Tata hitachi
19
SUMMER TRAINING ON PREPARATION OF PROCESS SHEETS FOR HEAVY MACHINE SHOP IN FABRICATION COMPLEX Guided by- Mr. Pritesh Kankariya Assistant Manager Heavy Machine Shop Submitted by- Asit KumarSahoo 2013JE0859 Mechanical Engineering Final Year, B. Tech.
-
Upload
manish-kumar -
Category
Engineering
-
view
88 -
download
3
Transcript of Tata hitachi

SUMMER TRAINING ONPREPARATION OF PROCESS SHEETS
FOR HEAVY MACHINE SHOP IN FABRICATION COMPLEX
Guided by-Mr. Pritesh KankariyaAssistant ManagerHeavy Machine ShopFabrication Complex
Submitted by-Asit KumarSahoo2013JE0859Mechanical EngineeringFinal Year, B. Tech.

TITLE OF PROJECTPreparation of process sheets for various assembled parts of excavators during machining in the heavy machine shop (HMS) inside the fabrication complex.
OBJECTIVES
•Increase productivity and easy operation for the workers.•To reduce equipment related losses which are always a big problem for the production department•Create a format that will give the most information with the least amount of effort•Keep the data collection process as easy as possible

EXCAVATORSExcavators are heavy construction equipments, consisting of a boom, arm, bucket and cab on a rotating platform (Main Frame).The house sits at the top of an undercarriage with tracks or wheels.
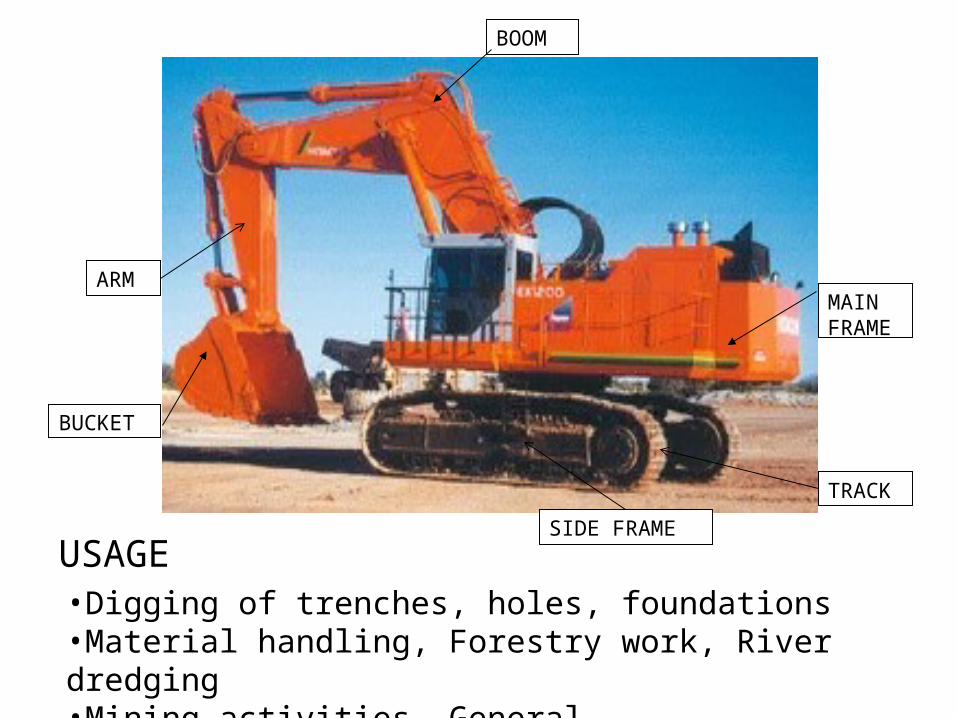
SIDE FRAME
BUCKET
ARM
TRACK
MAIN FRAME
BOOM
USAGE•Digging of trenches, holes, foundations•Material handling, Forestry work, River dredging•Mining activities, General grading/landscaping

COMPONENTSBoom
Side frame

Bucket
Arm
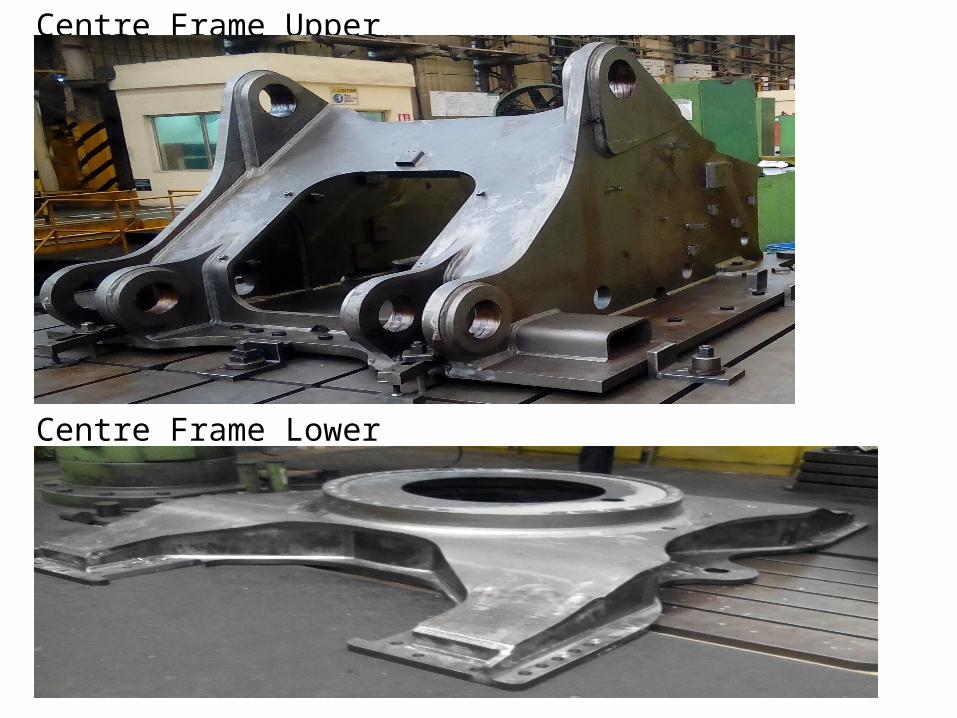
Centre Frame Upper (CFU)
Centre Frame Lower (CFL)
PROCESS SHEETA process sheet is a formal document that includes a series of performance instructions and guidelines regarding a specific process or its part, and describes the operating parameters and settings for the process to produce an associated product or service.
Constituents of a process sheetA complete process sheet includes the following:
Model: Model of the excavator as EX-1200, ZX-650.
Component: Part of the excavator ,such as, Side frame, CFL.
Work: The machine which manufactures the component, such as, SNK, SHW.
Part no.: Every component is assigned a part no.
Date: Date of machining.
Process: Main process of machining, such as job setting, dialing of bores, etc.
Sub-process Sub-processes, which come under the main process.
Process Details: Complete details of the process which include the machining process along with the dia. size (in case of boring) and the thread specification (in case of tapping).
Critical Points: Critical points include some important points related to safety of operation and quality of product.
Photographs: Photographs of the machining operations
Drawing: Isometric and orthogonal views of the component
Other columns include the sign of operator, name of the person who has prepared the process sheet and name of the person who has verified it.
Source Information Name of project Location of data collection Name of person recording data
(if applicable) Date(s) Other important identifiers Requirements of a process sheet
Content Information Column with process details Columns with sequence/part
no. and sub-process Columns for photographs Columns with operator’s sign Space for drawing

SAMPLE PROCESS SHEET
Process Sheet for EX-1200 Hoe Bucket for TOS
•The Hoe Bucket is placed on the machine bed with the help of jacks and blocks and it is clamped with the help of rope chains
•2 no. of side pushers of height 650 mm and 2 no. of side pushers of height 450 mm are placed on the machine bed to support the job and other parts of the bucket are supported by jacks of different heights.

•Dialing of the machine bed is performed by a dial gauge.
•Dialing of bores is done for both the bucket dump cylinder holes and the bucket pivot holes.

•Boring Operation is performed on the Bucket Dump Cylinder holes to maintain dimensions Φ 150.0 to Φ 150.2 mm.
•Front Facing Operation is performed on the front surfaces of the Bucket Pivot holes.•Drilling Operation of 5 no. of holes of Φ 19.5 mm is performed on the front faced surfaces of the Bucket Pivot holes.
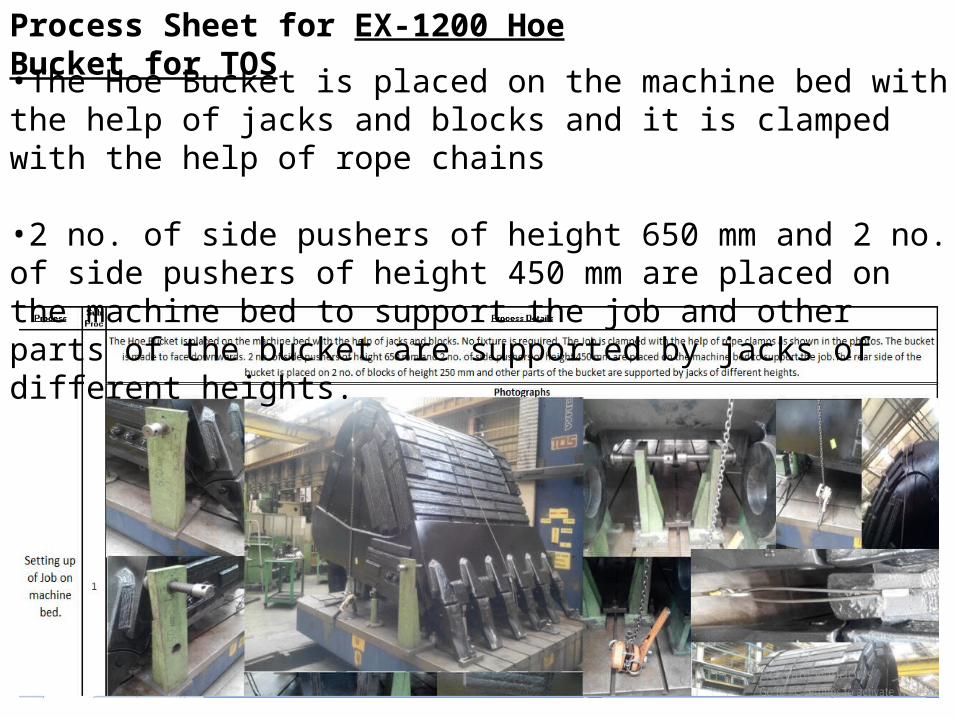
• Tapping Operation of those previously drilled holes is done with a specification of M22X2.5 .Depth of thread is 35 mm.
• Back Facing Operation is performed on the back surfaces of the bucket pivot holes with the help of single and multi point cutting tools.
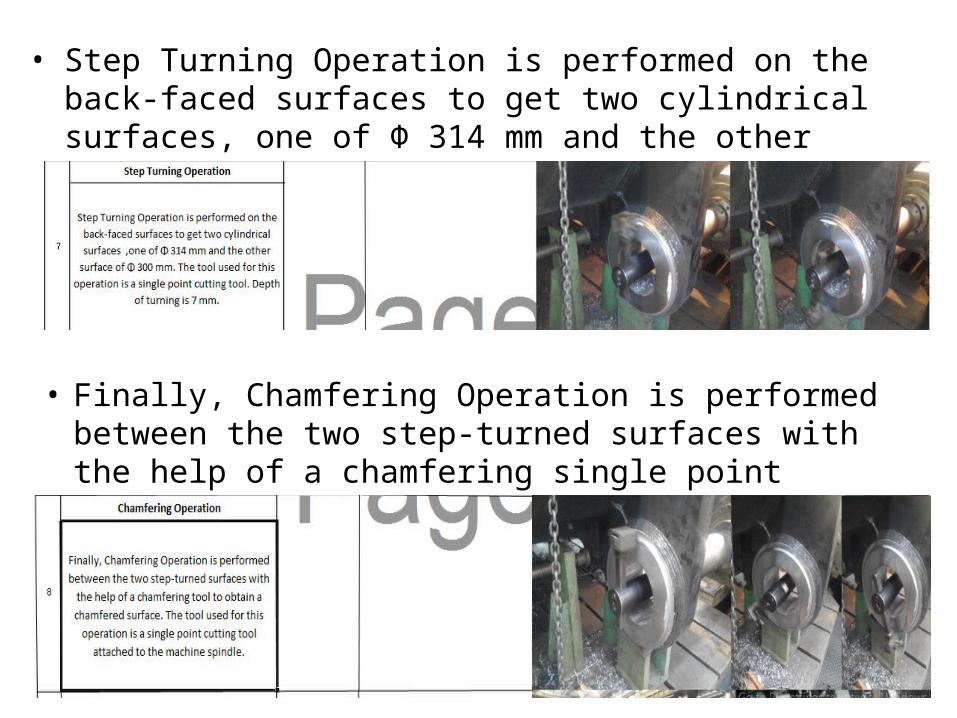
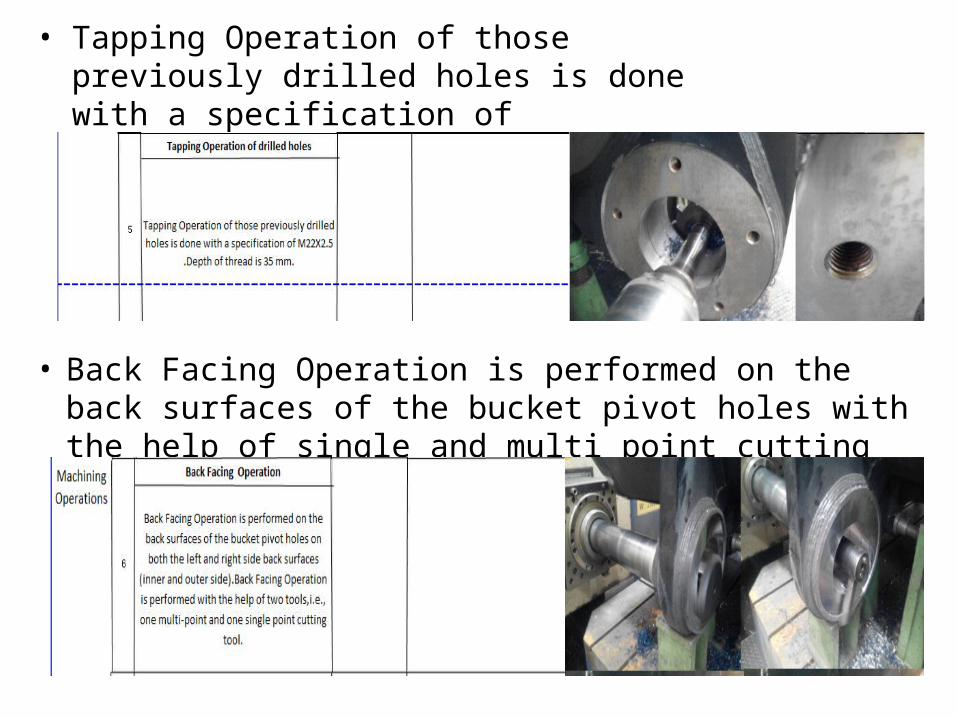
• Step Turning Operation is performed on the back-faced surfaces to get two cylindrical surfaces, one of Φ 314 mm and the other surface of Φ 300 mm.
• Finally, Chamfering Operation is performed between the two step-turned surfaces with the help of a chamfering single point cutting tool to obtain a chamfered surface.

Other process sheets were prepared for:
• EX-1200 Side frame for SNK
• ZX-650 Side frame for SNK
• ZX-650 Hoe Boom for SHW
• EX-1200 Loader Rear Bucket for TOS
• ZX-650 Centre Frame Lower (CFL) for SNK
• EX-1200 CFL for SNK
• ZX-650 Loader Boom for SNK
• EX-1200 Hoe Boom for SHW
• EX-1200 Centre Frame Upper (CFU) for TOS
• ZX-650 CFU for SNK
• ZX-650 Hoe Arm for TOS
Benefits:
The benefits of process sheets are:
Reduces the time to process and decide cases
Reduces both process planning and manufacturing cost
Creates more consistent plans
Produces more accurate plans
Increases productivity
Reduces the skill required of a planner
Minimizes equipment related losses
Reduces the chances of any important aspect from being left out
while submitting case
Conclusion:
• Although process sheets are simple, process sheets are extremely
useful for process improvement and problem-solving tools.
• Mainly they concern on the different process sequences in main
frame fabrication.
• Process sheets show the whole sequence in an easy tabulated
manner and can serve the operators to perform their task in a
well-defined manner.
THANK YOU