbk. secara rutin mengadakan pelatihan dan pendidikan
bagi seluruh karyawan untuk meningkatkan pengetahuan dan keterampilan serta
meningkatkan produktivitas mereka. Pelatihan ini dibedakan menjadi tiga, yaitu
pelatihan manajemen, pelatihan mengenai teknis CPOB, dan pelatihan umum
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
68
Universitas Indonesia
mengenai bidang pekerjaan yang dihadapi masing – masing karyawan, seperti
LK3 (Lingkungan, Keselamatan dan Kesehatan Kerja) dan 5R (Ringkas, Rapi,
Resik, Rawat dan Rajin). Untuk meningkatkan mutu pelatihan dan mengawasi
pelatihan agar dapat berjalan sesuai dengan yang ditetapkan, dilakukan evaluasi
efektivitas pelatihan oleh divisi SDM dan evaluasi terhadap karyawan sehingga
karyawan akan selalu berusaha meningkatkan kemampuan dalam menjalankan
tugas serta menjalin hubungan baik melalui komunikasi dan perhatian antar
sesama karyawan serta atasan dan bawahan. Selain itu, secara rutin dilakukan
perputaran dan perpindahan posisi untuk menghindari kejenuhan bekerja di satu
bidang tertentu.
3. Bangunan dan Fasilitas
Secara umum, bangunan dan fasilitas PT. Indofarma (Persero) Tbk, yang
digunakan dalam proses produksi telah memenuhi persyaratan CPOB yaitu bentuk
bangunan dibuat sedemikian rupa agar memudahkan pelaksanaan kerja,
pembersihan dan perawatan untuk mencegah terjadinya kontaminasi silang.
Pada ruang produksi I, bentuk ruangan telah memenuhi syarat CPOB
yaitu sudut ruangan telah dibuat melengkung dengan lantai sehingga
mempermudah pembersihannya serta aliran masuk karyawan dan barang telah
dipisah untuk mencegah terjadinya kontaminasi. Produk ruahan dalam status
karantina maupun yang telah lulus IPC dan menunggu pengemasan diletakkan
dalam ruang terpisah untuk menghindari tercampur dan salah pengambilan
terhadap produk tersebut.
Produksi β-laktam dilakukan pada bangunan (ruangan) tersendiri dan
terpisah dengan produk non β-laktam. Tekanan udara pada ruangan β-laktam lebih
negatif dari ruangan di sekitarnya untuk menghindari kontaminasi silang.
Terdapat suatu ruangan buffer yang berfungsi untuk mencegah cemaran yang
keluar dari ruangan langsung ke lingkungan.
Ruang produksi steril dibagi dalam empat kelas yaitu ruang kelas I, kelas
II, kelas III dan kelas IV, masing – masing dipisahkan dengan ruang antara dan
dilengkapi dengan sistem air lock, air shower, pass box, dan sistem AHU (Air
Handling Unit) yang memiliki peranan dalam pengaturan suhu, kelembaban,
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
69
Universitas Indonesia
tekanan dan sirkulasi udara. Aliran udara diatur berdasarkan perbedaan tekanan
dimana ruangan dengan kelas yang lebih tinggi (kelas I dan II) memiliki tekanan
udara yang lebih tinggi dari kelas yang lebih rendah (kelas III dan IV), demikian
pula sebaliknya. Pada LAF dilengkapi dengan HEPA filter berefisiensi 99,997%
sehingga ruangan bebas dari partikel dan jasad renik.
4. Peralatan
Mesin – mesin serta peralatan yang terletak di bidang produksi
ditempatkan sedemikian rupa untuk menjamin keleluasaan kerja operator dan
mencegah terjadinya kekeliruan atau kontaminasi silang antar bahan selama
produksi. Peralatan dan mesin yang ada di PT. Indofarma (Persero) Tbk.
dikalibrasi dan dikualifikasi secara berkala untuk memastikan bahwa peralatan
dan mesin tersebut dalam keadaan baik dan selalu siap digunakan, sehingga dapat
menjamin proses produksi tetap berjalan dengan baik dan lancar sehingga mampu
menghasilkan produk – produk dengan kualitas yang terjamin.
5. Sanitasi dan Higiene
Untuk menunjang pelaksanaan sanitasi dan higiene, setiap bagian
produksi memiliki kotak P3K, toilet, tempat cuci tangan dan ruang istirahat yang
terpisah dari ruang produksi. Ruang makan ditempatkan jauh dari gedung
produksi. Karyawan yang berada di ruang produksi harus mengenakan pakaian
kerja yang disediakan lengkap dengan topi, masker, sarung tangan, dan sepatu
karet. Supervisor atau tingkatan yang lebih tinggi senantiasa memperhatikan dan
mengawasi serta melakukan pendekatan kepada karyawan agar memakai
perlengkapan kerja yang lengkap untuk mencegah kontaminasi dari bahan-bahan
produksi. Disarankan untuk melakukan pendekatan, memotivasi serta
meningkatkan kedisiplinan karyawan melalui pendekatan secara audio visual
dengan melibatkan karyawan sebagai peraga sehingga diharapkan lebih mudah
diingat dan dilaksanakan.
Kebersihan mesin dan peralatan yang akan digunakan dalam proses
produksi harus dipastikan baik sebelum maupun sesudah proses produksi
dilaksanakan untuk menjamin bahwa mesin atau peralatan terkait sudah terbebas
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
70
Universitas Indonesia
dari bahan-bahan atau produk hasil proses produksi sebelumnya. Prosedur
pembersihan, sanitasi dan higiene divalidasi dan dievaluasi secara berkala untuk
memastikan efektifitas pembersihan dan masih memenuhi persyaratan.
6. Produksi
Produksi dilaksanakan sesuai dengan pedoman CPOB yang telah
ditetapkan sehingga menghasilkan produk yang memenuhi persyaratan mutu dan
memenuhi ketentuan izin edar (registrasi). Proses produksi dilakukan setelah
adanya Perintah Pengolahan (PP) yang dikeluarkan oleh bidang PPPP, Catatan
Produksi Bets (CPB) dan formula induk dikeluarkan oleh bidang Litbang dan
proses produksi telah divalidasi oleh bidang Pemastian Mutu. Setiap proses
mengikuti prosedur yang tercantum dalam CPB (Catatan Produksi Bets) dan
setiap hasil proses didokumentasikan dalam CPB, kemudian setiap peralatan yang
digunakan akan mengalami proses verifikasi terlebih dahulu oleh petugas IPC dan
setiap hasil proses akan direkonsiliasi. Sebelum proses produksi dilaksanakan
dilakukan line clearance dengan tujuan memastikan bahwa lini atau jalur produksi
yang akan digunakan sudah dalam kondisi bersih, baik itu bebas dari sisa bahan
baku produksi sebelumnya terutama untuk bahan baku yang berbeda jenis maupun
dari sisa pengemasan atau etiket dari produksi sebelumnya, tujuan dilaksanakan
line clearance ini adalah untuk mencegah terjadinya kontaminasi silang antar
produk. Sistem penomoran bets diterapkan untuk memudahkan pengendalian
selama produksi berlangsung dan penelusuran kembali apabila ada keluhan
produk dari konsumen.
Ada dua proses pengeluaran Perintah Pengolahan (PP) dan Perintah
Kemas (PK) yaitu in line process dan non in line process. In line process yaitu
proses hasil produksi langsung dikemas dalam wadah kemasan primer, dimana
bahan pengemas dipesan dan dikeluarkan melalui Perintah Pengolahan (PP)
sehingga mulai proses dispensing bahan awal sampai menjadi produk dalam
kemasan merupakan proses yang tidak terputus. Proses ini diterapkan dalam
produksi sirup cair, sirup kering, salep dan serbuk (oralit). Untuk sediaan tablet
dan kapsul dilakukan secara non in line process dimana PP dan PK tidak
dikeluarkan bersama-sama. Setelah PP dikeluarkan, dimulailah proses penyiapan
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

71
Universitas Indonesia
bahan sampai menjadi produk ruahan, produk ini dikarantina sampai
dikeluarkannya PK.
a. Bidang Produksi I
Pelaksanaan proses produksi di bidang produksi I menggunakan vertical
closed system dengan tujuan mencegah terjadinya kontaminasi silang hasil
produk. Seluruh proses produksi didokumentasikan dalam CPB, meliputi semua
prosedur, persyaratan dan segala sesuatu yang menyimpang dapat teramati dan
dicatat pada dokumen tersebut.
Bidang Produksi I juga membawahi beberapa bidang, salah satunya ialah
bidang produksi herbal yang secara keseluruhan telah mengacu pada Cara
Pembuatan Obat Tradisional yang Baik (CPOTB), baik bangunan, personalia,
peralatan dan proses produksinya. PT. Indofarma (Persero) Tbk. sudah
mempunyai pusat ekstraksi yang digunakan sebagai sarana pengolahan obat dari
bahan alam yang modern meliputi unit ekstraksi, destilasi, dan produksi yang
dilengkapi fasilitas produksi dengan peralatan modern. Bahan baku simplisia yang
digunakan untuk pembuatan obat tradisional belum sepenuhnya diproduksi sendiri
oleh Indofarma, sebagian didapatkan dengan membeli pada supplier, melalui
petani binaan, atau bekerja sama dengan industri lain (universitas, petani, dan
sebagainya). Pembentukan petani binaan dimaksudkan agar simplisia yang
dihasilkan dapat terjamin mutunya dan sekaligus dimaksudkan untuk
mengembangkan ekonomi kerakyatan.
Selain dari dalam negeri, bahan baku herbal juga diperoleh dari luar
negeri. Produk dengan bahan baku asli Indonesia biasanya menggunakan nama
depan Pro sedangkan produk dengan bahan baku luar negeri biasanya
menggunakan nama depan Bio.
b. Bidang Produksi II
Pelaksanaan proses produksi di bidang Produksi II menggunakan vertical
closed system dimana sistem ini diterapkan untuk produksi oralit. Sedangkan
untuk produksi sediaan β-laktam, salep dan sirup menggunakan horizontal closed
system.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
72
Universitas Indonesia
c. Bidang PPPP
Bidang Perencanaan Produksi dan Pengendalian Persediaan (PPPP)
melakukan perencanaan produksi dengan mempertimbangkan variabel-variabel
yang mempengaruhi (anggaran, persediaan bahan baku, jadwal, kapasitas
produksi dan peralatan yang tersedia) sehingga tidak terjadi penimbunan dan
kekurangan stok barang. Dasar pertimbangannya adalah forecast dari marketing
yang dibuat menjadi rencana produksi tahunan, bulanan, dan mingguan.
d. Bidang Litbang
Bidang litbang di PT. Indofarma (Persero) Tbk. Berperan dalam
pengembangan produk baru, substitusi bahan, reformulasi dan reproses. Peran
Bidang Litbang sangat penting dalam mendukung kegiatan operasional dan
pengembangan perusahaan baik dalam produk generiknya maupun produk me too.
Penelitian dan trial terus dilakukan untuk menciptakan inovasi baru maupun
untuk optimasi produk.
Bidang Litbang dituntut untuk mampu memecahkan setiap persoalan
yang berkaitan dengan formulasi maupun metode analisis. Apabila terdapat
hambatan dalam proses produksi maka bidang Litbang juga ikut bertanggung
jawab memikirkan solusi yang tepat untuk mengatasi hambatan tersebut tentunya
secara efektif dan efisien.
7. Pengawasan Mutu
Bidang Pengawasan Mutu di PT. Indofarma (Persero) Tbk. berdiri sendiri
dan independen terhadap bidang Pemastian Mutu sesuai dengan CPOB.
Pengawasan mutu tidak terbatas pada kegiatan laboratorium, tetapi juga terlibat
dalam semua keputusan yang terkait dengan mutu produk. Personil pengawasan
mutu memiliki akses ke area produksi untuk pengambilan sampel dan
penyelidikan yang diperlukan.
Bidang Pengawasan Mutu PT. Indofarma (Persero) Tbk. telah
menerapkan cara berlaboratorium pengawasan mutu yang baik sesuai pedoman
CPOB 2006. Laboratorium pengujian dibangun terpisah dari ruang produksi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
73
Universitas Indonesia
Laboratorium pengujian di PT. Indofarma (Persero) Tbk. terbagi menjadi
laboratorium kimia, instrumen, mikrobiologi, bahan pengemas, IPC, produk jadi,
dan terdapat gudang untuk menyimpan contoh pertinggal. Terdapat keran
pancuran air keselamatan dan pembasuh mata diarea kerja laboratorium.
Laboratorium pengawasan mutu dilengkapi dengan peralatan dan
instrumen laboratorium seperti Spektrofotometer UV-Vis, Inframerah, Serapan
Atom, KCKT, GC, Physical Testing Instrument (pH meter, Flow rate Tester,
Dissolution Tester, Particle Analyzer), Electrochemical Instrument
(Potensiometer, Titrator dan lain-lain). Prosedur tetap (protap) pengoperasian
untuk setiap instrumen diletakkan didekat alat yang bersangkutan. Peralatan di
laboratorium pengawasan mutu ini telah dikalibrasi dan dikualifikasi secara
berkala untuk menjamin bahwa instrumen tersebut dapat berfungsi dengan baik.
Bidang pengawasan mutu berwenang dalam melakukan pengujian bahan
awal, bahan pengemas, produk jadi dan pengujian mikrobiologi. Personil yang
bertugas dalam pengambilan sampel telah memperoleh pelatihan awal dan
berkelanjutan secara teratur tentang cara pengambilan sampel yang benar.
Pengendalian mutu bahan baku, bahan pengemas dan produk yang
dihasilkan PT. Indofarma (Persero) Tbk. dengan metode analisis yang dianjurkan
dalam literatur yaitu Farmakope Indonesia (FI), United States Pharmacopoeia
(USP), dan British Pharmacopoeia (BP), yang sesuai dengan fasilitas analisis yang
ada dalam laboratorium pengawasan mutu PT. Indofarma (Persero) Tbk.
8. Inspeksi Diri dan Audit Mutu
Untuk mengatur penerapan CPOB dalam melakukan inspeksi diri di PT.
Indofarma (Persero) Tbk. dibentuk komisi khusus CPOB yang berada dibawah
bidang Quality Assurance (QA). Program inspeksi diri dalam PT. Indofarma
(Persero) Tbk. terus dilaksanakan untuk menilai apakah seluruh aspek produksi
dan pengendalian mutu selalu memenuhi pedoman CPOB. Inspeksi diri dilakukan
melalui Internal Quality Audit (IQA) yang dilakukan setiap enam bulan dan
bertujuan untuk menilai seluruh kegiatan produksi yang berlangsung agar
senantiasa memenuhi CPOB dan ISO. IQA merupakan tanggung jawab bagian
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

74
Universitas Indonesia
QA dan biasanya dilaksanakan melalui pembentukan tim inspeksi diri yang telah
diseleksi.
Dalam hal produktivitas kerja, disetiap proses produksi di PT. Indofarma
(Persero) Tbk. dilakukan pengukuran man hours dengan tujuan mengetahui
kapasitas kerja karyawan sehingga dapat diperkirakan kapan dan berapa lama
suatu proses produksi dapat diselesaikan dengan jumlah karyawan dan kapasitas
mesin yang ada. Terdapat metode baru yang telah diterapkan oleh PT. Indofarma
(Persero) Tbk., yaitu teknik Line Balancing yang sampai saat ini masih
disesuaikan dengan situasi dan kondisi intern perusahaan. Maksud dari teknik ini
yaitu adanya penyesuaian antara volume pekerjaan, kinerja mesin dan jumlah
karyawan.
9. Penanganan Keluhan terhadap Obat, Penarikan Kembali Obat dan
Obat Kembalian
Keluhan terhadap obat dan laporan keluhan dapat menyangkut mutu
obat, efek samping yang merugikan atau efek terapeutik. Semua laporan keluhan
diteliti dan dievaluasi dengan cermat kemudian diambil tindak lanjut yang sesuai
dan dibuat laporan. Dari hasil laporan terhadap keluhan tersebut kemudian
dikategorisasikan dan dibuat analisisnya sebagai pedoman untuk membuat
langkah-langkah pencegahan. Tindakan yang diambil dapat berupa tindakan
perbaikan yang diperlukan, penarikan kembali bets obat atau seluruh obat yang
bersangkutan, dan tindak lanjut yang sesuai.
Penarikan kembali obat jadi dilakukan bila ditemukan adanya produk
yang tidak memenuhi persyaratan mutu atau atas dasar pertimbangan efek
samping yang tidak diperhitungkan yang merugikan kesehatan. Penarikan kembali
obat jadi dilakukan jika ada informasi dari dalam yang berasal dari pemantauan
stabilitas retained sample maupun dari luar dari costumer claim atau regulasi
(dalam hal ini BPOM), yang berkaitan dengan mutu produk, kesalahan produksi
atau efek samping obat. Semua kegiatan tersebut dikoordinasikan dan merupakan
tanggung jawab bidang pemastian mutu.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
75
Universitas Indonesia
10. Dokumentasi
Dokumentasi pembuatan obat merupakan bagian dari sistem informasi
managemen yang meliputi spesifikasi, prosedur, metode dan instruksi,
perencanaan, pelaksanaan, pengendalian serta evaluasi seluruh rangkaian
pembuatan obat. Dokumentasi sangat penting untuk memastikan setiap operator
mendapat instruksi secara rinci dan jelas mengenai tugas yang dilaksanakan,
sehingga memperkecil resiko terjadinya salah tafsir dan kekeliruan yang biasanya
timbul karena hanya mengandalkan komunikasi lisan.
Sistem dokumentasi menggambarkan riwayat lengkap dari setiap bets
sehingga memungkinkan penyelidikan dan penelusuran terhadap bets yang
bersangkutan. Sistem dokumentasi juga digunakan dalam pemantauan dan
pengendalian contohnya pada kondisi lingkungan, perlengkapan dan personalia.
CPOB mensyaratkan dokumen-dokumen sebagai berikut : spesifikasi bahan baku,
bahan pengemas, produk antara, dan obat jadi, dokumen produksi, dokumen
pengawasan mutu, dokumen logistik dan distribusi, dokumen pemeliharaan,
pembersihan dan pemantauan kondisi ruangan dan peralatan, dokumen keluhan
terhadap obat, penarikan kembali obat, obat kembali dan pemusnahan obat,
dokumentasi untuk peralatan khusus, prosedur, dan catatan inspeksi diri dan
pedoman catatan pelatihan CPOB bagi karyawan PT. Indofarma (Persero) Tbk.
telah melengkapi semua dokumen yang dipersyaratkan CPOB.
11. Pembuatan dan Analisis Berdasarkan Kontrak
Di PT. Indofarma (Persero) Tbk. ada 2 jenis toll manufacturing yaitu toll
out [PT. Indofarma (Persero) Tbk. membuat produk ke industri farmasi lain] dan
toll in [PT. Indofarma (Persero) Tbk. menerima pembuatan produk dari industri
farmasi lain]. Toll manufacturing ditangani oleh bidang PPIC (Production
Planning and Inventory Control), sedangkan untuk audit PTM (penerima toll
manufacturing) dilakukan oleh bidang QA.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
76
Universitas Indonesia
12. Kualifikasi dan Validasi
Di PT. Indofarma (Persero) Tbk., kualifikasi dan validasi ditangani oleh
bidang QA. Kualifikasi dilakukan terhadap mesin, fasilitas dan sarana pendukung
lain berdasarkan interval waktu, ada atau tidaknya perubahan dan perpindahan.
Validasi dapat dilakukan apabila semua alat sudah dikalibrasi dan terkualifikasi.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
77 Universitas Indonesia
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
1. Secara umum PT Indofarma (Persero) Tbk. telah menerapkan prinsip-
prinsipCPOB dalam aspek kegiatan produksinya dengan baik untuk
menjamin mutu obat yang dihasilkan senantiasa memenuhi kepastian mutu
dan kepuasankonsumen, memperkecil resiko kesalahan dalam
memproduksi obat sertamempermudah pengawasan proses produksi.
2. PT Indofarma (Pesero) Tbk. telah mengembangkan produknya, baik
produk generik, branded, dan herbal.
3. PT. Indofarma (Persero) Tbk., menangani limbah dengan baik, ini
ditunjukkan pengujian BOD, COD, pH selalu memenuhi syarat yang telah
ditetapkan pemerintah.
4. Kualitas Sumber Daya Manusia (SDM) memegang peranan yang penting
dalam menjamin kinerja yang optimal.
5.2. Saran
1. PT Indofarma (Persero) Tbk diharapkan agar kedepan terus meningkatkan
mutu produk baik generik, branded dan terutama herbal dengan
mengembangkan penelitian, dan mengoptimasikan penggunaan alat dan
jugaterus menerapkan pedoman CPOB dan CPOTB.
2. Meningkatkan segala aspek yang berhubungan dengan peningkatan kinerja
guna menghasilkan produk-produk yang bermutu termasuk
kemampuan,pengetahuan dan kesadaran akan pentingnya CPOB dan
CPOTB bagi karyawan melalui pelatihan-pelatihan yang dilakukan secara
berkala.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
78 Universitas Indonesia
DAFTAR PUSTAKA
APTFI. 2009. Kompetensi Dasar Apoteker Indonesia. Yogyakarta
Bidang LBA. 2012. Tata Cara Pelaksanaan pada Bidang Logistik Bahan Awal.
Penyaji Wuriyanti, Apt. PT. Indofarma (Persero) Tbk. Cibitung.
Bidang Litbang. 2012. Peran, Fungsi Bidang Litbang Produk. Penyaji Syamsul.
PT. Indofarma (Persero) Tbk. Cibitung.
Bidang Pengadaan. 2012. Mekanisme dan Pelaksanaan Pengadaan Bahan di PT.
Indofarma. Penyaji Tim dari Pengadaan. PT. Indofarma (Persero) Tbk.
Cibitung.
Bidang PPPP. 2012. Peran, Fungsi dan Manajemen PPIC. Penyaji Tim PPPP.
PT. Indofarma (Persero) Tbk. Cibitung.
Bidang Produksi I. 2012. Tinjauan Umum dan Mekanisme Produk pada Bidang
Produksi I. Penyaji Eni R. PT. Indofarma (Persero) Tbk. Cibitung.
Bidang QA. 2012. Fungsi, Mekanisme pada Bidang Pemastian Mutu, Sistem
Mutu serta Penerapan CPOB di PT. Indofarma. PT. Indofarma
(Persero) Tbk. Cibitung.
Bidang QC. 2012. Tinjauan Mengenai Pengawasan Mutu di PT. Indofarma.
Penyaji Diah, Apt. PT. Indofarma (Persero) Tbk. Cibitung.
Bidang SBD. 2012. Strategi, Pengembangan Produk dan Bisnis. Penyaji Jatmiko,
Apt. PT. Indofarma (Persero) Tbk. Cibitung.
Bidang SDM. 2012. Kebijakan, Penanganan SDM beserta Problematikanya.
Penyaji Yasmin. PT. Indofarma (Persero) Tbk. Cibitung.
Bidang Teknik dan Pemeliharaan. 2012. Operasional Bidang Teknik dan Utilities.
Penyaji Arif. B. PT. Indofarma (Persero) Tbk. Cibitung.
Departemen Kesehatan RI. 2004. Sistem Kesehatan Nasional (SKN). Depkes RI.
Jakarta.
Departemen Kesehatan RI. 2009. Peraturan Pemerintah Republik Indonesia
Nomor 51 Tahun 2009 Tentang Pekerjaan Kefarmasian. Jakarta.
Departemen Kesehatan RI. 2009. Peraturan Pemerintah Republik Indonesia
Nomor 51 Tahun 2009 tentang Pekerjaan Kefarmasian. Depkes RI.
Jakarta.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
79
Universitas Indonesia
Departemen Kesehatan RI. 2009. Petunjuk Operasional Penerapan Cara
Pembuatan Obat Yang Baik. Badan Pengawasan Obat dan Makanan RI.
Jakarta.
Departemen Kesehatan RI. 2010. Peraturan Menteri Kesehatan Republik
Indonesia Nomor 1799/Menkes/Per/XII/2010 Tentang Industri
Farmasi. Depkes RI. Jakarta.
Koordinator PPKPA. 2012. Pengenalan PT. Indofarma (Persero) Tbk. Penyaji
Yupi Gantina. PT. Indofarma (Persero) Tbk. Cibitung.
Lachman. 1994. Teori dan Praktek Farmasi Industri. Edisi III. Jilid 2. UI Press.
Jakarta. Hal. 1040, 1092-1094.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
80
LAMPIRAN 1
DENAH LOKASI PT. INDOFARMA (PERSERO) TBK.
Ke arah Cikarang
U
PT. INDOFARMA, Tbk
Sungai Sedang
Pintu Tol Cibitung
YKK
Ke Arah Cikampek
Ke Arah Jakarta
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
81
LAMPIRAN 2
TATA LETAK BANGUNAN DI PT. INDOFARMA (PERSERO) TBK.
Keterangan :
A. Head office
B. Training center
C. Cafeteria
D. Koperasi
E. Poliklinik dan apotek
F. Masjid
G. Laboratorium (QC dan Litbang)
H. Gedung produksi β-laktam
I. Gedung produksi (I dan serbuk,
salep, sirup)
J. Gedung water system
K. Gedung produksi steril
L. Gedung produksi herbal
M. LBA dan LPJ
N. Utilities Building
O. Electrical panel
P. Solvent storage
Q. Pengolahan limbah
R. Water reservoir
S. Laundry
T. Gas storage
U. Tempat parkir
V. Pos keamanan
W. Sarana olah raga
X. Incinerator
I
J H
G
M
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
82
LAMPIRAN 3
STRUKTUR ORGANISASI STAF DIREKSI
Direktur
DIREKTUR UTAMA
DIREKTUR PRODUKSI
DIREKTUR UMUM DAN SDM
DIREKTUR KEUANGAN
DIREKTUR PEMASARAN
Poliklinik / Apotik
Prog. Kemitraan
Dan Bina
Lingkungan/PKBL
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
83
LAMPIRAN 4
STRUKTUR ORGANISASI NON DIREKTORAT
Manager
Asisten Manager
DIREKTUR UTAMA
Corporate Secretary
Investor Relation
Legal
SCM
SPI
Manajemen Resiko,
Compliance & GCG
Staf Ahli
Strategic Business
Development
Audit Keuangan
& Investigasi
Operasional
& Kepatuhan
Sistem
Informasi
Corp
Communication
SCM
Sekretariat Direksi
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
84
LAMPIRAN 5
STRUKTUR ORGANISASI DIREKTORAT PRODUKSI
PRODUKSI
Produksi I Pemastian Mutu Pengawasan
Mutu Litbang PPPP Teknik
& Pemeliharaan Procurement Produksi II
Tablet I
Tablet II
Pengemasan
Herbal
Betalaktam
Salep , Sirup &
Serbuk
Steril
Pengadaan
Bahan I
Pengadaan
Bahan II
Perencanaan, Evaluasi & Bengkel
Pemeliharan
Produksi
Pemeliharaan
Utilities
Divisi Mesin
Perencanaan & Pengendalian
Bahan
Perencanaan & Pengendalian
Produksi I
Perencanaan & Pengendalian
Produksi II
Toll
Manufacturing
Formulasi
Metode Analisis
Registrasi
Pengemb.
Kemasan
Pengujian Bahan Awal & Bahan
Pengemas
IPC & Pengujian
Produk
Pengujian
Mikrobiologi
Pengembangan
Sistem
Kalibrasi, Kualifikasi dan
Validasi
Pengendalian Proses & evaluasi
Pasca Prod.
Training System
Manager Asisten Manager
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
85
LAMPIRAN 6
STRUKTUR ORGANISASI DIREKTORAT PEMASARAN
Manager
Asisten Manager
PEMASARAN
Pemasaran Reguler 1
Penjualan
Produk
Marketing Support
Pemasaran Institusi
Pemasaran Ekspor
Pemasaran OTC
Pemasaran Reguler 2
Penjualan
Produk
Penjualan
Produk
Key Account
Penjualan
Ekspor
Penjualan
Verifikasi &
CRM
Audit
Marketing
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
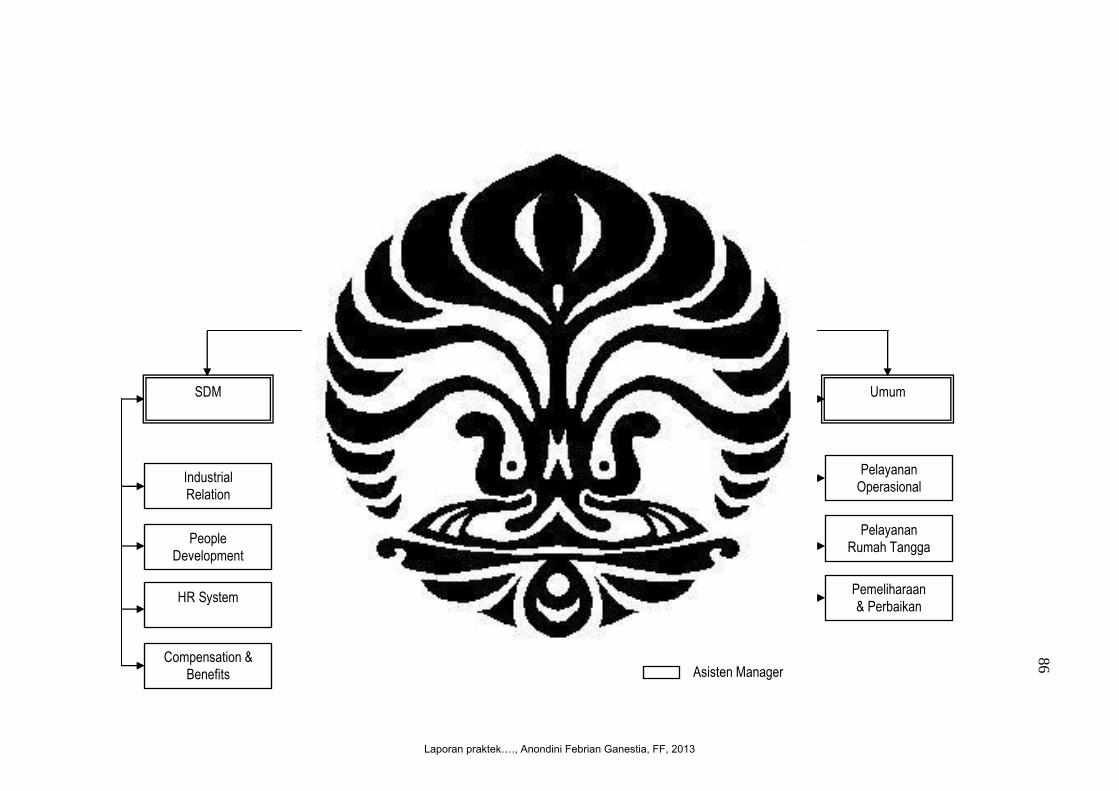
86
LAMPIRAN 7
STRUKTUR ORGANISASI DIREKTORAT UMUM DAN SDM
UMUM DAN SDM
SDM
Industrial
Relation
People
Development
HR System
Compensation &
Benefits
Logistik Bahan Awal
Bahan Baku
& Adm. Gudang
Bahan Pengemas & Spare Part
Dispensing
Umum
Pelayanan
Operasional
Pelayanan
Rumah Tangga
Logistik Produk Jadi
Produk Jadi
Pemeliharaan
& Perbaikan
Manager
Asisten Manager
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
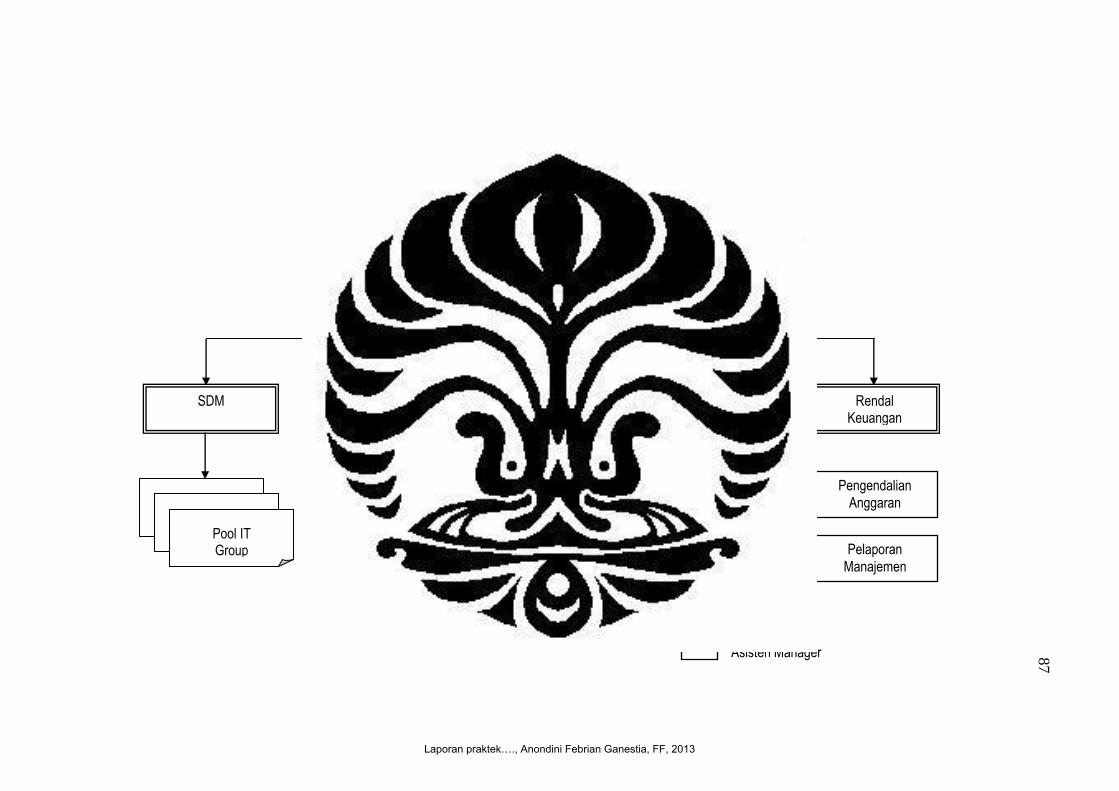
87
LAMPIRAN 8
STRUKTUR ORGANISASI DIREKTORAT KEUANGAN
KEUANGAN
SDM Akuntansi
Akuntansi
Biaya
Akuntansi Keuangan
Verifikasi
Rendal Keuangan
Pengendalian
Anggaran
Pelaporan
Manajemen
Keuangan
Pajak & Asuaransi
Treasury
Pool IT Group
Manager
Asisten Manager
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
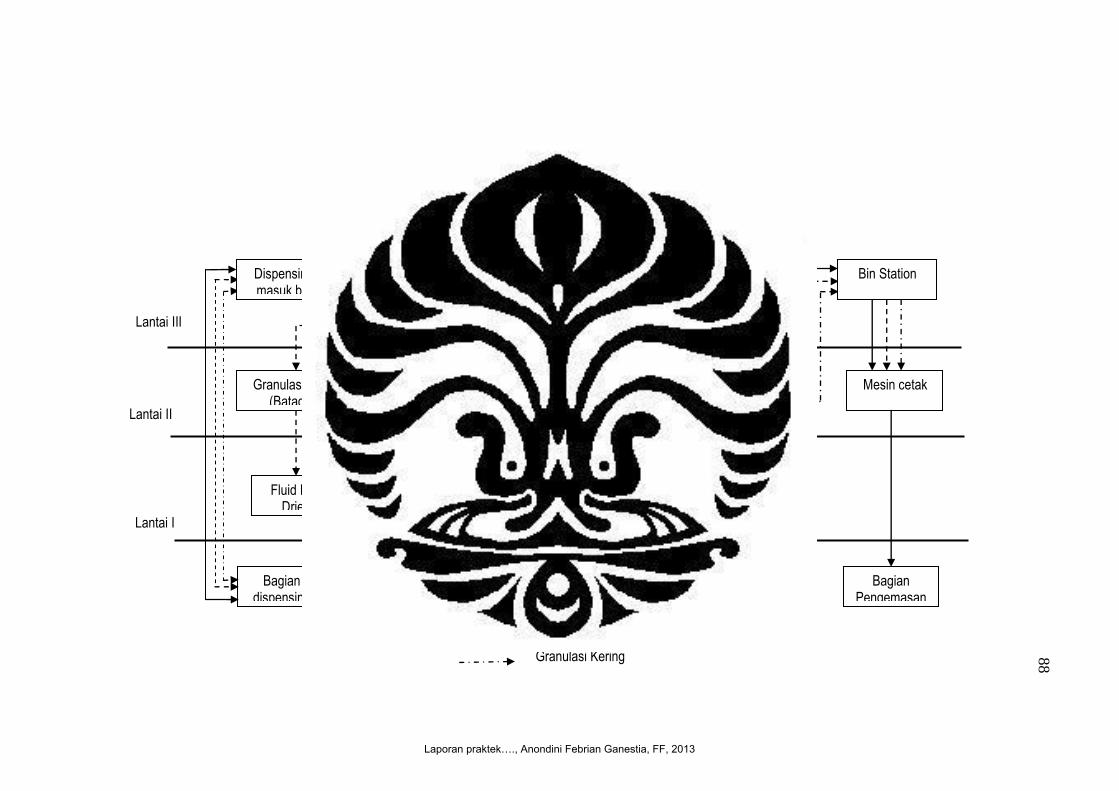
88
LAMPIRAN 9
ALUR PROSES PEMBUATAN SEDIAAN TABLET
Fluid Bed Dried
Granulasi (Viani)
Bagian dispensing
Bagian Pengemasan
Keterangan:
Cetak Langsung
Granulasi Basah
Granulasi Kering
Lantai III
Lantai II
Lantai I
Granulasi basah (Batagion)
Kompaktasi Granulator Mixing (Diosna)
Mesin cetak
Bin Station Dispensing masuk bin
Pre Mixing (Tumbler)
Bin Station
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
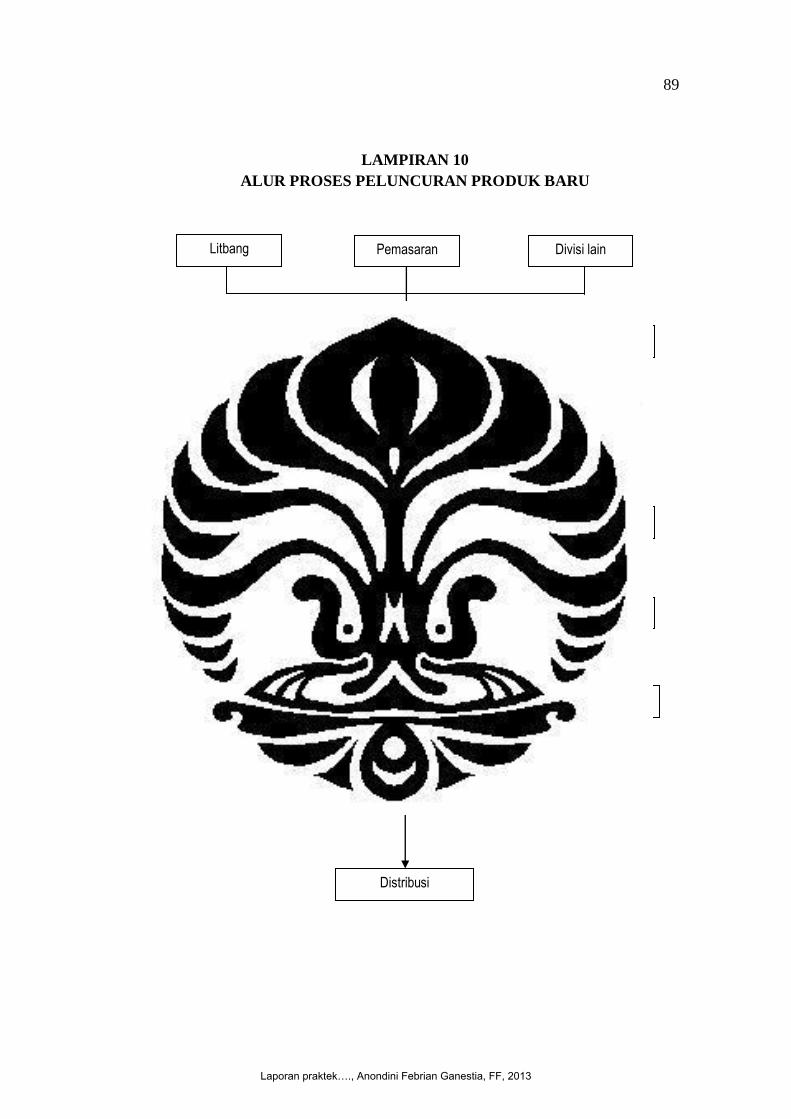
89
LAMPIRAN 10
ALUR PROSES PELUNCURAN PRODUK BARU
Distribusi
Registrasi
Penyiapan Produksi
Produk dan Kontrol Kualitas
Litbang Pemasaran Divisi lain
Usulan Produk Baru Pemerintah
Tim Produk Baru
Litbang Penyimpanan Pengadaan
BPOM
PPPP
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
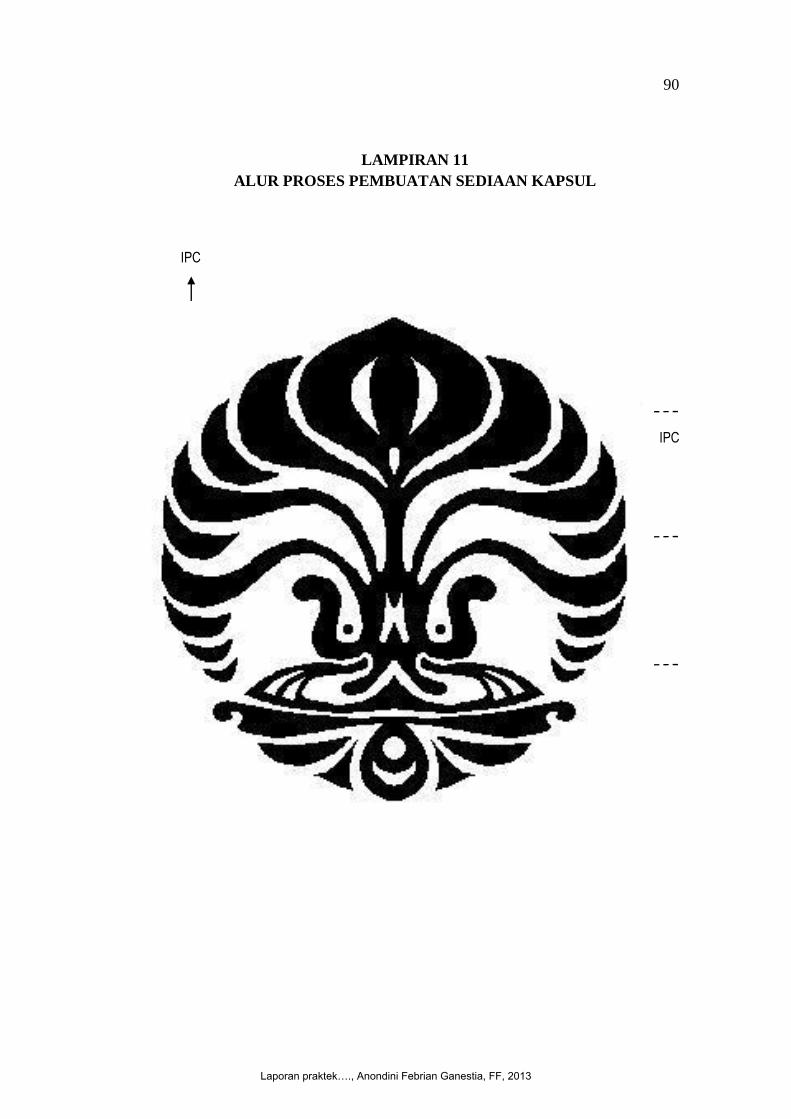
90
LAMPIRAN 11
ALUR PROSES PEMBUATAN SEDIAAN KAPSUL
IPC
Penimbangan
Bahan Baku Pengayakan Penimbangan Loading Station
Pencampuran IPC Pengisian IPC
Polishing
Karantina Pengemasan
n
Penyimpanan
IPC
Lantai III
Lantai II
Lantai I
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
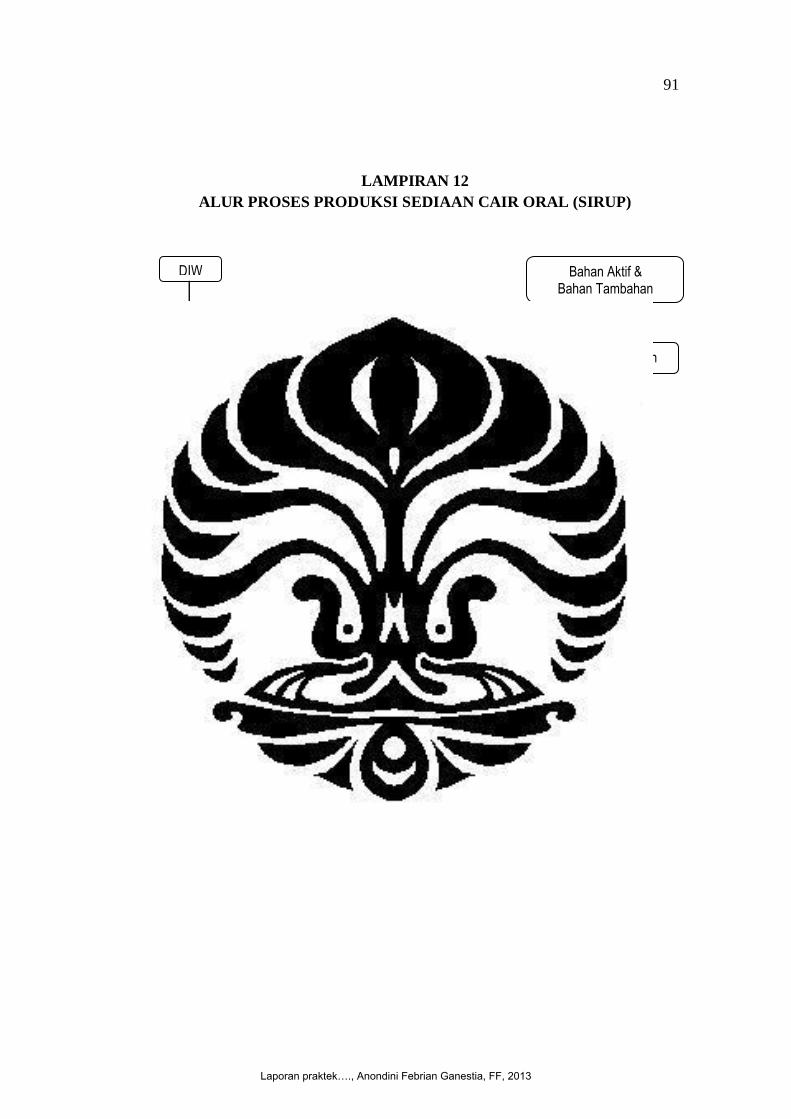
91
LAMPIRAN 12
ALUR PROSES PRODUKSI SEDIAAN CAIR ORAL (SIRUP)
Sirup Sukrosa Dingin Sirup Sukrosa
DIW
Vessel
Sukros
a
Heating 70oC
Cooling of 40-50oC
Bahan Aktif & Bahan Tambahan
Mixing IPC
Filtrasi
Filling IPC
Pengemasan IPC &
Karantina
Produk Jadi
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
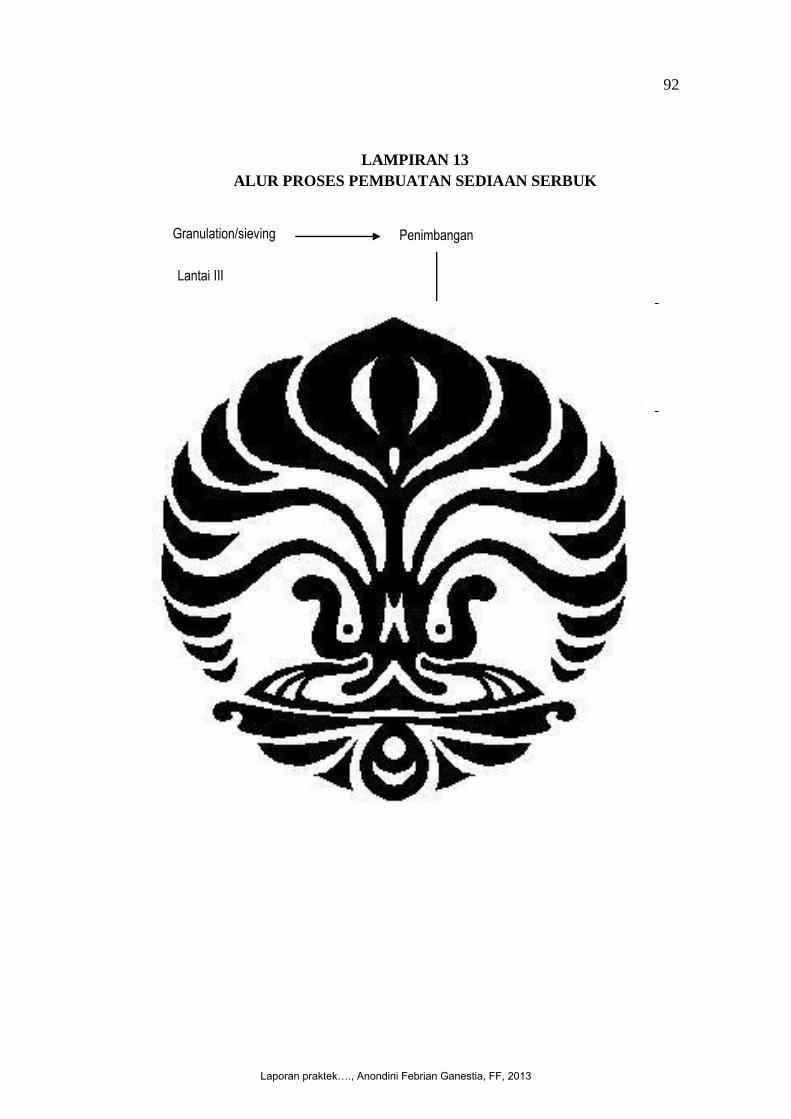
92
LAMPIRAN 13
ALUR PROSES PEMBUATAN SEDIAAN SERBUK
Granulation/sieving Penimbangan
Mixing
Filling
Pengemasan
Lantai III
Lantai II
Lantai I
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
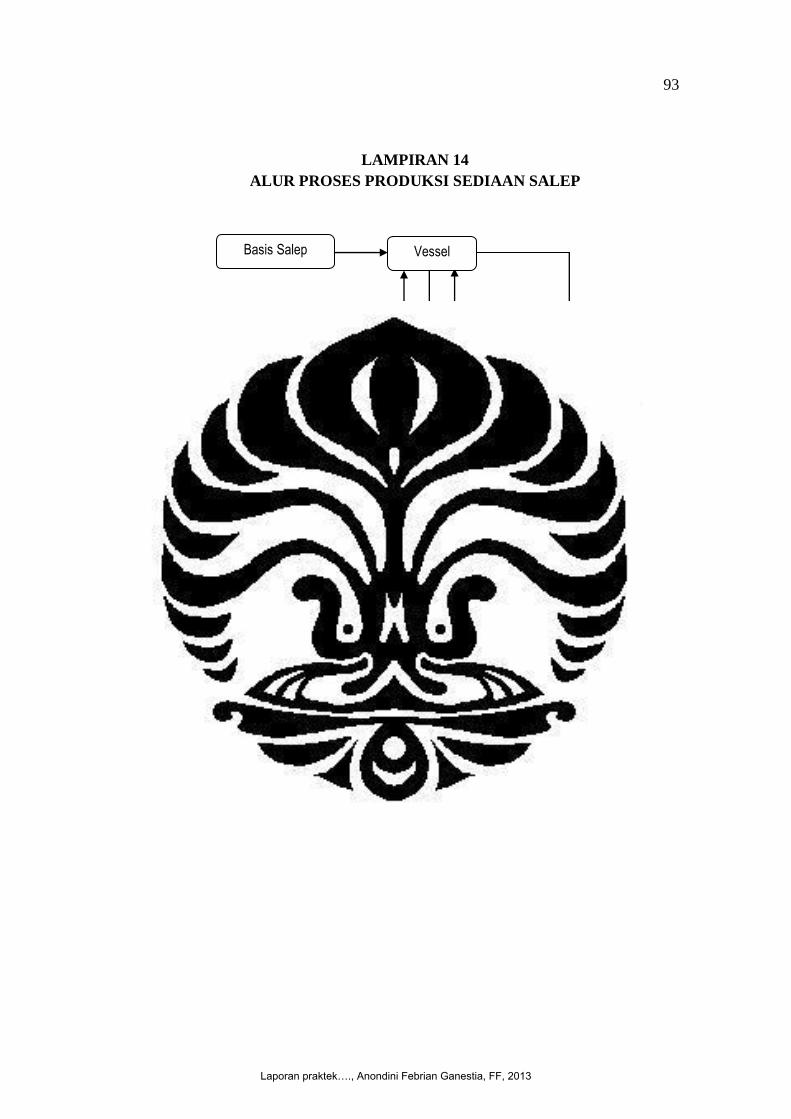
93
LAMPIRAN 14
ALUR PROSES PRODUKSI SEDIAAN SALEP
Basis Salep Vessel
Homogenizer
Bahan Aktif dan
Bahan
Tambahan
Filing IPC
Pengemasan IPC & Karantina
Produk Jadi
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
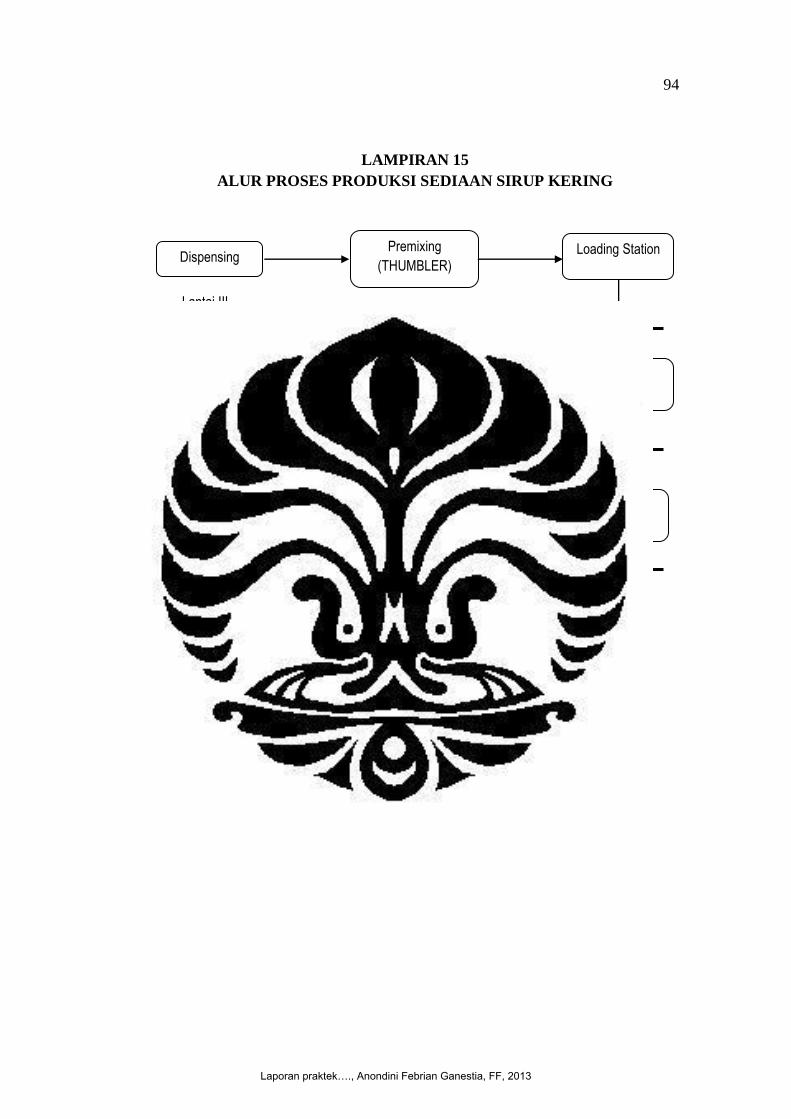
94
LAMPIRAN 15
ALUR PROSES PRODUKSI SEDIAAN SIRUP KERING
Lantai I
Pengepakan Filling
(Manual)
Lantai II
Mixing
(DIOSNA)
Lantai III
Loading Station Dispensing
Premixing
(THUMBLER)
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
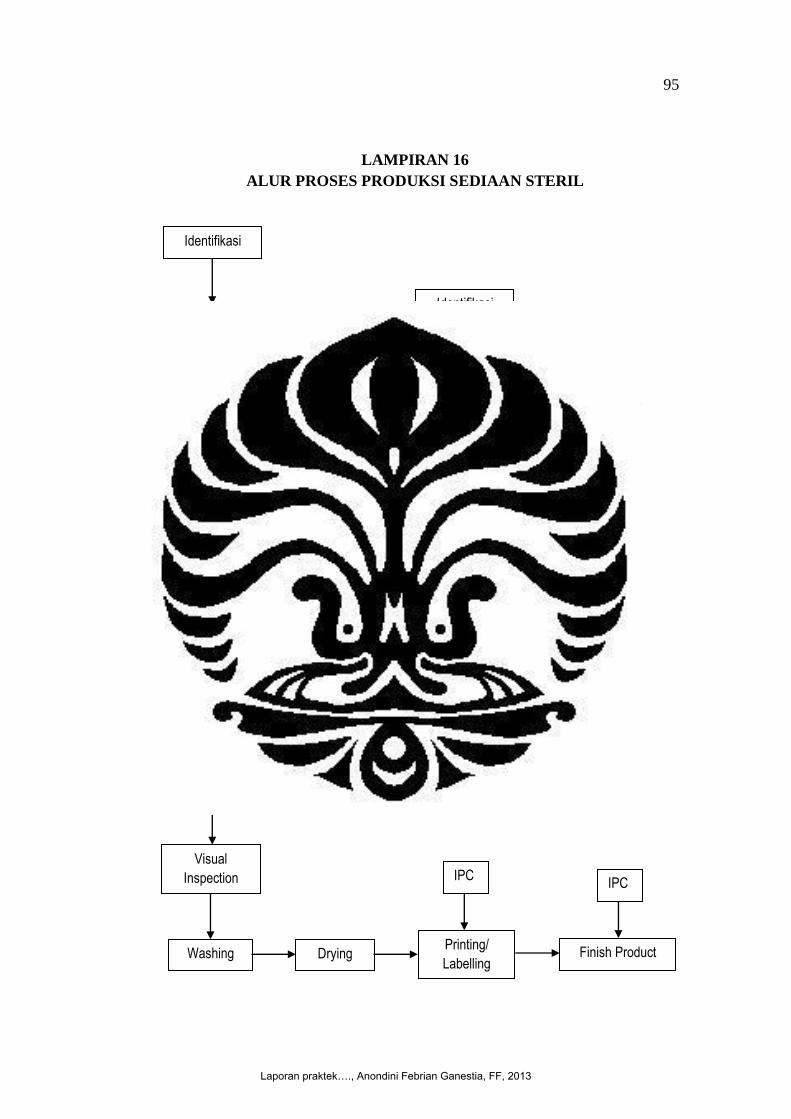
95
LAMPIRAN 16
ALUR PROSES PRODUKSI SEDIAAN STERIL
Filtering
IPC
Leaking test
Visual
Inspection
Washing
Sterilisasi
Penimbangan
Identifikasi
Mixing
Filling
IPC
Washing/Blowing
Identifikasi
Packaging
Material
Sterilization
IPC
Drying Printing/
Labelling
IPC IPC
Finish Product
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
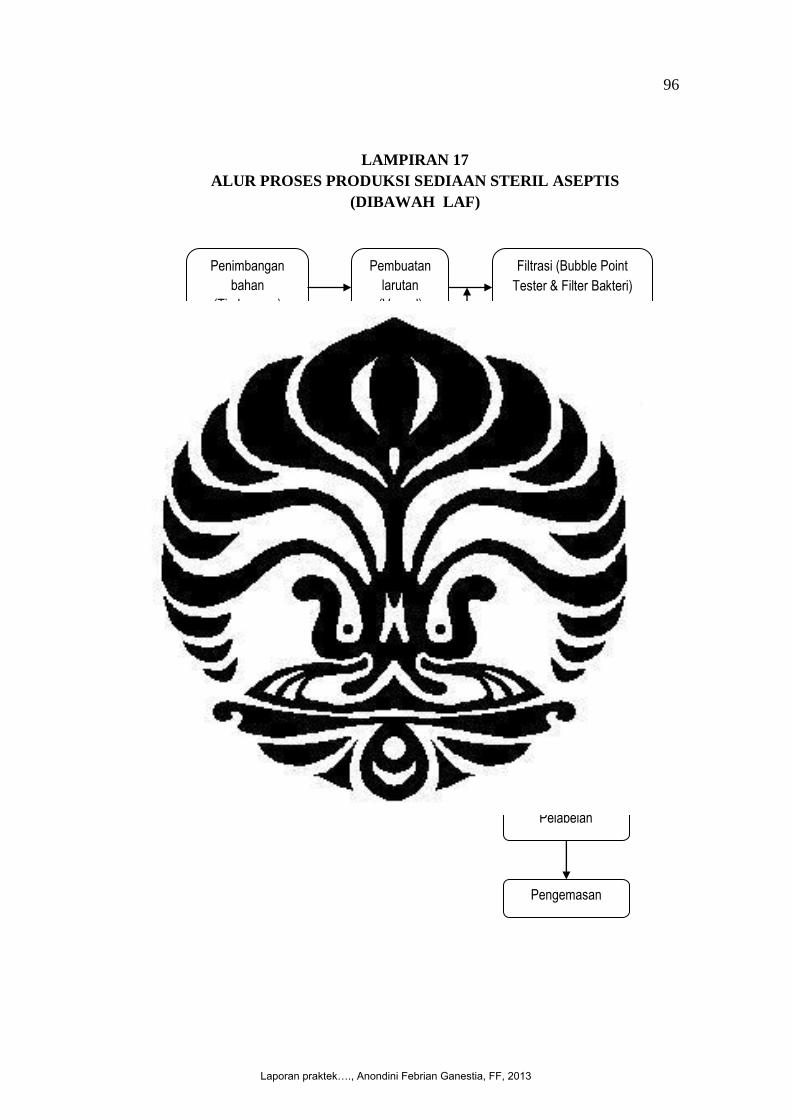
96
LAMPIRAN 17
ALUR PROSES PRODUKSI SEDIAAN STERIL ASEPTIS
(DIBAWAH LAF)
Penimbangan
bahan
(Timbangan)
Pembuatan
larutan
(Vessel)
Filtrasi (Bubble Point
Tester & Filter Bakteri)
IPC Pencucian ampul Blowing
Botol OTM
Sterilisasi ampul : - Oven
- Radiasi sinar Gamma
Pengisian
Uji Kebocoran
Inspeksi Visual
Pengujian Produk
Ruah
Pelabelan
Pengemasan
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
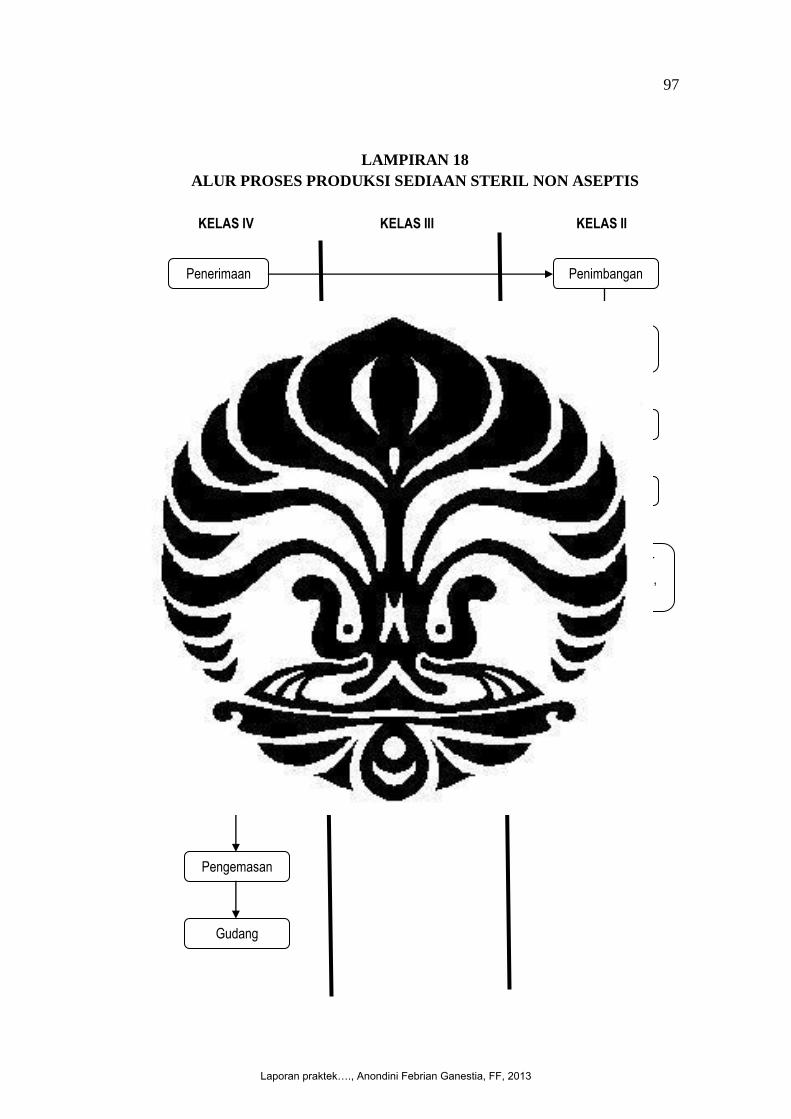
97
LAMPIRAN 18
ALUR PROSES PRODUKSI SEDIAAN STERIL NON ASEPTIS
Pengemasan
Gudang
Karantina
Pemeriksaan
kejernihan
Pencucian ampul
Pelabelan
Penerimaan Penimbangan
Pembuatan
larutan
Penyaringan
Pengisian
Sterilisasi akhir
Autoclve 121oC,
20 menit
Pencucian ampul
Sterilisasi ampul
Oven 180oC, 2
jam
IPC
IPC
IPC Uji Kebocoran
IPC
IPC
KELAS IV KELAS III KELAS II
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
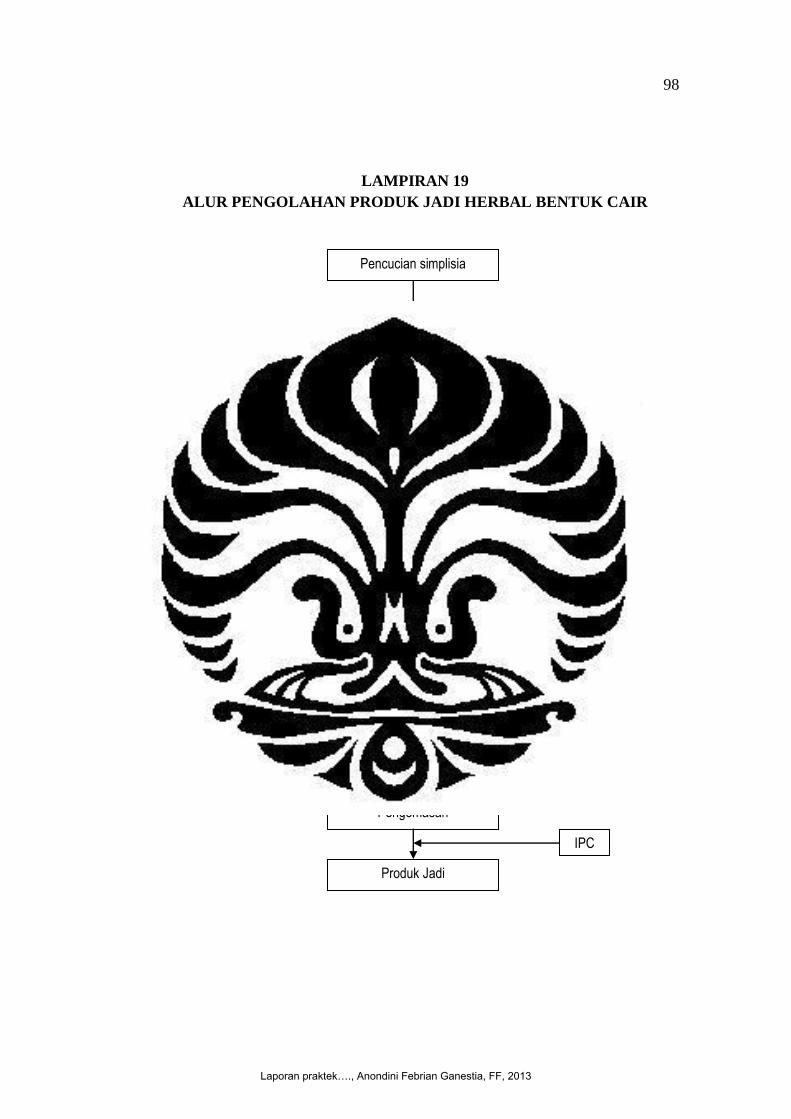
98
LAMPIRAN 19
ALUR PENGOLAHAN PRODUK JADI HERBAL BENTUK CAIR
Pengisian botol
Pengemasan
Produk Jadi
IPC
Penambahan flavor
Pengenapan
Pencampuran sirup
Ekstraksi
Evaporasi
Pencucian simplisia
Pengeringan
Perajangan simplisia
IPC
IPC
IPC
IPC
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
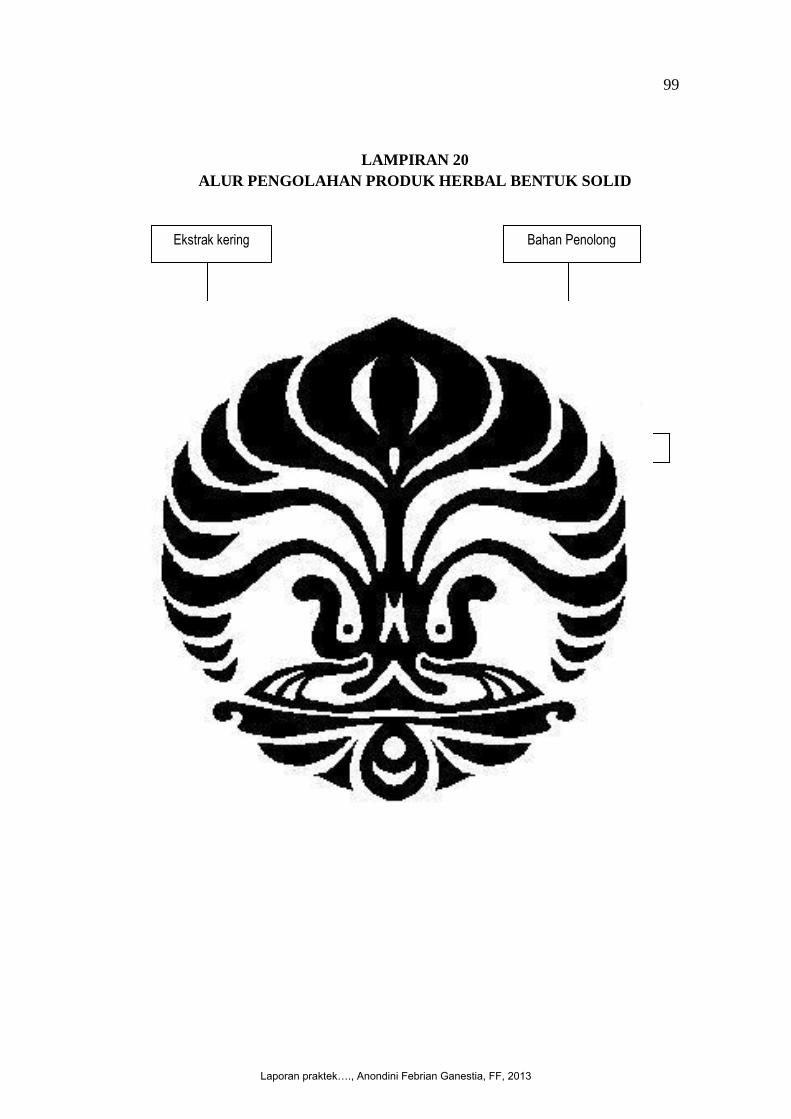
99
LAMPIRAN 20
ALUR PENGOLAHAN PRODUK HERBAL BENTUK SOLID
Ekstrak kering Bahan Penolong
Pencampuran IPC
Pengisian kapsul Pengisian sachet Pencetakan
Serbuk Kapsul Tablet
IPC
Pengemasan
PRODUK JADI
IPC
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
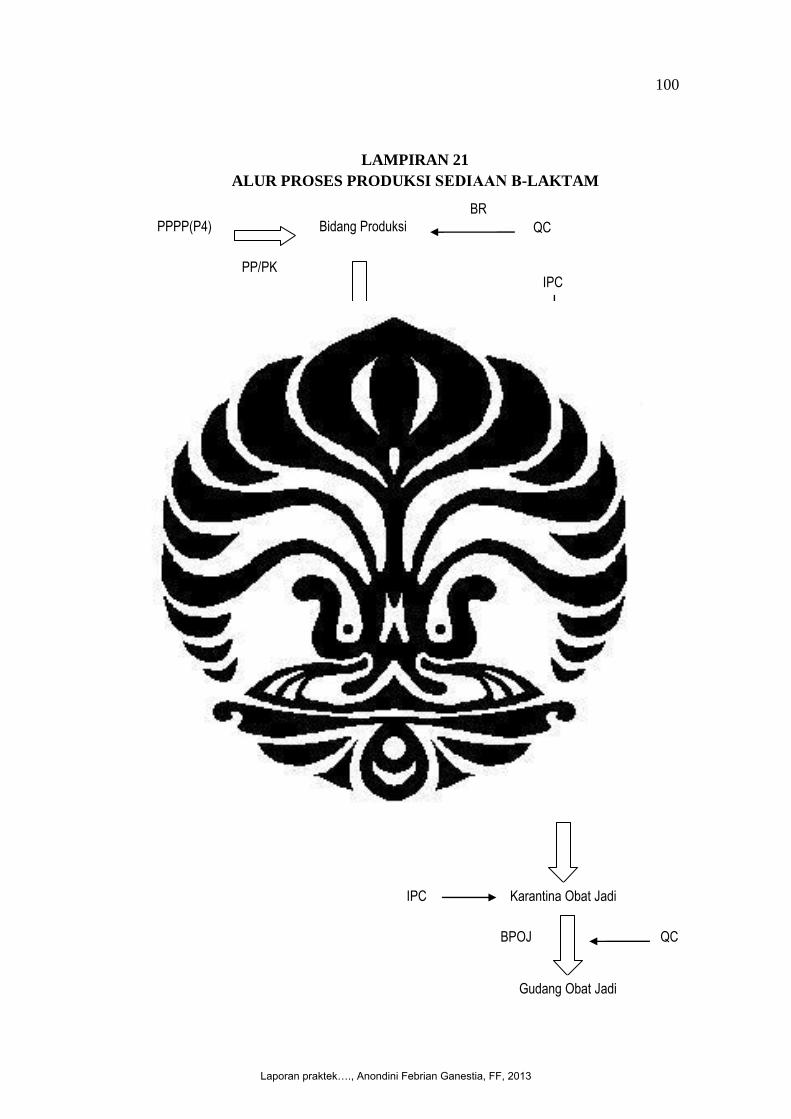
100
LAMPIRAN 21
ALUR PROSES PRODUKSI SEDIAAN Β-LAKTAM
Keterangan:
PP/PK : Perintah Produksi/Perintah Kemas
BR : Batch Record
BPR : Batch Production Record
PPPP(P4)
PP/PK
Bidang Produksi
BR
QC
Penimbangan
Pencampuran Produk Antara
IPC
Pencetakan
Produk Ruahan
Produk Pengemasan
Pengemasan
Karantina Obat Jadi
Gudang Obat Jadi
QC BPOJ
IPC
IPC
IPC
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
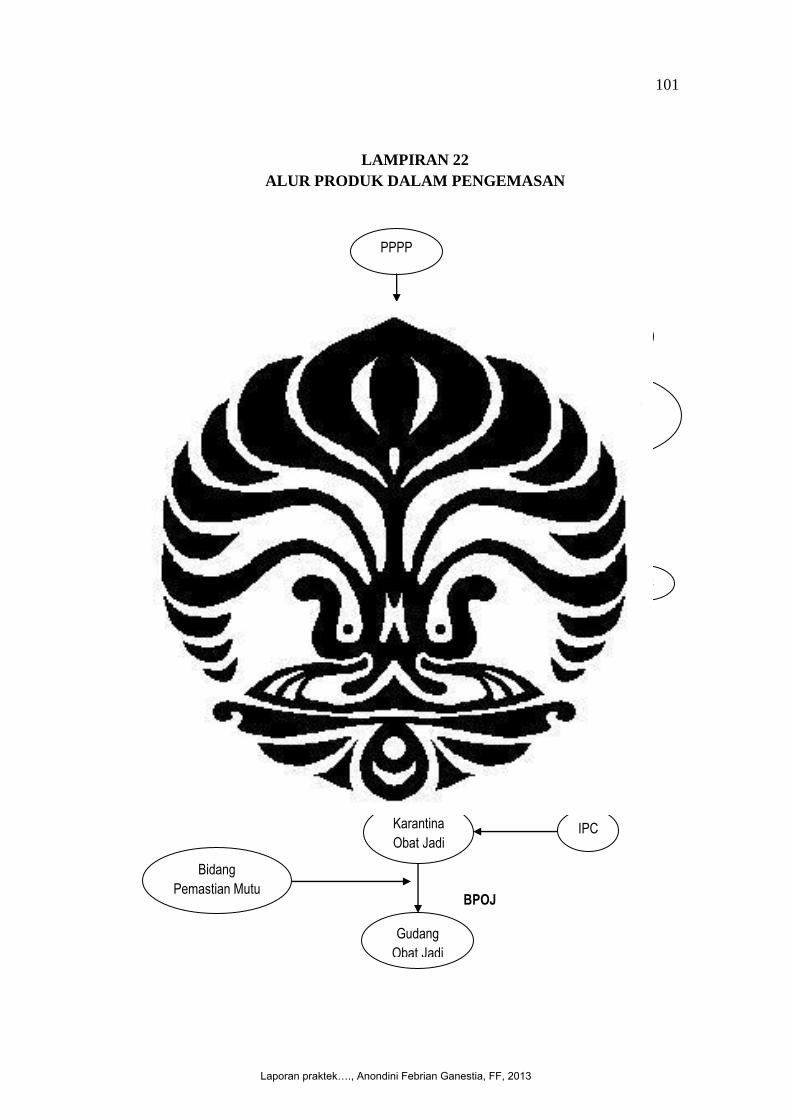
101
LAMPIRAN 22
ALUR PRODUK DALAM PENGEMASAN
PPPP
Bidang
Pengemasan
Bidang
Produksi Bidang
Penyimpana
n
BPR PK
Produk
Ruahan
Bahan Kemas
Coding &
Sablon
Proses Pengemasan
Bottling, Stripping,
Sacheting, Blistering
IPC
Pengepakan : Sortir,
Penampilan etiket,
Memasukkan ke Kotak,
Memasukkan ke Karton, Segel
Karantina
Obat Jadi IPC
Gudang
Obat Jadi
BPOJ
Bidang
Pemastian Mutu
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

102
LAMPIRAN 23
ASPEK PELAKSANAAN BAGIAN PPPP
PPPP
A
S
P
E
K
Produksi : efisiensi, produktivitas dan mutu produksi
Pemasaran : pemenuhan permintaan pasar
Persediaan : efisiensi biaya
Tepat Waktu
Tepat Mutu
Tepat Jumlah
Tepat Harga
Tepat Pelayanan
Customer Satisfaction
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

103
LAMPIRAN 24
SISTEM INFORMASI DALAM PERENCANAAN PRODUKSI DAN
PENGENDALIAN PERSEDIAAN
Sumber Informasi :
Marketing
Produksi
Pengadaan
Teknik
Akuntansi
Pengawasan Mutu
Litbang
Penyimpanan
Input
PPPP
Analisa Data
Output
Pelaporan
Perencanaan dan
Pengendalian Produksi
Perencanaan dan
Pengendalian Persediaan
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
104
LAMPIRAN 25
SKEMA PERAN PPPP/PPIC
Bagian PPPP
Pesanan
Pelanggan
Bidang Sales &
Marketing
Bidang Litbang &
QC
Bahan Baku
Bidang
Pengadaan
Bidang
Penyimpanan
Bidang Produksi
Produk Jadi
Kepuasan Pelanggan
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
105
LAMPIRAN 26
BAGAN SISTEM PENGOLAHAN AIR PT. INDOFARMA
(PERSERO) TBK.
Deep Weel
Iron Removal
Bak Penampung
Sand Filter
Carbon Filter
Menara Air
Softener
Heat Exchanger
AX
30o
C
MDW
45o C
HDW
80o C
Cuci
Alat
Kamar
Mandi
Humidity
AHU
Resin Penukar
Anion
Resin Penukar
Kation
Mixed Bed
UV Sterilizer
DIW tank untuk Bahan Baku
Produksi Utilities Umum
Zenoit untuk mengikat Mg&Ca
sebelum di panaskan. NaCl
untuk regenerasi
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
106
LAMPIRAN 27
BAGAN SISTEM PENGATURAN UDARA PT. INDOFARMA
(PERSERO) TBK.
Udara luar
(fresh air)
Udara balik
(return air)
Pre Filter
Medium Filter
Cooling coil
Blower
Ruang
produksi non
steril
HEPA Filter
Cooling coil
Blower
Ruang
produksi
Steril
HEPA
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
107
LAMPIRAN 28
TABEL INSTALASI PENGOLAHAN AIR DI PT.INDOFARMA
(PERSERO) TBK.
No. Jenis
Air
Asal Proses Fungsi
1. AP Sumur
Artesis
NaOCl Iron RT
Al2(SO4)
3 Penampung
Sand Filter
Bahan baku air
2. AF Sumur
Artesis
NaOCl Iron RT
Al2(SO4)
3 Penampung
Sand Filter
Pemadam kebakaran
3. DW AP Carbon Filter Water Tower Air Minum
4. HDW DW Water Heater 80o C Pencuci Alat Produksi
5. MDW DW Water Heater 45o C Pencuci Alat Produksi
6. DMW AP Ion exchanger Feeding Boiler
7. DIW AMW UV Sterilizer Pembilasan terakhir
pada pencucian wadah
untuk produksi
8. VI AMW Steam Generator Jacket Vessel,
Flashing Steam
9. VD DIW Clean Steam Generator Sterilisasi wadah
autoclave
10. AE AP Water Cooling Tower
Chiller Unit
Pendingin AHU
11. AX AP Water Heater Kelembaban udara.
Keterangan:
AP : Aqua Pottabile MDW : Medium Dringking Water
AF : Fire Fight Water DMW : Demineralized Water
DW : Dringking Water DIW : Deionized Water
HDW : Hot Dringling Water AX : AP suhu tertentu untuk
pemanasan Heating Coil
VI : Industry Steam
VD : Clean Steam
AE : AP suhu 70o
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
108
LAMPIRAN 29
BAGAN SISTEM INSTALASI PENGOLAHAN AIR LIMBAH (IPAL)
PT.INDOFARMA (PERSERO) TBK.
A. Pengelolaan Limbah Antibiotik β-laktam
B. Sistem penanganan limbah, kotoran manusia, dan air hujan
C. Instalasi pengelolaan Limbah Cair
Untuk limbah cair betalaktam, sebelum memasuki bak penampungan
limbah, ditampung di bak penampung khusus untuk memecahkan cincin
betalaktamnya dengan menggunakan NaOH dan dinetralkan dengan HCL.
Keterangan:
1. Bak Pertama (Inlet) 2. Bak Penyaringan 3. Bak Aerasi 4. Bak Penenang 5. Bak Aerasi 6. Bak Penenang 7. Bak Penenang 8. Bak Penenang 9. Bak Penenang
Akhir
2
6
7
5
9
2
4
1
8
Air Limbah Air Limbah Collector Air netral
pH 7
Instalasi
Pengelolaan Air
IPAL
Bangunan di
PT. Indofarma
Penampung
an
Penampung
an
Penampunga
n
Septik tank Penampung
an
Penampunga
n
Rembesa
n
Penampunga
n
Penampunga
n
Penampunga
n
Sunga
i
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
UNIVERSITAS INDONESIA
EVALUASI EFISIENSI PENGGUNAAN BAHAN KEMAS
PTP FOIL BIOVISION
TUGAS KHUSUS PRAKTEK KERJA PROFESI APOTEKER
ANONDINI FEBRIAN GANESTIA, S. Farm
1206312832
ANGKATAN LXXVI
FAKULTAS FARMASI
PROGRAM PROFESI APOTEKER
DEPOK
JUNI 2013
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
ii
DAFTAR ISI
Halaman
HALAMAN JUDUL .............................................................................................. i
DAFTAR ISI .......................................................................................................... ii
DAFTAR RUMUS ............................................................................................... iii
DAFTAR TABEL ................................................................................................ iv
DAFTAR LAMPIRAN ......................................................................................... v
BAB 1 PENDAHULUAN ..................................................................................... 1
1.1 Latar Belakang................................................................................. 1
1.2 Tujuan .............................................................................................. 2
BAB 2TINJAUAN PUSTAKA ............................................................................. 3
2.1 Produksi Herbal ............................................................................... 3
2.2 Pengemasan ..................................................................................... 4
BAB 3 METODOLOGI PENELITIAN .............................................................. 6
3.1 Waktu dan Tempat Penelitian ......................................................... 6
3.2 Metode Pengumpulan Data ............................................................. 6
BAB 4 HASIL PENGAMATAN DAN PEMBAHASAN ................................... 7
4.1 Hasil Pengamatan ............................................................................ 7
4.2 Pembahasan ..................................................................................... 7
BAB 5 KESIMPULAN DAN SARAN ............................................................... 10
4.1 Kesimpulan .................................................................................... 10
4.2 Saran .............................................................................................. 10
DAFTAR ACUAN ............................................................................................... 11
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

iii
DAFTAR RUMUS
Rumus 4.1. Perhitungan Susut Pengemasan .......................................................... 7
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
iv
DAFTAR TABEL
Tabel 4.1. Data Pemakaian Kemasan PTP Foil Biovision ................................... 7
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
v
DAFTAR LAMPIRAN
Lampiran 1. Contoh Kemasan Memenuhi Syarat ................................................. 12
Lampiran 2. Contoh Kemasan Tidak Memenuhi Syarat ....................................... 13
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
1 Universitas Indonesia
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Penggunaan obat di masyarakat semakin banyak seiring dengan semakin
banyak pertumbuhan penduduk di Indonesia. Akan tetapi tidak semua orang dapat
membeli obat yang dibutuhkan karena harga obat yang mahal. Adanya
ketergantungan bahan baku impor menyebabkan harga obat menjadi mahal
sehingga diperlukan kemandirian bahan baku nasional. Hal ini menjadi tantangan
bagi industri farmasi untuk mencari alternatif bahan baku agar dapat
memproduksi obat berkualitas dengan harga obat yang dapat terjangkau bagi
masyarakat.
Teknologi pemanfaatan herbal sebagai bahan baku merupakan salah satu
alternatif untuk menyiasati akan ketergantungan bahan baku impor. PT Indofarma
(persero) Tbk sebagai salah satu industri farmasi terbesar di Indonesia turut
berperan aktif dalam memenuhi kebutuhan masyarakat akan kebutuhan terhadap
obat tradisional. PT Indofarma Tbk melalui bidang produksi herbal berusaha
memproduksi obat tradisional yang bermutu agar dapat memenuhi kebutuhan
masyarakat.
Seiring dengan peningkatan kebutuhan akan obat tradisional maka persaingan
penjualan obat tersebut akan meningkat pula. Ada tiga hal yang mempengaruhi
pertimbangan konsumen dalam memilih suatu produk yaitu harga, kualitas dan
kebutuhan. Oleh karena itu untuk memenangkan persaingan tersebut maka
produsen harus mampu menjaga ketiga hal tersebut.
Salah satu produk PT Indofarma yang termasuk obat tradisional adalah
Biovision. Biovision merupakan produk herbal yang digunakan sebagai suplemen
mata. Untuk memenangkan persaingan penjualan suplemen mata maka kualitas
dan harga produk tersebut harus dapat dikendalikan. Efisiensi tanpa melupakan
kualitas adalah salah satu cara untuk menekan harga produk agar dapat terus
bersaing dengan suplemen mata lainnya.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
2
Universitas Indonesia
Efisiensi bahan pengemas merupakan salah satu cara untuk menekan harga
pokok produk. Produk Biovision dikemas dalam bentuk blister dimana dalam
pengemasannya membutuhkan dua bahan utama yaitu PVC dan PTP Foil.
Diketahui bahwa PTP Foil merupakan bahan yang harganya paling mahal untuk
pengemasan Biovision dibandingkan bahan pengemas lainnya. Dengan demikian
diharapkan efisiensi PTP Foil dapat secara signifikan menurunkan harga pokok
produk.
Evaluasi penggunaan bahan pengemas PTP Foil dilakukan dengan cara
menghitung banyaknya bahan pengemas yang terbuang kemudian menganalisa
faktor – faktor yang dapat menyebabkan bahan pengemas banyak terbuang.
Dengan diketahui faktor – faktor tersebut diharapkan penggunaan bahan
pengemas lebih efisien sehingga dapat menghemat dana yang dibutuhkan untuk
proses pengemasan.
1.2. Tujuan
Tujuan dari pelaksanaan tugas khusus ini adalah :
1. Menghitung efisiensi bahan kemas PTP foil biovision.
2. Mengetahui faktor – faktor yang mempengaruhi penyusutan bahan pengemas
PTP Foil Biovision.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
3 Universitas Indonesia
BAB 2
TINJAUAN PUSTAKA
2.1. Produksi Herbal
Produksi herbal di PT Indofarma (persero) Tbk berada di bawah naungan
bidang produksi I. Bidang produksi merupakan salah satu bidang yang berada di
bawah direktorat produksi dan dipimpin oleh seorang manager. Manager bidang
produksi I membawahi seksi solid I, solid II, pengemasan dan herbal. Tiap seksi
dipimpin oleh seorang asisten manager.
Seksi produk herbal memiliki gedung yang terpisah dengan gedung produksi
utama. PT Indofarma (persero) Tbk. mendirikan Extraction Center yang khusus
memproduksi obat tradisional. Produk herbal yang diproduksi oleh PT Indofarma
(persero) Tbk masih berupa jamu dan suplemen.
Seksi produk herbal menghasilkan dua seri produk yaitu produk awalan Pro
dan awalan Bio. Produk awalan Pro untuk bahan baku yang berasal dari tumbuhan
asli Indonesia, proses ekstraksi dan formulasi dilakukan oleh seksi produk herbal.
Produk herbal seri Pro antara lain Prolipid®, Prouric
®, Probagin
®, ProAsi
®,
ProHepa®, dan ProRhoid
®. Produk awalan Bio untuk produk yang ekstraknya
berasal dari luar (import) dan siap diformulasikan. Produk herbal seri Bio antara
lain Biovision®, Biovision Gold
®, Bioprost
®, Biosthin
®, Bioman
®, dan Biofibra
®.
Proses produksi herbal meliputi penyiapan simplisia, ekstraksi (ekstrak
tunggal, ekstrak gabung), formulasi (pencampuran ekstrak dengan bahan
tambahan), pengisian, pengemasan, pengeringan ekstrak menggunakan tiga
metode yaitu Spray Dryer, Dehumidifier, dan Vaccum Dryer. Proses pengolahan
ekstrak dimulai dari perajangan kemudian ekstraksi (penyarian), pengentalan,
pengeringan kering yang kemudian menghasilkan ekstrak kering.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

4
Universitas Indonesia
2.2. Pengemasan
2.2.1. Defini Bahan Pengemas dan Pengemasan
Definisi bahan pengemas menurut CPOB adalah tiap bahan yang digunakan
dalam proses pengemasan obat, tetapi tidak termasuk kemasan luar yang
digunakan untuk transportasi atau keperluan pengiriman ke luar pabrik.
Pengemasan menurut CPOB adalah bagian siklus produksi yang dilakukan
terhadap produk ruahan untuk menghasilkan produk jadi.
2.2.2. Penggolongan Bahan Pengemas
Berdasarkan kontak antara produk dan bahan pengemas maka bahan
pengemas digolongkan menjadi :
a. Bahan pengemas primer yaitu bahan pengemas yang berhubungan langsung
dengan produk yang dikemas. Bahan pengemas ini harus dibuat dari bahan
yang inert, tidak boleh berintegrasi dengan produk di dalamnya. Contoh
bahan pengemas primer antara lain : botol, ampul, tube, dll.
b. Bahan pengemas sekunder yaitu bahan pengemas yang berfungsi mengemas
ataupun melengkapi bahan pengemas primer. Contoh bahan pengemas
sekunder : dus, etiket
c. Bahan pengemas tersier yaitu bahan pengemas yang berfungsi untuk
melindungi produk ataupun untuk memudahkan produk dalam
distribusi/transportasi. Contoh karton.
2.2.3. Fungsi Bahan Pengemas
a. Pelindung
Fungsi bahan pengemas yang utama adalah melindungi produk dari
kerusakan – kerusakan yang ditimbulkan atau diakibatkan oleh hal – hal
sebagai berikut :
1. Kerusakan yang timbul karena pengaruh lingkungan sekitar, seperti uap
air, kelembaban, suhu, sinar UV, oksidasi oleh udara, kontaminasi
bakteri, jamut atau produk lain.
2. Kerusakan yang disebabkan oleh sifat produk itu sendiri, seperti produk
bersifat mudah menguap.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
5
Universitas Indonesia
3. Kerusakan – kerusakan mekanis, seperti benturan, gesekan, dan
goncangan
b. Sarana promosi dan informasi
Keasan dapat digunakan sebagai sarana informasi oleh produsen kepasa
konsumen. Informasi yang disampaikan dalam kemasan dapat lengkap atau
tidak tergantung dari jenis produknya. Informasi yang ada pada kemasan
bertujuan untuk melindungi konsumen. Bila tidak dinyatakan lain bahan
pengemas harus mencantumkan informasi – informasi sebagai berikut :
⁻ Nama bahan berkhasiat
⁻ Komposisi obat
⁻ Kontra indikasi
⁻ Efek samping
⁻ Dosis dan cara pemakaian
⁻ Penandaan obat
⁻ Tanggal daluwarsa
⁻ Nomor registrasi
c. Memudahkan penyimpanan, perhitungan dan transportasi
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
6 Universitas Indonesia
BAB 3
METODE PENELITIAN
3.1. Waktu dan Tempat Penelitian
Penelitian tentang efisiensi bahan kemas dilaksanakan pada tanggal 11 – 23 April
2013, bertempat di tempat pengemasan produksi herbal PT Indofarma (Persero)
Tbk
3.2. Metode Pengumpulan Data
Metode penelitian dalam tugas khusus ini adalah dengan melakukan pengamatan
langsung proses pengemasan Biovision® dan mencatat bahan kemas yang terpakai
serta bahan kemas yang tidak terpakai pada saat proses pengemasan Biovision®.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
7 Universitas Indonesia
BAB 4
HASIL PENGAMATAN DAN PEMBAHASAN
4.1. Hasil Pengamatan
Dari hasi pengamatan terhadap proses pengemasan blister PTP Foil Biovision
yang diperoleh data yang tertera pada tabel 4.1. Persentase susut pengemasan
dihitung berdasarkan rumus sebagai berikut :
% susut pengemasan =alumunium foil terbuang
alumunium awal x 100%
Rumus 4.1. Perhitungan susut pengemasan
Tabel 4.1. Data pemakain kemasan PTP Foil Biovision
Nama
Produk
No
Batch
PTP Foil
Awal (cm)
Jumlah obat
yang dikemas
(blister)
PTP Foil
terpakai
(cm)
PTP Foil
terbuang
(cm)
susut
pengemasan
Biovision 1303001 175000 24100 159060 15940 9,12%
Biovision 1303002 160000 24060 158796 1206 0,75%
Biovision 1303003 167000 24160 159456 7544 4,52%
Keterangan : 1 rol PTP Foil kemasann biovision = 50000 cm
4.2 Pembahasan
Berdasarkan tabel 4.1. bahan pengemas PTP Foil yang terbuang sebanyak
9,12% untuk bets 1, 0,75% untuk bets 2, dan 4,52% untuk bets 3. Dari ketiga
pengamatan tersebut hampir setiap bets menghasilkan susut pengemasan yang
cukup besar. Akibatnya dapat menimbulkan kerugian karena harga bahan
pengemas cukup mahal. Oleh karena perlu dilakukan pengamatan faktor – faktor
yang menyebabkan bahan pengemas terbuang.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
8
Universitas Indonesia
Berdasarkan pengamatan pada saat proses pengemasan biovision
banyaknya bahan pengemas PTP Foil yang terbuang disebabkan oleh faktor –
faktor sebagai berikut :
1. Penyetelan mesin
Pada saat proses pengemasan kemasan biovision sebelum mesin
digunakan dilakukan penyetelan mesin terhadap bahan pengemas agar proses
pengemasan dapat berjalan lancar dan kemasan yang dicetak sesuai dengan
persyaratan. Tahapan awal pengemasan adalah membuat kemasan blister
kosong dengan tujuan untuk memastikan blister yang dikemas telah
memenuhi syarat sebelum proses pengisian produk ke dalam blister. Selain itu
kemasan blister kosong juga digunakan untuk melakukan uji kebocoran.
Dengan demikian semakin cepat kemasan yang dicetak memenuhi syarat
maka semakin sedikit bahan pengemas yang terbuang.
2. Kemasan yang tidak memenuhi syarat
Pada saat proses pengemasan tidak semua kemasan blister yang dicetak
memenuhi syarat. Kemasan yang tidak memenuhi syarat tersebut akan di-
reject pada saat sortir kemasan dan dipisahkan. Yang termasuk dalam
kemasan tidak memenuhi syarat antara lain kemasan blister yang dicetak tidak
simetris, kemasan kotor, blister tidak terisi semua. Kemasan blister yang di-
reject tersebut dikumpulkan kemudian isinya dikeluarkan untuk diisikan
kembali pada blister sehingga jumlah bahan pengemas yang dibutuhkan
meningkat. Semakin banyak blister yang tidak memenuhi syarat maka
semakin banyak bahan pengemas yang terbuang.
3. Bahan pengemas
Salah satu kegagalan pada saat proses pengemasan disebakan oleh bahan
pengemasnya itu sendiri. Selama pengamatan kegagalan yang disebabkan
bahan pengemas antara lain kesalahan penggulungan bahan pengemas, tulisan
berbayang pada bahan pengemas dan adanya pergeseran eye mark pada bahan
pengemas. Tulisan yang berbayang pada bahan pengemas membuat kemasan
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

9
Universitas Indonesia
menjadi tidak memenuhi syarat karena bahan pengemas yang merupakan
identitas produk menjadi tidak terbaca oleh konsumen. Adanya pergeseran eye
mark pada bahan pengemas menyebabkan potongan blister menjadi tidak
simetris dan kemasan menjadi tidak memenuhi syarat sehingga blister menjadi
terbuang.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
10 Universitas Indonesia
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Pada proses pengemasan kemasan blister biovision diperoleh susut
pengemasan bahan pengemas PTP foil biovision sebesar 9,12%, 0,75%, dan
4,52%. Bahan pengemas PTP Foil yang terbuang disebabkan antara lain oleh
penyetelan mesin, kemasan yang tidak memenuhi syarat, tulisan yang berbayang
pada bahan pengemas dan pergeseran eye mark pada bahan kemas.
5.2. Saran
1. Perlu dilakukan evaluasi lanjutan untuk menghitung efisiensi bahan pengemas
karena dengan sampel 3 betsvariasinya terlalu besar sehingga belum dapat
mewakili perhitungan efisiensi.
2. Perlunya meningkatkan kemampuan operator dalam penyetelan mesin
sehingga pada saat penyetelan mesin bahan pengemas yang terbuang tidak
banyak.
3. Perlu dilakukan tinjauan ulang pengujian mutu bahan pengemas oleh Quality
Control sehingga PTP Foil yang digunakan benar – benar dalam kondisi yang
baik.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

11 Universitas Indonesia
DAFTAR ACUAN
Anonim. 2004. Company Profile PT. Indofarma (Persero) Tbk.
Badan Pengawasan Obat dan Makanan. (2006). Pedoman Cara Pembuatan Obat
yang Baik. Jakarta : Badan Pengawasan Obat dan Makanan.
Badan Pengawasan Obat dan Makanan (2009). Supplemen I Petunjuk Operasional
Penerapan Cara Pembuatan Obat yang Baik. Jakarta : Badan Pengawas
Obat dan Makanan.
P.C. Carlo, A. Fischer dan R.H. Thomas. Pengetahuan Tentang Bahan Pengemas.
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013
LAMPIRAN
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

12
Lampiran 1. Contoh Kemasan Memenuhi Syarat
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013

13
Lampiran 2. Contoh Kemasan Tidak Memenuhi Syarat
Laporan praktek…., Anondini Febrian Ganestia, FF, 2013








