TUGAS HAZ

of 19
-
Upload
yudanugraha -
Category
Documents
-
view
220 -
download
0
Transcript of TUGAS HAZ
-
7/21/2019 TUGAS HAZ
1/19
Pengertian Dasar Aluminium
Aluminium merupakan logam ringan yang mempunyai ketahanan korosi yang
baik dan hantaran listrik serta sifat-sifat yang baik lainnya sebagai sifat logam. Adanya
penambahan Cu, Mg, Si, Mn, Zn, Ni, dan sebagainya akan meningkatkan kekuatan mekanik
Aluminium (Tata Surdia, !!!"
Alumunium Alloy 1100
#ada penelitian ini logam alumunium yang digunakan adalah alumunium seri $$$
yaitu AA %%. Aluminium ini dikenal sebagai aluminium yang memiliki ketahanan korosi
yang sangat bagus, kondukti&itas listrik serta sifat mampu bentuk yang baik. Aluminium AA
%% ini biasanya digunakan untuk pembuatan pelat nama, heat exchanger, kemasan bahan
kimia dan berbagai 'enis makanan, berbagai peralatan penyimpan serta perakitan kompenen
pengelasan lainnya (right Metal, )%%*"
Tabel ). +omposisi Aluminium AA %% berdasarkanActual Mill Chemical and
Mechanical Property Test Report In Imperial Nomenclature
Si
e Cu Mn Mg Ti Zn AlTS /long
(N0mm)" ("
%,1 %,*2 %,%3 %,% %,% %,% %,%) !!,%3 !,* %
Pengaruh Unsur Unsur Paduan Logam Aluminium
a. 4esi (e" 5 #enambahan unsur besi pada aluminium dapat mengurangi ter'adinya
keretakan panas.
b. Manganase (Mn" 5 Aluminium yang ditambahi unsur mangan dapat perbaiki du6tility
pada logam aluminium.
6. Sili6on 5 #enambahan unsur sili6on akan mempengaruhi aluminium tahan terhadap
korosi tetapi sulit dima6hining.
-
7/21/2019 TUGAS HAZ
2/19
d. Copper 5 nsur 6opper dapat mempengaruhi logam aluminium mudah dima6hining.
e. Magnesium 5 #enambahan unsur magnesium pada logam aluminium akan
memperbaiki sifat kekuatan, tetapi sulit pada peker'aan proses penuangan
f. Zin6 5 #enambahan unsur seng akan memperbaiki sifat logam aluminium tahan
terhadap korosi dan mengurangi ter'adinya keretakan panas dan pengerutan
Sifat Pengelasan pada Paduan Aluminium
7alam hal pengelasan paduan aluminium mempunyai sifat yang kurang baik
diantaranya adalah sebagai berikut 5
. +arena panas 'enis dan daya hantar panasnya tinggi maka sulit untuk memanaskan
dan men6airkan sebagian ke6il.
). Aluminium mempunyai titik 6air dan &iskositas yang rendah, maka daerah yang
terkena pemanasan mudah men6air dan menetes.
8. #aduan aluminium mudah sekali teroksidasi dan membentuk oksida aluminium yang
mempunyai titik 6air tinggi. +arena sifat ini maka peleburan antara logam dasar
dengan logam las men'adi terhalang.
1. +arena perbedaan yang tinggi antara kelarutan hidrogen dalam logam 6air dan logampadat, maka dalam proses pembekuan yang terlalu 6epat akan terbentuk rongga halus
bekas kantong-kantong hidrogen.
*. #aduan aluminium mempunyai berat 'enis yang rendah karena itu banyak 9at-9at lain
yang terbentuk selama pengelasan akan tenggelam. +eadaan ini memudahkan
terkandungnya 9at-9at yang tidak dikehendaki kedalamnya
-
7/21/2019 TUGAS HAZ
3/19
Strukturmikro Hasil Pengelasan
Strukturmikro hasil pengelasan friction stir weldingyang terdiri dari daerah bagian
adukan (stir zone", bagian pengaruh panas se6ara termomekanik (thermomechanical
affected zone" dan bagian pengaruh panas (heat affected zone". 4agian adukan (stir
zone" mengalami la'u tegangan dan regangan tertinggi serta temperatur yang tinggi.
+ombinasi ini menyebabkan bagian ini ter'adi rekristalisasi dinamik. Strukturmikro
bagian adukan ini sangat tergantung pada bentuk perkakas las, ke6epatan rotasi dan
translasi, tekanan dan karakteristik bahan yang akan disambung. 7isamping itu,
bagian ini 'uga merupakan bagian yang terdeformasi. #ada bagian pengaruh panas
se6ara termomekanik (thermomechanical affcted zone" ter'adi pengkasaran penguat
presipitat tetapi tidak ada rekristalisasi dinamik. Sedangkan panas pada bagian
pengaruh panas (heat affected zone" selama pengelasan panasnya hanya
menumbuhkan butir-butir sa'a.
4agian : bagian pengelasan dengan metode fri6tion stir ;elding ini akan di'elaskan
pada gambar ).1.
-
7/21/2019 TUGAS HAZ
4/19
halus di daerah pengadukan. eld bentuknya bergantung pada parameter proses,
geometri tool, temperatur, benda ker'a dan kondukti&itas termal material
( ! ) Daerah "#A$ 5 Thermome6hani6ally affe6ted 9one (TMAZ" daerah transisi
antara logam induk dan daerah las yang mengalami deformasi struktur tetapi tidak
ter'adi reksristalisasi
( % ) Daerah HA$ 5 adalah daerah yang mengalami siklus termal tetapi tidak
mengalami deformasi plastis dan perubahan sifat mekanik. #ada daerah ini ter'adi
perubahan struktur mikro
( A ) Daerah %#5 4ase metal atau unaffte6ted material atau logam induk merupakan
daerah yang tidak terpengaruh siklus termal, mikrostruktur maupun sifat mekanik.
Struktur mikro berupa butiran halus meman'ang searah dengan rah rol
&S (friction stir welding)
#roses penyambungan aluminium paduan salah satunya dapat dilakukan dengan
6ara pengelasanfriction stir welding.
S (friction stir welding" merupakan sebuah metode pengelasan yang telah
diketemukan dan dikembangkan oleh ayne Thomas untuk benda ker'a alumunium
dan alumunium alloy pada tahun !! di T? (The "elding Institute" Amerika
Serikat. #rinsip ker'a S adalah memanfaatkan gesekan dari benda ker'a yang
berputar dengan benda ker'a lain yang diam sehingga mampu melelehkan benda ker'a
yang diam tersebut dan akhirnya tersambung men'adi satu. #roses pengelasan dengan
S ter'adi pada kondisi padat (solid state #oining". #roses pengelasan dengan S
ter'adi pada temperature sol$us, sehingga tidak ter'adi penurunan kekuatan akibat
o$er aging dan larutnya endapan koheren. +arena temperature pengelasan tidak
terlalu tinggi, maka tegangan sisa yang terbentuk dan distorsi akibat panas 'uga
rendah. +arakteristik mekanis sambungan pada S ditentukan oleh parameter 5
ke6epatan pengelasan, putaran tool, dan tekanan tool%
#engelasan ini berhasil menekan biaya proses pengelasan men'adi lebih murah
-
7/21/2019 TUGAS HAZ
5/19
karena pengelasan hanya membutuhkan input energi yang rendah dan tidak
menggunakan filler metal% +ualitas hasil pengelasan friction stir welding memiliki
permukaan yang lebih halus dan rata dari hasil pengelasan tradisional lain, kuat dan
tidak ada pori - pori yang timbul%#roses ini ramah terhadap lingkungan karena tidak
ada uap atau per6ikan dan tidak ada silauan busur nyala padafusion.
riction stir welding adalah suatu metode pengelasan baru yang dapat men'adi
solusi untuk masalah tersebut, karena hasil pengelasan yang menggunakan metode ini
memiliki daerah =AZ yang lebih ke6il sehingga 6a6at serta kerusakan dan kerugian
dapat dikurangi.
S #ada prosesnya tidak memerlukan bahan penambah atau pengisi. #anas
yang digunakan untuk men6airkan logam ker'a dihasilkan dari gesekan antara benda
yang berputar (pin" dengan benda yang diam (benda ker'a". Pin berputar dengan
ke6epatan konstan disentuhkan ke material ker'a yang telah di6ekam.
-
7/21/2019 TUGAS HAZ
6/19
-
7/21/2019 TUGAS HAZ
7/19
D'+A' #",DFRICTION STIR WELDING(&S)
leh 5
Angger Sudra-at &. P.
urusan Teknik Mesin
akultas Teknik ni&ersitas ember
)%)
%ahan
-Aluminium %% dengan ketebalan 1 mm
Proses Pengelasan
#roses pengelasan pada penelitian ini dilakukan dengan metode S, dengan
menggunakan parameter-parameter yang telah ditentukan.
. 4ahan Aluminium%% dengan tebal 1 mm
). Tool Stainless Stell
8. 7iamater Shoulder 3 mm, diameter pin 2 mm, dan pan'ang pin 8,) mm.
1. Mesin milling &ertikal.
*. #utaran #ahat >3%, !3%, dan )% rpm
2. eed Date * mm0s
Hasil Pengelasan Friction Stir Welding
#engelasan dengan metode friction stir weldingmerupakan pengelasan yang
ter'adi pada kondisi padat (solid state #oining" dengan memanfaatkan gesekan dari
benda ker'a yang berputar dengan benda ker'a lain yang diam sehingga mampu
melelehkan benda ker'a yang diam tersebut dan akhirnya tersambung men'adi satu.
=asil pengelasan menggunakan metodefriction stir weldingditun'ukkan pada gambar
-
7/21/2019 TUGAS HAZ
8/19
1. di ba;ah ini.
Arah pengelasan
-
7/21/2019 TUGAS HAZ
9/19
Dpm
Ao Eo FE TS Data G H FE0Eo
(mm" (mm" (mm" rata (I" ("I I) I8>3% )1 8) > *).%38 *).!> *.22> *).))) %.)3>*
!3% )1 8) * 83.888 83.888 83.>* 83.1>) %.*2)*
)% )1 8) 2.* **.388 *2.22> *>.%38 *2.*)3 %.)%8)*
Selain itu diperoleh nilai TS bahan aluminium %% berdasarkan sertifikat
sebesar !,* M#a dan nilai regangan sebesar % . Selan'utnya tabel 1. diolah dan
disa'ikan dalam bentuk grafik seperti tersa'i pada gambar 1.) dan 1.8
-
7/21/2019 TUGAS HAZ
10/19
7ari grafik diatas (gambar 1.)" tampak terlihat 'elas bah;a kekuatan tarik
tertinggi (TS" terbesar terdapat pada proses pengelasan menggunakan putaran tool
)% rpm yaitu sebesar *2,*)3 M#a, kemudian berturut-turut yaitu putaran tool>3%
sebesar *),))) Mpa, putaran tool!3% rpm sebesar 83,1>) Mpa. Sedangkan untuk
regangan pada gambar 1.8 yang ter'adi pada pengu'ian tarik ini regangan terbesar
ter'adi pada proses pengelasan dengan putaran tool>3% rpm yaitu sebesar ),3>* ,
dan untuk regangan terke6il ter'adi pada proses pengelasan dengan putaran tool!3%
rpm sebesar *,2)* . #ada gambar 1.8 terlihat regangan pada logam induk paling
rendah, hal ini dikarenakan proses kalibrasi pengu'ian yang berbeda. #ada lampiran
hasil pengu'ian tarik 'uga didapat nilai yield point yang tidak berbeda 'auh pada
masing : masing &ariasi putaran, hal ini menun'ukkan pengelasan dengan metode ini
tidak berpengaruh terhadap nilai yield point dan baik untuk aplikasi pada bidang
kontruksi.
+ekuatan tarik berbanding terbalik dengan regangannya. Semakin besar tegangan
tariknya maka regangannya semakin ke6il, sedangkan semakin ke6il tegangan
tariknya regangannya akan semakin besar. Akan tetapi berdasarkan hasil pengu'ian
tarik di atas menun'ukkan nilai regangan dan kekuatan tarik terendah pada &ariasi
putaran tool !3% rpm. +emungkinan penyebab perbedaan ini adalah holding time
yang terlalu 6epat (@ 8% detik". #ada saat pengu'ian holding time belum men'adi
pertimbangan sebagai parameter yang berpengaruh terhadap hasil lasan, seiring
pengalaman ternyata diperlukan holding time sekitar ) menit. +arena holding time
yang diberikan kurang memadai sehingga menyebabkan panas yang kurang merata
dan berpengaruh terhadap hasil pengelasan. +urangnya masukan panas ini
menimbulkan 6a6at wormholesyang paling besar diantara &ariasi putaran toolyang
lainnya. Ca6at ini pada pengelasan dengan putaran !3% rpm adalah hal utama yang
mengurangi kekuatan tarik dari hasil pengelasan dalam penelitian ini. 4erbeda dengan
hasil pengelasan dengan &ariasi putaran tool >3% rpm dan )% rpm yang
menghasilkan nilai kekuatan tarik yang lebih tinggi, akan tetapi hasil kekuatan tarik
tersebut belum optimal karena kurangnya penetrasi terhadap logam yang akan
disambung, hal ini disebabkan pan'ang pin pada toolyang kurang pan'ang sehingga
hasil penyambungan kurang baik dan adanya 6elah di bagian rootyang menimbulkan
-
7/21/2019 TUGAS HAZ
11/19
konsentrasi tegangan pada saat pengu'ian tarik dilakukan.
Menurut arot i'ayanto B Agdha Anelis antara logam induk Aluminium
2% dengan logam yang sudah dilas memiliki perbedaan tegangan tarik yang sangat
signifikan, yang hampir men6apai *% dari kekuatan raw materialnya. =al di
karenakan pada daerah logam lasan mengalami perubahan stuktur mikro, akibat dari
penempaan pada saat pengelasan. Selain hal itu, perbedaan nilai tegangan dan
regangan ter'adi karena pada material hasil pengelasan memiliki 6a6at, baik 6a6at luar
maupun 6a6at dalam.
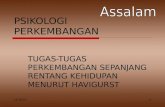
/. Hasil U-i &oto #akro dan #ikro
1.8. =asil 'i oto Makro
#engamtan makro dilakukan untuk mengetahui dan membedakan daerah hasil lasan
yang terdiri dari logam induk, =AZ, TMAZ danstir zonepada hasil pengelasan
friction stir welding. #ada gambar 1.8 dapat dilihat hasil dari pengamatan foto makro
untuk pengelasan dengan &ariasi putaran tool>3% rpm, !3% rpm dan )% rpm
HAZ TMAZ Stir zone TMAZ
HAZ
Cacat
( a "
HAZ TMAZ Stir zone TMAZ HAZ
-
7/21/2019 TUGAS HAZ
12/19
Cacat
( b "
HAZ TMAZ Stir zone TMAZ HAZ
Cacat
(c)
Gambar 4.4 Foto makro hasil pengelasan dengan variasi putaran tool:
(a) 780 rpm, (b) 980 rpm dan (c) 1120 rpm
Dari gambar di atas dapat diketahui daerah:daerah hasil pengelasanfriction
stir welding dan adanya cacatwormholes pada setiap variasi pengelasan. Cacat
wormholes terbesar terdapat pada hasil pengelasan dengan putaran tool 980
rpm danjuga adanya celah karena kurangnya penetrasi dan menimbulkan
konsentrasi tegangan pada hasil pengelasan, celah ini juga terjadi pada variasi
putaran tool780 rpm.
4.3.2 Hasil Uji Foto Mikro
Pengamatan struktur mikro dilakukan untuk mengetahui perubahan
struktur mikro yang terjadi akibat adanya proses pengelasan dengan metode
friction stirwelding, yaitu di daerahstir zone, TMAZ, HAZ, danbase metal.
Pada pengelasan friction stir welding paduan AA 1100 hanya terjadi
-
7/21/2019 TUGAS HAZ
13/19
penghalusan partikel-pertikelpada daerah stir zonedan tidak terjadi perubahan
fase karena pada pengelasan ini tidak menggunakan logam pengisi. Menurut
ASM Hand Book Metalography and Microstructures, partikel hitam yang
terdispersi merata pada matriks aluminium adalah FeAl3,
seperti yang
diperlihatkan pada gambar 4.5 dibawah ini.
FeAl3
FeAl3
Gambar 4.5 Struktur mikro base metalAluminium AA1100, menurutASM
Hand BookMetalography and Microstructures (kiri), setelah pengujian
mikrostruktur denganpembesaran 400x (kanan)
FeAl3
( a "
FeAl3
-
7/21/2019 TUGAS HAZ
14/19
(b)
FeAl3
(c)
Gambar 4.6 Struktur mikro daerah stir zonedengan variasi putaran tool:
(a) 780 rpm, (b) 980 rpm dan (c) 1120 rpm, pembesaran 400x
TMAZ
HAZ
(a)
TMAZ
HAZ
-
7/21/2019 TUGAS HAZ
15/19
(b)
TMAZ
HAZ
Gambar 4.7 Struktur mikro daerah transisi antara TMAZ dan HAZ dengan variasi putaran
tool: (a) 780 rpm, (b) 980 rpm dan (c) 1120 rpm, pembesaran 100x
Pada Gambar 4.6 menunjukkan struktur mikro daerah stir zone pada setiap
variasi pengelasan. Daerah stir zone ini partikel FeAl3 tersebar lebih merata pada
matriks Al yang disebabkan adanya proses puntiran pada saat proses pengelasan
berlangsung. Struktur mikro juga terlihat memanjang, hal ini dikarenakan adanya
penekanan dan menimbulkan efek tempa pada saat pengelasan berlangsung.
Pada Gambar 4.7 menunjukkan struktur mikro daerah transisi antara base
metal danstir zone. Daerah TMAZ (thermomechanical affected zone) partikel FeAl3
masih berbentuk kasar karena hanya terpengaruh panas termomekanik dari gesekan.
Sedangkan pada Gambar 4.8 menunjukkan struktur mikro daerah HAZ (heat affected
zone). Pada daerah ini hanya terjadi pertumbuhan butir karena terpengaruh panas
akibat gesekan yang terjadi pada saat pengelasan berlangsung.
4.4 Hasil Uji Kekerasan
-
7/21/2019 TUGAS HAZ
16/19
Pengujian kekerasan ini dilakukan pada tiap spesimen hasil pengelasan
dengan variasi putaran tool. Pada table 4.2 menunjukkan data hasil pengujian
kekerasan dengan menggunakan uji kekerasan brinell, kemudian pada gambar 4.9
menunjukkan grafik perbandingan kekerasan pada setiap variasi pengelasan.
Tabel 4.2 Data hasil pengujian kekerasan (BHN)
Putaran Base Stir Base
Tool Metal HAZ TMAZ Zone TMAZ HAZ metal
780 rpm 59 51 49 50 50 49 59
980 rpm 59 50 48 49 48 50 59
1120 rpm 59 50 49 50 49 50 59
Gambar 4.9 Grafik nilai kekerasan hasil pengelasanfriction stir welding
Proses pengelasan aluminium dengan friction stir welding menggunakan
putaran 780 rpm memiliki kekerasan yang paling besar. Kekerasan yang rendah
terdapat pada penggunaan putaran 1120 rpm, ini dapat terjadi karena heat input yangbesar dapat menghasilkan bentuk grain yang kecil. Seharusnya dalam penelitian ini
kekerasan dapat disebabkan oleh besar kecilnya putaran toolyang dipakai, semakin
besar putaran yang dipakai maka masukan panas juga akan semakin besar dan akan
membentuk grain yang kecil sehingga menyebabkan nilai kekerasan yang tinggi.
Pada gambar 4.9 dapat dilihat bahwa trend dari base metal, HAZ, TMAZ dan stir
zone menunjukkan penurunan kekerasan pada setiap variasi putaran tool. Hal ini
-
7/21/2019 TUGAS HAZ
17/19
disebabkan pada pengelasan ini tidak dimasukkannya logam baru (electrode) pada
saat pengelasan. Pada pengelasan busur adanya logam baru (electrode) dapat diatur
tingkat mechanical propertiesnya sesuai dengan yang diinginkan. Pada pengelasan
friction stir welding, penyambungan logam dilakukan dengan gesekan dan adukan
tanpa memasukkan logam baru diantara material. Dan hasil pengelasan pada daerah
stir zone tentu saja tidak bisa melebihi kekuatan dari base metal. Sifat yang kurang
baik dari proses ini adalah terjadinya pelunakan pada daerah las sebagai akibat panas
yang timbul. Penurunan nilai kekerasan pada daerah lasan, selain karena karakteristik
dari paduan itu sendiri juga disebabkan karena proses pengerasan tidak bisa terjadi
ketika proses pengelasan berlangsung. H. Wiryosumarto,1996, menyatakan bahwa
pengerasan akan tercapai bila terjadi pengendapan fasa kedua pada temperatur 160-
185C dalam waktu 6 sampai 20 jam
Kesimpulan
Dari hasil penelitian proses pengelasan dengan metode friction stir welding
yang telah dilakukan pada material Aluminium AA 1100 dengan variasi putaran tool
maka dapat diambil kesimpulan sebagai berikut:
1. Pengelasan Alumunium AA 1100 dengan metodefriction stir welding(FSW)
dapat dilakukan dengan baik.
2. Hasil pengujian tarik diperoleh bahwa rata - rata ultimate strength untuk
pengelasan dengan menggunakan putaran tool 780 rpm adalah 52.222 Mpa,
untuk putaran tool 980 rpm adalah 38.472 Mpa dan putaran tool 1120 adalah
56.528 Mpa. Dengan hasil ini dapat diketahui bahwa ultimate strength yang
tertinggi adalah dengan menggunakan putaran tool 1120 rpm dan ultimatestrength pada putaran tool 980 rpm adalah yang terendah. Cacat wormholes
pada pengelasan dengan putaran tool 980 rpm adalah hal utama yang
mengurangi kekuatan tarik pada penelitian ini
3. Dari pengamatan makro diketahui cacat wormholes terbesar terdapat pada
hasil pengelasan dengan putaran tool980 rpm dan juga adanya celah karena
kurangnya penetrasi dan menimbulkan konsentrasi tegangan pada hasil
-
7/21/2019 TUGAS HAZ
18/19
pengelasan, celah ini juga terjadi pada variasi putaran tool780 rpm.
4. Dari pengamatan mikro diketahui bahwa bentuk butir pada daerah stir zone
partikel FeAl3tersebar lebih merata pada matriks Al yang disebabkan adanya
proses puntiran pada saat proses pengelasan berlangsung.
5. Pengujian kekerasan menunjukan bahwa logam las lebih lunak daripada logam
induk. Sedangkan daerah TMAZ mempunyai kekerasan yang paling rendah .
-
7/21/2019 TUGAS HAZ
19/19