tenik las 1
8
1. PENDAHULUAN Proses pengelasan adalah penyambungan dengan pemasanasan lokal dengan kecepatan yang relatif singkat/cepat. Akibat pemanasan ini terjadi pertumbuhan butir, peregangan dan penyusutan logam dengan cepat dan tidak seragam, yang selanjutnya mengakibatkan perubahan bentuk dan dimensi (distorsi). Pengelasan telah banyak digunakan dalam dunia perindustrian, termasuk industri perkapalan, kereta api, pembuatan bejana tekan dan masih banyak lagi. Untuk menjamin kesesuaian ukuran maka untuk setiap proses proses pengelasan digunakan jig and fixture untuk mencegah perubahan bentuk. Beberapa peneliti telah mempelajari proses pengelasan terutama yang berhubungan dengan parameter pengelasan. Anggono (1999), dalam artikelnya menjelaskan bahwa kecepatan pengelasan (í) dan besar arus listrik las (I) berpengaruh atas besarnya distorsi. Penelitian ini dilakukan terhadap sambungan T pada proses SMAW. Oleh sebab itu perlu dilakukan penelitian terhadap distorsi sudut dan kedalaman penetrasi pada sambungan butt-joint dengan proses las MIG yang sekarang banyak digunakan. Tujuan Penelitian Penelitian dilaksanakan dengan tujuan untuk mendapatkan model hubungan antara parameter proses terhadap distorsi sudut dan kedalaman penetrasi. Selain itu untuk mengetahui pengaruh masing-masing parameter proses pengelasan terhadap distorsi sudut dan kedalaman penetrasi. Selanjutnya dapat diperkirakan parameter mana yang harus lebih dicermati dalam pemilihannya, sehingga distori yang terjadi pada proses pengelasan selanjutnya dapat diminimumkan. Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741 ANALISA PENGARUH PROSES PENGELASAN MIG TERHADAP DISTORSI SUDUT DAN KEDALAMAN PENETRASI PADA SAMBUNGAN BUTT-JOINT Pranowo Sidi Staf Pengajar Jurusan Teknik Permesinan Kapal Politeknik Perkapalan Negeri Surabaya ITS Jl. Teknik Kimia, Kampus ITS, Sukolilo, Keputih, Surabaya 60111 Telp. 031-5947186, Fax.031- 5925524 Email: [email protected] Abstrak Pada proses pengelasan busur gas (MIG= Metal Inner Gas) sering terjadi distorsi sudut yang dapat memberikan gangguan terhadap dimensi. Selain itu, kedalaman penetrasi yang berlebihan akan mengakibatkan kekuatan hasil las menjadi berkurang. Permasalahannnya adalah bagaimana mengatur variabel proses pengelasan agar distorsi sudut dan kedalaman penetrasi dapat diminimalkan.Untuk melakukan optimasi proses terlebih dahulu ditentukan hubungan antara distorsi sudut dan kedalaman penetrasi dengan variabel proses pengelasan kuat arus, kecepatan pengelasan dan panjang pelat; dengan menggunakan metode permukaan respon. Model hubungan tersebut didapatkan dari eksperimen yang dilakukan berdasarkan rancangan Central Composite Design (CCD). Proses optimasi dilakukan dengan metode non-linier programming, dimana sebagai respon primer adalah distorsi sudut dan sebagai respon sekunder adalah kedalaman penetrasi. Melalui penelitian ini didapatkan model empiris polinomial orde kedua dari distorsi sudut dan kedalaman penetrasi. Optimasi dengan teknik non-liniear programming menghasilkan distorsi sudut minimum 0.139 [radian] pada kedalaman penetrasi 2.77 [mm]. Kedua nilai tersebut diperoleh dengan setting variabel proses pengelasan panjang pelat 355.75 [mm], kuat arus 30 [Ampere], kecepatan pengelasan 30 [cm/menit]. Kata kunci: MIG, distorsi sudut, kedalaman penetrasi, CCD, panjang pelat, kuat arus dan kecepatan pengelasan. 10
-
Upload
wahyu-untag -
Category
Documents
-
view
46 -
download
8
Transcript of tenik las 1

1. PENDAHULUAN
Proses pengelasan adalah penyambungan dengan pemasanasan lokal dengan kecepatan yang relatif singkat/cepat. Akibat pemanasan ini terjadi pertumbuhan butir, peregangan dan penyusutan logam dengan cepat dan tidak seragam, yang selanjutnya mengakibatkan perubahan bentuk dan dimensi (distorsi). Pengelasan telah banyak digunakan dalam dunia perindustrian, termasuk industri perkapalan, kereta api, pembuatan bejana tekan dan masih banyak lagi. Untuk menjamin kesesuaian ukuran maka untuk setiap proses proses pengelasan digunakan jig and fixture untuk mencegah perubahan bentuk.Beberapa peneliti telah mempelajari proses pengelasan terutama yang berhubungan dengan parameter pengelasan. Anggono (1999), dalam artikelnya menjelaskan bahwa kecepatan pengelasan (í) dan besar arus listrik las (I)
berpengaruh atas besarnya distorsi. Penelitian ini dilakukan terhadap sambungan T pada proses SMAW. Oleh sebab itu perlu dilakukan penelitian terhadap distorsi sudut dan kedalaman penetrasi pada sambungan butt-joint dengan proses las MIG yang sekarang banyak digunakan.
Tujuan Penelitian Penelitian dilaksanakan dengan tujuan
untuk mendapatkan model hubungan antara parameter proses terhadap distorsi sudut dan kedalaman penetrasi. Selain itu untuk mengetahui pengaruh masing-masing parameter proses pengelasan terhadap distorsi sudut dan kedalaman penetrasi. Selanjutnya dapat diperkirakan parameter mana yang harus lebih dicermati dalam pemilihannya, sehingga distori yang terjadi pada proses pengelasan selanjutnya dapat diminimumkan.
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741
ANALISA PENGARUH PROSES PENGELASAN MIGTERHADAP DISTORSI SUDUT DAN KEDALAMAN PENETRASI PADA
SAMBUNGAN BUTT-JOINT
Pranowo SidiStaf Pengajar Jurusan Teknik Permesinan Kapal
Politeknik Perkapalan Negeri Surabaya ITSJl. Teknik Kimia, Kampus ITS, Sukolilo, Keputih, Surabaya 60111
Telp. 031-5947186, Fax.031- 5925524Email: [email protected]
Abstrak
Pada proses pengelasan busur gas (MIG= Metal Inner Gas) sering terjadi distorsi sudut yang dapat memberikan gangguan terhadap dimensi. Selain itu, kedalaman penetrasi yang berlebihan akan mengakibatkan kekuatan hasil las menjadi berkurang. Permasalahannnya adalah bagaimana mengatur variabel proses pengelasan agar distorsi sudut dan kedalaman penetrasi dapat diminimalkan.Untuk melakukan optimasi proses terlebih dahulu ditentukan hubungan antara distorsi sudut dan kedalaman penetrasi dengan variabel proses pengelasan kuat arus, kecepatan pengelasan dan panjang pelat; dengan menggunakan metode permukaan respon. Model hubungan tersebut didapatkan dari eksperimen yang dilakukan berdasarkan rancangan Central Composite Design (CCD). Proses optimasi dilakukan dengan metode non-linier programming, dimana sebagai respon primer adalah distorsi sudut dan sebagai respon sekunder adalah kedalaman penetrasi. Melalui penelitian ini didapatkan model empiris polinomial orde kedua dari distorsi sudut dan kedalaman penetrasi. Optimasi dengan teknik non-liniear programming menghasilkan distorsi sudut minimum 0.139 [radian] pada kedalaman penetrasi 2.77 [mm]. Kedua nilai tersebut diperoleh dengan setting variabel proses pengelasan panjang pelat 355.75 [mm], kuat arus 30 [Ampere], kecepatan pengelasan 30 [cm/menit].
Kata kunci: MIG, distorsi sudut, kedalaman penetrasi, CCD, panjang pelat, kuat arus dan kecepatan pengelasan.
10
Batasan dan AsumsiKarena luasnya permasalahan, maka dalam pembahasan ini diambil beberapa batasan, yaitu: ?Material yang digunakan adalah Pelat Baja
Grade A;?Efek akibat proses pemotongan dan
penyiapan spesimen/benda uji diabaikan;?Material benda uji dianggap rata dan
memiliki struktur yang homogen;?Jenis elektrode yang digunakan dalam
penelitian ini adalah jenis AWS A/SFA 5.18:ER70S-6, dengan diameter 1,2 [mm]. (ESSAB);
?Tidak dilakukan pengukuran tegangan sisa yang terjadi akibat pengelasan;
?Kekuatan hasil proses pengelasan tidak diukur;
?Tidak menguji struktur mikro;?Semua alat uji yang digunakan dianggap
bekerja dengan baik.
Persiapan dan Rancangan Percobaan a Pelat Baja Grade A, ketebalan 12 [mm],
dipotong menjadi benda uji berukuran 100 x 200 [mm], 100 x 300 [mm] dan 100 x 400 [mm].
b Pengujian awal sebelum dilakukan pengelasan.
c Pembuatan alur V. d Pengelasan MIG dengan kuat arus 200, 250
dan 300 [Amper]. e Pengambilan data
2. TINJAUAN PUSTAKAProses pengelasan telah banyak digunakan dalam berbagai konstruksi bangunan seperti
dalam pembuatan pressure vessel, pembuatan kapal baja, perkeretapian, dan masih banyak lagi.
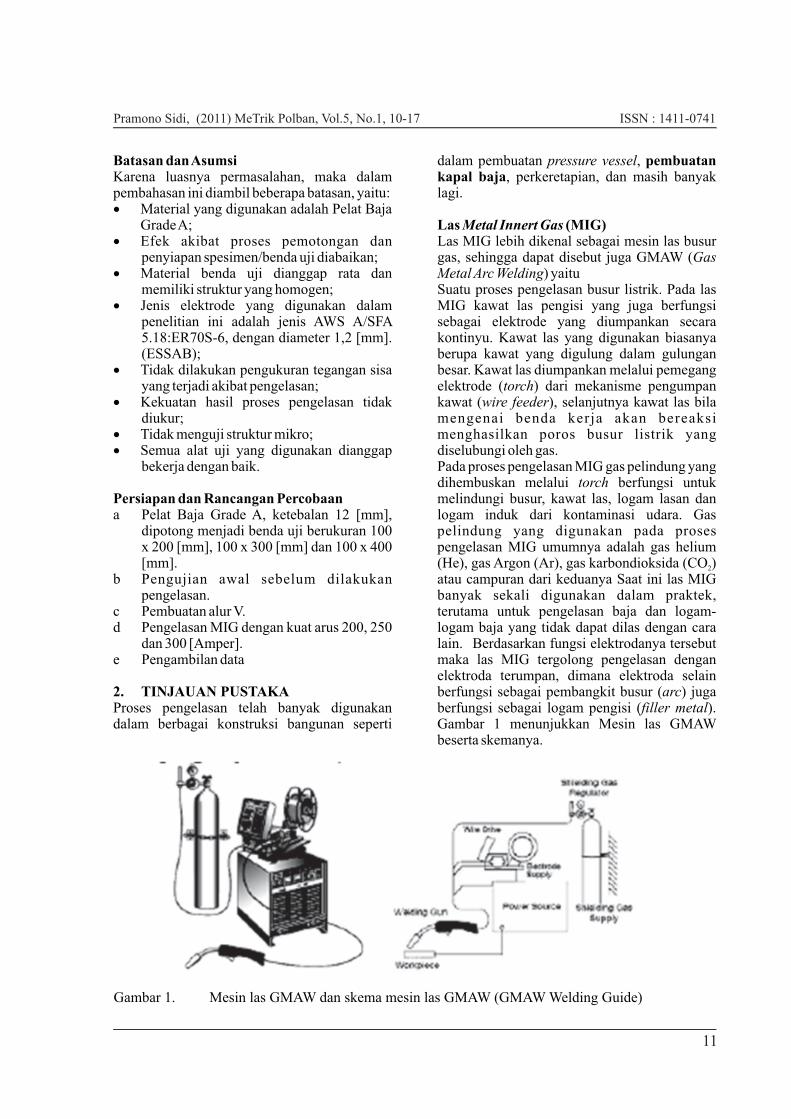
Las Metal Innert Gas (MIG)Las MIG lebih dikenal sebagai mesin las busur gas, sehingga dapat disebut juga GMAW (Gas Metal Arc Welding) yaitu Suatu proses pengelasan busur listrik. Pada las MIG kawat las pengisi yang juga berfungsi sebagai elektrode yang diumpankan secara kontinyu. Kawat las yang digunakan biasanya berupa kawat yang digulung dalam gulungan besar. Kawat las diumpankan melalui pemegang elektrode (torch) dari mekanisme pengumpan kawat (wire feeder), selanjutnya kawat las bila mengenai benda kerja akan bereaksi menghasilkan poros busur listrik yang diselubungi oleh gas.Pada proses pengelasan MIG gas pelindung yang dihembuskan melalui torch berfungsi untuk melindungi busur, kawat las, logam lasan dan logam induk dari kontaminasi udara. Gas pelindung yang digunakan pada proses pengelasan MIG umumnya adalah gas helium (He), gas Argon (Ar), gas karbondioksida (CO ) 2
atau campuran dari keduanya Saat ini las MIG banyak sekali digunakan dalam praktek, terutama untuk pengelasan baja dan logam-logam baja yang tidak dapat dilas dengan cara lain. Berdasarkan fungsi elektrodanya tersebut maka las MIG tergolong pengelasan dengan elektroda terumpan, dimana elektroda selain berfungsi sebagai pembangkit busur (arc) juga berfungsi sebagai logam pengisi (filler metal). Gambar 1 menunjukkan Mesin las GMAW beserta skemanya.
Gambar 1. Mesin las GMAW dan skema mesin las GMAW (GMAW Welding Guide)
11
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741
12
Metalurgi Pengelasan
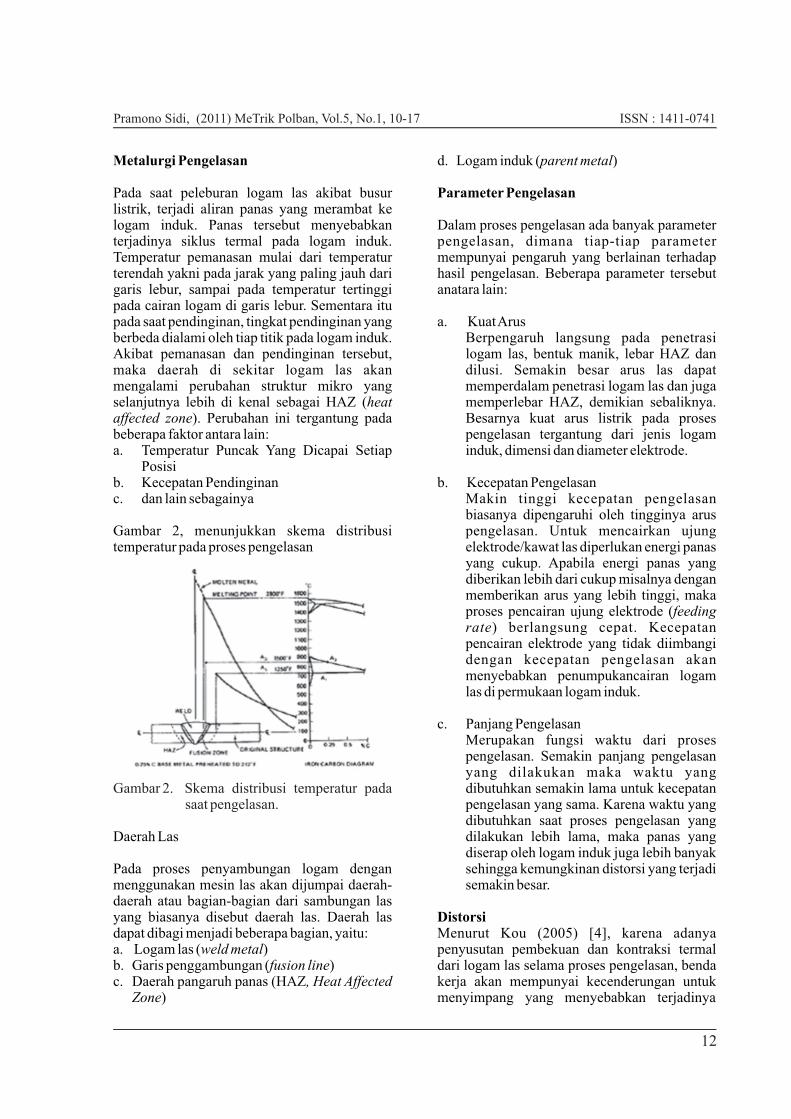
Pada saat peleburan logam las akibat busur listrik, terjadi aliran panas yang merambat ke logam induk. Panas tersebut menyebabkan terjadinya siklus termal pada logam induk. Temperatur pemanasan mulai dari temperatur terendah yakni pada jarak yang paling jauh dari garis lebur, sampai pada temperatur tertinggi pada cairan logam di garis lebur. Sementara itu pada saat pendinginan, tingkat pendinginan yang berbeda dialami oleh tiap titik pada logam induk. Akibat pemanasan dan pendinginan tersebut, maka daerah di sekitar logam las akan mengalami perubahan struktur mikro yang selanjutnya lebih di kenal sebagai HAZ (heat affected zone). Perubahan ini tergantung pada beberapa faktor antara lain: a. Temperatur Puncak Yang Dicapai Setiap
Posisi b. Kecepatan Pendinginan c. dan lain sebagainya
Gambar 2, menunjukkan skema distribusi temperatur pada proses pengelasan
Daerah Las
Pada proses penyambungan logam dengan menggunakan mesin las akan dijumpai daerah-daerah atau bagian-bagian dari sambungan las yang biasanya disebut daerah las. Daerah las dapat dibagi menjadi beberapa bagian, yaitu:a. Logam las (weld metal)b. Garis penggambungan (fusion line)c. Daerah pangaruh panas (HAZ, Heat Affected
Zone)
Gambar 2. Skema distribusi temperatur pada saat pengelasan.
d. Logam induk (parent metal)
Parameter Pengelasan
Dalam proses pengelasan ada banyak parameter pengelasan, dimana tiap-tiap parameter mempunyai pengaruh yang berlainan terhadap hasil pengelasan. Beberapa parameter tersebut anatara lain:
a. Kuat ArusBerpengaruh langsung pada penetrasi logam las, bentuk manik, lebar HAZ dan dilusi. Semakin besar arus las dapat memperdalam penetrasi logam las dan juga memperlebar HAZ, demikian sebaliknya. Besarnya kuat arus listrik pada proses pengelasan tergantung dari jenis logam induk, dimensi dan diameter elektrode.
b. Kecepatan PengelasanMakin tinggi kecepatan pengelasan biasanya dipengaruhi oleh tingginya arus pengelasan. Untuk mencairkan ujung elektrode/kawat las diperlukan energi panas yang cukup. Apabila energi panas yang diberikan lebih dari cukup misalnya dengan memberikan arus yang lebih tinggi, maka proses pencairan ujung elektrode (feeding rate) berlangsung cepat. Kecepatan pencairan elektrode yang tidak diimbangi dengan kecepatan pengelasan akan menyebabkan penumpukancairan logam las di permukaan logam induk.
c. Panjang PengelasanMerupakan fungsi waktu dari proses pengelasan. Semakin panjang pengelasan yang dilakukan maka waktu yang dibutuhkan semakin lama untuk kecepatan pengelasan yang sama. Karena waktu yang dibutuhkan saat proses pengelasan yang dilakukan lebih lama, maka panas yang diserap oleh logam induk juga lebih banyak sehingga kemungkinan distorsi yang terjadi semakin besar.
DistorsiMenurut Kou (2005) [4], karena adanya penyusutan pembekuan dan kontraksi termal dari logam las selama proses pengelasan, benda kerja akan mempunyai kecenderungan untuk menyimpang yang menyebabkan terjadinya
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741
13
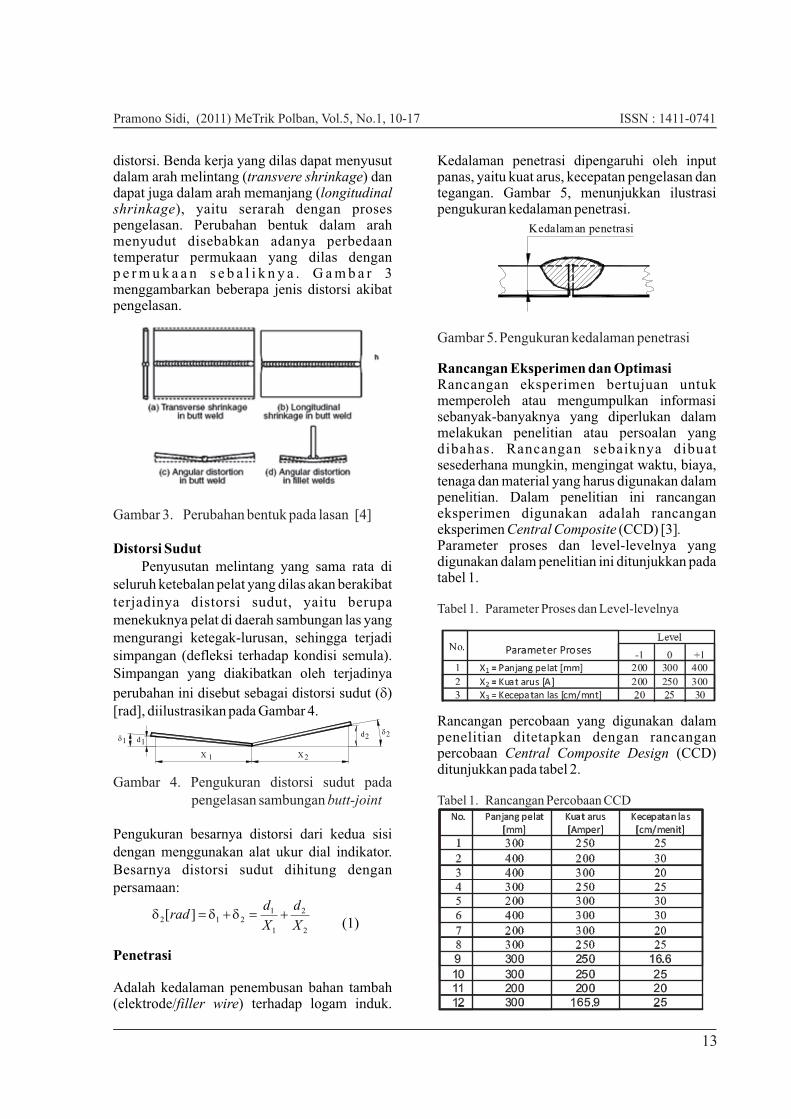
distorsi. Benda kerja yang dilas dapat menyusut dalam arah melintang (transvere shrinkage) dan dapat juga dalam arah memanjang (longitudinal shrinkage), yaitu serarah dengan proses pengelasan. Perubahan bentuk dalam arah menyudut disebabkan adanya perbedaan temperatur permukaan yang dilas dengan p e r m u k a a n s e b a l i k n y a . G a m b a r 3 menggambarkan beberapa jenis distorsi akibat pengelasan.
Distorsi SudutPenyusutan melintang yang sama rata di
seluruh ketebalan pelat yang dilas akan berakibat terjadinya distorsi sudut, yaitu berupa menekuknya pelat di daerah sambungan las yang mengurangi ketegak-lurusan, sehingga terjadi simpangan (defleksi terhadap kondisi semula). Simpangan yang diakibatkan oleh terjadinya
perubahan ini disebut sebagai distorsi sudut (d) [rad], diilustrasikan pada Gambar 4.
Pengukuran besarnya distorsi dari kedua sisi dengan menggunakan alat ukur dial indikator. Besarnya distorsi sudut dihitung dengan persamaan:
(1)
Penetrasi
Adalah kedalaman penembusan bahan tambah (elektrode/filler wire) terhadap logam induk.
Gambar 3. Perubahan bentuk pada lasan [4]
Gambar 4. Pengukuran distorsi sudut pada pengelasan sambungan butt-joint
Kedalaman penetrasi dipengaruhi oleh input panas, yaitu kuat arus, kecepatan pengelasan dan tegangan. Gambar 5, menunjukkan ilustrasi pengukuran kedalaman penetrasi.
Rancangan Eksperimen dan OptimasiRancangan eksperimen bertujuan untuk memperoleh atau mengumpulkan informasi sebanyak-banyaknya yang diperlukan dalam melakukan penelitian atau persoalan yang dibahas. Rancangan sebaiknya dibuat sesederhana mungkin, mengingat waktu, biaya, tenaga dan material yang harus digunakan dalam penelitian. Dalam penelitian ini rancangan eksperimen digunakan adalah rancangan eksperimen Central Composite (CCD) [3].Parameter proses dan level-levelnya yang digunakan dalam penelitian ini ditunjukkan pada tabel 1.
Rancangan percobaan yang digunakan dalam penelitian ditetapkan dengan rancangan percobaan Central Composite Design (CCD) ditunjukkan pada tabel 2.
Gambar 5.Pengukuran kedalaman penetrasi
Tabel 1. Parameter Proses dan Level-levelnya
Tabel 1. Rancangan Percobaan CCD
d1
d221d
d
21X X
2
2
1
1212 ][
X
d
X
drad +=+=ddd
Kedalaman penetrasi
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741
14
Prosedur Penelitian a.Persiapan Percobaan b.Pembuatan alur las c.Penekukan/pengerolan d.Pengelasan e.Pengambilan/pembuatan spesimen
3. DATA DAN PEMBAHASANDari data hasil percobaan kemudian diolah dengan menggunakan perangkat lunak MINITAB 14 [2].
Analisa Distorsi SudutProses analisa data distorsi sudut dilakukan dengan menggunakan perangkat lunak MINITAB R14 [2]. Hasil pengolahan data besarnya kedalaman penetrasi dapat dilihat pada tabel 3 dan tabel 4.
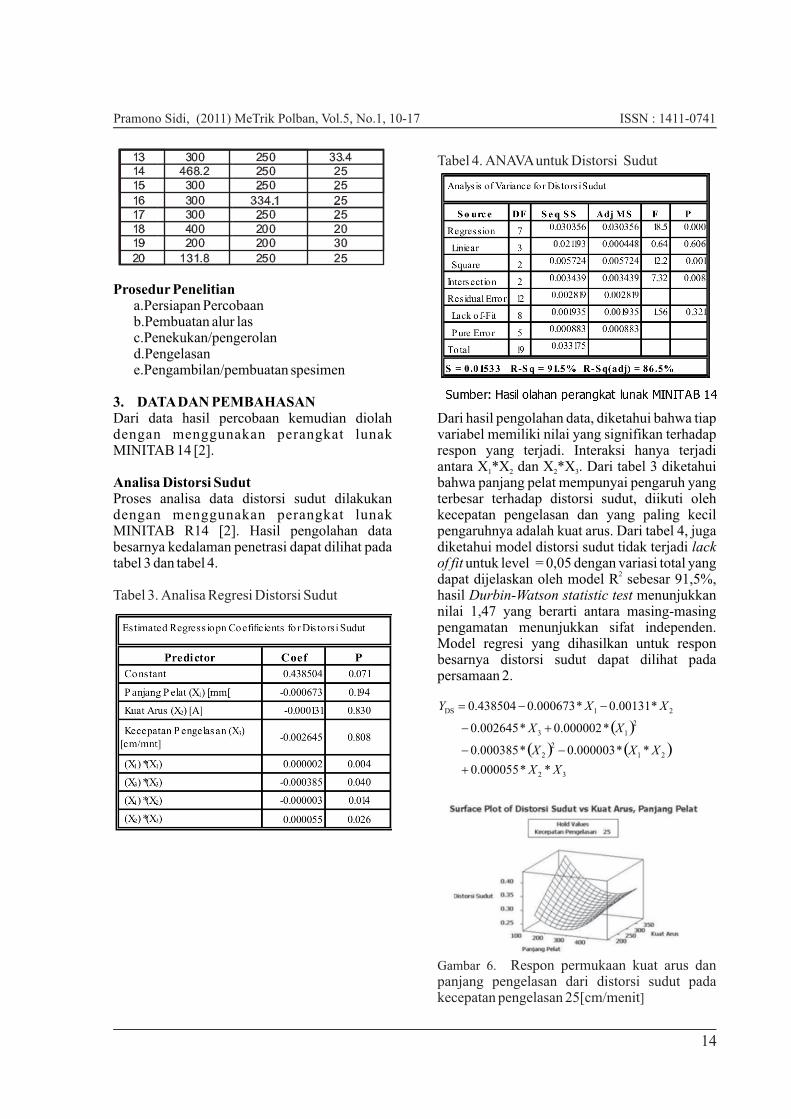
Tabel 3. Analisa Regresi Distorsi Sudut
Tabel 4. ANAVA untuk Distorsi Sudut
Gambar 6. Respon permukaan kuat arus dan panjang pengelasan dari distorsi sudut pada kecepatan pengelasan 25[cm/menit]
Dari hasil pengolahan data, diketahui bahwa tiap variabel memiliki nilai yang signifikan terhadap respon yang terjadi. Interaksi hanya terjadi antara X *X dan X *X . Dari tabel 3 diketahui 1 2 2 3
bahwa panjang pelat mempunyai pengaruh yang terbesar terhadap distorsi sudut, diikuti oleh kecepatan pengelasan dan yang paling kecil pengaruhnya adalah kuat arus. Dari tabel 4, juga diketahui model distorsi sudut tidak terjadi lack of fit untuk level = 0,05 dengan variasi total yang
2dapat dijelaskan oleh model R sebesar 91,5%, hasil Durbin-Watson statistic test menunjukkan nilai 1,47 yang berarti antara masing-masing pengamatan menunjukkan sifat independen. Model regresi yang dihasilkan untuk respon besarnya distorsi sudut dapat dilihat pada persamaan 2.
()
() ( )
32
21
2
2
2
13
21DS
**000055.0
**000003.0*000385.0
*000002.0*002645.0
*00131.0*000673.0438504.0
XX
XXX
XX
XXY
+
--
+-
--=
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741
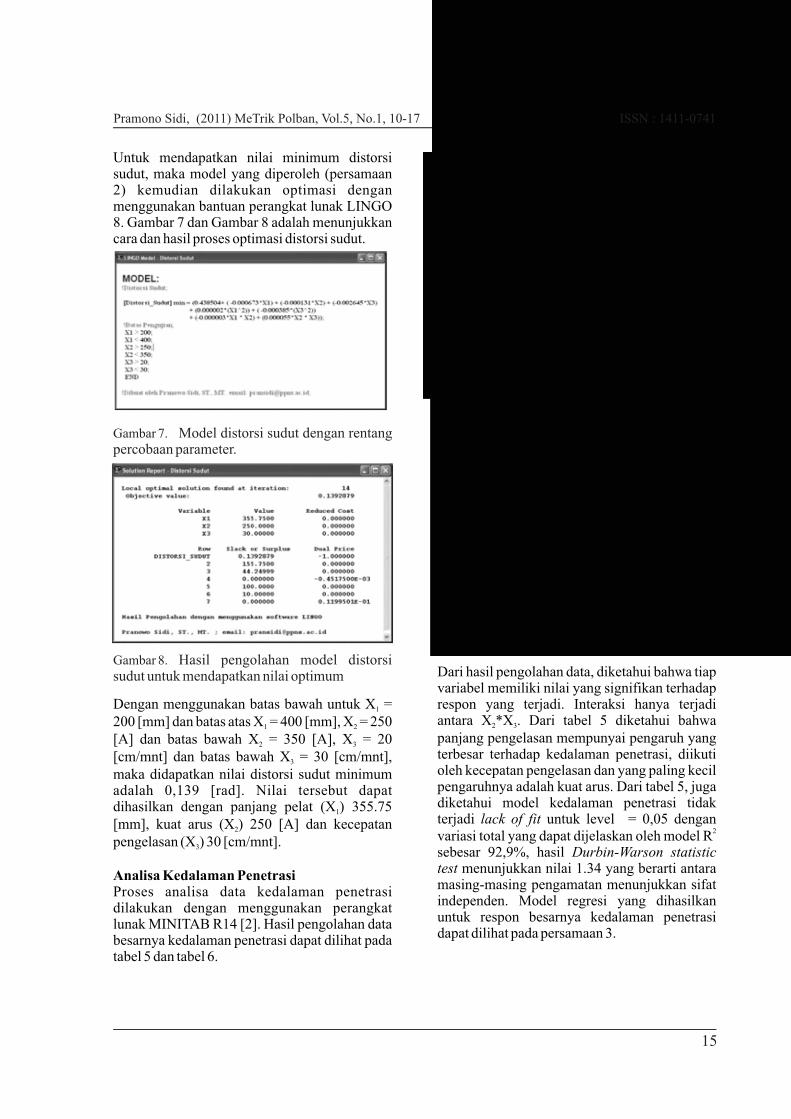
Untuk mendapatkan nilai minimum distorsi sudut, maka model yang diperoleh (persamaan 2) kemudian dilakukan optimasi dengan menggunakan bantuan perangkat lunak LINGO 8. Gambar 7 dan Gambar 8 adalah menunjukkan cara dan hasil proses optimasi distorsi sudut.
Dengan menggunakan batas bawah untuk X = 1
200 [mm] dan batas atas X = 400 [mm], X = 250 1 2
[A] dan batas bawah X = 350 [A], X = 20 2 3
[cm/mnt] dan batas bawah X = 30 [cm/mnt], 3
maka didapatkan nilai distorsi sudut minimum adalah 0,139 [rad]. Nilai tersebut dapat dihasilkan dengan panjang pelat (X ) 355.75 1
[mm], kuat arus (X ) 250 [A] dan kecepatan 2
pengelasan (X ) 30 [cm/mnt].3
Analisa Kedalaman PenetrasiProses analisa data kedalaman penetrasi dilakukan dengan menggunakan perangkat lunak MINITAB R14 [2]. Hasil pengolahan data besarnya kedalaman penetrasi dapat dilihat pada tabel 5 dan tabel 6.
Gambar 7. Model distorsi sudut dengan rentang percobaan parameter.
Gambar 8. Hasil pengolahan model distorsi sudut untuk mendapatkan nilai optimum
15
Tabel 5. Analisa Regresi Kedalaman Penetrasi
Tabel 6. ANAVA untuk Kedalaman Penetrasi
Dari hasil pengolahan data, diketahui bahwa tiap variabel memiliki nilai yang signifikan terhadap respon yang terjadi. Interaksi hanya terjadi antara X *X . Dari tabel 5 diketahui bahwa 2 3
panjang pengelasan mempunyai pengaruh yang terbesar terhadap kedalaman penetrasi, diikuti oleh kecepatan pengelasan dan yang paling kecil pengaruhnya adalah kuat arus. Dari tabel 5, juga diketahui model kedalaman penetrasi tidak terjadi lack of fit untuk level = 0,05 dengan
2variasi total yang dapat dijelaskan oleh model R sebesar 92,9%, hasil Durbin-Warson statistic test menunjukkan nilai 1.34 yang berarti antara masing-masing pengamatan menunjukkan sifat independen. Model regresi yang dihasilkan untuk respon besarnya kedalaman penetrasi dapat dilihat pada persamaan 3.
Est imated Regressiopn Coef if icients for kedalaman penetrasi
C o ef P
6.46686 0.101
-0.01367 0.030
0.00743 0.629
-0.12525 0.385
0.00002 0.035
-0.00005 0.049
-0.00610 0.017
0.00122 0.001
P redicto r
(X2) *(X3)
Constant
Panjang Pelat (X1) [mm]
Kuat Arus (X2) [A]
Kecepatan Pengelasan (X3) [cm/mnt]
(X1) *(X1)
(X2) *(X2)
(X3) *(X3)
Analysisi o f Variance for Kedalaman Penetrasi
So urce D F Seq SS A dj M S F P
Regression 7 6.11176 6.11176 22.35 0.000
Liniear 3 4.29276 0.10840 2.78 0.087
Square 3 1.07480 1.07480 9.17 0.002
Intersection 1 0.74420 0.74420 19.05 0.001
Residual Error 12 0.46874 0.46874
Lack of-Fit 7 0.37760 0.37760 2.96 0.125
Pure Error 5 0.09113 0.09113
Total 19 6.58049
S = 0.01976 R-Sq = 92.9% R-Sq(adj) = 88.7%
Sumber: Hasil olahan perangkat lunak MINITAB 14
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741
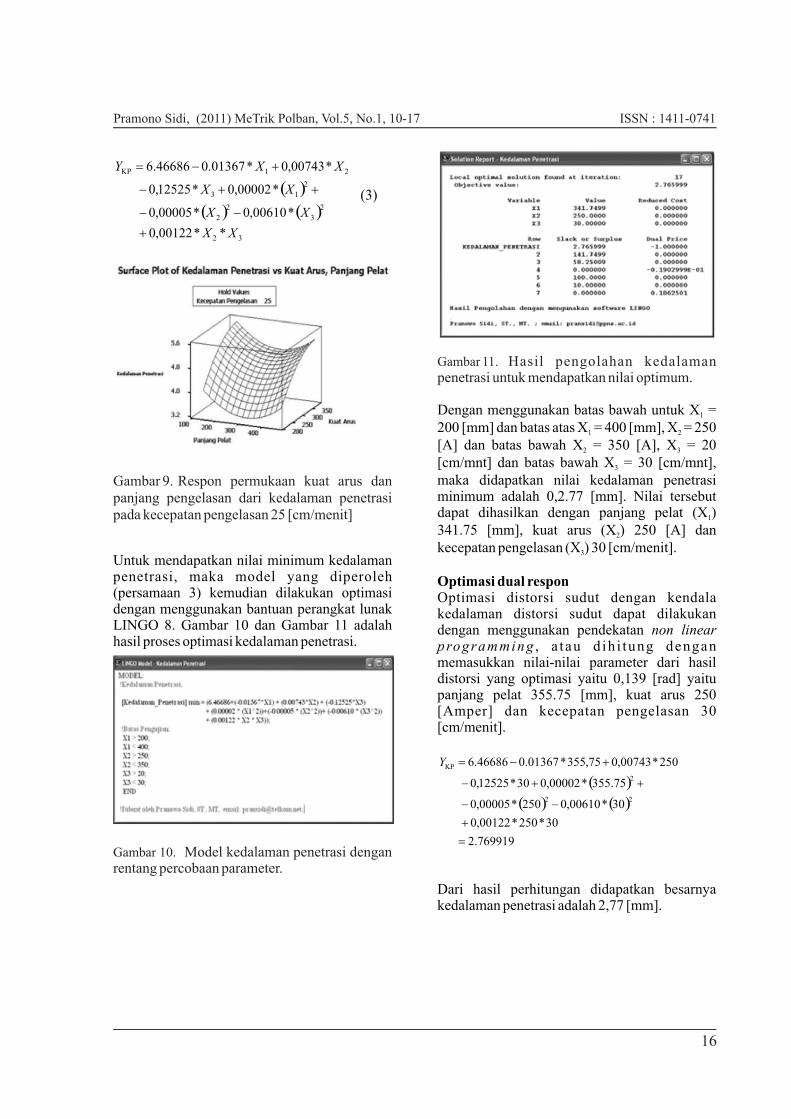
Gambar 11. Hasil pengolahan kedalaman penetrasi untuk mendapatkan nilai optimum.
Dengan menggunakan batas bawah untuk X = 1
200 [mm] dan batas atas X = 400 [mm], X = 250 1 2
[A] dan batas bawah X = 350 [A], X = 20 2 3
[cm/mnt] dan batas bawah X = 30 [cm/mnt], 3
maka didapatkan nilai kedalaman penetrasi minimum adalah 0,2.77 [mm]. Nilai tersebut dapat dihasilkan dengan panjang pelat (X ) 1
341.75 [mm], kuat arus (X ) 250 [A] dan 2
kecepatan pengelasan (X ) 30 [cm/menit].3
Optimasi dual responOptimasi distorsi sudut dengan kendala kedalaman distorsi sudut dapat dilakukan dengan menggunakan pendekatan non linear programming , a tau d ih i tung dengan memasukkan nilai-nilai parameter dari hasil distorsi yang optimasi yaitu 0,139 [rad] yaitu panjang pelat 355.75 [mm], kuat arus 250 [Amper] dan kecepatan pengelasan 30 [cm/menit].
Dari hasil perhitungan didapatkan besarnya kedalaman penetrasi adalah 2,77 [mm].
16
(3)
Untuk mendapatkan nilai minimum kedalaman penetrasi, maka model yang diperoleh (persamaan 3) kemudian dilakukan optimasi dengan menggunakan bantuan perangkat lunak LINGO 8. Gambar 10 dan Gambar 11 adalah hasil proses optimasi kedalaman penetrasi.
Gambar 9. Respon permukaan kuat arus dan panjang pengelasan dari kedalaman penetrasi pada kecepatan pengelasan 25 [cm/menit]
Gambar 10. Model kedalaman penetrasi dengan rentang percobaan parameter.
()
() ()
32
2
3
2
2
2
13
21KP
**00122,0
*00610,0*00005,0
*00002,0*12525,0
*00743,0*01367.046686.6
XX
XX
XX
XXY
+
--
++-
+-=
( )
() ()
769919.2
30*250*00122,0
30*00610,0250*00005,0
75.355*00002,030*12525,0
250*00743,075,355*01367.046686.6
22
2
KP
=
+
--
++-
+-=Y
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741

4. KESIMPULAN
Dari hasil pengolahan dan analisis data proses pengelasan butt-joint dengan menggunakan mesin las MIG, dapat disimpulkan bahwa:1. Dari ketiga variabel proses, yang paling
besar pengaruhnya adalah panjang pelat diikuti kecepatan pengelasan dan yang paling kecil pengaruhnya kuat arus.
2. Model hubungan antara variabel bebas tebal pelat, kuat arus dan kecepatan pengelasan terhadap distorsi sudut dinyatakan dengan persamaan 2
3. Model hubungan antara variabel bebas tebal pelat, kuat arus dan kecepatan pengelasan terhadap kedalaman penetrasi dinyatakan dengan persamaan 3.
4. Nilai distorsi sudut terkecil sebesar 0,139 [radian] dan kedalaman penetrasi 2.77 [mm] dapat dicapai dengan variabel pengelasan yang menggunakan panjang pelat 355.75 [mm], dengan kuat arus sebesar 250 [A] dan kecepatan pengelasan sebesar 30 [cm/menit].
DAFTAR PUSTAKA
[1] Anggono, Juliana, dkk (1999), Pengaruh Besar Input Panas Pengelasan SMAW Terhadap Distorsi Angular Sambungan T Baja Lunak SS400, , Jurnal Jurusan Teknik Mesin, Fakultas Teknik Industri, Universitas Kristen Petra, Surabaya, Vol 1, No. 1
[2] Iriawan, Nur, Astuti, Septin Puji, (2006), Mengolah Data Statistik dengan Mudah Menggunakan MINITAB 14, Andi, Yogyakarta.
[3] Montgomery, D.C., (1984), Design And Analysis Of Experiment, Jhon Willey and Sons.
[4] Kou, Sindho, (2003), Welding Metalurgy, second edition, Published by John Wiley & Sons, Inc., Hoboken, New Jersey.Published Simultaneously in Canada.
[5] Wiryosumarto, Harsono dan Toshie O k u m u r a , ( 2 0 0 0 ) , Te k n o l o g i Pengelasan Logam, Jakarta, PT. Pradnya Paramita.
http://www.petra.ac.id/ ~puslit/journals/
17
Pramono Sidi, (2011) MeTrik Polban, Vol.5, No.1, 10-17 ISSN : 1411-0741