TESIS TEKNIK MESINrepository.ub.ac.id/1518/1/SABDHA PURNA YUDHA.pdf · 2020. 5. 30. · salah satu...
97
ALTERNATIF LINTASAN PERAKITAN PLASTIC BOX 260 MENGGUNAKAN PENDEKATAN METODE HEURISTIK DAN METODE SIMULASI UNTUK MENINGKATKAN EFISIENSI LINTASAN PERAKITAN TESIS TEKNIK MESIN Ditujukan untuk memenuhi persyaratan memperoleh gelar Magister Teknik SABDHA PURNA YUDHA NIM. 156060200111006 UNIVERSITAS BRAWIJAYA FAKULTAS TEKNIK MALANG 2017
Transcript of TESIS TEKNIK MESINrepository.ub.ac.id/1518/1/SABDHA PURNA YUDHA.pdf · 2020. 5. 30. · salah satu...

ALTERNATIF LINTASAN PERAKITAN PLASTIC BOX 260
MENGGUNAKAN PENDEKATAN METODE HEURISTIK DAN
METODE SIMULASI UNTUK MENINGKATKAN EFISIENSI
LINTASAN PERAKITAN
TESIS
TEKNIK MESIN
Ditujukan untuk memenuhi persyaratan
memperoleh gelar Magister Teknik
SABDHA PURNA YUDHA
NIM. 156060200111006
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2017
ALTERNATIF LINTASAN PERAKITAN PLASTIC BOX 260
MENGGUNAKAN PENDEKATAN METODE HEURISTIK DAN
METODE SIMULASI UNTUK MENINGKATKAN EFISIENSI
LINTASAN PERAKITAN
TESIS
PROGRAM MAGISTER TEKNIK MESIN
MINAT TEKNIK INDUSTRI MANUFAKTUR
Ditujukan untuk memenuhi persyaratan
memperoleh gelar Magister Teknik
SABDHA PURNA YUDHA
NIM. 156060200111006
UNIVERSITAS BRAWIJAYA
FAKULTAS TEKNIK
MALANG
2017
JUDUL TESIS :
ALTERNATIF LINTASAN PERAKITAN PLASTIC BOX 260 MENGGUNAKAN
PENDEKATAN METODE HEURISTIK DAN METODE SIMULASI UNTUK
MENINGKATKAN EFISIENSI LINTASAN PERAKITAN
Nama Mahasiswa : Sabdha Purna Yudha
NIM : 156060200111006
Program Studi : Teknik Mesin
Minat : Teknik Industri Manufaktur
KOMISI PEMBIMBING :
Ketua : Prof. Dr. Ir Pratikto, MMT.
Anggota : Ishardita Pambudi Tama, ST.,MT.,Ph.D
TIM DOSEN PENGUJI :
Dosen Penguji 1 : Dr. Eng. Lilis Yuliati, ST.,MT
Dosen Penguji 2 : Sugiono, ST.,MT.,Ph.D
Tanggal Ujian : 7 Agustus 2017
SK Penguji :

Ucapan Terimakasih
Penulis menyampaikan ucapan terima kasih yang sebesar-besarnya kepada :
teman-teman seperjuangan Program Magister Teknik Mesin 2015.
Sujud dan terima kasih yang dalam penulis persembahkan kepada Ibunda dan
Ayahanda tercinta, atas dorongan yang kuat, serta do’a yang tak pernah habis
kepada penulis.
Malang, Agustus 2017
Penulis
i
PENGANTAR
Pertama-tama, puji syukur penulis panjatkan kehadirat Allah SWT. atas
segala rahmat dan karunia-Nya sehingga penulisan tesis dengan judul “Alternatif
Lintasan Perakitan Plastic Box 260 Menggunakan Pendekatan Metode Heuristik
Dan Metode Simulasi Untuk Meningkatkan Efisiensi Lintasan Perakitan” sebagai
salah satu syarat wajib yang harus dipenuhi dalam menyelesaikan pendidikan
program Magister Teknik Mesin Universitas Brawijaya dapat terselesaikan.
Penulisan Tesis ini terselesaikan tidak lepas dari dukungan beberapa
pihak, dalam kesempatan ini tak lupa penulis sampaikan rasa terima kasih kepada:
1. Prof. Dr. Ir Pratikto, MMT selaku dosen pembimbing I yang telah
memberikan arahan dan bimbingan dalam penulisan tesis ini,
2. Ishardita Pambudi Tama, ST.,MT.,Ph.D selaku pembimbing II yang telah
memberikan arahan dan bimbingan dalam penulisan tesis ini,
3. Dr. Eng. Lilis Yuliati, ST.,MT. selaku Ketua Program Studi Magister Teknik
Mesin,
4. Kapada Pemprov Kalimantan Timur yang telah membantu dalam pendanaan
penelitian ini,
5. Kedua orang tua tercinta yang selalu memberi dukungan baik secara moril
maupun materil,
6. Teman-teman angkatan 2015 Magister Teknik Mesin Universitas Brawijaya,
Tak lupa penulis haturkan ucapan terima kasih kepada pihak-pihak lain
yang telah membantu dalam penelitian dan penulisan tesis ini yang tidak dapat
penulis sebutkan satu persatu.
Segala puji bagi Allah SWT. yang memiliki segala kesempurnaan.
Semoga tesis ini dapat bermanfaat bagi pembaca pada umumnya, dan khususnya
bagi Program Studi Magister Teknik Mesin Universitas Brawijaya. Oleh karena
itu masukan dan saran penulis harapkan untuk kesempurnaan penulisan ini, atas
saran dan masukannya diucapkan banyak terima kasih.
Malang, Agustus 2017
Penulis

viii
RINGKASAN
Sabdha Purna Yudha, Jurusan Teknik Mesin, Fakultas Teknik, Universitas Brawijaya, Agustus
2017, Alternatif Lintasan Perakitan Plastic Box 260 Menggunakan Pendekatan Metode Heuristik
dan Metode Simulasi Untuk Meningkatkan Efisiensi Lintasan Perakitan, Dosen Pembimbing :
Pratikto dan Ishardita Pambudi Tama.
Tujuan dari industri manufaktur adalah industri yang memproduksi barang secara
ekonomis agar didapatkan keuntungan dan juga penyerahan produk yang tepat waktu. Perakitan
merupakan salah satu tahap yang penting dalam manufaktur, dimana dalam tahap ini dilakukan
penggabungan beberapa komponen menjadi satu kesatuan yang membentuk suatu produk. Pada
umumnya proses perakitan akan membentuk suatu lintasan tertentu yang panjangnya akan
dipengaruhi oleh banyaknya elemen kerja, dimana dalam lintasan tersebut memiliki keseimbangan
tertentu yang mempengaruhi tingkat produktivitas dari lintasan perakitan itu sendiri. Perusahaan
juga menginginkan agar proses produksi berjalan efisien dan efektif. PT. XYZ memproduksi
banyak jenis produk yang membutuhkan pengemasan yang berupa peti, peti tersebut dibuat dari
bahan plastik dan diproduksi oleh perusahaan lain yang kemudian dirakit oleh PT.XYZ. Dalam
proses produksi ditemukan proses-proses yang tidak memberikan nilai tambah dan menyebabkan
terjadinya kelebihan kapasitas pada stasiun tertentu dan mengakibatkan adanya penumpukan
material (WIP) Work In Process yang pada akhirnya berpengaruh pada tingkat keseimbangan
lintasan pada lintasan perakitan. Adanya jumlah order yang tidak seragam tiap bulannya disiasati
perusahaan dengan memindahkan pekerja dari satu stasiun ke stasiun yang mengalami
kekurangan pekerja dan juga dilakukan menambahkan 1 shift kerja dimana produksi
biasanya dilakukan hanya dalam 2 shift kerja menjadi 3 shift kerja untuk memenuhi target
order yang ada.
Untuk meminimalkan masalah diatas digunakanlah pendekatan metode heuristik dan
simulasi. Metode heuristik tidak dapat menjamin hasil yang optimal, tetapi pada metode ini
dirancang agar dapat menghasilkan strategi yang relatif lebih baik serta menggunakan pembatas-
pembatas tertentu sebagai acuan, dari perhitungan tersebut diharapkan akan didapatkan lintasan
perakitan alternatif yang kemudian akan dilakukan analisa menggunakan metode simulasi.
Sedangkan pendekatan simulasi digunakan untuk membuktikan bahwa lintasan perakitan alternatif
yang didapatkan dari perhitungan metode heuristik dapat digunakan serta mengetahui kapasitas
produksinya, dimana simulasi adalah peniruan operasi dari suatu proses atau sistem nyata secara
terus-menerus. Simulasi seringkali digunakan dalam proses perencanaan dan desain pada fasilitas
manufaktur baru atau lama, bilamana suatu sistem telah didesain dan pendanaan telah dipersiapkan,
maka simulasi merupakan salah satu tahap dalam proses desain
Hasil dari pendekatan metode heuristik didapatkan peningkatan efisiensi dari lintasan
perakitan aktual dari 53,2 % menjadi 91,5 %, serta balance delay lintasan perakitan menurun dari
47% menjadi 8,6 % dan smoothing index dari lintasan perakitan menurun menjadi 150,8 detik
menjadi 27,1 detik. Sedangkan dari hasil pendekatan metode heuristik menghasilkan tiga alternatif
lintasan perakitan yaitu lintasan ranked positional weight, largest candidate rules, dan region
approach, kemudian menggunakan pendekatan simulasi semua lintasan perakitan alternatif serta
lintasan perakitan aktual di simulasikan dan hasil dari pendekatan simulasi, kapasitas lintasan
perakitan aktual sebesar 9035 peti perbulan, lintasan ranked positional weight 11249 peti per bulan,
lintasan largest candidate rules 9040 peti perbulan, dan lintasan region approach 9050 peti
perbulan.
Kata kunci : lintasan perakitan, efisiensi lintasan, metode heuristik, simulasi

ix
SUMMARY
Sabdha Purna Yudha, Departement of Mechanical Engineering, Faculty of Engineering,
University of Brawijaya, August 2017, Alternative Plastic Box 260 Assembly Line Using
Heuristic Method and Simulation Method Approach To Increase Assembly Line Efficiency,
Academic Supervisor: Pratikto and Ishardita Pambudi Tama.
The purpose of the manufacturing industry is the industry that produces goods
economically in order to obtain profits and also the delivery of products in a timely
manner. Assembling is one of the important stages in manufacturing, which in this stage is
done a merger of several components into one unit that forms a product. In general, the
assembly process will form a certain path whose length will be influenced by the number of
work elements, which in the path has a certain balance that affects the level of productivity
of the assembly line itself. The company also wants the production process to run
efficiently and effectively. PT. XYZ produces many types of products that require
packaging in the form of the box, the box is made of plastic material and produced by
another company which then assembled by PT.XYZ. In the production process found
processes that do not provide added value and cause the occurrence of overcapacity at a
particular station and resulted in the buildup of Work In Process (WIP) material which
ultimately affects the level of track balance on the assembly line. The number of orders that
are not uniformed every month by the company by moving the workers from one station to
the station that experienced a shortage of workers and also done to add 1 shift work where
the production is usually done in only 2 shifts work into 3 work shifts to meet the target
order.
To minimize the problem is used an approach of heuristic and simulation methods.
The heuristic method can not guarantee optimal results, but in this method, it is designed
to produce a relatively better strategy and to use certain constraints as a reference, from
that calculation it is hoped that an alternative assembly line will be obtained which will
then be analyzed using simulation method. While the simulation approach is used to prove
that the alternative assembly line obtained from the calculation of the heuristic method can
be used as well as to know its production capacity, where simulation is the imitation of the
operation of a process or real system continuously. Simulations are often used in planning
and design processes at new or old manufacturing facilities when a system has been
designed and funded prepared, the simulation is one of the steps in the design process
The result of the heuristic method approach showed an increase of efficiency from
the actual assembly line from 53.2% to 91.5%, and the balance delay of the assembly line
decreased from 47% to 8.6% and the smoothing index of the assembly line decreased to
150.8 seconds 27.1 seconds. While the result of heuristic method approach yield three
alternative line of assembly that is rank positional weight line, largest candidate rules, and
region approach, then using simulation approach all alternative assembly line and actual
assembly line simulated and result from simulation approach, actual assembly line
capacity equal to 9035 boxes per month, line positional weight 11249 boxes per month,
line of the largest candidate rules 9040 boxes per month, and the line of the region
approach 9050 line per month.
Key word: assembly line, line efficiency, heuristic method, simulation

ii
DAFTAR ISI
Halaman
PENGANTAR ............................................................................................................... i
DAFTAR ISI ................................................................................................................. ii
DAFTAR TABEL ......................................................................................................... v
DAFTAR GAMBAR .................................................................................................... vi
DAFTAR LAMPIRAN ................................................................................................ vii
RINGKASAN ............................................................................................................... viii
SUMMARY ................................................................................................................... ix
BAB I PENDAHULUAN ............................................................................................. 1
1.1 Latar belakang ............................................................................................... 1
1.2 Rumusan Masalah .......................................................................................... 5
1.3 Batasan Masalah ............................................................................................ 5
1.4 Tujuan Penelitian ........................................................................................... 6
1.5 Manfaat Penelitian ......................................................................................... 6
BAB II TINJAUAN PUSTAKA .................................................................................. 7
2.1 Penelitian Terdahulu ...................................................................................... 7
2.2 Produksi ......................................................................................................... 9
2.2.1 Fasilitas Sistem Produksi ..................................................................... 10
2.3 Proses Manufaktur ......................................................................................... 11
2.4 Keseimbangan Lintasan (Line Balancing) ..................................................... 13
2.4.1 Istilah-Istilah Dalam Line Balancing ................................................... 14
2.4.2 Metode Penyeimbangan Lintasan Perakitan ........................................ 19
2.5 Simulasi .......................................................................................................... 22
2.5.1 Simulasi Kejadian Diskrit (Discrete-Event Simulation) ....................... 23
2.6 Simulasi Arena ................................................................................................ 23
2.6.1 Elemen-Elemen Dalam Permodelan Simulasi Arena ........................... 24
2.6.2 Pembuatan Model Simulasi .................................................................. 26
2.7 Verifikasi dan Validasi Simulasi .................................................................... 26
2.8 Penentuan Jumlah Replikasi ........................................................................... 27
2.9 Uji Kecukupan dan Keseragaman Data .......................................................... 28
BAB II KERANGKA KONSEP .................................................................................. 31
3.1 Kerangka Konsep Penelitian .......................................................................... 31
iii
3.2 Analisis Masalah ............................................................................................ 31
3.3 Konsep Solusi ................................................................................................ 32
3.4 Identifikasi Variabel ....................................................................................... 33
3.5 Pemilihan Metode Yang Relevan .................................................................. 34
BAB IV METODE PENELITIAN .............................................................................. 37
4.1 Metode Penelitian .......................................................................................... 37
4.2 Jenis Penelitian ............................................................................................... 37
4.3 Survey Pendahuluan ....................................................................................... 37
4.4 Studi Pustaka .................................................................................................. 38
4.5 Pengumpulan Data ......................................................................................... 38
4.6 Pengolahan Data ............................................................................................ 39
4.7 Analisa Hasil dan Pembahasan ...................................................................... 39
4.8 Kesimpulan dan Saran ................................................................................... 40
BAB V HASIL DAN PEMBAHASAN ....................................................................... 41
5.1 Hasil dan Pembahasan ................................................................................... 41
5.2 Gambaran PT.XYZ ........................................................................................ 41
5.2.1 Sejarah PT.XYZ .................................................................................... 41
5.2.2 Divisi Amunisi PT.XYZ ....................................................................... 42
5.2.3 Proses Produksi Plastic Box 260 ........................................................... 42
5.3 Pengumpulan Data ......................................................................................... 45
5.3.1 Lintasan Perakitan Plastic Box 260 ...................................................... 45
5.4 Penyusunan Precendence Diagram ............................................................... 53
5.5 Perhitungan Lintasan Aktual .......................................................................... 54
5.5.1 Waktu Siklus Lintasan Aktual .............................................................. 54
5.5.2 Pergitungan Tingkat Efisiesi, Balance Delay dan Smoothing Index
Lintasan Aktual .............................................................................................. 55
5.6 Perhitungan Tingkat Efisiensi dan Lintasan Dengan Metode Heuristik ........ 57
5.6.1 Perhitungan Lintasan Alternatif Dengan Ranked Positional Weight .... 57
5.6.2 Perhitungan Lintasan Alternatif Dengan Metode Largest Candidate
Rules ............................................................................................................... 63
5.6.3 Perhitungan Lintasan Dengan Metode Region Approach .................... 66
5.7 Proses dan Hasil Simulasi Menggunakan Software Arena ............................ 70
5.7.1 Penentuan Distribusi dan Parameter Masing-Masing Elemen Kerja .... 70

iv
5.7.2 Hasil Simulasi Lintasan Aktual dan Lintasan Metode Heuristik.......... 71
5.7.2.1 Simulasi Lintasan Aktual ................................................................... 71
5.7.2.2 Simulasi Lintasan Ranked Positional Weight .................................... 72
5.7.2.3 Simulasi Lintasan Largest Candidate Rules ...................................... 72
5.7.2.4 Simulasi Lintasan Region Aproach ................................................... 73
5.8 Verifikasi ....................................................................................................... 73
5.9 Validasi .......................................................................................................... 75
5.10 Perbandingan Hasil Simulasi ........................................................................ 75
5.11 Penentuan Jumlah Replikasi ......................................................................... 77
5.12 Analisis dan Pembahasan ............................................................................. 78
5.12.1 Analisis Simulasi Lintasan Perakitan Aktual ..................................... 78
5.12.2 Analisis Simulasi Lintasan Perakitan Dengan Metode Ranked Positional
Weight ............................................................................................................ 78
5.12.3 Analisis Simulasi Lintasan Perakitan Dengan Metode Largest Candidate
Rules .............................................................................................................. 78
5.12.4 Analisis Simulasi Lintasan Perakitan Dengan Metode Region Approach
....................................................................................................................... 79
5.12.5 Pembahasan ........................................................................................ 79
BAB V PENUTUP ........................................................................................................ 83
6.1 Kesimpulan .................................................................................................... 83
6.2 Saran .............................................................................................................. 84
DAFTAR PUSTAKA
LAMPIRAN

1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Tujuan dari industri manufaktur adalah industri yang memproduksi barang secara
ekonomis agar didapatkan keuntungan dan juga penyerahan produk yang tepat waktu.
Selain tujuan tersebut industri manufaktur juga menginginkan agar proses produksi dapat
berjalan secara kontinyu dan juga dapat berkembang serta beradaptasi dengan pasar yang
ada, agar kelangsungan hidup perusahaan dapat terjamin. Pada saat ini industri manufaktur
dituntut untuk dapat lebih kompetitif sehingga dapat lebih bersaing hingga akhirnya dapat
memenangkan pasar. Salah satu cara atau langkah untuk mewujudkannya adalah melalui
pengembangan sistem operasional dan pemrosesan dengan mengeliminasi tahap operasi
yang tidak dibutuhkan serta peningkatan produktivitas suatu perusahaan dapat dilihat dari
mampu tidaknya perusahaan dalam menjalankan proses produksi secara efektif dan efisien.
Perakitan merupakan salah satu tahap yang penting dalam manufaktur, dimana dalam
tahap ini dilakukan penggabungan beberapa komponen menjadi satu kesatuan yang
membentuk suatu produk. Pada umumnya proses perakitan akan membentuk suatu lintasan
tertentu yang panjangnya akan dipengaruhi oleh banyaknya elemen kerja, dimana dalam
lintasan tersebut memiliki keseimbangan tertentu yang mempengaruhi tingkat
produktivitas dari lintasan perakitan itu sendiri. PT. XYZ merupakan salah satu perusahaan
industri strategis dalam lingkup BUMN (Badan Usaha Milik Negara) yang dimiliki
Indonesia. PT. XYZ merupakan salah satu perusahaan industri dan manufaktur yang
begerak dalam pembuatan produk militer, yang saat ini proses produksinya berlokasi di
Kabupaten Bandung untuk divisi senjata dan Kabupaten Malang untuk divisi amunisi.
Dengan gencarnya peningkatan dibidang industri yang ada di Indonesia menyebabkan PT.
XYZ juga harus dapat bersaing dipasar yang ada, untuk dapat bersaing dipasar tersebut
maka harus dilakukan peningkatan-peningkatan diberbagai lini yang ada di PT. XYZ
termasuk lini produksi yang ada. Salah satu lini produksi yang ada di PT. XYZ adalah
produksi kotak (box) untuk kebutuhan pengemasan peluru (amunisi) yang juga di produksi
oleh PT. XYZ.

2
Gambar 1.1 Produk Plastic Box 260
Alasan awal yang mendasari mengapa proses produksi perakitan plastic box 260
dijadikan objek penelitian karena produksi yang dilakukan tiap bulan dan dilakukan secara
terus – menerus, serta sering terjadinya perbedaan order atau pesanan yang sangat jauh
berbeda pada tiap bulannya. Untuk lebih jelas berikut adalah tabel poduksi Plastic Box 260
selama tahun 2016 yang ada di PT. XYZ,
Tabel 1.1 Produksi Plastic Box 260 tahun 2016
Bulan (Order) Jumlah Produksi (Buah)
Januari 13709
Februari 7817
Maret 6263
April 9647
Mei 8969
Juni 6845
Juli 7869
Agustus 8455
September 17390
Oktober 9572
November 14274
Desember 13709
Total; 124519 Sumber : Data Produksi PT. XYZ
Dari data pada Tabel 1.1 produksi tahun 2016 diatas dapat dilihat bahwa jumlah
order terlihat tidak seragam dari bulan ke bulan selama tahun 2016, untuk menyiasati
jumlah order-order yang berbeda tersebut strategi yang dilakukan perusahaan adalah
memindahkan pekerja dari satu stasiun ke stasiun yang mengalami kekurangan pekerja dan
juga dilakukan menambahkan 1 shift kerja dimana produksi biasanya dilakukan hanya
dalam 2 shift kerja menjadi 3 shift kerja untuk memenuhi target order yang ada.
Berdasarkan hasil observasi awal, diketahui bahwa dalam proses perakitan plastic box 260

3
masih sering ditemukan hambatan atau aktivitas yang tidak dapat memberikan nilai tambah
yang berdampak terjadinya over capacity pada stasiun tertentu yang disebabkan
keseimbangan lintasan perakitan yang ada, misalnya adanya pekerja yang harus
memindahkan sendiri material proses (WIP) yang akan dikerjakan maupun setelah selesai
dikerjakan. Berikut adalah gambaran awal lintasan perakitan plastic box 260 yang terdapat
di PT. XYZ
Gambar 1.2 Lintasan Perakitan Aktual (Existing) Plastic Box 260
Pada gambar 1.2 menunjukan lintasan perakitan dari tiap stasiun kerja perakitan
plastic box 260 yang terdapat di PT. XYZ lintasan diatas adalah penggambaran sebenarnya
dari lintasan perakitan yang terdapat diperusahaan dan terlihat dari tiap-tiap stasiun
memiliki kapasitas yang berbeda-beda yang mengakibatkan over capacity pada stasiun
tertentu, hal tersebut dapat mengakibatkan penumpukan material WIP (Work In Process)
hal tersebut dapat mempengaruhi keseimbangan lintasan perakitan karena menyebabkan
idle time pada stasiun tertentu menjadi sangat besar yang dapat mempengaruhi efisiensi
lintasan secara keseluruhan. Salah satu contoh penumpukan material pada lintasan
perakitan dapat dilihat pada Gambar 1.3
Gambar 1.3 Penumpukan Material WIP (Work In Process) Pada Stasiun 1
Marking/Sablon
Explosive
Assembly/Rakit
Penjinjing
Marking/Sablon
Laser
Assembly/Rakit
Pengunci
Assembly/Rakit
Tutup
Selesai
Kapasitas
Produksi 1400
Buah /Shift
Jumlah Pekerja 4
Orang/shift
Jenis Pekerjaan
Manual
Kapasitas
Produksi 400
Buah /Shift
Jumlah Pekerja 4
Orang/shift
Jenis Pekerjaan
Manual
Kapasitas Produksi 350
Buah /Shift
Jumlah Pekerja 1 Orang/shift
Jenis Pekerjaan
Otomatis
Kapasitas
Produksi 400
Buah /Shift Jumlah Pekerja 4
Orang/shift
Jenis Pekerjaan
Manual
Assembly/Rakit
Tutup
Kapasitas
Produksi 350 Buah /Shift
Jumlah Pekerja 3
Orang/shift Jenis Pekerjaan
Manual
4
Untuk dapat merespon keinginan pelanggan dengan cepat, proses produksi di
dalam perusahaan harus dapat seoptimal mungkin. Dalam suatu proses produksi, mulai
dari perancangan hingga produk sampai kepada pelanggan biasanya masih ditemukan hal -
hal yang tidak diperlukan yang tidak memberikan nilai tambah kepada produk akhir.
Produktivitas perusahaan sangatlah penting untuk memperoleh keberhasilan proses
usahannya. Untuk mencapai proses produksi yang optimal, perusahaan harus bisa
meningkatkan produktivitas. Pada umumnya melakukan perbaikan pada suatu subsistem
akan sangat mempengaruhi sistem secara keseluruhan, serta perbaikan ini dilakukan pada
suatu proses produksi dimana proses yang berjalan saling berkaitan. Untuk meningkatkan
kapasitas keluaran atau hasil dari proses produksi maka keseimbangan lintasan harus
dideteksi dan diperbaiki (Wedel , M . et al .,2015). Untuk peningkatan efisiensi sangatlah
dibutuhkan agar dapat memenuhi permintaan, metode pendekatan dapat digunakan untuk
menyelesaikan permasalahan tersebut yaitu dengan metode heuristik dan simulasi.
Dibutuhkan teknik analisa yang tepat, guna mengefisienkan tahap-tahap operasi
yang ada, salah satu cara analisa yang bisa digunakan adalah menggunakan analisa
keseimbangan lintasan (line balancing). Metode analisa keseimbangan lintasan sangat
dibutuhkan untuk melakukan perencanaan dan pengendalian suatu aliran proses perakitan,
karena dengan digunakannya metode ini perusahaan akan dapat mengevaluasi lintasan
perakitannya dan memperbaiki lintasan perakitan dengan tujuan untuk memaksimalkan
efisiensi kerja agar dapat meningkatkan hasil produksi dan juga untuk meminimalisir
ketidak seimbangan dari lintasan produksi tersebut. Analisa keseimbangan lintasan
merupakan cara efektif yang dapat membantu meningkatkan keluaran atau hasil dari jalur
produksi dan terkadang dapat mengurangi biaya dan jumlah pekerja yang dibutuhkan,
keseimbangan lintasan bertujuan meningkatkan atau menugaskan suatu operasi kepada
stasiun-stasiun kerja (work station) serta beban kerja disetiap operasi disepanjang jalur
produksi dimana penugasan tersebut telah optimal (Zupan, H . et al., 2015).
Setelah mendapatkan analisa keseimbangan lintasannya, kemudian dilakukanlah
proses perhitungan menggunakan metode heuristik dimana metode ini yang berdasarkan
pada penalaran logis dan percobaan. Metode heuristik tidak dapat menjamin hasil yang
optimal, tetapi pada metode ini dirancang agar dapat menghasilkan strategi yang relatif
lebih baik serta menggunakan pembatas-pembatas tertentu sebagai acuan, dari perhitungan
tersebut diharapkan akan didapatkan lintasan perakitan alternatif yang kemudian akan
dilakukan analisa menggunakan metode simulasi. Simulasi adalah peniruan operasi dari

5
suatu proses atau sistem nyata secara terus-menerus (Banks. et al., 1998;3). Simulasi
seringkali digunakan dalam proses perencanaan dan desain pada fasilitas manufaktur baru
atau lama, bilamana suatu sistem telah didesain dan pendanaan telah dipersiapkan, maka
simulasi merupakan salah satu tahap dalam proses desain (Banks. et al., 1998;521).
Dengan adanya simulasi dapat dengan mudah untuk mengevaluasi kapasitas produksi dari
suatu sistem, kejadian tak terduga seperti mesin rusak mendadak, dan perubahan dalam
operasi. Dengan adanya simulasi akan membantu dalam penentuan jumlah mesin yang bisa
diatasi operator sehingga bisa meningkatkan utilitas kerja operator, mengoptimalkan
kinerja operator dan sekaligus mengurangi jumlah operator produksi (Mulyana, 2015).
Diharapkan dengan mengintegrasikan antara metode heuristik dan metode simulasi akan
didapatkan alternatif lintasan perakitan yang dapat meningkatkan efisiensi yang ada pada
lintasan produksi, sehingga diharapkan dengan tingginya efisiensi yang ada maka
diharapkan kapasitas produksi dari pada lintasan produksi dapat meningkat.
1.2 Rumusan Masalah
Berdasar pada latar belakang yang telah dijelaskan diatas, dapat ditarik beberapa
rumusan masalah yang akan diteliti dan dicari pemecahannya dalam penelitian ini sebagai
berikut:
1. Bagaimana kesimbangan lintasan pada lintasan perakitan plastic box 260 di PT.XYZ
agar tingkat efisiensi dapat meningkat ?
2. Bagaimana pembagian elemen kerja pada lintasan perakitan plastic box 260 di PT.
XYZ agar dapat meminimalkan idle time ?
1.3 Batasan Masalah
Untuk membatasi dan lebih terarahnya penelitian ini, maka batasan masalah pada
penelitian ini adalah sebagai berikut:
1. Penelitian dilaksanakan pada lintasan proses produksi perakitan plastic box 260,
untuk menganalisa waktu proses kerja, yang mana analisa tersebut melingkupi pada
lintasan perakitan plastic box 260;
2. Metode line balancing yang digunakan adalah metode heuristik
3. Metode simulasi yang akan dibangun adalah model simulasi sistem manufaktur dan
beberapa skenario alternatif.
6
1.4 Tujuan Penelitian
Dalam melakukan penelitian diharapkan ada beberapa tujuan yang tercapai, yaitu:
1. Mengidentifikasi dan meningkatkan keseimbangan lintasan proses perakitan plastic
box 260 yang terdapat di PT. XYZ
2. Meningkatkan proses perakitan dengan metode heuristik dan simulasi pada lintasan
perakitan plastic box 260 di PT. XYZ
1.5 Manfaat Penelitian
Hasil pada penelitian ini diharap dapat memberikan manfaat bagi industri, manfaat
yang diharapkan adalah sebagai berikut:
1. Analisa keseimbangan lintasan dapat menjadi acuan yang baik untuk meningkatkan
proses perakitan plastic box 260 di PT. XYZ
2. Permodelan simulasi dapat menggambarkan keseluruhan sistem pada lintasan
perakitan pengemas secara visual, sehingga dapat mempermudah analisa dan
identifikasi kekurangan pada proses perakitan
3. Meningkatkan proses perakitan plastic box 260 menjadi lebih effisien lagi.

7
BAB II
TINJAUAN PUSTAKA
2.1 Penelitian Terdahulu
Berikut penelitian-penelitian yang sebelumnya pernah dilakukan dengan
menggunakan metode heuristik dan metode simulasi yang digunakan sebagai referensi
pendukung dalam penelitian ini ;
1. Weldermar (2014), Dalam penelitian ini digunakan metode metode heuristik untuk
membantu mengurangi jumlah stasiun kerja yang ada pada lintasan perakitan.
Metode heuristik yang digunakan adalah metode Ranked Positional Weight untuk
menghitung serta mengubah jumlah stasiun yang ada pada lintasan perakitan serta
perbaikan pada produktivitas, dimana lintasan yang digunakan sebagai perhitungan
memiliki perbedaan struktur lintasan. Perhitungan keseimbangan lintasan ulang
harus dilakukan untuk merespon perubahan pada desain produk yang baru karena
akan mempengaruhi seluruh sistem serta juga sumber-sumber harus direalokasi
kembali. Lintasan yang digunakan adalah lintasan perakitan serial yang merupakan
lintasan tradisional yang mengatur stasiun kerja dan tugas-tugas menjadi satu
lintasan lurus. Kemudian lintasan yang digunakan selanjutnya adalah lintasan
perakitan dengan tipe lintasan perakitan bentuk U, pada lintasan dengan bentuk U
stasiun-stasiun kerja dibentuk mengikuti bentuk U dimana operator-operator berada
dibagian dalam dari bentuk U tersebut. Lintasan perakitan bentuk U menjadi salah
satu alternatif untuk sistem produksi perakitan apabila operator dapat mengerjakan
lebih dari satu tugas ditempat yang berbeda didalam lintasan perakitan.
2. Saiful dkk (2014), pada penelitian ini untuk mengatasi masalah keseimbangan
lintasan perakitan yang dihadapi perusahaan yang diakibatkan oleh tidak meratanya
pembagian beban kerja pada tiap stasiun kerja. Untuk menyelesaikan permasalahan
dilakukan penyeimbangan lintasan produksi dengan menggunakan metode
penyeimbangan lintasan yaitu menggunakan metode heuristik yaitu metode bobot
posisi (Ranked Positional Weight), serta metode pendekatan wilayah (Region
Aproach), metode pembebanan berurut (Large Candidate Rule). Dari semua
metode heuristik yang digunakan menunjukan adanya peningkatan performansi,
8
dimana efisiensi lintasan meningkat kemudian balance delay menurun dan idle time
juga mengalami penurunan.
3. Mulyana (2015), pada penelitian ini untuk mengatasi masalah yang dihadapai yaitu
mengenai Workload pada stasiun kerja pembuatan komponen digunakan
pendekatan solusi yaitu redesign layout workstasion serta menggunakan simulasi
software Arena. Metode yang digunakan sebagai solusi permasalahan, digunakan
sebagai analisa workload dari masing-masing operator yang bekerja pada tiap
stasiun kerja serta simulasi Arena digunakan sebagai alat bantu menentukan jumlah
mesin yang dapat diatasi oleh operator, sehingga bisa meningkatkan utilitas kerja
operator, mengoptimalkan kinerja operator dan sekaligus mengurangi jumlah
operator di stasiun kerja.

9
Tabel 2.1 Perbandingan Penelitian Terdahulu
Karakteristik
Penelitian
Nama Peneliti
Weldermar
(2014)
Saiful dkk
(2014)
Mulyana (2015) Yudha
(2017)
Judul Assembly
Line
Balancing
Problem
With Reduce
Number of
Work
Stations
Penyeimbangan
Lintasan
Produksi
Dengan Metode
Heuristik (Studi
Kasus PT XYZ
Makassar)
Redesign Layout
Workstation
Proses Injection
Molding
Berdasarkan
Workload
Analysis dan
Proses Simulasi
Pada Pembuatan
Komponen LCD
TV
Alternatif Lintasan
Perakitan
Plastic Box 260
Menggunakan
Pendekatan
Metode
Heuristik dan
Metode
Simulasi Untuk
Meningkatkan
Efisiensi
Lintasan
Perakitan
Metode Line
Balancing
dengan
metode
heuristik
serta
perbandingan
lintasan
Penyeimbangan
lintasan dengan
metode
heuristik
Analisis workload
dengan metode
layout dan
simulasi Arena
Line balancing
dengan heuristik
dan metode
simulasi dengan
software Arena
Permasalahan Mengurangi
jumlah
stasiun kerja
Meningkatkan
keseimbangan
lintasan
Menyeimbangkan
beban kerja tiap
mesin dan
operator
Mencari lintasan
perakitan
alternatif
2.2 Produksi
Pengertian dari produksi sendiri sangatlah luas, dalam industri manufaktur produksi
dipahami sebagai suatu kumpulan kegiatan proses manufaktur yang memiliki tujuan untuk
menghasilkan suatu produk yang bernilai lebih dari sebelumnya. Produksi dapat dibagi
menjadi dua kategori atau tingkatan seperti gambar berikut (Groover, 2001;2);

10
Gambar 2.1 Sistem produksi terdiri dari fasilitas dan sistem manufaktur pendukung
Sumber: Groover (2001:2)
a. Fasilitas, fasilitas produksi terdiri dari pabrik, peralatan dalam pabrik dan cara
mengorganisasi peralatan tersebut.
b. Sistem manufaktur pendukung, merupakan kumpulan prosedur yang digunakan
perusahaan untuk mengatur produksi dan untuk mengatasi masalah teknis dan logistik
yang bertemu pemesanan bahan baku, memindahkan pekerjaan ke pabrik, dan
memastikan produk memenuhi standar kualitas. Perancangan produk dan beberapa
fungsi bisnis juga termasuk kedalam sistem manufaktur pendukung.
2.2.1 Fasilitas Sistem Produksi
Fasilitas dalam sistem produksi antara lain pabrik, mesin produksi dan peralatan,
peralatan penanganan bahan baku, peralatan inspeksi, dan sistem komputer yang
mengontrol operasi manufaktur. Fasilitas termasuk juga tata letak gedung, yang merupakan
cara peralatan dibuat secara fisik didalam pabrik. Peralatan pada umumnya dibuat menjadi
kelompok-kelompok, dan merujuk pada susunan peralatan serta pekerja yang
mengoperasikannya sebagai suatu sistem manufaktur didalam pabrik. Kuantitas produk
atau komponen tahunan yang dapat dibuat pabrik dapat diklasifikasikan menjadi tiga
ukuran;
a. Produksi rendah (Low Production); kauantitas produk dalam rentang 1 hingga 100
unit/produk per tahun.
b. Produksi menengah (Medium Production); kuantitas produk dalam rentang 100 hingga
10.000 unit/produk per tahun.

11
c. Produksi tinggi (High Production); kuantitas produk dalam rentang 10.000 hingga
jutaan unit/produk per tahun.
Variasi produk dapat mempengaruhi tingkat produktivitas dari suatu pabrik.
Hubungan antara tingkat variasi produk dan tingkat kuantitas produksi adalah berbanding
terbalik, hubungan tersebut dapat digambarkan sepetir gambar dibawah ini;
Gambar 2.2 Hubungan antara variasi produk (P) dan kuantitas produksi (Q)
Sumber: Groover (2001:3)
Penggunaan tiga klasifikasi kuantitas produksi dapat digunakan untuk
mengidentifikasi tiga kategori mendasar pabrik-pabrik produksi.
2.3 Proses Manufaktur
Proses manufaktur dibagi menjadi dua kata yaitu proses dan manufaktur,
pengertian dari proses adalah cara, metode atau teknik yang digunakan untuk mendapatkan
suatu hasil atau yang disebut produk. Sedangkan manufaktur sendiri dipahami sebagai
kegiatan menciptakan produk baru dari sekumpulan proses dan juga melibatkan bahan
baku dalam menciptakan suatu produk jadi yang dapat meningkatkan nilai. Sedangkan
menurut Mikell P. Groover manufaktur adalah aplikasi dari proses fisika ataupun kimia
untuk merubah geometri, sifat, dan/atau rupa untuk membentuk material dasar atau bahan
baku untuk membuat suatu bagian atau produk. Manufaktur juga termasuk dalam
menyatukan berbagai bagian untuk membuat produk rakitan, manufaktur dapat di
gambarkan sebagai berikut;

12
Gambar 2.3 Defenisi alternatif dari manufaktur : (a) sebagai proses teknologi, (b) sebagai proses
ekonomi
Sumber: Groover (2001:25)
Sedangkan dari sisi ekonomi manufaktur merupakan perubahan dari bahan baku
atau bahan mentah menjadi barang atau produk yang bernilai lebih tinggi dari sebelumnya.
Proses manufaktur dapat dijabarkan menjadi dua tipe proses yaitu;
1. Operasi pemrosesan (processing oprations), dalam tipe ini digunakan energi untuk
merubah ukuran, sifat fisik, atau bentuk/rupa benda kerja untuk memberikan nilai
tambah ke pada bahan baku. Bentuk dari energi yang diberikan dapat berupa mekanik,
pemanasan, elektrik, dan kimia. Energi yang digunakan dikontrol menggunakan
peralatan tertentu. Energi dari manusia juga mungkin dibutuhkan, tetapi secara
keseluruhan hanya dipekerjakan untuk mengkontrol mesin, untuk mengawasi operasi
atau untuk memasang dan melepas benda kerja/bahan baku sebelum dan sesudah
pemrosesan. Terdapat tiga kategori yang membedakan dalam operasi pemrosesan
yaitu;
a. Solidification processes (pemrosesan solid), pada kategori ini pemrosesan yang paling
utama adalah pengecoran (casting) untuk metal/logam dan pencetakan (molding)
untuk plastik dan kaca, dimana pada awal proses material berupa cairan panas atau
setengah cair, kemudian di tuang atau ditekan kedalam cetakan hingga mendingin dan
mengeras, hingga menjadi bentuk yang solid sesuai dengan cetakan.
b. Particulate processing (pemrosesan butiran), bahan awal berupa bubuk. Pada
umumnya menggunakan penekanan pada bubuk didalam cetakan dengan tekanan
tinggi hingga menyebabkan bubuk membentuk sesuai dengan cetakan. Untuk
meningkatkan kekuatannya benda yang telah dicetak dipanaskan dibawah titik lebur,
yang menyebabkan partikel-partikel saling mengikat.

13
c. Deformation processes (proses deformasi), pada umumnya material/bahan awal
merupakan logam liat (ductile metal) yang dibentuk dengan menarik hingga melebihi
kekuatan tarik logam. Untuk meningkatkan keliatannya, logam seringkali dipanaskan
terlebih dahulu sebelum dibentuk. Proses deformasi meliputi forging, extrusion, dan
rolling. Termasuk dalam kategori ini pembentukan lembaran logam dengan drawing,
forming, dan bending.
d. material removal processes (proses pemesinan), material/bahan awal biasanya padat,
material yang berlebih dihilangkan/dibuang dari benda kerja hingga menghasilkan
ukuran yang diinginkan.
2. Operasi perakitan (assembly optrations), tipe dasar kedua dari proses manufaktur
adalah perakitan, dimana dua atau lebih bagian digabungkan menjadi bentuk lain.
Bagian-bagian komponen disatukan secara permanen atau semi-permanen. Dalam
penggabungan permanen meliputi pengelasan, patri, penyolderan, dan pengeleman.
Metode perakitan juga dapat memasang dua atau lebih bagian yang dapat dilepas
kembali. Penggunaan ulir (baut, mur, dll) merupakan metode tradisional yang penting
didalam kategori ini.
2.4 Line Balancing (Keseimbangan Lintasan)
Keseimbangan lintasan berfokus pada penugasan elemen pengerjaan individu ke
stasiun kerja sehingga semua pekerja memiliki kuantitas pekerjaan yang sama (Groover,
2001:529). Dua konsep penting dalam keseimbangan lintasan adalah pemisahan isi
keseluruhan pekerjaan menjadi elemen-elemen pekerjaan yang minimum dan kendala yang
terjadi harus diselesaikan oleh elemen-elemen tersebut. Berdasarkan konsep tersebut dapat
dihitung performansi untuk menyelesaikan masalah keseimbangan lintasan. Keseimbangan
lintasan adalah metode penugasan sejumlah pekerjaan ke dalam stasiun kerja yang saling
berhubungan dalam satu lintasan produksi, dimana tujuannya adalah agar tiap stasiun kerja
memiliki waktu yang tidak melebihi waktu siklus dari stasiun kerja tersebut.
Hubungan tiap-tiap elemen kerja juga perlu dipertimbangkan dalam menentukan
pembagian pekerjaan ke masing-masing stasiun kerja. Hubungan antara satu pekerjaan
dengan pekerjaan lainnya dapat digambarkan dalam suatu precedence diagram atau
diagram pendahuluan, sedangkan hubungan keterkaitan itu disebut precedence job atau
precedence network. Konsep keseimbangan lini bertujuan untuk meminimalkan total
waktu menganggur dalam proses produksi. Dalam konsep ini, elemen-elemen kerja akan
14
disatukan ke dalam beberapa stasiun kerja. Tujuan umum penggabungan ini adalah untuk
mendapatkan rasio delay/idle (menganggur) yang serendah mungkin. Jika memungkinkan
rasio delay ini diupayakan 0% yang berarti efisiensi sama dengan 100%. Dengan demikian,
modal tidak akan teralokasi pada kegiatan menganggur.
2.4.1 Istilah-Istilah Dalam Line Balancing
Berikut akan dijelaskan mengenai istilah-istilah dalam line balancing;
1. Stasiun Kerja (Work Station
Merupakan lokasi yang digunakan pada lini perakitan untuk menyelesaikan
pekerjaan baik yang dilakukan secara manual maupun otomatis. Dimana jumlah minimum
stasiun kerja adalah k dan i adalah elemen kerja, dimana k harus ≤ i.
2. Elemen Kerja (Work Element)
Merupakan bagian yang terdapat dalam pekerjaan proses perakitan, biasanya jumlah
total dari elemen kerja yang dibutuhkan untuk dapat menyelesaikan suatu proses perakitan
diartikan sebagai N.
3. Waktu Total Lini (Total Work Content)
Merupakan jumlah dari keseluruhan waktu pengerjaan tiap-tiap elemen pekerjaan
dari suatu lintasan.
4. Waktu Proses Stasiun (Workstasion Process Time)
Adalah merupakan waktu proses yang terdapat dalam suatu stasiun kerja yang
merupakan jumlah waktu total elemen kerja yang terdapat di stasiun kerja tersebut.
5. Minimum rational work element
Merupakan jumlah kecil pekerjaan yang memiliki tujuan yang spesifik, seperti
penambahan komponen ke bagian utama atau menyatukan dua komponen atau melakukan
pekerjaan lain dari keseluruhan pekerjaan. Elemen pekerjaan minimum tidak dapat dibagi
lebih lanjut. Contohnya, membor sebuah lubang pada lembaran logam atau
mengencangkan dua komponen mesin bersama dengan baut dan mur dapat diartikan
sebagai element pekerjaan minimum. Itu menyebabkan pekerjaan tersebut tidak dapat
dibagi menjadi elemen pekerjaan yang lebih kecil lagi. Jumlah elemen pekerjaan sama
dengan waktu pekerjaan, dirumuskan sebagai;
15
.......................................................................................................
Dengan :
= waktu pengerjaan elemen pekerjaan k (min)
= jumlah elemen pekerjaan
Di dalam keseimbangan lintasan kita mengikuti asumsi tentang waktu elemen pekerjaan:
(1) waktu elemen merupakan nilai yang konstan, dan (2) nilai merupakan waktu
pekerjaan dua atau lebih elemen pekerjaan dalam antrian merupakan penjumlahan waktu
individu elemen. Faktanya kita mengetahui bahwa asumsi tersebut tidak seutuhnya benar.
Disana pergerakan ekonomi sering dicapai dengan mengkombinasikan dua atau lebih
elemen pekerjaan, demikian melanggar asumsi tersebut. Namun, asumsi tersebut dibuat
untuk mengikuti solusi dari permasalahan keseimbangan lintasan.
Waktu penugasan di stasiun i , atau atau waktu pengerjaan yang disebut , hal itu
merubah waktu elemen pengerjaan yang telah ditentukan untuk stasiun tersebut, menjadi;
......................................................................................................
Yang mendasari asumsi dari persamaan ini adalah yang kurang dari waktu pengerjaan
maksimum .
Perbedaan elemen-elemen pekerjaan membutuhkan waktu yang berbeda, dan ketika
elemen-elemen tersebut disatukan menjadi suatu tugas logis dan kerjakan kepada para
pekerja, waktu pengerjaan stasiun menjadi tidak sama. Demikian, sangatlah simpel
karena adanya variasi diantara waktu elemen pekerjaan, beberapa pekerja akan
mengerjakan lebih banyak pekerjaan, ketika yang lain mengerjakan sedikit. Walaupun
waktu pengerjaan berubah-ubah dari stasiun satu ke stasiun yang lain, harus meningkatkan
waktu pengerjaan;
....................................................................................................
6. Precedence constraints
Untuk menambahkan variasi dalam waktu elemen menjadi sangat sulit untuk
mendapatkan waktu pengerjaan yang seragam untuk semua stasiun, terdapat pembatasan di
pemesanan pada elemen pekerjaan yang dapat dikerjakan. Beberapa elemen harus
terselesaikan sebelum elemen yang lain. Sebagai contoh, untuk membuat lubang ulir,
lubang harus dibuat terlebih dahulu sebelum diulir. Baut akan menggunakan lubang ulir
untuk menyatukan komponen yang berpasangan tidak dapat dipasangkan sebelum lubang
16
di bor dan diulir. Kebutuhan teknologi dalam antrian pekerjaan disebut dengan precedence
constrains.
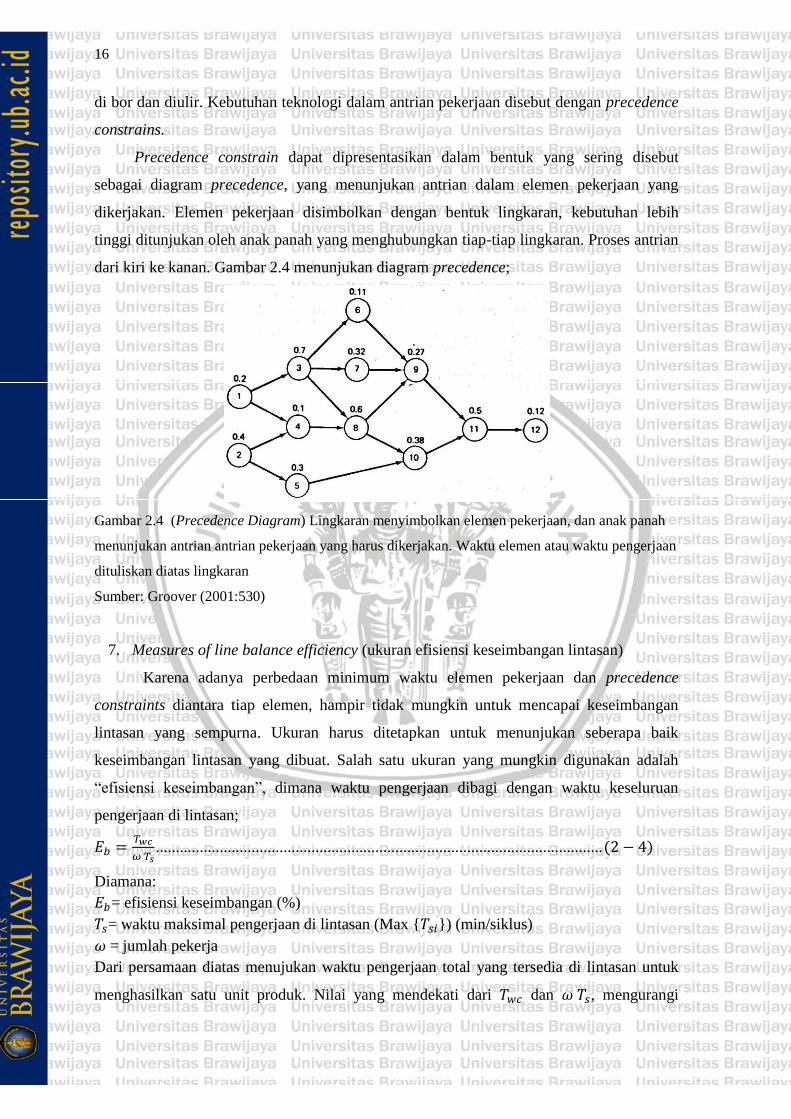
Precedence constrain dapat dipresentasikan dalam bentuk yang sering disebut
sebagai diagram precedence, yang menunjukan antrian dalam elemen pekerjaan yang
dikerjakan. Elemen pekerjaan disimbolkan dengan bentuk lingkaran, kebutuhan lebih
tinggi ditunjukan oleh anak panah yang menghubungkan tiap-tiap lingkaran. Proses antrian
dari kiri ke kanan. Gambar 2.4 menunjukan diagram precedence;
Gambar 2.4 (Precedence Diagram) Lingkaran menyimbolkan elemen pekerjaan, dan anak panah
menunjukan antrian antrian pekerjaan yang harus dikerjakan. Waktu elemen atau waktu pengerjaan
dituliskan diatas lingkaran
Sumber: Groover (2001:530)
7. Measures of line balance efficiency (ukuran efisiensi keseimbangan lintasan)
Karena adanya perbedaan minimum waktu elemen pekerjaan dan precedence
constraints diantara tiap elemen, hampir tidak mungkin untuk mencapai keseimbangan
lintasan yang sempurna. Ukuran harus ditetapkan untuk menunjukan seberapa baik
keseimbangan lintasan yang dibuat. Salah satu ukuran yang mungkin digunakan adalah
“efisiensi keseimbangan”, dimana waktu pengerjaan dibagi dengan waktu keseluruan
pengerjaan di lintasan;
................................................................................................................
Diamana:
= efisiensi keseimbangan (%)
= waktu maksimal pengerjaan di lintasan (Max { }) (min/siklus)
= jumlah pekerja
Dari persamaan diatas menujukan waktu pengerjaan total yang tersedia di lintasan untuk
menghasilkan satu unit produk. Nilai yang mendekati dari dan , mengurangi
17
waktu mengangur dalam lintasan. Oleh karena itu menjadi ukuran seberapa baik solusi
keseimbangan lintasan tersebut. Nilai keseimbangan lintasan yang sempurna adalah 1,00.
Sedangkan keseimbangan lintasan di industri berada antaraa 0,90 sampai 0,95.
Pelengkap efisiensi keseimbangan adalah penundaan keseimbangan (balance
delay), yang menunjukan jumlah waktu yang terbuang membuat keseimbangan tidak
sempurna sebagai rasio waktu total yang tersedia,
.......................................................................................................
Dimana;
penundaan keseimbangan (balance delay)
= efisiensi keseimbangan (%)
= waktu maksimal pengerjaan di lintasan (Max { }) (min/siklus)
= jumlah pekerja
(Catatan )
8. Worker requirements (kebutuhan pekerja)
Terdapat tiga faktor yang dapat mengurangi produktivitas dari lintasan perakitan
manual, ketiga faktor tersebut dijabarkan sebagai nilai efisiensi;
1. Efisiensi lintasan (line efficiency) ,
2. Efisiensi reposisi (repositioning efficiency) ,
3. Efisiensi keseimbangan (balancing efficiency) .
Keseluruhan efisiensi pekerja di lintasan perakitan; menjadi
......................................
Menggunakan ukuran efisiensi pekerja ini, kita dapat menghitung nilai yang lebih realistis
untuk jumlah pekerja di lintasan perakitan;
.......................................
Dimana;
= jumlah pekerja yang dibutuhkan lintasan
= rata-rata produksi per jam (unit/jam)
= waktu pengerjaan tiap produk di lintasan (min/unit)
Masalah dari hubungan ini adalah kesulitan untuk menentukan nilai dari
sebelum lintasan dibangun dan dioperasikan.
18
9. Waktu Mengangur (Idle Time)
Selisih antara Cycle Time (CT) dan Station Time (ST) atau CT-ST disebut dengan
Idle Time, (Baroto, 2002). Merupakan selisih (antara cycle time (CT) dan station time (ST)
atau CT-ST
..............................................................
10. Keseimbangan Waktu Senggang (Balance Delay)
suatu besaran dari ketidak efisienan lintasan yang bersumber pada waktu
menganggur sebenarnya yang disebabkan efek dari pengalokasian yang tidak sempurna
diantara stasiun-stasiun kerja sering disebut Balance Delay. Balance Delay dirumuskan
sebagai berikut (Broto,2002);
....................................................................................
Dimana :
n = jumlah stasiun kerja yang ada
C = Waktu elemen kerja terbesar dalam lintasan
Σ ti = Jumlah waktu operasi dari semua stasiun
ti = Waktu operasi
D = Balance delay (%)
11. Efisiensi Stasiun Kerja
Perbandingan antara waktu operasi tiap stasiun kerja (Wi) dan waktu operasi
terbesar dari stasiun kerja (Ws) disebut dengan efisiensi stasiun kerja. Efisiensi stasiun
kerja dirumuskan sebagai berikut ;
...................................................................................................
Dimana :
Wi = Waktu operasi elemen kerja ke-i
Ws = Waktu Stasiun kerja
12. Efisiensi Lintasan Produksi (Line Efficiency)
Perbandingan dari total waktu stasiun kerja yang kemudian dibagi dengan waktu
siklus dikali jumlah stasiun kerja yang ada sering dikenal dengan Line Efficiency (Baroto,
2002) atau jumlah efisiensi dari suatu stasiun kerja dibagi total stasiun kerja
............................................................................................
Dimana :
Σ Wi = Total waktu operasi

19
n = Jumlah stasiun kerja yang ada
Ws = Waktu elemen kerja terbesar
13. Smoothing Indeks (SI)
Smoothing indeks merupakan indeks yang menunjukan kelancaran relatif dari
penyeimbangan lintasan perakitan tertentu.
................................................................................................................................. (2 - 12)
Dimana :
Ws = Waktu maksimum di stasiun
Wi = Waktu stasiun di stasiun ke -i
2.4.2 Metode Penyeimbangan Lintasan Perakitan
Dalam penyeimbangan lintasan terdapat beberapa macam metode atau cara
pendekatan, akan tetapi mempunyai dasar tujuan yang sama yaitu mengoptimalkan lintasan
agar didapatkan jumlah tenaga kerja serta fasilitas semaksimal mungkin. Secara umum
metode keseimbangan lintasan perakitan terbagi menjadi tiga :
1. Metode Matematis
Salah satu metode yang dapat menghasilkan suatu solusi optimal, dimanadalam
metode ini dilakukan penggambaran dunia nyata melalui simbol-simbol matematis
berupa persamaan dan pertidaksamaan. (Branch and Bound Method).
2. Metode Probabilistik
Metode yang menggunakan ilmu-ilmu statistika.
3. Metode Heuristik
Heuristik berasal dari bahasa yunani yang berarti menemukan. Metode heuristik
awalnya digunakan oleh Simon dan Newll untuk ilustrasikan pendekatan tertentu agar
dapat memecahkan masalah serta membuat keputusan. Menurut Groover (2000:543)
metode heuristik merupakan yang berdasarkan pada penalaran logis dan percobaan.
Metode heuristik tidak dapat menjamin hasil yang optimal, tetapi pada metode ini
dirancang agar dapat menghasilkan strategi yang relatif lebih baik serta menggunakan
pembatas-pembatas tertentu sebagai acuan. Metode heuristik ini sering dipakai dalam
permasalahan keseimbangan lintasan. Metode heuristik merupakan metode yang

20
berdasarkan pengalaman, intuisi atau aturan-aturan empiris untuk memperoleh solusi
yang lebih baik daripada solusi yang telah dicapai sebelumnya (Dimyati, 2003).
Beberapa metode heuristik yang banyak dikenal adalah;
a. Metode Ranked Positional Weight / Hegelson and Berine (metode peringkat bobot
posisi)
Pada awalnya metode ini merupakan salah satu metode heuristik yang
diperkenalkan oleh Helgeson & Bernie. Dimana pada metode ini, besarnya nilai dari
Ranked Positional Weight dihitung berdasarkan pada besarnya waktu proses masing-
masing operasi yang mengikutinyaPengelompokkan operasi ke dalam stasiun kerja
dilakukan berdasarkan urutan bobot RPW (dari yang terbesar) dan juga memperhatikan
pembatas yang berupa waktu siklus. Metode heuristik lebih mengutamakan waktu
elemen kerja yang terpanjang, dimana elemen kerja dengan waktu terpanjang
diprioritaskan terlebih dahulu untuk dimasukan ke dalam suatu stasiun kerja dan diikuti
oleh elemen kerja yang lain, dimana memiliki waktu elemen yang lebih rendah. Proses ini
dilakukan dengan memberikan pembobotan. Bobot ini diberikan pada tiap-tiap elemen
kerja dengan memperhatikan posisi elemen kerja tersebut pada diagram precedence.
Dimana dengan sendirinya elemen pekerjaan yang memiliki ketergantungan yang besar
akan memiliki bobot yang semakin besar pula, dengan kata lain akan mendapatkan
prioritas lebih.
Berikut adalah tahap-tahap metode RPW dengan perhitungan manual:
1. Menggambarkan jaringan precedence diagram yang berdasarkan dengan keadaan
sebenarnya.
2. Menentukan besarnya positional weight (bobot posisi) dari tiap-tiap elemen kerja
dari suatu operasi yang memiliki waktu penyelesaian (waktu baku) terpanjang
mulai dari awal pekerjaan hingga ke akhir elemen pekerjaan yang memiliki
waktu penyelesaian (waktu baku) terendah.
3. Mengurutkan elemen kerja berdasarkan bobot dari positional weight pada langkah
ke-2 di atas. Kemudian elemen kerja yang memiliki positional weight tertinggi
diurutkan pertama kali.
4. Kemudian, lanjutkan dengan menempatkan elemen kerja yang memiliki bobot
positional weight yang paling tinggi hingga ke yang terendah ke stasiun kerja.
5. Selanjutnya, jika pada stasiun kerja terdapat kelebihan waktu dalam hal ini waktu
stasiun melebihi dari waktu siklus, tukar atau gantikan elemen kerja yang ada dalam
21
stasiun kerja tersebut kedalam stasiun kerja berikutnya selama tidak menyalahi
diagram precedence.
6. Terakhir, ulangi lagi langkah ke-4 dan ke-5 diatas hingga seluruh elemen kerja
yang ada telah ditempatkan ke dalam stasiun kerja.
b. Metode Killbridge’s and wastern / Region Approach
Metode ini mendapat perhatian lebih sejak diperkenalkan pada tahun 1961 dan telah
diterapkan dengan kesuksesan yang nyata ke beberapa persoalan keseimbangan lintasan
yang rumit di industri. Metode heuristik ini memilih elemen-elemen kerja untuk dijadikan
kedalam stasiun-stasiun kerja di precedence diagram.salah satu kesulitan dari metode ini
adalah dimana elemn-elemen kerja yang dipilih karena memiliki nilai Te yang tinggi
terlepas dari posisinya di dalam precedence diagram. secara keseluruhan metode kill
bridge and westren memberikan solusi keseimbangan lintasan yang superior.
Langkah-langkah metode RA dengan perhitungan manual:
1. Buat precedence diagram
2. Bagi precedence diagram ke dalam wilayah-wilayah mulai dari kiri hingga ke kanan.
Gambarkan ulang precedence diagram, tempatkan seluruh task di daerah paling ujung
kiri sedapat-dapatnya.
3. Dari tiap wilayah urutkan task mulai dari waktu operasi paling besar hingga waktu
operasi paling kecil
4. Tentukan waktu siklus (CT)
5. Bebenkan task dengan urutan sebagai berikut (perhatikan pula untuk menyesuaikan
diri terhadap batas wilayah) :
a. Daerah paling kiri terlebih dahulu
b. Dalam I wilayah, bebankan task dengan waktu terbesar pertama kali (di
prioritaskan)
6. Pada tahap akhir tiap pembebanan stasiun kerja, pestikan waktu stasiun tidak melebihi
waktu siklus
c. Metode Largest Candidate Rules (Metode Waktu Operasi Terpanjang)
Istilah lain dari metode ini adalah metode waktu operasi terpanjang, dimana metode
ini merupakan yang paling sederhana. Pendekatan yang dilakukan dalam metode ini adalah
pendekatan penyeimbangan lini produksi berdasar pada waktu operasi terpanjang yang

22
akan diprioritaskan penempatannya dalam stasiun kerja. Menggabungkan proses-proses
atas dasar pengurutan operasi dari waktu proses terbesar merupakan prinsip dasar dari
metode ini. Sebelum melakukan penggabungan, harus ditentukan dahulu berapa waktu
siklus yang akan digunakan. Dimana waktu siklus ini akan menjadi pembatas dalam
penggabungan operasi kedalam stasiun kerja.
Langkah-langkah yang dilakukan seperti berikut:
1. Mengurutkan keseluruhan elemen kerja yang memiliki waktu paling besar hingga
ke waktu yang paling kecil.
2. Elemen kerja pada stasiun kerja pertama diambil dari urutan yang paling atas.
Elemen kerja pindah ke dalam stasiun kerja berikutnya, apabila jumlah elemen
kerja telah melebihi dari waktu siklus
3. Lanjutkan proses langkah-b, hingga seluruh elemen kerja yang ada telah terbagi
kedalam stasiun kerja serta juga memenuhi ≤ waktu siklus.
2.5 Simulasi
Pengertian simulasi adalah proses perencanaan suatu model dari suatu sistem yang
nyata dan menggunakannya sebagai sarana eksperimen yeng bertujuan untuk memahami
tingkah laku suatu sistem, serta mengevaluasi strategi-strategi yang digunakan untuk
menjalankan sistem tersebut (Law and Kelton, 2000:7). Sedangkan menurut Banks
beberapa kegunaan dari simulasi adalah memungkinkan pembelajaran, eksperimental, dan
interaksi internal dari suatu sistem yang komplek, pengamatan pada perubahan informasi,
serta memberikan saran perbaikan terhadap sistem nyata yang sedang diamati. Dari
persepektif simulasi sendiri, sebuah sistem dapat dikatakan terdiri dari entitas, aktivitas,
resource dan control (Harel, et al., 2004), berikut ini adalah pengertian dari elemen-elemen
simulasi yang telah disebutkan:
1. Entitas: merupakan segala sesuatu yang diproses dalam sistem seperti produk,
konsumen, dan dokumen.
2. Aktivitas: merupakan tugas yang dilakukan di dalam sistem baik secara langsung
atau tidak langsung terlibat dalam pengolahan entitas.
3. Resources: merupakan alat atau operator untuk menjalankan aktivitas.
23
4. Kontrol: merupkan segala sesuatu yang menentukan bagaimana, kapan dan
dimana aktivitas dijalankan.
Pada keadaan tertentu, melakukan pengamatan kepada suatu sistem sangatlah
penting demi untuk mendapatkan gambaran hubungan antar berbagai komponen serta
untuk memperkirakan performansi dari suatu sistem.
2.5.1 Simulasi Kejadian Diskrit (Discrete-Event Simulaiton)
Perhatian simulasi kejadian diskrit mengenai permodelan dari suatu sistem
berkembang dari waktu ke waktu sebagai representasi dimana keseluruhan variabel
berubah pada titik yang terpisah dalam satuan waktu. Titik dari waktu tersebut adalah
waktu terjadinya kejadian (event), dimana event didefinisikan kejadian tiba-tiba yang dapat
merubah state dari suatu sistem. Walaupun simulasi kejadian diskrit secara konsep dapat
diselesaikan dengan perhitungan tangan, jumlah data harus dikumpulkan dan dimanipulasi
pada keadaan sistem sebenarnya dimana simulasi kejadian diskrit diselesaikan dengan
komputer.
2.6 Simulasi Arena
Simulasi Arena merupakan proses membuatan dan pengujian dengan meodel
matematika computer dari suatu sistem. Sistem didefenisikan sebagai interaksi dari
beberapa komponen yang menerima input dan menghasilkan output tertentu (Chung, 2004
dalam Kamilia, 2014). Manfaat dari suatu pemodelan Arena (Chung, 2004 dalam Kamilia,
2014) antara lain;
1. Memperoleh Pengetahuan tentang pengoperasian sistem
Ada beberapa sistem yang begitu komplek sehingga sulit untuk dipahami tentang tata
cara operasi dan interaksinya dalam sistem tanpa model yang dinamis. Dengan kata
lain, dimungkinkan sulit mempelajari sistem komponen individu secara langsung.
2. Mengembangkan operasi atau sumber daya untuk meningkatkan kinerja sistem
Dua cara mendasar untuk meningkatkan sebuah sistem adalah mengubah kebijakan
operasi atau sumber daya. Perubahan kebijakan operasi dapat mencakup prioritas
penjadwalan yang berbeda untuk proses produksi perubahan kebijakan sumber daya
melingkupi resources.

24
3. Menguji konsep-konsep baru sistem sebelum implementasi
Jika suatu sistem belum ada, sebuah model simulasi dapat membantu memberikan
informasi tentang usulan sistem yang dapat berjalan dengan baik. Dan biaya yang
dikeluarkan untuk membuat sistem yang baru dapat diminimalisir.
4. Memperoleh informasi tentang sistem yang baru tanpa mendistribusikan sistem yang
sebenarnya
Model simulasi memungkinkan metode yang sesuai sebagai percobaan pada sistem
tanpa menggangu sistem yang sebenarnya. Beberapa sistem yang kritis dan peka, sulit
untuk melakukan pembuatan beberapa tipe atau kebijakan sumber daya dalam sistem
tersebut. Melakukan kebijakan operasi atau sumber daya akan berdampak pada
kemampuan operasional atau efektivitas keamanan sistem.
2.6.1 Elemen-Elemen Dalam Permodelan Simulasi Arena
Pada beberapa bagian model simulasi Arena yang berupa istilah-istilah asing perlu
dilakukan pemahaman yang lebih oleh seorang pemodel karena pada bagian-bagian ini
sangat penting dalam proses penyusunan suatu model simulasi (Kamilia, 2014).
a. Entitas (Enttity)
Kebanyakan simulasi melibatkan pemain yang disebut entitas yang bergerak, merubah
status, mempengaruhi dan dipengaruhi oleh entitas yang lain serta mempengaruhi hasil
pengukuran kinerja sistem. Entitas merupakan obyek yang mempengaruhi hasil
pengukuran kinerja sistem. Entitas merupakan obyek yang dinamis dalam simulasi.
Biasanya entitas dibuat oleh pemodel atau secara otomatis diberikan oleh software
simulasinya.
b. Atribut (Attribut)
Untuk membedakan satu dengan yang lain, setiap entiti memiliki ciri-ciri khusus.
Atribut adalah karakteristik yang dimiliki oleh tiap-tiap entiti tersebut. Atribut ini akan
membawa nilai tertentu bagi tiap-tiap entiti. Satu yang menjadi perhatian khusus
bahwa nilai atribut mengikat pada entiti tertentu. Sebuah part (entitas) memiliki atribut
(priority, arrival, time due date, serta juga color) yang memiliki perbedaan dengan
part yang lain.

25
c. Variabel (Variable)
Variabel merupakan informasi yang mencirikan karakteristik dari suatu sistem.
Variabel serta atribut memiliki perbedaan, karena variabel tidak mengikat pada suatu
entiti sistem secara keseluruhan sehingga semua entiti yang ada dapat mengandung
variabel yang sama. Misalnya, panjang antrian, batch size dan sebagainya.
d. Sumber daya (Resource)
Entiti-entiti seringkali saling bersaing untuk mendapatkan pelayanan dari resource
yang ditunjukan oleh operator, peralatan, atau ruangan penyimpangan yang terbatas.
Sering kali suatu resources dapat berupa grup atau pelayanan individu.
e. Antrian (Queue)
Ketika entiti tidak bergerak (diam) hal ini dimungkinkan karna resource menahan
(size) suatu entiti, sehingga entiti yang lain menunggu. Apabila jika resource telah
kosong (melepas satu entiti) maka entiti yang lainnya akan bergerak kembali dan
seterusnya demikian.
f. Kejadian (Event)
Kejadian adalah sesuatu yang terjadi pada waktu tertentu yang mungkin dapat
menghasilkan perubahan terhadap atribut atau variabel. Ada tiga kejadian yang umum
dalam simulasi, antara lain; Arrival (kedatangan), Operation (proses), Departure
(entiti yang meninggalkan sistem), serta The End (simulasi berhenti).
g. Simulation Clock
Merupakan nilai sekarang dari waktu dalam simulasi yang dipengaruhi oleh variabel
yang sering disebut sebagai simulation clock. Ketika simulasi berjalan, dan pada
kejadian tertentu waktu dihentikan, untuk melihat nilai saat itu, maka nilai tersebut
merupakan nilai simulasi pada saat itu.
h. Replikasi (Replication)
Replikasi mempunyai pengertian yaitu, setiap proses yang dijalankan dan dihentikan
dengan cara yang sama serta menggunakan set parameter input yang sama pula
26
(indentical part), akan tetapi menggunakan masukan bilangan random yang terpisah
(independent part) untuk membangkitkan waktu antar kedatangan pelayanan (hasil-
hasil simulasi). Sedangkan panjangnya waktu dalam simulasi yang diinginkan untuk
setiap replikasi atau pengulangan disebut dengan lenght of replication.
2.6.2 Pembuatan Model Simulasi
Tahapan dalam pembuatan model simulasi yang digunakan dapat dijelaskan
sebagai berikut (kamilia, 2014);
1. Membangun location
Membangun location yaitu membuat gambaran lokasi yang pernah dilalui oleh entiti.
Input yang dimasukan dalam dalam layout pada lintasan perakitan yang
menggambarkan lokasi yang dilaui oleh entiti yaitu semua stasiun kerja dan elemen-
elemen kerja.
2. Membangun entity
Entity adalah input pada sistem simulasi, yang mengalir melalui lokasi-lokasi yang
telah dibuat.
3. Membangun activity
Membangun activity yaitu operasi yang dilakukan oleh entitiy pada setiap lokasi yang
dilaluinya.
4. Membangun arrival
Membangun arrival yaitu event kedatangan entity menuju sistem.
2.7 Verifikasi dan Validasi Simulasi
Untuk memastikan model yang dibangun, sudah terbangun dengan tepat pada software
simulasi perlu adanya verifikasi. Menurut Banks verifikasi dapat dilakukan dalam
beberapa cara yaitu (Banks, et al., 2004):
1. Membuat diagram alir konseptual yang mampu menggambarkan setiap logika proses
dari keadaan aktual dan membandingkannya dengan model pada software simulasi.
2. Melihat rangkuman proses pada model untuk melakukan pengecekan terhadap input
parameter, satuan serta variabel-variabel yang digunakan pada simulasi.

27
3. Melakukan pengecekan terhadap animasi dari model untuk melihat apakah jalannya
simulasi sudah sesuai dengan keadaan nyata.
4. Melakukan kompilasi error dari model simulasi yang dibuat. Pada umumnya software
simulasi memiliki IRC (Interactive Run Controller) atau debugger yang secara
otomatis melakukan pengecekan terhadap model yang telah dibuat dan
mengidentifikasi error pada simulasi.
Uji validitas dapat dilakukan dengan face validity dan membandingkan hasil output
simulasi dengan input yang diberikan terhadap simulasi dengan menggunakan uji statistik,
pada umumnya digunakan uji-t (Banks, et al., 2004).
2.8 Penentuan Jumlah Replikasi
Penentuan Jumlah replikasi yang sebaikanya dilakukan saat menjalankan simulasi
memilik hubungan terhadap confidence interval. Adapun langkah-langkah dalam
menentukan jumlah replikasi adalah sebagai berikut:
1. Run model dengan jumlah replikasi kesil
2. Dari report simulasi, dapat melihat output simulasi untuk menghitung standar
deviasi.
3. Selanjutnya melakukan perhitungan terhadap berapa jumlah replikasi yang
sebaiknya dilakukan untuk mendapat error tertentu. Caranya adalah dengan
memasukannya kedalam rumus perhitungan half-width. Rumusnya sebagai
berikut:
..................................................................................
Dimana :
Nilai pada Tabel T
= Jumlah replikasi awal
= Error yang diinginkan
= Standar deviasi hasil simulasi awal

28
2.9 Uji Kecukupan dan Keseragaman Data
Uji kecukupan data digunakan untuk menentukan bahwa jumlah sampel data yang
diambil telah cukup untuk proses inverensi ataupun pengolahan pada proses selanjutnya.
Data pengamatan dianggap cukup apabila N’ > N. Dalam uji ini akan digunakan
persamaan (2 - 14)
........................................................................ (2 -14)
Dimana :
= Jumlah pengamatan yang seharusnya dilakukan
k = Tingkat kepercayaan dalam pengamatan
s = Derajat ketelitian dalam pengamatan (%)
N = Jumlah pengamatan yang sudah dilakukan
= Data pengamatan ke i
Sedangkan untuk uji keseragaman data adalah pengujian yang dilakukan terhadap
data pengukuran untuk mengetahui apakah data yang diukur telah seragam dan berasal dari
satu sistem yang sama. Uji keseragaman data dilakukan dengan tahapan perhitungan
sebagai berikut:
a. Membagi data ke dalam beberapa subgroup
Rumus yang digunakan untuk menentukan jumlah subgrup dapat dilihat pada
persamaan (2 - 15).
........................................................................................ (2 - 15)
Keterangan:
N : Jumlah pengamatan
k : Jumlah subgroup
b. Menghitung rata-rata sub group
Rumus yang digunakan untuk menghitung rata-rata subgroup dapat dilihat
pada persamaan (2 – 16).
...................................................................................................... (2 – 16)
Keterangan:

29
: Nilai rata – rata subgroup (detik)
: Jumlah rata – rata subgroup (detik)
K : banyak subgroup
c. Menghitung standar deviasi dari waktu penyelesaian
Rumus yang digunakan untuk menghitung standar deviasi waktu dapat dilihat
pada persamaan (2 – 17) dan (2 – 18).
................................................................................... (2 – 17)
.................................................................................. (2 – 18)
Keterangan:
: Standar deviasi waktu
Xi : Data ke-i
: Nilai rata – rata subgroup (detik)
N : Banyaknya data
d. Menghitung standar deviasi dari distribusi nilai rata – rata sub group
Standar deviasi adalah akar kuadrat dari varians dan menunjukkan standar
penyimpangan data dan tingkat penyebaran data terhadap nilai rata-ratanya. Standar
deviasi yang semakin kecil menunjukkan tingkat penyebaran data yang semakin
baik. Standar deviasi dari distribusi nilai rata–rata subgroup dapat dihitung dengan
menggunakan persamaan (2 – 19).
....................................................................................................... (2 – 19)
Keterangan :
: Standar deviasi dari nilai rata–rata sub grup
: Standar deviasi waktu
N : banyaknya data setiap sub grup
e. Menghitung nilai Batas Kendali Atas (BKA) dan Batas Kendali Bawah (BKB)
Rumus untuk menghitung Batas Kendali Atas dan Batas Kendali Bawah dapat
menggunakan persamaan (2 – 20) dan (2 – 21)
....................................................................................... (2 – 20)
........................................................................................ (2 – 21)
Keterangan :
: Standar deviasi dari nilai rata–rata sub group
: Nilai rata-rata subgrup (detik)
30
K : Nilai Tingkat keyakinan
Data yang dikatakan seragam berada di antara kedua batas kendali, dan tidak
seragam jika berbeda di luar batas kendali.
31
BAB III
KERANGKA KONSEP
3.1 Kerangka Konsep Penelitian
Pengertian dari “Konsep” pada awalnya merupakan pengertian atau pemahaman
tentang suatu kejadian yang merupakan bagian dasar dari proses berfikir. Kerangka dapat
diartikan sebagai ringkasan tinjauan pustaka yang dapat mendukung dan atau menolak
teori yang ada disekitar permasalahan penelitian. Juga diuraikan kesenjangan diantara hasil
penelitian terdahulu, sehingga perlu diteliti. Uraian kerangka konsep dan atau kerangka
pikir biasanya mengarah ke hipotesis dan dapat disusun berupa narasi atau diagram alur.
Sedangkan hipotesis dapat diartikan sebagai pernyataan atau dugaan atau jawaban
sementara (berdasarkan pada hasil penelitian atau pustaka sebelumnya) atas pertanyaan
dalam masalah penelitian, yang akan diuji dengan data empirik melalui penelitian ini.
Untuk definisi operasional dan pengukuran peubah adalah penjelasan operasional semua
peubah yang dirumuskan ke dalam hipotesis.
3.2 Analisis Masalah
Untuk mendapatkan konsep solusi yang baik dan tepat sasaran, analisis latar
belakang permasalahan pada Bab I perlu lebih mendalam. kapasitas dalam proses produksi
saat ini merupakan suatu hal yang sangat penting demi terpenuhinya target perusahaan,
tentunya untuk mencapai kapasitas yang maksimal banyak hal yang perlu diperhatikan
dalam proses produksi mulai dari awal hingga produk jadi. Permasalah yang sering
dihadapi dilintasan perakitan plastic box 260 sangat beragam mulai dari kurangnya jumlah
pekerja, penumpukan material dilintasan, lingkungan, hingga skill tiap pekerja yang
berbeda-beda, permasalah-permasalah tersebut dapat mempengaruhi keseimbangan
lintasan perakitan yang berakibat pada efisiensi lintasan perakitan secara keseluruhan.
Dengan jumlah order yang berbeda-beda tiap bulannya diharapkan lintasan perakitan dapat
memenuhi permintaan tersebut dengan tepat waktu.
Setelah melihat permasalahan diatas, kemudian dilakukan analisa permasalahan
lebih lanjut untuk melihat apa saja yang menjadi faktor penyebab munculnya permasalahan
pada lintasan perakitan tersebut. Pendekatan yang dilakukan pada permasalah harus tepat
agar didapatkan pemecahan masalah yang menjadi solusi yang tepat, pada permasalahan
diatas dilakukan pendekatan awal dengan metode keseimbangan lintasan (Line Balancing)

32
untuk menggambarkan kondisi yang sebenarnya dari lintasan perakitan serta melihat
tingkat efisiensi lintasan keseluruhan. Setelah didapatkan perhitungan awal kemudian
perhitungan selanjutnya dengan metode heuristik yang memiliki keunggulan karena
menggabungkan antara berbagai macam acuan yang dapat digunakan serta diterapkan pada
kasus-kasus lintasan perakitan. Tujuan dari metode heuristik adalah untuk dapat
menghasilkan strategi yang baik dengan mengacu pada pembatas-pembatas tertentu. Dari
perhitungan metode heuristik yang yang ada kemudian dilanjutkan dengan metode simulasi
menggunakan software Arena yang merupakan salah satu software yang biasa digunakan
untuk melakukan permodelan simulasi dari suatu sistem tanpa merubah sistem yang
sebenarnya, dari metode simulasi tersebut didapatkan hasil perhitungan yang lebih akurat.
3.3 Konsep Solusi
Solusi yang ditawarkan sebagai alternatif pemecahan masalah adalah dengan
mengetahui kondisi sebenarnya keseimbangan lintasan perakitan plastic box 260 yang ada.
Kemudian melihat masalah keseimbangan mana yang paling mempengaruhi lintasan
perakitan. Untuk mencari alternatif lintasan perakitan yang dapat digunakan sebagai solusi
dilakukan pendekatan dengan metode heuristik yang terbagi menjadi tiga metode yaitu
metode Ranked Positional Weight, metode Region Aproach, dan metode Largest
Candidate Rules yang dari masing-masing metode heuristik tersebut menghasilkan solusi
masing-masing yang dapat menyelesaikan permasalah keseimbangan lintasan yang
terdapat pada perhitungan awal yang ada pada lintasan perakitan yang sebenarnya. Setelah
dilakukan perhitungan dengen metode heuristik didapatkan 3 macam lintasan yang akan
menjadi calon solusi alternatif lintasan perakitan, kemudian masuk ketahap selanjutnya
yaitu metode simulasi dimana tiap-tiap calon solusi dilakukan simulasi dengan software
Arena untuk melihat tingkat keberhasilan dari masing-masing calon solusi dengan melihat
output dari masing-masing simulasi yang telah didapatkan.
Agar dapat memperjelas secara rinci kerangka konsep penelitian maka, perlu
dilakukan penyusunan diagram kerangka konsep penelitian agar lebih terstruktur. Diagram
kerangka konsep penelitian ditunjukan oleh gambar 3.1 berikut.

33
Gambar 3.1 Diagram Kerangka Konsep Penelitian
3.4 Identifikasi Variabel
Berdasarkan analisis masalah yang telah didapatkan, maka perlu adanya identifikasi
variabel-variabel yang menonjol pada permasalahan yang ada. Adapun identifikasi
variabel-variabel sebagai berikut;
Tabel 3.1
Identifikasi Varibel Penelitian
Nama Variabel Tipe Data Jenis Keterangan
Pembagian stasiun kerja perakitan Kualitatif Sekunder Data Perusahaan
Waktu pengerjaan tiap-tiap
elemen kerja
Kuantitatif Primer Observasi
Kapasitas produksi tiap-tiap
stasiun kerja
Kuantitatif Primer Data Perusahaan
Dari permasalahan yang ada dalam tabel 3.1 telah diindentifikasi permasalahan-
permasalahan yang menonjol, penjelasan dari masing-masing variabel diatas perlu
diperinci lagi untuk lebih memperjelas maksud dari tabel 3.1 penjelasannya sebagai berikut
:
1. Pembagian stasiun kerja perakitan : lintasan perakitan merupakan jalur produksi
yang digunakan untuk menambahkan nilai dari suatu produk hingga menjadi
produk jadi. Lintasan perakitan terdiri dari stasiun-stasin kerja tempat dimana
Solusi :
1. Mengidentifikasi stasiun kerja perakitan
yang ada.
2. Mengetahui pembagian elemen-elemen
kerja dan waktu pengerjaannya.
3. Mengidentifikasi keseimbangan lintasan
perakitan yang sebenarnya.
Analisa Permasalahan ;
Faktor yang mempengaruhi tingkat
efisiensi dari lintasan perakitan.
Metode yang relevan :
1. Metode heuristik
2. Metode simulasi
Usulan perbaikan :
Peningkatan Efisiensi Lintasan
34
elemen-elemen kerja dikerjakan, jumlah stasiun kerja akan mempengaruhi tingkat
efisiensi dari lintasan itu sendiri.
2. Waktu pengerjaan tiap-tiap elemen kerja : elemen kerja merupakan bagian
pekerjaan yang menyusun suatu stasiun kerja. Waktu pengerjaan elemen kerja
dapat mempengaruhi berapa lama produk dikerjakan pada suatu stasiun, pembagian
elemen kerja yang seimbang dapat meningkatkan efisiensi dari stasiun itu sendiri.
3. Kapasitas produksi tiap-tiap stasiun kerja : kapasitas produksi merupakan ukuran
berapa banyaknya produk yang dapat dihasilkan per satuan waktu. Kapasitas
produksi stasiun yang berbeda-beda dapat menimbulkan permasalahan pada stasiun
berikutnya.
3.5 Pemilihan Metode Yang Relevan
Setelah diketahiu variabel-variabel yang ada, setelah itu perlu dipilih metode-
metode yang dapat mendukung proses analisa yang akan dilakukan. Berikut adalah
metode-metode yang relevan yang dapat mendukung proses analisa tersebut.
a. Metode Keseimbangan Kerja (Line Balancing)
Ahli berpendapat bahwa pengertian dari line balancing sendiri, merujuk pada
Elwoos S. Buffa dimana keseimbangan merupakan permasalahan utama dimana
perencanaan hasil produksi yang berkelanjutan maupun yang bersifat perakitan. Sedangkan
menurut Groover, keseimbangan lintasan berfokus pada penugasan elemen pengerjaan
individu ke stasiun kerja sehingga semua pekerja memiliki kuantitas pekerjaan yang sama
Selain menyatakan bahwa, dalam proses perencanaan produksi harus dapat
mengefisienkan seluruh mesin yang ada agar dapat mengurangi waktu menganggur, Atau
dengan istilah lain ”Balance Machine Load” atau keseimbangan pemakaian mesin dapat
agar dapat lebih maksimal untuk menghindari adanya pengangguran.
Dalam melakukan perencanaan produksi sebelum perusahaan berdiri ataupun
sesudahnya, perlu diperhatikan sekali dalam melakukan perencanaan agar tercapainya
tingkat keseimbangan serta faktor-faktor yang dapat mempengaruhi, seperti perencanaan
pembuatan tata letak, penanganan material, penempatan mesin serta juga kapasitas dari
tiap mesin, pekerja dan teknik produksi yang digunakan, agar semuanya dapat saling
menunjang untuk tercapainya tingkat keseimbangan yang diinginkan.
Agar terwujudnya keseimbangan lintasan di suatu perusahaan maka faktor-faktor
yang mempengaruhi yang dapat mengakibatkan terjadinya kemacetan harus dicegah

35
sedemikian rupa agar hasil tiap tahap dalam proses produksi dapat berjalan dengan lancar
sesuai waktu yang diinginkan. Antara lain faktor-faktor tersebut adalah:
1. Tersendatnya bahan baku
2. Penanganan material yang kurang sempurna
3. Kendala pada mesin
4. Penumpukan barang dalam proses pada tahap proses tertentu
5. Umur dari mesin yang digunakan
6. Adanya kelemahan dalam perencanaan kapasitas mesin
7. Tata letak yang kurang sempurna
8. Kualitas pekerja
9. Kondisi lingkungan kerja yang kurang baik
b. Metode Simulasi
Simulasi Arena merupakan proses membuatan dan pengujian dengan model
matematika computer dari suatu sistem. Sistem didefenisikan sebagai interaksi dari
beberapa komponen yang menerima input dan menghasilkan output tertentu Manfaat dari
suatu pemodelan Arena antara lain;
1. Memperoleh Pengetahuan tentang pengoperasian sistem
Ada beberapa sistem yang begitu komplek sehingga sulit untuk dipahami tentang tata
cara operasi dan interaksinya dalam sistem tanpa model yang dinamis. Dengan kata
lain, dimungkinkan sulit mempelajari sistem komponen individu secara langsung.
2. Mengembangkan operasi atau sumber daya untuk meningkatkan kinerja sistem
Dua cara mendasar untuk meningkatkan sebuah sistem adalah mengubah kebijakan
operasi atau sumber daya. Perubahan kebijakan operasi dapat mencakup prioritas
penjadwalan yang berbeda untuk proses produksi perubahan kebijakan sumber daya
melingkupi resources.
3. Menguji konsep-konsep baru sistem sebelum implementasi
Jika suatu sistem belum ada, sebuah model simulasi dapat membantu memberikan
informasi tentang usulan sistem yang dapat berjalan dengan baik. Dan biaya yang
dikeluarkan untuk membuat sistem yang baru dapat diminimalisir.
4. Memperoleh informasi tentang sistem yang baru tanpa mendistribusikan sistem yang
sebenarnya
Model simulasi memungkinkan metode yang sesuai sebagai percobaan pada sistem
tanpa menggangu sistem yang sebenarnya. Beberapa sistem yang kritis dan peka, sulit
36
untuk melakukan pembuatan beberapa tipe atau kebijakan sumber daya dalam sistem
tersebut. Melakukan kebijakan operasi atau sumber daya akan berdampak pada
kemampuan operasional atau efektivitas keamanan sistem.

37
BAB IV
METODE PENELITIAN
4.1 Metode Penelitian
Di bab ini digambarkan bagaimana prosedur pengumpulan data serta teknik analisa
yang digunakan dalam pemecahan permasalahan yang terjadi dalam penelitian ini. Serta
juga di bab ini dijelaskan bagaimana tahapan-tahapan pelaksanaan yang akan dilakukan
dalam penelitian nantinya. Tahap-tahapan tersebut digunakan sebagai dasar dan kontrol
agar penelitian yang dilaksanakan menjadi lebih terarah, sistematis serta juga digunakan
peneliti sebagai panduan agar tercapainya tujuan dari penelitian ini.
4.2 Jenis Penelitian
Dilihat dari tujuan penelitiannya, penelitian ini masuk kedalam ranah penelitian
terapan dimana penelitian ini dimaksudkan agar dapat menyelesaikan masalah yang
dihadapi perusahaan yang diambil sebagai objek penelitian. Dilihat dari metode yang
digunakan, penelitian ini termasuk kedalam action research dan memiliki sifat brodening
karena menggunakan penyatuan dan pengembangan dari beberapa metode. Dari rancangan
penelitian ini diharapkan agar dapat meningkatkan efisiensi dari lintasana perakitan yang
terdapat di perusahaan.
4.3 Survey Pendahuluan
Ditahap awal dilakukan penelitian terlebih dahulu dilakukan penelitian
pendahuluan. Dimana pada tahap ini dilakukan pencarian serta penentuan topik yang akan
diangkat menjadi sebuah penelitian sesuai minat, bakat, dan konsentrasi yang diambil.
Yang akan diangkat menjadi topik dari penelitian ini adalah “Alternatif Lintasan Perakitan
Plastic Box 260 Menggunakan Pendekatan Metode Heuristik dan Metode Simulasi Untuk
Meningkatkan Efisiensi Lintasan Perakitan” . Metode yang digunakan adalah untuk
meningkatkan efisiensi pada lintasan perakitan plastic box 260 dan mengoptimalkan proses
perakitan plastic box 260 dengan metode heuristik dan metode simulasi menggunakan
software Arena.
38
4.4 Studi Pustaka
Selanjutnya langkah yang dilakukan adalah melakukan studi pustaka dengan
mempelajari dan mengumpulkan jurnal, literatur, buku-buku baik dari perpustakaan
maupun di internet mengenai analisis keseimbangan lintasan, metode heuristik, serta
proses metode simulasi dengan software Arena dan juga sumber-sumber pendukung
lainnya yang dapat membantu dalam memecahkan permasalahan yang diangkat dalam
penelitian ini.
4.5 Pengumpulan Data
Pengumpulan Data Meliputi :
a. Proses perakitan plastic box 260
b. Data pembagian stasiun kerja dan pekerja pada lintasan perakitan plastic box 260
c. Data waktu pengerjaan tiap elemen kerja perakitan plastic box 260
d. Data kapasitas pengerjaan tiap stasiun kerja perakitan plastic box 260
1. Sumber Data
Sumber data yang dipergunakan, antara lain;
a. Data Primer
Data primer didapat melalui observasi dan wawancara terhadap aktifitas produksi yang
dilakukan di lintasan perakitan plastic box 260.
b. Data Sekunder
Data sekunder didapat melalui data-data sekunder yang diambil dari arsip-arsip dan
dokumen-dokumen yang berhubungan dengan data proses produksi dan lain
sebagainya.
2. Metode Pengambilan Data
Pengambilan data pada penelitian ini dilakukan dengan beberapa metode, antara lain;
c. Observasi
Mengumpulkan data dan informasi pada lini produksi dengan melakukan pengamatan
langsung pada aktivitas-aktivitas produksi di perusahaan.
d. Wawancara
Mengumpulkan data dan informasi dengan melakukan wawancara langsung kepada
pihak-pihak yang berkaitan dengan proses produksi.
39
e. Dokumentasi
Mengumpulkan data dan informasi melalui arsip-arsip atau dokumen-dokumen yang
terdapat diperusahaan yang dapat menjadi pendukung penelitian. Khususnya dalam
proses produksi.
3. Peralatan Dan Bahan Penelitian
Alat dan bahan yang digunakan dalam penelitian ini antara lain;
f. Alat pengukur waktu (Stopwatch)
g. Alat tulis
Alat tulis digunkan untuk mencatat seluruh data yang dibutuhkan selama proses
penelitian.
h. Komputer
Digunakan untuk mengelompokkan dan mengumpulkan data, serta mensimulasikan
data-data yang diperoleh selama penelitian.
4.6 Pengolahan Data
Pasca melakukan proses pengambilan data, perolehan data-data dari perusahaan
akan dilakukan pengolahan berdasar pada metode yang digunakan. Urutan pengolahannya
antara lain;
a. Mengolah data lintasan perakitan. Data ini diolah agar dapat menemukan waktu
proses keseluruhan dari awal hingga produk jadi. Untuk mengetahui tingkat
efisiensi lintasan yang terjadi pada lintasan perakitan aktual.
b. Mengolah data waktu tiap-tiap elemen kerja. Data ini diolah agar dapat mengetahui
waktu yang dibutuhkan tiap-tiap stasiun untuk menyelasaikan pekerjaannya.
c. Melakukan metode simulasi dengan software Arena. Metode simulasi demi
meningkatkan efisiensi lintasan perakitan, setelah itu dilakukan pembandingan
antara metode heuristik dengan hasil simulasi peningkatan.
4.7 Analisa Hasil dan Pembahasan
Analisa hasil serta pembahasan dari penelitian ini antara lain;
a. Analisa keseimbangan lintasan aktual
b. Analisa efisiensi lintasan menggunakan metode heuristik

40
c. Analisa menggunakan metode simulasi untuk meningkatkan efisiensi menggunakan
software Arena.
4.8 Kesimpulan dan Saran
Setelah menyelesaikan seluruh tahap awal, tahap pengumpulan data, tahap
pengolahan data dan analisa, dan mendapatkan hasilnya. Penarikan kesimpulan dan saran
akan menjadi hal penting untuk peneliti selanjutnya dan perusahaan yang terkait. Berikut
diagram alir penelitian secara menyeluruh;
Mulai
Survey Lapangan
Tujuan penelitian
Indentifikasi permasalahan
Studi Literatur
Pengumpulan data:
1. Pemilihan sumber data
2. Metode pengambilan
3. Alat dan Bahan penelitian
Uji kecukupan data dan Uji keseragaman data
Analisa keseimbangan lintasan awal
Kesimpulan dan Saran
Peningkatan Efisiensi dengan metode heuristik
Perhitungan metode simulasi dengan software Arena
Data
Cukup
Selesai
Tidak (N’ > N)
Ya (N’ < N)
41
Gambar 4.1. Diagram Alir Penelitian
41
BAB V
HASIL DAN PEMBAHASAN
5.1 Hasil dan Pembahasan
Pada Bab ini akan dibahas mengenai hasil dari penelitian yang dilakukan, serta
pembahasan secara spesifik akan juga ditampilkan. Setelah melakukan pengumpulan data,
selanjutnya yaitu melakukan pengolahan data dengan metode heuristik untuk
menghasilkan lintasan-lintasan alternatif. Selanjutnya akan dilakukan perhitungan
performansi dengan metode simulasi kemudian analisis hasil dan pembahasan dari hasil
pengolahan data.
5.2 Gambaran PT.XYZ
Gambaran umum perusahaan yang akan dijelaskan meliputi sejarah berdirinya,
divisi amunisi PT.XYZ. Pada penjelasan divisi amunisi juga meliputi proses produksi
plastic box 260 serta stasiun dan elemen-elemen kerja yang ada.
5.2.1 Sejarah PT.XYZ
PT.XYZ adalah Perusahaan Industri Manufaktur Indonesia yang bergerak dalam
bidang Produk Militer dan Produk Komersial. Kegiatan PT.XYZ mencakup desain dan
pengembangan, rekayasa, perakitan dan pabrikan serta perawatan. Sejak 1983, PT.XYZ
juga telah menambah kemampuannya memproduksi produk-produk nonmiliter seperti rem
kereta api, generator, mesin perkakas, dan berbagai macam peralatan mekanis dan listrik
yang lain. Pada tahun 1989, bersama dengan 9 Persero lain, PT.XYZ berada dibawah
pembinaan Badan Pengelola Industri Strategis (BPIS). Tahun 1998 BPIS dibubarkan,
seluruh perseroan yang berada dibawah pembinaannya menjadi anak perusahaan PT.
Pakarya Industri (Persero). Tahun 1999 PT. Pakarya Industri (Persero) berubah nama
menjadi PT. Bahana Pakarya Industri Strategis (Persero), yang kemudian dibubarkan
melalui Peraturan Pemerintah Republik Indonesia Nomor : 52 tahun 2002. Selanjutnya
berdasarkan Peraturan Pemerintah Republik Indonesia Nomor : 41 tahun 2003, PT.XYZ
berada di bawah kewenangan Menteri Negara Badan Usaha Milik Negara. Kantor pusat
PT.XYZ berada di Bandung sedangkan kantor-kantor cabangnya berada di Jakarta dan
Malang. Sejak menjadi BUMN PT.XYZ mempunyai fungsi ganda yaitu sebagai penunjang
dalam hal pengembangan industri kemiliteran dan sebagai penyelenggara komersial yang
selanjutnya PT.XYZ diharapkan dapat menjadi pusat industri komersial. Sedangkan tujuan
dari PT.XYZ adalah Mampu menyediakan kebutuhan Alat Utama Sistem Persenjataan
secara mandiri untuk mendukung penyelenggaraan pertahanan dan keamanan Negara

42
Republik Indonesia. PT.XYZ mempunyai prinsip-prinsip dasar perusahaan seperti ;
Loyalitas, Integritas dan Dedikasi, yang berarti : berpegang teguh pada tujuan perusahaan,
kejujuran dan keutuhan sikap dalam interaksi organisasi dan pengabdian pada perusahaan.
Ketiga hal ini merupakan sikap keseharian setiap anggota organisasi yang mendasari setiap
aksi individual dan organisasi. Semangat kelompok tidak boleh mengalahkan prinsip
pertama ini. Keunggulan Teknologi, yang berarti : keyakinan bahwa penguasaan dan
pemanfaatan teknologi sangat penting dalam mencapai tujuan perusahaan untuk
meningkatkan efisiensi dan efektifitas kerja untuk inovasi produk dan bahan untuk inov asi
bisnis. Kerjasama Kelompok, yang berarti : keberhasilan merupakan hasil dari kerjasama.
Sinergi yang muncul dari kelompok yang dilandasi integritas anggota kelompok mampu
memberikan kesuksesan yang sebelumnya tak mungkin diraih. Berbisnis untuk saling
menguntungkan, yang berarti : menekankan pentingnya memperoleh kepercayaan dari
semua pihak yang berbisnis dengan PT. XYZ. Merupakan hal penting untuk memikirkan
dan menjamin manfaat dan menambahkan nilai kepada mitra, pelanggan, pemasok dan
tentu untuk PT.XYZ sendiri.
5.2.2 Divisi Amunisi PT. XYZ
Pembuatan amunisi di PT.XYZ dimulai pada 1960. Sejarahnya dimulai dengan
pengambil alihan Cassava Factory (pabrik tepung ubi kayu) di Turen, Malang, dari
Belanda. Pabrik itu tidak didirikan di Bandung karena faktor keamanan yang
mengharuskan pembuatan mesiu jauh dari permukiman penduduk. Aktivitasnya dimulai
dengan memproduksi peluru kaliber 12,7 mm pada 1968, diikuti dengan kaliber 7,62 mm
dan kaliber 9 mm pada 1970, serta kaliber 3,56 mm pada 1973.
5.2.3 Proses Produksi Plastic Box 260
Plastic box 260 merupakan salah satu kemasan yang digunakan untuk mengemas
amunisi dan peralatan lain yang di produksi PT. XYZ. Bahan baku plastic box sendiri
didatangkan dari perusahaan lain kemudian dilakukan penambahan komponen-komponen
pendukung, sedangkan komponen pendukung sendiri diproduksi sendiri oleh PT.XYZ.
berikut adalah elemen-elemen kerja perakitan plastic box 260 pada Tabel 5.1-Tabel 5.2:
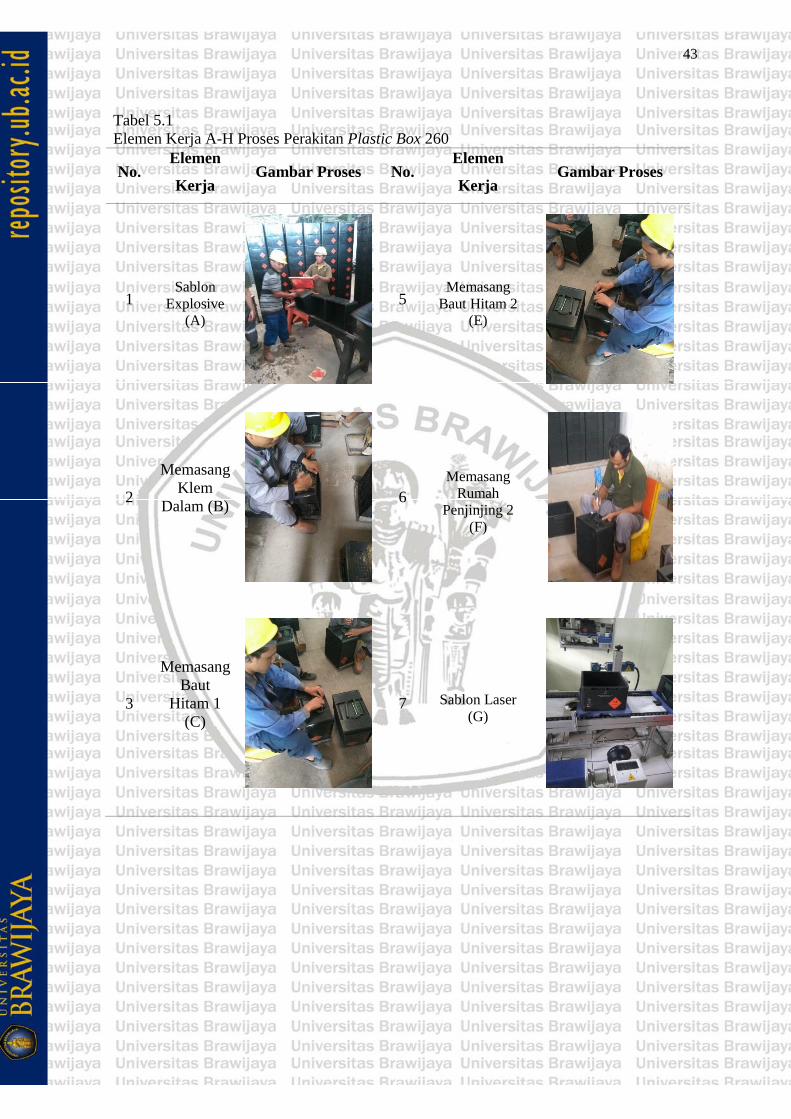
43
Tabel 5.1
Elemen Kerja A-H Proses Perakitan Plastic Box 260
No. Elemen
Kerja Gambar Proses No.
Elemen
Kerja Gambar Proses
1 Sablon
Explosive
(A)
5 Memasang
Baut Hitam 2
(E)
2
Memasang
Klem
Dalam (B)
6
Memasang
Rumah
Penjinjing 2
(F)
3
Memasang
Baut
Hitam 1
(C)
7 Sablon Laser
(G)
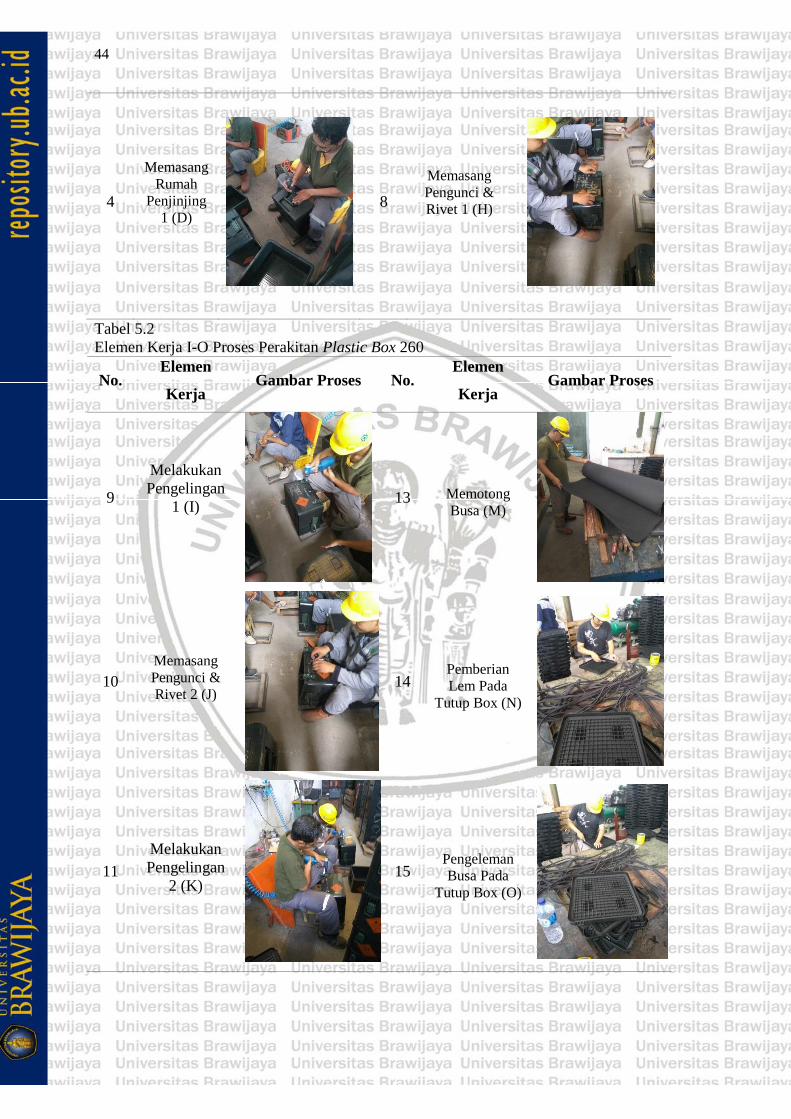
44
4
Memasang
Rumah
Penjinjing
1 (D)
8
Memasang
Pengunci &
Rivet 1 (H)
Tabel 5.2
Elemen Kerja I-O Proses Perakitan Plastic Box 260
No. Elemen
Kerja Gambar Proses No.
Elemen
Kerja Gambar Proses
9
Melakukan
Pengelingan
1 (I)
13 Memotong
Busa (M)
10
Memasang
Pengunci &
Rivet 2 (J)
14 Pemberian
Lem Pada
Tutup Box (N)
11
Melakukan
Pengelingan
2 (K)
15 Pengeleman
Busa Pada
Tutup Box (O)

45
12 Memasang
Tutup Box
(L)
5.3 Pengumpulan Data
Berikut ini merupakan data-data yang didapatkan dari hasil obsrvasi lapangan yaitu
data waktu elemen-elemen kerja dari lintasan perakitan plastic box 260, waktu standar
berdasarkan obeservasi langsung, jumlah stasiun kerja dan jumlah operator pada lintasan
aktual, keterkaitan antar elemen kerja, jam kerja efektif dan jumlah order produk.
5.3.1 Lintasan Perakitan Plastic Box 260
Pada penelitian ini lintasan perakitan yang dijadikan sebagai objek penelitian
adalah lintasan perakitan plastic box 260. Objek penelitian ini dipilih karena pada saat
pengamatan awal, lintasan perakitan terdapat tumpukan-tumpukan produk WIP (Work In
Process) yang menyebabkan ketidaklancaran lintasan perakitan serta adanya stasiun kerja
yang berhenti berkerja secara total. Lintasan perakitan yang menjadi objek penelitian ini
memiliki 5 stasiun kerja dengan beberapa operator tiap stasiunnya.
Sebelum mencari lintasan perakitan alternatif yang dapat digunakan nantinya,
ditentukan elemen-elemen kerja pada proses perakitan serta waktu standar dari taip-tiap
elemen kerja tersebut. Penentuan elemen kerja dari proses perakitan dilakukan dengan
melakukan observasi langsung pada lintasan perakitan aktual. Sedangkan waktu standar
dari elemen-elemen kerja yang ada dilakukan dengan mengukur secara langsung waktu
pengerjaan dari tiap elemen kerja tersebut dengan menggunakan jam henti atau stop watch,
waktu-waktu tersebut adalah waktu yang dibutuhkan untuk dapat menyelesaikan elemen
kerja yang akan menghasilkan satu unit output. Tiap-tiap elemen kerja memerlukan
perlengkapan dalam proses pengerjaannya. Pada Tabel 5.3- Tabel 5.7 berikut adalah
elemen-elemen kerja serta waktu pengerjaannya.
Tabel 5.3
Pembagian Stasiun Kerja 1, Elemen Kerja A, dan Waktu Pengerjaan.
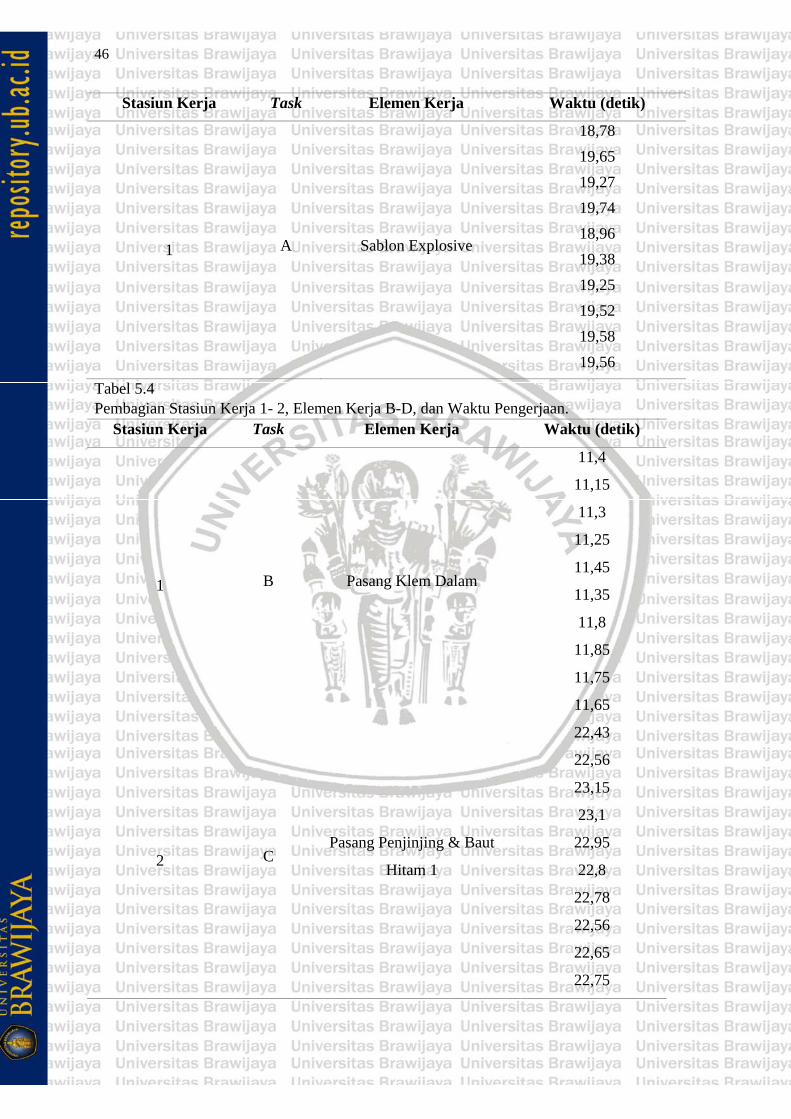
46
Stasiun Kerja Task Elemen Kerja Waktu (detik)
1 A Sablon Explosive
18,78
19,65
19,27
19,74
18,96
19,38
19,25
19,52
19,58
19,56
Tabel 5.4
Pembagian Stasiun Kerja 1- 2, Elemen Kerja B-D, dan Waktu Pengerjaan.
Stasiun Kerja Task Elemen Kerja Waktu (detik)
1 B Pasang Klem Dalam
11,4
11,15
11,3
11,25
11,45
11,35
11,8
11,85
11,75
11,65
2 C Pasang Penjinjing & Baut
Hitam 1
22,43
22,56
23,15
23,1
22,95
22,8
22,78
22,56
22,65
22,75
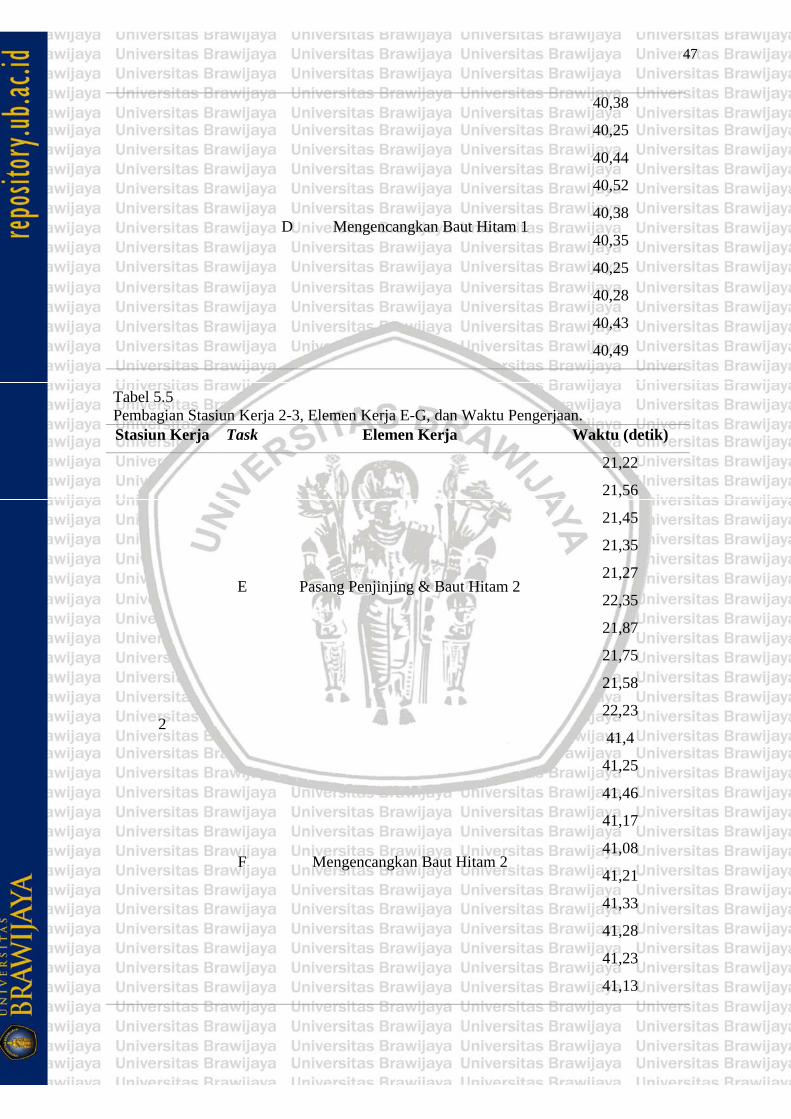
47
D Mengencangkan Baut Hitam 1
40,38
40,25
40,44
40,52
40,38
40,35
40,25
40,28
40,43
40,49
Tabel 5.5
Pembagian Stasiun Kerja 2-3, Elemen Kerja E-G, dan Waktu Pengerjaan.
Stasiun Kerja Task Elemen Kerja Waktu (detik)
2
E Pasang Penjinjing & Baut Hitam 2
21,22
21,56
21,45
21,35
21,27
22,35
21,87
21,75
21,58
22,23
F Mengencangkan Baut Hitam 2
41,4
41,25
41,46
41,17
41,08
41,21
41,33
41,28
41,23
41,13
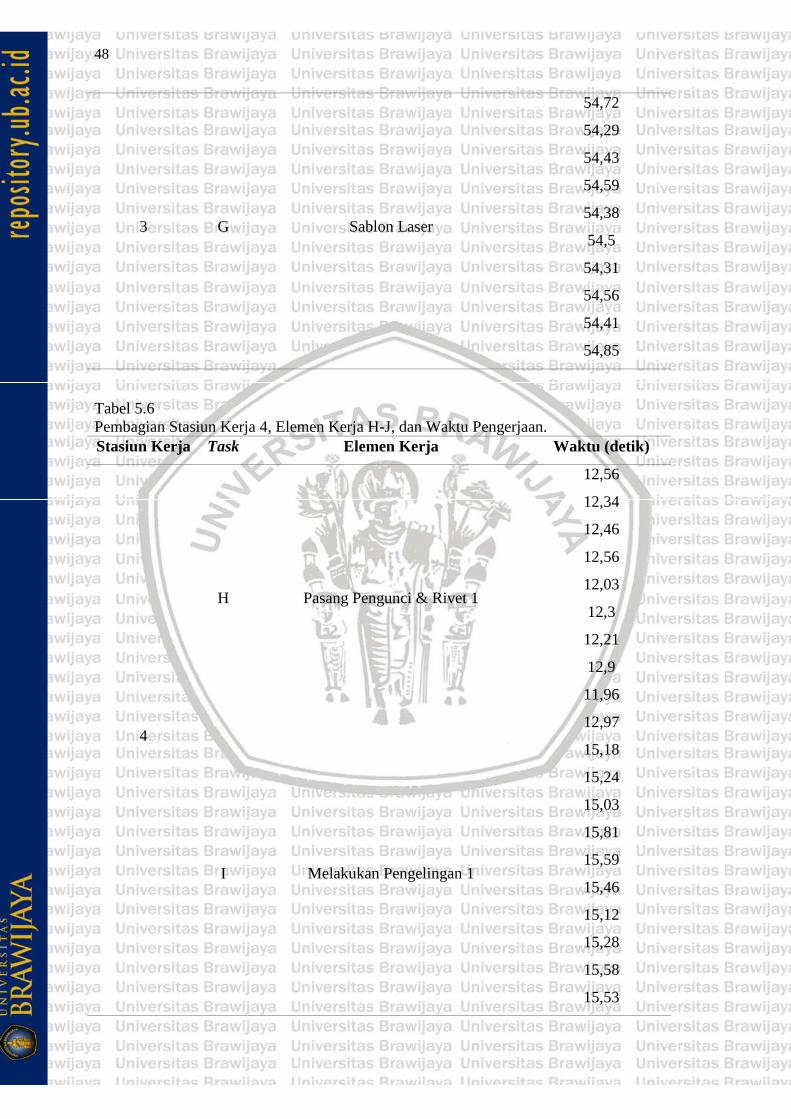
48
3 G Sablon Laser
54,72
54,29
54,43
54,59
54,38
54,5
54,31
54,56
54,41
54,85
Tabel 5.6
Pembagian Stasiun Kerja 4, Elemen Kerja H-J, dan Waktu Pengerjaan.
Stasiun Kerja Task Elemen Kerja Waktu (detik)
4
H Pasang Pengunci & Rivet 1
12,56
12,34
12,46
12,56
12,03
12,3
12,21
12,9
11,96
12,97
I Melakukan Pengelingan 1
15,18
15,24
15,03
15,81
15,59
15,46
15,12
15,28
15,58
15,53

49
J Pasang Pengunci & Rivet 2
10,78
11,24
10,64
10,84
10,03
10,56
10,28
10,62
10,06
11,09
Tabel 5.7
Pembagian Stasiun Kerja 4-5, Elemen Kerja K-M, dan Waktu Pengerjaan.
Stasiun Kerja Task Elemen Kerja Waktu (detik)
4
K Melakukan Pengelingan 2
10,78
11,24
10,64
10,84
10,03
10,56
10,28
10,62
10,06
11,09
L Memasang Tutup Box
2,34
2,46
2,87
2,78
2,39
2,87
2,72
2,15
2,57
2,34
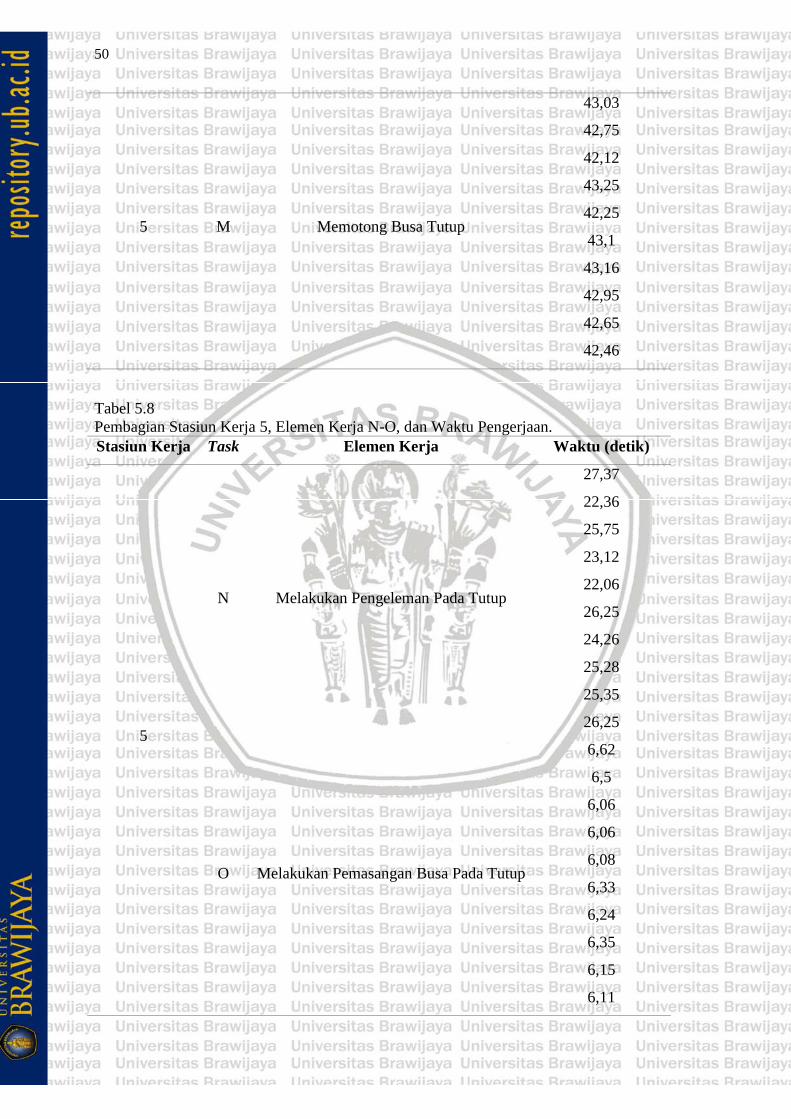
50
5 M Memotong Busa Tutup
43,03
42,75
42,12
43,25
42,25
43,1
43,16
42,95
42,65
42,46
Tabel 5.8
Pembagian Stasiun Kerja 5, Elemen Kerja N-O, dan Waktu Pengerjaan.
Stasiun Kerja Task Elemen Kerja Waktu (detik)
5
N Melakukan Pengeleman Pada Tutup
27,37
22,36
25,75
23,12
22,06
26,25
24,26
25,28
25,35
26,25
O Melakukan Pemasangan Busa Pada Tutup
6,62
6,5
6,06
6,06
6,08
6,33
6,24
6,35
6,15
6,11
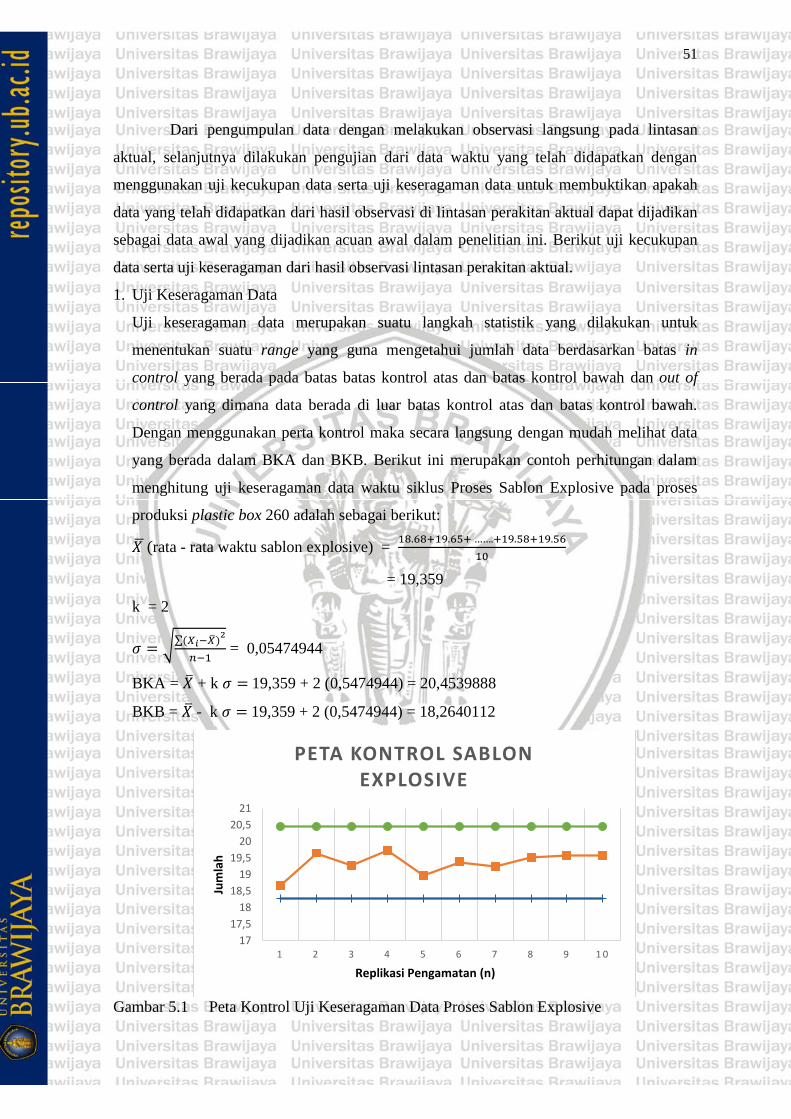
51
Dari pengumpulan data dengan melakukan observasi langsung pada lintasan
aktual, selanjutnya dilakukan pengujian dari data waktu yang telah didapatkan dengan
menggunakan uji kecukupan data serta uji keseragaman data untuk membuktikan apakah
data yang telah didapatkan dari hasil observasi di lintasan perakitan aktual dapat dijadikan
sebagai data awal yang dijadikan acuan awal dalam penelitian ini. Berikut uji kecukupan
data serta uji keseragaman dari hasil observasi lintasan perakitan aktual.
1. Uji Keseragaman Data
Uji keseragaman data merupakan suatu langkah statistik yang dilakukan untuk
menentukan suatu range yang guna mengetahui jumlah data berdasarkan batas in
control yang berada pada batas batas kontrol atas dan batas kontrol bawah dan out of
control yang dimana data berada di luar batas kontrol atas dan batas kontrol bawah.
Dengan menggunakan perta kontrol maka secara langsung dengan mudah melihat data
yang berada dalam BKA dan BKB. Berikut ini merupakan contoh perhitungan dalam
menghitung uji keseragaman data waktu siklus Proses Sablon Explosive pada proses
produksi plastic box 260 adalah sebagai berikut:
rata - rata waktu sablon explosive) =
= 19,359
k = 2
= 0,05474944
BKA = + k 19,359 + 2 (0,5474944) = 20,4539888
BKB = - k 19,359 + 2 (0,5474944) = 18,2640112
Gambar 5.1 Peta Kontrol Uji Keseragaman Data Proses Sablon Explosive
17
17,5
18
18,5
19
19,5
20
20,5
21
1 2 3 4 5 6 7 8 9 1 0
Jum
lah
Replikasi Pengamatan (n)
PETA KONTROL SABLON EXPLOSIVE

52
Berdasarkan gambar di atas dapat di lihat bahwa data dikatakan seragam apabila seluruh
data berada pada batas kontrol atas (BKA) dan batas kontrol bawah (BKB). Hal ini terlihat
dari gambar 5.1. dimana dijelaskan bahwa seluruh data pengamatan pada proses Proses
Sablon Explosive pada proses produksi plastic box 206 berada di antara batas kontrol atas
(BKA) dan batas kontrol bawah (BKB), sehingga berdasarkan data Proses Sablon
Explosive dapat dikatakan seragam. Oleh sebab itu dari hasil uji kesaragaman data untuk
proses lainnya dapat dilihat pada lampiran Uji Keseragaman dan Kecukupan data yang
terlampir pada Lampiran I.
2. Uji Kecukupan Data
Setelah diketahui dan dilakukan perhitungan uji keseragaman data, maka untuk langkah
selanjutnya yaitu dilakukan uji kecukupan data. Uji kecukupan data digunakan untuk
mengetahui apakah data yang digunakan dalam melakukan pengamatan sudah memenuhi
tingkat keyakinan dan ketelitian yang sudah ditetapkan, berikut ini merupakan uji
kecukupan data pada Proses Sablon Explosive dalam produksi plastic box 260 adalah
sebagai berikut :
k = 2
karena ɑ = 95 % maka s = 0,05
N = 10
= + + ...... +
= 193,59
= + +......... + +
3748,694
=
= 1,04
Tabel 5.9
Uji Kecukupan Data Elemen Kerja A
Pengamatan X
1 18,68 348,9424
2 19,65 386,1225
3 19,27 371,3329
4 19,74 389,6676
5 18,96 359,4816
6 19,38 375,5844
7 19,25 370,5625
8 19,52 381,0304
9 19,58 383,3764

53
10 19,56 382,5936
Total 193,59 3748,694
N’ 1,04
Keterangan Cukup
Berdasarkan Hasil uji Kecukupan data pada tabel 5.9 di atas. bahwa apabila data
dikatakan cukup apabila sudah memenuhi nilai N’ < N. Sehingga berdasarkan hasil uji
kecukupan data pada proses sablon explosive untuk proses produksi plastic box 260 di
atas, nilai N’ < N yaitu 1,04 < 10. Hal ini dikatakan sangat berarti karena data pengamatan
pada proses sablon explosive dapat dikatakan cukup. Oleh karena itu untuk lebih jelasnya
untuk melihat seluruh proses uji kecukupan data untuk proses perakitan plastic box 260
dapat di lihat pada lampiran rekapan hasil uji keseragaman dan uji kecukupan data yang
terlampir pada Lampiran I.
5.4 Penyusunan Precedence Diagram
Perlu adanya penggambaran yang lebih jelas lagi untuk menggambarkan
hubungan antar elemen kerja yang ada pada lintasan perakitan plastic box 260, untuk itu
perlu adanya precedence diagram. Sebelum menyusun precedence diagram harus
diketahui terlebih dahulu task pendahulu yang didapatkan dari hasil observasi lintasan
aktual. Berikut adalah task pendahulu pada Tabel 5.10.
Tabel 5.10
Elemen-Elemen Kerja Penyusun Precedence Diagram.
Stasiun
Kerja Elemen Kerja (Jenis Pekerjaan)
Pekerjaan
Diawali
Sablon
Explosive
(1)
Sablon Explosive (A) -
Memasang Klem Dalam (B) -
Rakit
Penjinjing
(2)
Memasang Baut Hitam dan Klem Pembawa 1 (C) -
Mengencangkan Baut Hitam 1 (D) C
Memasang Baut Hitam dan Klem Pembawa 2 (E) C,D
Mengencangkan Baut Hitam 2 (F) C,D,E
Sablon
Laser (3)
Sablon Laser (G) -
Rakit
Pengunci
(4)
Memasang Pengunci & Rivet 1 (H) B
Melakukan Pengelingan 1 (I) B,H
Memasang Pengunci & Rivet 2 (J) B,H,I
Melakukan Pengelingan 2 (K) B,H,I,J
Memasang Tutup Box (L) K,O
Rakit Busa
Penutup
Memotong Busa (M) -
Pemberian Lem Pada Tutup Box (N) -
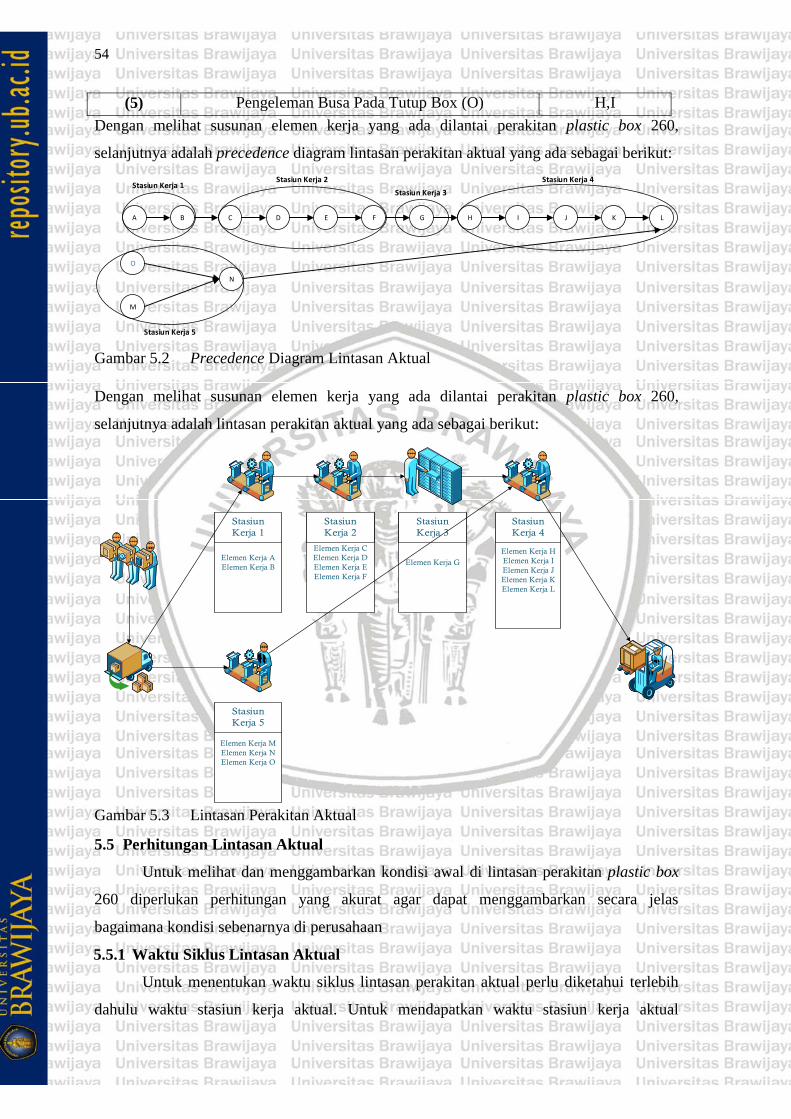
54
(5) Pengeleman Busa Pada Tutup Box (O) H,I
Dengan melihat susunan elemen kerja yang ada dilantai perakitan plastic box 260,
selanjutnya adalah precedence diagram lintasan perakitan aktual yang ada sebagai berikut:
A B C D E F G H LI J K
M
N
O
Stasiun Kerja 5
Stasiun Kerja 1Stasiun Kerja 2
Stasiun Kerja 3
Stasiun Kerja 4
Gambar 5.2 Precedence Diagram Lintasan Aktual
Dengan melihat susunan elemen kerja yang ada dilantai perakitan plastic box 260,
selanjutnya adalah lintasan perakitan aktual yang ada sebagai berikut:
Elemen Kerja A
Elemen Kerja B
Elemen Kerja C
Elemen Kerja D
Elemen Kerja E
Elemen Kerja F
Elemen Kerja G
Elemen Kerja H
Elemen Kerja I
Elemen Kerja J
Elemen Kerja K
Elemen Kerja L
Elemen Kerja M
Elemen Kerja N
Elemen Kerja O
Gambar 5.3 Lintasan Perakitan Aktual
5.5 Perhitungan Lintasan Aktual
Untuk melihat dan menggambarkan kondisi awal di lintasan perakitan plastic box
260 diperlukan perhitungan yang akurat agar dapat menggambarkan secara jelas
bagaimana kondisi sebenarnya di perusahaan
5.5.1 Waktu Siklus Lintasan Aktual
Untuk menentukan waktu siklus lintasan perakitan aktual perlu diketahui terlebih
dahulu waktu stasiun kerja aktual. Untuk mendapatkan waktu stasiun kerja aktual
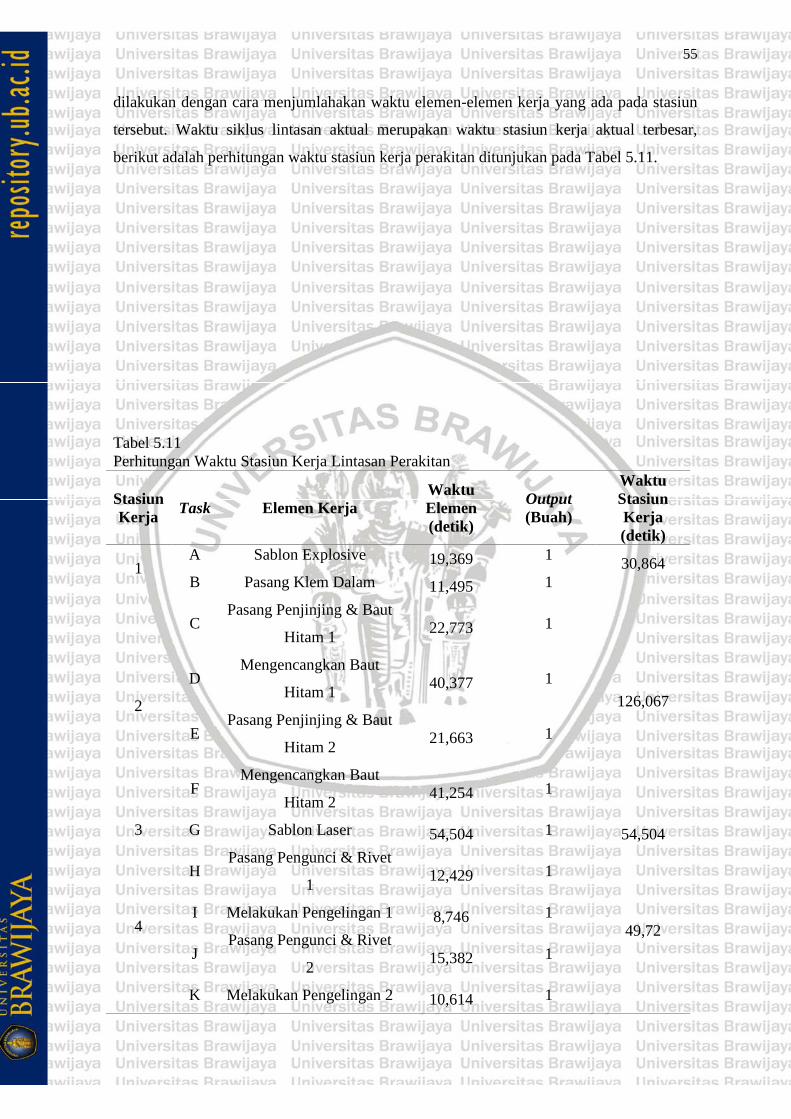
55
dilakukan dengan cara menjumlahakan waktu elemen-elemen kerja yang ada pada stasiun
tersebut. Waktu siklus lintasan aktual merupakan waktu stasiun kerja aktual terbesar,
berikut adalah perhitungan waktu stasiun kerja perakitan ditunjukan pada Tabel 5.11.
Tabel 5.11
Perhitungan Waktu Stasiun Kerja Lintasan Perakitan
Stasiun
Kerja Task Elemen Kerja
Waktu
Elemen
(detik)
Output
(Buah)
Waktu
Stasiun
Kerja
(detik)
1 A Sablon Explosive 19,369 1
30,864
B Pasang Klem Dalam 11,495 1
2
C Pasang Penjinjing & Baut
Hitam 1 22,773 1
126,067
D Mengencangkan Baut
Hitam 1 40,377 1
E Pasang Penjinjing & Baut
Hitam 2 21,663 1
F Mengencangkan Baut
Hitam 2 41,254 1
3 G Sablon Laser 54,504 1 54,504
4
H Pasang Pengunci & Rivet
1 12,429 1
49,72
I Melakukan Pengelingan 1 8,746 1
J Pasang Pengunci & Rivet
2 15,382 1
K Melakukan Pengelingan 2 10,614 1
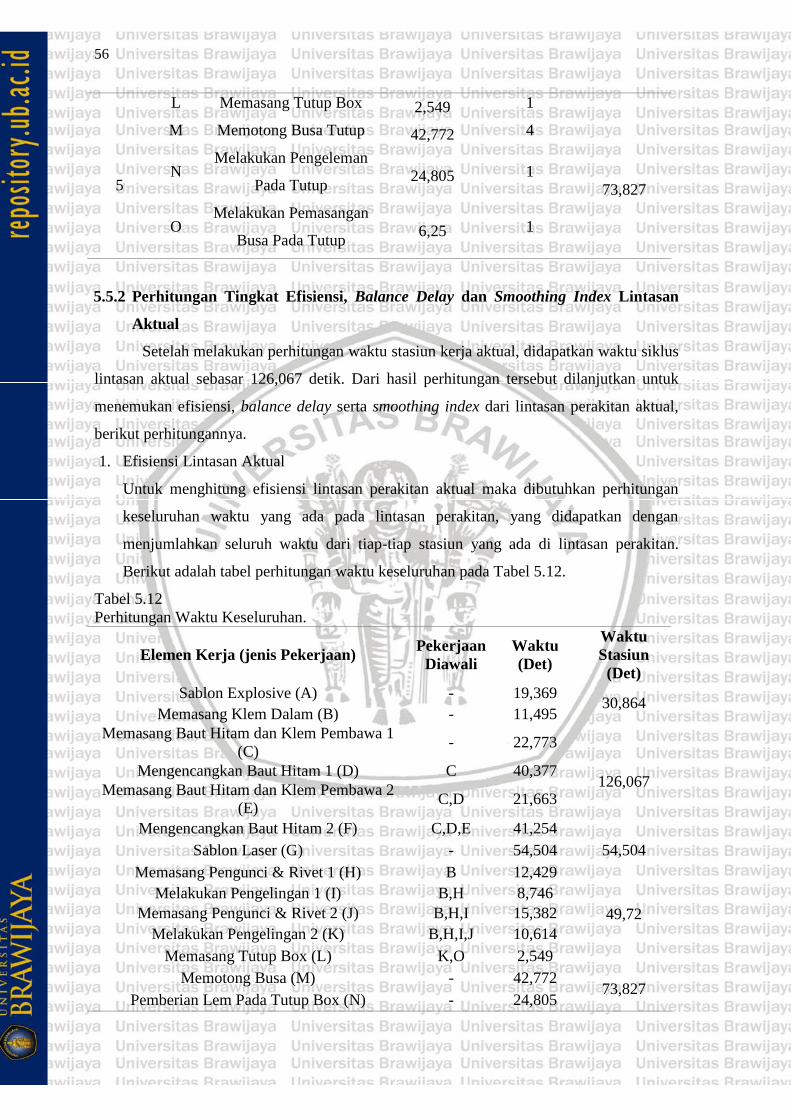
56
L Memasang Tutup Box 2,549 1
5
M Memotong Busa Tutup 42,772 4
73,827
N Melakukan Pengeleman
Pada Tutup 24,805 1
O Melakukan Pemasangan
Busa Pada Tutup 6,25 1
5.5.2 Perhitungan Tingkat Efisiensi, Balance Delay dan Smoothing Index Lintasan
Aktual
Setelah melakukan perhitungan waktu stasiun kerja aktual, didapatkan waktu siklus
lintasan aktual sebasar 126,067 detik. Dari hasil perhitungan tersebut dilanjutkan untuk
menemukan efisiensi, balance delay serta smoothing index dari lintasan perakitan aktual,
berikut perhitungannya.
1. Efisiensi Lintasan Aktual
Untuk menghitung efisiensi lintasan perakitan aktual maka dibutuhkan perhitungan
keseluruhan waktu yang ada pada lintasan perakitan, yang didapatkan dengan
menjumlahkan seluruh waktu dari tiap-tiap stasiun yang ada di lintasan perakitan.
Berikut adalah tabel perhitungan waktu keseluruhan pada Tabel 5.12.
Tabel 5.12
Perhitungan Waktu Keseluruhan.
Elemen Kerja (jenis Pekerjaan) Pekerjaan
Diawali
Waktu
(Det)
Waktu
Stasiun
(Det)
Sablon Explosive (A) - 19,369 30,864
Memasang Klem Dalam (B) - 11,495
Memasang Baut Hitam dan Klem Pembawa 1
(C) - 22,773
126,067 Mengencangkan Baut Hitam 1 (D) C 40,377
Memasang Baut Hitam dan Klem Pembawa 2
(E) C,D 21,663
Mengencangkan Baut Hitam 2 (F) C,D,E 41,254
Sablon Laser (G) - 54,504 54,504
Memasang Pengunci & Rivet 1 (H) B 12,429
49,72
Melakukan Pengelingan 1 (I) B,H 8,746
Memasang Pengunci & Rivet 2 (J) B,H,I 15,382
Melakukan Pengelingan 2 (K) B,H,I,J 10,614
Memasang Tutup Box (L) K,O 2,549
Memotong Busa (M) - 42,772 73,827
Pemberian Lem Pada Tutup Box (N) - 24,805

57
Pengeleman Busa Pada Tutup Box (O) H,I 6,25
Setelah melihat tabel 5.12 diatas diketahui bahwa waktu total pada lintasan perakitan
aktual adalah 332,433 detik. Setelah itu, untuk menghitung besar efisiensi adalah
sebagai berikut:
.............................................................................................. (5-1)
Dimana: ti = jumlah waktu total, n = jumlah stasiun , C = waktu siklus lintasan.
2. Balance Delay
Sedangkan untuk balance delay sebagai berikut:
................................................................................... (5-2)
3. Smoothing Index
Untuk besarnya SI adalah sebagai berikut:
........................................................................ (5-3)
Dimana: WSK max = waktu stasiun kerja terbesar (stasiun 5), WSKi = waktu stasiun
kerja ke-i.
Setelah melihat perhitngan diatas, dapat diketahui bahwa tingkat efisiensi lintasan
yaitu sebesar , balance delay lintasan perakitan sebesar 47 % serta besar smoothing
index sebesar 150,8 detik.
5.6 Perhitungan Tingkat Efisiensi dan Lintasan Dengan Metode Heuristik
Perhitungan dengan metode heuristik dimaksudkan agar tingkat efisiensi awal yang
telah dihitung dapat ditingkatkan menjadi seefisien mungkin. Untuk dapat melihat lintasan
alternatif yang dibentuk dengan perhitungan metode heuristik.
5.6.1 Perhitungan Lintasan Alternatif Dengan Ranked Positional Weight
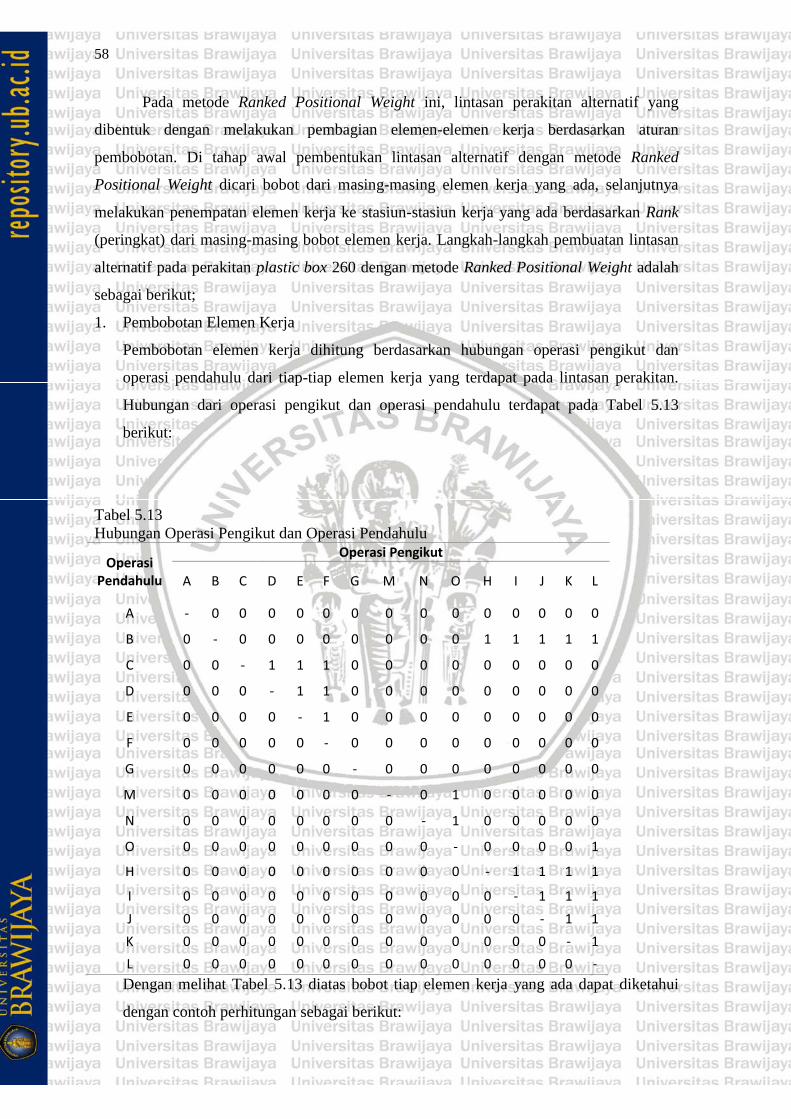
58
Pada metode Ranked Positional Weight ini, lintasan perakitan alternatif yang
dibentuk dengan melakukan pembagian elemen-elemen kerja berdasarkan aturan
pembobotan. Di tahap awal pembentukan lintasan alternatif dengan metode Ranked
Positional Weight dicari bobot dari masing-masing elemen kerja yang ada, selanjutnya
melakukan penempatan elemen kerja ke stasiun-stasiun kerja yang ada berdasarkan Rank
(peringkat) dari masing-masing bobot elemen kerja. Langkah-langkah pembuatan lintasan
alternatif pada perakitan plastic box 260 dengan metode Ranked Positional Weight adalah
sebagai berikut;
1. Pembobotan Elemen Kerja
Pembobotan elemen kerja dihitung berdasarkan hubungan operasi pengikut dan
operasi pendahulu dari tiap-tiap elemen kerja yang terdapat pada lintasan perakitan.
Hubungan dari operasi pengikut dan operasi pendahulu terdapat pada Tabel 5.13
berikut:
Tabel 5.13
Hubungan Operasi Pengikut dan Operasi Pendahulu
Operasi Pendahulu
Operasi Pengikut
A B C D E F G M N O H I J K L
A - 0 0 0 0 0 0 0 0 0 0 0 0 0 0
B 0 - 0 0 0 0 0 0 0 0 1 1 1 1 1
C 0 0 - 1 1 1 0 0 0 0 0 0 0 0 0
D 0 0 0 - 1 1 0 0 0 0 0 0 0 0 0
E 0 0 0 0 - 1 0 0 0 0 0 0 0 0 0
F 0 0 0 0 0 - 0 0 0 0 0 0 0 0 0
G 0 0 0 0 0 0 - 0 0 0 0 0 0 0 0
M 0 0 0 0 0 0 0 - 0 1 0 0 0 0 0
N 0 0 0 0 0 0 0 0 - 1 0 0 0 0 0
O 0 0 0 0 0 0 0 0 0 - 0 0 0 0 1
H 0 0 0 0 0 0 0 0 0 0 - 1 1 1 1
I 0 0 0 0 0 0 0 0 0 0 0 - 1 1 1
J 0 0 0 0 0 0 0 0 0 0 0 0 - 1 1
K 0 0 0 0 0 0 0 0 0 0 0 0 0 - 1
L 0 0 0 0 0 0 0 0 0 0 0 0 0 0 -
Dengan melihat Tabel 5.13 diatas bobot tiap elemen kerja yang ada dapat diketahui
dengan contoh perhitungan sebagai berikut:
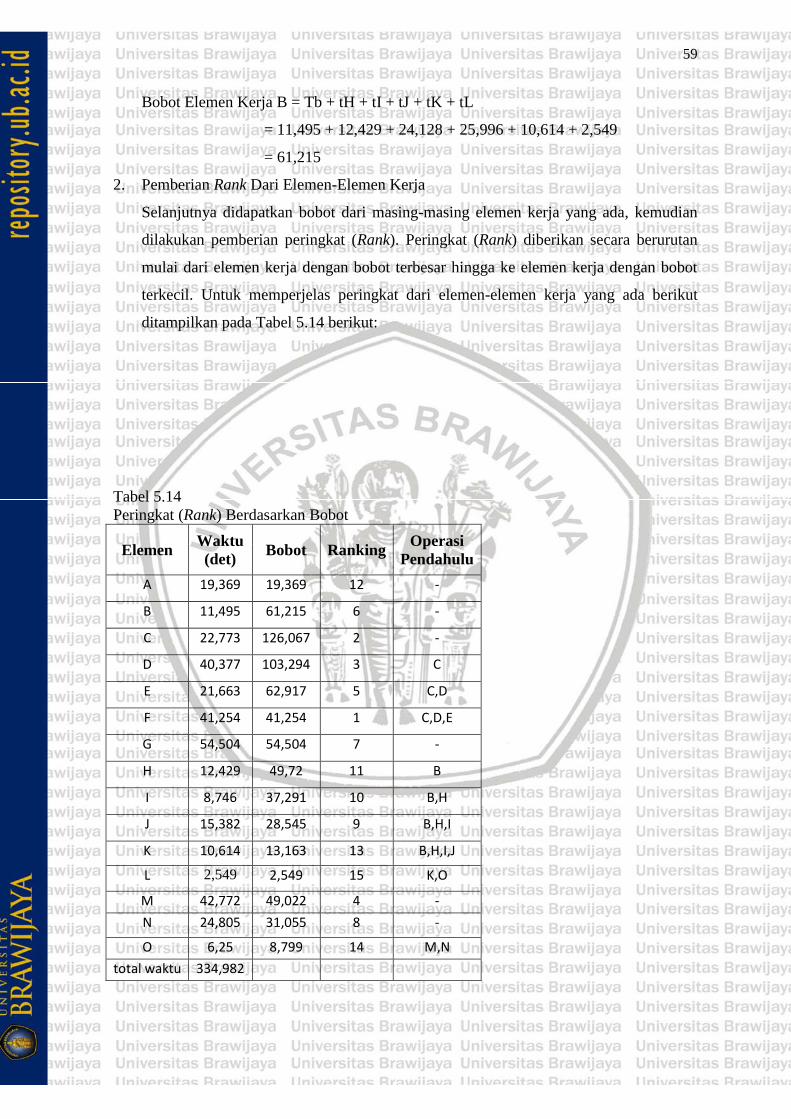
59
Bobot Elemen Kerja B = Tb + tH + tI + tJ + tK + tL
= 11,495 + 12,429 + 24,128 + 25,996 + 10,614 + 2,549
= 61,215
2. Pemberian Rank Dari Elemen-Elemen Kerja
Selanjutnya didapatkan bobot dari masing-masing elemen kerja yang ada, kemudian
dilakukan pemberian peringkat (Rank). Peringkat (Rank) diberikan secara berurutan
mulai dari elemen kerja dengan bobot terbesar hingga ke elemen kerja dengan bobot
terkecil. Untuk memperjelas peringkat dari elemen-elemen kerja yang ada berikut
ditampilkan pada Tabel 5.14 berikut:
Tabel 5.14
Peringkat (Rank) Berdasarkan Bobot
Elemen Waktu
(det) Bobot Ranking
Operasi
Pendahulu
A 19,369 19,369 12 -
B 11,495 61,215 6 -
C 22,773 126,067 2 -
D 40,377 103,294 3 C
E 21,663 62,917 5 C,D
F 41,254 41,254 1 C,D,E
G 54,504 54,504 7 -
H 12,429 49,72 11 B
I 8,746 37,291 10 B,H
J 15,382 28,545 9 B,H,I
K 10,614 13,163 13 B,H,I,J
L 2,549 2,549 15 K,O
M 42,772 49,022 4 -
N 24,805 31,055 8 -
O 6,25 8,799 14 M,N
total waktu 334,982

60
Dengan melihat Tabel 5.14 diatas dapat diketahui bahwa elemen kerja dengan bobot
tertinggi adalah elemen kerja C, sedangkan untuk elemen kerja dengan bobot terkecil
adalah elemen kerja L.
3. Pengurutan Elemen-Elemen Kerja Berdasarkan Rank
Untuk membuat lintasan perakitan alternatif dengan metode Ranked Positional Weight
dibuthkan pengurutan dari bobot-bobot elemen kerja yang sudah diketahui
sebelumnya di Tabel 5.14. dalam proses penyusunan stasiun kerja nantinya, untuk
mempermudah dilakukan penyusunan elemen kerja dari bobot terbesar ke bobot
tekecil. Berikut urutan bobot elemen kerja pada Tabel 5.15:
Tabel 5.15
Urutan Elemen Kerja Berdasarkan Bobot.
Elemen Operasi
Pendahulu Bobot
Waktu
(detik) Rangking
C - 126,067 22,773 1
D C 103,294 40,377 2
E C,D 62,917 21,663 3
B - 61,215 11,495 4
G - 54,504 54,504 5
H B 49,72 12,429 6
M - 49,022 42,772 7
F C,D,E 41,254 41,254 8
I B,H 37,291 8,746 9
N - 31,055 24,805 10
J B,H,I 28,545 15,382 11
A - 19,369 19,369 12
K B,H,I,J 13,163 10,614 13
O M,N 8,799 6,25 14
L K,O 2,549 2,549 15
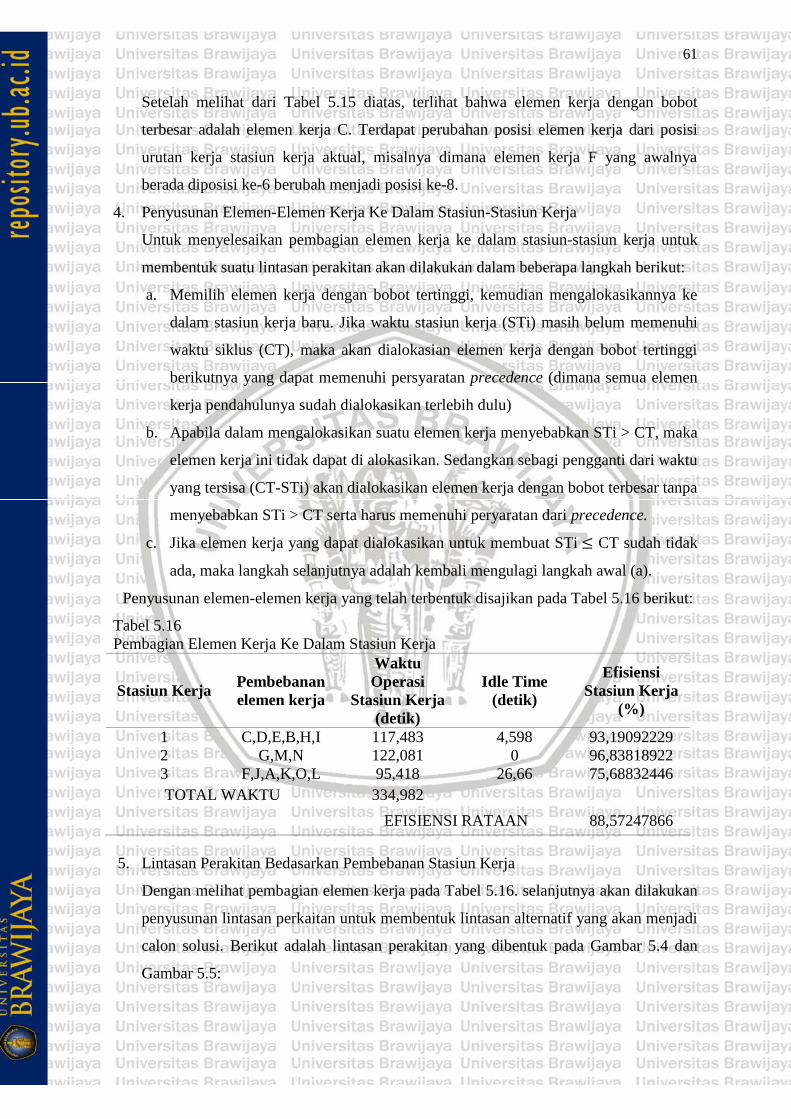
61
Setelah melihat dari Tabel 5.15 diatas, terlihat bahwa elemen kerja dengan bobot
terbesar adalah elemen kerja C. Terdapat perubahan posisi elemen kerja dari posisi
urutan kerja stasiun kerja aktual, misalnya dimana elemen kerja F yang awalnya
berada diposisi ke-6 berubah menjadi posisi ke-8.
4. Penyusunan Elemen-Elemen Kerja Ke Dalam Stasiun-Stasiun Kerja
Untuk menyelesaikan pembagian elemen kerja ke dalam stasiun-stasiun kerja untuk
membentuk suatu lintasan perakitan akan dilakukan dalam beberapa langkah berikut:
a. Memilih elemen kerja dengan bobot tertinggi, kemudian mengalokasikannya ke
dalam stasiun kerja baru. Jika waktu stasiun kerja (STi) masih belum memenuhi
waktu siklus (CT), maka akan dialokasian elemen kerja dengan bobot tertinggi
berikutnya yang dapat memenuhi persyaratan precedence (dimana semua elemen
kerja pendahulunya sudah dialokasikan terlebih dulu)
b. Apabila dalam mengalokasikan suatu elemen kerja menyebabkan STi > CT, maka
elemen kerja ini tidak dapat di alokasikan. Sedangkan sebagi pengganti dari waktu
yang tersisa (CT-STi) akan dialokasikan elemen kerja dengan bobot terbesar tanpa
menyebabkan STi > CT serta harus memenuhi peryaratan dari precedence.
c. Jika elemen kerja yang dapat dialokasikan untuk membuat STi CT sudah tidak
ada, maka langkah selanjutnya adalah kembali mengulagi langkah awal (a).
Penyusunan elemen-elemen kerja yang telah terbentuk disajikan pada Tabel 5.16 berikut:
Tabel 5.16
Pembagian Elemen Kerja Ke Dalam Stasiun Kerja
Stasiun Kerja Pembebanan
elemen kerja
Waktu
Operasi
Stasiun Kerja
(detik)
Idle Time
(detik)
Efisiensi
Stasiun Kerja
(%)
1 C,D,E,B,H,I 117,483 4,598 93,19092229
2 G,M,N 122,081 0 96,83818922
3 F,J,A,K,O,L 95,418 26,66 75,68832446
TOTAL WAKTU 334,982
EFISIENSI RATAAN 88,57247866
5. Lintasan Perakitan Bedasarkan Pembebanan Stasiun Kerja
Dengan melihat pembagian elemen kerja pada Tabel 5.16. selanjutnya akan dilakukan
penyusunan lintasan perkaitan untuk membentuk lintasan alternatif yang akan menjadi
calon solusi. Berikut adalah lintasan perakitan yang dibentuk pada Gambar 5.4 dan
Gambar 5.5:
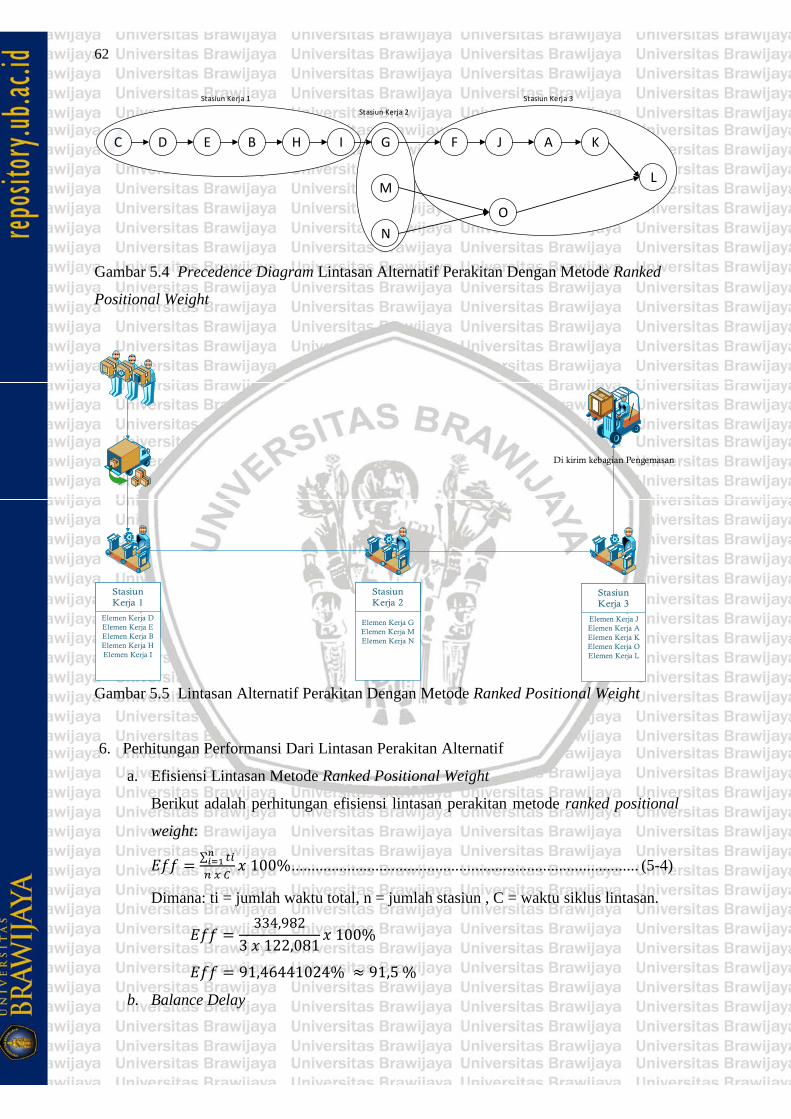
62
C D E B H I G
M
N
F J A K
O
L
Stasiun Kerja 1
Stasiun Kerja 2
Stasiun Kerja 3
Gambar 5.4 Precedence Diagram Lintasan Alternatif Perakitan Dengan Metode Ranked
Positional Weight
Elemen Kerja C
Elemen Kerja D
Elemen Kerja E
Elemen Kerja B
Elemen Kerja H
Elemen Kerja I
Elemen Kerja G
Elemen Kerja M
Elemen Kerja N
Elemen Kerja F
Elemen Kerja J
Elemen Kerja A
Elemen Kerja K
Elemen Kerja O
Elemen Kerja L
Di kirim kebagian Pengemasan
Gambar 5.5 Lintasan Alternatif Perakitan Dengan Metode Ranked Positional Weight
6. Perhitungan Performansi Dari Lintasan Perakitan Alternatif
a. Efisiensi Lintasan Metode Ranked Positional Weight
Berikut adalah perhitungan efisiensi lintasan perakitan metode ranked positional
weight:
....................................................................................... (5-4)
Dimana: ti = jumlah waktu total, n = jumlah stasiun , C = waktu siklus lintasan.
b. Balance Delay

63
Sedangkan untuk balance delay sebagai berikut:
............................................................................ (5-5)
c. Smoothing Index
Untuk besarnya SI adalah sebagai berikut:
................................................................. (5-6)
Dimana: WSK max = waktu stasiun kerja terbesar (stasiun 5), WSKi = waktu
stasiun kerja ke-i.
Setelah melihat perhitungan diatas, dapat diketahui bahwa tingkat efisiensi lintasan
metode ranked positional weight yaitu sebesar , balance delay lintasan perakitan
sebesar serta besar smoothing index sebesar 27,1 detik.
5.6.2 Perhitungan Lintasan Alternatif Dengan Metode Largest Candidate Rules
Metode heuristik selanjutnya yang digunakan dalam penelitian ini adalah Largest
Candidate Rules, pada metode Largest Candidate Rules ini, lintasan perakitan alternatif
yang dibentuk dengan membuat matrik berdasarkan elemen-elemen kerja yang ada. Di
tahap awal pembentukan lintasan alternatif dengan metode Largest Candidate Rules dicari
elemen kerja pendahulu (P) dan elemen kerja pengikut (F), selanjutnya melakukan
penempatan elemen kerja ke stasiun-stasiun kerja yang ada berdasarkan matriks yang telah
terbentuk dari elemen-elemen kerja. Langkah-langkah pembuatan lintasan alternatif pada
perakitan plastic box 260 dengan metode Largest Candidate Rules adalah sebagai berikut;
1. Pembuatan Matriks P-F
Langkah pertama di metode largest candidate rules adalah dengan membuat matriks
P-F berdasarkan pada precedence diagram pada gambar 5.2 dalam matriks P-F
merupakan matriks yang terbagi atas elemen kerja pendahulu (P) dan elemen kerja
pengikut (F). Sedangkan untuk jumlah kolom dalam matriks P ditentukan berdasarkan
jumlah elemen pendahulu terpanjang, demikin pula dengan matriks F. Berikut matriks
P-F disajikan Pada Tabel 5.17:
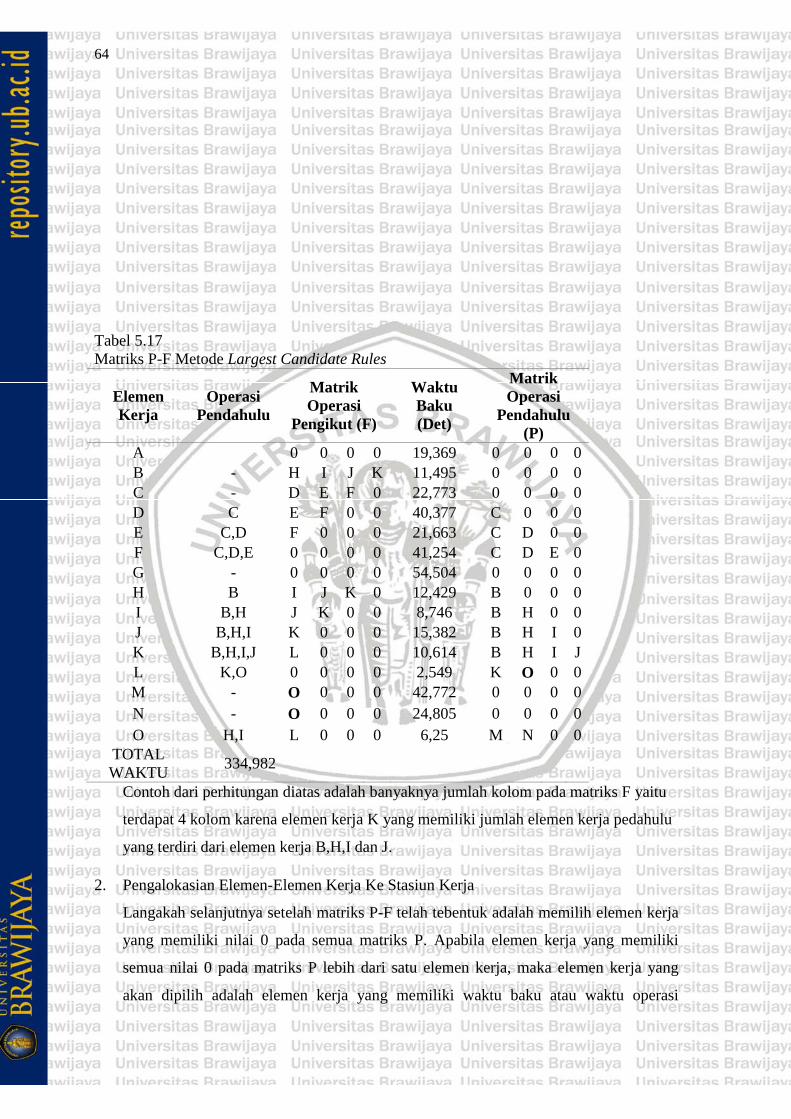
64
Tabel 5.17
Matriks P-F Metode Largest Candidate Rules
Elemen
Kerja
Operasi
Pendahulu
Matrik
Operasi
Pengikut (F)
Waktu
Baku
(Det)
Matrik
Operasi
Pendahulu
(P)
A
0 0 0 0 19,369 0 0 0 0
B - H I J K 11,495 0 0 0 0
C - D E F 0 22,773 0 0 0 0
D C E F 0 0 40,377 C 0 0 0
E C,D F 0 0 0 21,663 C D 0 0
F C,D,E 0 0 0 0 41,254 C D E 0
G - 0 0 0 0 54,504 0 0 0 0
H B I J K 0 12,429 B 0 0 0
I B,H J K 0 0 8,746 B H 0 0
J B,H,I K 0 0 0 15,382 B H I 0
K B,H,I,J L 0 0 0 10,614 B H I J
L K,O 0 0 0 0 2,549 K O 0 0
M - O 0 0 0 42,772 0 0 0 0
N - O 0 0 0 24,805 0 0 0 0
O H,I L 0 0 0 6,25 M N 0 0
TOTAL
WAKTU 334,982
Contoh dari perhitungan diatas adalah banyaknya jumlah kolom pada matriks F yaitu
terdapat 4 kolom karena elemen kerja K yang memiliki jumlah elemen kerja pedahulu
yang terdiri dari elemen kerja B,H,I dan J.
2. Pengalokasian Elemen-Elemen Kerja Ke Stasiun Kerja
Langakah selanjutnya setelah matriks P-F telah tebentuk adalah memilih elemen kerja
yang memiliki nilai 0 pada semua matriks P. Apabila elemen kerja yang memiliki
semua nilai 0 pada matriks P lebih dari satu elemen kerja, maka elemen kerja yang
akan dipilih adalah elemen kerja yang memiliki waktu baku atau waktu operasi
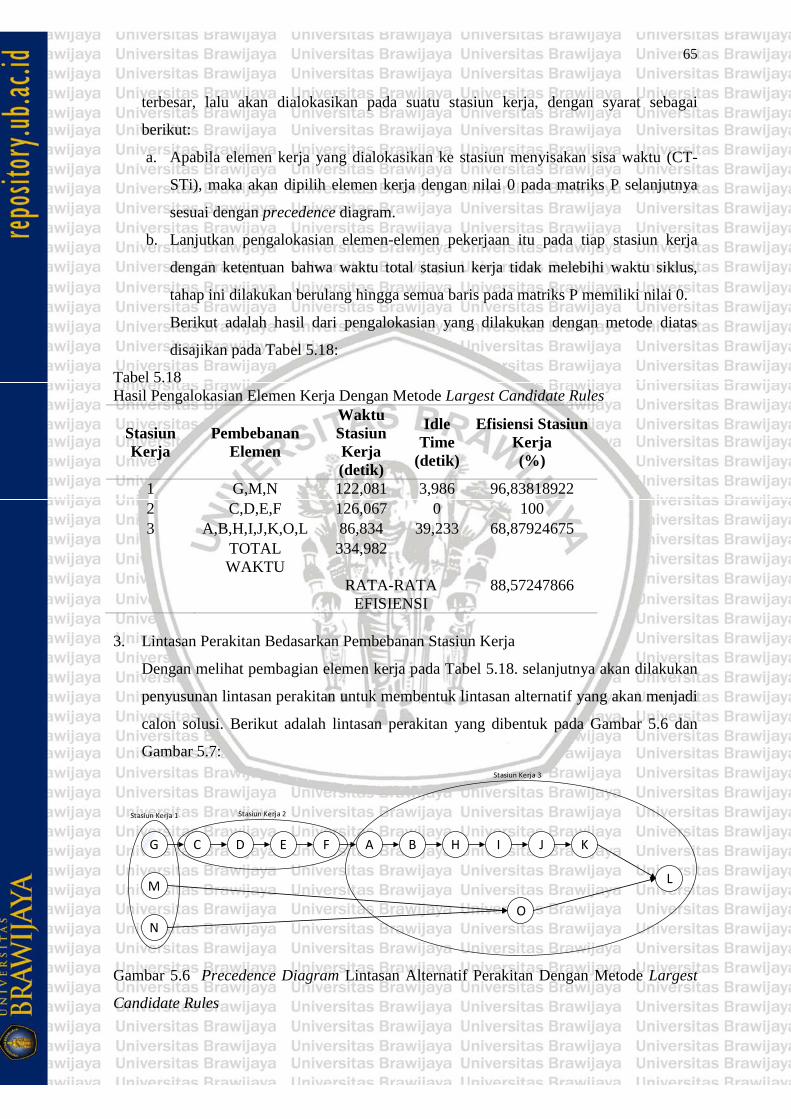
65
terbesar, lalu akan dialokasikan pada suatu stasiun kerja, dengan syarat sebagai
berikut:
a. Apabila elemen kerja yang dialokasikan ke stasiun menyisakan sisa waktu (CT-
STi), maka akan dipilih elemen kerja dengan nilai 0 pada matriks P selanjutnya
sesuai dengan precedence diagram.
b. Lanjutkan pengalokasian elemen-elemen pekerjaan itu pada tiap stasiun kerja
dengan ketentuan bahwa waktu total stasiun kerja tidak melebihi waktu siklus,
tahap ini dilakukan berulang hingga semua baris pada matriks P memiliki nilai 0.
Berikut adalah hasil dari pengalokasian yang dilakukan dengan metode diatas
disajikan pada Tabel 5.18:
Tabel 5.18
Hasil Pengalokasian Elemen Kerja Dengan Metode Largest Candidate Rules
Stasiun
Kerja
Pembebanan
Elemen
Waktu
Stasiun
Kerja
(detik)
Idle
Time
(detik)
Efisiensi Stasiun
Kerja
(%)
1 G,M,N 122,081 3,986 96,83818922
2 C,D,E,F 126,067 0 100
3 A,B,H,I,J,K,O,L 86,834 39,233 68,87924675
TOTAL
WAKTU
334,982
RATA-RATA
EFISIENSI
88,57247866
3. Lintasan Perakitan Bedasarkan Pembebanan Stasiun Kerja
Dengan melihat pembagian elemen kerja pada Tabel 5.18. selanjutnya akan dilakukan
penyusunan lintasan perakitan untuk membentuk lintasan alternatif yang akan menjadi
calon solusi. Berikut adalah lintasan perakitan yang dibentuk pada Gambar 5.6 dan
Gambar 5.7:
C D E B H IG
M
N
F JA K
O
L
Stasiun Kerja 1 Stasiun Kerja 2
Stasiun Kerja 3
Gambar 5.6 Precedence Diagram Lintasan Alternatif Perakitan Dengan Metode Largest
Candidate Rules
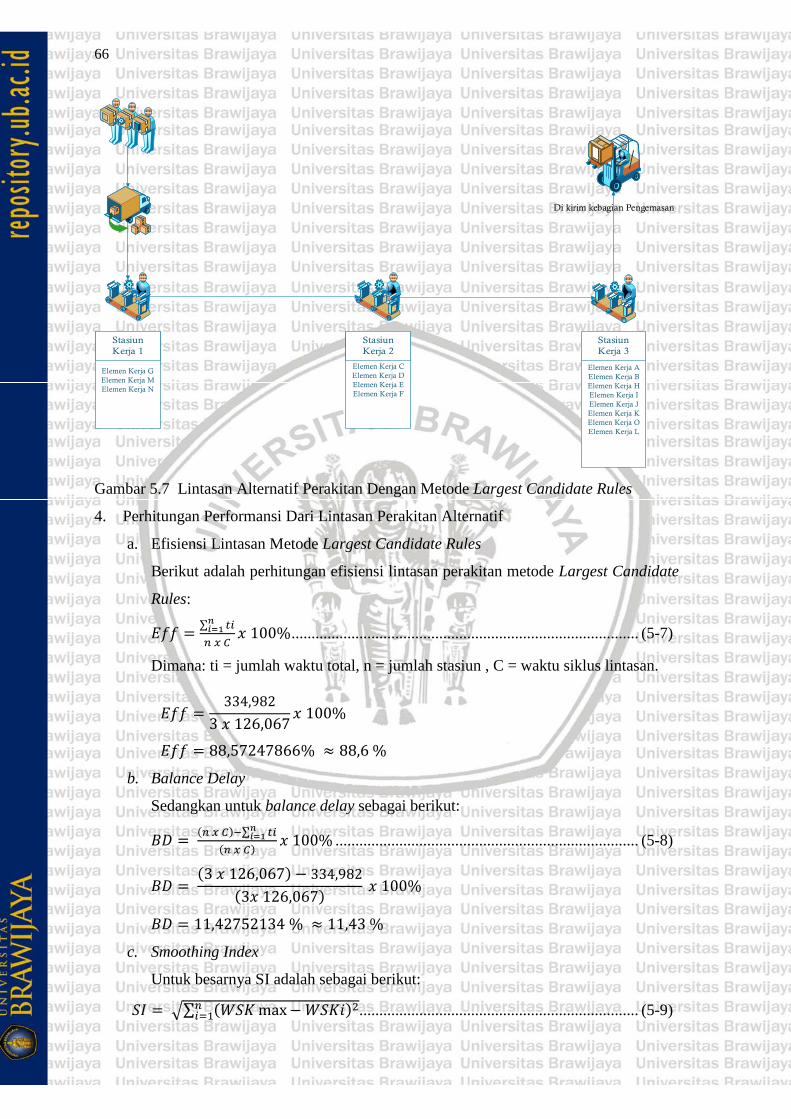
66
Elemen Kerja G
Elemen Kerja M
Elemen Kerja N
Elemen Kerja C
Elemen Kerja D
Elemen Kerja E
Elemen Kerja F
Elemen Kerja A
Elemen Kerja B
Elemen Kerja H
Elemen Kerja I
Elemen Kerja J
Elemen Kerja K
Elemen Kerja O
Elemen Kerja L
Di kirim kebagian Pengemasan
Gambar 5.7 Lintasan Alternatif Perakitan Dengan Metode Largest Candidate Rules
4. Perhitungan Performansi Dari Lintasan Perakitan Alternatif
a. Efisiensi Lintasan Metode Largest Candidate Rules
Berikut adalah perhitungan efisiensi lintasan perakitan metode Largest Candidate
Rules:
....................................................................................... (5-7)
Dimana: ti = jumlah waktu total, n = jumlah stasiun , C = waktu siklus lintasan.
b. Balance Delay
Sedangkan untuk balance delay sebagai berikut:
............................................................................ (5-8)
c. Smoothing Index
Untuk besarnya SI adalah sebagai berikut:
...................................................................... (5-9)
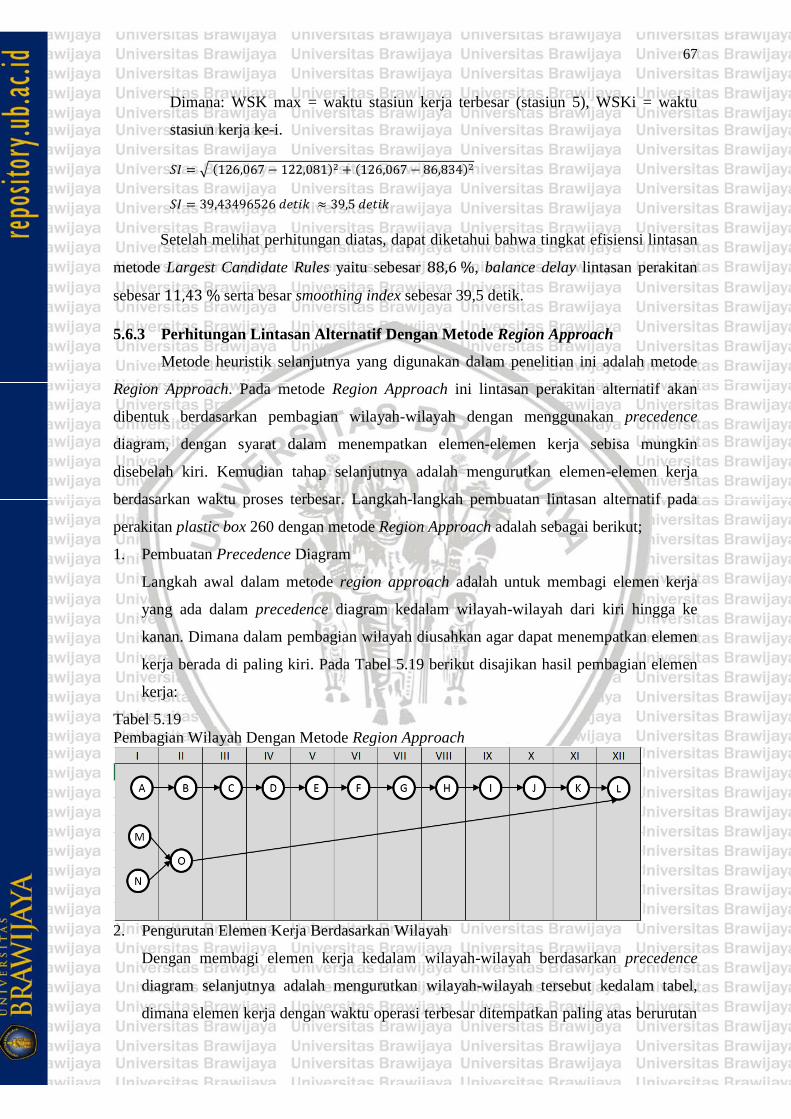
67
Dimana: WSK max = waktu stasiun kerja terbesar (stasiun 5), WSKi = waktu
stasiun kerja ke-i.
Setelah melihat perhitungan diatas, dapat diketahui bahwa tingkat efisiensi lintasan
metode Largest Candidate Rules yaitu sebesar , balance delay lintasan perakitan
sebesar serta besar smoothing index sebesar 39,5 detik.
5.6.3 Perhitungan Lintasan Alternatif Dengan Metode Region Approach
Metode heuristik selanjutnya yang digunakan dalam penelitian ini adalah metode
Region Approach. Pada metode Region Approach ini lintasan perakitan alternatif akan
dibentuk berdasarkan pembagian wilayah-wilayah dengan menggunakan precedence
diagram, dengan syarat dalam menempatkan elemen-elemen kerja sebisa mungkin
disebelah kiri. Kemudian tahap selanjutnya adalah mengurutkan elemen-elemen kerja
berdasarkan waktu proses terbesar. Langkah-langkah pembuatan lintasan alternatif pada
perakitan plastic box 260 dengan metode Region Approach adalah sebagai berikut;
1. Pembuatan Precedence Diagram
Langkah awal dalam metode region approach adalah untuk membagi elemen kerja
yang ada dalam precedence diagram kedalam wilayah-wilayah dari kiri hingga ke
kanan. Dimana dalam pembagian wilayah diusahkan agar dapat menempatkan elemen
kerja berada di paling kiri. Pada Tabel 5.19 berikut disajikan hasil pembagian elemen
kerja:
Tabel 5.19
Pembagian Wilayah Dengan Metode Region Approach
2. Pengurutan Elemen Kerja Berdasarkan Wilayah
Dengan membagi elemen kerja kedalam wilayah-wilayah berdasarkan precedence
diagram selanjutnya adalah mengurutkan wilayah-wilayah tersebut kedalam tabel,
dimana elemen kerja dengan waktu operasi terbesar ditempatkan paling atas berurutan
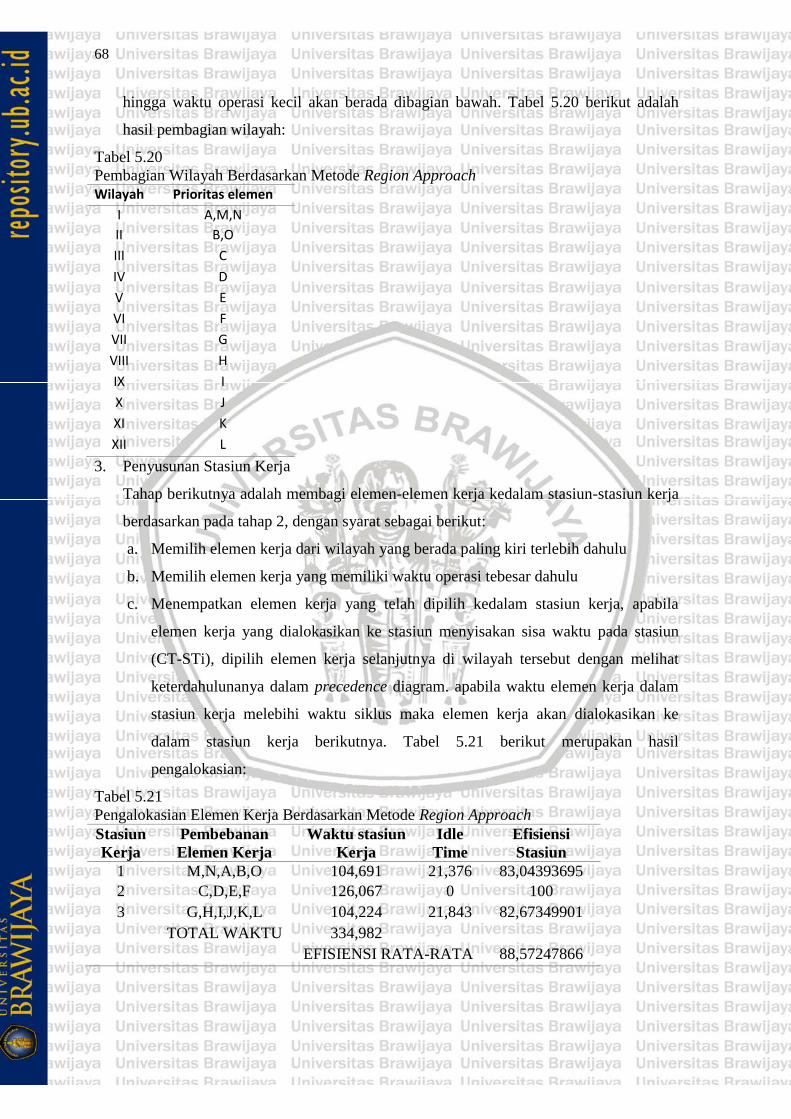
68
hingga waktu operasi kecil akan berada dibagian bawah. Tabel 5.20 berikut adalah
hasil pembagian wilayah:
Tabel 5.20
Pembagian Wilayah Berdasarkan Metode Region Approach Wilayah Prioritas elemen
I A,M,N
II B,O
III C
IV D
V E
VI F
VII G
VIII H
IX I
X J
XI K
XII L
3. Penyusunan Stasiun Kerja
Tahap berikutnya adalah membagi elemen-elemen kerja kedalam stasiun-stasiun kerja
berdasarkan pada tahap 2, dengan syarat sebagai berikut:
a. Memilih elemen kerja dari wilayah yang berada paling kiri terlebih dahulu
b. Memilih elemen kerja yang memiliki waktu operasi tebesar dahulu
c. Menempatkan elemen kerja yang telah dipilih kedalam stasiun kerja, apabila
elemen kerja yang dialokasikan ke stasiun menyisakan sisa waktu pada stasiun
(CT-STi), dipilih elemen kerja selanjutnya di wilayah tersebut dengan melihat
keterdahulunanya dalam precedence diagram. apabila waktu elemen kerja dalam
stasiun kerja melebihi waktu siklus maka elemen kerja akan dialokasikan ke
dalam stasiun kerja berikutnya. Tabel 5.21 berikut merupakan hasil
pengalokasian:
Tabel 5.21
Pengalokasian Elemen Kerja Berdasarkan Metode Region Approach
Stasiun
Kerja
Pembebanan
Elemen Kerja
Waktu stasiun
Kerja
Idle
Time
Efisiensi
Stasiun
1 M,N,A,B,O 104,691 21,376 83,04393695
2 C,D,E,F 126,067 0 100
3 G,H,I,J,K,L 104,224 21,843 82,67349901
TOTAL WAKTU 334,982
EFISIENSI RATA-RATA 88,57247866
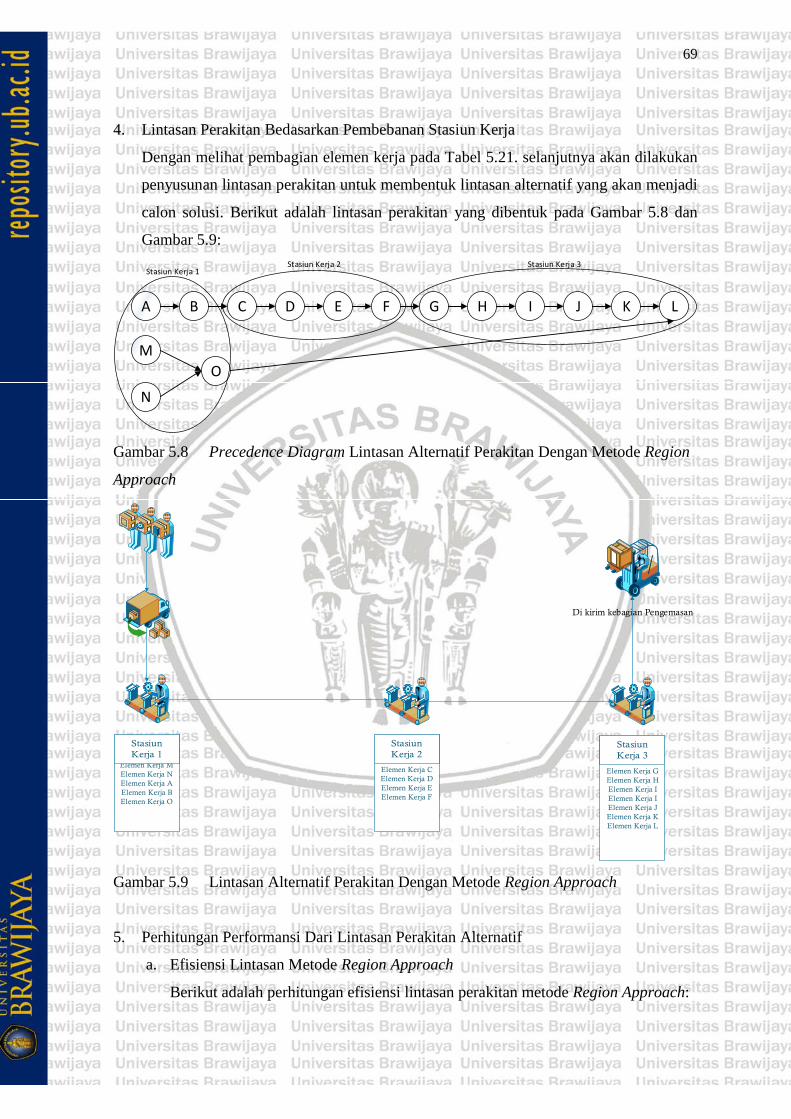
69
4. Lintasan Perakitan Bedasarkan Pembebanan Stasiun Kerja
Dengan melihat pembagian elemen kerja pada Tabel 5.21. selanjutnya akan dilakukan
penyusunan lintasan perakitan untuk membentuk lintasan alternatif yang akan menjadi
calon solusi. Berikut adalah lintasan perakitan yang dibentuk pada Gambar 5.8 dan
Gambar 5.9:
C D EB H IG
M
N
F JA K
O
L
Stasiun Kerja 1Stasiun Kerja 2 Stasiun Kerja 3
Gambar 5.8 Precedence Diagram Lintasan Alternatif Perakitan Dengan Metode Region
Approach
Elemen Kerja M
Elemen Kerja N
Elemen Kerja A
Elemen Kerja B
Elemen Kerja O
Elemen Kerja C
Elemen Kerja D
Elemen Kerja E
Elemen Kerja F
Elemen Kerja G
Elemen Kerja H
Elemen Kerja I
Elemen Kerja I
Elemen Kerja J
Elemen Kerja K
Elemen Kerja L
Di kirim kebagian Pengemasan
Gambar 5.9 Lintasan Alternatif Perakitan Dengan Metode Region Approach
5. Perhitungan Performansi Dari Lintasan Perakitan Alternatif
a. Efisiensi Lintasan Metode Region Approach
Berikut adalah perhitungan efisiensi lintasan perakitan metode Region Approach:
70
......................................................................... (Baroto;
2002)
Dimana: ti = jumlah waktu total, n = jumlah stasiun , C = waktu siklus lintasan.
b. Balance Delay
Sedangkan untuk balance delay sebagai berikut:
.............................................................. (Baroto;
2002)
c. Smoothing Index
Untuk besarnya SI adalah sebagai berikut:
................................................... (Baroto;
2002)
Dimana: WSK max = waktu stasiun kerja terbesar (stasiun 5), WSKi = waktu
stasiun kerja ke-i.
Setelah melihat perhitungan diatas, dapat diketahui bahwa tingkat efisiensi lintasan
metode Region Approach yaitu sebesar balance delay lintasan perakitan sebesar
serta besar smoothing index sebesar 30,6 detik.
5.7 Proses dan Hasil Simulasi Menggunakan Software Arena
Setelah didapatkan lintasan awal dari perhitungan menggunakan metode heuristik,
kemudian dilakukan proses simulasi untuk melihat hasil dari perhitungan yang telah
dilakukan sebelumnya. Dalam proses simulasi dibutuhkan data-data waktu kedatangan dan
data-data waktu proses yang akan digunakan dalam membangun simulasi, data tersebut
diambil dari Tabel 5.3- Tabel 5.7 yang kemudian dicari bentuk distribusi dari masing
masing waktu elemen kerja yang ada untuk kemudian dijadikan acuan dalam membangun
simulasi.
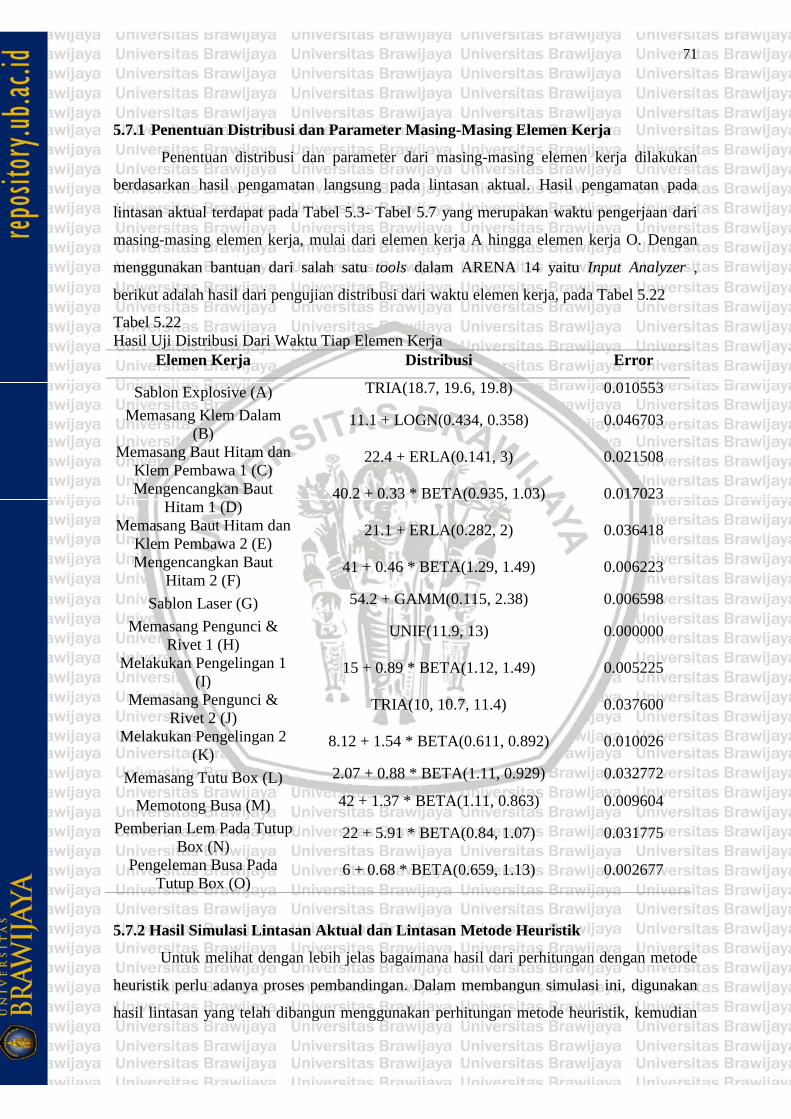
71
5.7.1 Penentuan Distribusi dan Parameter Masing-Masing Elemen Kerja
Penentuan distribusi dan parameter dari masing-masing elemen kerja dilakukan
berdasarkan hasil pengamatan langsung pada lintasan aktual. Hasil pengamatan pada
lintasan aktual terdapat pada Tabel 5.3- Tabel 5.7 yang merupakan waktu pengerjaan dari
masing-masing elemen kerja, mulai dari elemen kerja A hingga elemen kerja O. Dengan
menggunakan bantuan dari salah satu tools dalam ARENA 14 yaitu Input Analyzer ,
berikut adalah hasil dari pengujian distribusi dari waktu elemen kerja, pada Tabel 5.22
Tabel 5.22
Hasil Uji Distribusi Dari Waktu Tiap Elemen Kerja
Elemen Kerja Distribusi Error
Sablon Explosive (A) TRIA(18.7, 19.6, 19.8) 0.010553
Memasang Klem Dalam
(B) 11.1 + LOGN(0.434, 0.358) 0.046703
Memasang Baut Hitam dan
Klem Pembawa 1 (C) 22.4 + ERLA(0.141, 3) 0.021508
Mengencangkan Baut
Hitam 1 (D) 40.2 + 0.33 * BETA(0.935, 1.03) 0.017023
Memasang Baut Hitam dan
Klem Pembawa 2 (E) 21.1 + ERLA(0.282, 2) 0.036418
Mengencangkan Baut
Hitam 2 (F) 41 + 0.46 * BETA(1.29, 1.49) 0.006223
Sablon Laser (G) 54.2 + GAMM(0.115, 2.38) 0.006598
Memasang Pengunci &
Rivet 1 (H) UNIF(11.9, 13) 0.000000
Melakukan Pengelingan 1
(I) 15 + 0.89 * BETA(1.12, 1.49) 0.005225
Memasang Pengunci &
Rivet 2 (J) TRIA(10, 10.7, 11.4) 0.037600
Melakukan Pengelingan 2
(K) 8.12 + 1.54 * BETA(0.611, 0.892) 0.010026
Memasang Tutu Box (L) 2.07 + 0.88 * BETA(1.11, 0.929) 0.032772
Memotong Busa (M) 42 + 1.37 * BETA(1.11, 0.863) 0.009604
Pemberian Lem Pada Tutup
Box (N) 22 + 5.91 * BETA(0.84, 1.07) 0.031775
Pengeleman Busa Pada
Tutup Box (O) 6 + 0.68 * BETA(0.659, 1.13) 0.002677
5.7.2 Hasil Simulasi Lintasan Aktual dan Lintasan Metode Heuristik
Untuk melihat dengan lebih jelas bagaimana hasil dari perhitungan dengan metode
heuristik perlu adanya proses pembandingan. Dalam membangun simulasi ini, digunakan
hasil lintasan yang telah dibangun menggunakan perhitungan metode heuristik, kemudian
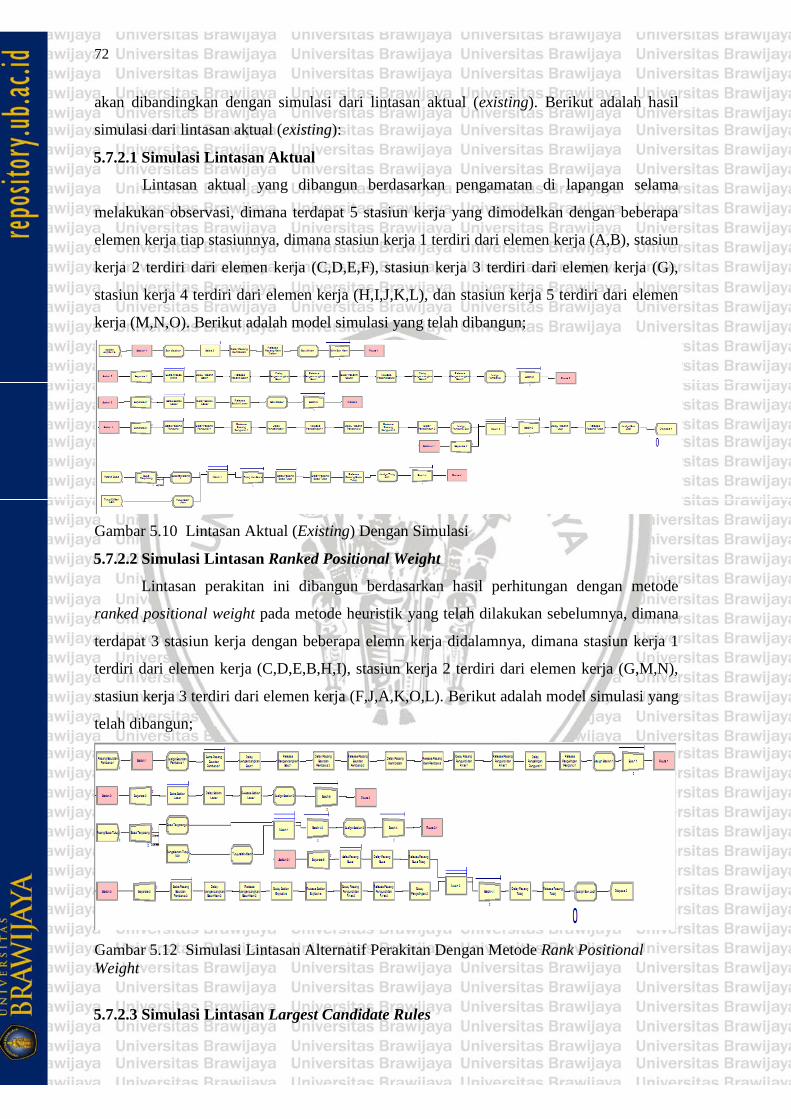
72
akan dibandingkan dengan simulasi dari lintasan aktual (existing). Berikut adalah hasil
simulasi dari lintasan aktual (existing):
5.7.2.1 Simulasi Lintasan Aktual
Lintasan aktual yang dibangun berdasarkan pengamatan di lapangan selama
melakukan observasi, dimana terdapat 5 stasiun kerja yang dimodelkan dengan beberapa
elemen kerja tiap stasiunnya, dimana stasiun kerja 1 terdiri dari elemen kerja (A,B), stasiun
kerja 2 terdiri dari elemen kerja (C,D,E,F), stasiun kerja 3 terdiri dari elemen kerja (G),
stasiun kerja 4 terdiri dari elemen kerja (H,I,J,K,L), dan stasiun kerja 5 terdiri dari elemen
kerja (M,N,O). Berikut adalah model simulasi yang telah dibangun;
Gambar 5.10 Lintasan Aktual (Existing) Dengan Simulasi
5.7.2.2 Simulasi Lintasan Ranked Positional Weight
Lintasan perakitan ini dibangun berdasarkan hasil perhitungan dengan metode
ranked positional weight pada metode heuristik yang telah dilakukan sebelumnya, dimana
terdapat 3 stasiun kerja dengan beberapa elemn kerja didalamnya, dimana stasiun kerja 1
terdiri dari elemen kerja (C,D,E,B,H,I), stasiun kerja 2 terdiri dari elemen kerja (G,M,N),
stasiun kerja 3 terdiri dari elemen kerja (F,J,A,K,O,L). Berikut adalah model simulasi yang
telah dibangun;
Gambar 5.12 Simulasi Lintasan Alternatif Perakitan Dengan Metode Rank Positional
Weight
5.7.2.3 Simulasi Lintasan Largest Candidate Rules
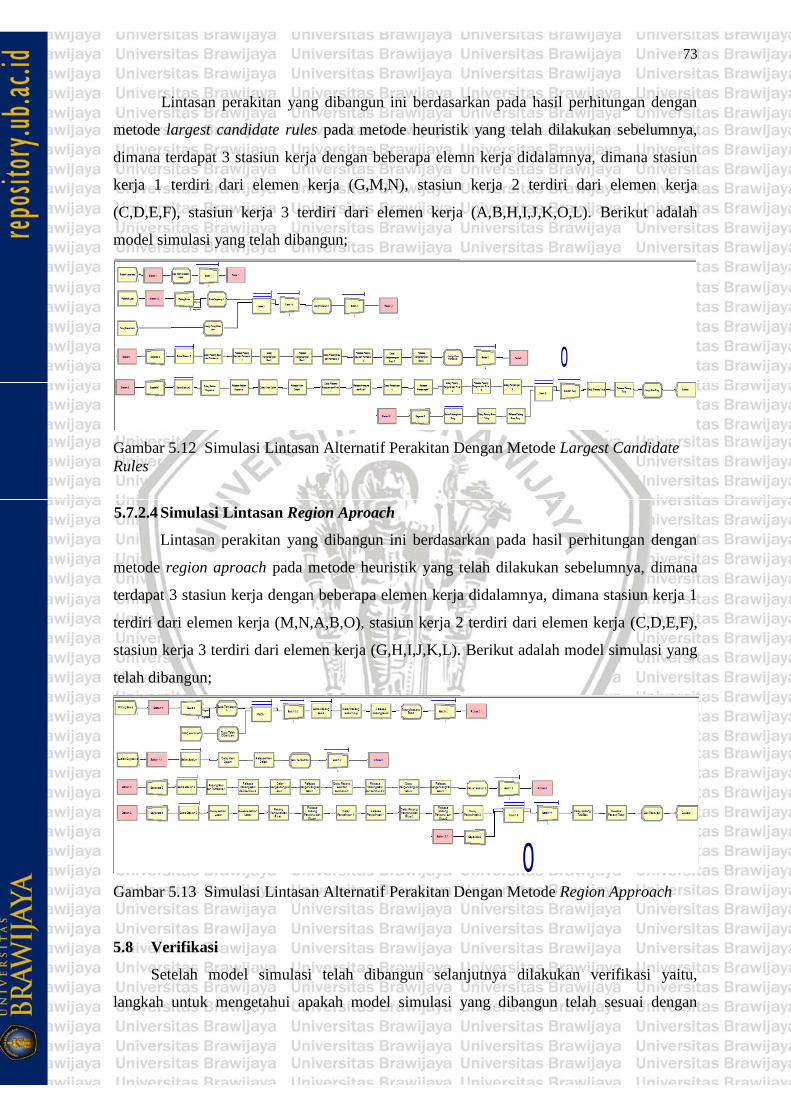
73
Lintasan perakitan yang dibangun ini berdasarkan pada hasil perhitungan dengan
metode largest candidate rules pada metode heuristik yang telah dilakukan sebelumnya,
dimana terdapat 3 stasiun kerja dengan beberapa elemn kerja didalamnya, dimana stasiun
kerja 1 terdiri dari elemen kerja (G,M,N), stasiun kerja 2 terdiri dari elemen kerja
(C,D,E,F), stasiun kerja 3 terdiri dari elemen kerja (A,B,H,I,J,K,O,L). Berikut adalah
model simulasi yang telah dibangun;
Gambar 5.12 Simulasi Lintasan Alternatif Perakitan Dengan Metode Largest Candidate
Rules
5.7.2.4 Simulasi Lintasan Region Aproach
Lintasan perakitan yang dibangun ini berdasarkan pada hasil perhitungan dengan
metode region aproach pada metode heuristik yang telah dilakukan sebelumnya, dimana
terdapat 3 stasiun kerja dengan beberapa elemen kerja didalamnya, dimana stasiun kerja 1
terdiri dari elemen kerja (M,N,A,B,O), stasiun kerja 2 terdiri dari elemen kerja (C,D,E,F),
stasiun kerja 3 terdiri dari elemen kerja (G,H,I,J,K,L). Berikut adalah model simulasi yang
telah dibangun;
Gambar 5.13 Simulasi Lintasan Alternatif Perakitan Dengan Metode Region Approach
5.8 Verifikasi
Setelah model simulasi telah dibangun selanjutnya dilakukan verifikasi yaitu,
langkah untuk mengetahui apakah model simulasi yang dibangun telah sesuai dengan

74
perbandingan waktu siklus yang diinginkan. Verifikasi ini dilakukan dengan
membandingkan output dari simulasi dengan perbandingan output waktu siklus yang
dibuat. Berikut adalah langkah-langkah verifikasi yang telag dilakukan:
1. Menyamakan satuan dari model simulasi telah sesuai dengan satuan pengamatan yang
dilakukan pada lintasan aktual (existing).
Gambar 5.14 Verifikasi satuan dari simulasi.
2. Melakukan pengecekan error yang terdapat pada simulasi lintasan yang dibangun
pada komputer.
Gambar 5.15 Verifikasi error
3. Menjalankan animasi dari program simulasi yang telah dibuat di komputer dengan
menggunakan software ARENA 14.
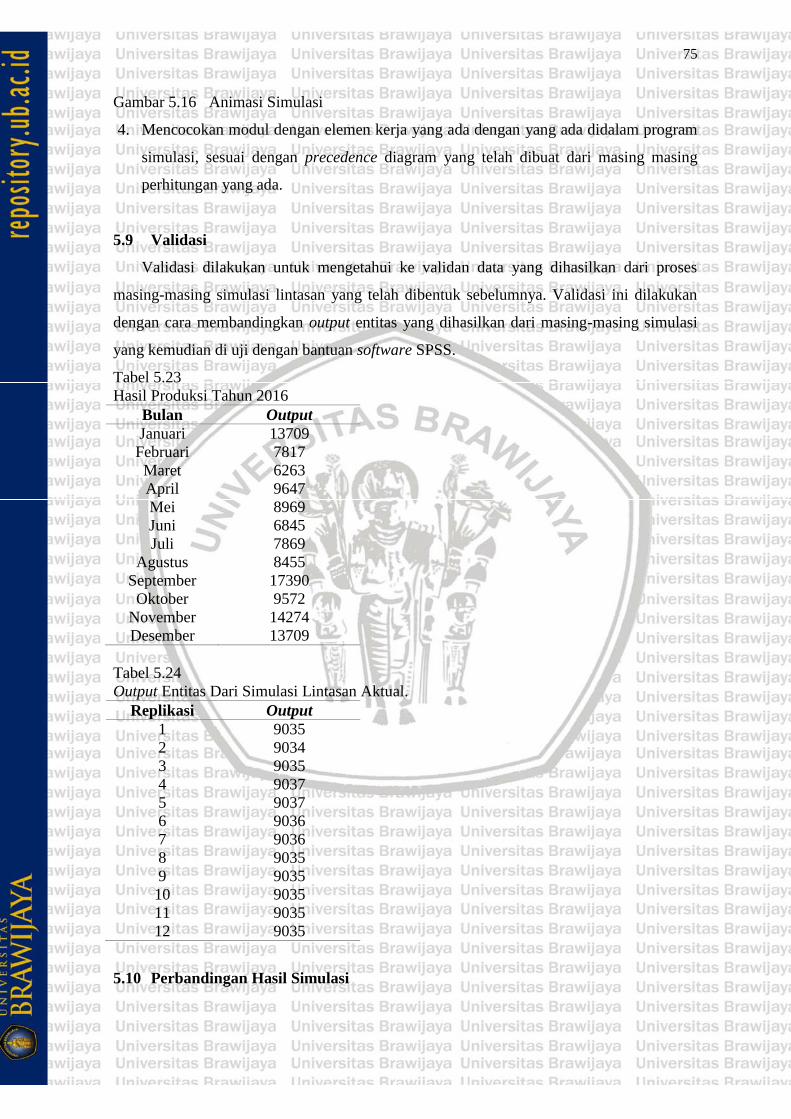
75
Gambar 5.16 Animasi Simulasi
4. Mencocokan modul dengan elemen kerja yang ada dengan yang ada didalam program
simulasi, sesuai dengan precedence diagram yang telah dibuat dari masing masing
perhitungan yang ada.
5.9 Validasi
Validasi dilakukan untuk mengetahui ke validan data yang dihasilkan dari proses
masing-masing simulasi lintasan yang telah dibentuk sebelumnya. Validasi ini dilakukan
dengan cara membandingkan output entitas yang dihasilkan dari masing-masing simulasi
yang kemudian di uji dengan bantuan software SPSS.
Tabel 5.23
Hasil Produksi Tahun 2016
Bulan Output
Januari 13709
Februari 7817
Maret 6263
April 9647
Mei 8969
Juni 6845
Juli 7869
Agustus 8455
September 17390
Oktober 9572
November 14274
Desember 13709
Tabel 5.24
Output Entitas Dari Simulasi Lintasan Aktual.
Replikasi Output
1 9035
2 9034
3 9035
4 9037
5 9037
6 9036
7 9036
8 9035
9 9035
10 9035
11 9035
12 9035
5.10 Perbandingan Hasil Simulasi

76
Sebelum melakukan perbandingan data yang didapat dari hasil simulasi di uji
terlebih dahulu, uji yang digunakan bertujuan untuk membuktikan bahwa hasil simulasi
yang telah dilakukan adalah sama pada tiap simulasinya. Berikut adalah uji yang dilakukan
pada hasil simulasi.
a. Uji t
Setelah melihat hasil uji, memperlihatkan bahwa nilai yang diperoleh dari proses
simulasi lintasan perakitan. Selanjutnya dilakukan pembandingan hasil simulasi yang
diperoleh, untuk membandingkan data produksi 2016 dengan data output simulasi lintasan
aktual. Berikut ini adalah hipotesis dan perhitungan untuk uji t pada produksi 2016 dan
hasil simulasi lintasan aktual:
1. Membangkitkan Hipotesis
Ho = Tidak terdapat perbedaan antara data produksi 2016 dengan data simulasi
lintasan aktual
H1 = Terdapat perbedaan antra data produksi 2016 tidak sama dengan data simulasi
lintasan aktual
2. Penentuan nilai α (taraf nyata) serta nilai dari t tabel
(α) = 0,025
df = 22
t tabel = t 0,025, 22
= 0,685805
3. Kriteria yang digunakan dalam pengujian ini
Ho dapat diterima jika - ttabel Sig. (2-tailed) ttabel
Ho ditolak jika thitung - Sig. (2-tailed) atau Sig. (2-tailed) ttabel
4. Uji Statistik
Dalam melakukan pengujian stastistik digunakan bantuan software SPSS, dimana hasil
pengujian sebagai berikut:
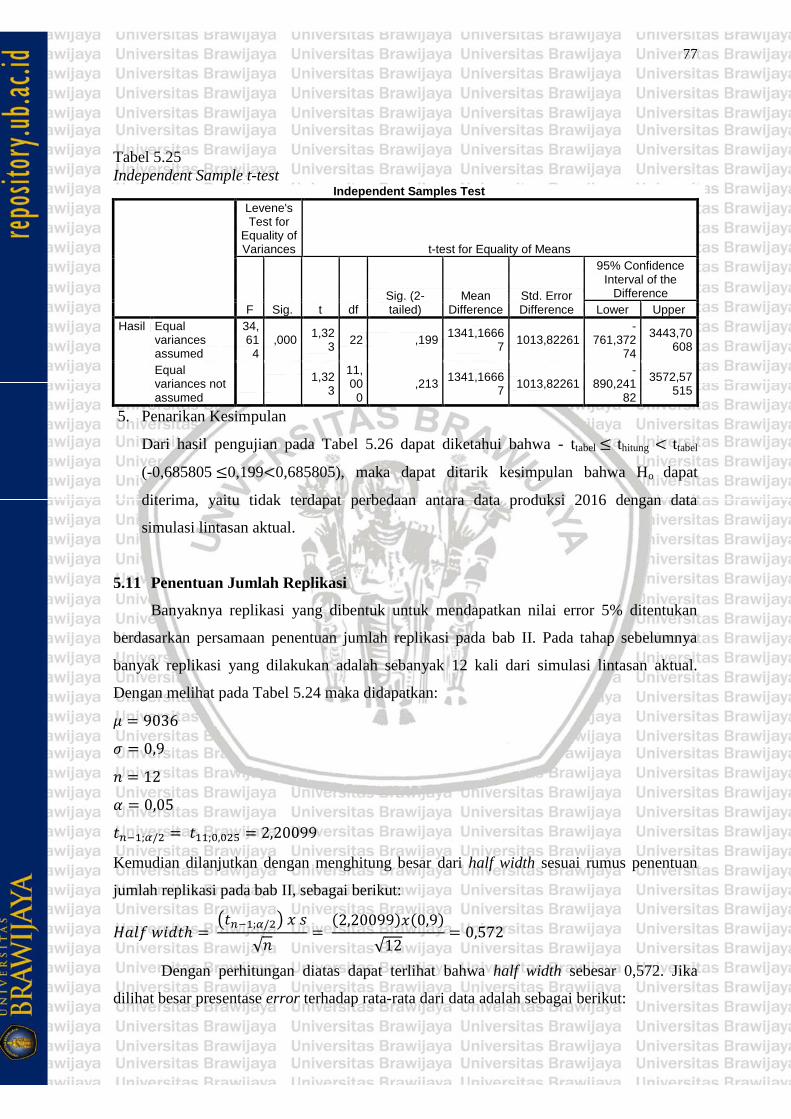
77
Tabel 5.25
Independent Sample t-test Independent Samples Test
Levene's Test for
Equality of Variances t-test for Equality of Means
F Sig. t df Sig. (2-tailed)
Mean Difference
Std. Error Difference
95% Confidence Interval of the
Difference
Lower Upper
Hasil Equal variances assumed
34,614
,000 1,32
3 22 ,199
1341,16667
1013,82261 -
761,37274
3443,70608
Equal variances not assumed
1,32
3
11,000
,213 1341,1666
7 1013,82261
-890,241
82
3572,57515
5. Penarikan Kesimpulan
Dari hasil pengujian pada Tabel 5.26 dapat diketahui bahwa - ttabel thitung ttabel
(-0,685805 0,199 0,685805), maka dapat ditarik kesimpulan bahwa Ho dapat
diterima, yaitu tidak terdapat perbedaan antara data produksi 2016 dengan data
simulasi lintasan aktual.
5.11 Penentuan Jumlah Replikasi
Banyaknya replikasi yang dibentuk untuk mendapatkan nilai error 5% ditentukan
berdasarkan persamaan penentuan jumlah replikasi pada bab II. Pada tahap sebelumnya
banyak replikasi yang dilakukan adalah sebanyak 12 kali dari simulasi lintasan aktual.
Dengan melihat pada Tabel 5.24 maka didapatkan:
Kemudian dilanjutkan dengan menghitung besar dari half width sesuai rumus penentuan
jumlah replikasi pada bab II, sebagai berikut:
Dengan perhitungan diatas dapat terlihat bahwa half width sebesar 0,572. Jika
dilihat besar presentase error terhadap rata-rata dari data adalah sebagai berikut:
78
Didapatkan nilai presentase error berdasarkan pada 12 replikasi yang telah dilakukan
adalah sebesar 0,063%, apabila jika nilai error yang diinginkan sebesar 5%, maka dihitung
kembali besar half width yang akan dicapai yaitu:
kemudian untuk mendapatkan banyaknya replikasi yang seharusnya dilakukan untuk
mendapatkan nilai error sebesar 5%, maka dimasukan kembali kerumus awal yaitu:
Setelah melakukan perhitungan jumlah replikasi, pada tingkat error sebesar 5% pada
simulasi lintasan perakitan aktual, maka banyaknya replikasi yang harus dilakukan adalah
sebanyak 1 kali replikasi tetapi dalam penelitian ini peneliti telah melakukan sebanyak 12
kali replikasi.
5.12 Analisis dan Pembahasan
Dengan melihat hasil perbandingan yang telah dilakukan sebelumnya, perlu adanya
analisis lebih lanjut untuk memperjelas hasil yang telah diperoleh.
5.12.1 Analisis Simulasi Lintasan Perakitan Aktual
Berdasarkan pada hasil simulasi lintasan perakitan aktual yang telah dilakukan
menggunakan software ARENA 14 dengan lama replikasi yaitu satu bulan (22 hari kerja
dengan 2 shift kerja dan masing-masing shift kerja selama 8 jam kerja, kemudian
didapatkan hasil output produk jadi pada lintasan perakitan aktual sebesar 9035 buah
plastic box 260 yang siap digunakan. Hasil simulasi dapat dilihat pada Tabel 5.24.
5.12.2 Analisis Simulasi Lintasan Perakitan Dengan Metode Ranked Positional Weight
Setelah melihat hasil simulasi lintasan perakitan yang dibangun berdasarkan
perhitungan metode ranked positional weight dengan menggunakan software ARENA 14
dengan lama replikasi yaitu satu bulan (22 hari kerja dengan 2 shift kerja dan masing-
masing shift kerja selama 8 jam kerja, kemudian didapatkan hasil output produk jadi pada
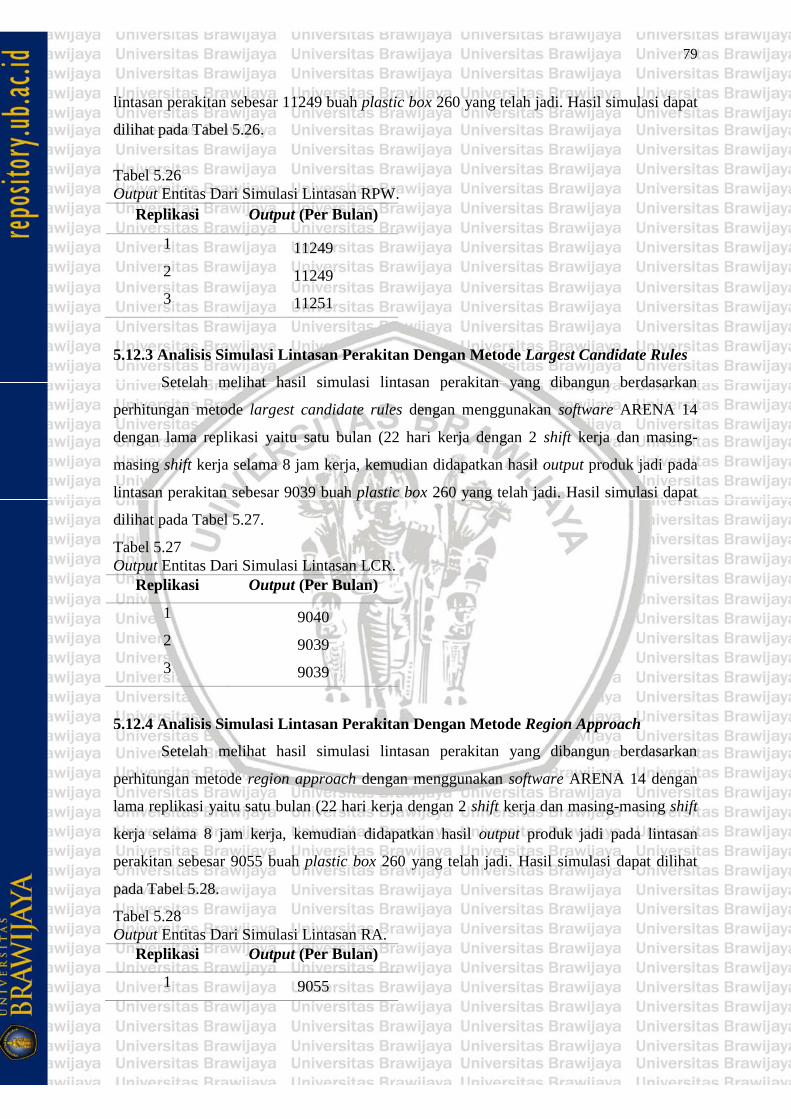
79
lintasan perakitan sebesar 11249 buah plastic box 260 yang telah jadi. Hasil simulasi dapat
dilihat pada Tabel 5.26.
Tabel 5.26
Output Entitas Dari Simulasi Lintasan RPW.
Replikasi Output (Per Bulan)
1 11249
2 11249
3 11251
5.12.3 Analisis Simulasi Lintasan Perakitan Dengan Metode Largest Candidate Rules
Setelah melihat hasil simulasi lintasan perakitan yang dibangun berdasarkan
perhitungan metode largest candidate rules dengan menggunakan software ARENA 14
dengan lama replikasi yaitu satu bulan (22 hari kerja dengan 2 shift kerja dan masing-
masing shift kerja selama 8 jam kerja, kemudian didapatkan hasil output produk jadi pada
lintasan perakitan sebesar 9039 buah plastic box 260 yang telah jadi. Hasil simulasi dapat
dilihat pada Tabel 5.27.
Tabel 5.27
Output Entitas Dari Simulasi Lintasan LCR.
Replikasi Output (Per Bulan)
1 9040
2 9039
3 9039
5.12.4 Analisis Simulasi Lintasan Perakitan Dengan Metode Region Approach
Setelah melihat hasil simulasi lintasan perakitan yang dibangun berdasarkan
perhitungan metode region approach dengan menggunakan software ARENA 14 dengan
lama replikasi yaitu satu bulan (22 hari kerja dengan 2 shift kerja dan masing-masing shift
kerja selama 8 jam kerja, kemudian didapatkan hasil output produk jadi pada lintasan
perakitan sebesar 9055 buah plastic box 260 yang telah jadi. Hasil simulasi dapat dilihat
pada Tabel 5.28.
Tabel 5.28
Output Entitas Dari Simulasi Lintasan RA.
Replikasi Output (Per Bulan)
1 9055

80
2 9054
3 9055
5.12.5 Pembahasan
Didapatkan tiga macam solusi lintasan perakitan yang dapat diterapkan untuk
meningkatkan efisiensi lintasan perakitan plastic box 260, adalah dengan menggunakan
perhitungan dengan metode heuristik yang telah dilakukan. Besar efisiensi lintasan
perakitan yang awalnya sebesar , balance delay lintasan perakitan sebesar 47 %
serta besar smoothing index sebesar 150,8 detik. Dapat meningkat dengan menggunakan
perhitungan metode heuristik, Tingkat efisiensi lintasan metode ranked positional weight
yaitu sebesar , balance delay lintasan perakitan sebesar serta besar smoothing
index sebesar 27,1 detik. Sedangkan tingkat efisiensi lintasan metode Largest Candidate
Rules yaitu sebesar , balance delay lintasan perakitan sebesar serta besar
smoothing index sebesar 39,5 detik. Sedangkan untuk tingkat efisiensi lintasan metode
Region Approach yaitu sebesar balance delay lintasan perakitan sebesar
serta besar smoothing index sebesar 30,6 detik.
Peningkatan yang signifikan telah didapatkan berdasar pada perhitungan metode
heuristik diatas dimana terjadi peningkatan efisiensi lintasan sebesar 38,3%, penurunan
balance delay sebesar 38,4%, dan penurunan smoothing index sebesar 123,7 detik dari
lintasan alternatif ranked positional weight. Peningkatan tersebut diakibatkan pola
pengalokasian yang digunakan dalam metode ranked positional weight dapat membagi
serta mengalokasikan seluruh elemen kerja kedalam stasiun-stasiun kerja dengan lebih
tepat dibandingkan dengan metode-metode lainnya, serta pemadatan stasiun kerja yang
awalnya ada 5 stasiun kerja diubah dan dipadatkan menjadi 3 stasiun kerja. keseimbangan
lintasan bertujuan meningkatkan atau menugaskan suatu operasi kepada stasiun-stasiun
kerja (work station) serta beban kerja disetiap operasi disepanjang jalur produksi dimana
penugasan tersebut telah optimal (Zupan, H . et al., 2015).
Melihat pada hasil perhitungan dengan metode heuristik menghasilkan tiga buah
alternatif solusi lintasan perakitan yang kemudian dilakukan analisis lebih lanjut dengan
menggunakan simulasi software ARENA 14, untuk melihat output yang dari masing-
masing lintasan seperti pada Tabel 5.29:

81
Tabel 5.29
Rata-rata Output Simulasi Masing-Masing Lintasan
Lintasan Output (Per Bulan)
Aktual 9035
RPW 11249
LCR 9040
RA 9055
Dilihat dari hasil perhitungan efisiensi lintasan, smoothing index dan balance delay
yang dihasilkan dari perhitungan menggunakan metode heuristik dimana solusi lintasan
perakitan dengan menggunakan metode ranked positional weight memiliki hasil efisiensi
lintasan smoothing index dan balance delay yang paling baik. Sedangkan untuk
menentukan solusi lintasan perakitan yang terbaik dari ketiga solusi lintasan perakitan
yang dihasilkan maka digunakanlah hasil rata-rata output per bulan dari simulasi lintasan
perakitan yang dibangun menggunakan software ARENA 14 yang ditampilkan pada Tabel
5.29 diatas memperlihatkan bahwa lintasan perakitan yang dihasilkan dari perhitngan
metode heuristik menggunakan metode RPW (Ranked Positional Weight) memiliki hasil
output simulasi sebesar 11249 buah plastic box 260 per bulan, merupakan solusi lintasan
perakitan dengan hasil terbaik dilihat dari jumlah output plastic box 260 yang dihasilkan.
Untuk meningkatkan kapasistas keluaran atau hasil dari proses produksi maka
keseimbangan lintasan harus dideteksi dan diperbaiki (Wedel , M . et al .,2015).
Peningkatan yang terjadi pada lintasan alternatif metode ranked positional weight terlihat
lebih besar, dibandingkan dengan lintasan perakitan aktual bahkan dibandingkan dengan
metode-metode heuristik yang lain. Besarnya peningkatan pada metode ranked positional
weight sejalan dengan peningkatan efisiensi dari lintasan perakitan alternatif yang telah
dihitung, hal ini disebabkan pada lintasan tersebut proses produksi telah berjalan lebih
lancar dibandingkan dengan lintasan yang lain dimana ditunjukan dengan nilai smoothing
index yang paling kecil diantara lintasan perakitan yang lainnya.

82
83
BAB VI
PENUTUP
6.1 Kesimpulan
Setelah melihat pemaparan pada bab sebelumnya maka dapat ditarik kesimpulan
pada penelitian ini, pemaparannya sebagai berikut :
1. Dengan melihat hasil perhitungan dari lintasan aktual didapatkan besar efisiensi
lintasan perakitan yang awalnya sebesar 53,2 %, balance delay lintasan perakitan
sebesar 47 % serta besar smoothing index sebesar 150,8 detik. Setelah melakukan
perhitungan dengan metode heuristik, dengan menggunakan tiga macam metode
perhitungan didapatkan tingkat efisiensi lintasan metode ranked positional weight
yaitu sebesar , balance delay lintasan perakitan sebesar serta besar
smoothing index sebesar 27,1 detik. Sedangkan tingkat efisiensi lintasan metode
largest candidate rules yaitu sebesar , balance delay lintasan perakitan sebesar
serta besar smoothing index sebesar 39,5 detik. Sedangkan untuk tingkat
efisiensi lintasan metode region approach yaitu sebesar balance delay
lintasan perakitan sebesar serta besar smoothing index sebesar 30,6 detik.
2. Didapatkan tiga macam solusi lintasan perakitan berdasarkan pada perhitungan dengan
menggunakan metode heuristik, hasil simulasi dari tiap solusi lintasan perakitan
didapatkan bahwa perbedaan hasil (output). Peningkatan output yang awalnya hanya
sebesar buah 9035 per bulan, dapat meningkat menjadi 11249 buah per bulan
berdasarkan solusi lintasan perakitan dengan metode ranked positional weight ,
meningkat menjadi 9040 buah per bulan berdasarkan solusi lintasan perakitan metode
largest candidate rules, serta meningkat menjadi 9050 buah per bulan berdasarkan
solusi lintasan perakitan metode region approach. Berdasarkan pada output produk
hasil simulasi dari solusi lintasan perakitan yang didapatkan melalui perhitungan
metode heuristik, didapatkan peningkatan yang paling besar dihasilkan dari metode
ranked positional weight (RPW) dengan hasil output sebesar 11249 buah produk per
bulannya, dengan efisiensi lintasan perakitan sebesar , balance delay lintasan
perakitan sebesar serta besar smoothing index sebesar 27,1 detik.
84
6.2 Saran
Dengan melihat pada hasil dari penelitan yang telah dilakukan, didapatkan
beberapa saran bagi perusahaan dalam melakukan perbaikan-perbaikan pada lintasan
perakitan plastic box 260, serta juga saran bagi peneliti selanjutnya antara lain:
1. Bagi perusahaan, dalam melakukan perbaikan-perbaikan pada lintasan perakitan perlu
diperhatikan untuk tingkat kesiapan dari para karyawan serta sarana dan prasarana
yang dibutuhkan nantinya.
2. Bagi peneliti selanjutnya, dalam melakukan penelitian selanjutnya perlu diperhatikan
dari segi tata letak lintasan perakitan, mulai dari material kedatangan hingga produk
jadi. Perlu adanya perbaikan dari segi ergonomi tiap-tiap stasiun kerja atau bahkan
dari tiap-tiap elemen kerja yang ada.

85
DAFTAR PUSTAKA
Banks, J. 1998. Handbook of simulation: Principles, methodology, advances, applications,
and practice. New York: Jhon Wiley and Sons.
Baroto, Teguh. 2002. Perencanaan Dan Pengendalian Produksi. Jakarta : Ghalia Indonesia.
Dimyati, Tjutju Tarliah. 2003. Operations Research : Model-model Pengambilan
Keputusan. Sinar Baru Algensindo, Bandung.
Mulyana, Fajar. 2015. Redesign Layout Workstation Proses Injection Molding Berdasarkan
Workload Analysis dan Proses Simulasi Pada Pembuatan Komponen LCD TV. Tesis.
Groover, Mikell P. 2001. Automation, Production Systems, and CIM, 2nd edition. Prentice
Hall. New Jersey. USA.
Law, Averill M. and Kelton, W.D. 2000. Simulation Modelling and Analysis, 3rd edition,
MC Graw-Hill, USA.
Nuzulis, Kamalia. 2014. Redesign Layout Fasilitas Kerja Dengan Metode Blocplan dan
Simulasi Arena di CV. Buah Segar Hutama. Thesis.
Saiful. Dkk. 2014. Penyeimbangan Lintasan Produksi Dengan Metode Heuristik (Studi
Kasus PT XYZ Makassar). Jurnal Teknik Industri, Vol. 15, No. 2 Agustus 2014
Elwoos, S Buffa. 1996. Managemen Operasi dan Produksi. Jakarta. Bina Rupa Aksara.
Wedel, Michael. dkk. 2015. Real-time bottleneck detection and prediction to prioritize
fault repair in interlinked productin lines. Jurnal Sceience Direct Prosedia CIRP 37
(2015) 140-145
Weldemar. 2014. Assembly Line Balancing Problem With Reduce Number of Work
Stations. Jurnal Sceince Direct. Preoceedings of the 19th world congress The
Internasional Federation of Automatic Control. Cape Town South Africa.
Zupan, H. dkk. 2015. Production line balancing with discrete event simulation : a case
study. Jurnal Science Direct IFAC-Papers On Line.